Azt is igen könnyű kézzel, mert azt a rohadt, beletört menetfúrót a zsákfuratból soha többé nem lehet kibányászni... :-((
Apropó. Egyszer nekem egy sárgaréz anyagba törött bele a menetfúróm. Akkor olvastam valami amerikai oldalon, hogy létezik olyan anyag (valami sav) amivel az acél menetfúrót rézből ki lehet marni. Hallott valaki ilyesmiről?
Elvileg az erősebb savak marják az acélt. De abban a mennyiségben szinte reménytelen.
Én ilyenkor ha megéri, akkor kimarom a beletört szerszámot, azaz helikális interpolációval (egy csavarmenet mentén megy le a maró) 1 százados vagy annál kisebb körönkénti süllyedéssel kikarmolászom. A csavar jól kijön, a menetfúró általában megöli a marót is.
Egy katalógusban láttam szerszámot, a kinézete az ágyúfúróhoz hasonlított, azzal ráfúrva a betört menetúróra gyakorlatilag kidarálja a menetfúró roncsait. Gyanítom, hogy a menetnek kampec, de adott esetben egy menetjavítóval még elmegy a dolog.
De például egy betört M6-os csavart már szépen ki tudok szedni, s még a menet se sérül.
"utolsó fázisban" = "több menetben" (először elkészíteni a menetet a rendes 1 v több fokozatú menetfúróval, aztán az utolsó fázisban betekerni megpatkolt fúrót)
A több fokozatú kézi menetfúró ehhez még piszok kevés. Az kb. "A" bekezdésű, ráadásul átmenő, magyarul akár 5-6 menet még messze nincs kész, ebből 2 semennyire.
De alapvetően anyagfüggő és menet méret függő. Pl. M3-as esetén még korracélba is meg lehet csinálni, de ahogy erősebb a menet, egyre több anyagot kell kiszednie. M6-osnál már 1 mm-hez közelít, tehát telibe (szűz anyagba leköszörült menetfúróval) csak törni fog. Analógia: menetesztergálás egy lépésben. Fél fordulat után törik a lapka.
Szóval keményebb anyagba, M6 fölött reménytelen, még tizedmilliméterenként is kézzel ki_be mozgatva, mert telibe már nem tudod onnan az első éllel kiszedni az anyagot.
Világos volt ez már előtte is, mint ahogy az is, hogy se a kérdezőnek, se nekem nincs se CNC marógépen, se cirka 80eFt-om a marószerszámra, hogy az akár 10-20 furatot megfenékmeneteljem.
Mint kiderült, a kérdezőnek van.:-)
A 10-20 furat meg üzleti/piaci körülmények közt más kategória, mert ott pénzről van szó, nem hobbiról.
Egy kisebb menetmaró 50.000 Ft körül van, 20 furatnál (ha soha többé nem kell a szerszám és haza lehet vinni) akkor 2.500 Ft egy furat menetelése. A kérdés az, hogy mi történik, ha nem készül el így a menet. Lehet, hogy 2 millió forintnyi alkatrész nem gyártódik le emiatt, mert az utolsó furat nincs megcsinálva és nem veszik át.
Ha hozzám beesnek, hogy 20 alkatrészre kell csinálni 1-1 ilyen menetet, akkor a mellékidők miatt (mert az a sok ebben az esetben, a furatolás megvan 1-1 perc alatt), 50.000 alatt nálam se jön ki a mutatvány.
Én egy prototípushoz most vettem UNF menetmarót (na jó, kettőt, mert fosikáltam, hogy bele is törhetem a K100-as szerszámacélba) csekély 200.000-ért, de csak azért ilyen olcsón mert Sonderangebot volt és 25%-ot engedtek az árból. Pár menet elkészült, működik, majd hétfőn konzultáltunk és átállunk egy másik menetre, amihez már csak 60.000/db a menetmaró, de abból 1 már van, csak az műanyagba ment, ott bátrabb voltam.:-) A resztli, a pár maradék szerszám kiadta a 400.000 forintos cehhet.
Ügyfél állta a mulatozást? Igen, állta. Forog a gép? Forog. Az eddigi (3/4 éve megy a projekt) költségvetéshez képest hány % volt ez a kis szerszámkaland? Kb 1% (egy, azaz egy százalék). Összesen elkészült 10 furat...
Ne a fotelből mondjuk meg, hogy a kérdezőnek megéri-e a 80.000 forintos szerszám vagy sem. Én a kérdésére válaszoltam, hogy igen, meg lehet csinálni, így, és ilyen méretekkel. A kézi, megpatkolt menetfúrós okosítással meg csak az a baj, hogy kéne tudni a menetméretet, az anyagot amibe a menet megy, és a pontossági igényt, hogy az ötödik köszörült menetfúró utáni kigatyásodott vezérmenetet átveszik-e egyáltalán, mert az első szakasza a menetnek picit lötyögni is fog, előre láthatóan...
No de beugrott van itt egy opel blokk amibe több mint egy éve beszakadt 3 hengerfej csavar , ki is ment a fejemből a dolog . Kimegyek ,megint befújom :)
Elvileg a sósav reagál a vassal, míg a rézzel nem. Szerintem a szénacélokkal reagálhat, de ha erősen ötvözött, akkor nem hiszem. Gondolom a réznél is számítanak az ötvözők.
"...aztán az utolsó fázisban betekerni megpatkolt fúrót"
Azt is igen könnyű kézzel, mert azt a rohadt, beletört menetfúrót a zsákfuratból soha többé nem lehet kibányászni... :-((
Apropó. Egyszer nekem egy sárgaréz anyagba törött bele a menetfúróm. Akkor olvastam valami amerikai oldalon, hogy létezik olyan anyag (valami sav) amivel az acél menetfúrót rézből ki lehet marni. Hallott valaki ilyesmiről?
"Egy menetben, géppel (tehát nem 2-3 menetfúróval, kézzel), csak szerszámtörést lehet így csinálni."
"utolsó fázisban" = "több menetben" (először elkészíteni a menetet a rendes 1 v több fokozatú menetfúróval, aztán az utolsó fázisban betekerni megpatkolt fúrót)
"Meg kell nézni egy szerszámot, a kötelezően előírt szerszámpályát és minden világos lesz."
Világos volt ez már előtte is, mint ahogy az is, hogy se a kérdezőnek, se nekem nincs se CNC marógépen, se cirka 80eFt-om a marószerszámra, hogy az akár 10-20 furatot megfenékmeneteljem.
Vagy: be kell áldozni egy menetfúrót és leköszörülni a végéről a bekezdő meneteket. Kisiparilag egy utolsó fázisban ezzel tökéletes tövigmenetet lehet csinálni.
Egy menetben, géppel (tehát nem 2-3 menetfúróval, kézzel), csak szerszámtörést lehet így csinálni. Azért is írtam a menetmarást, az pontos, stabil menetet ad, fenéktől. Pontosabban minimum fél menetemelkedéstől, plusz a ráfordulás. Meg kell nézni egy szerszámot, a kötelezően előírt szerszámpályát és minden világos lesz.
Nyilván 1-2 darab esetén, 2-3 menetszerszámmal meg lehet csinálni kézzel, bár egy keményebb acélban húzós a kézi tekergetés.
Majd lefilmezem, elvileg most kell még csinálnom ilyen furatot. Dermesztő, ahogy kikapja a forgácsot.
A 2-3-4 élű maró, amire azt írja a katalógus, hogy függőlegesre is jó az NEM EZ, annak nincs komoly forgácstere, azok a hornyok nem hozzák ki a forgácsot, már a homlokfelületen elakad. Ennek rendes fúró geometriája van, csak trükkös a vágóél.
Ezt nem egészen értem. A lapos végű fúrót nem lehet pontozóval beütött helyre megindítani (kézzel), tehát jobbára csak CNC fúráshoz jó. De hogyan szedi ki a magot? Vagy előtte befúrsz kisebb fúróval?
Megpróbáltam olyan 4 élű maró szerszámmal, aminek az egyik éle a központig megy - pont azért, hogy teli anyagba lehessen vele befúrni, de elég bajos volt (ment, de nagyon lassan, nagy erővel csak). Amikor befúrtam előtte egy jóval kisebb fúróval, sokkal könnyebben vitte. Amúgy én is pont úgy szoktam a zsákmenetet készíteni, mint skiss.
Köszönöm a felajánlást, ha közelebb nem találok árban elfogadhatót, akkor tőled is kérek árajánlatot (Már megint az a fránya ár). Szép darab lehet a géped, a lathes.co.uk-n megnéztem milyen.
"Fenékfúrónak hívják, [...] Nem azonos a telibefúróval."
Mi a különbség? A "telibefúró" elég fura név, elég gyakran fúrunk telibe sima fúróval.
Én a "hosszlyukmarót" ismerem, ez olyan ujjmaró, aminek a keresztéle (általában a 4 közül kettő) beér a tengelyig, és lehet fúrni is vele.
Elég valószínűtlen, hogy az 4.2-es méretben (az M5 magmérete) lehet ilyet elfogadható áron kapni.
Bár lehet, megfelel erre a 4-es méret is, a menetfúró valahogy ledrehálja majd azt az egy tizedet valahogy. (Vagy beletörik).
"A fenéktől induló menetet pedig menetmaróval lehet megoldani, de ez már végképp CNC-s műfaj."
Vagy: be kell áldozni egy menetfúrót és leköszörülni a végéről a bekezdő meneteket. Kisiparilag egy utolsó fázisban ezzel tökéletes tövigmenetet lehet csinálni.
Felesleges a 118 fok, rögtön 180 fokossal kell fúrni. Ledöbbentem, hogy milyen szépen fúr, szebben/jobban mint a hegyes fúrók. Én korracélba mentem vele, egyszerűen hihetetlen. Most már a machtechet várom, hogy valami zonderangebot legyen, mert vennék egy talicskával ilyet.
Kifúrod magméretre 118 fokossal a megadott mélységre, majd 180 fokossal kifúrod a kúpos részt. Menetfúróval megcsinálod a menetet, majd egy másik menetfúróval-amiről leköszörülöd a bevezető részt-végig vágod a menetet.
Fenékfúrónak hívják, 180 fokos a vége, én is most kezdek áttérni rá a zsákfuratos meneteknél. Nem azonos a telibefúróval.
A fenéktől induló menetet pedig menetmaróval lehet megoldani, de ez már végképp CNC-s műfaj. Már a fenékfúrás is, mert kézzel olyan előtolást nem tudsz neki adni ami kell hozzá.
Tudnátok mondani olyan szerszámtípust amivel a lehető legrövidebb előfúrás elég a menet előfúrásához?
Van egy M5-ös menet egy acélöntvény alkatrészben (menethossz: 7mm -0/+0,5; előfúrási hossz: 9,5mm -0/+0,5) aminél le kellene csökkenteni az előfúrási hosszt mert kevés falvastagság marad alatta.
Ae előfúráshoz a normál csigafúró helyett is valamilyen sík homlokfelületű telibe fúróra gondoltam, és ezt párosítanám a lehető legrövidebb előfúrási hosszal, amit enged a menetfúró szerszám, úgy hogy a menethosszhoz ne kelljen nyúlni.
Köszönöm, valami ilyesmi járt a fejemben, de kellett a megerősítés!!! köszönöm a motorra adott ötletet, de kiderült, Kínából ezermillió tipus (gyártmány)rendelhető választható fordulatszámokkal, nevetséges árakon, nincs kétezer forint az egyik, másik persze tizenezres, de az nagygépekre van. Az elektronikus fordulatszám szabályozásra már van kínai kütyüm. Persze, nagyon jól működik a kézzel tekerés, csak a gépecske kialakítása miatt állandóan ütközik a kezem a keretbe - meg szeretek játszani a kisgép továbbépítésével.
Olyat még nem használtam de a gőzhenger olaj mintha méz szerűen viselkedett volna.Hogy szivattyúzható legyen fel kellett melegíteni.
Egy gyártó a sarokcsiszolóihoz kétféle tubust ad amit előtte össze kell keverni.Szürkés színe lesz. Az sem marad a helyén mint a sima zsír, de mégsem olaj.
Az előtoló motor fordulatszáma nagyban függ a főorsó fordulatszámától, hiszen fordulatonkénti előtolást adunk meg. Így ki is számolható a kívánt motor fordulat. Ismerjük a menetes orsó emelkedését.
Vagy kevésbé tudományosan: Amikor kézzel tekered, próbáld megszámolni egy perc alatt hány fordulatot tekersz a leggyakrabban használt főorsó fordulatszámoknál. Egy autó ablaktörlő motor lenne talán a legolcsóbb, úgy tippelek ezt még lassítani kéne áttétellel, (pl bordásszíj) és ennek lehet a fordulatszámát is szabályozni egy kis elektronikával. És a 12V miatt az érintésvédelem sem jelent nagy gondot.
Üdv Urak, van egy kis kínai esztergám, szeretném a 'hosszorsót' (előtoló?) motorizálni, általános esztergáláshoz mekkora fordulatú motort alkalmazzak? Köszönöm előre - egy öreg lámer.
Tárcsa csapágyazása: ha szét van szedve, egyszerűen... egyik kézzel fogod a levett ház-fedelet, másikkal a flex korongot, és mozgatod - alig érezhető kottyanása lehet csak, vagy annyi sem.
A kis kúpkerék, ha mozog, attól ne ess kétségbe, hajtás közben az erő a helyére feszíti. Persze azért annak se szabad nagyon kotyognia rajta, dehát teszkós flex, ugye :))
Nekem is van egy ilyen flexem, egy hétig ment, letörtek a fogak a kis kerékről. Elmentem, vettem a lengyel piacon fogaskerék párt, majdnem annyiért, mint az egész gép volt... összeraktam, azóta is jó, pedig ez 30 éve (!!!) volt. Pár éve a tárcsa golyós csapágyát cseréltem, mert már zajos volt, lógott.
A dolog pikantériája, hogy ezt a gépet használom csempét meg falhornyot vágni, egy szegmentált tárcsa van rajta. A drága, jó minőségű gépemet nem akarom porban kínozni. Ezt nem sajnálom, erre van tartva, de bírja...
