A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
Köszönöm az infót, igen, nekem is ilyesmi a terv ;) Külföldi oldalon láttam a co2-t, lehet először valami csődarabon kipróbálom, csak keresnem kell szilikon csövet a rákötéshez, az talán bírja a meleget.
Nincs a közelben kényes dolog, de a burkolat szerintem el is viszi a hő nagy részét, sőt azt hiszem ennél a fajta kompresszornál a cső csak a burkolatba van forrasztva mert a kompresszor körüli tér a nyomó oldal.
Régen besegítettem klímásoknak csöveket forrasztgatni, akkor lánghegesztőt és ipari ezüstöt használtunk. Azzal nagyon könnyű volt megforrasztani, mintha ónoztam volna és sosem engedett. Nitrogénnel volt feltöltve, amivel utána nyomáspróbáztuk, majd vákuumpumpával lett víztelenítve és ment bele a megfelelő gáz. Úgy emlékszem azért kellett a nitrogén, mert az megkötötte a vizet, ami aztán a vákuumpumpa olajában kicsapódott. Ezt azért ne vedd készpénznek, én csak forrasztottam, utána meg lestem, hogy mit csinálnak a mesterek :)
Klíma rendszerben nagy nyomások vannak, sajnos nem elég a lágyforrasztás. Vettem forrasztót ami a leírás szerint elég hozzá (Providus Gasex). Használok majd a linkelt csavaros kötéseket is, de most pl. a klímakompresszor kimeneti csonkja sérült, azt is csak forrasztással tudom cserélni. Ahogy olvasom belső védőgáz nélkül reve képződik, ami nem tesz jót a kompresszornak.
Víz és fűtés rézcsöveket forrasztottam már sokat, de keményforasztást még nem próbáltam, így semmi gyakorlatom nincs benne :( Csak egy újabb hobbi ez a dolog, semmi komoly :)
írhatnál bővebben még pár adatot. a következők miatt: a keményforrasztáshoz alapesetben nem kell védőgáz. neked van már valamilyen eszközöd amit használni szeretnél hozzá, vagy valamilyen gyakorlatod? vagy csak ezért berendezést szeretnél venni. Megjegyzem, hogy ezüsttel is lehet keményforrasztani rezet, és azt sokszor könyebb beszerezni, hiszen kapsz a Conrad-ban is. és száz más helyen is. darabra.
másrészről: Biztos vagy abban, hogy a lágyforrasztás nem elegendő? Semmi konkrét adatom nincs, de mégse gondolom hogy az kevés lenne. Sokkal könnyeb dolgod lenne vele.
harmadszor: mit akarsz forrasztani? A csövek csatlakoztatása rendszerint egy igen gyakori bevett dolog. Ha két csövet akarsz csatlakoztatni, biztos találsz "hideg" eljárást hozzá. A link az amazonon van, de aliexpersszen vagy akár magyar csőszerelő oldalon is biztosan találsz hasonlót. link. csupán azért írom hogy egy dolog miatt nem érdemes apparátust venni, amivel még gyakorlatlan is vagy.
Lánggal szeretnék lágy vörösréz csövet. (Klímához való cső) Aliról vettem valami pálcát azzal szeretném kipróbálni (Link), de arra is elfogadok javaslatot ;)
Sziasztok! Rézcsövet szeretnék keményforrasztani. Úgy látom nitrogént használnak öblítőgáznak, sajnos nekem nincs. Kis eldobható palack még beleférne, de nagyon drága hozzá a reduktor. Külföldi fórumokon láttam hogy használnak co2-t is, tényleg használható?
Szikraforgácsolást speciel élőben láttam, üzemben, tehát nem az.
Láttam egy videót a "huzalosról", persze már nem találom. Azt hittem hogy porbeles hegesztővel produkálta mit a gyökfaragás videón láttunk, de lehet hogy csak egy plazmavágó volt. kár ragozni, pontosan tudom hogy sokszor nem tudom társítani az egyszeri talasztalatot a tényekkel, még nagyon sok az újdonság.
Olyat már csináltunk, hogy nagy amperral és kis huzalsebességgel inkább olvasztottuk kifelé a vasat (egy lyukat kellett hirtelen megnagyobbítani egy függőlegesen álló lemezen, hogy beférjen egy csap) és működött is! De hogyismondjamcsak... kissé kókány volt a dolog.
csak azért írtam, hogy nincs haszna, mert méretéhez képest nem volt nagy a penetráció. Lehet hogy a srácok nem értettek hozzá de csak szétfolyt az acél a hegesztendő anyag felszínén.
akkor más volt a világ, az ember érte a legkevesebbet. Ugyanez volt a sovietunioban is, a munkásokat vagy belehajszolták a veszélyes munkába vagy el sem mondták nekik a veszélyeket (rádium lányok). Nekem a felelőtlenség már rég nem "menő" vagy "férfias", nem esek hanyatt tőle. A fickónak is van arca rendesen. Megnéztem pár videóját, 90% süket duma, 10% hegesztés. Az egyetlen pozitívum amit ki tudtam nyerni, hogy becsületes munkából él meg, és azért azt becsülöm bárkiben.
Korábban láttam két érdekességet a két csatornában amiket lejjebb szúrtam be.
"plazmavágás" MMA géppel és egy speciális elektródafogóval. Air Arc Gouging = Ív vésés levegővel. Ahogy a tag elmondja, a gép csak egy "power source" egy sima hegesztőgép. A pálca réz bevonatos szén rúd.
(ha érdekel) nézz rá erre a két channel-re. Mindkét srác azzal foglalkozik hogy ezeket a kopó alkatrészeket javíta, visszaesztergálja, felrakó hegesztéssel hízlalja, méretre esztergálja. Sokszor úgy viszik hozzájuk az alkatrészt, hogy 50-50 javítható-e. Számomra nagyon szimpatikus ez a hozzáállás, nem pazarolják (cégek) az erőforrásokat. Egyik sem "gyorsan, holnapra kell" módon dolgozik, hanem rászánja az időt. Elképesztő hogy az ausztrál is milyen méretpontosságot produkál a raklapra állított tonnás munkadarabokon
Mindenki maga dönti el mit vállal, ez nyilvánvaló.
Jobb helyeken ha egy termelő gép kopó alkatrésze meghibásodik akkor az az eljárás, hogy azonnal vesznek egy újat. A régit pedig elküldik javítóba. A megjavított régit elrakják és ha meghibásodik az ami épp a gépben van, akkor berakják a javítottat és ismét vesznek egy újat, majd elküldik javítani a bennlévőt. Ha a bennlévő megint elromlik és nem javítható már, eldobják, ha javítható megjavítják. Berakják az újat (amit régebben vettek, tehát olcsóbb volt) és megjavított(ak) pedig marad(nak) tartalékban. Ezzel a módszerrel nulla állásidőt lehet elérni, és mindig két tartalék van. Ha az egyik tartalék rosszul lett javítva akkor visszaküldik garanciális javításra és van mégegy tartalék. És van idő megrendelni és leszállítani az újat, illetve kivárni a javítási időt. Maximális kihasználtság, és nincsenek elpazarolva az alkatrészek.
Valójában nem tulaj,csak egy végtelenül kriminális soffőr. Ugyanakkor régről ismerjük egymást,és a régi cégnél is kekeckedett,okoskodott,és egy jó adag irigység volt az agyában. Jó szakember,egy csomó rossz tulajdonsággal. Ő maga javitja a mixerét,pumpáját,(ezek cég járművek)van műhelykocsija is. De amikor rájön a hápli,vagyis a munkaundoritisz,akkor rajtam tölti a bosszúját,rajtam élvezkedik. Másodszor akart bevinni a futrinkába,de ez sem sikerült neki. A mobilomban letiltom a számát,aztán hivogasson..... !!! Ahol együtt dolgoztunk,a régi fönökkel is kikezdett,úgyhogy erre szokták mondani,hogy nagy az isten állatkertje. 16évet dolgozott ennél a régi cégnél,de az okoskodásával,mások iránti áskálódásával saját maga alatt vágta URI helyét !!!!
Elnézést az off-ért,muszáj voltam megirni,mert igy érthetőbb a történetem.
Nem a hegesztésre tettem utalást, hanem az egész hóbelevanc (beton+cső) melengetésére. Ott nem csak a beton károsodik, hanem a cső anyaga is kedvezőtlen tulajdonságokkal gazdagodhat.
Szerintem valld meg becsületesen a tulajnak, hogy nem értesz hozzá (ha igen, akkor sem). Jobb, mint az a litánia, ami úgy kezdődik, hogy: Tisztelt bíróság!
Mezőgazdasági gépek javitását töb esetben hegesztettem ( acélöntvény) saválló bevonatos elektródával. A legtöb esetben előmelegités ellenére is a saválló varrat középen végig repedt. Ebbe a varratba 4- es korongal belevágtam,úgy hogy mindkét oldal varratából javarész megmaradt. Nos ennek újbóli gyökvarrata már egészbe maradt. Innéttől már a töltő varratok tartottak,vagyis a króm,nikkel tartalmú elektröda hő zsugorodást viselte.
A jelen munka varrata kb 600mm hossz lett volna. Itt a hőelvonás orjási,és gyors. Pont ezért bizonytalan. Ha a gyök megreped,a hiba ottvan,ennyi.
Az hogy mennyi az nem a te problémád. Ha valami történik miután megcsináltad rádmutat a faszkalap. Ha nem tud betont vinni és kötbérezik majd te kifizeted mert nem jól csináltad esetleg baleset? Ilyen esetekben hamar megy a mutogatás. Vegye meg az újat.
Köszönöm mások tanácsait,inkáb passzoltam a munkát. Nem azért mert betojtam,én küzködtem életemben eleget,mostmár küzködjön más is. Egyébként nem véletlen,hogy akár 100km- ről is munkát hozna akárki is.
A minősités ,vagy ennek száma a nagy úr. Persze,ha valakit fejbe vág a kirobbanó vasdarab,ez a szám még nem mentesit senkit a csukdától.
Köszönöm az irásod,én is első izben melegitésre gondoltam. A beton egy hetes,tehát viz van benne.
Ha disuval a legnagyob puskával hevitettem volna akár bordópirosra,a vizből hidrogén lessz,vagyis robbanó elegy.
Néhány durranás után kalapálás,és igy továb....... De mindezt még gyakorlatban nem csináltam.
A hosszabitott vésőfelyen már túlvannak,a beton a kanyarban van.
Az ablak kivágása is bizonytalan,mert azonos fémvágó korong esetén is beszorul az új,de a kővágó biztos beszorul,mert a vasba besül. Vagyis az abkak kivágása közel dupla vágáshosszt igényelne,emellett az iv illeszkedő sikjai kimozdulnak,ugyanakkor a továbvágott korongréseket is visszakéne gyökölni.......
És a legrázósab az,hogy ha kicsi az ablak,hozzák vissza...........vájál még ki,mert a véső lecsúszik a srég betonfelületről.......
Ezek a gépek óránként 15ropit keresnek,akkor legyen a tulajnak alkatrészre is zs- jeeeeeeeee !
A beton úgy benne van a csőben, hogy egy ablakon keresztül nem lehet kivésni. És kockáztatod, hogy deformálódik a cső ami azt jelenti, hogy nehezebb visszahegeszteni, illetve nem illik vissza majd a helyére.
Sajnos nem sok anyag van ami a betont oldja és ami igen, az az acélt is, ezért ez a megoldás sem jön szóba.
- Ha szét akarják vágni, akkor inkább hosszában a külső és belső ív mentén, mert akkor biztos kijön a beton és könyebb hegeszteni.
- nekem inkább az az ötletem, hogy fel kell hevíteni az egészet. Az acélok viselkedését nem ismerem, de a betonét igen. 300°C on a szerkezeti kristályvíz elkezdi szétrepeszteni a betont belülről, a szilárdsága csökken, majd morzsolódik. A legjobb lenne ezen a hőterhelésen tartani pár órát. Utána lehűteni és megkalapálni a csövet kívülről. Az acél rugalmassága engedné hogy a beton tovább morzsolódjon. Akár fagyasztani is lehet, mert az acél összehúdása nagy erőt fejt ki a betonra. Utána megint fel lehet hevíteni, mert azzal az acél tágul, de 500°C-ig a beton nem. ez kilazítja a dugót. Lehet vésni a cső száján keresztül. (egy hosszú betonacélt kihegyezel, ráhegesztesz egy sds tokmányt és befogod a vésőgépbe) A folyamatot lehet ismételni. Melegítéssel-hűtéssel minden kalapálás nélkül meg lehet szabadulni a betontól, csak elég türelmesnek kell lenni.
Közvetlen a szivó- nyomó 200mm- es munkahengerek kimenete,úgyemlékszem ,hogy medvefejnek hivják,végülis ez egy kb negyed kört mozgó szelep ennek kimenetétől 25- 30m- ig nyomja a betont. Úgyhogy van terhelés bőven.
Hallgatok rátok,passzolom a melót.
Ja........milliós nagyságrendű ennek az új ára.......
Ahol bele tudnak fúrni a betonba, ott fúrjanak bele, aztán rakják bele egy alkatrészmosóba, töltsék fel ecettel (ha saválló, akkor töményebb cucc is lehet), oszt' rohaggyonmeg.
Hát szar az a cég aki nem tud ilyet venni. Hol van az a cső? a pumpa utáni könyök? minél messzebb a pumpátol annál könyebb dolgod van. A végén gumicsőben tolja az anyagot. De az hogy szétvésik még repedhet is.
Adott egy 2D-s acélöntésű 180mm-es furatú csőív. Ez betonpumpa egyik fő alkatrésze.
A gép munka közben meghibásodott,és nem tudták kitakaritani a betontól.
Ez többek közt ebbe az ivbe is bekötött.
A falvastagság kb 15mm lehet,még nem vágtam bele.
Ablakot akarnak kivágatni,mondjuk 200x100mm-est,ezen keresztül akarják kivésni.
Kérdésem : Vajon hegeszthető e,és bírni fogja e a 150-200bár nyomást ?
Melyik bevont elektróda lehet a leg megfelelőb ?Az én első tanácsom a méh telep volt,vagyis curikkolok a bizonytalanság miatt. A felelősségről meg nem is beszélve,mert ha a folt kiszakad,és pofán csapja a gépkezelőt...................nos érdekes dolgok ezek !!??
Ha mindenkép hegeszteni akarod,próbáld meg saválló bevont elektródával,pl sas2 jelzésűvel.Melegitsd elő,ésha egy heft nem reped el,nagy esély van rá,hogy mellete sem fog eltörni lassú hülést követően sem
A fekete temperöntvény lemezes szerkezetű.
Én az öntvényeket keményforrasztom,sárgaréz,oxigén-disu,vagy pb gázzal.
Sok esetben kipufogó leőmlő csonkot,de még teherautó öntvény csonkját is kemény forrasztottam,és működött,tehát nem repedt el. Az awi forrasztás még számomra is új,elég drága a castolin,egy szál kb 500ft.
Temper öntvény cső. Nem fogta össze, pedig szép volt a varrat és törés után is tömör volt belül. Lágy elektróda tapasztalatom alapján. De a 46.16-ra nem panaszkodom szénacélnál.
