Ez nálam pont fordítva van. De a számok stimmelnek.
Más. Sajnos a feszítőékem magasabb, mint a lap. Jó lenne csináltatni egy lapmagasságút, hogy tolóasztallal is tudjam használni. Illetve, hogy ne kelljen olyankor kiszerelni.
Hol lehetne ilyet csinálttni, és pontosan milyen anyagból?
Az a baj, ha 10 ilyet egymás mellé tesz, akkor máris 10x0,3=3mm bibiről beszélünk (ami adott esetben megint csak "semmi", de akár fontos is lehet, csak itt megint háttér infó hiányzik).
"Nem vagyok benne biztos hogy a legjobb megoldás.Egyébként egyszerű zártszelvényből van kivágva, 4 állítócsavar ellenanyával és kész. Nekem nem tetszik ez a megoldás.de lehet jó."
Képzeld el, hogy van egy 1000*105*25 mm deszkád. 100 ra akarod keskenyíteni. Beállítasz 100mm-t a fűrészlap elejénél feszítésmentes stelleren. A stellernek a közelebbi vége van rögzítve, a másik vége szabad.
Tegyük fel hogy a hasítóéked nem esik azonos távolságra a stellertől mint a fűrészlapod eleje, hanem 0,1-0,2 mm-t közelebb van hozzá. Mondjuk 3,2 vastag az éked és 2,8 a lapod.
Elkezded tolni az anyagot. Addig 100-at vág amíg el nem éred az éket. Ott egy kicsit megakad de mert ennyit enged a steller is így elnyomja azt egy icipicit jobbra. Ekkor mivel a steller elöl van rögzítve a fűrészlapnál is elmégy kicsit jobbra, hogy mennyit azt a rögzítési pont/fűrészlap eleje illetve a fűrészlap eleje/hasítóék távolságok arány a adja meg. Ahogy tolod az anyagot előre a féje egyre jobban tolja jobbra a stellert. Mire az anyag végéhez érsz már 0,5 0,7 mm-t jobbra van a steller vége. Az eleje meg ugyanott de mivel a közepe is nyílt hiszen a steller egyenes ott csak 0,3 mm nyílás van. Ekkor az anyag a közelebbi végén 100,3 szélességben lesz vágva.
A leeső rész nem lesz égetve hiszen az van annyira rugalmas, hogy elhajlik azon a távolságon, az anyagod sem lesz mert az meg elfordul ennyit tolás közben.
Fentiek csak egy feltételezett eset hiszen amúgy nem tudjuk mi a fax van . :P
Aki ilyet leír csapágyügyben arról könnyen eldönthető mennyire is van tisztában azzal (azokkal) amiről értekezik. Ráadásul úgy gondolja, hogy ezekről egyedül ő rendelkezik ismeretekkel, az itt lévők mégcsak nem is láttak közelről sem csapágyat, sem gépeket, (lineáris technikáról ne is beszéljünk) így neki kötelessége oktatni a társaságot.
Az már csak hab a tortán, hogy a társaság ismerete nélkül olyanoknak ad tanácsot, akik már régen a tapasztalatok (és gépek/eszközök) birtokában vannak.
A másik meg, hogy tényleg szóljatok ha hülye vagyok, de ha a steller nem parallel a fűrészlappal, attól a vágott léc nem lesz trapéz. Olyan széles lesz elejéről a végéig, amekkora a kisebbik távolság a steller meg a lap között. Ha a steller a laptól nyílik, akkor nincs semmi, csak beégeti a leeső anyagot, ha záródik, akkor be is szorulhat. És dobja a pofádba a fűrészport.
nem fikkantom le a holzmann,bernardót.Bernardo fémszalagfűrészem van, elégedett vagyok vele!
Szeretnék holzmann körfűrészt venni ,de nem merek mert ha megérkezik és akkor döbbensz rá hogy pontatlan akkor ott basz szét az ideg.Mondom Marius horenberger (youtube) küldte vissza a 700 eft-os körfűrészt ,mert 2mm hiba volt az asztal és a korong között és nem is lehetett állítani.Egy másik srác az 500 eft-os bernardo gyalun egyszer igen utánna egy hónapig nem tudott derékszöget beállítani egyengető gyalulásnál. Itt is sokan mondták hogy bernardo inkább nem....De pl fúrógépe, fémszalagfűrésze nem rossz a márkának.
szembeállítasz egy 3000 Ft-os kínai liftet az Incrával, nézd meg és használd mindkettőt és utána alakítsd ki a véleményedet!
Nekem egy asztalos adta a tanácsot.Miért? tized mm pontosan tudod a liftel felfelé állítani .Felül beméred a magasságot és rögzíted.Ő azt mondta hogy a DIY mozgalmakban terjedt el ez az állítás fentről ami felesleges mert sokszor a kurbli útban van amikor állítod be.
3000 ft-ért kapsz egy jó megoldást(attól függ mire kell) , az incra lift 300 eft vagy több mire ideér (vám stb...) és nehéz bele venni marót mert nem mindennel kompatibilis.Van az incrához hasonló lift mertikus , írtam az angoloknak, de még csak előrendelést vesznek fel.
Aliexpressen is van olcsóbban ilyen rendszer.De mire ideér meg vámoltatod....Ha a mechanikus emelőn tekersz pl 2 fokot akkor tized pontossággal be tudod állítani.
De ha már azon a szinten vagy hogy ez neked nem jó vedd meg az incra liftjét.
Szerintem a második körből már kihámozható a lényeg (bár biztosra így sem mehetünk).
Egy méter hosszú 10 cm széles csíkot vágott valamilyen vastag anyagból. A vastagság nem is biztos, hogy lényeges. A csík eleje valamennyi széles a vége pedig valamennyi+0,3 Azaz a vágási vonalban ennyit távolodott a steller a körfűrészlaptól. Ilyenkor a steller vége szerintem kb 0,6 mm-t távolodott.
Két dolog jut erről eszembe. Az egyik hogy ha a steller túlsó vége nem rögzített és csak 0,6 mm-t nyomta el vágás közben az nem is olyan rossz érték. Sőt. Igazából az hogy mennyit nyomja félre az a vágó bácsin is múlik, nem kizárólag a stelleren.
A másik, hogy meg kellene mérni a közepét is annak az anyagnak egy csomó helyen, mert szerintem nem lineáris az eltérés.
Na látod ezért nem egyszerű pontos körfűrészt építeni.Beletolsz 3-4-5 eft-ot.Nem tudod milyen csapágyat és sínt válassz stb....És cad-ba hiába tervezed meg amikor összerakod lehet tényleg szembesülsz hogy nem lesz pontos. Nem hiába vannak a hammernél erre mérnökök, és nem is egy.
Mire megtervezed , megveszed az anyagot, összeépíted nem kevés idő és energia és szívás mert pontosan kell dolgozni.De otthon pl asztali fúróval egy furatot sem tudsz pontosan kifúrni mert elcsúszik.Egy asztal vázrendszerről nem is beszélve ahol sok a csatlakozási pont, elmászhat az egész .
Pl steller lefogatás: megépítetem Jeremy schmidt terve alapján a fencét (incremental fence) de amikor leszorítom akkor a fence vége 1-2-3 mm- jobbra balra elszúszik.Tehát amikor bemérem pl 50mm-re a távot , rögzítem a fencét utánna elbillen a vége.Hoppá oda is a pontosság.Egyszer elbillen egyszer nem.Itt ezzel nem tud az ember mit kezdeni elmegy az ember kedve a gépépítéstől (legalábbis a körfűrész tekintetében) mert ilyen pontossággal nem mondom hogy nem lehet építeni de sok szívás kitalálni egy jól működő konstrukciót , és rámegy munka mellett 1 éved!
Ha tudnám hogy pl. a JET körfűrésze 500eft-ért pontos (de hát az országban nem találkoztatam olyannal akinek van tapasztalata) akkor rááldoznám egy jó gyalu vétele után a pénz 1-2 évvel a gyalu vétele után.Egyszer megveszed és 30 évig használod örömmel.
Egyébként a Laguna körfűrészen is hasonló a steller
Nem vagyok benne biztos hogy a legjobb megoldás.Egyébként egyszerű zártszelvényből van kivágva, 4 állítócsavar ellenanyával és kész. Nekem nem tetszik ez a megoldás.de lehet jó.Kipróbálni persze nincs lehetőség ilyen gépet sehol:C
A hammernek,JET-nek tetszik a kb. 20mm-es tömörvas rúdon a steller megoldása.Stabilnak tűnik, és a lapszabász gépeken is ilyen van , bár lehet nem pont ugyanaz a mechanika.
Érzem, hogy egyre szenilisebb vagyok. Pedig szedem a gyógyszereimet rendesen. Kérlekk tudd be élemedett koromnak a kérdést, de hogyafenébe van, hogy eddig megtudtuk hogy a cucc 1m hosszú, megtudtuk hogy 10 centi széles, megtudtuk hogy a derékszögtől .3mm-t tér el, de valahogy azt, hogy mekkora távolságon tér el, azt máig nem tudjuk. Pedig ez lenne az egyetlen releváns adat az egész történetben.
Ha a cuccod 2cm vastag, és .3mm az eltérés, akkor atan(0.3/20)=0.86 fok az eltérés. Ha 5centi vastag, akkor csak 0.34 fok. Az átlag kézi körfűrésznél a gépet a talphoz egyetlen szegecs plusz a szögrögzítő csavar tartja. Ezek így elég rugalmas kapcsolatot adnak, és a talp sem túl merev. Kb egy jobban bevodkázott pillangó is el tudja húzni, nemhogy az 1200watt, amivel éppen szántjuk az anyagot. Amikor én ilyen kézi fűrészből épített cuccal vágtam pontosan, akkor mindig kitámasztottam a gépet a motornál is megfelelő méretre alakított fakockával, kicsit segített. Legalább már nem egy vonalban volt rögzítve, nem csak a torziós merevség tartja a merőlegest.
A másik a mérés. A fűrészlap merőlegességét gondolom derékszöggel megmérted. Három tized az már látszik, pláne ha teljsen kitolod a lapot, akkor az 5 centin. De a munkadarabot az 1m hosszon hány helyen mérted meg? Ha a beállítás a rossz, akkor a hosszon konzisztensen hasonló lesz a hiba. Ha a vágás közbeni erőhatások okozzák, akkor viszont lesznek eltérések. Ezek ellen használ, ha nagyon egyenletesen és lassan tolod, és mindig egyfelé. (tipikusan a vezetőnek)
Tök jó, hogy ilyen határozott véleményed van olyan dolgokról, amiket soha nem próbáltál ki.
Szerintem mielőtt lefikkantod a Bernardo/Holzmann párost és az összes olcsó gépet, szembeállítasz egy 3000 Ft-os kínai liftet az Incrával, nézd meg és használd mindkettőt és utána alakítsd ki a véleményedet!
Köszi! Egyébként láttam minden videót róla - szóval rászántam az időt, talán még többet is, mint kellett volna -, az angolt meg a németet értem is, és "laikus kezdőként" nagyjából azt szűrtem le, amit te is írtál. Ezért kérdeztem rá még ebben a körben is, hátha mégis csak használja valaki, és tud más szempontokkal is szolgálni. Az utóbbi hetekben esténként több száz asztalos videót néztem meg a youtube-on, ezért is jött meg a kedvem. Na, akkor várjuk meg a kolléga holnapra ígért válaszát...
Hol lehet kapni ezt a "ketyerét "és mi a neve? Rákeresnék a neten de mivel nem tudom, hogy mit írjak be a keresőbe ,így kicsit bonyolult lenne megtalálnom.
Ha nem nagy kérés légy szíves írd meg a nevét és az elérhetőséget!
Mert pl a hammer lehet olyan csapágyakból van megtervezve ami kotyogásmentes , a bolti cuccoknál meg nemtudni."
Ez így nem igaz, mert pont a "bolti" csapágyaknál lehet pontosan tudni, hogy milyen típust-méretosztályt veszel. Van olyan golyóscsapágy is ami kottyanásmentes csak más a típusszáma mint annak ami kicsit kotyog. Ami kicsit kotyog annak is megvan a szerepe mert azt olyan fordulatszámokon történő állandó üzemre tervezték amikor is kicsit felmelegszik, kitágul, és máris egy tizedmilliméter kotyogása sincs. Ugyanitt az első típusú csapágy besülne és megragadna.
És nem csak egysoros mélyhornyú golyóscsapágy létezik a világon.
Ha lötyög-kotyog a lap, akkor a csapágyak körül van valami gebasz. Gondolom nem motorházzal együtt teszi.
A drágább gépekről nincs tapasztalatom, nekem egy
Einhell kézifűrész van beépítve saját asztalba, saját emelőszerkezettel, azon nem lötyög semmi (még).
Ha viszont úgy érted, hogy simán oldalirányban üt-szitál a lap kézzel forgatás közben (is), (amit oldalról pl. tolómérővel ki is lehet mérni), akkor lehet vele kicsit gyógyítgatni.
A tengelyen idébb odébb elforgatva és rögzítve meg-meg mérve, lehet találni olyan pozíciót, amikor nem vagy kevésbé üt.
(de vannak itt nálam avatottabbak is, akik majd "kiegészítik" ezt)
Összértékben? Az kizárt ... de a hozzáépített rész is jóval több lesz. Megmondom miért. Mert:
"Épített már itt valaki hasonlót"
Nem csúszóasztalt fűrészhez, de CNC-t pl igen. Ha belenézel ebbe az albumba, akkor látod hogy ugyanazt a lineáris technikát használom, mint a srác a videóban, még lehet a méret is stimmel - SBR20 lineáris sínek, SBR20UU lineáris kocsikkal. Ekkora meg ekkora van nekem, annyiért amenniyért ott látod (sum: 87 font szállítással). Namost tegyük fel, hogy a srác sem krőzus és beséteál egy német lineárshopba, hanem megrendeli ő is ebayről, aliról, akárhonnan. MIvel neki mind a kocsiszáma jóva több, meg jóval hosszabb az összsínhossz, ezért a tippem csak a lineáris technikára az 50-60 e Ft, de több is lehet. És hol van a többi? A kurvadrága fenolfilmes rétegelt lemez. A zártszelvények. A csavarok (!!, jó sok van, és a jó csavar is k.drága). Stb. Szóval jóval felette van csak a hozzáépítés költsége a 200e-nek.
"ha pl összerakás után derül ki hogy van pl. 0,5mm kotyogás"
Te ... lehet hogy építettél gépet (pár képet mutathatnál a fűrészről, engem is megmozgatott anno Matthias szalagfűrésze de aztán letettem róla).
De .... naaaaagyon fejben szexelsz időnként :) Megette a fene ha egy ilyen lináris technika, főleg 10 (5-5) kocsival fél mm-t kottyan. Nem a kottyanással lesz amúgy a baja a srácnak, hanem azzal hogy a kocsik elhagyják a sínt, majd vissza. Idővel úgy kiperegnek neki a golyók hogy "öröm" lesz nézni, majd várom az újratervezős videót etéren. Ezek a kocsik nem arra valók hogy ilyen mértékű nyíróerőknek is ellenálljanak, majd visszatérjenek egy min századmm pontossággal megmunkált sínre. Olyan pici golyók vannak ebben benne hogy .. én nem tudom. Annyit fpg hajolni az asztala, mikor végállásban van, hogy egy idő után mikor a kis golyók elkezdenek kopni, egyszercsak kicsit megakadnak, "bukkannak" mikor visszatérnek a sínre, majd emiatt is egyre jobban kopik a ház, a golyó -> és hippphopp kiperegnek a golyók. Én fogtam, tapogattam, szereltem ilyen kocsikat - nem erre valók na. Ne legyen igazam, nem akarom hogy szétperegjen a srácnak a kocsijai, de - idővel szét fognak.
Itt is lesz majd ezek szerint, én nagyon kíváncsian várom somtamas kolléga összefoglalóját. De addig is nézegessél videótkat róla - nem tudom hogy szoktál keresni, de a YT-on sokszor minden IS fent van, így erről a maróasztalról is van bőséggel review.
Tessék rászánni az időt (én megtettem), nézd végig az első 3 videót, nem veszi el fél órádat sem. Tanulságos lesz. Még úgyis ha nem értesz franciául, németül és angolul sem.
Az angol videót (legalábbis a nyelv az az, de nem anyanyelve az úrnak az biztos) összefoglalnám. Leginkább azért azt, mert franciát elfelejtettem, németül is jobban tudok sört kérni, mint gépvideót elemezni. De azok is (!) tanulságosak:
- "egy éve van meg, a benyomásaim: jóval több a negatív tapasztalat, mint a pozitív"
- "De kezdjük akkor a pozitívokkal"
- "Végülis, úgy ahogy működik."
- "Magasságállítás: kényelmes (de ld a nagy negatívumát is majd kéőbb), 40mm a munkaút.
- "Kis helyen elfér, nem nehéz."
Itt véget is ér a lista, a negatívumok. Többször is elhangzik az "awkward" jelző, ami ebben a kontextusban az "úgy sz*r, ahogy van"-ra lehetne lefordítani:
- "Nincs elszívás alulról" - ezt a francia videójából csak gyanítottam, ő konkrétan kitért erre. Szerintem ez hatalmas hiba. Vagy megcsinálod hozzá, vagy ... kosz- és porfészek lesz pár munka után, amit nem fog kultiválni sem a motor, sem a nagyon gagyinak tűnő műa fogaskereskes magasságállítás. Odanézz ... ez így nem kóser.
- "magasságállítás rögzítése: elviszi a magasságot IS, meg jobbra-balra IS elnyomja kicsit a marószárat. " (Magyarul: sz*r. Ez szerintem az egyik legnagyobb konstrukciós hibája, Kíváncsi vagyok erre somtamas mit mondm mit tapasztalt)
Na a többit nem nézem meg, nekem ennyi is elég volt. 87e Ft? Az én véleményem a videók alapján, hogy esetleg, ha (!) 47e lenne, átgondolnám, kétszer is. És ha ezek után úgy döntök, hogy igen -> akkor befejezném a gyártást.
