Azért kíváncsi lennék rá, hogy rajtan kívül még mennyi háztartásban tartanak üzemben "E- os" mosógépet, cenrtifugát - a rendszeres karbantartási/szervíz igény ellenére is - , mert az A++ -os csodák a fémiparból levedlett munkaruhák mosására teljes mértékben alkalmatlanok?
Ez a gép eddige 3 x volt javítva, szimerimg + csapágy csere, fűtőbetét és ha már arra jártam kicsereltem az üzemi kondit is, mert csökkent a kapacitása.
Legközelebb a lábak kerekeit fogom cserélni, mert levált róluk a külső műanyag gyűrű.
A mosási szokás nálunk úgy működik, higy a fehér mosás mosó levét felfogva a tarka, majd fekete mosásra újra hasznosítjuk a mosószert és a levet is.
Ezzel kárpótoljuk a bőséges öblítést.
Lehet utánozni, sőt egy belső tartállyal, stb. tovább fejleszteni.
Azonos vízmennyiséggel számolva a villany energia fogyasztás nem lenne lényegesen több, hiszen a fűtőbetét a legnagyobb fogyasztó.
Ha kevesebb a felvett vízmennyiség akkor nyilván kevesebb a víz fűtési energia igény.
Na ezzel tudnak igazán a marketingesek trükközni.
Az újrahasznosított alapanyagok kohaszati, feldolgozási energia igénye, környezet terhelése mégis csak egy tétel.
Mitől van az hogy ugyanazon gyártónál ,egy éven belül is többször változik a gép belső felépítése , úgy hogy még véletlenül sem kompatibilisek egymással az alkatrészek ?
Én csak arra tudok gondolni hogy az a cél hogy még véletlenül se lehessen gazdaságosan javítani .
Biztos rosszindulatú vagyok , meg hát lemaradtam gazdasási fejlődésben , de a fogyasztói társadalom biztosan nem az én világom .
Sajnos ez az, ami nem igaz. Számolj utána - rendszeres, napi használat mellett az Energomatod 4-5 évente elfogyasztja víz-csatorna és villanyszámlában többletként azt a pénzt, amibe egy olcsó, de jóval takarékosabb-korszerűbb újabb mosógép kerül. Érdemes lenne azt is végigszámolnod, mibe kerülne a meglehetősen sűrű javítgatása - ha nem tudnád saját magad megoldani? Képzeld el ezt "Mari-néni" relációban - és rögtön nyilvánvaló, hogy neki ez nem racionális választás, és ráadásul a környezet-terhelése is sokkal nagyobb.
Az eldobás meg nem olyan eldobás, mint korábban volt - ezek e-hulladéknak minősülnek, az ilyen jellegű háztartási gépeket ma már (komoly és meghatározó tervezési szempont ám !!) újrahasznosíthatóra kötelező tervezni, ami azt jelenti, hogy a fém-műanyag-elektronikus főegységek aránylag könnyen-gyorsan elkülöníthetők, a fémeket pedig gyakorlatilag 100%-ban újrahasznosítják (készül belőlük a következő mosógép-generáció), a műanyagból lesz jórészt útburkolat, az elektronikák újrahasznosítása külön iparággá vált. Valójában egy ilyen masina tömegének csupán pár százaléka került tényleg szemétlerakóba.
"A tervezett avulásra szánt mosógépet 5-6 évente cserélni szerintem nagyobb környezet terhelés, szennyezés, mint a régi gépet üzemben tartani."
Ez egy kulcsmondat!
De nekem azzal is bajom van mosógépek terén, hogy az AAA+-os csodamosógépek már olyan kevés vízből próbálnak mosni, hogy egy gyerekruhát nem képesek tisztára mosni. Több ismerősöm mérgelődik ezen. Ráadásul mivel pár liter vízből akarnak dolgozni, egy mosóprogram három óra. Ez jó ott, ahol otthagyhatom a gépet, hadd dolgozzon. De nálam sajna annyira kevés a hely, hogy a gépet mosáshoz előhúzom, a vízbekötés is mobil rá, és a kifolyócső is keresztbelóg a fürdőn. Ha egy nagymosáskor egy egész napig kéne ezeken keresztülbukdácsolnom a mosdóig, meg a vécéig, fejbe akarnám lőni magam minden alkalommal.
Nálunk is hasonló a helyzet a 30+ os Energomat mos.:))
Az energia, víz takarékosság részt ezekkel a gépekkel szemben azért kissé túlzott marketing szövegnek tartom, mert lehet egy pohár vízben is mosni, csak utána lehet vakarózni.
Ami a javítást, karbantartást illeti vagyunk páran akik a csináld, javitsd magad mozgalomban szocializálódtunk, plusz szakmabeliek is vagyunk, igy ez nem gond.
A tervezett avulásra szánt mosógépet 5-6 évente cserélni szerintem nagyobb környezet terhelés, szennyezés, mint a régi gépet üzemben tartani.
Nézd, a nagyon tartós, fölöslegesen túlméretezett gépeknél a szemetet azok legyártásánál termeled meg. De mindenképpen megtermeled. A piaci alapon árazott (nem luxus-presztízs kategóriás holmiknál) bátran mondhatjuk, hogy amennyivel drágább - annyival nagyobb a környezet-terhelése is ezeknek. A kínai is tud 400 helyett 4 ezerért is gyártani esztergát - de abba annyival több (jobb) anyagot, energiát, munkaidőt is kellett beletenni (ami ott konkrétan annyival több környezet-terhelést, energiafogyasztást, munkaidőt is jelentett).
Abban egyetértek, hogy a túlságosan silányra sikerült dolgokat legyártani is kár volt - de ilyen mindig volt. Szerszámok, órák, ruhaneműk elképesztően silány, alig 1-2 használatot kibíró (vagy elsőre tönkremenő) kivitelben igenis készültek már 50-100 évvel ezelőtt is, csak ugyebár nem emlékszünk rájuk, mert nem maradtak meg. Viszont az akkori gyártástechnológiával ezek sem voltak annyira nagyon olcsók, hogy ezt vállvonogatással elintézzék a vásárlók - ennek megfelelően az ilyen izék gyártói általában hamar eltűntek (vagy javítottak a minőségen).
A 70-es évek közepe-vége volt a nagy svájci óraipari válság időszaka is (amikor gyakorlatilag tönkrement az óraiparuk, amit ma látunk, az annak a romjain újraépített, jórészt bizony Maszkirovka-jellegű), amikor a korszerű szerszámgépek, a mikroelektronika és a metallurgia és anyagtechnológia "forradalma" pont egyszerre ért össze - és hirtelen olcsón tömeggyárthatók lettek azok a dolgok - amelyek korábban csak igényes ipari munkával, költségesen voltak előállíthatók (mellesleg jórészt ebbe dőlt össze az irány váltani nem képes szocializmus is). Ahogy szoktam példálózni ezzel: 70-es évekig olcsó, pontos, tartós és megbízható órát senki sem tudott gyártani, senki. Ami olcsó volt - az nem volt pontos és tartós, ami meg az volt, az nem tudott olcsó lenni. Aztán a 80-as évektől olyan műanyag kvarcórákat vehetünk, amelyek tetszetősek, kibírnak simán normál használat mellett 10-15 évet, nagyon pontosak - és egyszerűen nevetséges összegekbe kerülnek. Olyan kis pénzekbe - amennyiért korábban konkrétan SEMMIT nem lehetett venni. Vackot sem.
Én sem ezeket gyűjtöm és főleg nem javítom (nem is lehet...). Meg nem is szeretem őket - de a tények akkor is tények, és elismerem őket. Ez egy másik irányvonal - ami mellett annak is lehet egy pontos, megbízható és a vizet is kibíró karórája - akinek húsz évvel korábban alkalmasint SEMMIFÉLE órára sem tellett, silányra, vacakra sem.
Én is egyetértek ezzel. Nekem még a harmincplusz éves Energomat mos a fürdőben, de három havi bruttó bérembe került. Ha ma kéne ilyet vegyek, millió feletti gépek közt kéne szétnézzek. Akarnám-e? Ki tudnám-e fizetni?
Hűtőnk dettó, az első flexem 8800 forint volt, mikor 6900 volt a bruttóm. Bírta is huszonévig, és küldtem neki ezerrel közben. Negyvenezre kézi Bosch fúrógép, mikor az átlag bruttó 20 körül volt... Ki vesz ma kézi fúrógépet hatszázezerért?
Azért szerintem ne legyünk ennyire igazságtalanok. Az ipari célra készített berendezések még tartósabbak is tudnak lenni, mint "anno". Nem azért készül ma sok gyengébb minőségű iparcikk, mert "eltűnt a szakmai büszkeség" - hanem azért, mert ma már ezt szériában le tudjuk valóban gyártani - míg 40-50-100 éve nem tudtuk. Nem azért voltak régebben olyan mértékben túlméretezettek a dolgok, mert ennyire törekedtek a "kiváló minőségre", hanem azért, mert az anyagtechnológia és a megmunkálás nem tette lehetővé, hogy ennél "karcsúbbat" gyártsanak - valójában még így is a ma megszokotthoz képest nagyságrenddel több "hullott el" a kádgörbe első, még meredek meghibásodási szakaszában - de ami "jól sikerült", az lett úgymond elpusztíthatatlan. Csak éppen mibe került?
Szokás állandóan hivatkozni a kiváló Energomat mosógépekre (nekem is volt), amelyek bezzeg húsz évig mosógépek voltak, nem úgy, mint a mai "xirxarok". De azt már nem szokás elmesélni, hogy a 80-as évek közepén 22 ezerbe került egy ilyen mosógép akkor, amikor 4-5 ezret keresett az átlagember, és ugyan tartós iparcikk volt - de korántsem volt megbízható, a programkapcsoló a legtöbb gépben még a garanciális időt sem bírta ki, állandó cserélgetésre szorult az ékszíj, az indító-kondenzátor, a szivattyú, a fűtőszál, meg az ez, meg az az, meg az amaz - több állandó szervizpontja és alkatrész-szaküzlete volt csak ennek a típusnak, a szerelők messziről köszöntek minden egyes darabnak (ahogy a korabeli televízióknak is, stb...). Csak erre már nem szeretünk emlékezni... Arra sem, hogy a kiváló Energomat 2-3-5-ször annyi vizet meg energiát fogyasztott, mint egy mai olcsó, korszerű mosógép, amit nem 4-5 havi, hanem már egy-másfél heti átlagbérből meg lehet venni, és amikor majd 5-8 évesen valószínűleg tényleg "kipukkan", akkor sem azért nem javíttatjuk meg, mert ez nem lehetséges - hanem azért, mert ez ma már nem éri meg, a helyszíni javíttatás és egy új készülékre csere ára között általában nincs lényegi különbség, még az is lehet, hogy egyáltalán nincs...
De, ha valaki vesz egy 4-500 ezres Mielét, az szintén 20-30 évig mosógép lesz, sőt, sokkal kevesebb gondja lesz vele, mint az Energomattal volt (kb: semmi nem lesz) - és a jövedelméhez képest még így is a töredékébe kerül, mint az Energomat volt - de így sem biztos, hogy racionális ezt tenni, ha egyszer akár 6-8, amúgy a célnak teljesen megfelelő, és 5-6-x évig problémamentesen használható "akciós mosógépet" lehet venni ennyiből...
Ugyanez van minden más téren is - gagyi és olcsó kínai szerszámokat vehetünk, pocskondiázhatjuk is őket, de az esetek elsöprő többségében a feladatot meg lehet velük oldani mégis. És ha az ember a ház körüli munkákhoz például húsz év alatt ötször használ egy dekopirfűrészt - akkor van értelme azon merengeni, hogy a 4 ezerért vett zörgős-visítós (de végül is működőképes, és tíz év múlva elővéve is működőképes és fűrészelni tudó) kínai vacak mennyivel "alsóbbrendű", mint a 40 ezres minőségi szerszám - azt majd megveszi az az asztalos, aki aztán minden nap azzal dolgozik...
És mérnökként azt mondom, hogy valójában nagyobb szakmai-konstruktőri teljesítmény részben műanyagból-spiáterből úgy megtervezni egy szerszámgépet, hogy azt utána x üzemóráig használni is lehessen rendesen, a célnak megfelelően - mint ilyen kötöttségek nélkül ötvözött acélból csinálni egy sokkal erősebb és tartósabb monstrumot - ami viszont hússzor-ötvenszer annyiba fog kerülni, és ezek után egy szűk körön kívül másoknak nem is lesz elérhető.
Nézd ezek a tervezők eladják magukat , már aki egyáltalán megértette mi a problémám .
Öreg vagyok , más erkölcsi alapokat tanultam valószínűleg .
Hazug a mai világ ! Mentsük meg a földet , de termeljük a szemetet !
Csak a saját jobb megélhetése kényszeríti a tervezőket arra hogy a saját meggyőződésük ellen tervezzenek .
Ha nem akkor igazam van .
Elcsépelt dolog ,de szörnyű !
Más példa is volt a történelemben amikor avval takaróztak az elképesztő bűnöket elkövetők , hogy parancsra tették !
De maradjunk inkább annál a legalább 30 éves orrfűrésznél .
Aki tervezte az vállalhatja nyugodtan a munkáját .
A mai gépek tervezőinek ehhez semmi joguk nincsen ! (A SOK HASZNÁLHATALAN BÓVLIRA GONDOLOK )
Én azt nem csinálom meg ami szerintem nem lesz jó , keressenek mást .
Szerintem ennyire egyszerű a dolog .
Valószínűleg ez kihat az ember anyagi jólétére , de éhen azért még nem haltam .
"Ha akarná a világ akkor mindenből lehetne olyat készíteni ami 40 -50 évig is működik. De a társadalmi beállítottság nem ilyen, mert pl. mindenkinek új kocsi kell 10 évente."
Szerinted evvel nem nekem adsz igazat ? Ebben egyet értünk . Kinevelte magának a fogyasztói társadalom azokat akikre szüksége van . Most kell feladnom a 40 éves diesel autómat ....
Elnézést hogy karácsonykor így beszólok, de ezt a hangnemet kikérem magamnak, többek között azért mert én is tervezőmérnök vagyok.
Nem az általad "nyomoréknak" titulált tervező tehet arról hogy a termékek nem az örökkévalóságig vannak tervezve. Az az utasítás hogy olcsó legyen és nem az hogy sokáig bírja. Ez a prémium kategóriára is igaz nem csak a "kínai szarra".
Ha akarná a világ akkor mindenből lehetne olyat készíteni ami 40 -50 évig is működik. De a társadalmi beállítottság nem ilyen, mert pl. mindenkinek új kocsi kell 10 évente.
Az elektromos gépek bontása sem. 2.25-nél úgy kikapta a forgórészt hogy a keféket nem emelte ki előtte. Ha voltak benne azok törtek mikor a kommutátor és a csapágy közé ugrottak. A kefetartót is gallyra lehet így vágni. Mikor visszahelyezi egy csipesszel babrálja.
No, én is mindenféle karácsonyi jókívánságokat tolmácsolnék a topictársak felé - és megköszönöm a sok építő ötletet-tanácsot. Jelezném, hogy úgy tűnik, valóban "ennyi volt" a nyűgjeim oka, nem tudtam, hogy kell a lyukkéseket megfelelően pozicionálni - most a két ilyen késemet alálemezeltem, a könnyű kezelhetőség érdekében össze is ragasztottam (jó kis Araldit Strong mindent megtart) a középvonalhoz belőtt vastagságú alátétlemezekkel - a nagyobbik késből még felül is ki kellett köszörülnöm vagy másfél millimétert, hogy be tudjam egyáltalán fogni. De ezek után most hajtottam ki minden gond nélkül a soron következő óratokból majd 2mm-es fogásmélységgel kézi előtolással is több méteres, pompázatos, egybefüggő forgácsot - szóval ez így tökéletes, még egyszer köszi.
A cég ahol dolgozok, mostanság több gépész és villamosmérnököt vett fel. Fiatal kezdő, vagy pár éve végzett emberek.
Katasztrófális ismeretekkel rendelkeznek, nem viccelek, alig lehet rájuk bízni valamit. Tervezni valamit???? Húú abból mi lenne...
Nem akarok mindent az oktatásra fogni, sajnos olyan amilyen, de mindig hangoztatom, hogy nem tilos képezni magam, használható infókat szerezni stb. Annyi infó elérhető már könnyedén, nem kell a csodára várni.
A rendszerváltással kihalt!Mindenki a saját nyereségére koncentrál és nem foglalkoznak mások érdekeivel!Sajnos ez egyre jobban elsődleges szempont!Hogy hová fogunk így eljutni hát fogalmam sincs de a lényeg,ha az emberekből végleg kihal az összetartás akkor borul minden!
Aha, ez a mókus is fűrészből csinálta. A löketen lenne jó még állítani, valahogy ugy ahogy a harantgyalunál csinálták, de akkor azt az excentert teljesen at kell varialni.
Ügyes ez a kiscsávó de a szereplés nem az ő asztala :D
Én is próbáltam a Csuhás által közzétett kis hántolót csinálni, de igazából csak kisebb felületekhez jó (pl prizmák belső felülete).
Az enyémnek egy excenter van a motor tengelyén, fióksín, és rugók húzzák vissza. De nekem a motor elég kicsi, így csak finomításhoz jó. Meg egy bizonyos fordulat felett beleng a rendszer. De azért könyebbség a kézihez képest.
Ha szembejön egy gyári gép emberibb áron, és szükséged van rá, szerintem vedd meg azonnal.
Amit eddig láttam nekem ez az átalakítás a legszimpatikusabb:
Azon gondolkodtam, ha esetleg sokat kéne hántolnom valamilyen gépi hántolót érdemes lenne szerezni/venni/csinálni, hasonlóan mint Csuhás tette. Lehet, hogy egy dekopírfűrészt, vagy egy kardfűrészt át lehetne alakítani gépi hántolónak? Nem tudom magyarul mi a megfelelője a "flaking" szónak de más mozgás mint a hántolás és a célja az amúgy hántolt felületen az olaj megtartása.
Alkalmassá lehetne-e tenni ugyanazt a gépet hántolásra és >flaking< re?
Hát, ha az is ilyen lassan hat, akkor jó szívvel tudom az emlegetett kotyvát/szappanlúgot ajánlani - az is oldja ezeket, viszont sokkal kevésbé agresszív/veszélyes, mivel a szalmiákszesz roppant büdös (ammónia, ugyebár), így ezzel is zárt edényben kell dolgozni, de ezen túlmenően semmi extra para nincs, bele lehet nyúlni akár (bár utána ajánlott gyorsan kezet mosni, de nincs rögtön vész, nem tömény lúg), ráadásul a fém (réz-acél) felületeket-alkatrészeket nagyon szépen tisztítja is, a műanyagokat pedig nagy általánosságban nem támadja meg.
Léteznek kifejezetten és deklaráltan szilikon-olajok órás célokra is, de ezek valami meghatározott célfeladatra vannak (automatika golyócsapágyazás, stb.. kenésére). De általában minőségi óraolajat nagyon kevés cég gyárt/kínál (hirtelen a Moebiuson, Koch-on, AF-en kívül nem is jut eszembe több, vannak noname meg "sajátmárkás" olajak, de ezek mögött is sejthetően valamelyik "nagy" áll), és ezek nem kötik az orrunkra azt, hogy pontosan miből-hogyan kotyvasztják ezeket. A kísérletezés-fejlesztés ma is zajlik, mert a ma kapható legjobb kenőanyagok is valójában még messze állnak a tökéletestől - főleg az élettartamot illetően.
Az acetonnal azért van egy apró probléma, iszonyú gyorsan párolog. Én rögtön zárom a fiola tetejét, mert pár perc mulva üres. Emiatt nem egyszerű pillanatragasztót, epoxit oldani vele. Én úgy csináltam, hogy az acetonozás után műanyag fóliába burkoltam az egészet. Úgy emlékszem, a polietilén fóliát nem oldotta. A pillanatragasztónak egy pár óra, az epoxinak (Araldit) több nap kellett. Felpuhult, olyan lett, mint a szilikongumi, le lehetett vakarni.
A cianoakrilát melegítésénél nagyon óvatosnak kell lenni! Maró gőzök szabadulnak ki, amik a szembe jutva igen fájdalmasak (sajnos kipróbáltam :-((.
Valójában "bármivel kenhetők", ami a célnak megfelelő. A nagy óráknál (toronyórák) nagy erők hatnak (láttam toronyórát, aminek az ütőszerkezete elkapott egy rajta kotló galambot ütéskor, berántotta, ledarálta, és utána évekig hibátlanul működött tovább, az odaszáradt tollak meg keringtek a fogak között...) - de ugyanakkor keveset mozognak. Nincsenek igazán gyorsan forgó csapok, ráadásul a szerkezet viszonylag gyorsabban forgó áttételi részei - a gátszerkezethez, gátlóhoz-horgonyhoz közeli kerekek, a gátkerék, a horgony - már azért jóval kisebb nyomaték alatt vannak. Egy ilyen óránál a zsinórhengeren még mázsás súly lóg ugyan - de ez naponta legfeljebb néhányszor fordul meg. Ennek megfelelően azért lassú az elhasználódás, ha előírás szerint évente (üzem közben is akár) manuálisan megtisztogatják és átkenegetik ezeket, akkor generációkon át elkattognak, mielőtt nagyobb felújításra szorulnának.
