A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
Igen, igy sikerult megoldani vegul, a Guszti videoja sokat segitett megerteni mit is kene csinalni. Az MPP gaz nem volt eleg meleg, igy keresztben huztam egy-egy bo varratot nagyjabol 20 centinkent ugy hogy le volt az egesz terhelve ket cementes zsakkal. Teljesen jol kiegyenesedett.
A koszorules tovabb tartott, de meg nem panaszkodtak a szomszedok.
Szuper, kiprobalom bar csak MPPm van, acetylen nincs. Ha nem megy, talan megprobalok hegeszteni a tuloldalra varratokat a keretre merolegesen terheles alatt, aztan majd lekoszorulom a vegen ha sikba kerult az asztal lapja
Mindig van elhúzás, deformáció a hegesztések során ezzel számolni kell és nem tehetsz ellene. Az anyag, a fizika a hő büntet. Ez ellen többféleként tehetsz. Vagy eleve úgy állítod az anyagot hogy beleszámítod a hővetemedést, vagy később, szintén hővel kikorrigálod.
Hasonlóba belefutottam én is (későn okos az ember). Eleve a két (a képen az alsó) zártszelvény közé illett volna odavarrni az anyagot, akkor minimális lett volna a deformáció. De nem veszett fejsze nyele, pár varrat a másik oldalára és jó eséllyel kirúgja magát az asztal egyenesbe. Írom ezt laikusként. A kecskéhez az utánfutót egészen jól meg sikerült emigyen reparálnom - utána már befért a kerék a helyére...
Oké értem utána olvastam bele van töltve a bevonat hegesztőhuzalba azok pótolják a különböző ötvözetek pótláshoz szolgáló anyagok és a felszabaduló gáz védi az oxidációtól a varratott. Szóval olyasmi mint MMA elektróda csak hosszabb és dobra van tekerve.
Az az érdekes,hogy az utóbbi időben annyira megszoktam a bázikust,hogy tegnap alig tudtam hegeszteni függő gyököt a rutilossal.. :-D mondjuk kényszerűségből volt mert elfogyott a gyakszin a bázikus pálca.. :-D
Sok örökségünk egyben ökörség is a jelenlegi ismereteink szerint, de mégiscsak ragaszkodik hozzá sok-sok ember.
Ez az elektronáramlás mizéria nemcsak a hegesztésnél kavar be, hanem pl. a félvezetők működési elvének a megértésében is... Ha már default úgy indítanák az oktatást, hogy gyerekek, ez itt elektrontöbblettel bír, emez meg nem annyira, és akkor az elektronok által hordozott energiamennyiség erre fog áramolni, akkor nem lenne ekkora katyvasz szinte mindenhol. Mert ugye egyenáram esetén is az elektronok áramlása olyan pár kilométer óránként, a váltakozó feszültség meg még szebb dolog ezen téren. Mert valójában az elektromos ívben sem az elektronok vándorolnak, hanem az általuk hordozott energia - ami hegesztés esetében magával hurcibássza a töltött részecskéket is (mondjuk az elektronjaitól megfosztott fématomokat).
Bár ez az egész úgy jelenik meg a gyakorlatban, mint az ejtőernyőzésnél: így tartsad, így ne csináld és kész, majd rájössz.
Amit említesz, az áramirányra vonatkozó hagyomány, valójában egy tudománytörténeti örökség: amikor még ármavezető folyadékokkal (elektrolitokkal) kísérleteztek, az áramirányt a pozitív töltésű ionok vándorálsi iránya alapján határozták meg. Ekkor még nem tudták, hogy a fémekben negatív töltésű elektronok vándorolnak (még az elektron létezéséről sem tudtak), és hogy a későbbiekben ez lesz a gyakorlati jelentőséggel bíró áramirány.
Mára tehát az alábbi helyzet állt elő:
"Megállapodás szerint az elektromos áramlás iránya a pozitív töltéshordozók (valóságos vagy elképzelt) áramlásának irányával egyezik meg. Az áram irányának ez a hagyományos értelmezése a legtöbb vezetőben (pl. fémekben) ellentmond a valóságnak, mivel azokban a negatív töltéshordozók (az elektronok) áramlanak."
Van tehát egy megállapodás szerinti és egy valós áramirány.
A számítások során a tudomány megmaradt a megállapodás szerinti áramirány használatánál (ld. például áramköri rajzoknál a feltüntetett áramirány a pozitív pólustóltól a negatív felé mutat), mert már arra volt felépítve az egész eszközkészlet, és a legtöbb alkalmazásban mindegy is, pontosan hogyan folyik az áram. A hegesztésnél azonban nem! Itt alapvető fontosságú, hogy ténylegesen merről merre áramlanak az elektronok, emiatt itt a valós áramiránnyal kell dolgozni.
Hegesztésben tehát, amikor egyenes polaritásról beszélünk, akkor azt értjük alatta, hogy az elektronok a munkakábelről folynak a testkábel felé (ez tehát valós áramirány), fordított polaritás esetén pedig a testkábel felől a munkakábel felé. (Következésképp egyenes polaritás esetén a munkadarab, fordított polaritás esetén az elektróda melegszik jobban. Ezért van - ahogy a többiek is írták -, hogy fordított polaritás esetén a volfrám elektróda elolvadhat.)
MMA-nál leggyakrabban egyenes polaritással (negatív pólusról) szoktak dolgozni, mert az általánosan használat elektródák rutilosak, amit egyenes polaritásról jobb hegeszteni (bár fordítottról is lehet, valamivel nagyobb árammal). A bázikus elektródákat viszont kifejezetten fordított polaritással (pozitív pólusról) kell hegeszteni. (Rozsdamentes pálcák is bázikus bevonatúak.) Az én gépemen mindig a pozitív póluson van a munkakábel, hogy ne kelljen cserélgetnem, ha néha bázikussal hegesztek (a rutilosnak meg úgyis mindegy).
AWI-nál általában a negatívra kell rakni a munkakábelt, ahogy írtátok. Alut elvileg lehet hegeszteni nem csak váltóárammal, hanem egyenáram pozitív pólusról is, hiszen az oxidréteget akkor is feltöri a munkadarab felől érkező elektronáram pont úgy, mint a váltakozó áram egyik félperiódusában. Ezt mondjuk sosem próbáltam. Gondolom nem olyan jó, mert nem ez az elterjedt gyakorlat, hanem a váltó. Nyilván vastagabb volfrám kell hozzá.
MMA-nál van úgy,hogy a negativ a munkakábelba jöhet,de ez csak a Fox cel esetén. A rutilos pálcákat is el lehet égetni igy,de ezek jobban szeretik a pozitiv kijövet-munkakábel funkciót.
Oké értem utána olvastam bele van töltve a bevonat hegesztőhuzalba azok pótolják a különböző ötvözetek pótláshoz szolgáló anyagok és a felszabaduló gáz védi az oxidációtól a varratott. Szóval olyasmi mint MMA elektróda csak hosszabb és dobra van tekerve.
Elismerem teljesen igazad van, bár porbeles elektródával még sosem dolgoztam, és igaz MMA-nál én mindig pozitívot használtam munkakábelnek, de különösebben ez nem befolyásolta a hegesztésemet, sőt ha ív élhúzásom van akkor polaritást szoktam cserélni! De köszönöm a Építőjellegű hozászolásodat!
Az alunál tudom, hogy miért kell váltakozófeszültség - feltörni az oxidréteget (ilyet még nem hegesztettem, csak itt írtak róla az olvtársak).
Amennyi fajta elektródával eddig acélt hegesztettem (kettő fajta, normál acélhoz), csak egypár esetben 'kellett' fordítva használni az elektródákat, akkor is csak a gyufaszálnyi anyag miatt (az odaragasztás volt a cél, nem pedig az elpárologtatás).
Szia! Teljes mértékben igazad van az elektronok negatívból a pozitív felé halad, az az igazság hogy ezt tudtam is , de mivel gyakorlatban MMA - MIG mindig negatív volt a testkábel pozitív a munkakábel, ezért rutinból így csatlakoztattam a Awi gépet is. ÉS amikor refse2 beírta hogy negatív a munka kábel akkor esetleg, hogy ott rontottam el. De ez ma kifog derülni mert újra megpróbálom fordított polaritással is. Viszont nagyon közömön a hozzászólásod
Sajnos vannak olyan hagyományok, amik inkább károsak mindenre, minthogy hasznosak lennének. Így van ez az elektromos áram esetében is. Legfőképpen az elektronok áramlását kell szem előtt tartani (pláne hegesztés esetében), amelyek a közhiedelemmel ellentétben nem a pozitív pólustól vándorolnak a negatív felé - bár alapesetben ezt sulykolják bele az emberbe az iskolálkba, pedig pont fordítva van. Lehetne ezt fejtegetni (gázok ionizációs állapota, plazma, ionáramlás, s egyéb technoblabla), de a lényege az, hogy ha rossz irányba megy a delej, akkor az elektródát fogja nagyobb (sőt úgy tűnik, hogy esetedben túl nagy) hőterhelés érni, nem a hegesztendő anyagot (de van olyan kényszerhelyzet, amikor inkább ez utóbbi kívánatos, de az más cég) - s ez a lényeg. Szvsz.
Köszönöm ! Holnap megpróbálom és referálok róla hogy sikerült! Sejtetem hogy valami beállítás rontottam el, de mivel most próbálom először elnézhető a bénázásom Köszi
Szia ! Köszönöm a segítő írást ! Tény és való a polaritás lesz a hunyó mert mma és mig hegesztést már csináltam viszont awit most kezdtem. gáz elő és utó áramlást 2 mp állítottam, gáz 18l re állítottam. Elektródát meg minden félelállásban próbáltam! De még egyszer köszönöm a építőjelegű hozászolásodat
Szia ! Hát nem éppen úgy volt hanem pont fordítva :) negatívon test kábel, pozitivon a munka kábel . Lehet hogy ez volt a hiba ? Bár próbáltam váltó árammal is !? De köszönöm a tippet!
Szia ! Kezdő vagyok de nem hülye ! Persze hogy használtam argont 18 ig feltekertem és megnézetem a gázterelő porcelánnál jött a gáz. Nem voltszél mert műhelyben próbáltam.
Hát én mondjuk egyedül próbálkoztam vele, de sec percalat eléget a wolfram szál pedig csak hernyó-varratott akartan húzni! Párszor még meg próbáltam de rájöttem okosabb ember kel ide aki elmagyarázza
Szerintem igen, de azzal nem leszel előrébb. Viszont érzésre könnyebb, mint az MMA (MIG-et még nem próbáltam). Nálam beállította a mester a parának a méterét (feszültség, áramerősség, gáz, pulzusszélesség meg ilyesmik) és azt mondta, hogy csináld. Nem nehezebb mint a forrasztás, csak izé... Pont a beállítás a sarkalatos pont, azt meg ugyan meg nem tanulható egy-két perc alatt - meg kell érte küzdni (hasonlóan az MMA-hoz). Szvsz.
Szerintem jó hozzászólás volt. Hobbistaként nem nagyon foglalkozom a költséggel és hát nem is áll rendelkezésre az összes technológia, de azért tanulságos volt a magyarázat.
Felőlem megpróbálhatod még egyszerűbben de ugyanakkor közérthetőbben is elmagyarázni a laikusoknak, hogy miért nincs egyszerű, ugyanakkor univerzális válasz arra a kérdésre, hogy "mi az olcsóbb: a CO, vagy a Corgon?".
"Van egy kérdésem : Szerintetek melyik az olcsób : Co2,vagy a corgon ?"
Ez egy komplex kérdés.
A gyártási folyamat költségének ugyanis nem az egyetlen (és főleg: nem a fő!) meghatározó eleme a védőgáz. Tehát így rávágni a jó választ akkor is lehetetlen, ha tűpontosan tudjuk a gáz/áramköltségeket.
Egyszerű kis példák:
1.
Két teljesen szokvány méretű és vastagságú vasdarab oldhatatlan kötése.
Szilárdsági követelmény: nincs.
Esztétikai követelmény: nincs.
Szükséges varrathossz: 5 cm.
Helyszín: külső.
Utómunkálat: salakolás. (munkaideje: 1 perc)
Valószínűleg legolcsóbb hegesztési technológia: MMA.
2.
Mint fent, de:
Helyszín: műhely.
Utómunkálat: nincs.
Valószínűleg legolcsóbb hegesztési technológia: MIG (CO).
Valószínűleg legolcsóbb hegesztési technológia: MIG (Corgon).
5. mint 4, de:
Esztétikai követelmény: magas
Utómunkálat: nincs.
Valószínűleg legolcsóbb hegesztési technológia: TIG
Szóval arra akartam kihozni a dolgot, hogy a költséghatékony hegesztés nem kezdődik és fejeződik be a gázkiválasztással. Egyszerűen azért, mert van olyan helyzet, ahol nem is kell gáz! Ott minek használjunk két-háromszázezres MIG-gépeket (pláne drága gázzal), ha elég a 30K-s "ezeréves" hetra trafó is egy darab pálcával?
Ahol viszont komolyabbak a követelmények, oda nem használhatunk sima CO-t. Mert fröcsköl, mert sokat kell visszaköszörülni, vagy épp nem is lehet, mert érzékeny a felület - mert túl drága lenne az utómunkálat költsége. Oda jön a Corgon, vagy akár az AWI. És akkor még ez nem is a teljes kép.
Mindent összevetve: a feladatra jól kiválasztott minőségű hegesztési technológia az olcsóbb.
Ebben nincs tapasztalatom, nem hegesztek CO2-vel/Corgonnal. Viszont azoktól, akik használják, én is azt hallottam, hogy a Corgon jobb - bár egyik sem mondta, hogy az áramhasználatot kimérte volna :). Szerintem se lehet túl sokat ezeken spórolni a hegesztés során, az talán mérvadóbb, hogy melyikkel könnyebb/szebb a hegesztés, meg mennyi a palackár. Bár lehet mindenféle összehasonlító elemzéseket olvasni a különféle gázok költségcsökkentő hatásairól, szerintem ezek csak nagyüzemben, meg gépesített hegesztésnél domborodnak ki. (Ha oxigént is adsz hozzá, arról el tudom képzelni, hogy az oxidálással bevitt többlethő miatt kisebb árammal lehet ugyanúgy hegeszteni.) Ha kipróbáltad, és érezted, hogy kevesebb amperrel kellett dolgozni ugyanahhoz az eredményhez, akkor azon nincs mit vitázni, elhiszem neked.
Kínai analóg gépeim rendbetételéhez keresnék szerelőmestert! Olyat akinek nem abból áll a szerelés ,hogy kiporolja a gépet. Jó volna ha a mester beletudna nyúlni a panelba és tudja is ,hogy miért éppen oda és azt az alkatrészt teszi bele a gépbe ami oda való nyákfelégetés nélkül! Egyszóval javítás után a gép jobb lesz és nem rosszabb! Panelcserélős szerelőket ismerek sőt Én magam is kitudom cserélni a paneleket. Gyárilag nem jól működő vezérlése van a gépnek pl 2T-ben nincs áramlefutás,4T-ben a start áram beleszól a bázis áramba ,holott nem szabadna neki. Ilyen és hasonló hibák megoldásához keresem az emberem. Ha tudtok valakit aki tényleg tud vagy netán magadra ismersz akkor írj!
"(Én sokat szívtam vele, mire rájöttem, hogy az mi Syriusunknál ha egyszer megállok a hegesztéssel, akkor ezt a túlnyúlást szigorúan le kell harkályolni róla, mert máskülönben sosem fog újra ívet, valszeg a VRD és/vagy a gyenge HF-es gyújtás miatt.)"