A steller egyenes . A vágott él 1 méter hosszú és van eleje ahol belekezdett a fűrész illetve vége ahol kilépett. Na az anyag 10 cm széles volt . az eleje 10,03 cm az alsórész meg már 3 tizeddel szélesebb tehát 10,37 mm tolómérővel mérve. Nyilván a fűrészlap nem 90 fokos az asztal alsó-felső élével de már nem tudom finomabban beállítani. Maga az asztal 114*104 centi az a volt cégemnél lett nagy gépen (számítógép vezérelt) leszabva és az nagyon pontosan vág század millire. AZtán amint észrevettem még, hogy a parkside alapgép ( ami a lap alatt van) fűrésztárcsája - ez már PILANA mert rögtön kicseréltem - is kóvályoghat egy cseppet - amikor nekitolom a párhuzam vezetőt vagy a vízmértéket akkor jobbra -balra kicsit mozoghat. De ezzel se tudok mit kezdeni sajnos.
Összességében megtehettem volna, hogy gyűjtök még egy dewalt masinára 100 körül és ahhoz építhettem volna asztal bővítést , de késő bánat már.
Aki még gondolkodik gép vásárlásán talán okulhat belőle. köszönöm.
Apropó azoknak a 10-200 ezres gépeknek a fűrésztárcsája kicsit sem mozog, ha jobbra -balra elakarnám mozgatni??
Nem rossz! De csak akkor ha méretpontosan dolgozikMert faszra lehet futni ha pl összerakás után derül ki hogy van pl. 0,5mm kotyogás hiába a csúszósín.Mert pl a hammer lehet olyan csapágyakból van megtervezve ami kotyogásmentes , a bolti cuccoknál meg nemtudni.Illetve 1-1,5 méteres asztalnál tapasztalatból tudom hogy meg lehet szívni 2-3 mm-es pontatlanságokkal hiába próbálsz pontosan dolgozni.Persze ezt lehet ellensúlyozni állítócsavarokkal helyzettől függően.
Illetve a direkt hajtás ékszíj nélkül nemtudom biztonságtechnikailag rendben van e.
Amúgy ha pontos akkor fasza kis gép lesz , ami kijön lehet 200 eft-ból.Meg ha bemutatja hogy milyen pontos.
Épített már itt valaki hasonlót saját terv alapján?
Én is akarok építeni asztalos marót. Tritont akartam venni fentről kurblival állítható tekerővel.Uni maxon elfogyott a triton.Ismerős ajánlotta a hitachi v12 marót.Ehhez kell egy asztal.Sajnos aliexpressen amik vannak beépíthető alumínuimlapok azok előfúrtak és nem ott van a furat ahol a hitachinak.Venni kell egy 1 cm-es alulapot és kimaratni végső esetben.Egy asztal, egy steller zártszelvényből fa borítássalMajdnem megvettem az incrához hasonló méregrdága magasságállítós alulapot.Épp az utólsó pillanatban beszélt le egy asztalos szerencsére.Szóval tegyél alá egy aliexpressen rendelhető mechnikus routerliftet(kb 3000 ft) , én már megrendeltem.Ezzel jól tudod állítani a magasságot a rugó ellenében és olcsón.
Nekem félig meddig már megvan a tervem sketcupban.Sajna készen nem nagyon lehet venni normális asztali marókat olcsón, bár az utóbbi évben elterjedtek, de minőségre nem tudom milyenek.
Az incra router lift meg nem ér annyit, mert mire ideérne lenne az thiszem 3 kiló csak a lift.
Nem akarok megspórolni semmit, nem akarom másra bízni a munkát, hetek óta nézegetem a kínálatot. De úgy tűnt, hogy itt "értelmetlen" kérdésre is lehet "értelmes" választ kapni. Ha pontosan tudnám a válaszokat azokra a kérdésekre, amelyeket felsoroltál, nem jöttem volna erre a fórumra. Mindenesetre azért köszi, hogy foglakoztál a kérdésemmel...
Fura, de amikor felteszik nekem a hasonló kérdést mindig az az érzésem, hogy a kérdező nem akarja végignézni a kínálatot, és a hozzá tartozó árakat, hanem másra bízná ezt a munkát.
Viszont amit csak tenni szoktam, az az hogy megkérdezem, hogy MIRE akarja használni? Mit szeretne marni vele? Mármint mekkorát, és milyen méretben? Nem ugyanaz a maró való az ajtóbetét marásához mint egy ágydeszka lekerekítéséhez. Vannak-e marókései már, és ha igen akkor milyenek? Ha nem akkor tudja-e, és számol-e vele hogy a belevaló használható szerszámfejek minimum ugyanannyiba kerülnek majd mint az alapgép, vagy esetleg többe? Ha igen vagy van terve milyet szeretne akkor azt külföldről veszi-e majd vagy itthonról? Milyen pontossággal szeretne dolgozni?
Ezeknek az ismereteknek a hiányában felelősen nem lehet ajánlani semmit.
Nekem van ilyen maróm, holnap autóban leszek, de szerdától ismét laptop előtt gubbasztok, akkor írok róla. Telefonról max ennyire telik... Gyűlöletes dolog ezeken a vackokon hosszabban írni...
Szerintem nem "elsikkadtál", hanem egyszerűen nincs itt senkinek sem ilyen gépe, így tapasztalati vélemény sem születhetett. ( ha tévedek, és mégis van valakinek, előbb-utóbb jelentkezni fog :) )
2 napja már kérdeztem, de sajnos még nem kaptam senkitől választ rá, így megpróbálom még egyszer, mert látom, hogy Scheppach eszközökkel kapcsolatban is forognak itt kérdések és vélemények.
Szóval egy Scheppach HF50 asztali maróval szemezgetek. Tudna esetleg valaki információval szolgálni róla? Megérné a 87 ezer forintot?
"Nagyobb" gépekkel végzett munkában abszolút kezdő vagyok, most kezdtem el kialakítani a helyszínt meg az eszközparkot. Néhányat már beszereztem - ezek is Scheppach eszközök: tolós-húzós gérvágó, asztali körfűrész, állványos fúrógép, felső maró, akkus fúró/csavarozó, szalagcsiszoló, sarokcsiszoló -, és úgy érzem, ez a kezdéshez még jól jönne. Minden tanácsot szívesen veszek.
Hümmm, hogy is mondjam...... Nem szarozni kellene, hanem először átlátni a dolgokat. ! Mint az összes ilyen gépnek, ennek is állítható a vastagolóasztala. (szükséges is beállítani)
Nem Te vagy az egyetlen akinek volt/van ilyen gépe. Minden nyűgjük ellenére a többség tud vele elfogadható méretpontossággal dolgozni. Képesek megérteni és elfogadni, hogy ezek a gépek nem vehetik fel a versenyt egy 3-4mázsás ipari géppel. Aki azt várja egy 70-100eft-os géptől mint egy 700-900ezrestől, az törvényszerűen csalódni fog.
JET 260>> gyalut nézve csapágyazása erős fémblokkban van ez oké, asztalok öntöttvasak, együtt nyithatóak(most ez a trend mindenkinél, egymásról koppintják) , átállás vastagolásra pillanatok alatt.
Aszalaok állíthatóak csavarral,nemhiszem hogy kesze kuszán állnának.Kitoló hengerje gumírozott ami negítívum, de nem vészes.Behúzó, kitoló henger csúszócsapágyas:S,
Ékszíjak masszívak, előtoló fogaskerék műanyag,de ha kopik törik pótolható. Egyedül az asztalhossz 1140mm ami nem sok, ha már egyszer veszel akkor jobb lenne hosszabb asztal
Youtubeon még olvasgatok a jet után,szerintem nem roosz,de még olvasgatni kell.
Hammer 260 >> asztal hosszabbítható 1800mm-re,hosszlyukfúróval bővíthető,Ha jól vettem ki akkor vehetsz olyan gyalutengelyt amibe élezhető késeket teszel(pl. ha bontott anyaggal is dolgozol nem árt) vehetsz olyan gyalutengelyt amibe bepattintós kések vannak és nem kell állítgatni.Vagy vehetsz spirálkést, de az drága....
Hammmer 310-nél már árban nagy az ugrás mert kb 1,1 milla, de hosszabb az asztala. De ha az ember azt nézi hogy az 30 évig gyalu marad és élvezet dolgozni rajta akkor érdemes elgondolkodni
Én pl . azt gondoltam hogy vennék egy hammer gyalut és a pontatlan körfűrészemmel lenagyolnám az anyagot először, gyaluval meg elkészíteném a pontos keresztmetszetet. HA az ember vesz akkor egyszer vegyen egy jót.Körfűrésszel meg ráérnék 1-2 évet várni.
Sok kiadás de mi az olcsó manapság.Valakinek 15 méter nagykaput csináltak 800 eft-ért lindabból, drága a mesteremeber, az építkezés, a telek ,a ház, stb...
Valaki használt már ilyen gépet? EINHELL TC-CS 860/1 KIT MINI KÉZI KÖRFŰRÉSZ? Azt írja, hogy fokozatmentes a vágási mélység beállítása, de ahogy nézem az osztások 5,10,15 - gondolom ettől még lehet mondjuk 13mm is beállítani?
Hobbihoz kapcsolódva: eltekintve az ártól nagyon sokanknak nics is annyi helye a műhelyében, hogy ez a két gép beférjen és még dolgozni is maradjon hely. Ja az egyik nem 400V-os? Mert arra sincs mindekinek lehetősége... Szóval szerintem nem lehet olyat kijelenteni hogy mi a minimum.
Matthias wandelhoz>> Úgy csináltam meg hogy pl a szalafűrész vázát amit rétegekból kell összeragasztani leszabattam táblásított lemezből lapszabászaton.(mert a gyalum ha csal pl 0,5mm-t akkor az 10 rétegnél már 5mm is lehet),
A többit megoldottam az einhell körfűrészemmel és a scheppach gyaluval. Vettem szélezetlen tölgyet és abból de hidd el iszonyat nehézkés meló volt ha pl kellett egy 50x40mm-es keresztmetszet.
3 éve építettem.Rengeteg idő elment vele.Plusz az anyagköltség sem kevés volt.Jó kis gép, de mégegyszer nem tudom nekifognék e ha összeszámol az ember mindent majdnem ugyanott vagy mintha veszel egy makita szalagfűrészt.A gép sokáig használható,de a fa cuccok idővel könnyebben kilazulhatnak mert mégiscsak fa, illeve télen szív magába nedvességet is.Egy öntvény meg csak öntvény.
Vagy pl motor rögzítés fenyőfába jó,jó de meghúzod a csavarokat, a zsugorodik, rezonancia van, kikezdi a fát stb...Egy fémnél nincs ilyen.
Vagy pl a szalagcsiszolója : a hengerre biciglibelső van húza.Ezzel az a baj hogy idővel szétszakadnak és lejönnek.Ilyenkor szedheted szét és új gumit vághatsz rá,de mire felhelyezed az ujjad leszakad.Egyébkánt akácfa van benne rugóként:D Anno belelkesedtem a megépítséükön, de ma nem fognék neki.
Előnyük hogy bármely rész pótolható,de pl a csapágyak a szalagfűrészen a fába belepréselve: jó, működik de szerintem sok használat után kilazulhat az erőhatások miatt,de előnye hogy újracsinálhatod a kereket.
Vagy szalagcsiszolónál a szalagot nem tudod úgy megfeszíteni mint a bolti csiszolón ami fémből van, ezáltal csiszoláskor az elején jobban leszedi az anyagot .
Én egyszer voltam a GL fatelepen, de üres kézzel jöttem el, annyira alja minőségű volt a rétegelt, amit kinéztem (már nem emlékszem, pontosan melyik típus/vastagság).
Lágyindítást nemrég tárgyaltuk, van kis ketyere, ami belefér pl a DW kapcsolódobozába, csak saruzni kell, és az esetleges garinál nyomnélkül kiépíthető, illetve van a konnektoros változat, de ott addig kell nyomni az indítógombot, míg fel nem pörög. 3-5 ezer forintos kiadás.
Amennyi méhészes asztalos videót láttam, az alapján Neked tényleg meg kell feleljen akár a dewalt, akár a bosch. Előbb utóbb mindenki mindenféle sablonokat meg egyedi cuccokat gyárt a fűrészre, mert sok-sok-sok-sok egyforma darabot kell vágjon. Egyszerre is sokat, meg következő évben még sok ugyanolyat. De persze egy általános célű fűrész az mégis jó, mert minden mást is lehet vele csinálni.
Az egyetlen ami kicsit izgi, az a tartós üzem. Ahogy elnézem, egy méhész képes arra, hogy órákon át léceket szeleteljen mondjuk. Na ezt szinte egyik szénkefésmotoros gép sem komálja. Azért elviseli, de érdemes ésszel csinálni, nem majd a végén elpakolni, hanem közben tartani kis logisztikai szünetet félóránként.
Szerintem - nem lebecsülve a kaptárakhoz való pontosságot - nyugodtan megveheted a Boscht, Makitát, DeWaltot meg az ezekhez hasonlító körfűrészeket. Ha tényleg csak az említett célra használod, még a PTS10-el sem nyúlsz mellé.
> bekerülés? megéri? ezeket a szavakat messze elkerülik, ha lehet
Ment a +1 :)
> Unokatesóm milliós tételt hazudott le otthon az (első ex-)asszonynak a horgászcuccaiból, és ő még csak nem is a legőrültebb horgász. Fotózás: ugyanez.
Viszont nekem nem érné meg 250 000Ft körüli gépet venni, mert nem tudnám kihasználni. Lényegében egy 100 000Ft körüli gép is megtenné ami pontos és van lágyindítása.
Rakodókaptárral dolgozom, a fiókok a keretlécek és egyéb kaptárelemek leszabása a fontos méretpontosan .Nem érné meg a drága gép mert asztalos munkát nem végeznék rajta , idő hiányában.
Több videót megnéztem és a Dewalt fűrészgépet láttam én is a legpontosabbnak a fogasléces megoldás miatt. Ezért kértem ki a véleményeteket is mert Ti tapasztalatból tudjátok, hogy melyik gép
Én is épp ezen gondolkoztam . A kollégának nincs egy viszonylag pontos gyalugépje se körfűrésze .Hogy tudta Matiásznak a gépeit megépíteni ? Ott már tényleg meg kell venni a terveket és mm pontosan szabni le az anyagot.
Szerintem el kell tudni fogadni, hogy nagyon mások lehetnek az egyes emberek motivációi, elvárási és lehetőségei. Van, aki kézieszközzel műalkot, van, aki saját/családi használatra gyárt, van, aki gépet épít, van, aki maszekol. Lehet köztünk milliárdos vállalkozó és ösztöndíjas tanuló. Van, akinek ipari gépei vannak, van, aki ócskapiaci vackot babusgat. Nincs ezzel semmi gond. Mindenki úgy élvez, ahogy tud.
Én két problémát látok: az egyik a túl sommás, kirekesztő, másokat megbántó kijelentések. ... aki ennél olcsóbbat vesz, az igénytelen kókler... aki ennél drágábbat, az fakezű sznob... Ha a saját utunkat erőltetjük rá másra, azt várjuk el mindenkitől. Ez még sz@r, az enyém a pont ideális, az már erős túlzás... miért is?
A másik probléma az eszközvásárlástól várni a megváltást. Szerintem az eszköz mögött álló ember munkája, tehetsége, tudása, belefektetett ideje, energiája határozza meg a termék minőségét, nem a használt eszköz. Az legfeljebb egyes lépéseket tehet gyorsabbá, kényelmesebbe, élvezetesebbé. Ha van rá zseton, akkor meg miért ne legyen élvezetesebb?
"Ha hobbistavagy szerintem vegyél meg egy JET 260 öntöttvas gyalut 620eft-ért+JET formatizáló körfűrészt 450eft-ért"
Na, a többiek leírták. Én már nem fűznék hozzá különösebbet, ld alant. De illetve még annyit, hogy ugye tudod, hogy a legtöbb hobbistának összesen nem kerül ennyibe a szerszámparkja, mint amit darabonként leírtál - mégis "hobbisták" és hidd el, gyönyörű dolgokat alkotnak .. én láttam, mikor idekerültem (nem 2 éve volt, a nevemmellet lévő szám ellenére) visszaolvastam az egész fórumot. Kicsit olvass vissza te is, friss reges vagy.
Szerintem is a szó értelmezésében vannak óriási különbségek, nem abban, hogy mi a jó. Ezzel nem azt akarom leszólni, hogy akinek futja szebb-jobb-drágább gépre, az nem lehet hobbista. A hobbisták a legdilisebbek, a realitás teljes hiányával (bekerülés? megéri? ezeket a szavakat messze elkerülik, ha lehet) mindenkinek megvannak a maga lehetőségeihez mérten a maga keresztjei -> nekem pl. a kézigyaluim árából lehetne lassan egy Hammer gyalut összedobni, plusz a hülye akkusfúrók. Unokatesóm milliós tételt hazudott le otthon az (első ex-)asszonynak a horgászcuccaiból, és ő még csak nem is a legőrültebb horgász. Fotózás: ugyanez.
Na .. érted :)
Az hogy a hobbi szint a Hammertőlkezdődikmeg .. nem tudom melyik fórumon olvastad - de vagy nem itthoni fórumon, vagy az illető ugyanúgy sajátosan értelmezi a hobbi szó jelentését. Amúgy peace, meg szurkolok hogy összejöjjön a Jet-Hammer-akármilyen géppark. Meg nem legutoljára: sok forgácsolnivalót! A jó faanyag szintén nem olcsó mulatság.
Szerintem mindenben igazad van, csak van egy szó, amit nagyon másként használsz, mint ahogy itt egy évtizede mi használjuk.
Amit te hobbinak hívsz, az a háztáji, vagy a maszekolás. Mi hobbinak azt hívjuk, amikor nem akar az ember pénzt keresni vele, a szabadideje eltöltésének módja a famunka.