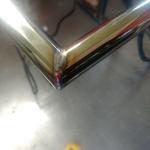
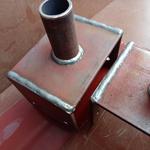
Ez egy burkolat (saját tervezésű-készítésű), aminél sikerült elrontanom a furatokat a külső peremén, de mivel festeni akarom, így nem lényeges, mert behegesztem, tisztára feloldalazom és jöhet a festés.
A középső furatoknak nincs nagy jelentősége, mert a motor a túloldalról szívja be a levegőt és onnan juttatja el a hengerhez a levegőt a hűtéséhez, csak szerintem így jobban néz ki, mint egy üres felület, ha lett volna több időm, átmenő hornyokat martam volna bele.
Nem nagy,inkább kicsi.(ha a süllyesztett furakokra gondolsz)
De simán teli lehet rakni.
A túloldalra egy nagy tömör réz vagy bronz tömböt tennék hegesztéskor és a co gázterelő átmérőjétől kicsit nagyobb kört karcolnék a luk köré hogy a hegesztéskor be tudjam célozni a közepét, aránylag nagy amperrel.
Dee egyébként tényleg... ilyen 10%-os BMI-nek gyakorlatilag nem sok értelmét látom: 1 perc hegesztés után 9 perc "kávészünet" csak arra jó, hogy valahogy mégis meghegeszthesse az ember a 6-os táblalemezt is. Mármint egyszer-kétszer esetleg, mert ha egy hónapig ezt kell csinálnia, akkor vagy becsődöl, vagy idegbajt kap, vagy szétégeti a cuccot.
4. Rossz huzalátmérő: a CEMIG 140T 0.6-0.8 mm huzalátmérőig használható.
5. Egyenirányítóhiba: a CEMIG 140T 140A-nál mindössze 12%-os BMI-vel rendelkezik, és 120A-nál is csak 20%-ossal. Vagyis hobbigépről lévén szó, nem túl nehéz kinyírni.
De mivel trafósnak látom,vidd el a rezet a méhbe,és az árához tegyél egy keveset,és vegyél legaláb 200A- os mig inwertert. Ezek töbnyire mma,és awi módot is produkálják.
könnyen megtudhatod mennyi áram halad át a vezetéken ha ráteszel egy lakatfogót használat közben. Én ellenőrizném azt is, hogy milyen vastagak a vezetékek. A pisztolytól a villanyóráig. Illetve a csatlakozások tisztaságát is. Kicsi az esély, de lehet ilyen gond is. Sosem tudni, hogy aki problémát ír le, milyen mértékben ismeri a gép működését.
Ha ilyen vadarabokon próbálgatod, akkor ne furcsálkodjál. Először tisztítsd meg fémtisztára a varrandó felületet (és a testkábel csipeszének a környékét) és utána próbáld meg még egyszer. Ezt a dolgot én pálcással szoptam be...
Sziasztok. Segítségért szeretnék hozzátok fordulni. Nos adott egy Cemig 140t co2 hegesztő gép. Sokat volt üzemen kívül, nem sokat tudok az előéletéről. Próbálgattam de nem képes folyamatos varratot készíteni. Gyárilag fix bekötésű munkakábellel rendelkezett de mivel ez tönkrement ezért kapott egy euro csatlakozót cserélhető munkakábellel. De a probléma sajnos ugyanúgy fennáll.
Szóval összegezve: a gázellátással most már nincs gond megkapja a megfelelő mennyiséget, viszont a huzal így is elpattan néha. Arra gyanakszom, hogy nem kap elég ampert hogy beolvadjon rendesen. Ti mit gondoltok? Köszi a segítséget előre is
A bázikus elektródát próbáltam tavaj. Ez 400mm hosszú volt,és 60mm hosszú varratokat csináltam. Tetszett,mert érintés nélkül gyújtott. Kb 1.5 óra folyamatos munka után viszont az ivgyújtás hosszab időt kért,és szokatlan illatot éreztem,igy befejeztem a melót. Bizonytalanság lett úrrá rajtam,igy töbször nem próbálkoztam.
Az ac,dc gép nem hibásodott,mert ez óta több alu varratot is csináltam.
Elgondolkodtam,mert könnyen kehet,hogy a fogómhoz negativ áram jött. Awi állásnál a dc szerintem forditott polaritással hegeszt. A bázikus elektróda meg úgy emlékszem pozitiv fogóskábelt kér. Lehetett e ez ivgyújtási hiba,de miért csak másfél óra múlva vettem észre változást?
"Szerinted károsodhat a hf gyújtás rendszer,ha awi dc módnál bevont elektródát használok?"
Önmagától a gyújtástól biztosan nem - elvégre maga a cucc arra van kitalálva, hogy szikrákat húzzon két fém közt. Hogy az egyik fém most épp nem wolfram, hanem szintén vas, az az nem számíthat.
A gyújtás időtartama azonban már lehet tényező: ha rövid időközökben "sokáig" szikráztatod (mittudomén: pár másodper szünetek után 10-20 mp-es gyújtogatás), akkor esetleg lehet gikszer, ha az elektronikát nem különösebben méretezték túl (kínaiaknál megeshet az ilyesmi).
De mindent összevetve: SZERINTEM ha nem pöttyözgetsz rozsdás vasakon fertályórák hosszat, akkor nem lehet gond.
Szerinted károsodhat a hf gyújtás rendszer,ha awi dc módnál bevont elektródát használok?
Az én gépemnél van mód elektródafogó kábelt csatlakoztani. Igy a fogóra fogattam mikrókapcsolót,és a bázikus,fox- cellt érintés nélkül szépen gyújtja. Csak félek,ha huzamosan használom,hogy kárt tesz a gépbe.........
Köszönöm szépen. Valszeg lassú vagyok és sok hőt viszek be azért nem szines a rozsdamentes varratom. Tegnap előtt egy t kötésben sikerült szépre de utána megint elfőztem. Valszeg a hozaganyagom is túl vastag
"Láttam egy videót amin awi-ra kötötte a pálcát és hf gyújtással gyújtotta meg. Csak teszek egy kapcsolót a csipeszre és nincs többet gond az újragyújtással."
Na, ezt anno heccből én is kipróbáltam, de a végeredményt tekintve nem volt különb, mint egy jól működő inverter hot-startja.
És persze jó minőségű (és legfőképpen: száraz!) pálcával, előkészített felülettel meg főleg nem kell ilyet moddolni.
Én ellene voltam a fogyosnak mikor kiprobáltam egy porbeles gépet mert szar volt de miután vettem egy jót hát igen. Azért van a második 3 az 1 ben gépem.
Ő dolga. Én háztájiba használtam traktor felszereléseken/kasza talp, kultivátor kapa/, kerités, szerszámok javitása. Mozgatható ól vázát is vele hegesztettem. Robi 151 esnek javitottam a vázát, a tankját. Kapott plusz kipufogó toldatot. Utánfutó magasitót. Ezt mind porbelessel.
Szomszéd a keverőgép puttonyát javitotta vele, kipufogót a másik meg keritéshez vitte.
Volt hozzá gáz meg rendes huzal is, de annyit nem hegesztettem vele. Legjobb évben ment el vele 6kg porbeles meg 3 kg sima. A mostani meg azért van csak mert ha kell valamit hegeszteni ne tátogjak :D van 5 kg porbelesem hozzá.
Számomra fogyós ok, awi olyan mint a forrasztás pálcával meg kurva béna vagyok már.
a sétáltatás inkább csövekhez működik, meg hosszú varratokhoz, de igazad van, lágyvashoz használhatok kis kerámiát és akkor talán rövid szakaszokat is tudok vele hegeszteni. Meg gyarkorolni kell nyilván. Most a bátyámnak készítek egy kerti pavilont, ott lesz jópár méter varrat amin lehet gyarkorolni. Bár lehet inkább a pálcásat tanulom meg rajta.
Láttam egy videót amin awi-ra kötötte a pálcát és hf gyújtással gyújtotta meg. Csak teszek egy kapcsolót a csipeszre és nincs többet gond az újragyújtással.
@ívhegesztő1977 tényleg nagyon szépen dolgozik. A böhler pálca is igéretes.
A pálcásban-ban az a jó, hogy egyszerű mint a faék és sokkal olcsóbb. tarthatsz 10-20 féle pálcát és könnyen cserélgeted. Még nem szembesültem ilyen problémával mert csak bútor jellegű dolgokat készítettem, de eszközök javításánál elvileg figyelni kell, hogy milyen igénybevételt kap a varrat, pl dinamikus terhelést. A vidéki barátomnak a rotációs kapája törött el, nem biztos hogy az alap pálca jó hozzá mert megint eltörik. erősítésnek pedig nem igazán van hely.
a 40A/mm az AWI-ból jön és azt jelenti, hogy minden acél mm-hez 40 amper áramerő kell. 1mm 40A, 2mm 80A. persze ez csak ökölszabály. De ha te is azt mondod, hogy 80A 2.5-ös pálca, 2mm-es zártszelvény, akkor áll a szabály.
Szerintem sok. Nálunk a 2.5-ös ESAB pálca (asszem 46.11-es, a hivatalos áramértéke 70-90 A) 80-nál húz optimális varratot. De mivel ilyenkor a 2-es falú zártszelvényt már könnyedén el-, illetve átégeti, így ezeknél olyan 70 A körül hegesztünk. (Pozíciótól függően +-5A.)
A 2,5*40=100A már a gyári értékéhez képest is sok lenne.
Ha MMA-val szeretnék hegeszteni lágyvasat, hogyan kell számolni az áramerőt és a pálcavastagságot az anyagvastagság függvényében? eddig csak pálcavastagság-áramerő összefüggéseket találtam leginkább az ESAB oldalán. A 40A/mm itt is áll?
Van értelme próbálkozni 1mm-es lemez hegesztésével, vagy ahhoz akkora gyarkolat kell?
ha még csak most keresed az elektródát, talán még nem tudod, hogy a váltóáramhoz máshogy kell kialakítani a hegyet. A relatíve vastag elektródát (elvezesse a hőt) hegyezed (kicsit hegyesebbre mint egyenáramnál ahol minél tompább a hegy, annál mélyebb a behatolás), és a végét visszaköszörülöd tompára. Ezzel a gömbösödést a modern gépekkel akár teljesen el tudod kerülni.
Az a 15 liter/perc nagyon sok. Vedd le 8-10-re (de talán még lejjebb is). Nem tudom, hogy elő szoktad-e csiszolni a munkadarabot. Ezt mindig tedd meg hegesztés előtt! 10-20 milliméter távolságig a hegesztés helyétől. Flex koronggal fémtisztára. Szerintem vagy itt volt a hiba vagy hegesztés közben nagyon távol tartod az elektróda hegyét és levegő jut az ömledékhez. Ha egyszer beleért az elektóda hegye az ömledékbe, állj le és hegyezd újra az elektródát.
Természetesen a bevitt hő az alap, ezt a kollégákkal kitárgyaltátok. Az az egyet tenném hozzá, hogy a hegesztés közben az anyag melegszik, és lehet hogy ugyanazzal az amperral is szürkül, mert már meleg anyagon folytatod a hegesztést.
azonban a varrat teteje beszürkülhet más okból is. Az egyik ok, hogy a védőgázad nem eléggé 'sűrű'. ezt több dolog okozhatja. egyrészről ha nem megfelelő a liter/perc. másrészről pedig nem megfelelő a kerámia mérete. 5-ös alatt én nem javasolnám. harmadrészről pedig hogy a klasszikus kerámia nem képes megfelelően takakarni a varratot, ezt gázlencsére váltással lehet orvosolni.
A kérdés számomra is részben talány, mert egyenlőre csak 5-8-as gázlencsévet tudok fényes varratot produkálni, semmi mással. sem a nagyobb, sem a kisebb sem a hagyományosnak bármelyike. Tiszta röhely, de hiába váltok 12-esre és nyomom neki ezerrel a gázt, nem lesz jobb ugyanazzal a technikával.
Köszönöm nektek a segítséget. Nem bosszankodok rajta tovább hogy nem sikerül, mert úgy tűnik ez ilyen lesz. Megtévesztők a műsorok amiben mindent is awiznak és csillognak a varratok.
Köszi a választ. Akkor lehet nincs is baj ezzel a varratképpel? Mert amiket eddig láttam azok kb ilyenek voltak mint ez a googliból túrt képen. Ilyen felületre gondoltam. Van hogy a varrat elején sikerül is.
Több áram beállítással próbálkoztam, 8-as kerámiám van most legnagyobb, lencsével 1.6 lila wolfram tűhegyes 1.2-es sg2 pálcával. Szürke nem fényes. Próbáltam hosszú és rövid wolfram kinyúlással is. Gáz 15l/percen volt. Ha lemegyek 40A-re olyan lassan alakul ki a hegfürdő hogy elmelegszik tuti. 100A jó beolvadás haladósan lehet adagolni a hozaganyagot de felizzik a 4mm-es vas amin játszok. 70A körül jól kezelhető de akkor is szürke. Valamit nagyon rosszul csinálok.
Értsd ezt úgy, hogy túl lassan varrsz - sokáig tartod olvadékban egy helyen az anyagot -, vagy túl kevés ampert állítottál be és kénytelen vagy sokáig egy helyen tartózkodni, mert nem akar olvadni az istennek se.
Ugyanez a "túl-sok-hő"/lassú-hegesztés effekt akkor is játszhat, ha messze tartod az elektródát az anyagtól (3-5 mm javallt). Esetleg le van gömbölyödve az elektróda vége, ezért nem összpontosítja jól az energiát. Ilyenkor értelemszerűen vagy odakúr az ember az ampernak, vagy lassít -> mindkettő sokáig tartó hevülést okoz.
A másik alternatíva ennek az ellenkezője: túl gyorsan mozogsz, ezért még forró az anyag, amikor kikerül a gázvédelem alól. Nagyobb átmérőjű porcelán+gázlencse, vagy lassabb mozgás.
A segítségeteket szeretném kérni awi témában. Pár hónapja vettem egy ipotools tc200acdc gépet. Minden rendben is van vele. Szépen lehet alut is hegeszteni vele. Plazmavágója is tökéletes. A kérdésem DC normál szénacélnál miért lesz a varratom felülete matt szürke? Valahol láttam ilyen kérdést már de nem találom, sorry ha dupla. Normál hegesztőbolti 100% argont használok. Akármeddig is megyek fel a gázzal 20L/percnél is ugyanolyan mint 6L/percnél. Szürke és matt, nem fényes.
Ugyanez a szitu rozsdamentes anyagnál is(természetesen rozsdamentes hozaganyaggal), szürke és matt, csak ahol befejezem és a gáz utánármlással hűtöm ott lesz picit fényesebb. Gondolom gyagyára melegítem az anyagot, ezt még érteném is. De a normál szénacél pl zártszelvényt TIG SG2 pálcával hegesztve nem értem miért nem fényes. Ha gyorsítok ha lassítok ugyanaz. Kerámiákat is próbálgattam 4-6-8mm, elektróda lila E3-as 1,6 2,4 3,2mm minddel ugyanaz az eredmény. Hozaganyag nélkül is. Gázlencsével is próbálkoztam ugyanaz. Csak hobbi nem szakmám. Köszi a segítségeteket előre is.
