De azért mint CNC-stől megkérdezném, hogy Te mennyire esztergálnád az ø30,00 furathoz a tengelyt és milyen hosszon?
Aztán milyen hosszú lenne a menetes rész? Mennyivel vegyem rövidebbre 40 mm-nél? Ha a végre egy csap is kerülne a magméretbe akkor annak mennyi lenne az ø-je és a hossza? Egy kicsit jobban nézd meg az irományomat amiből 2 is van a linken! Ebben tudnál segíteni.
A hasitó darabot feltehetően CNC-n gyártották. Mennyire megbízható a 40 mm-es menethossz ami elég nehezen mérhető/ellenőrizhető?
Ezek a csapágyak valóban jobbak lennének mint amik megvannak.
De a kettőt együtt egy rövidebb és rozsdás tengellyel együtt 3000-ért már megvette. Alig tudtam rábeszélni, hogy a 30-as helyett legalább 40-es tengelyt vegyen. Mert erre a kúp hengeres végét ütköztetni lehet. Nemcsak a menet terhelődik hasításkor!
Vannak helyzetek, hogy egy sima, egyenes tengelyre kell a csapágyat meghatározott helyre, elmozdulás biztosan szerelni. Ez csak egy kiegészítő szerelő elemmel lehetséges és ez a szorítóhüvely. Tengelyirányban hasítva van. Belső furata egyenes, külső palástja kúpos. Tartozék a biztosítólemez és a csapágyanya. Az anya meghúzásával tudjuk rögzíteni a szorítóhüvelyt és a csapágyat.
Ha már ezt a fajta csapágyat alkalmazná a megrendelő , akkor legalább az egyiket , a fenti megoldással ajánlanám .
Most kerestem rá .
Gondolom ez a húzott tengelyhez való .
Maga a hasítókúp rögzítését szerintem a menetes tokmánytárcsa illesztéséhez hasonlóan kellene kialakítani .
Másnak ,pénzért , nem hinném hogy recézünk illesztő felületet :)
Régebben Mérnökferinek szoktam házi feladatotokat adni bár nem nagyon szerette!
Most viszont a Ti segítségeteket én szeretném kérni! Egyik ismerősöm idehozott egy fahasogató kúpot, egy 30-as húzott tengelyt két önbeálló INA csapággyal.
(Na gyorsan bebizonyítottam, hogy ez így nem lesz jó. A csapágy vígan szánkózott a tengelyen.)
Erre hozott egy ø 40-est. Ez van mondta. Erre kell felszerelni a kúpot és a lendkerékként is működő ø400-as ékszíjtárcsát. No meg a csapágyakat. (A motorra szerelt ékszíjtárcsát már megesztergáltam.)
A kérésem az lenne, hogy hogyan alakítsam ki a tengelyvégződést ahova a Csehországban igényesen legyártott kúpot felcsavarozom. A kúphoz nem adtak dokumentációt. Véletlenül derült ki, hogy kint készült.
Ne vegyétek házi feladatnak de több szem többet lát. Persze nekem is van elképzelésem de ilyet még nem csináltam. Minden ötletet szívesen veszek.
2.A sebességes példa azért nem jó analógia, mert míg ott valóban ugyanannak a mozgásnak az 1 kilométeres hosszának a megtételéhez szükséges időről beszélünk, a te definíciód egy hipotetikus, 1 hüvelykes osztókörű fogaskereket igényelne, amire az egeszet vonatkoztatnád. Szerintem ez nem logikus. Lehet persze, hogy ezt mégis így használjuk magyarul kétszáz éve.
Szerintem ezt én írtam, a DP esetében abból indultam ki mint a modulnál, hogy az osztókör hosszára, kerületére --- ami angolul perimeter --- vonatkozik a számolás, de nem. Nem az a baj, hogy ezt félreértettem, hanem hogy semmilyen módon nem jön ki a matek a fogaslécre.
Visszamérem a gépen, csak az egy kicsit macerás lesz, de megcsinálom. Ha megnézed az adatokat, következetesen 6,35 mm alatt van minden mérés.
Ahol a fogak számát mérem, ott egy-egy csavar van, az fogja a fogaslécet az eszközhöz. Azoknak a csavaroknak a helyét én kifúrom és működik. Ha hibázok a mérésben, 2-3 tized milliméter hibát viselne el, mert különben nem megy bele a csavar a helyére.
A méréseket is eredetileg úgy kezdtem (ezért van századra mérve), hogy becsavartam a csavarokat a fogasléc nélkül, és a fej átmérővel korrigálva (digiten ez pofon egyszerű) mértem a távolságot. Ott 2-3 századot lehet hibázni, de legyek bőkezű, 1-2 tizedet. De nem 4 tizedet, az már sok. Viszont nem tudnám összerakni. Ehelyett össze tudom.
Diametral Pitch is the Number of Teeth to each Inch of the Pitch Diameter.
A DP az a fogak száma inchenként az osztókörön.
Fogaslécen ugye megmérek mondjuk 20 fogat (ugyanazon pontjaik közt, ez felel meg az osztókörnek), és inchben számolok. 20 fogra a 4-es DP 5 inch, azaz 127 mm. Nos... nálam nem ennyi.
,,A DP tudtommal (de fenntartom, hogy tévedek), az inchenkénti fogszámot jelenti, azaz 25,4 mm-en 4 fog = 6,35 mm. Hasonló mint a TPI a meneteknél.''
Rosszul tudod. A DP azt mondja meg, hogy egy 1 inch (osztókör) méretű fogaskeréken hány fog van.
Vagyis a fogosztás π/DP inch, azaz 25.4*π/DP mm.
Muszáj hogy a πbenne legyen a képletben, különben egész DP esetén a tengelyek távolsága lenne valamiszer 1/π, aminek a technológusok nem nagyon ürülnének. Jobban szeretik, ha a tengelytáv a kerek érték.
Modulos kerekek esetén a tengelytáv (z1+z2)*m milliméter, a angoloknál pedig (z1+z2)/DP inch, ahol z1 és z2 a két kerék fogszáma.
,,De a negyed inch sem jön ki, mert 74 fognál már ~2,5 mm az eltérés ami szerintem sok.''
Nem tudom, ez a 2.5mm hogy' jött ki.
A te mérésed szerint a 74 fog 126.6/20*74=468.42mm
1/4 inches fogosztással pedig 25.4/4*74=469.9mm
A kettő különbsége 1.48mm, de csak akkor, ha pontosan mérted le a 20 fogat. Pár tizedet nem nehéz tévedni, és a tévedés felszorzódik majdnem 4-gyel a teljes hosszra nézve.
Illetve, még nem volt időm feltenni a 3018 as kis cnc ből készült mérőmikroszkópot, amit te két perc alatt összeraksz, ha a marótengely helyére beszerelsz egy USB mikroszkópot, azokon van szálkereszt , azzal nagyon pontosan tudsz fogosztást mérni, meg profilszöget is.
Az a 4-es diametral pitch, de annak is van kb. egy tized coll (~2,5 mm) hibája 500 mm hosszon, az nekem soknak tűnik. A jövő hétre szerzek megint ilyen fogaslécet és üljünk le. Hátha csak én kaffantom el a mérést, de nem hinném.
A fogasléc fel van csavarozva egy tartó aljára, az egyes csavarozás pontok a fogak közti részbe esnek, pontosan a fog mélyedés közepére, tehát kiadják a fogtávolságot valami egész számmal (a köztük lévő fogak számával) szorozva.
Ha tolómérővel mérem magukat a fogakat, 20 fog 126,6 mm, azaz 6,33 mm egy fog.
Visszarajzoltam CAD-ben, ott az összes csavarhelyet felvettem, nyilván a mérési hiba 0,1 körül van, de ez csak szórást kell, hogy belevigyen, berakom a rajzot. Erre kéne valami okosat mondani, a 2 PI az 6,283 lenne, az a teljes hosszon 0,05x74 = 3,7 mm, az látványosan sok lenne. Diametral pitch-ben 4,02-re jön ki, ott szintén van hiba, 2,5 mm körül lenne a teljes hosszon, ha 4-es Dp-vel számolok.
Baromira nincs ötletem. Sajnos tolómérőből nincs 250 fölötti, de itt 20 fognál is már pontosnak kellene lennie, ellenőrzött digit tolómérővel mértem. Egy sörre a vendégem aki megfejti.:-)))
Lehet, hogy egyedi gyártású nem-metrikus, de metrikus gépen készítve, és egyszerűen így jött ki, vagy elszámolta magát a gyártója. A párban lévő fogaskerékkel mi a helyzet? Jól kapcsolódnak?
Viszont ha mégis akarsz foglalkozni a fogmarással, akkor itt van egy kalkulátor, amibe csak a fogszámot és a modult beírod, és kiszámolja a fejkört is, amire neked előesztegáláskor szükséged van.
Ha ezekből választasz, akkor arra készülni kell, hogy a te tengelyed méretéhez illesztéskor ne a furatra, hanem a fejkörre központozz, mert néha nem eléggé pontos a furat pozíciója gyárilag.
Sziasztok! Vettem kis esztergát Asist /Ferm/ sajnos cserekerekek nincsenek. Kettő van ami meghajtja az előtolást, készítenék de nem tudom a méreteket csak ezeket: a fogszám és modul Milyen képlettel tudom kiszámítani / ha ebből lehet/ pl: 49 fogszám és 1 modul mennyi lehet ennek az átmérője? Ami adott 85,95 az átmérő fogtő 82.76 1 modul és 84 a fogszám 11 db hiányzik ha megtudom az átmérőket majd elszórakozom a marással a nyugger időből kitelik Megköszönöm a szívességet,
Gyártass teljesen újat! A régi átalakítása nem megoldás, mert azon kívül, hogy a 10 fogú nem adja ki a kilenc fogút, egy oda-vissza hőkezeléssel is (vagy keménymarás CNC-én) kell számolni, ami miatt nem úsznád meg olcsóbban. Új esetében viszont a tengely furat (ricnyi vagy D-alak) elkészítése jelenthet otthon problémát.
Amennyiben mindenáron barkácsolni szeretnél; helyedben szereznék egy kilencfogú előgyártmányt, amibe beleültetném a tízfogú agyrészét...
lánckereket szeretnék, gyártani, vagy gyártatni, akár több darabot is. marogép adott, osztofej adott, de nem tudom hogyan kezdjek neki? nagyobb lánckerékből, kellene, csinálni kisebbet, gyári 10 fogasbol kellene 8-9 fogast, gondolom, ki kellene számolni, a kiosztást, amire szükség lenne. na ez nekem nem fog menni, mert ehhez tul proli vagyok. a lánckerék kismotorra kellene.
Ha elmész a Bauhaus áruházba, ott találsz készen lyuggatott, vagy expandált alumínium lemezeket körülbelül a te általad elgondolt méretekben. Sok egyebet találsz még, csak nézegetni kell. A komplettírozáshoz pedig egy szomszédbeli lakatosmester is meg tud felelni.
Sok kérdés megválaszolása rajtad múlna ám. Nem tudom mi a szakmád, de talán ötletelhetsz magad is, (bármi is a szakmád), hogy olcsón és könnyedén megúszd. Én elmennék az OBi, a Praktiker és a Bauhaus áruházakba körülnézni. Az ott található félkész termékekből mit lehetne összehozni. Olcsón és célszerűen.
Köszönöm, de ezeket az információkat nem nekem kellene tudnom, hanem annak, aki vállalkozna az elkészítésére. Azért írom úgy hogy ennek az elkészítésére valakinek vállalkoznia kellene, mert nehezen képzelem, hogy készen kapható lenne.
Semennyit, a keretnek kell elbírnia a háló súlyát, ellenállni a deformálódásnak és a szét-összeszereléseknek.
"magam sem értem mit akarsz csináltatni."
Színpadon lesz térelválasztó, semmit se akarunk csináltatni, azt keressük, milyen kb. fél méter hosszú, boltban kapható műanyag vagy könnyű fém vagy egyéb rudakból lehet összerakni és szétszedni gyorsan és kis helyen tárolni, biztonságosan szállítani.
Kulcskérdés, hogy idomok legyenek hozzá.
Egy kb. 2m magas és kb. 3m hosszú keret kell, első ötletként az alsó két sarokhoz tett kb. fél méteres talpat középen is kiegészítjük egy talppal és a két felső sarokból kap merevítő rudakat, hogy ne csavarodjon meg.
A toldók vagy idomok megléte, a rudakhoz pontos illeszkedése és biztos tartása a kulcs az eddigi elképzelések szerint,hogy a színpadon ne deformálódjon, csavarodjon meg a keret.
Valószínűleg gépészeti tapasztalattal rendelkezők ezt másként látják, pláne, hogy legalább két évet ki kell bírnia kb. ötven szét- és összeszerelési ciklussal.
Elsőnek sátor vázakat néztünk, de a könnyű és rövid alumínium vázakhoz nincs megfelelő toldó vagy sarokidom, az erős és jó idomok családi sátrakhoz készülnek, hosszú és nehéz sátorrudak tartoznak hozzá.
Leszedni a régi festéket fémtisztára, zsírtalanítani, alapozni, glettelni, csiszolni, glettelni, csiszolni, festeni.
Irigyellek, ha ez neked pikkpakk megy.
Egy csomó anyag meg eszköz kell hozzá, ami nekem nincs (pl. egy jó minőségű festékszóró), meg legalábbis az utóbbihoz a tippem szerint komoly gyakorlat is kell, hogy vállalható legyen az eredmény.
Nem találtam fórumot, de talán itt gyorsan kapok választ profiktól összecsukható, de erős vázra.
Egy 3x2 méteres fél centis lukú, hordozható hálót kell csinálni, ideális esetben a keretet 40-50 cm-es részekre lehessen szétszedni vagy hajtogatni, talán V alakú erősítéssel a biztonság kedvéért. (Két felső sarokból középre az alsó vízszintes csőhöz.)
Csövek és a merevítés is problémásnak tűnik, L és T idomokkal kellene őket összedugni az eddigi ötletek szerint.
Első javaslat 32mm-es PVC cső volt, hogy az mindent kibír, de mégse, a másik véglet, a sátortartó idomok nagyon drágák és speciális vágatú csöveket igényelnek, amik nehezek és hossszúak.
Hozzájutottam egy remek univerzális osztófejhez, sajnos elég ramaty állípotban van, be van állva rajta minden. Nagy nehezen sikerült szétszednem, szerencsére a kritikus részek rendben vannak, alig van kopás, de a házat több helyen durván kikezdte a rozsda. Jó lenne rozsdátlanítani, de újrafesteni nem akartam.
Helló! Vettem ASIST (FERM) asztali esztergát ,nagyobb tokmányt akarok rá tenni de nem jön le a régi! Esetleg van valami trükk? Lehet együtt van a főorsó a menesztő tárcsával? Ami nem hiszek mert ha csapágyat kell cserélni le kell venni a tárcsát! Kösz
Azt próbáljuk javasolni, hogy a menettel ne foglalkozz, hanem keress bármilyet, aminek a minősége jó, és aztán ha nem megfelelő a menet benne, hát alakítsd át, és kész.
