A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
Mivel a kuplungharang szürkeöntvényből van,igy ennek a tengely illesztése idővel fel lazul,vagyis lotyog a tengelyen. Kb 18ezerért lehet kapni újat,de én spórolásból,sárgarézzel,oxigénnel keményforasztva beraktam a 17.5- es furatot,majd újra esztergáltam ,úgy,hogy cuppanós,de nem ütlegelős felveréssel menjen fel. Sikerült,de elkövettem egy hibát a tokmányra felfogáskor. Más órázható átmérő nem volt,csak a szimering futó. Ehhez mentem,de jól be is csapott,vagyis ütött a kuplungharang(ferodol futó) furata. Egyik nap nézem,mert kiváncsi fajta vagyok,lotyog a harang rendesen. Mondok,ilyen nincs. Nézem közelebről,és látom ám,hogy kitört a harang agyrésze. Mivel még mindig tartom magam a spóroláshoz,mondom legyártom a komplett harangot szénacélból. Ki vettem a tengely furatát méretre,majd a külső átmérőt is végig simitottam. Most jön a lényeg,hogy is futhat központosan a harang belseje.... Megfogtam kivül,és órázást követően a ferodol helyét is egy érintővel vágig simitottam. hát ennyi a rezonanciáról. Vagyis ez a harang hibátlanul , ütés nélkül forgott,és a röpsúlyok nem tudtak rezonanciát képezni.
Mivel egyhengeres a motor,igy van mindegyiknek alap rezonanciája,de ez a jelenlegi működés már jóval barátibb,mint a hibás harang esetén...........
Egyébként megtaláltam a lengőtömeg kiszámitásának folyamatát,de hülye vagyok hozzá,vagy inkáb úgy mondom,hogy nem értek hozzá..........
Hogy vannak ezek a polaritások, mert kezdek teljesen elveszni, hogy mikor mit kell alkalmazni és miért!
Most MIG/MAG tömör huzal van, itt a munkakábelnek kell lennie a + nek?
A porbelesnél pedig a munkakábel a - nak?
Nem értem, hogy miért kell cserélgetni ezt ennél az eljárásnál?
A tömör huzalnál azt szeretnénk, hogy a huzal kapja a leolvadáshoz a több hőt, a porbelesnél meg azt szeretnénk, hogy az anyagba menjen inkább a több hő, mert vékonyabb az elektróda anyaga és túl gyorsan olvadna?
Én is a hozaganyag helytelen megválasztására tippelek. Irtam is itt lejeb,hogy a varrat kezdeténél nincs baj,ez akkor kezdődik,amikor hozzáadom a hozagot,vagyis kásás lesz a kráter.
Pb- vel melegitettem füstölés megszűnéséig,drótkeféztem sárga szőrű kefével. Ekkor feltűnt,hogy a kefe nem gázol bele a felületbe,ez után reszelővel átt toltam egész körbe.
Van másik motorom is,ha a jelen illesztés eredményre vezet,a másiknál megpróbálom a siliciumos hozagot.
Keresgéltem a főtengely lengőtömeg kiszámitását a google- ben semmit sem találtam......
Érdekes ez,mert a kétütemű motoroknak mindnek van rezonanciája......
A japán robogók 10 000et is fordulnak,rezonancia nélkül,vajon a ferdeszeműnek hogy sikerült a "sima" futás.......?
Egészen biztos,hogy van belső szennyeződés,amit a pb láng még bent hagyott.....
Egyik haver tanácsára O gyűrű hornyot esztergálok a széléhez közel. Ez is központosithat mert 100mm a harang átmérője,és a gumi nagy kerületen jól tarthat........
A harang 4mm falvastagságú,nem birná el a perselyezést,mert min. 2mm- ert elkéne belőle forgácsolni..........
Ez egy 37éves terra,sajátom,és van egy másik is. Sajnos ez a kuplungharang,és idővel kb 8tized kopás jött létre,mert rugós csati fogja össze a motort a váltóval. Ez a laza kapcsolat nem produkálja a tengelyvonalat,és a kuplung ez miatt tönkre megy......A másikat is újitgatni ajarnám,ezért kérdeztem,hogy miért lett habos az aluvarratom.........Az eddigi tapasztalataim szerint,kevés gáz,olajgőz,szennyeződött felület okozhat ilyet. De ilyen hibát mááá csak nem követek el.....
Iweld Gorilla PocketMig 215 Alufluxot 2017-ben vettem azóta is tökéletesen működik. Attól, hogy neked valami tönkrement benne attól még nem biztos, hogy a gyártó és minden terméke a szar.
De amúgy igazad van tényleg vegyél mást. Kemppit vagy Froniust.
Ha nem próbálkozott közben hegeszteni, akkor szerintem jóval magasabbat kéne mérnie, azaz az üresjárati feszültséget. Az is rajta lesz a matricán, gondolnám, hogy legalább 50 Volt.
A kép egy kezelésiből (passz, hogy melyik verzió) van.
Kedves Mindenki! Iweld 185 aluflux gépem megadta magát. Látszólag minden jó de nem húz ívet egyik módon sem. MMA/MIG. Nagy a baj? Mi szokott lenni a baj ilyenkor?
Mértem a sima impulzus áramigényét. A 70A hegesztés dp esetén 110A- os kilengéseket mér a lakatfogó. Mivel öreg a kismegszakitóm,ezt nem szereti,vagyis leold. A sima impulzus esetén a 70A ,kb 105 A mérést eredményez,vagyis ez esetben a sima impulzus működik. Végeredményben a dp funkciót aluhoz javasolják,ehhez meg elég a 60A is.
A gép áramigénye 16.5 - 32A ig van.
A 400v- os gépem sercinti a nagyob varratokat,ez a 235 meg kiseb munkákhoz tökéletes.........
Szinte biztos, hogy más a frekvencia. A hang is más, meg nézd meg pl. ezt 21:20-tól, a videón a csíkozódás (interferencia) is beszédesen ugrál. Ha lesz időm, bedobom majd a hangot hangszerkesztőbe, aztán ránézek. 🙃
Már írtam, de megint. A gép okos. A gép magától tudja, hogy a beállítások alapján milyen feszültségeket használjon az alap- és csúcsáramnál. Ezt te %-osan el tudod tekerni (BU és PU). De miért akarsz ebbe belenyúlni, amikor 0%-on (azaz a gyári beállításon) gyönyörűen dolgozik.
Hogy segítsek elképzelni. SYN MIG-ben beállítasz egy A-t vagy anyagvastagságot. NEM állítod el külön a feszültséget. Hegesztesz, fasza minden, egyenletes sercegő hang, stb. Utána belenyúlsz, és letekered a feszültséget, pl. 3 Volttal. Mi lesz ebből? Géppuska hang meg galambszar varrat, me’ a kissebb feszültségen nem tud rendesen megolvadni a huzal. Na most, ha a BU-t vagy a PU-t elpiszkálod DP-ben, akkor hasonló lehet belőle. Próbáld ki egyébként, én is ki fogom. Mert a (szándékosan) elrontott dolgokból is tanulni lehet. Tolj egy jó kis DP hernyót PU és BU 0%-on, aztán piszkáld el mondjuk a BU-t -30%-ra. A dupla impulzus gyengébb szakaszában valaminek történnie kell. Pl. elkezd fröcsögni.
Szerintem átlag áramot mutat a gép, amikor beállítod.
Itt vannak az ábrák a könyvből.
Felül a sima impulzus. Példa: 100 A van a gép kijelzőjén, valójában meg pl. 50-150 között ugrál. Nem tudom a pontos értékeket, csak példának írtam.
Alul a dupla impulzus. Ahogy látod, az is ilyen ugráló áramerősséget használ, de kétféle van ezekből. Példa: az egyik 50-100 A között váltakozik, a másik meg 100-200 A között. Ezek ismétlődnek, akkor “táncol” a huzalod vége. A gyengébbik szakasz a bázis vagy alap áram, nem tudom melyik kifejezés helyes. Az erősebbik a csúcs áram. Amit állítasz az Ip-p paraméterrel az az, hogy ezek eltérése %-ban mennyi legyen.
A számokkal ne foglalkozz, csak írtam valamiket példának.
Mivel csutkára tekerve is engedi a pulzálást a gép, szerintem ezt azt kell, hogy jelentse, hogy a szempillantás 100-ad részére felmegy a pillanatnyi áramerősség pl. 300 A-ig is. Megint csak hasaltam egy számot.
A faszi videójáról ismét:
Morogtál, hogy nem adta meg a beállításait.
Mondtam, hogy a videóból ki lehet pecázni a fontosabbakat.
Aztán leírtam a megoldást, azaz hogy tudtad volna kitalálni.
Olvasd vissza légyszi, nem írom le megint.
Mekkora és milyen karakterisztikájú kismegszakítót vert le a gép?
Vásárlás előtt beszéltem egy iWELD kereskedő ismerőssel, és ő magától rákérdezett, hogy mi a helyzet nálam, mert ezek a 200 A körüli DP gépek szeretik lecsapkodni a 16 A kismegszakítót.
Úgy vettem meg a gépet, hogy kint az óránál lévő konnektorból fog menni, ami előtt csak a fő bizti (32 A, B karakterisztika) van. Már csináltam 4 mm2 kábeles hosszabbítót is hozzá.
Nagyon köszönöm az irásaid,igy már kezdek világosan látni.......
Szerintem Bázis áramnál is akkora a hz,mint csúcsáramnál. Ezek feszültségét viszont lehet állitgatni. Lehet,hogy Ákos is jól saccolt,vagyis 0 értékre tippelt. Működik is,és szép,fröcskölés nélküli a varrat környéke is. Te ezt a két értéket módositanád e?
Rájöttem egy turpisságra. El lehet térni a synergiától,és még migsyn esetén ez + 15% ,de DP esetén ez is job,ha nulla.
A cseppes,vagy permet szerű varrat épités nagyon tetszik. Az Ip- p 40%- os értéke ezt szépen kihozta. Ezt is köszönöm Ákosnak........
Van az iweld240- es gép.
Egyre inkáb arra hajlanék,hogy veszek egyet. Szerintem komoj járgányok ezek,a 240- esnek ugyanaz a menüje mint a 235- nek. Ezért is,meg a 4görgős toló miatt,meg ebbe befèr a 15kg- os cséve.......
Sajnos sokáig tartott,még megyőződtem,vagy agyilag is felfogjam a rendszert,bocs másoktól is,higy fárasztó voltam......
Ami nekem érdekes lenne, hogy a bázis és a pulz rész belső frekvenciája mennyi. Olyan mintha a bázis áram esetén nagyobb lenne a frekvencia mint a pulz alatt.....
Van egy frekvenciád ami meghatározza a periódus hosszát. Ha 1Hz=1 másodperc.
A periduson belül %-osan ki tudod választani a pulzáló időt illetve a bázis áramhoz tartozó pulzáló időt.
A periduson belül ki tudod választani a pulzálás átlag áramerősségét a bázis áramhoz képest, illetve a bázis áram áramerősségét.
A többi dolog "titkos", a hegesztőgép software határozza meg pulz frekvenciát 3-300 Hz, illetve a bázis áram frekvenciát. Illetve a pulzálás csúcs áramerősségét.
A lényeg hogy időben nem folyamatos nagy áramerősség csúcsokkal ugyan annyi energiát (munkát) tudsz végezni mintha folyamatos áramerősséggel hegesztenél.
Miért jó? Ez egy hosszabb story, de acélnál például így kis anyagvastagságnál a rövidzárlatos hegesztés helyett az impulz miatt kis cseppesbe tudsz átjutni ami nem fröcsköl, pozíció hegesztésekhez is használható, a hőbevitelt jobban tudod szabályozni stb.
Ez az az A érték,amit kijelez Tick,vagy pótméter beállitásakor...?
Nem értem a négyszeres adat kiszámitását sem.....
Ez azt jelentené,hogy egy szakinak számológépre is szüksége lehet,ha külömböző A értékekkel dolgozik......?
Vagy pl jelenleg beállitottam 65A potival,nem cur,és nem tick móddal...... Könyörgöm hegesztünk egy A nevű elnevezéssel,ennek miért adtak még másik neveket is....? Azért,hogy ténylegesen hüjét csináljanak belőlem.......!?
Ha már A - er. A dp ingadozási módja lecsapta az autómatám......mindezt 65A hegesztőáramnál.......! Mi fog történni,ha 90A körülire állitom.......!?Igy már kezdem érteni,hogy mások miért nem szeretik a permetszerű technikát......!?
Pontosan......awihoz hasonló a fém folyása,és pont ezért kell az iv hosszának váltakozni ! A mai filmem iv csóváját figyeld meg.Érdekes a 2800-as gép,rákapcsoltam a DP funkcióra,és az első varrataim vannak a filmen. Egy szóval semmit sem kellett ide , meg oda csavargatni,én ezt furcsálom a 235 esetén. A filmem varatánál is állitást kellett volna,mert folyékony gömböt terelt magaelőtt. Szerintem ez vagy reve,vagy hibás állitás végterméke !!! Hogy mit,és hova kell állitani,nos ez itt a kérdés !
A 2t vel kapcsolatban,jó,és rosz az érzésem. A jó az,hogy a 2t funkciónak nincs hibája,mert lám,működik DP esetén,tehát egyetlen hibát sem csinált,kb 15 varat kezdés esetén. A rosz,pedig az,hogy igazuk lehet a társaknak...Idézem : "észrevette" Akkoriban,amikor ezt feszegettem,valamelyik társ ezt irta a másiknak ! És még utána szoftver kifejezés is szavukba került,tehát jogosan feltételezhető,hogy a gép szoftverhibás,amit még a gyártó sem javit.......Ők tudták a gép hibáját,és mégis piacra dobták !!!! Engem akkoriban ez bosszantott,mert komoj pénzt fizettem érte,és elküldtem szervizbe,ott HIBÁTLAN szót irtak az átvizsgálást követően,pedig a filmem linkjét is odacsomagoltam !!! Itt kezdődik a MAGYAR hozzáállása az ipari hulladékkal kapcsolatban !!! Bocsi,az Ityától,tudom,hogy hüjézni fogsz,de sajnos tényeket irtam !!! Amellett,hogy a gép (és mások ilyen számozású gépei is) más funkciókban hibátlan,ezért jó gépnek mondható.Mert a mai világban ritka emberfia használ manuális mig módot !!! Hát ezért hibátlan az,ami valójában javithatatlan , fődarab cserére szorulna !!!!!
Na de térjek vissza a mába. A 2t-nek örülök,mert pl DP állásnál hibátlan.
De én maradok az S2t - nél,mert szerintem akár sg2,vagy alu esetén is a dp jó lehet,fröcskölés mentesen dolgozik,talán füst az elmondható a varrat környezetében.
Hogy az Ip-p állitaná e a (igy tudom mondani) huzaljátékát,nem hinném !Ma próbáltam,és aszem irtam is,az iverejének lett erőseb hangja,ha 50%-ra állitottam,vagyis igaz amit irnak róla,a beolvadásért felelős,de lehet,hogy megkeveredtem,a Duty -ra irták,hogy a szélesség növelése a beolvadást növeli.
Szerintem a huzal játéka is kifog bukni,ez a baj,hogy ha egyiket állitom,ez a másik rovására mehet. És ez mind azért van,mert nincs leirva a mi nyelvünkön,hogy mikor mi fog történni ,ha le is irták,számomra nem érthető !!!
Ezért lesz majd jó,ha te is próbákat teszel,mert más az ami betű formájában van,és egészen más ennek a gyakorlati formája....
Abban is igazad van,hogy a pisztoj haladását szaggatni kell. A hz ritmusát kell felvenni szerintem.
Holnap,ha ráérsz kapcsold be manuális mig-re és 2t-re.
Ha akár egyetlen ivgyújtás hibát is észreveszel,a te géped is eme funkcióban selejt !Csinálj rövid pöttyöket kb fél percenként.
Ahogy olvasom, DP-nél nem feltétlenül a pikkelyesedés a lényeg, de kiemelik, hogy akár AWI jellegű szépségeket is lehet csinálni vele. A másik, talán fontosabb előnye a hőbevitel kontrollálhatósága (pl. vékony anyagok), pozícióban hegesztés, stb.
Szerintem a “huzal végének ingadozása” az Ip-p paraméterrel növelhető, ha jól gondolom.
A BU-t kevered a Burn beállítással! A fickónál a huzal visszaégés (a hegesztés végén kilógó huzal hossza) volt -7%-on.
A megerőszakolást úgy értettem, hogy olyan dolgokat állítottál el, amiket nem kéne. Nem túlterhelésre gondoltam.
Azért írtam, hogy ha mindenképp S2T-ben akarod, akkor a HotI, EndI paramétereket tedd 100%-ra, az EndT-t meg feltétlenül vedd minimális időre, különben a gomb elengedése után tovább fog hegeszteni. És akkor így az S2T is olyan lesz, mint a 2T. Mert a kezdő meg befejező áram is 100% lesz. Remélem, érthető.
A pikkelyesedésnél itt jön az, hogy próba híján egyelőre (részben) passzolok.
De nekem az tűnik logikusnak, hogy így lehetne jobban látható:
- Freq minél kisebb - több idő telik el a dupla impulzusok között,
- Duty szintén kicsi - a nagyobb áram van a rövidebb ideig,
- Ip-p nagy - nagy a különbség az áramok között.
MMA-ban ezt próbálgattam, és mintha így lett volna több pikkely. De nagyon rövid volt a próba, úgyhogy ez nem 100% biztos!
Áh, a pisztoly mozgatással is lehet trükközni.
Nézd meg a sokszor linkelt videót, közelíts rá a faszi kezére.
Hurrá,tényleg működik 2t- vel,ráadásul dp módnál nincs ivgyújtási hiba..... Kössz a tanácsod.
A 100% Hott- ot pont ezért állitottam,de e szerint ez is felesleges volt.
Az a Endi nem állitható 20% alá......,a Hott időt is azért állitottam,hogy legyen az ivgyújtás kiélezve,mert igaz a 0.1s kevés,de ez azt jelentheti,hogy ez a funkció be van kapcsolva. Ez akkor van kikapcsolva,ha 0 értékdn van.
Tehát visszaállitottam a javaslataid szerint,de a pikkelyesedés még várat magára,mert olyan sima a varrat,mint migsyn esetén.....
Próbaként feljeb vettem a duty- t , hallhatóan erőseb lett az iv hangja,de a pikkelyesedés még mindig nincs.
Ez a duti egyébkén 80%- ig állitható......
Ezt visszavettem 25%- ra,és feljeb tekertem az Ip- p- t 25%- ra. A pikkelyesedés ez esetben sem alakul ki.......
Amit tegnap irtam adat listát,nos ezek esetén a hegesztés közbeni huzalvég ingadozás kb 1.5mm re létre jött.....
Mivel ugye van a nagy gépem,és ennek is van dp funkciója,ez esdtben a huzalvég ingadozás kb 3- 4mm.......
Szerintem itt keresendő a 235 esetén a pikkelyesedés elmaradása. Nem tudom,hogy hol a hiba,tehát a huzal ingadozást melyik háttér állitás szabályozza...... Próbaként a BU- is ezért vettem vissza -5%- ra.....
Épp a te utolsó filmed tanácsára a tag - 7%- ra állitotta ezt,amikor a függőleges varratot alulról kezdte......figyeld csak meg,mert sajnos rövid ideig mutatja,ugyanakkor a többi beállitását elsumákolta.......
Szerintem a gép nincs megerőszakolva,ha az s2t vel megy.......!
A gép akkor van túlterhelve,ha 200A környékén terhenlénk folyamatábannnnnn!
De erre oda figyel a hőkioldója,és a 16 A - os kismegstakitó is.....!
Normális hangon tudunk infót cserélni. Máshogy nem. Moderáld magad légyszi.
Miért kéne feltétlenül a S2T pisztolyvezérlés DP-hez?
Itt van a könyvből a megfelelő rész.
2T a hagyományos, az S2T meg ahogy le van írva, azaz lehet állítani kezdő- meg végáramot.
Ugye acélról beszéltünk. Annak tudtommal nem kell odadurrantani nagy árammal kezdésnél, meg visszavenni a végén. (Alunál meg tudtommal pont így érdemes.) Szóval, acélnál miért ne mehetne a 2T, azaz a hagyományos pisztolyvezérlés. Amíg nyomod a gombot, addig hegeszt a gép a beállított értékekkel, aztán kész.
Nem azt írtad korábban, hogy csak sima MIG módban van ívgyújtás hiba? Na mindegy.
Ha az S2T-t használod, több dolgot tudsz elcseszni a beállításokkal, azért javasoltam a 2T-t.
A paraméreteket nézve:
Itt most van egy kezdő áramod (HotI) 100%-on 0,1 mp-ig. Ez így olyan, mintha nem is lenne, hiszen utána is 100%-on megy tovább a hegesztés. Azaz, csak majdnem olyan, mert a kezdő áramnak a feszültség korrekciója (HotU) el van piszkálva 5%-ra. Azaz azt mondod a gépnek, hogy a kezdésnél az általa optimálisnak vélt feszültséghez képest adjon rá még +5%-ot. Levenném 0%-ra.