Mint nemrég kiderült, a VRD nevű védelem volt a ludas: amióta kikapcsoltam, egyáltalán nem gond az ívgyújtás. Háromnegyed éve szoptunk a dologgal, mert sosem volt még inverteres hegesztőnk és nem triviális a dolog: Syrius stick 161D-nél MMA üzemmódban a Function-nevű (egyetlen) gombot kell HOSSZAN nyomva tartani. Arra kapcsolja be/ki a VRD-t.
Kössz a számitásod. Ha 4616 esab 2.5-hez hasonlitom,kb azonos a költség,co2 gáz esetén meg a mig mód vezet. Az mma,és mig munka időigénye,egyértelmű,hogy a mig teknológia a kedvezőb.
Tény, hogy a corgon drágább, mint a CO-2, de nem megfizethetetlen. Otthoni felhasználóként ebben az évben elég sokat hegesztettem magamnak. Elhasználtam egy 5kg-os huzalt, amit 3200 Ft-ért vettem, hozzá a 4,7 m3-es 200 Bar-os palackból 60 Bar-t. A palack töltet 12000 Ft volt. Mindent elnagyolva is 18400 Ft-ért el tudok hegeszteni 10 kg huzalt. Most az idei sok hegesztés után, ennek felét számolom, tehát gázzal, huzallal együtt elment 9200Ft. Ezt 5kg elhegesztett huzalra számoltam. Egy évre levetítve ez az összeg szinte elhanyagolható. Ehhez képest egy 5kg-os porbeles huzal 18-20 ezer forint, tehát a duplája. Hála Istennek, hogy corgon palackot vettem a hegesztéshez, most sem vennék mást, még akkor sem, ha azt az évi 5kg huzalt olcsóbban tudnám elhegeszteni.
Majd írd meg légyszíves, hogy mennyiért javították a gépet.
Franc egye meg,holnap tesztelhetem az iweld szervízét,behalt a 195ös alufluxom.Hegesztés inditásakor lehallt,azt hittem a kisautomatát nyomta le,a venti sem ment.Pár perc után elindult de egy óra mulva megint leállt és azóta se kép se hang.Pedig kis áramon ment,jó lenne rögtön meg tudnák javítani.
A corgon meg nagyságrendekkel drágább mint a sima co.Egy co palackkal sokszor (érzésből sacc/kb min 7x szeintem) annyit el lehet hegeszteni mint egy corgonnal,a co az folyékony halmazállapotu a palackban,a corgon meg gáznemű.Az áramigény csökkenése eltörpül mellette. De tény hogy sokkal szebbet lehet vele hegeszteni.
Én is épp arra gondoltam, hogy megpróbálom a céges géppel (IWeld Gorilla Superpulse 200).
A videót látva nem tűnik lehetetlennek a dolog, mert úgy tűnik, hogy csak alacsony frekvencia kell hozzá és szűk kitöltési tényező.
Az SP esetében 0.5 Hz-ig lehet elmenni, ami max. két másodperces impulzusközöket jelent, a kitöltést meg le lehet vinni 0.15-ig. Ezzel két másodpercenként lehet elsütni egy 0.3 másodperces impulzust, vagy egy másodpercenként egy 15 századmásodperces "szikrát" (ami már erősen hasonlít a videóban látotthoz).
Általában azt mondják,hogy a régi dolgok a jó dolgok,vagy eszközök.
Jó rég óta hegesztek Co2 gázzal,de mégis azt állitom,hogy a corgon jobb. Szerintem a szénsav olcsób,de ez esetben az áram kerül többe,mert szerintem nagyob áramot igényel a hálózatból. Szénsav minimális mértékben hűti a varratot. Hogy a corgon valójában miért jobb,nemtudom,de drágáb,de ha a hálózat áramára gondolok,nos ebből keveseb kell. Egy biztos,a gépem potijai lényeges eltérési állásban állnak egyik-egyik gáz esetén. Sőt................nemrég a corgonomhoz 5% oxigént nyomtam,ami még keveseb hálózati áramot igényel.
Van egy kérdésem : Szerintetek melyik az olcsób : Co2,vagy a corgon ?
Szeva. Valamelyik joutube videóban láttam egy awi módú hegesztést. Az iv rövig időre villan fel,és ponthegesztéshez hasolnló olvasztást csinált. Ezt egymásután végezte,igy szép pikkelyes a varrat. Vékony anyag volt,sőt kb 3mm-es huzalt is egymásmellé hegesztett. Láttál e már ilyet,és milyen gép kell hozzá? Szerintem nem sima DC awi volt.
Régen voltam már itt, gondoltam, beugrok megnézni, mi újság a fórumon :). Örömmel látom, hogy sok régi ismerős írogat még most is. Remélem mindenkivel minden oké! Üdv az újaknak is!
Ar vs. C18:
Jó kis összehasonlító hegesztés, tanulságos!
Egy pár látható dolgot össze tudok kötni az elmélettel. A védőgáz aktív komponensének, a szén-dioxidnak, ahhoz, hogy elektromosan vezetőképes atmoszférát tudjon kialakítani (ionizálódhasson), előbb szét kell bomlania (disszociáció), amihez többletenergia szükséges. Ez a többletenergia az elektromos mezőből származik, és a későbbi újraegyesülések (rekombinációk) során hőenergia formájában felszabadul. Ezen kívül a szén-dioxid (az oxigénhez hasonlóan) oxidáló hatású, ami további hőt szabadít fel. Harmadrészt a szén-dioxid hővezetőképessége jóval nagyobb az argonénál, márpedig az ív hőjét a védőgáz jelentős mértékben szállítja a hegfürdőbe. Gondolom ebből a három tényezőből származik, hogy azonos beállítások esetén a C18 védőgáznál láthatóan mélyebb volt a beolvadás.
A gyufaszál alatti mederben látható anyaghiány gondolom az aktív védőgáz oxidáló hatásának eredménye, magyarán az alapanyag egy része egyszerűen kiégett.
A disszociált szén-dioxidból kiváló szén az alumíniummal nem ötvöződve annak felületén kicsapódott. (Acél hegesztésénél a szén-dioxid tartalmú védőgázból a szén részben beépül a varratfémbe, annak széntartalmát növeli.)
Köszi a kísérletet! (Persze a sok okoskodás mellett a lényeg, hogy alumíniumot nem érdemes aktív védőgázzal hegeszteni :))
Köszönöm a javaslatokat. A kocka el van vetve, már 3 oszlopot leraktam. Egyenlőre jónak tűnik. Még ki lesznek öntve betonnal majd a végén. Ha gyenge lesz, még lehet az oldalára is hegeszteni hogy nyereg szerűen üljön az alapon. De tele van minden száraz fenyő tűvel, nem szívesen hegesztek ott ha nem muszáj.
... valóban a csavarok a gyenge pont... az-az a betonkocka nem fog-e megpattanni, van-e a csavarfuratoktól legalább tíz centi a betonszélig?
A zártszelvénnyel nincs gond, mert ha nem drót, hanem súlyosabb elemek is van két oszlop közt, az nem hajlító igénybevétel. A szélnyomás sokszor a probléma...meg a szomszéd :). Az alap rögzítésen aggódnék.
Üdv mindenkinek! Kerítés oszlopot kellene gyártani, van 40x40x2 190cm zártszelvény, talpnak pedig 120x120x5 lemez hegesztve. Ezek lennének egy meglévő beton lábazatra tiplizve 4 db 7x60-as csavarral. Elég erős lesz ez egy dróthálót és esetleg neki dűlő szomszédot megtartani?
Tudna e segíteni nekem valaki OKJ hegesztő tanfolyamra készülök Kecskeméten. Két tanfolyam indul az egyik a Mátrix a másik a Gransol szervezésében.Tudtok e róluk valamit nem tudom melyiket válasszam.
Ha nem sikerül megtalálni a neked tetsző sötétedési fokozatot akkor lehet kicsit "trükközni" a hegesztés környezetének megvilágosításával besötétítésével is.
2 Db CR2032 elem kell bele, nekem is van ilyen is pajzsom. Mikor nem használom, köszörű funkcióba kapcsolom, így nem villoghat be mindenféle kóbor fényre.
(Két év nagyjából egy elem élettartama, és ha valóban világos helyen kellett volna tárolnod, akkor valószínűleg folyamatosan használta is. Főleg, ha nem kikapcsolható a pajzs.)
Üdvözlök mindenkit. Segítséget szeretnék kérni az Alfaweld WH 9801 automata pajzsommal kapcsolatban. Újabban egy-két másodperc is eltelik néha mire elsötétül.Elég sűrűn csinálja. Két éve vásároltam újan. A dobozában tároltam, eddig remekül működött. A kapott használati útmutató szerint világos helyen kell tárolni. Nemrég kölcsön adtam egy hónapra így nem tudom hogy tárolták. Az érzékenység 3/4-ig van állítva. Így használtam kezdettől fogva. Cseréljek-e elemet vagy más lehet a hiba? A segítséget előre is köszönöm!
Érdekes, amit írsz, és aktuális is lehet egy ismerősömnél.
Adott egy egész alakos bronz szobor, "akinek" a mestere a talpba hegesztett sima vas anyákat, ebbe hajtott M12-M14 menetes szárakat, a kő talapzatba ezekkel rögzítette. Most éppen pihen, felállításra várakozik, a négy vas anya közül egy lötyög, elengedte a hegesztés. Látszanak a komoly korróziós jelek. Van-e valamilyen javaslatod, esetleg tudnád-e vállalni, hogy a következő felállítás előtt szakszerűek legyenek ezek a rögzítési pontok. Helyszín Pest megye, Gödöllő környéke.
Nem tudom mi a helyzet egy közel 2M gépnél. Az enyémnél ha jól emlékszem az első impulzus frekvenciája nem állítható. De ez nem gond, hiszen ezt nem lehet érzékelni, szerintem ennek a változtatása nagy különbséget nem hoz.
Amikor normál trafós MIG géppel hegesztettem alut, azt tapasztaltam, hogy a kulcs olyan huzalelőtolás sebesség és feszültség beállítás, hogy a huzal még éppen ne érjen bele a hegfürdőbe - ellenkező esetben korom lerakódás, fröcskölések lesznek. A huzalsebesség a korlátozó tényező, ugyanis bizonyos sebesség alatt igen könnyen beég/visszaég, de a huzalsebesség pedig magával hozza a feszültséget, hogy a hozaganyag cseppfolyós halmazállapotúvá váljon mielőtt eléri a fürdőt. Így 3mm vastagság alatt nehéz volt értékelhető hegesztést csinálni normál géppel, A kezdés és a lezárás is igen nehéz volt. Egy modern gépnél a kezdeti túláram, a közbeni pulzálás, a végén lezáró áram - és hogy eleve nincs rövidzárlati áram az első indulásnál nagyon sokat jelent. Szerintem ezzel a megoldással az a gond, hogy nehéz lesz olyan munkát végezni mindig és konstans jelleggel, hogy az elfogadható és eladható legyen. Akkor inkább már AWI.
Dupla impulzusos hegesztőgépek áraihoz képest jó árban van. A lényeg, hogy nincs spoolgun és push-pull megoldás.
Nem ezzel foglalkozom, hobby hegesztő vagyok, elég sok lépcsőt végig jártam a gépekkel kapcsolatosan. Elég jó eredményeket is sikerült elérni normál MIG géppel, azonban be kellett látnom, hogy értelmesen csak impulzusos MIG géppel lehet, másképp az eredmény előre nem igazán garantálható. Még így sok esetben az AWI-t veszem elő. Amikor hosszú varratokat kell csinálni, csak akkor használom. Lehet drága a gép, de 2 hónap alatt pár munkával visszatermeli az árát.
Normál MIG gépnél a rövidzárlati áram elkerülhetetlen, és nincsennek különböző paraméterek amik beállításával befolyásolható lenne az eredmény. Ennél a gépnél amit használok, legalább 15-20 állítható paraméter van, de még így is kritikus és iszonyatosan érzékeny az alumínium a MIG beállításokra, nem úgy mint az AWI-nál. A képet amit linkeltem, azért érdekes, mert első próbálkozás volt tisztítás nélkül és hegesztés után semmivel nincsen tisztítva, alig van korom nyom stb. Ami marad Alumex oldattal + ecsettel lemosható volt. Nem kevés, de így már 5-6 hegesztőgép vásárlás után azt kell mondjam, ha vki aluzni akar, vízhűtéses AWI, és/vagy impulzus MIG. Nélküle kínlódás és szenvedés.
Sziasztok! Olyan kérdésem lenne, hogy az Iweld Pocketmig 195 Aluflux hegesztőn MIG üzemmódban tudok állítani áramerősséget és feszültséget is? Vagy az áramerősség potméter csak MMA módban használatos?
Gondoltam, ha a közeledben lakom megnézném azt a gépet. Talán segíteni is tudnék. Egy személyes találkozó a géppel, veled többet érhet több oldal véleményezésnél egy fórumban. Én Pesten lakom. Milyen távol laksz Pesttől?
Ezeken a képeken a hidegfolyás nevü jelenségre hasonló varratok vannak.Ez úgy néz ki, hogx bár a hozaganyag megömlött, de az alapanyag csak részben.Ha szeretnél fejlődni, vagy haladni, nyísd fel a varratot, keresztmetszetben mit mutat? Elvileg azt fogod látni, hogy a varrat nagyon sekélyen égett be, az alapanyagba.
Sarovarrat készitésénél, az adott vastagságú bárminemű alapanyag vizszintes hegesztésénél megfelelő áramerrőséget , 25% al magasabbra kell állitani.Azért mert sarokvarrat készítése esetén a hő három irányba halad, ez az ami meghatározza a beégéshez szükséges mélységet.Csak tanács, kéretlenül ugyan
Az a 20V majdnem sok, a sok korom gázvédelem hiányosság, kicsit több gáz némileg segít, használ még a 18mm (3/4") :-) drót hossz az áramátadó és az anyag közt és tolva. A videón a tolás húzás közti külömbség: https://www.youtube.com/watch?v=yfXlHJ40TBE
...és, ha melegítesz 200-250 fok a max , még precízebben csiszolás után, acetonos tisztítás.
Jó elektródát ajánlottak. Egyenáram szépen leolvasztja,váltó is,de ez fröcsköl,vagyis pazarló.
A 2.5mm-es áramigénye 80,90 A
Én ekevasakhoz használom,meg kotrógép kanalak éléhez. Kb duplájára nől az élettartam,főképp,ha a varrat dupla,vagyis egymástetejére rakjuk. Élezés nehézkes kézi köszörűvel,de az asztali piros korong,nehezen,de koptatja.
Ezt meg tudom erősíteni, ezt a pajzsot vízfejűekre tervezték... Konkrétan fúrtam a fejkosárra pár plusz lyukat, bár már elfelejtettem azt, hogy hányas fúrószárral. De legalább már látok benne. :)
Persze, olcsó, ütős-vágós pajzsnak nekem is ilyen van pld.
Ami nekem nem (dobozból kivéve) nem jött be, az a fejkosár, mivel a kis fejemre nem volt olyan pozíció hogy jó lett volna. (elcsíptem a műanyagot, szűkebbre szegecseltem és ennyi) A másik hogy túl magasra szabták a fej felett részt, így hátulról tud bejönni fény ami zavaró lehet + fej felettinél eshet be szikra, stb. (én mondjuk minden pajzstestre teszek egyfajta kámzsa részt bőrből, szal ez is megoldható)
Nagyon jó képe van a kazettának, de ez már ezeknél a színhű pajzsoknál alap.