Nézd, van egy nagy sebességű fogaskerék hajtásod aminek minden eleme lötyög. Egy ilyen hajtás pár tized mm elmozdulásra is rosszul kapcsolódik és zörög. Az elmondásod alapján csoda hogy még nem daráltad le a fogazást a kerekekről ( Vagy már a nagyját ledaráltad csak még nem vetted észre ) Meg kell szüntetni a lötyögéseket és hézagoló gyűrűkkel bejátszani hogy normálisan kapcsolódjon a kerék. A zsír mellé kell egy kis olajat önteni hogy híg trutyi képződjön ami befolyik a fogaskerékhez és nem csak a házhoz ragad. Ha így egy kicsit összejáratod akkor használható marad. De ha ehhez nincs kedved akkor hajítsd ki az egészet, és vegyél egy normálisabb szerszámot.
Na de nem azt mondom ezzel, hogy elforog a kúpkerék a tengelyen, hanem jobbra-balra holtjátéka van forgásirányban. (És tengelyirányban is van előre-hátra csúszása.) Mielőtt harmadszor is szétszedem, én ezen semmiféle szorítóanyát se láttam. A tengelynek nem is volt túllógó része.
És amit eddig nem említettem, a főtengely felső csapágyának (ami a szöghajtásba vezet be) is van előre-hátra holtjátéka. Ezt sem nagyon tudom mire vélni.
Német esztergámhoz (Heivil) készítettem már ilyen fogaskereket. Ha jó modulmaróval készített és ha közelebb (Gyöngyös) nem találsz gyártót akkor meg tudom csinálni.
"Szerintem náluk le is adhatod, mert nekik szerződésük van az ilyen elszállítására."
Nekik az elszállításért fizetniük kell. Ettől függetlenül sok műhelynek van fáradtolaj kazánja, azok biztosan szívesen fogadják. (Bp-en én is tudok mondani helyet, ahol örülnek neki)
Én sok dologra felhasználom a fáradt olajat! Sőt nem keletkezik nálam elég, van, hogy kérnem kell autószerelőktől. Szerintem náluk le is adhatod, mert nekik szerződésük van az ilyen elszállítására.
Én nem pontosan értelek. A forgórészen mozog a kis kúpkerék, azt se értem hogy lehet?! Az én gépeimen (amit eddig javítanom kellett közülük), a kis kúpkereket a forgórész végén lévő anya szorította neki a tengely vállának, mindenféle retesz nélkül. Az nem mozoghatott, mert akkor nem is hajtott. A kúpkerék és a tányérkerék kapcsolódásának viszont kell játékának lenni. Volt olyan gépem, amibe kúpkerék csere után vastagabb papírtömítést vágtam, mert kicsi volt a holtjáték és nagyon melegedett a szöghajtás. Tele se szabad tömni zsírral, mert akkor meg a súrlódástól melegszik. Mind "kijárja" a fogaskerekek közül a zsírt. Én mezőgazdasági gépes tapasztalatom alapján, itt is áttértem a folyékony zsírra.
Néhány éve - amikor kisebb építési bővítési munkák folytak nálunk, volt tapasztalatom a hulladékudvarral. Jó tapasztalat volt, nem kellemetlen. Építési sittet naponta 150 kg-ot ingyen befogadtak, ha felmutattam a lakossági kommunális hulladék szállításra fizetett díjról szóló igazolást.
(A hulladékudvar egyébként tisztább, rendezettebb, mint sok budapesti kerület utcája.) Veszélyes hulladékot még nem adtam le náluk, de láttam, hogy az építési sittnél kisebb térfogatú különféle veszélyes hulladékokat elkülönített konténerekbe gyűjtik.
Nagy mennyíség nekem még nem keletkezett. A kis adagokat felitatom háztartási papírtörölközővel amit tűzgyujtáshoz használok el. De komolyabb adag kezelése engem is érdekelne.
Ti mit tudtok csinálni azzal a sok retekkel ami kijön egy régi gépből?
Leengedem a regi olajat, kimosom gázolajjal a váltót, kimetegetem a talpábol az emulziot. A lefolyóba nem szivesen önteném be ezeket, magánszemélyként meg ilyet nem vesznek át
Még ha behatárolnánk is a hibát,a vele eltöltött idő, esetleges alkatrész forint helyett húsz ezer forintért kapsz már jobb nevű gépet rezonálás menteset.
Megjegyzem volt egy T.I.P sarokcsiszolóm, bántóan sokáig szolgált relatíve csendes futással.
Míg egy szegecs emblémás a gari időn éppen hogy átesve forgórészhibás lett. Bár azt sokat használtam csökkentett fordulaton akkor sem nagyon terhelve.
A cég alkatrész keresőjében a típus ismert de a sok számjegyű azonosító száma nem. :(
Reggel szétszedtem még egyszer, hogy a szomszédok nehogy lemaradjanak róla, de továbbra se szűnik a rezonancia :)
Viszont az normális jelenség, hogy a főtengely kis fogaskerekének holtjátéka van a tengelyhez képest? Tengelyirányban 2 mm, elfordulásra 1 mm. A fogakat épnek gondolom, nem tűnnek kopottnak sem. Barkács célokra használom csak, nem gyakran.
Mielőtt harmadszor is szétszedem, kérdeznék, hogy a tárcsa csapágyazását miként tudnám ellenőrizni?
Hát a vasárnapi flexelést felénk kertvárosban nem nézik jó szemmel a szomszédok! :DDD
Jól megnézted a kis fogaskereket? nem hiányzik fog? Meg a tárcsa csapágyazása is fontos, az olcsó flexekben az hamar tönkre megy, és akkor jön a rezonancia.
Van egy 100 éves német Erlich esztergám. A főorsó csapágyfelületei erősen berágódtak. Ezt javíttattam 2 lépésben. Először fémszórattam elektromos eljárással. Majd köszörültettem MUM.21 tanácsa alapján: motorfelújító műhelybe vittem, ahol motor főtengely köszörűn köszörültettem. Ennek az az előnye, hogy pontosan be lehet állítani a körfutást kiválasztott referencia felületekre. Néhány képet is felrakok.
Ilyen volt:
A berágódás közelről:
Ilyen lett:
A lakatszekrényben van egy erősen sérült M1.25 Z=60 fogaskerék, ilyen:
Van-e valakinél elfekvőben fenti paraméterű fogas, amiből a képen láthatót ki lehet alakítani? Vagy tud valaki ajánlani műhelyt, ahol le tudnám gyártatni? Powerbelt és társai nem árul M1.25 fogaskereket.
Jó napot! Eljött az ideje hogy vásároljak egy régebbi gépet a mostani Parkside helyett kérdés hogy a képeken látható két gép típus közül melyik volna jobb választás? Esetleg van valakinek tapasztalata használattal kapcsolatosan?
Ért valaki a kisflex lelkivilágához? Eszméletlenül rezonál alapjáraton. Valami tescós kisflex. Eddig is csinált ilyen rezonálást bekapcsoláskor, hallásra ilyenkor nem is tud 100%-ig felpörögni. De abbahagyta, ha oldalra billentettem, vagy pedig marokkal rászorítottam egyet a műanyag házra. Akkor onnantól zörgés nélkül szépen forgott. Most már nem hagyja abba sehogy se.
Szétszedtem, nem láttam semmi problémát, leszámítva, hogy a hajtóműben a fogaskerekek kijárták magukból a zsírt a falra. Azt visszajuttattam rájuk. A szénkefe szerintem ép (nem szoktam motort berhelni, de ha fél centi fekete látszik belőle, azt én úgy értelmezem, hogy nincs elkopva). Az alapi csapágy rendesen jár. A gumiszilentje a házba is és a csapágy köré is szorosan illeszkedik, ép.
Holnap reggel vasárnap, jó lenne, ha tudnék flexelni.
Köszönöm a segítséget! Én is megtaláltam a gúglitérképen csak a kép 2019-ben készült és nem voltam biztos a telefonszám létezésében. Sajnos csak hétfőn tudom felhívni.
Volt egy ilyen érzésem, hogy a dolgok azok, amit leírtál, de nem voltam benne biztos, mivel soha nem tanultam ezeket csak olvastam róluk. :) Ezért nem tudom ellenőrizni, hogy melyik jó.
A gépet többször is használtam és működött "rendesen". A Szovjetek nem nagyon végeztek jó munkát és azt szerettem volna helyrehozni, mielőtt normálisan használom. Hiába öreg a motor, de nincsen benne kilóméter és többször működött, ezért gondolom, hogy az elektronikában keletkezett hiba.
A cégtábla szerint műszerés is, gondoltam egy motorindító áramkörrel kapcsolatban akkor is tudnak segíteni, ha nem magával a motorral van a baj (ami a leírtak alapján amúgy szerintem sem kizárható). Én egyszer kis hálózati trafókkal kapcsolatban kaptam tőlük ingyenes szaktanácsadást.
Nem, ez gyárilag így van bekötve. Ha viszont jó a motor, akkor alkalmas frekiváltós átalakításra. Sokan használják úgy. Nálam a motor volt szar, de nem teljesen. Működött, de nagyon melegedett (égette a kezem), aztán csak megállt, mert a motorvédelem kikapcsolta. Egyre rövidebb ideig ment lekapcsolás nélkül. A biztosítékot viszont sosem verte le. Lehűlés után újra ment (egy ideig).
Még ennyit tudok hozzátenni, amennyire emléxem (mert már régen szereltem):
Az indítókondi (C1) a 3db fényes kocka, az üzemi kondi a nagy, hengeres. A zölddel jelölt fekete bakelit kapcsoló indítja a motor előre vagy hátra. Ezt mozgatja az indítókar. Az SB2 a fő bekapcsoló fekete gombja. Megnyomáskor meghúz a relé (KV) és öntartásban marad az egyik érintkezőjén keresztül egészen addig, míg meg nem nyomod a piros gombot (SB1), ami elengedi a relét. A lilával jelölt kerek cucc az egy mezei földelt konnektor fejreállítva. Elég érdekes megoldás, sokára jöttem rá. Le lehet húzni a villáról de elég nehezen jött, ha jól emléxem. A sárgával jelölt fehér(beige) dobozka a motorvédő áramkör. Van benne valami áramra melegedő cucc (bimetál vagy ellenálláshuzal nem emlékszem már) Ha tartósan sok áramot (2,6 Amper) vesz fel a motor akkor túlmelegszik, és lekapcsolja a motort. Csak ideiglenesen, ha visszahűl akkor újra működik. Úgy rémlik szegecselve van, de ha kifúrod a szegecseket, akkor szét lehet szedni ezt is megvizsgálni.
Az egy másodperc késés, meg a kapcs. rajz is arra utal, hogy van a vezérlésben egy indító rész, ami kb. 1 másodpercig van bekapcsolva, utána átvált az állandó üzemmódra. Feltételezhetően az állandó üzem kapcsolásában van a hiba. De a kapcsolási rajz alapján két biztosítéknak kell lenni benne, mindkét üzemmódhoz egynek.
Maradok a rozsdamentes ötletnél vagy ha azt nem kapok akkor alumínium.
16db 75mm hosszú kellene ebből 10re volt anyagom (10×1,5)amire ma rá is lett már vágva,maradék 6dbra kell anyag de ha nemkapok rozsdamentest maradok az aluminiumnál.
Én vettem már 75mm hosszút, acélt, kadmiumozottat, de nem tegnap, az tény.
Erre a feladatra simán jó, amit kigondoltál, de azzal azért még futhatsz egy kört, hogy honnan lesz olyan rozsdamentes acélcsöved, ami forgácsolható anyagból van. Amikor azt keresed, erre figyelj, kérdezz rá miből van, mert többféle rozsdamentes ötvözetet forgalmaznak, és legtöbbje nem forgácsolható. Azokra nem vágsz menetet.
Budapesten elviszem bárhova, ha valaki megnézné, de mivel nem a motornak van baja, azért a tekercselő nem hiszem, hogy tudna segíteni. Azért megpróbálok velük beszélni. Ha tudnál adni egy elérhetőséget azt megköszönném!
Mennyire mozgatható ez a gépészet? Én a Rökk Szilárd utcában tudok egy motortekercselő/műszerész műhelyt, de azt így meg nem mondom, hogy házhoz kimennek-e.
Kis menetes csővel van összecsavarva a részei.Ami 10x1 anyával rávan kontrázva.De a szénacél anyát az idő megette és a kis csövek az anyánál eltörtek.20darabból eddig 3.Így gondoltam lecserélem mindbe.
A segítsegeteket kérném egy esztergagép beárazásában.
Adott egy aradi SNB-400-as eszterga. 400mm forog el, csúcstávolság: 750mm, tömeg: 2,2t, gyorsjáratos, 7,5Kw, stb. Itt található a gépkönyve.
Sajnos rá kellett jönnöm, hogy az én műhelyméretemhez és igényeimhez ez a gép nagy. Két hobbim van és a fával foglalkozó az erősebb és tervezek egy rendes körfűrészt, de sajnos csak valaminek a rovására férne csak be.
Vagy kisebbre cserélném (már-már ceruzahegyezőre gondolok), vagy eladnám (aztán vennék egy kisebbet).
Jelenlegi állapot:
- kb.: 1,5-2 éve vettem, azóta letakarva áll :(,
- villamos rendszerét fel kell újítani, de legalaább is rendesen átnézni, mert amikor megvettem minden pörgött forgott, de azóta valami elszállt (amúgy is kisebb motor+frekiválóra akartam cserélni a gyári 7,5Kw-os meghajtást),
- kell egy alapos takarítás,
- képeket csatolok a jelenlegi helyzetről.
Ha elszánom magam az eladásra, akkor mi lehetne a korrekt ár, amiért elmegy, de nem is kell valami balekra várnom évekig, illetve mennyivel lehetne erősebb az eladási ár, ha a villamos felújítást (inkább akkor modernizálást), takarítást elvégzem?
Természetesen vannak már tartozékok is (kések, tokmányok, olasz késtartó néhány betéttel, stb.) Az is menne vele, mert a kisebbre biztos nem lesz jó.
Ha esetleg valakinek megtetszene, vagy ismer valakit, akit érdekelhetne ... szóval minden segítséget megköszönök.
Legszivesebben elvinném egy budapesti hozzáértőhöz, ha jelentkezne itt valaki! Ha tudtam volna más lehetőséget a javításra vagy az átnézésre, akkor ott csináltattam volna. Nem szeretek írogatni(gondolom, hogy látható a sok hozzászólásomból) :).
Mechanikailag és minden szempontból rendben van. Minden forog és működik rendesen. Újszerű, gyári állapotban van. Sok évvel ezelőtt vettem, alig használtan és azóta kb 1 órát ment összesen. Két indítással ezelőtt még működött.