A végére be van állítva egy 20%-os végáram (EndI - kráter töltés), de az időt, amíg ez tart (EndT), azt nem írtad. Ha a 20%-os EndI-t átállítod 100%-ra, akkor a vége is olyan lesz, mintha nem lenne külön végáram beállítva. Az EndU legalább 0%-on van, tehát ott nem akartál beleszólni, hogy a gép más feszültséggel próbáljon megfelelő ívet fenntartani. Ja, ez csak akkor lesz olyan, mintha nem lenne végáram, ha az idejét (EndT) szintén valami minimális értékre veszed.
(Ezt a fenti 2-t azért írom, hogy ha mindenképp az S2T-t akarod használni, akkor így meg tudod erőszakolni a rendszert, mintha sima 2T pisztolyvezérlésed lenne. Ha nem tévedek.)
A BU is el van piszkálva, azaz megint csak meg van erőszakolva a gép által ideálisnak gondolt ívfeszültség DP-ben az alap (kisebbik) áramnál. Visszatenném 0%-ra.
PU ugyanez, annál a dupla impulzus csúcsáramának feszültség korrekciója van elpiszkálva. Visszatenném 0%-ra.
Ip-p kicsire van állítva, azaz dupla impulzusnál a 2 áram között alig van különbség. A példa kedvéért 100 és 105 A váltakozik. Ha valami látványosabbat (pikkelyeket) szeretnél, állíts nagyobb értéket.
A kedvedért meg a kíváncsiság kedvéért bekapcsoltam a gépemet, amin még nem nagyon piszkáltam el semmit.
BU, PU, HotU, EndU = mind 0%-on van gyárilag. De miért is lenne máson. Ezek már olyan finomhangolások, amikhez tényleg olyan hegesztő kell, aki nagyon látja meg érti, hogy mi történik, és adott esetben tökéletesíteni tudja a gép gyári okosságait. Ráadásul 2 percig nyomkodtam a gépet, mire rájöttem, hogy találom meg ezeket. Lusta voltam a könyvet lapozgatni. Nem véletlenül vannak eldugva ezek szerintem. De most már tudom, hogy hova. Egyébként így utólag logikus helyre. :)
Köszönöm az irásod,valamilyen szinten igazad is van......és bocs,ha negativum érzetűen irtam.
Néztem a filmed,sőt nagyon sok filmet néztem már ez ügyben. Sajnos nagyon ritka ember ir beállitási értéket.......
Ma délelőtt,azért is bekapcsoltam. A lenti táblázatom adatai igy módosultak.
BU - 5%
Burn 3%
Cur 75 és amit a gép kiir 17.7v és a korekció -5%
Duty 25%
Endi 20%
Endu 0
Freq 1.0
Hotl 100%
Hott 0.1s
Hotu 5%
Ind 0
Ip- p 5%
Pu 5%
Lehet,hogy igazad lehet a 2t illetően,de én úgy tudom,hogy akár a syn mig ,de a dp egészen biztos,hogy az s2t funkciót kéri......!Esetemben a 2t funkció kizárt,hisz láthattad az ivgyújtási hibáról a filmem.......Szerintem a 2t funkció a manuális mig- hez való. Amellett a manuàlis mig esetemben megy az s2t- ről is,sőt ezen hibátlan az ivgyújtásom.
Ezek a fenti állitások szerintem megközelitik a szénacél dp mig beállitásait. Tudtam jóval nagyob sebességgel haladni a tolós varratiránnyal. A varrat nem volt hiányos,és az enyhén látszódó pikkelyek hegyes szögűek voltak.......
Mégegyszer bocs,ha néha kiakasztalak,ne add fel,mert szükségünk van egymás tapasztalatára.......
Még egy apróság,bár jelentéktelen.
A gép áramigénye migsyn esetén 75A- nál 10A körüli.
Dp esetén a 75 A hegesztőáram kérte a 16A értéket. De a legérdekeseb viszont az,hogy ez esetben a lakatfogóm 105A mért..........még synmig esetèn pont azt mérte,amit ki is jelzett az lcd.....
De a dp mérés sem hinném,hogy hiteles,mert az impulzus akár a lakatfogót is meghüjitheti.........
Ha teheted,mielőb teszteld a géped..........és jegyzeteld papirra az adatokat........
Ha tovább nyomatod ezt a fröcsögős stílust, akkor én segíteni se próbálok. Így se érdemled meg.
Mondtam, hogy 2T-ben próbáld, mert fingilingim sincs, hogy a le- és felfutásra mi van beállítva a gépeden. Ha hosszabb idő, akkor ilyen rövid varratnál lehet, hogy csak a felfutás megy végig. 2T!
Függőleges felfelére is jó a DP. Biztos egy videót se néztél meg, amit linkeltem.
“Valamin csavartam…” - inkább nem írok rá semmit.
“S2T javasolt” - nem feltétlenül. Aluhoz igen.
Sajnálod az elpazarolt anyagot meg energiát? Akkor hogy vársz eredményt? 2 vödröm van eddig tele összetaknyolt vasdarabokkal. Az egyik, amikor MMA-t tanultam, a másik vödör a porbeles/tömör huzal. Lesz még, amikor DP-t gyakorlok. Ez pazarlás? Nem. A gyakorlat megszerzéséért nem. Forintban? Úgy igen. De ingyen akarsz tudást, gyakorlatot szerezni? A sült hal is repüljön a szádba, vagy hogy gondoltad?
Nem, senki nem fogja leírni, hogy azokat a DP paramétereket hogy állítgasd. Me’ azt neked kell megérteni és kitapasztalni, aztán úgy állítod, hogy megfelelő eredményt kapj.
Felesleges hápogás 184: tizedes anyagvastagságot is be lehet állítani vagy kerek Amperre beállítva olyat mutat. Kérdés: ugyanazt a beállítást szoktad használni tompa varrathoz meg belső/külső (élben illesztett) sarokhoz? Akkor nem lehet, hogy pont előny, hogy 3 mm anyag esetén 3 / 3,2 / 2,8 beállítás is van, he? Magyarul: örülj neki, hogy ilyen finoman állítható a gép!
Vannak lehetőségeid a gépeddel, szerintem tapsolnánk, ha bármelyiket meglépnéd: eladod, elajándékozod vagy összetöröd nagykalapáccsal. És akkor nem kéne ezt a sok háborgást tovább olvasnunk. 3 év után igazán beláthatnád, hogy feladta neked a leckét a gép. Nem tudod, de nem is akarod megérteni, hogy mi mire való rajta.
3mm es cucchoz jó a 2,8 as beállitása. 6.4mm sincs.
Másik hogy ha nem jó amit csinálsz akkor finomhangolod azt a szájbatekert gépet.
"Én ennyit szántam most rá erre a motivációra,én ez idáig töb időt,és rezsit pazoltam el,mint amit eddig a pár év alatt a gép érdemleges munkát végzett volna........."
Minek vetted meg? Költöi kérdés még mindig.
egy hóóót buta géppel is tudsz alut hegeszteni, innét kezdve neked tök felesleges volt egy ilyen gép.
Ahol melozól mért nem viszed be megnézetni a kollégákkal?
Úgy kezdem,hogy mintha irtam volna nem rég,hogy a 235gép minden háttér adatát nullára állitottam,és mégis hegeszt....Hát ezért is irtam,hogy jó gépek. Bár van olyan is,hogy nem is lehet nullára állitani. Nem is ez a lényeg.......
A te adataid közt is volt nulla,a gép mégis hegesztett. Igaz,a " hal" pikkely nélküli,vagyis a hernyó,vagyis a legfelső varrat.Téves volt egyik irásom,dp alkalmas fentről lefele pozicióra is,bocsi......
Valamin csavartam,nos laposab lett,de a varratból hiányzik némi vas.....Ez a középső varrat.
A harmadik Synmig, 105A,és igaz ez sem pikkelyes,mert nem is kell oda pikkely......!
Ja,ha majd te is próbálgatod, S2t a javasolt synergiához,és Dp- hez is.
Én ennyit szántam most rá erre a motivációra,én ez idáig töb időt,és rezsit pazoltam el,mint amit eddig a pár év alatt a gép érdemleges munkát végzett volna.........
Viszont van egy megérzésem.......ide fog tévedni a ferdeszemű gyártó,és a szerencsétlenkedésem láttán,kinyomtatja a lapom,és kifogja tölteni a gép összes funkciójàhoz a szájb..........ott számértékeit........
Azt irták.meg mondták,hogy ez a gép anyagvastagság beütését követően onmagát beállitjaaaaa!
Csak elkúrtak egy tényt,nincs 2.8mm vastagságú anyag,amihez ugye kb 120A dukálna.........
Hát ez a bibi,és innéttől kezdve a szuper gép,amit profiknak találtak ki,megbukott........
De ezt a buktát a vaskereskedésre is lehet fogni,mert nem árulnak 2.8mm falú vasanyagot........!
Bocsi mindenkitől,nem volt szándékomban őrültködni,csak sodródtam az iweld235 lelkével a mocsokbaaaaaaa!
Megértem a fájdalmad,de hidd el az enyém is fáj....... Félelmetes,hogy három év múlva,talán használhatom a DP módot is. Javukra irható,hogy én vas esetén egyébként sem használnám,másrészt nem volt mit hegedülniiiiiii!
Megértem a fájdalmad,de neked is lehet DP géped,és majd akkor ezek a problémák előtérbe kerülnek,kivéve,ha te már ezek lényegét csettintéssel tudod,és érted is...........
Na jó. Szerintem kezdd ezzel. Vágsz mondjuk laposvasból 8-10 db-ot, pl. 5 centiseket. Ennyi kell egyetlen paraméter tesztelgetéséhez. Azért külön darabok, hogy ne a már átmelegedett alapanyagra hegessz rá megint, ami befolyásolná a végeredményt.
A géped beállítod:
0.8 (1.0)
MIG DP
2T
Fe Mix
BU 0% (!!!)
IND 0%
PU 0% (!!!)
Tick - az anyag vastagsága / vagy tapasztalatból A-t állítasz
(a többi paramétert nem írom, mert itt most nincs jelentőségük...de attól még ne állíts 9 mp gáz előfúvást...)
Ezt a 3 paramétert fogod próbálgatni a munkadarabokon. Egyszerre csak az egyiket állítod, pl. 5-10% lépcsőkkel. Hegesztesz egyet, aztán állítasz rajta, és hegesztesz a következő darabra. Aztán a végén egymás mellé rakod őket, és megnézed, hogy mi a különbség. Talán kezdj úgy, hogy mindegyiket minimumra veszed először.
1. Duty
Egy időegységen belül mennyi legyen az alap- és csúcsáram ideje. Egy példával élve: 20% azt jelenti, hogy a csúcsáram ideje lesz 20%, a bázisáramé meg (100-20=) 80%. Ahogy a könyv is írja, a beolvadási mélységet lehet kontrollálni vele. Egyébként, ha pl. a Freq 1 Hz-re van állítva, akkor 0,2 mp lesz a csúcsáram + 0,8 mp a bázisáram.
2. Freq
Egy duplaimpulzus (bázis+csúcsáram) frekvenciája. Azaz 1 mp alatt hány db legyen. Pl. 1 Hz=1 db, 0,5 Hz=2db. Próbálgasd mondjuk így: 0,5-1-1,5-2. A pikkelyek távolságát fogod állítani alapvetően. Magasabb érték=sűrűbb pikkelyek, alacsonyabb érték=ritkább pikkelyek. Ha fel van tekerve, lehet hogy már össze is folynak.
3. Ip-p
Az alap- és csúcsáram eltérése %-ban. Kicsi eltérés: szinte nincs különbség. Magasabb érték: nagy eltérés. (Amikor pulse MMA-ban próbálgattam, 5-10%-ot már alig lehetett észrevenni.)
Alapvetően ezzel a 3 dologgal tudod beállítani magadnak, hogy hogyan szeretnél hegeszteni.
Pl. sűrűbben változik a két áramerősség, de nincs nagy a különbség köztük.
Vagy ritkábban (lassabban) változik, de jó nagy különbség van közöttük (50%).
Esetleg a csúcsáram idejét is leveszed a Duty paraméterrel a minimális 20%-ra, és akkor úgy fogsz hegeszteni, hogy időnként rövid időre jó nagyokat odapörkölsz.
Nem hinném, hogy bárhol is le vannak írva kőbe vésett értékek.
Mindenki kitapasztalja magának, hogy mit variáljon ezekkel a számára megfelelő végeredményhez.
Biztos nem erre számítottál, de ez van.
Fent a BU és PU értékeknél azért van ott a sok felkiáltójel, mert azokat tekergeted, de nem kéne.
Megerőszakolod a gépet, hogy több Volt eltéréssel próbáljon normális ívet kialakítani, amikor ő (nagyjából pontosan) egy kiszámított értéket használna. Ne piszkáld egyelőre. Hagyd 0%-on!
Bocsi a tanácsokért, mert a gépet még nem próbáltam DP-ben. De így fogom.
Szerintem, ha megcsinálod ezt a tesztet, talán meg fogod érteni, hogy mi-mit csinál.
(De jó lenne, ha nem feleslegesen koptattam volna a billentyűzetet, de majd kiderül.)
Majd este ha sikerül írok. AZ Impulz elött meg kéne még érteni pár dolgot, tehát azzal kezdek(jünk).
@Laci-59: A kérdésed nem egyértelmű. Feltételezem hogy Dupla impulz beállításról van szó. Ha a TP&TB időt be lehet állítani a gépeden(?) abból következik a frekvencia. Pl.: TP=0,5sec(500msec) TB=0,5sec(500msec) akkor TP+TB=1 ==> T=1/(TB+TP)=1 Hz. Nekem szimpatikus a 1,5Hz dupla impulz volt ehhez hasonló beállítás Pl.: TP=0,3sec(300msec) TB=0,3sec(300msec) akkor TP+TB=0,6 ==> T=1/(TB+TP)=1,66 Hz. Az elöbbi esetekben 50%nagyteljesítményű impulz hegesztés és 50% alacsony bázis áramerősségű hegesztésed volt. Ha szeretnél 1,66 Hz -el hegeszteni de kevesebb nagyteljesítményű résszel akkor TP=0,2(200msec) TB=0,4(400msec) akkor TP+TB=0,6 ==> T=1/(TB+TP)=1,66 Hz a frekvencia nem változik csak 33% nagyáramerősségű impulz hegesztést 66% bázis áramú hegesztés követ 1,66 másodpercenként.
S (elméletben) meg lett a nyitja. A nitrogén a legolcsóbb, védőgáznak megfelelő, az ívvel meg nem kell törődni, mert valójában nincs is. A varrat beolvadását a lézerimpulzusok energiája, illetve a sweep mibenléte befolyásolja.
Úgyrémlik,hogy valahol irtad,hogy megbántad,hogy megvetted a 235- öst.....?
Ne bánd,jó gépek,de látod,hogy milyen herce- hurca a háttér,no nem a gép háttere,hanem az én hátam tere,mert csupán tudni szeretném,szerettem volna a lényeget.......
De látod........ebben az országban az előremenés úgy zajlik,hogy hátramegyünk,vagyis joutub videó is egyértelmű,láttad......profiknak találták ki ezt a gépet,csak buta a rendszer..........és letiltja a csettet,de ez a funkció okosságot tükröz..........!
És mennyi legyen az ip- p,vagyis a csúcsáram,mondjuk 10% !? És mik a feszültség eltérések,ezek arányai? Gondolom,hogy ezek is áramerősség eltéréseket csinálnak.......?
Egy rakás videót láttam szakemberektől, amiben elmondták, hogy pont pl. függőleges varrathoz qrva jó az impulzus (acélról beszélünk), mert gyorsan szilárdul = nem cseppen. Tévedés, amit írsz.
A szokásos kiabálás-károgás-nyafogásodra szokás szerint senki sem kíváncsi.
Impulzust nem javasolják acélhoz,nem az igazi minden pozicióba. Én legalábbis ezt vettem ki ,már amit megtudtam érteni......
Aluhoz viszont javasolják,gondolom az oxid törés miatt.
A te géped picivel job,mert érthetőbb a kezelési utasitása,mert Magyar ember fogalmazta,és nem webforditó,mint az iweldé !!Amellett még igy is hiányos a manuálja,egy digitális ébresztőórához jóval komojab leirást adnak. Ez kerül kb 15ezerbe,egy digitális hegesztőgép,meg átlagosan mondom negyed miliónál is többe !!!!
Megértem itt néhány társunkat..................járj iskolába,mert a hegesztés tanitott mesterség !!!! Én 5 hónap múlva megkapom az első nyugdijam !!!!! Én NEM......... FOGOG.............. ISKOLAPADBA........... ŰLNI !!!!!!!
A gépvásárlásos topikban a 34795 irásomban találsz háttéradatokat.
Ha megtudod csinálni,kb állitsd a te géped ezekhez. Lehet,hogy nem fog sikerülni,mert ha a számkiirások nem olyan szinten részletes,osztású mint az iweldé,máris bukta van ! Ezek az értékek aluhoz valók.
A szénacél sem lehet ördögi,sőt szerintem egyszerűb,mert ez a fém kevésbé jó hővezető.
Én nem használom a DP ,csak aluhoz.
A szénacél pikkelyes küllemű varrata zártszelvényes munkáknál értelmetlen,mert az ember úgyis sikra köszörül minden varratot. A DP kráter hasonlóan folyik mint az awi,ezért nem javasolják (gondolom) föggőleges varratokhoz. Egy zártszelvény keret fele arányban függőleges varratból áll. A gépet nyilván átlehet állitani ,de én azt mondom.......állitgassa a sárgaaaaaaaa !
Awi esetén ottvan a lábpedál,gondolom a pozició varratok ezzel rugalmassá válik. Van az én gépemhez is potis pisztoj,de bent van az eredeti csomagolásábaaaaaaaa........
Bocsi a j betűim miatt..............én ilyen vagyok,vagyis nem gépiró titkárnő,hanem melós,aki már rég elfelejtette,hogy mi történt az elemi iskolába !
Részemről szívesen olvasom a hasznos infókat, csak kissé sok volt nekem is a tanár bácsis stílus.
Voltam akkora “marha”, hogy otthoni barkács célra én is vettem egy iWELD 235 DP-t. A fogyós impulz próba még várat magára. C18 kevertgáz van hozzá, lehet hogy a 8% CO2 változat jobb lett volna. Egyelőre csak szénacéllal fogok kísérletezni. Abszolút érdekel, hogy mire jutottál eddig. YT-ról gyűjtöm az infók 99%-át, hegeszteni is onnan tanultam meg (valamennyire). Több videóban is láttam, hogy acélnál marhára tud fröcskölni, jobban mint impulzus nélkül. Végre valaki kinyögte az egyik videóban, hogy ez a módszer “nem szereti” a pisztollyal rajzolgatást, hanem csak tolni kéne. Meg, ha jól emlékszem, végre azt is meghallottam egy másik videóban, hogy messzebb kéne tartani a pisztolyt, kb. mint porbelesnél. Ezekkel találkoztál, vagy próbáltad?
Próbálok szakmai dolgokról beszélni információt adni esetleg kapni (akit érdekel), tanító szándékkal. Azért kérdést teszek fel mielött válaszolok saját magamnak mert hátha elgondolkozik valaki rajta aki xx éve hegeszt és ezt nem is tudta. Amúgy idén leszek 50 éves ha megérem, és igazából én nem értem a fiatalabb generációt, úgyhogy elnézést ha velem van baj és olyannal próbálkozok itt amivel nem kéne.
Amiről tudnék informálni:
- Plazmavágás (építettem 2 CNC plazmavágót, szerintem több mint 100 tonna lemezt kivágtunk vele az elmúlt 8 év alatt).
- CNC élhajlítás (ez is egy vak folt a műszaki világban, nehéz információt szerezni. Nekem is nehezen ment...)
- MIG MAG hegesztés, egyenlőre csak MAG, mert még itt akadtam el...
- Nemrég vettem 2 db ZEUS 300-as Double pulse hegesztőt (akciós volt Bruttó 349.000 (ennyit megért talán (szerintem)) (250A 100% ez több mint a 350A Jasic bekapcsolási ideje)), próbálgatom a Pulse hegesztést vele, de nagy áttörést acélnál még nem sikerült. Az a kérdés hogy egy ilyen kinai masina mennyire etalon impulz hegesztésben. Valaki használ ilyen, vagy hasonló masinát impulzban? (Acélhoz).
- Készítettem hegesztő asztalt, szerintem jó lett. (ha valakit érdekel megosztom a tervét is (csak lézerrel ki kell vágni)...)
- A MAG hegesztésnél még a gázok hegesztésre, ívre hatásráról akartam infót osztani.
Nem érdekli őket? Majd téged se fog 30 év múlva csak dolgozik benned az ifjú túlbuzgóság.
Van egy terv és hozzá leírás amit egy hegesztőmérnök készit el általában.
Leírásban le van írva hogyan hegeszd. Áramerőség, huzzal, gáz hány soros varrat kurva anyám.
Az átlag hegesztő megkapja, beállitja a gépét és hegeszt. Este meg bevágja a kis folyékony kenyerét, egy kevés csavaros kiflivel stb.
