A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
Sziasztok! Van valakinek tapasztalata alfaweld cut 30-as plazmavagoval?
tenylegesen milyen vastag anyagok vagasara jo minosegi vagasnal es mennyi a maximalis vastagsag amit el tud vagni?aluminiumnal, szenacelnal, rozsdamentes acelnal....
A 300e nettó igaz lehet három műszakban vagy folyamatosban (és esetleg túlórát vállalva).
Kint többet fizetnek érte természetesen.
"még 2csövet sem tudnak összehegeszteni"
Kérdés, hogy mi a követelményi szint! Ez ami nagyon nem mindegy. Ránézel, kétszer rávágsz a kalapáccsal és "jó lesz ez így" felkiáltással összecsomagolsz. Vagy elvégeznek egy vizuális, műszeres varratvizsgálatot és úgy mondják, hogy "jó lesz ez így".
A cikk régi és bizony szép varratot kevesen tudnak csinálni (ez az első feltétele, hogy jó is legyen a varrat). Ahhoz a vonzáskörzethez tartozik a GE és onnan nem szívesen mennek el az emberek (legfeljebb külföldre), mert ott sem kapnak kevesebbet és bevált munkahely. Tudják, hogy van jövője. A jó szakember tisztában van a tudásának az értékéve és ha teheti nem adja el aprópénzét itthon az a "pár évet" amíg a csúcson tud lenni. Így marad a külföld.
Hát én sokkal többet keresek én Ausztriában dolgozom szakmám szerint szerkezetlakatos vagyok de a 1400 Eurót simán hazaviszem pedig pincér vagyok mert itt csak az megy nagyon :) Ezt fizetik meg sajna
Igazából nem értem a csávót. Ha valóban jó üzletember lenne először felmérte volna a lehetőségeket. Ill. tudnia kellene, hogy aki tényleg jó a szakmájában és esetleg még nyelvet is beszél az már régen kint dolgozik a németeknél, svájban vagy ausztriában.
Ehhez még csak vállalkozónak sem kell lennie csak logikusan kellene gondolkodni. A képzett szakmunkásokból mindenhol hiány van. És nyilván oda megy az ember ahol többet keres.
Nem mondom, hogy a netto 300ezeres fizetés (már ha igaz) itteni viszonylatban rossz lenne.......de kint a többxsét meg lehet keresni.
Az, hogy valóban ilyen gyenge lenne a felhozatal, hogy még 2csövet sem tudnak összehegeszteni......hát nem tudom. Igaz lehet?!
Vagy inkább túl van terhelve az az áramkör amin próbálkoztál.
Nálam elég a 16A......... de külön áramkör és 2,5mm rézvezeték.
Tavaly ahol albérletben laktam, ott is régi hálózat volt, 16A-s biztivel......hegeszteni akkor tudtam ha más nem ment semmi. Ha már ment 1mikró vagy épp akkor kapcsolt be a fagyláda akkor nekem is levágta.
A távolságtól is függ,mert a saját súlya is sok lehet, ha hosszú. 170x80 kádnál nem volt nyerő, lefittyen a hajlításnál.. de sarokkád esetén eleve kevésbé durva a hajlítás, meg talán kisebb is a táv.
Sarokkádhoz kellene zuhanyfüggöny tartót csinálnom. A boltban kapható műanyag vackokkal az a gondom, hogy 1részt hamar törik.....másrészt pedig középen "megereszkedik".
Mit gondoltok a 10-es gömbvasnak van annyi tartása, hogy ne kelljen a plafonhoz is rögzíteni? Ívesre meghajtanám és 2oldalt a falhoz lenne csak a rögzítés.....
Tudnátok nekem segíteni, egy Hetra hegesztőtrafónak mekkora biztosíték kell? Egy ismerősömnek akartam hegeszteni, de nem sikerült mert már bekapcsoláskor leverte. Régi építésű a lakás 16A van neki, lehet hogy kevés lenne?
Nem készítek pálinkafőzőt. Méhészeti eszközöket készítek magamnak, valamint ha időm engedi másnak is. Eddig ha saválló anyaggal dolgoztam meghegeszttettük mással, mivel a kopácsolós awiról lebeszéltetek így ezután is így lesz. Az az igazság hogy főleg azért érdekel a savállózás mert faternak van egy csomó tábla saválló lemeze amiből lehetne valami.
Erre csak azt tudom mondani hogy megerdemli. Ha olyan hulye hogy hisz a magyar politikusoknak. Csak 1 orat kellett volna raszannia hogy kerdezzen mondjuk itt. Rogton megtudta volna hogy epkezlab alkalmazottkent dolgozni akaro hegeszto alig alig van mar idehaza. De sajnos ez lassan igaz szinte minden epitoipari szakmara
Igen, van egy. Nem annyira rosz mint sokan gondolják. De foglalkozni kell vele, nagyon rosszak a vezetékek csatlakozásai, erre akkor jöttem rá amikor kipróbáltam a 25 éves Hetra kábeleivel.
A Rilont sokan ismerik annál kicsit nehezebb ívet gyújtani vele, letapadásgátlása viszont jobb mint a drágább gépé. Háromnegyed áramerősséggel tudtam próbálni max, mert a 16 amperes biztosíték nem bír többet a garázsomban. Nagyon erős, de kicsit hangos.
Koppintós awiról azért szoktuk az embereket lebeszélni, mert pont annyiba van, mintha megvennéd a legolcsóbb nagyfrekis awi gépet. (nagyon nem mindegy hogy nagyfrekis vagy koppintós)
Ha azt vesszük hogy van egy ilyen "orosz" invertered 30 körül, meg megveszed hozzá 20-ért a szelepes pisztolyt (reduktor, palack a nagyfrekishez is kell, azt nem számolom) akkor lassan ugyanott vagy mintha egyben vetted volna egy komolyabb géppel. Ott meg azért vannak + funkcók, mint pld a gázszelep a gépben, beállított utógázzal, lefutással.
Meg lehet próbálni, de 0 gyakorlattal csak drága kínlódás lesz sajna :-(
Inkább egy alfaweld QT160, vagy 200, abban minden megvan.
A másik kérdésem az lenne hogy ez a koppantós awi mit takar? Még soha nem awiztam, csak az elvét ismerem. Azt mondják hogy a saválló anyagokat awival lehet szépen hegeszteni. Ez elvileg képes lehet rá, vagy azért ezt ne várjam egy 33 ezres géptől?
Mondjuk amit meg kell venni mellé olyat még nem is láttam, még neten sem. Gondolom valami pisztoly, tömlő, reduktor, palack kombó lehet.
Amúgy ez a hegesztő szerintem pont úgy orosz mint én, és pont mint az orosz fűkasza amit a hirdető még árul. Annak minden része a teszkós kínai, ahogy szinte 80 000 Ft-ig minden kaszának. A kínai cuccokat öltöztetik más és más ruhákba, így lesznek hekt, strausz, heron, zipper és társai. Pont az zavar össze hogy egy garantáltan jó gépre nincs pénzem, az gyengébb kínait meg nem majdnem bosch árban akarom venni.
Használható gép, ha a vezetékeket kicseréled, vagy legalább átnézed a csatlakozásokat. 180- 200 ampert tudhat kb. Legalábbis a főnököm 160 as Rilon inverterénél jóval erősebb. Engem zavar, hogy hangos a hűtőventilátora.
Ismeri valamelyikőtök ezt? Ebben az árban lehet használható ketyerét venni?
Átlag havi MAXIMUM 10-20 órát hegesztek, 80-110 A közötti tartományban 2,5-ös pálcával.
A másik ami érdekelne hogy ezzel állítólag lehetne awizni, persze megfelelő eszközök beszerzése után. Szeretnék rozsdamentes anyagokat is hegeszteni szép vízzáró varrattal. (1mm-es lemez, plusz saválló köracél vagy gátervas(?) max 12 mm.)
Ez erre alkalmas? Válaszaitokat előre is köszönöm.
A kérdésem az volt, hogy a beépített munkakábeles hegesztőt hogy tudom átalakítani hosszabb kábelesre.
A válasz az volt: euro csati beépítésével egy 4 méteres kábel is rárakható!
Ezzel meg is volnék (25000 Ft), amire viszont nem gondoltunk az a gáznak a mágnesszelepe. Mivel ebben a gépben nem található ilyen, hanem a régi pisztolyba volt egy szelep.
Most folyamatosan ömlik a védőgáz a pisztolyon keresztül.
A kérdésemet már tudjátok! Mi ilyenkor a teendő? A gép Esab original 150 (220 V)
Húú ennek rendesen tele ment a tüdeje. De ez azt jelenti,hogy van is munkája a kicsikének. Nekem az Alfaweldesek mondták is hogy nyugodtan vegyem le az oldalait és időnként fújjam ki kompresszorral és attól nem fog gond lenni a garival.
Csak ha nem lett baja meg nem kellett vele szaladgálnod.
Egyik havernak a 190-es einhell-en is 5m-es van, pedig abban az előtoló elég gyengus :-)
Mondjuk arra azért figyelj majd hogy lehetőleg ne törjön meg, mindig szépen legyen kinyújtóztatva a kábel amennyire lehet. Nem lehet gond. Gusztinak van egy eladó 4 méteres, mint közbenső megoldás az sem lehet rossz. Azt hiszem egyébként most akciósak a binzelek.
Véleményre illetve tanácsra,tepasztalatra lenne szükségem.
Mégpedig Co munkakábel ügyben.Kissé rövidnek találom a mostani 3m kábelt és fontolgatom egy 5m beszerzésében.De kíváncsi lennék,hogy érdemes e be fektetni egy ilyen kábelbe?!
A két görgős vajon el birná e az 5m kábelt vagy az már túl hosszú?
Vékony lemez hegesztésénél a Formig jobb volt. A 0.8-as lemezre 2 fokozaton rátudtam húzni a varratott úgy hogy átégne, az 1-fokozattal nem is lehetett hegeszteni.
A 0.8-as lemezt átlapolva meg nagyon jól összelehetett hegeszteni.
Az újnál a 0.8-as lemezre 1 fokozaton csak kis szakaszokat tudok húzni, különben átolvad. Átlapolva is csak nagyon odafigyelve lehet hegeszteni nehogy átolvadjon. Az 1fokozaton a huzalelőtolás 2.5 előtolásnál indul meg, 3,9-nél már lehet hegeszteni a vékony lemezt. A Formignél ugyan azt a lemezt 2 fokozat 9-10 előtolással lehetett hegeszteni. Az újnak pl zárszelvény vagy vastagabb anyagoknál valamivel egyenletesebb az ív és jobb sercegő hangja van. Pl egy sárvédőperemet a Formigel 3 fokozaton pontoztam, ezzel 2 fokozaton bőven elég pontozni. A trafója olyan precízebbnek nézet ki a Formignek, (vagyis számomra mint laikus) de ezt szerintem csíkarc kolléga jobban tudná. A hűtése és belső elrendezése pedig az ujjé sokkal jobb, a tudása is több szakasz, ponthegesztés,(ezeket szerintem csak esetleg kíváncsiságból fogom kipróbálni). Kb ennyi az eddigi tapasztalatom, hogy megérte-e lecserélni nem tudom de ez már így marad.
A kasztnis haverom ugyan ilyen Formiget akart venni mint az enyém. Nyaralásból hazafelé (nem túl messze tőled) útba ejtettük ezt a mostanit, megtetszett, felhívtam hogy megveszi-e a Formiget, mondta hogy igen. Ha netán mégsem tetszene az új akkor átveszi azt, aztán a kettő közül az új maradt nekem.
gyakori olvasoja vagyok a fórumnak. Ajándékba kaptam egy Miller TIG "L" -es hegesztőkesztyűt ami természetesen nem az én méretem. Jó anyag, könnyű fogás, kevlár varrás, stb. 7000 Ft - ért árába eladó.
0,6 huzal, 0,5mm lemezekkel teljesen jól elvagyok corgonnal. letekertem mindent alapra kb, 3m/s és 17,8V környéke, így nem ég át ellenben szép lesz a gyökoldal is. 0,6 huzallal 0,8 lemez pedig 3,3-3,8m/s és 18-18,5V. Apró pici lapos szép varratok, szinte köszörülni sem kellene néha (de muszáj, mert nem látszódhat javítás a lemezen).
Nekem itthonra egy 3 lépcsőfokos vas lépcsőt kell csinálnom a közeljövőben, ennyi a projekt egyenlőre. Az jó korrekt kis műhely lesz, nekem is hasonló a garázs (műhely) 7x3.5méter. Meg múltkor írtam hogy nekem olyan összevissza most a melóhely, lehetetlen lenne vállalni mellette bármit is. Meg nincs már meg a Formigem sem, persze vettem helyette egy másikat,(de hogy minek?)
Szia, Corgonnal való hegesztéskor több, vagy kevesebb amper kell mint Co-val? Én úgy emlékszem hogy több kell, de nem vagyok benne biztos. Egyenlőre csak kíváncsiságból kérdezem.
Az órák mutatnak, elzárom a gázt, tartja is pár percig. A reduktorról nem szedném le az órákat, garis még. Felhívom majd az iweldet, hátha tudnak okosságot.
Az órát lefujtad?Van rajta egy magasnyomáselengedő.lehet ott szivárog.Másik óra csere, a végén úgyis kijön ki a hunyó.
A motorszerelő tanárom,oktatóm Dr.Ternai Zoltán monta ezt, és ez nemcsak motorkerékpárokra érvényes, hanem az összes szerelőkre is igaz.Lehenek motorkerékpár vagy autószerelők,de ugyanúgy érvényesek bármely szakmára.
ÁLTALÁNOS ALAPELV: „GÉPPEL VAN DOLGUNK, AHOL CSODÁK, SŐT REJTELMES HIBÁK SINCSENEK, CSUPÁN KÖNNYEBBEN VAGY NEHEZEBBEN FELDERÍTHETŐ ESETEK, ILLETVE A FELDERÍTÉSHEZ SZÜKSÉGES TÖBB, VAGY KEVESEBB HOZZÁÉRTÉS” (Dr.Ternai Zoltán)
Gyerekek ezt el kell fogadnunk,és eszerint kell élni.
A gáz mágnesszelepe is átengedhet akár a szelepülésnél ahol zárnia kellene, akár a rámenőcsatlakozásnál bent a gépben.Ha minden látható csatlakozást megfújtad szivárgás sprével és sehol nem enged akkor ott lehet a bibi.Vedd le a gázterelőt és ott is fújj rá szivárgásjelzőt vagy szigszalagozd egy kotont a pisztolynyakra és reggelre meglátod mennyire fúvódik fel.
Szerintem is lecserélem a reduktort. Akkor azért csak pontosabb lenne a gáz beállítása.
Degumentes, az esetemben a szórt ívet vagyos a legkevésbé fröcskölő ívet co val is elő tudom idézni vagy csal corgonnal arvonnal 180felett? Vagy most bődületes dolgot kérdeztem...... A pisztolyspray viszont biztos hogy vásárlásra kerül.
