A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
Na jó. Szerintem kezdd ezzel. Vágsz mondjuk laposvasból 8-10 db-ot, pl. 5 centiseket. Ennyi kell egyetlen paraméter tesztelgetéséhez. Azért külön darabok, hogy ne a már átmelegedett alapanyagra hegessz rá megint, ami befolyásolná a végeredményt.
A géped beállítod:
0.8 (1.0)
MIG DP
2T
Fe Mix
BU 0% (!!!)
IND 0%
PU 0% (!!!)
Tick - az anyag vastagsága / vagy tapasztalatból A-t állítasz
(a többi paramétert nem írom, mert itt most nincs jelentőségük...de attól még ne állíts 9 mp gáz előfúvást...)
Ezt a 3 paramétert fogod próbálgatni a munkadarabokon. Egyszerre csak az egyiket állítod, pl. 5-10% lépcsőkkel. Hegesztesz egyet, aztán állítasz rajta, és hegesztesz a következő darabra. Aztán a végén egymás mellé rakod őket, és megnézed, hogy mi a különbség. Talán kezdj úgy, hogy mindegyiket minimumra veszed először.
1. Duty
Egy időegységen belül mennyi legyen az alap- és csúcsáram ideje. Egy példával élve: 20% azt jelenti, hogy a csúcsáram ideje lesz 20%, a bázisáramé meg (100-20=) 80%. Ahogy a könyv is írja, a beolvadási mélységet lehet kontrollálni vele. Egyébként, ha pl. a Freq 1 Hz-re van állítva, akkor 0,2 mp lesz a csúcsáram + 0,8 mp a bázisáram.
2. Freq
Egy duplaimpulzus (bázis+csúcsáram) frekvenciája. Azaz 1 mp alatt hány db legyen. Pl. 1 Hz=1 db, 0,5 Hz=2db. Próbálgasd mondjuk így: 0,5-1-1,5-2. A pikkelyek távolságát fogod állítani alapvetően. Magasabb érték=sűrűbb pikkelyek, alacsonyabb érték=ritkább pikkelyek. Ha fel van tekerve, lehet hogy már össze is folynak.
3. Ip-p
Az alap- és csúcsáram eltérése %-ban. Kicsi eltérés: szinte nincs különbség. Magasabb érték: nagy eltérés. (Amikor pulse MMA-ban próbálgattam, 5-10%-ot már alig lehetett észrevenni.)
Alapvetően ezzel a 3 dologgal tudod beállítani magadnak, hogy hogyan szeretnél hegeszteni.
Pl. sűrűbben változik a két áramerősség, de nincs nagy a különbség köztük.
Vagy ritkábban (lassabban) változik, de jó nagy különbség van közöttük (50%).
Esetleg a csúcsáram idejét is leveszed a Duty paraméterrel a minimális 20%-ra, és akkor úgy fogsz hegeszteni, hogy időnként rövid időre jó nagyokat odapörkölsz.
Nem hinném, hogy bárhol is le vannak írva kőbe vésett értékek.
Mindenki kitapasztalja magának, hogy mit variáljon ezekkel a számára megfelelő végeredményhez.
Biztos nem erre számítottál, de ez van.
Fent a BU és PU értékeknél azért van ott a sok felkiáltójel, mert azokat tekergeted, de nem kéne.
Megerőszakolod a gépet, hogy több Volt eltéréssel próbáljon normális ívet kialakítani, amikor ő (nagyjából pontosan) egy kiszámított értéket használna. Ne piszkáld egyelőre. Hagyd 0%-on!
Bocsi a tanácsokért, mert a gépet még nem próbáltam DP-ben. De így fogom.
Szerintem, ha megcsinálod ezt a tesztet, talán meg fogod érteni, hogy mi-mit csinál.
(De jó lenne, ha nem feleslegesen koptattam volna a billentyűzetet, de majd kiderül.)
Majd este ha sikerül írok. AZ Impulz elött meg kéne még érteni pár dolgot, tehát azzal kezdek(jünk).