Szeretném a véleményeteket és a segítségeteket kérni. Otthoni hobbi célra szeretnék vásárolni inverteres ívhegesztőt. Tényleg csak alkalmanként használnám. Az elmúlt tíz évben egy trafós gépet használtam 2.5mm-es elektródával. Köszörű állványt, samott asztalt készítettem stb.. Ötvös vagyok és néha kell valami új dolog a műhelyemben akkor megcsinálom de csak lelkes amatőrként. A lényeg hogy 30.000ft-40.000ft körül vennék egy használható és későbbiekben ha kell szervizelhető hegesztőt.
Nem várok csodát csak a sok számomra idegen márka közül mégis valami nem annyira gagyit vennék.
Egyenlőre erre gondoltam: IweldGorilla Pocketpower 170
Írnátok esetleg véleményt? Vagy tudnátok javasolni egy elfogadható márkát?
A következő probléma kapcsán kérném a hozzáértők tanácsát: van spéci kiscsákányom néhány, amit bányászkodásra használok. Sajnos a hegye lényegesen gyorsabban kopik, mint a lapátos része. Gondoltam valami jófajta ütés- és kopásálló anyaggal fel lehetne rakni a hegyét oldalról is és visszanyerni így az eredeti hosszát és átmérőjét is... Én az ESAB OK 84.78 elektródát néztem ki erre a célra, hegesztős bolt szerint is ez alkalmas rá. Kérdés, mivel lehetne ezt felrakni és mire kéne odafigyelni? Nem én csinálnám, hanem hegesztéshez értő ember, de ilyet még Ő sem csinált.
Ahol dolgozom, ott hegesztenek bronz szobrokat. Általában a mig-mag hegesztővel össze pontozzák és awi-val hegesztik végig. Persze a szilíciumos öntvényt más pálcával hegesztik. Awi-val nagyon szépen lehet hegeszteni a bronzot.
Egyébként nagyon gusztustalan, én szivattyúházakat hegesztettem vele, a sorokat is drótkefézni kell mert nagyon kormos, nekem fémmérgezésem lett kb. egy hónap után pedig volt frisslevegős pajzs, csak zárt térben volt minden.
Én, Alu-bronzzal, nem árt bordázott görgő, de én rendes görgőkkel szoptam, corgon-gáz, áramátadó meg olyat kell venni ami aluhoz van, az valamivel nagyobb a furattal rendelkezik és nem tapad be a huzal, teflonos spirál. Nagyon tiszta felület kell neki és ha van rá mód impulzzal hegessz. Ja és nem árt egy jó féle frisslevegős pajzs, ha sokat hegesztesz ilyen anyaggal.
"c5 vagy tiszta argon hivatalosan. Ennek ellenére van a c18-al csinálja, és működik, de nem az a szabályos és nem garantált a siker."
:)
Most akkor mondjam azt, hogy - hozzáértés-hiányból kifolyólag - nálunk nem cicóztunk ilyen argonokkal, ha rozsdamentest kell hegeszteni? Drótot AZT cseréltünk, de ennyi!
Ment az sima CO-val is. (Jó, a varrat az nem lett valami tetszetős, de mivel úgyis "szintre" csiszoltuk, hát látszani nem látszott rajta végül semmi).
Sziasztok egy kérdésem lenne fogyóssal mikor rozsdamentest hegesztenek oda milyen védőgáz megy corgon c18 megfelel ugye? Köszönöm a segítséget előre is.
Nyilván ezredik ilyen kérdés, de jelenleg melyik az a minimál áras, de még jól használható porbeles gép, ami CO2-vel is megy. Tehát mindkét variációt tudja.
ARC inverteres, bevont elektródás mellé lenne másodgép.
Felhasználási célja évente 1-2 alkalommal autó karosszériát bűvölni kezdő amatőr szinten.
Szempont még, hogy hazai legyen itthoni garanciával, tehát külföldi rendelés kizárva. Esetleg használt is szóba jöhet.
Vagyis ha szorul a pisztolykapcsolód,nemáll meg az előtolás,és ezért jön a huzal. Ha a mágneskapcsoló beragad,a hegesztőáram bekapcsolva marad,ezért fog ivet,de ez csak egy villanás,mert huzal meg nemjön több.
A 4 T funkció viszont elképzelhető,de valamit nemértek.Szerintem inkább a ponthegesztésed van aktiválva. Ez úgytudom,hogy úgy működik,hogy egy pisztolykapcsolás esetén,bizonyos időtartamig hegeszt,és megáll magától azon időn belül,amire beállitottad.
"Az, hogy a gomb elengedésekor tol még 1-2 cm-t a gép, nem lehet a visszaégésgátló (burn back) funkció?"
A gépe nem tudja a visszaégésgátló funkciót.
Ez a 4T üzemmód lesz. Olyankor a pisztoly gombjának sima megnyomására (nyomvatartás nélkül!) a beállított ideig (vagy akár a következő gombnyomásig) automatikusan működik a gép.
Arra jó, hogy pontosabban lehet vele szakaszolni, illetve hosszú varrat húzásánál nem kell folyamatosan nyomva tartani a gombot, csak húzni a pisztolyt.
A segítségeteket kérem. Egy Centroweld Ecomig 175 ( http://www.centrotool.hu/images/products/big/10964.jpg ) gép számomra hibának tűnő dolgot produkál. A jelenség az, hogy amikor megállok a hegesztéssel, s felemelem, akkor (mindegy, CO, vagy porbeles) akár varrat, akár csak egy pötty, mindegy, azt csinálja, hogy egyrészt tol még vagy két centit, de ami még bosszantóbb, ha visszateszem, hogy folytassam, pl. egy újabb heft, vagy varrat indítás, akkor felvillan, leolvad kicsit, s rondám belevillan a szemembe. Ha várok pár, cirka 5-10 másodpercet, akkor nem olvad le, nem villan a szemembe. Olyan, mintha egy töltve maradt bazi nagy kondi figyelne, hogy ha óvatlanul visszaérintem a huzalt, akkor a szemembe villanjon. Ez rendkívül bosszantó jelenség, összeállításkor én ahhoz vagyok szokva, hogy oda teszem a pisztolyt, becsukom a szemem, nyomok egy pöttyöt, kinyitom a szemem, s teszem a pisztolyt a következő pötty pozíciójába, nos akkor jön a szívás, amint a drót hozzáér az anyaghoz, jön a durva szembe villantás. Előző CO-s gépeimmel ilyen nem volt soha. Hozzáértők megerősítését várom, hogy ez valóban géphiba-e, mint gondolom... ? Köszi minden okos szót. 3 napja vettem a gépet, a bolt nem tudja, mi van. Jó lenne tudnom, normális-e ez, vagy ... szerintem, nem, elég nonszensznek tűnik.
Sziasztok, találkozott már valaki olyannal h. a reduktor nagynyomású órája ereszt, a belsejében sziszeg, ami kívülről látszik (csatlakozók) ott úgy tűnik nem. Az óra hátlapjánál tolja ki. (kb 2 hónapos a reduktor). Köszi!
Előfordulhat,hogy ahány kazetta,annyi féle. Én is próbáltam elemet rakni bele,de sajnos pár hét alatt lemerültek. Hasonló módot alkalmaztam,mint a tied,de én ceruzaelemeket használtam,pontosabban ceruza akkukat ! Ez a módi kb 2 éve működik. Én úgyvélem,hogy a kazetta nepeleme működteti magát az elsötétedésd,de egyidőben akku töltő szerepe is van. Ez utóbbi viszont nem működik sima elemek esetén !
Az iweld garis háttere jó. Amíg garanciális a termék addig maximálisan segítőkészek, ha gond van azonnal javítják/cserélik. A gond - mint bármely kínai termékkel - a sűrű modellváltásokkal van inkább. Ez kb annyit jelent hogy egy adott termékhez mondjuk 5-6 év múlva már nincs semmi alkatrész. Optrelhez, Speedglashoz tuti lesz 10-15 év után is. A kérdés az hogy megéri e? Mondjuk kifutott optrelnél 10 év után kell egy új pajzstest pld az kb annyiba lesz mint az épp aktuális panthernek megfelelő pajzs. 10 éves panthernél ha beszarik az optika, nem tuti hogy lesz cseredarab, de lehet annyiba lenne, mint akkor az új csúcs pajzsuk.
A másik hogy érdemes úgyis haladni a korral. Jelenleg ott tartunk hogy leszivárgott a tudás a profi cuccokból a hobbi kategóriába, és egy 16000 Ft-os Blm real colors V4 std pajzsban sokkal jobban/szebben látok mint egy tizenéves optrel ose-ben. Szebb színek, világosabb alapállapot, nagyobb látómező. Szóval ma vannak olyan pajzsok amik 30-40 körül kb azt tuják amit a profik 4-5 éve 150 körül.
Nyilván a bevált tuti márkák a speedglas, optrel azok 100 felett vannak, ízlés szerint kell választani. Nem jobb vagy rosszabb, csak más egy kicsit fejkosár, a funkciók. Nekem az optrel szimpatikusabb főleg a vega 2,5 vagy a crystal 2.0
Kezdo vagyok es foleg TIG hegeszteshez keresek pajzsot. Olvastam sokat, de legtobb informacio, meg video amit talaltam amerikabol jon azoknak a termekeknek pedig nagy reszet itthon nem talaltam.
Inkabb kis eszkozok hegesztese lesz, nem pedig nagy, hosszu hegesztesek. Lesz aluminium is ritkan, rozsdamentes pedig sok.
Passziv vagy automata a fo kerdes? Nem fogok allandoan ezzel dolgozni, de annyit igen, hogy meg kell venni a jo felszerelest.
Ha 100 ezer felett kell koltenem, akkor szeretnem nagyon megfontolni es jo dontest hozni.
Velemenyetekre lennek kivancsi, de ha javasolnatok helyeket ahol vasaroltok es illetve ahol tanulni lehet, informaciot szerezni, az is ugyan olyan sokat segitene.
Koszonom elore is
Robi
Bocs ha hulyesegeket kerdezek, nem volt szandekos :)
Úgy alakult, hogy a télen meg kell majd hegesztenem a mólónkat. Azért télen, mert csak késő ősszel engedik le a Kőrös holtágát téli vízállásra.
Szerintetek lehet-e bármi baja a hegesztő inverternek a téli körülmények között a szabadban való hegesztéskor?
Egy Iweld Aluflux 195-ösöm van, szerintem elektródával fogok hegeszteni, mert a móló a szüleimnél van, én pedig tőlük bő 300 km-re lakom, így nem vinnék el mindent a MIG hegesztéshez.
A neten nem találtam meg már csak a 185-ös használati útmutatóját, ott a minimum hőmérséklet -10 °C, de inkább érdekelnének a gyakorlati tapasztalatok.
Sajnos a folyamatról nem csináltam képeket, így csak a mostani állapotot tudtam lefotózni. Igazából magát a kazettát eléggé szét kellett barmolni, összerakni már csak ragasztóval lehetett úgy, hogy meg is álljon. A panel jobb és bal oldalán is egy egy ilyen alábbi elem volt. Sztem sima elem. A rájuk pöttyözött füleket lefeszegettem nagy nehezen, ehhez egy kis drótot is le kellett forrasztani hogy kiforduljon a nyák és az alsóhoz is hozzáférjek. (le is vághattam volna, elég lett volna a csonk - egyszerűbb lett volna)
Bele az új elem, ezeket aztán ragasztópisztollyal odarögzítettem a sisakhoz. Nem valami szépségdíjas dolog, de lehet majd cserélni benne könnyen az elemet.
Így is belekerült 2500 forintomba, drágán vettem az elemeket.
Tudom, hogy létezik gombakku. De hogy pajzsban nem használatos, abban szinte biztos vagyok.
(Esetleg az ipari/felsőkategóriás szinten el tudom képzelni, de igazából értelmét sem látom: ahol egy sima elem is kibírja 1-2 évig, oda nem szokás akkut tervezni.)
A gombelemet nem tölti biztosan, az más kémiai elven működik.
De vagy akku, vagy low esr kondenzátor szokott benne lenni, ez utóbbi az olcsóbbakban, és csak pár órán át tárolja a töltést . Arra elég, ha hegesztesz, az ívfény folyamatosan tölti/szinten tarja, a gombelem meg csak a szünetmentes funkciót adja, ha pl sokat hegesztesz eltakart napelemmel, pozícióban, és nem tud tölteni.
Nem feltétlenül kell hagyományos méretű, formájú akkura gondolni, olyan is lehet, amit elsőre nem akkunak néznél, pl ez:
Ha valaki látott már akkut 10 évnél fiatalabb pajzsban igazolhatóan, az írja már be ide a pajzs és az akku típusát, legyen szíves!
Mert én még akárhány pajzsot láttam, abban egyben sem akku, hanem sima lítiumos gombelem volt, az pedig nem tölthető!
(Én elhiszem, hogy az a vacak kis napelem hegesztés közben rásegít a sötétített állapot fenntartására, de hogy a gombelemet is töltené, az teljesen kizárt dolog.)
Az automata pajzsok napba nézve nem sötétednek, mert nem vibrál a fény.
A fényerő változásra reagálnak. Ha mozgatod a kezed a pajzs előtt, az le kell hogy sötétítse. Én azzal szotam csekkolni, hogy be van-e kapcsolva (BLM V3)
6 éve vettem egy Iweld Noredeye automata pajzsot. Általában csak heftelgetek amihez nem kell nekem pajzs, üzemórában tehát viszonylag keveset használtam. Amikor mégis, akkor jól működött és elégedett voltam vele.
Most megint elővettem és mint észrevettem lemerült benne az elem. Bár láthatóan eldobósra tervezték a kazettát én azért szétszedtem, hátha... 2 db 2430-as forrfüles elem volt benne. A füleket meghagytam, kivezettem két-két kis deróttal és a végére forrasztottam 2 db elemtartót.
Végül is sikerült az egész, viszont azt vettem észre hogy hegesztéskor és megfelelő teljesítményű lámpába nézve vele jól működik, viszont a nap felé fordítva meg sem mukkan.
Nem emlékszem hogy ilyen is volt-e, normális-e ez a működés, vagy valami mégsem lett százas?
A függőleges sarokvarrat készítésénél Pf helyzetben van e valakinek tippje,hogyan lehetne még mozgatni a pisztolyt ,hogy szép legyen a varrat ? A háromszögben vezetés valahogy nem esik kezemre..
Az lenne a kérdésem, hogy egy 2,6 mm falvastagságú ko33 csőre kell egy 8 mm lemezből kivágott fület hegesztenem. Ha rávarrom csak úgy simán akár sima huzallal akkor a belseje, ha nem égetem át rozsdamentes marad? csak a belső a lényeg mert ebbe a csőbe csúszna egy másik cső. a ko33 nak a külsejét mindenképp lefestem. a ko33 csődarab kb 15 cm erre 6cm hosszba megy rá a fűl tengely irányba.
Vagy ha meghegesztem öblítés nélkül ugyanúgy rozsdásodni fog a belseje? Mert akkor inkább veszek sima horganyzottat?! Van argonom in meg ko33 huzalom is csak azzal egyszer hegesztettem és sima coval nem tetszett ahogy az ívet rakta a hangja aZ " olajban sült húséhoz " hasonlított inkább nyökögött...pedig állítottam minden irányba... Iweld aluflux 215 gépem van. Meg van egy másik blm 1800 hoz koppintos awi kábelem.Csak ehhez nincs gyakorlat párszor probáltam de egyenlőre azt csak tákolmánynak nevezném :)
Sokkal jobban jársz az inverteressel. Kisebbek, könnyebbek, nagyobb a hatásfokuk, és jobb a bekapcsolási idejük, mint a trafósoknak. 32A betáp (16-20A-es C-s kismegszakító is) teljesen jó. Nekem van egy 140/200-as Hetra trafóm, sokkal kisebb a bekapcsolási ideje, mint a 160A-es inverteremnek.