Szerintem ezen a gépen csak az áramerősséget tudod állítani. A gép meg automatikusan hozzáállítja a feszültséget. A leírás meg egy általános használati utasítás nem feltétlen ehhez a géphez.
1. Áramfelfutás (idejét állítod) 2. Hegesztőáram (alatta ideje) 3. Impulzusáramnál a kisebbik áramerősség (alatta ideje) 4. Áramlefutás ideje. A kapcsolók közül valamelyikkel kapcsolod az impulzusáramot. Ha nincs bekapcsolva gondolom csak az I2-vel állíthatod az áramerősséget, ilyenkor az I3-mal nem változik semmi a hegesztés alatt.
Sziasztok, ki milyen hegesztőgépet ajánl otthoni barkácsolásra?
Leginkább zártszelvényeket hegesztenék vele, esetleg kisebb/nagyobb lemezeket.
Maximum kb 35-40 ezer forintom lenne rá, illetve inverteres legyen a gép. Láttam arukereson az iweldet 29 és 37 ezerért (IWELD Gorilla Microforce 120 VRD és IWELD Gorilla Pocketpower 170)
Esetleg milyen márkák után nézelődjek még szét? Ilyen Flinke és társait nem szeretnék venni, nem a legjobbakat olvastam róla.
Köszi mindenkinek előre is, remélem találok egy megfelelő darabot :)
Iweld Goirilla 170 VRD-n van Anti Stick led, de nem igazán tudtam bekapcsolni, a menü gombbal csak az áramerősség, arc-force hot start és vrd funkciókat sikerült elérnem. Mit csinálok rosszul?
Sziasztok. Szeretnék venni egy bevontelemtródás hegesztőt és az iweld superforce 220 lt-re gondoltam.
Véleményt tudnátok mondani róla, érdemes beszerezni? Otthoni javításra, kicsi maszekra, mezőgazdasági gépek karbantartására kellene de lehessen vele folyamatosan 3.2-es elektródával dolgozni. Mostani ára 70 ezer ft körüli.
Szuper lesz, de azert ne felejts el gyakran felallni, szunetet tartani. Nekunk eloiras volt a mittomenmar milyen szabvany szerinti ergonomikus szek az otthoni irodaban, de nem szeretek ugyanabban a helyzetben ulni egesz nap. Az jott be ha naponta nehany orara atvaltottam a hokedlire :)
Egy új projektemet szeretném megmutatni nektek. Zero Gravity Workstation. Létező fogalom, de iszonyatosan drága. Ezért építettem egyet magamnak. Illetve még nincsen készen, de már használom. Én már kb 6 éve homeoffice-ban dolgozom, és az időm nagyrészét a gép előtt töltöm+ a szabadidőm egy részét is, ezért akartam maximalizálni a kényelmet. A végeredmény nagyon jó lett, Pár dolgon még kell dolgozni, de egyébként nagyon kényelmes.
- minél jobban lehessen hangolni és beállítani a funkcióit (pozíciókat), hogy maximálisan ergonomikus legyen.
- A test minél nagyobb felülete legyen alátámasztva. nemcsak fej-törzs-lábak, hanem kar, alkar, csukló, stb.
- Modulokra szétszedhető legyen, de maga egy egyész legyen.
- bőviíthető legyen új funciókkal: tárolók, asztalok, további képernyők, stb
- Széket még nem akartam megépíteni, ezért egy meglévő nyugággyal és a majdani székkel is kompatibilis legyen.
- a robotkarokat nem akartam megépíteni, ezért az ergotron-nal kompatibilsra kellett építeni.
Még az egér és billentyűzeten kell dolgozni, meg a hátsó hangfalakon és mélynyomó helyén. Jelenleg a szék két pozícióban használható, a képen az ülő, és hátradöntve majdnem vízszintes fekvő pozícióban. Illetve állva is lehet használni.
Én mindig nézem (azon ritka esetek hogy én tudnám elvégezni és mestert hívok, akkor legalább tanulok és tartom a számat) Ha láthatóan zavarja akkor hátrább lépek és karba tett kézzel bámulom. Szakmai ártalom. kicsit élvezem is hogy izzad, mert nyilván bizonytalan abban amit csinál. :)
Szeretnék egy olyan kérdést fel tenni : Be áraznátok mi lehet a reális eladási ára a kombinált gépemnek?
Tudom vigyem a MÉH telepre meg minden! De azért egy parkside-nél csak többet ér.
Egy Rotenbach CT 520 típusú hegesztő , plazmavágó gép ről lenne szó, Az összes tartozékával(munkakábelek és AWI hoz kapcsoló pedál),plazmához nyomáscsökkentő és víztelenítő.
Tisztában vagyok vele hogy nem 100 ezreket ér.
Tavaly itt a csoportban kaptam egy kis segítséget mivel sajnos hibás volt mikor vettem és egy hegesztő gép szerelő úriember gatyába rázta. Azóta a plazmavágó részével 2x vágtam 2-3mm es lemezeket.
És kb nem használom már fél éve.
Így úgy döntöttem inkább eladom ne porosodjon a szekrény alján.
Sima 250báros hidraulika acélbetétes gumicsőből csináltam. A tömlővégcső legaláb 40mm hossz,legyen,és cuppanósan passzoljon a gumicső furatába. Én 2-2db saválló awab bilincsel szoritottam a végeket. De szerintem minden városban létezik traktoros bolt,vagy hidraulikás műhely. Itt olyan tömlővéget sajtolnak,amilyet viszel.
Az én argonpalackom 150báros,de már ez a nyomásérték az első átfejtéstől csökken. 70-80bár még sosem csinált szivárgást a bilincses rögzitéseimen. (Én oxigént nem fejtek)
Egyébként ez a gép csak annyiban külömbözik a kb 5,8 éves migektől,hogy van 35 tárhelye.
Ezt hasonlithatod egy sim kártyához,ez utóbbi 500 férőhelyes.
A gép töb funkcióját ide lehet menteni. Pl. Ha manuális mig s2t- vel akarom használni,elmentem az 1,es szám alá. Ha syinmig módnál elmentem az adott beállitást a 2szám alá,ezek áramerősségeit is mentem ,például 5 félét,mid felirom egy papirra. Ha tudom,hogy milyen beállitást kiván a munkám,egy gombnyomás,és potival a mentett számra tekerek,leokézom,és dolgozhatok. Ugyanez a mód a régi inwerteremnél filc jel volt a potikon.
Hat vegul is hulyeseget kerdeztem, nyilvan azert nem lehet huzalatmerot meg gazt allitani mert az a programok parameterezesehez kell. Manualis mod meg hat ugye manualis.
Manuális módban a huzalátmérő ledje nem világit,tehát állitani sem lehet.
Mig 2T módnál a zöld pontok állithatók,a sárga pontok 2st állásnál állithatók. Ez utóbbi állitásnál nincs ivgyújtási hiba,2T esetén igen,mint ahogy a filmen látod. A jelenség érdekes,mert a hiba pillanatában a huzal sem jön. Ugyanakkor csináltam a film végén huzaltolás kattintásokat,ez működik.
Az érdekesség,hogy az stfd mindkét állásnál állitható. 2t esetén ezt 6- ra állitottam,és aznap hibátlanná vált. Másnapra viszont előjött,igaz ritkábban. Megpróbálom 10- esen mit csinál.
Migsyn módnál állitható a huzalátmérő. Ez esetben a gázteszt rövid megnyomásával lehet a V,on,magyarul az A,en állitani,módositani. Ez esetben az A poti tekerése mindkét ledkijelzőt módositja,vagyis a synergia működik.
Igazad van,túltettem magam azon a tényen,hogy a gép kontakt hibás.
Kár azzal a tudattal élni,hogy bármikor,bármelyik része ugyanigy járhat a gépnek.
Kár azzal a tudattal élni,hogy a gyártó tudta,hogy mit ad el. Lehet,hogy kevesebbért adták,de a mi ( magyar) kereskedőink sem értenek a géphez,ők a zsebjeik hizlalásában utaznak.........
Szerintem a bevont elektróda gyújtása érintéstől fog ivet. Az 50v feletti gyújtófeszültség meg a salakon keresztül is begyújt. Nomeg az inwerter egyenáramának köszönhetően.
A te géped is hasonlit az enyémhez,nézz bele a táblázatomba,hátha találsz olyat,amit még élőben nem tapasztaltál.
Mivel táblázatot csináltam a beállitásokról,tudom,hogy megvétel utáni beállitásom 3- as on állt.
Mivel vaktában,vagy tudatlanul csavargattam,ez az érték 1.5- re került. Ez sűrűb ivgyújtás hibát eredmenyezett. Ez után küldtem el szervizbe. Az ő beállitásuk helyben hagyta az stfd 1.5 állását.
Falubeli haverom is megvette a 235- öst. Tegnapelőtt járt nálam,és a hiba nála is kisértetiesen ugyanaz.
Tegnap is olvasgattam a kezelési utasitást. Kutakodtam az ivgyújtással kapcsolatban.
A videót ismét feltöltöttem.
Majd figyeld meg,eszembe sem jutott a bal potit megnyomni. Ez alatt van az stfd,meg anyagvastagság,meg úgyemlékszem az A kijelzése. Állitottam 6- ra az stfd- t. Ez óta sima mig,2t módnál,vagyis nanuális állitási móddal egyszer sem fordult elő a hibás ivkezdés.
Egyébként a haver is úgyjárt mint én. Nemtudta,hogy mekkora tudású gépet vett.....
Egyébként ő is a manuális állitás hive.
Egyik nap próbáltam a synmigP módot. Nagyon szép varratot művelt.
A co2 hőfokfüggő,vagyis,ha valaki kirakja a napra,70-80bár is lehet. Ezek csapján ezért van biztonsági hasadótárcsa.
Úgy tudom,hogy ez a tárcsa 150bár körül teszi a dolgát. Ezért nyilvánvaló,hogy egy 200báros corgonból ilyen csapos palackba nem töltenek. Lehet,de csak kb 130bár ig.
Ma egy másik telepen becserélték a 200 bar-os argon palackomat. (most nyílt a sóskúti telep, szerdán volt az első szállításuk) nagyon drága volt, de ma délutánra tényleg kellett. 2021 januárban volt nyomáspróbázva, teljesen újnak néz ki és kb 220-225 bar volt benne. szobahőmérsékleten. Ezt a palackot nyugodtan megtarthatom magamnak átfejteni, csatolnék fotót de a palack már a külső helyszínen van ahol a hegesztési feladat vár rám holnap.
Gondoltam,hogy irok még némi fantasztikumot,hogy napunk nevetség érzettel teljen.
A mig pisztoly vége kb 45fokban hajlitott.
Eme törésen a huzal görbül,meghozzá folyamatában.
Az egyik fotón,a huzalvezető kitekerve,vagyis latszik,hogy eltér az egyenes tengelyvonaltól.
Vagyis ennek rugalmassága az áramáttadó 2tizeddel nagyogy furatának egy pontjára ráfeszül enyhe rugalmassága által. Kiváncsiság miatt befűrészeltem az áramáttadót,de mielőtt belegázolt volna a fog a furat aljába,óvatosan vágtam. Igy nagyitóval szerencsém volt látni az 1.2- es furat alján levő felület hibákat. Fűrészlappal ezeket simára forgácsoltam,egy röviditett 6- os anyával visszatekertem a helyére. Ragyogóan hegesztett.
Egyik map viszont kb 130A- rral dolgoztam,és a pisztolyvég szagát kezdtem érezni,vagyis túlhevült.
De az is lehet,hogy a fűrésznyom résén telehullott fémszemcsével.........
Megértelek........nevetségérzetűen fogalmaztál,pedig a huzalról leváló szemcséket tisztitom,közvetlen az áramáttadó előtt. Ja......egyik társunk ezekről a szemcsékről még videót is másolt a fórumba.
Egyébként már létezik olyan huzal,amiről nem válnak le fémmaradványok,szemcsék,de ennek komoj ára van.
A fuvókatartóban van kb 8mm hosszú légtér..........hümm......
Az "öreg" gépre átraktam az alu huzalt, és áramátadót is cseréltem.
Elkezdem a hegesztést, de az alu varrat helyett, csak fekete korom és mély kráter képződött.
Olyan jelenség volt mikor corgon gázzal próbáltam alu varratot készíteni.
Egyszerűen nem értettem, a másik gépen (kramer) előző nap ugyanazzal a gázzal(argon 4.6) és ugyanazzal a huzallal simán ment.
Tudtam hogy a géppel nem lehet baj, a pisztolyvégen megmértem 10 lit/perc átfolyás volt.
Már a hajam téptem, mire rájöttem mitől van.
A pisztolyon lévő áramátadót alus áramátadóra cseréltem, amit kaptam a géppel együtt.
A pisztolyon olyan áramátadó volt eredetileg ami egy adapter szerűség és bele lehet rakni a 15-ös pisztolyoknál használt áramátadókat, na ezt cseréltem le a világos színű alusra.
Igen ám, de ez rövidebb volt mint a másik.
Az adapteres változat a gázterelőtől kilóg pár millimétert, az alus meg 7-8 millit visszább van a gázterelő végétől.
Miután visszaszereltem a hosszabbat, már tisztábbak lettek a varratok.
Ha Attila is szemetelhet... lesz ebben hegesztés is
Furgonnak emelt a hasmagasága plusz nem is lopják le a cuccot róla, pick upok meg elég drágák, /viszik áfrikábáá/, de a teherautók szinte mindegyike szét van ütve meg hegesztésre szorul az én ársávomban.
2,4tdci 3,5 t jumbo "12köbméter tán" tranyó vihet még 2250kg vontatmányt vagy ha sima bd van 750kg ot, az kb mindenre elég. Persze plusz matricás pályán a futó.. hurrá /3X pályamatrica ár a sima kocsihoz/
Vagy terepjáró/suv és futó. Crv egyes vagy a kettes széria, rav 4 es ezeket a nők is szeretik. Én legalábbis olyan kocsikat veszek amit vezet az asszony.
Gondolj bele milyen oldalmagasitót tudnál rá hegeszteni, meg játszatsz a felépitményel.. Anno az enyém oldalt kapott két szarvat amik kivehetőek voltak /hogy ne csuszon oldalra le az anyag/ a 6m hosszú faanyagot gond nélkül vitte. fuu 13 éve nem voltam az fővárosi autópiacon de oda mentem mindig körülnézni mi az ami érdekel mert nagy a választék.
Előző autóm egy GOLF 3-as volt, 1,4 benzin+gáz lazán megette a 10-11 litert. A mostani egy Mitsubishi Grandis 2,4 benzin+gáz. Ez is 10-11 litert eszik. Igazság szerint nem is a 6,5 literes benzin fogyasztása zavar, hanem két dolog: a kedves párom nem szereti vezetni, mert hosszú és hatalmas a forduló köre, így nem jó vele parkolni kis helyekre. Az esetek 99%-ban így én fuvarozom őt. Ami jobban bosszant, hogy sokat járok vele föld úton és oda-oda verődik az alja, mert iszonyat alacsony. Van pár zöldterület karbantartásom, így a tavasszal bekerülnek a fűnyírós cuccok, ősszel kikerülnek, a fűnyírókat pedig utánfutóval hurcolom. De így is egész nyáron koszos a kocsi belülről. Ezt váltanám ki egy munkás autóval, valami platóssal vagy platós terepjáró féleséggel és egy kisebb városival. Noh de off vége.
off: mit akarsz "6,5" alatti fogyasztásnál jobbat? 1,2-1,4 A corsa ment 5,5 től 7,5l ig. 1,8-2,0 vegyes 7,5-12l. 2,4 benzin 7,5-14l. 4,7 16l+.