Csak a hobbi dologhoz szólnék és nem ellened, ,meg senki ellen.
(és kizárólag saját vélemény).
Szerintem a hobbi azt jelenti, hogy nem pénzt akar vele keresni
az ember.
-Hanem inkább esetleg spórolni, mert magának elkészít vele mindent a háztartásban, házkörül.
-Illetve idegnyugtató időtöltésnek szánja.
-Vagy még inkább mindkettő egyszerre.
Aztán a hobbikra általában lehet rengeteget költeni-szánni,
vagy akár nagyon keveset. Ez egyéntől és anyagiaktól is függhet.
-Ugye van aki cnc-vel készít sámlit, aztán meg van aki vésővel, kézi gyaluval. Egyik esetben a technikából kell több, másiknál az emberből.
De mondjuk az asztali körfűrésznél maradva, és hogy valaki hobbi szinten magának elkészíti pl. az összes bútorát,
ahhoz nem kell szükségszerűen többszázezres, millás gép.
Aki hobbiasztalos akar lenni annak nem árt egy jó adag talpraesettség, mert anélkül ne fog jutni semmire, az inkább nézzen TV-t.
Aztán ha már van talpraesettség, akkor egy 80-100 e ft -os azstalifűrészt szépen bele lehet tenni egy filléres nagyobb asztalba és lehet rá készíteni egy masszív stellert, szinte ingyen (akár némi bontott bútorlaból).
Meg azt a hajtóműves fűrészgépet alul addig állítgatom hézagolom stb. míg nem lesz minden derékszög.
(ha meg kicsit több is van a talpraesettségből, akkor készítsen az ember magának egy komplett gépet, precízebbet még olcsóbban)
Tele van a net oktató videókkal, már kitalálni sem kell.
És innentől ugye mit nem tudok otthonra tökéletesre elkészíteni,
Ja és láttam normális scheppach gyalut méhész haveromnál.Anno még a sárga scheppach kombi gyalu, 40cm széles, 70mm gyalutengely normális csapágyakkal.Az a scheppach ipari és nem összehasonlítható az én lemezes 140 eft-os változatommal.Súlya kb. 250 kg
A vastagoló asztalát nem lehet állítani.Már eleve az szar hogy a gyalutengelyben a késnek az egyik oldalon szemmel láthatóan kiljebb kell lenni.Ilyen a világon nincs csak a sheppachnál:C. Hosszú távon meg üthet is a tengely ha nem egyforma a súly.Illetve hiába állítanám be a vastagoló asztalt , akkor még mindig ott lenne a fogadóasztal ami szintén nem párhuzamos az etetőasztallal.Szó szerint egy fos az egész.
Komolyabb öntvény gyalkon ugye egy menetes csavarral lehet állítgatni az asztalokat, de ennél nem.Ráadásul a etetőasztal sem párhozamos teljesen a fogadóasztallal de a mechaninai kialakításukból adódóan nem kell ezen cssodálkozni.Fos az egész.Sok használt gépem/cuccom van és meg vagyok elégedve velük de gyalunál egy ilyen géppel nem lehet dolgozni.MEgy eladásra és veszek egy öntöttvas asztalos gyalut amivel nem kínlódás az egész munka hanem élvezet.Nem mindegy hogy 32 kg scheppach vagy 200 kg öntöttvas ami engem kiszolgál már.
Amúgy van tapasztalatom gépépítésben.Megcsináltam matthias wandel szalagfűrészét és szalagcszszolóját fából és működik.
Igen, én magam is gyalu és körfűrész beruházásra készülök, de én már JET-et sem mernék venni, mert olyan szinten nincs róla információ/tapasztalat, hogy a Bernardo és társai kategóriába raktam. De legalább lenne egy bemutatóterem, ahová oda tudsz menni, ki tudod próbálni...
Egy szó, mint száz nem nagyon maradt más, mint a kalapács, a Casadei (casadeibusellato.com) esetleg scm persze itt is az jár jobban, aki az afat valahogy el tudja intézni...
"Ha beállítom az egyengetőhöz a gyalukést (mert ugyen nem párhozamos a gyalukés és az asztal) akkor a vastagoló nem lesz jó.Nem fog egyformán gyalulni."
És ha ezek után a vastagoló asztalát is beállítanád a késhez párhuzamosra?
No én ez esetben is vinném személyesen. Mindenképpen hatékonyabbnak tartom, ha mutathatom, és mondhatom. Postán, futárral, hajóval, repülővel... lehet még pár oda-vissza pattogás mire jó lesz (lesz?).
Ha beállítom az egyengetőhöz a gyalukést (mert ugyen nem párhozamos a gyalukés és az asztal) akkor a vastagoló nem lesz jó.Nem fog egyformán gyalulni. Van aki pl itt szidta a hlolzmann 400 eft-os gyaluját,van aki azt mondta lehet vele dolgozni.Láttam youtbon Marius horenberger vett bernardo 700eft-os körfűrészt, 2mm volt az asztal és a lap között ami nem volt állítható gyárilag szar volt .Ment is vissza a gyártónak és vett egy hammer K3 basicet. A hobbi és hobbi között is van különbség.Magadnak csinálsz 2 késtartót fából évente vagy pl. hobbiból munka mellett csinálsz mondjuk polcokat vagy fatárgyakat eladásra kis volumenben. Másik fórumon is olvastam hogy a hobbi szint is a hammertől kezdődik( az egyik fórumos véleménye ez) . Mondjuk ha polcokat akarok csinálni eladásra a fika einhell körfűrészemel és a sheppach gyalummal egyszerűen nem lehet .Pontatlanok.(lehet csak én fogtam ki így a gyalut) El kell fogadni hogy hobbiból sem lehet 200 eft-ból körfűrészt meg gyalut venni normálisat.(holzmann ,bernardo fika lagalábbis gyalu és körfűrész területen) Van egy Bernardo fémszalagfűrészem, az tökéletes en működik!
Ha hobbista vagy szerintem vegyél meg egy JET 260 öntöttvas gyalut 620eft-ért+JET formatizáló körfűrészt 450eft-ért (stabil stellere van mint a lapszabász gépeken) , a kettő legyen 1 millla , és 30-40 évig kiszolgálnak téged, nem az lesz hogy elaszakad az ékszíj fél óra után vagy 20 cm széles keményfában elfingja magát gyaluláskor.
A vélemények eltérőek a 200-300-eft-os is szuper kategóriától a csak a hammernél kezdődik a barkácsszint. Kinek mi jön be.
Látom JET gépekkel senkinek nincs tapasztalata.Pedig érdekelne.
Veszel egy makita körfűrészt 300-ért meg egy gagyi gyalut 150-ért és máris fél millánál vagy .Vagy veszel egy JET gyalut (170 kg) és körfűrészt mondjuk 1,1 milláért és öröm velük dolgozni.
Én már makita körfűrészért nem adnék 300 ezret amire barkácsolni kell a stellert ami vagy jó lesz vagy nem , akkor inkább JET formatizáló fűrész 450-ért.
Én inkább azon gondolkozok hogy JET vagy Hammer.Pl. Idén egy hammer 260 -as kombi gyalu 920 eft-ért .1-2 év múlva meg egy JET körfűrész vagy hammer 500eft-1,2 millióért .Így összesen 1,5 2 milla lenne de cserébe 30-40 évig gépek lennének.Pénzt is termelnének remélhetőleg.ha megunnám akkor pedig pl egy 10 éves Hammer gyalu ára nem a 0-hoz közelít hanem tartják az árukat.
A JET gépek szerintem jó árban vannak .Sokfajta faipari gépet gyárt., és szerintem az ipari kategória alja amit itt hiányoltatok. Abba meg bele kell törődni hogy ha hobbiból is kell akkor is bele kell tenni azt az 1 millát.Amúgy meg mit kapsz 1 milláért .Ha hobbiból motorozol veszel egy 2 millás motrot használtan és csak viszi a pénzt és megy le az értéke. Itt egy márkásabb gép értéke nem a 0 felé megy le,tartja az árát , és pénzt is termelhet.Szerintem gyalu, körfűrészen ne spórpljatok.A többin igen.
Ez a lényeg. Ugyanezzel a szoftverfejlesző melóval Németországban 2-3szor többet keresnék, másképp néznék egy hammer gyalugép árára. Nyilván a megélhetés is drágább, de mégis a megmaradó, hobbira költhető összeg is arányosan nagyobb.
Igen, ezt a vonalat már be se hoztam, mert í-re a pont. Meg azt se, hogy mivel itt már nincs gyártás (EU), ezért a szállítási költség+vám is tetemes ezeknél a több száz kilos gépeknél konténer ide vagy oda.
Azt ne feledd, azok a drága gépek leginkább nekünk drágák. Ahová azokat szánták, ott egészen más a fizetőképesség és a gyártók hozzájuk igazítják a minőséget/árakat. Mi csak a futottak még kategória vagyunk, nem dőlnek a kardjukba ha ide nem adnak el gépeket.
Magam is megéltem azt a dilemmát, nem találtam akkor olyan körfűrészt ami megfelelt volna számomra. Ezért inkább építettem egyet. Gyanítom, mégcsak olcsóbb sem lett mint a bolti. (nem, nem akarom összeszámolni.. :)) )
Érdekes ez, mert pl: nekem is Bosch GTS 10XC van és nagyon jól elvagyok vele (hobbistaként), de hogy ne legyek teljesen süti és ne a 0-ről kezdjem, elvégeztem egy okj-s asztalos képzést, ahol volt lehetőségem asztalosipari gépekkel találkozni. Hát igen. Fogalmazzunk úgy, hogy az összehasonlítás során kialakultak az új vágyaim :)
Na most az ipari kategória drága, nagyon drága, de olcsóbb, mint mondjuk 40 éve, akkor talán megfizethetetlen is volt kis hazánkban (hobbistáknak mindenképp).
A kínai gyártással bejött, hogy minden tömegesen elérhető ugyan, de a minőségrontás árán. Például megszüntek, eltüntek, beolvadtak olyan gyártók, termékek, akik a hobbista szintre gyártottak jót, pl: Inca, Electra Backum (bocs, ha rosszul írtam). A barkács kategóriát teljesen beuralta a hangzatos márkanevekkel ellátott kínai minőségtelen tömegtermék, az ipari kategória az maradt. A baj az, hogy a kettő között is csak kína maradt, nagyonsokszor szintén ócska minőségben, de már drágán, pl: 500-600eFt-os körfűrészek (Bernardo, Holtzmann, stb.).
Ezért van az, hogy nem találjuk azt a kategóriát, ami jó lenne és akkor jönnek a szélsőségek, ami jelen esetben itt az ipari kategória (annak is nagyon az alja, pl: Hammer).
Írták alább, hogy 2 igazán fontos gép van egy asztalos műhelyben (körfűrész, gyalu). Ezzel egyetértek nagyon, de pont itt csúcsosodik ki legjobban a fenti probléma. Ugyanakkor pl. csavarbehajtó esetén tulajdonképpen nem jut eszembe jobbat venni, mint a fűszerboltos, mert nem tudom, hogy miben lenne jobb nekem (hobbista vagyok, nem kell egész nap bírnia, stb.) Nem beszélve arról, hogy egy jobb áráért veszek minimum 3-at ebből és a biteket sem kell cserélgetnem.
A másik a hozzáértés. Egy profi egy béna szerszámmal is profi, mert ért hozzá. Egy autodidakta amatőr nincs kitől tanuljon, ezért a profi szerszámokyól várja a fejlődést.
Én próbálkoztam rétegelt lemez befűrészelésével, de nem tetszett az eredmény. Ha nem vágtam be eléggé, akkor nem hajlott rendesen, ha meg kicsit hagytam meg, megrepedezett és megtöredezett a külső réteg. Arról nem beszélve, hogy elég munkás centinként bevagdosni.
Viszont vettem 7mm-es hajlíthatót, és gyakorlatilag egy táblát el is használtam belőle. Csináltam hajlított fiókelőlapokat 2 rétegből ragasztva, és a Thien-baffle porgyűjtőm is ilyenből van.
Biztosan ügyesebb vagy, mint én, de nekem ez a tapasztalatom. Én sokkal jobban szerettem, és sokkal használhatóbbnak is tartom a hajlítható lemezt. Ha meg esetleg látszik is valami a belső oldalból, még nagyobb a különbség.
Ez itt 2 majdnem egyforma asztalka, kétfajta hajlítás eredmény. Szerencsére nem látszik annyira a különbség.
"Vettem egy metebó 310-es kombi gépet - most Bari használja"
" a matabó "
Nocsak, nocsak :) Személyesen ismerem az illetőt, aki odaadta Barinak a gyalugépét, jártam a műhelyében is egyszer. Sőt, Barit is ismerem személyesen, elég "jól" :) Plusz azt a személyt is ismerem, és ezzel többen is így vagyunk itt, aki következetesen 'matabónak' mondja a metabo-t.
Jó srác amúgy, fa játékokat csinál, bükkfából, eladásra. Tehát azt tudnod kel, hogy aki leírta ezt a szösszenet (ha nem írtad volna az idézetbe a "matabot" meg a Baris részt, akkor is ráismerek a stílusból ez "nagyon ő" :D) iparszerűan dolgozik a fával, nem pedig hobbista Pista. Jó? Ezt azért tegyük hozzá a történethez :)
Amiket leírt, azok nagyjából meg is állják a helyüket, ő végigjárta a ranglétrát. Makita körfűrészt megnbézni .. olyanét kell megnézni, aki TUD körfűrészt gyártani :D Egyébként ennél az illetőnél is volt a műhelyében egy Makita MLT 100. Dobozokat tárolt rajta, és azt mondta nekem hogy ő is egy GTS 10-re vágyik, Megértettem mikor megtapogattam az MLT 10-et.
Nade ha igaz is - és?? Ettől még továbbra is mondom: itt elég sokan tudjuk cáfolni azt a véleményt, hogy pontosan dolgozni csak félmilla feletti géppel lehet. Ez egyszerűen: nem igaz.
Na, a többiek is remek tanácsokat adtak, én csak anynit akartam: próbálkozzál. Ez másképp nem megy -> én magam rétegeltet nem hajlítottam, bevágásos technikával meg semmit sem. De ott vannak a videók, leírások: nem rakétatudomány ez :)
Veszel leesett darabot valahonnan (GL fatelep vagy mi rémlik mint név, amit itt többen emlegettek és akik adnak el nem egész táblát), azon lehet gyakorolni: mIlyen sűrűn, milyen vastag lappal, milyen mélyen a milyen vastagot.
Nekem egy Einhell asztali körfűrészem van és elégedetlen vagyok vele.Nem lehet vele pontosan vágni pedig csináltam stellert is hozzá elég komolyat.De a csapágy picit kotyog és dedra lap van rajta.Hiába teszek rá 15 eft--os pilana korongot , akkor sem lesz jó.A gyalum scheppach hms 1070 , a tengelye és fogadóasztal nincs egy síkban, álltani nem lehet ,és a etetőasztalt amikor állítom ütögetni kell hogy feljebb lejjebb menjen .Pontosan gyalulni nem tud .Illesztések , táblásítás nem jó vele .70 eft-ért vettem használtan.Most 140eft a bolti ára .Mégegyszer nem vennék ,A gyalutengely csapágy egy kb 15mm ármérőjű kis fos. Ezek a gépek alap munkákra sem jók. Valakinek van tapasztalata a JET márkával kapcsolatbban? Pl 260-as gyalujuk van 620eft-ért.Ez már masszívnak tűnik.És pl körfűrészük is van 4eft-ért. Legyen a 2 eggyütt egy milla.És van 2 jó alapgéped: egy körfűrész és egy gyalu amit 30-40 évig használhatsz és öröm vele dolgozni. Sok 1 milla vagy nem ? Ahogy vesszük ,nyilán 5 éve még többet ért de ma egy ház 20-30milliónál kezdődik és ha valki keres 2-3 eft-ot akkor már akár párhavi munka beruházásából megvan egy normális kombigyalu és körfűrész.Ez az alapja mindennek és a 2 legnagyobb kiadás.De ha ez megvan utánna már tudsz rendesen dolgozni. Ráadásul valamilyen szinten értéktartó.ha megunod eladod és lecseréled egy pl. egy hammerre.Ha nem cseszed szét és látják hogy egybe van a gép akkor pl. 5 év múlva el tudod adni mondjuk egy hobbistának......
Láttam videót makita 300eft-os asztali fűrészről, a stellerje 5-8 mm lifegett ki végénél, stb.....
Vagy pl. makita metabo vastagoló 2-300 eft-ért: Iilyen véleményeket olvasni: idézem:
Átfordítható kések. Szemben azzal, akinek 3-4 m³ fa gyalulásáért kb 1.500 forintot kell fizetnie, neked alapban majdnem tízezret. Tehát drágán gyalulsz.
- Gumi hengered van, ami jó, amíg sikerül kímélned. Ha tönkrement, ki tudja, hogyan tovább? Nyugi, barkács módban és tudatosan kímélve jó sokáig él ez a gumi. De egy körmös behúzó tönkre se tud menni. A gumi az mégis csak egy gumi.
- Jó hangos szénkefés motorod van. De nyugi, ezek a szénkefék sokat mennek, ráadásul kívülről, egyszerűen cserélhetőek. Azért egy aszinkron motor teljesen gondozásmentes, ráadásul szinte néma.
- Az asztalod csak egy vékony lemez, szemben egy öntvény asztallal. Arról nem is szólva, hogy a két kihajtható tepsi vetemedhet. A szememmel láttam olyan soktíz éves vastagoló öntvényasztalt, aminek a közepéből már majd fél centi kikopott. A Tied, ha kopik egy mm-t, egyszerűen eltűnik. De nyugi, javítható, pótolható.
- A késeidet egy egyszerű idomlemez tartja a helyén. Ezt egy szerencsétlenül repülő göcs szemvillanás alatt elgörbíti.