Hegesztő gép ajánlásért gyere át a gépvásárlós topikba.
Vazze, csak elfeljetettem még egy dolgot megkérdezni. Ha veszek egy olyan teljesítményű gépet, mint amiről az előző hozzászólásomban beszéltem (vagyis 170-200 A körüli), akkor az mennyi áramot vesz fel a 220-as hálózatból? Mekkora biztosíték kell hozzá? Nekünk a főórán 32 A kapacitás van. Elég az?
Kezdő vagyok, kb, egy órát dolgoztam eddig a szomszédom trafós (hagyományos) gépével. Most elhatároztam, hogy magamnak is szerzek egy hegesztőt. A készülék abszolút hobbi szinten lesz használva (max. 1-2 használat havonta). Kb. 170 A teljesítmény kellene, nem akarok 3,2 mm-esnél vastagabb elektródot használni.
Nézegettem a hobbi szintű gépeket, és nem tudom igazán eldönteni, hogy inverteres vagy hagyományos trafós készüléket vegyek. A trafós gépek sokkal olcsóbbak, és kevesebb pénzért nagyobb tejesítményt adnak (pl. az IWELD Gorilla 170 35000 körül kapható, míg egy Straus ST/WD-200 csak 21000). Ráadásul úgy látom, hogy az (olcsó) inverteres gépek könnyen elromlanak, míg egy trafó gyakorlatilag örök életű. Tudom, hogy trafós géppel nehezebb jól hegeszteni, de nem lehetetlen és van időm gyakorolni. :-)
Két hat centi hosszú rendes, szokványos varrat tökéletesen elég ahhoz, hogy az egész család azon csimpaszkodhasson, pluszban a családi kocsit is mellétek lehet akasztani.
Szóval hacsak a szaki nem valami istentelenül elcseszett kókler, akkor nem lesz semmi baj!
"Mire számítsak? Hogyan fogja ezt megoldani a mester? Kell esetleg valami kiegészítő, pl szögvas darab vagy hogyan?"
Így:
A piros vonal lesz a varrat. A cső mindkét oldalán, ahogy a jobb oldali képen látszik (a varrat tengelye felől nézve természetesen a varrat csak pöttynek látszik).
Jönnek hozzám hegeszteni (kerti mászóka "szerűség") és lesz egy olyan rész, ahol zártszelvényt kellene csőhöz(oszlop) hegeszteni az alábbi rajz szerint. (oldalt, felülről )
Nyilván egyszerűbb lenne ha a cső négyzetes zártszelvény lenne, de akkor nem kérdezném:)
Mire számítsak? Hogyan fogja ezt megoldani a mester? Kell esetleg valami kiegészítő, pl szögvas darab vagy hogyan?
Még nincs eldöntve, hogy cső, vagy zártszelvény, de nekem inkább cső kellene. ( a vízszintes zártszelvény adott)
Jajj, b+! Egyszer sikerült belenéznem egy ilyenbe a boltban! Épp hogy egy árnyalattal volt sötétebb, mint szabad szemmel, cserébe viszont még a védőfóliával együtt is gyönyörű, kontrasztos képet adott.
Egyedül a pajzstesttel nem voltam teljesen megelégedve, mer' az olyan vékonyka és hajlékony volt, mint a papír. Úgy is tettem le, mint a hímes tojást (nem lógott róla árcédula, de tudtam, hogy 100 fölött van az ára).
De ez szubjektív vélemény és igazából a savanyú szőlő beszél belőlem. :)
Ez kérem nem a fűtés topik. :D Az egyik ismerős a vegyestüzelésű kazán mellé berakatott egy két köbméteres puffert (nincs is szigetelve), azóta már nem 130 mázsa fát tüzel el a tél folyamán, hanem csak 90-100-at. Ugyanazon komfortérzet mellett
Ez köbö olyan, mint a vaskályha(kandalló, sparhelt, teakályha) vs. cserépkályha(tömegkályha, stb). Az előzőeknél amíg rakja rá az ember a tűzrevalót, addig melegít, utána meg semmi. Az utóbbinál meg először szinte semmi, de utána egész nap melegít. Ugyanannyi tűzrevalóval. Egy másik ismerősnél nincs puffer, ott telebassza a kazánt fával, amikor már elég meleg az a két liter víz (jó, egy kicsit több), akkor lefojtja a kazánt, hogy ne forrjon fel a víz - s még morog, hogy tiszta kátrány a kémény és a kazán, ráadásul milyen sok fa fogy el... A jó fűtés lényege az nem az, hogy minél hosszabb ideig füstöljön valami az égéstérben, hanem az, hogy legyen olyan akármi, ami eltárolja a meleget, miközben a kiinduló alapanyag lehetőség szerint 100 százalékot megközelítendő értékben váljon füstté. Szerintem.
Egy időben a lisztesautók sofőrjeinek szívtam a vérét ezzel.
-Hallod, nem lehetne elboltóni' ezt a tartályt? -Mire kellene az neked? -Cefrének és mustnak...
S ennél a mondatnál szétcsúszott mindegyik sofőr. 50 köbméteres tartály az azért adja az ívet ilyen jellegű felhasználásra.
Amúgy a legtöbb helyen költséghatékonysági okokból kifolyólag kispórolják a puffertartályt a központi fűtésnél, mert felesleges és drága. Az elkövetkezendő években meg csodálkoznak azon, hogy mennyi fa fogy.
Védő-szemüveget szoktunk használni. Múltkor villany csövezésnek vágtam falat a garázsban kb: 18 m-t duplán nagyflex-el. Akkor a nem teljesen zárt védő-szemüveg nem volt jó! A fejpajzs sima üveggel teljesen jól ellátta a feladatát. Ez nem kényes, nem sajnáltam a por miatt sem. Egy drága automata fejpajzsot ilyen munkákra nem szívesen használnék.
Néha én is szoktam védőszemüveg nélkül flexelni, de már inkább nem. Nálunk, ha tesó meglátja, akkor egyből kirántja a konnektorból a gépet, és azt mondja, hogy nem segít többet. Hála Istennek nekem csak egyszer kellett mennem a szemészetre, akkor fa forgács ment bele.
Nálunk van fejpajzs átalakítva "védő szemüveggé", csak sima üveg lap van benne.
Egyszer voltam szemészeten a sarokcsiszoló és társai miatt. Először fa gerendáról csiszoltam le a zománcfestéket. Por ki, azt a szél visszafújta a szemüveg alá - másnap körzeti orvos, szemcsepp íratása. A szemészetes kalandnál is volt rajtam szemüveg, de a vasdarabka fel, arcbőrömön megpattant, a szememet meg telibe kapta. Akkor megérgesedem meg és vettem teljesen zárt, két millis polikarbonátból készült lencsés varázslatot. Bár egy kissé sokallta anyám az árát, de gyorsan elmagyaráztam neki, hogy öt-hatezer forintot megér az ember szeme világa...
Sziasztok. Kicsit off, de mást is érinthet A szemembe salak pattant, szerencsére hideg. A szemhéjjam alatt érzem. Ötletet szeretnék kérni, h hogyan tudnám kicsalogatni. Illetve amennyiben elmegyek vele szemészetre vajon mivel állnak neki kiszedni? Köszönöm.
Még eddig nem volt MIG hegesztőm ezért teszem fel a kérdést.
Mennyi hegesztésre elég egy 5 kg-os CO2 palack töltete? Autókarosszéria lakatolás lenne a munka, konkrétan küszöbcsere, szóval 1-2 mm-es lemez lenne hegesztve 0,8-as huzallal. Mennyire elég egy 5 kg-os töltet? és mondjuk a 10kg-os dupla annyi hegesztésre elég? kösz.
Ez látod valóban igaz lehet. Viszont a kínából rendelt csodaszer (állítólag méd in usa) még a 'rézrozsda' ellenében is használható - ezt onnan sejtem, hogy csak olyan tyúkbelet találtam itthon, ami már inkább volt kék, mint fekete, de tette a dolgát.
A kijelentésedet viszont nem vitatom, csak én személy szerint nem javaslom a használatát. Ezer-kétezer forinton nem spórolok, ha nem jár az adott művelet később bekövetkező kellemetlenségekkel.
A fenyőgyantával csak annyi a bajság, hogy kizárólag tökéletesen oxidmentes felületen teszi a dolgát. Bármi más esetben (oxidos, használt vezeték, vagy csak egyszerűen tegnapelőtt megfogdosott) esetében már igazi kínszenvedés, vagy egyenesen lehetetlen vele forrasztani. Nekem legalábbis a vadi frissen blankolt bolti kábeleken és az előre ónozott alkatrészeken kívül szinte soha, semmire sem vált be. (Persze az is igaz, hogy én nem használtam extra gyantát, csak amit az ónba töltöttek.)
A cink-kloriddal meg kábé bármilyen állapotú (értsd: legyen benne még valahol oxidmentes réztartalom is) vörösréz tárgy könnyen és gyorsan forrasztható.
A legbiztosabb megoldás, némi folyasztószer beszerzése (fenyőgyanta+96%-os szesz, de lehet kapni készen is). A sósav kikezdi a rezet és simán felmászik a szigetelés alatt oda is, ahova nem is gondolná az ember. Kínából rendelve a húsz deka valami ezerpárszáz forint volt - csak belemártja az ember a zsineget, utána meg az olvadt ónba és már kész is, üzembiztos, nincs semmiféle esetleges korrózió.
"Kihülést követően vizbe áztatom,másnapra kiszáradást követően hidraulika olaj,vagy szilikon spraj-al kezelem a cizezést. A réz közé szivárgott olaj közömbösiti az esetlegesen ottmarad maró anyagot,az gumibarát olaj kevésbé kárositja a kábelt."
Tiszta víz helyett használj inkább vízben oldott mosószódát, vagy akár szódabikarbónát. Mindkettő lúgos kémhatású, így valóban közömbösíti a savmaradványokat.
Utána jöhet a tiszta vizes öblítés, végül az olaj!
Megérzésem szerint okostelóval irtál,ezért van sok szám az irásodban. Ha ráhibáztam,a hibát megoldhatod,ha ékezet nélküli betűket irsz. Jobb a semminél.
Forrasztó viz,vagy királyviz,vagy letvasszer. Háztartási sósavból,és horganyból áll.(nemjó a horganyzott lemez !!) Vagyis horganylemezt addig dobálom a sósavban,még feloldódik. Ha már nemoldódik,ez az optimális töménység. Én töb évtizede Mnagy társunk ötlete alapján cinfürdőztetem a kábelvégeket. Kihülést követően vizbe áztatom,másnapra kiszáradást követően hidraulika olaj,vagy szilikon spraj-al kezelem a cizezést. A réz közé szivárgott olaj közömbösiti az esetlegesen ottmarad maró anyagot,az gumibarát olaj kevésbé kárositja a kábelt. Pár éve az ónpasztát is használom párhuzamosan. Ebben van gyanta folyósitó is.A savas tiztitásra szükség van,ha elszineződött,oxidos a réz. Ha ilyen a felület,drótkefével tiztitható.
Az ónozás a legjobb,mert enélkül a réz kontakt hibássá válik,és a hiba további melegedést hoz létre,és ez melegágya az oxidnak,és sajnos itt A-ok vesznek a semmibe.
Ha áramvesztésról beszéltek,akkor a réznek látszó kinai elektródafogót reszeljétek meg !!! Sajnos némejik öntöttvasból van !!! Húúúúúúúúúúúúúúúúúú !!! Nos szerintetek melyik a jobb áramvezető !? A sárgaréz,az ónozott kábelvég,vagy az öntöttvas,mely kivülről réz szinű............belül meg picit kukacos,mert korántsem a legjobb áramvezetőőőőőőőőőőőőőőőőőőőőőő ??????
Különösen az összepöttyözéseknél/párcentis varratoknál jön jól, de általában is az a helyzet, hogy a pisztolyt tartó kezemen valami finomabb kesztyű van (AWI-s, vagy a még puhább Rocky) és csak a másik kezemen van rendes hegesztőkesztyű.
Értem a szavakat amit írsz, idáig, ha egy réz alapú testkábellel ilyen "csúfságot" tettünk éveket bírt míg a krimpelt esetleg hónapokat, cégszerüen. A mozgástól húzkodástól elkezd mozogni majd melegedni. Jellemzően az összecsavarozásnál lesz először kontakthibás és onnét kezd visszamelegedni, mármint a testcsipesz és a kábelsaru. Van ettől szentségtörőbb dolog is, a jelenlegi céges gépemen lánggal rézpálcával bóraxal keményforasztottam össze a rézkábelt a saruval, így már elég régóta bírja. Van olyan dinse csatlakozóm aminek a kábel "bemenete" belső hollanderes. Átdugom a kábelt a "csövön" csinálok egy kis gombócot a végén, majd ezt a csövet betekerve a dinse csatlakozóba rögzül a gombóccal a kábel.
Régi beidegződés, de az ón rosszabb vezető mint a réz, ezért beviszel némi veszteséget, ami hővé alakul a csatlakozásnál, ráadásul nem is érintkezik olyan nagy felületen egy leónozott, majd becsavarozott kábelvég, mint a simán beszorított.
Akkor nyersz az ónozással vele áramátadó felületet, ha pl egy rendesen rákrimpelt szemessarut még megfuttatsz ónnal is, mert ott a réz már érintkezik ahol tud, a krimpelés miatt, ahol meg hézag van ott feltöltöd ónnal, plusz felületet létrehozva.
A sav alapú folyasztószereket vezetéknél tilos használni, mert felszívja a kapilláris hatás, és belül dolgozik tovább.
Apropó, kábelek és tsaik. Mint sokkal lentebb írtam, a gyári 'bakelit' elektródafogót gondos kezek eltörték (na látod, így kell ezt és ledobta a földre), s így vettem egy újat. Csak egy kissé nagyobb ampériumra lett méretezve a fogó, mint az eredeti, s így lötyög benne a vezeték, mint ló...z a bíró hátsó fertályába. S van olyan sanda gyanúm, hogy ismét el fog törni a vezeték. Erre van valami tartós és stabil megoldás? Valamiért ódzkodok a szigszalag használatától ilyen esetben... Minden megoldás érdekel. :)
A cukiforcénak a testcsipesze többet ér mint a kábelei! Régi beidegződés, hogy tégelybe olvasztott cinbe mártva megforrasztom a végeket. Ezekkel is ezt tettem.... pár nap múlva majdnem hegesztettem, de a folyósítószer amit használtam, megette a kábelt olyan formába, hogy egy kis mozdításra tőben letörtek. Tíz centiket vagdostam vissza mire előjött a rezezett drót, odáig fehér poros, szerintem porladó aluminíumnak tűnő valami volt.
Ui: A barkácsolók nagy többsége félhármas elektródát használ, 80-90A hegesztő árammal.... mekkora keresztmetszet kell oda??? Nem árt egy minőségi réz kábel, de a géphez illő.
Ezért van az, hogy a gyengébb minőségű villanymotorokat mostanság már alumíniumból tekercselik. A 29 éves Hetra trafóm még szintén rézből van tekercselve, de sajnos, vagy nem sajnos: így múlik el a világ dicsősége. A kicsi, könnyű, sokat tudó, mobilis gépeké a jövő.
