Nem nagyon látom át így leírás alapján, hogy ki milyen felületet képzel el oda.
De volna egy kérdésem, mert ez lenne az alap:
mi az a felület, ami ideális lenne egy fúró hátraköszörülésénél?
Gondolom annak a feltételnek kéne megfeleljen, hogy amikor kopik a fúró, és az élt köszörüljük, ezáltal fogyasztjuk a fúró hosszát, akkor a hátraköszörült felület megtartsa ugyanazokat a szögeket, amik ideálisak.
Vagy, ha nem is tartja meg, de legalább teret enged azok újrakialakításának, vagyis nincs alákopva, "van még anyag" ott, ahol kell.
Másik követelmény gondolom az lenne, hogy a fúró élszögei, így a hátszög is azonos legyen az él hosszán?
Vagy épp ellenkezőleg? Az él hosszán egyenletesen változnia kell a hátszögnek, mivel a forgácsolási sebesség a nullától nő valameddig rajta?
Melyik felület felel meg ennek a kettőnek, és vannak-e még további követelmények, amik nem jutottak eszembe?
A TORMEX fúróélezők is így - síklapokkal - éleznek, csak ők ezt a másodlagos hátlapot olyan nagyra veszik, hogy beér egészen a fúró középvonaláig. Így a keresztél nem egy egyenes , hanem egy kis háztető lesz. Azt mondják, hogy ettől jobb az iránytartás. Kipróbáltam ez az élgeometriát is, de nekem nem tűnt jobbnak. Ha az ember pontos furatot akar, így is úgy is elő kell fúrni.
Kipróbáltam ezt a kétlapú fúróélezést . Ugyan nem én köszörültem hanem vettem , azt hiszem 3,2 , es így köszörült csigafúrót , Pontozás nélkül gond nélkül lehet vele pontos helyen kezdeni a fúrást .
Nem tűnik rossznak ez a két síklapos technika sem .
De van a síklapokkal némi ,valószínűleg csal elvi , problémám .
Hasonlatként a marással és hátra esztergálással készült marókra gondolok .
A fúrónál ugye nem értelmezhető az újra élezés utáni alakhűség .
De a maróknál úgy tanultam hogy a mart fogú marófog valamivel gyengébb mint a hátra esztergált .
Igazából a fúróknál nem lehet ebből akkora probléma ,azért írtam hogy csak elvi okoskodás ez részemről .
Én a kúppalástban hátra köszörült élezést használom ,kézből .
És szerintem ahogy így mondjátok csavarvonalban van az a két kúp .
Nagy fúróknál itt is érdemes alkalmazni a "lélek" könnyítést
Az elméleti cél gondolom az lenne, hogy olyan felületet alakítsunk ki, mintha az átmérő minden pontja egy elemi esztergakés lenne. Ehhez valószínűleg a fúró által vágandó kúpot (vagy a vágóél által forgás közben leírt kúpot) egy vonalban (a vágóélben) metsző kúp a legjobb közelítés.
A síklap ugyanakkor egyértelműen a legkönnyebben megoldható. Még a két síklap is. De az a készülék, amit belinkeltem az eredeti kérdésben, az a saját tengelye körül forgatja a fúrót, közben tolja/visszahúzza azt annak tengelye mentén. A szerszám tengelye ugye szöget zár be a köszörűkő sík felületével. Ebből szerinted milyen felület jön ki? Lehet, hogy mindenkinek triviális, nekem nem az.
3. kúp - ez kétféle is lehet aszerint, hogy a kúp csúcsa az él felőli vagy az átellenes oldalon van-e.
4. csavart felület.
Ezek közül a kúpfelület (a kúp csúcsa az éllel átellenes oldalon). A köszörűre felszerelhető mindenféle fúróköszörülő feltétek is kúpot köszörülnek.
A csavart felületet a teljesen automata, előtolást is adó nagy fúróköszörűk használják.
A síklap a legegyszerűbb és legpontosabban kialakítható hátlap. Csak az a baj vele (és ezért van ez a sok kavarás ezekkel a felületekkel), hogy a hátlap vége beletúr az anyagba, ha nem elég nagy a hátszög - hasonlóan ahhoz, ahogy a furat esztergakés alja hozzáér az anyaghoz, ha nincs megfelelően aláköszörülve.
De ez a probléma - a furatkéshez hasonlóan- könnyen kiküszöbölhető, ha egy nagyobb hátszögű másodlagos hátlapot is kialakítunk. És így szoktam köszörülni a fúróimat. Kicsit szöszölős, de a kis szerszámköszörűn - minden extra segédeszköz nélkül - nagyon pontos élkialakítást lehet így csinálni. Ha lesz időm, holnap csinálok pár fotót.
A TORMEX fúróélezők is így - síklapokkal - éleznek, csak ők ezt a másodlagos hátlapot olyan nagyra veszik, hogy beér egészen a fúró középvonaláig. Így a keresztél nem egy egyenes , hanem egy kis háztető lesz. Azt mondják, hogy ettől jobb az iránytartás. Kipróbáltam ez az élgeometriát is, de nekem nem tűnt jobbnak. Ha az ember pontos furatot akar, így is úgy is elő kell fúrni.
A fúrók hátraköszörült felülete az elvileg egy olyan felület, ami egy spirálvonal alapú kúpnak a palástja, ha jól gondolom, legalábbis kézi hátraköszörülésnél azt célozzuk meg, nem?
Ez a mutatott készülék olyat nem tud, mert egy spirál alapú hengert készít, a fúrószár körmozgását az axiális eltolással kombinálva.
Ez lehet természetesen egy elfogadható közelítés (mert az ideális felület előállítása bonyolult lenne), vagy én tévedek.
A 38563 és 38575 -ös számú hozzászólásomban bemutatott készülék kialakítása érdekes számodra a hátraköszörülés megoldásához akkor tudok segíteni ..... Rajz , méret , ....
Igazából jó lenne a csigafúrókat előbb tökéletesen kúpra köszörülni, csak utána hátraköszörülni kézből. Néha kell ujjmarót köszörülni. Volt aztán olyan, hogy valami egyedi fúró kellett volna. Ez a gép meg konkrétan szembejött. Ja igen, gyárilag volt rajta hűtőfolyadék, a gyűjtőmedence még használható, és akkor egy kis szivattyúval még az is lesz rajta.
Rá pedig vagy egy ilyen Plastival 50 projektoros mikroszkóp kerül, vagy egy szintén őskori Zeiss sztereomikroszkóp.
Köszönöm. Erre a periodikus funkcióra gondoltam a kialakítás alapján. Az alternáló mozgást egy rendes olajfürdős mechanika végzi. Nem lesz rá szükségem, a tengely hosszanti mozgását valami mikrométercsavarral oldom meg, illetve beszerelek valami rögzítést is.
A patront forgató motor pedig egészen jó osztófej lesz.
Viszont a patront hátulról tolja be egy menetes kerék (mindkét végén kúpos patronja van), ami belülről támaszkodik fel. Amit ezen a fotón látsz (a videódból vágta ki) a patrontartó végén lévő kúpos gyűrű menettel van rajta, pontosan olyan, mint egy eszterga főorsón lévő menet a tokmánytárcsa számára. Lett volna valamilyen kiegészítője? Mondjuk a 12mm-es patronnal be tudok fogni egy kisebb tokmányt, de elegánsabb lenne a menetre a tárcsa.
Az egyik barátom vett egy házi készítésű kis marógépet (hegesztett váz, semmi sem öntvény) , a főorsóba valamilyen patronos vég van, persze patronok nincsenek hozzá. Ha nem sikerül patront találni hozzá akkor kvázi értéktelen, mert semmilyen más felfogatási lehetőség nincs a főorsóon. A horizontál és a vertikálfejben is ugyanez a méret van.
Talán valami más gépből való patronra lett tervezve. Minek van ilyesmi méretű patronja?
Ez egy félbehagyott valaminek látszik. Valószínűleg kiesztergáló fejként indulhatott. De készülhet belőle szánra vagy késtartóba fogott gömbesztergáló, vagy szegnyeregbe eltolható csúcs, vagy akár marógépre kiesztergáló fej.
Uraim, hozzájutottam egy ilyen géphez, amit szeretnék átalakítani szerszámköszörűvé. Van esetleg valakinek gépkönyve hozzá, mert sehol sem találtam? Csak a főmotort hajtom majd frekiváltóról, úgyhogy a kapcsolótáblája sem kell. Ha valaki tudja használni, örömmel odaadom ajándékba.
Nem akrtam ennyire részletekbe belemenni de hát legyen.
Átlagban ennyire jön ki mint amit mondtál. Sajnos 40 évvel ezelőtt sikerült az aljzatot nemcsak hgoy nem vízszintesre de még bakhátasra is betonozniuk. Ennyi anyag kellett hogy síkban legyen és az egész felületen kb 2-3 mm a síklapúság eltérés.
Ha előbb tudok erről a Soloplanról akkor lehet hogy rámegyek, de mostmár ez van és ez lesz.
kb 16 m2-re 14 zsák? Az sztem nagyon sok, saccra 13-15 mm lehet... annak a fele is sok. Van valami oka, hogy ilyen vastag lett? 5-6 mm már optimális...
Persze lehet 30 mm is, de a beton olcsóbb :) - ha már árat nézünk. Attól hogy vastagabb, nem erősebb, maga az anyag attól nem lesz ellenállóbb.
...de ne bontsd fe, ha már így van, hadd maradjon :)) - ez is erősített, 100x jobb, mint a régi padlopon.
A Novoplan Maxi is szálerősítéses, és ahogy szagoltam az is valami speckóbb anyag mert volt egy bukéja. Persze nem ennyire ipari.
Ahogy nézem ez a Soloplan 14ezer Ft körül van egy zsák, és ha több réteggel előkészülök akkor is szerintem kellett volna 10zsák. Az azért 140ezer Ft. Kábé kétszerannyira jött volna ki mint a Novoplan Maxi + a festék.
Nézegettem/ajánlottak Sika anyagot is de azok is olyan árakkal mozognak hogy nekem nem fér bele a büdszébe.
Nem, úgy számoltam olcsóbbnak, hogy alászámoltam a kiegyenlítőt is.
Ez amit mutatsz egy magasabb kategória - ehhez mérten magasabb árral. Ennek így kell lennie.Magasabb kategória, nem lehet ugyanabban az árban természetesen.
De, ha már le van egyenlítve a padlóm, akkor nem jó a te megoldásod, és még drága is.
Illetve, ha vállalom, hogy vigyázok a padlómra, akkor is jó lehet a másik megoldás. Mert elég nagy az árkülönbözet.
Azt jó tudni, hogy van ilyen, hogy ez a tapasztalatod vele, mert majd mindenki eldönti, mit akar, mit fizet meg, és tőled kapott hozzá információt.
Legközelebb ha ilyesmit csináltok, ajánlom megfontolni a Solopan-HF aljzat kiegyenlítőket. Elég drága, de szálerősítésű, extrém terhelésre is. Semmilyen utólagos bevonatot nem igényel, tejeskévé barna lesz - persze be lehet festeni...
Na ez olyan kemény, hogy a gyémántos csempevágó korong alig viszi. Gyakorlatilag nem sérti fel semmi.
Én egy régi kisméretű metlachi borításra húztam 4 mm-t, bőven jó lett. Sík és kemény. Ha előbb megismerem ezt az anyagot, akkor a garázst is ilyennel húzom be. Itt egyszerű betonfestékkel lekentem, mert az asszonynak így tetszett :D
A falra felmenő 20cm -rel együtt 15-16m2 a felület. Két rétegben festettem át a leírása szerint (első réteg 10% víz, 2 réteg higítatlanul) és nagyjából az 1/5-e maradt meg a 5.8 kg-nak.
Nagyjából 16deka festék meg egy négyzetméterre per réteg egy ilyen felületen. Egy rücskösebb batonfelületen szerintem ezt 1.5-el lehet szorozni nyugodtan.
Az első réteg nem fed, eléggé áttetsző, a második réteg már szép egyenletes.
Csak azért tűnt fel, mert abban az évben kezdtem foglalkozni számtec-el. Úgy tudtunk "netre" kapcsolódni, hogy bécsi számot hívtunk modemmel, és csatlakoztunk egy HUBhoz. Persze csak csetelni lehetett, meg program sorokat tölteni, a file átvitel még csak álom volt...
Nem, néztem pontosan utána, de még a net használat elterjedésének az elején kaptam ezt a címet és ezt használtam a múlt hónap közepéig. Közben megnéztem, túloztam egy kicsit 1997 márciusában kaptam és ez volt az első email címem. Most egy segítőkész Digis szaki kellene a megmentéséhez, de ilyent nem találok.
Üdv! Nem vagyok esztergályos, és a gépemen van mm menet, coll rendszerű ment, és írnak modul menetről. Utóbbiról nem tudok semmit. Neten sem találtam. Segítene valaki legalább nagy vonalakban. Eddig csak fogaskerekenél hallottam a modulokról hogy az osztókör és fogszám hányadosa. pl 150 osztókör 120 fogszám =modul 1.25
Ettől féltem is de végül nem lett baj. Az elso hajlitas után néztem a tusirlapon,hogy azon a ponton nincs -e megtorve. A menet kifutas vegulis csak pár tizeddel kisebb mint a menet magja. De valóban, ertem, elsülhet balul is az ilyesmi.
Jó ez a satus módszer is, ez elv ugyan az amiket írtunk. Nem baj hogy milyen a hegesztés, ezt a készüléket kb, csak most fogod használni erre az egy feladatra. Arra figyelj, hogy ahol a menet kifutás van ott a legvékonyabb az orsó, ott jobban fog görbülni mint máshol.
A feltámasztáshoz felfúrtam a laposvasat orsó méretűre és kettévágtam. A satu pedig alu pofavédővel nyomta a menetet. A képen a fúrót nem szorítottam oda csak oda van téve. Szóval a menet nem kapott a művelet során.
A támasztók változtatható hossza jó ötlet. Ebben az esetben alaposan megnéztem, hogy az orsóban egyféle, elejétől a végéig tartó görbület volt.
Há mindegy, mostmá megmutattam. Rondán hegesztek, na :D
Na jó. Igazatok van és eggyel kontrollálhatóbb megoldást választottam.
Igazoltuk elméleti ismereteinket, a 740mm hosszon maradandó alakváltozás 12 mm behajlítás után kezdett lenni, addig csak rugózott. Mivel nem fért jól oda a tolómérő különböző méretű tárgyakkal ellenőriztem a rést a tengely meg az U vas között. A képen egy 22es fúró épp.
6-8 próbálkozás után már csak a 0,05 os lemezt tudtam könnyen kihuzni a tengely hasa alól amikor a következő hajlíitás után 90 fokkal odébb lett 0,15 az ütés. Lehet hogy rosszul fogtam be de nem hiszem, mindig ott volt a fekete jel a tengely púp tetején hol kell nyomni. Végül 0,03 nál hagytam abba, nekem elég jó lesz. Amúgy van ott még más disznóság is, mert a gépben 0,4 ütést mértem, kiszedve az orsót már csak 0,27
Gyárilag nem görbe a vezérorsó, általában köszörült a menet is. Jani amit linkelt egyengető készüléket az jó. Ha van egy nagyobb kétkörmös lehúzó azt át lehet alakítani. Vagy összedobni valamit, nem kell hogy szép legyen, legfeljebb nem mutogatod :-) A menetes orsóra nem kell kampó ha nyomással egyengetsz nem húzással. Hasznos ha a két szélső támasztó kar szélessége állítható. Ez azért jó mert ha kiméred hogy pl. 400 mm-en van benne egy púp akkor a két támasztást is erre a távolságra teszed. Használj alu vagy réz betéteket nehogy megnyomd az orsót. Taposással semmiképpen sem állnék neki, nem érezni hogy mennyit görbült! A menetes orsóval apránként növelve az erőt, és közbe kivenni és mérni hogy egyenesedett-e, célt lehet érni. A sikerélmény kárpótol az aprólékos, nem éppen gyors munkáért.
A magam szereny ezkozeivel ugy gondoltam ki, hogy a betonon X blokkokra teszem gorbulettel felfele, alá pedig teszek pl kazanlemezeket amik határolják a lefele nyomást. Sorban veszem ki őket ha nagyobbat kell hajlitani. Mindig ellenorzok.0.4 mm excentritas nem fogja elforgatni mikor taposom. A preselo suly 0,11 tonna, meloscucc+ bakancs 0,12T :)
Szerintem nem feszültség, hanem figyelmetlen daruzás miatt görbült meg. Ki lehet egyengetni, de nem taposással. Nagy prés alatt, vagy a helyén , de valami olyan megoldással amivel a megnyomás mértékét legalább mm pontossággal be tudod állítani. Ezután jön a türelemjáték: sokat mérni, és kicsit görbíteni.