Erre mész te okositani... legtöbb helyen nem órabérben vannak hanem termelésre kapják a lovét. Örülj hogy nem vertek meg, jaj de tudom a hegesztők kemények.
No gáz használat. Mindennel lehet hegeszteni, taknyolni, viszont mikor ép a varrat a szar akkor faszra húz a megrendelő.
Ezért egy hegesztő cégnél nem fognak neked argonnal varrogatni lágyacélt mert nem lesz jó. Ezért kell a corgon..
Azt meg hogy milyen gázt mikor használj nálam jóval okosabb emberek kitalálták.
Nekem nincs felesleges pénzem arra hogy rendeljek 5 féle gázt probálgatni. Én anyagcsoportra megfelelőt rendelnék.
Viszont háztájiba meg nem fog neked venni csorikám 10cm varratért még egy palack corgont, megoldja abból ami van. Tudod van egy haverom aki megoldja olcsóbban.
Ezért írtam neked az awit, még egy szaros mma val is levarrod megfelelő pisztolyal gondoltam segitség köll.
Én is dolgoztam mühelyben, egyik kedvencem volt mikor 8 kor már üvöltött Jimmy, és a hegesztő a paraván mögött már az asztalon volt 2 liter pálinka után. Őt a világ vége se érdekelte volna.
Jól látod magamat szórakoztatom, de Ti tanulhattok belőle. Illetve az lenne a cél hogy hátha találok olyan csoportot akit érdekelnek a miért-ek, és én is tanulnék dolgokat.
Minél jobban beleásod magad a hegesztésbe, rájössz milyen keveset tudsz.
(Sokszor próbáltam élőben is "tanítani" hegesztőknek a miért-ekről, de egyszerűen nem érdekli Őket, mindig az a vége hogy mit kérdezősködök, okoskodok stb. 30 éve hegesztő (de elképzelése sincsen ,hogy miért hegeszt jól vagy rosszul).
Meglátjuk, ha lesz affinitás kicsit szakmaibb fórumra akkor kérdezek válaszolok amire tudok.
Bob sem nagyon tud hegeszteni 100% Ar-el, de a videóból nekem nem derült ki mi a pontos magyarázat. (Az Angolomat lehet kritizálni, de BOB a jelenség okát nem magyarázza el, nem ég be, csúnya a varrat stb., de a miért-ről nem beszél)
Az a lényeg, hogy 100% Argonnál olyan "tökéletes" az ív, hogy a huzal nem cseppszerűen olvad le, hanem egy folyamatos instabil bizonytalan ív csóvában ami ostorszerű mozgása miatt rossz beolvadású-formájú varratot hoz létre.
Elöző hozzászólásomban írtam a CO2 gáz 2000 C felett CO-ra és Oxigénre bomlik. Ez a folyamat hőt von el illetve expanzióval (tágulás) jár ami megnyomja az ívben ömledékét. A 100% CO2 azért nem lehet finom cseppes (500A alatt), mert ez az expanzió eltorzítja a cseppeket lásd 1. kép.
A 2. képen látszik a kedvező csepp leolvadás amikor a 20% CO2 segít a kis cseppek kialakulásában (nyakban lecsippésében).
A 3. fotó pedig a tiszta Argon, ahol jól láthatóan egy folyamatos ív csóva alakul ki.
Amúgy azért speciális portöltetű huzallal illetve impulz hegesztéssel lehet 100 % Ar-el hegeszteni.
Amúgy acél vagy rozsdamentes hegesztéshez szerintem nem minimális oxigén kell hanem minimális CO2 a fent magyarázott átalakulás+expanzió miatt. Rozsdamentes acélt MAG hegesztéssel C2-es gázzal ajánlott hegeszteni (98% Argon, 2 %CO2), tévedésből már használtunk sima acélhoz is azt is lehet hegeszteni vele csak nem érdemes.)
Az AWI az más gondold végig, oda tökéletes a 100% argon. Van egy "tökéletes" fókuszált íved (nem kell hozzá felesleges "szennyező" oxigén, CO2), amibe a hozaganyagot kézzel külön adagolod. Nem keletkezhet elkanászodott ívömledék...
Tanár Úr, az okokról nemigen esett, szó, miért is instabil az az ív? Nem esett szó ionizációs potenciálról, hővezető képességről. Arról sem, hogy AWI-nál miért is jó mindezek ellenére a tiszta argon. És miért jó fogyósnál is alu vagy titán hegesztésnél, stb... :))
Magam részéről élvezettel olvasom az okításokat, várom a folytatást :)
Bob sem nagyon tud hegeszteni 100% Ar-el, de a videóból nekem nem derült ki mi a pontos magyarázat.
Az a lényeg, hogy 100% Argonnál olyan "tökéletes" az ív, hogy a huzal nem cseppszerűen olvad le, hanem egy folymatos instabil bizonytalan ív csóvában ami ostorszerű mozgása miatt rossz beolvadású-formájú varratot hoz létre.
Elöző hozzászólásomban írtam a CO2 gáz 2000 C felett CO-ra és Oxigénre bomlik. Ez a folyamat hőt von el illetve expanzióval (tágulás) jár ami megnyomja az ívben ömledékét. A 100% CO2 azért nem lehet finom cseppes (500A alatt), mert ez az expanzió eltorzítja a cseppeket lásd 1. kép.
A 2. képen látszik a kedvező csepp leolvadás amikor a 20% CO2 segít a kis cseppek kialakulásában (nyakban lecsippésében).
A 3. fotó pedig a tiszta Argon
Amúgy azért speciális portöltetű huzallal illetve impulz hegesztéssel lehet 100 % Ar-el hegeszteni.
De lehet. Csak szar lesz. Angolul tudóknak Bob elmondja a végén, hogy miért. Angolul nem tudóknak van automata felirat is. (Magyarra fordítás sajna csak számgépről megy.)
Egy Honda EU32i aggregátort légyszíves. Benzin lesz!
Megjegyzés:
Ezt nem értünk csinálod, hanem magadért. Szóval ha már oktatni szeretnél akkor probáld meg a többieket nem full hülyének nézni. Itt a legtöbb ember hobbista, van pár ember aki a hegesztésben dolgozik.
Azt ugye tudod, hogy ez nem iskola és itt nem tanulók ülnek? Ha van kedved információt megosztani akkor tedd, mindenki szívesen fogadja de a számonkérést felejtsd el.
Olyasmi :) Hátha valaki érteni akarja az összefüggéseket is és gondolkozik.
Erről a kérdésről nem írtam, ebből a kérdésből következik majd az is hogy CO2-vel miért nem lehet finom cseppes-spray hegesztést, illetve impulz hegesztést csinálni.
Egyszer volt egy sorozat lóitatónk rozsdamentesből, és hát nem igazán ment még az awizás (jó, az később se, mert gyakorolni kellett volna).
Akkor "hegesztettünk" (blehh... pöttyözgettem!) tiszta argonnal és rozsdamentes huzallal.
Meg lehetett csinálni, bár magasabb áramot igényelt (máskülönben nagyon hernyó lett a varrat) és a felszíne is szürkült.
Az lett belőle, hogy pöttyözve megvarrogattam, aztán vagy meg lett flexelve a varrat, vagy - ha olyan helyen volt -, átmasszíroztam az awival, hogy terüljön.
Acélt illetve rozsdamentes acélt csak MAG hegesztéssel (aktív gázzal) lehet hegeszteni. Miért nem lehet 100% Ar-el Mig hegesztéssel? Próbálta már valaki?
Köszi. Igen, mindkét végét lezártam alufólia pogácsával. Nem teljesen légtömör, de azért zár. Néha még leragasztom aluszalaggal is, de elég macera leszedni, ha ráég a ragasztó. A fittingbe tett központosító/hőelvezető csavar mellet tud kijönni a levegő.
"Sziasztok lenne egy olyan kérdésem, hogy egy sima acélt (pl. A38) továbbá egy magasabb C tartalmú acélt (Pl C45 előmelegítve) hányszor szabad újra hegeszteni? Sima CO hegesztéssel?"
Ahányszor csak akarod, mer' így is, úgy is szar lesz. :)
De tényleg....
Az hagyján, hogy a varratban keveredni fog a két anyag (tehát a "biliacél" ugyan egy kicsit keményebbé/ridegebbé válik, de a C45 viszont veszíteni fog a széntartalmából), mer' ez igazából csak jó nekünk. Hisz az átmenet miatt kevésbé lesz törékeny maga a varrat.
A bajság ott lesz, hogy azt a terhelést, amit a ridegebb anyag elbírna, azt a terhelést a lecsökkent széntartalmú varrat már nem biztos, hogy elviszi. Ráadásul egy utólagos hőkezelés során - hacsak nem kifejezetten lágyításról/feszültségmentesítésről van szó -, akkor a két anyag eltérő módon fog viselkedni. Abból meg simán lehet repedés, vagy törés.
Deee igazából a mechanikai szilárdság valószínűleg itt csak másodlagos, mert az A jelzésű acéloknál ugyan a szám a garantált szakítószilárdságot jelenti (itt: 380 N/mm2), de ez eléggé khmm... alacsonyka, a "C" meg hát nem is garantál mechanikai jellemzőt, csak vegyi összetételt. (Legalábbis anno így tanultuk.)
"A rajzra rá van vezetve az alábbi: "a nyaki résznél maximum 2x hegeszthető újra" (a nyaki résznél szokott törni). Mi az oka annak (tudományosan), hogy csak 2x lehet a törött részt újrahegeszteni: -talán a többszöri hegesztés miatt az érintett rész teljesen martenzites (edzett) lesz?"
Nna, ez egy olyan jó kérdés, hogy csak tippelni tudok: a.) az akkori hegesztőanyagok közt nem létezett annak a bizonyos Cr2-es alapanyagnak megfelelő hegesztőpálca, ezért a varrat túl sok ötvözőt szív el az alapanyagból. Többszöri hegesztés=>ötvözőkben szegény varrat és környéke. b.) a cucc kovácsolva volt, ezért a többszöri hegesztés tönkreteszi a kovácsoláskor kialakult szálszerkezetet. c.) a cucc eredetileg edzve volt és nagyobb varratvastagság esetén (többszöri hegesztés, ugye...) helyileg tönkreteszi ezt az edzést.
A hegesztés és környéke mindhárom esetben elgyengül.
Az "a" egy megfelelő hozaganyaggal még megoldható, de a másik kettő - házi körülmények közt - nem igazán. Mert hát senkinek sincs otthon edzőkemencéje.
Valószínűleg nem egy megfelelően (túl-)méretezett alkatrészről van szó, azért szabtak neki ilyen szigorú követelményt (illetve azért törik ott a legtöbbször, ahogy írtad).
A kérdéseim csak ezért voltak, mert mi rozsdamentesből dolgozunk, legtöbbször ko33 anyagból de akad más is a tarsolyban. Csak a CO(2)-s (szakértő) kolléga olyan gyönyörűen telfröcsköli az egész mindenséget IS cunderrel, hogy egy-kettő nap elmegy a kopácsolással (mert a pneumatikus cucc nem fér oda). S ha netalán engem állítanak majd a jövőben ilyen feladat elé, akkor nem szeretnék úgy nézni, mint pina az új bugyira.
"Egy két nap múlva megnézheted: sárga zöld színben, a vízből levegőből kicsapja a sókat olyan mintha lefestenéd sz*rral..."
Ezen már túl vagyok, mert vagy elfelejtettem lemosni (10 m^3-es 'tégla'), vagy pedig csak nagyjából lett leöblítve, s akkor már nem látszódott az a vékony filmréteg. De pár nap múlva már csudálatosan szép volt. A rozsdamaró viszont szépen leszedi azt a retket, akár hetekkel később is (de azt is le kell mosni utána) - de ez ismételten csak anyag és munkaidő pazarlás.
Ennek az elektropolírozó masinának majd utánanézek, mert néha úgy érzem, hogy ez idő, pénz, energia és vízpazarlás kombinációja - egy az egyben.
Eddig szerkezeti acélról beszéltem, a rozsdamentes acélból több típus van és ott gyakran nemcsak a hegesztés a fontos hanem hogy késöbb a varrat ne korrodálodjon. Ebben a témában nem vagyok expert. (Ráadásul inkább AWI-s téma)
Ipari szinten szoktunk hegeszteni az 1.4301 (KO33) vagy 1.4404-es anyagot, legutóbb kb.: 800 méter varrattal kellett 5 mm-es rozsdamentes padlóburkolatot "vízzáróan"hegeszteni. Semmi extra, kell hozzá rozsdamentes 1 mm-es huzal, C2-es gáz (Ar 98% + Co2 2%), vízhűtéses pisztoly, aztán hajrá. Könnyen hegeszthető, nem fröcsköl...
A varrat tísztítás majdnem több idő mint a hegesztés. Savazni szerintem öngyilkosság hacsak nem áll rendelkezésre nagy mennyiségű víz illetve olyan elfolyó rendszer ami a savas vízet környezetbarát módon elvezeti. Sajnos a pác sav reaktív anyag, vízben jól oldódik, de ha vizes felülettel (amiben maradt pác sav) otthagyod a szépen letisztított felületet. (azt hiszed minden szuper) Egy két nap múlva megnézheted: sárga zöld színben, a vízből levegőből kicsapja a sókat olyan mintha lefestenéd sz*rral... Ha savval pácolsz akkor sokszor mosd le, el kell tüntetni az összes pác savat....
Mi elektropolirozót használtunk, nem mérgező, nem környzet szennyező. Kis mitugrász géppel kb. A hegesztés sebességével azonos sebességgel tisztítható a varrat....
Hajó az mozog, hajlik. Valószinű 2 hegesztés után egyszerüen biztonsági okokból selejtezik.
Gondolom nem mai darab. Te se tudod hányszor volt hegesztve... Esetleg kép?
Ha nem akarod újra gyártani esetleg bazi nagy, hegesztés után felmelegited
"A megeresztés az edzésnél alacsonyabb hőmérsékleten (100 - 700°C) történő fenntartását jelent. Ez a folyamat csökkenti az acél keménységét, de rugalmasabb és szívósabb fémet eredményez. Az edzés és a megeresztés folyamatát együttesen nemesítésnek nevezik."
Mert lusta vagyok leírni, hegesztés környékén kell csinálni és vastagságtól függöen órákig is lehet csinálni. Felmelegited és onnét kezdve 1 órán keresztül tartani pl.
Sziasztok lenne egy olyan kérdésem, hogy egy sima acélt (pl. A38) továbbá egy magasabb C tartalmú acélt (Pl C45 előmelegítve) hányszor szabad újra hegeszteni? Sima CO hegesztéssel?
Valaki dekarbonizációról beszél, van aki pedig martenzites beedzett szövetszerkezetről segítsetek.
Köszönöm a részletekbe hajló magyarázatodat. Csak hát ilyenkor kezd el felmerülni bennem rengeteg más kérdés is, azaz kibújik belőlem a gyerek. Például a mig esetében miféleképpen viselkednek a rozsdamentes anyagoknál, meg ilyesmik - mert utálok cunderezni, meg két soron pácolni...
Ja, én nem tartozom a profi hegesztők és lakatosok közé, de engem érdekel a dolgok miértje és hogyanja, mielőtt hozzákezdenék valamihez is. Már levontam a konklúziót a bevont elektródás szerencsétlenkedéseim közepette. A tanfolyamon meg a lentebb leírtakat gyanítom, hogy nem fogják ennyire részletesen (sem) elmagyarázni.
- A hegesztő varratot védeni kell, illetve pontosabban a védőgáznak az a szerepe hogy kiszámíthatóan szennyezze-védje a varratot mert akkor lehet rá megfelelő hozaganygot, technikát fejleszteni.
- A hegesztőgép hegesztés során méri az áramerrőséget. Hegesztés alatt ki tudja mutatni olyan gépen is amin csak előtolást lehet állítani. (hogy mennyire pontos az lakatfogóval ellenörizhető)
- Én is inkább "Corgon fan" vagyok, de tagadhatatlan hogy a CO2-nek van ez egyik legideálisabb beégése. Sajnos a varrat a bentragadt oxigén miatt kb. 20 %-al gyengébb mint a corogn (Corgon 520 Mpa vs. Co2440 Mpa),
de a sima S235 acélnak csak 235 Mpa a folyáshatárra (Tehát ott hiába erőssebb a corgon, úgyis az alapanyag fog kiszakadni.) (( A hélium lehet még egy csúcs anyag, de az nagyon drága játék acél hegesztésre.))
A hegesztők 99,5%-a nem tudja, de a legnagyobb baj hogy nem is akarja érteni-tudni a hegesztéstechnológiáját. Úgyhogy nem számítok nagy népszerűségre :)
Az csak egy dolog,hogy az LCD kijelző mit mutat,és mekkora érték ez valójában !
Szerintem azért jelez ki (amit fent leirtam) amit kijelez,mert tényleges A mérést TALÁN nem tudták megoldani. (Szerintem)
Az meg egy másik dolog,hogy a lakatfogóm kb jó A értéket mutat..... A harmadik dolog,hogy mindez tájékoztató adat.......
Szerintem nincs 3 , 5 szeres árkülömbözet a co2 , és corgon gáz közt..... Igaz mostani árakat már nehéz követni,lehet,hogy nincs igazam. A corgon védőgáz esetén szeb a varrat,a fröcskölés elenyésző,és keveseb primer áramot igényel,és kedvezőb a beolvadás. Én csak ezek miatt tértem átt co2-ről !
Co2 gáz is mérhető,méghozzá mázsán. Egy kg kb 550L légneműnek felel meg !
Off : Láttam,hogy a társak megpofáztak az irásod tartalmát illetően.......
Figyeld meg az én irásomra a reagálást........Ehhez itt szokni kell,de nehéz viselni,mert nem tudják,hogy a fórum,mint társalgás,megbeszélés,megvitatás,és egymástól való tanulás itt megadatott lenneeeeeeeeeeee,de ez nem működik !!!!!On.
GMAW-MIG-MAG hegesztésről meséltem, és amit írtam az csak szerkezeti acélra igaz. (Rozsdamentes acél, alumínium az más tészta)
írok egy két dolgot ami eszembe jut.
- Mint írtam a Co2-ből részben oxigén lesz 2000 C felett, Kb 4-5% Co2 fellel meg 1%oxigénnek. Ezért használják pl. a Messer Ferroline C12X2 gázt 86%Ar; 12%Co2; 2%O2 ahol az oxigén csökkenti a fröcskölést. (Probáltam, nem csodaszer a corgonhoz képest...)
- Fröcskölés mentes(ebb) hegesztésre használják az impulz hegesztést ahol alacsony áramerősség esetén pl.80 Ampernél a rövidzárlatos hegesztést rövid 300Amperes impulzusokkal finom cseppessé alakítják. (Ez sem csoda szerintem, de lehet próbálkozni...)
- Miért nem használnak 98%Ar és 2% oxigént, a 2% oxigén elég lenne. A Co2 gáznak nagyon jó tulajdonságai vannak hegesztéshez (csak a sok oxigén ne termelődne..). Az egyik kedvező tulajdonsága hogy a lenti kémiai reakció hőt von el amikor az oxigén keletkezik a varrat ömledékbe pedig hőt add vissza. Illetve sokkal jobb a hővezetése mint az Argonnak szélesebb kedvezőbb formájú a beégése. Cserébe fröcsköl, illetve a Co2-vel hegesztett varrat folyáshatára a több bentmaradt oxigén miatt kb. 20%-al gyengébb.
- A fentiekből következik hogy az Argon önmagában kis oxigénnel nem tökéletes, nagyon magas hőmérsékletű íve, nagyon rossz hővezetéssel, kis pontra fókuszált mélyen beégő de nagyon keskeny varrat keletkezik. Gyakori a szélbeégés...
Nem nagy kompromisszum ha csak Co2-vel hegeszt az ember, azért a corgon kicsit jobb cserébe kb.: 3,5x drágább a gáz.
Okosságok (Prohardveres fórumon írtam már ezt, de nem volt érdeklődés):
1.) A legtöbb MIG-MAG hegesztőgépen csak a huzalelőtolás és a feszültség állítható közben mindenki Amperben gondolkozik. Akkor a legtöbb hegesztőgépen miért nem lehet Ampert állítani? A hegesztés során az áramerrőséget 90%-ban a huzal előtolás illetve a huzalvastagság határozza meg. Olyan gépeknél amelyeken nem lehet beállítani a felhasznált huzal átmérőjét, képtelen a gép kiszámolni az áramerősséget. (10 m/perc huzal előtolásnál 0,8 huzalnál 150Amper; 1 mm-es huzalnál 200Amper keletkezik.) Nem bonyolult meg kell tanulni a különböző huzalok milyen áramerősséget generálnak adott huzalelőtolásnál.
2.) Azonos méretű 50 literes Co2 illetve C18(corgon) palack töltés cseréje nettó 15.000 vs. 25.000 Ft. Nincs olyan nagy különbség, de a Co2 mégis sokkal olcsóbb mint a fenti árkülönbség. Miért? A C18(crogon 82%Argon + 18 %Co2) közel ideális gázként viselkedik 50 literes palack 200bar nyomáson (200x összenyomva a gáz) 50x200=10.000 Liter = 10m3. A Co2 gáz folyadék állapotban tárolják a palackban, a palack tetején a szelepnél az elpárolgott gázt használjuk. Amig van folyékony Co2 a palackban szoba hőmérsékleten Kb. 60 bar nyomáson van jelen (ezért nyomás alapján nem tudjuk megállapítani mennyi van a palackban). 50 literes palackban folyadék állapotú Co2-ből kb.: 20m3 gáz nyerhető. Kb. 3,5x olcsóbb a Co2 gáz felhasználás.