Pneumatikához valókat, ami jó is lesz kenési pontokhoz menő csövekhez, ott gyakorlatilag nincs nyomás. Viszont a szivattyútól az elosztóig alighanem kicserélem rézcsőre és vágógyűrűs könyökökre, csak még találnom kell beszerzési helyet. ( Ki is durrantottam a hatos csövet az első próbán, mert nem vártam meg a dugattyúk visszatérését, és túl vadul pumpáltam. )
Nyomásfokozás szerintem itt nincs. Viszont az a cél, hogy gyors nyomáslökésre mozogjon mindkét dugattyú azaz menjen az olaj, míg a hullám után idővel álljon vissza a kiindulási helyzet. Ehhez valami kis áteresztésű rés kell, ami lehetővé teszi a lassú kiegyenlítődést eldugulás nélkül. Nos erre szolgálhat ez a "prellező" kis dugattyú.
Pontosan. Még annyi hogy a működéshez legalább 15 bar nyomás kell, a tehermentesítés az 0.7 bar ( bármit is jelent ) és valahol írták még, hogy két injektálás között legalább 1 percnek kell eltelni hogy vissza tudjanak állni az adagolók.
Nincs kar, az csak a szivattyún van. ( A szögletes doboz a karral. ) Ilyen dugattyús adagoló szerkezet az elosztó mindegyik ágában van, ezzel lehet egyedileg beállítani az olaj mennyiséget kenési pontonként.
Szerintem tud, máshogy nem tudna bejönni olaj. Viszont ha a rugó tolja a nagy dugattyút az nekiütközik a kis dugattyú végének és elzáródik a nagy furata, ezért nem jut olaj a nagy másik oldalára.
Azaz várjunk csak, ha elzáródik a furat, akkor menő a nyomás és eltolja a kis dugattyút, akkor kinyílik a furat és megszűnik a nyomás, és ez ismétlődik. Ez akár jó is lehetne, csak a kis dugattyú nem tolható nyomással vissza mert a másik oldalán is nyomás van. Az csak mechanikusan mozdítható, akkor viszont elzáródik a nagy furata... szóval még mindig nem értem.
Megnyomod a kart, összepréselődik odabent, majd elengeded a kart, a rugó odabent visszanyom mindent, ettől lecsökken odabent a nyomás, és az ajakos tömítés kinyílik, és maga mellett átengedi az olajat. Odabent megint lesz olaj, ami a következő pumpálásra megy ki.
Rejtvény: Központi olajozást szerelgetek a marógépemre, ahol Delimon zem 533 adagoló szelepeket használok (azt tudtam venni). Viszont nem bírtam rájönni a szelep működésére. Amit tudok: Elvileg az ütköző határozza meg az egy pumpálásra adagolt mennyiséget, azzal hogy mennyit engedi előre tolni a nagy dugattyút. Ezt még érteni vélem, megnyomom a pumpát, a bejövő olaj nyomása előre tolja a rugó ellenében mindkét dugattyút, és kimegy a kívánt mennyiségű olaj. Ezután mi történik? Lecsökken, vagy megszűnik a bemeneti nyomás, és a rugó visszatolja a dugattyúkat valahogy. Ok de hogyan? Hogy kerül a hengerbe egy új adag olaj, és az miért nem megy el a kimenetek felé? A pumpálás után a szivattyú felé nem megy olaj egy visszacsapó szelep miatt. Nem értem a kis gumi ajakos tömítés szerepét, és a két dugattyú közötti "szelep" szerepét. Lehet hogy ezen a szelepen szivárog át az olaj szép lassan?
A szerkezetről most csak külső képem van, illetve leskicceltem a belső felépítés lényegi részét.
Ezek a karboncsövek erősebbek mint az acél, de drágábbak mint az arany. Nyilván egy versenyautó más liga, a hétköznapi életben nem alternatíva teherviselő elemnek.
,,Hűha! Magam gyáva vagyok, nagyon nem mernék használni autó kormányműben, alu fogaskereket, ragasztott karbon csövet, és pláne nem alu bordás tengelyt. Ne vedd kötekedésnek, de szerintem ez veszélyes dolog.''
Pedig lehet ezt fokozni, az egész kerékfelfüggesztés ragaszott karbon csövekből van.
A második képen a felfele álló rúd végén (bent a kasztniban) van egyébként az az állítható titán stabilizátor rugó, amit az 51233.hsz.-ban mutattam.
Nem tudom hogy gyártják az alu rudakat. Alu rúdanyagból (60mm) levágott anyag. Online "vasudvarban" vettem. Meg is reklamáltam (kapok helyette másikat).
Nekem is nyeklett amíg sima karos volt. ( Ha megfordítottam a recézés előtolási irányát akkor vagy egy ujjnyit lemaradt a kar ) Ezért készítettem két támasztó lapot amik oldalról vezetik a karokat, nos azóta jobban használható a recézőm.
Ilyennel találkozott már valaki? Esztergáltam egy alu alkatrészt, és az utolsó simításoknál vettem észre, hogy belül el van repedve az anyag. Már plusz 1mm-t kiszedtem, de nem tűnt el a repedés. A külső átmérőn nem látszik semmi.
Az érdekes még, hogy a repedés szabályosnak tűnik. Olyan parabola alakú.
Tényleg nagyon igényes, de szerintem nem olyan jó konstrukció, kicsit túl van gondolva. Ennek önbeállónal kéne lennie, de nehezen tudom elképzelni, hogy az a fecskefarkas vezeték nem feszül be. A szokásos csuklós mechanizmus nem csak egyszerűbb, de jobb is.
Nem én vagyok a legélesebb kés a fiókban, de esetleg az nem megoldható hogy ezt a háromszög hasábot esztergába fogod, és a végét leesztergálod egy akkora átmérőre ami még éppen kitisztul (legkisebb beírható kör), aztán fordítás, és a frissen esztergált felületet fogod be a tokmányba.
Ezzel így magában nem a súlypontban lesz a forgáspont, de nem is biztos hogy az szükséges?
Egyszerű szíjhajtásos köszörű 300W-os ipari varrógépmotorral - fix. Csinált elé egy szánszerkezetet full keményfából, amire szögben felfogatható a kés. A keresztirányú pozíció támasztócsavarokkal finoman beállítható - egyébként ez is fix (durván azért egyben állítható a köszörűhöz képest a cucc, hogy a kő kopásának utána lehessen menni). Elég nagy, de jól definiált (kb. 3...4 tized) keresztirányú kotyogása van a szánnak. A kőtől elfele feszítve a kocsit a támasztócsavarokkal be kell állítani, hogy majdnem vigyen a késből (érintő), utána a kő felé terelve, lehetőleg egyenletes hosszirányú mozgatással amíg visz... Egy késgarnitúrán belül a támasztó csavarokhoz nincs hozzányúlva. Keresztirányban palásttal köszörül, ezért a hátlap kicsit íves, de ez a használat során nem zavaró (legalább könnyebb lefenni a sorját).
Egy a háromszög sarkaira passzoló kétoldalas "sapkát" esztergálnék valami vaspogácsából. A "válaszfalába" valahova közel a kerülethez tennék egy átmenő furatot, amiben egy behelyezett csappal lehet a háromszög oldalára tájolni, valamint egy másik átmenőt is a pozícióba, ami későbbiekben mint fúrópersely funkcionálna. Gyk. egy szimmetrikus kétoldalas fúrókészülék.
Csakhogy a gyűrű nem köré írt kör hanem a legkisebb gyűrű aminek jó helyen van a közepe, ahogy írtam kell egy pár hernyócsavar meg betét vas darabok amivel jusztírozni kell.
Köszönöm a figyelem felhívást, de erre én is gondoltam. A csuszkához rögzített, félbevágott PVC csővel takarnám a sínt. A köszörűmhöz használok porelszívást amúgy is. A legutolsó érvem: talán 5 éve is van, hogy kést köszörültettem, szóval normál esetben nem sokat lesz használva :-) Az ilyenkor szokásosan felmerülő kérdésre, hogy akkor meg minek?- mert szeretek mindent magam megoldani :-)
Köszönöm a jó ötleteket, majd kibontom/megnézem otthon a vasamat.
Mit szóltok a szerszámköszörű munkaútjának, lineáris sínnel való hosszabbításához és tulajdonképpen nem is kéne túlbonyolítani ezt a háromszög állíthatóságot, hanem csak megfelelő szögben rögzíteni a csuszkákhoz?!
Ti hogy köszörültök otthon gyalukést?
Én egy asztalosnál olyant is láttam, hogy egy leharcolt esztergagép késtartója helyére rögzítette a gyalukést, egy Tescos asztali köszörű rögzítve a gépágyhoz.
Mi lenne, ha nem gyűrűt, hanem egy "sapkát" tehát befenekelt gyűrűt esztergálnék. Mint a svájci sapka bóbitája, csappal a végén. Ezt rádugni a hasábra, a végéhez hozzá lehetne csavarozni és utána a gyűrű részét leesztergálni, mert az útba lenne. Ezzel az a baj, hogy ez csak egyenlő oldalú háromszög esetén működik, az enyém meg szerintem nem az?!
Én először felszerkeszteném a két végén a furatok helyét rajztűvel, bepontoznám, majd mindkét végére fúrnék a fúrógépen egy-egy, mondjuk 2 mm átmérőjű központosító furatot (a hengeres rész lenne 2 mm), a lehetőségekhez mérten az élekkel párhuzamos tengely mentén.
Ez után az esztergába befognék két csúcsot (egy forgót a szegnyeregbe, egy fixet a tokmányba), közé pedig a háromszög alakú rudat. Ez után a keresztszánra feltennék egy függőleges T-hornyú lapot, pl a magassági szánt, a háromszög egyik oldalához közelíteném (a tokmányhoz minél közelebb), majd a hasábot hozzáfognám a marógépen használt kengyelekkel.
Kilazítanám a szegnyereg rögzítő csavarját, a hosszanti szánnal eltolnám az egészet a szegnyereggel együtt, befognám a fúrót a tokmányba, majd a hosszanti szánt és a már rögzített szegnyereg orsóját EGYSZERRE működtetve fúrnék.
Amikor kész, akkor megismételném az egészet (a a központba állítással együtt), a már kialakított furatot használva a szegnyeregnél központosításra.
Köszönöm! Megfelelő oszlopos fúrógép lenne hozzá, de a megfelelő/merev megtámasztást azért sok munkának érzem. Megmérem majd milyen a hasábom, mert ma nem fértem hozzá, csak ránéztem.
Faipari gyalugép kés lenne hozzácsavarozva élezés céljából. Fordítani a megfelelő szögbeállítás miatt kéne. Ez az egész a szerszámköszörű asztalához lenne hozzáfogatva. A szerszámköszörű feje nem dönthető, tehát a köszörülendő tárgyat kell megfelelő szögbe beállítanom. Hogy tovább bonyolítsam a helyzetet. A szerszámköszörűn csak 300mm-t lehet köszörülni, a gyalukés 400mm. Ma bontottam a MÉH telepen, elég nagy keresztmetszetű lineáris sínt 2db csuszkával (elnézést, de nem tudom mi ennek a rendes neve) és erre fogatnám fel a gyalukést tartó hasábot és akkor már "akármilyen" hosszú kést megtudnék köszörülni rajt. Ha viszont ezt továbbgondolom, akkor nem is kellene az állíthatósággal foglalkoznom, hisz csak egyszer kellene megfelelő szögbe (pl. alátétlemezekkel) felcsavarozni a hasábot a lineáris sín csuszkáira. A gyalukés élszöge adott.
Hát, nekem van egy oszlopos fúrógépem, a földön áll, és a gép maga normál emberi magasságban van, szerintem minimum 1200mm-t alá lehetne tenni egy ilyennek. Ez tök alap ezeknél.
A megtámasztásnál pedig egyszer alkalmaznék ütközőt a gép asztalán/lábán, és még egyet a felső vég közelében, olyat, ami a géposzlophoz van rögzítve. Ez így elég merev tudhat lenni, de komoly figyelmet kell rá fordítani.
Első ötletem: esztergálnék két gyűrűt amik illeszkednek a hasábod két végére. ( Esetleg ha lehet akkor két tárcsát is fel lehet csavarozni a végére). A gyűrűket hernyócsavarokkal fa ékkel stb lehet rögzíteni és pozícionálni. Majd egyik végét tokmánnyal megfogni és bábbal megtámasztani a másik végét. azután lehet fúrni, majd átfordítani.
Második: Szánra átéttel és mindenféle ideiglenes bigyóval ( menetes szárak, vasdarabok, asztalos szorító, biciklilánc stb ) pozícióba felfogni, majd esztergatokmányba fogott fúróval megfúrni. Ezután egy acél tüske a furatba, majd azt megfogva óvatosan megforgatva lehet központozni és megfúrni a szabad véget.
A fúrógép gondolom oszlopos. Legalábbis az kéne hozzá.
Felállítod alá a hasábot, és a pozícióhoz a hasáb két függőleges lapját megtámasztod stabilan az oszlopos fúrógépen valamilyen merev készülékkel.
Különös gondot kell fordítani a merevségre, merőlegességre, és arra, hogy ha egy általános háromszög a hasáb keresztmetszete, akkor hova pozicionálod a furatot.
Ha legalább egyenlő szárú a háromszög, akkor a két egyforma oldalt kell megtámasztani, és akkor a hasáb hosszanti átfordításakor (amikor a másik véget akarod megfúrni) nincs gondod.
Az igazán komoly gond akkor van, ha a keresztmetszeted teljesen általános háromszög, mert akkor a furat pozicionálása tükörkép kell legyen a két végen, amit nagyon nehéz lesz pontosan pozicionálni. Ahhoz egy olyan támasztókészülék kell, ami két, egymásba támaszkodó darabból áll, és amikor a hasábot fejre fordítod, akkor a támasztó belső darabját is fejre fordítod, így átpozicionálja a furatot az előzővel egy tengelybe.
Ez az átforduló támaszték kell hozza az aszimmetrikus támasztást belül, és egy szimmetrikus támasztást kívül.
~600mm hosszú, ~70mm oldalú háromszög (de nem egyenlő oldalú) öntvény hasáb két végébe kellene, átm.~14mm-es csapot tenni. A két csapnak vonalban kéne lenni és ezen csapok körül forgatva, kellene a háromszög hasábot különböző szögekben beállítani. Rendelkezésre álló eszközök: eszterga, fúrógép.
Bocs, valóban. Van egy másik ugyanilyen videó, azon nincs ez a fícsör.
Ettől függetlenül, ez az eszköz nem csinál semmit a lakatanyával - szóval jó ez az E2N-re is.
Szerintem egy olyasmi elektronikus vezérorsója lehet neki is, mint amit én is mutattam egyszer itt korábban. Az biztos, hogy nem egy CNC eszterga ez, mert ahhoz felesleges ilyet használni.
Itt jobban látszik, nem könyökemelő hanem egy bütyök tolja előre a kést. Tök egyszerű megoldás, kicsi, kompakt, és elég stabilnak látszik. https://www.youtube.com/watch?v=MIc10jhrc-A
Szvsz egy könyök emelővel tolja előre kézzel a kést, és alul az ütköző billenti vissza az emelőt, és rugó rántja vissza a kést. A szán vagy lakat anya oldással, menetórával jön vissza, vagy van vezérorsó irányváltás ahogy ez egyes TOS esztergákon is van.
Igen. Ez az ELADÁSRA készült tervezés/gyártás. A röngengépeim még 25 év után is működnek, onnan tudom, hogy tanácsot kérnek korszerűsítésre. Vegyen újat, digitális detektort adunk hozzá. Érdekes, a röntgencső olyan mint amikor feltalálták. Mint a csokifagyi. Már fordulok is ki, ha meglátom a színét. Kérem, az kakaós fagyi, nem csoki.