Most vettem észre, az E1N vezerorsoban van 0.4 mm ütés. Gondolom az anyagban lévő feszültség a menetvagas után elhúzta. Megprobálom kiegyengetni. Kiveszem, megnézem tusirlapon mekkora hézagot lehet aládugni, melyik iranyba, esetleg több irányba is görbe-e. A helyén probaltam nyomkodni de úgy csak rugózik. Majd inkabb feltámasztom X blokkokra és probálgatom mekkora taposásra lesz elasztikus a hajlás. Remélem nem b... kúrom el.
A vonóéket is újrahegesztettem a Nortonban. Az "A" kerék horony kopásának az lehetett az oka, hogy a görbe vezérorsó megszorult kicsit mikor a szán középre ért. Így már van értelme annak miért a szán középső helyzetében ugrott a váltó.
Nins különösebb gond a teflon forgácsolással, éles HSS simán viszi. Én kétkomponensű epoxyragasztó-keverő tálkát készítettem teflonból esztergán, a forgács szépen egyben marad, és amihez nem szoktam hozzá, egyenesen lesiklik a gépről, nem kell takarítani :)
Na pont ilyen az én kávéfőzőm is. Találtam foglalatot, Kalthoff 344.1. Az nem látszik a képén, hogy benne van-e az a furat, amivel a testbe lehet erősíteni. Ha nem, akkor belefúrom.
Ilyen vékony furatnál a megvezetés a kritikus. No meg, hogy mibe fúrunk... Lágyabb anyagba fúrni nem is olyan vészes, mert a HSS és hasonló fúrók rugalmasak. De jó minőségű tengelyek tényleg minőségi órákban olyan acélokból vannak, amik önedzők, rendesen még kilágyítani is sokszor nagyon nehéz őket fúráshoz, illetőleg nagyon sok olyan eset van (ráütött fogaskoszorú, leütni nagyon nem célszerű, mert utána soha többé nemfog olyan szilárdan rögzülni már), vagy rögtön a törött csap alatt kezdődő finom fogastengely - amikor a hőkezelés/kilágyítás kerülendő, és olyan cudar anyagok, hogy a HSS fúró simán elfogy anélkül, hogy komolyabb nyomot hagyna rajta... Ezeket csak keményfém/vídia fúróval lehet fúrni, azok meg törnek a legkisebb ütésre is, mint a fogpiszkáló...
Az órás esztergához van csapfúró szet, a támasztócsúcs helyére befogható, ami kis furatos-kúpos tárcsasorral elég jól megvezeti a fúrót, de a csapfúrás így is mindig nagyon stresszes móka.
Kösz mindkettőtöknek, tök jó, van kalapácslakk is. Az egyik gépem pont zöld kalapacslakk volt eredetileg. Mig valami gyilkos rá nem kente azt a BKV zubbony színt. Azt hittem a Hammerite mind az a selyemcukorka szinu.
Ahol kevertettem a marógéphez a festéket (2K akril, olaj benzin és egyébálló) ott az mondták hogy tudják flakonba is tölteni csak el kell használni egy órán belül. És az elérhető RAL színekben, nem csak "kerítésszínekben" lehet gondolkozni akkor.
Tudtok javasolni olyan festeket ami flakonbol fujhato de megis utesallo reteget ad? A mechanikus szamologepeimet szeretnem lefujni időtálló reteggel de nem szeretnek kompresszorral meg pisztollyal variálni.
Javított már valaki 300-as kinai eszterga elektronikát? A jelenség: a motor forog mindkét irányban de a fordulat nem szabályozható. Végig mértem a félvezetőket az ic-k kivételével nem találtam hibás alkatrészt.
Nem mondják, mekkora a vastagsága. Az elején a ceruza azt sugallja, hogy egy 0,5mm-es grafithegybe fúr be, de a későbbi képeken mintha vastagabb lenne. A 60mm hossz nagyon durva! Fúrtam már 0,3mm-es fúróval, de csak talán 2mm mélyre. Már az is izzasztó.
A kávéfőző alja elég meleg lesz. Teflon talán elmegy. De végülis találtam egy boltot, ahol nagyon hasonló dugaszolót árulnak. Vagy stimmel a dugaszóló, vagy ki lehet belőle venni a szigetelőt. Ha egyik sem megy, jövök vissza. :-((
Még sohasem dolgoztam teflonnal, de azt hiszem, nem könnyű forgácsolni. Csúszik, mint a franc. Gondolom, igen éles szerszám kell hozzá.
A teflon nekem is eszembe jutott. A Holes Műanyag-Siklócsapágy Kft forgalmaz különleges műanyagokat, lehet érdemes rákérdezni, ha meg tudjuk tippelni az ott lévő hőmérsékletet.
Köszönöm az ötleteket. Ez egy "meleg készülék dugaszoló" része. Ilyet a tudomásom szerint ma már nem gyártanak. Azt hiszem, rezsót sem. Valami olyasmi lehet mögötte, hogy ezeken nem látszik, hogy forró, de nem jó dolog megfogni. Emiatt nem hiszem, hogy tartalákalkatrészként lehetne ilyet még kapni. Utánanézek. Forgácsolható kerámiával még jó 30 éve találkoztam (nem én forgácsoltam), azt hittem, azóta mindennapos alapanyag lett.
Kobaltos furó esetleg (hss-co) 60Hrcvel megbirkózik (nagyon rideg óvatosan kell nyomni neki mert könnyen eltörnek a vékonyabbak), vagy a bosch multi construction azzal is fúrtam megeresztés elött acélba, az meg keményfémes forrasztott végű
Lehet kapni új csatlakozót, legalább az érintkezők is újak lesznek. Nekem biztosan van a bontottak között ilyen, de van amely kör alakú van amely az érintkező elfordulását gátló alakos rés van.
Urak, van valakinek esetleg forgácsolható kerámiája? Az öreg, de napi használatban lévő kávéfőzőmnek már régebben eltörött a konnektor szigetelője. Korábban megdrótoztam (balra a drót látható), ez is kibírt egy pár évet, de most elcsúszott - egy izmos szikra és rövidzárlat kíséretében. Meg lehetne esetleg újra drótozni, de jobban szeretnék egy profi megoldást. A kerámia külső átmérője ~16mm, a magassága 7.5mm. Előre is köszönöm.
Van olyan csoda fúró amivel csapágyat is ki tud fúrni. Ismerősöm vett is, kb 15 éve. Azóta sem merte használni nehogy tönkre menjen. :) Majd rákeresek.
Ha izomból tolod neki a vacak fúrót egy bika géppel, lehet hogy kipirosodik a vége a súrlódástól, és meg is van a felmelegítés. Nekem működött redőnygurtni rugóján.
lemezvágó olló kését ki tudom fúrni egy jó minőségű keményfém maróval
Nem létezik általános lemezvágó és általános jó minőségű keményfém maró, a kérdésre nem lehet választ adni. (Pontosabban: 42, de ezzel most nem leszel kisegítve).
Te szeretsz szenvedni. A béka műanyag kerekes, ha ebben kárt okoz, akkor kár volt a padlóra kenni. Még a vslemez csak -csak, homokon vagy egyenetlen felületen, de szőnyeg alá.... na ilyet sem hallottam még.
Egy gép szervizes rokonunkál láttam két db. kb. 80 cm hosszú 200- as U vasba épített több párhuzamos, rövid ékszíj sorból kialakított kis önjáró " macska nevű" szerkezetet, amiket 2 akkus csavarbehajtó motor hajtott vezetékes "távirányítással".
Sok tonnás generátorokat vittek vele ki, be a gépházakból.
Nem görbítgetném el a lemezeket alárakott szőnyeggel. De eleve nem tennék alá lemezt, mert ha kiderül, hogy a padló egy békát sem bír ki, akkor jobb addig javítani amíg csak egy gépet kell kicűgölni.
Ha van lemez, én raknék. Tapasztalatból tudom, hogy ugyanakkor ezeken a lemezeken nem könnyű a manőverezés, csak, ha jó nagyok, mert a forduláskor sokszor keskenyebbek, mint azt az ember elsőre elgondolta, és a rájuk való fel- és legördülés néha problémás, eltolja őket a béka.
De erre fel lehet készülni. És igen, ha van alá valami alátét, hogy ne karmolja a széle a műgyantát, az nem baj.
Én a lemezek alá még szőnyeget - rongyot is raknék , hogy ne karcolódjon a padló . A békával való manőverezést ( kerekek sodródását ) lehet , hogy nem bírja a padló . Ha viszont megsérül a padló akkor hosszú ideig nézheted , és nehezebb lesz tisztán tartani .
Úgy néz ki egyre közelebb a célegyenes a műhelyfelújításban.
Azon gondolkoztam hogy a 2K epoxy padlófestékem nem biztos hogy szeretni fogja ha ráhúzom békával a 800kg-os gépet.
Arra gondoltam hogy lemezeket (alu, mert ez van most itthon) tennék a béka kerekei alá mint egy ösvény és úgy húznám végig rajta a békát, hogy biztosan ne sértse meg a vonalszerű terhelés a festést.
Hát ide már szívesebben elvinném az autómat - de most pont az a helyzet van, hogy hozzám hoznak egy ilyen munkát... Vivaro, kicsit masszívabb csapágy...
Pont kiakartam kerülni a melegitést mert csapágynak müanyag porvédőit kuka lett volna csakpánynak sem tett volna tul jót, továbbá azt olvastam hogyha a megadótt hőmérsékleten túlhevíti az ember akkor a ragasztó kökeménnyé válik
Az tapasztalataim szerint az aceton oldja a pillanatragasztókat, de sok idő kell neki. Az aceton viszont azonnal elpárolog. Én beburkoltam egy műanyag zacskóval (olyannal, amit nem old az aceton). Pár nap múlva a pillanatragasztó felpuhult, olyan lett, mint a szilikon. Le lehetett vakarni.
A melegítéssel vigyázni kell, mert a cianoakrilátból maró gázok szabadulnak fel. Ha a szembe jut, az nagyon fáj! (sajnos tapasztalatból mondom)
Tud-e segíteni valaki abban, hogy ebonit nevű "műanyagot" honnan szerezhetnék. Bármilyen alakút, rúd, lap, korong, vagy ebből készült tárgy, stb. Vagy ha esetleg valakinek van és megválna tőle, érdekelne. A neten csak külföldről lehet rendelni, de abban nem bízom annyira, India, meg Japán.. Szeretném megismerni jobban ezt az anyagot, így bármilyen ezzel kapcsolatos leírás, infó, vagy olyan tárgy amiben ilyen alkatrész lehet, szükségem lenne rá. A bakelit az már szintetikus, nem az kellene, hanem a természetes alapú, sötét, barnás-feketés ebonit, ami textilmentes. Köszönöm előre is!
A facén árul valaki egy vertikálfejet ME 1000-s gépre, ami valójában egy ilyen gépre való vertikálfej egy közdarabbal. Adja hozzá a patronokat is. Ha nem találod, megpróbálom előkeresni és elküldöm a linket. Esetleg megvehetjük közösen, neked a patronok, nekem a vertikálfej.
Nemrégiben vásároltam egy UMF Ruhla Type 58 as szerszámmarógépet.csak nem volt hozzá semmilyen tartozék.
Beleástam magam a dologba eléggé szereztem első körben gépkönyvet hozzá bár ezek csak töredékek és és idegen nyelvűek, esetleg ha valakinek lenne itt gépkönyve szivesen venném.
Ez a gép amugy fut még Thiel Duplex 58 néven is meg erre a gépvázra épüt rá a type 59 meg fuw 260x760 meg még egy pár hasonlo gép.
Légyen mi lényeg szerettem volna venni hozzá befogó tüskét csak akkor szembesültem vele hogy a főorsó egyik mai szabványhoz sem hasonlatos. Rövidkupos megoldás r8 tünt viszont nem az. Kideritettem hogy az régebbi gépek nem a mk5 kuppal készültek hanem ezzel a saját rövidkupos megoldással , grátisz a vertikál és a horizontál kupja nem azonos méretű.
Ha van valaki a forumon akinek ilyen gépe van és van hozzá tüskéje behuzorúd stb nagy segítség lenne ha méreteit megkaphatnám, mert akkor legyártatnám, vagy ha valakinel lenne elfekvöben bármi kiegészítője a géphez vevő lennék rá.
Amugy a gép szép állapotu vesz minden sebességet vesz, mellékmozgások is rendben vannak , vezetékek nem kopottak így első blikkre ez jött le, plusz valaki ortó paraszt modon telibefuj festékkel pár dolgot pl horizontális főorsó végeit , pár ágyvezeték végét stb.
De hogy nagyon ne offoljam szét a topicot, az összes szerszámgépemet drótköteles vonszolóval mozgattam az udvaron -egy részen elég becsületes emelkedő van-. 20 m drótkötél van hozzá, az azért legtöbbször elég, valamit meg csak talál az ember, amihez megköti. Én pl. egy 1,5 méteres betonacélt ütöttem le, ahová jónak láttam, hegesztettem rá egy jó erős kampót, ahhoz kötöttem ki. Amikor végeztem, pont a lejjebb említett fogaslécessel meg kikaptam a földből :)Szép megfontoltam lehet vele haladni, van idő korrigálni, ha kell, vissza lehet engedni, nem kell kúszni-mászni a földön mint a tekerős csörlőkkel, szerintem tökéletes a feladatra. Egyszer eladtam az egyiket, egy 3,2 tonnást, pont valami gépszállítással foglalkozó hapsi vette meg, mondta, hogy az 1,6-ossal egy 10 tonnás présgépet felállítottak, igaz a targonca kicsit rásegített alulról :D
Valahol kint van az udvaron a vaskupac alján, nem pakolok le róla de az volt a lényeg, hogy a fogasléc össze-vissza elhajlott a terheléstől, aztán a mozgó rész, ami lépked a furatokon, megszorul, nem megy, ütöd-vered egyszer csak megindul de akkor meg lecsúszik az aljára, áhh, emelésnél nem vicces az ilyen. Ha jól rémlik, a "Farm Jack" fantázianevű kínai copy volt. Most egy All Cast van, abból az "X-Treme" ami annyival tud többet, hogy a fogasléc tetején lévő kampón átfűzve be lehet akasztani nagyobb szemű láncot csörlőzéshez. Mindig bent van a Defenderem hátuljában :) Hasznos eszköz ház körül is sokszor. Mondjuk a mai autókat pont nem lehet vele sehol emelni, küszöb, lökhárító minden sztaniolpapírból van, max. felninél a küllőknél átkötve.
A kínai gyenguska, de az eredeti nagyon jó és néhány utángyártott is jó.
Az én ereti emelőm, robosztus ötvény cucc, nagyon erős és elég masszív. A videóban nem nagyon látszik, de pl. az emelési pontig nem kell végiglépteni, van egy kar ( a videóban piros színű), azt az egyik állásba állítva az egész fej felhúzható a lyukas száron az emelési pontig és már emelheted is.
Ha le akarod engedni, két lehetőség van. Ha teher van rajta, akkor a piros kis kart átváltva a nagy erőkart mozgatva lefelé engedi a terhet, itt azért figyelni kell, az erőkart fogni kell a léptetések között, mert pofán fághat.:-)
Ha nincs rajt teher és átálítom a kis piros kart, akkor a fej szabadon lecsúszik a talphoz, persze ha függőleges állásban voltunk, ha nem, akkor csúsztathatjuk szabadon.
Nagyon sokoldalú jószág, nyilván nem a szerszámgép telibe emelésére való.
Szerintem is két pallón vagy rámpán, legörgőzve. Belülről meg egy kézi csörlővel biztosítva. A padlón szoktak lenni rögzítési pontok, azokhoz (legalább kettőhöz) megkötni a csörlőt. 300 kg nem vészes de azért jó az óvatosság. Én az 1300 kg-os harántgyalut is így vettem le a kisteher platójáról, a furgon ráadásul jóval alacsonyabb is. Igaz nekem vannak munkagép rámpáim, két szál fenyődeszkával azért ez nem kivitelezhető.
Garashan: kicsit off téma de amennyiben az off-road emelő alatt a fogasléces emelőt érted, van vele némi tapasztalatom. Hasznos egy jószág de instabilitásából adódóan inkább billentésre való, vagy egy tárgy egyik oldalon való megemelésére, kompletten emelni nem nagyon tudsz vele. Csörlőzésre is jó csak sokszor át kell kötni a kötelet. Amit viszont mindenkinek ajánlok ha ilyet akar venni: eredetileg ez USA termék, vagy száz éves találmány, HI-Lift a gyártó és van belőle All-Cast meg a Cast/Steel, az előbbi a drágább (de még 50 év múlva is jó lesz), az utóbbi kicsit költségcsökkentett de az is jó. Nem olcsóak de minden mást el kell felejteni. Bár nem látszik rajta de amúgy is egy kényes szerkezet hát még ha a kínaiak lemásolják és kiöntik csájnéziumból... Láttam már ilyen emelőt kínaiban aminek a fogaslécére csomót kötöttek, az emelés nem játék...