S mivel most kezdtem el tanulni hivatalosan is a nagybetűs szakmát, én személy szerint nem bánnám, ha továbbra is ilyen ún.:'hülyeségekkel' traktálnád a fórumot.
Amúgy ez a leírás csak a fogyós hegesztésre illik, vagy más egyéb eljárásokra is? Pl. awi, ect.
A hegesztés fizikáját kellene jobban megérteni, abból könnyebb rájönni mi a baj.
Kezdjük az alapoktól. Elbeszélgetek magammal:
- Miért kell védőgáz a hegesztéshez? Főképpen azért, hogy a környezetben lévő varratot szennyező gázok (Főképpen Oxigén, és a légköri nedvességből a Hidrogén) ne szennyezze a varratot.
- Oké, de azt nem értem miért használunk aktív gázokat Co2 illetve bizonyos 3 komponensű hegesztő gázoknál oxigént. Hát pont attól kell védjük a varratot.
- Ez egy érdekes dolog. A Co2 kb. 2000 C fokig semleges gáz és jól hűti védi a varratot, viszont az ívben akár 10.000 C is lehet ott szépen felbomlik Co-ra és oxigénre. Az oxigén kapcsolódik az vas molekulához FeO lesz, de ha tovább hevül a varrat akkor az oxigént jobban oldja az acélban lévő szén és CO vagy CO2 keletkezik megint. (ami nem szerencsés ha a varratban marad). Tehát a CO2 alacsonyabb hőmérsékletű része szépen védi a varratot, a túlmelegedett része pedig táplálja oxigénnel a varratot.
- Na ezt nem értem, akkor minek rakunk oxigént a védőgázban&varratba ha attól akarjuk védeni.
- Ez megint egy érdes dolog. Az oxigén nagyban javítja a folyékony acél ömledék viszkozitását. Tehát azért van szükség rá hogy a varrat szépen terüljön, egyenletes legyen a felülete, a kisebb viszkozitás miatt könnyebben kisebb méretű jó folyékonysági tulajdonságú cseppeket hozzunk létre. Tehát amig a varrat folyékony addig örülünk az oxigénnek, ahogy hűl a varrat és kezd megszilárdulni nem örülünk. Az oxigén eltüntetésére ezért kompenzálásként tele pakolják a hegesztő huzalokat oxidáló elemekkel sziliciummal és mangánnal ami próbálja az oxigént a varratból kicsapni. (hegesztés után a szilicium szigetek jól látszanak a varrat szélén, a horganyozó festő annyira nem örül ennek.)
- Na és mitől fröcsköl a hegesztés? Az előbb elmondtam hogy a folyékony hegesztő ömledékben CO és CO2 keletkezik ami kell is meg nem is, ez mint egy ásványvizes palackból ki a kar törni. Képzeljünk el egy hegesztési cseppet ami éppen le akar szakadni a huzalról. A cseppnek a külső hőmérséklete a védőgáz hűtése miatt szilárdabb (mint a ásványvizes palack külseje) a belseje folyékonyabb tele van Co2-vel, a leszakadás elött cseppnek a nyaka kezd beszűkülni, itt megnövekszik az áramerősség és még melegebb folyékonyabb lesz ez a rész ahol szinte kirobban a CO2. Ez okozza a fröcskölés nagyobb részét, de túlhevült varraton belül is lehetnek kitörések=fröcskölés.
- És mit lehet tenni? Én nem szeretem a fröcskölést vakargatni.
- Huzaltól és gáz típustól függően több fajta hegesztési ív keletkezik. 50-140 Amperig rövidzárlatos ami azért jó beállításokkal (indukció szabályozás ha a gép tudja) fröcskölés szempontból kordában tartható. Utána jön 140-240 Amperig a nagycseppes hegesztési forma, ez fröcsköl a legjobban, ha lehet kerüljük. 240 amper után kezdődik a finomcseppes hegesztés ami 320 Ampertól spray-be megy át. Itt megfelelő gázokkal (Corgon: minimum 80% argon.(Csak Co2-vel nem lehet finomcseppes hegesztést létrehozni 500 Amperig)) és beállításokkal elég gyorsan fröcskölés mentesen lehet hegeszteni. (A kis cseppekben nem tud gázrobbanás keletkezni, ami a fröcskölést okozza)
A kérdésre a válasz hogyan fröcsköl kevésbé a hegesztés 240Ampernél: 1 mm-es huzal esetén, 13 m/perc előtolással, 240 Amper áramerősség keletkezik, és 30 Volt feszültséget kell beállítani stabilan tartani. Az inverteres gépek a feszültséget mindig fixen tartják ívhossztól függően csak az áramerősség változhat. A trafós gépeket nem ismerem…. Csak fizika tudja a gép vagy nem.
Hegeszünk mindent 240 Amper felett? Ott minden szuper? Egy nagy f*szt. A finom cseppes hegesztésnek az a baja hogy szinte csak fekvő tompa vagy sarok varratott lehet vele hegeszteni. Szétfolyik az egész, függőbe vagy fej fölött reménytelen….
Ha valakit érdekel elmesélem mit lehet csinálni. Bocs ha fárasztó voltam…
Nagyjából összeszedték az előttem szólók a hibákat.
-1,2 huzal, inkább SG3-at javaslok (ha olcsó, rossz minőségű a huzal, jobban fröcsköl)
-testkábel: melegszik nagyon? keresztmetszeti problémák
-áramátadó: 1 tekercs/1db, érdemes cserélni, ez is befolyásolja a fröcskölést
-áramátadó helyes kiválasztása----mindenképp a huzalméretnek megfelelő legyen
-hegesztési kör kompenzálása a beállításokkal (nagyon nem mindegy, hogy a teljes kör 5-10-15 méter)
-helyes ívtávolság használata (huzal átmérő x10, mm-ben)
-helyes pisztolytartás
-ívdinamika/folytás beállítása
A trafós hegesztőgépek rettentő érzékenyek a bejövő áram ingadozásra, ezért lehetséges, hogy ugyanolyan beállítással egyszer jobban, máskor kevésbé fröcsköl.
Viszont 200A felett (ha a feszültség/előtolás érték jól van beállítva) nem nagyon fröcskölhet, hiszen ez a szóróív tartomány.
Érdemes lehet a 260-280A helyett több sort alkalmazni, 210-230A környékén.
A 400as trafós gép a hatásfokából kifolyólag 260-280A tartományban "nyélgázon" megy. (Bekapcsolási idő 100% 280A).
Az első linken található vélemények alapján kb. majdnem mindenki nagyon elégedett vele, és ajánlják. Szóval jó lesz ez szerintem. Gázzal nem fogom használni, szóval az a része nem érdekel.
Hahó, ebben a kategóriában minden is távolkeleten készül, de ne aggódj miatta. Bizonyos darabszám felett lehet egyedi színt/feliratot/stb. kérni a(z) igazi gyártótól.
Én nem vettem volna (vagy csak nagyon indokolt esetben) itthoni képviselet nélküli új gépet, de remélhetőleg legalább magyar cégtől lesz hozzá számla.
Ha szerencséje van, akár jó is lehet, az első linken vannak vélemények.
Trükk a külföldi oldalakon keresgéléshez: a google beállításaiban a keresési nyelvet és országot át kell állítani, és akkor azokat hozza először. Már tudom, mert én is nyomoztam gépek után.
Nem kell annyira megijedni az alus vezetékektől, azzal is működik a gép. Microforce 120 VRD-vel eltoltam kb. 5 kiló pálcát, magukkal a vezetékekkel nem volt probléma, csak a gyárilag szar rögzítésükkel.
Hyundai MIG-161-gyel elment kb. 4 kiló huzal, szintén semmi gond.
Most vettem egy Gorilla 235 DP-t, ami alap esetben 300 ezres kategória. Tippelhetsz, hogy súly alapján milyenek a kábelei. Nyert!
Az alus kábelt nem szabad gyötörni, mert könnyebben törnek a szálak benne. Egyébként ugyanúgy használható.
Ha a szlovák (?) videót nézted, akkor ha jól emlékszem, MMA módban botladozott a gép valamelyik fajta elektródával. Az nem lesz jobb réz kábellel sem.
Inkább vedd a 161-et szerintem, több embernek (nekem is) bevált. Ott is van a véleményem róla. Alapból 70e Ft, de néha (1-2 havonta akciózzák. Ha nem sürgős, akkor várhatsz vele, mert max. 1 hete volt vége az akciónak. Védőgázt is tud, ha úgy hozná a sors. Porbelessel nyomultam vele, de kicsit még CO2-vel is kipróbáltam, mielőtt másik gépem lett. Teljesen jó volt azzal is.
Abszolút hobbiszinten keresek magamnak hegesztőinvertert, ami a porbeles- és ívhegesztést is tudja.
Ezt néztem ki: IWELD GORILLA Multiflux 153 Synergic Nogas
De az egyik külföldi YouTube videó tesztben nem mondtak róla túl jókat kipróbálás után, illetve az sem túl bizalomgerjesztő, hogy a vezetékek rezezett alumíniumok az IWELD-nél, full rézvezetékek helyett!
Tudnátok ajánlani másik márkát, ami kb. ezt a szintet hozza, de tényleg jól működik, és a vezetékek is rézből vannak?
A keret ekörül van: 80.000.-, de nagy duzzogva max. 90-et is adnék érte. Végülis egyszer kelljen megvenni egy valóban jót, viszont tényleg csak hobbihegesztésre lenne, max. párszor használva évente.
Nálunk is akadt már egy-egy ilyen eset, de nagyon nem foglalkoztunk vele, mert a vashoz kellett az Amper (IPE-gerenda, 8-as, 12-es falvastagság), a többi meg hát... adott volt. A hegesztés végén vésővel levertük a cundert, oszt' jónapot.
Amúgy szerintem igazad lesz: itt is ott lesz a kutya elásva, hogy a drótnak sok az Amper.
Nagyon nem folynék bele, mert ha már öt profi is bepróbálkozott vele, ráadásul a helyszínen, akkor én innen mit mondanék?
Max. annyit, hogy ha a négy (egyébként működőképes) gépből egyet se lehetett beállítani, akkor az a gépektől független hiba lesz: anyaghiba (akár az alapanyagé, akár a huzalé), gáz-minőségi probléma, vagy akár a villamos hálózatban fellépő hiba (pl. fáziskiesés).
Ezek egyike sem látható szabad szemmel.
Azt tudnám javasolni, hogy kezdjetek el "sakkozni": először hegesszetek valami ismert vasat, használjatok olyan drótot, amivel már volt jó varrat, álljatok vissza CO2-re, használjátok a gépet másik konnektorról (esetleg próbáljátok ki másik műhelyben), satöbbisatöbbi... egyszer meg kell lennie a "bűnösnek".
Szia. Pontosan nem tudom melyik gép a mig 400 - nem találtam a weboldalukon ,lehet hogy egy régebbi verzió - , de a lényeg, ahol dolgozom ott használunk 4500sw - ez a "különtolós" , vízhűtéses trafósgép. 1.2 böhler emk8 huzallal és 82/18 kevertgázzal 18L/perc mennyiséggel használjuk.
Ezen a gépen már van kijelző meg szinergiákat lehet állítani stb...
Nos, mi próbáltuk szinergikus módban nem jött be, nem tudtuk beállítani, ennek több oka is lehet szerintem.
Először is nem tudom milyen hosszú, de kur*a hosszú testkábelt adtak hozzá, meg a testkábelcsatlakozó nem túl jó - már mint szuper, csak nem a szórtíves "nagyáramra".
Mi még nem cseréltük le rövidebbre, de lehet hogy segítene egy vastag 95 kavadrátos (mm2) testkábel és elég lenne egy rövidebb mondjuk 3 vagy 4m.
Akkor a másik dolog hogy van rajta 3db testkábel dinse csatlakozó. Mi a harmadikba tettük, mert az 1,2 huzalhoz, kevertgázhoz azt ajánlja.
De én kikapcsoltam a szintergikus módot rajta, úgy próbálkoztam. Nagy fokozat állítót C a kicsit mondjuk 5 vagy 6 és 9,8-10,8m huzallal használva, fröcskölésmentes "hófehér ,ezüstös" varratot lehet vele csinálni. Vagy függőzésnél A8,9,10 beállításon nagyon szépen lehet vele függőzni.
Semmivel nem rosszabb vele hegeszteni mint mondjuk a rehm rp462 vagy rp562 vagy régi trafós forniussal, igazából szénacélon ugyan úgy hegesztesz vele mint bármelyik inverteresgéppel!
Lehet hogy nem ugyan az a két gép, mert a tieteken nem biztos hogy lehet variálni a szinergiákkal, de én megnézném a testkábel hosszát, keresztmetszetés, csatlakozót, illetve megvan-e hozzá a szükséges felvett áram.
Utóirat: 260-280A 1 huzzallal szerintem baromi sok, nagyon túlhevül az ömledék és a környezete az okozhat fröcskölést! Én 280A már 1,2 huzalt használnék, tudom hogy 190A és 250A között van az áram átmenet rövidzár és szórtív között változik ott fröcsköl az 1,2 huzal, de 260A felfelé már szórtív és "hűvös" varratot lehet hegeszteni.
Szerény kis acélszerkezetgyártó cég vagyunk, hagyományos trafós gépeket gépeket használunk, egyebek mellett 4 db Weld-Impex MIG400 vízhűtéseseket. Egyik típust sem sikerül beállítani (mérsékelten) fröcskölésmentesre. A hegesztendő anyag 8 mm vastagságtól 20 mm-ig terjed, 82%Ar-18%CO2 SIAD STARGON gázt használunk 12-15 l/perc mennyiséggel az 1,0 mm SG2 huzalhoz 260-280 A-ral.
Eddig négy "fizetős" és egy ingyenes hegesztőmester, mérnök, szakember nézte meg és próbálta beállítani a gépeinket, különösebb eredmény nélkül, pedig előfordult, hogy a reduktortól az áramátadóig munkakábelestől, előtolóstól mindent újakra cseréltünk, és az anyagot fémtisztára csiszoltuk.
A gyártó állítja, hogy nem szabad neki fröcskölni (bolházni), nagyon segítőkészen ellát tanácsokkal, de a távolság és emberhiány miatt kijönni nem tud, mi pedig nem tudunk milliós nagyságrendű összegeket áldozni inverteres gépekre...
Milyen beállítást használjunk pl. 10 mm-es lemezek 6-os sarokvarrataihoz?
Nincs igazán mit, mert nem volt egy rakétatudomány: megvolt a két álló oszlop, ugye... beraktuk közé a megfelelő magasságra beállított forgólézert(mert arról van szó!), azt' máris berajzolta az oszlopokon a furatok magasságát. Onnan meg már csak be kellett pontozni a vonalon az oszlop közepét (vagy a szélétől a megfelelő távolságot, ha az ajtót pl. az oszlopok külső oldalával akartuk síkba tenni) és megvolt a felső furat tűpontos helye.
Az alsókat meg a lézer függőleges vonal üzemmódjával "húzattuk meg" a már berajzolt ponttól indulva. Annak távolságát a felső ponttól meg - a szokásos módon: mérőszalaggal - felmértük.
Érdekes amúgy azt látni hogy egyes országokban még mindig dívik egy-két tartós dolgot gyártani - mondjuk ezek szinte manufaktúrák.Csak a nagyon kelendő dolgokat gyártják szarul.
Én egy csomó jó dolgot sajnálok amit már nem gyártunk akár itt magyarországon, nekünk,hazai piacra.
Talán azért volt keményebb és időtállóbb a régi beton mert murvával dolgoztak nem sóderral.a régi vakolatok is azért beton kemények, meg nem esik le és málik le, mert meszet használtak nem pedig mészpótlót vagy ami még silányabb, mosószert... Nem is volt divat és nem is kellett telibe glettelni a falat, mert az akkori szakik tükör simára tudták húzni a simító vakolatot, vezető sín és minden egyéb nélkül.
Ténylegesen elmondható hogy ez régen jobb vóóót. 🙂
Nekem azt tanították hogy felesleges annyi cementet rakni bele mert nem fog jobb tulajdonságokat mutatni..
Tömegbeton a legsilányabb.. tszbe meg került bele minden is és helyi keverés. Azt mikor töröd felfele sírsz.. 30cm től 60cm vastagságig. A mostani zsákosak sehol nincsenek keménységbe, vettem azt olyan színe volt mint a sódernek :D 2 naposan meg összezúztam azzal hogy felemeltem.. Pedig csináltam kurvasok beton járólapot.
Legkeményebb a pénzverde volt. Ott 20db vésőszár fogyott 5 gépen 12 óra alatt, 0-24 be ment a véső hogy időbe meglegyen.... Már a végén senki se akarta élezni őket. Úgy köszörülték otthon/telephelyen az emberek.
"Én nekem szerencsém volt, sosem találtam el betonacélt, de amit használok milwaukee mx4 nevű szárat elméletileg nem akadály neki a betonacél."
Hát, mi aztán rendesen kikapkodtuk. Persze ehhez az is kellett, hogy olyan, "békebeli" házaknál jártunk, ahol még nem spóroltak az anyaggal. Volt például olyan pesti ex-bérház, ahol nem fúrni kellett... "csak" az utcára kilógó kirakatot kellett elbontani.
Nna, abban aztán majdnem hogy annyi volt a vas, mint a beton. Nem ám gömbvas. Szögvas! Sőt, zártszelvénnyé hegesztett szögvas!
Vágjad, paraszt! :)
De volt TSZ-major falának vágása. Hát, azok se spóroltak a cementtel: olyan világháborús bunker szintű öregbetonból volt a fal, hogy még a gyémántkorong is sírt. Egy másik vállalkozó bele is bukott, pedig azoknak állítólag ilyesmi volt a profiljuk.
És hát nem csak a betonvas volt a gond. Ezeknél a házaknál még hírből sem ismerték az előre bekevert, zsákos betont. A diónyi kavics meg olyan szépen elvitte a fúrót oldalra fél-, egy centire, mint annak a rendje. Az meg nekünk pont elég is volt, mert vegyi dűbelt csak az egyik utolsó munkánknál használtunk az ára miatt. Addig csak a szokásos tipli...
Ezt téglában csak "vegyidübellel" tudnám elképzelni, mert tényleg közel vannak ahhoz a furatok. Viszon beton, pillérelembe alapcsavarral jó fog szépen.
Én nekem szerencsém volt, sosem találtam el betonacélt, de amit használok milwaukee mx4 nevű szárat elméletileg nem akadály neki a betonacél. Meg a hiltinek is vannak ilyen szárai, azoknak minden mindegy mint a szélsőháznak hogy milyen anyaggal találkozol fúrás közben. Jellemzően ezek 4-6-8 élű fúrók.
Egyébként lehet, hogy beválna, bár az igazi a "reinforced concrete" (vasbeton) lenne. Az ugyanis olyasmi, amivel sűrűn találkozik az ember és nagyon haza tudja vágni a napját, ha a négy furatból kettő azért csak dísz, mert két centinél vasat fogott a fúró, az ajtót meg pont nem rakhatja arrébb egy centivel se.
"A friss telepítésű oszlop alatt nagy átmérőjű zártszelvényt - például 100x100 értesz vagy vasalt betonpillért?"
Leginkább zártszelvényt, bár a 100x100-ast azt úszókapukhoz használtuk.
De igazából minden rögzítés attól függött, hogy mi volt a helyi adottság: volt, hogy téglából rakott oszlopra kellett először egy talpat befúrni (a talpas forgáspont zsanérok szvsz nem valók semmire, olyan közel vannak a furatok egymáshoz), aztán arra hegeszteni a zsanért.
De a forever kedvencünk a betonnal körbe-, és belül is beöntött zártszelvény volt. Nna, ha olyannal találkozol, akkor kerül, amibe kerül: AZONNAL HAGYD OTT!
Megfejtés: a zártszelvényig eljutsz egy vídiás fúróval, de onnantól meghalsz: a vídia a vasat nem viszi, a gyorsacél viszont abban a tizedmásodpercben ég el, ahogy átjutsz vele a vason. Mire kifúrsz egy tizenkettes furatot, vagy húsz-harminc fúrót baszol el és köszörülsz meg...
(Mindkét anyagot a magfúrók viszik, de azok ott kezdődnek, hogy a gép is több százezer forint. Két furatért nem igazán opció...)
Sőt, azzal is hegesztettem. 😜 Mérgemben a kiegyenesítő varratot egy szuszra végigtoltam (45 cm). Látszik, hogy már kb. leszartam, hogy mi lesz ebből, mert magamhoz képest egész épkézláb lett a hímzés. Pedig állva görnyedtem, kényelmes az nem volt. Amin meglepődtem, hogy a varrat irányába nem görbült a tákolmány semennyit.