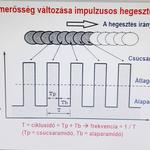
@Laci-59: A kérdésed nem egyértelmű. Feltételezem hogy Dupla impulz beállításról van szó. Ha a TP&TB időt be lehet állítani a gépeden(?) abból következik a frekvencia. Pl.: TP=0,5sec(500msec) TB=0,5sec(500msec) akkor TP+TB=1 ==> T=1/(TB+TP)=1 Hz. Nekem szimpatikus a 1,5Hz dupla impulz volt ehhez hasonló beállítás Pl.: TP=0,3sec(300msec) TB=0,3sec(300msec) akkor TP+TB=0,6 ==> T=1/(TB+TP)=1,66 Hz. Az elöbbi esetekben 50%nagyteljesítményű impulz hegesztés és 50% alacsony bázis áramerősségű hegesztésed volt. Ha szeretnél 1,66 Hz -el hegeszteni de kevesebb nagyteljesítményű résszel akkor TP=0,2(200msec) TB=0,4(400msec) akkor TP+TB=0,6 ==> T=1/(TB+TP)=1,66 Hz a frekvencia nem változik csak 33% nagyáramerősségű impulz hegesztést 66% bázis áramú hegesztés követ 1,66 másodpercenként.
S (elméletben) meg lett a nyitja. A nitrogén a legolcsóbb, védőgáznak megfelelő, az ívvel meg nem kell törődni, mert valójában nincs is. A varrat beolvadását a lézerimpulzusok energiája, illetve a sweep mibenléte befolyásolja.
Úgyrémlik,hogy valahol irtad,hogy megbántad,hogy megvetted a 235- öst.....?
Ne bánd,jó gépek,de látod,hogy milyen herce- hurca a háttér,no nem a gép háttere,hanem az én hátam tere,mert csupán tudni szeretném,szerettem volna a lényeget.......
De látod........ebben az országban az előremenés úgy zajlik,hogy hátramegyünk,vagyis joutub videó is egyértelmű,láttad......profiknak találták ki ezt a gépet,csak buta a rendszer..........és letiltja a csettet,de ez a funkció okosságot tükröz..........!
És mennyi legyen az ip- p,vagyis a csúcsáram,mondjuk 10% !? És mik a feszültség eltérések,ezek arányai? Gondolom,hogy ezek is áramerősség eltéréseket csinálnak.......?
Egy rakás videót láttam szakemberektől, amiben elmondták, hogy pont pl. függőleges varrathoz qrva jó az impulzus (acélról beszélünk), mert gyorsan szilárdul = nem cseppen. Tévedés, amit írsz.
A szokásos kiabálás-károgás-nyafogásodra szokás szerint senki sem kíváncsi.
Impulzust nem javasolják acélhoz,nem az igazi minden pozicióba. Én legalábbis ezt vettem ki ,már amit megtudtam érteni......
Aluhoz viszont javasolják,gondolom az oxid törés miatt.
A te géped picivel job,mert érthetőbb a kezelési utasitása,mert Magyar ember fogalmazta,és nem webforditó,mint az iweldé !!Amellett még igy is hiányos a manuálja,egy digitális ébresztőórához jóval komojab leirást adnak. Ez kerül kb 15ezerbe,egy digitális hegesztőgép,meg átlagosan mondom negyed miliónál is többe !!!!
Megértem itt néhány társunkat..................járj iskolába,mert a hegesztés tanitott mesterség !!!! Én 5 hónap múlva megkapom az első nyugdijam !!!!! Én NEM......... FOGOG.............. ISKOLAPADBA........... ŰLNI !!!!!!!
A gépvásárlásos topikban a 34795 irásomban találsz háttéradatokat.
Ha megtudod csinálni,kb állitsd a te géped ezekhez. Lehet,hogy nem fog sikerülni,mert ha a számkiirások nem olyan szinten részletes,osztású mint az iweldé,máris bukta van ! Ezek az értékek aluhoz valók.
A szénacél sem lehet ördögi,sőt szerintem egyszerűb,mert ez a fém kevésbé jó hővezető.
Én nem használom a DP ,csak aluhoz.
A szénacél pikkelyes küllemű varrata zártszelvényes munkáknál értelmetlen,mert az ember úgyis sikra köszörül minden varratot. A DP kráter hasonlóan folyik mint az awi,ezért nem javasolják (gondolom) föggőleges varratokhoz. Egy zártszelvény keret fele arányban függőleges varratból áll. A gépet nyilván átlehet állitani ,de én azt mondom.......állitgassa a sárgaaaaaaaa !
Awi esetén ottvan a lábpedál,gondolom a pozició varratok ezzel rugalmassá válik. Van az én gépemhez is potis pisztoj,de bent van az eredeti csomagolásábaaaaaaaa........
Bocsi a j betűim miatt..............én ilyen vagyok,vagyis nem gépiró titkárnő,hanem melós,aki már rég elfelejtette,hogy mi történt az elemi iskolába !