De. A gumitömítésekhez. :-))) Külön kis készség van erre, valójában egy sima kerek dobozka alul-felül benne szivaccsal (én nem vettem gyári Bergeont 2x ezerért, hanem egy kiürült műanyag Diabolo légpuska-golyó tartót használok), amit megkenve szilikonzsírral, csak bele kell tenni a tokok kerek gumitömítését, megforgatni kicsit, és szép egyenletesen átzsírrozza.
Amúgy kis óráknál a sűrű szilikonzsír még használatos a felhúzó-állító szerkezet illeszkedéseinél és a körmös-hornyos kerék (ez "racsnizik" a korona ide-oda forgatásakor) fogazásánál - ezek az órák legnagyobb erőhatásoknak kitett részei. De mindenhova máshova a zsír a szörnyű "sűrű", még az olajakból is ugyebár csak az oda való a megfelelő.
No, erről szerencsére tudok mesélni - az órás praxisban használt szappanlúg (tiszta szappan/kenőszappan víz és szalmiákszesz elegye) az összes ciano-akrilát alapú pillanatragasztót, de még a két komponensű (Araldit pl.) ragasztók egy részét is oldja. Nem valami vadul és élénken, de oldja, beáztatva az összeragadt alkatrészeket szappanlúgba 1-2 nap alatt eleresztik egymást. Nyilván ez mondjuk egy komplett összeragadt varrógépnél nem működik (vagy kell egy kádnyi szappanlúg), ráadásul a lúg lassan ugyan, de megtámadja az alumínium, spiáter alkatrészeket is (az órákban lévő acél és rész alkatrészeket nem, és az acélon fellazítja, simán letörölhetővé teszi a felületi rozsdákat, a rezet meg szép tiszta aranyfényűvé teszi, és kioldja a beszáradt zsíros-olajos lerakódásokat).
A pillanatragasztókat még egy dolog oldja jól - a hő, de nyilván oda kell figyelni, hogy másban ne tegyen kárt. Két összeragadt kis acél alkatrészt hőlégfúvóval, vagy akár pákával jól ki lehet szabadítani - de ha ott van valami más hőre érzékeny dolog is, akkor ez nem jó ötlet.
Az óraolaj speciális állatfajta. Ugyanis (kis órákon, egy toronyórát simán disznózsírral kentek már a középkortól is...) nagyon vékony filmet kell képeznie, nem szükséges nagy felületi nyomást kibírnia (igen-igen kicsik a specifikus terhelések) - viszont elvárás tőle, hogy sokáig megőrizze a kenőképességét és ne változzon sem az idő, sem a hőmérséklet hatására jelentősen a viszkozitása. Valójában ennek soha - máig sem - sikerült tökéletesen eleget tenni... A XVIII. század végéig, XIX. század elejéig a vékony, esetleg le is desztillált olíva-olajokat tartották a legjobbnak - de évente frissíteni kellett a kenést, és nagy hidegben bedermedtek, megállt az óra. De nem volt jobb. A XIX. századtól a XX. század közepéig az állati eredetű, főleg pataolajok voltak a meghatározók - ezek tartósabbak, 3-5 évig a "helyükön maradnak", nem dermednek annyira könnyen meg hidegben (de azért ezeknek is nő jelentősen a viszkozitásuk), viszont idővel savasodnak, ami megtámadhatja az acél felületeket, és/vagy gyantásodnak, ezért szoktak a régi órák "besülni", sűrű ragacs, mézga lesz az olaj maradékából, és a billegő-gátszerkezet beragad.
A mai korszerű - és fajlagosan eszméletlen drága, kb: millió Ft/liter nagyságrendben árazott, de amúgy nagyon kis kiszerelésben szükséges - szintetikus óraolajok voltaképpen észteralkoholok, elég jó a hideg-meleg-tűrő képességük, jól kennek, a jellemző rájuk, hogy nem besűrűsödnek, hanem egyszerűen nyomtalanul elpárolognak végül, így az óra nem áll meg - viszont elkezd (sokkal) gyorsabban kopni. Az idő most is gond - a Moebius a legjobb olajaira is csak 6 év "kihordást" mer javasolni, ezért is kötelező típustól függően a mechanikus karórák 4-5-6 évente leszervizelése - bár egy átlagos óránál ez azért 6-8 évre nyugodtan elhúzható, de tovább nem javasolt.
A WD40 meg a petróleum az elszennyeződött, beragadt nagy órákba (faliórákba, vekkerekbe) gyakran fújdogált de nagyon kontár dolog - mivel a petróleum fellazítja a szennyeződéseket, kicsit - vagy teljesen - feloldja a besűrűsödött régi olajokat, általában elindul ezek után az óra, látszólag vígan meg is, de a petróleum nem ken sokat, és hamar végleg elpárolog - és utána még rosszabb lesz a helyzet, viszont, ha kioldotta az elakadást okozó lerakódásokat, akkor tovább járhat az óra, de már tök kenetlenül, és mikor végül már a kopások állítják meg - akkor már kevés lesz a tisztítgatás, jön a nagyjavítás, ami nagyon sokszor gazdasági totálkár... Úgy szét tud egy öreg falióra kopni, hogy jóformán minden csapot újra kell esztergálni-fényesíteni, minden (szépen oldalra kikopó) csapágyfuratot felfúrni és perselyezni (minden perselyt egyedileg esztergálni-fúrni természetesen), új horgonykarmokat csiszolni - egy így kimúlt kétsúlyos/felesütős faliórába lazán bele tud gurulni a teljesen korrekt felújításhoz 30-40 munkaóra - aminek a töredékét sem éri meg természetesen az óra, tehát általában megy a lomba a szerencsétlen... A varrógépolajak meg hasonlók ugyan nem a faliórákhoz lettek kitalálva, de még mindig sokkal jobb megoldást jelentenek, mint a WD40... Van kimondottan ide, nagy órába és rugók kenésére való "nehéz" óraolaj (4-es pl.) - ez is "vékonyabb" amúgy a műszerolajoknál, de nem drámaian. A kis órákhoz viszont ennél jóval könnyebb (és drágább) olajok kellenek, egy korszerű, nagy lengésszámú átlagos karóra-szerkezet egy varrógépolajjal nem is jár el, beáll tőle a billegő...
Más: köszönöm a sok építő ötletet, kezdek megvilágosodni, most először is a rosszul befogott, túl mélyen ülő lyukkéseimhez fűrészelek alátétlemezeket, és megemelem őket a középvonalig - és utána beszámolok a fejleményekről. Lehet, hogy ezzel meg is oldódik a probléma, meglehet, egyszerűen rosszul használtam őket.
Úgy hallottam, hogy pl. lópata olaj. Ma már biztosan szintetikus olajakat gyártanak. Apró üvegcsében, aranyárban vannak, persze nagyon kevés kell belőlük, vagy még annál is kevesebb.:-)
Volt egy komplett szettem a háromból (kölcsönadtam aztán nem került vissza). A lemosójának nagyon olyan szaga van mint a kórházi kézfertőtlenítőknek. Gondolom valami hasonló összetétele lehet.
Igen, az rendben is van. De ha már oxidálódott valami és pl. mondjuk nem tudod mechanikusan eltávolítani az oxidok, ( nem férsz hozzá ) akkor először " fel kell oldani az oxidot", utána jöhet a letisztítás, eltávolítás és utána jöhet valami szer ami megvédi az újabb oxidációtól.
Vagy veszel a Tescoban WD40-et "az mindenre jó".:-) Én is használom, de nem mindenre...
Édesapámék szállítottak ki egy gyártósort az oroszoknak a Lada gyárba a 80-as években. Mesélte, hogy az egyeztetések során kinti mérnökök külön kérték, hogy a karbantarási útmutatóban okvetlen legyen benne, hogy az elektronikát tisztaszesszel kell tisztítani.
Ha már megtörtént esetet említesz, én is megosztanék egyet. Nem egészen olaj téma, inkább Kontakt spray sztori.
A nyolcvanas évek elején egy kutató intézetben kezdtem dolgozni. Tele voltunk kurrens anyagokkal, pl. az eredeti kontakt gyártó összes termékével. Használtuk a Kontakt 60 ( oxidoldó ), ezután a Kontakt WL ( Tisztító, lemosó ) és ezután jött a Kontakt 61, így volt igazán kezelve egy kontatus stb.
Egy gépész kollégánk aki délutánonként maszek autószerelő volt, kért tőlünk " Kontakt " sprayt. Hiába mondtuk neki, hogy várjon pár napot, mert ami neki kell abból éppen kifogytunk. Mindennek elmondott bennünket, hogy milyen szemetek vagyunk, hogy nem adunk.
Pár nap elteltével ismét megjelent és még jobban lehordott bennünket...Nem értettük a dolgot, de kiderült, hogy elcsent tőlünk egy Kontakt spray-t és az otthon javításra hozott autók kontaktjait jól befújta, aztán semmi nem működött.
Kiderült, hogy elvitt egy Kontakt szigetelő lakkot!:-)) Szép munka lehetett.
Azt nagyon nem jól tette. Nem célszerű nyakig olajozni, mert ráragad a sok por stb. Csak oda kell kenés ahová szükséges és csak annyi amennyi szükséges.
(Ja és a petróleum oda "vékony", de nem órás fórum.)
Apám a ruszki kakukkosórát fujkalta petroval. Szó szerint fújta, a virágárus lány féle porlasztoval= ket meroleges cső, a hosszabbik a folyadekba er, a rovidebbet fujod
" bambán nézne rád az eladó, hogy mi a franc az a petró :D" Változik a világ. Gyerekkoromban 4 Ft volt egy liter. Azzal világítottunk, főztek a szüleim, és a tyúkok és a gyerekek torkát is ( az enyémet is) azzal kenték ha "kavernyásak" voltunk. Az Omegáék meg is énekelték anno.
Nekem az olívaolajjal az az ellenérzésem van, hogy a növényi olajok levegőn polimerizálódnak, sűrű, sőt akár kemény oldhatatlan valami lesz belőlük, ami a takarítást megnehezíti (a lenolaj firnisz egy igen jó példa erre).
Talán jobban oldódik az alkoholban, mint az (általam kipróbált) olaj, de az se okoz gondot.
A faggyúval ilyen gond nincs, de szerintem azt meg melegíteni kell, hogy kivárható idő alatt feloldódjon.
Egyébként szerintem a semmi és a legszarabb olaj között nagyságrendekkel nagyobb a különbség, mint a legszarabb olaj és a legdrágább speciális termék között.
Van egy szaki "zsatubén" gondolom a covid miatt otthon maradó középiskolás gyerekeknek töltögeti fel a tanóra anyagát, mintha abból egy nulla tudású tök zöld fülű bármit meg tudna tanulni. Mármint igen, az elméletet megtudja tanulni, hogy hogyan kéne működnie, de amíg nem fogja a gép kerekeit, és nem kezd el rajta dolgozni, megsütheti a tudást, amit magába szívott. Na, mindegy, nem erről akarok beszélni, és nem is akarom bántani, tisztában vagyok vele, hogy kényszerűségből csinálják így a szakképző iskolák. Szóval ez a bácsi is valami hasonlót használ, csak ő olivaolajat kever a denaturált szeszhez, de hogy milyen arányban, arról lemaradtam, vagy nem is árulta el. https://www.youtube.com/watch?v=0nsJDIxOGtc
A petró büdi nekem. Az ecsettel adagolt üregelőnek (vagy ürgeölőnek?) csak addig van intenzív szaga, amíg kifújom a konzervdobozba. Persze lehet miután elpárolgott a hajtógáz már nem hűt úgy, mintha telibe fröcskölném vele a fúrót, de kevésbé retkes gépet könnyebb kitakarítani, mint ami tocsog a fúró-vágó trutyiban. Valamint az üregelőt bármelyik barkácsboltban meg lehet venni anélkül, hogy bambán nézne rád az eladó, hogy mi a franc az a petró :D
Ha jól értem alap esetben is mm-ekkel központ alatt van a lapka csúcsa? Akkor persze hogy nem fér bele a furatba...
Két lehetőséged van, vagy csinálsz egy olyan befogót amit Csuhás mutatott, vagy vékonyabb késszárat használsz amit központ fölé egy hangyányit be tudsz állítani.
Ja, itt sok okosság van, nézegettem már tavaly... sztem az én egyedi furatkésem ötlete is innen van... addig azt se tudtam, hogy csinálhatunk magunknak késeket :))
Az enyém nem ilyen szép, de ilyesmi, a homlokán vág ez is.
Érdemes egyébként átböngészni a linkelt oldalt. Sokan ismerik ugyan, de mindig vannak új fórumozók akik tanulhatnak belőle. Nagy kár hogy már évek óta nem bővül az oldal.
Én is javaslok akkor :)) Biztos nem a legszakosabb, de szükség, ugye... nekem van 6*6 gyorsacél anyag, abból köszörültem egy kezdetleges lyukkést, kell alá kb. 8 mm alátét. Persze a szögek, élek, stb. okosságok nem pontosak, de kis fogásokkal már 13-as furatban is tudok dolgozni, addig, míg a normális furatkés be nem fér.
A kis esztergámnak már nem esik jól szegnyeregből 13-as felett fúrni, így megoldom, ha kell.
Az egész késtartót megemelni? Megnézem, hátha... Sajnos két csappal illeszkedik a szánra, ha alátétezem, akkor tartok tőle, hogy hajlamos lesz elfordulni.
Először is köszönöm a rengeteg okosságot - kezdek megvilágosodni. :-))
A két belinkelt, általam szétfaragott késből az egyik egyébként természetesen tényleg nem furatkés, viszont pont azért köszörültem rommá, hogy jó legyen annak is. Jó is, csak "nem teljesen".
Viszont akkor - kéretik nem röhögni, vagy, ha mégis, diszkréten :)) - kérdésem - a furatkés felemelését illetően - felemelni, vagy elforgatni? Az elfordítás akadálya ugye az, hogy sík felülete csak alul-felül van, elfordítva csak befogóban tudnám rögzíteni, ahhoz viszont a 10-es kés már vastag (kicsi az esztergám késtartójának a magassága - 14mm). Nekem is nyilvánvaló, hogy az elforgatással borul minden szög.
Ha megemelni - akkor megint ott a gondom - pont most leellenőriztem - hogy ha alálapkázok annyit, hogy teljesen be legyen szorítva a 14mm magasságú tartóba - hát, akkor sincs még teljesen középvonalban, picit, úgy 1mm-el még mindig alatta van, bár meglehet, hogy ez így már voltaképpen jó lesz (vagy sokkal jobb). A legtöbb esetben egyébként 36-40mm-es vagy nagyobb furattal kell dolgoznom, és azt felbővítenem a szükséges átmérőre - csak a mostani geometriával még ezen is felfeküdtek a kések - ameddig el nem lettek faragva. Esetleg 8-as szárú lyukkés - és akkor alátétezni úgy, hogy teljesen középvonalba kerüljön a lapka hegye? Az még kezelhető lenne, ilyenkor a lemezelést rá szoktam két komponensűvel ragasztani (vannak is ilyen forrasztott lapkás 8-as késeim) a késtartóra, és az kényelmes.
Csuhás feljebb linkelte amire gondoltam gyémánthegyű lapkás kést. Az eladója nagyon korrekt, sőt meg is tudja mondani mekkora furattól működik a kése. A lapka pici háromszög, egy gyémánt és kettő "mezei" keményfém éllel. A gyémánt fele nemvas fémekhez tökéletes, fejjel lefelé befogva külső késként is használható.
A befogó ötlet szintén ott van a képen, de el is készíti neked ha kéred.
Billentéssel (emeléssel) nem csak a homlok és hátszög változik, hanem a terelőszög is. A forgácsot egyre inkább a furat falának tereli, ez felületiminőség romláshoz vezet, kedvezőtlen a forgácseltávolítás, szélsőséges esetben az él környezetében (forgácstörőben) tömődéshez és szerszámtöréshez vezet. Lehet vele trükközni, de nem csodaszer.
A billentés és a kés felemelése pontosan ugyanazt a hatást éri el a vágószögek és a felütközés szempontjából.
Az egyetlen - de elhanyagolható - különbség, hogy amennyiben a kés hegye pontosan a középvonalban van, akkor a keresztszánon x mm fogást véve pontosan 2*x mm-rel lesz nagyobb a furat.
Ha a kés hegye a középvonal felett (vagy alatt) van, akkor némileg nagyobb lesz a bővülés.
A lapkás fúrókések szára tipikusan hengeres, amin viszont ki van alakítva sík felület is, hogy a hagyományos késtartóba be lehessen fogni. Így befogva a lapka lefele billen. A kést addig kell emelni, hogy a hegye a középvonalra essen.
A lapka (kés) billentés hátránya, hogy a kés dolgozó homlokszöge változik.
Régi, jól bevált módszer a késfelemelés. Persze lapka kialakítás függvénye ez is, és hátszöggel bíró lapkánál egész kicsit kell mozgatni, hogy ne nyomjon.
Az alsónak szerintem rendben van a geometriája, csak meg kell emelni annyira, hogy a kés hegye legyen a középvonalban. Ha jó a késmagasság, akkor ez tizenpár miliméteres furathoz már használtató.
A lapkás furatkések azért vannak döntve, mert különben már a lapka alja beleütközne a munkadarabba.
Én is melegen ajánlom az alumíniumhoz való késeket. Kis fogással gond nélkül viszi az erősen ötvözött szerszámacélt is, viszont éles és erősen pozitív az élszöge (a furatkés döntött, ez eleve csökkenti az élszöget!). Ezek miatt a vágóerők sokkal kisebbek. Furat esztergáláskor ez különösen jól jön.
Linket valami ilyesmihez tudsz esetleg adni? Úgy azért mégis egyszerűbb...
A kés forgatására én is gondoltam - de a jelenlegi tartók mind "szögletesek", a kis eszterga késtartója meg cca. 15mm magas, szerintem már 15-ös vastagságú idom sem biztos, hogy belemenne, a 16-os tutira nem, a hivatalos középmagassága 10-es késhez van belőve. Tehát mondjuk egy 14-es átmérőjű befogóban egy 8-as hengeres késtartót még tudnék forgatni - ha létezik ilyen.
Nekem is az a terv, vettem jó kis ipari kerekeket hozzá a piacon használtan (most nézem az árat, újonnan 30e darabja, jó, hogy lehet kapni...). Szalagot szoktad cserélgetni rajta vagy egyfajtával vágsz mindent?
Igen, tudom, de kedves ferdeszemű mérnökeink ccmt lapkához csinálnak vékony késszárat. Azzal már beljebb kell legyen a kollega, be kell férjen 30-as furatba.
Ez még a megfizethető kategória, ellenben a 8-asnál kisebb váltólapkás késekkel. Azokhoz nincs "gazdaságos" lapkaforrás. (ccmt06-os lapka kb 12-es furatmérettől működik jól, a dcmt07-es kb. 15mm-től.)
A furatkés az ilyen, különösen a hagyományos forrasztott lapkásak. Muszáj vagy beköszörülni az alját.
A lapkásoknál meg lehet hogy, ahogy írta is valaki, a márkásabbak jobban megoldották ezt, de ugye a kínai mag olcsó. :) Szintén alakítani kell ha nem jó, azt a 2000ft-ot talán megéri így is.
A lapka már fogósabb kérdés, általában középvonal fölé állítjuk a kés hegyét. Kis furatban meg különösen fontos ez. Esetleg ahogy írták dönteni is lehet, ha a késszár alja nem egyenes. Bár ahogy nézem a teteje meg az, a csavarok miatt ez problémás.
Olcsóbb megoldásként javasolnék kisebb szárat, 8-6mm körülit, annak tudsz csinálni hasított befogót amiben tudod forgatni a szárat.
Nekem bevált még az aluhoz való jó éles lapka ilyen esetben is.
Nevas fémekhez javasolnék gyémánt lapkát, van egy szaki aki készít 10-es szárakat pici háromszög lapkához. Ha gondolod megnézem mekkora furatban "fér el". Elég jó tükrös felületet ad...
Vagy valami hasonlóban is gondolkozhatsz:
HUF 1,334.46 50%OFF | Tungsten Steel Alloy Small Boring Cutter MTR2.5 MTR3 MTR4 MTR5 MTR6 Profiling Small Hole Of Micro Internal Turning Tool Of Lathe https://a.aliexpress.com/_mOKNOGy
Én nem tudom hogy úgy jó e, de én mindig felemelem a kést furatesztergálásnál annyira, hogy a legkisebb átmérőnél még ép ne érjen bele a kés alja az anyagba.
A furatlapkát jobban megdöntve kell tartsa a késszár, és ezért nem "hegyesebb végű (alulról)", hogyha kicsi belső átmérőre való.