Erről jut eszembe, kb 20 éve már, vizsgára vittem az MTZ-50-est. Meg volt a vizsga, minden rendben, indulok haza és a kormány a kezemben maradt. Egy csillagkulccsal kormányoztam haza az MTZ-t. Azután visszahegesztettem a kormánykerék küllőit, és ronggyal jól betekertem. Úgy adtam el 7 éve.
A tervezésről. És a túlméretezésről. Pl. egy szék esetében mi lehet a gond. a gond az, ha pl. elosztod a kb. 150 kilót négy lábra. És ha billeg az illető, akkor összerogyhat? NEM. 1 lábra legalább 120kg tömeg! Ha tartósat akarsz.
Én se tartanám jó ötletnek, ha nem számítana minden gramm.
És nem veszem kötekedésnek, nem én terveztem.
De azért ez nem egy sufnituning. Van egy sok-sok száz oldalas szabálykönyv, hogy mit szabad és mit nem, részletes tervezési és tesztelési előírásokkal, amit szigorúan ellenőriznek. Az alkatrészek pontosan méretezve, a terhelések számítógépen szimulálva vannak. A kész alkatrészek méréses stresszteszten esnek át stb stb.
Hűha! Magam gyáva vagyok, nagyon nem mernék használni autó kormányműben, alu fogaskereket, ragasztott karbon csövet, és pláne nem alu bordás tengelyt. Ne vedd kötekedésnek, de szerintem ez veszélyes dolog.
Köszi, de ahogy mondtam, csak a bordázás (javítása), amit mi csináltunk.
,,Jönnének a kérdések , anyag ,hőkezelés ,van e hőkezelés utáni megmunkálás .''
Alumínium, nincs hőkezelés.
,,De szép munka , egyedi ? Nem kapható készen ?''
Egyedi tervezés, nem kapható. Egy autó kormánymechanizmus része. Egy karbon csőbe lesz (jelen idő szerint: van) beragasztva, azért van homokszórva a két illesztőperem közötti rész. A cső másik végén van a kormánykerék. (Legalábbis azt hiszem).
Elsőre valóban ezt mondaná az elmélet, de a gyakorlat az, hogy az átmérő mindegy, a recéző beletalál az előző kör rovátkáiba és szépen kiegyenlíti az átmérő különbséget. Le tudomnám számolásokkal is vezetni, hogy miért van ez így, de inkább eltekintek ettől.
Ne tekintsünk el, mert ez az igazán érdekes a dologban. Ugyanis ez rokon helyzet a fogaskerék modullal. A "beletalál" egy esetben képzelhető el, ha kicsi a "modul" különbség, azaz 1 tized körül kell beletalálni, akkor elhiszem. De akkor is lesz egy rece, ami nagyobb méretű, mert nem az összes rece lesz 1-2%-kal kisebb/nagyobb, hanem csak az utolsó. Ha fél fogtávolság van, akkor ott nem fogsz beletalálni.
Az általad leírt jelenség inkább az lehet, hogy a sok rece miatt egy rakás átmérőre pontos a recéző, jóval többre nagyon kicsi eltéréssel jó -- és ilyenkor "talál bele" --, de lesz egy rakás átmérő, mondjuk 11,75 mm, amire piszokul nem jó. (Az érték csak ex-has, példaképp említve)
Némileg kapcsolódik, hogy épp a múlt héten kellett egy ilyet csinálnunk - pontosabban javítanunk a fiammal:
A CNC-s szakember megcsinálta szépen a bordástengelyt, csak éppen rövidek lettek a bordák, és a mélységet se sikerült eltalálni, egyáltalán nem ment rá a fogaskerék.
Ilyenkor az ember előveszi az 50 éves technológiát és kijavítja amit a CNCs guru (ez nem a CNC guru!!!) elcseszett.
Kicsit egyszerűbb lett volna, ha nem javítani kell, hanem nulláról megcsinálni. Marha keserves volt a marógép asztalán feküdve nagyítóval ráálni a már meglévő barázdára.
,,Valahogy az volt az érzésem hogy nagyobb erőt igényelt volna a keresztszán mint amit egészségesnek gondolok, ha ennél jobban megnyomom.''
Ahogy Feri mondta: időt kell neki hagyni. Ahogy forog körbe, érezni fogod, hogy előszőr fullra meghúzod, de ha vársz, akkor - ahogy alakul a rece - lazább lesz és tudsz még ráhúzni.
,,Ja... ha belegondolsz, az átmérők arányának passzolniuk kell, azaz egész számra kell kijönniük, mert ahogy fordulnak, nem fognak találkozni a kezdőpontok. Ezt egyszerűsíti, hogy a recézés osztásköze miatt sokkal több hányadosra is működik, de ha például 11-es átmérőt akarsz recézni, az nagy eséllyel ilyen lesz.''
Elsőre valóban ezt mondaná az elmélet, de a gyakorlat az, hogy az átmérő mindegy, a recéző beletalál az előző kör rovátkáiba és szépen kiegyenlíti az átmérő különbséget. Le tudomnám számolásokkal is vezetni, hogy miért van ez így, de inkább eltekintek ettől.
Ha dupla a rece, annak az az oka, hogy nincs eléggé belenyomva. Még húzni kell rajta és akkor jó lesz.
Sima négyszögacélból meg tudod csinálni a karokat. Az enyém valami öreg motor szelepemelő himbáiból készült. Megláttam a méh telepen egy kupac olajos motor alkatrész között, és rögtön gondoltam hogy ez lesz belőle.
Nem megjárni kell ötször, hanem odanyomni, és hagyni, hadd forogjon, aztán lassan, finoman adni neki egy kis fogást, ahogy a csavaron érzed, hogy enged, majd megint hagyni, hadd forogjon. És így tovább, ameddig jó nem lesz. Közben ne vedd el róla!
Én van, hogy egy percig is forgatom, mire jó lesz.
Írtam (a fórumon), hogy vettem egy kínai osztókészüléket (125-ös tokmányhátlappal.)
Ahogy méregettem az osztóköröket meg az illesztő peremet, a kínaiak más szabványt használtak.
A tokm. felfogó csavarok furatainak osztóköre ø107,62 mm, az illesztőperemè pedig ø 95 mm. Hát erre nem szerelhető a TOS tokmány. De ez még hagyján!
A hátlap meredek kúppal szerelt a készülék orsójára. D41, d39, l11,3 mm, fél kúpszög ~5°-ra jön ki. De ami furcsa, hogy a sikok (orsó és a hátlap) között még meghúzott csavaroknál is jól látható rés van. Jó ez így? Nem húzódhat el a tokmány hátlapostól?
A csavarok elég nehezen "járnak" a menetekben és mocsokul meg voltak húzva! Az orsó amiben a három menet van edzett. A hátlap öntvény.
Szvsz az ilyen recéző nem való csak nagy gépre, mert kinyírja a szánban a menetes orsót. Készíts egy ollós recézőt, az alig terheli a szánt és a főorsót és sokkal nagyobb erőket tud. A recézésnél egy kicsit játszani kell az átmérővel hogy ne több bekezdésű recét készíts.
Ja... ha belegondolsz, az átmérők arányának passzolniuk kell, azaz egész számra kell kijönniük, mert ahogy fordulnak, nem fognak találkozni a kezdőpontok. Ezt egyszerűsíti, hogy a recézés osztásköze miatt sokkal több hányadosra is működik, de ha például 11-es átmérőt akarsz recézni, az nagy eséllyel ilyen lesz.
Jó látni ezeket a régi szerszámokat, hogy van még becsületük. Nálam is akad egy-kettő, bár inkább csak a faipari vonalon (hagyaték) - kihaló szakmák mára már mellőzött eszközei, sokuk ismert eredettel (helyi ipartörténeti relikviák)...
Vettem egy 34 éves kínai osztókészüléket "kissé" koszos de elfogadhatóan jó állapotban. Tisztítás miatt nem nagyon! szétszereltem. Néhány apró javítható hibát találtam. Az olaj is eléggé "lepedékes" volt. Kicsurgattam és féktisztítóval valamennyire kimostam. Azt kérdezem, milyen olajat tegyek bele? A csigakerék öntvènyből van.
A tokmányhátlap rövid kúpos ø125-ös. De az illesztő pereme csak ø95, a TOS-é pedig ø100 ezért csinálok egy másikat. Rövid kúpot már esztergáltam. Ez menni fog. A felfogó csavarok furatainak helyét egy újabb módszerrel jelölöm meg.
Itt egy ábra Görbe Mihály középiskolai tanártól:
Akinek kedve van megnézheti a számolást a köré írható körnek a weboldalon.
Én inkább a "MechTab appot" használom amit már többször is ajánlottam itt a fórumon.
Csak két furat távolságát meg a 120 és csak az egyik 30 fokot kell beírni. És már meg is adja a köré írható körnek a rádiuszát. Az app több mehanikai adattal és táblázatokkal is rendelkezik!
(A beírt adat nem a 125-ös 2 furat távolsága hanem a camlockos csatlakozású eszterga főrsón lévő 2 furattávolság!)
A képen a jobb oldalon lévő alkatrészen a bordás rész alatt egy csapágyhely van. A csapágy megforgott a tengelyen, így most kb. 0,4 mm-rel kisebb az átmérője.
Tudnátok ajánlani valakit, aki fémszórással tudná javítani? Dél-Pest környékén, közelében.
A házi gyártás marad ... Voltam megnézni több sodronyos ágyat , de mindegyiknél be vannak kopva-rágódva ott ahol a két drót összeér - csúszatolódik . Ezt már nem raknám be egy újragyártott - kárpitozott ülésbe .
Külső átmérő 7mm-er , az emelkedés szintén 7 mm-er , az anyagvastagság 1mm-er . Eredetileg nem rugóacélból készült .
Ennek a sodronynak kerek a belseje , a drótfonógép elve nem jó . Olyan szerkezet kell , amin nyomórúgót lehet készíteni .
Szépnek nem nevezném, mert azért vannak esztétiaki hibái. Sajnos az asztal felfekvő felületén is, ezzel kapcsolatban fogok majd kérdezni tőletek, mik a meglátásaitok.
Azt biztosan megtanultam ebből a projektből hogy a festés az egy macerás dolog, és nem biztos hogy bármelyik másik gépemre bevállalom.
A fedél az előroló hajtáshoz megvan csak még nem raktam fel.
Végül a kiosztást is meghatároztam úgyhogy végülis ilyen lett:
Az, hogy a fotózást mivel végzed, igazából már mindegy. Az az ék alakú tartó azért jó, mert a berendezés automatikusan lapoz, és a lapok tövéig egyformán lát be a kamera, egyformán világít a lámpa. Öt-hat lapot persze lehet szoftveresen helyreállítani, de ha könyvről van szó, akkor szerintem megéri a fáradságot.
Vagy kell egy okos telefon applikáció, amely nem csak befotózza a lapokat, de kiegyenesíti a lapokat, javítja a képminőséget és torzulást is csökkent. Némelyik egész jól felismeri a szöveget is, így kereshető dokumentum készül.
Elismerésem! Nekem egy dobszkenner van a listámon, melyet szeretnék elkészíteni. Síkfilm szkennelésére használnám. A sima lapszkennerek FF módban csak 8 bitre szkennelnek, ami elég kevéske. Majd meglátjuk, de nagyon jó lenne megcsinálni.
Én a régi digitális fényképezőgépet használtam fel ami az elemeket már gyorsan lemerítette de a tápegységről működött minden funkciója. Egy ipari varrógép orsó tartó állványára lehetett felszerelni állíthatóan. Kézzel kellettt bohóckodni de sokkal jobb volt mint a fénymásolóval tönkretenni a kölcsön könyv gerincét. A laptőnél kicsit torz a kép de az üveglappal síkba hozva sajnos nem értem el eredményt.
A posztod nyomán rákeresetem a könyv szkennerekre. Vannak ilyenek Magyarországon is. Otthonra nem éri meg venni. A fizetős szolgáltatás elég drága, egy helyen 50Ft/oldaltól indul. Másrészt a szerző jog az utolsó szerző halálát követő 70 év elteltével évül el. A könyvem kiadása 1961-es. Nem tudom, meddig élt Bárány Nándor vagy Mitnyán, de ha a 60-as években haltak meg, akkor még jóideig hivatalosan nem is lehet közkincs egy szkennelt példány.
Megjegyzem a bookline-hu -n van 4db antikvár példány potom pénzért:
Olyan ügyben szeretnék tájékozódni, hogy mennyi esélyem van a vas, esetleg valamelyik szomszédos megyében fogaskerék legyártásával foglalkozó helyet, embert, céget találni?
A Bárány-féle könyv 900 oldalas, elég vastag, normál szkennerbe nem tenném be.
Láttam már "rendes", nagyüzemi szkennert, mint ez a fotón. igazából két darab Canon 5dII kamera, valamilyen fix fókuszú plan lencsével. A lényeg az a V alakú üveg (két szkenner-üveglapból össze lehet állítani. És akkor már csak egy digitális kamera kell, meg persze manuálisan lapozni. Már ha ingerenciát érzel a könyvszkenneléshez.
Az amerikai méterrúdról szóló infókba minduntalan belebotlik az ember ha a méterrúd történetére keres rá. Viszont a mérése pontosságáról nem taláéltam infó, ezt köszönöm. Egyébként ha növeljük a méterrúdra vésett karcolás leolvasásának a pontosságát egy idő után már az lesz a kérdés, hogy a karcolás melyik részéhez viszonyítsunk? Több egyéb tényező miatt 1960 óta már nem a párizsi méterrúd a hosszegység.
A Bárány-féle könyv 900 oldalas, elég vastag, normál szkennerbe nem tenném be. A másikról még lehet szó, ha több időm lesz.
Köszi a rengeteg infót!!! (Azért nem állítom hogy nem maradt bennem még kérdőjel)
Jó volna ezeket a könyveket beszkennelni.
,,Tényleg 100nm pontosan mérték a méterrúd hosszát?''
Igen. Pl az USA méterrúdjának (ez a 27-es sorszámú) az adatait meg lehet találni az interneten, annak a hossza 999.9984mm ± 0.2 μm(*). Ez öt tizedes. Igaz, hogy a hibahatár ±200nm, de abban benne van először is az, hogy már ez a méret is származtatva van az alap etalonról (ami egyébként a 6-os szorzámú rúd), meg az összes járulékos becsült hiba.
Itt már az orsó is egy probléma. Nem sokan tudják, de Jedlik Ányos egy könyvet írt arról, hogyan kell állandó menetemelkedésű orsót készíteni. Vesszőparipája volt az optikai rács készítése, ahhoz készített egy karcoló készüléket. De előtte kitalálta a fő probléma lehetséges megoldását.
> De hogy a súlyba mérnek rá (mértek rá 100 évvel ezelőtt!) arra a karcra 100nm pontossággal?