- A késeket nehezen hozzáférhető imbusz kulcsnyílású csavar tartja a helyén. A gyári kulcs szó szerint tönkreteszi ezeket a csavarokat. Mégpedig már az első késcsere alkalmával. Akármit nem tehetsz a helyükre, javaslom, drága gyárival pótold.
Jó viszont a gépedben, hogy ritka szép gyalulási képet ad, és szó szerint tizedpontos géped van.
Nyugodj meg tehát, nem választottál rosszul. A géped pontos marad, ha csak gyári alkatrésszel javítod, nem élezteted a kést, hanem újat teszel bele. Egy szénkefés motor a tartós üzemet nem igazán szereti, de te nem is úgy használod. Ha egyszer csapágyas lesz, akkor körülményes lesz a csapágycsere. De lehet cserélni - ám vigyázat, el is lehet azt lúzerkodni.
Vettem egy metebó 310-es kombi gépet - most Bari használja. Azért adták el az én gyanúm szerint, mert csapágyas lett, beadták a matabó szervizbe, ott meg elbarmolták. Két napomba telt rendbetenni. (Annyira pontatlan volt, hogy az egyik oldalon egy mm-el többet "vastagolt", mint a másikon. Többet kellett agyalnom rajta, mint amennyit szereltem. Ma ismét tizedpontos.)
Az utóbbi 1-1.5évben erősen elharapózott itt többektől az a nézet, hogy minden szar ami nem drága........ Csak azt felejtik el, hogy az egy hobbi fórum.
A hajlítható rétegelt lemezek, amik alapból kaphatók azok max 7mm vastagok. pl 15-20ast nem is találok. Viszont a youtube-en meg olyan szépen hajlítják a Ply wood-ot bevágásokkal. Gondoltam, az valami spéci rétegelt lemez lehet és nem sima nyír pl. Te mit javasolnál? Gőzölni nem szeretném, csak bevagdosni, ahol kerekítem.
Én a Bosch GTS 10 XC-vel meg vagyok elégedve , hobbi szintre sztem teljesen megfelelő. Azért ahogy nézem a Youtube-on itt a az EU-n belül a legtöbb hobbista vagy Bosch vagy Dewalt körfűrérszeken nyomatja.
"ezek a 2-300 eft-os kisgépek tényleg csak építkezésre valók"
Nyááááá ... azért számtalan ellenpéldát hozhatnék, meg más is ... ha csak a fanyűvések albumomat betenném ide :) (nem teszem, ott az adatlapomon)
De a GTS10-emmel maximálisan elégedett vagyok, és nem tetőleceket meg pallókat darabolok vele "nagyjából" ketté :) Igaz, 2500x1250-es táblákat sem, de az nem is erre való, házilag arra ott van pl a merülőfűrész. Elég sok "nem építkezős" projekten vagyok vele túl, 5 év alatt. Nem akarom most már a CNC-s projekttel untatni a csapatot, de ha oda nem kell pontosan vágni alkatrésznek valóüt, akkor SEHOVA :D - és csak összeállt az a gép, és semmit nem kellett újragyártanom az alkatrészekből, mert pontatlan, vagy nem derékszörm vagy ...
Nem tudom a pontosság kinek milyen mértékben szövi át a problémáit, ki mit ért "pontosság" alatt, meg ki mit gondol mire alkalmas egy ilyen "jobsite" gép. Azért az hogy normálisan hobbista (!!!) szinten csak 4-5-600e forintos gépekkel lehet folgozni, azt azért ... kis költői túlzásnak vélem.
"ezek a 2-300 eft-os kisgépek tényleg csak építkezésre valók" ???
Szoktad azért olvasni is ezt a fórumot? Mert ha igen, a fenti kijelentésed finoman fogalmazva nem állja meg a helyét, legalábbis ebben a formában biztosan nem.
Én is akarok venni körfűrészt.De eszerintem 4-500eft alatt nem kapsz normálisat.Egy hammer alapgép lenne a vágyam ,de 1,2 milla.Még a JET körfűrész jönne szóba (öntöttvas asztal) ,és alu csúszóasztal .Ára 4-500 Eft. Nekem Einhell van most , nem lehet vele pontosan vágni.És ezek a 2-300 eft-os kisgépek tényleg csak építkezésre valók:C
Szerintem "bármelyiket": a hajlítás sugara, bevágás mértéke, sűrűsége - ezek határozzák meg hogy mennyit hajlíthatod, ezt ki kell tapasztaléni. Plusz illik a szálirányra is figyelni, a külső rétegek szálirányára.
A Bosch szervizét nem ismerem, de nekem amikor a Makita 2712 bibis volt gari idő belül pikk pakk vitték, javították, hozták, szóval az is jól működik.
Az egyetlen negatívum az volt (bár az nem a Makita hibája), hogy emelőhátfalassal hozták vissza, amin nem működött az emelőhátfal :) Mókás lett volna, ha épp nem vagyok otthon, lehet nem is akarom tudni, hogy szedte volna le egyedül a sofőr :)
Sziasztok! Rétegelt lemezt szeretnék hajlítani bevágásos megoldással - biztos láttatok már ilyet. Milyen rétegelt lemezt lehet ilyen célra használni, hogy ne törjön el? Nyír? így szeretném: https://www.youtube.com/watch?v=ngC5S5vWQ4g&t=268s
A kedvenc szerszámboltom szerint a Bosch a legjobb szerviz. Ha az 5, akkor a Makita 3, a DW meg 2. Ennél rosszabb csak a Millwaukee garis ügyintézés, ha ez megvigasztal. :) Állítólag. Szóval az is lehet, hogy az eseted nem egyedi.
Hali, gyors kerdes, 2,5mm alulemez furasara mit ajanlanatok? Az a lepcsos kúp furo jo? 28-32mm ami kellene madaroduk harkaly elleni bejaratvedelmere. Vagy van ilyen korkoros likfuro is mint ami fara van? Koszi
Ha hosszában tolod, és a steller és az anyag is egyenes, akkor mindenütt azonos lesz a vastagság, mert az számít, hogy milyen távol van a lap a stellertől. Ha a gép nem túl merev, akkor elnyomhatod azzal, hogy jobban-kevésbé nyomod a stellernek, de meg lehet tanulni egyenletesen nyomni.
Ha a levágott darab eleje-hátulja nem ugyanolyan széles, az szinte kizárólag attól van, hogy nem feküdt fel rendesen a stellerre-asztalra, mert nem egyenes és-vagy nem derékszög. Ezek viszont nem a fűrész hibái.
De ha az alja-teteje, akkor nem számít, hogy egy méter, viszobt nem lenne mellékes tudni, hogy 3cm magas vagy 8.
8centin 3 tizednél jobb nem biztos hogy lesz. Baromi pontos egyenes és derékszög anyag kellene, hogy a steller mellett ilyen pontosan lehessen tolni. Pontos anyagot meg gyalugéppel lehet csinálni. Ha meg van vastagoló, akkor nem érdekel, hogy a körfűrész mennire vág párhuzamost.
Egy kérdés : Fűúrészasztalon leszabok egy 1 méteres anyagot de az alsó és felső részen tolómérővel mérve 3 tized mm a különbség. Gondolom ez még sok , úgy mégis mennyi az elfogadott egy hobbi szerkezetnél ?
CO2-be nem igazán szól bele, az elégetlen szénhidrogén lesz sok, azt meg a katalizátor egy darabig képes feldolgozni. Aztán amikor lejár a garancia, motor felújítást ajánlanak ekkora olajfogyasztásra... ://
Ilyesmire emlékeztem, de nem mertem leírni, mert annyira elképzelhetetlen. Egy kétütemű fogyaszt ennyi olajat. Egyáltalán hogyan jön ki vele a gyári co2 adat?
Bocsánat! Most ránéztem a Lagunára (fusion3), ami ~850eFt. Nem erre gondoltam, ennyiért én nem vennék tolóasztal nélküli gépet. Ezt kellene adni 400 körül, a kis Hammert meg 550 korul és akkor lehetne átgondolni, gyűjteni. Vagy többet keresni ;)
Ez is igaz, ott a Laguna. Tulajdonképpen a vágyaimat vetíttem ki. Európai tolóasztalosra vágyom (sliding table). Mondjuk a kis Hammert adhatnák laguna áron ;)
Azt a szomorú helyzetet látom megint előre, amikor a gyári specifikáció sokkal megengedőbb, mint a szalagról lekerülő példányok többsége. Viszont az eredeti céljára ez a példány is megfelel, a gyári adatoknak is megfelel, nincs mit tenni.
Ez egy helyszíni szerelésre szánt gép, padló, lambéria, osb, zsalu, hasonlók szabására. Arra tökéletesen alkalmas. A példányok többsége ennél sokkal precízebb, ezért híre megy a hobbiasztalosok között, hogy klafa egy gép. A gyártó örül, elad plusz X darabot. De ha egy széria kicsit bénább lesz, nem foglalkozik vele.
Autóbál is láttunk már elképedést, amikor kiderült hogy a gyári doksi szerint a ö.5 liter per 1000km olajfogyasztás az még elfogadható.
Lehet valami elvetemült külkeres ráugrott egy 3 napos garanciában nyugatabbra visszavett, olcsó adagra mert azon nagyobbat tud kaszálni. Mindenki úgysem küldi vissza alapon behozta, mi meg örüljünk, hogy Dewaltot kapunk elfogadható áron... :(
Ennyire talán nem rossz a helyzet, nagytesó x5 az ~1,25milla, abból azért már egy rendes formatizáló is kijön. A laguna ennek kb. a fele, és azért is sokan odaadnánk a fél vesénket. De igen, sajnos egyet kell értenem, nem egyszerű az élet, ha az ember fia normális áron akar körfűrészt venni.
PS: illetve persze lehet másképp is nézni a dolgot, a múltkor láttam 15.000-ért egy elképesztően jó körfűrészt. Mondjuk az sajnos euró volt, nem forint, pedig azonnal megvettem volna :)
Ha még is lenne rá lehetőségd, akkor inkább az előbb említett nagytesók irányába menj el. De még a nagytesók sem hasonlíthatóak egy igazi asztalos körfűrészhez (világos hiszen az építőiparnak készültek ), de abból meg nincs kínálat csak nagytesó x5-től. :( ez a mi nagy bánatunk
Valóban, én is szívesen ajánlom. A garis ügyintézés is jól ment, csak sajna nem igazán hozzáértő csapat foglalkozott vele. Majd megy mégegy kört, futár vitte, futár hozta, nekem "csak" nélkülöznöm kellett a gépet.
Többször volt téma a napokban , de az utóbbi hónapban biztosan. Érdemes lehet kicsit visszaolvasni.
Nekem bevált a kicsi (DWE7485-ös) DeWalt. "Supercompact jobsite" kategória, tehát viszonylag kicsi az asztala, a steller és a lap között kb 60cm fér el, nem olyan nagy a vágásmagasság (5cm pallót 90fokban igen, de 45fokban már nem vágja át). Egy viszonylag korrekten összerakott kis fűrész. Kellően erős motor, szénkefés, nincs lágyindítás. Pontosan állítható az elöl-hátul megvezetett steller. Csavarmenetes vágásmagasság-állítás (nekem kicsit laza volt, vissza-visszaengedett, de ez fűrészelés közben nem volt észrevehető, csak nútmarásnál), a lap döntése viszont csak csúszkás. A minőségi párhuzamvezetővel ellentétben a szögvezető egy játékszer. Én egy egész jó fűrészlapot kaptam hozzá. A porelszívása is vállalható (elszívóval, nyilván :-). Itt a fórumon többen is elégedetten használják, de BJaca fórumtárs kifogott egy promlémás darabot. Árban és tömegben csak kicsit több, mint fele a sokak által megelégedéssel használt nagytesóknak (DWE7491, Bosch GTS10)
Kis segítségre lenne szükségem. Asztali körfűrészt szeretnék vásárolni és nem tudom melyik gép lenne a megfelelő választás.
Méhész vagyok és ehhez a munkához kellene egy pontos gép. Dewalt ,Bosch és Metabo gépek közül szeretnék választani ,de ha valakinek van ettől jobb típusajánlata azt is megfontolom.
Ezeknek a fény nem megy át a pofákon, szóval ez az egy pont jó rajtuk.
És az a két felület, a belső pofák felülete éppen szépen csiszolt.
Mindenhol máshol azonban akár fel is sérti a bőrömet.
És hát a vesszőparipám, a kétféle mérőcsőr közötti mérési különbség.... hát az sztem kívül van az elfogadhatón, mivel a belső mérőpofák olyan sorjásak, mint állat.
Más sorozat, más beszállító. Mondom, nekem is jó van. És azt a négyet amit visszatettem azt is az emberek 95%-a jónak minősítené. Igazából nekem sem okozna problémát ha használnom kellene arra amire használom. De van egy olyan agymenésem, hogy ha összezárom a tolómérő pofáit akkor ne csillanjon át rajta a fény ha a lámpa felé tartom. :P Szerintem kevesebb a hiba mint magának a mérőnek a pontossága, de akkor is.....
Jó pár éve vettem egyet. Szó szerint hordós volt a mérőpofa. Még aznap visszavittem, szó nélkül cserélték, és helyben elkezdtem válogatni. Addig amíg negyedikre vagy ötödikre találtam egy olyat amit a műhelybe már megfelelőnek ítéltem. :)
A mitutoyoval mérem a finom dolgokat az Aldissal meg minden mást. ;)
A PTS10 emlékeim szerint meg sem közelíti a 30 cm-t. Egyébként meg valószínűleg megszüntetik, mert a legtöbb helyen már nem elérhetőnek tüntetik fel a webáruházak.
Ami nagyon tetszik a DW-ben, hogy fogasléc van a vezetőjén, és egy kis tekerőgombbal állíthatod. A motor magasságállítása mindenképp menetes orsóval történjen, és rúdon legyen megvezetve.
Sajnos el kell hogy keserítselek, ezek nem márkák ebben a kategóriában. Az ott kezdődik, hogy mondjuk laguna, de szerintem inkább meg se nézd, hogy az honnan indul. Az alsó szegmens alját karcolgatjuk.
Ha táblás anyagot szeretnél vágni, akkor sokkal jobban jársz egy sínes merülőfűrésszel, mint egy ilyennel. Makitának az ilyen cucca (amit azért többen szeretnek) 120(?) körül már belefér.
Táblás anyagra a formatizáló körfűrészek valók, azok rendesen meg tudják tartani az anyagot, de azokból a leggagyibb kategória is árban egy nagyságrenddel feljebb van (x10) mint amit belőttél magadnak. Ezekkel a kicsi, hordozható "jobsite" fűrészekkel finoman szólva is kompromisszumos (és adott esetben veszélyes) a táblás anyag vágása.
Esetleg a Scheppach HS 105. A vezetője még egy gépnyire kihúzható, és van egy kis támaszték rajta, 60-80 centi széleset lehet vele vágni, mint a DW-vel.
Szia! Nagyon szépen köszönöm a gép tippeket. A Bosch és a DeWalt azt néztem, hogy szépen ki lehet húzni tábla vágásra. Na ilyet keresek. Mondjuk nem lenne rossz olyan 80körül, de a márkát meg kell fizetni.
A megfizethető összeg nagyságáról a hobbistáknak elég széles tartományban mozog a véleménye. Szerintem amúgy 20-22 cm-nél azért többet tudnak ezek a gépek, pl. hirtelen itt a Scheppach HS 100 (43 000 Ft), ami így ránézésre többet tudhat. A Bosch PTS10 100 000 Ft környékén biztosan többet tud. A DeWalt DWE7485 is (132 000).
Sziasztok! Asztali körfűrészt szeretnék venni, de olyat keresek amivel hossz irányban a hosszvezető és a tárcsa között 30cm is el tudok tolni. Ahogy nézem a vezetősínt sok esetben mintha csak 20-22cm ig lehetne jobb irányba eltolni. Valaki tud ajánlani valamit, ami még megfizethető is hobbistának? Köszönöm!
Próbáld meg a légfegyveres topikokat. Pl. Légfegyver javítás, tuning. Ott elég sok szaki van akik nem egy nem kettő tusát újítottak fel. Az én tippem egyébként zsírtalanítás, fémgyapottal átdörzsölni, utána olajozás. Ha jól emlékszem többen használták a Biopin narancs olaját, de majd ott megmondják a tutit.
Mondtam már - rongykorong - finoman rányomva. Ezzel akár a kopottabb részekhez tudod igazítani a kevésbé kopott felületeket is és egyforma "fényes" lesz.
Egyszerűen szeretném csillivillin tartani és a használat mellett minél inkább megvigyázni és újszerű állapotban tartani. (még az "offroadra" használt autómat is becsben tartom és amennyire lehet megvigyázom - sokakkal ellentétben)
Nem fényes tust akarok, hanem az enyhén lemattult ~selyemfénynél kicsit azért mattabb eredeti színét, fényét visszaadni neki és úgy is tartani. Persze leírva ez így nem biztos hogy érthető, de talán érted, hogy mire gondolok.
Igen, csak az a baj, hogy a 14 nap is lejárt, mire felfedeztem a hibát. Így nem volt más lehetőségem. Szerintem megpróbálom közvetlen a DeWalttal felvenni a kapcsolatot, csak valahogy rögzíteni kellene a hangját a gépnek.
A környezeti hőmérséklet mennyit számíthat? A gépen nem volt ilyen feltüntetve.
Én a szlovák vonalról vettem tungolajat. Mivel most használtam először, nincs összehasonlítási alapom de az tény, hogy amit kaptam az büdös mint a rosseb, nem biztos, hogy a franciaágy anyagát jó ötlet volt ezzel kezelni...
Megjelenésre, szagra olyan lenolaj kence szerű a dolog.
Nem vagyok elszállva. A hangján ugyanúgy hallatszik a rezonálás. A vágáskép már sokkal szebb, de még mindig hullámos. Fenyőnél kevésbé, bár a csomónál jobban látszik, akácnál pedig jól látható a vágásképen. De azért átcsúszott a használható kategóriába.