Rajzolgassál, és rá fogsz jönni, hogy ahogy csökken a furat átmérője, úgy másznak el a forgácsolási szögek a késél körül. De a lapka síkjainak szöge az esztergálandó anyagtól (és még pár forgácsolási tényezőtől, mint például a fogásmélység, előtolás) függ, emiatt a lapka nem lesz hegyesebb végű alulról, mert akkor ezek a szögek nem lennének jók. Helyette a lapka dőlési szögét változtatják - főleg. Nyilván, egészen extrém kicsi furatnál az is változni fog, de amiket említesz átmérőket, azok még messze nem extrém kicsik!
A furat-lapka gondolom akkor hegyesebb végű (alulról) - nem tudsz esetleg típusszámot megadni, hogy egyszerűbb legyen keresni? A késtartó problémák annyira nem zavaróak, mert azt tényleg elköszörülgetem a megfelelőre, de ezekkel az átcsiszolt lapkákkal ugyan tudok jól dolgozni, de valóban zavaró az örökös kipattanásuk, gyors eróziójuk.
Ha jól látom, ezek "teszkó gazdaságos", azaz low cost kínai kések.Nézz körül pl. a Sandvik háza táján, ott megadják az esztergálható átmérőket is. Az is lehet, hogy az ugyanekkora kések ott kisebb átmérőt tudnak (sőt biztos), de legalább látod.
A véleményem az, hogy ezeknek a késszáraknak szar a geometriája, mert egy ilyen 10-es késsel 25-30 körüli belső átmérőt már röhögve tudni kéne esztergálni.
Magából a késszárból bátran leköszörülhetsz, mert te olyan kis fogásokkal dolgozol, hogy a szilárdságban az nem oszt, nem szoroz. Ha viszont a lapka fekszik fel, akkor már gáz van, mert ott a lapka geometria nem oda való. Ez esetben -- vélelmezem ISO lapkákról van szó, tehát szabványosított -- szerezned kéne furat lapkát (mert akkor ami most van az nem furatlapka, még ha úgy is néz ki) és azzal megpróbálni.
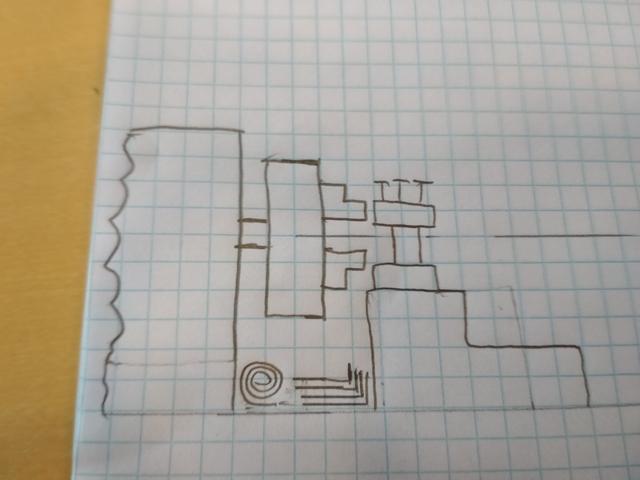
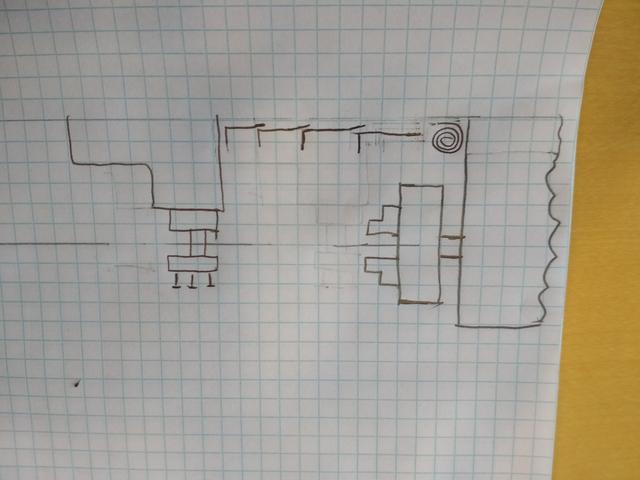
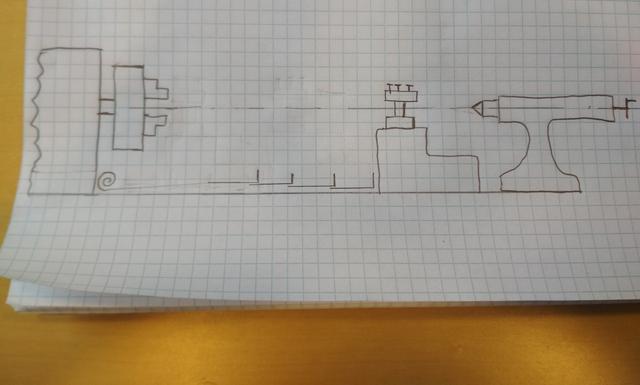
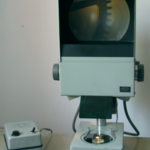
Más - kontárként kérdezném a nagytapasztalatúakat - lyukkés, lyuk-esztergálás vonalon. Ugyebár én pici acél óratokokat farigcsálok-igazgatok, ezek átmérője max 52mm, de inkább kisebbek, 40 alatt is megesik. Ezeket belülről is ki kell esztergálni, illetőleg a félkész, nyers tokokat kiesztergálni, precíz lépcsők-vállak kellene beléjük, amihez nyilván lyukkéseket használok.
A kis HYD300 esztergának 10-es a késtartója, 10-es betétes (meg forrasztott lapkás) késekkel is szerelkeztem fel hozzájuk, és kívülről dolgozni teljesen problémamentes is velük. Sőt, olyan pontos a méretük, hogy például rúdanyag végét simítva még kis "csücsköt" sem hagynak középen, pont nullára-központra zárnak a kések betolva. Tehát a méret bizonyosan tökéletes.
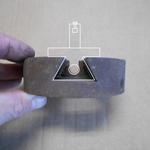
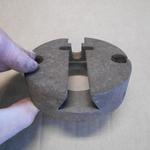
Ennek ellenére az összes lyukkés alapból használhatatlan volt, mert a kis átmérőjű tokgyűrűknél a kifutó oldala a munkadarabnak alul fizikálisan belelóg(na) a késbe. Nem teljesen értem az egészet, mert legalább 8-10cm belső átmérő kellene, hogy a probléma ne jöjjön elő, miközben ugyebár a 10-es kések nem ilyen nagy dolgokhoz valók (általában az ekkorát befogó esztergák is kicsik). Tudom őket végül is használni - de az alul, a képeken látható módon a lyukkések alját-élét át kellett köszörülnöm teljesen más ívekre, jó sok anyagot alul eltüntetve - sőt, a kb: 45mm alatti belső átmérőknél magánál a betét-lapkánál is előjön az a probléma, hogy lapka élének a szöge kisebb a szükségesnél, és végül (nagy visítással) maga a lapka oldala-alja lóg bele a munkadarabba. Ezért a lapkákat is átköszörülöm (finom gyémántporos korongokon, szerencsére erre van szerszámom).
Ezzel így tudok dolgozni, viszi jól az anyagot, sőt, mivel jó hegyesre köszörültem a lapkákat, nagyon szép éleket tudok csinálni a lépcsőknek (ami kell is, hogy a bepattintott szerkezetek precízen üljenek) - viszont nyilván nagyon rövid élettartamúak ezek a hegyesre kiköszörült profilok, folyton utána kell éleznem.
Mit csinálok rosszul, vagy milyen másféle késeket kellene kipróbálni? Ebben a méretben nagyon más nincs (van egy tucat betétes késtartóm, az összes fajtából vettem, amit kínáltak, van, amit nem is használok, mert minek). A forrasztott lapkás lyukkés is ugyanez a történet - alapból olyan a profilja, hogy lent belelóg a tok oldalába a lapka oldala - ha nem köszörülöm jóval meredekebb szögűre. Mit szoktak használni ilyen kisebb átmérők kiesztergálására? Kívülről nyilván semmi gondom sincs, jó nagy fogást is lehet venni (mm körül simán), viszik a kések, csodás forgácsaim vannak, bronznál olyan szépek, hogy van amit eltettem dísznek :-)) - de belülről problémás, pedig nekem pont ott kell a legtöbbet matatnom a félkész-nyers netes tokokkal.
Nem próbáltam még WD 40-et hűtő, kenő anyagnak használni, de egy biztos, hogy az ötvözött, szerszámacélok, KOR anyagok fúrása menet fúrása az ürge ölő sprayt igényli tapasztalatom szerint.
Nálam nagyon kicsi dolgokhoz és azért nem üzemszerűen kell. Legtöbbször "szárazon" fúrok, néha jön elő mélyebb furatoknál, hogy célszerű már kenegetni. Meg esztergálásnál. Vagyis nem kell sok és sokszor, ezért nem tartok külön emulziót, a "mindenre is jó" WD40 viszont kéznél van, a műszerolajokkal egyetemben (az esztergákat is azzal kenegetem). Még a füstölés meg a büdös sem különösebben nagy ügy pár cseppnél.
Én kissé drágának találom a WD40-t a hagyományos fúróvágókhoz képest. Illetve nagyon vékony anyag,lágy fémeknél (alu,spiáter)előfúrás, menetfúrásnál M2-M5-ig viszont előnyösebbnek találtam.
Vegyél egy flakon üregelő spray-t kicsit piszkol, de ken, és hűt is. Ha nem akarod szétfröcskölni a fúrógépet, akkor kifújhatod egy kenőmájas dobozba is, és egy Deák 10-es festőecsettel is adagolhatod. Egyesek WD-40-et használnak, én utóbbit barbár módszernek tartom.
Én mostanában azt csinálom, hogy olajat (fúró-vágó-üregelő olajat) 1:2 arányban összekeverek denaturált szesszel.
Így kevesebb olaj fogy, de pont olyan jól ken, az alkohol pedig elég jól hűt.
Nem annyira, mint az emulzió, de cserébe nem büdösödik meg, nem irritálja a kezet, és ha nincs letörölve és megszárad, akkor nem takony marad ott, hanem tiszta olaj.
Viszont nem oldódik fel az olaj az alkoholban csak emulziót képez, és pár perc alatt szét is válik. Ezért rendszeresen fel kell rázni.
Egy nagyobb injekciós fecskendőbe beraktam egy csapágygolyót, abba szívom fel az olajat, aztán az alkoholt, és abból spriccelem ahova kell. A golyó egy-két rázásra felkeveri.
A hűtéshez a víz a leghatékonyabb,kenése ellenben nincs.A fúráshoz a hűtésre lenne a legnagyobb szükség, még meg is felelhet,de csak a víz használatánál hamar rozsdásodhat minden,a megfelelő az emulzió(víz, fúróolaj, vagy valami más keveréke) ,megvan a hűtés,a kenés,rozsdavédelem oldva.
Sziasztok! Lehet kicsit bugyuta kérdésem lenne, de sima fúrásnál a kenéshez, hűtéshez normál víz egyáltalán nem alkalmas? Károsítja a fúrófejet?
Csak hobbiszintről lenne szó, zártszelvények, lapos acélok. Olyan egyszerű lenne letörölni, leszárítani a vizet az eszközökről, de így meg minden olajon lesz:)
Ja, és hogy milyen... Innen vettem már leszúrót, meg azt a rombusz alakú egyenest, 3 féle lapkával. Jól vág, de nagyon könnyen lepattan, ha kicsit is üt a nyersanyag. Ezért az első fogásokat hagyományos felforrasztott vídiással csinálom, utána jönnek ezek.
Eluntam, hogy vadászgassak betétes esztergakéseket. Gondoltam rendelnék egy szettet amiben van mindenféle kés, meg menetprofilos inzert. Van olyan szett ami nem nagyon gagyi? 16os kések mennek a kestartomba max
"...viszonylag azért legyen mobil..." Én önbeálló, befékezhető kerekeket szereltem a lábaira (és talán meg is erősítettem azokat, nem emlékszek), így már tényleg mobil.
"...vertikális gépként is használható..." én így sok mindenre használom: alakos vágások fából, műanyagból stb., de amíg volt disznónk, csontfűrészként is használtam (talán megfordított ékszíj tárcsákkal, mindent elfelejtek :-)
Régebben kérdeztem itt fűrész ügyben, letettem az orosz keretes fűrészről, hely és elszántság (7-800 kg körül) hiányában. Végül hosszas keresés után vettem egy ilyet : Proma PPK-115U. Szempontok voltak: ne kerüljön túl sokba, viszonylag azért legyen mobil és ne foglaljon sok helyet. Nyilván majd az idő megmondja de azt kell mondjam, így első nekifutásra tetszik. Öntvény szinte mindene, a felfogó tömb rész is, amin a satu meg a fűrészkeret van, a fűrészlap kerekek de még a villanymotor is öntöttvas házas, egyedül a lábak gagyi szögben hajlított profil. Majd egyszer ha nagyon ráérek, készítek hozzá egy normálisat de a célnak megfelel. A fűrészkeret szögben állítható, a satu fix. A keret fel is állítható függőlegesbe, adtak hozzá egy vékony lemez asztalt, rászerelve vertikális gépként is használható. 1640 mm-es szalag megy rá, abból már kapni többféle fogosztással, nem mint az ennél kisebb gépekhez. Gondolom ez is Kínában készül, itt-ott ratyi 4.6-os csavarok vannak de azért összességében ügyeltek a részletekre és a mostani piacot figyelembe véve 185 mátyásért szerintem nem volt rossz vétel. Persze a profi gépekhez köze sincs de itt most nem arról szól a dolog.
Biztos. Biztos van itt olyan szaki is, aki még sosem tört fúrót... Én béna vagyok, nekem már tört, meg nyúzódott a szíj, hát inkább vettem tartalékokat...
Egyébként nem teljesen egyformák ezek a kínai CJ0618-ra épülő esztergák sem, nem egyformák a motorok, azok elektronikája, a finishelés. A Bernardonál ugyanez az eszterga kereken kétszer ennyibe kerül, de finomabban kidolgozott, digitálisak a nóniuszok, valószínűleg jó minőségű tokmány van rajta gyárilag - az XPERT-en meg úgy ütött a gagyi gyári tokmány, hogy eleve használhatatlan volt...
A legtöbb ilyen kisgépen fogasszíjas hajtás van - nyilván a kis helyigény is fontos, meg az egyszerűség-olcsóság is. Egyébként az én esztergámon 400W-os a motor - azért van annak elég ereje, hogy ha az eszterga nagy hirtelen elakad - akkor a fogasszíjat lenyúzza. A kerekek meg nyilván attól lettek fogatlanok (nem a Hyundai, hanem még az Xpert400-as, de amúgy szinte teljesen ugyanilyen) esztergán, hogy azon bizony tényleg borzasztó hitvány spiáter kerekek voltak, de még olcsóbb kivitelnél műanyaggal is találkoztam. Szóval megvolt a gyatra anyagminőség is - olcsó gépecske, szerencsére nem drágán lehet hozzá kapni jobb minőségű kiegészítőket, és azzal már rendben fut.
"...és felteszem racionális megfontolások is vannak mögötte..."
Ha nem szinkronizál semmit, akkor csakis a kisebb helyigény miatt választották eme hajtást. Viszont feszítőmű nélkül nem értem miként ugorhat át a fog, vagy törnek le. Össze illik a szíj és a bordás kerék? Mert ha játéka van egymáson a kettőnek az nem jó mert nem fogaskerék szintű a kapcsolat, nyomaték átadás. Vagy nagyon gyatra anyagminőség van beépítve.
Az előtolást fogaskerékáttétel viszi - és még az ennél eggyel nagyobb kategórián is jellemző a fogasszíjas meghajtás. Pedig tényleg van előnye az ékszíjasnak is. De ezeknél fixen szerelt a motor, akkor feszítőt kellene beépíteni, ilyen kis méretben azért a kellően erős ékszíjak nagyon merevek - gondolom sok oka van, és felteszem racionális (és nyilván gazdasági) megfontolások is vannak mögötte, de mindenesetre a picike és olcsó gépeknél tarol a fogasszíj.
Szerintem a kis gépeken az előtolást mozgatja fogazott szíj és nem a főorsó forgását.
A főorsó és a főmotor között nem szükséges a csúszásmentes kapcsolat sőt még jól is jön az általad említett megcsúszási "lehetőség". Nem törik semmi, csak visít Te meg gyorsan lenyomod a gépet. Utána mehet mindein tovább kicsit lazábban.
Mindig a leggyengébb láncszem szakad először (közhely persze, de igaz) - meglehet, a te kiviteledben ez a műanyag kerék volt az... Ha ezt kicseréled jobb minőségű, erős fém kerekekre, és a szíj átviteli kerekeit is - akkor viszont valószínűleg a legközelebbi balesetnél a szíj lesz fogatlan...
Nem tudom, milyen szállal erősítették az enyémen a szíjat, mert még a gyári van rajta, de a főorsóházon belüli, az alacsony fordulatszám-tartományhoz tartozó - műanyag - fogaskeréken túlterhelés esetén néhány foggal kevesebb marad. Azt egy fokkal ráadásul nehezebb cserélni.
Köszönöm, hasznos információkat adtál! Kb. 15 éves a gép, még nem volt használva, beüzemelve. A régi műanyag fogaskerekek lesznek tartalékban és tanácsod szerint veszek több szíjat (ebből is egy kicsit, abból is egy kicsit).
Ez egy bitang jó kérdés... Nekem most Hyundai HYD-300-as esztergám (esztergácskám) van, ami praktikusan ugyanez, de használtam az amúgy azonosz Xpert400, Sieg M2 gépeket is - volt, amelyiken műanyagból voltak a meghajtás kerekei, az Xpert-en fröccsöntött spiáterből, ezen a HYD-300-ason ránézésre aluból öntve-marva, egész tűrhető minőségben. Nomármost a normál hajtásnál szerintem teljesen jó a gumi szíj. Viszont amikor az X400-nál elakadt a munkadarab (sajnos megesett, most már kevésbé vagyok béna, már hónapok óta nem akadt el egyszer sem, pedig kb: kétnaponta tekerek valamit rajta - de tutira lesz még balesetem...) - akkor nem csak a szíjról jöttek le a fogak, de a spiáter kerékről is...
Rendeltem is a HYD300-hoz nem csak tartalék kerekeket, de szíjakat is, gumit is, meg ilyen fémbetétes műanyagot is. Aztán elakadásom volt a HYD-el is, és a szíjról ilyenkor is ugrottak a fogak, de a jobb minőségű kerekeknek már nem lett baja. Most az van, hogy van tartalékom nagy ijedelmem okán mind gumi, mind fémbetétes, mint textil-betétes műanyag szíjakból, de éppen most gumi szíjjal használom, és oda lyukadtam ki, hogy ha nem akad el, akkor valószínűleg szinte mindegy - és a gumi szíj csöndesebben fut. Viszont szinte biztosan rövidebb lesz az élettartama, pici kopás-nyúlás már most látszik rajta. Biztos, hogy a fémbetétes szíj nagyobb erőt tud átvinni - de a privát véleményem (inkább csak megérzésem) az, hogy a gumi szíj terhelhetősége is nagyon közel van ahhoz a határhoz, amikor már ez a kis "éppen, hogy csak" esztergácska elakad, vagyis, ha a szíjat túlterheled, sanszos, hogy a motort meg az egész miskulanciát is túlterheled, és elakad (vagy a motor védelme - ami szerencsére van - leállítja).
Mivel egyáltalán nem drágák (én ötösével vettem őket), én vennék mindenképpen tartalékot a helyedben, meghajtó-átviteli kerékből is, mert különben egyetlen apró baleset, egy kicsorbuló kés miatti elakadás után várhatsz hetekig-hónapokig pótalkatrészre - de nem biztos, hogy olyan nagyon fontos, hogy milyet. Ha belefér - én a helyedben vennék ilyet is, olyat is (én ugyebár ezt tettem), és kipróbálnám, hátha te vájt fülűbb vagy éppen ügyesebb vagy, és látod az érdemi különbséget. :-)) De a legfontosabb, hogy legyen tartalék, mert ez egy szerintem kis dolgokhoz nagyon is jól használható gép (tegnap este pont recézővel koronát csináltam rajta bronz rúdból, képek alant), de hosszabb távon egy-egy elakadás biztosan benéz (ha csak nem kizárólag 10-20mm-es lágy alu meg műanyag rudakat fúrogatsz vele), és szinte minden elakadás magával ránt egy szíjat.
Én is ezt mértem - a tokmány meg a patronok között nem volt érdemi, komolyabb különbség. Viszont azért - például maráshoz - a patron sokkal szilárdabb befogás.
Viszont most mértem kíváncsiságból úgy is, hogy kvázi maráshoz betámasztva (hengeres csapot odanyomva picit a gépsatuhoz oldalról) néztem az ütést (legalábbis egy irányból) - és az FF230-on 4-es patronnal (fordítva berakott marószárral, azon megtámasztva) jóformán nem volt oldalterhelés mellett ütés, egy század körül lengedezett az óra - végül is logikus, jól megmunkált körhagyó idomoknál voltaképpen nem is ütés van, hanem holtjáték, és ezt a holtjátékot az oldalterhelés kiküszöböli. A hosszabban kinyúló tokmányon viszont ilyenkor is közel ugyanazt a "kóválygást" mértem, mint oldalterhelés nélkül, itt is kisebbet, de 3 század körülit.