"Ilyet használtam én is, csak egy-két helyen szembe jön velem a diópántos rögzítés - leginkább tengerentúli videókban láttam."
Ha nagyon pöpecül fel tudod rakni mind az ajtóra, mind pedig a keretre (nem tudod - különösen a kínai, lötyögős szarokat), akkor lehet esélyed rá, hogy csak akkor fognak elátkozni, ha netán megereszkedik a cucc. Nekünk mindenesetre nem sikerült rá tökéletes megoldást találni. Egyszerűen nem volt olyan, hogy ide hegesztek egy pántfelet - oda hegesztek egy pántfelet és felcuppantom rá az ajtót. Gyakorlatilag készre össze kellett állítani a kaput zsanérostól-mindenestől a helyén és úgy felhegeszteni a keretre a pántot. Ha nem sikerült - mert mondjuk megereszkedett az alátámasztás kivétele után -, akkor meg jött a szopás: levágni, lecsiszolni, újra felhegeszteni, lefesteni...
Az említett forgáspont zsanérral meg kilézereztük a négy zsanér furatát a kereten, kifúrtuk nekik a furatot, felrögzítettük a zsanérokat, rácuppantottuk az ajtószárnyakat, egy villáskulccsal beállítottuk-rögzítettük... és a kapuszárnyak lézeres pontossággal vízszintben voltak és milliméterre találkoztak! Ezt diópánttal még csak megközelíteni sem tudtuk igazán.
Diópántot maximum egyszárnyas ajtónál alkalmaznék, de tényleg ott is csak akkor, ha nagyon muszáj.
Ez gyakorlatilag annyira lesz “kocsi”, hogy egy kerekeken guruló lemez lesz, rárögzítve egy fém fiókos (függőmappa) szekrény, tetején a géppel. A szekrény mögött meg a palack ahhoz láncolva. A sok cumó megy a fiókokokba. Szerintem zseniális ötlet, innen loptam: https://youtu.be/3uoOG-aBaYM?si=FpK27IbBYHqm-pdG
Alsó hangon 120 kiló lesz azon a lemez talpon, persze elég lett volna vékonyabb is, de ez volt készleten. 😉
Megterveztem egyébként zártszelvényből is, de azért mehettem volna a bótba + egy csomó meló.
Végre nem vödrökben kell majd kihordanom a cuccokat a kertbe hegeszteni. Igaz, hogy a kocsifeljáró miatt a garázsból majd csak úgy tudom kitolni, hogy ki kell mennem a nagykapun az utcára, onnan meg vissza a személykapun. 😆
A szekrényt már begyűjtöttem:
Mondhatni, hogy van benne hely. Még a sisak is befér. Üresen 30+ kg, és legalább annyit elbír per fiók.
A gépet rögzítenem kell, mert a tett helyszínére vezető úton van emelkedő/lejtő/kisebb bukkanó. Szerintem fém fülekkel megoldom a masina gyári csavarjait használva.
Már tologató fogantyúnak való is van, előző életében fűnyíró tolókar volt. A kerekek is megvannak. Csak jöjjön már a jó idő, aztán rakom össze.
Nekem is a MrJones féle állítható jött be (behegesztős hüvellyel). Sokkal megengedőbb, mint a diópánt. És alulra is olyant, nem az oldszkúl forgáspont.
Ha a klasszik, zártszelvényes keretet csinálod, akkor mindenképpen állítható zsanérral csináld. Már a kapu felrakásánál is hálát fogsz adni érte (könnyebb egymáshoz lőni a kapuszárnyakat), a friss telepítésű oszlopos kapuk esetében kábé 100%-ban bekövetkező megereszkedéskor meg az, akinek után kell állítania a cuccot.
Egyedül a 3D-s kerítések pehelysúlyú kapui olyanok, hogy nem nagyon akarnak idővel belógni, de az meg úgy is csak szerelgetés.
Mi ilyet használtunk:
A klasszik zsanérokhoz képest atomjó volt vele dolgozni.
Nekem egy lapból van az asztallap és úgy gondoltam, ha magából a lemezből kivágom a hegesztett részt , 5-10 cm-es körben, ameddig hevűlhetett a lemez, akkor elvileg megszűnik a feszültség, ami elhúzta.
Csak az a kérdés, ha igy volt évek óta, akkor feszültség nélkűl vissza áll e ?
"Íme az én próbálkozásom a 8-as lemezekkel, “kettőből csináljunk egyet” volt a feladat címe."
Az volt a baj, hogy egy oldalról hegesztetted, méghozzá vízszintesre belőve. A hegesztés viszont mindig "húz", ezért lett belőle ilyen "V"-bötű.
Egyszer hegesztettem 20-as vasat. Egy dobásom volt. Hááát... volt fosás végig, hogy nem fog síkban futni! :)
Úgy csináltam, hogy először pötty egyik oldalról, majd nagyobbacska pötty a másikról, majd egycentis szakaszok az első oldalon, kétcentisek a másikon, egy összefüggő vékony az elsőn, majd a másikon egy erősebb összefüggő... szóval az oldalakat váltogatva építettem fel a varratot. Hogy az egyik húzás kiegyenlítse a másikat. Érted...
Gyakorlott hegesztők tudnak olyat is, hogy a két lemezt egy kicsit hegyesre ("V"-helyett "A"-ra) állítják a hegesztés előtt és a keletkező feszültség épp vízszintesre húzza be a lapokat, de ehhez nagy tapasztalat kell. Vagy sorozatgyártás.
Ha asztallapnak kellene, én tuti, hogy csak felragasztanám a két lapot összetolva a keretre, aztán maximum "a szépség kedvéért" egy nagyon pici varrattal kitölteném a két lap közti rést - már ha van.
Megpróbálhatod a púpos oldalát szakaszosan hegesztgetni, de valószínűleg babra munka lesz, és nem lesz tökéletes.
Íme az én próbálkozásom a 8-as lemezekkel, “kettőből csináljunk egyet” volt a feladat címe.
Felül azért vannak hegesztés nyomok, mert ki volt merevítve szintén 8-as csíkokkal. Az alsó oldalt egyszer végig varrva nem is nagyon mozdult a sík. Sőt, kicsit a “rossz“ irányba hajlott.
Oszt’ leszedtem a merevítőket, nem kell az oda felkiáltással. Nem, a f@szt. 🤪😆🤣 Akkor lett ilyen, mint a képen. Kb. 5 centis szakaszokban varrtam “elszórva”.
Aztán a másik (megint az alsó) oldalra varrtam még, úgyse volt kitöltve még teljesen a gyök. Nettó mázlim volt, de utána kb. sík lett. Nem kritikus, mert hegesztőkocsi alja lesz, egy fiókos szekrény meg a palack lesz rajta. Azért ilyen nyitott könyv formátumban nem akartam hagyni. 😀
Eredetileg így merevítettem ki egyébként. Ha nem sietek annyira, ezt kellett volna átpakolnom a másik oldalra:
Birtokomba jutott egy komoly munka asztal. Kb 8-as lemezből van a felülete. Jó is lenne , csak a lábait évekkel ezelőtt hegesztéssel rögzítették. A lemez ennek következtében belibbent.
Nekem kedvezőbb lenne egy sík felület.
Az lenne a kérdésem , ha kivágom a hegesztett lábakat az asztal lapból, lemezből, tehát megszüntetem a feszültséget, visszanyeri e az eredeti formáját?
Vagy olyan van, hogy felcserélted a kábeleket a hegesztőn és fordítva van a polaritás - amit nem mindegyik pálca szeret -, vagy amit a kartács mondott itt alant: átnedvesedett a pálca.
Inverteres hegesztő egyszer csak nem viszi a bázikus elektródát. A sima rutilosat igen,de a bázikust nem lehet vele elhegeszteni rendesen. Legutóbb még teljesen jól lehetett vele hegeszteni az esab 55.00 pálcát. Most meg annyira ragad és beég,hogy lehetetlen már begyujtani is.
Az anyag ugyanaz,a pálca is. Létezhet olyan,hogy a dióda vagy elektronika tönkremegy az inverterben és ilyet csinál?
Ha van kiépített lehetőség a hegesztés polaritásának felcserélésére, akkor igen. A porbelesek fordított polaritással mennek, tehát a gépen meg kell tudnod cserélni a "+"-t és a "-"-t.
A bajság csak az, hogy ez a régebbi gépeken maximum szereléssel, de méginkább csak átalakítással oldható meg.
Hát... olyankor ugyan nem mindig húz egyenes varratot az ember, viszont maga a varrat az érdekes módon mindig jó!
Vagy legalábbis jóleszezide. :D
"Ez is egy felesleges opció volt."
Még a varrás ideje (t1) az rendben volna: nem olyan rossz, ha a szakaszok tényleg egyformák. De a t2 szerintem robot (vagyis inkább egy nagyon buta automata, mert a robot úgyis akkor kezd hegeszteni, amikor odaért a következő pozícióba) nélkül totál értelmetlen.
Egy hegesztőrobot - egyenletesen mozogva - biztos nagyon szépen varrna vele, de én megmondom őszintén, hogy sosem használtam: ha ki kellett jelölni a szakaszok kezdetét, akkor ugyanannyi erővel már kijelöltem a végüket is. Ha meg annyira nem volt fontos a pöpecség, akkor meg ment szemre minden (Aztán legfeljebb az egyik szakasz négycentis lett, a másik meg négy fél-öt. Nabumm).
Naja. Csak az inverternek van egy ordenáré nagy hátránya: lehet vele például létrára mászni. :)
( De tényleg! Tudod te, hogy mennyivel faszább dolog targoncáról - stabil ketrecből* - úgy hegeszteni, hogy csak a pisztolyt fogod, mint inverterrel létráról, fél kézzel kapaszkodva, miközben az egész hóbelevanc a nyakadban lóg és minden zsebed tele pálcával, fogóval, salakolóval, babámfaszával? :) )
*
(Ezt az isten is arra teremtette, hogy egy targival mozgóállvány helyett használják.)
"Mi a vér ezen a szakaszos hegesztés? Minek?"
Amikor a varrat így néz ki: ____ ____ ____
Arra jó, hogy egyrészt amit fölösleges telibe varrni, azt nem is kell telibe varrni (idő és kőccség, ugye..).
Másrészt pedig van, amit nem is szabad egy menetben, telibe varrni, mert szanaszét vetemedik az egyszerre bevitt hőtől és a tágulástól-húzódástól ( aki hegesztett már össze nagyobbacska lemeztáblákat, az tudna erről mesélni - például én is tudnék... de nem fogok, mert nem lenne egy kimondott sikersztori :) ).
(A 2 és a 3 0 lesz, ha jól sejtem. Azok a szakaszos hegesztésre valóak.)
Az "A" és a "B" jelű fokozatkapcsolók közül a kevesebb állású a durva, a több a finombeállító.
(Ha jól emléxem, akkor az A 1-3 ig szabályozható, a B 1-7-ig.
1.5-ös lemez széléhez valahol az A=1 B=5 és az A=2 B=2 közötti értéket keresgélj. (De ha neked az 1/5 is égetne, akkor a B-vel mehetsz még lejjebb. Ha viszont a 2/2 is gyenge, akkor a B-vel feljebb.)
Az 1-es szabályozó a drótsebesség, de az egy ilyen elhanyagolt gépnél már bármi lehet. Azt neked kell kitapasztalnod egy próbahegesztéssel.
Sziasztok. A képen látható géppel szeretnék egy hamuzó fiókot készíteni katlanhoz. Bevágok kb. 1-1,5mm.es lemezt és felhajtogatom. Tehát csak a széleit kellene összecsipkednem.
Hogyan kellene beállítanom a képen látható potmétereket, kapcsolókat? Köszönöm.
Csak úgy eszembejutott Volt egy karosszéria javító, autószerelő, autófényező, (ezek a felkent szakmái voltak)a tanult szakmája szerint autóvillamoságis figura költözött a szomszédunkba feleségével, két kisgyerekkel. Az utcáról az alacsony, kb 150 cm magas, kerítésen belátni a nyitott garázsba ahol bütyköl, plusz az udvaron is javított bőszen autókat. Hegesztő vagyok, felismerem a palackokat, egy oxigén, és egy acetilén figyelt diszkréten a sarokba, az utcáról is látható volt. Egy alkalommal, láttam hogy a sarkával, visszacsapó gátló hiányában, a vezetékekre lépve akadályozza meg az esetleges visszaégés elkerülését, és a saját maga, a kiscsaládja, a garázs, a lakóépület darabokra hullását.:) Tehát, hegesztők, és bátor autóvillamoságis arcok tudnak csak lánggal dolgozni, a többiek felejtsék el :)
Magyarázza már el nekem azok a valakik akik negatívval jutalmazták a két utolsó posztot.
Miért? Mi volt összeegyezhetetlen a bejegyzés a hegesztéssel.
Azt tudom hogy a laci-59-re valakiknek öszefut a nyál a szájban, és kötelező a negatív bármit is ír. Itt most normális hegesztéssel kapcsolatos írások voltak.
Sziasztok, van egy fölösleges dissous szettem, két oxigén egy gáz + tömlő nyomáscsökkentők keverőszár 2-8-ig pisztoly 2 vágófej, ha valakit érdekel, jelezze emilben,
ha valami értelmes ajánlata van rá, egyik oxigén és a dissous kb félig van, de le tudom fotózni az órát, hogy mennyit mutat.
Valahogy így. Fogaskerék ikon, kiválasztod az automatikus feliratot, utána már tudsz fordítási nyelvet választani.
A tökéletestől messze lesz, mert google fordító.
Csak olyan videóknál működik, ahol találsz automatikusan létrehozott feliratot.
Valószínűleg csak PC-n fog menni a magyar. Nekem az iOS Youtube alkalmazásban is működik az egész, csak éppen nem választható ki magyar, csak egy pár nyelv van. Android valószínű ugyanaz. Nemtom, miért nem oldják meg. Almás telóról még böngészőből se megy, azaz semmilyen fordítási nyelvet nem tudok kiválasztani, csak az eredeti automatikus nyelven (pl. angol) megy.
Ismerős-e valakinek, a Hobby Botond heg trafó? A Békeharcos Mgtsz, később a Botond Kisszövetkezet készítette, Tolcsván. Hozzám került egy leharcolt darab, valaki kiberhelte a 0-1-2-3 fokozat kapcsolót és beletett egy 0-1-2 kapcsolót, de csak egy fokozat van bekötve. A dobozban megvannak a másik két fokozat vezetékei, de össze vissza. Valakinak, esetleg kapcsolás, vagy működőképes trafó, amit lehet fényképezni?
Szerintem csak a pisztoly mozgatáson kellene finomítani.
Ne a sarokban húzd egyenesen hanem a két anyagra menj el kicsiket le-fel
Tényleg keress videókat ahol leírják, megmutatják.
Én általában olyan íves cápafogas mozgást szoktam belevinni, de függ a helyzettől-pillanatnyi kedvtől stb is.
Ha beállítod a két vasat úgy hogy mindkettő 45fokon legyen a vízszintestől akkor elég egyenletesen jobbra-balra ringatni a pisztolyt a két anyagra, ahhoz hogy szép egyenletes kb vízszintes legyen az ömledék.
Ha nem 45fokban van a két anyag hanem vízszintesen és függőben akkor a függőleges anyagra kicsit fel kell húzni,úgy hogy a függőben lévő anyagon többet van az ív (mert lefolyik).
Remélem valamennyire érthető amit írtam, ha kicsit gyakorlod rá fogsz érezni, corgonnal pláne szép lesz ez.
Az egyenes emberek, a FÉRFIAK közlik egymással ha nem egyezik a véleményük.
A gyenge jelleműek csak üzengetnek, sunyin.
Magamról.
Gyermek korom óta folyamatosan tanulok, bővítem a tudásom, remélem ez életem végéig így is marad.
Minden új információ " ráépül" az előzőekben tanultakra, szükség van az általános iskola VII. osztályában fizika órán tanult alapismeretekre is.
Ha valamit a hosszú évek folyamán elfelejtettem volna, annak utána olvasok, újra megtanulom.
Az elektromos alapismeretek tudása nélkül nem lehet manapság elektromos gépeket, főleg hegesztőgépeket szakszerűen használni, üzemeltetni.
Rólad.
Gyermek korodban sem tanultad meg, azóta sem tudod, és nem is vagy hajlandó megtanulni.
Az, hogy ösztönből, minden elméleti tudás nélkül tudsz a Hetrával hegeszteni ma már édes kevés.
Nem vagy képes befogadni az új információkat, amit ma megtanítanak neked azt holnapra el is felejted.
Nem vagy képes megtanulni az elektromos alapfogalmakat, mértékegységeket, törvényszerűségeket.
Ehelyett kreálsz a beteg agyaddal téziseket, amik tévesek, és semmilyen szinten nem állják meg a
helyüket, és ezeket tényként próbálod beállítani.
A fórum tagsága próbál időről időre helyes irányba terelni, de Te nem vagy képes befogadni az információkat, csak fújod a hülyeségeidet, lejáratod a fórum szakmaiasságát.
A végére, soha nem volt boxer motorom, és így azt el sem tudtam adni, és semmilyen közösségi oldalról nem ismerjük egymást.
Az a baj, hogy sokszor - nagyon sokszor - az általános oskolában tanultakat* próbálod meghazudtolni a kijelentéseiddel és valahogyan kimagyarázni önnön magadat. Nem, nem a mostani általánosról beszélek, hanem a harminc-ötven (vagy még régebi) évvel ezelőttiről.
[gondolat törölve] s irgalmatlanul megsértődsz azon, ha kijavítanak. Lentebb írták, hogy nagyon szar a kinézete a masinának, de mukodik! Erre elég lett volna annyit írni, hogy az xyz akkutöltő X volttól-Y voltig állítható, ezzel szabályozod a fordulatszámát a motornak. De te Ampert írtál, s mikor helyesbítettek, még neked áll feljebb. Pedig ezt elbasztad, ez a te sarad. Elég lett volna annyit írni, hogy: Ja, tényleg benéztem, elnézést.
*Ohm törvénye mond neked valamit, vagy az inkább már inkább a mágiára hasonlít? A feketemágiába most nem mennék bele, mely szerint vannak olyan varázsszavak, hogy: félvezető, kondenzátor, IGBT, PWM, FET, ect.
Ne terelj. Világosan és egyértelműen elválik, hogy nem azért basztatunk mert építettél egy szerkezetet akárhogyan is néz ki, hanem azért mert többszörösen hülyeségeket beszélsz és még meg is magyarázod miért teszed.
A szófosás többi része meg egy kissebbrendűségi érzésben szenvedő nyárspolgár siránkozása, hogy őt senki sem érti meg.
Én rombolom a társalgást,mert gyártottam egy olyan eszközt,ami töbszázezres nagyságrendű,igaz kivülről ócskavas,de belül a LELKE azt produkálja,mint egy gyári készülék. Én rombolom itt a topikot,miközben akkutőltésről impedanciáról,meg a tököm tudja,hogy milyen idegen szavak jelentését irják itt egy hegesztőforgató asztal kapcsán.....
Bocsánat,ha ez off,a kérdés,hogy ki offol,én,vagy más.........!?
Szóval.....neked irom,mert pillanatokon belül a GYAKORLATI példáddal bizonyitottad,hogy akkutöltő,de inkáb mások miatt igy irom tápegység mire is képes.......!
Nem bántásból irom,mert te valamilyen szinten megérted a barkácsoló,vagy hobbista nyelvezetét,vagy elméjét.......
Sajnos vannak itt köztünk tanult emberek,akik fitogtatják az elméleti tudásukat,a gyakorlati megvalósitáshoz meg sötétek........ Egy örökös mondás,a tanult,meg a gyakorlatias közt örök az ellentét. A gyakorkatias irigyli a tanultat,a tanult,meg irigyli,és sóvárog ,vagy kullog a gyakorlattal teli emberek nyomába.......van úgy,hogy eléri,de az abszolult műszaki tudatlansága sosem engedi elérni a kettőt együtt. Aki tanul,nem ér rá dolgozni,aki a munkába öli az idejét,sosem fog tanult ember lenni...........
Még a neveimhez kiegészités. Első nevem AttilaLIX. A nagybetűl római számok,vagyis 59.
Utána figyelőkrumpli. Kiutáltatok innét,és sokáig csak figyeltem a vitákat,a fentieket mérlegelve , tanult - neg a melós vitáját. Utána Cseplin8. Nekem nyolc,a mondás szerint,mert a fenti két féle ember nem fér meg egy csárdába.....
Laci- 59. Mindenkinek,vagy sokunknak két neve van,miért baj ez. A két szám a végén......ja pár hónap és nyugger leszek. Köztünk néhányan meg iskolapadba ültetnének......... Ba......ke,produkáljatok csak úgy a kusujjatokból,saját elmétek szerint bármilyen gépet,rakjátok ide........jé.....ez az ember életre való........
Pofázni,értelmetlenül marházni,hüjézni,nos ezzé vált az országunk,hisz itt néhány ember közt is ez megy........
Refse2 te jó ember vagy,ezt jó tudni,és leirni is.........!
Bocs a litániáért,de ez a minimum,ami a fejembe járjált........