3 mázsa nem olyan nagy cucc, 3-4 férfi megoldja... de én pl. már nem szeretek emelgetni, biztos körbe néznék a környezetemben, hol tudnék szerezni egy magasemelésű békát - esetleg bérelni is lehet nagyobb városokban, ha végképp nincs senkinek*
Talán egy kézi raklapemelő is megteszi, az is van sok helyen.
*én most jobban belegondolva, kb. 3 helyről tudnék kölcsönkérni pár órára ismeretségi körben.
Én még annyival egészíteném ki, hogy alá emelnék a furgonnak, hogy ahogy csökken a terhelés a rugókon, akkor ne emelkedjen a furgon. Mert akkor fenn állhat a veszélye, hogy kicsúszik a palló.
Csináltam is hozzá egy skiccet, a sárgás-barnás vonal a palló, a piros téglalappal rögzíted kicsúszás ellen. Ebből adódik, hogy a kocsi végétől a palló és a föld találkozási pontjáig állandó a távolság és persze a palló hossza is állandó. Viszont ha a kocsi elkezd emelkedni, akkor hosszabbodnia kellene a pallónak. Ezt vagy úgy kell megoldani, hogy belógatod a pallót a kocsiba, de akkor rosszabb szerintem rájátszani a gyalut vagy megemeled eleve a kocsit, hogy ne tudjon a terhelés csökkenésével emelkedni a raktér magassága.
Ha már ez a kérdés felmerült. Hogyan szednétek ki egy zárt furgon hátuljából egy 300kg-os téglatestet, mindenféle speciális segédeszköz nélkül (pl.: zsiráf, targonca, daru, stb.)?
A téglatest (faipari gyalu) minden bizonnyal raklapon lesz.
Van egy szép nagy utánfutóm (1 tonna terhelhetőségű, 1200 kg össztömeg) amivel elmentem a KF250-es fűrészgépért. Vittem magammal egy "rámpát" amin le tudtam tolni a zsiráfot, felraktam vele a fűrészgépet, majd felfért még a zsiráf is mögé. Otthon is a zsiráf segítségével logisztikáztam le a fűrészt, majd később azzal raktam fel raklapra. Azóta is a raklapon van.
Azóta a Stanko 2H135-ös fúrógépet is elborítottam a segítségével, hogy beférjen az ajtón, majd bent fel is lett állítva. Mondjuk az elborításhoz és utána a mozgatáshoz még békát is használtam.
A 3 tonna terhelhetőségben nem vagyok biztos, de amúgy se férne olyan kis erőkarral oda semmi. Kitolt gémmel viszont a KF250-est meg tudtam emelni. Az emeléshez még sekliket és emelő hevedereket vettem. Így azon nem kellett izgulni, hogy a heveder kibírja-e vagy sem.
Még egy békát kellene vennem, mert az csak kölcsönbe volt nálam. A szőlő prést is könnyebb lenne vele mozgatni, meg sógorom üzemeltet egy büfét és nyáron a raklapos cuccokat is egyszerűbb lenne vele mozgatni, mint kézzel odébb pakolni.
Off road emelőn is elgondolkoztam, mert néha jobb volna mint a zsiráfot a helyszínre ráncigálni. De aztán végül még nem jutottam el odáig, hogy vegyek.
Van egy nagy eredeti amerikai off road emelőm, nagy és nehéz öntvényből, isten király egy jószág. Semmi pénzért nem válnék meg tőle, nagyon sokszor használtam már, egyszerűen fantasztikus.
A kinai tesó is használható, de azok merevségre, stabilitásra meg sem közelítik.
Ettől függetlenül a kínaival is lehet dolgozni.
Akinek nincs még, nagyon javasolnám a beszerzését.
Elkezded letolni majd vége alá fadarabokat teszel azután a raklap rései közé tett fáról is emelve egyre kijjebb húzod a raklapot. A vége felé ismét léceket teszel alá. Itt alá teszed a talpakat majd a fadarabokat sorra kiszedve ráengeded a gépet a talpakra.
Lassan (mondom lassan) eljön az idő hogy bekerülnek a gépek a felújított műhelyrészbe.
Érdekelne mit gondoltok hogyan érdemes lecincálni a gépeket a raklapról?
A raklpan sokat segített a szállítás közbeni rakodásban és a helybeni logisztikában, de most kicsit meg vagyok lőve hogyan lehet maceramentesen levenni.
Mivel a raklap jóval magasabb mint a géptalp csavarjai, így az nem játszik hogy addig letolom a raklapról pajszerral amíg 2 géptalpat be tudok rakni, aztán a raklappal kilépegetek alóla.
"Szerintem inkább az lehet, hogy ez már eleve valami edzett anyag."
Nincs kizárva. 2mm átmérőjű acélrudat nem könnyű kis mennyiségben beszerezni. Hobby boltban kaptam, ott persze fogalmuk sincs, hogy milyen minőség. Darabolni is csak kis Dremel vágókoronggal lehetett, a fűrész sem vitte (csípőfogóval meg sem próbáltam, mert sajnáltam a fogót). :-((
Ez akár egy német és svájci gépnél is így van, mert itt egyedi darabok vannak, öntöttvasak, és ha belegondolsz abba, hogy az első megmunkáláskor az egyik keresztszán prizmát a melós csak 3 tizeddel mélyebbre marja mint a másik gépre kerülő azonos elhelyezkedésűt mert úgy adja ki az öntvény, mindjárt nem tudnak két egyformán előkészített anyát beszerelni. Ezért nem is készül el előre, csak a beszerelés előtt, amikor adja magát a helyzete.
Egy 2mm átmérőjű anyagot nagyon nehéz úgy megpörgetni, hogy túlmelegedjen esztergáláskor.
Legfeljebb, ha rosszul van köszörülve a kés és 0 hátsízög miatt csak dörzsöli az anyagot.
Szerintem inkább az lehet, hogy ez már eleve valami edzett anyag.
,,az ilyen forrasztott lapkás késeket kevésbé tudod olyan élesre fenni, mint a gyorsacélt.''
Ez régi mítosz, de nem igaz. Ugyanolyan borotva élésre lehet köszörülni. Az lehet csak a baj, ha erősen pozitív élszöget akarsz kialakítani, akkor sérülékeny lesz az él. Megoldás: ne akarj erősen pozitív élszöget.
,,Az ilyen forrasztott lapkás kést szürke kővel tudod élezni,''
Es akkor van az az eset mint a keresztszan anyam eseteben, hogy a furat tengelye es a külső felulet tengelye szoget zar be. Tized mm s lemezekkel tudtam vonalba allitani még a negyfofás tokmányban is.
A független négypofás tokmány menetemelkedését ha megnézzük, kb fél vagy egy fokot kell tekerni ahhoz hogy egy századot arrébb menjen a pofa. Sokkal szerencsésebb egy finoman állítható szerkezet.
Aszongya a bácsi, hogy azért jobb ez a megoldás, mint a független 4 pofás tokmány birizgálása, mert:
- a négypofással kicsit macera az állítgatás, főképp, ha raszorítasz már elmászhat és akkor birizgálhatsz tovabb,
- ezzel a megoldással pillanatok alatt az esztergálandó forgástest bármely pontját nullára hozhatod (persze megfelelően értelmezve a nullát) a nélkül, hogy ki kellene venned fogásból a darabot.
Azt én tenném hozzá, hogy azt gondolom ezzel azokat a lelakott, használtpiacon kapható vagy új kínai tokmányokat is be lehet igazítani, amiket hobbistaként hajlandó vagyok megfizetni.
Kettő, szerintem érdekes válasz egy problémára és akár otthoni hobbi projektnek sem utolsó a megvalósítása. A termelekénysége engem nem érint, de gyanítom, hogy kis tűrés-elvárások esetén minden műhelyben örülnének neki, vagy valamely gyári verziójának.
A bácsi azért érdemli meg a tiszteletet, de az egészséges érdeklődést mindenképp, mert szép kis karriert futot be, olyan műszaki innovációi voltak, ami ahhoz vezetett, hogy a Kodak 2005-ben megvette a cégét 1Mrd USD-ért, amit azért kevesen tudnak elmondani. Persze ehhez le kellett rendezni a papírmunkát is, hogy a találmányai ne legyenek csak úgy lemásolhatóak. Most 3d fémnyomtatásban ügyködik ...
Ezüstacél levegőn képes beedződni, ha túlmelegíted forgácsoláskor.
Olyankor pillanat alatt megeszi a gyorsacél kést.
De az ilyen pici anyagok dreháláshoz nagyon éles kés kell, és az ilyen forrasztott lapkás késeket kevésbé tudod olyan élesre fenni, mint a gyorsacélt. Nem olyan az anyaga.
Tehát, ha tényleg ezüstacél az anyag, akkor szerintem hűteni kéne, és gyorsacéllal dolgozni.
Az ilyen forrasztott lapkás kést szürke kővel tudod élezni, ne hűtsd vízzel köszörüléskor, de ne is nyomd neki ész nélkül, így nem reped meg. A keményfém a hirtelen hőhatásokat nem annyira szereti, ugyanakkor melegre meg nem lágyul ki, mint a gyorsacél. Szóval azért inkább nem kell hűteni.
Az az igazság, hogy nem tudom, milyen anyag az, amit esztergálni szeretnék. 2mm átmérőjű acél rúd, ebbe egy vállat szeretnék esztergálni. Már nekiláttam a gyorsacél késsel is, de az ötödik, hatodik után a kés hegye eltompult. Mivel a köszörű a garázsban van, nem szeretnék minden ötödik után kimenni köszörülni. :-(( Emiatt azt gondolom, hogy a rúd anyaga ezüstacél, vagy valami hasonló.
Ez a terv, csak a véséshez kell még kést köszörülni, meg amúgy egyébként is kell keseket csinálni, ahhoz követ kell cserélni, lehúzni, stb, közben benyaltam még vmi betegseget is.
Ha hobby, akkor miért is sok az az 1-2 perc ami alatt egy állítható négypofás tokmánnyal ugyanezt el lehet érni? Viszont befogadni azt a tényt, hogy ugyan ezután esetleg csak 0.5mm átmérőket szedünk le, de pillára futni fog az anyag. Miért is nyerünk vele sokat, ha 5 mp. alatt fut az anyag, holott nem 1000-es szériát gyártunk.
1. az esztergálás nagyoló megmunkálás
2. finiselésre köszörülés a legalkalmasabb folyamat
Nincs az az esztergálási művelet, amivel készre akarna bárki munkálni egy már köszörült munkadarabot.
Megerőszakolhatunk egy szakmát.... de hát kinek a pap, kinek a....
Hasra ne kelljen esni, mert egyedi munkadarabokat gyártottak a műhelyben. Ez nap mint nap előfordul kishazánkban is, igen sok forgácsoló üzemben. Az elérni kívánt pontosság, pedig igény/ követelmény szerint meghatározott. Ha minden forgácsoló szaladna szabadalmaztatni az ötleteit, nem lenne ideje dolgoznia, mert mindig a papírmunkát végezné.
Akkor mi van ha vízálló, és speckó pofák vannak rajta? Semmi. Én nem szoktam vízbe meríteni az esztergámat, és speckó pofa egy méretre szabályozott, akár idomtalan eszköz felfogatására használt pofa is.
Miért sületlenség a kapirgálás szó? Van egy tokmány, ami viszonylag szabadon állítható. Ezáltal könnyebben rezgésbe jöhet megmunkálásnál, esetleg ha elég kicsi a fogásvétel, esetleg köszörülés történik, akkor jó. De akkor jó az üthető tokmány is. Robusztus... nagy átmérőjű, gondolom a mechanikája nem fért el kisebb helyen.
Természetesen ezzel így nem lehet esztergálni, meg kell köszörülni. Ha tudsz a színesfém anyagokhoz gyorsacélt köszörülni, gyakorlatilag ezen is ugyan azokat az élszögeket kell kialakítani, + forgácstörő hornyot. Milyen az a keményebb anyag? Gyorsacéllal KO anyagot is lehet esztergálni, viszont edzett acélhoz ez még nem az igazi.
Csak hobby fémműves vagyok, nem ismerem a szakma részleteit. Eddig gyorsacél esztergakéseket használtam, mivel főleg rézzel és aluval dolgozom. Ezeket jól-rosszul magam köszörültem. Most azonban egy keményebb anyaghoz vettem egy keményfém-lapkás szerszámot. Én azt hittem, hogy ezeket készre köszörülve árulják, csak be kell rakni a késtartóba és mehet a ló. De ahogy a képen látszik, ezen a késen valami nem OK. Szerintem ezzel így nem lehet esztergálni. Ez normális? A keményfém lapkát is köszörülni kell a megvásárlás után? Vagy csak a kínaiak trehánykodtak? Egyáltalán, mivel lehet a keményfém lapkát köszörülni? Ugyanúgy, mint a gyorsacélt?
Gondoltam kussolok, hátha enyém lesz a dicsőseg :)
Én inkább felhegesztettem a kopott ékhornyot. Egész meg vagyok elégedve vele, ahhoz képest milyen rondán hegesztek. Csinaltam egy fadugót bele, hogy a persely alja érintetlen maradjon. Esztergában hegesztettem, elotte az eredeti belso felulethez oraztam ki. Igy elvileg koncentrikus maradt.
Azért vannak itt még sötét foltok. Mi az az U alakú valami?
Ha azt kihagyjuk, akkor pontosan minek is támaszkodik az excenter?
Valami nút kellene oda. De az hogyan áll? Ha radiálisan, akkor nem működik az előfeszítés, ha tangenciálisan, akkor pedig az elfordulás ellen is tenni kell valamit.
Hát default kolléga rajza szerintem pontos. Ehhez hozzá jön még a fickó nyilatkozata, hogy azt a flexi vackot előfeszítette, és emiatt egy tonnányi alapterhelés van a csigákon, ellentétes irányba, tehát az tart ellent a pozícióból kimozdítani igyekvő erőknek.
Plusz a három platni, a középsőn van a tokmány, a külsőn van egy tokmány méretű furat, és körben a tokmány körül mókolnak a beállítóelemek.
Szerintem ez egy erdekes kerdes egy hobbi forumon. Az hogy esetleg ezzel nem lehet 5mm-es fogassal rabolni, az mint hobbista kevesbbe erdekes. De hogy a nemfranko tokmanyokkal is jo pontossagot el lehetne erni - fuggetlen a beallitas idoszuksegletetol, de azert nem annyi, mint a 4 pofassal szorakozni - az jo volna.
A nagy fogasmelyseg - ha igaz - azert sem szempont, mert ezzel Gelbart bacsi nagy pontossagu megmunkalasokat vegez, azt meg olvasmanyaim szerint nem rablasokkal csinaljak sehol.
Barbár dolognak hangzik de kb harom mozdulattal megvan ami a négypofás tokmánnyal profinak is eltart egy percig. Ha igy csinal egy jo nagy sorozatot elhasznal egy tokmányt monddmá. Es majdnem ugyanaz történik mint a Gelbart fele tokmany eseteben.
Ez két külön dolog. A nagypontosságú esztergán (amit egyébként "eszergapad és köszörűgép"-nek hív), egy teljesen saját készítésű speciális tokmány van, ami amellett, hogy centrálható, teljesen vízálló, és spekcó pofák vannak rajta.
A másik a Weiler esztergán levő. Itt egy gyári tokmány van centrálhatóvá alakítva.
Az hogy ez csak "kapargatásokra" lenne jó, igen nagy sületlenség, és akkor próbáltan finoman fogalmazni.
Érdemes összevetni a hasonló gyári megoldásokkal. Azok lényegében úgy néznek ki, hogy egy tokmányt meghosszabbítanak, és mögé teszik a centráló részt.
Ez nagyságrendekkel robosztusabbra van kialakítva. A cca. 150-es tokmány egy kétszer akkora, 300-as tárcsán fekszik fel.
És még arra is figyelt a fickó, hogy a kilógás minimális legyen. A tokmány belesüllyed az egységbe, a centráláshoz szükséges mechanika a tokmány körül van, nem mögötte.
Ő egy légcsapágyas esztergát épített mikronos pontossággal, elég merev szerkezettel, szóval inkább a gyémántesztergákra és köszörű gépekre emlékeztet, szóval itt van helye a megoldásának. Nekem inkább az a fura hogy esztergát épített amin köszörülni is tud, pedig neki talán jobb volna egy köszörű amin esztergálni is tud. :- ))
Érdemes volna megírnod ennek a Dan Gelbartnak is, milyen hülye, hogy ennyi munkát feccölt feleslegesen egy használhatatlan cuccba, ráadásul kétszer is.