Többre tartom én is a lengyel tokmányt mint a TOSt.Nekem van mindkét fajtából,a lengyel egy sokkal robusztusabb,erősebb,az új ára is magasabb a lengyelnek.A Tos sem rossz, talán jobban elterjedt,ár-érték arányban biztosan vezet.
Ha a danuvia 150-es körasztalhoz hasonlítasz, akkor vedd figyelembe hogy az egyik szerszám marógéphez, míg a másik pantográf géphez készült. Pár mm-es kapirgáláshoz felíratok pozicionálásához elegendő a danuvia kivitele.
Az első bekezdésben megadott méretek alapján még én sem gondoltam volna, hogy egyáltalán létezhet ekkora osztótárcsa, de szerencsére nem sokkal később fejben elkezdtem behelyettesíteni a 'körasztal' kifejezést a tárcsák helyett, és minden a helyére került. ;)
Nekiálltam szétszedni és rendberakni az ALG100-as osztótárcsáját. Érdekes jószág. Ez egy pici marógép, de bazi nagy, 380-as a gyári osztótárcsa. Viszont kimondottan lapos, csak 11cm magas. Sajnos 55kg, egyedül már nem bírom pakolgatni.
Eddig csak Danuvia osztótárcsát láttam belülről, de kialakításban, kidolgozásban nem lehet összehasonlítani a kettőt. Illetve lehet: ez sokkal precízebb kidolgozás és jobb konstrukció, ki van találva minden részletében. Nagyon ötletes a pl. a rögzítés, egy kúpos szorítóval egyszerre rögzíti elfordulás ellen és le is húzza a tárcsát az alapra.
Nem is gondoltam volna hogy osztótárcsa és osztótárcsa között ekkora különbségek vannak.
Az még megoldható, hogy a maráskor végig egyforma méret adódjon, ha teljes hosszban fogva van megmunkáláskor. De a vetemedés ettől még megvan, ahogy kikerül a lefogásból, beugrik ívbe.
A TOS katakógusban 0,02mm a 80-100-as pontossági tokmány megadott ütése. (A sztenderdé meg 4 század.)A 125-ös pontossági 0,025mm. Azért ezt talán el lehet hinni. Igaz 2-3x annyiba kerül mint a kínai patronkészlet. (A 125-ös 75.000Ft környéke).
Ezek után nem tudom melyik lenne jobb megoldás. Ha feltételezzük hogy a tokmány alsó befogási mérete már elég, akkor miért jobb a patron mint a tokmány? (Jelen esetben E2N-re keresnék lehetőségeket.)
Ez csak a kínai patronokra jellemző, lehet kapni jó patronokat is, egy ER11 készlet kb. 130 000 ft. Az 1965-ben gyártott marógépemhez van kb. 70 db patronom, még egyiken sem méretem 0.02 mm-nél rosszabbat a főorsóba fogva. Természetesen nem mértem meg mindet, csak néhányat amikor szükségét éreztem.
Köszönöm mindenkinek a méricskélést, valami hasonlóra számítottam.
Közben én is haladtam egy kicsit a sajátommal.
elkészült az anya és a hasítás
az ütés maradt 0.03 mm,
úgy döntöttem nem nyúlok bele, lehet rontanék rajta.
Következő lépés a szinterbronz csapágy alapanyag beszerzése. Úgy tervezem olyan lesz mint az órás fúrógépek. Siklócsapágyas, a tengely fog le- fel mozogni közvetlenül a csapágyakban.
Csak azt nem értem hogy engedhető meg 3-4-5 százados ütés egy befogott valamin.
Én esztergán szeretnék patront használni, mert mindenhol azt szajkózzák, hogy csak patronnal lehet "ütésmentesen" visszafogni bármit (nyilván ami befér a patronba). Namost a méréseitek alapján nem feltétlenül lennék kisegítve egy patronkészlettel ha ez is üt (feltételezzük hogy a főorsó jó) több századot. Ha ezt nézzük hogy egy tokmányra is 3-4 század befogási pontosságot adnak meg, lehet hogy jobban jár az ember egy új tokmánnyal? (Ráadsul tapasztalatból csak kisebb hibák szoktak lenni új tokmánynál is...
Most elbizonytalanodtam...
Még érdemes lehet megmérni a rendszert prizmákon, kizárva a főorsó hibáit...
Én már régóta írom, hogy az anyán többször bukik a mutatvány , mint a patronon. ER patronból kirívóan rosszat rosszat még csak elvétve találtam, de anyából kb. minden 3-dik necces... (márkásból is!) Az én befogóim jól futnak (max1-2 század), de találkoztam már csapnivalóan rosszal is (tizedes) - az olyat el kell engedni.
Az órás állítgatás a befogóban sokszor nem úszható meg. Maráskor (ujjmaróval) az átlagos forgácsvastagság 2...5 század milliméter, ha az ütés ugyanebbe a nagyságrendbe esik, akkor nem dolgozik minden él rendesen - csak mérsékeltebb előtolással küldhető és ebből kifolyólag az ideálisnál jóval vékonyabb forgács miatt fokozott a szerszámkopás.
Biztos van változás - de ezzel én úgy vagyok, hogy ha egy fúrás-marás előtt fél órás méricskélést-beállítást jelent belőni "elfogadhatóra" a szerszámot, akkor elvitte az ördög, ezzel nem lehet dolgozni (egy tok megmunkálásánál fúrás-marás közepette 8-10 fogás/szerszámváltás is van az én praxisomban). Ha random befogva üt 0.3mm-t, akkor ennyit üt és kész - sajnos... Az egy nagyságrenddel kisebb - az még belefér.
Most egyébként próbaképpen befogtam a Proxxon saját (elég drága) 10-es patronba illeszkedő fúrótokmányát is - és próbáltam kb: 90 fokkal elforgatva, ki-be húzogatva is - de stabilan mértem a tegnapi 4mm-es marószáron 6-7 század körüli ütést. Ez szerintem annyira rendben van, hogy ezek alapján fölösleges volt megvenni az ER11-es és 16-os patron/befogósort, a tokmány pontosabb - alig észrevehetően rosszabb amúgy közvetlenül a patronba fogott maróhoz képest, viszont igaz, hogy a patronos befogás stabilabb.
Nem csak a forgatás számít: az ER patron egy rugalmas valami, nem úgy - és olyan pontossággal illeszkedik, mint egy Morse-kúp.
Lementem a műhelybe én is, és ezeket mértem:
1. A marógépen SK40-es kúp van több helyen megmértem, az ütést a főorsó kúpján, 0.01-0.02mm-eket kaptam. Ez lehet kopás is.
2. Feltettem egy SK40->ER16 befogót. Használtan vettem, nem tudom a márkáját, elég szép kivitel. Ennek a belső kúpjára rámérve 0.05mm-es ütést kaptam. Szóval innen indulunk.
3. Fogtam a 4mm-es kínai ER16 patronomat és befogtam egy karbid ujjmarót. Az ütés a marószerszámon: 0.03mm
Ebből arra lehetne következtetni, hogy a patronnak is kell legyen kb. 0.02mm ütése, de sajnos vagy szerencsére még csak erre se lehet következtetni.
Ugyanis kipróbáltam Stephan barátunk módszerét, és valóban: az anyát kocogtatva úgy be tudtam központozni a marószárat, hogy a százados tapintó óra meg se rezdült!
Csináltam egy fúrószárral egy próbafúrást, a központosság a fúrás után is megmaradt! Kíváncsi vagyok, egy masszívabb marásnak (oldalirányú erő) mennyire áll ellen, ki fogom próbálni.
Abból, hogy ez a kocogtatás tényleg működik, az következik, hogy akármennyire is szuper központos a befogó és a patron, legalább 0.05mm ütéssel mindenképpen számolni kell az alapján, hogy sikerül betenni a patront a befogóba - hiszen ennyit úgy tűnik, könnyedén el lehet kocogtatni.
Végül: ebben a beállításban még az is a jó, hogy a fúrónak-marónak nem csak a szárát, hanem ehelyett a végét, a vágóélet is be tudod központozni - igazából ez a fontos.
Mert az ütés adódhat eltolódásból ás szögeltérésből is!
Arra lennék kíváncsi, hogy ha elkezdenéd a patronba befogott befogót forgatni a befogásban, akkor mennyire tudnád lecsökkenteni az ütést.
Próbáld ki, egy filccel jelöld meg a palástján, és hat-nyolc lépésben menj vele körbe. Elképzelhető, hogy jelentősen csökkenthető, de persze az is, hogy ez volt a legkisebb kitérés, és még nőni is tud!
No, méregettem picit. Az FF230 saját (nem ER szabványú, de láthatóan szépen megmunkált, viszont szegényes méretsorú - csak 8 méret van, ezért is vettem ER befogókat pluszban) patronjaiból a 3.2-est ill. 4-est mértem, egy fúró és egy marószáron. A fúrószáron a 3.2-es patronnal 5 százados, a 4-esen a marószáron 6 százados legnagyobb ütést mértem. Ez szerintem belefér, rendben van, precíz gép - nyilván 0.1mm-es fúráshoz nem elég, de az még az órás esztergán is stresszes idegbaj. Ám fél mm környékén már nem okozhat gondot (és ebben benne volt a patronnak, a gépnek, meg magának a szerszámnak az ütése is).
Az ER11-es befogónak 10-es szára van, tehát a 10-es patronba tudtam befogni, és a 4-es patront mértem vele - hát, itt 29 század volt a legnagyobb ütés. Maráshoz, illetőleg nagyobb köztes méretű fúróval furat felbővítéséhez használtam eddig - ott nem volt gond, de azért ez 0.3mm ütés, nem nagyon precíz. Persze benne van az is, hogy már maga a befogó is patronba van fogva (gondolom itt is hasonló, 5-6 század körüli ütése eleve van a gépnek-befogásnak is).
Az ER16-nál szintén a 4-es patront mértem, ez 8-as szárú, tehát a 8-as patronba tudtam fogni - ez még kevésbé lett szép, 36 század körüli az ütés. Ezzel már nyilván nem lehet 0.5mm körüli lyukakat fúrni fúrótörés nélkül - ezt is amúgy csak maráshoz vagy furat felbővítéshez nagyobb méreteknél használom (a nem 3-as vagy 1/8-os hanem teljesen hengeres fúrókhoz-marószárakhoz azért jók így is jóval mm feletti méreteknél). De ezek tényleg nem igazán precízek.
Van az Proxxonhoz egy gyári tokmányom is, vettem pluszban, azt elfelejtettem megmérni, de majd rámérek arra is, már én is kíváncsi vagyok... Az látszik, hogy a gyári patronokkal elfogadhatóan pontos ez a kis fúró/marógép, de az utólagos befogók nem "szuperprecízek"... Az utolsó képeken a befogók-patronok (felső sorban az FF230 saját gyári patronjai), marók, hogy miket-mire használok (a fúrók külön történet, abból van még egy tele doboz).
Nem is tudom ezek után mit mondjak, ezekre a patronokra-befogókra nem beszélnélek rá, alapos felszabályozás nélkül aligha lehetnek megfelelők...
Az enyémek Ebay-es rendelések. Az utolsót magyarországi viszonteladótól vettem. Amikor megreklamáltam, nagyon korrekt és segítőkész volt. Végigmért egy adagot, de nem tudott sokkal jobbat adni, Ő is meglepődött mennyire kakák. Saját elmondása szerint abban a hiszemben volt, hogy igaz az a pontosság amit a kínai ráírt.
Elöltöltős fegyverekhez lőkúpokat. Az üzletben kaphatók közül a legkisebb furatú 0,8 mm-es. 0,5-0,6 mm az ideális, a hosszútávlövők ha 0,8-ra kiég, cserélik.
Nem komplett gépet építek, csak egy motorral összeépített adaptert amit a marógép vertikális orsójába tudok befogni. Az előtolás finom kézi működtetésű lesz, hogy érezni lehessen a fúrást. Így, hogy a marógépen tervezem használni, nem kell keresztasztal, a gépen van egy DRO.
Nézegettem én is ezeket a köszörült szárú befogókat, de megszűnt a kínai patronokba vetett bizalmam.
Nekem ilyen az ER11-es és a 16-os is, és levágtam a szárukat rövidre, hogy a marógép 10-es patronjába direkt legyenek befoghatók. Nem ütnek - annyira semmiképpen, hogy feltűnt volna. Lehet, hogy a topictársnak csak pechje volt egy különösen félresikerült eresztéssel. Persze az is lehet, hogy nekem volt szerencsém a sajátjaimmal (azok amúgy Banggoodos és Aliexpresses vásárlások voltak) - sajnos egy-egy darabból nem lehet statisztikai következtetéseket levonni...
A Morse kúpos nem játszik. Egy új gép építéséről van szó, kifejezetten kis furatok, jellemzően 1mm alattiak fúrásához. Pici gépet építek, a fúróorsó csupán 10 mm átmérőjű. Jó ötletnek tűnt a tengelyre szerelhető ER11 befogó, de nem kísérletezek tovább az ER-el, a tengelyből alakítom ki a patront.
nem volt egyszerű a 2,5mm-el előfúrt furatot kiesztergálni.
20-30 mikron az ütése.
itt tartok, folyt. köv.
A terv az, hogy az elkészült patront kissé összehúzom az anyával és felszabályozom köszörűvel.
Nem jól értetted amit írtam. Az 1/8"-s /3,17mm/ ütött négy tizedet, az kuka. Egy másik, 3 milliméterest bővítettem fel, ami szintén ütött, de az "csak" 0,1 mm körülit. Két patronról írtam. A patron a helyén volt, tudom hogyan kell használni, ekkora szarvashibát nem követek el.
Szorító anyát lehet külön is venni, és nem is drága.
Vannak olyanok, amiben egy golyóscsapágy van, ezeket sokkal finomabban, kisebb erővel meg lehet, és nem csavarja a patront.
ER16-os és ER32-es méretben próbáltam és bevált. Nem tudom, ER11-es van-e.
A szorító anyák abban is különböznek, hogy meghízás után a patron teteje síkban van-e anyával, vagy mélyebben. Ha munkadarab befogásra használja az ember, akkor jobb az előbbi. Sajnos netről rendelve lutri, hogy milyet kap az ember.
Nekem magukkal a patronokkal nem volt bajom (a korábban leírt 1mm-es kivételével). Viszont a kínai szorító anya csúnyán félre volt esztergálva. A 90 fokos, belső kúpfelület excentrikus volt és még ferde is. De egy tokmányban nagyjából ki lehetett igazítani. Ha csak egy picit excentrikus, az még nem nagy baj, úgy látom, az nem húzza el a patront a befogóban.
"Lehet én vagyok csak ilyen szerencsétlen. A legutóbb rendelt ER 11 befogót egy századon belül futó tengelyre tettem, a belső kúpja 0.12 mm-t ütött."
Szerintem az ilyen tengelyre szerelhető, hernyócsavarral rögzített befogótól nem nagyon lehet pontosságot elvárni.
A Morse kúp sokkal korrektebb felfogatás.
,,Az 1/8"-os patront beletéve, a belefogott fúró a szárán mérve 0,4 mm-t !!!!!!!!!!!! / a patron a helyén volt/. A befogó kúpja át lett köszörülve, majd beletéve egy 3 mm-es patront, annak a furata fel lett 3,2-re bővítve. Öröm és bódottág, a belefogott fúró 0,02 mm-t ütött, a műtét sikerült.''
Ettől függetlenül a 0,4mm ütés nagyon sok, főleg, hogy a belső kúp nagyjából rendben van. A patron nem lehet ennyire rossz.
(Nem is nagyon értem. Ha 0,4mm-t ütött, akkor hogyan tudtad a furatot 0,2mm-rel felbővítve helyrehozni a hibát?)
Szerintem ekkora hibát csak akkor lehet csinálni, ha rosszul teszed a patront a befogóba. Helyesen először a kupakban levő excentrikus rögzítőgyűrűbe kell bepattintani a patront és utána a kettőt együtt berakni a befogóba. Ha fordítva csinálod (patron a befogóba, aztán rácsavarni a kupakot), akkor a rögzítőgyűrű törvényszerűen elnyomja oldalra a patront.
Elképesztő dolgokat csinálsz, le a kalappal! A régi szép időkben, még a nagy vekkerórákhoz én is hozzányúltam. Volt egy órás beosztottam, nagyon leleményes ember volt. Általános szerviz voltunk, de sok minden más javítást is, az órás segítségével oldottak meg a kollégák.
Zömét az eBayon vettem. Szerintem ezekből egyébként jó eséllyel néhány kínai gyártó látja el az egész világot. És én a vídiára ("Tungsten-carbide", ugyebár) nagyon rá vagyok szorulva, mert olyasmiket fúrogatok-marogatok főleg, amit a HSS, de még a mindenféle TiN meg egyéb bevonatú fúrók sem nagyon visznek. Ezek a vídia fúrók sem drágák egyébként - de nem olyan olcsók mint a HSS és egyéb kivitelek.
Hát máséval könnyű verni a csalánt, de talán annyit fűznék hozzá (aztán vagy így lesz, vagy nem...), hogy meglehet, érdemes "egységcsomagban" rendelni, én mind ER11-es, mind ER16-os patronsort úgy rendeltem, olyan eladótól - aki a patronokat és befogót együtt kínálta, vélhetően egy gyártótól-forrástól származóan (vagy ő maga volt a gyártó, az ebayon, Alin, Banggoodon sosem tudni). Néhány méret hiányzott (például a köztes coll-os méretek, főleg a 1/8, az tényleg fontos) - azokat külön rendeltem mástól, de figyeltem arra, hogy "olyan kinézetű" patronok legyenek.
És ami ezek után jött - az nekem nem üt. Annyira semmiképpen, hogy gondot okozzon, és egyáltalán elkezdjek méricskélni.
Igen szép gyűjteményed van :) kb. 2 órája nézegetem :) Az órákhoz nem nagyon értek, de a számológépek igen tetszenek. Kíváncsiságból kerestem köztük a sajátom, de olyan ÉPP nincs. Triumph LS 817, az oldaladon látott kisebb testvére. Érdekessége, hogy újan vettük 1980-ban, itthon. Még arra is emlékszem, hogy 1500 Ft volt. Végig harcolta velem a 8-dik osztályt, majd a középsulit, jobbára a zsebemben :)) és sztem ma is működne (kb. 20 éve tettem bele elemet, akkor még ment.
Jó volt kicsit most visszamennem azokba az időkbe..
Lehet még egy rendelést megpróbálok, talán szerencsém lesz. Az ER 20-s befogómon százados órával nem tudok ütést mérni, viszont az ahhoz rendelt patronsornak legalább a fele, tized milliméter nagyságrendű ütéssel bír. Nem értem ezt a trehányságot, pedig biztosan nagyon jó gépeken gyártják ezeket a lomokat. Egy kis odafigyeléssel sokkal jobbak lennének.
A forgácsot minden méretben "meregetni" kell, az tiszta sor. Én szinte csak vídiával fúrok - az nem kopik el, és nem lágyul ki - viszont kitöredezik az éle, és akkor vége van.
Én magam készítettem egy fúróállványt a Proxxonhoz, az elég jól vezeti. Az a tapasztalatom, hogy 0,4mm-es fúróval még kézből is elég biztosan, törés nélkül lehet fúrni. A 0,3mm-essel már sokkal nagyobb az esélye a törésnek. Ezeket a Proxxon tokmányába fogom. A régi, huszonéves Proxxon tokmány sokkal jobb, kevesebbet üt, mint az új. Sajnos kezd kikopni. 0,1mm-es ütéstől még nem törik el a 0,4-es fúróhegy. Mélyebb, 1,5-2mm-es fúrásnál érdemes gyakran kiemelni a fúrót, mert ezek a pici fúróhegyek nem távolítják el a forgácsot. Úgy látom, hogy a törés másik oka az, hogyha elkopik a fúró vágóéle, nagyon elkezd melegedni és feltehetőleg kilágyul.
Ez nem hangzik jól, de szerintem peched volt.. Én simán rendeltem az Aliexpressről ill. a Banggoodról ER11 és ER16 befogókat-patronsort, nem a legolcsóbbakat, de nem is a legdrágábbakat, nem volt egy nagy pénz - és amit eddig belőlük használtam (tény, nem teszteltem végig az összes méretet) - azok rendben vannak, simán futnak (pedig még a befogót is befogom előbb a Proxxon patronjába). Az FF230 meg a saját patronjaival a jellemzően 1/8-os befogású fúrókkal szintén rendben van, nem méricskéltem, de nincs észrevehető ütése, és nem is töröm vele a fúrókat.
Mivel tényleg nem csillagászati összegek - én lehet, hogy tennék a helyedben még egy kísérletet, és rendelnék mástól másmilyen ER11-es patronokat-befogót - hátha...
