vannak élező cégek,akik végigjárják a cégeket,és elviszik,majd vissza is viszik az élezendő szerszámot.Ilyen pl a KSS.De a legegyszerűbb,ha bemész egy közeli lapszabászatba,és megkérdezed,hol élezik az ő szerszámaikat.Lapszabászatok biztos hogy nem gagyi céggel éleztetnek.
Nem könnyű kérdés. Budaörsön vagy 1-2 egészen jó szerszámbolt, én a helyedben megkérdezném tőlük. Három lehetőség van: vagy tudják és megmondják, vagy tudják de nem mondják meg mert ők "bevállalják" (némi felárért...) vagy nem tudják. Ha jól tudom, Budaörsön van egy jó faesztergályos (és biztosan asztalosok is) ők is segíthetnek.
Ha 500/lapos nézetben olvasol, minden bejegyzést ezen az oldalon találsz az MLT100-ról. Firefoxban csak simán begépeled a tipust, és F3-mal lépkedsz a találatok közt, az IE meg kiemeli neked a szavakat.
az utóbbi 2 hétben volt róla szó és összességben mit irtak róla? dolgoztam nagy gépeken meg persze kézi szerszámokkal és ott ahol én tanultam, ha valaki meg akarta tanulni az akkor meg is tanulta, én ezekhez tartoztam.
jaa, ez ok. itt minden mindennel osszefugg. pl muszaj egyforma legyen a csap meg a feszek szelessege, legalabbis az aranyuk kotott, meg csak egyfele maroval es vezetogyuruvel mukodik, stb.
Hát, nézd, ez egy hobbiasztalos topik, vagyis a többségünknek ez nem szakmája. De akad köztünk asztalos is. Ha Neked ez a szakmád, akkor más szerszámokra lenne szükséged, mint egy hobbistának. Persze azt is sejtem, hogy el kell indulnod valahonnan és nyilván nem vet fel a pénz. A Makita körfűrész asztal egy más kategória, érdemes lenne visszaolvasnod, mert az elmúlt 2 hétben volt róla szó. Ha van rá 130.000Ft-od, akkor mindenképpen ajánlható, az már nem olyan szerszám, amit idejekorán eldobnál a nyűgei miatt. A suliban milyen gépeken dolgoztatok? Fogalmam sincs milyen a képzés, de azért feltételezem, hogy nem csupán a kéziszerszámokkal történő sámlikészítésben merül ki az oktatás mostanság. Ezzel nem lenézni akarom a hagyományos asztalos technológiát csak úgy gondolom, hogy olyasmit is kell vagy kellene tanítani, ami életszerű ma egy asztalosműhelyben. Bár az is lehet, hogy ma az a legéletszerűbb, ha valaki élfóliázni és kivetőpántot szerelni tud :)
köszönöm a segitséget amúgy 36 000ft, kezdő asztalos vagyok most végeztem és szeretnék eztazt csinálni még egy másik dolgot találtam ez a makita MLT100 asztali körfűrész erről mi a véleményed?
Attól függ, mire akarod használni. Ha jól értem, van egy kézi körfűrész, ezt akarod befogni a wolfcraft munkapadba. Ha fontos a helyszűke miatt ez a kombinálás, ha ritkán használod, ha nem akarsz nagy pontosságot, akkor jó lehet. Nem tudom most mennyi ez a munkapad, de 20-30 között már kapni, talán újonnan is, asztali körfűrészt (ami még mindig sok korláttal bír) Itt egy használói vélemény: http://forum.index.hu/Article/viewArticle?a=94226573&t=9104263
sziasztok tudnátok nekem abban segiteni hogy a wolfcraft master cut 1000-est érdemes e megvenni? van egy asztalos körfűrészgépem kinzó márkájú csak szarok a vezetők rajt
Nem, muszájról szó sincs, én csak a magam kedvéért járom körbe ezt a témát. Senki nem követel tőlem fecskefark csapolást, de ha már megvettem ezt a készüléket és van hozzá maróm, akkor igyekszem kiismerni. Az, hogy itt látszólag problémázom, csak azért teszem, hogy hátha valaki okul belőle :) Akár olyan végkövetkeztetésre jutva, hogy kár vele bíbelődni :)
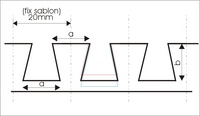
Azt hiszem, két különböző metódusról beszélünk. Te, ha jól értem, akkor a két különböző sablonnal, két lépésben történő marást írtad le, én meg azt a "felismerésemet" magyaráztam, hogy az adott párhuzamos fogú marósablonnal http://www.uni-max.hu/powercink400/d/ vagyis ezzel, csakis egyféle maróval, csakis adott mélységű marás mellett lehet fecskefark csapolást készíteni. Ha már rajzolgattam beszúrom ide a rajzot:
Pirossal és kékkel jelöltem az eltérő mélységű marást, ahol nem teljesül az a feltétel, hogy felül, a maradó anyagrész is "a" méretű legyen. Az elvből következik az is, hogy ezzel a sablonnal nem féligtakart fecskefark csapolást csak akkor lehet elkövetni, ha az anyag vastagsága pontosan "b". És ilyenkor az a kissé "faramuci" rajzolat adódik, hogy az egyik oldalon fecskefark, a másikon egy félkör formájú csapolás rajza látszik, ilyet már linkeltem is, de megismétlem az egyszerűség kedvéért:
a csap rajta van a derekszog vezeton. a tavolsaga a fureszlaptol valamekkora.
vagok parat, megmerem mekkora lett a pocs meg a luk. a luk nyilvan akkora, amekkora a fureszlapom kerfje. a pocs ha tul nagy, akkor a csap tul messze van a fureszlaptol, ha tul kicsi, akkor tul kozel. allitas, proba, es kesz is.
Nem tudtam rájönni, miképpen segíthetnék a dolgon.
Az volt, hogy egy csapra illesztettem mindig az előzőleg vágott hornyot, de szépen lassan szétcsúszott a fogazás amiatt, hogy a csap méretét bár belőttem azonosra a horony méretével, pár horony után mégis a gép szélesebbet vágott, mint a csap.
Emiatt szépen sorozatosan rontotta az osztásközt, felsőmaróval is, meg körfűrésszel is.
Meglehet, én nem próbáltam. Ez csak egy ötlet volt a horror árakra. /Bár ha a hibák egy irányba adódnak össze, az un. "rendszeres" hiba, aminek oka van és megtalálható./
Eszembe jutott a géprajzban sokat ajánlott "sraffozógép", mint az ismétlődő egyenosztások előállítója. Lehet, hogy egy ilyen készülék, néhány szorító és egy felsőmaró kiválthatná CNC-t.
A csapokat alfa szogu V alaku sablonlukak mellett ujjmaroval megcsinalod. A feszkeket meg alfa szogu maroval parhuzamos luku sablonnal.
ez mukszik akarmilyen anyagvastagsagra, amit ater a fecskefark marod.
a sablongyartasrol: 1. a draga cnc-s ceg felszamolta a programozas, gepbeallas temat. nem ilyen kis dolgokhoz van szokva, nem szert pocsolni vele. 2. jo lenne a sablon szerintem textilbakelitbol is 3. egyet kell legyartatni, a tobbit egy masolomaroval megcsinalod te magad. ha draga, akkor azt az egyet ki is lehet reszelni kezzel. megbizzuk GPS-t.
Na, szoktam én hülyeséget mondani! :) De talán logikus is, hogy más méretezést kíván a keményfa és a puhafa.
De az olyan, lustaságból agyongépesített fecskefark-csapolás készítőnek, mint én vagyok, nincs nagyon módja ilyen finomságokra ügyelnie, örülök, hogy van egyféle sablonom, meg hozzávaló maróm és kész. De mindezt csak azért mondom, mert szóba hoztam 1-2 hete a témát és talán ígértem, hogy utánajárok az utólagos sablonkészítés költségeinek. Nos, felemás eredményeim vannak: a lézeres cégem, egyszerűen válaszra sem méltatott, majd újra nekifutok, valószínűleg személyesen. A lézer nem igazán kedveli az alumíniumot (az ötvözöttet még úgy-ahogy) viszonylag nagy teljesítményű gép kell az 5mm-es darabhoz (főleg, hogy a túloldalon ne csináljon ronda sorját) A vizesvágó szakimmal meg nem sikerült dűlőre jutnom, hiába küldtem neki fotókat kész sablonokról, nem volt hajlandó árat mondani, csak ha rajzot küldök. Rajzzal viszont nem fogok addig küzdeni, amíg nem tudom, hogy mibe fájna ez nekem... persze küldhettem volna valami kamu, "nagyjából olyan" rajzot is, de én olyan becsületes vagyok... :)) Legutóbb nekem a 6mm-es korracélt kb. 2000Ft/m áron vágta, aminél az alu csak olcsóbb lehet, feltéve ha nem kérek tőle irreálisan lassú vágást a függőleges él érdekében (aki nem ismeri a vizes vágást: sajnos ennél a technológiánál kissé kúpos keresztmetszetű a vágáskép, bár nem kötelezően) Az én tippen az, hogy a fenti két technológiával max. 6-8ezer forintból lehetne kihozni egy hasonló sablont:
Ellenben a CNC-sek válaszoltak, jellemzően brutális szórással. Az egyik, hobbiCNC-seknek is dolgozó emberke vállalná 10.000Ft-ért nettó (anyaggal együtt), a másiktól ezt az árajánlatot kaptam (talán nem illetlenség, ha név nélkül közlöm):
"A fényképen látható sablont CNC forgácsolással tudom legyártani. Az árat jelentősen befolyásolja a kért darabszám, az időigényes beállási és programozási költségek miatt. Érdemesnek tartanám, a nem is teljesen egyforma, de hasonló geometriájú sablonok iránti igény összegyűjtését.
A sablon ára :
1 db esetén 56.000,- Ft + Áfa 3 db esetén 34.000,- Ft/db + Áfa 5 db esetén 28.000,- Ft/db + Áfa 10 db esetén 23.000,- Ft/db + Áfa"
Annyit válaszoltam neki udvariasan, hogy sajnos a fenti árak tükrében lemondok a csapolgatási "nyavalyáimról". Azóta kicsit tisztult bennem a kép és rájöttem, hogy a fecskefark csapolást én nem is nagyon tudom cifrázni akármilyen egyedi sablonokkal, hiszen ahhoz megfelelő geometriájú marót is kellene készíttetni, vagy venni, de az meg nem nagyon működik. (az expertes, 40db-os olcsó készletben egyébként háromféle fecskefark maró van, azt hiszem egyiknek sem pontosan az a mérete, ami rá van írva...) És még a nem takart csapozást sem tudnám megcsinálni (ehhez való a fenti kép alsó sablonja) csakis egyféle anyagvastagság esetén. (a miértre választ kap az, aki fejben végiggondolja a működés elvét, nekem elég sokáig tartott...)
Szóval maradna a sima nútmarókkal való ügyeskedés. A meglévő sablonommal kizárólag a 10mm-es maró használható, ha mást szeretnék, akkor érdemes lehet sablont készíttetni. Ha még tovább gondolom a témát, még rájövök, hogy nem is olyan drága a Leight csodacsapozója :) Ha netán valakinek sablonkészítési elképzelései vannak, szóljon, bár nem hiszem, hogy olyan darabszám összejöhetne, ami érdemi hatással bírna a megvalósítás árára. Én most arra várok, hogy legyen valami lézeres vagy vizes vágnivalóm és akkor pontosítom az árakat. Annyi félelmem van, hogy ha olcsóbb is mint a CNC, de esetleg pontatlanabb, ha pedig egyenként kell utána reszelgetnem, csiszolgatnom, az kész ráfizetés. Vágás esetén az is lehet, hogy nincs nagy különbség árban az acél és alu között, akkor viszont inkább az előbbire szavaznék. (CNC esetében viszont tuti, hogy sokkal olcsóbb alut forgácsolni) De ha már nagyon agyalok a dolgon, akkor lehet, hogy kár a meglévő vékonyka keretszerkezetre rátervezni ezt a sablont, egyszerűbb lenne csinálni egy masszív darabot. Pontosabban a meglévő öntött maróasztalomat néhány menetes furat segítségével erre is lehetne használni.
Szóval, van min agyalni... ha már kétkezi munkát úgysem bírok csinálni, mert múlt héten megemeltem magamat egy szekrénnyel (móka és kacagás: egy IKEA szekrénnyel) és rohadtul fáj a derekam :(
No "atrajzoltam " . Gondolom ,igy mar biztosan ertelmezheto . At is lehetett volna forditani de igy egyszerubb volt.
Viszont ma talatam egy masik kiosztast. Engem is hajtott a kivancsisag . Amit Soká talat az meg biztosan igy van. Az tudom ,hogy a regi darabokon iszonyu pici kis csapokat keszitettek az "a " volt nagyon rovid es aranylag ritkan helyezkedtek el . Mondjuk 4-5 a -ra egymastol .