A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
Mennyire jó ötlet hőlégfúvóval melegíteni használat előtt a bázikus pálcát? Több helyen olvasom, hogy érdemes sütőbe tenni, nálam ez kivitelezhetetlen.
Illetve. Valami trükk, hogy ne húzza el a hegesztés az anyagot? 80*40.es zártszelvényt kéne összehegesztenem, mert nem tudtam elhozni 6 méter hosszban. Ketté kellett vágnom. Hiába fogatom szögvasba, valamennyire úgy is elhúzza.
Régóta olvasója vagyok a fórumnak, nagyon jó írások vannak. Most hozzám került egy AWI gép, szeretnék ismerkedni a használatával.
Esab tigma LTH 161 típusú, nem inverteres, van súlya, de a méreteinél fogva elfér a műhelyben. Van hozzá MMA kábel és AWI kábel, palack, távvezérlő stb.
HF gyújtás. Sajna csak DC.
Érdekes, mert az AWI kábel ( 8m-es) olyan mintha CO2 kábelból alakították volna át, a gépen a csatlakozót is átszerelték.
Nem zavar különösképpen, gáz és áram átmegy, de kíváncsi vagyok, elképzelhető, hogy van ilyen AWI kábel? Ez volt a fiókban és ezt szerelték rá?
Nem inverteres fiatal gép, de remélem előbb-utóbb tudom majd itthon a háztájiban használni. MMA-val és CO2-vel már régóta hegesztgetek, de nagyon megtetszett az AWI és itt a fórumon is sokat olvastam róla.
Sziasztok.
Ma vásároltam egy centroweld 190.es invertert.
Hogyan kéne elvileg hegeszteni inverterrel bázikus pálcával? Próbálom fordított polaritással is, de nekem mindenhogy működik, persze nem olyan jól mint rutilos pálcával. Ám a pálca közepe jobban fogy mint trafónál.
Az miért van? Így jobban oda kell koppanta, hogy lemenjen a bevonat és ívet fogjon.
Gondban voltam egy klímakompresszor tartófülének pótlásával.. egyik partner kérte szívességként, hogy, ha már úgyis karosszériások vagyunk, hegesszük már meg. Na igen, csak nincs felszerelésem alumíniumhoz. Kerestem a közelben valakit aki gyorsan feltölti, de nem volt elérhető pár nap alatt senki..
Úgyhogy Maseratisti topictárstól kértem néhány infót, miként tudnám MIG hegesztővel megoldani. Az argon palack adott volt, úgyhogy vettem AlSi5 huzalt, meg eggyel nagyobb áramátadót és elkezdtem próbálkozni. Nem vagyok hegesztő, mindent otthon tanultam, szóval lehet tökre nem is szakszerű. A célját viszont teljesíti :)
Nem lett 100%, de majd legközelebb szép is lesz. A kalapácsot bírja :) Remélem a használatot is.
Nem törvényszerű, hogy elkötöttél valamit! Szerintem első lépésként ellenőrizd a pisztolyban lévő mikrókapcsoló kötését, és, hogy nem szakadt-e a vezetéke.
Segítségre lenne szükségem.Egy Güde MIG 155/6w Co bekötési rajzát keresem. Vagy legalább a 6 állású kapcsolón lévő vezetékekét.Ugyanis kapcsolót cseréltem és miután minden vezetéket egyesével cseréltem ki és ugyan oda tettem az uj kapcsolón. Azóta valamiért nem adagolja a drótot valamint nem ad át áramot sem. Az a gyanúm hogy valamit rosszul köthettem át.
Aluminium hegesztéshez milyen MIG / MAG gép kell váltó vagy egyenáramú? Azt tudom, hogy alu hegesztéshez AWI/TIG gépből Ac/DC az az váltó áramú kell. Azt olvastam hogy Pálcás MMA nál viszont egyenáramú szükséges. És láttam MIG géphez aluhoz való tekercset, DE arról nem találok neten semmi infót, hogy váltó vagy egyen áramú MIG géppel lehet alut hegeszteni. Ha valaki tudja legyen szíves leírni KÖSZÖNÖM.