Megnézném a relét, hogy nem égett-e össze az érintkezője. A ki-be kapcsolásra két gomb van, vagy egy forgókapcsoló? Nekem gombok, de láttam kapcsolós verziót is.
Van benne egy hőkioldó is valamelyik fehér dobozban. Én is szívtam vele, nekem a motor volt szar (melegedett). Aztán áttekerték, és ugyanúgy melegedett majd egyszer jól meg is b*szott, akkor tényleg leoldott a fi relé. :)) Végül kapott egy új (lassabb) motort + frekiváltót. Egyébkét 3F motor 1 fázisra kötve.
Ez minimum tartalmaz egy hálózati zavarszűrő részt is, ahogy elnézem.
A biztosítékot lövi ki, vagy a fi-relét?
Ha ez utóbbit, azon nem csodálkozom, szokásuk nekik. Olyankor a szűrőt kell kicsípni belőle, mert az mindig féloldalas terhelést ad a földhöz képest, és erre a fi-relék ugranak.
Nekem alig vannak vasas szerszámaim, alig nyúlok hozzájuk. Amikor arra járok, akkor spriccelek egy ködöt wd40ből a fiókba csak úgy telibe. Egész működik.
Pozitív fordulatot vett az Ebay-es vásárlásomat követő ÁFA fizetési mizéria. A postai ügyfélszolgálat az ígért határidőn belül kivizsgálta a panaszomat, a megküldött papírok alapján beazonosította a küldeményt, és így jogosnak ítélte meg az ÁFA visszatérítési igényemet. A csomagot feladó személy követte el ott a hibát, hogy egy azonosítót nem írt rá a küldeményre.
Ennek számomra az a tanúlsága, hogy legközelebb ilyen esetben egyből reklamálok a postai vámügyintézőknél, és nem várom meg, amíg a csomagot kikézbesítik (persze miután befizettem az ÁFA + vámeljárás díját).
315 Holes, contours and surfaces Located, Machined, Ground and Ispected by Precision Methods The moore special tool company Bridgeport Connecticut 1954 https://data.hu/get/13287261/precision_methods.pdf
Ügyes dolgokat csinál az ausztrál kolléga, szoktam nézni a videóit. Két észrevétel jutott eszembe, nem kötözködni akarok, mindenki hibázik: Ebben a videóban esztergát daruznak, főorsóra kötve sosem emelünk esztergát, súlyos szakmai hibának tartom, 1:15 nél: https://www.youtube.com/watch?v=eqHZYj-5hWg
A másik dolog inkább jótanács. Ha valaki kiveszi a ágybetétet a nagyobb elforgás miatt, akkor takarja le a csatlakozó felületet pl. alumínium lenmezzel vagy legalább ronggyal. Ha megsérül a felület soha nem fog századra visszaállni az ágybetét, pedig ez nagyon fontos. A forgácsot se hagynám rápotyogni...
Mint korábban megírtam, a nyomáskapcsolót én esztergáltam (hogy a forgácsolás témájánál maradjunk...)
Ebben a rugó épp olyan, hogy 5bar-nál kikapcsol, 4bar-nál bekapcsol. Nem dobom ki és nem veszek helyette másikat.
Amúgy korábban a kompresszorok nem mentek fel 8bar-ig. Még a biciklis is szabadkozott, hogy a virsli gumit nem tudja felnyomni 7,5bar-ra.
Valóban, a kompresszor kimenő szelepe is egy visszacsapó szelep. De pont emiatt a kompresszor és a tartály bemeneti visszacsapó szelepe között a csődarabot szándékosan nem tömítettem le tökéletesen, hogy a csőből a levegő elszökhessen két indítás között. De az is lehet, hogy a csőben annyira kevés levegő van, hogy már a kompresszor fél fordulata is felemeli a nyomást és a motor nem tudja átforgatni. Persze ez nem magyarázza meg azt az apróságot, hogy új korában miért nem volt ilyen problémája.
Szerintem ha a szelep egyben ki is engedi a levegőt, akkor nem egyszerű visszacsapó szelep, hanem egy mágnesszeleppel van kombinálva. Az azért már egy másik kategória.
Mondja is, hogy nem erdekes most annyira a kozpontosság, az ufyfelet az se erdekli ha 1mm t üt. Máskor fontos neki mikor az ilyenolyan végű hidraulikus hengereket ki kell órázni
Nem tudom mi lett ezekből a kis injekciós tűkből, de nem értem miért függetlenpofás van a szegnyeregben. Egy "mezei" tokmánnyal a szemmel láthatóan szép furathoz képest központosabban meg tudná fogni, negyed annyi idő alatt...
Hogyan óvjátok a fúrószárakat a korróziótól? Úgy értem, a rég használt fúrókon mindig talál az ember rozsdafoltokat, műhelyben, garázsban, de akár a lakásban tartott fúrók esetén is.
25-ös húzott anyagból csak elkészítettem az új kés szorító csavart. Ez nem lötyög mint az M20 csavar, viszont egy rátekert anya sem. Ha már beállítottam az E1N menetvágásra gondoltam a régin átmegyek de kiderült hogy görbe is.
Egyszer teszek fel órát hogy nézzem mennyi marad a közbenső szakaszban amivel már el tud indulni a kompresszor. (mivel nem működik a nyomáskapcsoló eme leeresztő funkciója.)
Az biztos hogy a tartályból gyorsabban le tudom ereszteni mint hogy üres legyen eme szakasz ami egy záródugó mellett engedi idővel a nyomást.Ekkor nem is tud elindulni. Mivel ez ritka eset, a visszakapcsolás rendszerint gond nélkül történik. (nem teljesen gyári készülék).
Tulajdonképp a kompresszornak is van visszacsapó szelepe,és a tartály előtt is van.A kettő között a maximális nyomás lehet akkor is amikor a tartály már üres.Erre nem szeretnek a villanymotorok rádolgozni álló helyzetből.
A visszacsapó szelep és a kompresszor közötti csőszakaszból elengedi a nyomást. Így az első töltet ezt a teret tölti ki, de ekkor már a villanymotor már felvette a fordulatot.
Nekem valamiért nem működik ez a szerkezet de van egy kis szivárgás az olaj leválasztón így csak akkor gond ha gyorsan elfogy a tartálynyomás és még nem szökött el a visszacsapó szelep előtt a nyomás.
A tartályt töltő csőből a mostani nyomáskapcsolók kieresztik a levegőt a kompresszor felőli oldalon, így a kompresszorról lekerül a nyomás. Amikor el akar indulni, nem kell a nyomást leküzdenie a motornak, fel tud pörögni.
A nyomáskapcsoló 5bar-nál áll le és úgy 4bar körül kapcsol vissza. Természetesen a tartály nyomását méri, a kimeneten. (Volt az elején olyan probléma, hogy a nyomáskapcsoló a bemenő csövön volt és a dugattyú minden löketére kikapcsolt egy pillanatra :-((
Ez micsoda? Annak idején tartály nélkül vettem a kompresszort, mert volt tartályom. A nyomáskapcsolót - ahogy írtam korábban - magam esztergáltam. A visszacsapó szelepet vettem. A csövezést összedobtam rézcsőből. Szóval nem világos, hogy mentesít terhet.
Vedd le a főorsó-ház tetejét, és nézd meg a választóvillák állapotát, ha repedt vagy törött, akkor kuka. Ezek valamilyen spiáterszerű könnyűfém-ötvözetből vannak (pl. zamak). Valamint, ha nem álló helyzetben történt a sebességválasztás, akkor az acélagyas gyanta-textil fogaskerekek (a képen a bordó színű) fogai elkezdenek ledarálódni, ez több, mint problémás eset.
Feldobnám, hogy 300, minden meglévő darabot lefotózunk, osszerakod, ha nem hiányzott semmi akkor kap még egy 100ast. Oké, h hobbi de a munkád vele ér egy százast, a darabokban lévő esetlegesen hiánytalan gép értéke is kevesebb ennyivel egy komplett géphez képest.
Ha az a 24 literes ABAC olajmentes kompresszora van mint nekem, akkor azon semmilyen tehermentesítő nincsen, sajnos. Én már vagy 3 szor cseréltem rajta meghajtó szíjat, mert megette. Korábban elég sokat festettem vele, nem volt szabad leállítani a felső tartomány közelében pl 5 atm. fölött mert akkor nagyon szenvedett induláskor.
Előtte lennie kell egy tehermentesítőnek is. Általában a nyomáskapcsoló végzi (mindig) amikor leállítja a kompresszort.(hangja is kell hogy legyen mikor szisszen)
Azért az olajmentes kompresszor nem olajoz. Ha szüksége van a pneumatikus szerkezetnek az olajködre arról ez esetben utólag kell arra való szerkezettel ellátni.
Köszönöm a jó tanácsokat, úgy érzem ezt a szét szedett Emco elengedem, ha valaki esetleg tudna egy eladó Emco v10 p vagy Maximat 11 ami egyben van ,vevő lennék rá 800 ezerig!
Véleményem szerint ennyiért legalább összerakott gépet vegyél, azt ha javítani esetleg kell is de legalább nem kell vadászni az esetlegesen hiányzó alkatrészeket. Alkudd le a felére, úgy már meg lehet kockáztatni.
Nem indul el: Nekem működött a visszacsapó szelep, és a kompresszor tehermentesítő, de télen hideg olajjal kevés volt. Kapott fél méter lehegesztett zártszelvényt a szelep és a kompresszor közé, ez már elég volt hogy terhelés nélkül tudjon két három fordulatot forogni, és ez már elegendő könnyítés volt az induláshoz.
Mostanság egyszer csak gondolt egyet és megint nem indult, kiderült hogy az indító kondenzátorról vált le a saruzás, visszabarkácsoltam, meleg takonnyal szigeteltem és mechanikusan rögzítettem, azóta megint jó. Szóval általában nem a motor a hibás, de a kondi és a kapcsoló annál gyakrabban.
Én gyakran szoktam festeni is a kompresszorral, de nem használok sem olajozót, sem víz leválasztót. Elég nagy tartalya van, a levegő kivezetés a tartály tetején. Ott nem megy ki a víz, hanem összegyűlik a tartály aljában. Ott van egy leeresztő csonk, amit minden használat után kinyitok és kieresztem a vizet. Egyébként csak pár csepp szokott lenni, ilyen éghajlaton élünk...
Egyébként ez egy olasz kompresszor és az utóbbi időben egyszerűen nem indul el nyomás alatt. Van utána egy visszacsapó szelep, de nem elég. Azt nem értem, hogy egy aszinkron motorban, amiben a forgórészen kívül nincs semmi mozgó alkatrész, az hogy romolhat így el. Mert új korában nem volt ilyen problémája.
Segítséget szeretnék kérni főleg aki ismeri az Emco v10 p esztergát lenne egy eladó darabokban ami sok kérdést vet fel! Hogy érdemes e bele vágni meg ér e 550 ezer forintot?!! Mindent nem tudok fel tölteni nagyjából megvannak az alkatrészek, de nyilván lehet valami hiányzik.. Apró dolog! Kicsit sokallom de lehet én gondolom rosszul!
Így van ahogy írod.. -Ipari körülmények esetén-. ;)
De én a hobbi felhasználóknak írtam lentebb, mert gőzgép modellt nemigen használnak az iparban/vállalkozásban..
A hobbisták többnyire készen kapható "barkácsáruházas", és/vagy házilag összeállított kompresszor+tartály duót használják..
Nem gondolom hogy van olyan elszánt(elvetemült) felhasználó aki megbontja a kész barkácsáruházas kompresszor>>tartály közti (rövid)összekötő csövet, csak azért hogy oda kerüljön a víz- és olajleválasztás...
Azért írtam hogy: "...ajánlott a kompr.tartály után az FRC, FRCL levegőelőkészítő egység használata."
Kompresszor után közvetlenül levegőszárító, víz- és olajleválasztás, a levegővel működő berendezésnél pedig szűrő, ködolajzó. A kompresszor és a pneus gép nem feltétlen üzemel ugyanolyan tulajdonságú olajjal - kompresszorhoz kompresszorolaj, pneumatikus géphez pedig az oda előírt (Iso vg 5...22).
Ha egy gőzgép "modellt" sűrített levegővel üzemeltetünk, akkor a sűrített levegőnek is olajköd-kenéssel kell rendelkeznie..
A pneumatikus "olajozó" ugyanúgy működik mint a gőzös... (Venturi-elv) Annyi a különbség, hogy a pneu rendszerekben nem nagy sűrűségű -(kb méz konzisztenciájú)- 'forró gőzhenger-olajat" használunk, hanem a pneumatikában megszokott kompresszor olajat..
"De a hideg levegő nem viszi."
Hidd el viszi azt a hideg levegő is... a Venturi hatás tudja a fizikát.. :)
Aki otthon egy "mezei" kompresszorról, -levegő előkészítés nélkül- használ pl. egy csavarbehajtót, az hamarosan rájön hogy tönkrement a csavarbehajtója, mert nem volt olajozva a levegő, sőt még vizes is volt...
Aki meg csak festékszórásra akarja használni a sűrített levegőt, annak kifejezetten káros a vizes "olajozott"levegő...
Ezért ajánlott a kompr.tartály után az FRC, FRCL levegőelőkészítő egység használata.
Ha nem nyilik a szöveg töltsd le az Acrobat-ot. Én imélen kaptam egy 6jegyű kódot azzal regisztráltam majd bezártam a programot és újra klikkeltem a linkre. Minden további nélkül letöltötte.
Én már korábban belenéztem ebbe és több videójába is a kislánynak, tényleg csak letakarít és rak össze, de tegyük a kezünket a szívünkre: Egy ilyen szép kislányt sok mindenre tudnánk "használni" a ház körül :-)
Az egyik videójába a dízel stabil motort (nagy lendkerékkel) simán átteszi egyik asztalról a másikra!!!
Úgy tudom, a gőzgépekhez - a kicsikhez is - hosszabb üzemelés mellett kell olajozó. Ebből a forró gőz viszi magával az olajat a hengerbe. De a hideg levegő nem viszi.
Ugyan ezek a gondolatok jutottak eszembe nekem is.
Nem lett ugyan felújítva semmi, de legalább ki volt rúzsozva alaposan a feladathoz.
"Az eredeti helyén normálisabban szétszedhette volna..." "acél kalapáccsal szétveri..."
A tokmányt jól le huppantotta az ágyra. :) Néhány csavar igencsak újszerűnek tűnt. Általában a haszonló valamivel jobb felújítós videókkal is hasonlóképpen vannak fenntartásaim hogy előkészített a berendezés és inkább az öregítésbe antikolásba tesznek némi energiát a hatás kedvéért.