Nem egy tanult fickó, de hátha hallgat az okosabbra.
Sok értelme nincs, hogy még mindig ezen rugóztok. Esztergagépen nem gondolom jó megoldásnak, sok olyan rezgést adhat a rendszernek, ami esetleg kapirgáláshoz jó lehet, de úgy meg nem lehet esztergálni. Köszörűgépen viszont már kifejezetten hasznos megoldás lehet, a tokmányelütést helyettesítheti, viszont nem biztos hogy van értelme, mert az egy igen egyszerű és olcsó megoldás mindenféle müansz nélkül.
az "U" profilt úgy képzelem, hogy az a tokmány ALATT húzódik teljes hosszban jobb/bal ill fent/lent irányban, a szárai fölfelé állnak, a hosszú (alsó) összekötő része van lineáris csapágyak között, és tulajdonképpen a rövid szárai a tokmány és az excenterek között állnak, így azok csak egy tengely mentén hatnak, arra merőlegesen nincs elmozdulás (mert azt a másik irányú két excenter adja.
Ezért írja, hogy ha elfogadod, hogy minden beállítás után kell kicsit korrigálnod, akkor ez a rész elmaradhat. (ezt éppenséggel másként is meg lehet oldani, ha a tokmány négyzet alakú lapon van, ami nem tud elfordulni, csak xy ban csúszni.
Nekem ilyesmi jelent meg a fejemben -de hat nem gepesz leven, csak probalom elhelyezni a leirtakat.
Kozepen van az a tarcsa, amire a tokmany van szerelve.
Negy, egymassal atellenesen elhelyezet excentrikus csapagy, egy U alaku (gondolom ez igy egyfajta rugo) elemen keresztul kapcsolodik a tokmanyt hordozo tarcsahoz.
Ezek az U alaku izek a fixen rogzittet tarcsakon kialakitott nutban mozognak (a leirasban szereplo linear bearinget, itt nem tudtam elhelyezni).
Ezek az excentrikus csapagyak valahogyan egy csigahajtason keresztul allithatoak, de atellenesen parban ossze vannak kotve egy flexibilis tengellyel, hogy ha az egyiket allitod, akkor a masik is kapjon ebbol az allitasbol. Raadasul ez a flexibilis tengely valahogy meg van tekerve, hogy elofeszitest adjon a csigahajtasnak, hogy az ne lotyogjon.
A tokmány maga pedig egy olyan edzett, és köszörült lapra van felszerelve, ami lap két másik hasonló lap között fekszik, és csúszhat el oldalra ezektől az általad rajzolt excenterektől.
A két közrefogó lap egymással, és a főorsóval össze van rögzítve.
The fixed plates have 4 eccentric roller bearing cams driven by worm gears (about 50:1 ratio). Each pair of diametrically opposed worms is connected by a 6mm flexible shaft which is twisted to provide pre-load, so center plate is clamped in both directions by pairs of rollers with about 1 ton of force.
A két csigahajtás között egy olyan rednszerű flexibilis tengellyel előfeszítéssel beszerelve, mint amilyeneket a szerszámkészletekben használnak toldónak.
VMK25-ben nem nagyon tudok elképzelni ilyen helyen egyenáramút. Mi értelme lenne? Leágazásos tekercs kell hozzá, meg késleltetve bontó érintkező, ami a VMK családnál meglehetősen körülményes dolog. Géplámpa: LED-et egy ilyen idős gépre? Illúzió romboló...
Egy rajz valoban többet ér(ne) egy oldal dumánál ahogy az iskolában mondták. Sikerult valamit elkepzelnem de már az elején bajban vagyok milyen alakú lehet a mozgó lap meg az a ketto ami az orsohoz csatlakozik.
Néhány napja szó volt Dan Gelbartról és az Ő shop tour-járól, azon belül is arról a tokmányállító mechanizmusról, amivel pikk-pakk le tudja csökkenteni a tokmány ütését.
Sokan kérdezgették a kommentekben, hogy miképpen is működik és a minap végre válaszolt is egy keveset.
A kérdés, amire válaszolt ez volt:
Could you please give give us more details of the runout adjustable chuck on your lathe at 13:20 - how do you achieve the adjustability without re-clamping?
Majd ezek a válaszok-kérdések születtek:
Dan Gelbart
The chuck is mounted to a hardened and ground A2 steel plate. This plate slides between two other similar plates attached to each other and to the lathe spindle. The fixed plates have 4 eccentric roller bearing cams driven by worm gears (about 50:1 ratio). Each pair of diametrically opposed worms is connected by a 6mm flexible shaft which is twisted to provide pre-load, so center plate is clamped in both directions by pairs of rollers with about 1 ton of force. To completely remove coupling between the two axes of adjustment, the rollers do not act directly on the middle plate but on an intermidiate U-shaped piece moving in a slot in the fixed plated and having linear roller bearings on 3 sides. You can skip this last step if you don't mind going back and force once or twice between the 2 adjustments. If you build your own chuck, like in my video on the air bearing lathe, the whole mechanism is inside the chuck.
Valaki kérdez
Thanks for the explanation! Did you just use mild steel for the flexible bars? Are the worm gears and torsion bars connecting by gears?
Dan Gelbart
Everything is hardened A2 toolsteel. The worm gears are connected by flexible steel shafts (like a wire-rope cable but designed for torsion). The self-centering chuck I have on my air bearing lathe (see separate video) is much more accurate, with play between any two parts(like jaws in slots) under 1 micron.
Valaki ismét kérdez
is it some worn of woven steel cable as opposed to twisted so it resists unwinding when turning the opposite direction? Is it held to the worm gears with like a clamp or set screw? I'm having a hard time making a mental picture.
Dan Gelbart
Yes, crimped to the worms.
Segítenétek megfejteni, hogy akkor ezt hogyan kellene elképzelni?
Á, viszi a tűreszelő. Nem lehetnek olyan pofátlanok ,hogy az ágy nem edzett ezt meg hőkezelik. Hét végén köszörülök hozzá véső kést, azt hiszem a százéves Audel's Machinist Handy Bookban van rola szó. Kb ugyanolyat kell köszörülni mint egy esztergakés csak a 90fokkal elforgatva elore a vagoelet, ugye?
Vannak egyenárammal és váltakozó árammal vezérelhető mágneskapcsolók, lehet ebbe egyenáramút építettek be. A kettő szerkezete nem egyforma, nem lehet őket felcserélni.
Az eredeti menetet pedig azért mérném meg a megadott módszerrel, mert azzal a legegyszerűbb. szerintem kurvára nem hókuszpókusz - ha megvan hozzá az a háromhuzalos basz. De az meg megvan.
Igazából a mikrométerrel meg tudtam mérni a kellő méretet, csak kényelmesebb lenne tárcsással mérni, ezért kérdeztem.
De szerintem meg pont megfelel a menetes vég is. Nem látom azt a kiugró nagy előnyt, ami miatt érdemes volna átállni, lecserélni a meglevő tárcsákat stb.
,,Az átalakításnak csak az eredeti síktárcsa használatánál van hátránya,''
Nyilván gépe válogatja, de pl. az enyémen kimondottan sok gyári tartozék kapcsolódik a külső menetre:
- a síktárcsa,
- a csiszoló tárcsa,
- a menesztő tárcsa csúcsok közötti esztergáláshoz,
- a lépcsős patronbefogó szorítója.
Ezeket mind módosítani kellene vagy újragyártani. Már, ha egyáltalán lehetséges. A lépcsős patronkészlet szinte biztosan mehetne a kukába.
Nekem már volt,és még most is használok különböző főorsóvégekkel esztergákat,de a legelőnyösebb a rövid kúpos változat.A Csuhás által javasolt megoldás valóban megfontolandó.Nem véletlen,hogy a későbben készült esztergák esetében már a csavaros véget nem alkalmazták(kivéve a barkács esztergák). Még nagyobb gépeknél is alkalmazzák a főorsóvég átalakítást ,példa erre a TOS SV 18 eszterga,amit láttam.Az átalakításnak csak az eredeti síktárcsa használatánál van hátránya,mert akkor annak felfoghatóságát is át kell módosítani.
Feri a főorsó menetét szeretné lemásolni(*). Itt a kritikus rész a menet mélysége.
És ő nem a tokmánytárcsáról szeretné levenni a méretet. Ennek több oka is lehet.
Pl. nem bízik benne, hogy pontos, de ennél is nyomósabb érv lehet, hogy egyetlen tárcsája van, az meg rajta van gépen.
Egyébként nem okvetlen kell ilyen etalon a tokmánytárcsa gyártáshoz. Menet közben a tokmányt a befogott új tárcsával együtt lé lehet szedni és a készülő menetet rápróbálni a főorsóra. Nem mondom, nagyobb tokmány esetén nem könnyű.
(*) Etalonnak, de sok más dologra is kellhet, pl. ha a tokmányt fel akarod fogatni a marógépre.
Véleményem szerint a tett halála a beszéd.... ezért kimentem egy fotót lőttem, hogy miről is beszélek. Én a sajátomra ennek segítségével szoktam tokmánytárcsát készíteni, és működik. Menet M68x6. Nem kell ide semmi hókuszpókusz.
Szerintem nem lesz arrafele olyan ember aki olyan komolyan tolná a faeszergálást, a szallitas miatt meg ketszer meggondolják. Mindenesetre ha kitesszuk jofogasra jo ötlet beleirni keresőkifejezesnek hogy faeszterga alkalmas.
Már csak azért sem gondolom jó megoldásnak főleg felragasztva, mert gyanúm szerint ez a gép siklócsapágyas, és egy esetleges utánállításhoz a leszerelése igen problémás lehet.
Ezzel tisztában vagyok, hogy a főorsó véget koppintod először. Tulajdonképpen ez volt a mondandóm lényege is. Ha le tudod mérni század pontosan a menetet, le is tudod gyártani ugyanazzal a pontossággal? Nem kell, mivel nem a menet adja a menesztést majdan. Két megoldás.
1. Ha van még valamilyen tokmánytárcsára szerelt eszközöd, akkor azt a tokmánytárcsát tudod használni "menetidomszernek".
2. Elkészíted a tengelyvég másolatát, menesztő részt méretpontosra, majd készítesz egy a "nagy könyvben" leírtaknak megfelelő méretekkel egy menetet a végére (ezért is kell precíz kés hozzá) minden valószínűség szerint megfelelő lesz. A tokmánytárcsán a lényeg az anyagminőségen, valamint a menesztő átmérőn van.
Könnyítés a 2. verzióhoz, csak úgy készítesz menetet a megfelelő hosszúságban, próbaképp egy közép fogásmélységgel, és ezt próbálod a hátlapba, megérzed hogy ehhez képest kell-e passzosabb, vagy lazább menet, de nem a menet a legfontosabb tényező ebben az esetben.
Én nem igazán érzem könnyebb megoldásnak a Csuhás által javasolt rövidkúp átalakítást, ahhoz sem egyszerűbb normálisan a tárcsákat elkészíteni, merthogy azt is etalonhoz illene köszörülni.
A helyedben megfontolnám, hogy a menetre készítsek egy precíz rövidkúpos közdarabot. Hosszú távra felragasztva. Egyszerűbb a tokmánycsere, könnyebb a tokmányhátlap készítés, szóval sok előnye volna.
Felesleges méricskélni. Azt már tudjuk hogy 4-es emelkedésű, átmérő adott. Menetmélység mérethez adott. Nem a menet tűrése fontos, mert úgy sem fogod tudni a mért érték alapján elkészíteni. Legyen pontos, de úgysem szorulhat, tűrésezett nem lehet. A felfekvő váll, és előtte a köszörült átmérő ami meneszt. Épp ezért nem szabad csak öntöttvasból készíteni a tárcsát, mert annak kell pontosnak lennie, és az acél az acélt hamar összerágja, elég egy forgácsmorzsa. A menet készítésnél a legfontosabb a jól köszörült kés, a pontos 60 fok, és a síkegyenes menetprofil. Ekkora méretnél a kézzel köszörült kés már könnyen megviccel.
A kép alapján nem lehet kivenni, hogy ez pontosan hogy néz ki, le meg nem írtad, hogy kifijaborja, úgyhogy tippeltem: a gyári ilyen mérőcuccok gyakran háromszög keresztmetszetűek.
,,2:miért szarabb mint a sufnituning?''
Mert az utóbbi magától rajta marad a meneten.
Egyébként meg ironikus megjegyzésnek szántam. Természetesen egy precíz gyári cuccal megbízhatóbban, pontosabban lehet mérni, mint egy kitudja milyen dróttal.
"Szóval mondom: nem igazán értem, mit mondasz...."
Az előbb nem sikerült, de most találtam egy képet.
3:azért a sima huzal megnevezés elég véleményes, mert abban a készletben, ami nekem van, minden mérőeszköz hengeresre leppelt a hossza egyharmadán középen.
És igen, a legvékonyabb is, ami 0,17mm átmérőjű.
Nem csak köszörült, de tükrös a hengeres felülete....
A nekem szükséges méreten 2,55mm vastagok a rudak, és nem igazán tudnám meghajlítani, de a legvastagabb méret 6,35mm...
Most látom, hogy ez ilyen hi-tech cucc. Ami szokás szerint szarabb mint a sufnituning.
Faluhelyen ezt a mérést nem prizmákkal, hanem kerek rudakkal csinálják:
Maga a rúd pedig egy sima huzal. Egy darab drótot értelemszerűen meghajtogatsz kétszer U alakban, akkor az rugalmasan magától rajtamarad a meneten, nem kell fogni.
Látod, hogy már ehhez a háromizés cucchoz is van gyárilag akasztó, mert különben csak a kínlódás megy.
Erre még két oldalról ráfogok két lapot - amit nem tom honnan szerzek, de szerzek -, és akkor már csak a mikrométert kell két kézzel fognom, hogy mérhessek....
És mindezt majd ugye meló közben a kés mellett, hogy jól beleakadjon minden mindenbe.
és ha egyszerűen ráfektetsz két lapos, tükörpolírozott acéllapot a mérendő felületekre, és azt méred meg a mikrométereddel, az nem elég? A normál tapintók is beállítják párhuzamosra a lapokat.
Mondjuk két raporter médőhasábot, vagy leszúrókés-betétet? Azért ehhez a feladathoz elég az a pontosság.
Nem kellett volna annyit nézegetni a kanadai fickó videóit....
Igem, ezzel tisztában vagyok, azért csináltam úgy hogy a pofákon kb 1-2 tizedet kelljen elmozdítani hogy szorítson. A gyári kemény pofánál nem tapsztaltam ekkor mértékű befogási hibát .
Elhatároztam, hogy csinálok egy másolatot az eszterga főorsó végződéséről, mert azzal könnyebb lesz majd tokmánytárcsákat gyártani hozzá - több tárcsára is szükségem volna már.
Emiatt pontosan lemérném a menetet rajta. Ehhez a háromdrótos mérési eljárást gondoltam használni, amihez viszont jó lenne olyan mikrométer, aminek nagy tappancsai vannak, hogy biztosan jól mérjem meg a méretet.
Szerencsére a mérni kívánt méret közel 50mm, és az ilyen méretű mikrométerem már 7mm átmérőjű mérőszárral bír, ami határeset, de mégis jobb lenne rá egy pár nagy, kerek mérőpofa - vagy mi a bánat lehet a neve annak az izének.
Emiatt most nem vennék egy speckó mikrométert, hanem arra gondoltam, hátha lehet ilyen feltolható mérőpofát kapni, amit csak rátolok a meglévő, normál mikrométerre.
A spirálmenetes tárcsa a tokmányban nem egyenletesen kopik, hanem ott, azon a méreten, amit a legtöbbet használják, jobban. Emiatt ha nem a neked megfelelő méreten szabályzod le a puhapofát, akkor másik méreten nem lesz jó.
Lágyítás nélkül, keményfém fúróval. Azt hiszem egy a furatnál kisebb lapot esztergáltam a befogott golyóra mert akkor nem mászkál el annyira a fúró bekezdéskor.
Igen igen... Kemény pofába is meg tudom oldani, van keményfém fúróm. Ott nem zavaró a furatok jelenléte, itt meg egy későbbi megfogáshoz lehet pont rossz helyen lenne, de teszek egy próbát...
Sajnos jelen esetben a "tudás" nem elég, csapágyazott tokmánytárcsát kellene rendbe hozzak, amin szerencsére van egy bázisfelület ahol meg tudom fogni. Muszáj hogy fusson ahhoz hogy jó legyen.