LIFT-es indítású awizóktól kérdeznék.Alacsony ampernál olyan 50A alatt mennyire stabil az ívindítás?
Mert nekem elég gyatra.Próbáltam 2,4-2,0-1,6-os piros és arany wolframokkal is.Ráérintem az anyagra(ami tökéletesen fémtiszta) majd elemeltem úgy ahogy kell és sokszor nem alakul ki az ív.
Persze van amikor 10 ampernél is beindul a 2,4-es wolfram, de random módon csinálja az egészet.
70-80 ampernél és afölött már tökéletesen indít minden emelésnél.Hiba lenne?
Nincs tapasztalatom liftes awikkal, mert csak HF-es vagy koppintósokkal dolgoztam.
Sajnos a környékemen sincs olyan akinél más géppel kipróbálnám ezt az indítást.
Köszi, nálunk gyakorlaton csak az oktató hegesztett impulzusssal alumíniumot. Mi csak 3as szerkezeti acélt 2,4taktussal. Azt hittem hogy pl. egyes lemezt már csak impulzusssal lehet awizni.
Van egy WEL 4-3b panelom, ami 3db potmétert tartalmaz tudnátok bekötési rajzot küldeni hozzá? Egy ilyen rajzot találtam, de ezen csak két poti van! A másik kérdésem pedig az, hogy mi a "befűzés" funkció?
DC-. A zöld váltóáramra való,az nem jó,a többi mind ok,de a pirosat(tóriumos),nem használnám radióaktív.4-5mm- től elő kell melegíteni,és a tiszta argon is jó hozzá,de a tiszta hélium jobb,nagyobb a hőbevitele,vagy a Ar+He keverék,de ezek nagyon drágák.
Itt egy táblázat ami megmutatja, hogy adott hőmérsékleten kb.milyen nyomást fog mutatni a co2 reduktor.1kg folyékony co2-ből 500-550 liter gáz fejlődik mert ez is hőmérséklet függő, de ki lehet belőle számolni hogy kb meddig fog kitartani a palackod.
Nagyjából igen, van valamennyi hőmérsékletfüggése a dolognak, szóval valamennyit változhat az óra által mért érték. Mérheted a súlyát, az szépen fogy, ahogy elhasználod a gázt. Azt viszont nem tudom így fejből, hogy melyik palackot hány kg-mal töltik (kellene, hogy töltsék).
A palack alján folyadék, felette gáz halmazállapotban van a széndioxid. Amikor használod, akkor a gáz megy ki a szelepen, azzal hegesztesz. Emiatt lecsökken(ne) a nyomása a folyadék fölötti résznek, ami miatt a folyadékból valamennyi gázzá alakul, amíg a nyomás eléri az eredeti szintet. Persze a folyadékszint így csökken. Ez egész addig így megy, amíg az összes folyadék el nem fogy.
Ha például fejre állítanád a palackot, nem tudnál vele hegeszteni, mert folyadék formában jönne ki a széndioxid (persze azonnal elforrna a levegőn). Így működik a széndioxidos tűzoltó-készülék/palack, abban egy cső megy le a palack aljára, épp azért, hogy a folyadék széndioxidot spriccelje ki.
Ez fura.. az 5kg co palack 50 vagy 70baron érkezik (már nem emlékszem mennyi) és ahogy fogy úgy csökken az óra szerint a nyomás. A műhelyben mostanában 20-30 fok között szokott lenni időjárás függően.
A 20 és 50L corgon pedig 200baron érkezik és szintén ahogy fogy a gáz úgy csökken a nyomás.
A széndioxid cseppfolyósodik szobahőmérsékleten valahol 60 bar környékén, azaz a palackban végig kb. ennyi lesz a nyomás. (A hőmérséklettől függően valamennyit változhat.) A legvégén, amikor a folyadék már elfogyóban van és az utolsó cseppek is elforrtak, akkor fog csökkenni a nyomás, közvetlen a kiürülés előtt.
Tömör huzalok fogyóelektródás(co) hegesztéshez, co2 vagy kevert Corgon gázzal.
Mindkettő alkalmas ötvözetlen ill.gyengén ötvözött acélok hegesztésére.