Az a baj, hogy a réz marha drága. Úgy van, ahogy maseratisti írta, hogy egy rendes kábel szett majdnem annyiba kerül, mint maga a gép.
"Ugye 2x5m rendes test és munkakábel nagyon fasza csatikkal, meg csipesszel/elektródafogóval majdnem annyiba kerül mint a mikroforce kompletten :-)"
Tehát a rezet igyekeznek kispórolni a gyártók. Ezért általában rövid, és vékony keresztmetszetű munkakábeleket adnak, ellenben mondhatják, hogy hegesztésre kész állapotban kapod a gépet. Aztán azokról a gépekről már ne is beszéljünk, ahol kihajtogatható pajzsot, salakoló kalapácsot + egyéb nyalánkságokat is kapsz a géphez. Nálam a 4 m test, és 5 m munkakábel vált be, a gyári kábeleket már ki sem bontom, bent hagyom a hegesztőgép dobozába, és alapból készítek számomra megfelelő hosszúságú, és vastagságú kábeleket hozzá. Nincs is baj a csatlakozásokkal.
A MIG-es gépemet már úgy vettem, hogy a számomra rövid MIG munkakábelét eleve nagyobbra (hosszabbra) cseréltettem ráfizetéssel.
A rilonnál az aljzat maradt. Elvileg ezeknek a csatlakozóknak kompatibiliseknek kell lennie egymással. Azonban voltak olyan fórumtársak, akik más gépeknél csak úgy tudták megoldani a csatlakoztatást, hogy reszeltek a Binzel dinse dugó kiálló pöckéből. Nálam nem volt semmi probléma.
Igen, az Iweld 185 alufluxon valóban kis dinse aljzat van, viszont a régebbi 195-ön meg nagy dinse aljzatot tett az Iweld.
Nálam a 160-as jasicon is nagy dinse van. Általában 200A körüli gépeknél már nagy dinse csatlakozót szokott alkalmazni a gyártó, de a példa mutatja, hogy 160A-es gépeknél is elő szokott fordulni.
Azt kerestem, mikor milyen erősségű hegesztőüveg/beállítás kell.
Nyilván egyénileg változhat a korral, szemfüggő is a dolog, kinek mennyire tágul a pupillája,
De egy alapot ad, hogy mi lenne szabvány szerint viselendő.
Az Esab eco arc pajzsomat 11-essel adták, tegnap Praktikerben sikerült egy 9-es üveget újítani hozzá, még egy 10-es kell, és le van fedve a microforce teljes működési tartománya.
Mivel ez a gép nagy dinse csatlakozós, és a Binzel dinse csatlakozó 35-50-es volt, ezért 35 mm2 kábelt választottunk hozzá, de nem bántuk meg.
Habár az eredeti (kínai) dinse csatlakozó 35-70-es volt, tehát akár 70 mm2 kábel is beköthető lett volna. Fura is volt látni ebbe a csatlakozóba a 10 mm2 kábelt bekötve. Egy párszor meg volt hossz irányba tekergetve a kábel, hogy fogjon az imbusz csavar benne.
Igen 10 mm2-es kábellel érkezett, de én készítettem hozzá 35 mm2-es kábelből, Binzel csatlakozókkal egy normális kábelszettet. (Ami a képen is látszik).
Szüleimnél van vidéken, egy fadobozos biatorbágyi trafót küldött nyugdíjba.
Nagy a telek, sok hegesztenivaló van, szóval használva van rendesen, de jól birja, hibátlanul működik.
Került mellé egy pocketmig 185, mert lassan érik az autó kasznizás, és mindig akad valami lemezmunka, amit eddig el kellett vinni egy ismerőshöz, és az ő szabadidejétől függött, mikorra készült el.
A mikroforce pedig itthonra lesz, Pestre. Többször kellett már, és macerás volt mindig felhordani a rilont, ráadásul 4-5 oda-vissza út benzinköltségéből megvan az microforce.
Az Esab handyt meg valahol megtapogatom először, hogy milyen is. Igazából a microforce-hoz adott elektródafogó teljesen jól tartja a pálcát, a fogása is okés kesztyűben is, szóval nem mindenáron akarom lecserélni, csak ha élőben is úgy tetszik a handy mint képen.
Én szeretem a handy 200-at, de ritkán elektródázok és akkor sem sietek. Megszokást igényel az elektróda csere - az elején bőven káromkodós - és sok gyakorlás után sem lesz olyan gyors mint a hagyományos. Az elektródát azonban atom pontosan és masszívan fogja :-)
képen a handy 200, és az esab 250-es testcsipesz :-)
Az elektródafogóval, a dinse dugókkal, és a kábelekkel nincs bajom. Anno a 160A Rilonhoz 10 mm2 kábelt kaptam csak, igaz, azt 35ös dinse dugóval adták :D
Itt a csipesz tűnik a gyenge láncszemnek, a többi az ár/érték arányban szerintem helyén van.
Bár ha már Esab, lehet hogy egy handy 200 fogóra is elcsábulok...
Hétvégén nekiálltam egy gurulós állványnak 20*30-as zártszelvényből, és használtam hozzá ebből az elektródából, és ER23-ból is az összehasonlítás végett.
A gys elektróda kisebb áramerősséggel (65A) hozza ugyanazt mint az ER23 (75A),
Nagyon könnyen gyullad, csendesebb, viszont kevésbé tolerálja az ívtartási hibákat, ami nálam még bőven van. Relative kicsi távolság ingadozásnál, amikor az ER23-at érezhetően az arc force funkció korrigálta, a gys simán kialudt.
Ez lehet részben a kisebb áramerősség miatt, hogy ott már nem tud annyit korrigálni mint kéne.
Egyébként mikor sikerült tartani a távot, magamhoz képest nagyon szép varratokat húztam vele.
Tehát a konklúzió, hogy megéri kipróbálni, aki tud is hegeszteni, annak biztosan bejön az élmény, bár drágább mint az ER23.
Ráadásul csak rezezett vas, ahogy a mágnespróbán kiderült, és a kábel a csipesz szárához van rögzitve, nem is a hegesztendő vassal érintkező részhez közel. Törésgátlás szintén zéró, már a dobozból kivéve van vagy 15 szál rézdrót, ami le van törve a szemes sarunál.
Le fogom cserélni, de nem tudom, maradjak a sarunál, vagy érdemes váltani az ESAB mágneses testérintkezőjére? Erről van tapasztalat? Alut nem terveztem hegeszteni vele, ha mégis, pillanatszorítóval rányomom.
Még nem, de este már gyakoroltam.
Anyám ki is nevetett hogy mit hadonászok azzal a géppel, pajzs-al a fejemen, nem lézerkard az amikor majdnem levertem a tvt.
Függ az autótól és a munkától. Egy kisebb munkát megcsinálok fej fölött vagy akár aláfekve, de ha a fél alját cserélni kell és nem egy 3 tonnás terepjáró, akkor borítom.
Nekem is Warior van,de én a ön billentést nem szerettem. Sőt........mivel könnyen járt,igy kartonpapir alátétet is tettem a szoritás mehanizmusba. Igy stabilan megáll fent. Előtte mindég magától lecsukódott,vagyis ez lassan történt,és idegesitett,hogy nem áll meg fent.
Hali! nekem is Warrior van de nekem egyből letörik az akasztó ami biccentésre engedi le a pajzsot. Már rendeltem hozzá nem húztam meg és első nap letörött a kis műanyag fülecske féle amibe megakad ha feltolom. Másnál nincs ilyen probléma? Vagy én csináltam rosszul valamit?
De fogalmazhatunk úgy is, hogy aki "alaphelyzetben" (értsd: a legkevesebb külső támogatással - legyen az műszaki, vagy akár emberi) képes valamire, az gyakorlatilag minden egyéb körülmények közt is képes lesz rá.
Még másképp: nem az arc-force-ot, a szinergiát, meg a dupla impulzust (a hegesztő gépet) osztályozzák, hanem a hegesztő Embert.
Nem semmi, gondolom úgy vannak vele tanáraink hogy ha egy kézzel még tudja csinálni utána két kézzel automata pajzs-al már gyerekjáték? Írni is kézzel tanulunk először, pedig lassan nincs rá szükség.
Szakmukásképző intézményekben.Tankönyvi,hivatalos,és oktatásban a mai napig egykezes eljárás az mma,és a co.Passzív egykezes pajzsot kell használni,állami vizsgán.Amennyiben laza a bizotság,és megengedi az automata pajzs használatatát,az eljárást akkor is egy kézzel kell végrehajtani,a passzív kéz,vagy a test mellett lóg,vagy a pajzs állrészét fogja a hegesztő.Nem,nem 20 éves téma.Ma is így oktatják.Betámasztás,vagy ékelés,a külföldi videókban látható.Sokkal stabilabb a hegszetés két kézzel,mma és co eljárában is.De ha mezőgazdasági gép szerkezeti elemét kell javítani,úgy hogy a passzív pajzsból kivett üveg az egyik kézben ,az elektródafogó,vagy co pisztoly a másikban és be kell préseleni magát a hegesztőnek hogy elérje amit kell,megnézném a varratát annak aki csak két kézzel tud hegeszteni.
Nekem is Warrior van és valóban ez az egy gond van vele. Próbáld meg a gombot megnyomni egy kicsit befelé, az enyém attól jobban rácsúszott és szorosabb lett.
Nálam max 3-4-5 cm-es varratok vannak. Nagyon ritkán kell ennél hosszabbat hegesztenem idehaza. Az is jó az automata pajzsnál, hogy pillanatok alatt tudok változtatni mindent. Míg a hagyományos pajzsnál egy kicsit több idő pl: védőüveget cserélni. Ez az egy bánatom van a warrior-tech pajzsomnál, hogy a DIN 9-13 állító gombja hamar elállítódik, mindig rá kell nézni, hogy ott van-e ahová állítottam. Az Esab ezt jobban megoldhatta volna.
Hát én bizony elővettem a régi pajzsomat és a hosszabb hegesztésekre azt használom. Abban jobban bízom. Az automata meg jó heftelni, kisebb varratokra és kasznizni.
Én is nagyon sokáig használtam sima fejpajzsot. MMA hegesztésnél nálam is előfordult, hogy kezdésnél egyszer-egyszer belenéz az ember az ívbe. Aztán lett automata pajzs, és rá kell jöjjön az ember, hogy jobb! Nem kell felhajtogatni, egyből látod, hogy hol kezdesz. Fejlődik a világ, haladni kell a korral. A régi 50-60kg-os trafótól is eljutottunk a zsebben hordható könnyű, mobilis hegesztő inverterig. Aki teheti és nem sajnálja rá azt a pár tízezer forintot, annak célszerű beszerezni egy "jó" automata fejpajzsot. A régi fejpajzs már csak tartalék.
Mindenki olyat használ amilyet szeretne. Én úgy gondolom, hogy egy minőségi fix fényerejű pajzsnak van létjogosultsága, még akkor is ha egyre olcsóbbak az automaták. Meglátjuk, milyen lesz.
"Azt mondta, automata már villant a szemébe mert kitakarta a szenzort a kezével"
Hát, ez nálam biztosan nem jelentené azt, hogy akkor legyen passzív. Azon kívül, hogy két-három percre elvakul az ember, semmilyen ártalom nem éri a szemét (az UV-t és az IR-t az üveg szűri folyamatosan, nem pedig az elsötétítés).
Azt a havi egy-egy esetet, amikor valahogy mégis bevillan, bőven ellensúlyozza az automata sötétedés haszna.
(Arról nem is beszélve, hogy amikor régen kézi passzívat használtam, akkor minden harkálykodásra és varratkezdésre sikerült egyet-egyet belevillantanom a szemembe, bármiféle védelem nélkül. Meg is utáltam, mint a bűnt.)
AWI-st láttam már én is passzívval rá is kérdeztem neki is hasonló volt a véleménye ez nem villan be és úgy is oda tudja rakni pontosan a wolframot utána lebólint a pajzzsal és hajrá
Nekem nincs ilyen jellegű tapasztalatom, csak nehezen tudom elképzelni.. Gyakorlat nélkül ez az old school passzív pajzs önmagában is rejtély, hogy lehet pontosan gyújtani vakon, dehát nyilván lehet :-)
No, van fejlemény, a bolt ügyfélszolgálata hívott ma időpontot egyeztetni, hétfőn jön a futár, hoz egy új fejkosarat, viszi a hiányosat.
Hatalmas plusz a cégnek, teljesen vevőbarát hozzáállás.
Vásároltam már náluk személyesen is, úgy sem lehet rájuk rossz szavam, segítőkész eladók voltak, nyilván nekik is érdekük, mert az elégedett vevő visszajár. Így is fogok tenni :)
Rendeltem egy Esab eco arc II fejpajzsot, ami meg is érkezett, egyetlen szépséghibája, hogy az egyik csavar, és anya ami a fejpántot és a maszkot köti össze, hiányzik a csomagból.
Az is fura volt, hogy csak úgy szabadon voltak a dobozban a darabjai, még csak külön zacskózva sem volt (egy kis inverterrel utazott egy nagyobb dobozban), de nem volt sérült, lyukas, ki nem eshetett.
Írtam a boltnak, várom a reakciót, de addig itt is megkérdezném, lehet ilyet külön kapni valahol?
Esetleg komplett fejkosarat?
Akinek esetleg van ilyen pajzsa, emlékszik még, milyen csomagolásban jött?
Üdv mindenkinek. Egy kérdésem lenne,dolgozott e már valaki itt a fórumozók közül gyökfaragó elektródával. Kis segítség kéne mert nem tudom mit csinálok rosszul. A gépem elméletileg tudja ezt a funkciót.(kemppi mls3500) a mex panel van rajta. Szereztem elektródát is valami szenes kinézetű dolog
de csak fel izzik de az ugyan nem csinál az anyaggal semmit.
Ha nem méri le az ember a hegesztőáramot hitelesített eszközzel, akkor az csak tájékoztató jellegű információ (világít == be van kapcsolva). Nálam, s ha jól tévedek rferi topiktársnál is ennyi az ampérium - bár manapság (amikor netalán odaérek, hogy valamit összegányoljak) csak sacc/köbö szoktam beállítani. :(
"ketteshez elég szokott lenni a 40-45, az ER23 esetében"
lehet hogy az én gépem (hyundai 180mma) hazudik, pont erre reagálva ma kipróbáltam. 2mm ER23 20 perc sütés után 50 alatt nem tudtam gyújtani csak ragadt. 55A körül már ment, de aztán vigyázni kell, meredek szögben könnyen átégeti a 3mm anyagot ha kicsit lassulok.
Tényleg rakd be, mert ha sokáig áll, akkor nem kellemesen lesz nedves a 'bevonat' hanem kellemetlenül. Nem véletlenül lehet venni elektróda szárító kézi készüléket (szvsz. nem akarsz áldozni rá).
1. Az nem az inverter dolga, hanem azé, aki pont a géppel dolgozik - rá kell érezni.
2. Folyamatosan küldi a delejt a pálcán keresztül, így az felmelegszik és a cellulóznak van ilyen rossz szokása - megbarnul.
"Ha már használtam egy elektródát akkor ezzel alig van probléma."
Akkor szinte biztos, hogy nedves az elektróda: ha használod, akkor felmelegszik és kipárolog belőle a nedvesség.
A másik lehetőség, hogy a használt elektródán a fém általában beljebb kezdődik - a bevonat túlnyúlik a fémen -, és ez akadályozza a rövidzár kialakulását. (Én sokat szívtam vele, mire rájöttem, hogy az mi Syriusunknál ha egyszer megállok a hegesztéssel, akkor ezt a túlnyúlást szigorúan le kell harkályolni róla, mert máskülönben sosem fog újra ívet, valszeg a VRD és/vagy a gyenge HF-es gyújtás miatt.)