A független pofás jó ötlet, sajnos jelenleg nem elérhető ez a módszer számomra. Azt hiszem elő kell kotorjam és csinálni hozzá tárcsát...
Puha pofába nem gond fúrni három stift helyet így egy gyűrűt befogva ott tudod felesztergálni ahol használni is fogod. Persze lötyögős elgyötört spirálmenetű tokmánynál ez sem segít. Ilyen esetben egyedi melónál a független pofás tokmányban kiórázva lehet pontosan dolgozni, vagy maradnak az itt már javasol egyéb megoldások.
Én azt mondanám, hogy amennyi pénzért amilyen faesztergákat kapni lehet, ezt a gépet annyiért, amennyit adnának érte a vastelepen, simán el lehetne használni faesztergának, és volna ember,aki örülne neki.
Az usában ilyen öntvényágyas faesztergákat használnak sokan profik. Nyilván nem _ennyire_ gépész gépeket, prizmás ággyal, satöbbi, de szerintem ennek a gépnek ez lenne a túlélési módja.
És ott az ágy kopottsága nem érdekes, az orsóházat kéne átnézni, rendbe tenni, meg a szegnyerget.
Szerintem legtöbben azt szokták csinálni, hogy kialakítják a pofákat, és utána nem méricskélnek, mert tudják, hogy így már központos, és az elég.
Komolyra fordítva: együtt kell élni azzal, hogy, ha tokmánynak kopása, játéka van, akkor a befogás pontossága bizonytalan.
Bár sokan mondják, de a puhapofás befogás nem elsősorban a központosság növelésére való, hanem arra, hogy nagyobb felületen fogjuk meg az anyagot, elkerülve ezzel a sérülést ill. a deformációt.
Valódi központos befogáshoz patron vagy állítható/független pofás tokmány kell.
Vagy - ha lehet - csúcsok között kell esztergálni.
Nekem ez utóbbi a kedvencem. Még egy kisgép előtt állva is igazi esztergályosnak érzi magát az ember, amikor ott pörög előtte a menesztőtárcsa, meg az esztergaszív!
Puha pofát szabályoznék méretre (~70mm környéke), most fontos lenne hogy fusson amit befogok. Úgy csináltam hogy a szűz pofákat működési irányba összefeszítem (középen befogtam egy marószárat), majd kiesztergáltam méretre. Az anyagot befogva viszont van 6 század ütésem a pofánál is már, bárhogy is forgatom. Ismét felszabályozva visszamérve nulla ütés a pofákon, de ahogy befogom az anyagot ismét 4 századot üt. A marószárat visszafogva és a pofát mérve benne van az a 4 század az egyikben.
Az az érzésem hogy a pofa a középen történő szorítás miatt máshogy feszül be mint amikor a hetvenes átmérőn fognék.
Namost mi ennek a korrekt módja hogy lehet az ilyesmit megoldani? Fúrjak csapoknak helyet az átmérő közelében? Akkor azok később lehetnek rossz helyen...
Teljesen igazad van, alapbol azt gondolom, hogy vastelep lesz a vege. Ahogy elnézem a gép környékét a papa amugy se a precizitás magas fokát kepviselte, lehet hogy lóg ott minden. Annyi eselye van, ha a kornyeken valaki megveszi aki el is tudja szallitani. Nekem se helyem, se időm se szuksegem nincs rá. Ki gyártaná le hozzá a vezérorsót is pl. Ettől függetlenül megnézném mit dobunk ki, alkatrészkent a szegnyerget, forgocsucsot ilyesmit meg lehetne hirdetni.
Nincs lágyítva, mert nem akartam hogy revés legyen a felülete. Keményfém fúróval fúrtam esztergán. A tapintó tű simán szorosan van illesztve a furatba, azt hiszem csapágy ragasztóval is bekentem a bekocogtatás előtt.
Csabacsüdön örökölt egy ismerősöm erősen fellelt állapotú kb 2000es csúcstávú esztergát, masszív cucc. Csak képeket küldött, úgy látom a vezérorsó nincs meg, a gép körül nem látta. Hátha esetleg érdekel valakit a kohón kívül:
Ezen kívül még az érdekel mennyit érhet vasban, én két tonnára saccolom, 100e az kb oké? Nyilván ha vasba kerül azért a használható cuccot leszedjük róla -már ha van. Csinált videót is körben de azon is kb ennyi látszik.
Gratula, nagyon szép kis gép, legyen benne sok örömöd!
De Ha már így beindultál a gépvásárlással, én még rábeszélnélek egy E, Eu400-as gépre, vagy hasonlóra. Nagyon jó egy E2n méretú gép, nekem is van, de sokszor éppen a határait feszegettem, macerás volt. Így lett az Eu400 is.
Először azt mondtam, elég nekem a 250-es gép, meg helyem sincs stb. Meg úgysem kell "nagyobb" anyagot faragnom, tévedtem.:-) Mikor kicsi a főorső áteresztése, vagy nem fér el egy nagyobb átmérő, na az bosszantó.
Persze ilyen alapon akkor a 400-as gépnél is vehetnék nagyobbat, de azt gondolom, hogy az már otthoni faragásra univerzális méret, természetesen a 250-esnek is meg van a maga feladata.
Vásároltam egy Román FUS22-es szerszám marógépet , és a gépszekrény tartozékai között találtam . Az osztófej támasztó csúcsa helyére pontosan illeszkedik . Köszönöm a megfejtést !
Nem szeretném eladni , de ha gondolod mintavételre kölcsönadom ....
Igen, bár itt nem igazán mérésről, hanem saccolásról van szó. Ami érdekes volna az az eszköz befogása, mert akár főorsóba akár késtartóba fogáshoz valami ravasz befogó szükséges.
Egyfajta tapintó, a tapintó csúcs mozgását felnagyítva láthatod a másik végén. Nem sok ügyes használati mód jut eszembe, de a hasonló saját készítésű eszközöm akkor szoktam használni ha síktárcsán egy bepontozott alkatrészt szeretnék úgy beállítani hogy a pontozás tengelyvonalba kerüljön. Ez is hasonlókra alkalmas de inkább valami célgépen szolgálhatott.
A tokmányokat is hasonlóan megtépik némelyek, ezért zsákbamacska használt tokmányt venni. Én sem értem mire jó ez. Sok késtartó el is deformálódik, kinyílik a túlzott meghúzástól. Meséltek egy fickóról, jó erőben volt, hogy a 125-ös tokmányba úgy megszorította a munkadarabot a palástköszörűn! hogy összerágott a síkmenet, és tokmánnyal együtt tudták csak leszedni, úgy ment a selejtbe :-) Másik alkalommal a 18-as köracélra rátekerte a 16-os menetmetszőt, állítólag erőlködött nagyon :-)))
A melóhelyemen a kollégám elődje volt olyan, hogy minden létező csavart megtépett folyásig.
Azt képzeld el, hogy még az általa összerakott Dexion Salgó polcból kiszedett csavarokat-anyákat is ki kellett dobjuk, mert még egyszer nem lehetett összetekerni őket bontás után!
Sokat gyötört az a menet. A nagyobb menetprofil miatt lehet jobb a colos, de valahol olvastam fűrészmenetes csavarokról is. Amit viszont nem értek, miért tépi meg mindenki irgalmatlan erővel a késtartó csavarokat? Egy csomó videón látszik két kézzel belefeszülve húzzák a csavart elég nagy erőkarral. Igen ha durva öntvényt nagyolunk, tagolt felülettel, kihasználva a gép teljes teljesítményét akkor meg kell húzni, de minek annyira megtépni simításnál vagy éppen menetvágásnál?
Tegnapi napon hazakerült az "új" gépem, egy E2N-750. Egyelőre még csak a garázsban, a műhelyfelújítás folyamatban van.
Ez az a gép amit a Hobbycnc-n árultak 3 hete. 4 tokmány, bábok, patronkészlet, tartalék csapágyak, egy-két apróság, és egy nagyadag jótanács járt a géphez.
Kisebb daruskocsi hozta, az indulási helyen kisebb lejtőn kellett felbékázni. Mivel csak a békára volt rakva a gép nem volt igazán stabil, a fém a fémen csúszkált amikor elakadt a béka az egyenetlenségben. El is kezdett kicsit megdőlni oldalra, úgyhogy ráfeszültünk amígy a daru megemelte. A két furaton két darab 30mm átmérőjű rúdacéllal volt az emelési pont.
Lerakásnál már raklapra lett daruzva és úgy békáztuk, a pincébe, mint ahogy szokásos az összes szomszéd asszisztenciájával és figyelmével. A daruval azért kellett egy kis ellentartás hogy ne tudjon megindulni hirtelen a gép a lejtőn.
A tanulság számomra az, hogyha gépet békával kell mozgatni akkor mindig raklapon legyen, mert van esély korrigálni, és lerakni/lefékezni ha szükség van rá. Simán csak a békára rakva olyan mintha gördeszkára raknám, arra megy amerre akar, megállíthatatlanul.
A darus nagyon jó árban hozta el a gépet (220km körül+autópálya díj+nem csak lerakta a gépet hanem segített is a lejtőn leeresztésénél = 42ezer Ft+ ajándék két üveg hideg Pilsner Urquell), és rutinosan kezelte a gépet, amennyiben valakinek gépszállítós tervei vannak BP körül, akkor írjon, elküldöm az elérhetőségét. Nincs részesedésem a díjból, de ugyanerre a melóra volt 200ezer Ft-os ajánlatom is.
Ezúton is köszönöm Csuhás és Virbo kollégák szakértő segítségét a vásárlást megelőző szemlén!
Csodálkoznék ha az E400-on colos menet lenne a késtartóban, de gondolom valaki megnézi majd.
Szokták azt csinálni, hogy új csavart készítenek, a menetet késsel vágják, és egy kicsit vastagabbra hagyják. Próbálgatással a kopott menetbe, ami már nem szorul meg, de ne is lötyögjön.
A késtartó anyaga lehet nagyon kemény, azt nem lehet menetfúróval megigazítani. Pl a Bolgár gépeken csúszik a reszelő a késtartón olyan kemény. Nem tudom a tied milyen? Ha forgácsolható, akkor áttekerni egy menetfúrót, és kicsit vastagabb menetű csavart készíteni. Vagy ha nagyon kopott a menet akkor felfúrni a következő méretre, és új csavart készíteni.
Sajnos sokan túlzottan meghúzzák és ez lesz a következmény, illetve tisztán kell tartani a menetet, különösen az öntvény por rágja nagyon.
Nekem a hagyományos 4 késes késtartó van az esztergámon.Az eredeti csavarok M12,át lett valamennyi csavar és fúrat alakítva M14 menetre mert kopottnak tűnt. Az új csavarok BC3 anyagból betétbe edzve.Már sok éve használom,és mindig jó.A késtartó csavarokat hajlamosak vagyunk túl húzni,felesleges.
Nekem van kettő is a képen láthatóbol , szerintem sima metrikus,Akadt egy harmadik is, na az már fel volt fúrva nagyobbra ,metrikusra.Mégis kikopott, vasba ment végül.
Érdekelne a véleményetek, adott egy e400 as, aminek a késtartója(hagyományos) elég gatya már, a menetek nagy része kopottas, líg-lóg az összes csavar benne, meg is van szakadva némelyik. Ha jól tudom colos csavarokat szoktak használni késtartóba.
Gondolom azért, mert nagyobb a teherviselő képessége adott hosszon.
Sajna nekem se colos csavarom, se menetfúróm se semmim, amivel menetet tudnék formálni bele, így metrikusra gondoltam cserélni a csavarokat benne.
Ahogy néztem azt is csak súlyos mókolások árán tudom beleszerkeszteni(perselyeket kell gyártani, belehegeszteni a késtartóba, mert nincs elég anyag egy értelmes méretű belső menet helyének előfúrással együtt.
Tudom, egy kép sokat segítene a helyzeten, de sajna elfelejtettem csinálni.
Vajon meddíg bírja ezt a mókolást a technika? Sajna a menetes persely se lehet csunya vastag, mert nem lesz mihez hegeszteni, egy 12 es csavart még megpróbálok keresni hozzá, ami hátha egy menetfúrással még használható lenne.
Volt a Lidl-ben akcióban az a fűrész 25e körül, kicsit még el is csábultam de aztán nem vettem. Annyit lehet megért volna. Bár ha gagyi, mindegy milyen olcsó, akkor is gagyi.
Érdekesség a keretes fűrészekkel kapcsolatban, hogy a Kasto-nak a mai napig van keretes fűrész termékvonala újonnan és nem semmi áruk van, 10000 Euro felett.
Volt ugye a kis kinzo, úgymond "normál" szalagfűrész. Viszonylag értelmes öntvény felépítmény, jó vastag hajlított lemez alap. A satu öntvény pofákkal, alappal (igaz nem túl precíz). Ha elkezte a vágást ott lehetett hagyni, dolgozott.
Ismerősöm vett ilyen rendszerű gépet (igaz az kisebb volt) a LIDL-be (cirka 40.000Ft), ahogy néztük kb az összes típus ugyan az csak más szín/dizájn. Hát a Kinzo után nagyon bóvlinak tűnt, nyeklett nyaklott. Marha hangos a kefés motor miatt, a szalagsebesség szerintem brutál. Hiába lehetett tekergetni a fordulatot, valahogy nem éreztem azt hogy hosszútávon én ilyen gépet szeretnék használni. Látszik rajta hogy inkább a ház körüli zártszelvény, csövek gyors (tényleg gyors) leszabásához találták ki. Illetve folyamatosan felügyelni kellett, tartani/nyomni kézzel az "előtolást".
Én azt a fajtát tuti nem vettem volna meg, igaz ha az áruházban látom, a kinzo-t se... :D
De jelzem, hogy az amit linkeltél tuti nagyobb gép mint amit én próbáltam.
Ugyanakkor a fűrész jellege miatt (fogak...) nem tudom mennyire lenne jó vékony karikák leszúrásához, ugyanúgy képes lehet "beakadni" és összehajtogatni az anyagot ha túl vékony.
Pár képet tudnál feltenni a használt leszúrólapkádról?
Köszi a tippet, de egyrészt az ország másik fele, másrészt én meg tudom venni cégesen ezeket, tehát az ÁFA nem játszik - így meg biztos nem veszek 10-20 ezerrel olcsóbban bizonytalan előéletű, használt holmit. Nekem egyébként pont tetszik a mérete, az a nekem való, se túl nagy, se túl kicsi méret, nem túl sok használatra, pár centis réz-bronz szerelvények szabdalására.
Gyémántporos szerszámokkal. Furatot például eszement fordulaton pörgetett gyémántporos dróttal fúrnak a csapágykőbe. Modern, mesterséges korundból előállított "gyári" csapágykövek kb: száz éve vannak, Seitz módszere óta - azóta fillérekért tudják tömeggyártani, de előtte természetes köveket használtak, manuális megmunkálással. Olyan is volt az áruk, csapágykő csak jó minőségű szerkezetben volt - egyáltalán (pedig 1702 óta az elv maga az ismert).
Eszméletlen türelmük és kitartásuk volt egyébként a régieknek.
Csövek leszúrásánál én ferdére köszörült leszúrókést használok,ennek az az előnye,hogy a kés nem egyből hatol át az anyagon,hanem folyamatosan,a leeső darabon így nem lesz leszúrási sorja sem.
Hát, a tervezésnél még volt előírt illesztési hézag. :-)) Amúgy ezred-mm nagyságrendű.
Viszont utólag csak illeszteni lehet ezeket, próbálgatni, ha nagyon jó eredményt akarunk, akkor összecsiszolni - méricskélni értelmetlen, nincs mit, már nem eredetiek a méretek, stb... És 50-100-200 éve készült, már réges-régen nem is létező gyártójú szerkezetekről úgysem lehet semmit megtudni, az órás esztergán pedig jóformán kizárólag kézi késsel dolgozunk (fél éve tán, hogy a szupportot elővettem, akkor is valami nagyobb csapot készítettem). Nekem a legjobb késeim 3mm alu rúd végébe ütött kivágó-plotterhez való kis vídia hegyekből vannak köszörülve, és a legnagyobb gyorsacél kézi késem 3*3mm-es keresztmetszetű.
Ezért is új nekem picit a "nagy gépen" való munka, miután elkezdtem tokokat is gyártani (nem ez a tanult szakmám, villamosmérnök volnék, órás képzettséget szerelemből szereztem, úgy látom, most jön a marós-esztergályos...), és, hát ez még közel sem megy olyan jól, mint a nagyon apró dolgok kézzel farigcsálása... De nagyobb gépek ide akkor sem célszerűek, a Proxxon FF230 asztali maró-fúró pad például kifejezetten telitalálat lett, ezekhez a munkákhoz pont ekkora és ennyire precíz gép kell (4-5mm a legnagyobb furat, amit gyártanom kell például, de tíz fúrásból 8-9 nálam 1mm alatti méret, és játszanak a fél mm alattiak is szépen - ide nagyon finoman szabályozható, nagyon pontos gép kell - nem pedig nagyon erős...).