Mondjuk az biztos hogy beállítás után megnyugodtam hogy nem vettem rossz használhatatlan gépet. Eddig elnyerte a tetszésemet nagyon is
Számomra is hihetetlen, de még mindig védőgáz problémával küzdök. A 20L 200bar-os corgon konkrétan 2,5 hétig bírta, nem napi 8 óra hegesztéssel (karosszéria műhely) most mutat 30 bar-t.. hőmérséklettől függetlenül.
Eleinte csak új csöveket vettem a gépre, meg bilincsek, de azóta vettem másik reduktort is, tömítések megint cserélve.. iweld pocketmig 205 a gép, 0,1sec alá nem lehet vinni az elő és utógázt, néha szabadban 8L/perc, bent 5,5L /perc.. Ez ennyit számítana? Másik műhelyben egy ilyen 20L palack formig 180 gépen, ugyanilyen kihasználtsággal 3 hónapig bírta.. Kezd nagyon idegesíteni. A huzal még a feléig se fogyott (5kg)
Lehet hogy megérné elpasszolnod a reduktort, és venni egy Co2/argonhoz való mérőórásat. 6500-ért már van a mini. Az átfolyásmérő is lenne 2500 ... szóval lehet jobban jársz a reduktor cserével.
A gázterelőből van kúpos, meg egyenes. Nem variáltam, nekem ugyanolyan van rajta (kúpos) amit hozzá adtak. 400Ft/db Áramátadó jobban fogy, de az filléres tétel.
A spray az fasza, van a normál, és a kerámiás. (utóbbi nekem épp kifogyott) Mindkettő jó. A normált használom, mert én fújom vele a hegesztő asztalt is hogy könnyebb legyen takarítani. Oda a kerámiás marha drága lenne.
A fröcsögés azt nem befolyásolja a gázmennyiség, ha távolítod a pisztolyt, azzal növeled az áramátadó és az anyag közti távolságot, mivel a feszültség értéked nem növeled hozzá, így keményebb ívet fogsz kapni és kisebb áramerősséget, ha leszorítod az ívet, akkor növeled az áramerősséget. Az hogy éppen mennyire fröcsköl az attól is függ, hogy éppen milyen ívtípussal hegesztesz. Ha átmeneti ívtartományba vagy ott fog fröcskölni a legjobban, ha szórt ívvel akkor a legkevésbé (szórt ív csak argon bázisú védőgázban és 1.2-es huzal esetén kb 265A felett jön létre, 08-as huzal esetén kb 180A környékén már szórt íved van). Ha a gázmennyiség kevés, akkor porózus (szivacsos) lesz a varrat, ha sok akkor is előfordulhat a turbulencia miatt gázosodás.
Először is nagy öröm számomra hogy a tanácsaitok valamint az itt olvasottak alapján sikerült beállítani a kis gépem. Nayon nagyon szépen köszönöm a segítséget.
Aztán. Próba is megtörtént. A 20x40 es 2mm es falú zártszelvényt tökéletesen hegeszti. Ahogy a nagykönyve le van írva. Annyi hogy vennem kell egy gáz átfolyásmérőt és azzal pontosan be kell állítanom a mennyiséget mert most csak saccra tudom állítani. Ami annyiban nyilvánul meg hogy ha nem megfelelő szögben tartom akkor van fröcsögés rendesen. Vagy picit nagyobb a távolság az anyag és a pisztoly közt akkor szintén fröcsögés van. Egyébként minimális a fröcsögés és szép varratot lehet vele csiválni. Mi több... Lassacskán ráérzek az előtolásra is. Mert a 18v 4m/perc az megfelelő. Majdnem hogy 4.5 vagy 5 m/perc is néha. De szép lassan ráérzek hogy mi hogy van.
Kérdésem annyi volna mivel új a gép ezérz nem akarom elrontani a dolgot. Ezt a pisztolyba való dezodort megéri e vennem? Meg ha igen akkor mi a javaslat, a bevált?
Meg a gázterelőből van e több fajta és ha igen akkor milyet javasoltok.
Sajna nem sok mindent tudsz csinálni. Ennél a beállításnál tolva elég szépen terülne a varrat, de azt a kasztnin nem tudod elérni, mert mire terülne átég. egy 2-es falú zártszelvényen simán jó lenne. Sajna erre a vékony lemezre nincs tippem, max annyi hogy kísérletezni kell. Pontozásnál akár az ideálistól eltérő paraméter is hozhat jó eredmény.
0.8-as huzal, 18V 4es előtolásnál kicsit magas a varrat. Hogyan lehet azt elérni, hogy jobban terüljön? Ez karosszériázásnál jönne jól, kevesebbet kellene visszacsiszolni.
0.6os huzalnál méginkább előjön, pedig játszottam azzal, hogy több feszültséget tolok rá, de akkor meg könmyebben átégett a lemez.
Amúgy imádom a gépet, köszi szépen, hogy javasoltátok! :)
Na. Stimm. Akkor holnap pontosítás lesz. Nem is kicsit. Meg elmegyel a hegesztéstechnikába átfolyásmérőt venni a reduktorhoz vagyis csőhöz. Jóéjt és köszönöm szépen.
Hát a feszkó az ott még akár el is ment volna :-) A huzal valóban kevés 2m/perc, nyugodtan lehet 3,5-4 kezdésnek, aztán ahogy mész fentebb a feszkóval úgy utána kell menni a huzallal is.
Mondjuk a sok gáz is okozhat problémát, mert a turbulencia miatt elfújja a gázt, illetve levegőt szív be, így olyan a jelenség mintha kevés lenne, durrog, gombócot csinál..stb
Itt a hiba nézd csak. Ezt az elején fotóztam. De itt látszik hogy kevés a feszkó is meg a huzal is. A feszkó nincs 18 meg a huzal is 2m/perc körül van. Na de holnap meglátjuk. Legalább ami jó hogy a gázmennyiségen nem múlt 😊. A feszültséget növelve lehet javítani a beolvadáson gondolom. Valamint a dobozban ami van kis potméter a burn back. Hova állítsam?
Ha kevés a huzal (vagy túl sok a feszültség) azt nagyon hamar észreveszed, mert nagy cseppenként olvad, csöppen le a huzal. Lehet ezt a jelenséget írtad le impulzus szerűnek?
Szerintem jó lesz a 18-19 V, a huzalsebességgel próbálj meg játszani.
Ma 1mm körüli anyagon javítottam repedést, pontoztam. 18v és 4m/perc volt a beállítás, és 8 liter gáz. Ugyanez a beállítás jó volt zártszelvényre (30x30x2mm) is
Elég a 8 liter, a 14 az sok, még ha azt az átlagot adják is meg, otthoni hobbira ritkán kell 10 liter fölé menni (max ha huzatos a hely ahol hegeszteni kell)
Nagyon nagyon szépen köszönöm a kimerítő válaszod. Igen igen. Ez a gép az. Mostmár tudom hogy az A poti csak mma nál lényeges. Egyébként el is felejtem. Holnap ki is próbálok mindent ahogy írtad. És igen az a kép amit linkeltél az nagy segítség volt már most is
Kicsit visszaolvastam. Amit maseratisti felrakott táblázat az nagyon jó. Utólag is köszönöm. Nagy segítség. 0.8 as a huzal nálam is. Talán amire rájöttem a visszaolvasást követően az az hogy kevés a feszültségem. 18ra van állítva nálam. Ami az alsó határa kb a huzalnak. A huzalelőtolást meg meg fogom nézni hogy hogy áll mert lehet hogy nagyon elvettem tőle és azért érzem hogy darabosan vagy impulzusszerűen olvad be. Lehet hogy kevés neki. Ami kérdéses volna nekem az az hogy az oxigén reduktorom nyomás látszik csak. Milyen nyomásra állítsam hogy kb a 14l/perc legyen? Mert ha az is megvan akkor jónak kell lennie.
Gép beazonosítás; ha a 195, akkor ugye ez az aluflux? Biztosan mert a régi "csak" 185-ös volt.
(csak a potik elrendezése végett)
A bal oldali poti (A) az csak MMA (bevont elektróda) üzemmódban használandó. Ha MIG állásban (CO) használod a gépet akkor akárhol lehet, nem számít. Ebben az üzemmódban csak a V, és a m/min potival állítod be a kívánt paramétereket. Valószínűleg azért volt a "lökdösés" mert nem megfelelő volt a feszültség, és így túl sok volt a huzal.
Egy kicsit lentebb (esetleg az előző oldalon) van beszúrva pár kép a huzalokhoz tartozó adatokkal. Gondolom 0,8-as huzal van a gépen. Próbáld meg úgy hogy a V potit 18-ra állítod, és hozzá lövöd a huzalsebességet (3,5-4 körül már jó is lesz szerintem)
Az oxigén nyomáscsökkentő az lehet gond, szerintem 2 barnál bőven sok az a gáz ami kijön. (lehet akár 20-25 liter is) Lehet kapni (kb 2500Ft) gáz átfolyásmérő csövet. Pisztolyra téve pontos értéket tudsz mérni, és úgy beállítani az átfolyást.
Ha tudsz akkor képet tegyél fel a hegesztésről azon látjuk ha valami nagy gebasz van. Persze lehet még hiba a rossz tartás (szög, távolság, szabad huzalhossz, haladási sebesség...szóval sok minden)
Ívhegesztésre kapcsolva olyan gyönyörűen lehet vele hegeszteni hogy öröm nézni. Nagyon jól gyujt és nagyon stabil. Sokal jobb mint a régi vasmagos ívem. Vagyis mma-val hibátlan tökéletes.
Előre jelzem hogy profi nem vagyok. Hegesztettem már stb stb. Bontogatom a szárnyam fogalmazzunk így. Eddig egyszerű vasmagos ívhegesztővel játszadoztam. Most vettem egy iweld pocketmig 195-t . régóta szerettem volna egy co hegesztőt. Végre megvettem. Összeraktam. Minden anyag más amit hegeszteni kell. Így nem kérdezek hülyeséget hogy mit mennyire állítsak. Annyi ami nekem kicsit ismeretlen hogy van az áramerősség beállítás. Ami egyéni az anyaghoz. Aztán van egy előtolás ami szintén anyagfüggő. Ezeket értem. De van egy középső potméter is amivel a feszültséget azaz (v) tudom állítani. És nagyon nem tudom eltalálni hogy jó legyen. Tudnátok benne segíteni hogy mi alapján állítsam be?!
A másik ami számomra nem megszokott hogy amikor hegesztek vele és felveszi az ívet a huzal majd olvad, olyan mintha szakaszos volna a beolvadás vagy nem tudom hogy fogalmazzak. Mintha lökdösve olvadna be az anyag.
Hegesztettem vasmagos co val de az folyamatos volt. Ahogy nyomtam úgy olvadt be. Ez meg minta csak lökdösve impulzusonként olvadna a huzal. De persze nagyon gyorsan.
Oxigénhez való nyomáscsökkentőm van hozzá. Ki van nyitva 2bar ra. Úgy éreztem hogy ez az a mennyiség ahol jó a kiáramlási mennyisége.
Tudnátok ebben segíteni, hogy mi lehet ez? Lehet hogy ilyen a gép karakterisztikája, vagy valami más probléma van. Vagy csak balfa.... Vagyok. De ezért írok mert ti biztos jobban tudjátok.... Nagyon nagyon szépen köszönöm a segítséget.
Ja annyi még hogy olyan volt mintha nem olvadt volna be a rendesen az anyagba a huzal. Aztán rájöttem hogy sok volt a huzal előtolása és kevés volt az áram. De ezt módosítottam. Sokat javult de nem az igazi. Olyan mintha most se olvadna be úgy ahogy azt szeretném.
Maseratisti a nagy szakértője a gépeknek, és úgy látom megis válaszolta.
Amit én tennék hozzá, hogy ha nem akarsz kínait bár szerintem is a Rilon kiemelkedik közölük(nem volt szerencsém hozzá) akkor még vannak EPsystems-ek,Fimer-ek olasz gépek.Valamint a Parweld gépek ami nem biztos hogy angol, de egy XTI 160-as géppel a cégnél sokat dolgozok és több éve jól bírja.Picivel drágább mint amit szántál gépre 80E körül kapható.
Passz. Igazából mind kínai. Talán a Rilon az egyik legjobb kínai.
Annyi hogy a Rilon már sokaknak bizonyított itt. Nagyon strapabíró felépítés, ha mégis van vele gond akkor könnyebben javítható. (nem akarok hülyeséget íni, de mintha arra azt mondta volna egy szervizes hogy a régebbi Mos FET technológiás az újabbak meg IGBT-k, jelentsen ez bármit is) A rilon saját márka. A hetra az ugyanúgy valami licenc mint a BLM, vagy az alfaweld vagy az iweld.
Érdekes lehet még ugyanazon az olalon ha megnézed az iweld új gépét HD 170. Az is Rilon gyártmány, csak az iweld gyártatja náluk saját márkaként. Rilonnál jobbat ennyiért nehezen kapsz, de érdemes megnézni a többi gépet is, kérdezősködni kinek mi vált be.
Vedd figyelembe hogy a gép mellé kell egy normális pajzs, heg.pálca pár védőfelszerelés.Bár ha nem nulláról indulsz és ezek vannak akkor már jobb a helyzeted.Ha gyatra a géphez adott kábelok idővel azt is cserélned kell.
Ha a későbbiekben awizni is akarsz akkor váltókapcsolós "liftes" MMA gépet válassz.
Tegnap összeállítottam és lehegesztettem a korlátot, aminek a rajzát a napokban linkeltem, annyi változtatás lett, hogy kosarat kértek baba helyett. Még hiányzik a kézfogó. Ez volt eddig a legtöbb idő, hogy hegesztettem az Aluflux-al. Jól vette a 12-es négyzetvas próbáját is.
Nem off-olok tovább:) Valaki csinált már olyat, hogy tetőablakot rakott, olyan autóba, amibe nem volt. Igazából az lenne a kérdésem hogy meglehet e úgy csinálni, hogy nem az oszlopoknál vágjuk el és cseréljük ki a tetőt kompletten, hanem a napfénytetős nyílást vágjuk körbe és hegesztjük át?
alumínium önvényt hegesztettem ma. azt hittem megdöglök. most , hogy végezetem vele, már tudom hogy kellett volna csinálni:))) mindenképp kellett volna az egyenes részekhez tenni egy acél, vas falat elkerülendő a kifolyásokat.
van valakinek ötlete milyen elfogadható árban levő eszközzel lehetne repedésvizsgálatot végezni? nem spraykre gondolok.
A baj, hogy ez hegesztés fórum és sok köze nem volt a posztjaimnak a hegesztéshez :)
Van egy kovácsoltvas lépcső korlát megrendelésem. A megrendelő azt mondta, hogy kovácsolt legyen benne a minta ne csak imitáció /én annak hívom, az ilyen előgyártott kovácsolt cuccokat/.