Csupán vadász szakmai kíváncsiságból kérdezem, hogy ez egy gyűjteményi darab, vagy egy "nagyon" úri vadász puskájának a tusa?
Mert használatra egyáltalán nem praktikus egy csili-vili, fényes puskatus. Csúszik a kézben ettől bizonytalanabb a lövés, éjszakai lesnél megcsillan a holdfényben, terepen állandóan óvni kell a karcolásoktól, ütődésektől mert előbb meglátszik rajta minden kis sérülés, stb.
Persze a haverok előtt "villogni" lehet vele... :)
Köszörűgépre szerelt rongykoronggal fel lehet polírozni elég szépen, ha mindenáron a fényes(ebb) kell, de óvatosan, nehogy megégesd a fát.
Azért nem tűnik olyan borulékonynak. Persze a késtől is függ, milyen a súlyelosztása. Meg az sem mindegy, milyen fából van. Lehet, a fenyő felborulna, de a mahagóni meg bőven bírna nagyobb késeket is.
Ha a nyelek egyfele lógnak ki, és a menő tele acél nyelű kés, akkor azoknak jó nagy nyomatéka lesz. Azzal, hogy hátul középen van a láb, szerintem nagyon instabil.
Mindenképpen csinálnék egy modelt fenyődeszkából. a maráshoz is jól jön a gyakorlás, meg lehet ismerkedni a formával.
Az eredeti, aminek a képét betetted, az is biztos lehetsz benne, hogy nem elsőre sikerült a készítőjének, pedig ő ebből él, ez a szakmája. Akkor Neked pláne nem kell elsőre sikerüljön.
halaloszto: Valamennyire biztos hátra lenne döntve, abban viszont igazad van, hogy nem feltétlen szeretném, hogy 3 darab kést (tartó) tartónak egy 30x30-as lába legyen. ezért is vetettme el a pacman féle láb kialakítást is.
Mr. Gabson: eszméletlen jól néz ki az a kapcsolat amit linkeltél. Még ismerkedek a videóval és lehet valami jóféle kapcsolatot kinézek a lábnak.
pacman: Valóban nem a fecskefarok állása volt a lényeg :D Az orrom épségét is igyekszem megtartani, ennek ellenére látszik a rajzon a jártasságod.
BJaca: Ha a teszt alatt pofára esik, valószínűleg az lesz a megoldás. De ezért inkább hagyok egy kis túllógást az elejénél, valahogy így (nekem CADben jobban megy mint paintben, cserébe a fecskefarok bemarásokkal még nem bíbelődtem):
Így lenne, vagy lehet két oldalt. Majd még meglátom. (Egy lábbal kisebbnek érzem a hibázás lehetőségét.)
"A keresztmetszetben lévő bevágást én nem teljesen értem"
Mondom: "nem tökéletes a rajz". Miután elküldtem láttam hogy a fecskés-nútos részt nem jól rajzoltam, de nem is az volt a lényeg :)
"Első körben, meghajlok Paint tudásod előtt :D"
Azért orra ne bukj, főleg a fentiek tükrében :D
Nem is a fecskés rész volt a lényeg, annak pontos megjelenítése (ez a nehéz ebben a fórumos közegben, hogy ezt átadjam) , hanem csak a stílus -> fecskenút -> akkor oldalról keresztmetszetben azt lekövetni -> ferde-kilátszó merevítőcsapok -> de ez így már erőltetettnek tűnik, ahogy beszélünk róla. Csak gondoltam ha már nem ilyen "3 lik, oszt valahogy beleesik a 3 kés" típusú késtartót szánsz, akkor egy ötlet ennek a "cikkcakk-ferdeségnek" a további hangsúlyozása. Minden más apró részlet kidolgozásra szorult (volna .. mint pl egy normális rajz).
A "díszcsap" kialakítás, a probléma felve idejében ebben a hozzászólásomban ismertetett B módszernél bennem is felmerült (mert alapvetően nekem is nagyon tetszenek a sötét-világos kombinációk /a kések markolatán elhelyezett szegecsek jutnak eszembe ezekről/), lényegében, a két lap közötti ragasztást "véletlenszerűen" elhelyezett tiplikkel lehetne még inkább merevíteni ( gyakorló statikusként a faipari műtárgyaimat kényszeresen túlbiztosítom ). A keresztmetszetben lévő bevágást én nem teljesen értem, hogyan tudnád kivágni, mivel a fecskefarok marószár pont a vége felé szélesedik (esetleg egy csapágy nélküli stáb vagy lekerekítő marót dugnál le addig?). A láb kialakítás is tetszik, de én inkább egy függőleges, a késtartóra merőleges "lábat" tennék rá. Mindenesetre köszönöm a felvetést :)
Bocsi csak ötletelek,ez már inkább ízlés-stílus és nem funcionális kérdés, nekem pl ez sem tűnne csúnyának. (nem tökéletes a rajz, meg "paintes", de kb érted)
Végigviszi a "Zorro" stílust: fecskafark-cikcakk a késtartóknál oldalról nézve, a késtartó előlap és "alaplap" találkozásának "félcikkcakkja", elöl az erősítő csapok ferde dőlése - én ez utóbbiakat még kis kontraszt miatt más színű fából, pl ha a tartó tölgy, a "dísz-csap" meg bükkből lenne. Ilyen konfigot már csináltam, nem nézett ki rosszul a sötét fa, világos csap kombó.
De tényleg csak elmélkedek, lehet nyugodtan kukázni :)
Megjött a körfűrész, lapot cseréltek rajta, meg küldtek egy lécet mintavágásként. Csak negyedórája hozták, én meg mindjárt indulok dolgozni, úgyhogy holnap lesz a próba napja.
A Milesi oldalon egy csomó minden nincs fönt. Van árlistám, igaz már régebbi, abban Tungoil: 0,5 lit 2250Ft, 1 lit 2830Ft. Azóta ez biztos változott...
Öcséméknek lesz lakásavatóra, szereztek be új késeket, szóval egy ideig szerintem nem lesz beszerzés. Ha meg igen, akkor megint lesz valamilyen ajándék ötlet :D
A kis tálcát az elejére nem fogom megcsinálni, a becsapozást pedig egyszerűen fatiplivel kialakított T csatlakozásként képzeltem el. Vagy pedig úgy, hogy lenne egy külön láb amin lenne egy bemarás magának a tartónak, illetve a tartón is lehet lenne egy külön kis bemarás. Így a láb az előre-hátra, a tartó a jobbra-balra billenést akadályozná meg.
Ezek lakberendezési tárgyak. A késsel együtt. Az a célja, hogy szép.
A lábának a belecsapozását hogyan oldanád meg?
Meg azon gondolkozom, hogy ha egy tömör fából csinálom, akkor a féloldalasan kimart helyek miatt nem fog-e megvetemedni? Lehet az elsőt nem véglegesnek szánnám.
Konkrétan amúgy irígyelem azt, aki megengedheti magának hogy ilyen szobrokat tartson a konyhapulton. Nekem kint van a kávéfőző, kenyérporítő, mixer. Plusz kávédaráló, kávé, tea. Meg egy sarokban a telefontöltők. Már ez is sok. Inkább ezek közül tennék el fiókba, nem a fiókból pakolnék még ki.
Segítséget szeretnék kérni, a képeken látható profilléc, ajtó betétlap beszerzéséhez. Ez egy 10-15 éves bútor, és szeretnék hozzá néhány új darabot.
Sajnos csak hasonlót találtam, Forest K017 szám alatt, de ez színben nem egyezik, csak a mérete 60x22, 8-as horonnyal (tudom, nem nagy szám, de egységes kinézetet szeretnék)
Ha valaki tud esetleg beszerzési forrást, ne tartsa magában. A keretléchez való 8 mm-es betétlapot nem is találtam.
Húú, csak most olvastam vissza a fórumot (tegnap kb. addig voltam online, mielőtt a tung olajról kezdtetek csevegni).
Nekem van a szlovák tung olajból 1 liter, de az szerintem életem végéig is elég lenne, szóval a felét simán eladnám annak, aki megvenné.
Természetesen tökéletes anyag, nincs vele semmi baj, csak az 1 liter nekem sok... már lekezeltem vele egy csomó vágódeszkát, meg kés markolatot, de fogyott vagy 3 centiliter összesen... :o
Az 1 l egy nagyon jó köztes megoldás. A késtartóra sok, egy hálószobányi bútorra kevés :)
Nekem még egy nagyon kicsi mindig van valahol a vagy 2 (3?) éve vett Azúrbagolyosból. Legutoljára vagy 2 hónapja láttam/használtam: semmi baja nem volt.
"A lehető legkisebb kiszerelést vegyed, az is sok lesz."
Most arra gondoltál, hogy a késtartóra fél deci is sok lenne, vagy ez az anyag nem is igazán jól tartható el? Későn jött a komment, mert akkor már megrendeltem az 1L-s kiszerelést, gondolva arra, hogy esetleges tengerimalac projektekhez sem feltétlen hátrány a "food-safe" bevonat. ( Nem! nem akarom őket megenni :D)
Az MLS Magyarország Kft. aki a Milesi képviselete Magyarországon, ők forgalmazzák a Borma Wachs termékeket is, akiknek viszont tényleg van tung olaj is a tarsolyban. Kis utána olvasással kiderült, hogy mindkettő olasz cég, de azon kívül, hogy mindkettő felületkezelő szereket gyárt nincs közös bennük, vagy legalábbis én nem találtam, de annyira nem is izgat fel :)
Szerintem a szlovákok árulta tungolaj-jal sincs semmi baj, én használtam azt is meg az emlegetett drágákat is, nem látok számottevő különbséget. A lehető legkisebb kiszerelést vegyed, az is sok lesz. :)
Végül ment egy rendelés a Massive Toolsnak (T maró), meg az Azúrbagolynak is. A szlovák beszerzés lehetséges, mert a gógliban az első találat valamilyen pgchem.sk oldalra irányít, ahol talán a legolcsóbban kínálják a portékát.
Úgyhogy végül úgy döntöttem az A módszer lesz, aztán ha nagyon nem jön össze akkor próbálkozom a B-vel.
De érdekes .. épp a napokban érdeklődött nálam pont ugyanebben a témában egy fórumtárs :)
Úgyhogy nagy gyorsan, nem a hozzászólások címeivel, hanem a keresési kulcsszóval segítenék - első körben, aztán ha az nem elég, nyugodtan uszítsd rám a barátodat :)
"alvin-plast" - merthogy ha gyantát vettem -> tőlük vettem csak aqkor még alvin-plastvolt a webshopjuk címében. És általában meg is említettem őket.
Ebben ez eredményben majdnem minden kimerül amit itt írtam :) De leginkább az első találatban.
Polírozás: ennek sem vagyok a felkent guruja, de fenti linkeken is fellelhető "titokfát" és a színescerkás esztergálást (mindkettőre ráfért a polírozás) az öcsémtől ellesett technikával políroztam. Ő egy időben autók fényszóróít polírozta újra, még én is segítettem neki-> innen a "hatalmas" tudás :)
- kézzel, vizespapíros csiszolás, kb ilyen sorrendben: Tán P400 vagy akörül (?) inmdultam, aztán úgyis látja hogyan alakuil, de -> 800-1200-1500 vagy ha lusta voltam 1200 után rögtön 2000.
- majd ezután loptam a szintén öcsém által autók polírozására (is, meg a fényszórókra is) használt 3M polírpasztából. Ez a titokfás linken fellelhető az egyik képen, természetesen a finomabb pasztából csórtam (van ebből is többféle) Ezt, ha esztegált volt a darab - mint a színescerkás tartó - akkor esztergába fogva, és flex-szel a leglassabb fordulaton megsimogattam (öcsém a célszerszámot, a rendes polírozógépet sajna nem hagyta itt :D). A titokfát meg simán satuba fogva, de ugyanúgy flex-szel lassú fordulaton -> persze ez a lassúság relatív, egy rendes polírozógép azért ettől lassabban forog. De ez ilyen gyantánál talán nem, vagy kevésbé érdekes. Egy autó fényezésénél már annál inkább .... (mikor "ráégetheted" a políranyagot ha túl sebes vagy)
Nagyjából ennyi.
Lehetne ezt kilométereken keresztül is, de a fentiek kis átolvasása után vegyen egy kis adagot egy 1L+0.45l-es gyanta+edző adagot (pl , pl EC141+W242 edző) , aztán kísérletezzen :) AZ a legjobb tanulás - én is így csináltam, pár YT videó aztábn bele kell egyszerűen vágni
De azért nyilván ne egy ilyen projekttel kezdjen. Ennek a gyantaára (itthon) vetekszik az aranyéval ...
(nemtom .... ezek ott kint lopják a gyantát vagy a csapból folyik ... de magyar videókat valahogy sosem találok, ahol 10literszámra öntik a natúr fára az ilyen-olyan cumót, tengerentúlit vagy oroszt annál inkább)
De amúgy ja, a T-bit is jó lehet, fecske is. Illetve a 20-30k-s ár a tungolajra lehet reális - ha egy kisebb szobányi bútorra gondolunk kezelésnél. Azért a liter alatti ár ami mpost Hauschnak bőven elég - 10k vagy bőven alatta van.
Hausch: a linkelt tungolajad biztos remek. Anno én ugyan az Azúrbagolytól vettem, ami tényleg jó minőség, de jópáran nagartoztak már itt, sok panaszt nem hallottam vissza. Illetve minta lett itt volna valami szlovák vonalas beszerés is (? valaki?).
Végülis 2 dolog miatt érdekes a felületkezelés:
- szépen kiadja a fa erezetét (ha iylen olajjal, és nem fedőfestékkel kezeled)
- és a várható minimális nedvesség (frissen elmosott kés, nem lecsepegtetve) ellen is védelmet ad.
A tungolaj mind a kettőre kitűnő megoldás. Ha a kínaiaknak is bejött X ezer éve a hajóik védelmére .... csak jó lesz a késtartódnak is :)
Valamint én a B tervnél se félnék, hogy a ragasztás vonala - ha a kés élére esik is - valaha (de legalábbis a Te és a dédunokáid unokái idejéban) szétesne. Nem fogja azt a kés éle kinyírni, szóval a B terv is teljesen járható út szerintem - bár az A az valóban elegánsabb (egy darabból a tartó).
Tung olaj: megmondom őszintén, még soha nem használtam, de tervben van. Az itteni fórumos infók alapján írtam amit írtam, de nekem inkább ilyen 20-30k árak rémlenek (lehet hogy nem pont erre a kiszerelésre)
Igen, pont ezt akartam mondani, amit lerajzoltál. De közben pacman linkelt T bitet is, lehet azzal egyszerűbb.
A kiegészítésednél szerintem ugyanarra gondoltunk, csak nem sikerült átadnom a gondolatmenetem. De valahogy így gondoltam (felső fekete vonal az frontja):
4. pont: Kimarni az ujjmaróval a kék téglalapot (ez annyival beljebb van, mint amit a fecskefarok maró keskeny szára kér)
5. pont: Fecskefarokkal a két piros háromszöget (itt már a késpenge vonalában menne végig a a marószár alsó szélső éle)
Nekem az Holzmann ABS260 Bernardo-féle változata van. Gyalultam már vele táblásításhoz is anyagot, rendben volt. Egyenget is, vastagol is, nincs vele gond. De (Adam videója alapján állíthatom) láthatóan szebb felületet kapsz egy spirálkéses Hammerrel, és talán még egy háromkéses Jettel is. Ez szigorúan csak az én gépemre vonatkozó, általános következtetések levonására csak korlátozottan alkalmas vélemény :)
Szerintem teljesen működőképes az A verzió, annyi kiegészítés, hogy az 5. lépésben a fecskefarok maróval vágnám csak ki a kívánt kés szélességet, az ujjmaró pedig csak olyan széles lenne, amit indokol a fecskefarok keskeny oldala. (ergó frontból nem lenne olyan széles a nút, hogy a kés beleférjen.
Felületkezelésre a tung olajat szokták használni az amcsik, az teljesen természetes, és "food-safe". Mondjuk vigyázz milyet veszel, mert van sok gagyi hamisított. Nagyjából árban látszik is melyiket érdemes megvenni. (hint: a legdrágábbat)
Két módon is elképzelhetőnek tartom a kivitelezést:
A mód:
1. Az elhelyezendő kések pengéit körberajzolom.
2. Egy szép bükkfa lépcsőlap-ot levágok maganak erre a célra (2,7cm vastagot gondoltam)
3. A körbe rajzolt pengéken belülre, a fecskefarok maró teteje és alja közötti távolságot felmérem és az lenne a "felszínen" végigvezetett körvonal. (Jobban megnézve a képet, mintha "képakasztó" T maróval lenne megmunkálva. Ilyen maróm pont nincs, de ha az a javaslat, hogy sokkal jobb, mint a fecskefarok akkor nem ezen fog múlni)
4. A felszíni körvonalat a felsőmaró egyenes/ujj/horony/nút (megfelelő aláhúzandó) marójával kimarnám több lépésben.
5. Ha már csak a "konkáv" részek vannak hátra azt a fecskefarok maróval "bányásznám ki"
6. A talpat valószínűleg tiplikkel rögzíteném.
7. Valamilyen felületkezelésre kérnék javaslatot (valószínűleg valamilyen sötétebb árnyalatot szeretnék elérni), ami bírja a konyhapulton néha kialakuló vízben állást, illetve lehetőleg ha a késre rákerül ne haljon bele egyből a felhasználó
B mód: Egy talán egyszerűbb megvalósítási lehetőség, hogy veszek két vékonyabb lapot:
1. A "felszíni körvonalat" kivágom a lapból, és egy szögbemaróval készítek egy akkora marást, hogy a kés becsússzon
2. A két lapot összeragasztom
3. előző változat 6. és 7. pontja
A B nél az aggályom csak annyi, hogy az otthon készített ragasztásom kellőképp erő lesz-e, illetve, hogy pont a ragasztott felületek mellé kerülnének a kés élei.