Dizelek 1,5 dc 1,6 hdi 1,9 tdi 5-9l. 2,4 tdci 9-12l. most van egy 2crd 6-8 literrel 2 cdi 5,5-8l meg egy 2,5 td de ez se fog 10 alatt elmenni.
Volt ami elment 6 literrel 1,6 benzin meg volt 1,4 es ami 10 et evett.
Lehet nekem nehéz a lábam de ilyen 5 liter alatti csodafogyasztásoknál mindig szívtam. Carina e 93 mas 1,6 benzin 98 assal 5,5 vegyesben na azzal nem kellet szopni egyedül.
Azért a 18 l/100 km az nem semmi kategória. Az én kocsim normál tempónál eszik 10 litert, autópálya tempónál 11 litert, de azt is gázból. Tegnap kb. 600 km-t mentem, egyszer 250 Ft/l áron, egyszer 260 Ft/l áron vettem a gázt. Felénk most olyan 440 a 95-ös benzin, azzal számolva és a 11 literes gáz fogyasztással és a 260 Ft-os gáz árral, olyan mintha 6,5 literrel járnék benzinből. Néha még ezt is sokallom. Nagyon fontolgatom, hogy kellene egy kis fogyasztású személyautó, ami nem kell, hogy túl nagy legyen. Hátha azt a kedves párom is szeretné vezetni. Valamint mellé kellene egy magas hasmagasságú kocsi, valami platós terepjáró féleség, akkor nem kellene utánfutót hurcibálnom és nem kopogna az alja a földutakon...
Na ez az inaktivitási díj a marha drága. Úgy tudom, hogy a Messer is számol ilyen díjat, nem csak a SOL. Mi szerencsés helyzetben vagyunk. Viszonylag közel van Siófok, és ott mindennemű bérleti szerződés nélkül cserélik a palackokat.
Tényleg magánemberként tarthatnál otthon corgon, vagy argon palackot, vagy csak CO-2-öt?
450 km, 18 l/100km 100-as benzin.(jó, nyilván meg tudnám oldani egy ismerőssel is másik autóval de az is lenne minimum a fele) Ja, és nekem erre elmegy egy nap...)SOl: amennyiben fél évente cserélek akkor gondolom nem számláznak inaktivitás miatt.65.000/ palack/ fél év gondolom ( a mellett hogy évi 8000 ft/palack bérleti díjat eleve kifizeted)elérhetőségeket kitakartam: Egyébként szerintem Siófokon is fel fognak menni az árak, mert felment itt is a kínai szabványú palack rendesen: https://hegesztestechnika.net/gazpalackokEnnek fényében a SOL-tól a 86000 Ft bruttó áron a jogszerűen a tulajdonodba kerülő (szerződéssel, számlával) palack nem is olyan drága.Másik opció a messeres 150 baros palackra cserélés (ami magasabb) mert ott csak a töltet ára (első körben ez lesz ha lesz nekik cserepalackjuk helyben)
Végiglépkedtem a menüt, akkor ezek szerint MIG módban csak a feszültségértéket és az előtolást tudom állítani az áramerősséget pedig ő adja hozzá. Fordítva nem tudom hogy lehetne.
Potit nyomkodod befele akkor okéz. Szinergikus gép egy valamit állitasz és hozzá állitja a többit. Elsöre bonyolultnak tünik de nem az. Mint az egér gombja szépen kattintasz a potival. Nézd végig.
40 ezer benzire? Az nem semmi. Nekem Siófok oda-vissza 100 km. 5 liter benzinnel megvan, ami 2000 Ft. 40-ből el tudnék autózni 2000 km-t. Pedig ketten a tesóval vagyunk annyi kiló, mint 4 japán, plusz a palackok. Kis szuzukim van, és nem nyomom annyira.
Ha esetleg van itt a topikban valaki aki használt ilyen gépet és van vele tapasztalata megköszönném ha adna pár tippet a beállításokat illetően. :) Előre is köszönöm.
Láttam az átfejtő csöved. Igy egy gondolat az átfejtést illetően (co2)
Ha a fejreállitott palackból áttfolyik x mennyiség co2,ezt továbtölteni dugattyús szivattyúval csinálják. Ez a szivattyú olajmentes,vagy lehet olajos kenésű ?
Én csináltattam barátommal palackmenet átalakítót is, G 1/2-ről W 21,8-ra, hogy a Messer-es corgonra jó legyen a CO reduktor is. Múltkor kérdeztem Siófokon 3 ezer volt darabja. Ebben az esetben jó W 21,8-as átfejtő cső is. Mondjuk én nem kísérletezek ilyen átfejtéssel.
Ezt benéztem. Az átfejtő cső menete volt W 21,8-as, amit linkeltek. Amennyiben ilyen menetű átfejtőt vásárolsz, akkor meg palackmenet átalakító kell hozzá még 2 db.
Egy olyan kérdésem volna hogy Iweld Pocketmig 205 LT Digital gépen csak a munkafeszültséget tudom állítani? Az áramerősséget külön nem lehet?
A használati útmutatója elég zagyvás, de említi hogy be lehet állítani:
A másik észrevétel hogy az előre beállított feszültségértéktől teljesen eltérő értékeket mutat a gép munka közben ill. egy pillanatig a hegesztés után, ez alapból ilyen?
Azért a G 1/2 palackmenetre nem tenném fel a W 21,8-as menetű reduktort. Tartalék corgon palackomnál is valaki így tett. Én meg idehaza vághattam rá menetet, mert elbaszta a palackmenetet. Még szerencse, hogy volt idehaza félcolos metszőm.
Én is most jártam pár napja egy messer telepen becseréltetni a 4.3 m3-es 200 bar-os c18-as air liquide palackomat egy telire, de ott is csak 150 barosat tudtak volna adni helyette, de készleten pillanatnyilag nemvolt. (kb 30cm-vel magasabb palack) Ezen még gondolkozok...
Illetve a SOL bérpalackjaimat is leadtam múlt héten egy SOL-os telepen, mert mivel szinte csak évente, két évente cserélem, így kiszámláztak volna inaktivitási díjat 65000 Ft/palack... hát akkor inkább leadom határidő előtt még ha nem üres is. (félig volt az argon és a c18 is)
Sol egyébként ad el palackot 86.000 Ft egy tele c18 (4,3 m3) ezen is elgondolkozom, mert mindenhol drága lett ez a méret. (60-80 közt megy)
Most így nincs itthon semmilyen műszaki gázom, marad a porbeles ha közben kell valamit csinálni.
Az ügyintéző ragaszkodott ahhoz, hogy az hogy "A szállítólevél kiállításának napjával, ill a palack vevő általi átvételével bétleti jogviszony jön létre. (...) bérelt állomány módosulását elismerem 0 db" majd mögötte listázva a palack típusa amit kiadtak nem minősül bérleti jogviszonynak, és én tulajdonképpen csak cseréltem a palackot. Meg hogy 'ez kötelező szöveg'. jogászok kaparászhatnak rajta, de én nem akarok ilyen feliratot a számlámon. Úgy gondolom egy betétdíjas terméknél elég a töltet kiszámlázása, de biztos nem vagyok elég alapos.
Illetve az ügyintéző nem értette, hogy az én saját tulajdonú 200bar-os tip-top palackom helyett 150bar-ra tesztelt másfél év nyomáspróbás rozsdás palackot ad az engem miért károsít.
Illetve nem értette, hogy a telefonba azt mondta a kérdésre "van-e 2,1m3-es?", hogy "van" pedig 'nincs' akkor miért hazudott. "neki ilyen packja volt azért adott ilyet". vártam már, hogy az mondja "ilyen nem is létezik" de szerencsére ez nem hangzott el.
A kolléga még kiemelte, hogy a 2,1m3 az töltet és nem palackméret, miért mondom hogy kisebb a palack amikor ugyanakkora. Ebben részben igaza van, de az gondolom mivel a 150bar-so palackba nem megy bele a 2,1m3, csak 1,6m3 tehát mégicsak 'kisebb' palackot kaptam.
Mindenesetre visszaadták a palackomat és a központ bevizsgálja, hogy nem kevesebb gáz van-e abban a palackban amin fenn van a messer hivatalos védjegye ugyanazzal az azonosító kóddal amivel kiadták nekem. Mert a telep két saját fotójának összehasonlítására nincs jogosultsága. Az meg hogyan merem képzelni, hogy egy közönséges mérleg, vagy (sic) nyomásmérő legyen egy gáztelepen. Ha nincs összeesküvés akkor visszakapom a pénzemet.
A telepi munkatársak értetlenkedve, dérrel-durral de tették a dolgukat. mindenki döntse el, hogyan ítéli meg a telepet ezek után. (takarodó utca)
A történeten buktam egy út benzinpénzt, de nyerten egy élményt.
Miután a réz drága valahol spórólni kell. Én is szétégettem a 250A kábelt 100A ron kb../140 e res gép/ Egy normális kábel hol indul pl. min1500 ft métere és még nincs meg a csatlakozók se.
A piacos csodák 300A ral meg mindent adnak hozzá na ott se kell csodát várni, de amúgy használhatóak.
Ha nem 5mm a kábel ,és nem álcázott a réz,akkor tőben nemfog kiégni. Szándékosan mm- er méretet irtam . A 8mm- nél kezdődik,de én 10mm,vagyis 50mm2- es rézkábelokkal hegesztek. És nem 1.5m,hanem 8- 8m hosszúakkal.
Épp a napokban próbáltam az alu- réz 25mm2- est. Igaz ez már 2m,de a harmadik 3.2 elektródától igencsak hajlékonnyá vált az ugyancsak hamis gumi,vagy gumi- műanyag vegyesfelvágott.......!
Egyébként az egy fázisú inwerter épp úgy olvasztja a 3.2- est,mint a 3fázisú gép.
Nem ócsárolni akartam a trafód,nekem évtizedekig 65kg os trafóm volt........
Remélem azért a 3,2 est is fogja vinni ha muszáj.... jövő héten próba. ( nincs most itthon olyan pálcám ) két és felest a 100 as Hetra is vitte... egy darabig :-) ...aztán leoldott.
A sújt illetően, teljesen igazad van . Sok ismerősömnek van inverteres, ki is próbáltam párat náluk. De mindenki panaszkodik hogy szét ég a kábel tőben ! :-) vékony szarok..... persze gondolom, ez csak az olcsó kategóriáknál van így . gondolkodtam rajta hogy veszek, de nem vitt rá a lélek :-) 50 körül vannak a jobbak...nekem nem ér annyit a súlya .... Ez alatt van kerék..oda húzom ahová akarom . Van nekem egy régi Einhell is... 220/380 as kivitelű. Nincs a házban 380 nekem bekötve... 220 al meg nem annyira fickós. De használható azért . ( tartalék hegesztő :-)
Nem vagyok oda a trafós gépekért. Inverterest jobb használni. Persze én is veszek ha rá vagyok szorulva de nem mindegy hogy 27 kg vagy 10kg cibálok a világvégére.
Te ilyen vasas bontó ember vagy ? :-) Én inkább építek..... Volt egy 100 az Hetrám, azzal is boldogultam itthon . De a hármas pálcát nem vitte, csak a két és felest. Ha ez viszi,akkor használható... nagyon is megfelel. Amúgy 14000 ft volt .
nekem is van egy nagy palackom, de a külső helyszínre csak a kicsit tudom vinni. Illetve a kicsit használom ha rozsdamentesnek második védőgáz forrás kell.
nyilván nem fogok vérengzeni, ez kicsit túlzás volt. de pipa vagyok nagyon. Már csak azért is mert van egy másik esetem a vasteleppel ahol szintén a sürgős megrendelésből két hét és három telefon után után derült ki hogy elfogyott az amit megrendeltem a webshopban. Egy 250000-res vastelepi megrendelés már nem olyan fontos hogy azonnal foglalkozzanak vele. Ezt a sztorit nem írom meg, mert az első két vásárlásom alkalmával nagyon rendesek voltak.
A messer telepnél pedig telefonba úgy kérdeztem, hogy: "szeretnék cserélni 2,1-es argon palackot". tehát benne volt a csere, méret és argon. Az mondta, hogy van és menjek. A palackméret admit adtam adott volt. És volt másik palackjuk is, csak nem voltam eléggé ébren hogy azt mondjam: az kell nekem.
tanulság: legyél észnél mert átvág a "márkakereskedő" is.
Legjobb tudtom nélkül ez a méret nem lett bérleti alany, ezért sem értem a dolgot. A helyi telepnek pedig volt csere palackja, direkt elmentem megnézni.
Nem akarom dagasztani a témát, hétfő délelelőtt kiderül mennyire állnak korrekten a kérdéshez. Minden megállapodást vissza lehet mondani, megvan erre a jogi formula. Károkozás a részemről nem történt, legfeljebb én kérhetném a két utam költségét rajtuk, de ahhoz tényleg bíróságra lenne szükség. Egyenlőre megelégszem ha visszaadják a palackomat és a pénzemet is.
Engem a másik oldala is érdekelne. Azt írta a fórumtárs, hogy a helyi Messer-es telep, és a palackfutár sem tudta cserélni a palackját. Most nem tudta, vagy később sem? A bérpalack mizéria miatt, vagy elfogyott az argon, mert hiánycikk? Mi van megint nem lehet kenyeret kapni a kenyérboltban? Milyen cseretelep az, ahol elfogy a gáz? Nagyon gáz cseretelep!
Nekem nincsenek annyira sürgős hegesztések, de van tartalék palackom. Szóval pont az ilyen szívások elkerülése érdekében jó a tartalék palack szerintem.
Egy kedves esetet szeretnék megosztani veletek. Pénteken 14:00 körül történt.
A 2,1m3-es 200bar-os argon palackom kifogyott, sürgősen kellett volna de nem tudott (messert) cserélni a helyi telep és a palackfutár sem. Mivel épp székesfehérváron jártam, beszéltem a helyi hivatalos messer teleppel telefonon, hogy cserélik-e. megbeszéltük a (pénteki) napot és akkor mentem arra.
Igaz, hogy nem figyeltem eléggé, de mikor hazaértem akkor jöttem rá, hogy az történt a telepen:
- elvették a saját tulajdonú remek állapotú 200bar-os 2,1m3-es palackomat
- adtak helyette egy 150bar-os rozsdás hulladék palackot, amiben csak 1,6m3 van
- azt mondták 17600Ft, amit kifizettem kártyával
- bevették az összes személyes adatomat mert "kell a számlára"
- miután fizettem, odaddták a számlát amit aláírtam nekik
- a papíron az állt, hogy a bevett palackom bevételére 4500ft "cserepalack pótlékot" fizettem, 11000Ft-ot a gázért, 500Ft logisztikai pótlékot és 1000Ft-ot pedig valami "veszélyes áru kezelésért" (azért kerekítek mert a számlán nettó van)
- illetve a papíron az szerepel, hogy " a palack vevő általi átvételével bérleti jogviszony jön létre". nos, én a palackot a fizetés előtt átvettem.
tehát
- hazudtak a "cseréről" telefonon, és személyesen a magatartásukkal és hallgatásukkal
- írattak velem egy bérleti szerződést a tudtom nékül, amit aláírás előtt már kifizettem
- a jó palackomért egy hulladék palackot kaptam
- a palack űrtartalma jóval kevesebb mint amire számítottam.