Azt már több helyen olvastam, hogy tiszta CO2 + tiszta Ar gázokból nem lehet így kevertgázt gyártani, mert nincs idejük így rendesen elkeveredni. Úgy látszik, a fenti viszont működik.
Ja… én nem voltam olyan szemfüles, mint Refse kolléga. Akkor a feszültség értéked akár kb. rendben is lehet (alacsonyabb, mint CO2-nél). A technika majd meg alakul gyakorlással, hajrá! Ilyen belső saroknál (meg egyébként is) szükség lehet rá, hogy rajzolgass a pisztollyal egy kicsit. Sokféle technika van, én is nagyon keveset gyakoroltam eddig, egyelőre az “előre-hátra” jött be, amit a srác is elmagyaráz 8:55-től, meg bemutat 11:40-től: https://youtu.be/cB4irRaB_6s?si=bEcwHmKo9okCG8yU Nekem is gondot okoz a folyamatos, egyenletes tolás, de így rajzigálva fel tudok venni egy ritmust. A videót mindenképp ajánlom, ha máshogy nem, automata magyar felirattal érdemes megnézned.
Oké,köszi! Szerzek majd lemezt,végül is csak azon kellene jobbára gyakorolnom. Hasonló táblázatokat láttam,de igen,eggyik sem volt egyforma. Majd kitapasztalom. Ezt a zártszelvényt már akár ez a beállítás is átégeti. Próbáltam több darabot,áthevíti rendesen,masszívnak tünik,vagyis az is! Majd alakul. Egész más ezzel csinálni valamit,mint az mma-val. Szinte már öröm😀!
Ez ennél egy kicsit bonyolultabb..... Ez a 3 (feszültség/ellenállás/áramerősség) erősen összefügg, viszont az ellenállás motoroknál nem csak az ohmikus hatásos ellenállástól (rezisztencia), hanem a meddő ellenállástól (reaktancia) is függ ezt nevezzük együtt impedanciának.
Amikor te egy izzót kötsz rá, akkor mivel annak csak rezisztenciája van, az pedig nagyjából fix (hőmérsékletfüggő, de ezt most hanyagoljuk el), az I=U/R alapján ha növeled a feszültséget automatikusan az áramerősség is nőni fog azaz fényesebben világít az izzó. A kettő együtt mozog. Mindig.
A motornak viszont impedanciája van és abból a reaktancia a terhelés és fordulatszám függvényében változik. Az egyenáramú motoroknál tipikusan egy adott feszültséghez egy adott fordulatszám tartozik, és ha nő a terhelés akkor a felvett áram fog megnőni. Ezért van az hogy ha a bácsi erőlteti a gépet akkor lelassul a forgás, a fix feszültség miatt megpróbálja a motor visszanyarni a fordulatszámot, megnő az áram, melegedni kezd stb maj szépen leég.
A váltakozóáramú motoroknál kicsit másképp van azt most ne taglaljuk, mert itt egyenáramú motorról van szó.
Szóval. Ennek a forgatónak az esetében a feszültség változtatásával történik a fordulatszámszabályozás (amit a töltőn a 7-17 V is egyértelműen jelöl), az áramerősséget meg az fogja meghatározni hogy éppem mennyire van terhelve a motor. Minél jobban annál nagyobb lesz a felvett árama.
Akkumulátor töltés esetében meg megint más a helyzet mert ott az akku belső ellenállása változik a töltöttség függvényében, szóval ha egy hagyományos töltőt ráteszel és 14V feszültségre állítod akkor az akku nagy áramot vesz fel a töltés elején a végefelé meg egyre kevesebbet. Ezt hívják fix feszültségű töltésnek ezt tudják a régi "buta" töltők. A modern töltők meg programokra vannak osztva. Ugyanis létezik olyan energiaforrás hogy "áramgenerátor" meg olyna is hogy "feszültséggenerátor" Az elő egyértelműen fix árammal táplál mindegy mekkora a terhelés ellenállása ( értelemszerűen annak változásakor a feszültség fog változni), a második meg fix feszültséget (és az áram ami változgat). A modern töltő először áramgenerátorral kezd ha jól Mléxem amíg el nem éri a névleges feszültséget és utána feszültséggenerátor üzemmódba vált a teljes feltöltődésig....
A feszültségnek és az előtolási sebességnek összhangban kell lennie. A szinergikus mód abban segít, hogy ha az egyiket tekered (V), akkor hozzáállítja a másikat (előtolás) egy képzeletbeli táblázat alapján, azaz nem neked kell megkeresned.
Javasolnám, hogy vágj kisebb darabokat, szeleteket, és azon gyakorolj. Vékonyabb anyagnál “elvárás” lenne, hogy annyira beolvadjon, hogy a túloldalon is lásd. A teszt darabokon ezt meg is tudod nézni, meg hajlítással-kalapálással adhatsz neki, hogy bírja-e.
A varrat meg az érték (V) alapján feljebb kéne még tekerned a gépet. Sebaj, szerintem mindenki így kezdi. Menj el addig, hogy már átégesd az anyagot, aztán onnan vegyél vissza.
Angollal hogy állsz? Tudok linkelni tök jó tanulós videókat.
A képeimen egy felszeletelt zártszelvényt látsz, amin először gyakoroltam CO2-vel (előtte porbeleztem). Ez tök jó volt így (mámint nem a varratok kinézete), mert bele tudtam kukucskálni, hogy mennyire olvadt be.
Dobok táblázatokat is, amiket a neten találtam. Nem azt jelenti, hogy pont így kell beállítanod a gépet, de ahhoz az anyaghoz tutira feljebb kéne menned. Látod, a két táblázat sem egyforma. A huzalsebesség (WFS) az egyiknél csak inch/perc-ben van megadva, át kell számolva. De inkább a feszültségeket nézd, hiszen szinergiában csak azt kell állítanod.
Egyébként egyenes hurkákat kéne először gyakorolnod, hogy ráérezz a pisztoly vezetésre. Dobok egy saját képet, 2 kukac már majdnem jó volt, de látszik, hogy túl óvatoskodtam a feszültséget. Magasak, és nem simul be a szélük az anyagba. A 2 jobbosnál vagy állítottam a gépen, vagy csak azért lapultak ki jobban, mert addigra rohadt forró volt már a laposvas darabka.
Én nem értek sokat az elektromossághoz meg az elektronikához ezért a kísérletekre hagyatkozom.
Elővettem egy régi cccp fokozatkapcsolós akku töltőt, rákötöttem egy 12v-os izzót.
Amikor alacsony fokozatba kapcsoltam halványabban égett, ha magasabba akkor fényesebben.
Ha attilacikrumpli egy ablaktörlő motort köt rá, akkor az is hasonlóan fog viselkedni, vagyis lassabban illetve gyorsabban forog a fokozatkapcsoló állásától függően.
Ebből azt a következtetést vonom le, hogy a feszültséget is állítja a töltő, nem "csak" az áramerősséget.
"A töltő plafon árama 17v ,nemértem,hogy jamesz,meg itya miért emleget bort,meg pálinkát......?"
Azért mert a VOLT az kurvára FESZÜLTSÉG és NEM áramerősség! És azért nem érted mert bár százszor leírták már ezt neked nem vagy hajlandó megjegyezni. Vagy megjegyezted, és ez a rosszabb, mert akkor szándékosan rombolod a társalgást. Mondjuk annak van annyi haszna, hogy sokkal könnyebb lesz kitiltatni innen ha így folytatod.
Közben apránként ismerkedek a géppel,de ez a szinergikus/manuál beállítást még annyira nem értem. Ilyen beállítással ilyet tudtam,30x30 as zártszelvény. Ezen mit kell változtatni?
Na.........te tudtad,hogy miért irtam 7 - 17v- ot.......!
A huzaltoló motorja pl 24 v- os. Hogy ez mekkora legkiseb árammal megy még,nemtudni,de minden bizonnyal ez a 24v- os motor,ha 10v- ot kap,megy még,de gyenge mint a bocifing......legalábbis az én ablaktörlő motorom a 6v- nál igy viselkedik. Ezért irtam 7v- ot. A töltő plafon árama 17v ,nemértem,hogy jamesz,meg itya miért emleget bort,meg pálinkát......? Szerintem,nekik kéne általános iskola padjaiba beülni.......
Jamesznek üzenem,hogy ha nem adta volna el a kék szinű boxer motorját,ki tudná szellöztetni az ellenséges érzetű modorát. Érdekes,egy másik közösségi oldalon még ismerősök is voltunk,itt meg b.....kolódik alaptakanul.........
"Kiváncsi lennék a társaid,de leginkáb a te forgató autómatádra......"
Nincs ilyesmim. Igazából még hegesztőgépem sincs - a cégnél volt (mármint hegesztőgép), ahol tavalyig dolgoztam. De forgató az ott se volt.
Persze nagyon kellett volna egy forgató és meg is lett volna hozzá szerintem minden (a műhely egy kész lomtár: csigahajtás tuti volt, motor is. De még egy frekvenciaváltó is akadt volna) - egyet kivéve: TOKMÁNY az nem vót. És nem is volt várható, hogy lesz.
Így aztán kútba esett a terv.
"mitől autómata,ez mit takar...."
Az újabb fajta "házi" akkutöltők saját maguknak állítgatják a töltőáramot aszerint, hogy mennyi az akku pillanatnyi töltése. Üres akku esetén nagy töltőáram megy, közepesen feltöltöttnél már kevesebb és mire teljesen feltöltött lesz az aksi, addigra már csak csepegtetik a töltést. Hát ezért automaták.
Kézi feszültségszabályozás viszont annyi van rajtuk, hogy kiválaszthatod, hogy 6V-os, 12V-os, vagy 24-es akkut töltesz-e vele. Már ha egyáltalán tudnak a 12-esen kívül mást is.
Értem,de még igysem tudtam megvédeni a szikráktól. Igaz,csak a védőüvegem repedt el két helyen,de üsse kő,semmi sem tart örökké,és ott van a hiba,ahol nem zavar.
Én a sötétitést tartottam elsődleges hiánynak. A 12- es üveg világos,erre raktam egy 5- ös oxigén üveget,ez igy már túl sötét. Talán a kilenc+ öt lett volna a jó,de 9,esem nem volt.
Igy ez volt az első,és utolsó,hogy hegesztést filmezzek. Amellett,kérdéses,hogy maga a telóm filmfelvevője erre alkalmas e egyáltalán.......!?
Mivel ezek a hegesztés topikok barkácsolásról,hobbiról szólnak,én egyáltalán nem mondanám gány küllemű szerkezetnek....... Esetemben a súly dominál,mert ritkán használom,és másik helységben tárolom........
A láncos sebességváltás,hasonló mint a biciklié. Vagyis van lehetőség bőven,de nyilván a legkiseb ( negyed ford./ perc) fordulatot,és még jónéhányat sosem fogok használni,2 , 3 lánc átrakás még belefér a primitivségbe. Ez a durva állitás. A finomab állitás,az akkutöltő potijelei,de a finom hangolás ugyanez a poti hegesztés közbeni mozditása. Szóval érded igy már remélem.......!? Ja,az akkutöltő 7 , és 17v közötti áramokat produkál pótméterrel.
Kiváncsi lennék a társaid,de leginkáb a te forgató autómatádra...... mitől autómata,ez mit takar.......?
Két éve készült,magam barkácsoltam. Ez terménydaráló maradvány,mármint a váz. Messze nem hasonlit egy gyári forgatóhoz,de a végtermék,amit művel,az szerintem igencsak preciz.
Egy autó ablaktörlőmotor hajt egy másik csiagahajtóművet. A durva sebességeket lánckerék áttétel biztositja. Műszakirajz............nos az nincs,minden látható. A hegesztőáramot 8db 20x20-as szénkefe adja átt a tokmányra. Mára rájöttem,itt a filmen sajnos visszafele forgott. Jobb,ez,ha (úgymondom)húzom a varratot,mint tolom. Ez utóbbi viszont a megérkezés szempontjából előnyös.
A szerkezet egy mozdulattal függőlegesre állitható,igy nagyob munkadarabot meg sem kell szóritozni,a saját sújából eredően nem mozdul el.
MMA-val is próbáltam,pótméteres az akku töltőm,igy akár munka közben is állitható,finom hangolható a sebesség. A gép 4t-n állt,igy a pisztoly egy állitható bakon , saját súlyából eredően,fikszen áll.
A lemez vázat,a súlya miatt választottam,igy könnyen mozgatom.
A lézervágónál sima szénacél. Ha elég, akkor kell vágni másikat (mondjuk lézerrel). CNC plazmát nem láttam még belülről, de jó eséllyel annál is ez a fennforgás.
"A forgatóm vetegszik a gyári holmival,percenként negyed fordulattól 4.5- ig tartományt fokozatnélkül produkálja. Csináltam táblázatot. Adott a kerületi hossz,és pillanatok alatt ráállok a fordulatra,4T a gépen,az áram is megszokásbóli. Jódolog,a pisztoj bakon van,a varrat olyan mint a bolti,vagy mintha autómata csinálta volna......."
Hmm... azok a varratok tényleg nagyon "gyáriak".
De miért nincs még róla itt fotósorozat, videó, műszaki rajz, anyagjegyzék, kapcsolási rajz, megababámfasza?
Ez egy pár éve készült vágóasztal . Plazmához szántam,igy a felsőrésze körbeforog,gondoltam az anyagot forgatom,a körvágáskor,a plazma rövid kábele miatt. Nem jött össze a tervem,igy ezt az asztalt egyszer használtam oxigén pisztojjal. Kis hijján szét is vágtam.
Kérdésem az lenne,hogy ilyen asztal csúcsait miből gyártják?
Láttam videón,de közelről nem mutatták.
Van egy kiseb hasonló asztalom,ez esetben saválló csikozást használtam. Sok esetben ezek élei is csak fogynak.....
Vajon a gyártó miből csinálja a számitógép vezérelt asztajlai bordázatát?
Nem én csináltam,hanem a gépezet. Vagyis forgató,mig fogyós,nomeg a villany,ami Paks- ból érkezik.
Hogy én csináltam e.......ez csak másodlagos dolog,mert összeraktam a gépezetet.
Hogy én csináltam e,majd oktató társunk eldönti,mert hüjéz,marház,kiutál innét olyat,aki azon volt,hogy előbre vigye az eszmecserét. Veszik a nagy levegőt,és üvöltik,ez vadbarom,mert valótlant mond. De pont ezért van a fórum,hogy emberi hangon,emberi modorral vitázhassunk,megbeszélhessünk valóst,vagy valótlant..........
A te varrataid is szépek,látszik az frekvencia,vagyis pikkejesedés,amellett a kézügyességed is,mert a forgatáshoz egyenletes mozdulatok kellenek. A gáz keverés is eredményes volt,mert valóban a fröcskölés megszűnt,hisz látszik a próbálkozásaid nyoma a forgatódon,a munkadarabon,meg nem........
Nem szemrehányás,csak ahogy én gondolom.....
A 0.8- as 80A - ig ajálják. A saválló huzalét nem tudom. Igaz,mert magam is megpróbáltam,2mm- es anyag vigan viseli a 100A körüli áramot,és a gép is vigan produkálja. Nem értem az utasitásukat. Az 1mm- es meg 80A- tól indul. Ugyanakkor 65A- al is hegeszthető........
Ezek csak próba varratok. Kétcolos cső,meg 20mm köracél.
A két coloson középvarratok egymás mellettiek,a tengely felrakást ilusztrálja. Corgon védőgáz,a varat buborékmentes,tehát szimering futófelületéhez is kiváló.
Mma- val is próbáltam,70mm- es tengelynél a salak lepattant,nagy C formát öltött,nagyon tetszett.....
Ezek a varratok tisztitás nélküli felületre kerültek,és a varratok környezete is tisztitás nélküli........
Az anyagod keresztmetszete elbirta volna a bevont elektródát. Te nem foglalkozol az árakkal,mondjuk én sem igazán,pl nem tudom,hogy egy szál mibe kerül a sas2 , 2.5- es elektródából. Ha kézzel mozgattad,a megérkezés salakja sem zavart volna....... Az mma beszoritva a sarokba,legaláb olyan szép varratot csinál,mint a jelenlegid,hanem szebbet.......
A forgatóm vetegszik a gyári holmival,percenként negyed fordulattól 4.5- ig tartományt fokozatnélkül produkálja. Csináltam táblázatot. Adott a kerületi hossz,és pillanatok alatt ráállok a fordulatra,4T a gépen,az áram is megszokásbóli. Jódolog,a pisztoj bakon van,a varrat olyan mint a bolti,vagy mintha autómata csinálta volna.......
szerencse,hogy négy féle mig funkciójaaaaaaaa van !!!!!
Ezért ENTERpris !!!!! Ez érdekes,mert a webforditó vállalkozás szónak forditja !"
1. Enterprise (ejtsd: "entörprájsz")
2. nem főnév, hanem (minőség/fokozat)jelző. Leginkább szoftvereknél terjedtek el az efféle fasságok, de máshonan is ismerősek lehetnek:
1. "student": tanuló verzió
1. "lite": könnyített/karcsúsított
2. "home": otthoni/házi/(itt) hobbi
3. "": normál/alap
4. "advanced": (tovább)fejlesztett
5. "professional": profi
5. "corporate": vállalati/céges*
6. "enterprise": felsőfokú
6. "premium": osztályon felüli, prémium
7. "ultra": (navajon?)
7. "ultimate": hübazmeg!
7. "max": maximális, "non plus ultra"
a.) 1-2 alsó kategória, belépő szint
b.) 3-5. középkategória
c.) 6. Felső-/luxus kategória
d.) 7. Csúcskategória
(Általában az osztályokból egy-egy jelzőt használnak. Pl. Lite/Home/Professional/Enterprise, vagy Home/Professional/Ultimate, stbstb...)
*A "vállalati" jelző nem egyszerű rang: különleges igényeket is kielégít (pl. központi felügyelet, vagy szimultán többfelhasználós munkakörnyezet, meg efféle, az átlagos egyfejű számára értelmetlen fasságok). Igazából külön kategóriát alkot a "commercial"-lel (szokványos, "kereskedelmi forgalmazású") és a "military" (katonai célú) osztállyal.
A felsorolás a teljesség és a pontosság igénye nélkül készült, amolyan vegyes felvágott. Ami hirtelen csak eszembe jutott.
Nem kell visszacsábitani,porbelest viharos szél társaságára terveztem !!! Vagy úgy,hogy spol-gunt viszem,vagy veszek egy kis gépet erre a célra,hogy ne a kerités mentén keljen átfőznöm........
Ma is corgon segitett világitani.....................
A poros,csakis szükségmegoldásnak marad számomra...........
Falun a traktoros nem igényel,ilyen szép,preciz varratot !
Nekik jó a hagyományos corgon védőgáz (már ez is luxus) fogyóshoz.
Sajnos ennek árát is épp,hogy kifizetik........
Tudtad.........,hogy DP-hez közel dupla villany igényeltetik !!??
Addig nincs is baj,amig ezt kifizetik !!!
Próbáltam,és csodálatos látvány volt,amikor a "hintázó" huzalvég hozaganyaga olyan szépen folyt,mint awi esetén ............ Az viszont érdekes,hogy a gépet kiseb A-ra kell állitani...........
Amennyire én tudom hegesztőgépnél az a szinergia lényege hogy a potival beállított áramhoz hozzárendeli a huzalsebességet (gyárban kitalált táblázat alapján) így nem neked kell hozzá állítani.
Ennek porbélnél is van értelme, ott is megkönnyíti/gyorsítja a beállítást.
(nekem nagyon jól jön, sokszor kell csak keveset hegesztenem, és szinte mindig más anyagvastagsággal)
Nem nagy kunszt a szinergia mert 1 2 3 mm anyaghoz állítod és ahoz van rendelve a többi cucc. Már évek óta van ilyen porbeles gép. Parkside is árul. Egy szar tekerentyű azt kész.
Nem keverték össze, legalábbis ez a gép van mindegyiken.. Ez egy kis mindenes porbeles leszedhető pisztollyal. A sima dinsenbe van egy lyuk. Azon keresztül jön ki a huzal. A pisztolyvezérlés meg középen.
Most is tolják őket, egy ismerősnek ilyen speckó a lánya azt minden évbe gyűjt nekik. Most panaszkodott hogy nem jönnek a csomagok. Nem akartam beszólni neki hogy kicsit elszálltak a dolgok ahhoz hogy adakozzanak az emberek. Vitatkozni nem lehet velük mert...
Most az új speciál a farkas csajok... azokat is ásóval kéne hátba baszni.
Elég sok a probléma a sport klubbokba hogy a lába közt a szafaládé azt bent kukkolja az öltözőbe a csajokat mert ő nő...
Kösz az ajánlatod,van (még nem adtam el,de nem is akarnám) trafós migem........
Ja,némi barkácsolással,tán magam is megtudnám forditani a polaritását,mááá,csak a huzalajánlatod miatt irtam ezt !
Megérzésem szerint,neked jó fizetésed van a gombócevőknél .........két havi spórolásból tudsz egy 235-öst venni. De inkáb ne is ezt vedd,hanem a 240-est !!! Ez utóbbi pipec gép,négy görgős,és 300-as huzalcséve is befér. A menüje ugyanaz,mint a 235-ösé......