"Mit kell ezzel tenni? Tényleg tegyem be a sütőbe? :-S"
Tényleg. :)
Én ugyan nem szoktam, mert a cégnél nincs sütő, kiszálláskor meg pláne. Viszont ha nedves a pálca, akkor fogok egy laposabb vasat, aztán addig húzkodom rajta (finoman, gyorsan és oldalra), amíg megbízhatóan nem kezd szikrázni. Aztán váltok az "éles" munkadarabra, amíg meleg a pálca.
Köszönöm mindenkinek aki válaszolt a Gorilla 150-es kérdésemre!
Nos még annyi hogy azt vettem észre hogy az új elektróda szeret odatapadni az anyaghoz, de az nagyon. És mindegy hogy ha felemelem az ampert 100 fölé, akkor is!
Ha próbálom kocoktatva, ferdén, merőlegesen, mindegy.
Mit kell ezzel tenni? Tényleg tegyem be a sütőbe? :-S
Ha már használtam egy elektródát akkor ezzel alig van probléma.
Ja és ha odatapad az elektróda és nem bírom egyből leszedni, meg is barnul.
Szóval két dolgot nem értek: 1. miért nem segít az iverter begyújtani az ívet az új elektródánál? 2. mirt barnul meg ha letapad, nem érzékeli hogy nincs meg az ív?
Személy szerint én berakom egy fél órára sülni a gáztűzhelybe a hegesztés előtt (nem viccből írom, mert ez is tud lucskos lenni, nem csak az a másik dolog, aminek halszaga van). Mármint az elektródákat. Köbö 150-180 fok, 15-20 perc. Ezek után meg kell gyújtani az ívet, mint a gyufát, oszt' jó napot. Az amper körülbelül 70-75 között - ennek elég, viszonylag jól beolvad és az anyag sem ég át. A ketteshez elég szokott lenni a 40-45, az ER23 esetében. Ennyit tudtam mondani, kérem kapcsójja ki.
Pedig elvileg könnyű ezekkel a fajta elektródákkal hegeszteni, ezért is szeretik a kezdő hegesztők is. A polaritás az ami az elektróda dobozán fel van tűntetve? A doboz oldalán megtalálod a polaritást is és a hegesztő áram tartományt is.
Nem rossz az az elektróda, de mielőtt leírnád a gépet is, kérj meg valakit akinek frissebb a tapasztalata. Esetleg ne kopogtass az elektródával, hanem finoman csúszóra fogj ívet.......
Szerintem kevés neki a 85A, de a potméter körül felirtozva van az elektróda vastagság is. Azt hiszem, hogy 2,5-höz 125 A-t ír. Ha nem túl vékony az anyag 100-110 A-al simán meg lehet küldeni.
https://forum.index.hu/Article/showArticle?t=9222005 itt is kérdezd meg.
Inverteressel nagyon könnyen kéne dolgoznod. Próbáld meg esetleg másik elektródával is.
Ehhez adtak ajándékba elektródát ahogy látszik a linken, mondom gyakorolni jó lesz az, meg ezekkel már szinte bárki tud hegeszteni, mondják...
Nos nekem az a bajom hogy sokszor letapad az elektróda már a kezdéskor. Állítottam a gépen (85A körül fel, le) ehhez a 2.5-es elektródához, de mégis sokszor fogta és letapadt már az elején.
Mi lehet ennek az oka? Gagyi az elektróda? Vagy a géppel lenne valami? Kellene segíteni "begyújtani" az ívet szerintem, van benne ilyen segítő funkció...
Az egyik elektróda meg is barnult végig emiatt. Nem kellene a gépnek ilyenkor észrevennie és lekapcsolnia?
10 kilós, ha lehet, az alacsonyabbik verzió, a könnyebb szállíthatóság érdekében. Tudom, hogy így relative magasabb a palack ára, mint a 20 kilós, de úgy saccolom, ez sem fogy el hamar, és könnyebb kezelni, hozni vinni, mint a nagyot.
Egy telefont megér. Kérdezz rá egy Messer-es telephelyen, hogy mennyiért tudod bérelni a palackot? Rá fogsz jönni, hogy a saját palack az olcsóbb. A saját Messer-es palackodat is cserélik a Messer-es telephelyen. A palack állapotát, és a nyomáspróba lejárati dátumát is érdemes figyelni. Rozsdás, palackot ne vegyél!! Ha már megvan a palackod, akkor azt ki fogod tudni cseréltetni.
Nem baj ha nem értünk.egyet,sőt.Az iskolába ahol szakmumkáskepzős gyerekek járnak,élelmiszeripari gáz felirat van írva,megközelítőleg sem tudom hány alkalommal cseréltem,nem azonos a szolgaltató.Az emltett gourmet c az pont élelmiszeripari gáz.3.5 vagy 3.8 tisztasággal.A védőgáz használatát a munkadarab hegesztési helyzete,anyaga,illetve a hegesztés pozicioja határozza meg.0- 5 mm vastagságig co2,felette corgon vagy tiszta argon hasznalat van előírva.De.ezt pontosan a hegesztesi utasítás hatarozza meg.Amiben viszont igazad van,hajlamos vagyok ugy tanácsot adni,hogy a saját peldámból indulok ki.Amennyiben egy kettő vagy három év,mire kimegy egy 20 literes töltet,úgy valóban felesleges bérelni.Ha érdekelne a gázok használatanak feltétele,vagy mikor mit kell használni,keresőbe beiírod a védőgázok hegesztéshez és termikus vágáshoz szavakat,kiadja pdf formátumban.
Szerkezeti acélokhoz használnám a gépet, de vegyesben, bevont elektróda, és CO2 + huzal, ahogy a helyzet illetve az anyagvastagság kívánja.
Nem biztos hogy egy év alatt elhasználok egy töltetet, ezért jobb lenne venni a palackot, mert a bérleti díj + töltet egy év alatt megközelíti a 35000-es siófoki árat, kettő alatt már meg is haladja.
Én eddig úgy tudtam, hogy a saját palackot is töltik a szolgáltatók, ha érvényes a nyomáspróba, és nem kínai cucc. Ez megváltozott?
Másrészt volt ilyen lehetőség, ha jobban belelendülnék, és megérné a bérlés, a saját palackot leadva K szerződéssel két évig bérleti díj nélkül használhatnám a bérlés lehetőségét, csak a töltetért kellene fizetni.
Ebben az esetben is jobban megérné a vásárolt palack, ha így 45000-et spórolnék, mert mondjuk egy év alatt elhasználoom a töltetet, a következő 2 évben a palack fejében ingyen bérlek..
Tisztelt fórumtárs! Én biztosan nem értek veled egyet.
Nincs már ipari, vagy élelmiszeripari CO-2 gáz. Csak egyfajta van. A linde CO-2 palackra is rá van írva, hogy Biogon, a Messer-es palackra is Gourmet.
A palackot bérelni meg a legdrágább dolog, főleg annak, aki 1-2 év alatt fogyasztja ki a palackot.
Nekem corgon palackom van, és mivel a 10l-es totya CO-2, és a 4,7m3-es corgon palack is ugyanannyiba kerül (csak a palack). Tulajdonképpen csak a töltet árában van különbség, ezért a corgon palackot is nyugodtan bevállalhatja az ember. Töltet ár egyik esetben 7, másik esetben 12 rugó. Ez a különbség 1-2-3 éves távlatból , amíg elfogy a palack: jelentéktelen.
Útóirat: Én a CO-2 palackot szódavíz-géphez vettem. Hegeszteni a corgon palackot használom.
Szerkezeti acélal akarsz dolgozni,nyugodtan használj co2 ot,sőt ha gazdaságosba nyomod akkor használhatsz élelmiszeripartit is,a tanteremben a gyerekeknek az van bekötve.Szakmunkás tanulok. A corgon,trimix,he +ar+ co2 keverékek vásárlása teljesen felesleges,amennyiben mint írtam szerkezeti acélt használsz.Reduktotk menetszáma,mérete a 200 bar,300 bar,illetve Esab szabvány miatt eltérö.Palacokt,bár a töltőállomáson írást adnak róla,személyautóban nem életbiztosítás szállitani.Bérelj,mert ha tudsz vásárolni,nem fogod tudni töltetni,hacsak nincs valamilyen cimbid, Argon palack éves bérleti díja 20 literes 4.6 tisztaságú 15420 ft,egy töltés 18000- 20.000 ft.Co palackbérlet szintén,de a töltet olcsóbb.
Viszont, ha még nincs palackod, akkor elgondolkodhatsz Corgon palackon is. Siófokon a 10L-es totya töltött CO-2 palack 35 rugó. A 4,7m3-es töltött corgon palack meg 40 rugó. Most mindkét árat Messer-es palackra írtam.
(A corgon palacknál fordulhat elő mindkét menet, itt a Messer-es palack G 1/2 menetű.)
Amennyiben a létra két hosszú oldala nem feltétlenül kell, hogy csőből legyen, akkor inkább csináld zártszelvényből, akkor a létra fokokat lehet egyenesen is vágni.
Betonozás: a betontömb minél nagyobb legyen, de a 30x30 centis is elégséges. A fagyhatárig menjél le vele, azaz minimum 80 centire. Ha dinamikus terhelésre számítasz, akkor inkább 40x40-es vagy még nagyobb betonkockákra (tudom, téglatest) gondoljál. A betonba minimum 50 centiméter mélységbe nyúljon be a vasdarab, ha 70-ig lemegy az még jobb (így az oldalirányú erőknek jobban ellenáll). Az aljára nem árt kereszt alakban laposvasat hegeszteni, lehetőség szerint minél hosszabbat, köbö 3-as, 4-es vastagság elégnek kell hogy legyen, szélessége legalább mint az oszlopé (betonozáskor majd rájössz az értelmére. :) ). Nálunk a kerítés van emigyen megoldva, s a pala az elmúlt húsz évben átvészelt pár szélvihart is, és a fagy sem nyomogatja felfele...
Ok. a 38mm jó lesz. És a 2,5m-re kiálló oszlop meddig menjen a föld alá? Azaz mekkora betonozás kell neki? A kötélmászónak gondolom még mélyebb, mert az 4m-t állna ki...
Se leszakadni, se megrogyni nem fog 80 kiló alatt, de az elképzelhető, hogy nem lesz teljesen merev.
Vicces, de a múltkor 50-es átmérőjű, 5-ös falvastagságú csővel dolgoztunk, és a hatméteres szál még abból is meghajlik csak a saját súlya alatt!
Szóval szerintem ne csinálj problémát ebből a falvastagság-dologból! Ha nagyon behajolna, akkor utólag is bele lehet hegeszteni egy-egy darab konzolt a sarkokba, "oszt' jóleszazúgy".
Viszont a csövek átmérőjét jó, ha a használói kézméretéhez választod.
Ninja warrior-ra készülsz? 😀
Ha ehhez kellett az egy ponton hegesztett cső, akkor azért jobb lenne ha a kereszt lécek mind felül lennének vagy még inkább a két tartó között rendesen körbe varrva. Már csak azért is hogy ne korrodáljon belül.. aztán meg ha keskenyebb a létra az is segít, minek 1m széles? De lehet hogy rosszul képzelem el az egészet 🤭
Egy vas csőből összeállított létrát képzeljetek el. Hossza kb 4m, szélessége 1m.
A fokoknak 38mm-es csövet képzeltem el. 2mm-es, vagy vastagabb falú legyen? Engem kell elbírnia (80 kg)
A két szélső hosszó rész 42,4 vagy 48,3mm -es cső lenne. A 2mm-es anyag elég lehet?
Az egész létra VÍZSZINTESEN áll, kb 2,5m magasan, 4 tartó oszlopok. És ez milyen legyen? 76,1x3 -114,3x3mm között van sok méret, kb 10000-16000-ig szálja.
És a betonozás? Elég neki kb 30x30x90cm? Vagy?
És van egy még bonyolultabb:) 150x400cm-es szerkezet (2 oszlop + a tetején összekötő). Kötélmászáshoz a gyerekeknek. Ezt miből kellene, és hogyan betonozni, hogy stabil legyen?
Augusztus végén talán lesz rá mester, addig tájékozódjon kell, meg még változhat a terv.... Köszi!
Le van húzva spanival, de nem roppantanám össze. Sajnos ezekhez nincs gyári összeépítő, mert Candy szárító, Indesit mosógép, mindkét márka úgyfélszolgálata a bútorlapot javasolta spanival. Na ez jó, de 3-4mosásonkent igazgatni kell.
a gyári megoldásoknál a közdarab csak azt oldja meg, hogy ne tudjon oldalra elmozdulni. (fészkek a lábaknak) a két gép egyszerűen egy bazinagy spaniferrel egymáshoz van húzva és kész. én is lestem, hogy ez a bolti összeépítőkészlet, de szuperül működik.
A 25x25-ös zártszelvény másfél méter hosszúságban érzékelhetően nem deformálódik a testsúlyom alatt. Bár nem vagyok hatvan kiló sem. Esztétikus kinézete legyen, meg ne laposvasat tegyél a gép alá, hanem zártszelvényt(ahol a lábai találhatóak, oda meg mehet pár lemezdarabka vagy valami, amire támaszkodik. Szvsz.
Üdv Urak!
A mosógépen van a szárítógép, közte egy bútorlap, de így el tud mozogni a szárítógép, nem szeretném ha leesne véletlenül.
A terv, hogy csinálok egy tartót a szárítógépnek aminek a lábai a mosógép mellett erik el a földet, így függetlenül tud a két gép mozogni, nem lesznek egymásra hatással.
Igazából az anyagválasztással vagyok gondban. Ki-miből csinálná?
Elég a 20x40 vagy 40x40? Vagy más ?
A szárítógép kb 40kg+a ruhák. Kb80cm a láb hossz, 60x50cm a keret ami kell a szárítógép alá.
Jaj, nee köszi! Debrecen a helyszín, igazából egy létra kinézetű dolog lenne, kb 10 kereszt-csővel, a keresztrudak (csövek) egyik, majd másik oldalon... De ez még változhat.
Lehet a csövekből az érintekezési pontoknál csiszolni,hogy az ezálltal szélesebb felületen éríntkezzen,és stabilabbat kötést hozzon létre,akkor meglehet.2 mm falvastagságnál elektródával ,ha ügyes palira bizod rá,megtudja csinálni.De ha találsz co s t ő is levarrja.Hétvégén Zalába dolgozok,ha arrafelé élsz,levarrom neked ingyen.
2db 1,5colos (2-vagy 3mm-falvastag) csövet kellene egymáshoz hegeszteni keresztben egymáson. Így lényegében 1 ponton van érintkezés. Én nem értek hozzá, de egy hegesztésben jártas szaki "pálcás" módszerrel tud megbízható erős kötést létrehozni? (tehát jó vastagon meghegeszteni? :)
Hobbi szinten, ha csak rövid szakaszokon hegesztesz ilyen vastag anyagokat, akkor szerintem felesleges beruháznod egy tekercs 1,0-es huzalra. A 0,8-as amolyan univerzális vastagság. Megy vele a vékony és a vastag anyag is. Ettől függetlenül én pont a 0,8-ast csak tartaléknak vettem. Kasznizni, zártszelvényre 0,6-ost, vastagabbra 1,0-est használok. A 0,8 akkor jön képbe, amikor valamelyik kifogy és nem tudok hirtelen elmenni venni.