Rajzoltam neki egy tervezetet és tetszett is neki, csak az ára miatt nem rendelte meg. Mondta is, hogy nagyon jó ár, de sajnos a pénz /hiánya nagy úr/ Most csinálok neki egy imitációsat. A két korlát között 35000 volt a különbség. Persze a megrendelő szava a szent.
Sok hegesztés nem lesz rajta, de jó feladat lesz, ha kész lesz teszek fel képeket.
Ez a 2 tervezet és a másodikat kérte. Bocsánat a rossz minőségű képekért. van mellvéd korlát is, de ugyanaz a minta benne, így azt nem töltöm fel.
Itt egy kis táblázat a huzalok adataival (illetve ez az esab OK1251, de jellemzően a többi huzal adatai is hasonlóak)
Ebből látod hogy a 0,6-os 15v-tól indul. A huzaltolás alsó értéke viszont magasabb (5,5m/perc) minta a 0,8-as huzalnál (3,m/perc) Nagyjából ha pár adat fejben van akkor nagyon nem lehet rosszul belőni a gépet.
A huzaltolás pld mérhető is (6mp-ig nyomod a gombot, majd megméred a kijött huzalt, megszorzod tízzel, és meg is van a m/perc adat) így ellenőrizheted hogy jó-e a skálázás a potin.
Szokni kell a gépet, de ha összeszoktál/megértetted mi miért van, onnantól nagyon könnyű vele a munka :-)
Tisztában vagyok vele :) Lehet azért nem ajánlják, mert rontja a szemet és ez a pajzs még nem az a kategória, ami ezt teljesen kiküszöböli.
Egyébként remélem nem gondolja senki, hogy itt fényezem magam, mert nagyon messze vagyok a szakembertől, de örülök, hogy rátaláltam erre a fórumra, mert mindig tanul az ember. pl. én nem tudtam, hogy az Aluflexen az a poti beállítás mit takar.
az embernek magát nem illik idéznie, én most mégis megteszem:
"aztán a nem használható kategóriában is kipróbáltam 90A AC 40% 120hrz+ 50%völgy 50%időben 150hrz. kifogástalanul működött!!! tehát bírta a pulse üzemet is keményen. kb. 4 órát hegesztettem vele."
ÁÁÁÁÁ.... nem volt nekünk ilyenünk. :) 48-as cső görgősoron meghajlítottam, majd szépen "kiholkeroltam" 3mm vastag 125-ös vágókoronggal. Magyarul mondva sarokcsiszolóval kivágtam. :) Mivel csak fél centi varrattal kellett négy helyen meghegeszteni, így nullhézaggal kellet megcsinálni jó meló volt és egyet se rontottam el. Arról nem beszélve, hogy mivel tükör volt a felület 0,5 mm hézag már 1 mm-esnek látszódott volna. Egy uszodába csináltam, ha jól emlékszem.
a burn back ami a gépházban van balra tekerve a kiindulási pont acélnál, jobbra tekerve teljesen alunál. innen kell korrigálnod. "iweldees hegesztó professzor ajánlása szerint" sokat beszélgettem vele a faszi tényleg ért hozzá
A cégnél nekem is Warrior-om van a kollégáimnak Origo, egyaránt használom awi, mig, mma-ra. A napnál nekem se marad úgy /miért is kellene/ , de az optrelem se maradt.
Awinál nagyon sokszor van, hogy alig férek be a tubussal meg takar 6 féle alkatrész és még néha én is eltakarom a kezemmel, de így se villan be. Mondjuk én ritkán hegesztek alacsony amperen. Vékony anyagnál impulzusra kapcsolom. pl. 0,5 rozsdamentes tálcánál 1mm-es pótanyaggal 40-70 az impulzus. Mondjuk lehet csal a digitális kijelző 1-2 éve még biztosan jó volt, mert kimértük.
te amúgy is amolyan kísérletezgetős vagy és előszeretettel teszel fel rossz hegesztéseket is, nem félve a kritikáktól (hálistennek). szerintem fel kéne tenned és ahogy szoktad, az első próbálkozást az 1mm-essel.
Más!
ma megkaptam az eseb warrio tech sisakot, amit az iweld fantom 4xl helyett kaptam. az első próbálkozás az udvaron szembeállva a nappal lesújtó volt. lenézés sisakban, felnézés hirtelen a napba, besötétedik aztán a napba nézve-maradva kivilágosodik:( ugyanez az alfawelddel és az optrel e684-el napbanézve és úgy maradva stabilan sötéten marad az üveg. már majdnem felvettem a telefont, de ugye a leves próbája az evés. tehát nekiálltam hegeszteni vele és csodák csodája ott meg kitűnőre vizsgázott!!! a sláger: pulse nincs 60 A awi 2mm-es fal pedálbeállítása OK!!! lementem 5A-ig. aztán mindegyikkel (alfa, optrel esab). mindegyik bevillogott néha-néha 5-nél. 10-nél ritkábban. aztán a nem használható kategóriában is kipróbáltam 90A AC 40% 120hrz+ 50%völgy 50%időben 150hrz. kifogástalanul működött!!! tehát bírta a pulse üzemet is keményen. kb. 4 órát hegesztettem vele.
Ja, amúgy én a huzalhoz állítom be a gépet. (0,8-as huzalom van minden fajta) Az anyagvastagsághoz meg a haladási sebességgel, szakaszolással alkalmazkodom. Persze nyilván finomhangolok a huzalhoz való paramétereken belül, de az ajánlott tartományokból nem szoktam kilépni.
hát ez nem semmi :-) a huzaltolás az oké, de hogy a feszültség ebben az állásban jó legyen az már tiszta x akták :-)))
Amúgy érdekes, mert nálam a (régebbi iweld 165) gépen az alu 0,8-as feszültség beállítása meg tök ugyanott van mint a 0,8as acél csak az előtolás van fentebb. A CuSi, meg a porbeles esetében kell csak lentebb menni.
Szóval ez a beállítás igen meglepett, no de ha így jó akkor így jó :-)
köszönöm a képeket:) valódi művészmunka!!! természetesen mint mindig, nem a hegesztés hanem az előkészületek, a kidolgozottság, a precizitás amik leginkább példaértékűek.
Hu, most megfogtál. :) Először én is bogyókat rakok és utána arról olvasztom rá a 2mm-es anyagról a 0,5-re. A héten megnézem a pontos beállítást, mert fateromnál van műhely ahol hobbizgatok. Általában érzésre beállítom és finomítom, ha kell. nekem is 0,8-as drót van fent.
Igazából nincs szakmám. Gépészeti szakiskolába jártam, de behúzott a kamaszkor és érettségi előtt megbuktam évismétléskor meg nem indították azt a szakot a másik szakra, meg vagy 4 tantárgyból különbözeti vizsgát kellett tenni, így ráhagytam. Faternak volt egy fémipari cége ott tanultam ki a szakmát. Pont húsz éve dolgozom a fémiparban. A mostani melóm rozsdamentes anyagokat hegesztek. Autóiparban használatos szerelőgépek tervezése kivitelezése és mérlegalvázak készítése, hegesztése.
Van egy régi honlapom a Kovács és lakatos munkák menüpontban láthatsz pár régebbi munkám.
Pont hasonló ügyben szeretnék kérdezni. Szintén Aluflux. Milyen beállításokkal csinálod ezeket a művészeti alkotásokat? Nekem kis feszültségnél csak bogyókat nyom akármilyen előtolással. :( 0.8-as huzal.
Már csináltam vagy 50 db ilyen rózsát. Kivágom a levelet lemezollóval. Vágókoronggal megcsinálom a cikk-cakkokat a szélén és utána belepréselem a mintát. 2 mm-es drótból lett csinálva az erezet ezt ráteszem a lemezre a lemez alatt egy 2 cm vastag ólomlap és hidraulikus préssel megnyomom. Amikor kész a rózsa pb gázos égőfejjel feketére égetem az egészet, kihűlés után simán lelakkozom és annyi. Persze valaki feketére kéri azt feketére lefestem, de nekem így jobban tetszik. Ez fényképtartós, de csináltam már virágtartós kivitelben is.
keresel egyet ismerősnél, és lemásolod. nincs ennél egyszerűbb. egész bonyi ám, és ha picit is elrontod nem lehet használni normálisan. és minek kísérletezz, ha más már megcsinálta.
Ma volt alkalmam kipróbálni az Iweld Alulfux 195-ös gépet finomabb munkára. Egyszerűen tökéletes, teljesen "beleszerettem" a gépbe. Olyan finoman be lehet állítani, hogy öröm vele dolgozni.
A levelek 0,5-ös lemezek. A levelek szára 2mm-es. Nagyon jól lehetett a két anyagot hegeszteni.
A héten csináltam egy függőágy keretet egy ismerősömnek ott se volt probléma. A következő melóm egy kovácsolt korlát lesz 12-es négyzetvas, mángorolt zárszelvény, laposvas és különböző díszek. Úgy gondolom nem lesz gond. A képek minőségéért bocsánat, nem volt kedvem a vakukat elővenni.
Hát, egyszerűen szerintem nem nagyon lehet. Elég macerás, görgők, rugók egyedi profilok a keretnek stb. Nagyon fontos a könnyű használat miatt minden paraméter. Egy rossz kivitelezés miatt szorulhat vagy még működésképtelenné is válhat. Én nem vállalnám el főleg nem 20x20-as szelvényből.
Persze látni kellene közelről egyet.
Itt találsz róla, hogyan működik meg mi kell hozzá, bár gondolom már láttad.
1 billenős garázsajtót kellene csinálnom. A keret 20x20-as zártszelvény lenne, az ajtólap pedig trapézlemez. Amivel gondban vagyok az a mozgató mechanika.
Lehet, hogy idővel motoros is lesz majd.
Nincs valakinek ötlete, hogy csináljam meg a leg1xűbben?
Most ismerkedek a témával, tervezem egy hegesztő tanfolyam elvégzését is, de addig is abban kérném a segítségeteket, hogy aki ismeri a gépet, nagy ívekben írja le, hogy mit kell tudni róla, mire alkalmas, mire nem. Leginkább az érdekelne, hogy (természetesen a szükséges átalakítások után, mint huzalgörgőcsere, argon gáz stb...) alkalmas e alumínium hegesztésére is?
Annyira lehetséges, hogy még nagyobb vörösréz darabokat is lehet vele forrasztani. Én már régóta használok egy francia oxigénes PB-pisztolyt és ezüsttel is, meg foszforos pálcával jól megy vele.
Valószínű tömítetlenség volt a baj. 25-30C közötti hőmérsékleten 50bar körül mutatott, aztán másnap már csak 8.. ugyanolyan időben ugyanazon a helyen. Közben folyamatosan kb 30 perc hegesztést (ív időt) számolhatunk. Kicseréltem mindent, de most már a corgon van fenn. Remélem ezzel a 20literessel már nem lesz ilyen gond.. elég drága. Bár fajlagosan persze olcsóbb, mint az 5kg-t tölteni.
Az egyik műhely félig (egy oldala) nyitott, ott 8L/p, a másik zárt, ott 5,5-6L/perc a gáz beállítás.
Huúúúúú !!!! Ha egy ilyen jönne ,vagy ki se mennék vagy kiüvöltenék hogy nincs !! Volt úgy egyszer ,hogy a másik telkemre csak úgy bementek bár nem engedtem be őket , Épp a másik kertben voltam valamiért és látom mennek be ilyen rossz arcú emberek ,na kiléptem a kapun és oda üvöltöttem hogy mit keresnek ott és ki engedte be őket ? Ettől úgy elszállt a vásárló kedvük hogy nem vártak meg, elhajtottak a rozzant kordélyukkal !
Az előgáz 0 és 0,1sec között szokott lenni, de leginkább nem használom. Minden esetre most kicseréltem az összes tömlőt, tömítést, bilincset. Gyanús, hogy nem csak pisztoly irányba távozott a gáz. Vagy nem volt tele töltve.. (5kg co-nak mekkora a "tele" nyomása?, az új 20L corgon 200 bar)
Úszókapuhoz 6m "C" szelvény kapásból 15000, egy 2000X1000-es 5-ös táblalemez meg 20 körül, ha bordás akkor 25.000, szóval egy jobb munka asztalt összerakni ha mindent számolsz pl elektróda, áram, vágókorong, festék, görgő a lábak alá, nem csak a vasanyagot, akkor nem áll meg 50.000 alatt!
Hát menjenek a pics@ba! Azért az "új" anyag sem tökéletes, felületi rozsda azon is akad azért bőven. Ráadásul rohadt drága. Most számolgattam, ennek a viszonylag "kicsi és 1xű" kapunak az anyagköltsége közel 10e Ft! Bele se merek gondolni, hogy ha mondjuk a saját kapumat akarnám tolókapura cserélni (ami egyébként lassan esedékes) az mennyibe kerülne "új" anyagból.
Pl. tavaly csináltunk a havernak munkaasztalt csak hulladék anyagból. Minden abból volt, a zártszelvény, a szögvas, a laposvas, a lemez teteje, minden. Pár ezerből kint volt az egész.......
Oké, hogy fél napig kellett lamellással meg flexel takarítani, hogy hegeszthető meg festhető állapotba kerüljön minden, de akkor is.
Ja! És a lemez munkafelülete 5-ös anyagból lett csinálva ha jól emlékszem. Nem tudom most mennyi lehet az 5ös lemez táblája, de gondolom nem 2 Ft.
Sajna ez nálunk nem megy. Nem én barkácsolok 1dül.....és a cigányok is gyűjtögettek itt 1időben elég sokat. Gondolom ők sem véletlen nem jönnek már régen.
A zártszelvényre legyen rácsavarozva a fa. Akár átmenő kapupánt csavarral, de én sima "reiser" csavarral is tettem már fel. Magátmérővel kifúrni a zártszelvényt és belevágja magát, de a kapupántos és belülről zártanya gumis alátéttel jobb megoldás, ha elrohad a fa, akkor jobban szerelhető. A reiser bele tud rozsdásodni és letörik a fej.
Hasonló a helyzet mifelénk is már több éve ! Ez a köcsög német mentalitás átvétele ,csak mindenből újat vegyél és ne barkácsolj otthon ,ne termessz a kertben semmit ,hogy minél hülyébb legyél rabszolga !!! Én is a maradványokból barkácsolok mindent bár erősen fogy ! Nézz szét a szomszédokban, főleg az idősebbek még tartogatnak vasanyagokat és vedd meg tőlük !
Voltam ma reggel a méhtelepen, és csodák csodájára elhajtottak :((
Nem adnak már el semmit, csak vesznek, mondván túl sokx büntették meg őket. Ez elég gáz mert teljesen kifogytam szinte mindenből (lemezek, csövek egyebek). Egészen jó állapotú vastag anyagokat lehetett összekukázni.