Nem akarok én mikronos futáspontosságot, néhány századdal megelégednék. Lehet én vagyok csak ilyen szerencsétlen. A legutóbb rendelt ER 11 befogót egy századon belül futó tengelyre tettem, a belső kúpja 0.12 mm-t ütött. Az 1/8"-os patront beletéve, a belefogott fúró a szárán mérve 0,4 mm-t !!!!!!!!!!!! / a patron a helyén volt/. A befogó kúpja át lett köszörülve, majd beletéve egy 3 mm-es patront, annak a furata fel lett 3,2-re bővítve. Öröm és bódottág, a belefogott fúró 0,02 mm-t ütött, a műtét sikerült. Legalábbis addig a pontig, amíg egy másik pozícióba nem lett forgatva a patron. A patron külső meredekebb kúpja is rossz, plusz a patronanya is szar lehet. Akkor jó, ha minden a köszörüléskor lévő pozícióba van visszaállítva, az anya is csak egy bizonyos pontig húzva. Ez így még használhatatlan, gépből kifogva, kukába bedobva. A kiinduló 3 mm-es patron is alapból 0,15 mm-t ütött. Most ott tartok, ahonnan elindultam. Egyébként 1,5-2 mm mély furatokat kellene fúrni C45-be.
Nem tudom, ez valahogy furcsa... Én az FF230-hoz rendeltem ER11-es és ER16-os teljes patronsort és befogót (a befogók szárát rövidre levágtam) - mivel a gyári Proxxon patronokból csak nyolc méret van, és nem ER kompatibilisek. De nem ütnek zavaróan.
A mikronos illesztés meg szerintem illúzió - még az óraiparban sincs ilyen pontossági elvárás - a nagyon nagy precizitást igénylő alkatrészeket összeköszörüljük, nem a tűréseket méregetjük, hanem addig "simogatjuk", ameddig egymáshoz képest nem lesznek az elvárt pontosságúak... Egy pár százados ütéstől egyébként nem törhet el egy pár tized mm-es fúró, érzésre azt mondanám, hogy egy egyszámjegyű százalékos ütést ki kell bírnia, és ki is szokott bírni. A saját tapasztalatom az, hogy nem az ütés miatt töröm a fúrókat (kis méretben) - hanem a rosszul megválasztott előtolás miatt (van, hogy nem is tudatos, csak "megbicsaklik" a csuklóm fúrás közben) - ugyanakkor a gépi előtolás (pl: a marógépen fúrva) nagyon nem működik, az szinte garantált fúrótörés.
Hozzátéve, hogy ez a kis méretek tartományában igaz, és ott tapasztalat - 2-3mm körül már nincs semmi baj, tolom, fúrja, lyukad, az megy. De nekem 0.1, meg 0.15-ös fúróim is vannak, azokkal fúrni, hát... Nagyon igyekszem elkerülni, de nagyon finom, pici antik szerkezetek javításánál néha sajnos előkerülnek ilyen problémák is. Egy eleve 1cm teljes átmérőjű kis óraszerkezet hajszálrugó-tőkéjébe beletört stiftet kifúrni... Nincs is mibe belefogni, általában egy 2-3mm-es rúd teljesen simára csiszolt végére két komponensű Araldittal felragasztom megfelelő pozícióban a munkadarabot, és utána próbálkozom.
De a firtatott 0.5mm-es furatok készítésénél még a képeken szereplő mindkét Proxxon kisgép (ezek azért a Dremeleknél precízebbek) megfelelő szokott lenni, a keresztasztalok is ehhez kellően pontosak és stabilak. Nagy kérdés, hogy milyen mélyek a furatok, mint írtam, a gondok (és törések) mindig a mély, furatátmérőhöz képest 2-3-4-szeresnél mélyebb furatoknál jönnek elő. Mondjuk 1mm-es vastagságnál a 0.5-ös fúróval pozícionálok, fúrok, pozícionálok, fúrok, patty-patty, lyukad, tízet is megfurkálok, és a kis vídia fúró is még mindig újnak néz ki - de amikor jóformán tövig eltűnik a furatban a fúró - hát, abból már elég gyakran lesz törés - ott már nem csak a gépnek, de magának a fúróhegynek a szinte mindig meglévő kis ütése is probléma.
Egyszer vettem 10db 1,6-os, kínai fúróhegyet. MIND félre volt köszörülve! Az egyik élük jól láthatóan hosszabb volt, mint a másik és persze a hegyük sem volt középen. Használat előtt meg kellett köszörülni.
Rendszeresen köszörülök pici fúrókat (mert igen könnyen törnek), egészen 0,4-esig. De 2mm alatt csak síkot köszörülök rájuk és persze rézre sem lehet köszörülni. De ezeket nem köszörűvel élezem, hanem a Dremel vágókorong lapján.
,,elvileg ezredre kéne köszörülni legalább a befogójukat....''
Végülis a század az legalább ezred.
Komolyra fordítva, tokmánytárcsára szerelhető ER32-es befogóval én is jártam már pórul, de van több ER16-os befogóm (hengeres és Morse szárral is), azok teljesen rendben vannak.
A mikronos pontosság pedig kicsit olyan, mint Kohn bácsi szexuális élete. Mondani bárki tud bármit.
Egy átlagos baktérium nagyobb, mint egy mikron - egy baci beszorul a patron és a befogó közé és máris oda a mikronos pontosság.
Másrészt meg hiába pontos a patron is meg a befogó is, 1-2 század hibával mindenképpen számolni kell mert a patron nem okvetlen szimmetrikusan szorul be a tokmányba.
Stefan Gotteswinter barátunktól azt láttam, hogy amikor ilyen pici fúrót fog be (minőségi patronba!), akkor lazán-közepesen meghúzza a befogót, aztán az anya kocogtatásával centrálja a fúrót.
Egyébként mások is mondták már, hogy teljesen lutri kifogni belőlük a századra futókat, pedig elvileg ezredre kéne köszörülni legalább a befogójukat....
Nagy gépnél talán jó lehet, de egy E1N-nél sokkal körülményesebb.Állandóan a géptesthez tálcához ugrana. Azt pedig végképp nem szeretném hogy a szerkezet bármely mértékben mágnesességet mutasson. Az apró részek (forgácsok) rendszerint nem ugranak a mágnesre csak felmágneseződnek és csak bólogatnak a mágnes után.
Az amatőröknél (mint én is) sok az apró törmelék,sokféle nem mágnesezhető anyagból. A használt olajok, pláne ilyenkor hidegben rádermed a tálcára és rögzítik az apró részeket. A végső takarítási fázis oldószerrel (pl lakbenzin) átmosni a gépet, tálcát.
A folyó forgácsot kézzel is össze tudom szedni és szelektálva tárolni.
Ha már mágnes... a satu alatt az asztal lábon van egy pár darab, a fém forgácsot összekapja. Néha nagy fém szakáll keletkezik rajta főleg sarokcsiszolóval való darabolásnál. De volt hogy a leeső darabokat is elkapta. Ez utóbbi néha hasznosnak bizonyult.
Épen egy ilyen fúrógép építésében vagyok benne. Szükség lenne egy gépre, amivel 0,5 mm-es furatokat tudnék készíteni acélba. Már a fúró megfogásánál elbukott a projekt. Rendeltem /több helyről/ ER patronokat, illetve befogókat hozzá. Természetesen kínai mind, a feladatra teljesen alkalmatlanok. A jobban sikerültek is katasztrofálisak, a harminc éves KGST piacos tokmányaim is jobban futnak. Most azt céloztam meg, hogy a fúrógép tengelyéből alakítom ki a patront. Igaz így csak egy méret, az 1/8" lesz használható, ami végülis nem tragédia, -a PCB fúrók ezzel a szárral kaphatóak.
Az FF230 asztali maróm ezt tudja. Még körasztalt is vettem hozzá, tudok vele akár osztani is. Az órás eszterga viszont más műfaj - és sajnos más árfekvés is. Egy kompletten felszerelt új Bergeon órás eszterga (teljes patronsorral, tokmányokkal, befogókkal, osztótárcsával, marófeltéttel, stb...) kb: 20-25 ezer euró, tonnás nagy gépek kerülnek ennyibe...
Neked kéne egy univerzális felfogató készülék a tokmányhoz, amibe bármit be tudsz fogni és X-Y eltolással majd rögzítéssel bármely pontját vonalba tudod illeszteni.
Hát, az ember azzal főz, ami van... Ilyen kis méretű furatok sorozatban készítéséhez precíziós célszerszám kellene - de ez állandóan változó feladatoknál, a legtöbb esetben egyetlen egy példányban készülő egyedi munkadaraboknál egyszerűen nem megoldható. És valójában ez a kis MF60 még így is precízebb, mint bármi, amit nagyobb méretű állványos fúrógép címszó alatt kapni lehet. Az órás eszterga viszont végtelenül precíz, a csapfúró is kiválóan használható - de csak vonalba fúrásra alkalmas, nem tudok vele egy összetettebb formájú, térbeli alkatrészbe random helyekre fúrni. Azt hiszem, marad az időnkénti fúrótörés... :-))
Az MF50/60 nem üt különösebben. Nagyon gondosan golyóscsapágyazott kis gépek, patronba, de még tokmányba fogva sem ütnek különösebben. Valójában egész precíz az állvány is, persze van holtjátéka, azt kézzel meg kell tartani.
Ez a "nem üt különösebben" pont az a pár század amiről beszélek. Ez egy 0,3-a fúrónál pont 10-15% amit már nem visel el.
Vannak kimondottan órás mutató-levevő fogók, de nagyon sok esetben ezekkel nem lehet rendesen odaférni a mutató tengelyéhez. Pár ilyen készségről csináltam egy képet - a legjobb célszerszám a kép bal oldalán látható két mutatólevevő pálca, azzal általában oda lehet férni a legtöbb mutató-tengelyhez, de fent az a két ébresztőóra-rugóból köszörült-edzett "karom" az igazi "wunderwaffe", kis stopper gyűjtőket, vagy például tövében alig hozzáférhető szabad tengelyvégekre préselt kihajtó kerekeket azzal lehet általában lehúzni. És fontos még az alátét, ami ott van - védeni a számlapot sérülés ellen.
Az MF50/60 nem üt különösebben. Nagyon gondosan golyóscsapágyazott kis gépek, patronba, de még tokmányba fogva sem ütnek különösebben. Valójában egész precíz az állvány is, persze van holtjátéka, azt kézzel meg kell tartani. Az ilyen nagyon kicsi furatoknál a legrosszabb az, hogy nem nagyon lehet előfúrni, pontozni, nagyon óvatosan "odatartva" a fúróhegyet kell elkezdeni fúrni, és amikor már kialakította magának a bevezető kúpot - akkor sokszor még a kis keresztasztalon utána is állítom azt a pár századot, amit ilyenkor elkerülhetetlenül elmászik, hogy központos legyen. A nagyobb FF230 viszont tényleg precíziós kisgép - csak már elég nagy ahhoz, hogy igen picike fúrásnál a kézi előtoláshoz ne lehessen "jól érezni", és azért egy 0.3-as vídia fúróhoz képes a fogpiszkáló egy masszív gerenda... Egyébként a vídia maga, ami érzékeny dolog, a HSS fúrók sokkal állóképesebbek, hajlíthatók, sokkal nehezebben törnek bele bármibe is - viszont ami anyagokat fúrok (ötvözött, edzett acélok), hát, azokat nem viszik, egyik-másik minőségibb órában olyan acélanyagokat és úgy hőkezelve használnak tengelyekhez-csapokhoz, amik szerintem önmagukban keményebbek a gyorsacéloknál... A vídia visz mindent, viszont rideg, mint az üveg, törik is könnyen...
Érdeklődnék, hogy valakinek lenne információja/képei/gépkönyve(létezik-e egyáltalán?) Erosimat C szikraforgács géphez ? Már annak nagyon tudnék örülni ha körülbelüli súlyat tudnám szállításhoz.
Néha sima mágnest teszek zacskóba amit egy laposvas végére csippentek. Söprögetés után a zacsit kifordítva tisztán kivehető a mágnes, forgács pedig benne marad.
Uraim, van esetleg valakinek 4 db, minőségi 6203ZZ csapágya eladó Budapesten? Köszörűtengely szétjött, amire úgy nézett ki, központosítő furat, az egy teljesen betömődött imbusznyílás volt egy balmeneses csavarfejben, a záróvég kúpon volt. És a 48 éves villanymotorja teljesen jó, 500 V egyenáramú szigetelésvizsgálattal. csak persze a csapágyak halottak.
Valaki nem próbált még forgácsgyűjtésre elektromágnest? Régebben láttam egy videóban, hogy a hapsi egy hosszúkás rúdszerű kapcsolható mágnessel pillanatok alatt összeszedte a forgácsot -azt hiszem éppen fúrt valamit-, egy edény felett meg kikapcsolta aztán kész is. Kb. 15 másodperc volt, nem negyed óráig sepregetni meg ecsetelni a felesleget.
A nagy Proxxont nem ismerem, de a kicsinek a csapágyazása biztosan túl kotyogós egy 0,8mm-nél kisebb fúrónál az olyan pontos munkákhoz, amit említesz. Ahogy emeled-süllyeszted a gépet az állványon, az elmászik mindenhová.
Egy 0,3-as fúrót minimum 20 000 felett kéne forgatni még acélhoz is. A kis Proxxon tudja ezt, de valahogy fel kéne javítani a fúróvezetést valahogy úgy, hogy a gép nem mozdul, csak a fúró és a tengelye.
Olyan rettentő nagyon azért nem futnak - de ilyen kis átmérőben az örök para a nagy mélységű fúrás (az átmérő 3-4-szeresénél mélyebbre). És azért nekem sok olyan saját "konstrukciójú" szerelvényem van komplikált beépítések tokjaihoz (működtető szervek, hasonlók), amikor mondjuk 1-1.5mm-es acélrudat kell valahol átfúrni 0.3-0.4mm-es fúróval, meg vezetőhüvelyek, ahol 1-2cm hosszú, 2-3mm átmérőjű rúdanyagot kell hosszában átfúrni szintén picike (0.6-1mm közötti) méretekben. Általában 1.5mm felett már nincs gondom, de 0.3mm alatt már nincs kedvem csapot sem fúrni például egy csaptörésnél, inkább új tengelyt esztergálok, az gyorsabban megvan, de ami fő - sokkal kevésbé stresszes...
A nagyon picike dolgokat Proxxon kis fúróval és keresztasztallal fúrom, csapot az órás esztergán - az tényleg nagyon pontos, de mivel az előtolás mindig kézi, hát, néha van baleset... A csapfúró készlet egyébként órás esztergához így néz ki - kb: 1mm felett nem is lehet már vele fúrni...
De önálló darabokat ezekkel a masinákkal fúrok-marok, és egyébként elég pontosak, a "nagy" FF230 maró fúrónak is nagyon precíz - ilyen apró bigyókhoz. Nyilván ezek a nehéztüzérségi szakiknak nevetséges cuccok - de igazándiból pici bigyókhoz pici szerszám kell...
Az utóbbi egyébként ilyen végeredményt ad - tolókaros-ütős stopper beépítve, két nyomógomb, korona, tolókar a tok oldalában az ütőszerkezet működtetéséhez - a tok 48mm átmérő, hogy a méretek megfoghatók legyenek:
"...a forgácsot csak lehúzom a két vezeték közé, lepotyog a tálcára."
Nos én éppen ezt akarom elkerülni hogy a merevítők ill a géptest és a tálca közé jusson a forgács,törmelék. A legutálatosabb munka a tálca és a gép közötti rész takarítása. Olyan kicsi a hely hogy midig csupa kosz a karom a gép aljától. Kaparó vasat nem szeretnék használni mert a tálca mégiscsak festve van ill a forgácsot a tálca peremén is át kellene tornázni.
Gondoltam készítek egy tepsi szerűt de biztosan lesz egy beakadó kósza forgács ami kihúzza a tepsiből az apróbbakat, és ugyan ott vagyok.
Már azon is gondolkodtam hogy a gépet el kellene emelni a lábazattól kb 80mm-nyit. Nem tudom mennyire kritikus a kettő illesztése a tálca biztosan köztük van.
Más... ha ennyire fogy, akkor nem lehet, hogy excentrikus valami a gépben? Esetleg van holtjátéka is? Századokról beszélek, mert egy 0,5-ös fúrónál, az 1 század is 2% ugye...:-)
Ráadásul a kis átmérő miatt tízezrek kellenek fordulatnak, hogy kijöjjön az értelmezhető élsebesség.
Nyilván azzal főzöl ami van, de esetleg javítható a megmunkálás egy kis finombeállítással még.
Nemrég vettem egy kis gyöngyösi EMR-140-es esztergát a saját szórakozásomra, tanulásra a késes műhelybe :) Nagyon megtetszett, mert egyszerű kis gépezet, nem műanyagból és spiáterből készült, ráadásul gyöngyösi gyártmány így van érzelmi kötődés is :) Sajnos gépkönyvem nincs hozzá, eddig nem is találtam, ami viszont pozitív, hogy egy elég masszív kis zárt szelvény/szögvas állványon van egy szarvasi géplámpával egyetemben, illetve megvan a patronkészlete a behúzószárral. Volt persze hiányosság is , pl fúrótokmány nem volt a szegnyeregbe, forgócsúcs sem, csak állók (gondolom ilyen kis műszerész gépekhez nem is volt forgó ) Nemrég tudtam vásárolni tokmány felfogató tüskét nagy meglepetésemre magyar oldalról MK0/B12 méretben. Tudom kínlódás lesz egy kicsit a ritka 0-ás méretű szegnyereg miatt, de ami nekem kell azt már találtam :)
Kérdésem az lenne, hogy van-e valakinek vele tapasztalata, mikre kell odafigyelni, mit érdemes rajta elvégezni, esetleg átalakítani ? Tudom eléggé korlátozott kis eszterga, de nekem egyelőre megfelelne a "tudása" :) Előre is köszönöm !
Ó, én veszegetem ezeket szakmányban az Aliexpressről meg a Banggoodról, Ebayról - úgyis minden kínai ugyebár (a német csodafúró is ugyanaz a kínai, átcsomagolva, többszörös áron - sajnos..) - és amúgy nincs ezzel bajom, mert nem drágák. Eleve tízesével veszem őket, főleg a kicsiket (1mm alatt), de a tok megmunkálásoknál nekem nagyon gyakori méret még a 2 és a 2.5mm is, abból is van mindig több csomag kéznél. Igazándiból kb: 200Ft egy fúró, nem tragédia, ha eltörik - csak néha frusztráló, ha rövid használat után adja meg magát, pattogzik ki az éle. Egyébként ilyenkor kézi esztergakést szoktam belőlük köszörülni gyémánt-koronggal - és ezek a legjobb kések nagyon finom munkákhoz (meg a vágóplotterek szintén vídia kis betétei).
Igazán az a gáz, ha a vídia a furatba beletörik - mostanság már ritkán fordul elő, de ilyenkor néha nagyon nagy kínlódás megoldani (csak gyémánt viszi, ugyebár...).
Ha fúró, akkor ne élezd újra, mert ezt házilag nem fogod tudni. Nem tudom milyen mennyiségben használsz, de kis méreteim is vannak 1/8"-os szárú NYÁK fúróból. Én nem igazán használok ilyet, de van, hogy legyen ha kell.
Ez mind szép - de ha én egy 0.8mm-es (pláne vékonyabb) vídiát szeretnék újraélezni?? Nagyon finom (1600 grit) gyémántporos korongon szoktam próbálkozni, de ritkán lett eddig igazán jó, legfeljebb "elmegy" szintű szokott lenni.
"...gőzöm sincs, hogy fognék hozzá beltérben egy 5-600 kilós gép megemelésének..." Ez a játék kategória :-) Meg aztán látom, hogy itt mindenkinek van segítsége. Én legutóbb az 1,65t gyalugépet mozgattam teljesen egyedül. Először az udvaron, ott még gépekkel, de bent a garázs rossz minőségű betonján, már kézzel ill. kézi segédeszközökkel kellet. Ez a tömeg már úgy elhagyja magát (amilyen tápos vagyok), hogy a békát kézzel megse bírtam mozdítani!
Igen, a harmonika valószínűleg akkro sem volna oké ha mondjuk kordurából lenne, amit nem az első de a második forró forgács éget ki. Ellenben egy kis emulzió, olaj, egyéb kence szépen beletapad az anyagba. Ez nem lesz jó.
Valami olyasmire gondoltam ami úgy mint neked valami csapos rendszerrel rögzül, és két pillanat alatt levehető. Így lényegében ha távol dolgozok a tokmánytól felrakom, ha pedig csak a kéziszánnal akkor egy ilyen gumilap mint neked. (most van két hajtott alu lapom abban a pozícióban ahol neked a gumilap, az elég jól elvezeti a forgácsot a két gerinc között.
Esetleg egy rolós dolog is jó lehet ami a tokmány alatt rögzül és a szekrényre lehet pattintani, valahogy úgy mint redőnyök mögé berakott lehúzható szúnyogháló.
Nem tudom amúgy hogy ez a fajta fém pályavédő burkolat mennyire öntartó, kell-e neki valami hogy egybentartsa. Ha kvázi nem esik szét magától akkor egy ilyesmi lehetne még esetleg:
A főorsó tövében egy tekercsrugós huzalos szerkezet van felszerelve. A huzal szabad vége a lemezes pályavédőre van rögzítve. A lemezes pályavédő másik vége a lakatszerkényen rögzítve. A pályavédő olyan szélességű csak amekkora hossz mellett a lakatszerkény elfér a legkülső pozíciójában (bal max).