Csak az én Skil marómnak a fogantyúja nem szimmetrikus, nagyon macerás lenne a másik oldalról fogni. Szerencsére nekem nem okoz gondot az egyenes. :) Az viszont biztos, hogy nagyon bele szoktam kapaszkodni.
Az ember mindig tanul valami újat. Nekem soha nem volt gondom az egyenes mellett tolni, de elfogadom az érveket. Még sosem jutott eszembe, hogy a talp alakja alapján is lehet marógépet választani. :)
A Holzmann / Bernardo nem egy konzisztens márka, hanem kínai gépsorokon gyártott lepkehálóval összeválogatott cuccok összessége.
Van egy pár ilyen cuccom és az összessel meg vagyok elégedve.
ADM260-as kombigyalum volt pár évig, szerintem tök jó cucc, bátran merem ajánlani.
Most nekem is spirálkéses Hammer van, az egy másik dimenzió. Ha megengedheted magadnak, akkor olyat vegyél. Ha nem, akkor az ADM260 is lehet egy jó választás.
Ha tudtam volna, hogy a "közelben" jársz, akkor szólok időben: a magasnyomású mosó tartozékai még el vannak rakva neked. Sajnos nem jártunk a nyáron felétek.
Egyelőre nincs nagyon sok, mert még csak pár hónapja használgatom. Eddig csalódásmentes. Készítettem egy bemutató videót a többieknek amikor megérkezett, esetleg nézd meg.
Köszi az infót.Enek tökrében a 6-800 eft-os Holzmannt sem merném megvennni mert masszívabb ugyan de lehet azok sem pontosak. Régi haznált pl. Demém kombi gyalut meg nem merek venni mert lehet 30 évig ment a gép napi 12 órában , és lehet nem pontos , ráadásul 1000 kg, görgőn nem mozgathatóak ,régen pedig régi öntvényt akartam venni de lemondtam azokról is .
Milyen tapasztalatod van a hammer gyaluval?Scheppach hms 1070-em megy eladásra mert szar az egész.Gondolkodtam egy hammer 260-on,de 920 eft. Ami hobbira drága, viszont alatta nincs nagyon jó minőség.Viszont egyszer kell megvenni utána 30 évig gyalu marad (remélhetőleg) és hazsnáltan is jól tartják az árukat.Tehát most egy 260-as gyalu 920 eft.Szerintem egy ugyanilyen 10 éves gyaliu most használtan simán megér 700 ft-ot , így nem kidobott pénz lenne.
Én még 2020 decemberében kérdeztem, ha JET-et akarsz vársz türelmesen, akár 2021 van akár sem 😊 De mint mondottam, ez a hosszú várakozás a kis tesóra vonatkozik biztosan, az általad kinézetre nem biztos.
Gyaluvásárlás>>Megkérdezem még a boltot hogy tényleg sokat kell e várni a jet gyalura.Azért nonszensz hogy 2021-ben több hónapot kelljen várni.Sajnos egy műhely lelke szerintem a gyalu így nem szabad ócskát venni.Még a Hammer 26 cm-e jön szóba ,de az ára sajnos 920 eft.Viszont gondolom azokkal már nincs gond és 30 évig gyalu marad.Viszont hobbi célra már drága de alatta a holzmann,bernardóról tényleg nem jókat hallani .Igy a JET lenne a nyerő, de még olvasgatok. Nem hiszem el hogy egy normális gyalu lassan 700 eft-tól kezdődik, mert az olcsó szarok csak max arra jók hogy tetőlécről gyaluld le a szőrt festéshez.
Tudom. A sín egy alternatíva, pont azért kérdeztem. A maró rögzítetten jár, nem tud elforogni vagy akadni, viszont végeredmény szempontjából pont ugyanazt tudod elérni vele, mint a steller mellett vezetett maróval.
Köszi a tippet, ma én is vettem 2 darabot. Minőségi német írodabútor. Hafele zárral, jó görgőkkel. Egy merev fém dodboz van 3 oldalról bútorlappal felöltöztetve. A fiókok alja szintén fém. Remek lesz szerszámosnak!
A szerszámokat nem nagyon ejtem le. Leginkább olyan sérülések vannak a felületen, amiket a gépek kerekei alá szoruló kavicsok, csavarfejek stb okozhatnak.
Lehet, hogy jobb a "linóleum". Csak lakossági felhasználású PVC padlóval van tapasztalatom. Tartok tőle, hogy a nehéz gépek tartós nyomot hagynának a felületében.
Újrahasznosított kemény műanyagból álló elemes, összepattintható burkolatot is nézegettem, de horribilis az ára (10e Ft/m2-nél kezdődik). Azt mondjuk nem kell ragasztani, a hülye is le tudja rakni szépen és biztosan strapabíró.
Csak halkan merem megkérdezni, mi a helyzet a sínen vezetett tolással ?
Most hogy megvan a bosch lyukfúró készlet, ezzel grátiszban lett egy ilyen megoldásom a kis maki maróhoz. Festool sínhez is szinte ingyen* lehet ilyen vezetőt venni.
olyan bosch nekem is van. elég rövid az egyenes rész a maró méretéhez képest, a fogantyúk meg nagyon messze vannak tőle. Sokkal sokkal jobb úgy tolni vezető mellett, ha tulajdonképpen a talpat fogod, nem a maró testét. ilyen talpat is lehet venni vagy készíteni.
"Mi a francért fordulna ez el egy vezető mellől, amikor tolom????"
Nem tudom, neked miért fordulna el, de én már jártam így, amikor pisis koromban a POF1400 talpának egyenes részénél vezettem meg. Lehet, hogy szimplán ügyetlenebb voltam.
Mindenesetre én azóta ösztönösen a kerek felét nyomom a vezetőnek. Lehetne abból az irányból is megközelíteni a dolgot, hogy a kerek felét használva van egy pici forgásirányú mozgástered az előtolás közben, amitől (nekem) kevésbé lesz "feszült" a mutatvány.
A JET egy kisebb tesóját figyelgetem egy jó ideje, az ügyfélszolgálat szerint csak áprilisban lesz elérhető. Csak azért mondom, mert ennél sincs raktárkészlet, ha gyorsabban kell, mint pár hónap (és nem akarsz külföldről rendelni), akkor ez kiesik a lehetőségek közül.
Hobbiból barkácsolok.Van egy Scheppach HMS1070 gyalum.Egyetértetek abban hogy ezzel nem lehet normálisan dolgozni? Pl : derékszögben meggyalulni valamit nem lehet, pl.táblásítani nem igazán leket mert nem pontosan gyalul. Stb…Szeretnék venni egy jobbat, 5-600 eft között .Van valakinek tapasztalata hogy milyet érdemes venni? Bernardo , holzmann
"Ha nem forgatod a talpat, akkor nem számít az excentricitás, de akkor nem is kell kerek legyen :D"
Szándékosan nem forgatom. De ha véletlenül 1-2 fokot mégis elfordul, akkor egy kerek talpnál ez észrevehetetlen hibát fog okozni (sőt, ha koncentrikus a talp a maróval, akkor semmilyet), szögletes talpnál meg elrontja a napodat.
Tudom, ez már túl van dimenzionálva (Bözsi-től mindjárt megkapjuk megint :D - és lassan igaza is lesz) - de "papíron" azért így van :)
Ha valaki szigorú szakmai diskurzusokat vár ettől a fórumtól, az rövid időn belül csalódni fog, mert itt igen kevés a valóban szakmabeli, azt már ide se keverem, hogy szakmán belül sem minden fekete-fehér. Sokan sokfélék vagyunk, márpedig egy gépész egész másképp áll egy adott esetben furat elkészítéséhez, mint egy közgaszdász, vagy IT-s. Rendjén van ez így :) Nem mindenkinek evidens az, hogy mit, mikor, milyen eszközzel, módon fúrunk ki. Lehet az ilyen elhúzódó beszélgetésekből is okulni. :) Az, hogy van akinek ez nem tetszik az egyéni probléma, lehet nyomkodni a mínuszt, vagy lehet ezeken átsiklani, ha nem érdekli.
Azért jobb ha kerek a talp - ha nem is "forgatod" (max picit) - mert nyilván könnyebb sokkal vezető mentén tolni egy kis iven érintkező talpat , mint egy egyenes oldalú talpat. Tudom, ez már túl van dimenzionálva (Bözsi-től mindjárt megkapjuk megint :D - és lassan igaza is lesz) - de "papíron" azért így van :)
Gyakorlatban meg pl régen a POF 1200-at: annak volt íves és egyenes része is a talpának, legtöbbszöür az ívesen toltam, de az egyenest is használtam mikor "tutira" akartam menni.
"Néhány fokot fordítva max századmilliméterekkel fogok elmászni."
Na pontosan ezt akartam leírni, beelőztél :) A nem durva excentritásnak sok gyakorlati hátránya nincs, ritkán, esetleg.
De amúgy a módszer:
- vagy adnak központosító sablont a maróhoz -> amit befogsz a patronba, és ahhoz állítod a talpat, mint nekem pl. a DeWalt kis élmarójához (DW 26204),
- vagy nem adnak, és akkor home made sem lehetetlen, ha van egy egyenes, mondjuk 8-as vagy 6-os vagy amilyen patronod van "valamid", amit befogsz a patronba, és ahhoz képest tolómérő, "izé", vagy egyéb dolog felhasználásával teheted centrikusabbá a talpadat. Kb.
Ha nem forgatod a talpat, akkor nem számít az excentricitás, de akkor nem is kell kerek legyen :D
A módszer:
1. a talp furatai túlméretesek, van süllyesztés a csavarnak, a süllyesztés nem kúpos, hanem lapos fenekű. Forstnerrel vagy maróval fúrva. A csavar D fejű, a fej felfekvő része lapos.
2. van egy illesztő kúp. Egy 8as rúd a tokmányba, arra egy kúp amiben van 8as furat. Ezt beletolod a talpba, hogy a másológyűrűbe menjen bele. Így központosra húzta a talpat, csavarok meghúz, kész.
1. persze, de én nem akarok talpat gyártani, ha van olyan gép, amin gyárilag olyan a talp, amilyet szeretnék
2. legalább annyira középen van a talp, amennyire a saját készítésű is középen lenne (ennek a megvalósítására van jól bejáratott módszer?)
Azért, ha egy hornyot marok vezető mellett, nem forgatom oda-vissza 180 fokokat a marót, hogy meglátszódjon az excentricitása a talpnak. Néhány fokot fordítva max századmilliméterekkel fogok elmászni.
pali923
A szögletes talpat, ha egy kicsit is elforgatod a vezető mellett, már milliméterekkel ellököd a középpontot a tervezett egyenesről, míg a kerek talpú esetén ld. fentebb. Nekem az a tapasztalatom, jóval könnyebben elrontom, ha az egyenes részt próbálom megvezetni.
Értelek, de gondolom ez nem mostanában volt. 80-as években apámnak is pont ilyen körfűrésze volt, mert nem volt nagyon más opció. Most viszont már van.
Hát, a fene tudja. Van egy régi Skil maróm, aminek a kerek talpának egy része pont hogy egyenes. Horonymaráshoz éppen ezt az egyenes résznél szoktam megvezetni. Már csak azért is, mert nem teljesen középpontos a marófej a körhöz képest. Semmi probléma ezzel.
Én pl. arra lennék kíváncsi - ezt Stolaz (is) tudna megmondani innen, akiről tudom hogy volt neki - hogy a Dewalt 7491 (vagy a 92?) amit az EU-ban is forgalmaztak(nak), és alapból, hekkelés nélkül rátehető dado szett, ami volt Stolaznak is: az vajon megállt-e 10 mp-en belül. Gondolom dado és dado szett között is lehet különbség (pl súlyban), nekem vmi Freud-os képek rémlenek Stolaztól.
Nem mindig marok vele élt, illetve akácot martam bütünél, és égette, így csak kis fordulaton tudtam hajtani. És akkor is égette, ha nem nyomtam, és kis fogással mentem. Persze ez lehet a marófej hibája is, pedig jófajta, piacos, eredeti kínai :)
"Üdv. Kezdőnél is kezdőbb vagyok a témában, lécci ne nevessetek ha butácska kérdéseim vannak! Köszönöm!"
Ebből arra következtetek, hogy nem körfűrész volt a jele az óvodában... Nem hiszem hogy jó ötlet mondjuk magadat összehasonlítani egy teljesen kezdővel...
Én is nézegettem ezeket a kicsi Bosch marókat. Azért vetettem el őket, mert szögletes a talpuk. Ha nem csak csapágyas éllekerekítésre használnád, hanem vezető mellett is pl horonymarásra, akkor, a kerek talp a nyerő.
Fiúk! Kaptam egy kérdést az egyik videóm alá, de megmondom őszintén, fogalmam sincs mi a válasz, így hát gondoltam felteszem itt, hátha valaki kapásból tudja.
A kérdés az Incra i BOX Jig-re vonatkozik és így szól: "miért van feltüntetve, kiemelve, hogy Európában csak marógéphez használható, körfűrészhez nem?"
Agyaltam rajta, de két dolog jutott eszembe: az európai munkavédelmi szabályok miatt (no dado, hasítóék, védőtakaró stb), illetve valahol le van írva hogy minimum 1/8-ad colos vágószerszám kell hozzá, ami ha jól számoltam 3, 175 mm. ( ez igen közel van a 3,2 mm-es lapokhoz, de nálunk elég sok a 2,8-as lap)
Viszont ha a vágásszélesség a probléma, akkor azt írták volna, gondolom.
Az már más kérdés, hogy miért csak Európában nem használható körfűrészen, Amerikában pl miért lehet? Segítsetek, hogy segíthessek! :-)
Itt gondolatolvasók vannak: pont kis élmaró vásárláson töröm a fejem. (a Parkside felsőmarót beépítettem egy kis asztalba). Oda megteszi, de az agybogaram azt suttogja, hogy jól jönne egy kicsi kezes vmi, hobbira.
Ilyen fűrésszel tüzifa vágásánál én is jelen voltam már. Egyrészt feladogatni a "rönköt" másrészt segítettem a darabot a fűrésztárcsára merőlegesen tartani . Ha ezt nem jól csináltam, megszorította a lapot. Mivel szíjas, az megcsúszott és nem lett belőle baj. + a tárcsa sima CrV volt, és eltűrte a gyakori befeszülést. A linkelt gépen ugyan forog, de szerintem az a tárcsa keményfém lapkás. Ridegebb.
Azzal a régi gépünkkel sem csinálnám most már, de ezzel még inkább nem. Tulajdonképpen kisebb csoda, hogy sok m3 fa feldarabolása során nem történt baleset.
De akkor még fiatal voltam, tapasztalatlan és hülye. Ebből kettő már elmúlt :)
A lapok átmérőjének váltogatásával kialakuló "kiállásmagasság" változtatásával simán jó ez pontos munkára is. A munka pontossága nem attól függ, hogy húszezer forintos a steller rajta, vagy hogy van hasítóék. Én az enyémről 25 éve levettem a hasítóéket, azóta nem raktam vissza. Nálam a steller egy ITEM profil, vagy egy OBI-s ölesléc, mikor melyik hasznosabb, két asztalos szorítóval rögzítve. Ezzel a géppel az egyetlen baj az, hogy kurvára kiáll a lap, és vékony anyagok vágásánál ez veszélyes. Venni kell öt lapot, klf átmérőben,és teljesen jó.
Nem precíziós munkára, de én rengeteget használtam ilyet, sőt az enyémhez képest a linkelt gép az teljesen professzionális :)
A magasság "állítást" én kisebb-nagyobb fürészlapokkal oldottam meg.
Pl a műhelyem mennyezetét (kb 30 m2) gipszkartonnal csináltam meg, annak a teljes lécezése egy ilyen fűrészen készült raklapanyagból. A steller egy odaszorítózott tetőléc volt. Simán megoldható a hasítás is, persze kellő körültekintésssel, ésszel, okosan, nyugodtan, ékelve. Szegény ember kézzel nőz... :)
Nem mondom, hogy követendő példa az enyém, de azért életveszélyesnek titulálni szerintem barokkos túlzás :)
Amióta megvan a Makim, azóta tényleg csak tüzifa darabolásra van használva.
Osztom a véleményed, ha a srác a későbbiekben is akar a kezével írni, vagy Pacman-féle didit kalibrálni, vagy akárcsak több, mint 2 üveg sört hozatni a pincérrel, akkor bizony másik utcából nézze, amikor azt a gépet bekapcsolják.
Vigyázz a linkelt gépeddel, főleg ,ha nem állítható a tárcsa magassága. vékony anyagot ilyen magasan kiálló lappal elég veszélyes vagdosni. 5cm-nél vastagabb anyag hosszvágása szintén sok veszélyt hordoz. Ha valóban annyira vagy kezdő amennyire ezt sejteted velünk akkor ezt a gépet egyenlőre nem használod, ez tűzifa vágásra való és ehhez is kell tapasztalat.
Ha nagyon kezdő vagy, akkor annyit azért mindenképp tudnod kell, hogy az a fajta körfűrész, amiről a képet linkelted finoman szólva is életveszélyes. Megmondom őszintén, bekapcsolni sem merném, nemhogy vágni vele. Az még hagyján, hogy pontosan nem nagyon fogsz tudni vágni vele, de a legalapabb biztonsági dolgok is hiányoznak belőle (hasítóék, steller, bármi)
"olyan gép kellene amivel lehet kerekíteni a deszkák végeit ... Ehhez valami marógép kell vagy?"
Igen, ha ugyanarra gondolunk. Egy ilyen kis egyszerű élmaró (ami a költségvetésbe belefér, én a f.szám. szabályozós kis Makit ajánlanám, 6-os és 8-as marószárat is fogad) meg mondjuk egy pár ilyen kerekító marószár.
És akkor ezekkel így tudsz kerekíteni deszkák, lecek, stb-k szélét. Meg persze később mást is tudsz vele csinálni, de most konkrétan a kerekítésről kérdeztél.