Tapasztalatom szerint nem folyik bele a víz. Fateroméknál legalább is 30 éve nincs gond vele. Én attól tartanék, hogy ami vetemedés van a fában vagy az idő múlásával lesz benne, azt beleviszi a kapuszárnyakba, de ez csak egy ötlet nem biztos, hogy így van.
Egymástól függetlenül hasonlót irtunk a szögvas korozióról ! Nekem nem nagyon jó más, mert fa burkolatot kap a nagykapu is, az majd sokat merevít rajta ! 6-os csavar rögzítéssel ! A zárt szelvényt ha kifurkálod az a 2mm vas 2-3 év után a belefolyó víz miatt szét esik főleg még a fa burkolásnál a fa miatt még fokozott a rozsdásodás !
Most próbálok megmenteni egy kiskaput ami 35x35 szögvasból van és el van rohadva a földhöz közeli szögvas része ,a víz megáll benne ez okozza ! A földhöz közeli részt valahogy másként kell megoldani ! Egyébként nekem hajópalló lenne a betéte !
Hidd el az is csavarodik. Én kimondottan betonkeretként használom. Mérleg alvázakat szoktam csinálni és amikor süllyesztve kérik, akkor dupla szögvaskerettel szállítjuk /összefordítva, mintha Z profil lenne/, amit lebetonoznak. 1500x1500-as keretnél is meg tudom úgy emelni az egyik sarkát, hogy 8-10 cm-ert is emelkedik mire felemelkedik a másik sarka. 50-es szögvasról beszélek. Én kapunak semmiképpen nem ajánlom a szögvasat, főleg, hogy havazáskor, esőnél megáll benne a csapadék és gyorsan elindul a korrózió. Persze, ha ragaszkodsz hozzá, az se gond.
Csinálom kell egy 2,8 x 1,5 m-s kaput (2szárnyú, tehát szárnyanként 1,4 x 1,5m) amire csak sima drótkerítés lenne rakva. Én 40x20x2-es zártszelvényből gondoltam a keretet, bele pedig 6-os betonvasat merevítésnek. A tulaj szerint viszont felesleges a z.szelvény, csináljam inkább 30x30x3-as szögvasból.
Árban gyakorlatilag nincs különbség.....viszont én a zárt szelvényt preferálom. Csináltam már kaput és eddig soha nem volt gond.
Öblítés nélkül a másik oldalt köszörülni kell ,még ha rögtön köszörülés után behuzza a másik oldalt is már bőven késő...
Úgy kell előkészíteni az anyagot hogy eleve az ellentétes irányba törni és annyit húz rajta, hogy majdnem jó lesz ,de ez sem 100% ember legyen a talpán aki megérzi mennyit fog húzni és annyira töri ( állítja) minuszba az anyagot hogy aztán totál egyenesbe húzza ha végez :)
nem tudom, de a legnagyobb sisakjuk, mármint a legjobb. és egyben a legkényelmetlenebb és a legmegbízhatóbb. amíg nagyritkán az optrel e684 bevillan, ez még soha nem tett ilyet!
Na pont ma olvasok vissza.:) Szóval, rozsdamentesnél olyat, hogy ne legyen elhuzódás, az sajna maga a lehetetlen.
Egy példa áramerősségre (ss308l): függő varratok 6os lemezen, még gyök is is 160 amper körül, takaró 180a. 8.asra kell minősítést tennünk, de még 6-oson is megkérik. Elhuzza, ez van, elhuzza a 8ast is, ugyanugy mint az 1-est. Lehet vele játszani amit Te csinálsz, hogy mindig átmész az ellenétes oldalra, és mindig keveset haladsz. Én 5-ösre, arra amit te hegesztesz, mondanék 120-130-at, egyszerre olyan 20-30 m-t és nyomnám egyből a vele ellentétes oldalt ugyanazzal. Persze ha kivitelezhető.
nem tudom, hogy ugyanaz-e a kazetta. az igazság az, hogy visszacsomagoltam, de még nem zártam le. ha minden igaz valami esab WARRIORt adnak helyette ráfizetéssel. hát nem tudom. kíváncsi vagyok a
az igazság az, hogy a régi kazetta se lehetett idősebb a video készítésénél egy hónaposnál, na jó, legyen kettő, viszont az alfával és az optrellel dolgoztam, tehát nem töltött munkában időt. nem is dolgozhattam volna vele , hiszen veszélyes lett volna. azt elfelejtettem beírni a videóba, hogy kakaón volt az érzékenység, az én szemem valamiért nyolcasnak felel meg minden sisakon, mármint ami a sötétedést illeti.
érdekes! ha valaki hegeszt és én nézem és tekerem a sötétedést, valamiért egy idő múlva, ha megtalálom a nekem megfelelő sötétedést, az bizony mindig a nyolcas, minden sisakon.
Tudom, emlékszem. Pont ez a baj. Ha a régi kazetta lett volna a ludas akkor azt mondom egyedi eset, ki lett cserélve és minden happy .. na de akkor az új kazettával is ugyanez a helyzet mint a régivel.
Fogyósra, bevontra jó a pajzs, awira meg csak saját felelősségre ajánlott ...ennyi
Nálam is ugyan ez volt a helyzet mikor váltottam, azóta már megszoktam /a jót könnyű megszokni/.
Főleg vékony lemezen 0,8mm és 0,6, huzalnál tudott meglepetést okozni.
Azóta csak ezt használom, és másoknak is ezt ajánlom, főleg kisebb teljesítményű géppel rendelkezőknek szoktam mondani, hogy valósággal megtáltosodik a gép tőle.
igen. viszont van egy ellenpélda az én tapasztalatom szerint, lehet ha lesz időm csinálok róla kis filmet a méltatlanul hátra sorolt alfaweld sisakja, ami a legdrágább náluk, kb.20-22 lehet. nem egy kényelmes viselet, viszont megbízhatóságban veri az optrel e684-et is. MÉG SOHA NEM VILLANT BE EGYSZER SEM ezek vannak nekem, így csak ezekről tudok véleményt mondani.
Végre megint tudtam fejleszteni és vettem corgont újra, a co mellé. 5kg co sikeresen 2 hétig bírta.. embertelen. Az ára is. Na mindegy, a lényeg, hogy most nézem a palackot, biogon 99,5% (ez az 5kg ami "elfogyott"). 0,6 huzal, egész szép varratokat lehetett kreálni, bár én legtöbbször "ponthegesztek" vele.
Most, hogy kicseréltem corgonra, elég brutál, kb a 2/3-ára kellett letekerni a gépet.. ugyanazon beállításokkal, ugyanazon az anyagon simán +15-20A-el magasabb volt az áramerősség. Érdekes. Régen ilyet nem tapasztaltam, vagy nem ennyire feltűnően. Ez másnak is így volt a co-corgon váltásnál? Vagy lehet, hogy nálam mivel eddig biogon volt, az egy rakás... hegesztés szempontból?
Remek, pont ilyet vettem én is a múltkor, az awi szetthez. Mondjuk nekem (még) nem villogott, kb 15-20A között próbálgattam. Kb 20 perces szórakozás volt, azóta nem használtam az awit. A pajzs elég jól teljesít amúgy kasznizáskor, sokkal jobb, mint a teljesen automata ugyanannyiba kerülő fabory-ban vett condor márkájú pajzsom. Gyorsabban is reagál, sötétebb is, ha kell, vagy épp világosabb.. az automata meg szerintem csak 1 fokozatot tud.
Üdv Urak, Mekkora minőségi különbség van egy "ELEKTRODE ZAGREB" (567Ft+Áfa/kg) és egy Esab OK 12.51 CO-huzal (900Ft+Áfa/kg) között? Zártszelvény, kipufogó, ház körüli dolgokhoz használnám.
Sajnos ez van az olcsóbb pajzsokkal awi esetében. Pont az a gondjuk, hogy nem villog az awi ív, a nyugodt, egyenletes fényt "megszokják". Ha van markáns kontrasztváltás, akkor az "izgalmi állapotban" tartja őket :-) A komolyabbak már sokkal kisebb fényerő változásra is reagálnak, de ott az árak azok bizony sokkolók. Használtan ki lehet fogni nagyon jókat. Nálam az Optrel félállásba tekert érzékenységgel, már egy 60-as izzóba történő kukkantásra is lehúzza a rolót. De hogy ne sötétedjen feleslegesen műhelylámpára, a közelben lévő másik hegesztőre és egyéb környezeti fényekre, van a szenzor felett egy pofonegyszerű kis "napellenző", ezzel lehet szabályozni, hogy egy bizonyos szögértéken túli fényimpulzusra ne reagáljon.
Az a kaki, hogy a 15 ezres pajzsra is ráírják szemrebbenés nélkül, hogy awira is alkalmas. Én is így jártam a BLM-el. Papíron olyan erős volt, hogy összehívta a válságstábot az Optrel meg a Speedglas is. "Professional" kategóriás kazetta, nagy látószög, négy szenzor stb. 2 hónapig jó is volt awira, de aztán belefáradt a melóba.
5 mm-es rozsdamentes laposból készítek egy függesztő konzolt. Mekkora árammal küldhetem meg - AWI-ról van szó - hogy a lehető leggyorsabban kialakuljon az ömledék, de még nem melegedjen túl? Kiidegel az elhúzódás. Két darabot már megcsináltam, nagyon masszív, szép varratok lettek, de elég rendesen felkunkorodott. Itt kicsit bénáztam, túl lassan haladtam, túlizzítottam. Belső sarokvarratokat csináltam. 85A-nél is szépen megolvadt, de elég lassan tudtam haladni. Próbálkoztam 95-110A-rel, kék, 1.6-os elektródával, ekkor már haladós volt.
A múltkor GoAus írta - egy rozsdamentes zártszelvény hegesztésem láttán - hogy toljam neki rendesen az áramot és a hozaganyagot is, akkor gyorsan végzek, nem izzítom túl és nem húzódik el. Tudom, próbálkozzak és akkor kiderül, csak az a gond, hogy nem maradt hulladékom és emiatt nem vennék még.
Vagy az is csak 130..... A papir mindent elbir. Ha van villanyszerelo ismeretseg akkor egy lakatfogoval be lehet kalibralni..
Nincs jelentosege az amperhajhaszasnak. Egy napot hegesztettel folyamatosan es mukodott. A tobbi nem szamit. Ha 5 ev mulva is mukodik akkor jo uzlet volt. Ha jovore beszarik akkor meg nem. Ennyi.
Csak hát már első nap egykomoly helyszini varrattól úgy nézne ki mint egy okádék ,AVI-nál még haggyán de elektródánál vagy CO-nál vegyek mindig heti 5 plastik"üveget" ami védi a kazettát a fröcsköléstől,meg ellopják meg leverik meg rámennek meg mégég....stb
Műhelyben van értelme ,de azon kívül csak ....körülményes nem sok értelme van egy erőműben pl.
Ha egy öngyujtóra bekapcsol akkor az jó pl speedglas...ESAB pajzsom van vagy 8 éve vettem autómata 6 hónap alatt tönkre ment össze vissza villogott ,kivágtam belőle a kazettát a kukába ,tettem bele sima fehér és sötét üveget azóta úgy használom.
Majd egyszer veszek egy speedglast valami dizájnosat mert nagyon tetszenek azt kiteszem dísznek a lakásba jól fog mutatni :)
Valahogy sosem tudom rászánni magamat!
Szerintem a világ legjobb pajzsa az az ESAB gyártja kb 5 ezer ft sima üveges és ha köszörülni kell sem kell levenni elég felhajtani a sötét üveget alatta a fehér és nem csak a szemedet védi köszörülésnél hanem az arcodat is,munkahelyen ez a lag praktikusabb a többi az csak pávázás vagy AVI műhelymelóra előgyártásra jó még az autómata.
Egy 50 ezer ft -os Speedglass-ban nem hemperegnék a távfüttés alatt vagy a csőhidról ha leesne szívrohamot kapnék + állandóan figyelni kéne rá meg hurcolászni mert ellopják......mindenre jó csak munkahelyre nem :D
Az olyan 70A lehetett. 110A boven sok egy 2.5 palcanak. Nahyjabol a kijelzes 2/3-a lehet a realitas. Ha 2 kg a sulya akkor az plyan 130-150A. Maximum. De ez nem baj. Csak tudomasil kell venni es hasznalni.
Ha még fél év múlva is működik, akkor jó boltot csináltál :-)
Azért azt a 200A-t kezeld némi fenntartással. Vannak fizikai törvények, amiket nem nagyon lehet megkerülni. Egy 2 kilós gépben nem nagyon lehet annyi anyag, hogy valóban tudjon 200A-t. Ez az érték a profi gépeknél is a felső határ egy fázison. És azok nem ilyen pehelysúlyúak. 200 A-hez már kell anyag. Persze a matrica bármilyen értéket elbír :-)
Ettől függetlenül lehet nagyon jól használni. Háztájiban 140-150 A bőven elég, vasúti hidat gondolom nem akarsz hegeszteni.
Vettem egy új inverteres hegesztőt. Két kiló körül van, és 200 ampert tud. Egész délután hegesztettem vele, és még csak túl sem melegedett. Kb 5 deka rézhuzal lehet benne. 23E Ft volt.
Az AWI rendesen levizsgáztatja a kazettákat:-) Az olcsóbb pajzsok gyakran bevillannak. Én is így jártam a BLM-el. Az Optrel soha sem villant be. Az awi plazma ív nagyon nyugodt, egyenletes. A szenzorok éltető eleme pedig a kontrasztváltás, villogás, szikrázás. Eleinte a BLM is bírta az awit, de egy fél év után bemondta az unalmast. Gariban cseréltettem benne kazettát, de az már nem derült ki számomra, hogy azzal hogyan szuperált, mert eladtam. MMA-ra, MIG-re, nagyon jók az olcsóbb automata pajzsok is.
A múltkor szó volt a pácpasztákról. Valaki panaszkodott, hogy amit ő vásárolt, az nem sokat ért.
Én tegnap próbáltam ki a KOR-FEL PX-et. Nagyon hatékony, az elszíneződéseket pillanatok alatt leszedi, de még a vastagabb, kormos varratszennyeződéseket is eltüntette a rozsdamentes felületről. Egy óráig hagytam rajta, majd lemostam.
Ennek a hatékonyságnak ára van, mert olyan büdös, mint a kolera. Elég volt csak beleszippantani a levegőbe és majdnem kifeküdtem tőle. A leírása azt tartalmazza, hogy belélegezve is halálos lehet, mindamellett nagyon maró. Kész vegyi fegyver. A második körben már felvettem a 3M hegesztőmaszkot, abban már nem lehetett érezni semmit.
A Sony vegasról találsz magyar használati videókat a YouTube-on.Én is onnan bogarászom ki a használatát.Talán a legjobb azok között amit elég könnyen crackelni lehet.Motoros kamerás videókat próbálok vele összevágni, készíteni.Egyszerűbb vágásokra,összefűzésekre,hangalátételre,konvertálásra ott van az ingyenes Freemake, magyar nyelven.