Nem bántani volt szándékom a gyártót,vagy a forgalmazót,a gép szuperul üzemel,még s2t-vel is,porbelessel is........... A 2t galibát okozna,mert végképp falnak rohannék,mert nem tudni,hogy a poros huzal vége,vagy a gép hibája miatt nem fog ivet !!!!????
Még szerencse,hogy négy féle mig funkciójaaaaaaaa van !!!!!
Ezért ENTERpris !!!!! Ez érdekes,mert a webforditó vállalkozás szónak forditja !
A P annyit jelent,hogy mig impulzus,a DP meg mig duplaimpulzus........mostmár mindegy,de igy van.....!
Tévedsz,ha szuper enterprijsznak véled,egyszerű mezei fogyós gép. Van benne olyan funkció,amit csak ritkán fogok használni.
Ha már felhoztad , ime a háttérbeállitásai .;
Synergia,és s2t összefüggése.....irok róla,mert Refse2 társunk haragos érzetű véleményt irt a 047- es irásában.
Jó......igaza lehet,hogy a pisztolykapcsolóval összefügg.
Csakhogy a syinergia együttműködést jelent. A fenti fotómon 13 kék pont van. Ezek a funkciók csakis s2t funkcióval függenek össze,vagyis az s2t van a syinergiáért,vagy ez utóbbi szó van az s2t állittási funkcióért......
Vagyis,véleményem szerint igaz,hogy pisztolykapcsolás nélkül nincs hegesztés,de s2t syinergiát,együttműködést vezérli,vagy inditja....ezért véltem az s betűt syinergiának. 2t is pisztolykapcsolást indit,de csak pár syinergikus mód állitható,vagyis nem együttműködést vezérli.
Abban igazad van,hogy a porbeleshez ez a mód is jó,de esetemben a tömör huzalt nem inditja,a poros huzal meg még necceseb...........
Olyannal találkozott már valaki,hogy iweld dynareg ar/co2 rotacsöves reduktornál a nyomásmérő óra hátlapján lévő csavarnál szivárog a gáz? Hallható illetve szapanozva látható ahogy fújja a buborékot. Ütve, verve nem volt még a gyári fólia is rajta van a nyomásmérőn . Lehet ilyen apró tömítést venni valahol vagy egy kis szilóval kenjem körbe?
Jó lesz az. A mi cégünknél volt, amikor ++15% CO2 volt az argonhoz keverve (mert sürgősen kellett és csak ilyet kaptunk kicsiny tanyánkon). Talán annyi, hogy jobban fog fröcskölni. A felületkezeléshez meg nem árt majd valamilyen pácpasztát kerítened. Meg óvni kell a felületét a flex által okádott szikráktól és az esetleges rozsda- és szénacél portól, mert utólag rozsdásodni fog. Ahol pl. flexel vágja az ember és nincs utólag hegesztve, ott sem árt a pácpaszta használata.
Ha nagyon felhevíted az anyagot, akkor viszont pácpaszta ide vagy oda, azt előbb-utóbb kikezdi a korrózió. Ezt meg lehet ismerni arról, hogy a varrat környékén az elszíneződés nem fog elmúlni akkor sem, ha három-négy soron átkened savval...
Héliumos keveréket, valamivel, vagy valamikkel keverve, trimix gázokkal, akkor használjuk ha meg kell támasztani a gyököt, pl fejfelettinél, mert a hélium könnyebb a levegőnél, igy erre kiváló
Magas króm tartalmú, vas, és szénötvözetű anyag, mocskos cucc, már hegesztés szempontjából, mivel tartja a hőt, és hogy megmaradjon a rozsdamentes tulajdonsága, óriási rutin kell hozzá. Nem tudom mennyire vagy jártas benne. Corgon 2 nek hívják legalábbis a mi beszállítónknál a védőgázt, 98% argon, 2%co2 Majdnem jót kevertél.
azóta is feleslegesen foglalja a helyet a huzal, meg kellene hirdetnem a többi felesleges cuccaimmal együtt (nagy argon palack majdnem tele, alu huzal,teflonos munkakábel,pár spéci pálca,új nored eye3 kazetta nélkül...)
Inverter ( MMA, Plazma, AWI) maradvány, eladó, ha valakit érdekel mondjon valamit! Csere is OK, elsősorban piros Einhell trafó, vagy HETRA 100, kapcsolóval szabályozott fajta.
Az, hogy én itya a nyolc leggyakrabban használt nicknevemmel beírtam ugyanazt a szöveget semmit sem fog jelenteni lacikrumliattilacseplinfaszomsetuggyakimég számára. :(
nem tudom hol dolgozol jelenleg, de ha nem túl messze akkor szívesen a rendelkezésedre bocsátok valamikor egy felső kategóriás Merkle gépet kipróbálásra.
kedves fórumfőatyaúristen, méltóságos elnézésedet kérem hogy csak most válaszolok, parancsodnak engedelmeskedve rögtön válaszolok neked:
már nagyon várjuk hogy visszagyere, mondd meg magadnak hogy nem a humoroddal van a baj az a kutyát sem zavarja, hanem azzal hogy néha leírsz ostoba félrevezető hüjeséget, és tanácsot adsz olyan témában amihez gőzöd sincs mert nem figyeltél az ált iskolai fizikaórákon
ha nem hegesztek attól még hüjeség marad a te hüjeséged,ha ennek a ténynek a leírása a szemedben engem oktatóvá tesz, akkor váljék egészségedre
ha meg hegesztek azon nem biztos hogy látok olyat amit érdemes kitennem ide
ha meg hegesztek és ki akarom tenni ide lehet hogy valamelyik másik nicknevem alatt már tettem ilyet
kedves fórumfőatyaúristen, méltóságos elnézésedet kérem hogy csak most válaszolok, parancsodnak engedelmeskedve rögtön válaszolok neked:
már nagyon várjuk hogy visszagyere, mondd meg magadnak hogy nem a humoroddal van a baj az a kutyát sem zavarja, hanem azzal hogy néha leírsz ostoba félrevezető hüjeséget, és tanácsot adsz olyan témában amihez gőzöd sincs mert nem figyeltél az ált iskolai fizikaórákon
ha nem hegesztek attól még hüjeség marad a te hüjeséged,ha ennek a ténynek a leírása a szemedben engem oktatóvá tesz, akkor váljék egészségedre
ha meg hegesztek azon nem biztos hogy látok olyat amit érdemes kitennem ide
ha meg hegesztek és ki akarom tenni ide lehet hogy valamelyik másik nicknevem alatt már tettem ilyet
kedves fórumfőatyaúristen, méltóságos elnézésedet kérem hogy csak most válaszolok, parancsodnak engedelmeskedve rögtön válaszolok neked:
már nagyon várjuk hogy visszagyere, mondd meg magadnak hogy nem a humoroddal van a baj az a kutyát sem zavarja, hanem azzal hogy néha leírsz ostoba félrevezető hüjeséget, és tanácsot adsz olyan témában amihez gőzöd sincs mert nem figyeltél az ált iskolai fizikaórákon
ha nem hegesztek attól még hüjeség marad a te hüjeséged,ha ennek a ténynek a leírása a szemedben engem oktatóvá tesz, akkor váljék egészségedre
ha meg hegesztek azon nem biztos hogy látok olyat amit érdemes kitennem ide
ha meg hegesztek és ki akarom tenni ide lehet hogy valamelyik másik nicknevem alatt már tettem ilyet
kedves fórumfőatyaúristen, méltóságos elnézésedet kérem hogy csak most válaszolok, parancsodnak engedelmeskedve rögtön válaszolok neked:
már nagyon várjuk hogy visszagyere, mondd meg magadnak hogy nem a humoroddal van a baj az a kutyát sem zavarja, hanem azzal hogy néha leírsz ostoba félrevezető hüjeséget, és tanácsot adsz olyan témában amihez gőzöd sincs mert nem figyeltél az ált iskolai fizikaórákon
ha nem hegesztek attól még hüjeség marad a te hüjeséged,ha ennek a ténynek a leírása a szemedben engem oktatóvá tesz, akkor váljék egészségedre
ha meg hegesztek azon nem biztos hogy látok olyat amit érdemes kitennem ide
ha meg hegesztek és ki akarom tenni ide lehet hogy valamelyik másik nicknevem alatt már tettem ilyet
kedves fórumfőatyaúristen, méltóságos elnézésedet kérem hogy csak most válaszolok, parancsodnak engedelmeskedve rögtön válaszolok neked:
már nagyon várjuk hogy visszagyere, mondd meg magadnak hogy nem a humoroddal van a baj az a kutyát sem zavarja, hanem azzal hogy néha leírsz ostoba félrevezető hüjeséget, és tanácsot adsz olyan témában amihez gőzöd sincs mert nem figyeltél az ált iskolai fizikaórákon
ha nem hegesztek attól még hüjeség marad a te hüjeséged,ha ennek a ténynek a leírása a szemedben engem oktatóvá tesz, akkor váljék egészségedre
ha meg hegesztek azon nem biztos hogy látok olyat amit érdemes kitennem ide
ha meg hegesztek és ki akarom tenni ide lehet hogy valamelyik másik nicknevem alatt már tettem ilyet
kedves fórumfőatyaúristen, méltóságos elnézésedet kérem hogy csak most válaszolok, parancsodnak engedelmeskedve rögtön válaszolok neked:
már nagyon várjuk hogy visszagyere, mondd meg magadnak hogy nem a humoroddal van a baj az a kutyát sem zavarja, hanem azzal hogy néha leírsz ostoba félrevezető hüjeséget, és tanácsot adsz olyan témában amihez gőzöd sincs mert nem figyeltél az ált iskolai fizikaórákon
ha nem hegesztek attól még hüjeség marad a te hüjeséged,ha ennek a ténynek a leírása a szemedben engem oktatóvá tesz, akkor váljék egészségedre
ha meg hegesztek azon nem biztos hogy látok olyat amit érdemes kitennem ide
ha meg hegesztek és ki akarom tenni ide lehet hogy valamelyik másik nicknevem alatt már tettem ilyet
kedves fórumfőatyaúristen, méltóságos elnézésedet kérem hogy csak most válaszolok, parancsodnak engedelmeskedve rögtön válaszolok neked:
már nagyon várjuk hogy visszagyere, mondd meg magadnak hogy nem a humoroddal van a baj az a kutyát sem zavarja, hanem azzal hogy néha leírsz ostoba félrevezető hüjeséget, és tanácsot adsz olyan témában amihez gőzöd sincs mert nem figyeltél az ált iskolai fizikaórákon
ha nem hegesztek attól még hüjeség marad a te hüjeséged,ha ennek a ténynek a leírása a szemedben engem oktatóvá tesz, akkor váljék egészségedre
ha meg hegesztek azon nem biztos hogy látok olyat amit érdemes kitennem ide
ha meg hegesztek és ki akarom tenni ide lehet hogy valamelyik másik nicknevem alatt már tettem ilyet
kedves fórumfőatyaúristen, méltóságos elnézésedet kérem hogy csak most válaszolok, parancsodnak engedelmeskedve rögtön válaszolok neked:
már nagyon várjuk hogy visszagyere, mondd meg magadnak hogy nem a humoroddal van a baj az a kutyát sem zavarja, hanem azzal hogy néha leírsz ostoba félrevezető hüjeséget, és tanácsot adsz olyan témában amihez gőzöd sincs mert nem figyeltél az ált iskolai fizikaórákon
ha nem hegesztek attól még hüjeség marad a te hüjeséged,ha ennek a ténynek a leírása a szemedben engem oktatóvá tesz, akkor váljék egészségedre
ha meg hegesztek azon nem biztos hogy látok olyat amit érdemes kitennem ide
ha meg hegesztek és ki akarom tenni ide lehet hogy valamelyik másik nicknevem alatt már tettem ilyet
Okosan hüjéskedett.........!? Ha ismét itt lehet,vagyis olvashat is,vagyis büntetése lejár,szerintem visszafog olvasni és ráfog jönni mindenre,és hasonlóan más lesz a humora........hidd el,ez megfog történni.......
Egy oktatónak nem csak elméleti kérdésekben kéne előljárni,hanem kiváló gyakorlati tudásávaj,fényképjeivel együtt is,varrataival,munkáival együtt is. Sokunk töltött már fel barkács munkáiról fotót,te miért nem........?
Nem, nem csináltunk. Mert ez már készáru lesz. Előtte már megvolt a 'brute force' vizsgálat, mely szerint az alapanyag előbb döglendik meg, mint a varrat. Itt eredetileg csavarok lettek volna, de mivel az elbaszás tündére erre járt, így hegesztve lett. Jóvanazúgy.
"Ma csak egy raklap árut felejtettem bent a cégnél :D"
Ha nem csak heftelgetni kell, akkor gyors. Baromira gyors. A lentebbi varrat ~ 5 sec. Egyelőre semmiféle utómunkálat nem történt a hegesztés és a fénykép között. Ez ilyen. A védőgáz meg sima nitrogén, szép fekete füstje van varrás közben...
A Cseplin8 jól járt,hogy kimószeroltátok innét,neki a legjob,nem szól,mert nem teheti.......NEMSZÓL,legaláb nemfáj feje !!!!!
Oktató úr is megbánhatta tettét,mert olvasom itt lejjeb,hogy ha másra nem is,jót röhöghetünk rajta !!!! Egyébként ha jól emlékszem Cseplin egy világ nevettető volt !!!!!
Ahhá. Attilának nagyon tetszene, mert ez is egérmozis. :D 1200W kimenő(max.2000), 100% PWM kitöltés, wobbler(látható a cziráda mintázata), a huzalelőretolás 17 valamin volt. Alap beállítások, semmi ciczoma.
Ezt még nem hallottam, mesélnél esetleg bővebben róla, én a szekunderben használtam fojtót, Tirisztort meg az Orosz akkumulátortöltőkben láttam a szekunder körben. Primerkörben triakos szabályzót használok a fűrészlap forrasztásánál. Esetleg az nem lenne jó a trafós MMA-nál?
"ha valaki trafós MIG-et szeretne akkor csak nagyot vegyen!" Meg olyat, amiben háromoszlopos a transzformátor, mert mostanában megint kezdenek divatba jönni a kétoszlopos 380V/1~ trafók...
Sima trafós MMA-t is meg lehet bonyolítani: Primer oldalon vezérelt fojtótekercsekkel + szekunderen tirisztor sorral... 70-es évek hazai csúcstechnikája! Hegesztők régen nagyon vegyes képet alkottak róla - általában közutálatnak örvendett - , aki viszont az enyémet próbálta, mindig a dinamót emlegette, hogy nagyon hasonló. Amikor hozzám került több napot szórakoztam a vezérlés beállításával, ami oszcilloszkóp nélkül esélytelen vállalkozás lett volna. Ez utóbbi lehetett ok a népszerűtlenségére is, mert ha elszáll belőle egy félvezető (bárhonnan), akkor cserét követően finomhangolást igényel, különben "sántán jár".
Persze látom, nekem is úgy vannak, csak azt nem értem, miért írtad azt, " hogy kapcsolásirajzzal nem tudom összehozni". Azért mert neki 2 van egy hűtőbordán, vagy miért?
Ha neked külön vannak a diódák, ( nekem is),Szereld fel őket egy bakelit lapra, ( vagy egy laminált ) is megteszi. Azután kötsd be őket graetz-be. Vigyázz mert a csavarok alá is kell egy szigetelőlemez, mert ott is feszültség van!
Igen, arra, mert amit találtam ott 1 db kondi van a már egyenirányított ágban, míg a tiéd 2 db kondit tartalmaz.
Vagy párhuzamosan össze vannak kötve?
Amúgy megérkezett a 4 db dióda, hááát, gondoltam, hogy nem aprócskák, de ezek bazi nagy hűtőbordával rendelkeznek. A kondi sem kicsi. Valóban 200 A-t tudnak.
A transzformátor szekunderén váltakozó feszültség jön létre. Legyen ez a feszültség valamivel lemérve, X volt (váltóáram). Ha ezt egy 'négy diódás' híddal egyenirányítod, akkor a kimenő feszültség az AC*gyökkettő lesz (egyenáram). Azaz ha nálad a trafó feszültsége tíz volt, akkor egyenirányítás után 14,1 volt lesz. Ehhez a feszültséghez ildomos saccolni a kondenzátorok feszültségét. Továbbá nem árt figyelni az elkók polaritására sem, mert ha rosszul vannak bekötve, akkor PUKK!
Minden világos, amit mondasz, tudom, hogy nem az igazi egyenfeszt kapom. Nem akarok "múltszázadival dolgozni, van inverterem, co-m is, ezeket használom, de
a HETRÁ-t betenném a műhelybe, telepített trafónak, arra tökéletes. Munkám folytán ismerem és használom a bázikus elektródát, előnyeivel, hátrányaival együtt, nem tervezem itthoni felhasználását :-)
Ja és a dinamó! Nahát az még kellene a szomszédoknak....Mondjuk egy szép zöld Ganz-os!! Köszönöm, hogy írtál!
Egyfázisú trafóból sosem fogsz igazi egyenáramot kivenni. Ezt egy nem hozzáértő mondjaaaaaaa !
Három fázis,3 oszlop ,6dióda már megközeliti az inverterek egyenáramát,de egy kb 50éve gyártott hegesztődinamótól nincs job .Inverter leolvasztja a foxcelt,bázikust is,miért akarsz a múltszázad lechnikájával dolgozni,az inverter már a súlyát tekintve is kedvezőb.....
A lehetőséged adott,a bázikus elhegesztéséhez hetrával is,hisz a gyártó hetra gépet is gyártott egyenáramúnak.
Bázikus elektródát barkács célra nem használtam,de majd te magad is rájössz eme utólsó mondatom lényegére.
Köszönöm! Most vettem 4 db 200 A-os diódát, a napokban hozza a Fox. Elég ez a 4 dióda, vagy kell hozzá kondi is, mert hallok ezt.azt valami bazi nagy "tizenezer mikrós" kondirol is, ami javítja az egyenáram jelleggörbéjét? Érezhetően véltoztat-e rajt a graetz híd? Ja és mégvalami! A 4 doódárol elmegy-e a bázikus? Köszi, Gyuri
Attól hogy odaírod azt, hogy "szerintem" attól még nem válik közölhetővé. Pl. én ha én leírom azt, hogy szerintem te egy konzumidióta vagy, attól még te megsértődhetsz rajta pedig látod odaírtam, hogy szerintem.
"Megkérdeztem, miért ezt adják el? A válasz: a kollégák nem szerettek vele dolgozni.
Ezt meg is értem. A trafósnál 1-2 tekerentyűvel állítod a gépet, az inverteresnél meg 10-20 paramétert is állíthatsz."
Akkor ehhez egy kis segítség.
Minden gépet, vagy akár szoftvert alapvetően egy, a feladat számára optimális esetre konfigurálva terveznek és alkotnak meg.
Ilyen például hegesztőgépeknél az ötvözetlen szerkezeti acél, mint hegesztendő anyag, a szobahőmérsékleten (újabban 40 fok) történő működés, vagy az 1mm-es huzalátmérő, de sorolhatnám naphosszat.
Ez egyben azt is jelenti, hogy a gép legtöbb változtatható paramétere követi az aura mediocretas (arany középút) elvét, azaz erősen valószínű, hogy középállásban már egy kielégítő eredményt kell adnia. Az attól való eltérés csak az említett optimális helyzettől való eltérés korrigálására, vagyis finomhangolásra való.
Tehát ha valaki nem akar sokat vacakolni az ismeretlen tekerőkkel, akkor szokvány feladatnál nyugodtan állítsa az összeset középállásba (vagy egérmozisoknál hagyja a gyári értékeken) és foglalkozzon a számára ismert alapokkal (Amper, Volt, drótsebesség), mert abból nagy baj egyszerűen nem lehet.
Mivel sokat olvasgattam a hegesztők topikjaiban,az inverterek 10- 20 db háttérbeállitása az itteeeen tabu,vagyis sem kérdezni,sem tanácsot adni tilos.........
Ha a szerencsétlen mégis beállitja magának a hifi - kuki szuper egérmozis gépjét........szerencsés.......!
Mivel zömében Bmrenault 3fázisú migekről beszélt,szerintem egy oka lehet,vajon miért is szeretik jobban,mint az egyfázisút. Tökélete egyenárama miatt.
Ez érdekes téma. Az egyik fiam lakatos, és a cégnél trafós CO-t használtak. Vett magának egy nagyobb inverteres Co-t, és most azt mondja hogy nagyon jó, meg minden, de bánja hogy nem trafóst vásárolt. Én inkább elektródával szeretek hegeszteni.