Ahogy az előttem szóló Márne írta, a vegyi összetételben van egy pici különbség.
Általában:
SG2: C-0,08 Si-0,80 Mn-1,40
SG3: C-0,08 Si-1,00 Mn-1,65
Az SG3 huzalok Si és Mn nagyobb tartalma miatt, egy picivel jobb mechanikai tulajdonságokkal(szakítószilárdság, nyúlás, ütőmunka) bír. Otthonra ökéletesen mindegy melyiket választod.
Pest megyében keresnék valakit aki bevállalna egy 12 cm varatott Mtz traktor öntvény repedt kuplungházon helyszinen.Tisztában vagyok azzal hogy nem lehet 100 százalékos sikert garantálni de nekem megér 1 probát.
A huzalvezető spirált és görgőt nem érdemes alapból lecserélni?
Úgy vagyok vele, hogy most egyszerre áldoznék rá, hogy később ne kelljen.
Inveld gépekből néztem a pocketmig 205 lt digital-t. Az tud mma-t, mig-et és awi-t. A keretbe is belefér. Ilyen kombináltat érdemes venni, vagy itt is igaz, hogy inkább kevesebb dolgot tudjon, de abban legyen jó?
Eladó lessz az egyik hegesztőm és gondoltam úgy korrekt, ha először itt osztom meg mert ilyenek nincsenek százával hirdetve, pontosabban ritka mint a fehér holló és hátha valakit érdekelne.
Fronius Transpocket 1500-am eladó újszerű szinte karcmentes állapotban, szerelt hosszú gumis munkakábelekkel, gépkönyvével, nagyon nagyon nagyon megkímélt állapotban. Kb 15 doboz elektróda lett elhasználva vele ami azt jelenti, hogy még szinte be sem lett járatva a gép, awi-s része soha nem volt használva. Hihetetlenül vigyáztam rá az ára 90 000Ft
(Aki nincs képbe: ez a gép a világ egyik legjobbnak tartott egyfázisú ipari felhasználásra készült inverterese, 1995-től napjainkig változatlan formában gyártották, a bolti ára közel 200ezer forint.
Posta nincs személyesen kell kipróbálni, hogy mit tud a gép, garantáltan nem lessz csalódás.
30A-el az 5ös anyagot is el kell tudni vágni. ha nincs távtartód akkor egy picit 10° ot dönts meg a haladási irányba a pisztolyt, hogy hátrébb vágjon, így kevésbé akad el. És főleg ne állj meg, próbálj folyamatosan haladni.
Az amelyiknek a másodrendű inercianyomatéka nagy....
Érthetően: amelyiknek a középvonaltól kifelé minél több anyag van például az I gerenda , Ezt lehet fokozni egy rácsos tartóval mert úgy messzebb kerül az anyag a középvonaltól és ugyanaz a keresztmetszet nagyobb nyomatékot tud felvenni.
Mint ahogy az előttem szóló is írta, az iWeld gépek árfekvése kielégítő. A kérdés, hogy mennyire sűrűn használnád. Mivel a 215 Aluflux gép már 15 kilós huzaldobot is befogad, ami ft/kg-ban olcsóbb, persze nehezebben mozgatható. Ha elég az 5 kilós dob, akkor mehet a 195 Aluflux. Zártszelvényhez, lemezekhez a 0.8-as huzal elegendő. Az, hogy sg2 vagy sg3 már attól függ, mit hegesztesz vele. Alut is tudsz ezekkel a gépekkel, csak kell tiszta argon hozzá, illetve a huzalvezető spirált kell lecserélned teflonosra, plusz a huzaltoló görgőt.
Jó szívvel tudom ajánlani az Aluflux családot, egy 215-ös gépem van, és tökéletesen teszi a dolgát!
Sziasztok! Tudom, ez nem az a topic és biztos, többször ki volt már tárgyalva, ezért kérlek ne fedjetek meg amiért gyakorló szakemberek aktuális véleménye érdekel.