Valamikor megpróbálok már én is összehozni pár hegesztő "tanácsadó"videót ha időm lesz meg valami rendes videó felvevőm.
Most Sjcam 4000-es kamerákkal,meg Olypus 790SW,Olympus 1050SW fotógépekkel dolgozom.
sonyt 2 hete törtem fel:), a Wondershare Filmora-t meg csak net nélkül lehet feltörve használni:) ezekkel két héttel ezelőtt ismerkedtem és mindjárt csináltam is osztott képernyős próbafelvételeket, de mos vár rám a két kamerafelvétel összehangolása hang alapján, mert a gyökér fejemmel nem tettem be video, foto jelet.
Megvolt a teszt a Gorillával, először egy kocsit dobtunk össze hozzá faterommal. Utána csináltunk két boltívet köracélból, kapu és ajtó fölé egy, amire futóakácot fognak futtatni. Eddig öröm és "bódottá" :) Nagyon jó vele dolgozni, szépen be lehet állítani vele mindent. Ez a visszaégés állító poti még rejtély a számomra, mert nem nagyon vettem észre változást akármerre tekergettem. A pajzsról is csak jókat tudok írni, volt hogy kint a napon is hegesztettem és nem villant be egyszer sem, tehát a mig és mma-t biztosan jól kezeli, de mint írtam a cégnél bevillantottam egyből awival. Összességében teljesen elégedett vagyok. Köszönöm mindenkinek az ajánlásokat és segítséget! A kép minőségéért bocsi, mert telóval készült.
Hát az enyém össze volt öntve. Próbáltuk finoman körbevágni, de mivel össze volt sütve, így szépen eltörtem a kijelzőt. Persze lehet, hogy én fogtam hozzá rosszul. Ez már 2 éve történt.
kibaszott nagy munka volt a felvétel!! a beállítás, a fényviszonyok a külső, a helység és a kamera, a sisakon levő kamera beállítása, mert nem ment autóban, ezért kézzel kellett beállítani a fókuszt is. ez volt egy hét. aztán mire megtaláltam azokat a programokat amik képesek két kamera képét, két filmet egy képernyőre tenni. ez is volt vagy két-három nap. a következő lesz annak a pontnak a meghatározása, amikor az egyik és másik kamera is ugyanott, ugyanabban az időben legyen, ezt csak a felvételi, háttér rádióhangból lehet megoldani. most már ezt másképp csinálnám.
de egye fene. Alfa 130 sokaknak bejött, második helyre tenném az iweldet. Az alfán a kijelző egész jó, annak ellenére hogy az iweld nagyon pici és könnyű, eddig még aki vett belőle nem panaszkodott (nem nagyon hisszük hogy tényleg tud annyit 40 fokon amennyi a bekapcs idő, de mint mondtam nem panaszkodnak rá)
Inverteres hegesztő vásárlása előtt állok otthoni, barkács célra, 30-40 EFt-os árkategóriában (tudom...). Ezek a típusok maradtak versenyben:
Iweld gorilla pocketpower 170 (esetleg 190, mert az árkülönbség minimális) - Papíron ez a legjobb, de miért csak 2,8 kg? Ja, és nincs fogantyúja?
Dedra DESi190BT (160A) - Erre 2 év garit adnak, de a bekapcsolási idő itt rosszabb (60% 90A), mint az Iweldnél (vagy kisebbet hazudtak). Ennek súlya is van (6 kg).
Alfaweld MMA 130A - Valahogy jónak tűnik, de csak 130A (bár ez is elég lenne), a digitális kijelző mondjuk parasztvakításnak tűnik.
Centroweld MMA 130 - Kb. ugyanaz, mint az előző, de alacsonyabb az üresjárati fesz (56V). Ja, és ez helyben van szerszámboltban, nem kell neten rendelni. Meg szép :)
Namármost, azt tudom, hogy mindegyik kínai cucc, tehát nem várok csodát, de ha valamelyikkel kapcsolatban van valakinek jó vagy rossz tapasztalata, esetleg mást tud ajánlani, akkor megköszönöm a segítséget.
Ja, B16 kismegszakító elbírja ezeket (a nagyobbakat) ?
Optrel-nél szeintem szinte minden pajzs kényelmesebb,azért az szégyen hogy az Iweld pajzsom fejkosarát kellett rávariállnom az Optrel-re,mert ég és föld volt a kettő között a különbség :) :)
Igen, persze, hogy jobb a warrior, de árban is a duplája. Bízom benne, hogy co-ra megfelelő lesz. Sajnos az Optrelem-ben az akku meghalt 11 év után és persze, hogy nem lehetett benne cserélni. 2003-ban vettem, akkor 42000 volt és az még az alapkategóriájú.
Egyébként tényleg az awival lehet leghamarabb tesztelni egy pajzsot.
Awinál nekem is bevillant, de én nem awira vettem. Érdekes, mert kb. négy pajzsot küldtünk vissza gariba már a márkára nem emlékszem, mert bevillant awinál. /a melóhelyemen többnyire awizom/ Azután vettük a nem olyan drága Esab Origo és Warriors típusú pajzsokat és nincs velük gond, pedig az origo csak 2 szenzoros a warriors már 4.
Co-nál nem villant be, de vasárnap lesz az igazi teszt üzemmód. Ettől függetlenül várom a videót és köszönöm, hogy felhívtad rá a figyelmem!
"Rendeltem egy fantom 4 xl" vigyázzz!!!!!!!!!!!!! nagyon óvatosan próbáld a pajzsot.
én hamarosan elkészülök a videóval, amit erről a pajzsról készítettem. életveszélyes!!!!
az előzmény, hogy nagyon tetszett és még az optrel e 684- nél is kényelmesebb, viszont kb 30 mp után bevillan. elvittem az iweld telephelyére és nagyon kézségesek voltak, kicserélték a kazettát. utána is bevillant. ezek után úgy döntöttem, hogy csinálok videót két kameraállással. az egyik veszi a hegesztést, a másik a sisakon keresztül ugyanarra a hegesztésre irányul. kb a jövő héten fogom feltenni a you-ra. 60amperon hegesztettem.
Ma megérkezett a Gorilla 195-ös masina. Szerintem annyi a különbség a 185-höz képest, hogy erre az van írva, hogy 180A-60%. A 185-ös emlékeim szerint 170A-60%.
Jó pofa kis gép. Jól jártam a reduktorral is, mert nem volt Iweld minireg és küldtek helyette Dynareget, ami drágább, de a Minireg árán adták. Rendeltem egy fantom 4 xl pajzsot is. Az esab Warriors pajzsomhoz képest könnyebb, de a fejpánt része gyengébbnek tűnik, viszont nagyon nagy a látómezője és jó az üveg alapszíne. A gép nekem nem tűnik gagyinak szépen össze van rakva. Vasárnap lesz munkám vele, kíváncsi vagyok hogyan teljesít.
Ettől függetlenül az alsó kettő -három diódának szerintem volt már melege. Hővédelem még sosem kapcsolt be a gépen de ennek ellenére nyilván a hő okozza a műanyag felület fényesedését és hullámosodását. Gondolkozom rajta, hogy nagyobb teljesítményű ventillátort építek be a biztonság kedvéért.
Csak Co-ra kell. Nem kell 12 liternél több. A cégnél 1-es dróttal 9-10 liter van beállítva. Mondjuk az zárt hely. Nagy szélben , majd kitakarom, de nem lesz jellemző, hogy kültéren hegesztek, arra meg ott lesz az elektróda.
Szerintem bármelyik oké, arra azért figyelj oda hogy a kisebb csak 12 literig jó, a nagyobb akár 22 litert is át tud engedni percenként (mondjuk 0,8-as huzallal normál használatra a 12 is elég .. de ki tudja) Ja, és ugye Co2-höz kell? (a hollander menete arra jó csak a G1/2 kevert gázra vagy argonra egy picivel szűkebb megy .. elvileg)
Megnéztem az Iweld oldalán. Nem láttam én sem semmi különbséget. Mondjuk a használatijában 0,6-0,8 és 1 drótot ír. A 185-nél, ha jól emlékszem csak 0,8-ig írja. Meg is rendelem jó az ár a is. Köszi!
Kívülről nincs különbség, csak annyi hogy nem 185 hanem 195 a típusszám. (esetleg mintha világosabb lenne a szín? sárgásabb? ezt mondjuk csak akkor tudnám tutira megmondani ha a kettő egymás mellett lenne)
Elérkezett az idő, hogy megvegyem az itt javasolt Iweld Gorilla Pocketmig 185 Aluflux típusú hegesztőt. A linkelt oldalon azt írják, hogy ha megrendelem, akkor az új 2016-os modell a 195-ös lesz kiszállítva. Hallottatok már róla? Van valami különbség a kettő között?
Na az király! Gondoltam hogy ha pálcával hegeszt, de MIG-ben nem akkor ott valami vezérlési, vagy kontakt hiba lesz, nem magával a géppel van gond. Reméljük ez így is marad :-)
Persze, remélem azért, hogy nem lesz horror. Csatikat nézegettem, de atomnak tűnik mind. Holnap lehet megpróbálom még egyszer átmozgatni és kipróbálni, bár egyelőre a púpos alkatrészekre tippelek. Kár, hogy olyan bénán tudok fotózni, nem sikerül igazán szép közeli képet lőni róla.
Van kis vaj amúgy a fülem mögött, mert átalakítottam anno kilógatós polaritásváltósra a porbeles huzalhoz. De igazából alig pár alkalommal használtam úgy az elején, aztán lett co2 palackom és azóta az eredeti felállás szerint ment. No, meglátjuk a vak is azt mondta. (aztán nem látta meg :-))
Én nem temetném még a gépet, és mindenképp a forgalmazóhoz küldeném szervizbe. (IWELD)
Az hogy a garancia lejárt egy dolog, de olyasmi is létezik hogy szavatossági jog. Lehet hogy a forgalmazó kedvezményesen javítja, nem jó reklám neki hogy ha elterjed hogy esetleg nem megbízható a gép, és 1-2 év után döglenek be. Az nem lehet hogy valamelyik csatlakozás van lelazulva? Annyi csati van azon a felső vezérlő panelen is...
Megviccelt a böngésző evvel a hülye sütis kis ablakával amit folyton feldob egy ideje.... Nem láttam a saját képem alját. :-)
Abból a vezetékből amúgy a másik oldalon is van nekem egy ugyanolyan a másik láb alatt, gondolom valamilyen földelés és biztosan egy is elég belőle.
Írtam amúgy a másik fórumra is, meg érdeklődtem elektronikai boltban is. Nem igazán sikerült beazonosítani az alkatrészt, hogy mik a paraméterei. Egyelőre várok az eladótól információt, de lehet hogy oda kell adnom valami szakinak.
Bár több tízezret nem biztos, hogy fogok rá fordítani, csalódtam benne hogy csak ennyit bírt. Veszek helyette egy olcsó trafós co gépet, ez meg megmarad pálcázni. Na, meglátjuk.
Jól látja maseratisti, az övénél nincs a műanyag láb alá szorítva az a csúnyán forrasztott sárga vezeték.Nálad a kép alján középpen a műanyag lábra ragasztott D01 matrica alattiról van szó.
Belelestem a dobozba. Látok pár gyanús elemet, talán mosfet a neve. D92 02 rajta a jelzés.
Van több darab benne, azokból kettő vagy három néz ki úgy, mint ha meg volna olvadva.
Nem olyan sima és nem olyan matt,mint a többi. Most azon agyalok, hogy érdemes volna e kibontanom az egész cuccot és megpróbálni kicserélni ezeket (már ha kapok ugyanilyet, vagy helyette megfelelőt). Lehet hogy csak ezek a hibásak benne, vagy ez magával mást is ?
Korábban javítottam már sikeresen ilyen ki-be forrasztással pc alaplapot, meg cnc vezérlést, de egyik sem volt ilyen drága és profi szerkezet. Szívem szerint nem állnék neki, de most nagyon nem hiányzik a kiadás (máskor se, de most különösen) és ahogy látom azért ez jó pár órás munka, kiszedni, megcsinálni, visszaszerelni szépen, ahogy kell... szóval tartok tőle, hogy több tízezer forint a munkadíja.
Nem túl jó a kép, de azét felteszem. Az alsó kettő gyanús, valahogy biztosan ki is lehet mérni. Ha valaki ért ehhez, mondja mit gondol, ne tartsa magában :-)
Köszi, sajnos minden rendben lévőnek látszik, az üres járási feszültség is stabil, de terhelés alatt leesik nullára.Gondolom ennek nem kéne így lenni. Sajna próba kábelt nem sikerült szerezni, de egy hegesztőboltos szerint nem valószínű hogy az hibás volna. Mondta vigyem be, megnézik adnak árajánlatot a javításra .
Elég szomorú vok, este ránézek hátha látok valami érintkezési gondot, vagy kipukkadt elemet. Azt még tán ki tudnám cserélni magam is, de ha ilyen egyértelmű jel nem lesz akkor be kell vinnem.
Ma dolgozgattam a Gorila 165-ös gépemmel, de nem igazán működött a dolog, aztán némi szenvedés után feladtam. :-(
Azt csinálja, hogy odaragasztja a huzalt. Legfeljebb ilyen kis göböket lehetett vele alkotni,de inkább azt sem. 0.8-as lemezt pontoztam vele, 0.8 huzallal. Akárhová állítom, ugyanazt csinálja. Vagy nem is akar ívet fogni, vagy odaragasztja a huzalt a 0.8 lemezhez. Nagy ritkán odakínlódik egy kis göböt. (Magas fokozaton is)
Az MMA része működik, kipróbáltam direkt.
Mi lehet a gond? Áramátadót cseréltem újra. Lehet hogy a munkakábel szar? Vagy nem az, akkor hová érdemes elvinni megnézetni kelet Pesten vagy környékén?
Anno a Cívistől vettem, összesen egy nagy gurigát hegesztettem el vele ennyi idő alatt, meg vagy 2 kiló pálcát.
Ha jol emlekszem, nekem is olyan AWI gepem van, mint rfse2-nek. Nalam is ugyanugy viselkedik: elso bekapcsnal gyakran levag, aztan szaladhatok az orahoz. Utana mar nincs gond.
Nekem mar a boltban is levagta - mondtak is, hogy van benne egy dog nagy kondi, azert. De amugy eleg nagy kismegszakito is van rajta kapcsolo gyanant: asszem ketpolusu D32-es. Nalam a C16-ost szokta lecsapni, de nalam nincs B osztalyu a vonalon. (B20-as 60-100 A-tol kezdi zarlati aramkent erzekelni a terhelest, a C16 80-160 A-tol. Igy sanszosabb, hogy a B20-as vag le.)
Egyebkent en nem lepodnek meg, ha ezekbol kisporoltak volna az ellenallasos lagyinditot, nem valoszinu, hogy mindkettonknel valami hiba okozna a kezdeti rantast. Szerintem hagytak a francba, "jo lesz az ugy"...