Annyiban vitatkoznék csak hogy nem "kell" az 1-es huzal 5mm felett, hanem csak gyorsabb/termelékenyebb, bár ugye ipari felhasználásban ez egyenlő azzal hogy kell :-)
Sziasztok!
Segítségre lenne szükségem!
Most vettem egy IWELD Tig 220 ac/dc digital rc
Quicksilver gépet!
Van valaki aki ugyan ilyennel dolgozik vagy van neki?
Ilyen vastag anyaghoz én már 1.0-es huzalt használok, azzal mélyebb beolvadást lehet elérni és nem kell akkora huzalsebesség hozzá. Bár az én gépem 250 A-os és sokszor 200A fölötti árammal tolom. A feszültséget is magasabbra szoktam állítani mint ami fülre jónak tűnik. Ettől még mélyebb lesz a beolvadás , de pattogósabb az ív és jobban fröcsköl. Cserébe viszont gyorsabban lehet haladni. Pontos értékeket nem tudok mondani, mert csak hegesztés közben jelzi a kijelzőm és a gombokon sincsenek értékek. Bejelöltem alkoholos filccel a gombokon a megfelelő pozíciókat és az anyagoktól függően kicsit módosítok rajtuk ha kell.
Ma a kis Iweld alu 195-el hegesztettem egy órán át ilyen kis "hobby" 5-10 mm vastag laposvasakat és egy kicsit vékonykának éreztem a 0,8-as huzalt hozzá.
Csak egy menetben csinálok széles varratokat.
Kicsit olyan érzésem volt, hogy mintha nem égne át rendesen vele az anyag. Mire a huzal rendesen beégne már le is "olvad" a vékonysága miatt.
Erre lenne a kérdésem, hogy szerintetek érdemes lenne 1mm-es huzallal próbálni? Sokkal kisebb Volt-on kéne használni az 1mm-ert. A 0,8-at meg 21,5-23 V max.on járatni nem hinném, hogy hosszútávon jót tesz a gépnek. (Azt hiszem, hogy 15kg-s esebot 10e-ért tudnák is szerezni.)
Nekem is van, bár a nevét nem tudom. Úgy kaptam kisebb mennyiségbe, áttetsző zselészerű anyag. A varratot és környékét bekenve passziválja azokat. Heg. tech. boltokban biztosan tudnak bővebb infót adni róla.
1.5 bártól 2.5 ig szokott lenni. Nyomás alatt magasabb a forráspont is.
A falvastagság még csak csak egy nyitottnál de nem érvényesül a kandaló tömegébből adódó hőtárolás.
Kb arra lehet hasonlitani mikor a vékonyfalú edénybe forralsz vizet, hamar kihűl.
Másik meg hogy nem olyan drágák a vizteres kandallóbetétek. Plusz üveg stb..
Az hogy igazán szép legyen na azzal sok időt el lehet szórakozni.
sima vegyes kazánt foltoztam már co-val (tizen év alatt kilukadt a kondenzviz miatt) de az sima vaslemez volt,meg nyitott rendszer,meg nem a nappali közepén van....
meg se kérdezem havert hogy mekkora lenne az üzemi nyomás,felejtsen el
A félelmed jogos, 3-as lemezből inkább inkább el se kezd. Ha még nem hegesztettél kazánt inkább szabadon állóval / ne befalazottal/ kezdj.
A vékonyabb lemez az esetleges megnövekedett víztér oldali nyomás miatt könnyebben deformálódik /púposodik/ a varratok szakadhatnak, illetve az esetleges kondenzvíz lecsapódás végett hamarabb kilyukad.
Én 6mm alatt el sem kezdeném, minden varratot kétszer áthegesztenék, és a várható üzemi víztér nyomás kétszeresével minimum 24 órán keresztül nyomás próbáznám.
haver nyaggat hogy csináljak neki kandalló vizteret 3as lemezből,de félek bevállalni
attól tartok hogy megcsinálom, (nyomáspróbával) és utána a gyenge hegesztési tudományom miatt a sokszori hőtágulás után ereszteni kezd (...és egy téli éjszakán felébreszt telefonon hogy úszik a nappalija :-) )
szerintetetk mennyire jogos a félelmem?
corgonnal is használható a 308as huzal? melyik a jobb?
Na jó,azért nem teljesen kezdő...de AWI terén az. Kérdeznék pár hülyeséget...
Például a védőgáz mennyiségét mi határozza meg...? Persze tudom,hogy pl szabadban elfújja a szél...de zárt helyen mi szabja meg,hogy hány l/p-et állítok be?
Tegnap próbálkoztam mindenfélével...sima vas, inox, alu...és kb ~8l/p-et állítottam be.
Az addig rendbe' van, hogy a 100 bar-os Corgonpalackra rátöltesz annyi oxigént, hogy 105 bar legyen.
De mi van, ha a következő hegesztéshez kevesebb O2, netán épp tiszta Corgon kell?
Veszel egy másik palackot? Aztán egy harmadikat-negyediket?
Annál még az is jobb, ha csinálsz egy s.k. keverőt két reduktorral, két átfolyásmérővel és két visszacsapószeleppel. Aztán addig játszol a reduktorokkal, amíg hegesztés közben(!) meglesz a kívánt arány.
"Mindenféle feszmérő állásnál lehet a corgonhoz oxigént adni,a lényege,hogy az oxigén palack nyomása legyen a nagyob."
És azt hogy oldottad meg, hogy a nagyobb nyomású palack tartalma ne szorítsa ki a keverőtérből a kisebb nyomásúét (ad absurdum: tölteni kezdje a kisebb nyomású palackot), hanem valóban keveredjenek?
Bár nem nekem lett címezve,semmit nem jelent a kor.Szaktudás ,az kell a hegesztéshez.A példaként felhozott egyszerű számítás 100 bar corgonhoz 5 bar oxigen kell,ez kijelentő mondat nem számitás.Hegeszteni kellene megtanulni,nem a gázokkal össze- vissza játszani unalomból.Ezres nagyságrendben abszolváltam röntgen vizsgálattal és ultrahanggal is ellenőrzésre került varratokat.Találkoztam itt olyan lehetetlen figurákkal,akik ön,és közveszélyes módon hegesztettek,megpróbáltam finoman jelezni,a höbőrgés ,meg a kitiltás,meg az én anyámat.Akkor mókkoljatok,szedjetek szét mimdent,váltsátok meg a világot.Corgon gázhoz kevert oxigén vagy héliumos cuccott,trimixnek hívják 1940 évektől van jelen,csak jelzem hamár 60 vagy,és úgy érzed valami különlegeset fedeztél fel,hát sajna nem.Ez rád természetesen nem vonatkozik,hiszen ki más gondolhatán hogy a hegesztést alapjaiban rengeti meg,egy bő 80 éve a piacon kapható gázkeverék újraalkotásával.Az az anyagcsoport amivel dolgozol,pontosan melyik? Szerkezeti acél? De finomszemcsés,melegenhengerelt,ütőmunka értéke joulban,és a varrat értéke azonias? Te bármi csinálsz,az úgx lesz jó mert te 60 éves múltál 28 nappal,és 8 óra 18 perccel.....
Másoknak is elmondom,hogy jártam egy lemezkazán gyártónál,és a fogyós varrat hangja olyan volt,mint a Fox-cell elektródáé.
Igy megkérdeztem egy hegesztőgép mérnök barátomat,és ő javasolta az oxigén hozzáadását. Ő 7 százalékot javasolt,de én csak ötig nyomtam.Állitotta,hogy a túl sok sem jó,de a túl kevés sem !!! Bizton állitom,hogy a varrat hangja megváltozott,és a külleme is. Megszűnt a fröcskölés,ugyanakkor a varrat szélei oxidált szinűvé vált,de ez még mindég elenyészőb gond,mint a sok golyócslát letakaritani. Ugyanakkor a varratom nem hólyagzott vissza,és gázbudorék mentes lett !!!
A gép A,és előtolás potijai egészen más helyekre kerültek !!!
Mindenféle feszmérő állásnál lehet a corgonhoz oxigént adni,a lényege,hogy az oxigén palack nyomása legyen a nagyob. Egy egyszerű számitás : 100bár corgonhoz 5bár oxigén kell. Házilagosan is meglehet oldani,magasnyomású flekszibilis tömlő kell,az egyik hollandernél kikell alakitani egy feszmérő csatlakozást.
28 nap,és kereken hatvan éves vagyok,de a kérésedre tanfolyamra fogok járni !!!!
"Te figyi már,a corgon gázhoz hogyan kevertél hozzá 5 % cuccott? Reduktor,géppbe be.Igy van? Melyik ponton tudtál 5% cuccott hozzáadni a keverékhez?"
Hát, ezen én is elagyaltam egy kicsinyég... meg főleg azon, hogy mi a rossebnek kell a védőgázhoz keverni pont azt az anyagot, ami ellen az védeni hivatott?
"Hallod,hegesztőmérnökök,komoly koponyák agyalták ki az összes gáz összetevőjét,miből.mennyit hogyan."
Mondjuk, azért nem nagy agyalás kellett hozzá, hogy 100% CO2, illetve 100% Argon. :)
Amilor a hegesztési....nő,a beégés nő,szélesebb lesz a varrat,amikor a ...csökken,a beégés csökken magasabb lesz a varrat.Segitek a..... helyén nem a gáz áll.Semmi köze a gáznak a beégés mélységéhez.Ajánlom figyelmedbe a védőgazok hegesztéshez és termikus vagáshoz kissé száraz de hasznos infókat tartalmazó olvasmányt.Te figyi már,a corgon gázhoz hogyan kevertél hozzá 5 % cuccott? Reduktor,géppbe be.Igy van? Melyik ponton tudtál 5% cuccott hozzáadni a keverékhez? Hallod,hegesztőmérnökök,komoly koponyák agyalták ki az összes gáz összetevőjét,miből.mennyit hogyan.Gondolod előálltál valamilyen megfejtéssel? Ha érdekel a .... helyén mi áll,és mitől nő,csőkken,változik a beégés,iratkozz be egy tanfolyamra.Vagy legalább olvass el egy könyvet,ami a hegesztési ismeretekről szól
Hegesztéskor a hozaganyagnak a hegesztendő munkadarabnak megfelelő ötvözőket kell tartalmaznia,vagy ahozz a lehető legközelebbi mutatókat.Azt írtad,hogy a hegesztési varratot nem lehet megmunkálni,csak más szavakkal.A számtalan jelezés ami neked gondolom semmit nem mond,az elektródák dobozán,az awi palcák dobozán,a fogyóelektródák dobján,vagy dobozán azért van feltüntetve.Hegesztési alapismeretek 1 oldal.Milyen öntvényből van a palinak a szíjtárcsája,azt melyikőtök kérdezte meg?Osztjátok a tippeket,a semmire.Bronz? Réz? Aluminíum? Vasöntvény?Lemezgrafitos?Fekete vagy feher temper öntvény?Hőálló? Úgy,úgy.Nagytudásuak.
ahol nem kívánsz meg fix fordulatot folyamatosan, lehet benne ingadozás egy oszlopos fúrónál majd mindegy hogy 1440/1430/1450 a fordulat
ezért mondtam én is a leszedést ahol ékszíj viszi át a hajtást ott eleve számolnak csúszással így az átmérő csökkenés nem akkora gond, illetve a párjából is lehet leszedni akkor marad az áttétel
A tömör huzalnak nincs párja,én a porbeles huzalt a gyártó nyakára tekerném !!!
Ja.............meg a corgongáz is buli,én a napokban kipróbáltam + 5% oxigént hozzáadni. A varrat szebben beég,szinte lapos a varrat,és nem giliszta !!!
Az öntvény szíjtárcsa nem fogja szeretni a krómosnikkeles..... rozsdamentes drótot, és dobhatod el. Nem kéne erőltetni azt a felhegesztést, ha még használható az a szíjtárcsa, viszont, ha van másik kísérletezz :-)
Alfaweld tm 200 ac dc hf pulse masinéria....ezer márkanev alatt fut ugyan ez a régi kiforrott konstrukció....nem tudjátok mi a túró lehet az E01-es hibakód? Tig dc-ben az impulzust kénye-kedve szerint állítgatja hegesztés közben, illetve mma-ban hol van ívgyújtás hol nincs. Persze Ac-ben is ugyan ez a gond az impulzussal. Tig-ben impulzus nelkül működik, amíg van ív, írja is az áramerősséget, mikor nem hegesztek E01-es hibakód. Úgy veszem észre mikor hozom-viszem a gépet van, hogy eltűnik a hiba de az esetek 80%-ban jelen van. Tehát pl kocsival elvittem gariba nézzenek rá, ott persze baszta csinálni, csodák csodájára megjavult :D agybaj! Nyilván a kocsiban zötykölődés. Saja még ott sem tudtak megmondani mi az E01. Valaki esetleg?? Előre is köszi.
Üdvözlet mindenkinek , szép estét . Volna egy olyan kérdésem , vettem egy iweld porbeles hegesztőt , uaz kasznit javítgatni , jó is volt , még el nem fogyott az elektróda " drót " ami a csomagban volt , E71T-GS rendeltem hozzá 2 dob E71T-GS AWS A5.20 0,9 mm ' drótot ' a helyzet úgy változott , hogy ehhez a dróthoz majdnem kell a maximális feszültség 20 v és minimum 25 A gép skálája szerint , hogy kezdjen """ rendesen működni """" , viszont így már jobban figyelni kell , mert hamarabb lyukaszt , és "" a varrat is inkább gányolásnak néz ki koránt sem néz ki jól ! A géphez adott " dróttal "E71T-GS minden rendben volt 17v és 10 A szépen tudtam vele hegeszteni , pontozni a lemezt a "salak" is lejött drótkefével és fényesebb volt az a " varrat " mint a mostani " dróttal " mert most van vékony salakréteg amit ütni kell , hogy lejöjjön és sötétebb a hegesztés , létezik olyan opció , hogy több fajta , pl rozsdamentes porbeles huzal , stb , mert nem igen látok leírást róla, de más a hegesztőhuzal mint a géppel küldtek az biztos, és amiket láttam itt a neten egy kaptafa alatt árulják E71T-GS ! Azt szeretném kérdezni , hogy ebbe valaki tudna irányt mutatni , előre is köszönöm . A gépembe 100mm dob fér 1 kg 09 drót !
Próbálj meg úgy játszani a paraméterekkel, hogy a hegesztés hangja minél jobban megközelítse az egyenletes sziszegést.
Ha ropog, vagy durrog (netán lökdösi is a pisztolyt), akkor vagy kevés az áram, vagy sok a drót, vagy kopott az áramátadó betét. Ilyenkor jobban is fröcsköl.
Ha viszont meg-megszakad az ív, akkor kevés.
Ha búg a hegesztő és csöpög/folyik a drót, akkor k. sok az áram.
És ha a hegesztett lemez hátoldala nem színeződik el, akkor túl gyorsan varrtál.
Ilyet akkor csinál, amikor zárlatos a terelő és a hegesztőáram egy része a drót helyett a hegesztendő anyaghoz érintett terelőn keresztül folyik.
A terelő zárlatát vagy a berakódott fröcskölő anyag okozza (alulról-felfelé hegesztéskor hajlamos egyenesen a terelőbe hullani és - paszta ide, vagy oda - rövid idő alatt zárlatossá tenni a terelőt), vagy - fémből készült nyakkal ellátott pisztolyoknál - a terelő előtti szigetelőgyűrű hiánya.
(Az a fehér színű gyűrű a nyakon - alapesetben erre ütközik föl a gázterelő.)
