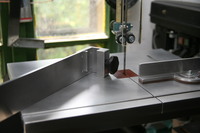
Az alulemezt dekopír fűrésszel vágtam, a lemez palmatex-szel van ráragasztva, az élborítás alulról csavarozva. Utána martam ki a szögvezető hornyát. Kicsit durva dolog volt, mert fa marószerszámmal történt, de nem volt más itthon :-) Ezután beleragasztottam a sínprofilt (függöny karnis) és kész.
A szögvezető elég munkás volt. 60x60x5-ös alu szögprofil volt az alap, ezt fúrtam, reszeltem, martam Dremel-lel, majd a végén csavaroztam az aljára egy textilbakelit réteget, így nagyon jól csúszik. Aluból, textilbakelitből került rá egy vezető, ami a sínben passzosan csúszik. Szinte semmi kottyanása. Azóta került rá egy lézergravírozott szögskála is.
A nagy körfűrészemre is most készül egy precíziós szög- és párhuzamvezető, az más technológia. Két párhuzamos acélrúd, ezeken lineáris CNC csapágyakra szerelt tolóasztal. Ez még fejlesztés alatt áll.
"tekintve, hogy gondolom, 5-nél többet nem fogsz életedben kifúrni, bárhol és bármilyet vehetsz, ami méretben alkalmas"
Rátapintottál a lényegre :) Bár akit egyszer elkap a gépszíj...
Most túl sok mindent akarok egyszerre, ebből asszonylázadás lesz, ha Karácsonyig mindent bevásárolok, szóval egy olcsóbb Forstner szárral gyakorlok kézből, aztán ha nem megy, előbbre lépek.
ez igaz. tehetsz bele egyirányú csapágyat, de az persze durva túlzás lenne. nem kell oda sok leszorítás, nem akarja semmi felemelni. csak annyira kell lenyomni hogy a legalsó léc is pontos legyen. tök jó az ötlet egyébként. ha széles a deszka és a fenti leeső darabból kijön még valami, akkor azt csak újra át kell told. egy óra alatt irdatlan mennyiségű lécet fogsz tudni gyártani.
a pántfuratot ugye két dimenzióban kell pontos helyre fúrni. a harmadik dimenzió a mélysége, ha sekély akkor fúrsz még rajta, ha túl mély de nem lyukadt át akkor semmi gond.
szóval az egyik dimenzió az éllel párhuzamos. ez nem kritikus, a pánttalpon lehet +-1-2mm-t állítani, meg ha rám hallgatsz a talpat úgy csavarozod fel hogy az ajtó nyitott pozícióban oda van illesztve pántostul és kész.
viszont hogy a furat milyen messze van a szélétől, az eléggé fontos. Ezen is lehet pár mm-t állítani, de az az állítás kelleni fog az ajtórések beállításához. szóval kiszámolod, kipróbálod, és utánna a fúró asztalára felszorítózol egy lécet hogy annak nekinyomva a munkadarabot pont jó legyen a távolság.
Gyönyörű kivitelű asztal. Gratulálok hozzá! Jó nézni, komolyan.
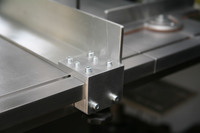
Jól látom, hogy az alulemez a széleknél géppel hajlítva van? És ahol a hornyok futnak ott meg ki van vágva és a vezető horony válla ráfekszik a lemezre?
Én is valami ilyesmit rajzoltam meg magamnak asztali körfűrész asztalnak, csak még vacilláltam, hogy rétegelt lemez legyen az alap, vagy MDF. Meg hogy megéri-e ez a sok macera az alumínium borítással.
Egy bútorlap is nagyon jól csúszik, csak egy kicsit hamarabb kopik... :)
A faipari gépekkel nem szabad viccelni. Ez olyan, mint a székelyek és a medve viszonya. Nem játék:-) Gyorsan forognak, élesek, leharapnak ezt-azt az óvatlan asztalosból.
Ennek ellenére nem kell parázni, az én esetem nem tipikus. Vettem egy profinak látszó gyalutengelyt, de mekkmester műhelyéből származott. Ha az elején kellően bizalmatlan lettem volna, akkor most nem tartok itt. De a tapasztalat az a dolog, amire az előtt lett volna szükség, amikor megszereztem.
Amekkora pont megfelelő távolságra tartja az állványos fúró hátsó részétől a munkadarabodat.
Gyakorlatilag belövöd egy própadarabon, hogy az anyag élétől hány milliméterre kell fúrnod, odahelyezel mögé egy egyenes lécet és rögzíted. A végleges darab fúrásánál nem kell méregetned csak ahhoz hozzászorítanod.
Van egy kínai villanyfúróm és megérdemelne egy befogó állványt a merőleges fúrásokhoz.
"akkor lehet előre feltenni egy lécet aminek tolva a szélétől a távolság helyből jó." Ezt nem egészen értem. Pontosan milyen méretű lécet kell feltenni?
Sima visszacsapódás gátlóval már találkoztam illetve használom is, de olyannal amilyenről halálosztó írt, hogy szögben két irányba dől a fog, na olyat még a neten sem láttam sehol.
Ja igen. Tegnap szólt az egyik ismerősöm, hogy ha van kedvem menjek el vele a héten egy bedőlt asztalos céghez, mert ott adnak el mindent kicsi pénzért. (Voltunk együtt már ilyen helyen vettem is ezt azt harmadárom.) Kérdeztem, hogy mi van ott, azt mondta szalagfűrész, vastagoló meg egyengető az biztos. Ha tovább mérgeltek ezzel az egyengetővel és ott valami nekemvaló gépet látok jó pénzért akkor inkább megveszem azt. Gjoczy öntvényvázas abriktere nagyon bejön!