A leharcoltnak tűnő masinák villanymotorjaiknak belseje igencsak patentul néznek ki. És igen, minden csap, csavar hipp-hopp kijön.
Ha a szegnyereg talpa nem akart volna lejönni üthette volna harminc fokos szögben a sima feluletet holta napjáig. Meg a régi alapozó és festék eltávolítása vésővel. Piszok ocsmányan is fújkalta össze. Olyan mintha Markeplace ra szánná "teljesen felujitva"
Egyébiránt meg egy nagy trágyadomb lett az eredmény, nem felújított gép.
A cérnakeszűben köszörülgetéstől-esztergályozástól pedig kiráz a hideg."
Lehet van a csajnak tudása is a dologhoz, de nagyon szőkén csinálja: PL: Ölben cipeli a szegnyerget, szánt a rozoga asztalra ahol minden izeg-mozog. Én megőrülök ha a munkadarab nem stabil. Az eredeti helyén normálisabban szétszedhette volna... Nekem a rozsdás csavarok kiszedése fel szokta adni a leckét míg neki ujjheggyel sikerül.( bizonyára minden előkészítve) Ha valami szorul acél kalapáccsal szétveri. stb, stb stb. Persze lehet én várnék többet egy ilyen filmtől :-)
Én voltam a Szolnoki Járműjavítóban, még anno, 1970 tájékán. Alul is megnéztük a 424-est. Meg megmutatták a kétemberes villáskulcsot, és a hozzá való anyát is.
Kérdeztem, mekkora a legkisebb és a legnagyobb csavar ebben a mozdonyban. Azt mondta, talán M40, vagy a fölött, arra már nem emlékszem. De a manométerben van M2 is.
,,Ha már famunka és szakmai videó akkor a WhatMeikeMakes kihagyhatatlan.''
Ez nem szakmai videó, hanem szoftpornó. A "famunka" csak alibi, a lényeg színésznő másodlagos nemi szervei. Sokkal többet mutat ebből az operatőr, mint a famunkából.
Sziasztok hozzájutottam egy Ferm md 350 kisgéphez ez már olajtartályos azt szeretném kérdezni ebbe milyen olajat használhatok előre is köszönöm a válaszokat.
Eladó egy békebeli (NDK, WMW, Fritz Hecker) asztali fúrógép.
380 V. ?W. Oszlop hosszabbítóval, új hevederrel. Gyorsan állítható húzókarral és "nóniusszal". Ferde fogasléces, marokkerekes magasság állítással, finoman állítható ütközővel. Hevederáthelyezéses fordulat választással.
Nálam több mint 20 éve van. Az elején kapcsoló hiba miatt a motor újra lett tekercselve és új kapcsolót is kapott. Ezért kérdőjeles a teljesítménye. A fordulatszámok is kis mértékben módosulhattak. Szakműhelyben Gyomán tekercselték.
Keveset használtam, az utóbbi 10 évben egyáltalán nem mert kaptam egy új Bosch asztalit.
Áhh... Valójában a menetvágást akartam megspórolni de a boltokban nem találtam olyan csavart amelynek a menete és a feje között "duzzasztott" a szár és elég hosszú a menete. Az a szár adná ki a 15x15mm-t csinos kis vállal. A rövid menetet meghosszabbíthatnám a száron de lesz egy kis hibás szakasz az átmenetnél.
Ha másért nem azért lesz mégis menet vágás mert az eredeti csavar kb két tizedel vastagabb.
Az késtartóban az M20 csavarok kissé lötyögnek pedig van vagy 40mm menet. A menetfésű szerint a menetemelkedés és a szögek egyformák mindkét csavaron.
Az eredeti csavaron a metsző minden méretet újra akar vágni.
Azt azért cserélném ki mert egy részén torzult a menet profil.
A kompresszorhoz készítettem nyomáskapcsolót 24mm-es sárgaréz rúdanyagból, egy szilikongumi-lapból, egy nyomórugóból és két mikrokapcsolóból (azért kettő, hogyha netán beragadna, akkor is kapcsoljon ki). Megbízhatóan működik már 20 éve.
,,Valahol van is olyan "csavar" az alkatrészeim között, aminél az utolsó lépés kimaradt, úgyhogy van egy Philips-fejű hengeres csapom :-)''
Nekem meg olyan csavar van relikviáim között, amin nem menet, hanem koncentrikus körkörös árkok vannak.
Apámék gyárában készült, egész nagy példányszámban. Mángorolt menet volt, és elfelejtették beállítani a menetemelkedés szögét a gépen. Exportra ment egyébként (talán a Zsiguli gyárba Togliati-ba), ennek megfelelően a szokásosnál komolyabb minőségellenőrzésen ment keresztül mielőtt leszállították, de minden teszten simán átment --- menetemelkedés, átmérő, menetárok mérete, minden stimmelt, olyannyira, hogy a kintiek is csak annyit mondtak először, hogy "valamiért nem lehet betekerni, pedig a méretek jók".
Szerintem is, nagyüzemi csavargyártás tudtommal úgy néz ki, hogy köracél darabok egyik végére kovácsolással vagy préseléssel kialakítják a fejet, majd mángorlással készítik a menetet. Valahol van is olyan "csavar" az alkatrészeim között, aminél az utolsó lépés kimaradt, úgyhogy van egy Philips-fejű hengeres csapom :-)
Ez valami házibarkács lehetett. Hosszú tövig menetes csavart nehéz beszerezni kereskedelmi tételként, ekkor jön a hegesszünk anyát a menetes szál végére...
A télen vettem egy ilyen szalagcsiszolót 200e-ért, kínai termék de szerintem teljesen korrekt kivitelezés. Jó persze nem öntvény semelyik része, de ahol kell, bőven vastag anyagokat használtak, jól eltalálták a stabilitásást, nem billeg, nem imbolyog, kellően erős kétsebességes villanymotor van rajta. Nyilván nem hasonlítható egy több száz kilós békebeli öntvényházas géphez de új, nem több napi/heti szerelgetéssel kell kezdeni a munkát, elvileg kapni hozzá alkatrészt is. Szóval azért vannak kivételek. Mondjuk az 5-10 kilós ilyen csiszolók 300-400W-os motorral tényleg komolytalanok fémhez, fát talán el lehet velük farigcsálni.
Az első képen a gyalu késszorító csavarját akartam újra készíteni. M20 csavar, 15x15 négyzettel a végén. A hatlapot leszedve már majdnem a méretnél, meglepődtem. Azt gondoltam a csavarfejek saját anyaguk visszasajtolt részei (néha látszik ha félre lett nyomva) vagy legalább dörzshegesztéssel készülnek.
A hűtőgépkompresszor feltehetőleg jó tipp, apám bandázott a szomszéd öreggel aki abban a gyárban dolgozott, a többi meg a létező szocializmus jellegéből adódott, ha finoman fogalmazok.
Örököltem ez a kompresszort, így ránézésre szerintetek használhatóvá lehetne tenni olyasmire amire műhelyben kellhet?? 3F motorja van, az forog is, de nem sűríti már a levegőt. Kéne valami visszacsatolás is, ami ki-be kapcsolgatja a motort a tartályban lévő nyomástól függően. Szép a műszer skálája.
Ez egy új masina, kisipari gyártás. Erre az érvényes, amit tegnap mondtam: ha le akarod gyártani, sokszorosába fog kerülni, mert ahhoz a mai árakon veszed az anyagot, a munkaerőt.
Ezért ilyen összehasonlításban mindig olcsónak fog tűnni egy régi gép.
Azokat önmagukhoz hasonlítsuk, ha van a piacon öt darab, ötféle áron, akkor azok között állítsunk olcsósági rangsort, állapottól, ártól függően.
Ez nyilván egy speciálisan képzett ár volt, ha a használtpiacon akarták volna eladni, akkor a körül járt volna, mint amit írtál. És akkor az állapotról még nem is beszéltünk.
De ebből az árból messzemenő következtetéseket csak akkor lehet levonni , ha van még legalább öt másik hasonló árszínvonalon !
De még eladó gép sincsen hasonló tömegével , ha nem nézzük az árát akkor sem .
Én már bevásároltam , gép van bőven , egy eszterga és egy kis oszlopos harcképes állapotú .
A többi javítandó , az F0 23 az kellene már , avval nincsen sok meló , csak a motor hátsó pajzsa volt törött ,de van másik motor ,kicseréltem de kerepel ,
Mindig rámerőszakolnak valami fostalicskát , de ezután gazdástól vágom ki őket !!!!!!!!!!!
Lényegében mindennel egyetértek, amit írtál. A gépezős hobbim úgy kezdődött, hogy egy gépketeskedőnél megdöbbenve láttam, hogy egy KART EMG marógép milyen olcsó. Nem mondanám hibátlan állapotúnak, épp ellenkezőleg, nagyon is széthajtották és szakszerűtlenül használták, de látva az árát elhatároztam, hogy belevágok ebbe a hobbiba, nem bántam meg.
Írásodat úgy értelmezem, hogy alapvetően egyetértesz azzal, amit írtam, illetve ki akartam fejezni.
Én úgy gondolom, hogy E1N szintű vagy annál fejlettebb gép jó állapotban megér legalább 1 MFt-t Még ez is csak bő három havi átlagkereset a KSH adatai alapján. Minőségben pedig veri a hasonló árkategóriájú kínai gépeket (mást nem lehet kapni ennyiért)
Olyan gépekből állítottam össze a gépparkomat (sajnos elfogyott a hely, tehát a jövőben már csak cseréről lehet szó), melyeknek a használati értékét sokan nullának tartanák. Én viszont abból indulok ki, hogy annó ezek termelő gépek voltak, idő és némi pénz ráfordításával olyan szintre tudom hozni őket, hogy az igényeimnek megfeleljenek.
Szerintem is magasra adták meg az akkori átlagkeresetet, apám Ikarusos szakmunkás volt akkor, és a papírok alapján ezer forint alatt volt a keresete mint fémcsiszoló-galvanizáló. Pedig szerintem akkora eltérésben nem lehetett az átlagkeresettől. Akkoriban nem szórtak a melósoknak ennyit a fizuk. Nagypapa papírjai alapján még a hatvanas évek legelején is éppen elérte az ezer forintot.
Szóval szerintem kicsit rosszabb volt az arány, amit teljesen meg is értek. De ez annyira nem lényeges.
De a gépek mostani használtpiaci árai, és az új gépek új árai nem ezektől függenek és aránylanak.
Egy akkori gép mai használtpiaci ára nem korrelál a használati, vagy pláne az előállítási értékével.
Mert az magasabb lenne.
Gondoljunk bele, ha akár csak egy tokmányt akarunk újonnan venni - ami kábé beárazza a gyártási költségeket is -, mennyivel drágábbnak kéne lennie a gépeknek. Egy főorsó legyártása se kerülne sokkal kevesebbe. És akkor ha végigvennénk minden alkatrészt, öt-tíz milla közé kerülne egy összetettebb kisgép is.
Épp ezért ezeknek egymáshoz túl sok köze nincs.
Ami meghatározza a mai árakat az az, hogy nagy lett rá a kereslet. Az emberek elkezdtek otthon mókolni ilyen és hasonló gépekkel. Akár barkácsolásra is megvesznek ilyen, régen profinak számító masinákat, egészen egyszerűen azért, mert olcsók.
Jó, most hirtelen megdrágultak, de az alap, amiről indultak, az az aktív érdeklődés miatt volt olyan, amilyen.
Aztán manapság sok eladó úgy kezdett el gondolkodni, hogy ha két éve még x forint volt egy gép, időközben mindennek (vasnak, réznek, satöbbi) y%-kal felment az ára, akkor ez meg kell jelenjen a használt gép árában is.
Nem vettem támadásnak, de korlátoltan jutok infóhoz én is, viszont amit csak képes vagyok igyekszem begyűjteni és az alapján itélni. És hát pont azok a helyzetek jellemzik le egy gép használati értékét, amit te is írtál. Csőtöréses esetem nekem is volt, eszterga nem kellett a megoldáshoz csak egy gázlámba és egy búvárszivattyú, no meg az én befektetett munkám, Alaphangon 60-70 eFt-t spóroltam.
Nyilván igaz, hogy az E1N ma már elavultnak számít (nemzetközi szinten a maga korában sem volt csúcs gép) viszont számoljunk úgy, hogy ha veszel egy használt, nem teljesen szétbarmolt E1N-t és az felújíttatod céggel úgy, hogy tudja az eredet gyári speckót akkor mondjuk még rá kell költeni 500-600 EFt-t. Tehát kerekítve kerüljön 1 MFt-ba. Ezzel lenne egy jó állapotú, masszív műszerész esztergád. Mennyiért kapsz hasonlót manapság?
Nem én vettem magasra, ez van dokumentálva. Szüleim ilyen nagyságrendű fizetést emlegettek, gyárban, futószalag mellett dolgoztak. Mivel akkor még nem éltem, ezért ezt tudom tenni. Manapság pedig a az átlagkeresetnél azt is figyelembe kell venni, hogy csak a korrektül bejelentett munkahelyek után lehet számolni, ahol csal a munkáltató, ott torzul a statisztika is. Az EAN-ra vonatkozó kérdésed nem értem.
ha valakit érdekel a magyar gépének korabeli ára megnézhetem.
Még az E1N eszterga is egy évnyi átlagkeresetbe került annó. A bruttó átlagkereset tavaly 492 800 Ft volt, ami nettó 327 700 Ft-nak felel meg kedvezmények nélkül. Manapság egy jó állapotú, használt E3N 1,5 -2 MFt-ba kerül, felújítva 3-4 MFt között. Érdemes elgondolkozni az arámyokon. A korábban bemutatott M80N kisgép 2,5 havi nettó átlagkereset. Egyáltalán nem tartom soknak érte elnézve a sok tartozékat (még ha nem is hibátlan állapotúak).
Iszonyúan elszálltak a kínálati árak minden szerszámnál és szerszámgépnél.
Már ott tartunk, hogy valamelyik nap egy atomrozsdás nagy esztergagépet úgy kínált valaki 300 000 forintért, hogy "Faeszterga, gyakorlatilag ócskavas árban". (de fémeszterga volt, viszont annak használhatatlan)
És majdnem igaza is van, mert az öntvény méhtelepi ára is az egekbe szökött.
Szóval csak kapkodjad a fejedet, ennyinél sokkal olcsóbban eztán már nem lesz ilyen gép.