Részemről szívesen olvasom a hasznos infókat, csak kissé sok volt nekem is a tanár bácsis stílus.
Voltam akkora “marha”, hogy otthoni barkács célra én is vettem egy iWELD 235 DP-t. A fogyós impulz próba még várat magára. C18 kevertgáz van hozzá, lehet hogy a 8% CO2 változat jobb lett volna. Egyelőre csak szénacéllal fogok kísérletezni. Abszolút érdekel, hogy mire jutottál eddig. YT-ról gyűjtöm az infók 99%-át, hegeszteni is onnan tanultam meg (valamennyire). Több videóban is láttam, hogy acélnál marhára tud fröcskölni, jobban mint impulzus nélkül. Végre valaki kinyögte az egyik videóban, hogy ez a módszer “nem szereti” a pisztollyal rajzolgatást, hanem csak tolni kéne. Meg, ha jól emlékszem, végre azt is meghallottam egy másik videóban, hogy messzebb kéne tartani a pisztolyt, kb. mint porbelesnél. Ezekkel találkoztál, vagy próbáltad?
Próbálok szakmai dolgokról beszélni információt adni esetleg kapni (akit érdekel), tanító szándékkal. Azért kérdést teszek fel mielött válaszolok saját magamnak mert hátha elgondolkozik valaki rajta aki xx éve hegeszt és ezt nem is tudta. Amúgy idén leszek 50 éves ha megérem, és igazából én nem értem a fiatalabb generációt, úgyhogy elnézést ha velem van baj és olyannal próbálkozok itt amivel nem kéne.
Amiről tudnék informálni:
- Plazmavágás (építettem 2 CNC plazmavágót, szerintem több mint 100 tonna lemezt kivágtunk vele az elmúlt 8 év alatt).
- CNC élhajlítás (ez is egy vak folt a műszaki világban, nehéz információt szerezni. Nekem is nehezen ment...)
- MIG MAG hegesztés, egyenlőre csak MAG, mert még itt akadtam el...
- Nemrég vettem 2 db ZEUS 300-as Double pulse hegesztőt (akciós volt Bruttó 349.000 (ennyit megért talán (szerintem)) (250A 100% ez több mint a 350A Jasic bekapcsolási ideje)), próbálgatom a Pulse hegesztést vele, de nagy áttörést acélnál még nem sikerült. Az a kérdés hogy egy ilyen kinai masina mennyire etalon impulz hegesztésben. Valaki használ ilyen, vagy hasonló masinát impulzban? (Acélhoz).
- Készítettem hegesztő asztalt, szerintem jó lett. (ha valakit érdekel megosztom a tervét is (csak lézerrel ki kell vágni)...)
- A MAG hegesztésnél még a gázok hegesztésre, ívre hatásráról akartam infót osztani.
Nem érdekli őket? Majd téged se fog 30 év múlva csak dolgozik benned az ifjú túlbuzgóság.
Van egy terv és hozzá leírás amit egy hegesztőmérnök készit el általában.
Leírásban le van írva hogyan hegeszd. Áramerőség, huzzal, gáz hány soros varrat kurva anyám.
Az átlag hegesztő megkapja, beállitja a gépét és hegeszt. Este meg bevágja a kis folyékony kenyerét, egy kevés csavaros kiflivel stb.
Erre mész te okositani... legtöbb helyen nem órabérben vannak hanem termelésre kapják a lovét. Örülj hogy nem vertek meg, jaj de tudom a hegesztők kemények.
No gáz használat. Mindennel lehet hegeszteni, taknyolni, viszont mikor ép a varrat a szar akkor faszra húz a megrendelő.
Ezért egy hegesztő cégnél nem fognak neked argonnal varrogatni lágyacélt mert nem lesz jó. Ezért kell a corgon..
Azt meg hogy milyen gázt mikor használj nálam jóval okosabb emberek kitalálták.
Nekem nincs felesleges pénzem arra hogy rendeljek 5 féle gázt probálgatni. Én anyagcsoportra megfelelőt rendelnék.
Viszont háztájiba meg nem fog neked venni csorikám 10cm varratért még egy palack corgont, megoldja abból ami van. Tudod van egy haverom aki megoldja olcsóbban.
Ezért írtam neked az awit, még egy szaros mma val is levarrod megfelelő pisztolyal gondoltam segitség köll.
Én is dolgoztam mühelyben, egyik kedvencem volt mikor 8 kor már üvöltött Jimmy, és a hegesztő a paraván mögött már az asztalon volt 2 liter pálinka után. Őt a világ vége se érdekelte volna.