Nyomáspróba dátuma bele van ütve a palack nyakába, keress minél újabb dátumot. 21e körül van az acetilén csere, 12 az oxigén. Ha lejárt a nyomáspróba és még vizsgálható a palack, akkor általában 6e ft a nyomáspróba ára. Senki nem fogja neked kispalackokra cserélni, mert sokkal többet érnek, a mobilitás miatt.
Örököltem egy lánghegesztő szettet. 6kg 40literes acetilén és ugyanekkora 40l oxigén palack plusz a reduktorok csövek stb. (kifogyóban vagy üres)
Én tudok villannyal hegeszteni de ezzel még soha. Viszont ki akarom próbálni de ekkora mennyiség biztos nem fog kelleni. Tudtok ajánlani olyan telepet ahol kisebb palackra cserélik illetve ha nem, egye fene hogy zajlik egy csere amikor házhoz jönnek. Mert semmilyen doksim vagy ilyesmi nincs a palackokhoz. Pl van ennek szavatosság? Palack régi stb lehet nem is tudom használni? Miből derül ez ki?
Amiket én néztem max 200-300A rel tudtak rásegiteni az inditásra.
Használat meg ugyan az volt mintha bikáznál. Felteszed bekapcsolod azt a funciót és rásegít.
Egy használat nem több mint 15mp inditózás aztán pihi x perc.
Van olyan ami max 50A ad/gyorstöltő/ de ez olyan mintha rákötnéd mondjuk egy járó motorú kocsira vársz x percet majd inditód.
Fő gondom az volt hogy ahova kellene nem biztos hogy van tyúkbél, és kicsi a teljesitménye.
Hegesztőkábelből lehet jó inditókábelt csinálni.
4 évig volt egy táskás gyorsinditóm, most is van egy 55ah akku tartalékban, télen mindig jön valamelyik szomszéd.
A jelenlegi litiumosok meg a tutik és hogy ne legyen annyira off.
Mi van ha elkezd tölteni a generátor, 12v 70A pl ? Szerintem kisütné a trafót/ invertert.(töltőt sütött ki az öregem ugyan igy.)
Hegesztéskor is meg van adva hogy a kocsi elektromos rendszerét áramtalanitani kell, más téma hogy nem szoktam.
Én láttam olyan mobil hegesztőt aki a kocsijában tartott 4 munkaakkut és azzal hegesztett. Menet közbe meg a kocsi generátora töltötte őket, persze külön kapcsolóval függetlenitve a kocsi elektromoságától hegesztéskor.
Már csak azért, mert én valami olyasmit olvastam a mienk doksijában, hogy az aksit kell vele "bikázni" (ezt speciel konkrétan háromszor 5 másodpercig, tizenöt másodperces szünetekkel), nem pedig az önindítót direktben meghajtatni.
De lehet, hogy félreolvastam, mert nem valami perfekt az angolom.
Hát most már akkutöltő van bikázó funcióval.
Régen volt olyan traktorról vagy máshonnan hajtott dinamó amin volt ilyen lehetőség. Én láttam olyat mert mielőtt a kisöreg szétbontotta volna megmutatta hogy müködik. Talán 300A rel lehetett vele folyamatosan hegeszteni. Meg volt vagy 600kg. Valami régi orosz csoda volt kb a 60 as évekből. De még a 6 v is ment rajta. Egyenáramú generátorként is lehetett használni.
Hát, megpróbálni mindent meg lehet (legrosszabb esetben csak egyszer az életben - és akkor se sikerül)... De én nagyon lebeszélnélek erről.
A felrobbanó akkumulátor nagy zajt csap - ezt tapasztalatból mondom -, és hát ha hazavágod az autó komplett elektronikáját, az sokkal drágábba' lesz, mint egy új aksi.
Viszont hogy valami pozitívat is mondjak: a hegesztő az szerintem bírni fogja. :)
Valahonnan ismerős a történet... Lekapcsoltam a flexet, a szemem sarkából úgy tűnt, hogy még mindig szórja a szikrákat. Pedig csak a póló és a farmer gyulladt meg rajtam...
A műszálas holmikat meg tiltja a vallásom. A zokniba belerohad az ember lába, de annyira, hogy nyilat lehet vele mérgezni. Télen-nyáron vastag pamutzokni a bakancs és a láb közé.
előfordul hogy tökmindegy mi van rajtad,pl amikor kocsi alatt fekve hallod a külső hallójárat sistergését
:-)
...de beugrott az is amikor öcsémmel szótlanul,nyugodtan és elégedetten végignéztük hogy flexxel meggyújtja magán a pulóverét az undok nagyarcú unokabátyánk
Akkor nekem szerencsém volt: ezt a bolyhos, kínai polárlajbit csak átsütnöm sikerült (nem olvadt rám) - és már amúgyis ócska volt -, de farmertól pólón át a kamionos dzsekiig mindennel felgyújtottam már magam. :)
Viszont a legutóbbi vastag műanyagzokni (félcipőben) vitte a prímet: nem csak kilukasztotta az olvadt fémcsepp, de rám is olvasztotta. Mire komolyan vettem a dolgot és lerúgtam a cipőt, már vitte az irhámat is.
Basszátok meg... frottír, pamut, gumi, bármi... de a műszálas cuccot kurvára kerülje mindenki, ha hegeszt, vagy flexszel!
Hamar leszoktam arról, hogy egy szál rövidgatyában és strandpapucsban hegesszek (pardon - próbáltam hegeszteni, de mindegy is). Azóta rájöttem arra, hogy a legjobb a hegesztőknek, mert őket nem szólják meg azért, mert nyáron is tetőtől talpig fel vannak öltözve. Egy kicsit leégtem itt-ott...
Jaj, nagyon szépen köszönöm! :) Nekem így is kicsit instabil, ha fejjel billentem előre, állon vág és elforog a fejpánt a pajzsban, de még állítgatok rajta. :)
Segítséget szeretnék kérni. Ma kézhez kaptam a férjem szülinapi ajándékát. Egy iWeld Nord Eye II pajzsot rendeltem neki. Már ott hiba csúszott a gépezetbe, hogy nem Terminátor mintásat küldtek, de sebaj, jó lesz a bordó is, majd felmatricázzuk Vasembernek... :)
A segítség ahhoz kellene, hogy sehogyan sem tudom összerakni a fejpántot... Adtak hozzá leírást, de a rajzon egészen más alkatrészek vannak... (kicsit félek, hogy ez sem az, aminek lennie kellene....) Állandóan lebillen, nem tart rendesen. Van valaki, aki lenne olyan kedves és valahogy befotózná nekem az összerakását a fejpánt kis alkatrészeinek? Én alapjában véve elég jól értek a szerszámokhoz, szedtem már szét piszoárt is és a csavarhúzó is jobb barátom, mint a körömlakk, de ez most kifog rajtam. Másfél óra Google sem adott eredményt. Kérlek, szánjatok meg. Köszönöm! :)
Ennél is finomabb dolog mikor elfelejted rácsippenteni a testet a munkadarabra, ellenben kesztyű nélkül odafogod az oda heftelendő anyagot, majd a nagyfrekis gyújtású gépre kötött/beállított awi pisztolyon nyomsz egy gombot :-)
Volt hozzá szerencsém. Akkor még nem használtam kesztyűt, vizes papucsban meztélláb... Hozzáértem az elektródafogóhoz. Elég sokat kell vezekelnem azokért a mondatokért... De nem igazán lehet belehalni, csak kellemetlen érzés.
Én is így számoltam, 35-ből megvolt a töltött palackom. Sőt még a helyedben elvinném a CO-2 palackodat is talán tudod cseréltetni azt is. Telefonon előre le tudsz beszélni mindent. Sőt itt a majdani cserénél nem fognak rád verni nyomáspróba díjat sem.
Igazad van! Pontosan ezt teszem, ezért írtam, hogy vagy évi 40 ezer forint bérleti díjért +15 ezer töltet, szabályosan a tuti a Messertől, vagy majd csak lesz valami. Ez utóbbit választom a 4,7 m3 kínai nekem 2-3 évig kitart, még ha ki kell dobnom utána a palackot akkor is 15 ezer Ft/év-ből megúsztam palack+töltet szemben a Messer díjával. És ez messze a legrosszabb eset....
Remélem a kínlódásomnak legalább annyi haszna lesz, ha valaki hasonló cipőbe kerül és ez segít neki dönteni...
Csak akkor van katyvasz a palackok körül, ha nem bérelt palackod van. Mivel mindenki saját palackot szeretne a hivatalostól eltérően, ekkor kezdődnek a gondok. Nem kell ezen annyit agyalni. Elmész és veszel magadnak egy corgon palackot, amit nagy valószínűséggel több évig kitart nálad a leírtak alapján. 35-45000Ft-ért+ járulék(áfa) már kapsz 4,7m3-es töltött corgon palackot, és ez sem kerül többe, ha annyi időre számolod, amíg kitart, mintha bérelt palackod lenne. A további töltéseknél már nem fizetsz a töltésen kívül semmit, ezért éri meg a saját palack. Siófokon kapsz kínai, és Messer-es palackot is töltve. Itt kapod meg a legolcsóbban. Nekem azért lett kínai, mert CO-2 (W21,8X1.14") meneteset szerettem volna a reduktorom miatt. Ez a 4.7m-es töltött palack kerül 35e Ft+áfába, a Messer-es palack G 1/2 menettel, meg 40e FT+áfa.
Köszönöm szépen mindenkinek! Nem gondoltam, hogy ekkora katyvasz van a palackok körül...
A még tőlem is kezdőbbeknek összefoglalnám amit megtudtam Tőletek, telefonokból és a netről. Ha van még valami légyszi egészítsétek ki.
1. "Hivatalosan" Messer és Linde a nagyok, de csak bérelni lehet a palackot (120-180 Ft/nap) + töltet ára + esetleges szállítás. Állítólag ezek a palackok is részben kínaiak. (Miért is ne, Kínában gyártanak már mindent, miért pont a palackokat ne?)
2. A hegesztéstechnikai boltok többsége kínai palackot forgalmaz, amit ők valahogy nagy tételben állítólag a Messernél ás Lindénél töltetnek. Ezért kerül rá a nagy cégek banán-matricája.
3. Ezekben a boltokban a nem kínai palack ára kb 30%-kal magasabb, mint a kínai.
4. Az itt vásárolt, eredetinek tűnő palack is lehet "gázos":
- kínai palack, aminek a nyakára valaki ráragasztotta, a vonalkódot és számot (állítólag ezt is hamisítjuk)
- bérelt palack, levakart matricával (ami ezáltal lopottnak minősül), tehát ha valaki ilyen helyen vesz "eredetit" kérjen számlát a palack gyártási számával.
5. A rendszer igazából az 1. pontot kivéve szabályozatlan és kaotikus. Nem tudni ki, kinek, meddig és mit tölt. Mindenki ügyeskedik.
6. Ha valaki valahol vesz egy palackot azt becsszóra cserélik ott ahol vette. (Ameddig az adott hely létezik és meg tudja oldani a töltést.)
6. Még homályos nekem, hogy nagy cég által már töltött és matricázott kínai palackot hivatalosan a Linde és Messser magánszemélynek töltenek-e és ha igen hol és hogyan. Illetve a saját tulajdonú, de eredetileg Linde vagy Messer palackot meddig cserélik a nagyok és mikor mondják, hogy csak a béreltet és nem töltenek.
Tömören és szerintem:
Vagy a megfizethetetlen első verzió vagy majd csak lesz valahogy....
-Érdekes X éve itt cseréltem önöknél. És akkor most mi a megoldás?
A nyuszika cseszd meg te a talicskádat vicc a megoldás.
vagy ha nem esik útba a bolt felhívod őket, hogy mi a szitu próbáltad máshol cserélni, de elhajtottak ők cserélik-e neked mert feleslegesen nem utaznál
Pár napja hívtam fel telefonon a szódagépes ismerősömet. Ő is mondta, hogy már csak egyfajta CO-2-öt gyártanak, külön iparit már nem csinálnak, úgyhogy szódavízhez is csak ilyet tudsz venni.
Igen, olvastam már itt ezt a jelzőt erről a boltról, azóta nem is vásárolok ott.
Nem hívtam fel őket, csupán megérzés. Mit mondhatok? Jó napot, cseréltem itt kb. egy éve egy 5 kg -os CO2 palackot, amit én adtam az normál szabvány Messer palack volt és kínait kaptam cserébe? Ezt most tudtam meg, tessék már visszacserélni, kérnék a kínai helyett egy norm. palackot. Nehezen tudom elképzelni azt a választ, hogy persze, elnézést, máris hozzuk. Én is hibás vagyok. Nem értettem hozzá, nem néztem utána, ez látszott rajtam és éltek a lehetőséggel...
Ha legalább biztos lehetnék benne, hogy pontosan mi van benne, felhasználnám szódavíz készítésre, de így nem merem megitatni a gyerekkel....
Köszönöm még egyszer a segítségeteket, sokkal okosabb lettem.... Valószínűleg megmarad tartaléknak..
Meghagynám a helyedben az 5kg-os CO-2 palackot tartaléknak. A corgon palacknál is belefuthatsz hasonlóba. Én ott próbálnék palackot venni, ahova hosszútávon cseréltetni vinném. Elvileg nekem is kínai corgon palackom van, de amíg tudom cseréltetni, addig nincs nagy jelentősége. Így is olcsóbb mintha palackot bérelne az ember.
Köszönöm szépen, figyelek a menetre is. Visszavinni vagy vásárlók könyvébe írogatni nem látom értelmét. Számlát, blokkot nem kaptam, ha kaptam volna, se lenne meg, arról sincs semmi bizonyítékom, hogy milyen palackot hagytam ott.. Jelenleg ez "egy állítás-egy tagadás". Én azt mondom ott vettem és nem ilyen palackot hagytam ott, ők azt mondják a legegyszerűbben, hogy nem ott vettem. Ezért kár felidegesíteni magam, betudom tanulópénznek. Már itt is átverik az embert. Megtanultam ezt is....













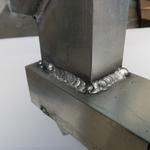












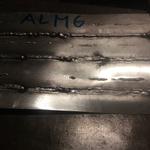

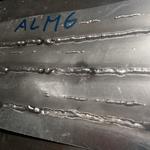











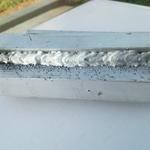





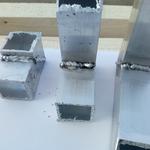













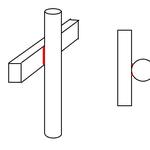
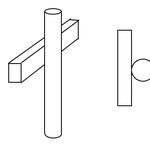 Nyilván egyszerűbb lenne ha a cső négyzetes zártszelvény lenne, de akkor nem kérdezném:)
Nyilván egyszerűbb lenne ha a cső négyzetes zártszelvény lenne, de akkor nem kérdezném:)










 én is kérdeznék:
én is kérdeznék: (Az a fehér színű gyűrű a nyakon - alapesetben erre ütközik föl a gázterelő.)
(Az a fehér színű gyűrű a nyakon - alapesetben erre ütközik föl a gázterelő.)




{kind=link}
{kind=link}
{kind=link}
{kind=link}
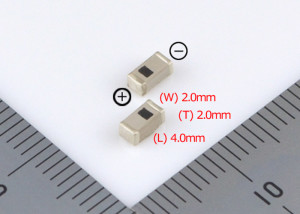{kind=link}
{kind=link}
{kind=link}
{kind=link}