> Én meg azt írtam, hogy az esetek többségében az előre kifizetett áfával sincs baj az eBay-en se. Van erre egy kidolgozott nemzetközi rendszer, az eBay
> elutalja a befizetett áfát Magyarországnak (egyben egy csomót) és elektronikusan elküldi a kapcsolódó küldeményazonosítókat.
Nem kérdés, hogy van valamilyen rendszer az ÁFA átutalására, ugyanis nagyon valószínűtlen lenne, hogy az Ebay tömegesen verné át a magyar ügyfeleket. Még az sem probléma, hogy néha hiba csúszik az ügymenetbe. A probléma ott van, hogy milyen az ügyfélszolgálat hozzáállása az ügyfélpanasz kezeléséhez. Esetemben a teljes hárítás volt az első reakció, ami nem éppen korrekt.
,,ha jól emlékszem valaki ilyet keresett pár hónapja.''
Valószínűleg nem ennyiért.
Bírom az ilyen eladókat. Megnézik a neten, mennyiért árulnak egy ilyen esztergapadot Svájcban meg Németországban, és azt hiszik ugyanannyiért el fogják adni itt Mucsaröcsögén is.
Én meg azt írtam, hogy az esetek többségében az előre kifizetett áfával sincs baj az eBay-en se. Van erre egy kidolgozott nemzetközi rendszer, az eBay elutalja a befizetett áfát Magyarországnak (egyben egy csomót) és elektronikusan elküldi a kapcsolódó küldeményazonosítókat.
A baj szerintem ott van, hogy mi még nem jutottunk el odáig, hogy a feldolgozás géppel történjen, és az ügyintéző elnéz valamit.
És a fentiekből az is látszik, mennyire életszerű az ügyfélszolgálatos kisasszony javaslata, hogy kérjük vissza az áfát az eBay-től - amikor ezt mondja, az a pénz már jó eséllyel át lett utalva nekik.
> Szerintem biztos, hogy ekkor a Posta rontott el valamit, mert ezt az áfa dolgot nem az eBay-es eladók, hanem maga az eBay intézi, szóval minden egyes
> vásárláskor egy program csinálja pont ugyanazt.
Így van, ezt írtam. Bár az továbbra is rejtély számomra, hogy hogyan találja meg a program a csomagot, avagy csomag az ebay által utalt ÁFA-t, de ez mindegy is felhasználó szinten. Én ott hibáztam, hogy előbb befizettem az ÁFA-t és úgy gondoltam, ha nálam lesznek a bizonylatok, majd bemutatom, hogy már az ebay levonta és akkor fisszafizetik. Nos ez az utóbbi nem megy olyan egyszerűen.
,,és nem tudom mi az eljárás arra, hogy az ebay által elküldött ÁFA összekapcsolódjon a tényleges eladó csomagküldeményével.''
Már többször rendeltem az eBayről így. Egy kivétellel minden rendben volt: a Postától jött egy SMS vagy email, hogy fizessem be a kezelési díjat, ez egy linken kártyáról pár klikk, és utána postázták. (Amit viszont nem hamarkodtak el. Pl. Izraelből 3 nap alatt elért a csomag a postához, ott egy hetet várt, míg elküldték a fenti üzenetet, majd a befizetés után 2 hét kellett, amíg méltóztattak kiszállítani.)
Egy alkalommal kellett rugóznom az ügyfélszolgálattal telefonon, mert kértek egy csomó adatot és be akarták újra fizettetni az áfát. Végül elküldtem nekik az eBay által megküldött VAT bizonylatot (benne az azonosítóval), és ezt elfogadták.
Szerintem biztos, hogy ekkor a Posta rontott el valamit, mert ezt az áfa dolgot nem az eBay-es eladók, hanem maga az eBay intézi, szóval minden egyes vásárláskor egy program csinálja pont ugyanazt.
Az ebay-en tényleg nagyon meg lehet szívni, mert hiába számolják fel az ÁFA-t, a feladó lehet a világ másik végén is, és nem tudom mi az eljárás arra, hogy az ebay által elküldött ÁFA összekapcsolódjon a tényleges eladó csomagküldeményével. Én épp egy ilyen ügyet próbálok rendezni, első körben simán lepattintott a posta ügyfélszolgálata mondván, hogy kérjem vissza az ÁFA-t az eladótól (!!), ja és még a küldési költséget is hibásan közölte a távoli posta így igen csak magas ÁFA-t kell befizetni. Talán rendeződik, de az is lehet, hogy nem.
Viszont az AliExpress vagy Banggood rendeléseknél eddig nem volt ilyen gond.
Ennek a tüske dolognak majd utána keresek. Mostanában nem nézelődtem és nem is rendeltem a vám szivatások miatt.
Igen csak magára a bélyegre gondoltam. Egy jó ideje tervezek készíteni befogót is szerszámokat is, de szerszám részét jó áron gyáriban is megvenném.
Eddig én is horror árakat láttam, de ezüstacélból és vagy törött menetszerszámokból tényleg lehet készíteni. A befogó részt se bonyolult mert lehet hemingway-t másolni, de lehet akár egy szimpla csapágygolyós támasztású darabot is készíteni.
Ezek megfelelnek az én igényeimnek, és esztergán, marón, vagy akár oszlopos fúrón is használni tudom majd. Nekem csak néha egy egy spéci állítócsavarhoz kell, azaz nem cnc gépen tömeggyártásra fogom használni.
,,Tud valaki olyan helyet ahol ilyen üregelő tüskét lehet elfogadható áron kapni?"
Én az eBay-en vettem pár éve (Kínából) egy 4mm-est. Nem volt veszett drága, de nézegetni kell, mert nagyon szórnak az árak (csak az árak: tök ugyanazt árulja mindenki).
"keyway broach"-ra kell keresni.
''Illetve vennék támolygó hatszögű üregelő? szerszámot a gyakoribb méretekben. Hátha van olyan áron, hogy ne legyen érdemes legyártani.''
Ha a "rotary broach"-ra gondolsz, akkor az két részből szokott állni, van a fej, ami excentrikusan pörgeti a szerszámot, és maga a szerszám.
Gyári verzióban kegyetlen drága mindkettő.
Lehet házilag csinálni, de állítólag elég kényes a jó méretezésre. Azt szokták mondani, hogy érdemes egy bevált tervet lemásolni egy az egyben.
A Hemingway Kits árul egy kitet, amiben minden alapanyag benne van, és egy pontos tervrajz plusz részletes gyártási utasítás. Nem olyan veszett drága (a gyárihoz képest) és állítólag működik:
A szerszámokat pedig köszörülni kell. Neked van szerszámköszörűd, azzal nem nagy etvasz.
A fő kérdés az, hogy érdemes-e szarakodni a fej legyártásával. Ha mondjuk max 10 belső kulcsnyílású csavart akarsz csinálni, azt gond nélkül meg lehet úgy csinálni, hogy ugyanezt a szerszámot körbe-körbe döntögetve kalapáccsal belevered a furatba. Végülis ugyanezt csinálja ez is.
Van az az üzemóra, ami után teljes felújításra szorul. A tengelyben is a gyakran igénybe vett részen kiverődik/kopik a pálya, utána terhelve azon a ponton megakad, a retesz is képes gyakorlatilag eltűnni... Nekem nincs ilyen fúrógépem, de a környezetemben akad egy tucat - időnként megtalálnak ezekkel az alkatrészekkel. Bordástengelyesre átalakítani csak annak éri meg, aki tényleg nagyon sokat használja. (előgyártmány hüvely 5eFt, tengely 20eFt/1m)
Tud valaki olyan helyet ahol ilyen üregelő tüskét lehet elfogadható áron kapni? Illetve vennék támolygó hatszögű üregelő? szerszámot a gyakoribb méretekben. Hátha van olyan áron, hogy ne legyen érdemes legyártani.
"Nem szabadna, hogy ez gond legyen egy fúrógépeket gyártó üzemnek. Ha nem lehet készen kapni a megfelelő nyomó vagy húzótüskét, akkor gond nélkül le lehet gyártani egy közepesen felszerelt üzemben."
Ezeket nem gyártották tömegben, hogy megérje üregelni. (Üregelőgép is elég ritkán van egy közepesen felszerelt üzemben.)
"Az valóban jobb mint egy siklóretesz, de azt meg tényleg sokkal macerásabb és költségesebb legyártani."
Az orosz gépeken megcsinálták. Örökös, mint a nyomorúság...
"Nem bíznék egy ilyen megoldásban."
Mi a baj vele? Egy sima hatszög is sokkal jobban bírja, mint az egy szál retesz.
Jó hogy ne te lettél a tervezője... Csuhás kolléga jól leírta hogy miért. Annyival egészíteném ki, hogy lehetett volna egymással 180 fokkal szemben két horony a főorsón, két retesszel a meghajtó hüvelyben. Ez is egyenletesebb nyomatékátvitelt biztosítana. És nem növeli nagyon a gyártási költséget. Ez utólag is kivitelezhető ha valaki rendszeresen nagyobb nyomatékot szeretne kivenni a gépből. Ja és ha néha meg lennének kenve ezek a reteszek lehet hogy örökké tartana.
"Vékony furatba a reteszhornyot csak üregeléssel lehet elkészíteni, az pedig egyszerű ha van üregelő, egyébként pedig reménytelen dolog"
Nem szabadna, hogy ez gond legyen egy fúrógépeket gyártó üzemnek. Ha nem lehet készen kapni a megfelelő nyomó vagy húzótüskét, akkor gond nélkül le lehet gyártani egy közepesen felszerelt üzemben.
,,Szvsz ami tényleg jobb lehetne az a bordástengely mert egyenletesebben viszi át a nyomatékot és sokára kopik el,''
Az valóban jobb mint egy siklóretesz, de azt meg tényleg sokkal macerásabb és költségesebb legyártani.
No ezt vitatom. Egy hosszú vékony tengelybe hosszú a hüvelyből nagyrészt kilógó reteszt körülményes rögzíteni. Vékony furatba a reteszhornyot csak üregeléssel lehet elkészíteni, az pedig egyszerű ha van üregelő, egyébként pedig reménytelen dolog. A mostani kivitelhez pedig elég egy reszelő. Szvsz ami tényleg jobb lehetne az a bordástengely mert egyenletesebben viszi át a nyomatékot és sokára kopik el, vagy esetleg a négy vagy hatszög tengely.
Nagyapám piszok menő volt Hatvanban, csinalt ilyen szökőkutat. Egy drótból készült tölcsér közepéből jött a vezetekes hálózatból a vizsugár amin a labda táncolt. Ha leesett, a tölcsér újra a vizsugarhoz vezette. Nap közben félig lett az a kúgyűrű ami a szökőkút medencéje volt, este kieresztette egy árokba ami mentén a paprika volt. Ott bámulta a nép. Nem kellett szivattyú, nem pazarolt vizet.
Amúgy nem számoltam utána, biztosan jó teljesítmény szempontjából csak egy kicsit keveslem. Ha nagyobb felületen feküdne fel, akkor lassabban kopna ki.
OF-15 fúrógép hajtott ékszíjtárcsájnak tengelyén ez gyári megoldás lehet?
Ezen a tengelyen rögzül 3 csavarral az ékszíjtárcsa, és a belsejében fut a fúróorsó, siklóreteszes nyomatékátvitellel.
Azért gyanús egy kicsit hogy nem gyári megoldás, mert a retesz méretei nem szabványosak (DIN6885A), és egy kicsit rövidnek is gondolom a retesz hosszát:
b=3mm
h=8mm
l=20mm
A legközelebbi általam talált reteszméretből (b=8mm, h=7mm) elég sokat kéne reszelni hogy ez kijöjjön belőle a keresztmetszet.
Ha nincs jobb ötletetek akkor marad a vágás/reszelés.
Egy szimpla ventilátor volt, ahogy Halálosztó mondja.
Az a fajta venti volt benne, aminél tengelyirányban szívta a levegőt, és sugárirányban tolta ki. A lapátja csak szimpla síklapokból volt, melyek sugárirányban álltak.
Nem talaltam forumot, itt probalkozok, hatha valaki emlekszik es tud segiteni.
Megkaptam az ukazt, hogy surgosen szerezzek be vagy csinaljak egy "labdafujos" jatekot, ami talan az 1970-es evekbeli szovjet elektromechanikus jatekokra volt jellemzo, talan "Holdjaro" neven arultak, talan fem es muanyag auto volt, ami valahogy ossze-vissza gurult, amig az elem tartott es a kozepen egy pingponglabdat fujt, ami soha nem esett le, de mindig a levegoben volt.
Napok ota turom a webet, egyetlen ilyen kepet vagy leirast se talaltam, a leiras alapjan en valami hajszaritogepre gondoltam, de allitjak, hogy auto volt.
Nem az auto kell, hanem csak ez a labdafujo resze, remelem, valaki tud segiteni, hogy hol talalok erre megoldast.
Szerintem a méretre köszörült hengeres csapszegkiütő lehet a megfelelő szerszám. Ütőmunkára tervezték, elegendően kemény, de nem túl rideg, inkább hajlik mint törik.
Nekem adott vastagság kell, mint a korábbi képen, aminek csak a vége van kúposítva. Ebből a kiütőből viszont csak ilyen végig kúpost látok. A 2-3 mm-es rudat köszörűvel könnyen meg tudom munkálni
Készen kapsz kiütőtüske, azaz dorni formájában. Én a múltkor a Szögkerben vettem ilyen kis átmérőket.
Van 10-es szerszámacél rúdanyagom, de az még nyers. Viszont ha így teszed fel a kérdést, akkor nincs apparátusod a megmunkálására, szóval nehéz ügy így.:-)
Köszönöm a javaslataitokat, az óriássatuval egy pillanat alatt sikerült a hajlítás, annyi, hogy a betéteket 1 mm-rel nagyobbra kellett csinálni, mint a kívánt méret.
A másik kérdésem, hogy edzett acél rudat lehet kapni? És ha igen, milyen helyen? 2-2,5-3 mm vastagok kellenének.
3F motor, kis hengeres csapokkal. A csapágyakat ki kellett ütögetni, kotyogás nelkul voltak az öntvénybe nyomva. Az, hogy osszerakásnál az osszefogató szárak meghuzasaval nyomtam az elso csapágyat a tengelyre nem elegáns de nem tudtam jobbat. Nem veletlen volt már elnyalva a M4 menet nemelyiken.