- volt-nincs saját palackom
- jóval többet fizettem mint egy sima cseréért fizettem volna
Hétfő reggel megyek és szétcsapom a telepet. Nem látok a méregtől. nézzétek a híreket mert vér fog folyni. Következő bejegyzésem a börtönből lesz ha nem tudom visszacsinálni az "adásvételt"
köszönöm mindenkinek a hozzászólást a zuhanyfüggöny rűdhoz. Mivel sürgőssé váltak a dolgok, iziben vettem hegesztőpasztát, lekentem, lemostam, lecsiszoltam fémmentes szivaccsal és ragyog mint a króm. Nem gondoltam volna hogy a cső nem veszít a fényezett állapotából. Már be van építve. A rozsdamentesség kérdésének még utánanézek, de ez a projekt sikeres volt.
Kotrógép hidraulika munkahenger . A fala 10mm az alja eredeti fenekelés. A teteje 20mm- es vaslemezből,a menet 3/4 col,kúpos. A furat 100mm,vagyis 3L. A 20kg töltetűt kiraktam a napra,igy felment 50bárig a nyomása. Igy 1.3kg- ot tudtam átfejteni. Ez kb 700L légnemű co2 .Kb másfél óra ,ha megállás nélkül hegesztenék. Légyszi javits ki,lehet,hogy 85óra!?
A kis palack kb félnapi munka,és 3000ft volt a csap.
"Pl. az hogy levegőn történő hűlés nem elegendő az acél edzéséhez. "
Közönséges edzés
Az acélt edzési hőmérsékletre hevítjük, a hőntartási idő után a kritikus lehűtési sebességnél gyorsabban hűtjük. Attól függően, hogy az acél milyen közegben válik martenzitessé, vízedzésű, olajedzésű, légedzésű acélokról beszélünk. A nyugvó levegőn is edződő acélt önedző acélnak nevezzük.
Azért merészeltem a lenti ötleteim leirni,mert többen azért nem vesznek védőgázt,és reduktort a mig fogyóelektródás gépjükhöz,mert drágának vélik a fenti két tartozékot. Igazuk van,mert való igaz,hogy e két tétel kb a gép fele ára.
Szerintem egyszerűb megvenni max 8ezerért egy lejárt nyomáspróbás 5m3,es oxigén pakackot. Ebbe vigan áttfejthető bármelyik hegesztőgáz. Gondoltam csak egy tartalék tárolásra,de létezik kicsi méret is hasonló palackokból. Szürke festéke meg gondolom,hogy mindenkinek van.
"Itt nem halmazállapotról hanem hőterhelésről beszélünk."
Na még egyszer. Az acél megolvad. Persze, hogy megolvad hiszen meg akarod olvasztani. Innentől fogva az anyagszerkezete megváltozik. Az, hogy lehűléskor milyen anyagszerkezetet vesz fel az a hűlés sebességétől és a széntartalomtól (meg az egyéb ötvözők mennyiségétől) fog függni.
"Tehát nem mindegy hogy milyen hőfokra melegíted, mennyi idő alatt, mennyi ideig marad azon a hőfokon és mennyi idő alatt hűl le."
Így igaz. Az első pont viszont biztos mert olyan hőmérsékletre kell melegítened ahol megolvad. Az pedig az ötvözőktől és a széntartalomtól függően biztosan 1200 fok felett lesz de lehet hogy 1536 fölött. Az hogy mennyi ideig marad olvadt állapotban az nem számít - akár egy másodpercet akár több órát, ha egyszer megolvadt akkor a kristályszerkezete felbomlott. Az hogy hűlés közben melyik fázisban mennyi időt tölt az már számít - de te ezt nem tudod kontrollálni sehogy.
"Ez az edzés alapelve. "
Nagyjából. Csak ehhez azért tartozna még némi tudásmorzsa. Pl. az hogy levegőn történő hűlés nem elegendő az acél edzéséhez.
"Nyilván nem tudom hogy pontosan mennyi az amivel még nem fog megváltozni,"
Én viszont tudom. Jóval, nagyon sokkal kevesebb mint amire gondolsz. Olyan 200-400 fok közötti - te pedig felmelegíted 1200 fölé hiszen megolvasztod.
Javaslom a vas-szén állapotábra tanulmányozását, és az edzési és a megeresztési színhőmérséklet táblázatokra vetni egy pillantást. Meg ahogy rögtön az elején javasoltam úgy alapvetően átgondolni hogy mi történik egy kristályszerkezettel ha megolvad az anyag (segítek: a kristályszerkezet felbomlik)
igazad van, lehet hogy nem volt jó a szóhasználat. Itt nem halmazállapotról hanem hőterhelésről beszélünk. Az acél anyagminősége megváltozik hőterheléssel. Tehát nem mindegy hogy milyen hőfokra melegíted, mennyi idő alatt, mennyi ideig marad azon a hőfokon és mennyi idő alatt hűl le. Ez az edzés alapelve. Nyilván nem tudom hogy pontosan mennyi az amivel még nem fog megváltozni, és nem tudom a különböző rozsdamentesek miben térnek el. De mindenhol azt hallom, hogy emiatt kell a rozsdamentes hegesztésénél a lehető legpontosabban megválasztani a hegesztési paramétereket, hogy a hőbevitel minél koncentráltabb és minél kevesebb legyen. Egy dologban nem vagyok biztos, hogy rozsdásodásról is, vagy csak az anyag egyéb fizikai paramétereiről van szó. Bakker, jó lenne egy tankönyv, ennek utána kell néznem.
"én úgy tudom, ha a hőbevitel nem éri el azt a pontot ahol az acél szerkezete alapvetően megváltozik akkor nem fog rozsdásodni. "
Ezt azért gondold át egy kicsit. Segítségül: Ha az acél ömledékbe megy át azaz már folyik (ezt éred el hegesztésnél) akkor már régen elhagytad azt a pontot ahol a szerkezete megváltozik.....
"Adott egy kemény fogaskerék ami mellé szeretnék csavarozni egy lánckereket. Annyira kemény a fogaskerék, hogy nem tudom megfúrni. Hegesztés mennyire lehet hatásos? Vagy nem olvasztja meg a hegesztés se így nem lesz tartós?"
A fogaskerék valószínűleg betétben edzett acélból van. Csak a felső pár tizedmilliméteres rétege kemény a kopásállóság miatt. Ha ezt leköszörülöd róla, akkor simán fúrható.
Hegeszteni persze lehet (ő is csak egy közönséges acél alacsony, <0.2 % zéntartalommal), de a hegesztés közelében az edzésnek valószínűleg sanyi lesz.
van fémmentes szivacsom amivel rézcsövek oxidrétegét szokták leszedni, de nem gondoltam rá hogy azzal bármi hatást érek el. ugyanarról a dologról beszélünk?
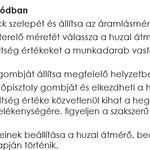
én úgy tudom, ha a hőbevitel nem éri el azt a pontot ahol az acél szerkezete alapvetően megváltozik akkor nem fog rozsdásodni. Ezért nagyon fontos a rozsdamentesen a sebesség, áramerősség, és védőgáz. Ezt hívják "színvesztési tartomány"-nak. Eddig még nem sikerült magabiztosan megfejtenem hogy mit jelent és hogy mit kell látni, de a jelenlegi ismereteim szerint a szín fehérből indul, lesz szívárványszínű, majd sötétkék, lila és utána szürke, ami már a színvesztésti tartományt jelenti, mint amit ezen a képen is látsz (netről töltöttem). Tehát az élénk színek még OK. A matt felület megint más, az azt jelenti hogy a szén kiválik az acélból. Pl amikor nem gázlencsével hegesztesz. A fehér hegesztés azt jelenti hogy az eredeti acélhoz képest nulla a rozsdásodási potenciál eltérés, a szürke pedig azt hogy fekete acél minőségben vagy. Normál körülmények között a kék még nem rozsdásodik, savas környezetben lehet. Persze lehet hogy nincs igazam hiszen youtube-ról és internetről tanulok.
Azért írd le, hogy milyen pasztát javasolsz és utánaolvasok annak is, illetve ha hülyeséget írtam javíts ki.
Milyen fúrószárral akartad megfúrni? HSS? Kobalt ötvözet? WC? Mert az sem mindegy. Meg az sem, hogy mekkora fordulaton és milyen vastag fúrószárral kívántál dolgozni.
Adott egy kemény fogaskerék ami mellé szeretnék csavarozni egy lánckereket. Annyira kemény a fogaskerék, hogy nem tudom megfúrni. Hegesztés mennyire lehet hatásos? Vagy nem olvasztja meg a hegesztés se így nem lesz tartós?
még pénzem is lenne szallagos fűrészre, de annyi rosszat hallok róluk hogy nem merek venni. A használt ipariak pedig horror áron vannak. Tulajdonképpen fűrészfogas körfűrészt akartam venni, azok nagyon királyok, de azoknak meg olyan gyorsan kopik a korongja én pedig sokat vágok rozsdamentest.
nem adtam hozzá hozaganyagot mert így is állati nehéz volt az elektródát tartani és fordítani, de jobban is szeretem így. Persze nem olyan erős, egyenlőre csak az elektróda vezetés kimaxolja a koncentrációmat ha nem tudok kényelmesen mellé ülni. A felülettel semmit nem csináltam, nincs polírozóm sem.
Aha ezt a rajzolos dolgot probaltam en is, alatettem egy papirlapot es az alapjan mentem a flexxel. De az elso proba utan feladtam es vettem egy szalagos fureszt :P
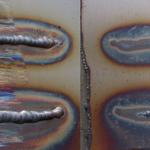
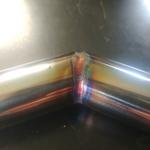
lol, simán szabadalmaztatható. Egy acéllemez éléhez képest mértem a szöget szögmérővel, felrajzoltam filccel a vonalat az acéllemezre, a vonalra fektettem a rudat, leszorítottam és a lemez éle mentén vágtam a csövet kis sarokcsiszolóval. néhány próba után már a két csővéget illesztve fél mm hézag volt a maximum eltérés. A vasasztalra is felszerkesztettem a rúd törését és ahhoz igazítottam a csövet, mert a vágott él nem volt elég pontos, hogy a rudak bezárt szögét kiadja.
Az első próbám az volt hogy először kivágtam a szöget zártszelvényből és azt húztam a csőre sablonnak, de nem vált be.
Nem minden az amit más mond. A havi egy sör,vagy havi egy korty tömény még olyan mértéket nem haladt meg,hogy a zöldségtől félni kelljen..................... Az,hogy zöldség is van köztetek....................lehet,hogy gyakorlatban veteránabb,meg lehet,hogy töb évet dolgozott,mint néhány társunk..............................
Az én időmben az áramerősséget csavarhúzóval állitottam,vagyis a csokiban áttraktam a négy kivezetés egyikét. Ha meg finomitani kellett,a testkábel vége közé egy szál elektródát kötöttem sorba.
Ha már alap áram,meg csúcsáram. Mert ilyen potik is vannak a kinai csodákon.
Melyik az optimálisab,ha csúcs áram alacsonyab,vagy magasab az alapáramtól ?
Egy kisadag alkohol = szeb varrat,és ez nem jelenti azt,hogy a zöldség szivacsssssssssss !
Köszönöm neked is. Még nem álltam neki, mert nem sürgős a dolog, vannak fontosabb melók. Igen kicsit attól tartok hogy a sok hegesztésből pár nem sikerül, ezért gyakorolnom kell nem keveset, de úgyis rám fér :)
Ha úgy érzem reménytelen, akkor lehet tényleg önmetsző csavar lesz fakötésű alátéttel.
megint sikerült félreírnom pár dolgot, szóval 'kézzel rátekerés' és 'lamellás alátét'.
A hasasodásra figyelj, a kerítésoszlopok között mindig lehet (van) síkeltérés. ha előre lefúrsz vagy lerögzítesz egyenlő távolságú rögzítőpontokat akkor biztosan nem lesz jó. Olyan módszert válassz ahol egymás után hozod létre a rögzítési pontokat, folyamatosan figyelve a feszességre.
lehet hogy késő, hisz már hétvége van, de én azt a vastagságú drótot amit már nem lehet hegeszteni azt mechanikusan szoktam rögzíteni. Már csak azért is mert ha 10 hegesztésből 1 nem sikerül akkor már elvitte a fene az egészet, megtoldani a drótot halál.
A dolog nem működik ha merőlegesek a síkok, akkor kell valami közvetítő felület, hegeszthetsz laposvasat ami már párhuzamos a kerítéssíkoddal, vagy hegeszthetsz anyacsavarokat amibe (mintha fülek lennének) visszahurkolod a kerítést, ez már fantázia kérdése.
A kerítésdrótnál mindig az a probléma hogy nem egyenletesen feszítenek a szálak, ezen segít a fenti módszer, de ha ponthegesztetted van akkor ezt kevésbé probléma, akkor inkább az, hogy hasasodik mert a rögzítések függőleges távolsága nem megfelelő. Ezért érdemes olyan megoldást keresni amit szerelés közben feszítesz, pl a második közül a laposvasas.
Dél-Pesten megpróbálhatom megcsinálni neked. Azért kérdeztem a vastagságot, mert a gépemen nincs impulzus funkció, ezért a vékony anyagokat nehézkes hegeszteni vele.
Az 1 mm menni fog. Ha érdekel keress meg e-mailben, a cím publikus.
Hmm én az álványos ruhaszáritot is megpötyözöm pedig az nem vastag..
No Próbáld ki ha van c szoritod oda szoritod az anyagot és egy gyors pötyöt nyomsz de tényleg nagy árammal, próbadarabon. 10 perc alatt látni fogod megy e meg kell e a leszoritó. Laposacélból csinálhatod a leszoritót de én nem vagdosnák pluszba hanem formára kalapálnám nyomnám stb.
Vazeee kezded megint... Feltekerem azt leszarom mert amig nem ég át addig jó. Gázelőfolyást is mert porbelessel dolgozom. A vetélővel meg mit szeretnél? Ő hegeszti nem köti.
Először még magára a hegesztésre is rá kell éreznem :)
Sima vastelepi (olajos?) felületű. Most leszedtem, szinte mindegyik lepattant kisebb-nagyobb erővel a keretről, még a nagy pacák is. Megpróbálom először kis leszorító darabokkal rögzíteni
Kis segítség kellene nekem awi-s kollégától kilukadt egy rozsdamentes acél höcserelő. A luk tűszúrásnyi. Oda kellene egy pöttyintés. Budapest és vonzáskörzete lenne jó nekem főleg dél pest ha valaki van erre fele. Köszönöm a segítséget!