Van egy kicsi 160 amperes inverteres MMA hegesztőm. Hobbi célra vettem, de most már kevés. Sok 1-1,5 falvastagságú zártszelvényt hegesztek. Amihez vagy hozzáragad az elektróda, vagy átégeti.
Szeretnék venni egy komolyabb védőgázas gépet, amivel gyorsíthatnám a munkámat. 220-al használnám, de a 380 is megoldható.
Milyen márkájú és típusú gépet ajánlotok, milyen márkájú és vastagságú huzallal? A teljes szettre max 220e a keret.
Van olyan kombinált gép, amivel a zártszelvényen kívül alumíniumot is tudnék hegeszteni és ajánljátok is?
Egy fázisról nem érdemes vele dolgoznod, sokaknak volt már vele bukta! Hidd el egy olcsó inverter sokkal jobb. Sok MMA-t tekercseltem, jók voltak nagyon rutilossal, de az már idejét múlt dolog. Különben olcsón tudsz venni hegesztő trafót használtan, ami szabályozható, tedd fel arra a graetz-edet! https://www.jofogas.hu/magyarorszag?q=hetra Ha már barkácsolsz, miért nem csinálsz MIG-et? Én pl eladom az enyémet trafó és egyenirányítóhíd nélkül, azzal el indulhatsz!:-) Még valami: egy ismerősömnél extra messze kellett a házuktól hegeszteni, a hagyományos trafó nem bírt ívet fogni, viszont az inverter tökéletesen tette a dolgát!
Erről beszéltem,tulajdonképpen ez egy másodlagos reduktor,ami a hegesztés kezdésénél megakadályozza,hogy a gáz önmagát elfúja(turbulens áramlás),ami vezetékben lévő túlnyomást is drasztikusan csökkenti,ami felesleges gázáramlás veszteséget is jelent.Nekem ilyen van:
Néhény tized literrel ez is engedi az üzemi gáznyomást feljebb emelkedni,de sztem ez igen korrekt Az iweldnek is van ilyen készűlkéke olcsóban,de nincs vele tapasztalatom.
Tanácsaitoknak hála, már az első levelemben leirtak fogalmát már értem. Természetesen csak a sokadik probálgatás után fogom megérteni az állitási lehetőségek összefüggéseit, de már ez is haladás. Legalább tudom mi mire való.
VAlójában a kereskedőt is értem, ha naponta elad pár gépet, - nem nyithat hegesztő iskolát. Ennek ellenére a stilusa nem volt épp szimpatikus, - de lehet rossz napja volt.
Bár ha jol belegondolok én otthagytam 400 e ft ot, ha csak 10% haszna van és még volt egy- két vevője aznap az nem rossz kereset. HA én naponta 40.e ft ot tudnék tisztán keresni, a fenekemet verném a földhöz örömömben.
Közben kaptam tanácsot a vágással kapcsolatban amit köszönök Péter.111 fórumtársnak. Lehet ez volt a hiba, életemben először probáltam ezt a gépet használni erre a célra biztosan tul ovatos voltam. amint lehetőségem lesz azonnal kiprobálom gyorsabban.
Üdv. A külső munkát megoldottam. Az áramfejlesztőmmel egyébként kiválóan lehet hegeszteni, - ez egy honda motoros Genset áramfejlesztő ami alapból tud 220 és 380 áramot előállitani és van rajta dinamó minőségű hegesztési lehetőség. A vágást pedig megoldottam kis és nagy flexekkel. kicsit macerásabb és sok a hulladék, amit ha nem akarok eldobni, rengeteget kell foltozgatnom, de majd kialakul.
A gépet Fóton vettem egy nagykereskedőtöl aki mindenféle heggesztéssel kapcsolaots cuccot árul. A gép vadi uj, minden tartozék megvan hozzá. A vágáshoz van egy távtartó, amit a porcelánra kell felpattintani, igy nem lehet a vágási tartományba belenyomni véletlenül a pisztoly csövét. Az áltad emlitett rediktor is megvan. CSak 4.5 atm nyomásnál aludt ki az előlapon a sárga lámpa, - akkor engedte egyáltalán a vágási funkciót elindulni. De a vágáskor egyrészt fröcskölt mindenfelé, amit You Tube-os bemutatóknál sohasem láttam, és a vágás csak szakaszos volt, annak ellenére, hogy a plasma is folyamatosnak tünt. egyszerüen nem fujta ki mindenhol az anyagot és a vágás katsztrofálisan csunya lett.