Egy két mórickarajz:
A lakatszerkény a bal szélső pozícióban, a pályavédő teljesen visszahúzódva, a tekercsrugó a huzalt feltekerte.
A lakatszekrény valahol középső pozícióban. A pályavédő lemezek teljesen kinyitva, a huzal kezd megfeszülni.
A lakatszerkény jobb szélső pozícióban van, a pályavédő lemezek teljesen kinyitva csak egy részét fedik a szánszerkezetnek, a huzal lecsévélődött a tekercsrugós szerkezetről.
Bocs a felületes rajzokért, talán látható hogy mire gondolok.
"Ez egy félbehagyott valaminek látszik. Valószínűleg kiesztergáló fejként indulhatott. De készülhet belőle szánra vagy késtartóba fogott gömbesztergáló, vagy..."
E1N-re jól jönne egy gömb esztergáló. Provizórikusan a késszánra helyeztem. Így az oldalán látható olajozó furat is értelmet nyerne. Hogy miként tudnám ezt rezgésmentesen és elfordítható alapra csavarozni még nem tudom.A neten látható videókon sem mindig szépek az ilyen készülékeken a felületek.
Megpucoltam a tetejét és egy 1 szám került elő. Persze bárki be tud ütni egy számot de ez elég szabályosan van pozicionálva ahhoz hogy házi jellegű lehessen. Bár az átszakadt falu furat a szélén sufninak tűnhet. (lehet átfúrták imbusz csavarhoz?)
Bár ritka hogy gömb vagy félgömböt kell készíteni, egy alakos késem van hasonló feladatokra.
Ez aluhoz, műanyaghoz,fához általában megfelel. Más anyagnál már rezonál.
Tos 18-R esztergához keresek elektromos bekötési rajzot, vagy bármilyen használható dokumentációt ami segíthet az üzembe helyezéshez. Ha valakinek vannak hozzá géptáblák, az is érdekelne.
A közvetlen forgácstól, egyéb behatástól nekem ez van.
Egy alumínium lemez sétál a szánnal, ami egy szárnyas csavarral van rögzítve. Az apró forgács, törmelék ezen és a késszánon telepedik meg. Ha ügyes vagyok a tálcát le tudom csavarni és a forgácsot el tudom vinni a gép közeléből úgy hogy az nem hullik a gépre. (E1N)
A gépet időnként így is úgy is takarítani kell, pláne időnként frissíteni a szán kenést.
Az a baj hogy a sima harmonika nem bírja az izzó forgácsot. A fém pedig mindig útban lesz. Nem beszélve arról hogy mekkorát akarsz? Ami takarja az ágyat amikor patronba fogott mütyürt faragsz és akkor is ha az ágy másik végén esztergálsz, mert a kettő együtt nem igazán megy. A forgács egyébként jórészt lehullik, de ezentúl a harmonika redőiben rakódik le és szedi szét a harmonikát. Egyébként is hiába vagy gondos előbb utóbb megnyomod mondjuk egy tokmány cserénél. Nekem viszont bevált egy gumi lap ami két csappal egy mozdulattal felrakható a mozgóbáb menetébe dugva. Ez viszonylag jól véd és kevéssé zavar.
Valahogy nem találom szimpinek egyik olyan megoldást sem ami a szánról letolja a forgácsot, inkább a gyökerénél fognám meg hogy a pályára ne is kerülhessen forgács.
Uraim, ez a szelepszárköszörűm főorsója. a hátsó csapágyat egy Seeger tartotta. az előre van ötlete valakinek, hogyan jöhet le? a fotón látszik, hogy a tengely a tárcsa mögött vékonyabb, mint a menet kívül....
a nagy átmérőjű valami egy por ellen védő "pohár", alatta van a csapágy
Köszi a válaszokat az alátétlemezzel kapcsolatban.
A "régi" kis esztergán egy "olasz" késtartó van, annál nem kellett játszani lemezekkel a magasságbeállításhoz. Rá is raknám erre de kisebb a betéttartó mint ami az E2N-re való (85x85-ös a kisgépen lévő és 95x95 való az E2N-re.)
Én is azt céloznám be elsőkörben hogy ne szendvics legyen a kés alatt, hanem egy, max. két alátétlemezből kihozni. Ha kell marok hozzá majd kis lemezeket amikor összeállításra kerül a marógép.
Az eszterga volt a macerásabb (már megint) mint a marógép.
Az eszterga nagyon elhagyta magát a raklapon. Mivel a padlóra nagyon vigyáztunk, ahhoz képet nem akartam pájszerezni, a raklaphoz képest meg inkább a raklap akart szétjönni mint az eszterga megmozdulni.
Végül azt lett hogy felemeltük oldalról raklapostól addig amíg a két széle alá, ami kilógott a raklapról, két sor 10cm-es hullámtérkővet raktunk. Aztán arra lett ráengedve, raklap ki, géptalpak be, békával megemel, térkövek kivesz, géptalpra ráhelyez.
A marógépet meg tudtuk mozdítani a raklapról, kvázi a raklap mellé álltunk a békával és áthúztuk a békára. Aztán megemel, géplábak be, géplábakra leereszt.
A vékony betétkés alátétként használva könnyen eltörhet.A puhább lemez alátét használata azt a lehetőséget is adja ,hogy a késtartó csavarok változó nyomatékú meghúzásával kissé lehet korrigálni a kés magasságot.
A lemezalátétekkel az egyik probléma az alakhűség. Erre pl nekem az a megoldásom, hogy ha már 3, esetleg 5 mm kellene, akkor leszúró betétkést teszek be alátétnek, mert az kemény is, meg tényleg síkpárhuzamos. (pl kis méretű belső késnél, ami nem is erre a gépre való, hanem a kisebbikre.)
Bármilyen vastagságú lemezek jók, inkább az a cél hogy minél kevesebb alátét legyen a kés alatt.
Egy 10 rétegű "zserbó" a kés alatt, már a rugalmassága miatt igencsak problémás lehet. És ugyebár a kés felett is illik lemezt rakni... Van hogy bármekkora alátét alkalmazása esetén is a tengely vonal alatt van a kés éle.Ekkor szükség esetén a késtartó alá is lehet rakni hosszabb alátéteket persze duplán a felfekvés miatt.
A karosszéria elemből vágott csík elég vékony és acélos.
Én úgy láttam az esztergályosoktól, hogy tudták fejből hogy milyen vastag kell, és csak kés+ lemez, tolómérő és kész. Én is trafólemezekkel, vagy sima laposvasakkal korrigálok.
Nem tudom már hany ilyen esztergályos csoportban lattam, hogy rosszabbak mint a ribancok. Fúrkalnak (egymást), az admin uralkodni próbál, információ nulla.
Ha majd veszel spéci késtartót akkor egyszerűbb lesz.
De simán el lehet lenni a gyári késtartóval is. Különféle vastag lemezek stb, késmagasság valahová feljelölve, vagy vannak egyéb praktikák, Csuhástól is láthatsz ilyet.
Én pl. simán elvagyok a gyári késtartóval, a késeket a lemezével együtt veszem ki és ennyi, Persze ha módosítani szükséges, kell egy doboz különféle alátétlemez és seperc kész. Nem feltétlenül kell túlgondolni.:-)
Hogy vetted ki alóluk a raklapot? Lehet, ez itt sokaknak egyértelmű, de nekem pl. gőzöm sincs, hogy fognék hozzá beltérben egy 5-600 kilós gép megemelésének...
Megvolt az első esztergálás az E2N-el. A marógép lábait készítettem el. Mivel a kalsszik 4 késes késtartó van rajta (még) ezért játszani kell a késmagassággal. Egy 3mm-es laposvasból vágtam a kés alá lemezt. Amúgy ezt miből illik készíteni?
Én is tagja voltam annak a csoportnak,de megszűnt,valamilyen nézeteltérés alakult ki a tagok közt,és ez végett a gazda megszüntette.Gyorsan alakult egy másik új csoport,trükkös forgácsolók csoportja,a magja már itt van,be lehet lépni.
Van (volt?) a féccbukon egy csoport, valami "trükkös esztergályosok" vagy valami ilyesmi címe... én abban tag voltam, gyakran olvasgattam, hogy miket csinálnak a szakik - de most eltűnt az egész csoport a listámból...
Mi történhetett? Nem hinném, hogy kitiltottak, hisz hozzá sem szóltam semmihez - vagy épp az a baj?
Csigafúró hátszög kérdéshez néhány kiegészítést tennék:
síklap, vagy több síklap, henger: állandó hátszög
kúp, csavarfelület: változó hátszög, ezért használjuk (A 3D mellé némi ábrázoló geometria nem árt.)
Több hátfelülettel élezett fúrónál lehet a fentieket párosítani.
A főél se mindig egy egyenes, állhat több szakaszból, és a legkisebb fogásban lévő hossz miatt egyenes. (Meg még van pár szempont...)
A bemutatott síklapokkal élezett fúró élezése persze elkészíthető, használható, csak nem minden esetben lesz túl tartós, és nagy előtoló erőt igényel. Ettől viszont még a Kollégának igaza van az elméleti oldalt illetően, az az áthatás - a fúró keresztmetszetétől függően - kisebb-nagyobb mértékben úgy jön ki ahogy bemutatta.
A csavartfelületű élezésnek a könnyű üzemviszonyok között nincs érezhető hatása. (A keresztél felől fekvő csúcsú kúppal itt közel egyenértékű.)
"Azért nem, mert valójában nem a hátszög, hanem a "működő hátszög" számít. ...... amit meg a csavart felületű hátlap közelít meg a legjobban."
Nnna, nekem azt hiszem, ez a mondatod adta meg a magyarázatot.
Ha a fúró a furatban előtolás nélkül forog, az ugye egy kúpot hoz létre. Ha folyamatos előtolással használom, akkor meg egy csavart felületet, és a hátszögnek, pontosabban a csavart "hátfelületnek" minimum akkora emelkedése kell, hogy legyen, mint amit az előtolás létrehoz - másképp nem tud behatolni az anyagba. Legyen mondjuk 2x vagy 4x annyi a csavarfelület emelkedése, mint az ajánlott előtolás. Igenám, de az ajánlott előtolás az átmérővel változik, úgy találtam, hogy kb az átmérő 1/50-1/100-ad része. Vagyis akkor ha egy ilyen csavart felület mentén működő élezést akarunk, akkor a készüléknek különböző emelkedést adó "betétei" kell hogy legyenek.
Megnéztem most rendes monitoron a képeket (nézd meg te is!) és ez NEM a Tormek (én nem is Tormex) élezés.
A Tormeknél a második hátlap is egy teljes sík. A fényképen látható fúrón a második élszalag pedig csak a középvonalig van beköszörülve, emiatt a keresztél nem egy él, hanem két fogszerű valami.
Nekem nem annyira bizalomgerjesző ez a kialakítás.
Kis oszlopos (FO 15 ) fúrógépen . Ami nem fért alá ott körvágó kézifúrógéppel - Helyszínen lemezfúró is nagyobb kézifúrógéppel ,de a 38 mili azért már kézzel nem sűrűn .
Nekem szokott sikerülni a köszörülése , abban az időben pláne .
Később már megjelentek a hidraulikus , bélyeggel lyukasztó gépek , de oszlopos gépen a fúró jóval termelékenyebb .
Van egy lépcsősfúró készletem de valahogy az az érzésem az addig jó míg a dobozában van ,sosem használtam .
A hátraköszörülés szöge ,az csak annyi hogy megpróbáltam megosztani egy általam tapasztalt dolgot .
Ha már fúrunk... A Parkside gép múltkor kapott új talpat. A következő lépés a motor csere lett. A 1~ 500W (???) le lett váltva 3~ 350W-ra. Így kapott egy 1/3 fázisú frekvenciaváltót. Vége az ékszíj pakolászásnak. A fedél végállás és az eredeti gombok megmaradtak, a kapcsolója egy relét húz meg ami a frekiváltót indítja/állítja egy külön dobozban.
Sokkal erősebb lett, kissé farnehéz az új motorral, de nem borult még hanyatt.
Legközelebb az orsóház öntvénye lesz cserélve... :)
Rendszerint a villamos iparban a szerelőlap lemeze jön szóba ami 1-3mm közötti acél lemez általában.Vagy lemez szekrények burkolatai.
Oda nem biztos hogy megfelelő. Ráadásul ha megpróbáltam olyat készíteni nem igazán sikerült.Fúrók 3.5-13mm-ig, afölött csavaros lemezlyukasztó készlet. Vékony lemezhez 0.5mm alatt inkább a lépcsős fúrókat használom. A kopottakkal sorjázok vagy "kalibrálok".
Zártszelvények,stb nem igen van.
"Ez esetben az is lehet hogy kicsit nagy a hátraköszörülés szöge ."
Nem tartom kizártnak, nem sablonhoz köszörülök. Elsősorban a keresztélre koncentrálok az minél rövidebb legyen a két vágóél között. A további geometria attól függ milyen anyaghoz használom.
A vörösréz sín fúrásához a csúcsszög kissé laposabb hogy ne szoruljon be.Túl lapos sem lehet mert akkor "korcsolyázik".
Szóval tapasztalati úton köszörülök, nem tudományosan. Az ötleteléshez nincs megfelelő köszörűm.
Mások arra panaszkodnak hogy az általam élezett fúrók nagyon harapnak és így hamar élüket vesztik, kipattognak.... Én azt tapasztaltam hogy nem tudják az előtolást és a forgácsolási sebességet kontrollálni.
Ez esetben az is lehet hogy kicsit nagy a hátraköszörülés szöge .
Lemezhez én lemezre köszörült fúrót használnék , hasonlóan dolgozik mint a körvágó ,és elő kell fúrni neki kis fúróval .
Egy pár száz darabos tételnél elég furcsán nézne ki a papírozás ,még ha szükséghelyzetben egyébként működik is .
Ma pont hasonlót akartam lefotózni a Milwaukee készletemből,csak nem sikerült ilyen éles képet készítenem.
Ilyet ha kézből kell majd újra köszörülnöm, biztosan megjelenik a hagyományos kereszt él. Jó kövön elég jól sikerülnek az élezéseim. Mások arra panaszkodnak hogy az általam élezett fúrók nagyon harapnak és így hamar élüket vesztik, kipattognak.... Én azt tapasztaltam hogy nem tudják az előtolást és a forgácsolási sebességet kontrollálni.
Számomra a jól köszörült fúró bizonyítéka a megjelenő két egyforma hosszú folyamatos forgács.
Néha az ilyen forgács túlnő a határain ilyenkor csapong majd fel akar tekeredni a fúróra.
Emiatt többször ki kell emelni a fúrót a furatból.
Lemezszerű anyagokra pedig bevált az ezen fórumon említett papír a fúró és munkadarab közé.
Így nincs 3-5 szögű furat, nem akad el nem pattog ki a vágóél végén az élszalag.
A csavarfelületen élező gépről van valakinek tapasztalata? Tervezem egy ilyen építését , mert úgy gondolom fúrón kívül, lépcsős fúrót, kúpos süllyesztőt, de akár ujjmarót is lehetne vele egyszerűen élezni.
"én legalább továbbra is úgy hiszem, az a cél, hogy az összes átmérőn kb ugyanaz a hátszög kellene létrejöjjön - erre meg a kúpos élezés lenne a legjobb technikai kompromisszum."
1. A kúpos, a hengeres és a sík hátlap esetén is teljesül, hogy a hátszög az él összes pontján egyforma. A csavart felület esetén nem: ott középről kifele haladva csökken a hátszög, de
2. nem is az egyforma hátszög a kívánatos.
Azért nem, mert valójában nem a hátszög, hanem a "működő hátszög" számít. Ez azt jelenti, hogy forgácsoláskor a szerszám valamekkora szögben hatol befele az anyagba, és ez csökkenti az él mögötti szabad teret (azaz "működő hátszög"="hátszög"-"behatolási szög") - ezért kell nagyobb előtoláshoz nagyobb hátszög. Viszont a furat közepe fele haladva a forgácsolási sebesség csökken, az előtolás/fordulat viszont állandó, ezért ott a behatolási szög is nagyobb, ergo a közép fele növekvő hátszög az ideális, amit meg a csavart felületű hátlap közelít meg a legjobban.
Ez a jelenség akkor számottevő, ha nagy az előtolás. A világ afelé halad, hogy - keményfém fúrókkal - nagy fordulaton kis előtolással fúrnak; ott ez az egész elhanyagolható.
Végezetül még azt kell hozzátenni, hogy a fúró az összes forgácsoló szerszám közül a legkevésbé optimális működésű jószág, az ideális feltételek eleve csak igen erős kompromisszumokkal teljesíthetők.
Bocsánatot kérek. Kicsit hazudtam az előbb. Én azt a vacakot használom, ami a képen a legfelső és a gombelemtartó fészke egy zsugorcsővel van pótolva, mivel (valószínűleg) az eredeti burkolat leugrott róla, majd én véletlenül rátapostam és szintén véletlenül a porszívó begyűjtötte. Azonban ehhez vagyok hozzáidomulva és talán ez van hozzám idomulva. Ragaszkodunk egymáshoz.
Én azonban furatméréskor nem bízom meg benne, de ezt is csak halkan mondom, nehogy meghallja.
Ismét sikerült bizonyítanod emberi nagyságod, az elmélet nagyon fontos!
Egyszerűen kivitelezhető, akár kézből is, bárki számára egyszerűen kivitelezhető fúróköszörülést mutattam. Én meg tudom akár a nagykönyvben leírt módon is, kézből, köszörűgépen, és nem mindenféle segédeszközzel élezni a csigafúrót. Már közel 30 éve. Sőt az esztergakéseket is kézből köszörülöm meg. Viszont nagyon sok mindent nem tudok, még. Sok mindent nem is akarok már tudni. Bizonyítani meg semmit, főleg neked. Sajnos nem tudom úgy lefotózni, hogy látszódjon, az általad megrajzolt "szuperfúró", valamint az általam köszörült csigafúró között lévő nem kevés különbség. Munkához hatékony eszköz kell, az orrunkat ha viszket nem a seggünkön keresztül vakarjuk meg. További jó oktatást, nézzetek sok jutubot, és ne adjátok fel az álmaitokat!
ha a kúp csúcsa az éllel átellenes oldalon van, akkor jobban viselkedik a szóbanforgó visszakunkorodást tekintve
Na igen, mert ebben az esetben a külső élen nagyobb az elhajlás a körbeforgatott vágóél által leírt kúptól (mondjuk a fúró tengelyével párhuzamosan mérve) - én legalább továbbra is úgy hiszem, az a cél, hogy az összes átmérőn kb ugyanaz a hátszög kellene létrejöjjön - erre meg a kúpos élezés lenne a legjobb technikai kompromisszum.
,,Ebben az a furcsa, hogy ha elfogadjuk, hogy a kúp csúcsa lehet a vágóélnek az egyik oldalán is, mint ezen a rajzon, meg a másik oldalán is, mint a korábbin, akkor tulajdonképpen tényleg lehet párhuzamos is vele, és akkor ugye nem kúpra köszörüljük, hanem hengerre (amit Alpár szintén írt, mint lehetőséget)''
Pontosan.
,,- vagyis ezek szerint mindegy, hogy egyik, másik kúp, vagy henger - a lényeg, hogy ne sík legyen??"
Nem egészen mindegy. Most levettem a polcról a ,,Forgácsoló szerszámok" c. könyvet (Kordoss József, Dr Fazakas Balázs, Hornyik László, Tankönyvkiadó, 1965, Nehézipari Műszaki Egyetem, Miskolc)
és az azt írja (és szép diagramokkal illusztálja), hogy ha a kúp csúcsa az éllel átellenes oldalon van, akkor jobban viselkedik a szóbanforgó visszakunkorodást tekintve. A hengeres pedig a kettő között van.
A hengeres kialakításról azt írja, hogy ritkán használják.
Hogy a másik fajta kúpnak mi az előnye, arról nem nyilatkozik, pedig valószínűleg használatos, mert még a szokványos kúpszöget is megadja.
,,Látható, hogy a keresztél sokkal szélesebb lett (a lélek ugyanolyan széles, de a keresztél a lélekkel nagyobb szöget zár be).''
Ha már itt tartunk, sokan nem tudják, hogyan kell ellenőrizni a csigafúró hátszögét. Pedig egy fontos, különösen, ha kézből élezünk egy fúrót. A trükk az, hogy nem oldalról kell nézni a fúrót, hanem szemből. Ugyanis a keresztél szöge szépen mutatja a hátszöget.
Ha a keresztél merőleges a főélre, akkor 0° a hátszög - ez a fúró nem fog fúrni:
Ha így néz ki a keresztél, akkor 12° a hátszög - egy szokásos fúró:
,,A lényeg, hogy vagy az elkészített rajz rossz,''
vagy te beszélsz össze vissza,
,,vagy az elméleted''
ez nem az én elméletem, hanem minden rendes egyetemi forgácsoló szerszámokról szóló könyvben le van írva.
,,de szemléltetésképp köszörültem egyenes síkkal egy 6.5mm-es fúrót.''