Didimérőről volt szó, annak a kalibrálásához meg pont nem jó az etalon, mert olyan pofont kapsz az asszonytól, hogy évekig képtelen leszel etalonokat nézegetni :)
Egy szimpla tolómérőt le lehet egyszerűen ellenőrizni, hogy mit mér az egyes mérőhelyeken, egymáshoz képest - merthogy ez a lényeg, nem más.
Egy digit tolómérőt mondjuk 25, vagy 50 mm-ként le lehet ellenőrizni, hogy nincs-e linearitási hibája ismert hosszúságú mikrométer etalonokkal. Ha valaki akarja, segítek ebben. Előre szólok: nem lesz. Vagy nem lesz számottevő.
De az a nagy lényeg, hogy ha a külmérő pofákon befogok 25mm-t, akkor a furatmérő csőrők között is 25mm van-e, és hasonlóan a mélységmérőn, és a fejnél levőn is. Az olcsó, kínai, 3000 forintos mérők ezt bukják el. Általában a furatmérő csőrök között nem stimmel a méret. De ezt ki lehet mérni, és fel lehet írni rá, s aztán a mért értékeket ennyivel korrigálni lehet. Például az én mostanában meghalt ócó piacosz mérőmön ezek között 0,06mm volt a differencia. A mélységmérők pontosak voltak, végülis ott csak egy egybefüggő síkot kel lköszörülni, és kész. Az még menni szokott.
Egy kicsit is márkásabb -akár kínai, de nem harmincezer forintos- tolómérő is képes lesz ezt a feladatot is abszolválni, ehhez sztem nem kötelező Mitutoyo.
Üdv. Kezdőnél is kezdőbb vagyok a témában, lécci ne nevessetek ha butácska kérdéseim vannak! Köszönöm!
Miután volt az utóbbi pár hétben pár dolog itthon amihez fúrni, szögelni, kicsit tervezni kellett, rájöttem hogy élvezem ezt és szeretnék mást is csinálni fából.
Főleg polcokat csinálnék magamnak, illetve székeket, meg kisebb állványokat elektronikai eszközöknek.
A kérdés az lenne hogy milyen eszközt kellene venni még ami nincs és mindenképpen szükséges.
Úgy néz ki mint a dolog hogy van láncfűrészem , egy körfűrészem (ilyen maszek fapados házi https://i.ytimg.com/vi/OpF6OuZ6mdY/maxresdefault.jpg), egy fúróm, illetve elérhető egy rám maradt műhelyben egy szalagfűrész meg egy gyalugép. Ezek a fő eszközök.
Igazából valami olyan gép kellene amivel lehet kerekíteni a deszkák végeit stb. Nagyon hülye és kezdő vagyok a témában bocs érte! Ehhez valami marógép kell vagy?
Skacok ... pont nekem nem kell elmondjátok mitől jó egy minőségi cucc :P Van Starrett, van nemlínilzendeveritas .... csak most még jól elvagyok a mostani didimérőmmel. Igaz, nem 30 éves. De - még - jó.
Tudom, most már megvan, ezzel kell főzni, de ha egyszer cseréled, én mindenképp vízhűtésest vennék. Nincs ilyen gond, amit írtál, és nem mellesleg sokkal halkabb a működése.
Az én Mitutoyom most 30 éves. Működik. (egy apró baja van csak, az elem érintkezője megkopott, korrodálódik, olyankor egy üvegszálas radírral meg kell pucolni).
Hányszor csináltam már én is így. És minddannyiszor újra is "gyártom" - merthogy képtelen vagyok úgy elrakni az elkészült M(X)-es átjelölősegédeket, hogy legközelebb is meglegyen :D
Láttam már anno. Hát az biztos egy ilyen "teszt" kihozza ha valami nem pontos a CNC-n :D Pl X-Y tengelyek egymáshoz képesti derékszöge.
Elsőre a kevésbé anyag- és időigényes teszteken már túlvagyok, most jönnek éppen az egyéb "meglepik". Illetve a felismerések. Léghűtéses motor -> ha elzárom az alulra (hova máshova?) tett elszívópapuccsal a motor testén kersztülhaladó levegő útját (fentről szívja, alul kifújja) - azt a csapágyak meg a forgórész egy X órás marás után-közben nem fogja megköszönni. Tehát sraffozott részeket meg kell nyitni, különben alul a piros nyilaknál a levegő nem tud hol kijönni... Plusz így nem tudom kiaknázni azt a léghűtéssel járó "előnyt", hogy a kifújt levegő nemcsak hűt, hanem felkevarja az elszívóburkon belül a forgácsot -> ami így talán könnyebben szívható el (mintha csak ott "feküdne" a kimart anyag mellett):
Stb, stb, pedig már a "vezérlőszekrény" is majdnem kész! Jók ezek a dolgok, mert mindig gondolkodásra késztetik az embert. Csak már úgy nekiereszteném valami hosszabb melónak. De ezt a végét már nem akarom elkapkodni. Az első komoly munkája pedig tuti hogy egy "V-marásos-betétes" (v-carve inlay) vágódeszka lesz. Nemtom miért, de engem ez a technika nagyon izgat -> ha nem 200 ilyen videót néztem meg akkor egyet sem.
Nem, az fordított árazású..... ellenben a mitutoyonál ha megnézed a nem akciós cuccok árait... Nos kellett pár dolog ami nem a tömegtermék és azért fájt rendesen.
Énmost épp semennyit, jól elvagyok a Hedue-vel, de Tintusnaklehet hogy jól jön egy akciós link :)
Nézegettem már én is amúgy, annyiranem vészes -> huszonXezer HUF volt valahol az "alap" 150-es. De míg nem "hülyül" meg a Hedue, addig nem tartom érdemesnek megvenni a Mitutoyo-t. Jó ... biztos k.jó, de .. na ...:)
A mitutoyo mindig akciós mert a normál ára ...hogyismondjam. Errefelé szinte megfizethetetlen. :( Épp ezért az alap eszközöket minden negyedévi akcióba beleteszik, hogy azért a köztudatban benne maradjon. ;)
Mi ezt tovább fejleszettük cégnél, van pár garnitúra (M5, M6, M8...) hegyesre köszörült csavarunk, amit alkalomadtán bekapatunk az előre elkészített furatba, és már meg is van a jelölés :)
Pacman123 . Régebben láttam egy hozzászólásod 198428 as amiben egy digi kijelzésű tolómérő van. (van kínaim de .... hagyjuk. ) szóval meg tudnád adni, hogy honnét lehet rendelni? köszönöm.
Mondod ezt úgy, hogy sosem álltál esztergapad előtt. Egy 5mm-es csigafúró spirál részét nem lehet megesztergálni. Pontosabban lehet, de azzal többé nem lehet fúrni.
"
Félreértettél.
Nem a spirálfúrót kell visszavenni, hanem a keményfémbetétes fúrószár fejrészét.
Spirálból létezik tized miniméteres lépésekben fúrószár, így egyszerűen azt kell megvenni amelyik kell.
"Nagyon igazad van. Valóban nagyon egyszerű dologról van szó. Az 5 -ös fúrót 4.8- ra leesztergálni a spirálos résznél az egy alap dolog a drehásoknál, az inasok ezzel a feladattal ismerkednek először---nahát , nahát--- ekkora marhaságot életemben nem hallottam."
A hót egyszerű dolgot magára arra értettem, hogy egy nyamvadt 5mm es furatról készül vagy 5060 hozzászólás...
Tudom, tisztában vagyok vele,hogy ez nektek a szórakozás része, hobbi, és nagyon szívesen foglalkoztok vele.
Lentebb írta valaki, hogy ezt az 5 mm-es névleges átmérővel bíró szárat még le kellene köszörülni, mert ki fog esni a likból a polctartó. Erre reagált tfe_tng és én is azzal, hogy ezt bizony maróba tervezték, és felesleges elrontani a köszörüléssel, mert a furat, amit készít, pont jó méretű (5 mm).
Ha eszembe jut, kipróbálom, akkus fúróval mit produkál.
> A leköszörülést senki nem arra mondta, ha 5.0mm furatot akarsz, hanem arra ha kisebbet.
Ezt értjük, de kimondottan polcfuratokról volt szó. Tökéletes polcfuratokat lehet csinálni mindenféle köszörülés nélkül, amikbe beleszorul a polctartó pöcök (ez volt a cél)
> És ez nem egy marószár, hanem egy fúró.
Valóban, felhasználás szempontjából ez egy fúró, viszont maróba való, nagysebességű fúrásra van kitalálva. Annyira nem értek hozzá, de amennyire tudom nem túl jó ötlet befogni egy mezei 5-ös fafúrót egy maróba, mert mondjuk max 1-2000-es fordulatra van tervezve, nem 20.000-re. De cáfoljatok meg ha baromságot beszélek :)
Amit anno letöltöttem, az van a drive mappában közvetlenül. Az a #6-os poszt., De látom van ott egy a #10-es posztban is, leszedni csak reggel lehet, ha nincs: betettem a MasikJIG mappába
Ez úgy látom "csak" DXF/DWG formában van, na ezt rádbízom hogy megnyisd. Én AutoCAD lenni hülye és nincs is a gépemen, de tudom be lehet őket is importálni Fusion-be, csak ahhoz most lusta vagyok.
Megerősítem, én is kb ezeket a számokat mérem. A hegyes végű (átmenő furatokhoz való) is kb ugyanekkora, annak egy kicsit jobban közelít a feje az 5 mm-hez.
Ha más nem jelentkezik jobbal .... valamikor a CNCZone-on találtam, ha jól rémlik.
Itt van a drive mappámban, használd egészséggel, lehet méretezned kell majd saját másológyűrű mérethez, stb-hez, nekem (eddig) még csak a bakancslistámon volt :
"Ez számukra rutinfeladat, és az ő léptékükben 2 tizedminiméter komolyan vehető méret."
Mondod ezt úgy, hogy sosem álltál esztergapad előtt. Egy 5mm-es csigafúró spirál részét nem lehet megesztergálni. Pontosabban lehet, de azzal többé nem lehet fúrni.
1. az 5mm nagyon kicsi ahhoz, hogy ne hajoljon el a kés nyomásától.
2. ezért meg kell támasztani a hegyénél..... hogyan??
3. ha meg is tudja valamivel támasztani, hordósra fogja esztergálni a fúró rugalmassága miatt.
4. miután fordulatonként kétszer odacsap a késnek, össze-vissza fog rezonálni.
5. ha egy fúrónak leszedik az élszalagját az onnantól használhatatlan.
Köszörülni lehetne, de tök felesleges amíg marékszámra árulnak 4.8mm-es csigafúrót, + 5. pont.
Tehát a spirál nem vág semmit, ez egy fúró. Aki akarja, simán leköszörülheti a lapkát az elején 2 tizeddel, bár én tuti nem fogom. És az is látszik, hogy sablonban csak kb-ra használható.
Az én CMT-m, amit előkaptam, az is 8.0 körüli az éle, és 7.5 a spirál. (hidegben, kínai tolómérővel, szabadkézből)
Három fehér polcot vettem a ruhásszekrénybe 75 lejért . A legolcsóbbikból. Az 5000 forint.
Hát ez az. Ma már a legaljának számító Jysk-be is igen combosak lettek az árak - már ott se lehet semmilyen bútordarabot venni gombokért (még ha néha nem is érnek többet annál).
Régebben meggondolandó volt házilag bútort készíteni (pláne bútorlapból) - mert az anyagot és tartozékokat összeadva, néha drágább volt anyagárban - mint a kész bútor (némely) boltban.
Ma már fordulni látszik a dolog - bár elég rég vettem lapot, nem tudom a mostani árakat.
Nahát, ez meglepett. Főleg, hogy így hívják: SUS 210 Szupport köszörű
Én azt hittem, hogy ez az elnevezés valami románból átvett dolog (odaát nem ez lenne az egyedüli) - mert románul a "suport" (ejtsd: szuport) szó frankón "állványt" jelent - vagyis inkább valamit, ami tart valamit.
De ezek szerint magyarul is létezik ilyen szó. Ma is tanultam valamit :-))))
Pont ezt akartam mondani. Tudtam h Festolol is csinál ilyen szárat, akartam linkelni Misinek azt is, de mikor megkerestem és megláttam az árát ... biztos rohadt jó, de az kizárt, hogy a CMT szárnak több mint 2x odaver.
És a kollégád-szaktársad menetrendszerűen használja. (a CMT-t).
Nagyon igazad van. Valóban nagyon egyszerű dologról van szó. Az 5 -ös fúrót 4.8- ra leesztergálni a spirálos résznél az egy alap dolog a drehásoknál, az inasok ezzel a feladattal ismerkednek először---nahát , nahát--- ekkora marhaságot életemben nem hallottam.
Sziasztok . Én táblásított erdei fenyőből szeretnék csinálni fürdőszoba bútorokat itthonra. Felületkezelést a BORI festékcsaláddal oldanám meg- alapozó és lakk lazúrral. Jó lehet?
Ha van a marógéphez másológyűrű, akkor egy rétegelt lemez darabon ki lehet mérni a lyukakat mindenféle sablon-rendszer nélkül és profin meg lehet csinálni a munkát. Persze rengeteg ilyen rendszer is van végtelen pénzért.
Használom, alátámasztás nélkül is vállalható a furat a kimenő oldalon is.
Főleg ha az ember aláteszi az ujját a fúrat alá (a másik oldalon) és amikor érzi, hogy odaért a fúró hegye a laminátumhoz - jócskán levesz az előtolásból, hogy az oldal-élek szépen körbevágják a laminátumot.
Namost nem tudom milyen eszterga kellene ahhoz, hogy azt az élszalagot ne cseszd szét teljesen.
Sima eszterga is megteszi - amennyiben van neki (na most vagyok bajban, mert nem tudom a helyes magyar nevét) szóval nálunk "Szupport-köszörűnek" hívták a szerkezetet.
Ez egy késtartóba fogható kis köszörűt jelentett - amivel a tengelyköszörűlési feladatokat végeztek.
Ezzel simán körbeköszörülték akár a vidiát is - geometriájától függetlenül.
Nem hinném, hogy manapság még létezik ilyen tartozék a padokhoz - de nem lepődnék meg, ha öregebb drehások szekrényében még lapulna ilyen kiegészítő eszköz :-)))
Ha fúrsz egy 4.8-as likat a keményfémmel és abba megpróbálsz beleerőltetni egy tompa élszalagot (mert hát fúrás közben annak be kő oda mennie) ami 5.0 átmérőjű akkor minden lesz a lamináltlap furat széle csak szép nem. :P
A linkelt festool cucc, és a kentech-es olcsóbb cucc is fúró. A neve is fúró, meg az elején a lapka szélesebb mint a spirálszalag. Nem is élezett az élszalag, hanem festett. Egyik sem spirálkés. Teljesen fúrás a téma, fel sem merült a marás.
Az esztergályosnak max azzal lesz gondja, hogy vídiát kell köszörülni.
Na itt sok minden lehet, a mezei csigafúrónak a csigája csak forgácskihordásra van, a spirálkések viszont ott forgácsolnak. Namost nem tudom milyen eszterga kellene ahhoz, hogy azt az élszalagot ne cseszd szét teljesen.
Egyszerűen a kimenő oldal alá felfogatsz Stabilan, pill.szorítóval) egy hulladék anyagot. és így fúrod meg a kívánt átmenő furatot. Gyakorlatilag a bemenő oldalon olyan lesz amilyen
Igen, így is lehet - csak néha macerásabb oda-szorítózni egy lapot, mint két oldalról fúrni.
Pl. ha nem a lap szélének a közelében van a furat (mondjuk amikor a közel méteres átmérőjű forgópolcom közepére kellett - akkor a kétoldali fúrás volt a célravezetőbb.
De volt, hogy cső-átvezető furat kellett egy 60 x 80 centis lap közepe tájékára - amihez (nekem legalábbis) nincs olyan hosszú benyúlású szorítóm, amivel biztonságosan tudnék rögzíteni bármit is.
csak használat előtt én elvinném egy dreháshoz, hogy szedjen le az 5 mm-ből 2 tizedet.
Én inkább egy tengelyköszörűshöz vinném - neki sokkal testhezálóbb ez a feladat.
Egyszerűen a kimenő oldal alá felfogatsz Stabilan, pill.szorítóval) egy hulladék anyagot. és így fúrod meg a kívánt átmenő furatot.
Gyakorlatilag a bemenő oldalon olyan lesz amilyen (vagy csúnya, vagy szép. Megoldod... :) )de a kimenő oldalon, ha egészséges az alátétanyag akkor szinte képtelenség csúnyát produkálni.
Ez gyak érvényes bármiféle méretben!
Én a pöcök szorulását úgy oldom meg, hogy eleve nem 5-el fúrok, hanem kimondottan erre a célra vásárolt 4,8mm-es HSS hagyományos fúrószárat használok.
Így éppen annyira szorul majd, hogy igaz kézzel szinte lehetetlen beletolni, de szorosan rögzül a pöcök a furatban.
Óriási előnye, hogy a műhelyben belekerülhet a pöcök a helyére, és képtelenség, hogy szállítás közben kiessen a helyéről.
Ez annyiból lehet fontos, hogy volt már olyan helyzet a külső szerelésnél, hogy azok a kurva pöckök miatt kellett visszamenni, mivel vagy elfelejtettük berakni az alkatrészcsomagba, vagy a kocsi tetején szállítva (ha már beletettük a műhelyben, és 5-ös furattal) kipotyogott belőle.
Akár ha 1 db is hiányzik úgy nem tudod véglegesíteni a szerelést...
Ez a linkelt HM-es fúrószár jó lehet, csak használat előtt én elvinném egy dreháshoz, hogy szedjen le az 5 mm-ből 2 tizedet.
a laminátum képes ráolvadni a fúróra, nem is egyszerű levakarni róla.
Normál fúrógép-fordulaton (mondjuk 800- 1000) nemigen csinál ilyet. A laminátum nem hőre lágyuló műanyag - hanem egy melamin-szerű, hőre-keményedő anyag.