Hivtam az eladót, de olyan flegma stilusban beszélt, hogy már azon gondolkozom, hogy visszaviszem neki a gépet és visszakérem a pénzeemet.
Azt mondja, ha valaki nem ért hozzá, minek vesz ilyen gépet, de semmi baj, majd Ő tanit ha az kell 6500 ft / óra dij fejében elmagyarázza, hogy mit kell csinálni. Nem az összeg, maga a hozzáállás bosszantott fel. Én ugy gondolom, ha egy kereskedés ilyen gépeket árul talán, annival tartozna a kincsaftjainak, ha valaki tanácsot kér, elmagyarázná a lényeget.
Adott mellékletként egy kezelési utasitást, de a 15 oldalas angol nyelvű leirással szemben ez a leirás mindössszesen 7 oldal, az angol változathoz képest, alig mond valamit. Irja ugyan a szerinte leglényegesebb dolgokat, de csak olyan nagy vonalakban, amit tényleg csak szakemberek érthetnek meg.
Egyenes polaritás kell,forditottnál szétolvad a volfram elektróda.Próbáld meg gyorsabban húzni a plazmapisztolyt,ha túl lassan húzod újra összeolvad a 2-es lemez.
Köszönöm az áramfejlesztővel kapcsolatos infót. SAjnos ennek tudatában a gép megvásárlása talán felesleges is volt. Egy komolyabb külső munkát kellett volna elvégeznem, ahol helyszinen kellett volna lemezeket extrém formában vágni és hegeszteni. Mivel áram csak kb 150 m távolságra van olyan nagy lett volna az áram veszteség, hogy ezért vettem meg ezt a gépet. Végignéztem előtte az interneten fellelhető infókat és sajnos nem volt semmi infó avval kapcsolatban, hogy áramfejlesztőről nem lehet használni. Azóta felkerestem az eladót aki megerősítette az általad elmondottakat. Nem baj, tulajdonképpen szeretnék megtanulni AWI val dolgozni, talán ez a gép alkalmas lesz erre. VAn egy Rehm gépem ami tudna ugyan awi módban dolgozni, de koppintós és nekem eddig nem sikerült ezt a funkcióját rendesen használni. Minden alkalommal az elektróda kigömbölyödött és fogyott. Tudom fordított polaritással kell használni, de úgy is ez volt a jelenség. Hiába vittem le a szervizébe, a világ végére (Tápiószele) és átnézték, nem találtak hibát, szoftvert frissítettek). De ez a funkciója nem működik rendesen, - nekem. Tegnap akartam otthon, vágni as 205 sel, de ez a funkció nem sikerült valami fényesen. 2 mm es lemezt kellet volna elvágnia, de ugyan bele- bele vágott de inkább csak szaggatottan sikerült kifújnia az anyagot. Egy kétaknás kompresszorral nyomtam a levegőt, 4.5 atm. körül indult be a vágási funkció, 20 amp árammal, - de nem volt folyamatos a vágás Az iv ugyan nem szakadt meg, de olyan lett mintha perforáltam volna. Emeltem az áramot is és a nyomást is de nem értem el tökéletes eredményt. Miután írtad, hogy neked ugyanilyen géped van, kérlek tájékoztass afelől, hogy szerinted mit rontottam el?
Nagyon kimérve csepegteted a részleteket! Tehát konkrétan milyen trafóról van szó? V, W, vasmag fajtája, tekercsek elrendezése, és konkrétan mit szeretnél vele csinálni, MMA?
Normális vajon, hogy max. 90A.es porbeles parkside (lidl.ben kapható) gép nem akarja megolvasztani a kettes falu zártszelvényt? Természetesen 90A:re állítva.
Sziasztok.
Bár off kicsit de bátorkodok felhozakodni a témával, mert biztos hozzá tudtok szólni.