Jól látod magamat szórakoztatom, de Ti tanulhattok belőle. Illetve az lenne a cél hogy hátha találok olyan csoportot akit érdekelnek a miért-ek, és én is tanulnék dolgokat.
Minél jobban beleásod magad a hegesztésbe, rájössz milyen keveset tudsz.
(Sokszor próbáltam élőben is "tanítani" hegesztőknek a miért-ekről, de egyszerűen nem érdekli Őket, mindig az a vége hogy mit kérdezősködök, okoskodok stb. 30 éve hegesztő (de elképzelése sincsen ,hogy miért hegeszt jól vagy rosszul).
Meglátjuk, ha lesz affinitás kicsit szakmaibb fórumra akkor kérdezek válaszolok amire tudok.
Bob sem nagyon tud hegeszteni 100% Ar-el, de a videóból nekem nem derült ki mi a pontos magyarázat. (Az Angolomat lehet kritizálni, de BOB a jelenség okát nem magyarázza el, nem ég be, csúnya a varrat stb., de a miért-ről nem beszél)
Az a lényeg, hogy 100% Argonnál olyan "tökéletes" az ív, hogy a huzal nem cseppszerűen olvad le, hanem egy folyamatos instabil bizonytalan ív csóvában ami ostorszerű mozgása miatt rossz beolvadású-formájú varratot hoz létre.
Elöző hozzászólásomban írtam a CO2 gáz 2000 C felett CO-ra és Oxigénre bomlik. Ez a folyamat hőt von el illetve expanzióval (tágulás) jár ami megnyomja az ívben ömledékét. A 100% CO2 azért nem lehet finom cseppes (500A alatt), mert ez az expanzió eltorzítja a cseppeket lásd 1. kép.
A 2. képen látszik a kedvező csepp leolvadás amikor a 20% CO2 segít a kis cseppek kialakulásában (nyakban lecsippésében).
A 3. fotó pedig a tiszta Argon, ahol jól láthatóan egy folyamatos ív csóva alakul ki.
Amúgy azért speciális portöltetű huzallal illetve impulz hegesztéssel lehet 100 % Ar-el hegeszteni.
Amúgy acél vagy rozsdamentes hegesztéshez szerintem nem minimális oxigén kell hanem minimális CO2 a fent magyarázott átalakulás+expanzió miatt. Rozsdamentes acélt MAG hegesztéssel C2-es gázzal ajánlott hegeszteni (98% Argon, 2 %CO2), tévedésből már használtunk sima acélhoz is azt is lehet hegeszteni vele csak nem érdemes.)
Az AWI az más gondold végig, oda tökéletes a 100% argon. Van egy "tökéletes" fókuszált íved (nem kell hozzá felesleges "szennyező" oxigén, CO2), amibe a hozaganyagot kézzel külön adagolod. Nem keletkezhet elkanászodott ívömledék...
Tanár Úr, az okokról nemigen esett, szó, miért is instabil az az ív? Nem esett szó ionizációs potenciálról, hővezető képességről. Arról sem, hogy AWI-nál miért is jó mindezek ellenére a tiszta argon. És miért jó fogyósnál is alu vagy titán hegesztésnél, stb... :))
Magam részéről élvezettel olvasom az okításokat, várom a folytatást :)
Bob sem nagyon tud hegeszteni 100% Ar-el, de a videóból nekem nem derült ki mi a pontos magyarázat.
Az a lényeg, hogy 100% Argonnál olyan "tökéletes" az ív, hogy a huzal nem cseppszerűen olvad le, hanem egy folymatos instabil bizonytalan ív csóvában ami ostorszerű mozgása miatt rossz beolvadású-formájú varratot hoz létre.
Elöző hozzászólásomban írtam a CO2 gáz 2000 C felett CO-ra és Oxigénre bomlik. Ez a folyamat hőt von el illetve expanzióval (tágulás) jár ami megnyomja az ívben ömledékét. A 100% CO2 azért nem lehet finom cseppes (500A alatt), mert ez az expanzió eltorzítja a cseppeket lásd 1. kép.
A 2. képen látszik a kedvező csepp leolvadás amikor a 20% CO2 segít a kis cseppek kialakulásában (nyakban lecsippésében).
A 3. fotó pedig a tiszta Argon
Amúgy azért speciális portöltetű huzallal illetve impulz hegesztéssel lehet 100 % Ar-el hegeszteni.