Több leszúrókésem is van, HSS betétes meg keményfém betétes is, és mind 10mm-es, tehát pont ehhez az esztergához (igen, Hyundai) való. Mondom: tömör 20mm-es réz rudat simán úgy le is tudok vele szúrni, hogy végül középen egyszerűen elfogy az anyag és putty, leesik - de viszonylag vékonyabb falú, nagyobb átmérőjű bronz-acél (inkább az előbbi) csövekkel (amikből kiindulok tokkészítésnél) nem boldogul, legalábbis messzemenően nem biztonságos. De végig gondolva - nem is elég erős és masszív ehhez ez a gép, amikor a végén elkezd a csőfal felszakadni (nyilván bármit is csináljak, akkor sem lesz tökéletesen központos, egy helyen fog először áttörni a kés) - ott elakad.
A fűrészgép erre nekem igenis megoldás lehet, és a lassúsága sem izgat, biztonságos és nem stresszes...
Nálam jobban felszerelt fórumtárs segítségét szeretném kérni, hogy megjavítsa az alábbi darabot.
Szokás szerint az E1N vonóékes váltóval küzdök. Az éket felhegesztettem egy kicsit, formára reszelgettem, hogy be is tudjon akadni a kerék hornyába de ne akadjon a kerekek közti gyűrűkbe váltáskor. Csináltattam hozzá új rugót is. A "B","C" kereken jól is működik de ahogy a képen látszik az "A" kerék hornya lejtősre kopott a szélétől kicsit beljebb, így nyomaték hatására ki tud szabadulni az ék a horonyból.
A fogaskerék hornyát szeretném szakszerűen megjavíttatni valamilyen módon:
1. felhegeszteni és a hornyot újra vésni
2. a meglévő hornyot beforrasztani és vésni vele szembe egy újat, így a hegesztéssel járó hőt meg lehetne úszni.
3. a meglévő hornyot kireszelgetni úgy, hogy a horony kopott oldalfalából kireszelni a lejtős részt, így a horony szélesebb lenne mint az ék de úgyis a horony egyik oldalfalán támaszkodik hajtás közben az ék oldala.
4. kiesztergálni az ékhorony mélységéig, csinálni egy perselyt bele, azt ék szélességben felhasítani és beforrasztani.
5. az a megoldás ami eszembe se jutott, de nektek fog
Az 1,2,4 esetekben fel kéne esztergálni a kerék belsejét. Bázisfelületnek jó a külső palást amire a csapágy van húzva.
A 3. esetet én is meg tudnám csinálni de az elég sufni megoldás
Azt áruld el, hogy milyen késsel szúrsz le? Illetve mekkora a késszár mérete? A szín alapján Hyundai gépre tippelek, vagy valamelyik is kínai lehet még a géped. Az is érdekel lenne.
A nehézlovassági topiktársakat megkérve most nézzenek félre, engem marhára érdekelne egy ilyen csapfúró hogy is néz ki.
Meg tudnád mutatni pár szerszámodat esetleg? :) Esetleg ha akadna pár munkamozzanatról kép is azt is szívesen megnézném. Majd azt mondjuk óceánjáró hajócsavar tengely készül. ;)
Minden egyes munka egyedi. Teljesen. Még életemben nem csináltam két pont azonos méretű rámagyűrűt például. Még ugyanazok tok két oldalon lévő rámái sem egyformák soha. Mindig más méretűt, jellegűt, kialakításút kell csinálni.
Bronzhoz éles szerszám kell, legyen gyorsacél, és meg kell fenni munka előtt. Hűtés mindenképp kell. Az összeroppantás ellen pedig puha pofa kell, méretre szabályozva. Se sérülést, se szorításnyomot nem fog hagyni rajta. Ha be vagy állva méretekre, akkor el kell azt a pár darabot készíteni hozzá.
Direkt ezért szereztem be "nagy" (47mm...) forgócsúcsot megtámasztásra, meg állítható magasságú betétes leszúró kést, és ügyeskedtem vele, de vagy megy, vagy nem, kettőből egyszer nem, és túl stresszes meg kockázatos, a bronz csodálatos, de egyben gonosz anyag...
A kis fűrésszel "leszúrás" - az mindig megbízhatóan működik, csak nyilván rettenet "Mekk-mester" ízű dolog, de, hát ez van... Én egyébként ilyesmiket gyártok a kis zseb-esztergán, és ami itt van, az (51mm kész tokátmérő) gyakorlatilag a legnagyobb, ami előfordulhat a saját praxisomban, inkább még ennél is kisebb dolgokról van szó. És nem fogok emiatt beszerezni sokkal nagyobb gépeket - amiket nem is tudnék utána hova tenni... Megjegyzem, például egy ilyen tokmunkánál a már leválasztott rámát után-munkálni már a műszerész esztergán nem is lehet, egyszerűen túl finom ehhez, a tokmány "lóherévé" nyomná mindenképpen - ilyenkor már az órás esztergán kell hat pofás lépcsős tárcsán kézzel dolgozni rajta.
Ha esetleg szemben csúccsal megtámasztod, a leszúró kés magassága pontosan csúcsmagasságban van, és vékonyan emulziót folyatsz a megmunkálás helyére, lehet hogy sikerülhet még a kis padon is leszúrni.
Tényleg kicsi és lassú, viszont a látottak alapján pontos és szép tiszta vágási képet ad, és hirtelen én is erősen elgondolkodtam egy hasonló beszerzésén - egy négy-öt centis nagyon vastag (1-1.5 centis) falú bronz csövet kézzel elfűrészelni eszméletlen munkás dolog, és pont hozzá való sablon nélkül derékszögű sem lesz soha (sőt, még azzal is kérdéses...) - viszont ezt a kis műszerész esztergán leszúrni egyszerűen nem lehet. A réz még megy, az acélnál-bronznál egy adott mélységnél előbb-utóbb mindenképpen elakad a leszúrókés, nem elég pontos és erős gépek ezek ehhez - én a tokgyűrűk-közepek gyártásánál kis fordulaton fűrésszel "szúrom le" ilyenkor a félkész gyűrűket, ehelyett még egy ilyen gagyi fűrészgép is megváltás lehet...
Ha sikerült egyre szert tennem, majd beszámolok. Nyilván a szakmányban hajóágyú-csövet és a Szabadság-hidat fűrészelő és esztergáló profi nehézlovassági topictársak (nem is alap nélkül) megmosolyogják ezeket a kis gépeket, de megvan ezeknek a helye a nap alatt, ahogy egy tenyérben elférő órás csapfúrót sem lehet kiváltani semmilyen öttonnás paddal...
Nem baj, majd tájékoztatom az öregurat a helyzetről, ahogy nézem csak ilyen elfekvő darabokat lehet fellelni, vagy 3D nyomtatóval csinálni egyet, találtam modellt.
A kis géppel a "probléma" az volt hogy 1300-as méretben csak "sűrű" fogosztással tudtak bimetál lapot gyártani, ne csodálkozzatok hogy sokáig tartott. Cserébe csőszerű anyagoknál sem volt gond.
Nem győzött meg a videón látható fűrészelés. Nagyon lassú. Egy Bomar, vagy Pilous töredék idő alatt elvágja. Néhai öreg barátom, Béla bácsi kb. ennyi idő alatt kézzel is elvágta a 40-es anyagot. Megy ez Lacikám, csak tolni kell neki, mondta annak idején. Jó erőben volt... Isten nyugosztalja...
Ezekre a gépekre szokták mondani hogy: "ha két atomot lereszelünk belőle akkor szétesik" :-)
A keretesek nagyon alá vannak becsülve mostanában. Pedig megbízhatóan tudnak dolgozni. Használtam KF250, KFD250, És Bolgár 400-ast. A 400-as jól használható kazánlemezek, hasáb anyagok vágására is. Belefér a 400 mm széles lemez. Az orosz keretest nem ismerem, de biztos masszív :-) Mekkora gép? Jó állapotú?
Ha ritkán kellett, vékony falú anyagot úgy vágtunk keretessel, hogy melléfogtunk valamit, pl. cső mellé egy U szelvényt, így nem harapott annyira, több fog volt egyszerre fogásban. Persze ez nem túl gazdaságos így, de a célját elérte, kímélte a lapot. Láttam olyant is hogy 25-ös köracélból összeszorítottak egy 200x200 as négyzetes hasábot, és így vágták keretessel, ez már aránylag termelékeny így.
Ami nekem volt kis Einhell meglepően jó volt, de nem alkalmas iparszerű termelésre ezt tudomásul kell venni. Ezt hiszem a Bauhaus forgalmazza ugyanazt.
Mindenes fűrész lenne. Van amikor lakatos munkához kell, van amikor tömör anyaghoz. Lakatosmunkához van gyorsdarabolóm ha nem kell különösebb pontosság. Igazából van egy kisebb keretesem, de ez az orosz itt van nem messze aztán felvetődött a kis agyamban, hogy lecserélném rá. Ezektől a "barkácsgépektől" félek már, (Einhell volt főleg) próbálkoztam többel is, hogy nem kell drága, kisebb munkákra jó az olcsóbb is, de a vége mindig az volt, hogy megadták magukat és persze a legrosszabbkor. Einhellhez legalább lehet szerezni alkatrészt de olyan árakon, hogy nem igazán éri meg. Kuka. Kereteshez az a baj, ha az ember a lapot a boltban veszi, egy nagyobb géphez már 6-8 ezer Ft egy lap, azért elég húzós. Néha azért ki lehet fogni hirdetési oldalakon, én is ott vettem egy köteggel.
Mit vágnál vele, tömör vagy vékony falu anyagokat? Tömör anyaghoz és egyedi vagy kis sorozathoz bátran ajánlom a keretest. Nyilván egy cnc műhelyhez már lassú lenne. Egy jó lap nagyon sokáig elég, és lehet kapni olcsóbban másodkézből.
Csőhöz, zártszelvényhez jobbnak gondolom a szalagfűrészt. Van hozzá egész finom fogazású lap, ha a falvastagság kicsi, és egyenletesebben dolgozik.
Holzmann, Bernardo és klónjai szalagfűrészekkel érdemes foglalkozni? Mondjuk 200-250 ezer Ft-ig. Van valakinek ilyen irányú tapasztalata? Sók jót ezekről az olcsóbbakról nem olvastam de mondom hátha valaki itt meg tud cáfolni. Lenne egy komoly Stanko keretes itt a környéken, elég patikának tűnik, 150e körül, aztán nézegettem, hogy szalagosban annyiért mit kapni, háát.. Tudom lassú, de legalább nem egy bililemezből hajtogatott 40-50 kilós valami. Szalagosból az tetszene, amin a keretet is lehet fordítani, nem csak a satut de az már a fél millió-tól felfelé.
Riighto! Nézem rendszeresen a csávót, gondoltam akit érdekel megtalalja, az elején ezzel kezdi. Van egy érdekes projektje, egy régi cnc gépet csupaszit le, csak a működtető motorokat akarja meghagyni es persze a preciz mechanikát.
Igen, ekkora erőkar már csodákra képes. EE-630/3000 gépen láttam olyant, talán ennél még hosszabb fúrórúdnál, hogy a szegnyereg felé is kilógott a fúrórúd, és tettek rá ellensúlyt. Praktikusan egy nagy esztergatokmányt szorítottak rá :-)
Vagy bábbal megtámasztani közvetlenül a munkadarab előtt. Ilyenkor inkább a kés legyen finoman állítható a fúrórúdban, vagy ha mégis keresztszánnal veszik a fogást akkor minden alkalommal korrigálni kell a báb beállítást is.
A bronz persely szerintem jó megoldás. de még az öntöttvas vagy a műanyag is jó lehet. Lényeg hogy eltérő siklási tulajdonságú anyagpárt használj. Annak idején műszerészként rengeteget kínlódtam egy egyértelműen elhibázott tervezésű vákuum szeleppel, ahol a tervező úgy képzelte, hogy két rozsdamentes vezetőcsapon tud majd csúszni a szintén rozsdamentes zárótest. Ez a megoldás még normál nyomáson sem bírt ki egy tucatnyinál több mozgatást.
Jo sok embernek van annal a rúdnál könnyebb esztergája. Nekem felelmetes milyen forgatónyomaték lehet a kestarton már forgácsolás nelkul is, plane 3mm s fogással. Ha el akarnék törni egy gepet biztos igy kezdenék hozzá, de hát ő a szakember.
Lenne egy olyan problémám, hogy egy kézi hajtású fogaskerék tengelye összerág a fészkével.Konkréten egy rozsdamentes kolbásztöltő hajtótengelyéről illetve annak a házáról/fészkéről van szó. A fészek anyaga 1.4541 saválló acél, a tengely pontos anyaga nem ismert, erősen ötvözött szénacél, magas keménységgel rendelkezik. Az illesztés laza, a tengely kb 1 tizeddel van a persely mérete alá szedve. Kenés gyanánt eddig egyszerű zsírt kapott a tengely. Kérdésem az lenne, hogy mivel lenne érdemes kiváltani ezt a hajtást? Érdemes a saválló fészekbe egy csapágy bronz perselyt illeszteni? Vagy a felejtős a saválló fészek, és inkább szénacél fészek illetve szénacél tengely? Ha az utóbbi akkor milyen anyagminőségből érdemes? Kézi hajtáshoz képest elég nagy terhelést kap a tengely, így feltételezem, hogy egy egyszerű s355 acél nem teszi meg.
No, de mi van, ha a feladat az, hogy egy törött karóra-billegőtengely helyett kell újat készíteni, mondjuk 2.5mm hosszúsággal, 1mm legnagyobb átmérővel (az is csak egy 0.2mm magas korongszerű rész lesz), 4-5 különböző átmérőjű lépcsős résszel a billegőkoszorú, a vezetőtárcsa, a hajszálrugó-gyűrű illesztésére, a két végén 0.08mm-es trombita-csappal, ráadásul tervrajzok, méretezés nélkül egy sérült, félig hiányzó "mintadarab" alapján? ;-)))
Amikor olvastam a gyártási évet és a gép csúcstávolságát, akkor nekem is volt egy ilyen gyanúm. Ez már nem az a kategória, amit otthonra megvesz az ember. Ha jól emlékszem (és ha azóta még nem cserélték le), akkor a fő motor 22 kW teljesítményű. De a bábokat felrakni is elég combos feladat az esztergára. Egyedül darus segítség nélkül szerintem nem is lehet, de két embernek se hiszem, hogy kivitelezhető lenne. A legkisebb menetemelkedés 0,4 mm, a legnagyobb pedig 240 mm amit a gyári cserekerekekkel tud. Így elég nag tartományt lefed. Colos meneteket pedig 32 TPI-től 15/64 TPI-ig tud.
Sziasztok. Egyik idős ismerősöm keres hasonló szalagos tolómérőt. Az internetet sajnos nem kezeli ügyesen, az alábbi fotót mellékelte. Hiába guglizom, nem sikerült előhozni a forrást. Tudnátok segíteni?
Az nem is baj, főleg, hogy a szíj, de még az azt vezető fogaskerekek is elég könnyen hozzáférhetők-szerelhetők-cserélhetők, ellentétben a sebességváltó házban lévőkkel. Így ha baj van, inkább ezek sérüljenek-darálódjanak le, mint a fél napig szerelgethető egyéb alkatrészek... Viszont jó, ha van tartalék, mert frusztráló egy kis baki után 5-6 hétig várni a pótalkatrészek megérkezésére (a hazai kereskedelemben meg leginkább nem kaphatók ezek meg, de ha mégis, akkor szinte biztosan tízezreket próbálnak kérni egy kétdolláros alkatrészért is).
Én egyébként most ebből a Hyundai-féle változatot használom (az, bár alapvetően ugyanaz, mégis valamivel jobb minőségű az Xpert-féle változatnál), és ezen kritikus dolgok cseréje és a néhány pótszíj betárazása után meglepően jól használható szerszámnak tartom. Amire én használom - arra egyébként még alkalmatlan volt a gyári három pofás tokmány is, pláne, hogy mind az Xpert, mind a Sieg, mind a Hyundai változatoknál (szerencsésen kipróbálhattam őket) azzal kellett szembesülnöm, hogy a belső fogású (gyárilag a benne lévő) pofákkal a tokmány még elfogadható, de a külső fogású csere-pofák mindegyiknél a használhatatlanságig ütnek (szerintem be sem szabályozták őket, csak adtak ilyet, "legyen ilyen is" alapon...). Én vettem hozzá egy négypofás tokmányt, és azzal már egészen normálisan tudom tokmunkákhoz használni. Az biztos, hogy nem ez az esztergagyártás csúcsa - de messze nem is használhatatlan, és azért ezek nagyon olcsó gépek...