Hogy megcsináltad, mert a te fúródon is szépen látszik a visszakunkorodás. Az hogy ennek mekkora a mértéke, illetve, hogy felér-e a vágóél szintjéig, attól függ, hogy mekkora a hátszög, mekkora a csúcsszög és mekkora a vágóél szélessége a forgácskivezető horonyhoz képest.
Ahogy ruzsa janos rámutatott, a te fúródon nagyon széles a keresztél. Ez azt mutatja, hogy nagyon nagy a hátszög.
Szemléltetésképpen, itt az előző képemen levő fúró pont szemből. Ez egy szokványos paraméterekkel rendelkező fúró, a csúcsszög 118°, a hátszög 12°:
Látszik, hogy a hátlap vége sokkal feljebb van, mint a vágóél. Ezzel egyáltalán nem lehet fúrni.
Ha most felemelem a hátszöget 35°-ra, minden más paraméter változatlan. Ekkor valami olyasmit kapok, mint a te fúród:
Látható, hogy a keresztél sokkal szélesebb lett (a lélek ugyanolyan széles, de a keresztél a lélekkel nagyobb szöget zár be).
A hátlap vége most már az él alatt van.
Ezzel lehet fúrni, de korántsem ideális, mert
1. Kicsi az ékszög, következésképpen gyenge az él
2. Ilyen nagy hátszög nagy fogásmélységre lenne jó (egy ilyen fúró szinte húzza be magát az anyagba), viszont akkor meg mégiscsak fel fog ütközni a hátlap vége.
A teljesség kedvéért itt a másodlagos hátlap esete (TORMEX), a fő hátszög 12°, a másodlagos 35°:
Itt a hátszög ideális viszonyokat biztosít, és a hátlap vége is jó helyen van, szépen biztosítja a 12° hátszöghöz szükséges szabad távolságot.
,,Régi mondás, a tett halála a beszéd... ki kell próbálni. Ezt az élezést olyan embertől tanultam, aki az 40-es években tanulta a mestereitől.''
Erről meg valamiért ez a párbeszéd jut az eszembe:
Szeretném kb. eredetihez hasonló állapotba hozni, de nem találok róla semmit... 100 éves valszeg megvan... van ötlet, hol keressek utána, hogy kb. hogyan nézett ki? mert ez már át van buherálva... persze nyilván nem lehet teljesen restaurálni, de kb. valamennyire - mert még használni is szeretném :))
Mivel mérted a 6,58mm-es furatot? Nekem mindig gond furatot pontosan mérni.
Ha megtennéd a kedvemért, hogy a mérőeszközödről írsz pár szót és ami még jobb lenne, (nem netről leszedett), hanem magad által készített képet is mutatnál róla.
Megadod a címed szívesen elküldöm, neked adom ajándékba. Fúrtam vele, csak hogy mérhető legyen a "jósága", 6.58mm furatot fúrt, pontozás, előfúrás nélkül, s355 acélba, nem folyó forgáccsal. Tűrt furatot meg nem csigafúróval készítünk. Régi mondás, a tett halála a beszéd... ki kell próbálni. Ezt az élezést olyan embertől tanultam, aki az 40-es években tanulta a mestereitől. A vágóél formáját befolyásolja a forgácsterelő horony kialakítása. Ez gyártmányonként változhat, és változik is. A mostani precíziósan köszörült fúróknál már gyakorlatilag mindent az idealizált feltételeknek megfelelően lehet alakítani, de ez nem mindig volt így.
Ebben az a furcsa, hogy ha elfogadjuk, hogy a kúp csúcsa lehet a vágóélnek az egyik oldalán is, mint ezen a rajzon, meg a másik oldalán is, mint a korábbin, akkor tulajdonképpen tényleg lehet párhuzamos is vele, és akkor ugye nem kúpra köszörüljük, hanem hengerre (amit Alpár szintén írt, mint lehetőséget)- vagyis ezek szerint mindegy, hogy egyik, másik kúp, vagy henger - a lényeg, hogy ne sík legyen??
Azért elég érdekesen néz ki. A fotó alapján akkora a keresztvágóéle, mint az átmérő negyede. A vágóéle meg konkrétan sarló alakú. Értem én, hogy ezzel megoldódott, hogy nem kaparja a furat kúpos fenekét, de így fotón nem túl meggyőző.
"A lényeg, hogy a fúrónál, ha sík a hátlap (vagy túl kicsi szögű kúp), akkor a palástfelülettel való metszéspont olyannyira visszakunkorodik, hogy már a vágóélnél magasabban lesz."
A lényeg, hogy vagy az elkészített rajz rossz, vagy az elméleted, de szemléltetésképp köszörültem egyenes síkkal egy 6.5mm-es fúrót. Szó nincs az általad szemléltetett problémáról, csak a megfelelő beállítás fontos. Ez az egyik legegyszerűbb, legkönnyebben elkészíthető fúró köszörülés, és jól használható. Akár kézből is könnyen elkészíthető. Az egyetlen fontos tényező, hogy a hátfelület a fővágóéleket összekötő piros vonal alatt "folyamatos" esést adjon.
Amit írsz az a martfogú profilmaróknál fordul inkább elő .
Ott pedig, szerintem a hátszög az, amit a maró eredeti geometriája határoz meg, annak kell állandónak maradnia, ezért azt utólag nem módosítjuk, amit élezéskor köszörülnek, az kizárólag a homlokfelület, ami a homlokszöget adja.
A fúrónál pont fordítva van: a spirálisan mart/köszörült horony adja a homlokszöget (a csúcsszöggel együtt - ezt könnyű előállítani, akár kézből is), a hátszöget meg a hátraköszörülés, vagy éppen síkfelületre köszörülés - na ez az, amit nehéz.
,,Kipróbáltam ezt a kétlapú fúróélezést . Ugyan nem én köszörültem hanem vettem , azt hiszem 3,2 , es így köszörült csigafúrót , Pontozás nélkül gond nélkül lehet vele pontos helyen kezdeni a fúrást ."
Pontatlanul fogalmaztam: lehet, hogy tényleg jobb a pozíciótartása ennek a fúrónak, de én nem tapasztalom, mert mindig előfúrom a furatot központfúróval. Megtehetem, mert heti 2 lukat fúrok átlagban. Annak, aki napi 200-at fúr, biztos nagy könnyebbség, ha direktben lehet fúrni.
Síklapok:
Sík felületekkel minden (konvex) felület szépen közelíthető. Hosszadalmasabb egyenként megköszörülni a lapokat, mint egy menetben kialakítani egy ívelt felületet, de nem kell hozzá speciális eszköz (vagy biztos kéz és jó szemmérték).
Fúrók esetén a két lappal való közelítés teljesen kielégítő.
Egyébként a síklapokkal való köszörülés szerintem még esztétikusabb is, professzionálisabb tűnik (persze nem az). Pl. itt van ez a belső élletörő kés aláköszörülése, az egyes lapok 15°-okkal meredekebbek az előzőknél:
"Ok, de nem tudok olyan hátlapot köszörülni, ami most ugyan jó, de ha elkezdem fogyasztani az élt, mert elkopott, akkor nem tudom a hátlapot kialakítani, mert az előző élezéskor elfogyott valahonnan az anyag?
Például ez a két síkból álló hátlap nem olyan, ahol esélyes ez?"
Nem, és ez soha nem is szokott baj lenni. A baj abból szokott lenni, hogy
1. élezéskor az él helye megváltozik, pl. az átmérő csökken élezéskor.
2. maga az él mindig 2 felület metszete, és ha az egyiket köszörüljük, akkor az él formája megváltozhat.
3. egy keskeny élszalag elfogyhat, ha nem azt, hanem a másik felületet élezzük.
,,Gondolom annak a feltételnek kéne megfeleljen, hogy amikor kopik a fúró, és az élt köszörüljük, ezáltal fogyasztjuk a fúró hosszát, akkor a hátraköszörült felület megtartsa ugyanazokat a szögeket, amik ideálisak.''
Itt ez nem számít, mert a hátlapot úgyis teljesen újraköszörülöd.
Ok, de nem tudok olyan hátlapot köszörülni, ami most ugyan jó, de ha elkezdem fogyasztani az élt, mert elkopott, akkor nem tudom a hátlapot kialakítani, mert az előző élezéskor elfogyott valahonnan az anyag?
Például ez a két síkból álló hátlap nem olyan, ahol esélyes ez?
,,Gondolom annak a feltételnek kéne megfeleljen, hogy amikor kopik a fúró, és az élt köszörüljük, ezáltal fogyasztjuk a fúró hosszát, akkor a hátraköszörült felület megtartsa ugyanazokat a szögeket, amik ideálisak.''
Itt ez nem számít, mert a hátlapot úgyis teljesen újraköszörülöd.
Ilyesmire a spirál kialakításánál kell figyelni (a gyárban): milyen geometriájú legyen a beköszörülés, hogy - miután a hátlapot ráköszörülöd - egyenes legyen a vágóél? Sokkal bonyolultabb forma kell ehhez mint azt az ember gondolná.
Az nem tudom, mi szükség van arra, hogy egyenes legyen a vágóél, de a fúrók valamiért ilyenek szoktak lenni.
,,Másik követelmény gondolom az lenne, hogy a fúró élszögei, így a hátszög is azonos legyen az él hosszán?"
Nem, ez az "egyik" (a legfontosabb) követelmény. A másik az, hogy a hátlap csak a vágóélnél érjen hozzá az munkadarabhoz (megfelelő hátszöggel), mindenütt máshol megfelelő távolságot tartson (ez nem tudja az egyszerű síklap). A harmadik, hogy a szerszám kellően merev legyen, szóval csak annyit köszörüljünk le belőle, ami az első két feltételhez feltétlen szükséges.
,,Az él hosszán egyenletesen változnia kell a hátszögnek, mivel a forgácsolási sebesség a nullától nő valameddig rajta?''
A hátszög ugyanakkora az él minden pontján. Leginkább azért, mert ilyen változó hátszöget sík vagy hengeres köszöszörűkoronggal nem lehet kialakítani.
"Az elméleti cél gondolom az lenne, hogy olyan felületet alakítsunk ki, mintha az átmérő minden pontja egy elemi esztergakés lenne."
Méginkább a gyalukésre érdemes gondolni, ez a késprofilok alfája, mert is minden felület sík és minden mozgás egyenes. Ezt kell azután felcsavarni különböző felületekre aszerint, ahogy a tárgy vagy a szerszám forog.
"Ehhez valószínűleg a fúró által vágandó kúpot (vagy a vágóél által forgás közben leírt kúpot) egy vonalban (a vágóélben) metsző kúp a legjobb közelítés."
Nem egészen kúp, hanem egy sokkal bonyolultabb felület jön ki, de a kúp nagyon jól megközelíti ezt. A csavart felület pedig még "túl is lő" ezen, a hátlap hátsó részéből még több anyagot is köszörül le, mint ami az egyenletes hátszöghöz kellene.
A lényeg, hogy a fúrónál, ha sík a hátlap (vagy túl kicsi szögű kúp), akkor a palástfelülettel való metszéspont olyannyira visszakunkorodik, hogy már a vágóélnél magasabban lesz. Ezt meg is tudom mutatni, mert egyszer berajzoltam CAD-be:
Ezen segít a másodlagos hátlap. Ez itt a TORMEX féle kialakítás, ahol a második hátlap a keresztél feléig van beköszörülve:
"De az a készülék, amit belinkeltem az eredeti kérdésben, az a saját tengelye körül forgatja a fúrót, közben tolja/visszahúzza azt annak tengelye mentén. A szerszám tengelye ugye szöget zár be a köszörűkő sík felületével. Ebből szerinted milyen felület jön ki?"
Ez a csavartfelület, de végülis mindegy, hogy hívják.
Nem nagyon látom át így leírás alapján, hogy ki milyen felületet képzel el oda.
De volna egy kérdésem, mert ez lenne az alap:
mi az a felület, ami ideális lenne egy fúró hátraköszörülésénél?
Gondolom annak a feltételnek kéne megfeleljen, hogy amikor kopik a fúró, és az élt köszörüljük, ezáltal fogyasztjuk a fúró hosszát, akkor a hátraköszörült felület megtartsa ugyanazokat a szögeket, amik ideálisak.
Vagy, ha nem is tartja meg, de legalább teret enged azok újrakialakításának, vagyis nincs alákopva, "van még anyag" ott, ahol kell.
Másik követelmény gondolom az lenne, hogy a fúró élszögei, így a hátszög is azonos legyen az él hosszán?
Vagy épp ellenkezőleg? Az él hosszán egyenletesen változnia kell a hátszögnek, mivel a forgácsolási sebesség a nullától nő valameddig rajta?
Melyik felület felel meg ennek a kettőnek, és vannak-e még további követelmények, amik nem jutottak eszembe?
A TORMEX fúróélezők is így - síklapokkal - éleznek, csak ők ezt a másodlagos hátlapot olyan nagyra veszik, hogy beér egészen a fúró középvonaláig. Így a keresztél nem egy egyenes , hanem egy kis háztető lesz. Azt mondják, hogy ettől jobb az iránytartás. Kipróbáltam ez az élgeometriát is, de nekem nem tűnt jobbnak. Ha az ember pontos furatot akar, így is úgy is elő kell fúrni.
Kipróbáltam ezt a kétlapú fúróélezést . Ugyan nem én köszörültem hanem vettem , azt hiszem 3,2 , es így köszörült csigafúrót , Pontozás nélkül gond nélkül lehet vele pontos helyen kezdeni a fúrást .
Nem tűnik rossznak ez a két síklapos technika sem .
De van a síklapokkal némi ,valószínűleg csal elvi , problémám .
Hasonlatként a marással és hátra esztergálással készült marókra gondolok .
A fúrónál ugye nem értelmezhető az újra élezés utáni alakhűség .
De a maróknál úgy tanultam hogy a mart fogú marófog valamivel gyengébb mint a hátra esztergált .
Igazából a fúróknál nem lehet ebből akkora probléma ,azért írtam hogy csak elvi okoskodás ez részemről .
Én a kúppalástban hátra köszörült élezést használom ,kézből .
És szerintem ahogy így mondjátok csavarvonalban van az a két kúp .
Nagy fúróknál itt is érdemes alkalmazni a "lélek" könnyítést
Az elméleti cél gondolom az lenne, hogy olyan felületet alakítsunk ki, mintha az átmérő minden pontja egy elemi esztergakés lenne. Ehhez valószínűleg a fúró által vágandó kúpot (vagy a vágóél által forgás közben leírt kúpot) egy vonalban (a vágóélben) metsző kúp a legjobb közelítés.
A síklap ugyanakkor egyértelműen a legkönnyebben megoldható. Még a két síklap is. De az a készülék, amit belinkeltem az eredeti kérdésben, az a saját tengelye körül forgatja a fúrót, közben tolja/visszahúzza azt annak tengelye mentén. A szerszám tengelye ugye szöget zár be a köszörűkő sík felületével. Ebből szerinted milyen felület jön ki? Lehet, hogy mindenkinek triviális, nekem nem az.
3. kúp - ez kétféle is lehet aszerint, hogy a kúp csúcsa az él felőli vagy az átellenes oldalon van-e.
4. csavart felület.
Ezek közül a kúpfelület (a kúp csúcsa az éllel átellenes oldalon). A köszörűre felszerelhető mindenféle fúróköszörülő feltétek is kúpot köszörülnek.
A csavart felületet a teljesen automata, előtolást is adó nagy fúróköszörűk használják.
A síklap a legegyszerűbb és legpontosabban kialakítható hátlap. Csak az a baj vele (és ezért van ez a sok kavarás ezekkel a felületekkel), hogy a hátlap vége beletúr az anyagba, ha nem elég nagy a hátszög - hasonlóan ahhoz, ahogy a furat esztergakés alja hozzáér az anyaghoz, ha nincs megfelelően aláköszörülve.
De ez a probléma - a furatkéshez hasonlóan- könnyen kiküszöbölhető, ha egy nagyobb hátszögű másodlagos hátlapot is kialakítunk. És így szoktam köszörülni a fúróimat. Kicsit szöszölős, de a kis szerszámköszörűn - minden extra segédeszköz nélkül - nagyon pontos élkialakítást lehet így csinálni. Ha lesz időm, holnap csinálok pár fotót.
A TORMEX fúróélezők is így - síklapokkal - éleznek, csak ők ezt a másodlagos hátlapot olyan nagyra veszik, hogy beér egészen a fúró középvonaláig. Így a keresztél nem egy egyenes , hanem egy kis háztető lesz. Azt mondják, hogy ettől jobb az iránytartás. Kipróbáltam ez az élgeometriát is, de nekem nem tűnt jobbnak. Ha az ember pontos furatot akar, így is úgy is elő kell fúrni.
A fúrók hátraköszörült felülete az elvileg egy olyan felület, ami egy spirálvonal alapú kúpnak a palástja, ha jól gondolom, legalábbis kézi hátraköszörülésnél azt célozzuk meg, nem?
Ez a mutatott készülék olyat nem tud, mert egy spirál alapú hengert készít, a fúrószár körmozgását az axiális eltolással kombinálva.
Ez lehet természetesen egy elfogadható közelítés (mert az ideális felület előállítása bonyolult lenne), vagy én tévedek.
A 38563 és 38575 -ös számú hozzászólásomban bemutatott készülék kialakítása érdekes számodra a hátraköszörülés megoldásához akkor tudok segíteni ..... Rajz , méret , ....
Igazából jó lenne a csigafúrókat előbb tökéletesen kúpra köszörülni, csak utána hátraköszörülni kézből. Néha kell ujjmarót köszörülni. Volt aztán olyan, hogy valami egyedi fúró kellett volna. Ez a gép meg konkrétan szembejött. Ja igen, gyárilag volt rajta hűtőfolyadék, a gyűjtőmedence még használható, és akkor egy kis szivattyúval még az is lesz rajta.
Rá pedig vagy egy ilyen Plastival 50 projektoros mikroszkóp kerül, vagy egy szintén őskori Zeiss sztereomikroszkóp.
Köszönöm. Erre a periodikus funkcióra gondoltam a kialakítás alapján. Az alternáló mozgást egy rendes olajfürdős mechanika végzi. Nem lesz rá szükségem, a tengely hosszanti mozgását valami mikrométercsavarral oldom meg, illetve beszerelek valami rögzítést is.
A patront forgató motor pedig egészen jó osztófej lesz.
Viszont a patront hátulról tolja be egy menetes kerék (mindkét végén kúpos patronja van), ami belülről támaszkodik fel. Amit ezen a fotón látsz (a videódból vágta ki) a patrontartó végén lévő kúpos gyűrű menettel van rajta, pontosan olyan, mint egy eszterga főorsón lévő menet a tokmánytárcsa számára. Lett volna valamilyen kiegészítője? Mondjuk a 12mm-es patronnal be tudok fogni egy kisebb tokmányt, de elegánsabb lenne a menetre a tárcsa.
Az egyik barátom vett egy házi készítésű kis marógépet (hegesztett váz, semmi sem öntvény) , a főorsóba valamilyen patronos vég van, persze patronok nincsenek hozzá. Ha nem sikerül patront találni hozzá akkor kvázi értéktelen, mert semmilyen más felfogatási lehetőség nincs a főorsóon. A horizontál és a vertikálfejben is ugyanez a méret van.
Talán valami más gépből való patronra lett tervezve. Minek van ilyesmi méretű patronja?
Ez egy félbehagyott valaminek látszik. Valószínűleg kiesztergáló fejként indulhatott. De készülhet belőle szánra vagy késtartóba fogott gömbesztergáló, vagy szegnyeregbe eltolható csúcs, vagy akár marógépre kiesztergáló fej.
Uraim, hozzájutottam egy ilyen géphez, amit szeretnék átalakítani szerszámköszörűvé. Van esetleg valakinek gépkönyve hozzá, mert sehol sem találtam? Csak a főmotort hajtom majd frekiváltóról, úgyhogy a kapcsolótáblája sem kell. Ha valaki tudja használni, örömmel odaadom ajándékba.
Nem akrtam ennyire részletekbe belemenni de hát legyen.
Átlagban ennyire jön ki mint amit mondtál. Sajnos 40 évvel ezelőtt sikerült az aljzatot nemcsak hgoy nem vízszintesre de még bakhátasra is betonozniuk. Ennyi anyag kellett hogy síkban legyen és az egész felületen kb 2-3 mm a síklapúság eltérés.
Ha előbb tudok erről a Soloplanról akkor lehet hogy rámegyek, de mostmár ez van és ez lesz.
kb 16 m2-re 14 zsák? Az sztem nagyon sok, saccra 13-15 mm lehet... annak a fele is sok. Van valami oka, hogy ilyen vastag lett? 5-6 mm már optimális...
Persze lehet 30 mm is, de a beton olcsóbb :) - ha már árat nézünk. Attól hogy vastagabb, nem erősebb, maga az anyag attól nem lesz ellenállóbb.
...de ne bontsd fe, ha már így van, hadd maradjon :)) - ez is erősített, 100x jobb, mint a régi padlopon.
A Novoplan Maxi is szálerősítéses, és ahogy szagoltam az is valami speckóbb anyag mert volt egy bukéja. Persze nem ennyire ipari.