Egyébkénk van még kötési mód,csak drágáb,és munkaigényeseb. Ha a háló új,és horganyzott,a lágyforrasztás is működhet. Ettől drágáb a cusi. Ez utóbbit én még gyakorlatban nem próbáltam.
A háló megfeszitéséhez segitség kell mindkét esetben,a kötöződrótos fűzést lehet egyedül csinálni.
Hézag ne legyen lehetőleg, és a zártszelvényre menjen a hegsztő huzal, a drót ha lehet lejjebb legyen hogy az ömledék ráfollyon, esetleg a drót másik oldalát meg lehet támasztani egy réz tömbbel.
Kicsit vastagabb sodort huzalból gyártottam kandallórácsot egy ideig, eleinte kinlódtam, de amikor ráéreztem már ritkán engedte el.
Rögzítőkapocshoz túl vékony, puha a drót. Az egyik kapu szögvas, ott a csavarozás sem annyira célszerű, bár le lehet vágni ami kilóg. De a leszorítós jó ötletet: laposvas darabokból készítek lefogatókat ezekkel minden második 10 centis részt lefogatom és odapontozom. Esetleg még vágókoronggal húzok egy csíkot bele a drótnak hogy ne álljon el a leszorító a kerettől.
(bár esztétika másodlagos, csak egy kertkapu lesz)
Nem rossz ötlet, mintha láttam is volna hasonlót. Viszont van egy átlós merevítőm ami útban van ha ha a keret közepébe teszem. Ha ehhez nem is, még lehet szükség lesz rá valamikor, köszönöm.
A zártszelvény keretbe 8mm- es köracélból keretet csináltam. Ez 40mm- es távtartó 8- as köracélokkal kb 300mm távokkal behegesztettem a zárszelvény keretbe
Festést követően a dróthálót ezzel fogattam be.
A kötöző drótot feltekertem egy V kivágású lemezre,igy ez áttfért a háló rácsozásán,és a 8- as köracél,és zártszelvény közti résen.
Megérzésem szerint 1.5mm- es drótot nehézkes hegesztéssel megoldani.
Nem feltétlen hegesztés: Hogyan lehet egyszerűen ponthegesztett kerítéshálót (1,5mm) zártszelvényre rögzíteni? Hegeszteni (co2) nem sikerült jól :( Vagy a kerítésdrót olvad el vagy a zártszelvénybe nem olvad be, elengedi (igaz nem csiszoltam le sajnos). Ami úgy ahogy sikerült, hogy elkezdtem a drót mellett hegeszteni, majd rámentem a drótra egy pillanatra. Lehetséges egyáltalán hegeszteni, próbálkozzak tovább vagy van valami jobb megoldás?
De már belinkelték lentebb a kérdésedre a megfelelő videót. De tessék, ez már motor tekercselésére is alkalmas vastagságú alu 'rezesítése'. Nos, ezt mosd képzeld el még vékonyabb kivitelben.
Olyat már láttam,hogy rézgálic ( permetszer) oldatba mártott elektródafogó létezik,de ugyanúgy a minden második szavad számomra értelmetlen,igy nem reagálok rá.
A réz,és alu kapcsolatát úgy értettem,hogy ezek szemcseszerkezete hogy kapcsolódik. Ugyanis , még nem találkoztam olyan emberrel,aki ezt a két fémet forrasztja,vagy hegesztené össze. Csupán ezért tettem fel az értelmetlen kérdésem.
"...hogy kapcsolják össze a vörösrezet az aluval?"
Nagyon egyszerű a magyarázat. Az alumínium vezetéket belemártják diacetil-borkősavészter-monogliceridbe, ezután eloxálják dehidro-aszkorbinsav vizes oldatában, majd pedig rézhidroxi-klorid oldatban galvanizálják. Ezután glicin-hiráttal kezelik. Így a helyzet definici szignatúrájának a hebridálódása közben megszűnik az impertinens magatartása.
Ismerem a syinergia kezelését,valóban egy poti elég az adott keresztmetszet hegesztéshez. De ehhez a háttérbeállitásokra van mód. Többek közt a huzal sebességén is van mód állitani.
Egyik társunk irja a porbeles alu huzalt. Én nem láttam,de láttam hegesztőkábelt,ezek erei 0.2mm átmérőjűek,vörösrézből készültek,ezek megtöltve alaminiummal...........hümm.
Szóval megértem,hogy vörösréz cső,de ezt hogy töltik meg,és hogy kapcsolják össze a vörösrezet az aluval?
Ez itt a kérdés a porbeles aluhuzalt ismerő társunkhoz,és itya társunkhoz.
Soha nem gondoltam volna, hogy ez a gépnév ilyen gondolatot ébreszt. Az aluhoz argon gáz, és alu huzal kell, a flux a porbelest jelenti ami acélhoz való. Ezt a két rövidítést vonták össze gépnévnek amit benéztél szerintem. Ezek plusz funkciók, lehetőségek az alap "Co2" mellé.
Valaki próbált már ALU huzallal hegeszteni Iweld Gorilla Pocketmig 185 aluflux géppel? Ez porbeles aluhuzallal mehet a neve alapján? Nem hengerfej hegesztésre gondoltam nyilván.
A MIG egy feszültséggenerátoros meghajtással működik (Az MMA áramgenerátoros) ezért az áram direktben nem állítható, az majd kialakul. Hogy mitől? Attól, hogy milyen intenzíven tolod az ömledékbe a drótot. Tehát drótsebességet állítod és ezzel az áramot is. Érted, egyetlen potival.
Értem,de a haverom miért állitja azt,hogy egy poti állifja mindkettőt. Meg azt is értem,hogy ez a gép nem synergikus,mégis ezt a látszatot kelti. Állitólag a haver nem tud külön áramerősséget,és külön huzalsebességet állitani.
Miért? A porbeles huzal szószerint hernyót csinál. Láttam a fotóját. Igaz,a második fotó már job,de rettentő csúnya,magas,kb 3mm,és beolvadás mértéke gyengének látszik.
Hát én megvettem. Igaz 10 ezer forint volt, de kötött, keménytáblás, fényes papíron (lehet, hogy tartós, de csillog). Szerintem megéri ettől függetlenül a tartalom miatt.
Nem érted! Valójában az áram az ívfeszültségtől és a huzalsebességtől függ, csak az érthetőség kedvéért néha A-ben írják ki az értéket. Amikor Te áramnak látod amit állítasz az valójában huzalsebesség.
Igen, az nCore-on is a 96-os kiadás van fent. Van egy olyan könyvem, hogy Dr Szunyogh László - Hegesztés és rokon technikák kézikönyv, 2007-es kiadás. Ez nem lenne jó?
És sajnos nem is jó, mert ez nem az átdolgozott kiadás. 1996-os. Elvileg van egy újabb - 2003-as - verzió az kellene. A Cokom Mérnökiroda Kft. a kiadója.
Egy hegesztési-terv feladathoz szükségem lenne Gáti József: Hegesztési zsebkönyv: 3.1.3. Komócsin: Védőgázas ívhegesztés 3.70 - 3.90 táblázatokra, hegesztési irányértékek kinyeréséhez.
Pontosabban elég lenne az a táblázat, amiben irányértékek vannak KL7C = P265S (ötvözetlen acélok egyszerű nyomástartó edényekhez) acélok sarokvarratainak hegesztéséhez PB helyzetben. A hegesztendő anyagok vastagsága 2 mm. Kellene a varratkeresztmetszet (mm2), huzalátmérő (mm), huzalelőtolási sebesség, hegesztési sebesség, áram, feszültség, sorok száma, stb...
Van egy szódás ballonom, aminek az alja kilyukadt.
Rozsdamentes acél, kb 1 mm lemezvastagság és egy tűhegynyi lyuk az alján. Gödön lakom, és itt vagy a környéken keresek egy mestert, aki be tudja hegeszteni. Nagyon megköszönném bármi segítséget :-)
A mastroweld esetén az történt,hogy ebből a tipusból kevés jött be az országba. Tudták,és nekem is elmondták az első szervizelésnél,hogy impulzusos állása nem az igazi a gépnek,ezért is adták jóval keveseb áron.
A fő hiba akkor jött létre,amikor a kezelőfelület lefagyott. Ekkor küldtem vissza másodjára. Állitólag raktak bele egy másik panelt. Erre tegnapi hivásomkor elmondta a szerelő,hogy a gép hibátlan. Én akartam ez helyett egy 400v,ost,de igy mivel a gép hibátlan,igy még ráfizetésem ellenére sem cserélik. Majd kiderül,hogy esetükben mit jelent a hibátlan szó.
Az új gépem ma megérkezett a szervizbe,a telefonhang elmondta,hogy állitási hiba miatt nemfogott ivet.
Na erre megint kiváncsi leszek,mert ha csak holnap kerül vissza,a szerviz állitásai mind elvész.
Megérzésem szerint,nem csak az importőr a hibás,hanem akitől importálja,harmadrész meg aki eladja a terméküket.
Erre sajnos egy negyedmiliós második példám is van. Most nem irom ide a termék nevét,mert szerintem ők is itt olvasgatnak. Vagyis ha ócsárolom őket,jóesélyem lehetne arra,hogy igaz beveszik a két hetes új gépet,aztán nézegetik egy hétig,és visszaküldik. A legmegrázób , pedig az,hogy a kereskedőnek besegitettem kb 3 évtizede,sőt napjainkban is,és pont egy ilyen ügyféllel cirkuszolnak. Ja,a gépem indigós,mert a testvérét is még eladást megelőzően viszi szervizbeeeeeed! Vagyis lehet,hogy a kereskedő nem hibás. Az én javallatomra próbálta ki a második gépet. Hümmmm
Ha igaz,a hétvégére hazaérkezik a Mastroweld mig duplainpulzusos gépem,megfosztva az inpulzustól. Vagyis cseréltek kezelőpanelt benne,ami régebi kiadásból származhat. Legalábbis ezt vettem ki a szerelő szavaiból. Igy állitólag nem fagy le, fe mig működik hibátlanul. Igy nem lehetséges a gép másikra cserélése.
Holnap viszik az új gépem szervizbe. Volt az üzletben egy ugyanilyen új tipus,a manuális hibás mig funkció annál is megvan,úgyhogy a boltos 2 gépet visz szervizbeeeeee!
Lehet...........könnyen lehet,hogy marhaság volt fél millát gépekre költenem,ma a régi trafóssal villogtam,ennek nincs párjaaaaaaa! Ilyen szinergia,olyan pulzálás,ilyen processzor,amolyan csili- vili,egy nagy kaki az egész.........
A műhelyt újra fogom húzni, falon kívül a plafonon szerintem 6-os vezetékkel csőben. Ahol kell áram ott teszek leágazást róla lokális védelemmel. A leágazás keresztmetszete a dugalj/védelem függvénye lesz.
Lakás: abban a szerencsés helyzetben vagyunk, hogy az egész alá van pincézve (a pince meg nem is igazi pince, mert domboldalban van a ház, így egyik fele kilóg a földből és a bejárat talajszintben van). Ahol kell ott csak átfúróm a födőmet és azt a kevés függőleges szakaszt majd bevésem a falba. Amúgy a teljes hálózat csövezve van lakáson belül, de anno arra nem gondoltak, hogy valaha kevés lesz a hálózat és majd bővíteni kell. Így csillagrendszerbe lett csövezve végig egy csővel. Azt meg hiába cserélném ki izmosabb vezetékre nem tennék rá combosabb kismegszakítót, mert a fali aljaztok nem tudnak 16A-nél többet átvinni, így nem biztosíthatók többre.
Az új dugaljak meg egyedül fognak csücsülni egy-egy kismegszakítón, így elvileg a későbbiekben nem lesz velük gond. Gond alatt most azt értve, hogy nem mehet egyszerre sok készülék. De mint lentebb írtam, ezzel azért megvárom a vízvezeték cserét, mert akkor amúgy is muszáj lesz csempét cserélni.
Visszatérve Attila13LIX-ra. Részemről azt csinál amit akar. Már több éve olvasom a fórumot, ismertem a régi nick nevét is. Az utóbbi pár hozzászólásának is többször neki kellett ugranom mire rájöttem, hogy ki, kivel, mikor és hol van. Nem tartom magam buta embernek, de sokszor nehéz értelmezni amit ír. Ez meg már csak hab a tortán, hogy sok esetben mond számomra elfogadhatatlan dolgokat. És teszi mindezt teljes magabiztossággal. Páran próbálták már felnyitni a szemét, nem túl sok sikerrel.
de régen többet fogyasztottak. hütö kb 200W bojler 1200W tól felfele vizforraló meg ilyenek megint csak, ha azt nézed hogy van 2000W a rendszerben még/kompresszor/ ki is szedted.
Most a tv 120w szgép 100 w Ez két régi izzó. a hütő 200W/2 izzó/ mélyhütő megnem nézem 120w. egy piritó 1200w hajszáritó 700
32 A kicsit jobb, de megbaszhatja ha szar a rendszer. Nővéremnél a falba van bevakolva a vezeték 6-7 éves 1,5mm es volt vita vele ki is égett..
Kurva cső behuzod azt jól van, nem gond a bővités. műhelybe az órától vinném legalább 2,5 feles de inkább 4 es vezetékkel. nem tétel egy beszart panelhoz képest.
Hát 95 töl nem volt luxus a szgép, 2000 évektől a klima.
Ezzel nem vitatkozok. De régen mennyi elektromos fogyasztó volt? Egy darab hűtőgép, egy vasaló, a tehetősebbeknél TV és még egy-két kisteljesítményű dolog.
Nálunk a ház szét van dobva 3 körre. Alsó szint északi oldal az L1, déli oldal az L2, manzárt (tetőtér) az L3. Északi oldalon van a jelentősebb terhelés, mert ott van a konyha és a fürdőszoba. A kedvesem előszeretettel szeret több fogyasztót is elindítani, mint amennyit a hálózat elbír. Így főleg télen járkálok le a pincébe visszanyomni a kismegszakítót. Csak a nagyobb teljesítményű gépek: mosógép, mosogatógép, szárítógép, elektromos sütő, mikró, vízforraló, kávéfőző. Ebből egyidejűleg max 2 mehet, mert 3 esetén ha egyszerre kezdenek el fűteni, akkor lemegy a kismegszakító.
A ház valamikor a '80-as évek legvégén épült, 2,5-es rézvezetékkel. B16-osnál nagyobb kismegszakítót nem fogok felrakni. Mivel lassan aktuális egy teljes vízcső csere, így akkor szépen leverem a csempét és a pincén keresztül húzok be új vezetékeket direktbe a nagyobb fogyasztókhoz szimmetrikusan terhelve a hálózatot.
hát 1,5 öst régen mindenhová használták. Az egész ház villágitása 140W most, régen meg :D 100Wos izzó mindenhol.
"Nálunk" ugy csinálták az okosok hogy 32A ment az órába 16A a házba egy vezetéken. 1 16 os az órától vihető.
és az órán volt egy konnektor ami ugyan 16A os de nincs közte vezeték. külön biztositékkal. Na onnét ment az 2x30 méter hoszabitóval is gond nélkül a hegesztő.