Az első méterrúd készítője Étienne Lenoir épített egy komparátort is a replikák méréséhez. Arról nem találtam ábrát, de egy 50 évvel későbbi (1850 környéke)
Komparátor-mikroszkóp öntöttvas alappal, amelyre két vas csúszófelületet készítettek. Ezeken a csúszófelületeket egy ugyanabból az anyagból készült szán van, amelynek elején két bronz csőmikroszkóp és egy függőleges tengely van, az alsó részen a fókuszálás szabályozására szolgáló csavarokkal felszerelve. Hátul egy függőleges bronz tartó van, amelybe egy harmadik mikroszkópot lehet behelyezni. Ez utóbbi mikroszkópot a komparátor és az osztógép számára is használják. Ezek a mikroszkópok fél milliméteres menetemelkedésű, 250 részre osztott mikrométeres csavarral vannak felszerelve, amelyet a mérések mikroszkópos egybeeséseinek különbségének mérésére használtak. Miután a minták végeit mikroszkopikus egybeeséssel helyezték el, más szóval úgy, hogy a mikroszkóppal megfigyelve a minták végpontjai egybeessenek, a mikrométeres csavaron keresztül ezredmilliméteres nagyságrendű különbségeket is fel lehet jegyezni.
Ennek hibája közvetlen méréssel: +/- (0,00002+ (L/2) /1.500.000) ummm, összehasonlító méréssel +/- (0,00005+(L/2)/1.000.000) um mm, ahol L a mért tárgy hossza miliméterben. Tehát egy 3mm-es mérőhasáb magasságát +/- 21 nanométer pontossággal tudták megmérni. Ez egészen elképesztő.
Ennek hibája közvetlen méréssel: +/- (0,00002+ (L/2) /1.500.000) um, összehasonlító méréssel +/- (0,00005+(L/2)/1.000.000) um, ahol L a mért tárgy hosszának a fele.
Két könyvem van, amelyekben optomechanikai mérőműszerek, ezen belül abszolút és relatív hosszmérésre alkalmas eszközöket leírnak:
Ju. G. Gorogyeckij: Gépipari mérőeszközök szerkezete és alkalmazása
Bárány-Mitnyán: Opti-Mechanikai műszerek
> Azután: a kadmium kék hullámhossza (F') 479nm, a vörösé (C') 644nm, a nátrium sárga (D) 589nm. Ez még mind jóval nagyobb, mint a szóban forgó 100nm, akkor is, > ha a tükröződés miatt kettővel elosztjuk. Hogy lehet ezzel 100nm-t mérni? Egy hullámhosszon belül is nézik az interferencia erősségét? Hogyan?
Ha a Michelson-interferométerre gondolunk, akkor az egyik tükör 's' elmozdulása '2s' optikai úthossz változást eredményez, tehát effektíve felezzük a fény hullámhosszát. Ha pedig a tükrök nem pontosan merőlegesek az optikai tengelyre (az egyik tükör), akkor a kimeneten csíkrendszer lesz látható, a csíkok távolsága változtatható a tükrök döktésével. A csíkok elmozdulását mérni tudják a csíktávolság tört része pontosságával. A lézererek előtti korszakból az egyik legpontosabb ilyen műszer a W. Körster-féle interferencia komparátor. Ennek hibája közvetlen méréssel: +/- (0,00002+ (L/2) /1.500.000) um, összehasonlító méréssel +/- (0,00005+(L/2)/1.000.000) um, ahol L a mért tárgy hosszának a fele. Tartozott hozzá egy fényhullám logarléc, ahol a leolvasott interferencia csík távolság megfeleltethető hosszúságnak, ezen a hosszskála osztása 0,01 um, azaz 10 nm ! A mérést 20C-on és 760 Hg mm nyomáson kellett végezni, de az ezektől való eltérés figyelembe vételére is volt egy grafikon.
> Azután: ha a méretet egy etalonhoz próbáljuk hasonlítani, ahhoz képest meg jó nagy lesz a különbség, sok hullámhossznyi. Azt hogy mérjük? Számolni kell valahogy a > hullámok számát? Hogyan?
Igen. Erre is alkalmas az előző bekezdésben említett műszer. A leírás annyira nem részletes, hogy az abszolút mérés menete pontosan kiderülne. Egy abráról az látszik, hogy az M-interferométer egyik tükre egyben a tárgyasztal, amire ráhelyezik a tükrösre polírozott mérőhasábot. így két intereferncia csíkrendszer jelenik meg a látómezőben, ebből egyből leolvasható a fény hullámhossz tört része pontossággal a mérhőhasáb hossza, tehát valami ilyesmi képletbe kell helyettesíteni:
L = (lambda/2) * (n+x), ahol n egész, és x a törtrész. Az n mérése még a kérdés, ezt valószínűleg az asztal (tükör) emelésével/süllyestésével oldották meg, de erről részleteket nem írnak le.
Ennél egyszerűbb komparátork is vannak, no meg olyan műszerek is, amelyek fény mutatósak, a kis elmozdulás szögelfordulássá alakul a műszerben és a fénypála egy skálán mutatja az elmozdulást.
A méterrudak karcolásához való hasonlítás menetét nem tudom. De nagyon valószínűnek tartom, hogy ez is optikailag történt. Immerzió olajos mikroszkóp felbontása nagyobb tud lenni a levegőn működőnél, mert az olajban rövidebb a hullámhossz. Ha például a refraktív index 1,5, akkor a 450nm fény hullámhossza már csak 300nm. De ez még > 100nm. Tényleg 100nm pontosan mérték a méterrúd hosszát?
Váltsunk! Rengeteg kérdésem van ebben a témakörben.
Pl. azzal kapcsolatban, amit írtál: a maga konkrétságában hogyan lesz ebből egy golyó átmérőjének a lemérése? Rá kell tenni valami síklapot?
Azután: a kadmium kék hullámhossza (F') 479nm, a vörösé (C') 644nm, a nátrium sárga (D) 589nm. Ez még mind jóval nagyobb, mint a szóban forgó 100nm, akkor is, ha a tükröződés miatt kettővel elosztjuk. Hogy lehet ezzel 100nm-t mérni? Egy hullámhosszon belül is nézik az interferencia erősségét? Hogyan?
Azután: ha a méretet egy etalonhoz próbáljuk hasonlítani, ahhoz képest meg jó nagy lesz a különbség, sok hullámhossznyi. Azt hogy mérjük? Számolni kell valahogy a hullámok számát? Hogyan?
A másik dolog, amire nem rég jöttem rá, hogy nem értem: A méter etalonok úgy néznek ki, hogy van a platina-irídium rúd, amire rá van karcolna két vonal (nagyjából) 1m távolságra, ezt a távot lemérik pontosan (hozzámérik a mesterdarab karcaihoz, ami per definíció 1m), feljegyzik az értéket, és ezt a méretet viszik tovább.
De hogy a súlyba mérnek rá (mértek rá 100 évvel ezelőtt!) arra a karcra 100nm pontossággal?
Válthatunk még pár csörtét optikai metrológia témakörben, bár megjegyzem ennek elmélete szegről-végről szakterületem. Na szóval a Michelson interferométer több mint 100 éves, eredetileg az éter kimutatására fejlesztett ki Michelson és Morley. Az sikertelen volt (ezzel is alátámastották Einstein pár évvel későbbi spec. relativitáselméletét), viszont más mérésre nagyon is hasznos volt. Deepl-el fordíttattam egy szöveg részletet, ide másolom:
Bár a nem létező étert nem tudta kimutatni, a Michelson-interferométer más mérésekhez hasznosnak bizonyult. Michelson az interferométerével a nemzetközi szabványos méter hosszát a kadmiumfény hullámhosszában mérte meg, 1920-ban pedig elsőként mérte meg egy távoli csillag szögátmérőjét, szintén interferométerrel. 1901-ben Michelson volt az APS második elnöke, és 1907-ben ő lett az első amerikai, aki Nobel-díjat kapott precíziós optikai műszereiért és az azokkal végzett mérésekért. 1889-ben Michelson a Massachusetts állambeli Worcesterben található Clark Egyetemre, majd 1892-ben a Chicagói Egyetemre költözött. Visszatért a fénysebesség mérésének finomításával kapcsolatos munkájához, és egészen 1931-ben bekövetkezett haláláig egyre pontosabb méréseket végzett.
Lehet, hogy valamilyen származtatott méresi eredmény, ahol a mért számot el kellett osztani egy állandóval, aminek az eredménye akárhány tizedesre végződhet. És valakinek nem volt annyi esze, hogy legalább mikronra kerekítse
> 1) Hogy a rossebbe mérték ezt meg 5 tizedesjegy pontossággal ekkora méretben akkoriban? Az utolsó számjegy 100nm. Ezt már optikai módon nem is lehet mérni.
De lehet interferométerrel. Konkrét készülék nincs előttem, de pl. úthosszak nagyon pontos mérésére használnak Michelson-interferométert, amelyben az egyik tükör mozog, és leszámolják az interferencia csíkok számának változását. Típikusan stabilizált He-Ne lézer a fényforrás. 100nm elmozdulás az kb 1/6-a a lézer hullámhosszának, ez bőven kimutatható ezzel az eljárással.
Kisebb marási feladatokhoz is használtam, ott persze az egy irányból befutás nem működik. Ott úgy írtam meg a programot, hogy irányváltásnál hozzáadja a kotyogásnak megfelelő értéket a pozícióhoz. De ez csak egy amolyan amatőr megoldás, hiszen a kotyogás a kopás miatt nem állandó. Írtam egy kalibráló programot is, ami egy növekvő kitérésű meandert készít. Itt meg kell csak nézni, hogy hanyadik lépcsőben kezd az egyenes meandernek kinézni, az a kotyogás mértéke.
Én a kettő közt 4 századot látok, de javíts ki, ha tévedek. 3,02-2,98=0,04
Ráadásul rajta van az 1 mikronos tartomány, tehát LEOLVASNI le lehet ennyit egy jobb optikai mérőgépen, de a +/- 0,5 mikron már helyből a helyére teszi az utolsó számjegyet.
Nem, mint írtam is, ezeket a képeket a netről szedtem.
És ezek két különböző doboz képei.
Az a szám a tapintó golyó mérete, de mert azt cserélni lehet a készülékben, figyelni kell a tapintóra írt számot is, meg a sorszámot is, ahová ezt a számot felírták. A kettőnek egyeznie kell.
Nekem van ilyen tapintóm vagy öt, mindegyiken más a szám.
Elég nagy eltéréssel.
Pl:
Majdnem egynegyed milliméter a különbség a kettő között.
Nem is igazán értem, hogy ez miért és hogyan lehetséges.
A képeken látsz egy sor arasznyi hosszú hengeres optikát, 1x-1,5x-3x-5x felirattal.
Azok az objektívek.
Azokat csak megragadod, és kitekered a gépből. A lencsék külső oldalát megpucolod, és kész is.
Ennél jobban ne szedd szét!
A vázon fel-le mozgatható részt - ami gyak. a mikroszkóp maga - felfelé le lehet húzni, ha eleget tekered a fókuszálót.
Alul kiveszed az objektívet, felül leveszed az okulárt (a tárcsás izét), és ami üvegfelületet találsz, és koszos, azt megpucolod. Sűrített levegővel először lefúvatod, aztán alkoholos ruhával, vagy ha van, akkor a még jobb "Lenspen" eszközzel letakarítod teljesen.
Ha az okulárok belül ennél jobban koszosak - ami esélyes -, akkor azokat még jobban szét kell szedni.
A tárcsaházat körben egyik oldalról asszem hat csavar fogja össze, míg a hátoldalról előrefelé szintén a peremén egy. Ezt mind kitekered, és szétjön.
Belül aztán lesz egy nagy üvegtárcsa, középen megfogva, ott ügyesen megmókolod a csavarokat, spec kulcsokkal, de minden látszik, és semmi extra nincs benne. Amire figyelni kell, hogy ha valahol van vékony fólia alétét-gyűrű a forgó részek alatt, akkor az oda kell visszakerüljön, mert azok általában optikai távolságok miatt való távtartók.
Nekem a kedvencem a tapintón levő 2,8986-os szám. Ez a golyó mérete mm-ben. Örök rejtély számomra két okból:
(1) Hogy a rossebbe mérték ezt meg 5 tizedesjegy pontossággal ekkora méretben akkoriban? Az utolsó számjegy 100nm. Ezt már optikai módon nem is lehet mérni.
(2) Miért? Ez egy sima acél golyó. Nagyjából az első mérésig marad ekkora a mérete.
Leírtam valamit, amit egy házilag gründolt gépnél alkalmazni lehet, erre fel te elkezdesz egy egészen más dologról szövegelni.....''
Mert félreértettem amit írtál: úgy értettem, hogy te a rendes CNC gépeken szokásos kalibrálásról írsz. Ennek két oka lehet, vagy rossz a szövegértésem (ez a valószínűbb) vagy nem egyértelműen fogalmaztál. Esetleg a kettő együtt.
A házi buhera CNC esetén valóban lehet ilyen kalibrálást csinálni, de sok értelme nincs szerintem. Nehéz korrektül megcsinálni, mert a holtjáték tipikusan nem egyforma az út mentén. Használni pedig csak pozicionálásra lehetne, arra pedig a rézgaras által mondott megoldás korrektebb és egyszerűbb.
Ha meg nem egy régi gépet digitalizálunk, hanem újat építünk, akkor egyszerűbb és jobb egy olyósorsót, esetleg bordásszíjat használni.
Amúgy a karbantartásról nem lesz semmi gyári leírás.
Soha nyomát se leltem ilyesminek, pedig a biológiai és kutatómikroszkópokhoz elég sokhoz meg tudtam venni a szervizdoksit. Ha létezett volna, szerintem már valahogy híre ment volna.
De nálam van itt egy ilyen nagy műhelymiki, amit totálisan, utolsó csavarig szétszedve kaptam meg. Ahogy nézem, semmi extrém nincs benne, ügyes gépész simán szétszedi, kipucolja, és összerakja.
A CNC képeken holtjáték mentes orsók vannak, a kalibrálás nem erre való.
Hanem sok (a legtöbb?) gépen nincs közvetlen pozíció leolvasás, hanem az orsó elfordulásával méri az elmozdulást. A kalibrálással az orsó hibáját korrigálják.
"A holtjátékra az ellenszer, hogy mindig egy irányba kell mozgatni vagy elő kell feszíteni a csavart."
Még jó 25 évvel ezelőtt készítettem egy CNC gépet, főleg pontos fúráshoz (akkor még nem árultak a kínaiak ilyeneket minden utcasarkon). Ott a programot úgy írtam meg, hogy minden koordinátát mindig alulról közelít meg. Ha felülről jön, akkor tovább megy egy kicsit és alulról visszajön.
Természetesen van holtjáték az esztergapadon (jó nagy), de az mindegy - mint ahogy a pontos menetemelkedés se számít, ha nem mérni akarsz, csak finoman állítani.
A holtjátékra az ellenszer, hogy mindig egy irányba kell mozgatni vagy elő kell feszíteni a csavart.
Egyik első ,,szárnypróbálgatásom'' volt az esztergapadon, (ma már azért szebb lenne):
Mialatt 25-öt csavarsz a baloldali tekerőn, 5mm-t jön ki a jobboldali pöcök; fordulatonként 0.2mm:
Így néz ki belülről:
Átm. 15mm sárgaréz rúdanyagból készült. A belső csavar M5x0,8 és menetfúróval/metszővel kialakítva, a külső pedig valami random átmérő 1mm menetemelkedéssel.
Az esztergapadodon gondolom trapézmenetes orsó vagy precíziós metrikus menetű orsó van, ugyancsak pontos anya menet az ellendarab. Egy sima hengerelt csavar nem ilyen pontos, tehát nem feltétlenül egyenletes a menetemelkedése. Viszont ha az orsó egyáltalán nem kotyog, akkor ez nem baj, szerintem. Munkahelyen építettünk egy függőlegesen mozgó emelő asztalt, 2-es menetemelekdésű trapézorsóval és ipari műanyag anyával. Az emelés pontossága 0.01-0.02mm, kottyanásmentes hála a gravitációnak.