Ez ugye viszonylag kis fordulatú motor? Kis lapocskák vannak a végén a ventiláció miatt, vagy hengeres csapok? A hengeres csaposon fém alátétek szoktak lenni a kiegyensúlyozás miatt. Azáltal, hogy némelyik levan törve, nem lett kiegyensúlyozatlan a forgórész és berázza az egészet?
Okozhatja még a kopott csapágyház, (kiesik a csapágy magától, de legalább is könnyen ki be tehető a csapágy) vagy nincs benne a hullámos, csapágy mögé rakható lemez. (már ha kell bele.)
A forgórészen vannak könnyűfém hűtő tüskék vagymik, azok elég rosszul néznek ki, némelyik le van törve de a motor kézzel megforgatható, nem éreztem ütést, súrlódást.
Van nekem egy E2N esztergagépem, és ezzel kapcsolatban lenne egy-két kérdésem.
Viszont nagyon örülnék, ha ezt telefonban tehetném fel valamelyikőtöknek, mert nem annyira szeretem, hogy megkérdezem, a választ esetleg nem pontosan értem, megint kérdezem......
Első körben az orsó szekrény olaj feltöltésével, olajcseréjével van gondom.
Pár éve, amikor a gépet vettem Csuhással sikerült valahogy telefonon felvennem a kapcsolatot, már nem emlékszem hogy, de arra igen, hogy érdemes volt, sokat segített. Sajnos nem voltam annyira előrelátó, hogy megőrizzem a telefon számot.
Nem várom ingyen senkitől, számolhatunk percdíjat is, tudom, hogy senkinek sem végtelen az ideje, nekem viszont a jó szándékú hozzáértés értékes.
Az a megoldás jutott eszembe, hogy megadom az email címem és ha oda valaki elküldené az elérhetőségét, annak nagyon örülnék!
Ezek alapján azt gondolom nem normális a hangja. Kiszedem majd újra, keresem friss mechanikai kopás nyomát, bár szerintem jól forog, pontosan megmérem a tekercsek ohmos ellenállásait, de tudok impedanciát is mérni 50Hz en. Testre nem zárlatos, azt az EV relé már megmutatta volna.
Amúgy a mi gépünknek a fő hangja a főhajtóműből jött leginkább. Nem volt halk zaj, de nem a szivattyút hallottam belőle.A vertikálfej volt rajta mindig, abból is erős zaj hallatszott. Nem tudom anélkül milyen lett volna.
A mellékhajtómű hangja ettől halkabb és magasabb zaj volt - gyorsjáratban. Rendes járatban azt alig lehetett hallani.
Többnyire nincs időm pc n ujramintavételezni a képeket, nagyon bajos ide feltölteni, nem gondoltam, hogy másféle is lehet a kenőanyag szivattyú, csak arra szerettem volna egy gyors választ, hogy normális-e az, hogy olyan a hangja mint a regi ABCkben a kávédarálónak.
"Nagy arcból már az előző hozzászólás is pont elég lett volna."
Egy rosszul feltett, (nem kellően illusztrált) kérdésre általában rossz, vagy félreérthető válaszok szoktak születni.. Semmi köze a "nagy arc"-hoz..!!
Ha a #45142 hozzászólásod helyett ezt a -képekkel illusztrált- hozzászólást tetted volna fel, akkor sokkal érthetőbb lett volna, és mindenki értené.. -még én is-.
Nem véletlen az se, hogy a #45142 hozzászólásodra, rajtam kívül nem reagált senki..
Amikor össze van rakva csak az a tizen miliméter lóg ki a tengelyből amin a fogaskerék van, de még ott megfogva is meg tudom forgatni. Annyira forog könnyen mint egy uj csapággyal szokott.
Mindhárom fázis dolgozik, nem olyan trafó szerű hangja van mint mikor egyik fázis hiányzik. Locsolja az olajat ezerrel. Csak hangos.
Mindhárom tekercse kétszáz valahány ohm, de tény, hogy nem teljesen egyforma. Nem pontosan emlékszem de 230-260, ilyesmi értékeket mértem. Akkor csak amiatt mértem meg, hogy nem szakadt-e, de elgondolkodtatsz, lehet menetzárlat néhány. A korábbi szimmering hibája miatt a motor olajos volt belül is de az olaj normális esetben szigetel, nem izgattam magam ezen akkor. Asztalon nem járattam sokat, hogy érezhetően melegedne.
Szóval ezért próbáltam megtudni mennyire hangos egy ilyen motor normális esetben. Lehet, hogy olyan a lemezelése, meg a teljes motort összeszorító 4 es szárak se sokat fognak, stb, nem tudom.
Nagy arcból már az előző hozzászólás is pont elég lett volna.
Nem szakmám, de azt hiszem ez egy fogaskerékszivattyú. A fogaskerekekből gondoltam, meg hogy szivattyú:
A gépállvány bal közepén van és a hajtóműre locsolja az olajat az alatta lévő teknőből felszívva:
rferi értette. Hangos volt, kivettem. Kiszedtem belőle a fogaskereket, hogy amiatt hangos-e. Úgy is elég hangos volt, hurrá akkor csak csapágyas, kicserélem a csapágyakat és szép csendes lesz. Kicseréltem, de akkor is hangos a motor magában, az asztalon járatva fogaskerekek nélkül. (Így ugye nem is nevezhetjük fogaskerékszivattyúnak csak fogaskerékszivattyúmotornak) Mikor visszatettem a fogaskerekeket kicsit még hangosabb lett.
Na mindegy majd nem bandázunk az "ME1000 tulajdonosok klubjában"
Nekem ME 1000 marógépem van. Anno a lehetőségeim szerint "felújítottam"...
Az ME 1000-ben 2db kenőanyag(olaj) szivattyú van, az egyik a főhajtómű kenését látja el, (ez egy lapátos szivattyú gyárilag)..
A másik pedig a mellékhajtóműben van, ami a mellékhajtómű kenését,és a hossz, ill a kereszt asztal csúszó vezetékeit látja el olajkenéssel. (ez meg egy dugattyús szivattyú)
Milyen fogaskerék szivattyúról beszélsz..??
"Kiszedtem, kivettem a fogaskerékszivattyúból a kerekeket, hangos volt."
Egy fogaskerék nélküli fogaskerék szivattyú hogy lehet hangos..?? -Nem értem-
"Oké, csapágyas, cseréltem benne csapágyakat, szimmeringet elég hangos fogaskerekek nélkül, asztalon is" -Most sem értem !-
Az én gépemben is le lett cserélve a főhajtómű gyári lapátos szivattyúja egy külső 3f-u motorral hajtott fogaskerék szivattyúra, és azóta is kiválóan működik.
Próbáld meg érthetően leírni a problémádat, lehetőleg képekkel illusztrálva, mert így elég nehéz tanácsot adni.
Én úgy tapasztaltam a sárgarézzel, hogy mindegy, milyen gyorsan hűl. Ha olyan meleg volt, hogy a láng alatt elszíneződött, akkor megpuhul. Ha megkalapálják vagy meghúzzák, visszakeményedik. Viszont vékony drótok kivételével elég nehéz úgy meghúzni, hogy a keményedés egyenletes legyen. Drótot meg lehet húzni addig, amíg el nem szakad, attól tényleg megkeményedik. De az átmérője lecsökken. :-))
Hadd kérdezzem meg akinek ME1000 ese van, hogy a kenőanyagszivattyúnak normális, hogy kávédaráló hangja van?
Kiszedtem, kivettem a fogaskerékszivattyúból a kerekeket, hangos volt. Oké, csapágyas, cseréltem benne csapágyakat, szimmeringet elég hangos fogaskerekek nélkül, asztalon is. Visszaraktam a gépbe, kb ugyanaz.
Köszönöm, mindenkinek, akkor javaslom a kollégának a felhevítést egy gázrezsón majd a levegőn lehűlést. Valószínűleg jobb lesz, végül is csak egy összenyomást kell kibírnia.
Sárgarézből alapvetően két ötvözetet gyártanak. Az Sr42-ben 58% réz van, 42% cink (horgany). Ez keményebb, nehezebben hajlítható. Az Sr37-ben 63% a réz, ez puhább. A sárgarezet hőkezeléssel ki lehet lágyítani, mechanikai hatással meg lehet keményíteni. de figyelembe kell venni, hogy a kemény, Sr42-es réz a hőkezelés után sem lesz sohasem olyan lágy, mint az Sr37 és fordítva, a lágy Sr37-es rezet hiába húzzuk, hengereljük, sohasem lesz olyan kemény, mint az Sr42-es.
A leírás alapján a törékeny cső Sr42-ből van. Meg lehet próbálni a hőkezelést. Lángba kell tartani, amíg el nem színeződik, aztán hagyni kihűlni.
A vörösréznél a lágyításhoz előbb felmelegítettem az anyagot, majd hirtelen lehűtöttem. Ott 850 fokos felmelegítés után hideg vízbe merítve olyan lágy lett, mint az ón.
Kicsit amatőr kérdés de ellentmondó válaszokat találtam a neten. Szóval kollégám kommersz ( Bronzkerben vásárolt ) D6mm sárgaréz csövekből szab le gyűrűket, amiket a felhasználás során rálapít egy anyagra. Most beleszaladt egy adagba ami nem bírja ki a lapítást, hanem leggyakrabban négy íves szegmensre törik. Kérdés milyen hőkezeléssel lehetne ezt a sárgaréz csövet lágyítani?
Szia! Megírom a lehető legegyszerűbb megoldást. Keresni kell az ismeretségben egy rendkívül nagy és erős párhuzam satut. Készíteni kell bele a satupofák közé két db. pót betétet amiket a hajlítási paraméterek szerint kell elkészíteni.
Majd ezeket a satupofákhoz kell rögzíteni, akár kisebb pont szerű hegesztésekkel, és máris lehet vele hajlítani.
Nincs valaki a környéken, aki egy komolyabb golyóspréssel rendelkezik? (20...30t) Ahol ilyesmi terem, ott rendszerint fel vannak készülve a rögtönzött szerszámkészítésre is - akár hegesztéssel, mindenféle hulladékvasból...
Bár valószínűleg semmi szükség nincs rá, de egy CNC gépen még az ívelt kialakítás is többé kevésbé megvalósítható. (Az eredeti teljesen precíz lemásolásához már 5 tengelyes CNC kell).
Sőt, jobban belegondolva egy osztófejjel - vagy élére állított körasztallal - hagyományos marógépen is meg lehet csinálni az ívelt hornyot.
,,Én úgy tapasztaltam, hogy a mezei léptető motorok a két lépés között nem lineárisak.''
Valószínűleg egyik léptető motor esetén se lesz lineáris, de ez nem is elvárás. Ha mondjuk csak duplázunk, és a fél lépés nem pont 1/2, de valahol 1/3 és 2/3 között van, az már sokkal jobb mint a semmi.
A microstep szerintem nem a lépések közötti pozicionálásra szolgál, hanem a mozgatás simábbá-egyenletesebbé tételére.
A pontos finomabb osztású pozicionáláshoz valami precíziós lassító áttétel kell. Ami egy kisebb vagyon.
Csak a ferde rész mindössze 1 centi hosszú, ott nem tudom befogni. Tehát a jobbra és a balra hajtás túl közel van egymáshoz. Hajtom az egyik ponton, visszahajlik a másikon.
Ha van egy gyorsacél kés, amibe kéne készíteni egy 3mm széles, 2,7mm mély bemarást egy 12mm átmérőjű szerszámmal, volna rá valahol megfelelő szerszám, ami ki is bírja ezt az igénybevételt?
Na ezért tértek át annak idején a gépiparban a szóbeli közlésről a műszaki rajzra :) A fotó alapján úgy gondolnám, van a gépen egy ellendarab, ami valószínűleg egy állítócsavarnak a feje, ami ebbe beleillik. Ez esetben én valószínűleg nem vacakolnék sokat az eredeti megvalósításával. Fognék egy kis méretű sarokcsiszoló vágótárcsát (76 mm talán), befognám a gépet a marógépemre, felpörgetném úgy 30 ezerre, és azzal vágnék bele egy hornyot vízhűtés mellett. Szerintem csak a mélység és a szélesség a fontos. Legfeljebb hosszabb lesz a horony.
Azt hiszem, ha microstep-et akarsz, ahhoz olyan léptető motor kell, amit arra készítettek. Én úgy tapasztaltam, hogy a mezei léptető motorok a két lépés között nem lineárisak. Tehát fel lehet osztani a távolságot két lépés kózött, csak nem lesz egyenletes.
Ez leírás szerint tudná a szükséges feladatot, de százezer forint.
Tehát ez csak egy elméleti lehetőség, mivel a végrehajtandó feladatban drágább lenne ez, mint amit spórolni lehetne az olcsóbb kés vásárlásával, és utólagos megmunkálásával.
Ha van egy gyorsacél kés, amibe kéne készíteni egy 3mm széles, 2,7mm mély bemarást egy 12mm átmérőjű szerszámmal, volna rá valahol megfelelő szerszám, ami ki is bírja ezt az igénybevételt?
"A kis orosz esztergapadomban a főorsó bal oldalán is van Morse kúp, gondolom a TOS-ban is van. Abba beletehetsz egy Morse kúpra szerelt flexibilis hajtást, mint ez itt. Meg ugyanilyet a vezérorsóra is."
Nem nagyon.
1. A főorsó hátsó végén nincs kúp. Van egy horony, amire szépen rá lehetne csatlakozni, csak akkor le kellene mondani a patronok használatáról, mert annak a behúzószára is ott van.
2. A vezérorsó vége ⌀14mm, és eléggé kilóg. Ha ennek a végére ráteszek még egy szűkítőt, utána a flexi tengelyt, akkor rettentő instabil lesz az egész.
Valószínűleg mindkettőt valami bordásszíjon keresztül kell majd hajtani.
De a legnagyobb baj nem is ez, hanem az, hogy
3. valahova a motort és az encodert is rögzíteni kellene. Erre pedig nem nagyon van csatlakozási pont. Összefurkálni pedig nem szeretném a gépet.
,,Látom, nagyon beleszerettél a 3d nyomtatásba :)"
Az van, hogy ülök unalmas meetingeken, ami mondjuk max. 50% odafigyelést igényel. A maradék 50%-ban értelmes dolgot nem nagyon lehet csinálni, úgyhogy CAD-ben megrajzolgattam a dobozokat.
A nyomtató meg elduruzsol magában. Egyébként jó sokáig: a doboz oldala kb. 12 óra, az alja és a teteje 6-6 óra, a gombok és a tekerő 45-45 perc alatt készült el.