16A/3680W na most nálunk okosmérő van: mélyhütő, hütő megy a mosógép, tv, szgép, kis villágitás 500W oszt elméletileg ezzek A+ os fogyasztók.
Ennyit régen egy reflektor megevett. Na akkor most 1000W ra rábaszunk egy hegesztőt azt csodálkozunk hogy nem megy
Szeva. Gyantás cint használtam. Ha tv,rádió,számitógép kütyüjeit is gyantás cinnel szerelik,gondolom,hogy az ezekhez használt vezetőket is lehet lágyforrasztani,és ezek is tartós biztonságos kötésre,áramvezetésre hivatottak.
Igazad lehet,van aki savat használ tisztitáshoz.Létezik horgannyal higitot sósav. Magyarán a savat ez meggyengiti,ugyanakkor a fém ami belekerül folyékonnyá válik. Én már kb 30 éve is cinfürdőbe nyomtam a hegesztőkábeljaim végét. Eztkövetően vizzel megmostam,és a gumi- réz tövét szilikonspray- al megfújtam. A fotóm nem árulkodik réz oxidációról.
Egyedül dolgozom,vagyis egy fogyasztó működik.
A legnagyob a hegesztő,de az inwerternek elég max 3kw. Ha mások 1.5mm2- el ( alu) működtetik a 2kw- os vizbolylerüket,akkóóó miről beszélünk.
Már sokadjára ugrik el a hozzászólásom a telefonon szóval nem gépelem le megint az összes gondolatomat.
1. Nem úgy számolunk áramot, ahogy te gondolod. RLC áramkörök esetén minden mindenre hat és visszahat.
2. A 3kW 3f villanymotor kb 5,5-6 A áramot vesz fel a hálózatból. Ismeretlen tényező számomra a cos fí értéke, ezért csak kb az érték. Ezt az áramot is csak maximális teljesítmény esetén veszi fel. Indításkor felveheti ennek töbszörösét is, de erre találták ki a lágyindítókat vagy a csillag-delta kapcsolást. De úgy tűnik, higy a B16-os kismegszakítónak nem okoz gondot.
3. A vezeték keresztmetszet egy dolog. De tervezni kell még melegedésre és feszültség esésre is. Ha messze van az órától a garázsod, akkor hegegesztéskor simán eshet annyit a feszültséged, hogy az inverter annyit kompenzáljon áramfelvétellel, hogy a kismegszakító leoldjon.
4. Remélem, hogy a lágyforrasz folyasztószerét letakarítottad 20 éve, mert ha nem, akkor simán eloxidálhatta ennyi idő alatt a kötéseidet. Akkor viszont nő a vezeték ellenállása, növekszik az átfolyó áram, csökken a feszültség és vissza kanyarodtunk a 3. ponthoz.
+1: De a 2,5-es vezetékkel én nem szórakoznék. Kell az órától egy szakemberrel kihúzatni a műhelynek egy megfelelő vezetéket direktbe. Aminek a keresztmetszete tervezve van az órától való távolságra és az egy ideejűleg használt gépekre (pl. világítás, kompresszor, plazmavágó simán mehetnek egyszerre üzemszerűen is [esetleg mellé télen egy hősugárzó, ha nagyon fázik a munkás és nincs más fűtés])
Igaz....................a főépület hálózata réz,és 1.5mm2,de a garázs felé réz,2.5mm2-es,és gyantás lágyforrasztással csináltam kb 20éve. B16 van a tesómnál,vagyis akaratlanul,tudatlanul irtam a C16-ot,vagyis ilyen kéne neki is gondolom. Bár.....................érdekes mert a három fázisú gyorsvágója,meg a 3 fázisú hidraulikus rönkhasitója (3kw) egyszer sem csapta le !!!!
Tesóm iweld195-öse csak mások hálózatánál akadozott.
Az iweld235 papirján max 18-25A irtak.
Én 60-120A között hegesztek,ami kb 7-11A Uganez a háromfázisú gép esetén : 3-al.
Nem feltétlenül a légkábelre gondoltam.... Amiket eddig láttam légkábeleket azoknak megvolt a megfelelő keresztmetszete. Sokkal fontosabb az óra utáni állapota a hálózatnak.
Régen senki nem számolt ekkora fogyasztókkal, így nem is méretezték úgy a hálózatot, pluszban az alumínium vezetékek kötéseit illene ellenőrizni és szükség esetén meghúzni őket.
Az hogy testvérednél old a 16A-os kismegszakító még nem feltétlenül jelent hibát. Nem tudjuk, hogy mekkora árammal próbáltál hegeeszteni és azon a kismegszakítón keresztül még mi üzemelt.
Pl a 195-ös Aluflux használati útmutatójában benne volt, hogy ha az ember gyakran és egyszerre sokat hegeszt nagy árammal, akkor a schuko dugvillát és a betáp kábelt le kell cserélni. Nyilván nagyobb keresztmetszetű kábelre és 1P 32A dugvillára (vagy 5P 32A-esre de csak egy fázist bekötve).
De mint C20NE is írta a műhelyekbe a C karakterisztika az ajánlott.
Valójában azért kérdeztem,mert két azonos A számozás mellett az újab 16- os esetén ugyan a gép elindul,de ivfogás pillanatában leold. Ez a tesóm hálózata,amit kb 5 éve újjitottak.
Az első számadatom is 16A- ról szól,ezt a haveromnál próbáltam,az ő hálózata kb 20éves,és a gépem hegesztett,igaz csak 100A árammal próbáltam.
Az itthoni kismegszakitóim is jól működnek,tehát nem old le.
A gépem 4 mig funkciója közül a manuális állitásúnak van baja. Azthittem,hogy az én esetleges kontakt hibás hálózatomnak van baja,de a fentiek szerint ezzel nincs gond.
Meg ahogy te is javasoltad,újjittassam fel. Való igaz,kb 45 éves a légkábel bekötésem.
De,ha a C16- os autómatára cserélik,rosszab lessz mint eddig...........
A régi Bakony Művest felejtsd el. Már nem tartozik a megbízhatóak közé a legtöbb darab. A kioldási áramuk és a karakterisztikájuk valószínűleg már nem olyan, amilyennek megálmodták anno. Az idők folyamán vagy lomhább lett vagy gyorsabb. Ezt kísérletezés nélkül nehéz kideríteni. Gyárilag elméletben lassabbak voltak mint a B16 és magasabb átfolyó áramot is megengedtek.
De ahol még olyan van felszerelve, ott valószínűleg ráfér már az elektromos hálózatra is a felülvizsgálat és/vagy a felújítás. Ne kismegszakítót cserélj lassabbra/nagyobbra, hanem újítasd fel előtte az elektromos hálózatodat.
A hátulján van egy csavar extra földelési pontnak. Az a 195-ös alufixnél pont szemben van a huzal előtoló szerkezettel. Már gondolkodtam, hogy kicsi 1 kg-os dobot azon keresztűl vezetek be, mert arra viszont az nem megy fel.
Ha neked megéri a 15 kg-os dob, akkor mint opció játszhat. Csak normális tartót kell a gép mögé csinálni, esetleg csapágyazva, hogy a huzal előtolót ne terhelje túl a megnövekedett tehetetlenség.
Másik opció, hogy egy leürült dobra egy esztergályossal áttekercselteted kilónként.
Mivel egy kis FCAW gépem van (Iweld Gorilla Microflux 131), ezért csak a védőgázas huzal működik. Próbáltam keresni google bácsival, de nem igazán jártam sikerrel...bár az esab hungary oldalán láttam, hogy létezik 15kg-os tekercsben....a gorillába 1 kg fér :)
Az előtolással nemlehet baj,mert ha sikertelen az ivgyújtás,kb 5mp múlva meg jólműködik. Semmi mást nem teszek,csak újból kapcsolom a pisztolykapcsalót. Különben próbáltam corgonnal,ez esdtben jóval ritkábban van sikertelen ivgyújtás. Synergikus módban nincs tünet co2 gáz esetén sem. Ezek rejtélyes dolgok,vagy inkáb úgymondom okos dolgok,hisz számitógép a vezérlés.
Szerintem is beeges lesz vagy legalabbis megszorul a drot. Megy a motor minden esetben amikor nyomod a pisztolyt? Burnback "helyes ertek" nincs, nyilvan ha lenne, nem lenne allitasi lehetoseg. Ugy kell beallitani, hogy a hegesztes vegen, mindig kialljon a drot kb 1cm-t a duznibol. Ugye nem rantod el a pisztolyt a varrat vegen?
Másik munkakábelokkal is próbáltam. A tünet azonos.
Sima manuális mig esetén a háttér beállitások is minimálisak.van burn.van gáz elő,és utánáramlás,van ind,van stfd,és ennyi. A hiba,csak 2T esetén jelentkezik,2st esetén hibátlan.Ez utóbbi esetén sokkal több az állitási lehetőség.
A gép neve iweld pocketmig235. Ha netán a 2t mód beállitásai hibásak,jelezhetnéd,A burn -50,+50 állitás.Ez huzalvisszaégés funkciót jelent. Mi a jó számérték?
Szeva. Inwerterhez értessz e? Mig co2 gépről van szó. Szinergikus,és pulzáló módban nincs tünet. Manuális állitású mig módnál nemfog ivet,ilyenkor a huzal sem jön. A következő pisztolykapcsoláskor működik. Ez a tünet bizonytalan időközökben jelentkezik.
Gratulálok akkor az utolsó volt a hiba amit írtam!Fő ,hogy megoldottad.A huzal kereszt metszet és a menetszám számít,hogy nem egyezik a huzal a trafón és a fojtón az nem gond!Jó munkát a megjavított géppel!
Sziasztok.Meg lett a hiba oka.Trafó szekunder oldal menetzárlatos.Trafót kiszedtem ,szekunder vezetéket letekertem róla.(3x6 mm es lapos papirral bevont alu vezeték) újratekerem 5mm átmérőjű vörösréz huzallal.Végigmentem rajta ,minden más ok.Köszi a segitséget. Még annyi kérdés hogy az egyenirányitás után van a fojtótrafó ,az is ugyanilyen 3x6 os aluval van tekerve.Nem lesz gond hogy a nagytrafót másmilyennel tekerem??
Szia!Nem tudom mennyire értesz az elektronikához ,de ha kicsit igen akkor egy egyszerű kézi műszerrel kideríthető a hiba oka.Amit megtehetsz műszer nélkül is az a következő az egyenirányító dióda hídról leveszed az euro aljzatra menő vezetéket,ha megszünik a zúgás akkor valami zárlat ott lehet.Ha nem akkor vissza rakod és ezután leveszed a trafóról a dióda hídra menő egyik vezetéket ,bekapcsolod ha ezután nem zúg akkor a dióda híd zárlatos.Ez a legvalószínübb oka hibának.Lehet még trafó menetzárlat is ,de akkor nagyon melegedne és hamar elkezdene füstölni...
Üdv a fórumozóknak.Segitség kellene.A gép egy Güde 172/6 egyfázisú co hegesztő.Ha bekapcsolom és elkezdenék hegeszteni vele,akkor nem tolja a huzalt, viszont a trafó meg hangosan búg.Ha kiveszem a hegesztőhuzalt és a nélkül inditom a munkakábel kapcsolóját,akkor is búg mint egy hegesztőtrafó aminek épp leragadt a pálcája.Mi lehet vele szerintetek a gond??
A 2T állásnál az ivfogás hiba úgynéz ki,hogy minimálisra csökkent. Napi 1-2 alkalom.
Az ind állitása -50, +50 számérték. Ezt én sima mig 2T állásnál +25-re állitottam,vagyis a folytás valószinű,hogy túl nagy volt. Jelenleg +2-őn van. Csak azért irtam,hátha más is igy jár.........
Én a 160A- os gépem pont ezért adtam el. Egyik,nem szerette az 1- es huzalt,a másik , a 0.8- as 80- 90A felett marhán fröcskölt,vagyjs a 3-5 mm- es keresztmetszethez pont a 90- 100A kell. A 160- 180- as gépek szerintem lemezmunkára valók.
Én is próbáltam ma,volt kevéske munkám. Az első fotóm syn mig,a második manuális állitás. Midkettő kb 100A körüli,mégis a syn mód szebben csinálta. Tegnap csak próba varratokat csináltam migP- vel. 80A ra állitottam,lágyabb érzetű volt a hegfürdő,a lakatfogóm 50A mért,de valójában ettől erősebnek tünt. MigP állásnál lehet százalékos állitást csinálni , megpróbáltam ezt feljeb vittem. Egy heft után a gép minimálisan,de magától visszáb állitotta ezt. Ma reggel inditottam,és nem értelmezhető jeleket irt ki. Semmire sem reagált. Ujrainditást követően minden a helyére ált. Nos itt megfogadtam,hogy többé nem próbálok ezen semmit sem állitgatni.
Egyébként való igaz,migP módban szebb,és fröcskölésmdntes a varrat.
Még annyit a 200A os teljesitményű gépekről. A folyamatos terhelést 1mm- es huzallal könnyedén dolgoznak.
A 2T állásnál sajnos megvan az ivgyújtás hiba. Csakis s2T állásnál működik hiba nélkül. Ez miatt a szervizet,megfogom kérdezni,vajon háttér állitási hiba e,vagy mi?
"Hol van a használati útmutató,te az állitod,hogy elvész."
Hiszen te linkelted be azt a nyüves használati útmutatót valahol lentebb! Abban még számomra is értelmezhető dolgokat írtak le, pedig én annyira vagyok csak hegesztő, mint űrhajós! Sőt, a linkelt videóban is elég világosan magyarázzák el a dolgokat - még ha csak szőrmentén is.
"A 3 pontos jeleidet is forditsd le."
He?
Nos, jó. Nem etetlek tovább. Ez a nick is elrejtésre kerül.
Jaj. Elsikkadt. Sok hónap távlatából szeretném megköszönni a cserépkályhával kapcsolatos tanácsokat. A vége az lett, hogy ~60 fokban lemetéltem egy csavart és odataknyoltam a szinte síkba csiszolt haverjához (három kezes mutatvány volt, mert a testkábellel nem boldogultam könnyedén). Egy helyen elrepedt a csempe a hegesztéstől, valószínűleg azt nem erre az igénybevételre tervezték...
Bár már nem tudom, hogy ki volt az ötletgazda, de szeretném meg egyszer megköszönni neki.
Nézd, nálam nagyon meg kell küzdeni azért, hogy egy-egy hozzászólást '-' jellel illessek. Neked sikerült ezt eléned.
Folyamatosan sírsz-rísz hogy így szar a gép használatija, úgy szar a gép használatija. Jelenleg ezzel floodolod a topikokat, a használható információ meg közben elvész. Olvasd el a használati utasítást, nyomtasd ki vagy írd le, s értelmezd a leírtakat.
Mint ahogy én nem vagyok troll,te igy lehetsz félig értelmiség. Bocsi nem akartam beletaposni a lelkedbe.
A troll egyik jelentése a sok közül . ; ismétli önmagát. Könyörgöm.......milyen egyszerű tanács lett volna a sinergiával kapcsolatos kérdéseim.......; kapcsold be ezt a menüt,állits megfelelő anyagvastagságot,és hegessz. Ugye érdekes,de még a használati utasitás sem ir ilyet. A részletekbe nem mentem bele,miszerint csatlakoztass védőgázt,vegyél fel védőmaszkot,tegyél fel palyzsot..,vegyél fel védőruházatot.