Köszi, ezt én is tudom, de nem erre gondoltam, hanem arra hogy egy jól tervezett MMa trafónál légréssel, vagy a tekercsek elhelyezésével oldják meg a feszültség esését, ( mert ugyebár mindkettő 20 Volt körül dolgozik), viszont ezeknél a kis MIG-eknél, fojtótekerccsel kellene, de ezekbe igaz hogy van fojtó is, de olyan kis semmi trafót raknak bele, aminek rövidzáráskor leesik a feszültsége 20 volt alá. Azért kicsi a B.I. mert 5 pec alatt felforrnak. Én még soha nem bontottam meg ilyen kis vackot, elképedtem a látványtól. Akkutöltőnek jó lenne, ha nem 50 volt felett lenne az üresjárati feszültsége. Tekercseltem már néhány hegesztőtrafót, de azoknál olyan vastag volt a primer huzal, mint ezeknél a szekunder. Ott meg inkább azzal kínlódtunk, hogy nem esett le a feszültség. Még a 3.25-ös elektróda is felizzott mire a felére fogyott. Mindegyik, kiváló MIG lett volna. Szóval csak azt akartam mondani, ha valaki trafós MIG-et szeretne akkor csak nagyot vegyen! Más. Lejjebb érdeklődött valaki a hegesztő egyenirányításáról. Én megcsináltam, kicsit simább lett a vele a munka, 4 diódával, de már rég nem használom, a trafót, ( túl nehéz), Egyet a múltkor kivettem belőle, kellett a napelemes rendszerhez. Nagyon nehéz beszerezni, és drága is. Csak akkor érdemes foglalkozni vele, ha olyat akar hegeszteni amihez feltétlen egyenáram kell.
Van egy régi HETRA 380/230, (100/160A) Trafóm. Nem sűrűn használom, (van másik, néhány féle), de becsben és rendben tartom! Szereltem bele hűtőventilátort, átalakítottam, így a munka- és testkábel bajonett zárral csatlakozika trafóhoz. Most az foglalkoztat, hogy lehetne a heg. áramot egyenirányítani. Kb mennyiből állna diódahidat szerelni bele? Érdemes-e házilag ilyesmit barkácsolni, vagy inkább ne? Megkérném a hozzáértő (villamos vénájú kollégákat), hogy néhány sorban válaszoljanak aa kérdésre!
Sziasztok. Csak egy gyors kérdés azzal kapcsolatban, hogy ha egy meglévő iparvágány párt szeretnék letakarni 10mm-es melegen hengerelt vaslemezzel, és a sínek tetejéhez lenne a lemez hegesztve, akkor milyen pálcát kellene használnom ami megtartja úgy a lemezt, hogy ha egy 40 tonnás kamion vegig megy rajta akkor se repedjen meg. A sínek közötti rész fel lesz töltve betonnal, vagyis a terhet nem a hegesztés és a lemez fogja teljes egészében viselni. A betonra lesz fektetve a lemez 1500x3000mm-es tábla. A hosszú vagyis 3000mm-es oldalai lennének végig odahegesztve a sínek tétejéhez. Milyen hegesztőgépet és pálcát vagy huzalt ajánlanátok a hegesztéshez!? A valaszokat és segítséget előre köszönöm.
Mivel én is ritkán nézek be ebbe a FURCSA hangulatú csoportba,igencsak szomorúan olvastam az első sorodat....
Sajnos Itya,és kb 5társa,vagy kb 5másik neve nem illik egy ilyen ország , világ méretű társalgásos fórum szinvonalába.
Sajnos Itya hüjézéses,marházásos,bunkózásos modora lealacsonyitja a tisztességgel itt érdeklődők szemléletét,de őt még 5 társa is erősiti,ha a fejükbe veszik a kiszemelt áldozatot.........
Láttam,hogy Cseplin- 8- nak is megköszönted a segitségét, Láttam,hogy másik társunk is egy másik oldalon talált megoldási lehetőséget Cseplin- 8 ajánlására.
Pont a veled kapcsolatos jóhiszemű tanácsadások közepette ,Itya és tárai töröltettek egy csomó hasznosnak vélhető beirást....... Mivel Cseplin-8 nincs itt,vélhetően sokadjára ez a diszes csapat töröltette profilját.......!
Ha van kedved lapozz vissza egy évet. Itt is ugyanúgy hülyézték,marházták,de megtették már több éven keresztül is.
Sajnos vagyunk sokan kispénzű ,vagy szegényesen élők,akik transzformátorokkal hegesztünk,itt a parasztokat sajnos eltapossák a maélő gazdag okostojások.....!
Ki irta a topiknyitó,hogy stb. Te érted,hogy mégis miért hülyéz a fenti prém,itt minden témában lehetne kérdezni,ugyebár......!?
Én csak olvasgatok itt,és más száznyi topikban,de ilyen durva megnyilvánulásokat nem láttam.
Egy érdekes észrevételem pedig az,ha F1DO már kb 8,10 éve nem foglalkozik a topikja életével,sorsával,vajon miért nem törölteti. Neki kéne rendre utasitania a ténylegesen hibát elkövetőket,vagy figyelmeztetnie kéne a hüjézőket,mert ez igy egy országos jólműködö rendszer lealacsonyitását is jelenti.
Sajnálom,hogy moderátorok ezt nem veszik észre,és azokat törlik,akik fórumos eszmecserékből inkáb a tanulásra,vagy tapasztalat szerzésre számitanának,de csak a megalázás az ami nekik jut........
Szia! Amint a képen látható, egy PWM vezérlő van berakva, ma méregettem kicsit, és ott kel keressem a hibát. A PWM bemenetén a kapcsolók állásától függően 37-57 Volt mérhető, + még az is változik a terhelés függvényében. Ez füllel is hallható víj,víj,víj. ésígy tolja a huzalt is, és amikor abbahagyom a hegesztést, míg a vezérlő pufferkondijaiból ki fogy a nafta, addig a potméter állásától függően 5-10 cm huzalt ki tol. Azt mindig le kell vágjam induláskor. Gondolom stabilizálni kellene valahogy a PWM bemenetét, és egy relével lekapcsolni a kimenetét, amikor leáll a hegesztés. Írtam a Hobbielektronikába, hátha segít valaki.
Örülök, hogy eddig eljutottál. Megnézed a típusát (egybetokozott diódahíd, vagy diszkrét?), majd pl. az alldatasheet-en rákeresel a paramétereire és keresel valami hasonlót (vagy nagyobb A és V), amit nem aranyárban mérnek. Beszereled||beforrasztod, oszt' jó.
" Érdemes e komplett cserélni ? A másik oldal se lehet fiatal ,vagy megy ameddig megy a kortól függetlenül .Hol érdemes és milyet beszerezni gondolom ez ami benne van már ezer éve nem kapható."
Érdemesnek érdemes lehet - de ez attól is függ, hogy sikerül-e beszerezned megfelelő alkatrészt és annak árától. Én úgy gondolom, hogy mivel ezek anno még disztrét elemekből épültek fel és azok mostanában is beszerezhetők, bőven van esélyed. Ha pontosan ugyanaz nem is kapható akkor is van valamilyen helyettesítője. Én inkább az ár miatt aggódnék, a teljesítményelektronikának nagyon elszállt az ára.
Na akkor az a prekoncepciónk ami a kérdésed egyszerűségéből fakadt téves volt. Így egészen másképp hangzik az, hogy mennyire vagy tisztában a fogalmakkal.
Örülök, hogy sikerült megmérned és annak is hogy ide is bemásoltad a megoldást, mert ez másoknak is segíthet.
A trafót le kell kötni a dióda hídról és itt kell mérni fokozatonként a feszültséget a pisztoly gomb lenyomásakor .Átkapcsoláskor a gombot el kell engedni.Köszönöm a segítséget a dióda híd pozitív oldala adta meg magát. Érdemes e komplett cserélni ? A másik oldal se lehet fiatal ,vagy megy ameddig megy a kortól függetlenül .Hol érdemes és milyet beszerezni gondolom ez ami benne van már ezer éve nem kapható.
A trafós gépek kapcsolási rajza nagyjából megegyezik, csak az előtoló vezérlése különbözik, de az is cserélhető másikra bizonyos kereteken belül. Logout-on van vmi hegesztőgépes forum ahol talán van esélyed rajzot találni.
...de majd biztos jön Attila (Cseplin) és segít, ő nagyon ért ehhez (is)
Bár ha nem akarsz füstgenerátort csinálni a gépedből akkor ne hallgass rá.
Sziasztok! Van egy MIG 150 trafós CO hegesztőm, használtan vettem, szerintem át van buherálva, ha valaki ismeri esetleg van kapcsolásirajza, megköszönném ha felrakná ide. https://photos.app.goo.gl/UAJww377b86sr65Q6 Vagy küldene képet a belsejéről.
Lehet hogy nem tul pozitív számodra az hogy szakemberhez küldünk.
Sajnos ez van. Az elektronika is egy olyan terület ahol hozzáértés nélkül könnyen még nagyobb károkozással(esetleg sérüléssel) lehet fokozni a bajt. De egy trafós gép nem egy ördöglakat, a hibakereséshez tényleg elég egy picit konyítani az elektromossághoz, egy villanyszerelő már jó eséllyel megoldja.
Cseplin az alap fogalmakat keveri, ha ráhagyjuk és "segít" neked arra könnyen ráfaragsz.Sajnos nem ez az első eset hogy káros tanácsot osztogat, kicsit okosabbnak hiszi magát mint ami, viszont ezt nem képes felfogni.
Nem gondoltam ,hogy ilyen indulatokat szabadít fel a kérdésem.Gondoltam rá,hogy elviszem valahova de a környéken nem nagyon találtam senkit .Tudom,hogy az árammal való találkozás megrázó lehet ezért óvatos vagyok. Viszont gondoltam ha valaki részletes útmutatást ad ennek alapján bizonyos hibákat ki tudok szűrni .Másfelől szerintem azért fordul valaki ilyen fórumokhoz mert próbál segítséget kérni ,tehát az a válasz sem túl pozitív,hogy vidd szakemberhez hiszen valaki azért kérdez mert nem szakember illetve nem tudja vagy nem akarja vinni valahova.
Mindenesetre mindenkinek nagyon köszönöm a segítséget .
Meg kellene mutatni egy elektronikához picit is konyító szakinak (tv szerelő, vagy pl a logout-on van vmi hegesztőgép javítós topic oda írd be hogy hol vagy hátha van a környékeden vki)
Jó eséllyel 2 perc alatt megtalálja a hibát. Lehet hogy tényleg egy rövidzár-lelazult csatlakozó-kiégett bizti ami könnyen orvosolható.
Bocsi, hogy ilyen későn reagálok a feltett kérdésemre adott válaszokra, de azt hiszem a lényeget rendesen kiveséztétek...szóval úgy kamu, ahogy van...
AWI-s profi hegesztő barátomtól kérdeztem a dolgot, aki Németből hozta a gépeit, azt mondta, hogy egy olyan tudású, amit a TV-reklám mutatott, kb. 7-milla lenne...amúgy szerinte a pisztoly is kamu 30-rugóért, mert az ő gépéhez, amivel dolgozik, csak a "sima" kerámia fúvókás-tűs pisztoly kábellal, valami 130-rugó...úgyhogy sima átverés, lehúzás a reklám...nem tudom, hogy miért engedik?
Sziasztok két kérdésem lenne hozzátok.Van egy traconic 105 co hegesztőm ami egy fázisú.A neten keresgéltem és többnyire 3 fázisut találtam.Ezt átalakították vagy kétféle verzióban készült ? A másik az lenne,hogy a gép jelenleg nem működik .A bekacsoláskor búg a drótot tolja ha nyomom a kapcsolót de nem ad áramot vagyis nem hegeszt.Gyanakodtam a pisztolyra de az másik hegesztőn működött .Korábban már észrevettem,hogy mintha nem adna olyan teljesítményt amilyet kellene.Minden segítségnek örülnék.köszönöm
88 tájékán volt a cégemnek. Én nem dolgoztam ilyennel,de láttam működés közben.
Van egy hevitő lap. Ha jól emlékszem minden mérethez volt,hőfok szabályzása van. A csöveket befogják egy kalodába. Ennek van mozgó része,a nagyob méreteket hidraulika mozgatja. Van egy csővég megmunkáló,ez a befogott csövek végeit sikra forgácsolja. Le zsirtalanitják,berakják a fűtőlapot. Ez megolvasztjja a csövek végét. Ez is időre van állitva. Ha kitüremkedett a pépes állagú műanyag,kiveszik a lapot,és kézi,vagy hidraulikus szoritóerő összesajtolja.
Na, új gyártó (Milwaukee), lézerhegesztő. 6000W! Idézetek következnek ezen hirdetésből, melyek garantálják azt, hogy TE azt kapod, amit megrendeltél...
"E problémák megoldására a Milwaukee kifejlesztette a világ legmegbízhatóbb és leghitelesebb 3 az 1-ben hordozható lézerhegesztőjét (hegesztés, maratás és vízkőmentesítés)."
"A hordozható lézerhegesztési technológia egy lézersugarat használ áramforrásként [kiemelés tőlem] a hegesztési gyöngyhöz és a hegesztés elvégzéséhez."
Aztán már jönnek a képek. Gondos munka precíz fordítás:
"Női sarokhegesztések"
"Reklám szó ponthegesztés'
"Hirdetés Word ponthegesztés"
"2MM hímivarú rozsdamentes acél hegesztés"
"Óvatosan húzza ki (valahogyan elkalandozott ezen mondatnál a figyelmem) a sima és szép hegesztést"
"Állítható forrasztópont"
A műszaki paraméterek egy kissé eltérnek a fotóbolttal összecsapott képtől:
Felvett teljesítmény: 6000W
Leadott teljesítmény: <=3000W
...
Pneumatikus nyomás:15 bar
Az első kettő pont, meg a fókuszpontok felsorolása nem szokatlan. De az igen, hogy gázt igényel a pisztoléta, de csatlakozó az nincs hozzá a képeken.
A hab a tortán:
"100% garantáltan importált csomagolás"
De azért írtak igazat is, melyben a térfogatot 0,3 köbméterben adták meg, de erősen kétlem azt, hogy ebbe az árba egyáltalán a csomagküldés díja beleférne...
Szóval ez 100% nem átbaszás! Rendeltem is vagy harmincat belőle. :/ Erősen remélem, hogy a kérdező, aki feltette a kérdését az apparáttal kapcsolatban... Szóval nem fog rendelni ilyen átbaszós dolgot.
A facebokban is látható ezek a hibás,vagy nem hibás reklámok. Ha egy facebok felhasználónak van kb 300ismerőse. Ezek kőzül csak egy megnyitja a tróger reklámját,a megnyitó ismerősei,de még ezek ismerősei is látják,mert a facebok az ilyen. És itt nem hinném,hogy a spamszűrő beállitása a hibás.........
A hibás az akit refse2 vett célba. A nem normális reklámozó..........enyi,és nem több!!!
"A termék tényleges eredményei egyéni alapon kerülnek meghatározásra, és nincs garancia arra, hogy minden felhasználó élvezni fogja a hirdetett eredményeket."
A legelső ilyet vagy három éve kaptam, akkor rákerestünk a cégnél a cuccra.
A valódi készülék a valódi gyártótól 300 000 euró volt.
Arról el is hiszem, hogy rozsdátlanít, a gyári video kb hatszor volt lassabb a valós idejével, mint a reklámban a felgyorsított, és pixel szerint kisebbre vágott verzió. A céglogo részt levágták a lopott videóról.
1000watt körüli teljesítménynél kezdődnek ezek a műszerek, szóval senki el ne higyje, amit a reklámban lát, az csak a kézbe fogható rész, mögötte ott van egy fél köbméteres dobozban az elektronika, tápellátás, stb.
Szóval ezeknek nem bedőlni, valami pénzlopó cég vírusát hordozhatja, vagy csak sima bankkártyás lehúzás.
Nem tehetnek róla, hogy ügyetlen vagy. :) De már rendelhettem volna milwaukee-t is, olyan is van is... De a ződbosh az vitte a prímet. Győzöm jelentgetni.
refese2: A pápa saját kezűleg áldotta meg, az védi majd a varratot*! Kell még ennél több bizonyíték? A vágás az meg olyan amilyen, valóban nem kell foglalkozni vele (valódi és tényleg működő készülék esetében is hasonló lehet). De ez nem valódi és nem működő készülék.
*Bár vannak hegesztési eljárások, ahol nem kell semmiféle védőgáz, de ez nem olyan.
És ez a legjobb összefoglaló amit eddig láttam. Nem marketing alapon megy hanem összeszerelés tartozékok, gáz és elektromos csatlakozás, huzaltovábbító, vízhűtés stb....
A 26 ezer forintos végéről leghagyták a dobozt és helyettesítették egy konnektorral :)
Annyi eszük nincs hogY 4000 W teljesítmény ki sem vehető egy normál európai konnektorból mert 10 vagy max 16 amperra engedélyezettek, és 16x230 csak 3680.... ;) Affölött előbb-utóbb elfüstölnek ha esetleg valaki ki is cserélte mögöttük a kismegszakítót nagyobbra.
Igen. Harmincezerért reális az árazása. Csak nem forintban, hanem euróban vagy dollárban. De az is (érthető okokból) egy kisebb hűtőszekrény méretével vetekedik.
Hasonlítsd össze a reklámvideókat, meg a képeket. Például ott alul van egy kis bizbaszka, ami odatereli a drótot a lézerfény fókuszába. Hogyan fér el a huzaldob abban a pisztolyban? Meg ilyen apróságok. Nettó átbaszás a dolog.
Ellenben már tudni fogják, hogy hol laksz, mi az emilcímed, mi a telefonszámod, s mi a neved. Többnyire utánvéttel küldik, s ha véletlenül mégis kapsz egy fröccsöntött sípolós játékpisztolyt, akkor nem szabad sopánkodni...
Tucatjával kapom naponta a különböző kínai lézerhegesztő cuccok hirdetéseit, ami vág, rozsdátlanít és persze hegeszt szuper gyorsan, 30-ropi körüli áron...van már tapasztalata valakinek ilyennel?....
Én tényleg nagyon hobbista vagyok, de régebben mikor nézegettem videókat azt szűrtem le, hogy a lehető legkevesebb hőbevitellel kell elérni a megfelelő varratot. Inkább több vékonyabb sor, mint egy vastagabb, mert sokkal nagyobb hőbevitellel jár és nagyon megváltoztatja a fém szerkezetét. Már persze ha ez szempont.
Találtam egy hagyaték azt hiszem 80-as nem tudom milyen gyártmányú satut itthon. Nyakban el volt törve és féloldalt a prizma fele lerepedve. Akkor vettem meg a fogyós gépemet. Egy rövid lemezdarabon való gyorstalpaló után nekiestem, mondván rosszabb már úgysem lehet. kicsit begyököltem és összehegesztettem. Azóta is egyben van, rendszeresen használom. igaz nem ütlegelek rajta meg nem húzok vascsövet a szárára, hogy megtépjem, amit fogni akarok vele, de ezt azt megfogni míg eldarabolom vagy összeállítom teljesen jó. Nem melegítettem semmit, a legnagyobb hókuszpókusz, amit csináltam, hogy szakaszokban hegesztettem és folyamatosan kopácsoltam óvatosan kis kalapáccsal. Szén-dioxiddal, Esab 0,8-as Sg2-es huzallal hegesztettem. Nem azt mondom, hogy ez mindenkinek be fog jönni, de nekem eddig működik. De mondom, ez egy hulladék volt így nem sajnáltam bármi is legyen a végeredmény. Egy hegesztő ismerősöm azt mondta, hogy rozsdamentes pálcával lehet hegeszteni az öntvényt. A régi MSZ125-ös satum pofatartója körül valami fényes anyaggal van kipótolva az anyag.
Kell hozzá oxigén aparát,disu,de sárgarézhez jó a PB is,bórax,sárgaréz hozag anyag.
Én több satut,működő képessé tettem,teljes átt gyökőlést igényel. A fotódból nem látni,hogy a szoritó pofákat érinti e a munka. Én a gyök kiköszörülését követően a pofákat rövid varratokkak össze szoktam hegeszteni. De a sárgaréz is húz,tehát a pofák sikja ha nem passzol,utánmunkálást igényel.
Én a satuban levő kalapálást mellőzöm,ehhez a kovács satu a jobb döntés. Én nem használom présnek,túl nagy igénybevételnek...........















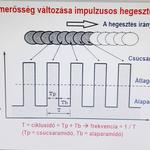






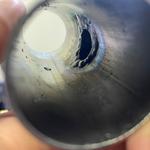





 A klasszik zsanérokhoz képest atomjó volt vele dolgozni.
A klasszik zsanérokhoz képest atomjó volt vele dolgozni.

 (Ezt az isten is arra teremtette, hogy egy targival mozgóállvány helyett használják.)
(Ezt az isten is arra teremtette, hogy egy targival mozgóállvány helyett használják.)
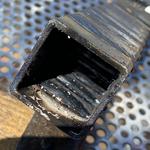

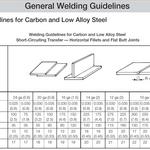


 Közben apránként ismerkedek a géppel,de ez a szinergikus/manuál beállítást még annyira nem értem. Ilyen beállítással ilyet tudtam,30x30 as zártszelvény. Ezen mit kell változtatni?
Közben apránként ismerkedek a géppel,de ez a szinergikus/manuál beállítást még annyira nem értem. Ilyen beállítással ilyet tudtam,30x30 as zártszelvény. Ezen mit kell változtatni? 






















 ta.
ta.
























{kind=link}