Így belegondolva én sem tudom mivel nyomhatnád felülről. Tényleg érdemes lehet megpróbálni a ferdén vágott featherboardot mondjuk 2 vagy 3 sorban távtartókkal elválasztva egymástól.
Az meg hogy eddig nem láttál csak egy dolog. Mindig van egy első eset. Pl nekem sincs semmilyen faipari végzettségem, én is a neten találkoztam vele.
Kivetőpánt fészekhez nem kell nagy felsőmaró. Én a Hitachi M8-al martam 2 mm-es alulemezzel borított rétegelt lemezt is, (fához való marószerszámmal) ebbe a horonyba lett beleragasztva a vezető horony "U" profil. A szalagfűrészem építésnél így készült a gépasztal. Az alapja 18 mm-es rétegelt lemez, alumínium borítással.
Eddig úgy gondoltam, hogy az abrikterkészítés nem nagy kunszt. Gondolhattam joggal, mivel a meglévő sk építésű favázas 150-es 3 késes abriktert könnyedén összedobtam, és magához mérten remekül is dolgozik.
Lényegében ez volt a kísérlet, most állok a 250-es 3 késes tengely felhasználásával készülő nagytesó előtt. Ez is favázas lesz, ami bevált azon nem változtatok, a fémhez meg még annyit sem értek mint a fához címszóval. A tengelyt mondhatni bagóért vettem használtan. Eddig nem volt ezzel bajom, de már elég jól belém hoztátok az ideget. Ami megnyugtat, hogy az én tengelyem szerintem valami gyári darab. A csapágyházak öntvények, nem maszek gyártmányúak. Most úgy állok vele, hogy elvittem egy ismerősömhöz aki elekrto-lakatos, spéci szerszámai vannak, jó szakember, ő fogja a csapágyakat lecserélni. Eddig nem is gondoltam bele, de holn ap felhívom, hogy ha szétszedte akkor szóljon és elviszem a tengelyt az esztergályosomhoz, az is egy precíz pasas, majd ő kiméri. Remélem minden klappolni fog.
Én is használok ilyen visszalökés gátlót sima fenyő deszkából készítve. Arra kell figyelned, hogy a deszka erezetének az iránya párhuzamos legyen a fogakkal amiket befűrészelsz különben hamar kitörnek a fogak. Én 2mm széles fogak közé 2 mm széles hornyokat fűrészeltem egyre mélyebbre ahogy berajzoltam a kb 30 fokos szöget, majd a végén levágtam a fogak hegyét szintén 30 fokos szögben. Martam 2 hornyot a vezetőbe amivel le tudom csavarozni a gép asztalára.
Pánthely marásra a felsőmaró tökéletes, a bit neve aljmaró. Elég hozzá a hatos szárú is ha csak olyan van. A késátmérő is nagyjából mindegy, a legszebb ha az átmérő a sarok lekerekítésével egyezik, de ha nem majd vésővel kidolgozod.
Ha meg a modern bútorkivetőpántra gondolsz aminek a kerek lyuk kell, azt forstner bittel és fúrógéppel tudod belecsinálni. Az átmérő valószínűleg 35mm de láttam már 26-os mini pántot is. Nem kell állványos legyen de segít.
a szokásos pánthoz 35mm, a minihez 26mm lyuk kell. forster másnéven pánthelyfúró kell neked. felsőmaróval én nem próbálnám. ha van asztali oszlopos, akkor azzal, akkor lehet előre feltenni egy lécet aminek tolva a szélétől a távolság helyből jó. (hulladékon kipróbálni) a szokásos fúrónak van kozépen csúcsa, ami vékony ajtónál átlukadhat, de 18mm-nél nincs gond. párat a kínai fúróval is kifúrsz, hosszútávra kell egy keményfémlapkás, ami annyiba kerül mint a kínai készlet. igaziból kézi villanyfúróval is egész jól meg lehet csinálni, amikor kap bele akkor nézed hogy körbe egyformán belekapjon, akkor tartod pont merőlegesen. a mélységre kell ilyenkor nagyon figyelni.
Az anyag magasságát nem fogom tudni belőni azonosra. Az a helyzet, hogy függőleges tengelyé marógépet használok sorozatvágásra. A tengelyre távtartókkal van felfűzve 3 db körfűrészlap. Ezzel nyárfa pallóból vágok 1 cm vastag léceket méhészeti keretlécnek. Pontosan oldallécnek. A nyárfát rönkből vágatom. 3-4 év száradás után egyengetem-vastagolom, kap egy derékszögű gyalult élet, ezután pontos hosszméretre vágom és megy neki a szeletelőnek. A palló szélessége minden darabnál más. Tervezem egy gyári előtoló beszerzését, de egyenlőre nincs rá keret.
Ja és semmilyen asztalosipari végzettségem nincs úgyhogy ilyet sem szakkönyvben sem tanműhelyben nem láthattam. Egyszerű kontár vagyok.
"Azért én továbbra is fenntartom, hogy egy bizonyos méret felett már ipari kategória. Ahhoz már erős, tartós motor, masszív csapágyazás kell mind a motorban, mind a csúszkában."
Nemrég folyt erről egy diskurzus, hogy mi különbözteti meg az iparit a barkácstól :) De nagyjából ez. Hogy az iparival sokat lehet dolgozni egyszerre és hosszútávon is bírja. A méretet én nem sorolnám ide mert sokszor az ipari kategóriájú szerszámok pont arról ismerhetők meg, hogy nem olyan esetlenek mint a barkácscuccok, és sokkal finomabb a kidolgozásuk. lásd pl a festőpisztolyok.
"Mindazonáltal egy komoly marószerszám készlet többe kerülhet mint egy olcsőbb, de túlméretes gép."