Ha már a palyzsnál tartok. Nem ez volt a lenti tünetem hibája. A szinergia állitásaiba belenyúltam,persze hogy ez gáz,nagy gáz. A használati hibaelháritási utasitásában nem tájékoztatnak..........hé ökörborjú,a migP,meg szinergia arról szól,hogy mi minden beállitást elvégdztünk,jó munkát mivánunk neked.
Ez a topik is megállt,tehát nem az én esetleges trollkodásom az ok !!
Refse2,Mnagy , lenne kérdésem a migP funkciót illetően. Ha 80-100A - on hegeszt,szó szerint nem látok mást mint füstöt,meg fényt,igaz képződik némi varrat. Le vettem 50A-rra,na itt már barátib minden,a hangja rebegő,olyan érzet,mintha MMA-nál durván megynyújtanám az ivet. Nem látom a huzal végét a kráter közelében. Ez igy normális,ha nem,mi a teendő ?Mindkét védőgáz alkalmas migP funkcióhoz?
Ide másolok egy linket. Az én migP állásom miért nem igy működik ?
A vélhetően boltos,aki miggel hegeszt,ugye nem is ördöngősség !?
Tudom,megértem,sok gépet el kell adniuk,hogy értelme legyen az üzletnek.
Ha tekergeti,mutogatja a belső beállitásokat,olyan nagy dolog lett volna elmondani,hogy melyik funkció miben változtat a varraton !!?? Teszem fel a kérdést................emberek miért csinálnak félmunkát !!!???Ja..................egy boltos mind tudja ezt,mi,mit jelent ? Én kétlem.
Igaz............Maserátisti társunk elmondta,hogy hegesztőmérnök a céges dolgozóitól megköveteli a teknia adottságait. Tehát én ebből azt vettem ki,hogy a hegesztő szakinak kötelessége a gépet úgy állitani,ahogy a mérnőke előirja !!?? Nos ez nekem furi !
Ez itt a társunk véleménye : "Azért van olyan rengeteg állítási lehetőség, mert ha valaki cégben, ténylegesen munkára használja a gépet, és az elvégzendő feladathoz a céges hegesztőmérnök konkrét paraméterek ír a WPS lapra akkor a melósnak azokat a paramétereket KELL beállítania a feladat elvégzéséhez."
Mondjuk,elgondolkodtam,hogy mi lehet a külömbség a cégbeni,és az ithoni munkavégzés közt !? Hüm.
Egyébként a 235 ragyogóan dolgozik sima mig,és mig syn móddal is.
Alu hegesztést még nem próbáltam,hála az égnek van más melóm. Nem tudom,hogy miért,de olyan érzésem van ezzel a hegesztővel,hogy élvezi a munkáját,olyan könnyedén csinálja.
Igazad van, én nem olvastam el a kommenteket, a képről meg sima 200-as dobtartónak tűnt. Ezek szerint gond nélkül mehet rá a kistekercs porbeles vagy akár az alu is.
Üdvözlet mesterek! Fura kérdés, de hátha lesz belőle még kivitelezés is... Adott egy iWeld Monkey 1660 inverter. Van rajta egy szelepes AWI kábel, meg egy jó palack argon is mellé. Az ívgyújtás nehézségeit sikerült uralni, a megszakítása viszont sose jó. Legalábbis rozsdamenteshez ilyen "van is, meg nem is" megoldás most. Nem akarok költekezni, de a kifutólemeznél azért picit élhetőbb megoldásra gondoltam: alkotok egy gyönyörűséges pedált hozzá, és lesz egy nagyszerű kis cucc, ami tényleg sokoldalúan használható. A bökkenő: nem tudom, hogy meg lehet-e oldani egyáltalán, és ha igen, hogyan, hogy kivezetnék a potijáról egy általam beépített (n áramkörös) kapcsolóra, ami ha "pedál" állásba váltom, akkor beállíthatok (saját tekerőjével vagy a pedáléval, mindegy lehet) egy kellemes mozgástartományt a pedálra?
A gyári poti mindhárom lába be van kötve úgy, hogy az egyik széle testre megy, a másik kettő meg IC lábakra. Ezt mennyire tudnám én helyettesíteni elvben két potméterrel úgy, hogy tkp van egy maximalizáló, meg a pedál? (ami ha két egyforma érték, akkor mindegy is melyik melyik) Próbált valaki ilyet? Lehetnek veszélyei? Szállhat el az elektronika attól, ha valahogy nem azok az ellenállásérték-arányok mutatkoznak IC lábak és test közt, mint gyári felállásban? Itt ugye inkább az van, hogy nagyobb ellenállás lesz a virtuális csúszkánk két oldalán, de szélső értékeknél meg lehet, hogy nagyon elszalad a kettő aránya...
Kössz! A csávó írta végül is alul kommentbe a videó alatt: "Szia igen rátettem .müködik.az hogy valójában így kell e nem tudom de levettem mindent a tengelyről ès úgy felment az 1 kg OS porbeles majd vissza tettem a lapolt kis műanyag alatètet majd a rugót és a menetes műanyag anyát .így meglehet feszíteni annyira amennyire kell.ki is próbáltam teljesen jól megy ."
Igen, csak azt megtanultam, hogy (jó sokat rendelünk, nem ilyesféle dolgokat RS, Farnell stb.), hogy a képnek nem szabad hinni. Namost ott az iweldnél 0.8-0,9-et ír, de a képen meg 1.0 van. Amúgy egyszerű, megkérdeztem őket mailban.
Igen, jó sok, csak a görgőt az egyik oldalon 0.8-0.9-nek írja, az iweldnél és máshol is 0.8-1.0mm-nek. Mondjuk így is logikus. Akkor aztán adhat vele 0.9-es huzalt. Amiből amúgy van választék. De szerintem ez 0.8-1 lesz.
Heló! Van valakinek ilyen, gépe: GORILLA POCKETMIG 205 ALUFLUX
Nézegetem, adnak hozzá 0.9mm porbeles huzalt ajándékba. Az iweld oldalán van hozzá pl. 0.8-1mm recézett továbbító görgő porbeleshez. Ez ok. Ugyanerre a görgőre (cikkszám ugyanaz) az oldalon, ahol a gép is van, 0.8-0.9-et írnak. Mondjuk a fényképén ott virít az 1.0
Namostakkor gondolom ez így nem stimmel. Vagy 0.8-as vagy 1-es dróttal jó, de akkor miért ad hozzá 0.9-est. De ugyanez a helyzet ennek a gépnek a kisebb nagyobb verzióinál, ahogy látom. Gondolom a 0.9 vékony lesz az 1-es továbbító görgőhöz...
De ez a gép egy fos!!!! Bármilyen beállítással (haszn utasítást is figyelembe véve is) rugdosott elégette a huzalt 3 Cm darabokra(vissza is vittem)
Maradok a pálcás gorilla inverteres 190 es típusnál csodálatosan működik!(2 s - 4s pálcáig.
A beállításai messze felül múlják ezt a lidl fost "igaz 45 ezerbe fáj de + éri!
( 1mmm re miért lett volna szükségem? Mert 4,5 mm vastagságú acélt mással nem érdemes huzalos géppel(inverteressel,illl Co sal) hegeszteni "szerintem laikus szerint!
Csak meg jegyzem van egy maszek örökölt trafóm ami (220-380 V is tud ) csak régebben 10 éve tudatlan voltam és túl terheltem,nem pihentettem.(4 2,25 Er es pálca után)
Szóval ezért akartam venni egy huzalos középkategóriás gépet,De a parkside gépeiből soha többé semmit!
azé köcc a görgőre adott választ
Amúgy 1 dB görgő van hozzá ami tudja a 0,6-1 mm huzalt ha megfordítjuk( én voltam ebben figyelmetlen)
"Aki tud hegeszteni, az egy lidl géppel is tud hegeszteni. Aki meg nem tud, az semmivel sem tud."
Ez teljes mértékben attól függ, hogy mit nevezünk "hegesztésnek" (itt: megfelelő hegesztési varratnak).
Ha a félig-sem beégett, összevissza taknyolt, szakaszos, girbegurba "hernyót" is varratnak merjük nevezni, ami összeragaszt két darab vasat... valahogy... és amit például egy lidlis géppel egész jól lehet abszolválni, akkor olyan sokan tudnak hegeszteni (akár egy lidlis géppel is), hogy tulajdonképp mindenki. Te is, én is... meg mindenki más, akinek van keze, elbír egy pisztolyt és nem szenved parkinson-kórban.
Ha viszont egy jól beállított ipari robot hegesztéstechnikailag/mechanikailag/esztétikailag kifogástalan varratát vesszük alapul, akkor bizony olyan kevesen tudnak hegeszteni, hogy igazából senki sem tud hegeszteni.
Érdekes, én itt eddig azt olvastam, hogy nem a gép hegeszt, hanem az ember. ;) Egyértelmű, hogy jó géppel könnyebb szép varratot csinálni, rosszal meg nehéz. De a rossz géppel akkor is nehéz szép varratot csinálni ha nem porbeles huzal van benne hanem sima és kívülről kapja a gázt.
De sarkíthatunk úgy is hogy az MMA technológia egy kalap szart nem ér mert nem lehet vele olyan szép varratot csinálni mint AVI-val. Pedig csak más technológia - más varratkép. Ugyanez igaz az FCAW-ra is a "sima CO"-val szemben.
Aki tud hegeszteni, az egy lidl géppel is tud hegeszteni. Aki meg nem tud, az semmivel sem tud. Csak gépet venni meg gépet fikázni sokkal könnyebb, mint megtanulni hegeszteni. Pláne hogy pénzért pikkpakk lehet vásárolni, de tanulni főleg valakitől lehet, és mindenképpen időbe telik.
Azt azért vedd hozzá, hogy az a gép egy ESAB Rebel, aminek az ára 1 300 000 ruppó. (Az a kategória, amelyik ír, olvas, számol, továbbá reggel lefőzi a kávét, leszop és hó végén kölcsönt is ad.)
Nem igazán érdemes összevetni egy 50K-s Parkside-dal, vagy egy 100K-s IWeld-del.
Érdekes, hogy mindenki elkezdi szórni a szentelt vizet meg hányja magára a keresztet ha porbelest lát. Én szeretem, számomra a legtöbb helyzetben megfelel.
Simán használhatsz 4 m-es MIG munkakábelt, de a helyedben akkor a testkábelt is cserélném. Nagyon rövid az a 1,5 m-es testkábel. Készítenék a helyedben szintén egy 4 m-es testkábelt is. 4m 25mm2 HN1N2-D hegesztőkábelből.
Köszönöm a segitséget. Azért is kérdeztem mert a hasznalati utasítása azt írja hogy maximum 3 méteressel lehet használni. Vagy lehet hogy ez az elektróda fogó kábelra érvényes?
Sziasztok! A nevem Pete Roland és lenne egy kérdésem. Van IWELD GORILLA POCKETMIG 185 ALUFLUX tipusu co gépem. Gyárilag 2.5méteres munkakábelt adtak hozzá de, van nekem egy 4 méteres munkakábelom plusszba. Vajon ha a 4 méteres kábellal használom, ártok e vele a gépnek illetve lessz e valami baja. Segitségeteket előre is köszönöm. Tisztelettel Pete Roland.
én csak keresésben vagyok szakértő. írd be gugliba hogy 'mma electrode holder' és görgess a képek között. biztosan felbukkan ha legalább egy nagyobb cég alkalmazta már.
Egy öreg kollega köti az ebet, hogy reped a varrat mellett. (Tengizben a csöveken a varratokat melegítették lánghegesztés után) Azt mondja 10 fok alatt nem ajanlatos. Haver meg, aki hegeszteni fog talán, az barmilyen időben hegeszt nyugaton. Darupalyakat stb..
Egy traktoros homlokrakodó lenne alakítva, plusz gerenda behegesztve. A kanál billentő mechanizmust tartaná. Hogyan lehetne megoldani, hogy ne repedjen el a varrat, vagy mellette?
Nekem Linde palackom van, 20kg biogon, cserepalack, a nyomáspróba 9 hóban jár le. Megkérdeztem a cseretelepen hogy cserélik-e, (a palackon lévő matricákat lefotóztam, meg mutattam) . A nyomáspróba őket nem érdekli, a fotók alapján cserélik, de ápr 1-ig van türelmi idő, úgyhogy márc végén azért kérdezzek rá, de egyenlőre a 20kg-os bérpalackal nincs gond. Még annyit mondtak hogy legyen bele ütve hogy linde, (nekem az festve van) . Március végén vissza megyek, és rápontositok.
Kíváncsi voltam, hogy a Messernél mennyi most a palackbérlet. Én maradok a saját palackjaimnál. Nem fogok bérpalackra váltani. Leviszem Siófokra, és cserélem, vagy töltetem. Nekem ez amúgy sem aktuális, hosszú ideig elég lesz, ami van itthon. Szódavizes palackjaimat is töltetem, vagy cseréltetem, attól függ, hogy milyen nyomáspróbás, illetve milyen jó állapotú palackok lesznek.
Ha saját palackot akarsz akarunk továbbra is(4,3m3),akkor ezt a méretet kicserélik neked egy nagyobb palackra...de ugyan ennyi gáz lessz benne mint most(csak a palack nagyobb,és 150 bár ral töltik).Vagy eladod,eladjuk a palackunkat(a mostanit)és két évig nem kell fizetni bérleti díjat(ennyiért veszik meg).Ha a két év letelik utána bérleti díjat fizetünk 30napra bruttó 914ft.


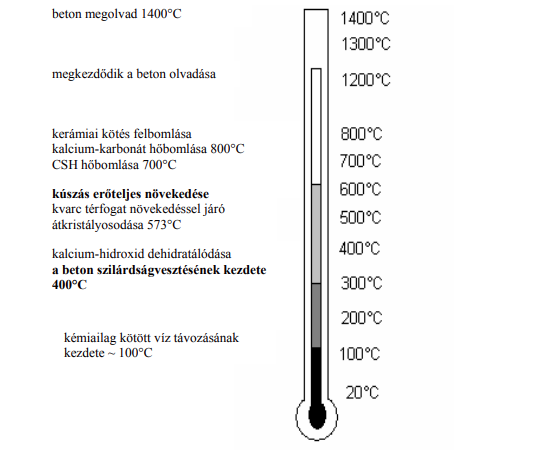






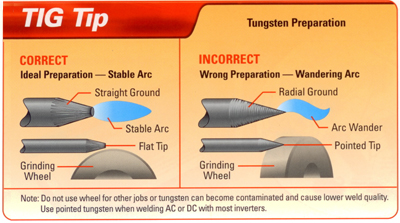































 Egyébként szerintem Siófokon is fel fognak menni az árak, mert felment itt is a kínai szabványú palack rendesen:
Egyébként szerintem Siófokon is fel fognak menni az árak, mert felment itt is a kínai szabványú palack rendesen: