,,Egyébként azt nézted már, hogyan változik a mintázat, ha a forgácsolási sebességet, illetve az előtolást változtatod?''
Dehogy néztem. Olyan gyönyörű lett az a felület, hogy marógéptől jobbat nem kívánhat az ember. Az egészet csak azért írtam le, mert szerintem érdekes, hogy kellően érzékeny "műszerrel" bármiben lehet találni hibát - és gyakran ez szuperérzékeny ellenőrző eszköz meglepően primitív.
Speciel ezen olyan lencse van, ami vonal alakú képet ad. Van olyan lézerem ugyanebből, ami pontot világít, meg van egy másik szintén filléres, amin fix objektív van és nagyon szép pici kerek pötyit világít.
Majd kísérletezek, melyik a legjobb.
De úgy indulok, hogy kevéssé számít a fény formája, mert úgy kezdem, hogy vízszintes irányban kiátlagolom az egyes pixelek értékeit, szóval csak egy számsor marad, aminek megkeresem a "közepét" (amit persze okosan kell csinálni).
Ha ez egy eredeti kínai pontszerű fényfoltot adó lézer, akkor majd ugyanabba fog beleütközni, mint én régebben: hogy az a pont nem is pont, inkább ellipszis, mert a lézer kilépő fénye nem kör alakú, vagyis abból a saját kis kollimátora sem fog szabályos kört gyártani. Szóval szerintem majd kell készítened a MÁR PÁRHUZAMOS fénynyaláb útjába egy lehetőleg minél tökéletesebben kör alakú blendét, ami ugye nem lehet nagyon kicsi, mert akkor már a fényelhajlás szól bele. Nálam a 0.5 - 1.0 mm vált be. A lézer saját lencséje sokkal nagyobb, olyan 4 mm körül lehet.
szerintem amikor a belépő vágóél beleüt az anyagba, az berezgeti az egész konstrukciót. Egy ilyen gép elég sok alkatrészből áll, különböző saját frekvenciákkal - ebből kijön egy összetett rezgés, ami nemcsak az éppen belépő élre ha, hanem arra is, ami már forgácsol az 5 darabból. Ez nyilván lehet az xyz-ben bármilyen irányú rezgés, ami szépen rátevődik a szerszám forgási frekvenciájára és az előtolási sebességre, abból meg éppenséggel bármilyen moire kijöhet.
Ha ez cserélhető lapkás maró (gondolom az), akkor érdekes lenne egy kivételével leszerelni az összes lapkát, és egyetlen lapkával megnézni a mintát.
Egyébként azt nézted már, hogyan változik a mintázat, ha a forgácsolási sebességet, illetve az előtolást változtatod?
Talán nem árt tudni: ha objektív van a szenzor előtt, akkor pont fordítva van a dolog: akkor csak a dőlés számít, az eltolás nem.
Egész pontosan:
Ha a kamera lencséje végtelenre van fókuszálva, a lézerből jövő fénynyaláb párhuzamos, és rávilágítasz vele a lencsére, akkor a lézer képe egy pont lesz a szenzoron.
1. Az, hogy mekkora pont lesz, nem attól függ, hogy mekkora a fénysugár átmérője, hanem attól, hogy mennyire páruzamosak a fénysugarak. Minél jobban kollimált a lézer, annál kisebb a pont függetlenül az átmérőtől.
2. Ha párhuzamosan elmozgatjuk a szenzort - bármilyen meglepő - a képpont nem fog elmozdulni a szenzoron. (Természetesen csak addig, amíg a fény a lencsére esik.)
3. Viszont, ha megdöntjük a szenzort, akkor el fog mozdulni a képpont. Ha a lézert döntjük, akkor is. (Természetesen csak addig, amíg a fény a lencsére esik.)
Ez a kollimátor meg az autokollimátor működési elve.
Én ezen a mérésen már régebben is gondolkodtam, és azt nem tudom kitalálni, hogy hogyan különböztetem meg azt a két esetet, amikor a felület mélyebben van, és ezért esik lejjebb a szenzoron a fénysugár, vagy amikor a felület dől, és ezért a bedőlt fénysugár miatt esik mélyebbre a szenzoron a jel.
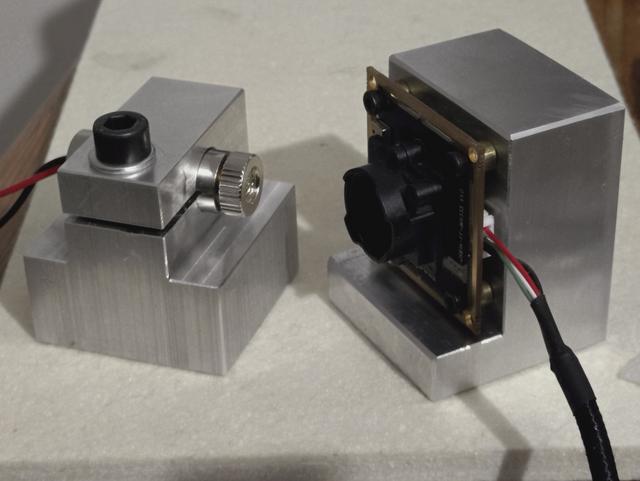
A baloldali egy lézer, a jobboldali egy kamera (objektív nélkül).
Az a koncepció, hogy a lézer által kibocsájtott fénynyaláb igen jó közelítéssel egyenes. A kamera szenzorát a fény útjába állítva a képből kiolvasható annak a helyzete, méghozzá igen nagy pontossággal.
A pixel mérete 2x2µm, egyszerre több ezer pixel világosságértékéből lehet interpolálni, plusz a mérést sokszor meg lehet ismételni és átlagolni az eredményt, szóval elméletileg nagyon-nagyon pontosan (bőven mikron alatt) lehet ezzel mérni.
Gyakorlatilag azért lehetnek hibaforrások. Pl. itt már bejátszhat, hogy ha nem teljesen egyenletes hőmérsékletű a levegő, akkor az a fénytörés miatt eltérítheti a fénysugarat. Aztán meg a külső fények vagy akár magának a lézersugárnak a máshonnan visszaverődései is meghamisíthatják azt eredményt.
De ezeket valamilyen szinten lehet ellenőrizni, pl. ismételt vagy redundáns mérésekkel ellenőrizhető, hogy konzisztensek-e az adatok.
Ami még kell hozzá: két szoftver. Az egyik a konkrét mérés végzi - a lézert valahova letéve, a szenzorral pl. 5 cm-enként méréseket végezve egy egyenes mentén megkapjuk a mért felület alakját.
A felületet sok helyen, több irányban végigmérve kapunk egy csomó szelvényt, ezt a másik programmal kell majd összeboronálni egy felületté.
,,Ha jól gondolom, egy nagyobb lapkás marófejjel készült a felület.''
Igen, átm. 80mm, 5db lapkával.
,,- Ne központosan állítsd az anyagra a marót, azzal - méretpártól függően - emelni tudod a fogásban lévő élek számát, ezzel pedig az egyenletesebb járást segíted.''
Ez jó ötlet lehet, ennek meg az lenne az ára, hogy a hátsó oldal is dolgozik, amit itt el akartam kerülni.
,,- Ha van lehetőséged rá, akkor mérd meg a lapkák kiállását, és a maró ütését. Ha üt, vagy a kiállás nem egyforma, elősegíti ezt. (Nem kell sok.)''
Ez rendben van, az biztos. Onnan tudom, mert ez már a második 80-as homlokmaróm. Az első teljesen defektes volt, pont emiatt: az egyik foga csálé volt.
Úgyhogy, amikor a másodikat megvettem, az első dolgom volt, hogy feltettem a gépre és kióráztam.
"döccen egy picit" Igen, de valószínűleg nem a csapágy.
Ha jól gondolom, egy nagyobb lapkás marófejjel készült a felület.
- Ne központosan állítsd az anyagra a marót, azzal - méretpártól függően - emelni tudod a fogásban lévő élek számát, ezzel pedig az egyenletesebb járást segíted.
- Ha van lehetőséged rá, akkor mérd meg a lapkák kiállását, és a maró ütését. Ha üt, vagy a kiállás nem egyforma, elősegíti ezt. (Nem kell sok.)
Az teljesen kizárt, hogy pontosan merőleges legyen az orsó az asztalra.
(0) Az oldalirányú dőlés következménye, hogy ferde lesz a sík, de sík marad.
(1) Ha előre dől az orsó, akkor a szerszám eleje mélyebben van, és ilyenkor egy picit teknős felületet mar, a hátsó fele pedig hozzá se ér a munkadarabhoz. Ilyenkor a haladási irányban domború (konvex) forgácsolási barázdák lesznek.
(2) Ha hátrafele dől, akkor az eleje picit domborúra marja az anyagot, de a túloldal mélyebben van, ezért az még egyszer lemarja, most és ez is homorúra. Ilyenkor forgácsolási barázdák a haladási irányban homorú (konkád) körök lesznek.
Ha közel van merőlegeshez, akkor főképp az eleje mar, de a háta is karistolja az anyagot, ilyenkor mindkét irányú körívek látszanak, plusz a hátsó oldal tényleg csak karistol. Ez nem olyan szép, ezért sokan direkt egy nagyon picit megdöntik az orsót és az előre dőlés irányába forgácsolnak ((1)-es eset).
Jelen esetben most a második él egyáltalán nem játszik, mert a 40x40mm-es munkadarab teljesen befér a marószerszám alá, és megállítottam az előtolást, mielőtt a hátsó oldal elérné a munkadarabot.
Szóval legfeljebb az lehet hogy a felület domború vagy homorú, de ez csak vagy középen egy, vagy a két szélen egy-egy csíkot eredményezhetne, többet nem.
A jó sík csak akkor lesz "jó", ha a gép amin készül is kiváló állapotban van. A geometria kopásból eredő hibái ugyanúgy megjelennek az elkészített felületen is. Ugyanez igaz köszörűgépnél is.
Az okozza. Egy hengerfej síkmarásnál pl lekövethető, ahogy ki- belép a megszakított felületen (az üregek felett) a szerszám. Szemmel ugyan nem érzékelhető, de egy síkra helyezve tökéletesen látszik.
Amúgy ezt a fajta csíkozást okozza az is, ha hajszálnyival, de mégis eltér a merőlegestől a maróorsó tengelye és a maróasztal haladási síkja.
Ha a második kép szerint magyarázom, akkor a tengely dőlése a nyillal jelölt szögnél kisebb mint 90 fok
Próbáltam jól megrajzolni, remélem érthetőre sikeredett. A két, egymásra merőleges vonal a felületi síkon fekszik (zöld), a harmadik a felületre elvileg merőleges, az a maró tengelye (piros).
Tudnivaló, hogy a köszörült felület általában méretpontosabb, mint a mart. És nem azért, mert a köszörűgép ab ovo pontosabb szerkezetű, hanem - és ezt mindenütt le is írják - azért, mert kisebbek a forgácsoló erők, ezért kevésbé deformálódik az anyag.
Úgy látszik van itt még egy kevésbé szem előtt levő szempont; hogy a köszörüléskor egyenletes a terhelés (számolatlan sok apró éle van a szerszámnak).
Némileg kapcsolódik, hogy a Moore könyv szerint egy precíziós gépágy vezetékeit jobb gyalugépen, egy élű forgácsoló szerszámmal készíteni, mint több élű maróval. (Természetesen a hántolás előtt).
Már nem emlékszem a magyarázatra, de talán valami hasonló oka lehet.
Szerintem is ez okozza. A forgácsoló erő ingadozása deformációt okoz. Az hogy mi deformálódik az kérdéses, de a legvalószínűbbnek a maró orsó elmozdulását gondolom.
Alumíniumból fabrikáltam a hétvégén. Egy 40x40mm-es síkot munkáltam meg egy átm.80mm-es 5 késes váltólapkás homlokmaróval, 500-as fordulattal, 56mm/perc előtolással. Ez az eredmény (elnézést a vacak képekért):
A képen nem látszik, de gyönyörű szép, homogén, tükrös a felület. Az ember jobbat nem kívánhat!
Egész addig, amíg hozzá nem dörzsöli egy befestékezett jobbféle tusírlaphoz:
Nem is az a meglepő, hogy nem teljesen sík, hanem a mintázat. Az ember azt gondolná, hogy az ágy hibája okozhatna ilyet, de ezek a sávok párhuzamosak az előtolással.
Az egyetlen, amit el tudok képzelni, hogy az orsó csapágyazása nem tökéletes, az döccen egy picit.
De tényleg csak picit, szabad szemmel ebből semmi se látszódott, akárhogy forgattam. Egy-két mikronos hepehupa lehet.
A másik érdekesség, hogy megjelenik a marás mintázata is. Ez mutatja, hogy a tusírozás tényleg "érzékeny műszer": szabad szemmel ez mint egy irizálás jelenik meg, ami azt jelenti hogy a barázdák mérete a a fény hullámhosszával összemérhető.
És még csak nem is volt vékonyan festékezve.
Viszont nekem tényleg sík felület kellett, ezért nekiálltam vakargatni. 15 perc munka után ilyen lett:
Valószínűleg az én esztergám nem elég merev, ahol anyagminőség változik az meglátszik a felületen is. Magyarán homogén anyagot gond nélkül forgácsolok de ezzel már megjártam pláne hogy a forgács vastagsága is változik. Ráadásul nem vékonyíthatjuk el a tengelyt hogy kísérletezzünk.
A köszörülés eleve jobb felületet ad mint az esztergálás nagyon kis fogással lehet az anyagot leválasztani. Különösen jól jön ez akkor ha a siklócsapágy mérete adott.
Persze ne ilyen amatőrhöz vigye mint én vagyok... :)
Volt hogy egy hegesztett rész eltávolítása után az anyag mélységében maradt egy kis folt. Míg le nem forgácsolódott látszott a felülete és a kést sem kímélte. :(