APT fórumtárs megelőzött,még annyit tennék hozzá; az e-bay-en találsz méreteket a fém kerekekről ,én itt gyözödtem meg arról hogy fogszám eltérés ellenére . a tengelytáv stimmel.
Ez az eszterga a CJ0618 kínai típus-esztergán alapszik (azonos pl: a Hyundai HYD300-al vagy Sieg C2-vel is, de azokban fém fogaskerekek vannak az áttételben, az Xpert a legolcsóbb alapkivitel sajnos).
Ha itt szétnézel, találsz millió féle szíjat hozzá (az acélsodrony-betétes drágább szíj jobb minőségű, az olcsóbb gumi szíjak viszont csöndesebben futnak, és nagy előnyük, hogy ha elakad valami, akkor fémre cserélt fogaskerekekkel és meghajtó-kerekekkel biztosan csak a szíj megy tönkre, az meg nem túl drága dolog).
leszedtem a orsóházat a orsóházon lévő fogaskerékből is hiányzik a "H"ha oda állítod a kis fogaskereket mind megette a "L"az még jó.Segítség kellene aliexpresszen hol találok rá?
Más: a minap volt szerencsém élőben egy Storebro S16 esztergához. Hát ilyesmi születik, amikor valakik komolyan gondolják a gépgyártást. 3000-es csúcstáv, valahol 10 tonna körül a gép, az öntvények minősége tényleg top kategória, 1949-es gyártású a gép, de az összes felirat, tábla a mai napig hibátlanul olvasható -gravírozott minden-, Morse 6-os szegnyereg aminek 0 kottyanása van, motoros gyorsjárat a hossz szánon, tényleg impozáns egy gép. A síktárcsa akkora volt rajta, hogy anyagban egy kisebb eszterga kijönne belőle. Nem véletlenül mondják, hogy a svédek konyítanak valamicskét a fémiparhoz...
Még valami; a képen lévő filccel írt fogszám nem stimmel a fém kerekekkel, mert más a modul, de a tengelytáv stimmel!Simán csak kép alapján rendeltem.A gépre irt forgalmazó többszörös áron adott volna müanyag kereket,de azért egy fityinget se!Egyébként a Youtube-on találsz videót a feljavitásról, ott még csapágyat is cserélnek precizebbre.
Én is vettem egy ilyet a gyerekeknek játszani, . nekem csak egy fordulaton ment a másik sebessség kerekei le voltak darálva, de még néha azért össze akadtak a fogak.Rendeltem hozzá fém kerekeket ,kb. tiz ezer ft volt . Teljesen csere szabatos ,csak a kenést kellett megoldani.
Ennél az esztergánál fogasszíj-hajtás van, és mind a motor tengelyén lévő kisebb, mind az áttételi kerék (nem direkt van hajtva az orsó) ékkel van rögzítve a tengelyen. Ellenőrizd először is, hogy vannak-e még egyáltalán fogai a fogasszíjnak - azok ugyanis menet közben elakadó esztergánál szinte rögtön eltűnnek... Ilyenkor üresen amúgy még szépen forog a gép (elég feszes a szíj), de terhelés alatt jön a nagy csattogás és elakadás... És még ellenőrzendő az is, hogy az ékek nem estek-e ki - azok is ki tudnak, én biztosítottam őket utólag mindkét fogaskeréknél (és vettem jobb minőségű meghajtó-kerekeket, valamint többféle fogasszíjat, ennél a kisgépnél ez ugyanis fogyóeszköznek tekintendő...).
Üdvözöllek expert esztergára írtál nekem választ megnéztem és a motorhajt de a tokmány áll egy kis idő mulva megint el indul de milyen hajtás átvitel lehet a tokmány tengelyén valami kuplung mert mostmár szétkapcsol bármikor . Valami szorítós megoldás lehet de így kívülről nem látok semmit csak annyit hogy a bordás tárcsa forog vagy a tárcsán lévő ék ment volna el nemtudom.
Az E2N esztergák készültek E3N lakatszekrénnyel, edzett és edzetlen kivitelbe.Az 1975 év volt a vízválasztó,akkor kezdett a gyár edzett ágyú esztergákat készíteni.Dolgoztam 1974 évjáratú E3N lakatszekrényes E2N gépen,az még edzetlen ágyas volt.
Az én EMU-mban is vannak furatok csövet átdugni. Úgy is emelték, és pont jó volt úgy, nem billent el semerre.
Ha az adott gépen van furat csőnek, akkor ott emeljétek, az kipróbált dolog.
A géptest mellett keresztben álló hevederek szépen megtámasztják a gépet két oldalról olyankor, ráadásul nincs túl kicsi hajlítási sugár sem a hevedernek, hogy elszakadhasson. ( a hevederek szakítószilárdsága drasztikusan csökken, ha egy bizonyos hajlítási sugárnál kisebbnél terhelik. Valakinek innen egy E400-at le is dobtak pár éve emiatt)
Alul nehéz gépnél a gépágynál emelést én nem preferálom, mert ki tudja mennyire húzza meg az ágyat a gép nehéz seneke?
Az orosz gépünket simán lehetett annál fogva emelni, mert alul csak hegesztett vázat raktak a russzkik, nincs benne öntvény.
Azért nem jó a talpnál emelni, mert billeg össze-vissza, minél magasabban érdemes megkötni, ezeket a furatokat is azért úgy helyezték el anno tervezéskor. Amikor jött az E3N, azt is így emeltük, nem volt semmi gond. Gondolom a régebbi gépekre még nem tettek ilyen furatokat de a hirdetett gépen már ott vannak.
Rákeresve az E2N-re lehet találni olyat amin nincs kiképezve az öntvényben a két furat. Szerintem azokhoz készült a gépkönyv még és azok emelését írja le.
A fotókon mondjuk úgy tűnik mintha hántolva lenne a gépágy. Lehet, hogy átesett már egy felújításon.
Érdekes az a két dugó, az én gépemen nincs olyan furat ott pl...
A festés is érdekes kérdés, ha utólagos "felújítás" történ, így kép alapján legalábbis, elég igényesen van megcsinálva. Nincsenek összekenve a csavarfejek meg a kapcsolókarok töve.... Nehéz ügy. :)
Ha konkrétan az a gép, amit a Hobby CNC-n hirdetnek, akkor az öntvényben van két nagy "furat", feketével ledugózva, dugók ki, 2 colos vastag falú vascső átdug, aztán lehet daruzni. Nekem amúgy túl patikának tűnik az a gép, már át van festve nem?
Elképzelhető hogy egy "új" géppel bővülne a gépparkom, egy E2N esztergával.
Elkezdtem játszani az emelés kérdésével, és néztem a gépkönyvet, és ott úgy tűnik hogy valamilyen darab vasak vannak a géptlap furatokban a géptesthez csavarozva.
Valakinek van esetleg képes dokumentációja hogy ilyen gépet hogyan emelt/daruzott?
Lényegében itt raklapon kellene a teherautóhoz békázni, az emelés a kérdéses.
Olyasmiben gondolkoztam hogy szereznék valami 80mm szélesség körüli U acélt, amiből kiflexlenék egy kis darabot, hogy a kötél ne tudjon kicsúszni emelésrkot. Ezt a gép alá csavaroznám a géptalp csaavrokon keresztül.
Van valakinek bármilyen "képes dokumentációja" hogyan emelte, esetleg más megoldása miylen rögzítéssel kellene daruzni?
Azért mert a videókon egyedül van, még nem az övé azaz egész terem. Egy munkahelyen nem állhatsz neki rendbetenni mindent egyedül, és nyilvánosan nem is fikázhatod a felszerelést, muszáj jó pofát vágni hozzá és kész.
Én ilyet vettem szánkenőnek. Előtte más sűrűbb olajam nem lévén, hajtóműolajat használtam a csúszófelületekre meg a nyers részekre rozsda ellen de ez annál sokkal jobb. Különben használok tőlük kompresszorokba is olajat, nem volt vele gond.
Kicsit pontatlanul fogalmaztam az ALG100 kapcsán én is.
Szóval abban két külön kamra van a főorsó hajtóművének és alatta az előtolásnak. Külön kell az olajat tölteni beléjük.
Az előtolás házában szivattyú nyomja fel az olajat egy tálcába, ahonnan furatokon és csöveken csepeg a kerekekre.
A főorsó hajtóműve pedig szóróolajozású. Simán a fogaskerekek verik fel az olajat - bár ott csak 3 egymás feletti tengely van, nem 4, mint nálad.
A főorsótól jobbra-balra van egy-egy tálca, abba is jut a fröcsögő olajból, ahonnan kanócokon szivárog a prizmára, amin a főorsóház csúszkál előre-hátra.
Jó lesz ez amit ajánlottál MOL Hydro Hme 46, kiszerelésben jobb a 4 literes mint a 11literes Agip amit Gábor ajánlott, és ez a MOL van a Hungarolube-nál is.
Ezt a Spinol 15-öt használom az esztergapadon orsóolajnak, a TOS leíráshoz(*) ez klappolt leginkább. Kimondottan vékony olaj, szerintem hajtóműbe nem az igazi.
(*) "bearing oil of proper quality (J2), having a viscosity of 2,5°E at 50°C"
Olvasd végig az adatlapját, az első bekezdés végén ott van. Ez hidrulika és hajtómű olaj. Rengeteg előnye van egy főleg sűrű hajtóműolajjal szemben. Nekem ezt szerszámgép felújítással foglalkozó cég ajánlotta, hagyományos gépbe kiváló, ha nincs konkrét olajtípus ajánlás. Nem habosodik, lassan fárad, kiváló kenőképességgel rendelkezik, és nem sűrű. Már jó 20 éve, hogy pl. sok mezőgazdasági gép a hidraulika olajat a sebességváltóházból használja, kombinált módon. Ha egy 20-30 milliós traktorba jó, ami akár napi 12-14 órát is dolgozik, akkor a 60-70 éves szerszámgépbe....??
A fordulatszám táblázatot böngésztem, amikor is előkerült ez...
Az esetleg világos valaki számára, hogy a bal-jobb oldali oszlopok között fizikailag hogyan tudok választani? Úgy tűnik számomra, mintha kellene még egy kapcsoló kar amivel tudok váltani közöttük. Pl.: 100 - 174 f/p állás. Ez jól látszik a képen. Egymás felett lévő dupla karral 1-, 3- állás. Külön karok 6-, 7- állás. Oké, de mi alapján lesz 100-, vagy 174 a fordulatszám?
Helyere kerult az esztergapad. Olajat cserelnek az orsohazban. 718f/p amit maximum forogni kepes. 15W40 mehet bele? Telen is 15fok minimum van a helyisegben ahol van. Fogaskerekek intezik az olaj szorast, ha jol ertelmezem. Tul kis viszkozitasu talan nem kellene bele.
Van egy - igen egyszerűcske - túláramvédelme a motornak, és ha megakad/megáll, akkor elvileg teljes ki-be kapcsolásig nem indítható újra.
Viszont ellenőrizd le, hogy a meghajtó szíj (el van dugva az előtolás áttételei alá, de azt két csavar tartja, levehető, csak a két felső fogaskereket is le kell venni - zégergyűrű tartja őket elvileg) nem nyúzódott-e le, nem tűntek-e el fogai? Mindenképpen érdemes beszerezni belőle tartalékokat, mert sajnos a tapasztalat szerint ennél az eszterga típusnál (ez valójában a kínai CJ0618 család, azonos vele a Sieg M2, a Hyundai kis esztergája, meg szerintem kb: százféle saját néven forgalmazzák, kis eltérésekkel...) bizony fogyóeszköz. Sőt, még a meghajtó fogaskerék-áttétel is az (a gyári van, hogy spiáter, és még könnyebben fogynak a fogai, mint a szíjnak).
Amúgy a maga korlátaival jól használható szerszám.
Üdv a csopornak Expert kis esztergám van és aza jelenség lépett fel meg akadt az anyag esztergálás közben és el ment a hajtás kikapcsoltam és egy kis idő múlva újra tudtam esztergálni,ez mitől van?
Akkor ki kell cserélni a hengert a dugattyúval együtt. Esetleg megkérdezheted a Hafner pneumatikát, én tőlük szoktam vásárolni ha ilyesmi kell, igaz ott is 63 után 80 jön, de ők ők lehet legyártják ha megéri.
Tud esetleg valaki erre egy forrást? Egy gépet kell megjavítanom, két 325 mm hosszú, csavarral összefogott munkahenger van rajta, ezt kell cserélni, csak a csöveket. 50, 63, 80 van, 75mm -es sehol - miközben 75 mm-es dugattyú van...
"Én az excenter az excenterben megoldást vizionáltam, na olyat nem látok sehol."
Akkor viszont döntsd már el, hogy elegendő 1 excenter, vagy sem?! Szerintem 2 excenter kell, erre visszaírtad, hogy nem, meg északi sark, stb. Most meg leírod az excenter az excenterbent.....
Ez Bison, és ebből látszik, hogy többféle van. Amit linkeltem, annak valamelyik oldalon olyat láttam, hogy érintős irányú az állítócsavar, de ott is volt három.
Szerintem többféle megoldással árulnak ilyen állítós tokmányt.
Én az excenter az excenterben megoldást vizionáltam, na olyat nem látok sehol.
Üzlete válogatja. A kedvenc boltosom csak azért nem kever egy decitől kevesebbet, mert olyan ki mennyiségeket kellene kimérnie az alkotókból,- amit nem tud a mérlege, hogy nem tudja garantálni a színt.
a tényleges megoldás valószínűleg nem excenteres (vagyis nem egymásban elforduló excentrikus hengerek csigahajtással), mert az általad mutatott tokmányon 4 állítócsavar van 90 fokonként, tehát inkább olyan, mintha a két tárcsa laza illesztéssel (0.6 mm ezek szerint ) lenne összerakva, majd a pontos helyzetet a 4 csavar állítaná be. Vagy mint a mikroszkópasztal, a kereszt alakú vezetősínnel. Nagyon megnézném belülről.
De egyetlen excentrikusan excentrikus tárcsa elfordulása az 1 szabadséágfok - továbbra sem hiszem, hogy azzal középre (a aforgástengelybe) tudsz hozni egy második tengelyt (a munkadarabét).
,,Jól értem, hogy a kedvenc kis Weiler esztergáján a tokmányfelfogatás az szintén saját megoldás?''
A kialakítás (bazi nagy átmérőjű állítórészen egy relatív kicsi tokmány) és a hozzá fűzött megjegyzések (köszörült, leppelt felület, "sima 4 pofát tokmány felszerelve...") alapján szerintem saját megoldás.
De szinte minden gyár árul ilyen tokmányokat, sokszor 6 pofás kivitelben.
Pl. a TOS IUGG/IUHG (3 pofás) ill TOS IUGS/IUHS (6 pofás).
A 3 pofás már 80-as méretben is van (a 6 pofás 160-astól indul). Régóta szemezgetek vele, de az árát még nem mertem megnézni.
Jól értem, hogy a kedvenc kis Weiler esztergáján a tokmányfelfogatás az szintén saját megoldás? Tulajdonképpen megoldotta azt - vagy ha nem Ő volt, akkor aki gyártja - hogy állítható, profi módon lehessen ugyanazt az eredményt elérni, mint a tokmány elütöetéssel? Azaz a lehető legkissebbre tudja állítani a munkadarab ütését, mert a tokmány hibáit korrigálhatja. Szupernek tünik ez Nekem, de hát én ebben a témában igen kevesett láttam még.
Még valamit. A festék árán felül a színkeverésnek is van költsége, ami változó. Például a fehér árnyalatait viszonylag kisebb költséggel keverik, mint egy bonyolultabb színt. De ezt az árat előre meg tudják mondani. Ugyanis a színezőanyag is pénzbe kerül nekik, amit továbbszámláznak a vevőnek.
Köszönöm! Direkt nem raktam a gépre sem gombot sem potmétert. Az eredeti kapcsolót is meghagytam. Az illik a gép korához.
Fúrás közben nemigen kell változtatni a fordulaton. Zöld gomb be, fordulat beállítva, kapcsoló elfordít, és fúrás.... Ha kell még mindig állíthatok a fordulaton.
Az a szerencsésebb eset, ha valaki tudja a kérdéses RAl színkódot és megírja neked. Azonban ez nem mindig könnyű eset. Nem is biztos, hogy megoldás. Egyik ok az, hogy a RAL színkódot nem mindegyik festékgyár követi. Illetve a régi gépeknél használt festékek esetében talán nem is volt ismert a RAL kód.