Tehát ha pl. keményebb műanyag az anya, pl. danamid vagy hasonló, és a jó minőségű csavar kissé szorul a menetben, akkor szerintem elérhető a néhány százados pontosság. Ebben a gravitáció is segíthet.
Igazából - rájöttem közben - elég egy is, ha a vaslap egy erősen hosszúkás háromszög. A legrövidebb oldalához rakhatok két sima lábat, és a messzihez a csavart.
Aztán a cuccot csak hosszában próbálom rajta, és az a kicsi keresztirányú eltérés a vízszintestől nem számít.
A skálát rosszul érted. Nem 20mm, hanem 20 századmilliméter, azaz két tized (0,20mm) annak a skálának a hossza.
Századmilliméterekben van skálázva.
Érdekesség a libella érzékenységéről:
Annak a készüléknek mondjuk 15 centi hosszú lehet a talpa. Ha méterenként 0,01mm ferdeséget már indikálni tudsz vele, akkor az 1 méternyi hossz eltérése leosztódik arra a 15 centire. Azaz olyankor a talp mindössze másfél mikronnyit ferde, mert a méternyi hosszban a 15 centi 6,66666.... -szor van meg, tehát a talp elmozdulása "ennyied" (SIC) része az emlegetett 0,01mm ferdeségnek. (0,01/6,666=0,0015)
A te példás szerintem ott sántít, hogy neked erőt is kell kifejtened.
Valójában egy csavart különösebb méretű kar nélkül is bőven egy foknál finomabban lehet mozgatni.
Pl.
1. az esztergapadom keresztszánján 1.5mm menetemelkedésű az orsó, a tekerő kb 5cm, de gond nélkül lehet vele a szánra tett százados mérőórát nullázni. Egy pár mikronnyi mozgatást jelent.
2. Egyszer mutattam itt egy sk. mérőóra finomállítót. Azon egy M4-es csavar az állító (0.7mm menetemelkedés), a csavar feje alig nagyobb 1cm-nél. Ezzel a mikronos órát nullázni lehet, pedig még az emelőkar miatt van egy exta áttétel is.
Igazából nem lehet, mert egy 300 mm es kulcson 1 fok az 5 mm - és azert nem lehet, mert amikor megindul, az nem egy linearis dolog, ugrik, stb. Diesel injektoroknál van ilyen állításunk, ott 0.5mm es menetemelkedésnél egy 750 mmes kulccsal már lehet csinálni valamit - de FOLYAMATOS mozgásnál, folyamatos leolvasással. (Nem lehet "visszatérni", mert egy alátét zömítese a cél)
Itt a gyakorlatban azért nem annyira bonyolult, mert néhány oda-vissza állítással mégiscsak meglenne az elvárt tűrés.
A teodolitokat egy kb150 mm átmérőjű lapon állítják vízszintbe, (esetenként a Feri által mutatott nagyítós leolvasású vízmértékkel). Persze finommenet, stb.
Talán lehet egy fokot tekerni a csavaron, az kb 3 ezred elmozdulás, mondjuk 30cm körüli vasnál az durván kiadja a vízmértéken az egy osztást. Belátom hogy a használhatóság határán van az ötletem. Finommenet, vagy differenciál csavar persze jobb volna.
Hát arra kíváncsi lennék, hogy egy két tenyérnyi vaslap sarkában kommersz 6-os csavarral hogy állítja be a 0,05 mm/m pontosságú vízszintest... de fél óra biztos nem lesz rá elég.
Ezzel nem lövünk nyulat. A lézer olyan 1,5-2mm átmérőjű. Piros. Ne csússzon le a beteg a mozgatható ágyról, és a röntgensugár merőleges legyen cc. az ágyra. De azt eldöntjük erre-arra. De legyen közepe. A szoftvert nullázuk, mert vannak előre beállított helyzetek, illetve tárolni is lehet egy beállítást. És azt vissza lehet hívni.
Érdekes. Mi a röntgengépet úgy állítottuk be, hogy a kollimátorból kijövő lézerfényt egy pohár vízre irányítottuk ami visszaverte. Ha ugyanoda, akkor függőleges már megvan. Nyilván mindig vittük a kalibrál vizű poharat.
Ennek a cuccnak a német neve "Koinzidenzlibelle", Zeiss gyártotta. Itt a működési elvi rajza:
Van két darab, nyolc oldalas kis reklámismertető füzetem beszkennelve róla. Pdf-re még nem csináltam meg őket.
Elvileg úgy kell kalibrálni, hogy amikor 0-ra van állítva az oldalsó skála, akkor legyen totál vízszintesen a talpa, koincidenciában (egymás mellett pontosan) a buborék két végének képe.
Azért van rajta a skála és a tekerő, hogy ki lehessen vele mérni valaminek a rettenetesen kicsi ferdeségét is, hogy pl. a megfelelő alátétet ne keresgélni kelljen, hanem rögtön a jót alkalmazni.
Ha valamiben van mondjuk 0,05mm/m éltérés a vízszintestől, akkor ezzel azt úgy méred meg, hogy ráteszed, a tekerőt addig tekered, amíg a koincidencia létre nem jön, leolvasod a skálát, és látod, hogy 5. Ezzel megmérted.
0,01mm/m eltérés a vízszintestől a kib.....ott kicsi eltérés. Én otthon nem találtam annyira stabil alapozást sem a házban (pedig földszintes), sem a teraszon, sem a műhelyben, ahol ez a cucc (mert nekem is van egy) nem mozdult volna be már attól, hogy arrébb lépek. Jó, ok. 110 kiló vagyok.
Már azon voltam, hogy kiviszem a temetőbe, keresek egy bazi nagy és vastag gránitlappal fedett sírt, és arra teszem fel a Csuhás által is említett 3 lábú mérőfelületet, azt ott kiszintezem, és akkor be tudom kalibrálni a készülékemet (az enyém be volt állva, mint a gerely, emiatt szét kellett szedjem, és kipucolnom. Így elállítódott a kalibrációja.
Még lehet, hogy tényleg meg is csinálom ezt a kis kirándulást.
Na, amit kérdezni akarok: érdekelnek a füzetek? Mert akkor nekilátok pdf-et csinálni belőle, átküldöm Csuhásnak, és ő kiteszi a gyűjteménybe, a köznek.
Lehet úgy is, de pont az a jó a vízmértékben hogy nem kell külső eszköz az ellenőrzéséhez, beállításához. Ha stabil felületen átfordítva ugyanazt ( praktikusan vízszintest ) mérsz akkor jól van beállítva.
Kicsit tovább gondoltam, miután elkészült a három csavaros vas akkor kérünk kölcsön egy fix azaz nem állítható gépbeállító vízimértéket és azzal szintezzük be a vasat a lehető legpontosabban. Majd ahhoz a síkhoz keressük meg műszer alaphelyzetét. Remélem sikerül.
Nem kell egy méteres vas, csak akkora amin elfér a vízmérték. Belefúrsz három sarkába egy egy mondjuk hatos csavart és lerakod valami másik vasra. Azután addig tekered a csavarokat amíg vízszintbe állítod. Biztos rámegy egy fél órád mire beáll. Nekem ennél érzéketlenebb vízmértékkel is kikoppan a buborék ha a marógépem egyik talp csavarján egy negyedet fordítok.
Igen, mi is így gondoltuk, de sajnos nincs 1méter hosszú 0,01mm-es pontossággal vízszintben álló vasunk, ezért mikor megfordítjuk akkor a libella teljesen kitér a mérhető tartományból.
További gondunk, hogy a jobb oldali állító gombot legalább 20-szor körbe lehet fordítani, tehát 20-szor lehet 0-ra állítani. Ilyenkor a műszer oldalsó skáláján a marker is mutatja az elmozdulást.
Ezek a vízmértékek tényleg elég érzékenyek, általában a több tonnás gépen is elmozdul a buborék ha rátenyerelsz valahol a gépre. De ha lerakod egy asztalra és alattad is van szoba akkor odasétálva kimérheted a födém behajlását a súlyod hatására. Ha jó az eszköz beállítása akkor nullát állítva a tekerőn a vízszintest mutatja. Ellenőrizni egyszerű, kell egy nyugodt helyre lerakott köszörült felületű vasdarab amit csavarokkal vízszintbe tudsz állítani, ezután ha jó a műszer akkor azt 180 fokkal átfordítva ugyanúgy vízszintest kell mutatnia.
Mi okozta? Nem nehéz kitalálni. Az a kb 50 év ami ül a vállukon, és az ezzel járó elhanyagoltság. Ha igazi felújítást szeretnél, és nem csak imitt- amott belepiszkálni, működőképessé tenni, még nagyon sok meglepetés érne. És nyugi, azokat is, akik szentül meg vannak győződve róla, hogy kifogták az aranyhalat, és milyen olcsón...
Igen, nem marad más, improvizálok. Sokat nem veszthetek vele. Örülnék, ha az egész olyan állapotban lenne, mint az általatok prezentált képeken. Az enyém sokkal ramatyabb. Az évek,a hibás csapágy,és még ki tudja mi okozta a többi alkatrész ilyen mértékű kopását.
Igen, ezt én is használható megoldásnak találom. A fogaskeréken viszont nincs semmi jele ennek a megoldásnak. Ki is csúszott a helyéről. Nem tudom meg-e fogom tudni fúrni a fogaskereket. Egy próbát megér. A persely falvastagsága 1,5mm. Bronznál nem lenne probléma, de műanyag kontra hernyócsavar?
Egy roncsolt alkatrészről pontos méretet venni nem mindig szerencsés. Főleg ha valamilyen ipari műanyagból (pl. textilbakelit) van, még ha utángyártott is. Ezért érdekelne mások tapasztalata, akik már szedtek szét E1N Nortont. Az anyaga? Ha acél lenne nem kellene persely, elég lenne kisebb fogaskerék furatátmérő.
Van a melóhelyen egy Emco compact 8e esztergánk és azt vettem észre, hogy a tokmánynál fogva kotyogtatható. Nagyobb fordulatokon morog, a hibajelensége pedig esztergálás közben is jelentkezik, némi túlzással apró sokszögű lesz néha a felület és munka közben hangosan berezonál, bizonyos irányokból különösen. Forgócsúccsal támasztva még használható, akkor nagyjából eltűnnek a hibák.
Hogyan lehetne ezt javítani?
Csak gyanítom és remélem, hogy a csapágy ment tönkre és cserével megoldható. Úgy vélem szét tudnám szedni, általunk használt gépeket magunk szoktunk javítani. Ha van ehhez jótanács azt szívesen veszem.
Ezt ugye nem viccnek szánod? A méretei adottak, szétszedés után mérhető, az anyaga me olyan legyen amilyaen most is, ha bronz, akkor az, ja öntvény akkor az, ha szénacél, akkor meg az.
Ha azon a linken eléritek amit Joe0111 tett ki akkor vigyétek bátran. A megosztás típusa a "link birtokában bárki" Az excelben meg az E1N fogaskerekeinek az áttételeivel játszottam de benne vannak a Norton kerekeinek a fogszámai is. Lehet vele számolni olyan emelkedést is ami a gyári táblában nincs.
Köszönöm. Olaj volt benne valamennyi. Lassan szivárog a szárnyas anyánál. Gondolom. Új tömítés majd segít rajta. Viszont a képen (nem) látható csapágy tropa. Ez nem tett jót a fogaskerekeknek sem. Nem bírom szétszedni. A tengelyt bentről kifelé kell kiütni? Van még ott valami ami elkerülhette a figyelmemet?
Van rengeteg képem E1N Norton, lakatszekrény, főorsó szétszedésről. Egyszer talán Csuhás fel is töltötte az irodalmak közé, de ha rám írsz megosztom. Az a vonóékes ABC váltó sok bajt okoz, pláne ha olaj se volt benne régóta.
Ez mind igaz. A Nortont csak most akarom megbontani, ha nem megy másként. Ugyanis ha ZOLL kerekekkel mm- re álitva a menetváltókart működik az előtolás oda vissza. A vezérorsó és a vonóorsóval is.
"Előtolás irányváltása után a vezérorsó leál. Mi baj lehet a Norton szekrényben?"
Az irányváltó karnak nem sok köze van a Noton szekrényhez kapcsolódás szempontjából(nem is azon helyezkedik el) illetve a második képen nem a Norton szekrény látható hanem a lakatszekrény.
Ha a mentorsó megáll az inkább a vezér-vonoorsó váltó kar nem megfelelő reteszelődéséből adothat. (nekem ezt a kart ki kell támasztanom menetvágáskor, hajlamos szétkapcsolódni,ekkor megáll a menetorsó ami menetvágáskor nem túl hasznos.)
Ismerkedtem. A táblázat szerint ZOLL menet előtoláshoz voltak felrakva a cserkerekek. A menetváltó kart is oda kapcsoltam, tehát jobbra. Legnagyobb meglepetésemre a szán elfele indult el.
Előtolás irányváltása után a vezérorsó leál. Mi baj lehet a Norton szekrényben?
87 éves barátom Édesapja készítette a képeken látható két mérőeszközt .
Az órás furatmérőt egy használt mérőóra segítségével készítette . Autómotorok csapágyazásával foglalkozott és vonalfúráskor használta ezt a kis intót ...
Teljesen kezdő, E1N eszterga terén. Használtam Proma 500-ast, de most szereztem egy veteránt.
Olvasgattam a fórumon pár hozzászólást, mégis tanácstalan (hülye) vagyok. Ismerkedés fázisában sok kérdésem vár válaszra, személyes tapsztalatra. Kérdezhetek? Van egy kis időtök rám, kis tudatlanra is? Szivesen tanulnék alapdolgokat a szakiktól.
Egyszer, egy frekiváltó tesztelésnél az asztali köszörűm motorját használtam. Kis fordulaton a szemem sarkából mozgást láttam a motoron. Közelebbről nézve látszott, hogy a mágnestér forgásának ütemében felágaskodtak illetve elfeküdtek a házra hullott forgácsok. Ennek alapján gondolom, hogy a motort a végével egy iránytű fölé tartva van annyi szórt mágneses tér hogy vígan forogjon tőle az iránytű.
azért egy aszinkron motorról nem akkora mutatvány levenni a pajzsot.
Egy ismeretlen motornál amúgy is levenném, egy használtnál meg 90%, hogy csapágyat kell cserélni :)
Én csak egy lehetőséget írtam. A masik megoldás, amit más is írt, frekiváltóval pl levett áramerősséggel meghajtani, és kipróbálni. Ha egy fázistekercset fixen bekötünk, a másik kettőnek összesen 4 kombinációja van, abból 1 lesz jó, ami a szinuszok nulla eredőjét adja, a másik harom meg nem lesz jó, nem lesz egyenletes a motor forgása, zúgni fog.
Némi késéssel, de beszámolok a fiammal közös titán-farigcsálós projetről.
Ez lett a végeredmény (kettőt kellett gyártani belőle):
A fenekében ott van az M6-os menet. Jól megszenvedtünk vele. Próbálkoztam háromféle fúróval, mind használatlan, és top minőség:
(1) Alumíniumra való gépi, zsákfuratra (2) acél gépi zsákfuratra (3) 3 fokozatú kézi. Az (1) volt a legrosszabb, de a (2)-t se bírtam belehajtani. Végül sok kibehajtással a kézi fúróval értem célt.
Az az érdekes, hogy (főleg a gépi) fúró úgy meg bir szorulni, hogy kifele se hajlandó jönni, úgy kell kiimátkozni. Nagyon fontos, hogy egy pillanatra se álljon meg a fúró. Mintha a tapadási erő sokkal nagyon lenne, mint a súrlódási, hiába a kenés. Ezt a megszorulést két dologra vezetem vissza: (1) igen ruganyos anyag ez a titán és (2) jó nagy a hőtágulása, menetfúráskor pedig meglepően felmelegetett pedig kézzel tekertem.
Hogy mire való ez a valami, azt ne kérdezzétek - aki meg felismeri, az ne mondja.
Mindenesetre 6.4° kúposság van benne és a bemarás is 2.3°-ban vékonyodik.
Ez itt a kéziszán kiórázása:
és a kúp esztergálása:
Ez meg a marás órázása és a marás:
A végén levő csapot vastagabbra hagytuk, hogy merevebb legyen a befogás a maráskor. Ennek ellenére mart felület nem lett a legszebb, beremegett az anyag. Mind mondottam, igen rugalmas a titán.
Ezután jött a csap elvékonyítása és egy M6 külső menet ráesztergálása. Ehhez csináltam egy keményfém menetkést:
A gyári, lapkás (balos) menetkés nem fért volna el a forgócsúcs miatt, nem is olyan éles, mint ez.
A menet gyönyörű lett. Nem tudom, hogy a keményfém kés miatt, vagy mert a titán egy jó anyag, de nagyon szép lett a felület, mindenféle utólagos simítás nélkül:
Végül kapott egy kúpos letörést, ehhez meg át kellett szerelni a kéziszánt:
Az esztergálást alumíniumhoz való Kolroy lapkákkal csináltam.
Sokkal könnyebben esztergálható, mint ahogy híresztelik.
Ha új a lapka, akkor viszi, mint kés a vajat. Kézi előtolással is gyönyörű tükrös felületet ad.
Nem olvastam el, de leírnám az én verziómat. Egy póluspáros motornál ugyebár fázistekercsenként két mágneses pólus van, egymással szemben. Az egyik az észak, a szembeni a déli.
Ha "normál" polaritassal kötöm kis (pl 12v) egyenfeszültségre az egyes tekercseket (mondjuk 1-re a pluszt, 2-re a mínuszt, akkor az így létrehozott egymás melletti pólusok azonosak lesznek, tehát ha beteszek egy iránytűt, akkor az első tekercset táplálva beáll valahová, a másodikra elfordul 60 fokkal, a harmadikra TOVÁBBFORDUL hatvan fokkal. Ez történik a három fázisú betáplálásnál is. Ha nem így történik, akkor az adott tekercset fordítva kell bekötni.
Ha ezek után az összes 1-es lábat összekötöm, akkor van egy csillagba kapcsolt motorom.
A kollégákat megleptem ezzel a dologgal, merthogy nem úgy van, ahogy gondolták.
A motoron egyetlen tekercs kivezetéseit megcserélve a motor forog ugyan, de egyrészt lassabban, másrészt morogva. Az egyik fázison nagyobb az áram, mint a másik kettőn - szvsz így hajtva a motort elég gyorsan le lehet égetni.
Az így létrehozott fázishiba miatt a három tekercsáram vektoros összege nem nulla, amiből a baj ered. Ez az áram egy rossz gerjesztést hoz létre a motorban.
Hosszú tesztekre nem volt időm, de a téma még érdekel, szóval vissza fogunk térni rá.
Szerintem egy trafóból kisfeszültséggel megtáplálva az egyik tekercset, és szkóppal nézve a másik kettőn a jelet, megállapítható lesz, melyek az azonos - kezdet vagy vég - kivezetések. Az, hogy egy adott tekercsen melyik a kezdet és melyik a vég, az ugyan nem, de az nem is érdekes valójában.
A szkópot a bemenő jelről triggereled és a másik csatornát a feltételezett polaritással csatlakoztatod a vizsgált tekercsekhez. Osztott tekercselésű zene kimenőtrafót vizsgáltunk így.
A kis tusírlappal nem tudtam szabadulni a gondolattól, hogy egymással szögben lévő síkokat fogok előállítani mégis
Aztán arra jutottam, hogy a kapcsolódoboz felőli oldalt teljesen leszedni nem okoz semmiféle gondot, igy egyik oldalrol jól rá tudom csúsztatni.
Elsőre ilyen, nem történt baj. Oké, sok a festék de területekre voltam kivancsi nem pontokra. A doboznál -8 század, középen inkább -10ek, a masik szélen a folt közepe -12 de ott van -20 a legszélén. Tehát kicsit dönteni is kell még a dobozos vég rovására. Szerintem -15 ig lesz idegrendszerem hozzá. Minden nap váll nap, meg tricepsz.
Magam, most úgy gondolom, hogy nem is indul el a motor, sőt a fordított tekercsben igen nagy áram fog folyni. Ha egy jó motornál kimarad az egyik fázis akkor a motor morog, de kis terheléssel forgásban marad ha jól tudom. A nem táplált tekercsben kb olyan fázisú, és amplitúdójú feszültség indukálódik mint ami egyébként rá volna kötve. Nos ha ennek felcseréled a két végét és visszakapcsolod akkor gyakorlatilag ellenfázisban kötöd a megtápláló hálózatra. Szvsz ez élénk füst jelenségekkel jár.
Naívan azt gondolnám, hogy (a) a tekercseknek 120°-onként kell állnia és (b) ha egy tekercs két pólusát megcserélem, az 180°-kal viszi el a fázist. Szóval, ha egy tekecs polaritását felcserélem, akkor nem lesz egyenletes a forgás. Vagy rosszul gondolom?
A dolog ráér, mert a kollégám úgy néz ki mégsem azt a motort fogja megvenni. Azért pár műszert kinézhetsz belőlem, szkóp, generátor, rendesebb multi azért otthon is akad :- ))
A csengőtrafó is jó ötlet, bár kiváltható frekiváltóval, hiszen a pár Hz működéshez ott is pár V kimenő fesz tartozik. Függőleges tengellyel egy iránytű fölé tartva a motort -- vagy csak az állórészét - lehetne látni, hogy egyenletes a forgás.
Legközelebb holnap délelőtt tudom neked egy kisérletben ellenőrizni az elméletet, de az itteni motoros kollégák azt mondták,szerintük mindegy.
Ha tudsz várni holnapig, tesztelni tudunk műszeres környezetben.
Az a baj, hogy neked nem igazán vannak műszereid, amivel ellenőrizni lehetne dolgokat.
Ugyanis egy csengőtrafóval megtáplálva az egyik fázistekercset, és szkóppal nézve a másik kettőn a feszültséget, ki lehetne mókolni, hol vannak a kezdetek. De gondolom ilyen műszereid nincsenek.
Azért nem olyan egyszerű a dolog, mert nem szerencsés ha a körben forgó mágnestér időnként pólust cserél. Valószínűleg mondjuk 0.5Hz-vel járatva a motort egy iránytűvel lekövethető a forgó tér, a burkolaton kívül is.
Ha van egy háromfázisú motor 6 kivezetéssel akkor hogyan lehet a kivezetéseket azonosítani? Az ok hogy megvan a három tekercs, de hogyan lehet a tekercs kezdeteket megtalálni? Illetve mi van ha fordítva kötök be egy tekercset? Frekiváltóra menne a motor.
Némi ellenőrzést tudsz úgy is csinálni, hogy a méteres tusírrudat használod, átlóban, és a nyilak szerint forgatva úgy, hogy az egyik vége mindig helyben marad a szélső felületen.
Ezzel a négy vezetékfelület egységes magasságát legalább részben tudod ellenőrizni. Aztán ha a két szélső felület két-két végét már beállítottad, akkor saját hosszán is ellenőrizhető.
Meghallgatva minden tanácsot és véleményt a rferi/csuhás féle konzervatív megközelítést választom. Viszont a szélekhez egyelőre nem nyúlok. A középső területen a 250x250 tusírlap a négyből három csúszófelületet fed le. Ha 45 fokban elfodítom akkor mindet. Utóbbival tudom ellenőrizni, hogy ne alakuljon ki középen megtört sík. Meg gumikalapáccsal kocogtatom is hogy hol billeg. A korámm kép szerinti módon s referenciablokkhoz órázva ellenőrzöm, hogy ne dőljön meg az egész felület. Ha elb@kúrom még mindig szedhetek le többet, meg ragaszthatok.
Ha fém fémen csúszik ott is van kopás, amely során a gép szép lassan kikerül abból a pontossági tartományból, amire eredetileg készült (ezt csak a bevezető kedvéért írom le). Ezek után lehet még használni alacsonyabb követelmények mellett, aminek a végállomás a "faeszterga" (amikor már leszedtek róla szinte mindent), vagy a MÉH telep. Ha a javítás mellett döntenek, akkor jön képbe a bronzlemezes pótlás, vagy teflon, turcite felragasztás, vagy a Moglice típusú önthető/kenhető paszták. Gondolom azért fejlesztették ki a legutóbbit, mivel ezek alkalmazása a megfelelő szakmai és technológiai háttérrel a leghatékonyabb pénztárca és idő szempontjából. Tehát ha egy üzemben a gépek ütemezett karbantartása be van ütemezve :), akkor semmi kivetnivalót nem látok abban, hogy műanyag pasztával javítsák, az akár már eredetileg is úgy gyártott gépet.
Nemhogy javítanak, hanem már jó ideje a lapos ágyvezetékes gépeken műanyaggal van borítva a felület a siklási tulajdonságok kiválósága miatt. De azok nem pillevékony/ pillanatragasztóval ragasztott lapok, és igen, idővel elengednek a ragasztások.
Az éklécet nem kell keverni a felfekvést biztosító csúszófelületekkel. Az ékléc azon oldalára, ahol az álló felület van, gyakorlatilag bármit ragaszthat, ha csak az a cél, hogy nagyobb szorítást tudjon elérni vele, de vannak kétségeim a felragasztott műanyagcsík "jóságáról" ez esetben is.
Elég drága anyag, és kell neki egy minimális vastagság. Ahol elő tudod készíteni, ott akár meg is javíthatod a gépedet. Annak idején találtam egy nagyon érdekes "blogot" ahol felújítanak egy olyan marógépet mint az enyém. A második rész közepe táján így javítanak egy csúszófelületet. Érdemes megnézegetni a folyamatot.
Gondolkodtam azon, hogy mikor sokat kell leszedni vmi Dremel féle dologgal csinálom ugyanazt mintha hántolnék. Fához való szalagcsiszoló sokat visz el a szélekből ne kérdezd honnan tudom.
Az ezzel érintkező "térd" , ahogy várható középen volt kikopva 0.23 mmt, itt a képen a jobb oldalát már kihántoltam egyenesre. Annyira puha az az anyag, hogy kb 100 menetben megvolt a teteje.
A macera az volt, hogy az 1m es 45 fokos tusírlécet kellett odadörgölni mindig. Ezért fellógattam a műhelydarura és csak centiket kellett emelnem.
Ezután jutottam arra, hogy inkább megcsinálom az ellendarabot és ahhoz hántolom a térdet. Itt tartok most.
A dobozok alatti felület ha jól gondolom tömítéshez csatlakozik, azt simán le lehet munkálni, azzal amid van. Azután már hozzáférsz a működő felületekhez.
Gondolom a fogaskerék meg a kapcsolóvilla elbírnák. A széleken 0-n lévő, nem kopott doboz csatlakozások viszont elemelnék a tusírlaptól a -20 on lévőket, így ezeket nem tudnám ellenőrizni hántolás közben. A köztük lévő távolság 350mm így a 630x400 tusírlapon nem tudna keresztben lovagolni se. Vagy van még egy 200x200 as tusírlapom, esetleg azt tudnám ráfektetni de az meg nem teljesen takarná be a hántolás alatt lévő területet. Ezért gondoltam, hogy előbb kipótolom a kopott részeket mondjuk +10 körüli magasságra és egy síkra hántolom a nem változott részekkel. Azért is tetszene ez mert eléggé a gyári állapothoz közel, nem kéne összekapirgálnom az amúgy hibátlan felületeket.
Sziasztok, szétszedtem az ME1000 t. Feltérképeztem az Y irány vezetékeinek a kopását, a legrosszabb helyen 18 század. Azt gondoltam ki, hogy nagyjából lehántolom -20 ra aztán ragasztok rá 0.2 es CuSn6 csíkokat és azokat hántolom be rendesen. A két szélre csatlakozó előtolóhajtómű meg a kapcsolódobozok felületei 80.00-n vannak, azokat nem bántom hogy ne menjenek el a fogaskerekek közei, stb. Szerintetek ez jó lesz így? Milyen ragasztót használjak és annak mekkora vastagságot számoljak? Valami epoxi ragasztókkal ragasztják fel a Turcite csíkokat a menők.
Most az asztal került megmérésre.Azt mértem hogy a fogás vételkor az asztal lehajlik 0,05mm-t.
Miután a képen látható forgács leválasztódott, és ugyanazon az úton újra végig haladva anélkül hogy forgácsolna inkább lehajlik kissé de ekkor már csak 0,02mm-t.
Megmértem a függőleges szánt az meg sem mozdult. A betétlécen ha állítottam nagyon nehéz lett forgatni az asztal tekerőjét.
Úgy látom ennek az úrnak is hasonló problémája adódott,sajnos nekem ez a segédlat kialakítása nem adott.
Csak a véleményem írom le: Igazából a bevett gyakorlat a megfelelő méretű tokmánytárcsa használata. Ha ilyen nincs, akkor jön a közdarab, amit magam is úgy készítenék ahogy rajzoltad. Inkább használj nagy szilárdságú csavart, nem is a menet hanem inkább a kulcsnyílás sérülésének elkerülése érdekében. A tárcsát és a toldalékot összefogó csavarokat és az érintkező felületeket én csapágyragasztóval is biztosítanám. Ne lazuljon meg, és merevebb is legyen.
Hosszúkúpos E400 gépemre szeretnék egy 4 pofás TOS tokmányt felszerelni. Sajnos amiket szereztem hosszú kúpos hátlapokat mind kisebbek, ezért közdarab készítésére gondoltam.
A hátlapon 6db M10 BK csavarnak van hely, a tokmányon 3db M10 furat. Elég ide a 8.8 vagy 10.9 kellene ?
A közdarabot pedig S355-ből vágatnám 18mm vagy 20mm vastagságban amit majd illesztő peremekhez lemunkálok a gépen.
Igenám, csak ugye ez egy frekiváltó. És én nem fosok ugyan a 300 volttól, de elég egy kis figyelmetlenség, és a kezemmel sütök ki egy 400 mikrós kondit :)
Ekkor kellene megkeresni, megmérni a NYÁK-on a tápfeszt. Ezután ki és bekapcsolni,és ha elsötétül megmarad-e a tápfesz vagy sem. Már ha ezen nem volnál már túl...
"Tudom, hogy nagyon egyszerű megközelítés, de erre jó lenne egy donor, behatárolni a hibát."
Bekapcsoláskor a kondit szabályosan feltölti, majd meghúz az inrush ellenállas áthidalása. A kijelzőn először világítanak a szegmensek, majd elsötétedik. Amíg működik, parancsot nem fogad.
Ha ekkor lehúzom a kijelző panel csatlakozóját, majd visszadugom, a kijelző bekapcsol, elvégez valami tesztciklust (pörögnek a szegmensek), majd kiírja a 020 as hibakódot. Viszont ekkor már nem alszik ki (?!)