"Mennyi a főorsó enkóder impulzusszáma, és mennyi a léptetőmotor lépésszáma/fordulat?"
Amilyet ráteszel.
Encoder:
Most egy 100P/R-essel játszom, ez ugyebár 400 jelet ad fordulatonként (A/B * fel/le), ez szerintem elég szinte mindenre. De a program elbírna akár 2000P/R-es enkodert is 1000RPM mellett, mert egy nagyon gyors pici ISR kezeli ezt.
Motor:
Fizikailag 200 lépés/fordulat (van egyáltalán olyan léptető motor, ami nem ennyi?). A meghajtó viszont tud microstep-et, 800 és 51200 között. Ezt most 1600-as állásban használom.
Az impulzusokat egy timerből adom, a impulzus szélesség 16ms többszöröse. Próbálgatás alapján (terhelés nélkül) cca max. 500-600RPM-mel lehet biztonsággal szinkronban pörgetni a léptető motort, természetesen fokozatos gyorsítás mellett.
Ez alapján a 3200-as microsteppet a legnagyobb fordulatszám mellett is elbírná. (Kisebb fordulatszám mellett akár finomabb osztást is, de nem hiszem, hogy lenne bármi értelme).
rá kell buherálni valahogy a léptetőmotort az eszterga vezérorsójára, az encodert pedig a főorsóra.
Ez a megoldás nem működik?
A kis orosz esztergapadomban a főorsó bal oldalán is van Morse kúp, gondolom a TOS-ban is van. Abba beletehetsz egy Morse kúpra szerelt flexibilis hajtást, mint ez itt. Meg ugyanilyet a vezérorsóra is.
Félreértettelek, azt hittem a szereléknek kell a sínt marni. Én köszörültem egy egyélű ütőkést és azzal tudok belső fecskefarkat marni. Igaz lassan megy, de kivitelezhető. A kereskedelemben én sem találtam olyat ami belefért volna /mondjuk nem is kerestem sokáig/.
Nekem meg itt tart az Arduino-s eszterga/osztófej vezérlő projektem:
Egy (closed loop) léptető motort tud vezérelni, és egy encoder-hez szinkronizálni. Az eszterga vezérlőprogram nagyjából készen van, egy beállított kezdő- és végpozíciók között tetszőleges menetemelkedést (vagy előtolást) tud. Szereztem (na jó: vettem) egy kopottas SINUMERIK encodert, azzal lehet beállítani a számokat, és pozíciókat. A mellette levő négy állású tekerő egy ellenállás-sort kapcsol, ami az Arduino egyik analóg bemenetére van kötve, ezzel lehet állítani a Sinumerik "felbontását".
Nem tudom, így szokták-e ezt csinálni, de így csak 1 bemenetet foglal. Még van egy gomb jobboldalt (SELECT/SET, vágás indítás, visszatekerés) rajta egy led (akkor világít, ha nincs szinkronban a motor). Ezzel el is fogyott az összes port az Arduino-n.
Jó ez a rengeteg library az Arduino-hoz, de a vége az, hogy egyik se használható igazán. Az LCD vezérlő kivételével mindent újra kellett írjak (menük, stepper motor vezérlő, encoder kezelése, törtszámokkal számolás stb.)
Most már csak rá kell buherálni valahogy a léptetőmotort az eszterga vezérorsójára, az encodert pedig a főorsóra.
Sajnos a TOS MN80 kialakítása nem ideális erre. Még morfondírozom, hogyan csináljam. Valaki nem csinált esetleg ilyesmit?
Mi a neve annak a szerszámnak, amivel ilyen alakú hornyot tudnánk marni acélba? A horony 11 mm széles, 3-4 mm magas. Felül nem kell ívesnek lennie, csak a magasság legyen meg.
Igen, ezt teszem már reggel óta, gondoltam egyszerűsítek egy kicsit.
De saját munkát, úgy látszik, nem lehet megspórolni. Éppen mikor írtál, rábukkantam egy furcsa hibridre: a vezérlőjét telepíteni kell, a G-kód generátora viszont online működik. És MŰKÖDIK. Biztos voltam benne, hogy kell lennie valami pofonegyszerűnek is. Hát ez az.
Persze, előtte meg zsebszámológéppel kiszámítom a szöveg egyes betűinek a koordinátapontjait, mikron felbontással :)
Félreértettél. Be akarok írni egy szöveget (vagy bármimás vektorgrafikát), majd szeretném ha azt a program átírna G-kódra, úgy, hogy előtte megadhatom a fogásmélységet meg a teljes forgácsolási mélységet.
ELVILEG ezt sok program tudja - csak éppen vagy nem működik (inkscape), vagy az istennek nem hajlandó változtatni bizonyos paramétereket (Carbide, free verzió).
Ha egy szöveg szerkeszővel egy filében beírod a Gkódokat, amit akarsz használni azt a laserGRBL és a Candle-val is tudod futtatni... Lehetne ez az irány az egyszerű műveletek elvégzéséhez.
tudnátok ajánlani olyan egyszerű gravírozóprogramot, ami egy GRBL-el műkdő 3018 kis CNC-n használható?
Van hozzá egy LaserGRBL (amúgy freeware :) ) program a lézergravírozáshoz, meg a Candle nevű GRBLControl program - mindkettő működik. Utóbbival a G-codeban írt parancssorokat végre lehet hajtani, ez eddig rendben is van. Szeretnék első körben beírni egy szöveget, megadni a szerszám átmérőjét, a végleges mélységet, az egy lépésben használandó forgácsolási mélységet. Eddig a következőket próbáltam: Carbide Create - elvileg nagyon jó - csak éppen nem tudom beállítani a szerszám méreteit, a kész szerszámok nem alkalmazhatók, illetve bizonyos módokban (V-carve) nem generál több menetet, a végleges mélység eléréséhez. az Inkskape-nek elvileg van ilyen kimenete (GRBL export) - vagy nem működik, vagy csak én vagyok béna. Tehát nem CNC-vezérlő kellene, hanem ami a G-code-ot előállítja.
(Igen, tudom, eltölthetek még egy rakás időt a neten keresgélve, de most szívesen élnék a mások által kikapart gesztenyével)
Képeidet látva megborzongtam, mert újra átéltem legutóbbi (hasonló szintű/módú) pakolásom/kínlódásom! Na, de micsoda boldogság, utána körülnézni a műhelyben! :-)
Áh köszi az infót! Nem, én budapesti vagyok. Kis platós teherautóval hozzuk el ami nem olyan magas és akkor a motort sem kell leszerelni róla, milyen magas lehet ez a gép motorral együtt ha teljesen le van engedve a főorsóház?
A géptesten a furat 50mm. Mi ebbe egy átm. 48 mm-es csövet dugtunk bele.
Ennek a csőnek a teljes hossza 56 cm. Falvastagsága a legvékonyabb helyen 8 mm. Az állvány része a fúrógépnek 32 cm széles. Aminek a két szélétől ~8,5 cm-re van a furat.
Az 56 cm-es cső így néz ki rajta átdugva.
Amikor hoztam ,akkor még fenn volt "helyén" a főorsóház, nem volt leengedve a tárgyasztalra. Viszont a villanymotort leszereltük, mert azzal túlléptük volna a közúti forgalomban engedélyezett maximális 4 méteres magasságot. Ez annak volt köszönhető, hogy egy ilyen magas felépítményű teherautóval hozattam el. Így a motor nem volt útban az emeléskor. Bár lehet, hogy amúgy sem lett volna...
És egy zárójeles kérdés: Te vagy a Boglárlellei srác, aki fb-on ilyen fúrógépet keres? Ha igen, akkor meg tudom adni a fuvaros számát, aki elhozta, mert ők is Boglárlelleiek.
Ha utánaszámolsz akkor azért nem olyan kevés ám az a 35mm-es rúdacél erre a terhelésre. Ha egy 50x50mm-es lécet is teszel az emelőheveder meg a gép közé.
A gépkönyv írja hogy 35-ös rúd kell bele, ne komplikáld túl... A furat kb 40mm-es, a 40-es rúd már nem megy bele. A főorsóház kb 41cm széles, a torony kicsit keskenyebb. Kell a két fahasáb vagy gumilap a festés védelme miatt, 70-80 cm hosszú rúd, biztonsággal elég.
Azt megköszönném, mert ez a d jelölésű furat átmérő kicsinek tűnik nekem, főleg úgy hogy még közzé kell tenni valami puhább anyagot is, nem megfelelő anyag vastagság esetén a rúd elgörbülhet és a gép leeshet, megrongálódhat, ezt mindenképp szeretnénk elkerülni.
2Н135 esetén átm. 35 mm-t ír a gépkönyv. Bár nekem nagyobb rémlik... A gép teljes szélessége 825 mm, ennél viszont keskenyebb az állvány rész. Ha gondolod, akkor este lemérem a paramétereket.
Úgy néz ki találtam egy megfelelő állapotú gépet, annyi kérdésem volna még hogy az emelési pontnak kialakított furatnak mennyi az átmérője? Tehát milyen vastag vas fér be oda és milyen hosszú kell legyen hogy a két oldalát átérje és bele tudjunk bármit is akasztani?
A 3. képen látható történetet rendszeresen szoktam alkalmazni . Egy kis eszterga kézi szánját szoktam felszerelni az osztófej tokmány felfogató tárcsájára , a kézi szán tetejére meg tokmányt szerelek . Ovális lyukasztó bélyegeket és hozzá való vágólap betéteket szoktam így marni . Mérő órával és mérőhasábbal szoktam a szán elmozdulását beállítani .
Olyannyira erre gondoltam, hogy szerintem ez éppen az én marógépemre való - egyik fajta - osztófej (része). A többi része nincs meg véletlen?
Így néz ki a támasztócsúccsal:
Rá lehet tenni egy szimmetrikus gépsatut is:
De a legjobb ez cucc: egy precíz prizmás vezetéken levő platni, amire vagy közvetlen felfogatod a munkadarabot (mint itt a képen), de rá lehet tenni egy tokmányt vagy akár egy Morse kúpos befogót is.
Bár színben nem harmonizál :D de a hozzá adott magyarként azonosítottam.
Van nem állítható magasságú szegnyergem is hozzá. Ez az állítható magasságú, szögű kéne ahhoz ha a munkadarab nem párhuzamos az asztal sikjaval de kettőre nem lehet szükségem, gondolom.
,,A kisebb , magasságban kevesebbet állítható nem jobban használható átlagos munkáknál ?"
Az a kérdés, hogy vízszintesen akarod-e befogni a munkadarabot, vagy szögben.
(Vannak szerszámmarógépek, ahol az osztófejet nem az asztalra, hanem annak a helyére kell felszerelni. Ezeknél az egész hóbelevanc dönthető, támasztócsúccsal, mindennel együtt. Ráadásul úgy van megcsinálva, hogy tetszőleges szögben befér a főorsó alá.)
Tartsd meg mindkettőt, jó lesz az még valamire :-) Én legalábbis, így állok a dolgokhoz és néha be is jön. Nálam, egy kisebb méretű "felesleges" szegnyereg a szerszámköszörűre fog kerülni, ha megérem.
Én is gyanakszom valami ilyesmire. Ami ez ellen szól az az hogy csúccsal támasztva is ezt csinálja. A másik, megpróbáltam hogy egy fa rudat befeszítek a késhez aztán a tokmányhoz, és ez sem segített a helyzeten.
Elkezdtem azt hogy nem változtatok semmit csak a fordulatszámot. Ami a 125-össel A1-nél (380 1/min) nem remeg be, az 160-assal már csak B4-ben (184 1/min) működik jól.
Lényegében már a fogásvételkor írdatlanmód sípol és berezeg (mint ahogy a videükon is látszik), a 125-ösön ez nem jön elő egyáltalán.
Próbáltam elengedni a mentális gátjaimat, és duplahatározottsággal adtam az előtolást, de csak rosszabb lett a helyzet.
Hozzáteszem hogy a 160-as tokmány passzosabban van a főorsón mint a 125-ös, és úgy alle zusammen a 160-as jobb állapotú (a 125ös 0.25mm körül egycentrikusan fog be, ráférne egy szabályzás), és a midnen szempontból jobb, ámde nagyobb tokmánnyal jeletkezik a probléma.
A marógéphez ezt a két szegnyerget kaptam. A bal oldali az TOS, a jobb oldalit nem tudom de azt gondolom inkabb az me1000 hez valónak, már csak a szine miatt is. Azt hiszem kettő felesleges nekem, vagy lenne értelme megtartani a TOS t is/inkabb azt?
Attól tartok, sokáig kell keresned. Amikor én kerestem esztergát, ilyenek véletlen sem kerültek elő. Mint a yeti: talán van, aki ismer olyan valakit, aki már látott. De az sem eladót... :-((
Olajcsere: Beszéltem egyszer a MOL kenéstechnikai tanácsadó mérnökkel arról, hogy ha egy gépet ritkán használunk akkor milyen gyakran cseréljünk. Azt monda hogy a szerszámgép olajaikra 5 év a szavatosság bontatlan csomagolásban. Ha zárt a rendszer, nem jut be kosz, vízpára, nem éri nagy hő, UV, akkor a gépben is biztosan használható legalább öt évig, de valószínű hogy tovább is.
Főleg hobbi, kisipari felhasználásnál lehetnek ilyen gépek amiket csak ritkán használunk.
Szóval ha napi 8 órában fúrunk akkor gépkönyvi utasítás szerint érdemes cserélni, ha ritkábban akkor lehet nyújtani a periódust.
Ebben a fúrógépben nem emlékszek siklócsapágyra, ami több fémport termelne. Az acél tárcsás kuplungos gépekben (pl esztergák) hamar fekete lesz a fémportól az olaj, aztán eszi a csapágyakat és fogaskerekeket.
Írtam, hogy nem a legcsendesebb gépek, gyakori vékony fúrásokra, nagy fordulattal, érdemes kisebb gépet használni.
Természetesen van fixálási lehetőség, ha megnézted a képen az emelési ponttól balra vannak a prizma állító csavarok függőleges sorban, a kb középső a fixáló, ennek más a feje az asztaltekerő kurblival lehet szorítani. Pont ilyen az asztal prizma fixálása is.
Valóban ott van, a prizmán csúszó főorsó ház fixálására van lehetőség? Úgy hogy az ne mozduljon el még a föl-le tekerés hatására sem, amíg az erre kialakított fixálás /már ha van ilyen/ fel nincsen oldva?