Azonban van egy lehetőség, ami segíthet, de ez sem biztos. A segítség az lenne, hogy kölcsön adok neked egy RAL kódkártyát és szemre megpróbálod beazonosítani.
A bizonytalanság ekkor is fennmarad, mert választasz egy festékmárkát, ami benzin és olajálló, és véglegesen kikeményedő. Viszont a kiválasztott festékmárka nem a RAL színkódokat követi. No ekkor jön a jó megoldás. Meg kell találni azt a festékboltot, amelyik az általad kiválasztott festéket forgalmazza és van is nekik ahhoz színkeverő gépük. Ekkor egy mintával (gépalkatrésszel) elmész a festékboltba, ahol beazonosítják a színt és kikeverik olyan mennyiségben, amennyiben neked kell. Kilenc deciliternél kevesebbre ne számíts.
Tulajdonképpen a nagy szekrény maradvány anyag, a többi,még a frekiváltó is bontott alkatrészek.
A frekiváltó rossz volt, sikerült megjavítani. Többszöri nekifutás után csak sikerült megtalálni az SMD alkatrész- panel hibát.
A nyomógomb ház talán Moeller megtakarítva(az aljzata alja össze van furkálva).A harmadik furatot kétkomponensű anyaggal kitöltöttem mert a skála nem fért el, és a potinak is saját méretű furat kellett.
Valóban csak a digitális bemeneteket választottam le relével. Ha megszámolom 5 különböző feszültséget tudok megmérni, ezért egy kábelen egy féle fesz megy,kivéve a lámpa 12V-ja és a kapcsoló start kontaktusa amely 24VDC de nem a frekiváltó 24V-ja.
Szép munka gratulálok! Én annyit tennék még hozzá, hogy szerintem a potit közelebb kéne tenni, hogy a gép előtt állva kényelmesen elérhető legyen. Több megoldás is kínálkozik rá.
Az ilyenekre mondták, hogy elindulna a házuk, ha hívnák visdza az elhordott holmikat.
Az Udvardyt többre becsülték, mint a Borsost.
Emlékszem kihuzogatta a fiókjainkat, van-e benne fusi munka.
Én akkor léptem ki a cégtől, amikor egy belső szakmai verseny után a KGM rendezte országos szakmai versenyre mentem, aminek a MOM volt a fő védnöke.
Az ottani jó szereplés miatt a cég oktatási osztály vezetőjének köszönhetően rendkívüli 1 Ft- os béremelést kaptam, amit béremeléskor + 20 fillérrel egészített ki Borsos úr.
Ekkor már volt a MOM ból egy ajánlatom, az emelést megköszönve benyújtottam a felmondásomat.
Nem csak ezért döntöttem így, hanem azért is, mert az elektronikai műszerész másod szakma megszerzését sem akarták támogatni.
Borsos előtt még a tranzisztor szót sem szabadott kiejteni. :D
A MOM ban sikerült a második szakmát is megszerezni, amire még szakmai pótlékot is fizetett a cég.
Amikor kértem vállalati kamat mentes hitelt is kaptam építkezéshez, ezeket a =ML= ben soha nem adták volna meg.
" Az inverterek állítólag nem szeretik, ha véletlen terhelés alatt megszűnik a betáp. "
Ez igaz, az átkapcsolások, hálózati csuklások esetén ritka esetben tönkre is mehetnek.
A kimeneten motor váltó védő mágnes kapcsoló, komolyabb gépeken sorosan kettő van alkalmazva, ami a betáp megszűnésekor kiejt, igy a motor vissza táplálás is megszakad.
Az inverter bemenő oldalának a leválasztása nem biztos, hogy jó ötlet. Az inverterek állítólag nem szeretik, ha véletlen terhelés alatt megszűnik a betáp.
Hagyományosan azért (is) szoktak reléket betenni, hogy áramszünet után mikor visszajön az áram nehogy magától elinduljon a gép.
Az inverterek viszont tudják ezt a funkciót magukban is.
Kissé bonyolultnak látszik, de a frekiváltó bemenetei le vannak választva relével, illetve a vezérlés kapott egy 24VDC tápegységet. Így a 230V is a szekrénybe marad. Raktam bele egy időrelét ha netán elfeledkeznénk a kikapcsolásról, így egy óra múlva megteszi magától. Rugózhattam volna hogy minden indítás után kezdjen el számolni de nincs jelentősége. + Egy tápegység a géplámpának.
A falon lett elhelyezve a kezelő doboz. A kapcsoló az irányváltás, a ki-be gomb lámpával,és a sebesség potija. A fúrógépen meghagytam az eredeti kapcsolót (mert illik hozzá ). Az indítás és a géplámpa 5 pólusú tuchel csatlakozó párral megoldva.
Az irányváltás jól jött amikor 21-es csigafúróval fúrtam, és megakadt. Emelhettem volna a nyomatékon de így is 3x-os volt az áram a névlegesnél. Jó lenne a motor hőmérsékletét is kijelezni.
" Azért mikor én dolgoztam ott, már volt abban a műhelyben gyémánteszterga is."
Akkor a Petya régi gépét már lecserélték.
Voltak féltve őrzött kincsek, amikhez nem nyúlhatott bárki emberfia.
A heveder szijas hajtású szerszám élező gép lakat alatt volt, az akkor félmilliós áru cserélhető csapos, szuper fúró készletet sem adta ki bárkinek a szerszám kiadó.
Kb. két évig dolgoztam ott, sok érdekességet lehetett tanulni ott szakmailag pl. lemez munkákból is.
Biztos csak összepakolt a videó kedvéért, amugy neki is ott az eszterga elott a diszperzitesvödör amiben nagy csavarok meg villaskulcsok allnak felig esővizben :)
Szoval le a kalappal, van ott tudás. Harom perc alatt tanultam ket uj dolgot
Mondjuk itt kifejezetten a géplámpákra gondoltam, mint hazai termék.
Szakmókus: már rég nincsenek meg, mármint az eredeti cég. Felvásároltak pár célgépet és azzal gyártják a lámpákat.
KART EMG: lomis piacon már én is vettem használtan. Viszont előrendelője voltam, amikor indultak. Bár azóta se került még fel sehova se. Az esztergámon van, talán majd a fúrógépre felteszem, ha elkészülök a felújítással.
Igen, aztán a rádió irány mérő kocsikat az Irán- Iraki háborúban szétlőtték.
Egyszer hoztak vissza egy felderítőállomást Teheránból. Rágyulladt az épület, az oltóanyag nyomai ott voltak rajta, fekete volt mint a föld, és büdös füstszagú. Csak a főkapcsolót kellett kicseréljem, és ment.
Te ugye láttad a Borsos műhelyt, ahol viszonylag egyszerűek voltak a berendezések.
Láttam. Azért mikor én dolgoztam ott, már volt abban a műhelyben gyémánteszterga is. Mondjuk mikor tettem egy lépést feléje, hirtelen ketten is megtámogattak két oldalról, nehogy odanyúljak, ahová nem kéne! :D
Szerintem ez a szaki is végig járhatta azokat a kezdő munkafolyamatokat, mire lett egy ilyen masinája.
Igen, pl. 3 percnél mutatja az ablakos felső prizma működését, amihez annyi hozzá tennék, hogy van olyan, egyik oldalán nyitott pipa forma is, amin egy kisebb, teljesen zártra hajtogatott munkadarabot el lehet készíteni, majd oldal irányban lehúzni.
Érdekes még, hogy a hapsi úgy 50 éve élhet Kanadában, de azt nem állítanám, hogy szépen beszélne angolul. Annyira érződik egyébként a beszédéből valami végtelen szerénység és biztos tudás. Meg ahogy elmondja az utolsó Alpár által feltett videóban, hogy ja igen, vegyél egy hosszú profilszerszámot, aztán daraboljad, mert úgy olcsóbb. És ha éppen nem lett volna kéznél a vízsugaras vágógépe, megkockáztatom, hogy kivágta volna egy sarokcsiszolóval.








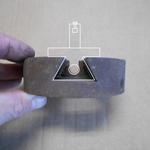




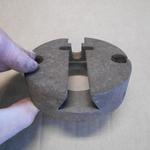





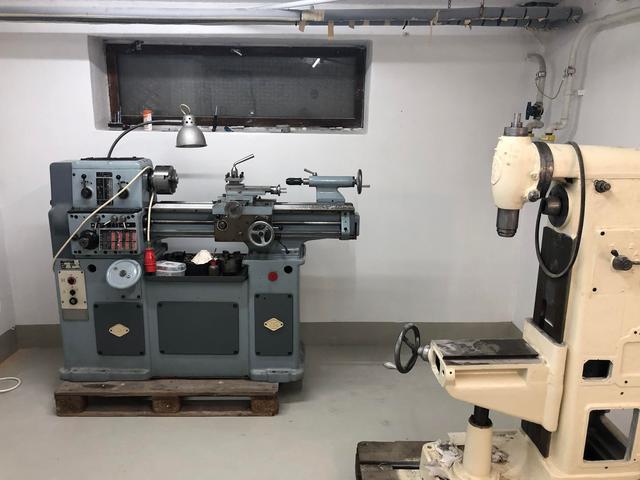







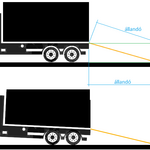
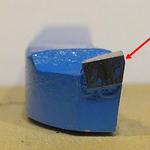
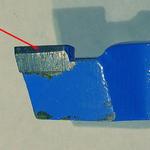

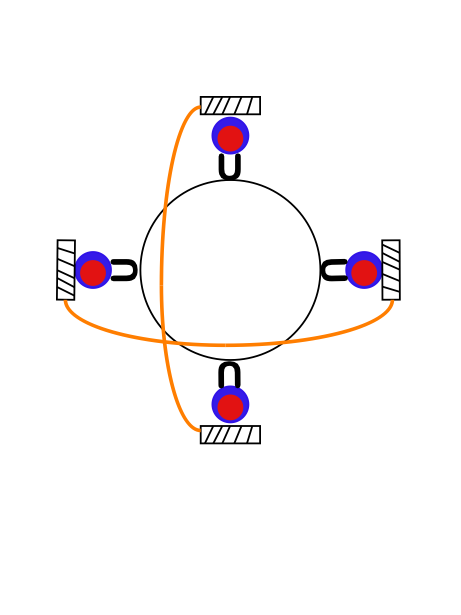



















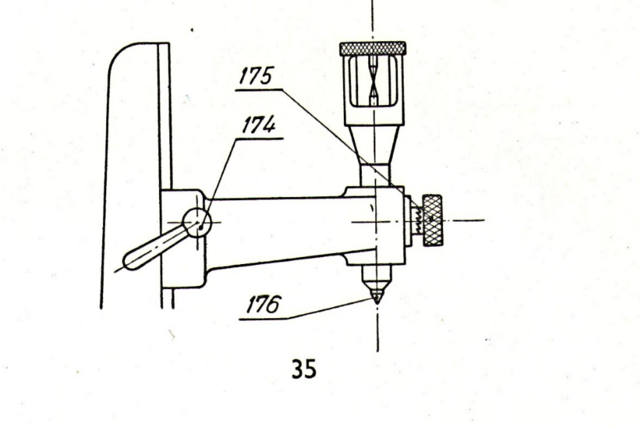
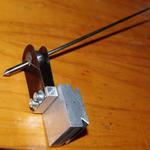




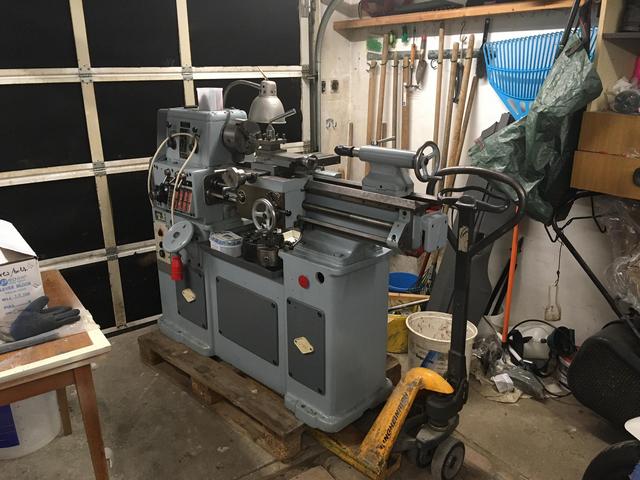













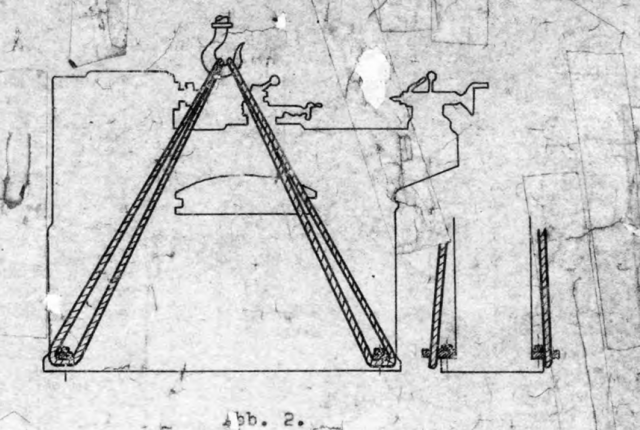
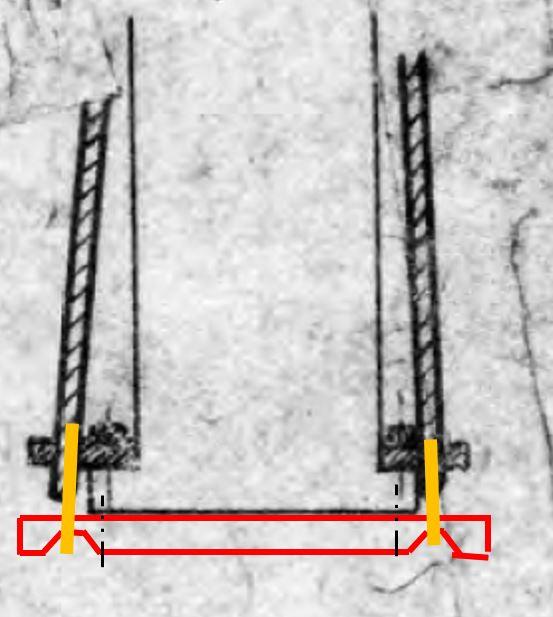
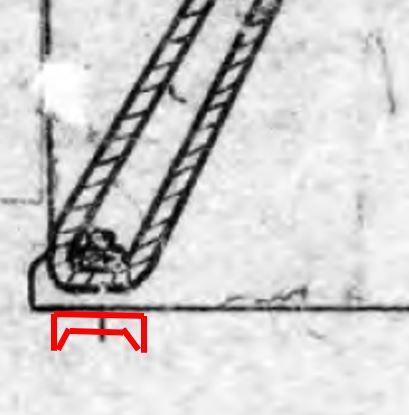
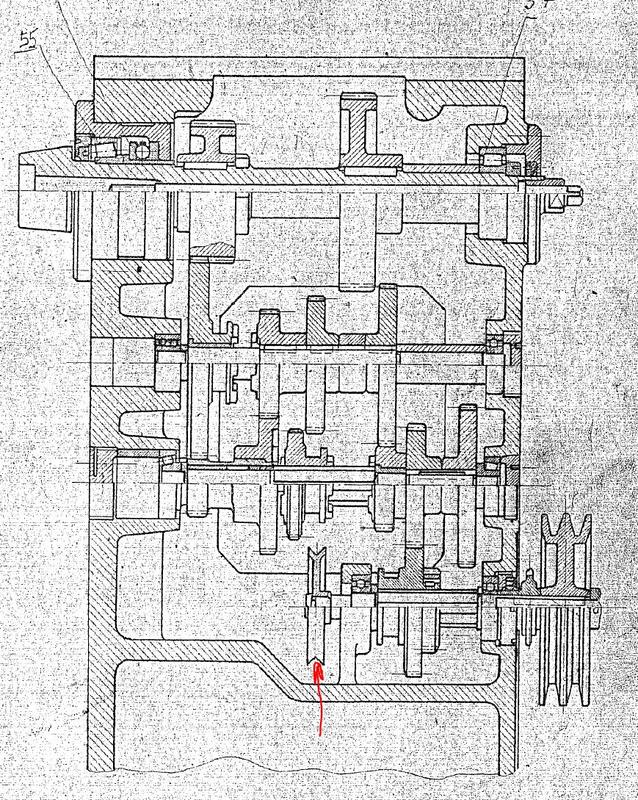









{kind=link}