Tudom, hogy nagyon egyszerű megközelítés, de erre jó lenne egy donor, behatárolni a hibát.
Játéknak már épp elég volt az egyik teljesítménypanalt leválasztani a másikról, 12 lábon forrasztva, majd bekábelezni, hogy minden mérhető legyen, mindkét oldalán.
Az egy eszterga szegnyeregbe való befogó. Szabadon elcsúszik, elforog, a recézett részt fogva a kezed adja nyomatékhatárolást. Kezdetben azon volt a menetfúró tokmány.
Ez talán túl precíz számomra, az állványos fúrógépet használom hasonlóképp. Elég néhány bekezdett menet, és a nagyja munkát úgyis hajtóvassal készítem el.
Az esztergába fogott munkadarabban sem gyötröm végig a menetfúrót,elég ha csak belekap. Munkadarab ki és hajtóvassal készre vágva.
Esztergában ha a menetfúró szára nem is forogna el,(tokmányba fogva biztosan) akkor a morsekúp fog engedni.
Egészen véletlenül nincs valakinek egy félhalott vagy jó Yaskawa 1PH/3PH frekiváltója, amit megkaphatnék kölcsön vagy donornak? Hozzám került egy J1000-es, látszólag hibátlan, de bekapcsolás után pár másodpercre kikapcsol. Elég sokat elpiszmogtam már vele, valahogy a végére szeretnék jutni. Kapcsolási rajz nincs , így meg nem tudom, melyik tápfesznek mennyinek kell lennie.
Igen menetfúró tokmány van rajta, elöl három pofával vezet, középen pedig jobbos/balos menettel összehúzott két henger fogja és meneszti a fúrót. Huszon pár ezerért rendeltem kínából.
Legegyszerűbb esetben egy merőlegesre oldalazott nagyobb átmérőjű köracél darab, a menetfúró szárának megfelelő furattal és egy a munkadarab felöli süllyesztéssel. Utóbbiban el kell férjen a menetfúró dolgozó része és a forgács (egy része). Ezzel mindenféle próbálgatás nélkül meg lehet indítani a menetfúrást a darabra merőlegesen (ha elfér a forgács, készre is fúrható a levétele nélkül, terelőélessel meg ott nem lesz forgács).
Lehet bonyolítani is: pl. satupadra szerelt karos, beálló vezetőhüvely, amibe T alakú "menetfúró hajtóvas" passzol - ekkor mdb. megfogás vállas/prízmás satupofával vagy csak simán az asztallapra leszorítva (asztali karos menetfúrógép mintájára).
Én a kézi menetfúrót is mindig megvezetem: amikor kifúrom a lukat, befogok a fúró helyére egy csúcsot vagy negatív csúcsot és azzal megtámasztom a menetfúrót.
Ezért zavar, hogy manapság a menetfúrók véget valami érthetetlen okból lecsonkolják.
Régen a kicsi menetfúrók hátsó végén csúcs volt, a nagyobbakén pedig központfurat.
A magfurattal való egytengelyűségen sok múlik - a gépik nem nagyon állnak be maguktól a furat vonalába, mikor ferdén indul és már telibe viszi a furat falát, akkor nincs tovább. Kézi hajtáshoz csinálni kell hozzá vezetőt, azzal nem kell "benézni" a merőlegességet. Vannak olyan kivitelek is, amihez már fix megvezetést írnak elő - ott már a hosszkiegyenlítő sem megengedett.
Persze, hogy nem töri le, ettől jó. Majd fotózok olyan forgácsot, amit a furatból húzok ki utána kis kampós dróttal. Viszont 5083-ban is tudok biztonsággal menetet fúrni vele. Ráadásul ezek jellemzően B-C bekezdésűek, emiatt nincs nagy terhelés a fogakon.
Az átmenős, terelőéles kivitel nem szereti letörni a forgácsot, nagy az él sérülésének a veszélye (lepattan a leghegye). Kb. 3x-os az élettartama, ha irányváltás előtt már lehullik róla a forgácsfolyam, de "zűrös" anyagokban sokszor így is jobban teljesít.
Ácsi... a gépi menetfúrót ne keverjük a spirálhornyos "C" bekezdésű menetfúróval, mert gépiből is van mind az 5 bekezdésű, illetve spirálhornyos és terelőéles egyenes hornyos átmenő fúró, amelyet sokan tévesen anyamenet fúrónak ismernek, holott csak átmenő, illetve vídiából terelőél nélküli, 6 hornyos egyenes kivitel is (ez főleg öntvényekhez). Hozzáteszem, zűrös anyagokban (pl. alacsonyan ötvözött alumínium) ha meg tudom oldani, a zsákfuratokat is átmenővel menetelem. Csak ilyenkor hosszabb előfurat kell és prímán elfér benne a forgács.
Én pl szoktam olyat, hogy a teljesen gagyi piacos kézinek az első lépcsőjével végigfúrom, utána meg beleküldöm a szintén piacon vett, de svájcban gyártott gépit, ami így kevésbé van terhelve (értsd: nem töröm bele), viszont jó lesz a profil.
Gépi menetfúróval sokszor problémás hosszú menetek készítése. A szárra ható erő annyira megnő, amikor teljes terjedelmében a furatban van, hogy gyakori a törés. Egyszerűen nem bírja a szár.
Én legalábbis sokszor belefutok ebbe. Akkor megint elő kell venni a háromrészest.
"a gépi menetfúró éppen olyan jól használható kézzel is"
Én is így gondoltam, de ma már másképp gondolom (mert eltörtem egy párat...). A gépi menetfúrónak rövid a bevezető szakasza. Ha gépit használsz kézi menetfúráshoz és nem vigyázol eléggé egy hosszabb furatnál, nem eléggé merőlegesen indítod el, akkor nem tudod végigfúrni (vagy beletöröd). A több részes, kézi menetfúrónál az első elég hosszan megvezeti a fúrót, kisebb az esélye annak, hogy ferdén indítod el. Úgy gondolom, a "gépi" azért gépi, mert ott valamilyen gép biztosítja, hogy a menetfúró indításkor egy vonalban legyen a furattal.
Szoktam azon gondolkodni, hogy van-e bármi értelme a kézi menetfúrónak manapság.
Mert azt tapasztaltam, hogy a gépi menetfúró éppen olyan jól használható kézzel is, csak az utóbbit
(a) kényelmesebb és gyorsabb használni, és
(b) azonos minőséget feltételezve, olcsóbb, mint a 3 részes kézi menetfúró készlet.
Talán az lehet egy valid érv a kézi fúró mellett, amit Jani301 mondott, hogy azt könnyebb otthon utánélezni, de 100 felhasználóból egy, ha csinál ilyet.
A menetfúró bekezdőrészének újbóli hátrakőszőrülését azért rendszeresen kézből szoktam , mert ugye hogyan máshogyan , ezért már csak nem veszek gépet .
Az égő fémek oltása külön szakma, általában úgy intézik, hogy elszeparálják és hadd égjen le a francba, majd elfogy... ezen a téren elég híresek voltak a Dural tüzek.
A titán még mocskosabb ügy, az esztergálásnál a forgács könnyen begyullad, és ha ez begyújtja az egész addigi forgácsot, még pont meg tudjuk nézni a biztosítási kötvényeket, hogy a porig égett műhelyre ad-e valami alamizsnát a hiénafalka biztosító.
Az emberben ilyenkor felmerül, hogy nitrogén atmoszférában kell(ene) csinálni, de van egy rossz hír: a titán nitrogénben is képes égni. Ilyenkor a leolvadt esztergagép legalább titánnitrides bevonatolt lesz.
Én mindössze annyit tudok a forgácsolásról, hogy tudom, hogy milyen rohadt sokat NEM tudok.
A felhorkanásom nem neked volt dehonesztáló, hanem tényleg értelmetlen olyan tanácsot adni, hogy "köszörülj menetfúrót titánhoz", aki nem ismeri ennek a forgácsolását.
Nem volt szó kézi köszörülésről, a kérdés arra vonatkozott, hogy lehet-e ehhez egyedi szerszámot köszörülni. (Kézből egyébként se szokás menetfúrót köszörülni.)
,,mert hajlamos kigyulladni, és kompletten elégni.''
Ha már az égő fém szóba került:
Van a gömbgrafitos öntöttvas, amiről tudni szokták, hogy az a lényege, hogy csíraképzőkkel egy kezelés során elérik, hogy a kiváló grafit gömb alakú lesz a szokásos lemezes szerkezet helyett.
A maga konkrétságában ez nagyjából úgy történik, hogy fognak egy edényt, amibe beleszórnak 30-50kg magnéziumot(*), aztán erre ráöntenek 2 tonna 1500°C fölé melegített olvadékot.
Hogy is mondjam, van az a mondás, hogy a Napba lehet nézni, de erre nem.
,,Ne komolytalankodjunk már, hogy titánhoz majd kézzel köszörül szerszámot egy olyan hobbista, akinél az ismeretek hiányának mélységét már az is jelzi, hogy egyáltalán felteszi ezt a kérdést...''
Szerencsére te olyan komoly ember vagy, aki mindent tud a forgácsolásról - és ennek a tudásnak a mélységét már az is jelzi, hogy milyen alapos és gyakorlatban használható tanácsokat tudsz adni. (Pl, hogy el kell olvasni az adatlapot, és az élsebesség is fontos.)
Hozzáteszem, abból, hogy valaki még életében nem forgácsolt titánt, nem következik, hogy ne lehetne otthon neki egy szerszámköszörűje, amit kezelni is tud.
Köszönöm a segítséget mindenkinek. Egyben válaszolok:
CNC guru:
,,Én marnám a menetet,''
Ilyen nicknévvel én is marnám. Nyilván tudod, hogy kb. milyen műszerparkkal rendelkezem.
,,de nézd meg a Gühring oldalán, hogy milyen menetfúrót ajánl hozzá.''
Nem lettem sokkal okosabb. Jó minőségű kell hozzá, ennyi derül ki, de ezt magamtól is megtippeltem.
,,A menetfúrási paraméterek is izgalmasak.''
Igyekszem majd megfelelő sebességgel tekerni.
,,Amúgy kenést adtál neki?''
Tipp?
1 darab menet?
ruzsa janos:
,,1 darab menet?''
Kettő.
rferi:
,,Például esztergálásnál is csak a legspécibb bórnitrides lapkás késsel munkálható, ...''
Azért nem ennyire veszélyes a helyzet. A szokásos alu-hoz való (Kilroy, bevonat nélküli) inzerttel álltam neki, és elég jól vitte - kb. olyan, mintha erősen ötvözött szerszámacélt munkálnék meg.
Persze kis fogásokkal (nálam ez 0.25mm-t jelent) dolgoztam, de elég sok anyagot le kellett szedni.
Az alu inzert erősen pozitív, és nagyon éles (fel van polírozva) - ez egybevág a ruzsa janos által idézett javallattal.
,,és azzal is erősen óvatosan, mert hajlamos kigyulladni, és kompletten elégni.''
Kompletten nem égettem el, de a forgácsot sikerült kétszer is meggyújtanom, pedig kentem/hűtöttem is (vszeg nem eléggé).
Látványos, amikor ég a forgácsgombóc, de egy kicsit félelmetes. Mindenesetre érdemes a lefaragott forgácsot minden fogás végén egyből eltakarítani a tálcáról, mert ha az egész begyullad, az kukázni lehet az esztergapadot, vagy akár az egész műhelyt is.
"Ne komolytalankodjunk már, hogy titánhoz majd kézzel köszörül szerszámot egy olyan hobbista, akinél az ismeretek hiányának mélységét már az is jelzi, hogy egyáltalán felteszi ezt a kérdést..."
Ne komolytalankodjunk már, hogy titánhoz majd kézzel köszörül szerszámot egy olyan hobbista, akinél az ismeretek hiányának mélységét már az is jelzi, hogy egyáltalán felteszi ezt a kérdést...
Irányadónak: alumínium geometriás szerszám a célravezető, de jóval kisebb élsebességgel mint az alu. A menetfúrás külön terület ezen belül, ott kizárólag a gyártói előírásokra lehet csak támaszkodni. Ott egy adott szerszámhoz tartozik egy
- megmunkálható anyagcsoport
- élsebesség
- kenési módszer
ezt nem lehet házilag köszörüléssel megoldani.
Pontosabban bilivasnál igen, de a titánt nem véletlenül kezelik külön anyagcsoportban.
Én megpróbálnám ha csak néhány darab kell, akár bevonatos HSS-CO szerszámmal, vagy nagyon óvatosan keményfémmel. (petróleum/vágóolaj kenéssel, keményfémet nagyon könnyű kézzel beletörni bármibe)
A kézi munka az alacsony vágósebesség miatt ezekhez nem a legjobb. A fentebb leírt melegedéstől viszont biztosan nem kell tartani kézi munkánál. (A keményfémnél egyébként se okoz különösebb gondot.)
A titán esztergálásáról találtam egy ilyet: "Use inserts that are designed for titanium, which are typically much sharper than what you’d use for steel. This means that they slice better and don’t generate as much heat. Negative rakes or rounded cutting edges will not perform well on titanium."
Ez szerintem menetfúró esetén azt jelentené, hogy a "rendes" hornyokat, amik a homlokfelületet is adják, át kellene köszörülnöd úgy, hogy a vágóél "élesebb" legyen .
Nálunk a cégnél anno 1/2"-tól 2"ig gyártották a karmantyúkat, és elég sűrűn kellett köszörülni a menetfúrót, 1-2-3. és amikor a furatkaliber megy oldala nem ment bele akkor a 3-ast átköszörülte 2-esre, a 2-est 1-esre és új 3-ast tett fel, a karbantartó.
ha valamit csak nagyon kis lépésekben lehet csak fogácsolni, akkor kis lépésekben kell forgácsolni. Lehetne közbenső lépcsőket (menetfúró fokozatokat) készíteni és 6-8 vagy több lépcsőben elkészíteni a menetet. Volt itt a fórumon aki készített/élezett menetfúrót. Egyáltalán nem tudom megítélni hogy a befektett élőmunka olcsóbb vagy a nagyon spéci szerszám, illetve azt sem, hogy lehetséges-e megtervezni és kiköszörülni a közbenső fokozatokat ezért csak egy javaslat.
A fő baj a forgácsoló szerszám lesz, nem a mozgatása.
A titánnal az a fő baj, hogy míg képlékeny alakítással viszonylag jól munkálható, addig a forgácsolásnak hihetetlenül ellenáll.
Nem véletlenül nevezték el titánnak.
Például esztergálásnál is csak a legspécibb bórnitrides lapkás késsel munkálható, és azzal is erősen óvatosan, mert hajlamos kigyulladni, és kompletten elégni.
Namost ilyet találni menetfúróban....
Mondjuk ott a gyulladás valszeg nem lesz valós veszély...
Mert ha több, akkor megpróbálhatnál készíteni egy ultrahangos rezgető befogót. Tudok adni neked diesel injektor aktuátort, szerintem egy ilyen kis amplitúdójú rezgestől nem tapadna fel. (120 voltos impulzusokkal kb 30 mikron amplitúdó) Az ötvösök használnak pl ultrahangos vésőt.
Titánba (Grade 5) szeretnék M6-os menetet fúrni. Hogy kell ezt csinálni?