Én legalábbis soha nem tapasztaltam szerszámra-ragadást - pedig irtó mennyiségű lukat fúrtam már lamináltba - a kicsitől a 35-ös -ig minden félét - de még soha nem sikerült ragadósra olvasztani a bevonatot.
Ha szép lyukakat szeretnék fúrni bútorlapba a polctartó csapoknak, milyen fúrót vagy marót használjak?
Fafúróra köszörült sima, de minőségi fúrót. Lényeg, hogy merőlegesen tartsd (részemről erre mindig azt a kis könnyű mozdítható fúrógép-állványt használom, amit oda tolok a lapon, ahova akarok).
Fúrás megkezdésekor nagyon óvatosan tolod és megvárod, amig a két él kört vág a laminátumba.
Ilyenkor a kis laminátum-karika a fúró tüskéjén marad (azon pörög) - azt lepöcköld róla - utána mehet a fúrás bátran.
Macerásabb, ha átmenő luk kell - mert annál garantálta szakít a túloldalon.
Ilyenkor fúrok egy pici (cca 1,5 mm-es) átmenő lukat (szintén állványról) - és mindkét oldalról kezdem a fúrást úgy, hogy a pici luk vezeti meg a fúró tüskéjét.
Kb. a lap feléig fúrok be az egyik oldalról - aztán a másik oldalról folytatom, amig a két fél-furat találkozik az anyag közepén.
Így mindkét oldalon szép, szakítás-mentes furatod lesz.
Ugyanígy csinálom ha 35 mm-es Forstnerrel kell átmenőt fúrjak bútorlapba (csak oda 2-es átmenő-lukat fúrok) - pl. ha egy cső-átmenetnek kell lukat fúrni.
Ha (pl. 5-ös) fém polc-csapnak kell - ami jó ha szorul az anyagban - azt fél mm-el kisebbre fúrom elő - és utána adom meg neki a végső méretet egy másik fúróval.
Így kézzel betolható a csap... de szorulósan, vagyis nem kotyog a helyén és nem esik ki.
Ja még annyi, hogy azt is elmondta, hogy a kulcs a nagy fordulat IS, ezért szeret maróval dolgozni ilyenkor .... vaagy ahogy írja, a Festool PDC-vel.
De gondolom bármelyik fúró megteszi ami tud nagyobb fordulatot.
Ügyes nagyon az a kis kiegészítő, nem vitte túlzásba az anyaghasználatot -> megvolt neki a 32-es raszteres sín, de ~kétszázé' már nem akarta a rávaló kiegészítő-csomagot megpattintani. Ezért megcsinálta -> amit a videóban is láttál.
Nemtudom errefelé vannak-e ilyenek. Ezt most találtam. Van nekik hozzá kézi meg kalapácsalakú gép is. Elsősorban kárpitozáshoz szánják, hogy ne rozsdáljon, de rögzítésre is, Mi nem számít a fűrésznek, csiszolónak.
Ha nem találsz hasonlót itthon, meg lehet őket kérdezni, van-e forgalmazójuk euban.
Van akkus hotglue pisztoly bár szerintem drága. nem szárad hanem dermed. Egy műanyagdarabot megolvasztasz, rákened folyékonyan és forrón a ragasztandó anyagra és azon kihűlve megdermed 10-30 másodperc alatt.
Merőben más a CNC logika, sajnos nem értek hozzá. Oszlopos fúróval fúrom, ahol az eredő szögében döntött asztal adja széttartást. Nem egyszerű kiszámolni, az ács derékszögön viszont van egy átszámoló skála. Jelen esetben nincs jelentősége.
Üdv Mindenkinek! Nem tudnátok valami tippet adni papír címkék keményfa fűrészáruhoz (nyers -> légszáraz) történő rögzítéséhez? Fém tűzőkapcsokat szeretnék kiváltani valamivel, de nem ragasztással. Műanyag kapcsok Pl. ?
A szemközti lábalkat összekötősík-ban 10 fok Erről csonáltam síkmetszetet a rajzon. Ezek a síkok 46 ill 134 fokot zárnak be az x tengellyel. Egyébként azt nem tudom, hogy a lábak x és y irányban hány fokkal térnek ki,.
A rendeléshez olyan rajzot csináltam, ahol (egyebek mellett) a felülnézeti rajzon megadtam hogy milyen szögben és hol megy a síkmetszet, az oldalnézeti rajzon pedig csak a síkmetszetet ábrázoltam, és ezen az oldalnézeti rajzon voltak 10°-osak a lábak.
Sziasztok. Átépítve és megerősítve a 200as szalagfűrész alsó és felső vezetőjét 3 hónapja sikerrel használom. A gyári 1400/6 mmes szalag vastagsága 0,3mm. 7 fog van colonként. Egyenesebb és haladósabb vágás végett megoldás egy 10mm széles és 0,4mm szalag kevesebb foggal? Az kezelési útmutató 12mm szalagot enged. Köszönöm
Oda is szorítózhatod azt, amibe a szöget verted. Kihagyod a szorító helyét és kész. Utánna teszel máshova szorítót, és megcsinálod a kihagyott részt. Nem kell ragasztóval bohóckodni.
Vagy egyszerűen nem is "körzővel" csinálod, hanem egy sablonnal, csapágyas maróval. A szorítót ekkor is kell léptetni.
Ha nem szegelheted a közepét, akkor csinálj egy szegezett darabot vékony rétegeltből, és arra ragaszd rá a munkadarabot kétoldalassal, vagy ragassz rá csiszolóvásznat, és az megtartja annyira, hogy ne mozduljon el. Csak arra kell vigyázni, hogy megmunkálás közben ne mozduljon el. Vagyis csinálsz alá egy forgózsámolyt.
Kell egy alátét lemez (mdf, rétegelt, bútorlap, akarmi), azt átfúrod, hogy forogni tudjon. Erre kétoldalú ragasztó, arra a munkadarab. Nem kell átfúrni semmi lényegest.
nekem egy dewalt merülőfűrész csinált ilyet, a szervízben azt mondták rendben van, persze nem volt. megint visszaküldtem, másfél hónap tanakodás után azt mondták,hogy gyári hibás és cserélik... 2 hónapot vártam az új gépre, mert Angliából rendelték... vettem helyette egy Makit
Amúgy nekem is dw7485 van, bár én a szerencsések közé tartozok, mert működik rendesen.
Ez a trükk minden anyagleválasztó eszközre jó (láttam már körfűrészre is meg maróra is). Nekem is van egy ilyen feladat, csak a közepét nem cseszhetem szét egy szeggel ... meg semmivel.
Azt a tanácsot kaptam Hobbiasztalostól, hogy inkább 2 fokozatú legyen, az erősebb végvákuum miatt. Lehet, hogy egy kisebb is elég lett volna, de nem volt jelentős árkülönbség.
A feltüntetett 100K-s ár (illetve az összes többi terméké) sokat szelidűl, ha regisztrál az ember. Nem is értem, miért jó ez az elrettentős hozzáállás.
Azért nem olyan vészes a dolog. A nagyját ki lehet nyomni kézzel néhány simítással, ha csak nem valami alaktalan. Aztán egy hagyományos porszívóval is ki lehet kapni azt az 50 liter levegőt, a vákuum fenntartását meg rá lehet bízni a kis kompresszorra.
20centis cuccot leszorítózol. A vákuum akkor merül fel, ha nagy a felület. És akkor a zsákban lesz mondjuk 50liter levegő, amit ki kell szedni. És a 12liter per percet tudó hűtőcuccal az percek. Miközben a gyanta köt.
Ez elegendő, de olcsóbban is lehet kapni és neki nincs szüksége sem azokra a csövekre, sem a dupla mérőórára.
A 24 órában folyamatosan megy azzal nem a fogyasztás a gond, hanem hogy ezeket a szivattyúkat nem többórás használatra tervezték, melegedni fog és tönkremegy.
Az a vákuumzsák amit linkeltél egy többször használatos cucc és már minden benne van a szivattyútól kezdve az átvezetőig meg a nyomásmérőig tényleg minden.
Neked otthoni dolgokhoz elegendő:
- egy kicsi szivattyú 60-100 dollár/db (1 db)
- vákuumfólia 400 /m2 (a szükséges méretben alul/felül kell)
- letépőszövet 1200 /m2 (a szükséges méret csak felül)
- vlies 600/m2 (a szükséges méret csak felül)
- vákumragasztó szalag 2200/15m
- infúziós talp 510 /db (1 db)
- vákuumzáró szelep 400/db (2 db)
- T csatlakozó 120/db (1 db)
- vákumcső 250/m (igény szerint)
- formaleválasztó 5200-25000 igény és anyag szerint....
Fentiek a mimimumlista ettől csak felfelé mehet az ár. :P
50l/perc, olyan sok levegő nem lehet egy ilyen szütyőben hogy Gurunak ne lenne elég (nyitott) ideje kiszippantani a levegőt. És mivel faragasztó (?) , az a nyomásszabályozás sem annyira lényeges mint ami E30 írt a műgyantánál.
Nem kell olyan nagyon gyorsan. A nagy kunszt a vákuum fenntartása, nem az előállítása. Mondjuk 24 óra alatt köt meg a laminátum, és 40 perc a nyitott idő. Ha 30 percbe telik neked a hordozó átitatása a műgyantával akkor is minimum 10 perced van hogy kiszívd a levegőt ( de tapasztalat szerint inkább másfél órád, mert 40 percnél még csak kocsonyásodni kezd. Viszont olyanra kell csinálni, hogy semmit se eresszen vissza 24 óra alatt.
A rövid ideig tartó rögzítéshez (vákuumasztal) amúgy inkább egy combosabb porszívóval érdemes megszívni mint vákuumszivattyúval. Az is elegendő ha nagy a felület amit ott kell tartani
Ragasztashoz valahogy a nyomasszabalyzast is meg kell oldani. Regen vakumoztam hutogepmotorral mugyantat, azt siman elforralta szobahomersekleten, ha tul sokaig szivattam. Egyebkent nagyon kicsi a legszallitasa, nehany deciliternyi terfogatot lehet vele ertelmesen vakumozni.
De egyiken sem használnak vmi iszonyú nagy ipari cumót a kiszíváshoz. Jó, nyilváén nem is 10m2-t laminálnak. De ő is a fenti linken, meg pl ő is (csak épp a demóban likaa a zsákja, úgy nehéz) elérhető 14-15 lbs/inch2 (azzal a motorral) elérhető nyomásról beszélnek, amire asszonjdák hogy több mint elég ilyen feladatra.
Viszont a vákumzsák .. gondolom az se mindegy milyen, lehet a teszkósszatyrok összeragasztása nem elég. Hát keresgéltem, itt azért kicsit leesett az állam :D
De lehet lamináláshoz elég lenne valami szolidabb is, ezért lenne jó Repítő vagy vki aki tényleg foglalkozik is ilyennel, mert fejben lehet rosszul dugunk (vagy én majdnem biztosan).
ja most olvasom el rendesen, hogy neked pont az a tapasztalat kell ami Repítőnek van, és a rögzítésre szánt vákumasztal az nem jó. Akkor duplán írj rá :)
A kérdés hogy az a vákumgeneráló bizgenytű az hogyan állítható elő házilag, vagy ha azt venni kell akkor hogyé. De az asztal maga az "filléres" munka, és nem is bonyolult. Az most mellékes szál, hogy azt is CNC-vel állította elő, de neked van jó maród és asztalod, már csak egy (kettő) megfelelő méretű félkörmaró kell hozzá (az a CNC-hez is kellett).
Repítő a nagy tudora ennek (többek között), munkahelyén is vákumoznak - mondjuk ők "csak" vákumfóliáznak/préselnek talán, csak ritkán olvas fórumot. Sztem írj rá, biztos készséggel válaszol.
Gondolkodom azon, hogy jó lenne egy kis méretű vákumasztal furnérozáshoz, svartnizáshoz. Van esetleg valakinek ilyen? Lehet ilyet venni/csinálni nem túl drágán?
OK, már megelőztek. :-) Így jár az, aki 2 napig nem olvassa a fórumot, aztán mikor bepótolja, rögtön válaszol egy postra, amiről aztán percek múlva kiderül, hogy már rég kitárgyalták a kérdést. Igyekszem tanulni ebből a hibámból (is).
Köszi a tippeket. Ezzel a körberajzolós módszerrel csinálom majd, ez jóval egyszerűbbnek és jobbnak tűnik az én verziómnál.
Egyébként a CNC-s cég szó nélkül vállalta a ferde furatot ( ez 10°-kal tér el a függőlegestől). És ferde marást is vállaltak, ezt a háttámla miatt kértem ( talán háttámla is kerül rá, de időhiány miatt biztos h csak később ). Egy kis adat: a 40mm-es anyagvastagság + "átmenő marás" kombónál 20mm-es maró volt a minimális szerszám méret.
Ha kész a szék, a munkaasztalra állítva, alátétekkel vízszintesre állítod az ülőlapot. Fogsz egy ceruzát, ami alá raksz egy kis lécet, és az asztalra fektetve körülrajzolod a lábakat, aztán a vonalnál levágod.
A lábakat 35 mm-re esztergáltatnám, szorulósra. A fa él, mozog, a mi reggel passzentos az estére lötyöghet, vagy fordítva. A szoros meg lehet csiszolni az összeépítésnél. Minden lábat ékeltem is, ez feszessé teszi a kötést, ha illesztési probléma van, azon is segít.
Kösz a választ . Magyarázatként a választott méretekhez: láb az eredeti méret, az ülőlapot pedig kicsit vastagabbra vettem mint amilyen az eredeti volt, hogy biztos jó legyen. Ezt már vszeg így hagyom , mert így kértem ajánlatot a CNC-re.
A második dologgal kapcsolatban pedig:
"Milyen átmérőjűre érdemes ezsztergáltatni a lábak végét, hogy ne szoruljon, de ne is kotyogjon a láb?"
Itt azt akartam kérdezni hogy milyenre érdemes kérnem a lábat: a 35-ös ülőlapi lyukátmérőhöz a lábon....
a) 35-ös esztergált átmérőt kérjek és csiszoljam meg kicsit ( már ha kell)
b) 34.5-et kérjek
c) még kisebbet ? ( de mekkorát?)
Ill volt egy korábbi kérdés a széttartásról: A széttartás úgy terveztem megoldani:
1) a talp oldalon lefűrészelem a lábat a megfelelő szögben: ( módszer: számítógéppel vagy kézzel kiszerkesztem egy öntapadós papírra, hogy kb mit kéne levágni - azaz hogy hogyan néz ki egy 10°os síkkal elmetszett, adott sugarú henger palástja "kiterítve" - ez át tudom rajzolnia lábra és így le tudom vágni a láb végét a megfelelő szögben.
2) a láb ülőlapi végén: Itt az esztergált részt kéne 10ban "bővíteni". Ezt nehéz ügy. Vagy nem oldom meg ( az edredeti darabon így van), vagy befűrészelés + véső + csiszolás kombóval megpróbálkozok. Az előbb leírt matricázás szerintem itt is segíthet. De van még egy probléma: az hogy a két fűrészelési síknak párhuzamosnak kéne lennie. Hogy ez hogy oldható meg, azon még gondolkodnom kell...
Ha a láb válla 35mm, onnan mindegy, hogy mennyivel vastagabb a láb többi része a leggyengébb pont a 35mm-es váll. Ami szerintem már magában is túlméretezett. Ahogy 40mm-es ülőlap is.
"Milyen átmérőjűre érdemes ezsztergáltatni a lábak végét, hogy ne szoruljon, de ne is kotyogjon a láb:"
Miért baj ha szorul? Persze csak annyira, hogy bele lehessen ütni.
Lehet hogy ez "ágyúval verébre", de nekem ilyenem van, pár éve vettem. Volt hogy égettem vele fát, edzettem vele vésőnek valót de volt hogy cigire gyújtottam vele :) Még sosem sziszegett vissza. De annyira nem olcsó, viszont ha jól tudom "etalonnak" számít (?) a területén:
Kis segítséget kérnék tőletek, mert nincs még semmi tapasztalatom a fával való munkában. A helyzet a következő:
Házilag utángyártok egy sámlit: az ülőlap 40mm vastag táblásított fenyő, rajta 4db d1=35mm átmérőjű lyuk fúrva a lábaknak (CNC-vel fogom legyártatni ). A lábak d2~=45mm es rudak lesznek, az egyik vége mindegyiknek le lesz esztergálva, hogy beleférjen az ülőlapon vágott lyukakba. A ülőlap az esztergálás során kialakított vállakra fog "felülni", de a lábakat be is fogom ragasztani.
Kérdéseim az alábbiak:
1) Milyen átmérőjűre érdemes ezsztergáltatni a lábak végét, hogy ne szoruljon, de ne is kotyogjon a láb: legyen ugyanakkora, mint a lyuk az ülőlapon ( azaz d2=d1=35mm) vagy legyen kicsit kisebb a lyuknál ? Utóbbi esetben mennyivel legyen kisebb?
2) A lábakkal kapcsolatban: A jelenlegi terv: d = 45mm átmérő, fenyőből ( NEM táblásított, hanem vmi hagyomásnyos rúd) Szerintetek elég strapabíróak ? / Jobb lenne keményfából? / Vastagabb kéne ? Létezik vmi ökölszabály ezzel kapcsolatban ? ( plusz infóehhez : A lábak nem teljesen függőlegesek, hanem 80° "meredekek", a rendszeres max terhelés : ~100kg )













 Így lenne, vagy lehet két oldalt. Majd még meglátom. (Egy lábbal kisebbnek érzem a hibázás lehetőségét.)
Így lenne, vagy lehet két oldalt. Majd még meglátom. (Egy lábbal kisebbnek érzem a hibázás lehetőségét.)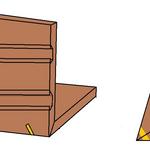










{kind=link}