A benne lévő hajtómű olajat kell cserélni és ha igen milyen időközönként? Nálunk is van egy a cégnél de már mióta ott van a gép bő 10 éve nem volt benne olaj cserélve bár mindig is hangos volt működés közben különösen gyorsabb fordulaton, lehetséges hogy elkophatott benne valami?
Kihagytam tegnap az főorsó egyenáramú fékezését, ezt is tudja.
Van emelési pont, a állványon van két szemben lévő furat, azon kell átdugni egy vasrudat és a két oldalra mehet a kötél.
Biztonságosan úgy lehet szállítani hogy leengedjük a főorsóházat és az asztalt is.
Megpróbálom érthetően leírni, remélem sikerül. A főorsóház fogaslécen keresztül mozgatható fel és le. Az asztalt fel kell tekerni legfelső állásba. A főorsóházat le kell engedni az ütköző csapjáig. Az asztal és a ház közé kell tenni fahasábot. Ház ütközőcsapját kitekerni, és az asztallal felfelé ráfeszíteni, majd a házat és az asztalt együtt óvatosan lefelé mozgatva ki kell léptetni a házat a fogaslécéből. Azért kell óvatosan és ráfeszítve hogy ne törjön le az utolsó fog a lécről. Ezután az asztal tartja már a házat, és le lehet tekerni a legalsó állásba. Ilyenkor befér egy normál ajtón is, és nem lesz borulékony a platón sem. A feltekeréshez jó erő kell, mert amíg vissza nem kapatod a házat a fogaslécbe addig az asztal emeli a házat is. Ezért fontos hogy a mozgató részeket alaposan meg kell olajozni, nehogy berágódjon és könnyebb legyen a munka. Asztalemelő menetes orsó és anya, a tekerőkarok tengelyei, és az állványon lévő prizmás vezeték kér olajat.
Ha kezeltél már fúrógépet, akkor ez sem lesz nehéz, meg fogod szeretni.
Ha nem tudod az állapotát magad felmérni, érdemes elhívni valakit aki tapasztalt. Pár támpontot írok: Az asztal ne legyen összeverve a rádobálás által, a morse kúpba be kell nyúlni hogy sima-e, nincs-e berágódás sérülés, mert ennek a javítása költséges és macerás. Ne üssön a főorsó, és alsó állásba letekerve ne lötyögjön az orsóhüvely. Valamint az állvány prizmás vezetéke ne legyen kopott. Beindítva ne legyen rossz hangja, (nem a legcsendesebb gép mert sok fogaskerék van benne) Működjön az olajzás, ez látszik a kémlelő ablakon, mert ha ez nem működik akkor félő hogy olaj nélkül üzemelt, és akkor a belseje kuka.
Elektromossága bonyolultabb mint egy átlag fúróé, de van rajz hozzá, és minden része javítható cserélhető, ettől nem kell félni.
A gép teljesítménye brutális, (oroszok nem viccelnek) Ez nem az a kínai barkács fajta aminek lehajlik az asztala egy 8-as fúrótól :-) Remélem tudtam segíteni...
Na ezt örömmel olvasom, még annyi kérdésem lenne hogy vásárlás alkalmával mire kell odafigyelni? Miből állapítható meg hogy jó vagy rossz állapotú a gép? Mennyire bonyolult a kezelése egy olyannak aki még soha nem használt ilyet? Vannak-e rajta kialakítva szállításra alkalmazható emelési pontok, hogyan lehet biztonságosan szállítani?
4kW főhajtás, erős főorsó, 4-es morsekúp, 250 mm orsólöket. Automata előtolás bekapcsolás, elkezdesz fúrni és átveszi tőled az előtolást, persze van kézi is. Kilöki a fúrót ha visszahúzod a főorsót alaphelyzettől kicsit visszább, nem kell ékkel kínlódni. Irányváltás menetfúráshoz, lengőforgatás a könnyű sebességváltáshoz (sárga gomb) Prizmán emelhető asztal és fej. Az általam ismert egyik legjobb fúrógépnek tartom. Annyi hiányossága van talán hogy nincs rajta finom kézi előtolás.
Az ára kb 600-700 ezer között szokott lenni ami jó állapotú. Írták az emulzió tartályt, könnyen ki lehet vezetni egy külső tartályba az asztal aljáról, csak egy vastag gumicső kell, nem igényel nem visszaalakítható beavatkozást, és azt tényleg könnyebb úgy tisztítani.
Köszi az infót, pályázok egy ilyen gépre mert pont egy nagy furatot készítettek vele amikor ott voltam és gond nélkül vitte, azt gondolom hogy a teljesítménnyel nincs gond, nézegettem itt a neten de nem találtam eladót itt belföldön, kb milyen árkategóriában mozog egy ilyen masina /aminek volt gazdája/ tehát gond nélkül működik.
Nekem van itthon egy. De még nem üzemeltem be. Felújítás alatt van. Volt benne egy csapágytörés és elnyaltak egy fogaskerékpárt.
Tipikus szovjet masina: 12 mázsa, látszik rajta, hogy van benne anyag.
Ami nem jó rajta: az emulzió tartály. Az benne van a talpában. Nem egyszerű takarítani, így én gyártani fogok hozzá külső tartályt.
Ahonnan vettem ott adtak kölcsön magyar nyelvű gépkönyvet. Az eredeti gépkönyv 5 részből áll, abból amelyik sok szöveget tartalmaz megvan magyarul. A maradék pedig csehül és oroszul. A maradékban inkább alkatrész rajzok vannak.
Szerintem ha normális gazdája van, akkor örök élet + 3 nap :)
Ha megveszed, akkor átküldöm a nyers gépkönyvet. Elkezdtem legépelni, hogy szép legyen és nyomtatható, ha azzal elkészülök, akkor küldöm majd be Csuhás Úr archivumába.
Jó estét! A stanko 2h135 típusú fúrógéppel dolgozott már valaki? Szemet szúrt nekem ez a gép egy műhelylátogatásom során, és arra gondoltam hogy az én műhelyemben is jó szolgálatot tehetne egy ilyen masina, csak nem tudok róla túl sokat. Van valakinek bármilyen tapasztalata ezzel a géppel kapcsolatban?
Köszönöm, bizonyára ezt is hasznos lesz tanulmányozni, de ez nem Tos/koreai F1. Mennyire van köze a Strigonnak ezekhez? TOS alapok kisebb -nagyobb módosítása a Strigon vagy semmi közük egymáshoz? Úgyhogy szerintem, a problémám nem oldódott meg :-)
De ez egy sokváltozós függvény, mert volt, hgy nem volt mit tenni, csak az előtolást megnövelni/lecsökkenteni. Meglepetésemre a növelése szüntette meg a rezgést. Én óvatosan toltam neki, sikított mint állat, aztán emeltem a tétet, és elcsendesedett!
Nem lehet, hogy a nagyobb tömegű tokmánnyal eljut a rendszer egy olyan frekvenciatartományba az önrezgés tekintetében, amit pont eltalál a kés és a fordulatszám együttese, és ezért rezeg az, míg a másik nem?
A késed kiképzését nem láttam,de érdekes,hogy a 160 tokmány esetében jobban rezeg.Nálam a jóval szélesebb kés (16mm) meg sem rezdül Az anyag 25mm átmérőjű,a tokmányom 160-as 3pofás. A próbát anyag c45 minőség.
16mm-es átmérő, 380-as fordulat, 160-as tokmány. A tokmány mérete az esetemben eszenciális kérdés mert, ha semmit nem változtatok (ugyanaz az anyag, ugyanaz a kés és késbeállítás, ugyanaz a fordulat) a 125-ös tokmánnyal nincs rezgés a 160-assal meg van.
A 20m/perc vágósebesség 25mm átmérőn kb. a 280 fordulatnak felel meg,az én E2N gépem gyorsacél késsel a 16mm széles beszúrást rezgés nélkül bírja( most próbáltam) .Ennek a feltétele a jól élezett kés ,a masszív megfogás és a megfelelő főorsó csapágyazás(a hengergörgős E2N esetében 0,005mm a csapágyhézag).
Olvtársak! Ez ismerős valakinek?A menet az szemre 12x1mm jobbos.MÉH telepi szerzemény.(Most nálunk ugy esik hogy szarrá áznék ha kimennék a garázsba egy tolómérőért)
Mi a gond? (Kb. mint, ha az lenne a kérdés, hogy "Hány éves a kapitány?")
Kisebb technikával - E1N (nem kifejezetten patika), 125-ös négypofás tokmány, kb. 2-es élszélességű HSSE penge - probléma mentesen tudok leszúrni kb. 30-as tömör átmérőig lágyacélban, 35...40-es vágóval. Hűtés-kenés az kell hozzá...
Használható állapotba hoztam, az új tárcsás darabolóm. Évtizedek óta van DeWalt sarokköszörűm, hiba nélkül, de hogy ez mekkora csalódás ahhoz képest?! Indiában készül, szerintem a pakisztáni videókban látható színvonalon!
Melyiket töltötted le, mert szerintem amit én adtam, abban minden rajz ott volt. Ugyanis határozottan emlékszem, hogy áthúztam tussal a gyári, szinte olvashatatlan doksit, hogy jó legyen.
A Csuhás könyvtárából letöltottem az ME1000 marógép doksiját, ezuton koszonom a feltöltést. A hivatkozott rajzok nincsenek benne, az lehet, hogy másik pdf, csak béna vagyok?
Az is megfordult a fejemben, meg a kanna benzin is. :-D De szeretném még használni úgyhogy jó lenne, ha megmaradnának a merőlegesek meg párhuzamok. ;-)
De, fent volt. Zsákfurattal, lehúzó menet nélkül. Ráadásul zéró felirattal, úgyhogy abban sem voltam biztos, hogy kúpos. A szerencse az volt, hogy már úgyis halott tokmányról volt szó... nem is jött le roncsolás nélkül... kifúrtam. :-)













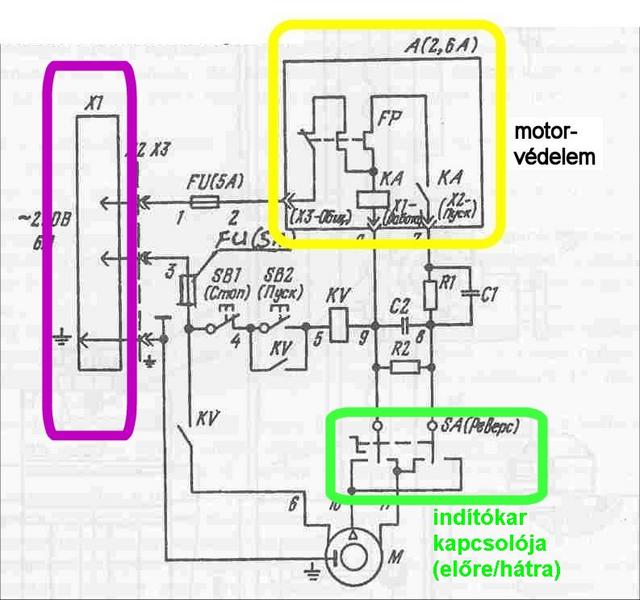
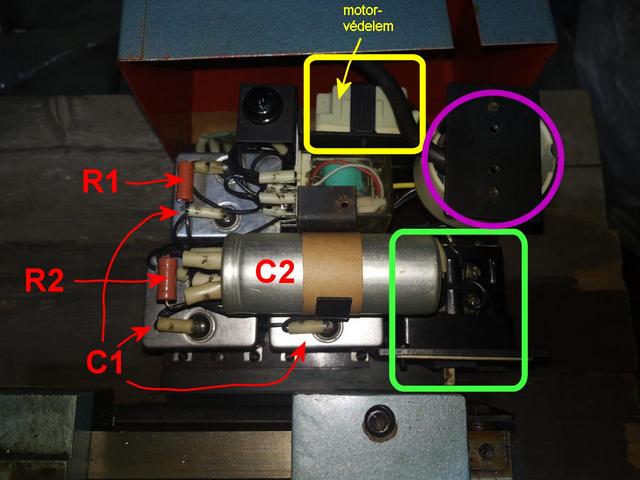









 rajza:
rajza:



























 Ez 350 kiló úgy emlékszem . 90 ért el lehet vinni .
Ez 350 kiló úgy emlékszem . 90 ért el lehet vinni .
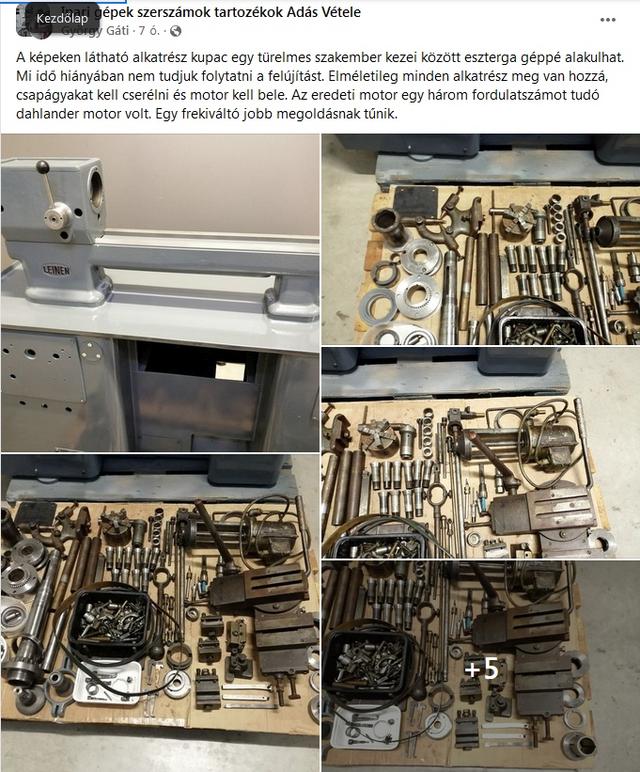












































 A menet az szemre 12x1mm jobbos.MÉH telepi szerzemény.(Most nálunk ugy esik hogy szarrá áznék ha kimennék a garázsba egy tolómérőért)
A menet az szemre 12x1mm jobbos.MÉH telepi szerzemény.(Most nálunk ugy esik hogy szarrá áznék ha kimennék a garázsba egy tolómérőért)


{kind=link}