Minőségi 3 fokozatú kézi menetfúróval próbálkoztam, 5mm-rel előfúrva, de teljesen reménytelen. Pár kör után úgy megszorul, hogy tuti törne, ha továbbmennék.
Még 50 centinél is 200 m/s a kerületi sebesség, az majdnem hangsebesség. Egy bilivas késnél, trágya csapágyazásnál ha ez elszáll, még a szomszéd faluban is hosszában szúrja át a bikát az istállófalon keresztül, ez életveszélyes.
Kettő tengely lesz, mert a benzinmotorom pörög közel 4ezret. Amennyiben 1méteres kést tennék gyors lenne, így kettő ötven cm. körüli lesz.
Egyébként igen. Legjobb lenne egy esztergályost keresni és elkészíttetni egy ide való tengelyt. Tudnám, hogy találok normális szakit és sikerül is a dolog esetleg....
Sajnos a környékben nem igazán van olyan esztergályos akihez oda mennék, hogy ezt, vagy azt csináljon meg. Legutóbbi esztergályossal való dolgomat leírnám. Vas kereskedésbe ahol szoktam időnként ezt, azt venni kerestem vastag falu csövet a kertigép rúdjához amibe forog a vonószem. Nem volt pont passzoló. Mondja a főnök, hogy vegyem meg azt ami 1mm.rel kisebb átmérőjű és szól az esztergályosuknak, az belepiszkál és jó lesz. Majd adjak egy ezrest az esztergályosnak. Szólt is az esztergályosnak telefonon. Mondta, hogy menjek nyugodtan be a műhelybe lebeszélte az emberrel. Az esztergályos közölte, hogy ma nem jó neki, menjek vissza másnap, visszaautóztam, lemérte a csövet, majd kivette a vastag falu csőből amit kellett. Adtam neki egy ezrest, erre az volt a válasza, h kávézott ma már, mit képzelek, h egy ezressel kiszúrom a szemét. Kettő db. ezresembe került. Elvileg a főnök lebeszélte az egy ezrest, ez bosszantott. Nem próbáltam bele a hüvelybe a forgót. Otthon vettem észre, hogy nem megy bele. Visszaautóztam, megvettem a vastagabb csövet, végigvágtam flexxel, összeütöttem, ezt addig ismételtem amíg el nem értem a számomra megfelelő méretet, majd összevarrtam. Azóta is remekül szolgál. Ilyenek után nem szívesen megy az egyszerű halandó "szakemberhez"
Mondom ezt úgy, hogy én kb 20 éve már készítettem 5 késes, 3800mm vágószélességű vontatott fűnyírót, meg 3 méteres rz szárzúzó másolatot az utolsó csavarig bezárólag, nagyjából tudom miről beszélek.
Egy fűnyíró traktorban is van 8-10 le motor, de nem az a lényeg. Akár 1m-es kés is van alatta, ugyanez az agy. Az információ könnyen elérhető, ha tudjuk mit akarunk. Vannak dolgok, amiket már nem kell feltalálni, csak alkalmazni. Mondjuk nem tisztem meggyőzni senkit, meg fogja oldani valahogy.
Bennem az a kérdés merült fel, hogy a méreteket nem igazán tudjuk. A linkelt gyári késagyak kisebb fűnyírótraktorokra vonatkoznak. Ahogy látom ez egy vontatott szártépő lényegében, a félkések is erre utalnak és a kb 10 lóerő egy tengelyre jut, nem háromra. Én körül néznék youtube-on a DIY bushog build címszóval és meg lehet nézni milyen csapágyazással készülnek ezek.
Egy fűnyíróról van szó emberek! Az aljára feltapad a por, a sár, a (nedves)fű, a kutyaszar. Az y csapágynak itt nincs létjogosultsága. Egy könnyen szerelhető, viszonylag zárt alulról (labirint jellegű) fedéllel ellátott csapágyházra van szükség. Nem kell itt feltalálni semmit, semeddig nem tart elkészíteni egy a helyére passzoló talpas csapágyházat a megfelelő méretekben (persze ha van hozzá eszköz is). Aztán kell hozzá megfelelő minőségű tengely is, a fűnyírókésnek megfelelő vég kialakítással. Ja, hát az egyedi gyártásban már pénzbe kerül. Viszont gyakorlati tapasztalat, hogy a kísérletezés, az ismeretlen felfedezése még több pénzbe van.
Ezekből az Y csapágyazásokból minden méretnél van legalább három fél e tengelyre rögzítési mód -azaz csapágy belső gyűrű. Létezik olyan is, ahol nem hernyócsavarral rögzíted a csapágyban a tengelyt!
Nézz utána, mifélék vannak, a keresési kifejezés az "Y csapágyazás".
Egyébként miért kell egyszerre a rosszat feltételezni az általam felkeresett boltról?!
Bementem, kértem a csapágyat, kihozta, kérdezte, hogy mire lesz, mondtam. Erre az volt a válasza, hogy ő nem javasolja, gondoljak bele, hogy a normális szártépőkön is mekkora szöghajtás van, szerinte tartósan nem rögzítenék a hernyó csavarok, mert ha kap ütéseket is a tengely, akkor fellazulhatnak.
Mondjuk nekem sincs túl jó tapasztalatom az ilyen tengellyel, kúpos hasítóra tettem áttétel lassító tengelyhez, de többször igazán izomból utána kellett húznom, hogy beálljon, mert mindig lazult.
Az általad linkelt csapágyház igencsak a koppintott utánzata a svéd neves márkának! Nem tudom, hogy mennyibe kerülhet a gyári, de az ilyen oldalak által forgalmazott termékek minőségével képben vagyok. Tavaly nem egy henger szettet rendeltünk fűkaszára, lógtak a csapszegek a dugattyúkban. Több márkát is próbáltunk. Az ilyen oldalról rendelt főtengely hajtókarát megütve már új korában is csengett.
Egyébként olcsóbb is lenne egy ilyen tengely, egyszerűbb is beépíteni, de számomra rövidek.
"Lehet, h egyszerűen azt választom, én is akkor láttam ezeket, mikor már belefogtam a jelenlegi dologba. Illetve gyengéllem kissé őket. "
Ha egy svéd neves márka, nem fél a 80 centis késhez ezt beépíteni, akkor te miért? A kínai csapágyakat el kell felejteni, én már lassú fordulatú alkalmazásokhoz SEM veszem meg. Ha meg jó minőségű lenne, akkor az is drágább lenne. Amúgy a járatos méretű csapágyak a neves márkákból sem drágák. Nem igazán értem, ha van valamire kész megoldás elérhető áron miért kell feltalálni a spanyol viaszt?
Nem. A talpas kivitelben egyszerűbb építeni vele. (Ha már házibarkács, használjuk ki a lehetőségeket. Jól jegyezd meg: Nem függünk a kereskedő éppen aktuális árukészletétől - legyen szíves azt készleten tartani, amire az adott pillanatban szükségünk van... -megrendelni mi is megtudjuk! -máshonnan! :) )
Ilyent tettem volna, de a csapágyboltos lebeszélt róla, szerinte kilazulna a tengelyt rögzítő csavar ilyen jellegű gépezetnél.
Toothgaabor
Lehet, h egyszerűen azt választom, én is akkor láttam ezeket, mikor már belefogtam a jelenlegi dologba. Illetve gyengéllem kissé őket.
Ez egy lengőkéses RZ jellegű valami lesz ha összejön.
Egyébként úgy néz ki, h az első összerakást elkapkodtam.
Ma kicseréltem a ferde hatásvonalúakat mélyhornyúra.
Most nem melegszenek. Ezek se nagy számok KBS. névre hallgatnak. Majd kialakul, h mi, hogy sikerül...
Köszönöm mindenkinek a tanácsokat!
Ez egy egyedi monyák valami lesz. Egy 13lóerős Zongshen motort tervezek venni rá. Kettő lengőkéses tengellyel.
Hátulra kap kettő bolygó kereket, meg persze lemez borítást. A szüleimnél nagy a kert. A tavalyi évet végig damilosoztam, idén ezzel szeretném megoldani.
Aki ekkora gépet tart fenn az nem zsebkendőtelken nyírja a füvet, ezért célszerűen csak egyszezonos nagykarbantartási időintervallummal kalkulál. Annyit biztonsággal elfut egy ZKL vagy RADAX is, de következő szezonra a márkásabbat sem hagynám benne, mert tuti, hogy akkor fog beállni, amikor a leégetőbb szükség lenne rá... (célnak megfelel, költséghatékony, stb.)
Csapágy rendellenes melegedését sok minden okozhatja. Akár a túl sok kenőzsír is, de ha a felesleg tud valahova távozni, akkor az nem tartósan fennálló probléma.
Közös jelenség ilyenkor, hogy elvész a csapágyhézag és önmagát kezdi el tönkretenni a csapágy. Származhat beépítési pontatlanságból, egytengelyűségi hibából, üzem közbeni tengely kihajlásból és még ezernyi dologból.
Én biztosan nagyhézagú (C3) mélyhornyú (6000-es széria) golyóscsapággyal szerelném és biztosan nem venném meg bele a Koyo-t vagy az SKF-t... ( És nagy valószínűséggel a peremes csőcsapágyházat is mellőzném, mert nehéz jól elkészíteni - ilyen helyre a beálló Y-csapágyházat részesíteném előnyben.)
Készítettem lemezből jó passzos alátét szerű porvédőket, ezekre bíznám a por védelmet, illetve, hogy a csapágyakhoz menjen a benyomott zsír.
Lehet kóvályognak így a golyók és ezért zajos, bár kézzel mozgatva semmi kotyogást nem érzek, bár ettől még elképzelhető, vagy simán kinyomja a zsírt a csapágy ahogy elindul.
Lehet, hogy újra golyóscsapágyakat teszek és ezek mellé beteszem a most bent lévő általam készített lemez alátétet, hogy ha tényleg fű tekeredne oda akkor ne legyen gond. (Az e-mailjét megkaptam, köszönöm, de időm se nagyon volt visszaírni akkor, aztán meg ki is ment a fejemből)
Megmondom úgy ahogy van, hogy ez egy általam mókolt csapágyház, de sok időt szántam rá és még ennél is nagyobb lelkesedéssel készítettem :)
Azt mondjuk még mindig nem tudom, hogy a melegedés miért is lépett fel a mély hornyú csapágyaknál. Olyan könnyűnek éreztem összerakás után a tengely forgását kézzel, mintha ház nélkül forgattam volna őket. A tengely gyári körfűrészé volt 35.mm. A csapágyházat én készítettem rá, oly módon, hogy kupakokat eszkábáltam és ezek tartják bent a csapágyakat.
Egyik mélyhornyú lehetne csak fixen beépítve hossz irányban ,a másiknak kellene némi szabadságfok akár rúgóval terhelve mint az asszinkron motoroknál .
Nem szembe rakta őket, sem háttal. Olyan elrendezést használ, ahol mindkét csapágy egyfele néz. Ha nincs axiális erő, akkor nincs ami nyomás alatt tartsa a csapágyat, kóvályognak a golyók.


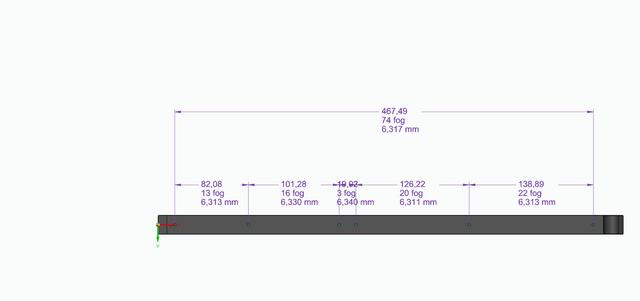

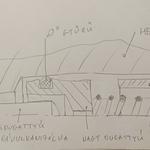





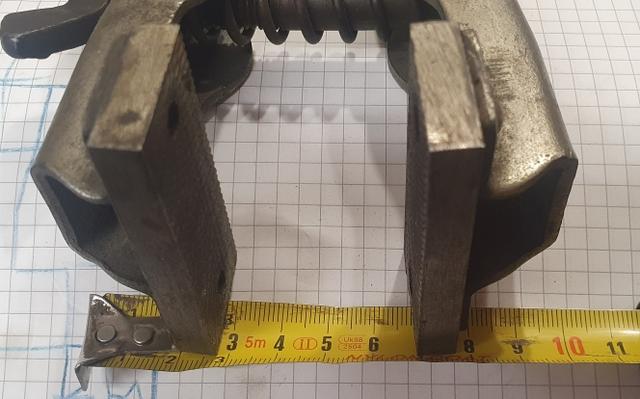








 Akinek kedve van megnézheti a számolást a köré írható körnek a weboldalon.
Akinek kedve van megnézheti a számolást a köré írható körnek a weboldalon.
























































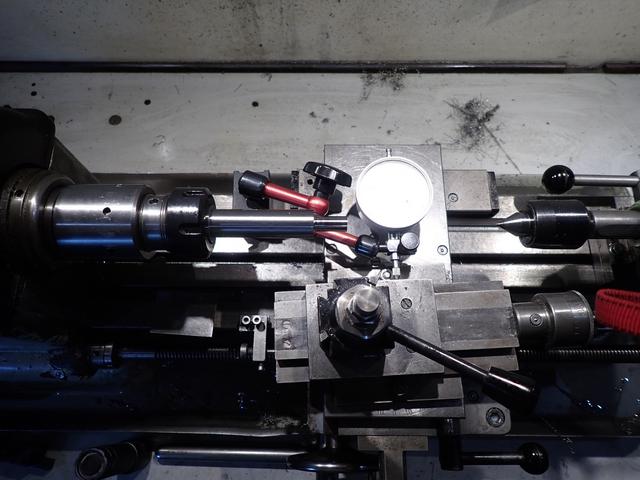
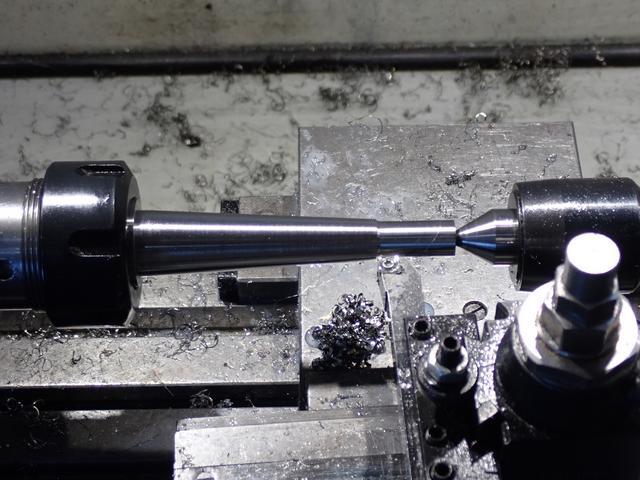

















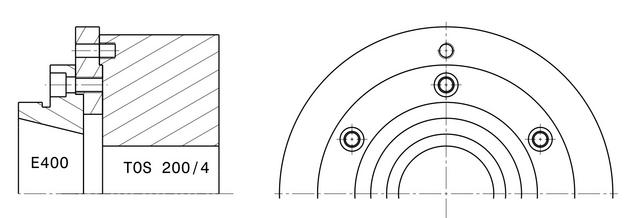









{kind=link}
{kind=link}