A lomha megszakító feltehetőleg megoldja a problémát. Viszont a kondi nem teljesen úgy van, ugyanis gyakorlatilag minden nagy teljesítményű egyenirányítóval kondival kezdődő ipari elektronika ( frekiváltó inverter stb ) bekapcsoláskor egy korlátozó ellenálláson át kezdi tölteni a kondikat, majd az ellenállást egy időzítés leteltével egy relével áthidalja. Így nem alakul ki olyan áramlökés ami megviselné nem csak a hálózatot hanem a diódákat és a kondit is. Esetleg ezen kis áramkör hibája ( pl beragadt relé ) okozhatja a leírt jelenséget.
A hálózati tápban valószínű, hogy egy nagy kapacitású kondenzátor van. Bekapcsoláskor amig az fel nem töltődik addig egy rövidzárként viselkedik, főleg az első indításkor. A második indításra már van benne töltés, azért nem veri le az autómatát. Javaslom, hogy cseréld le az autómatát egy lomhább kioldásúra. De érdemes egy átvizsgálást megejteni, mert, ha ez a kondi rossz, vagy öreg már, nagyot durran, és nagyobb bajt csinál a készülékkel.
Visszavettem a nyomást 4.5bar-ról 3bar-ra, és sokkal jobb lett a dolog egy két helyen átért az anyagon az ív, de rászántam magam, hogy megmérjem, és 17mm. Így már érthető, hogy miért nem vágja át rendesen.
Úgy már én is jártam hogy nem indul az ív csak a levegő meg világít a OC led. De nekem olyankor kevés volt a levegő a gépnek,ahogy tekertem a nyomáson feljebb már indult is. Gondolom te ezen a próbán már túl vagy. Remélem nincs nagy baja és nem lesz túl drága a javítása.
Amikor elkezdeném a vágást és megnyomom a gombot csak a levegő indul el, sem a vágóív sem a nagyfreki nem megy, és ezzel egyidőben felgyullad az OC sárga lámpa.
Lehet hogy csak filléres baja van de lehet hogy mélyebben kell a zsebembe nyúlni a javításér. Ezért még nem tudtam szerelőhöz vinni.
A jasic egyébként megelégedett 3×10 amperral.
A biztosíték leverése nálam az awi gépre jellemző.
Kb. minden 5-10. bekapcsolásnál mehetek a villanyórához:(
A konnektort védő c16-ost nem veri le, csak az óránál lévő b20-ast.
hétfőn felhívom a stahl gyártót és megkérdezem. a telefonomból kitörlődött az a régi beszélgetés, de ahogy refse2 betűzte, pár beszélgetéssel lejjebb és ahogy csikarc mondja, a legnagyobb a 3 bar.
Mi lett a Jasic baja? Én is egy 120 A Jasicba voltam sokáig bele szerelmesedve de végül ugyan abban az árban találtam egy Alfaweld cut 160A gépet és végül az lett.Nekem csak az a bajom vele hogy le vágja a 25A biztosítékot amikor bekapcsolom a gépet.De ezt később már nem csinálja.A gép hátulján egy 3 fázisú biztosíték van amin 63b van ha jó emlékszem.Ami érdekes,hogy be dugom a gépet be akarom kapcsolni akkor le vágja a biztosítékot az óránál,oda ballagok vissza kapcsolni majd ujra kapcsolom a gépet és indulhat a munka,töbször már aztán nem vágja le. De ha megint ki húzom a konektorból akkor megint ugyan ezt kell végig játszanom. Gondolom gyenge lehet neki a 25A biztosíték.
Én sem értek hozzá de egy régi hozzászólásban olvastam hogy a gép érzékeli hogy gyenge az elektromos hálózatod, és nem tud elég áramot levenni, akkor letilt és szaggat az ív. Úgy rémlik hogy talán Stahlwerk szervizből származott az infó.
Értem. Akkor biztos van különbség a gépek közt is mert az én 160A plazmámnál 55A használok az 5 mm anyaghoz és 2,5 bárt. Akkor kapok gyönyörű salak mentes vágást.
Heló.Nem értek hozzá csak hátha segít valamit,nekem az awi gépem nem akart rendesen működni.Nem tudtam vele rendesen ívet fogni (HF).Kicsit keresgéltem a neten és azt találtam,hogy a jelenség okozója lehet esetleg az úgy nevezett "szikraköz" is.Miután fel nyitottam a motorházfedelet :)) meg is lett az a bizonyos szikraköz.Le mértem a gyári hézagot ami 0,9 mm volt és összébb vettem 0,8-ra.Nem hittem a szememnek a gép szebben működött mint mikor megvettem.Mégegyszer mondanám hogy nem értek hozzá csak arra gondoltam mivel az is inverter tehnológia hátha abba is van ilyesmi.
Olyan gondom van, hogy a plazmavágóm nem húz folyamatos ívet, hanem rángat mint egy rossz motor, és pontszerüen égeti az anyagot (egymás után lukak). Próbáltam 15-ös anyagot elvágni, kiröhögött, felületi lukak lettek(52A 4.5 Bar). kicseréltem a pisztolyba mindent, kábelek ki-be, de ugyan az. Megpróbáltam vékony lemezen is de azt sem vágta folyamatosan, csak luggalta. Mi lehet a gond? A gép
milyen leélezés, tompa vagy sarok függő - volt le élezés de meg folyik, probáltuk a kolégámal aki 15 éve hegeszt de nálais meg folyik tompa+sarok mindent ki probáltuk
milyen géppel, milyen beállítások mellet, milyen huzallal, milyen huzalátmérő, milyen anyag, milyen vastag, milyen leélezés, tompa vagy sarok függő, milyen védőgáz? ha ezeket leírod és esetleg képet tudsz csinálni, akkor lehet tudok írni valamit, de leírni elég nehéz ha soha nem csináltál ilyet, esetleg youtube-on nézzél szét, biztos van fent olyan videó, ahol bemutatják ezt a pozíciót.
Szia kösszi az infót ma probáltam PF poziciót de nem sikerül lefolyik a francba nekem hiába álitotam a huzal elötolást és az ampert ha tulnagy ki égeti ha tul kicsi akkor nem hegeszt semit a gép.
Valami tipet adnál hogyan áljak neki hiába dolgozom 3 éve hegesztöként ha csak sajnos PA csinálok elektromos alkatrész nem nagy varatok 50mm max Egy PG taplemeznél az is kb 50mm a másik csö PG 60.3x3,6-os van egy 88.9 megnem mondom a falvastagságát és utoljára amit csinálok rezgés csillapitó ami nagy feszültcségü kábelekre megy két henger ötvény rá füzve horgany drót kötélre és gombocot teni rá enyi a mutatványom.
gyorsan össze dobtam egy rajzot rezgés csilapitorol. pontos méretet nem írok
Én darukat hegesztek most. Ott kellett megcsinálni mindenkinek a minősítést, roncsolásos anyagvizsgálat volt, nézték a beolvadást is. 3db minősítést kellet csinálni volt egy PA helyzetű sarok varrat, egy PC helyzetű tompa haránt gyökátfolyással, és egy PF helyzetű függő tompa gyökátfolyással, ezek lefedik az egészet 15mm lemezvastagság. A PE fej feletti tompa is lefedi a PF és a PC pozíciót vagy a cső 45° is, de azért kérik a harántot és a függőt külön mert ezek a pozíciók fordulnak elő a gyártás során és lehet hogy valaki megcsinálja a fej feletti tompát, de a haránt meg nem megy neki. De jelenleg minimum két minősítésre van szükséged egy akármilyen sarok (ha van rá lehetőséged akkor az PF sarok legyen mert az lefedi az összes sarokvarratot minimum 15mm lemezvastagág legyen) és egy akármilyen tompa varrat, ha megy akkor az is egy PF legyen vagy esetleg PE fej feletti.
Szeretném kérdezni, hogy a perzselőhöz lehet-e kapni olyan hollandert, ami le tudom csúszni az anyát, hogy kint legyen a gumi helye (könnyebb így kivenni)?
Ahoz hogy pl Gémeket vagy daru szerkezeteket tudjál hegeszteni ahoz minimum 15 mm-es lemez sarok varrat + tompa varrat 15 mm -es lemez gyökátfolyással ,középtájt egy megállás kezdéssel.
Kérhetnek mellé egy függő varratot is gyökátfolyással .
Ezekkel már el tudsz helyezkedni .
Tőlünk MAG -ból 2 évente fejfeletti tompát kérnek gyökátfolyással és az takar mindent azt is kromós anyagra sima szénacélra felesleges az csak azt fedi a cromó meg azt is.
MAG hegesztésnél ha már van fogalmad róla érdemes befizetni egy minősítésre igaz benne van 150 ezer ft-ba biztos ,de abba benne van a nem tuudom hány óra nyakorlati oktatás is + vizsgadíj ,beütő stb.
Mag -al meg lehet tanulni hegeszteni ennyi idő alatt hogy el tudj helyezkedni,persze nem a 0-ról hanem mint pl neked már van fogalmad róla.
Persze nem mindennel PL AVI-val nem javasolnám mert az lehetetlen ahoz évek kellenek,de a CO az nem lehetetlen.
Jobb lenne inkább olyan cégnél elhelyezkedni ahol van lehetőség legalább cégen belüli minősítést szerezni meg tapasztalatot,onnan már lehet lépni.
Úgy jelölted ahogy szeretnéd. Egyedül a "sok hegesztési helyzet letakarása" nem stimmel.
Amit te csinálnál csak a PA és PB pozíciókra érvényes.
Én inkább keresnék egy olyan munkahelyet, ahol gyakorolhatod az összes pozíciót. Ha megy, csinálj egy PF-et sarokból és tompából. Az mindent lefed a lemeznél.
Sziasztok írtam pár napja hogy minősítet hegesztöre akarok meni!
Résszaképesitet hegesztö vagyok nagyon sok mindent nem tanitotak meg 10 hónap alatt magamtól tanulok vigyem valamire 3 éve dolgozom hegesztöként egy cégnél.
A vizsgám 2011ben volt jó régen
Én a MAG 135 sarokvarrat akarok menei és föleg ami sok hegesztési helyzetet letakar.
Vagyis
javitcsatok ki havalmit rosszul írtam vagy rosszul értelmezem.! lényeget össze írtam+ beteszek képet
1. Hegesztési eljárás: MAG 135
2. Terméktípus: FW (sarokvarrat (Lemez (P)
3. Varrattípus: FW
4. Hozaganyagok:Ötvözetlen és finomszemcsés acélok vagy Nagyszilárdságú acélok FM1 vagy FM2 (FM2 takarja az FM1-et?)
5. Hozaganyagok:Tömör huzalelektróda (S) CO2 akkar leni?
Csak ezen a táblázaton nem igazodok ki vagyis nehezen
Köszi a tippet, megnéztem, egy kicsit laza volt a csavarkötés az elektróda fogóban. Amúgy régi hetra alumíniumból van az a rész. A gépben euró csatlakozós 9mm- es - azt szoktátok tisztogatni, vagy felesleges?
Alapjáraton visszanéztem, de igazán nem találtam meg a konkrét választ, amire kíváncsi lennék.
20 éve hegesztek, transzformátorral és inverterrel, de csak elektródával dolgoztam. CO gép nem jöhet szóba a mobilizálhatóság miatt.
A kérdésem csak annyi lenne, hogy az inverterre egy AWI fejet, ha felszerelek, azzal tudok dolgozni? Vannak olcsón multifunkci gépek, de feleslegesnek tartanám egy harmadik beszerzését.
Ellenorizd a femtiszta kontaktust , keresztmetszetet es hohy nem lazult-e fel a szorotocsavar. Valamennyire melegedhet de nem 80 A-nel. Azt a hot normalis esetben meg a kabelnek is el kell vezetnie. Szerintem.
Nem lehet, hogy csak a digit kijelzője csal? Már ha van neki ilyen. Az valóban nonszensz, hogy 20A-rel viszi a 2-es elektródát. Én nem hagynám annyiban, addig verném az asztalt, amíg ki nem cserélik. Fenyegesd meg őket a fogyasztóvédelemmel, attól általában tartanak a kókler kereskedők. Ha csak a kijelző csal azzal még lehetne együtt élni, de fennáll a veszély, hogy van ott egyéb gebasz is ami majd később jelentkezik. 4-5 A eltérés még ok., de nálad szerintem 100% körül van az eltérés a jelzett és a valós áram között. Ennyit nem csalhat egy kalibráció.
semmien palackra se ment rá nem csak a 200 bárosra de nem szórakozok vele veszek egy normálisat. De azért visszamegyek a boltba megmondom az eladónak mondhatták volna hogy ez egy kalap sóhajtást nem ér
Nem is nagyítottam ki! Jó hogy szóltál! Kinagyítva egyértelműen fűthető Co2 reduktor...csak Co2, nem véletlen. Jobb is hogy nem ment rá a 200 baros palackra.
Az átalakítós (közbetétes) tippet akkor így gyorsan vissza is szívtam! :-( Marad az új reduktor.
Ilyesmi maró van a melóhelyen, 40x40x3-as zártszelvényből csináltam hozzá asztalt. Az égadta világon semmi rezonancia nincs. Legfeljebb lefúrod a 4 lábát.
co2 palackoz se jó. Csak azt nem értem a boltba miért nem mondták hogy igaz van hozzá de nem használható, valahogy megoldom vagy veszek egy másik reduktort
Ami neked van reduktor az egy Co2-höz való cucc. Az új szabvány szerint már az argon és a kevert gázas palackoknak is ezzel a menettel kellene rendelkezniük. Tapasztalat szerint meg G1/2 (én még nem is találkoztam mással)
Kell csináltatni, vagy venni egy közdarabot. Utána már mindegy majd milyen palackot kapsz cserekor.
hello olyan kérdésem lenne hogy vettem a minap egy inverteres co hegesztőt és amit hozzá adtak reduktort nem illeszkedik a corgon (c18mix) palackhoz vajon miért nem? válaszokat köszönöm előre is
Szuper, mert igazából 4mm-es, amit találtam legvastagabbat és gondoltam az jó lesz. A neten találtam egy nekem nagyon tetsző megoldást, még a marógép is hasonló típus és méret. Igazából elég rendesen meg van alulról támasztva, így gondolom a rezgés és a súly sem lenne annyira probléma. Szóval megpróbálom akkor a kis géppel, persze először majd gyakorlok egy kisebb darabon. Köszönöm a segítséget!
Nyugodtan hegeszthetsz 5 mm anyagot is. Legfeljebb nem egysoros lesz a varrat. Illetve 2 oldalról hegeszted meg ha semennyire nem készítetted elő az anyagot. V varrattal 1 mm gyökhézaggal simán megy. Csak lassabb.
Gondolod a 20-50 mm-es anyagot 20-as meg 50-es pálcával hegesztik ???