Melyik az a vasanyag ami a legkevésbé hajlamos az elhajlásra ha a két végét támasztom alá?
Te sem mehetsz ki a tetöre, hogy megnézd az okát?
NAgyon szépen köszönöm, MÁRNE ÉS REFSE2 nevű tagok segitségét. Remélem a kapott info alapján hamarosan megtanulom hasznéálni a géépet. Mégegyszer köszönöm. REFSE2 urtol kérdezném, tud e avval kapcsolatos infót, hogy a gépet lehet e áramfejlesztőröl használni?
Kaptam egy Tucana 205 Digi pulse AC/DC készüléket, amelynek a beállításában szeretnék segítséget kérni. Nem vagyok lakatos, hegesztő képesítésem sincs. Amatőr módon tudok, hagyományos bevonatos elektródás hegesztőgéppel közepes szinten dolgozni, illetve viszonylag sokat használtam védőgázas fogyóelektródás hegesztőgépet, amit már be volt állítva. Ennek az uj gépnek a beállításához szeretnék segítséget tanácsot kérni.
Nem ismerem az alábbi funkciók célját, melyik mit határoz meg. Kérem ha valaki nagy vonalakban leirná, hogy mi mire szolgál a többit kikísérletezném, - remélem sikerrel.
De szívesen fogadok egy két beállítási paraméter konkrét leírását.
Egy fázisra nem lesz nagy durranás az egyenirányítás(MMA), sokat ne várj tőle. Ha mindenáron tekercselni akarsz, akkor csinálj légrésest, de sokkal célszerűbb egy olcsó invertert venni!
Értelmeztem. MMA -hoz hazsznált trafót se lehet fojtó nélkül egyenirányítani, mert elég elcseszett eredményt fog hozni. Bizonyára lehet sokkal pontosabban méretezni azt a fojtót, de nem ismerem a számításokat, paramétereket hozzá.
Ti láttatok már ilyen hegesztési eljárást? Két kézzel egyszerre hegeszt a fickó, a felső varrat biztos hogy porbeles, vajon az alatta lévő is az, vagy az CO2 védőgázas? Egyáltalán ilyen eljárással lehet minőségi varratot készíteni?
youtube.com/watch?v=_hvKx9_gQ9A
A másik egy kemény balesetet mutat be, nem véres videó, de nézni is fáj!!!
Egy normális méretű fojtóra is szükség lesz hozzá. Ezt röviden úgy írta le valaki, hogy akkora vasmagra, annyi menetet, akkora keresztmetszetű (vagy nagyobb) vezetékkel kell tekercselni, mint amekkora az egyenirányítandó trafó szekundere. Meg az egyenirányító híd terhelhetősége is inkább nagyobb legyen, mint kisebb a hegesztőtrafóhoz képest (de túl sok infót nem írtál).
Nincs kizárva, hogy a nem megfelelő elektródának is szerepe van ebben, mert legutóbb épp egy elméletileg OK46.16 -nak megfelelő, régi ER21 -es volt használva. Tervbe van véve egy kis egyszerű elektródaszárító építése is illetve normális, "friss" elektróda beszerzése, bár még nem tudom milyet kéne.
Üdv mindenkinek. Egy kérdésem lenne,tud e valaki valamit a LORCH nevezetű gépekről,azonkívül,hogy német gép. Mennyire bevált,milyen gépek? Tud e valaki valamit?
peter.111, hantel, refse2 köszönöm a választ mindenkinek! Akkor ezek szerint nem tisztán én voltam ennyire béna, hogy nem tudtam meghegeszteni (attól eltekintve, hogy tisztában kellett volna lennem a szükséges infókkal...). Ez ilyen "nyeles hasítóékként" használt kisbalta volt, de mindegy, most selejtezve lesz. Még azon gondolkozom, hogy megpróbálom késsé átkovácsolni, bár lehet az se működne. :D
Viszont lenne még pár kérdésem általánosságban MMA hegesztéssel kapcsolatban, mert látom itt azért értetek a témához:
- Mitől lehet, hogy hegesztés közben az elektróda bevonata féloldalasan, nem szimmetrikusan kezd el leolvadni?