Ahogy nézem ez a Soloplan 14ezer Ft körül van egy zsák, és ha több réteggel előkészülök akkor is szerintem kellett volna 10zsák. Az azért 140ezer Ft. Kábé kétszerannyira jött volna ki mint a Novoplan Maxi + a festék.
Nézegettem/ajánlottak Sika anyagot is de azok is olyan árakkal mozognak hogy nekem nem fér bele a büdszébe.
Nem, úgy számoltam olcsóbbnak, hogy alászámoltam a kiegyenlítőt is.
Ez amit mutatsz egy magasabb kategória - ehhez mérten magasabb árral. Ennek így kell lennie.Magasabb kategória, nem lehet ugyanabban az árban természetesen.
De, ha már le van egyenlítve a padlóm, akkor nem jó a te megoldásod, és még drága is.
Illetve, ha vállalom, hogy vigyázok a padlómra, akkor is jó lehet a másik megoldás. Mert elég nagy az árkülönbözet.
Azt jó tudni, hogy van ilyen, hogy ez a tapasztalatod vele, mert majd mindenki eldönti, mit akar, mit fizet meg, és tőled kapott hozzá információt.
Legközelebb ha ilyesmit csináltok, ajánlom megfontolni a Solopan-HF aljzat kiegyenlítőket. Elég drága, de szálerősítésű, extrém terhelésre is. Semmilyen utólagos bevonatot nem igényel, tejeskévé barna lesz - persze be lehet festeni...
Na ez olyan kemény, hogy a gyémántos csempevágó korong alig viszi. Gyakorlatilag nem sérti fel semmi.
Én egy régi kisméretű metlachi borításra húztam 4 mm-t, bőven jó lett. Sík és kemény. Ha előbb megismerem ezt az anyagot, akkor a garázst is ilyennel húzom be. Itt egyszerű betonfestékkel lekentem, mert az asszonynak így tetszett :D
A falra felmenő 20cm -rel együtt 15-16m2 a felület. Két rétegben festettem át a leírása szerint (első réteg 10% víz, 2 réteg higítatlanul) és nagyjából az 1/5-e maradt meg a 5.8 kg-nak.
Nagyjából 16deka festék meg egy négyzetméterre per réteg egy ilyen felületen. Egy rücskösebb batonfelületen szerintem ezt 1.5-el lehet szorozni nyugodtan.
Az első réteg nem fed, eléggé áttetsző, a második réteg már szép egyenletes.
Csak azért tűnt fel, mert abban az évben kezdtem foglalkozni számtec-el. Úgy tudtunk "netre" kapcsolódni, hogy bécsi számot hívtunk modemmel, és csatlakoztunk egy HUBhoz. Persze csak csetelni lehetett, meg program sorokat tölteni, a file átvitel még csak álom volt...
Nem, néztem pontosan utána, de még a net használat elterjedésének az elején kaptam ezt a címet és ezt használtam a múlt hónap közepéig. Közben megnéztem, túloztam egy kicsit 1997 márciusában kaptam és ez volt az első email címem. Most egy segítőkész Digis szaki kellene a megmentéséhez, de ilyent nem találok.
Üdv! Nem vagyok esztergályos, és a gépemen van mm menet, coll rendszerű ment, és írnak modul menetről. Utóbbiról nem tudok semmit. Neten sem találtam. Segítene valaki legalább nagy vonalakban. Eddig csak fogaskerekenél hallottam a modulokról hogy az osztókör és fogszám hányadosa. pl 150 osztókör 120 fogszám =modul 1.25
Ettől féltem is de végül nem lett baj. Az elso hajlitas után néztem a tusirlapon,hogy azon a ponton nincs -e megtorve. A menet kifutas vegulis csak pár tizeddel kisebb mint a menet magja. De valóban, ertem, elsülhet balul is az ilyesmi.
Jó ez a satus módszer is, ez elv ugyan az amiket írtunk. Nem baj hogy milyen a hegesztés, ezt a készüléket kb, csak most fogod használni erre az egy feladatra. Arra figyelj, hogy ahol a menet kifutás van ott a legvékonyabb az orsó, ott jobban fog görbülni mint máshol.
A feltámasztáshoz felfúrtam a laposvasat orsó méretűre és kettévágtam. A satu pedig alu pofavédővel nyomta a menetet. A képen a fúrót nem szorítottam oda csak oda van téve. Szóval a menet nem kapott a művelet során.
A támasztók változtatható hossza jó ötlet. Ebben az esetben alaposan megnéztem, hogy az orsóban egyféle, elejétől a végéig tartó görbület volt.
Há mindegy, mostmá megmutattam. Rondán hegesztek, na :D
Na jó. Igazatok van és eggyel kontrollálhatóbb megoldást választottam.
Igazoltuk elméleti ismereteinket, a 740mm hosszon maradandó alakváltozás 12 mm behajlítás után kezdett lenni, addig csak rugózott. Mivel nem fért jól oda a tolómérő különböző méretű tárgyakkal ellenőriztem a rést a tengely meg az U vas között. A képen egy 22es fúró épp.
6-8 próbálkozás után már csak a 0,05 os lemezt tudtam könnyen kihuzni a tengely hasa alól amikor a következő hajlíitás után 90 fokkal odébb lett 0,15 az ütés. Lehet hogy rosszul fogtam be de nem hiszem, mindig ott volt a fekete jel a tengely púp tetején hol kell nyomni. Végül 0,03 nál hagytam abba, nekem elég jó lesz. Amúgy van ott még más disznóság is, mert a gépben 0,4 ütést mértem, kiszedve az orsót már csak 0,27
Gyárilag nem görbe a vezérorsó, általában köszörült a menet is. Jani amit linkelt egyengető készüléket az jó. Ha van egy nagyobb kétkörmös lehúzó azt át lehet alakítani. Vagy összedobni valamit, nem kell hogy szép legyen, legfeljebb nem mutogatod :-) A menetes orsóra nem kell kampó ha nyomással egyengetsz nem húzással. Hasznos ha a két szélső támasztó kar szélessége állítható. Ez azért jó mert ha kiméred hogy pl. 400 mm-en van benne egy púp akkor a két támasztást is erre a távolságra teszed. Használj alu vagy réz betéteket nehogy megnyomd az orsót. Taposással semmiképpen sem állnék neki, nem érezni hogy mennyit görbült! A menetes orsóval apránként növelve az erőt, és közbe kivenni és mérni hogy egyenesedett-e, célt lehet érni. A sikerélmény kárpótol az aprólékos, nem éppen gyors munkáért.
A magam szereny ezkozeivel ugy gondoltam ki, hogy a betonon X blokkokra teszem gorbulettel felfele, alá pedig teszek pl kazanlemezeket amik határolják a lefele nyomást. Sorban veszem ki őket ha nagyobbat kell hajlitani. Mindig ellenorzok.0.4 mm excentritas nem fogja elforgatni mikor taposom. A preselo suly 0,11 tonna, meloscucc+ bakancs 0,12T :)
Szerintem nem feszültség, hanem figyelmetlen daruzás miatt görbült meg. Ki lehet egyengetni, de nem taposással. Nagy prés alatt, vagy a helyén , de valami olyan megoldással amivel a megnyomás mértékét legalább mm pontossággal be tudod állítani. Ezután jön a türelemjáték: sokat mérni, és kicsit görbíteni.
Most vettem észre, az E1N vezerorsoban van 0.4 mm ütés. Gondolom az anyagban lévő feszültség a menetvagas után elhúzta. Megprobálom kiegyengetni. Kiveszem, megnézem tusirlapon mekkora hézagot lehet aládugni, melyik iranyba, esetleg több irányba is görbe-e. A helyén probaltam nyomkodni de úgy csak rugózik. Majd inkabb feltámasztom X blokkokra és probálgatom mekkora taposásra lesz elasztikus a hajlás. Remélem nem b... kúrom el.
A vonóéket is újrahegesztettem a Nortonban. Az "A" kerék horony kopásának az lehetett az oka, hogy a görbe vezérorsó megszorult kicsit mikor a szán középre ért. Így már van értelme annak miért a szán középső helyzetében ugrott a váltó.
Nins különösebb gond a teflon forgácsolással, éles HSS simán viszi. Én kétkomponensű epoxyragasztó-keverő tálkát készítettem teflonból esztergán, a forgács szépen egyben marad, és amihez nem szoktam hozzá, egyenesen lesiklik a gépről, nem kell takarítani :)
Na pont ilyen az én kávéfőzőm is. Találtam foglalatot, Kalthoff 344.1. Az nem látszik a képén, hogy benne van-e az a furat, amivel a testbe lehet erősíteni. Ha nem, akkor belefúrom.
Ilyen vékony furatnál a megvezetés a kritikus. No meg, hogy mibe fúrunk... Lágyabb anyagba fúrni nem is olyan vészes, mert a HSS és hasonló fúrók rugalmasak. De jó minőségű tengelyek tényleg minőségi órákban olyan acélokból vannak, amik önedzők, rendesen még kilágyítani is sokszor nagyon nehéz őket fúráshoz, illetőleg nagyon sok olyan eset van (ráütött fogaskoszorú, leütni nagyon nem célszerű, mert utána soha többé nemfog olyan szilárdan rögzülni már), vagy rögtön a törött csap alatt kezdődő finom fogastengely - amikor a hőkezelés/kilágyítás kerülendő, és olyan cudar anyagok, hogy a HSS fúró simán elfogy anélkül, hogy komolyabb nyomot hagyna rajta... Ezeket csak keményfém/vídia fúróval lehet fúrni, azok meg törnek a legkisebb ütésre is, mint a fogpiszkáló...
Az órás esztergához van csapfúró szet, a támasztócsúcs helyére befogható, ami kis furatos-kúpos tárcsasorral elég jól megvezeti a fúrót, de a csapfúrás így is mindig nagyon stresszes móka.
Kösz mindkettőtöknek, tök jó, van kalapácslakk is. Az egyik gépem pont zöld kalapacslakk volt eredetileg. Mig valami gyilkos rá nem kente azt a BKV zubbony színt. Azt hittem a Hammerite mind az a selyemcukorka szinu.
Ahol kevertettem a marógéphez a festéket (2K akril, olaj benzin és egyébálló) ott az mondták hogy tudják flakonba is tölteni csak el kell használni egy órán belül. És az elérhető RAL színekben, nem csak "kerítésszínekben" lehet gondolkozni akkor.
Tudtok javasolni olyan festeket ami flakonbol fujhato de megis utesallo reteget ad? A mechanikus szamologepeimet szeretnem lefujni időtálló reteggel de nem szeretnek kompresszorral meg pisztollyal variálni.
Javított már valaki 300-as kinai eszterga elektronikát? A jelenség: a motor forog mindkét irányban de a fordulat nem szabályozható. Végig mértem a félvezetőket az ic-k kivételével nem találtam hibás alkatrészt.
Nem mondják, mekkora a vastagsága. Az elején a ceruza azt sugallja, hogy egy 0,5mm-es grafithegybe fúr be, de a későbbi képeken mintha vastagabb lenne. A 60mm hossz nagyon durva! Fúrtam már 0,3mm-es fúróval, de csak talán 2mm mélyre. Már az is izzasztó.
A kávéfőző alja elég meleg lesz. Teflon talán elmegy. De végülis találtam egy boltot, ahol nagyon hasonló dugaszolót árulnak. Vagy stimmel a dugaszóló, vagy ki lehet belőle venni a szigetelőt. Ha egyik sem megy, jövök vissza. :-((
Még sohasem dolgoztam teflonnal, de azt hiszem, nem könnyű forgácsolni. Csúszik, mint a franc. Gondolom, igen éles szerszám kell hozzá.
A teflon nekem is eszembe jutott. A Holes Műanyag-Siklócsapágy Kft forgalmaz különleges műanyagokat, lehet érdemes rákérdezni, ha meg tudjuk tippelni az ott lévő hőmérsékletet.
Köszönöm az ötleteket. Ez egy "meleg készülék dugaszoló" része. Ilyet a tudomásom szerint ma már nem gyártanak. Azt hiszem, rezsót sem. Valami olyasmi lehet mögötte, hogy ezeken nem látszik, hogy forró, de nem jó dolog megfogni. Emiatt nem hiszem, hogy tartalákalkatrészként lehetne ilyet még kapni. Utánanézek. Forgácsolható kerámiával még jó 30 éve találkoztam (nem én forgácsoltam), azt hittem, azóta mindennapos alapanyag lett.
Kobaltos furó esetleg (hss-co) 60Hrcvel megbirkózik (nagyon rideg óvatosan kell nyomni neki mert könnyen eltörnek a vékonyabbak), vagy a bosch multi construction azzal is fúrtam megeresztés elött acélba, az meg keményfémes forrasztott végű
Lehet kapni új csatlakozót, legalább az érintkezők is újak lesznek. Nekem biztosan van a bontottak között ilyen, de van amely kör alakú van amely az érintkező elfordulását gátló alakos rés van.
Urak, van valakinek esetleg forgácsolható kerámiája? Az öreg, de napi használatban lévő kávéfőzőmnek már régebben eltörött a konnektor szigetelője. Korábban megdrótoztam (balra a drót látható), ez is kibírt egy pár évet, de most elcsúszott - egy izmos szikra és rövidzárlat kíséretében. Meg lehetne esetleg újra drótozni, de jobban szeretnék egy profi megoldást. A kerámia külső átmérője ~16mm, a magassága 7.5mm. Előre is köszönöm.
Van olyan csoda fúró amivel csapágyat is ki tud fúrni. Ismerősöm vett is, kb 15 éve. Azóta sem merte használni nehogy tönkre menjen. :) Majd rákeresek.
Ha izomból tolod neki a vacak fúrót egy bika géppel, lehet hogy kipirosodik a vége a súrlódástól, és meg is van a felmelegítés. Nekem működött redőnygurtni rugóján.
lemezvágó olló kését ki tudom fúrni egy jó minőségű keményfém maróval
Nem létezik általános lemezvágó és általános jó minőségű keményfém maró, a kérdésre nem lehet választ adni. (Pontosabban: 42, de ezzel most nem leszel kisegítve).
Te szeretsz szenvedni. A béka műanyag kerekes, ha ebben kárt okoz, akkor kár volt a padlóra kenni. Még a vslemez csak -csak, homokon vagy egyenetlen felületen, de szőnyeg alá.... na ilyet sem hallottam még.
Egy gép szervizes rokonunkál láttam két db. kb. 80 cm hosszú 200- as U vasba épített több párhuzamos, rövid ékszíj sorból kialakított kis önjáró " macska nevű" szerkezetet, amiket 2 akkus csavarbehajtó motor hajtott vezetékes "távirányítással".
Sok tonnás generátorokat vittek vele ki, be a gépházakból.
Nem görbítgetném el a lemezeket alárakott szőnyeggel. De eleve nem tennék alá lemezt, mert ha kiderül, hogy a padló egy békát sem bír ki, akkor jobb addig javítani amíg csak egy gépet kell kicűgölni.
Ha van lemez, én raknék. Tapasztalatból tudom, hogy ugyanakkor ezeken a lemezeken nem könnyű a manőverezés, csak, ha jó nagyok, mert a forduláskor sokszor keskenyebbek, mint azt az ember elsőre elgondolta, és a rájuk való fel- és legördülés néha problémás, eltolja őket a béka.
De erre fel lehet készülni. És igen, ha van alá valami alátét, hogy ne karmolja a széle a műgyantát, az nem baj.
Én a lemezek alá még szőnyeget - rongyot is raknék , hogy ne karcolódjon a padló . A békával való manőverezést ( kerekek sodródását ) lehet , hogy nem bírja a padló . Ha viszont megsérül a padló akkor hosszú ideig nézheted , és nehezebb lesz tisztán tartani .
Úgy néz ki egyre közelebb a célegyenes a műhelyfelújításban.
Azon gondolkoztam hogy a 2K epoxy padlófestékem nem biztos hogy szeretni fogja ha ráhúzom békával a 800kg-os gépet.
Arra gondoltam hogy lemezeket (alu, mert ez van most itthon) tennék a béka kerekei alá mint egy ösvény és úgy húznám végig rajta a békát, hogy biztosan ne sértse meg a vonalszerű terhelés a festést.
Hát ide már szívesebben elvinném az autómat - de most pont az a helyzet van, hogy hozzám hoznak egy ilyen munkát... Vivaro, kicsit masszívabb csapágy...
Pont kiakartam kerülni a melegitést mert csapágynak müanyag porvédőit kuka lett volna csakpánynak sem tett volna tul jót, továbbá azt olvastam hogyha a megadótt hőmérsékleten túlhevíti az ember akkor a ragasztó kökeménnyé válik
Az tapasztalataim szerint az aceton oldja a pillanatragasztókat, de sok idő kell neki. Az aceton viszont azonnal elpárolog. Én beburkoltam egy műanyag zacskóval (olyannal, amit nem old az aceton). Pár nap múlva a pillanatragasztó felpuhult, olyan lett, mint a szilikon. Le lehetett vakarni.
A melegítéssel vigyázni kell, mert a cianoakrilátból maró gázok szabadulnak fel. Ha a szembe jut, az nagyon fáj! (sajnos tapasztalatból mondom)
Tud-e segíteni valaki abban, hogy ebonit nevű "műanyagot" honnan szerezhetnék. Bármilyen alakút, rúd, lap, korong, vagy ebből készült tárgy, stb. Vagy ha esetleg valakinek van és megválna tőle, érdekelne. A neten csak külföldről lehet rendelni, de abban nem bízom annyira, India, meg Japán.. Szeretném megismerni jobban ezt az anyagot, így bármilyen ezzel kapcsolatos leírás, infó, vagy olyan tárgy amiben ilyen alkatrész lehet, szükségem lenne rá. A bakelit az már szintetikus, nem az kellene, hanem a természetes alapú, sötét, barnás-feketés ebonit, ami textilmentes. Köszönöm előre is!
A facén árul valaki egy vertikálfejet ME 1000-s gépre, ami valójában egy ilyen gépre való vertikálfej egy közdarabbal. Adja hozzá a patronokat is. Ha nem találod, megpróbálom előkeresni és elküldöm a linket. Esetleg megvehetjük közösen, neked a patronok, nekem a vertikálfej.
Nemrégiben vásároltam egy UMF Ruhla Type 58 as szerszámmarógépet.csak nem volt hozzá semmilyen tartozék.
Beleástam magam a dologba eléggé szereztem első körben gépkönyvet hozzá bár ezek csak töredékek és és idegen nyelvűek, esetleg ha valakinek lenne itt gépkönyve szivesen venném.
Ez a gép amugy fut még Thiel Duplex 58 néven is meg erre a gépvázra épüt rá a type 59 meg fuw 260x760 meg még egy pár hasonlo gép.
Légyen mi lényeg szerettem volna venni hozzá befogó tüskét csak akkor szembesültem vele hogy a főorsó egyik mai szabványhoz sem hasonlatos. Rövidkupos megoldás r8 tünt viszont nem az. Kideritettem hogy az régebbi gépek nem a mk5 kuppal készültek hanem ezzel a saját rövidkupos megoldással , grátisz a vertikál és a horizontál kupja nem azonos méretű.
Ha van valaki a forumon akinek ilyen gépe van és van hozzá tüskéje behuzorúd stb nagy segítség lenne ha méreteit megkaphatnám, mert akkor legyártatnám, vagy ha valakinel lenne elfekvöben bármi kiegészítője a géphez vevő lennék rá.
Amugy a gép szép állapotu vesz minden sebességet vesz, mellékmozgások is rendben vannak , vezetékek nem kopottak így első blikkre ez jött le, plusz valaki ortó paraszt modon telibefuj festékkel pár dolgot pl horizontális főorsó végeit , pár ágyvezeték végét stb.
De hogy nagyon ne offoljam szét a topicot, az összes szerszámgépemet drótköteles vonszolóval mozgattam az udvaron -egy részen elég becsületes emelkedő van-. 20 m drótkötél van hozzá, az azért legtöbbször elég, valamit meg csak talál az ember, amihez megköti. Én pl. egy 1,5 méteres betonacélt ütöttem le, ahová jónak láttam, hegesztettem rá egy jó erős kampót, ahhoz kötöttem ki. Amikor végeztem, pont a lejjebb említett fogaslécessel meg kikaptam a földből :)Szép megfontoltam lehet vele haladni, van idő korrigálni, ha kell, vissza lehet engedni, nem kell kúszni-mászni a földön mint a tekerős csörlőkkel, szerintem tökéletes a feladatra. Egyszer eladtam az egyiket, egy 3,2 tonnást, pont valami gépszállítással foglalkozó hapsi vette meg, mondta, hogy az 1,6-ossal egy 10 tonnás présgépet felállítottak, igaz a targonca kicsit rásegített alulról :D














 elkészült az anya és a hasítás
elkészült az anya és a hasítás az ütés maradt 0.03 mm,
az ütés maradt 0.03 mm,






 nem volt egyszerű a 2,5mm-el előfúrt furatot kiesztergálni.
nem volt egyszerű a 2,5mm-el előfúrt furatot kiesztergálni. 20-30 mikron az ütése.
20-30 mikron az ütése. itt tartok, folyt. köv.
itt tartok, folyt. köv.