Ha csak egy laposvarratot húzol egy 5-ös lemezen akkor látod, hogy kb 2-4 mm a beolvadás attól függően , hogy mennyire haladsz gyorsan. Ergo ha vastagabb az anyag, haladj egy kicsit lassabban.
A legáltalánosabb 2-es és 3-as falú zártszelvény meg nem lehet probléma, és műhelyasztalnak is bőven elég erős. a 300 kilót elbírja, a problémát inkább a rezonancia okozhatja, ezért jobb a vastagabb falú megoldás, de oda se kell 5-ösnél vastagabb fal. Ráadásul mindez függ a használt hosszaktól is.
Nyilván másképp viselkedik egy 50 cm magas asztal mint egy 2 méteres. Ha nagyok a hosszak akkor több merevítést raksz bele.. Mint egy rácsos tartóba.
Tudnátok mondani pest megyében olyan hegesztő bázist ahol van 300A-folyamatosan tudó fogyós gép,kevert gáz nem szóda,vastag anyag (lv15) és lángvagó vagy plazma?
PB sarok varrat gyakorlása A18 méretig lenne a cél
A minősítés egy pozíció, anyagcsoport, és eljárás. (legalábbis 1-2 éve még ez volt, tehát mondjuk MAG, szénacél, lemez, PB sarok) Nekem még EN 287-1 es minősítésem van, most már az EN ISO 9606-1:2014 szabvány van érvénybe, amiről itt találsz infókat:
Minősített hegesztő szeretnék lenni kb mire számithatók?3 éve dolgozom hegesztöként szintete akkkarok lépni Néztem tanfolyamot Minősített hegesztő 4 hónap péntek emélet szombat gyakorlat kb 300ezer kerül, és menyire nehéz a vizsga oké hegeszteni tudni kell értem nem akarok csak 300 ezret ki dobnicsak ugy!
Anyit elfejeltetem írni hogy résszaképesitet hegesztö vagyok volfrámelektródás és fogyóelektródás MIG-MAG és AWI erröl a honlapró lenne szó ahol néztem a tanfolyamot Egerszeg van helyileg közel de ez már részlet kérdése
Értem kösszi a választ , más hegesztök véleményére is kiváncsi lennék? CO2 vagy AWI foglakozak sajnos a meló helyemen nincs volfrám hegesztö:(
Anyival ki egésziteném a véleményemet hogy a minösités külön külön kell PA PC PD lerakni nem foglaja egybe ezeket ?
Lehet hogy túl biztosítom a dolgokat de szerintem zárszelvény kicsit gyenge lenne persze függ a nagyságától is és nem tudom menyire vezetné meg a gép rezonanciáját magyarán menyire remegne ! De elég nehéznek tűnik az a 300 Kg! Persze kérdés milyen marógép az a marógép terjedelemre gondolok illetve menyire magas stb! Gondolom nem kicsi gép!???
Új vagyok a hegesztés fórumon, és a hegesztésben sincs túl nagy tapasztalatom, csak otthon szoktam barkácsolgatni, ezért a véleményeteket szeretném kérni mivel hegesztőgép vásárlásán töröm a fejemet, már van egy 80A Einhell típusú gépem ez jó pár éve megvan de ez a teljesítmény semmire sem elég, ezért ezt a gépemet le szeretném cserélni egy kicsit jobbra, erősebbre pl.ez:
Kesobb viszont szeretnek egy masszivabb allvanyt a marogepemnek, ami 300 kg, oda mar azert elkellhet a vastagabb falu zartszelveny, ugye? Mondjuk 3-4mm-es falvastagsagot elbir meg ez a kicsi gep?
Hát egy műhelyasztal készítéséhez pont megfelelő a géped de nem hiszem hogy 5-6mm vastag zártszelvényekből kéne csinálni ha csak nem tankot akarsz hegeszteni rajta vagy repülőt!!! Na jó ez csak vicc volt de az nagyon erős falvastagság lenne egy zártszelvénynek 40x40 vagy 50x50 1-1.5 mm falu zártszelvény bőven elég!
Egeszen uj vagyok hegesztes teren, szeretnek egy kis segitseget kerni. Van egy 80A-es inverteres hegesztom, max. 2,5-os ajanlott palca hasznalattal. Ez lenne a kiindulopont. A kerdesem pedig, hogy milyen falvastagsagu zartszelvenyt lehet vele hegeszteni? Milyen aranyban van a palcameret, hegesztoaram es anyagvastagsag? Igazabol kezdetnek egy kisebb muhelyasztalt szeretnek osszeallitani, de a youtubon talalt videok tobbsegeben 5-6mm vastag zartszelvenyekbol epitkeznek... Ertem en, hogy az masszivabb, de gondolom ezzel a kis geppel csak karcolgathatnam... Elore is koszonom a segitseget.
Sziasztok! Segítséget szeretnék kérni. Nemrég csináltam egy vastagfaló szénacél csőre eljárásvizsgát tiszta awi. Az lenne a kérdésem hogy kb mennyibe kerülhet? Törés ,keménység szakítás stb...
Az volt a gond, hogy a haverom már "előkészítette". Bele volt verve a belső horganyzott cső, már nem lehetett kiszedni. Amenyire hozzáfértem, csak annyira tudtam lecsiszolni. Eleve halálra volt ítélve a projekt. Utána jutott eszembe, hogy sokkal egyszerűbb lett volna lemez fúrócsigát levágni a vékonyfalú csőről és ráhegeszteni egy új masszív csőre. Az egy örök megoldás lenne.
Esetleg meg tudnád mondani milyen gépek voltak azok amikkel régebben találkoztál, és ezen az elven működtek? Mert én csak most találkoztam először ilyen trafós co géppel, amiket régebben láttam azok mind hagyományos módon működtek.
Köszönöm válaszod! Ma kicserélték a gépet, de eddig nem volt lehetőségem kipróbálni. Ha minden kötél szakad, kénytelen leszek beruházni egy másik gépre, ami nagy valószínűséggel egy Iweld gorilla Pocketpower 150 vagy az általad említett tipus, esetleg Mastroweld MINI-140 PI Evolution lenne.
Holnapra ütemeztem be a próbát és ha nem bánod, akkor majd beszámolok az eredményéről! :)
Ez a gép elvileg a kapcsolt fokozat feszültsége szerint állítja be az előtolást. Régen volt több ilyen gép is, csak korrigálni kellet az előtolást. Amikkel találkoztam azoknak az volt a baja hogy nem volt stabil az előtolás, mert ingott kicsit a feszültséggel együtt. Ha ezen ezt megoldották az szuper, mert kicsit könnyebb vele ha sokat kell váltogatni.
A gépnek van baja, korábban jó árambeállításokkal hegesztettél, most viszont nem. A gép nem lehet ennyivel jobb, különben is 40A alatt már a kettes pálcát sem tudod már begyújtani, 20A-rel nem lehet hegeszteni. Vidd vissza, mert bajod lehet még vele. Ha sok az amper akkor függőzni nem fogsz tudni, ott kis különbségek is nagyon számítanak. Én a héten dolgoztam ezzel a gépel: http://www.szikrahegesztes.hu/fooldal/akcio/iweld-arc-160-mini szépen dolgozott, zokszó nélkül húztam vele 4-es bázikust magam is meglepődtem mert azt hittem kevés lesz. Mondjuk nem annyira ipari gép mert generátorra nem ajánlják de gondolom te nem azzal dolgozol.
Fel kellett volna melegíteni a belső vastag csövet, teljesen eltüntetni róla a horganyt. A pulzálás tud segíteni ha nagyon kicsi az alapáram és rövid impulzus a nagy áram, de az is ha oda teszed a pálcát eleve és azon gyújtasz ívet aztán folyamatosan adagolod.
Egy haverom megkért, hogy hegesszem meg a földfúróját. Elmondás alapján nem tűnt nagy dolognak. Eltört a szára, ezért "megdugózta" egy vastagabb falú csővel és annyi volt a feladat, hogy a belső csövet és a törött külsőt hegesszem össze, hogy ne tudjon elforogni. A terv az volt hogy a törésnél elvágott csövet eltávolítva az illesztésnél körbevarrni, illetve a külsőt itt-ott megfúrni és a furaton keresztül megpontozni. Amikor odahozta, akkor már sejtettem, hogy ez nem egy magamfajta botcsinálta hegesztőnek való feladat. Olyan vékony volt a külső csőfal, mint kínai partfisnyél. Szerintem nem volt vastagabb 0,5 mm-nél. Amit belerakott, az meg egy 2 mm-es falvastagságú horganyzott cső.
Elég rossz előérzettel álltam neki. Először is lecsiszoltam a hegesztendő felületeket, majd úgy próbálkoztam, hogy az ívet a vastag csőre irányítva, ott képezni az ömledéket, majd az ömledék kialakulása után éppen csak meg-meglegyinteni azt a vékony szart. Kibaszott keserves volt, mert szinte a szelétől elégett a 0,5-ös cső. Kisebb árammal meg a vastag nem olvadt meg. Próbálkoztam impulzussal, anélkül, de nem sok minden változott. Volt, hogy már az ömledék elgőzölte. Nagy szenvedések árán azért összejött, de csúnya lett. A haveromat nem zavarta, örült, hogy végre megint fúrhat, de engem nagyon zavart.
Van erre valami egyéb praktika, vagy ez a profikat is ennyire megizzasztja?
Annyi az észrevételem, hogy a kedvenc 2.5mm-es Böhler AWS E6013 elektródával a megszokott áramerősségtől jóval kisebbre kell beállítanom, mert különben átégeti a 1.5mm-es zártszelvényt, de még a vastagabb anyagot is. A trafós géppel ugyanezt 70-80A-rel tudtam hegeszteni, de az új masinával néha még a 30-40A is sok. Próbáltam 2mm-es ER23-mal is, de ott a korábbi 50-60A helyett, mindössze 20A környéke.
Egyenes és fordított is polaritással próbáltam, de számottevő különbséget nem tapasztaltam. A függőleges sarokvarrat egy horror, mert az ömledék képes rácsúszni, ráfolyni az elektródára, a régi trafóssal ezt jobban tudtam kontrollálni, de az inverteressel annyira nagy energiájú az ív, hogy ötletes sincs...
Elképzelhető, hogy ez a géppel van valami gond vagy csak nem szoktam még össze vele?
IMHO A jelölés alapján ívhossz vagy feszültség korrekciós potméter lehet.Tehát a feszültség fokozatkapcsoló viszi magával az előtolást és az ampert is, a potival meg finomítani tudod(keményebb/lágyabb) az ívet.
Szia, én úgy tudom hogy ez a gép 0.8-as huzalhoz van beállítva, neked csak a fokozatkapcsolót kell kapcsolnod. A potit be kell állítanod középre ( függőlegesre, o állásba) és más dolgod nincs, nem kell a huzalelőtoláson semmit sem állítani. Ha viszont 0.6-os, vagy 1.0-es huzalt használsz akkor a fokozatkapcsoláson kívül állítani kell a potin is egy kicsit. Középállásból balra illetve jobbra lehet finomítani egy kicsit, azért van balra és jobbra 1töl-3ig skálázva. Ez egy kényelmi megoldás, csak a fokozatot kell kapcsolni és kész.
Én első körben elfogadnám a felfestett jelölést. E szerint a kapcsolóval állítod be a munkafeszültséget, az alsó pótméterrel meg az áramerősséget (huzalelőtolás).
Nem tudjátok véletlenül hogy működik ennél a co hegesztőnél az előtolás. Szerintem a gép automatikusan beállítja a kívánt huzalelőtolást a fokozatkapcsolóval, és az előtolás potival csak finomítunk rajta ha kell. Az bolti eladó viszont azt mondta hogy csak el van nyomva a festés, és úgy működik mint a többi átlagos gép.
viszont aki használt ilyen ujjvédőt, az tudja, hogy akármilyen jó is, semmit se ér, ha munka közben leesik a kezéről. amit Rahed Lee betűzött ide fénykép fájlban azok kínai ujjvédők. sajnos nagyon rossz tapasztalataim vannak velük. az igaz, hogy 1400 alatt megvehetők az ebayen, de sajnos nehezen rögzíthetők. totál szétmállanak varráskor is és ragasztáskor is. így a szintén ebayos angolokat vásároltam.
mindenkinek ajánlom!!! gyakorlatilag a távtartás tökéletessé válik ezzel és a lentebb említett flex pisztolynyakkal. ha néha megfeledkezel van úgy, hogy a még majdhogynem folyékony varratfürdőbe nyomod bele a kezed. ezt főleg pedálnál érdemes használni, amikor is teljesen más a kéztartás közel a varrathoz, kitámasztva a kezet.
tépőzár,oldószeres ragasztóval, bekenni mindkét felet (bőr, tépőzár) 10 percig nyitva hagyni, aztán óvatosan összeilleszteni (mert ha véletlenül odatapad ahova nem kéne akkor nagy szívás) aztán tiszta erőből összenyomni.
télen rövidre vágottat használunk, nyáron hosszút a migre.
Mivel nem nagyon awizol, ezért nem is olyan infó amit "kötelező" lenne tudni :-)
Egyébként fogyós eljárásnál is vannak ilyen "kézvédők" amit a kesztyűre lehet húzni. Az elv ugyanaz, csak itt a fröcsögő cundertől, meg a sugárzó hőtől véd. Sokszor egy jó kesztyű is csodát tesz, sokkal magabiztosabban tartja az ember a pisztolyt, ha nem ég le közben a keze :-)
Pedig hasznos awinál. Ráhúzod a kesztyűnek egy, vagy két ujjára, visszahajtod így több réteg képződik és így nyugodtan megtámaszthatod pisztolyos kezedet a forró felületen. Precízen lehet vezetni a pisztolyt. Spéci anyag, több ezer fokot is kibír.
Micsoda "gondjaitok" vannak??...nekem csak a kesztyűm az ujjvédőm...DD...nem is tudtam, hogy ilyen is van...:):)))...minek azt külön védeni?...vagy az csak az AWI-nál-kell?...
megkértem egy srácot, hogy nézze a képernyőt amíg hegesztek. felraktam a határolót óvatosan hatvanra. a gyerek nézte és közben mondta az ampert, miközben nyomtam a lábpedált. (rozsdamentes volt nálam is a múlt héten 2mm-es) 48-nál megállt, nem ment feljebb, ahogy én akkor dolgoztam vele.
20mm hosszú varratoknál.
az ujjvédők legnagyobb baja, akár angol, akár kínai, amerikai, hogy leesnek az ember kezéről idővel.
a flexi pisztolyfej egy, két fényévvel nagyobb szabadságot fog hozni.
Van kevláros ujjvédőm, de ilyen rövid varratoknál nem sokat ér. Nincs elég felület ahhoz, hogy rendesen meg tudjam támasztani. Nem kell ragasztgatni, úgy van kiképezve, hogy két ujj belefér és három réteg véd a hőtől.
Sokan használják úgy, hogy a kerámiával vezetik meg. Mivel rövid a wolfi kiállás jobb a gázvédelem is. Nekem onnantól kezdett felfényleni a varrat, amikor a kerámián toltam a cuccost.
Impulzus nélkül kezdtem, de hamar átégett. Persze lehett volna még kísérletezni az árammal, de az impulzussal egyszerűbbnek tűnt.
Stainless steel requires less amperage than carbon steel. The one amp per one thousandths rule of thumb works pretty well on carbon steel. But stainless only requires about 2/3 of one amp for every one thousandths of thickness.
For all you metric folks, your rule of thumb is 40 amps per 1mm.
So for this 1/16" thick (1.6mm) stainless , about 45 amps worked very well. If you do the math, that works out to 0.7 amps per one thou.
Köszönöm mindenkinek a tanácsokat. Igyekszem gyorsulni :-)
Kipróbálom nagyobb árammal, impulzus nélkül is. Azt már csináltam itt is, hogy betolt wolfival felültettem a kerámiát a felületre. Sokat javított a helyzeten.
Kezdőként nincs jogom tanácsokat adni, de el kellene gondolkodni egy-két dolgon.
Az impulzussal kevesebb a hőbevitel, de a hegesztéshez hő kell !!!
Az impulzus lassítja a hegesztést és sokkal hosszabb ideig tart a hegesztési folyamat amivel több hőt viszel be mint ha nagy árammal gyorsan végigtolnád.
Ha már mindenképp impulzussal szeretnéd csinálni akkor tekerd fel az ampert 120-140 környékére.
A lényeg hogy nem alacsony árammal kell csiklandozni a fémet.
Tapasztaltam én is hogy a rozsdamentes sokkal jobban elhúzza magát mit az acél ezzel szerintem semmit nem tudsz csinálni.
Az utánaegyengetés lehet a megoldás, vagy hegesztés előtt megdönteni pár fokkal a munkadarabot, hogy a hegesztés húzza helyére a munkadarabot.
ui. Ha a profik nem akarják elárulni a nagy titkokat, akkor nekem(nekünk)kell józan parasztlogikával rájönni !
A good tip for you is always try to make tack welds smaller than the final weld. That helps the final weld to look better.
Stainless steel is not very thermally conductive. So heat builds up quickly.
If something happens, like you cant focus your eyes quick enough, your filler rod gets hung up, or whatever, just stop and let it cool . give it a minute to cool before getting back in there...and things will go better.
Ha rendesen rögzíted a zártszelvényeket nem tud elhúzódni. Ha nincs lehetőséged rögzíteni a heftek legyenek akkorák, hogy a kihegesztésnél tartsák a szöget. Lehet, hogy a tompa varratokkal kezdenék, mert azok általában könnyebben, gyorsabban mennek. A távolság akkor lesz a legegyenletesebb, ha a kerámiát lerakod az anyagra (ehhez egy kicsit beljebb kell állítani az elektródát, hogy ne legyen nagyon lapos a szög) vagy ha olyan pozíciót tudsz felvenni ahol a kézfejed feltámaszkodik valahová.
goAus azt érti alatta, amit te. Nagyobb áramerősség gyorsabb haladás. És igen, ha van gyakorlat már folyamatosan benne lehet az ömledékben a pálca vége. Szerintem a pikkejezettségből ítélve elég nagyokat lépsz csak még egyenetlenül.
Én megpróbálnám kisebb áramerősséggel 72A környékén.
Hálás lennék, ha ezt kifejtenéd bővebben. Biztosan lenne itt még rajtam kívül olyan topiclakó, aki szívesen venne egy kis távoktatást ez ügyben:-)
Tehát én lassú vagyok mint a csiga, ezért rendszerint túlhevítem a csomópontokat, emiatt elhúzódnak a szelvényeim. Ebben a konkrét esetben 75-80A körül hegesztettem, impulzussal, 1.6-os lila wolfival, 1.6-os hozaggal. 40x20x2-es rozsdamentes zártszelvény volt az alany. Konkrétan mit értsünk az alatt, hogy "adjak neki kakaót"? Nagyobb áramot neki, esetleg impulzus nélkül? Esetleg ne mártogassam a pálcát, hanem toljam az ömledékbe folyamatosan?
Ezt nagyon meg kellene már tanulnom, mert sokat szívok az elhúzódással.
a felső lett az egyenesebb, talán ezért tűnik szebbnek, na és persze, mert kicsit hasonlít az awira.
nekem az alsó tetszik jobban ha egyenesebb lett volna. teljesen sima fröcskölésmentes, meg se ismernétek a hang alapján. azt hittem valami baj van mert semmi nem hallatszott. jaaaaaa!!! és kis zárt térben is lehet használni ezzel a beállítással. igazság az , hogy az utóbbi idők awizása után nem tudtam átváltani erre a szuperszonikus sebességre.
Érdekes, de nekem a "hard" állásban néz ki a legjobbnak. Kíváncsi lennék hogy milyen az eredmény ha fentebb rakod a huzalsebességet? (marad a 18,5 V de a huzal mondjuk 4,5-5m/perc) Ott már szerintem egy lágyabb beállítás ad szebb varratot.
hogy sikerült eltüntetni az elszíneződést? mivel a belső sarkoknál? mert a képen látható kék boschal gondolom csak külsőknél dolgozhattál. milyen pácot, gélt használtál?
Nincs műhelyem sajnos, csak a garázsban tudok dolgozni. Ezért minden gépem kerekeken gurul, vagy állványostul mozgatom egy kerekes hidraulikus emelővel. Meló után mindenki vissza a fal mellé, hogy az autó is beférjen. Ez a szerkezet, amit most csináltam, 330x90 cm.
Ja, összetett mozgáskoordinációt igényel az awi. Most elsősorban azon mesterkedtem, hogy az ívhosszat tartani tudjam, ha már sikerült rájönnöm a fényes varrat titkára :-) a másik nehézség az SR 26-os pisztoly. Nagyon jó ez a GCE kábelszett, de a finom munkákhoz nagyon nagy, nehéz és merev. Olyan, mintha metszőollóval akarnék körmöt vágni. Már régóta nyammogok egy flexi koax kábelen, de most már biztos, hogy beszerzek egyet. Az ebay-en lehet rendelni kompletten, vagy elemenként is.
Én amíg nincs meg a megfelelő sebesség - az jön majd a gyakorlattal, megheftelném minden sarkon, és utána szépen beraknám. gyorsulnod kell majd, és több pálcát neki, szép lesz az. ha megheftelted rendesen, nyugodtan adj neki kakaót, gyorsan be lehet rakni ezt, pálcát csak nyomod neki, ne kelljen olvadásra várni, azért huzza be.
Látod ezért jó a fotó :-) Kijavítanak :-) Én is kicsivel több hozaganyagot tettem volna, főleg hogy úgyis lecsiszolod. (milyen jól jön majd most a wev 10-125-ösön a fordulatszámszabályzás :-) )
Szeretnék egy masinát de nem pálcásat mert ahhoz még nem gyakoroltam eleget. A géppel gyakran helyszínen kellene javítani generátorról, meg palack nélkül. Szóval porbéléses huzallal, de azt sem árt ha jól viszi az alut-t, könnyű legyen beállítani. Én ezt néztem ki, van valakinek vele tapasztalata: http://www.szikrahegesztes.hu/fooldal/akcio/palyazat-helyett-esab-caddy-mig-c200i
Simán megoldható, csak dolgozni kell vele egy kicsit. Kiszerelni a fix kábelt, beépíteni egy euro csatlakozót a gépbe és onnantól olyan kábelt akasztasz rá, amilyent csak akarsz.
Egy kicsi segítséget szeretnék kérni. Van egy Esab original 150 A -os gépem. A probléma az lenne, hogy beépített munkakábeles és az 2 méter. Nem lehet esetleg átalakítani hosszabbra? Kényelmetlen a munka vele!
Igen, az valóban elférne még egy kis hozaganyag, eléggé homorú. De a nagyobbik problémám az elhúzódás. Valahogy mindig túlfűtöm és elhúzódik. Pedig most figyeltem, hogy az osztóknak egyszerre csak egyik felét hegesztetem, hogy az adott csomópont ne melegedjen túl. Egy méterrel odébb folytattam. De a végén csak behúzta az osztóknál a hosszú szelvényt. Elvileg ki tudom egyengetni :-(
POCKETMIG 205 LT DIGITAL ugyanaz a munkasebesség, ugyanaz az hozaganyag, ugyanaz az áramerősség, feszültség, huzalelőtolás ugyanazzal a géppel. egyedül a fröcskölésgátlás beállítás más. nincs munkadarab előkészítés, teljesen rozsdás zártszelvényre.
Bár már én is tudnék ilyen szép varratot. Pedig a fogyóssal is lehet szépet, csak sokat kell gyakorolnom. Én max a két szélét csiszolnám le a helyedben és a "holkerokat" így hagynám. Tök jól mutat.
A pasztázást később is megcsinálhatod szerintem, csak hagy rajta sokáig.
1.6-os wolfram (lila), 5-ös kerámia, gázlencse, 75-90A, bázis 30%, impulzus 60%/75Hz, 7 lit/perc, 5 mp utánfúvás. Elmentettem memóriába, így vissza tudtam nézni. Így utólag vizsgálva, talán a hőbevitel kicsit sok volt.
Fotót nem szívesen mutogatok profi körökben, tudom, hogy ez igen messze van a tökéletestől, csupán az én eddigi bénázásaimhoz viszonyítva értékelhető jelentős előrelépésnek. Az én kezdő, gyakorlatlan amatőr szintemről nézve talán már nem olyan kilátástalan a helyzet.
Majd fotókat is tegyél már fel a varratokról :-) Ja, meg paramétereket is (wolfi, kerámia...stb) mer a 7l/perc az ugye nem mindegy hogy hagyományos, vagy gázlencse, és utóbbiból is a kicsi vagy nagy. (utóbbiból 2,4-es wolfihoz a 8-as kerámiával nálam akár 10l/perc is, a kicsihez meg akár 6 is elég)
Összeállítottam a rozsdamentes keretszerkezetet. Meglepően szép varratokat sikerült produkálnom. Eddig jobbára matt szürke, néha ráncos csúf volt. Ma először sikerült folyamatosan szép fényes, szivárványos varratokat csinálnom. Arra jutottam, hogy eddig túl hosszú ívvel hegesztettem. Most figyeltem az ív hangját is, amikor szép csendben süvített, akkor szép fényes volt, hosszabb ívnél ropogott és szürke lett. Jól gondolom, hogy ez lehetett a gondom eddig? 7 liter/perces gázmennyiséggel ment most is, mégis ég és föld a minőség.
A varratpácolásnak van valami határideje, vagy ráérek vele 1-2 nap múlva is, csiszolás után?
Az a gondom, hogy késő este lett, mire végeztem a hegesztéssel, és a hétvégén nem leszek itthon.
Az ilyen kis masinákon, a gyakori tendenciát figyelembe véve is, (ha 140-es van ráírva) kb. max 120 Ampert legalább tudnia kell. Én azt gondoltam, hogy az talán kevés lehet. Akkor pedig jó kell, hogy legyen ahhoz a pálcához...



















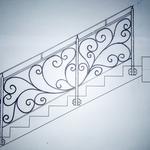

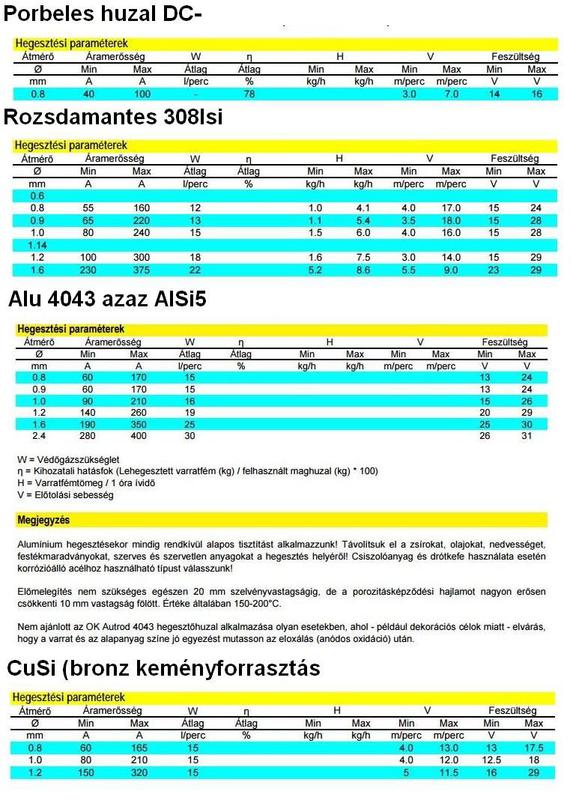









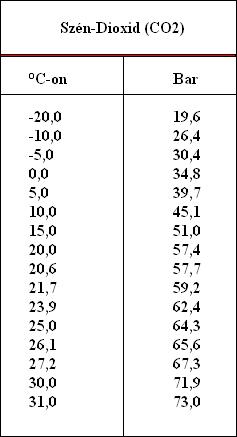












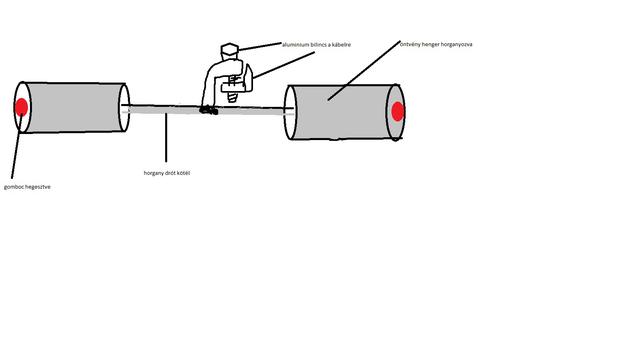
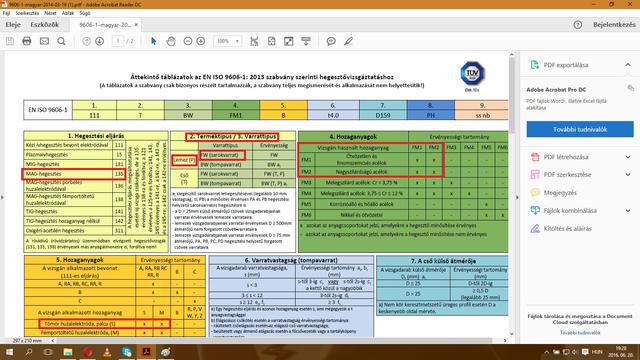
 ilyet kaptam hozzá és ennek az a része ami bele megy a palackba az nagyobb mint a palackon lévő nyílás
ilyet kaptam hozzá és ennek az a része ami bele megy a palackba az nagyobb mint a palackon lévő nyílás