- Egyszerű szerkezeti acélokon (zártszelvény, stb) tompa varratot egész tűrhető módon tudok csinálni, de változatlan alapanyag, gép, elektróda mellett szinte használhatatlanok a sarokvarrataim. Tele van salakzárvánnyal, a két anyag közt nem folytonos a varrat (tehát hol az egyik, hol a másik oldalon megy a varrat vagy rés van a 2 oldal közt), stb. Ezt milyen hegesztési hibák okozhatják, hogyan lehetne orvosolni? Tudom ezt élőben, folyamatában kéne látni, de hátha van rá valami jó tipp.
- Egy 50-180A közt szabályozható 1 fázisú, 65V üresjárati feszültségű trafót egyenirányítva, fojtóval ellátva várható lenne valamilyen minőségbeli javulás a különböző varratoknál?
Egy kis érdekesség: A Jasic-nál (MIG200 J03) ugye nincs konkrét feszültség és huzalsebesség állítás, hanem egy feszültség és egy áram potméter, 1-10-ig skálázva. Tegnap egy hirtelen ötlettől vezérelve felvettem egy adott állásban a kijelzőt. A beállítások:
Igen, ez egy önvédő porbeles huzal. Amennyiben nincs légmentesen (fóliatasak) csomagolva akkor ne vedd meg... ingyen se. A porbeles hajlamos magába szívni a nedvességet és kiszárítani nagyon macerás.
Célszerű a kibontott huzalt is zárt (nálam tesco-s műanyag ételhordó) dobozban tartani hogy ne tudjon párát, nedvességet begyűjteni a levegőből.
Amennyiben van lehetőséged (türelmed) a meglévő huzaldobra egy nagyobbról (kesztyűben javasolt) áttekergetni, akkor az esab coreshield-el jársz a legjobban: http://esab.gedeon.hu/pdf/coreshield15.pdf
Sziasztok. Olyan kérdésem lenne, hogy ez a huzal alkalmas-e porbeles tehát védőgáz nélküli géppel történő hegesztéshez?
http://kephost.com/image/B28Z Mikor megvettem a parkside gépet sokan azt mondták ne vegyek ilyent, mert 10.000.ft egy kiló huzal hozzá. Ezt ami a képen van ma adták volna a géphez egy üzletbe 3.000.ft.ért. Jó hozzá valójában?
Szégyellem, de sajnos nem tudom NEKED megmondani a pontos anyag minőséget! Amire emlékszem, hogy a matricája 160-as átmérőjű C60-ból készült 24-es süllyesztésekkel a paláston rögzítődött, 2 db volt a napi elvárás, a marás utáni készre munkálásban! Pár balta típus, MSZ 678XXX "magyar" 679xxx "debreceni", 12 67 80 ovál nyélhez.Sajnos a többi, az elmúlt 40 év távlatába veszett. Viszont a precíziós kulcs nyíró alsó elektródájára emlékszem EFWRS-1, a selejt boronatárcsákhoz (nagy buli volt) ÉLKEFÉM-et használtak.
Alapvetően sztem igazad van,nem is éri meg igazán.Bár ha az élből tört kis egy darab azt felrakó elektródával hőkezelés nélkül is könnyen meg lehet oldani.Pár pontosítás,a C jelű acélok ötvözetlen szénacélok,viszont valóban vízedzésűek(10% sóoldat a legjobb).Az 51crv4 gyengén ötvözött acél,és olaj edzésű,ennél a vízedzés abszolút nem alkalmas.Igen sok közepesen vagy erősen ötvözött anyag van ami hegeszthető az alacsony széntartalma miatt(ausztenites,ferrites szövetűek).A baltára visszatérve nagyon kell ilyeneknél érteni a hegesztéshez is,és a hőkezeléshez is.Ha ez nincs meg,ráadásul elsőre,akkor ennél nem szabad kisérletezni.
Semmi szín alatt ne próbáld hegeszteni, mivel ötvözött acélból készültek, egyes-kettes süllyesztékben kovácsolással, majd (hámor)kézi nyújtás, végül só edzéssel! Pont a nagy igénybe vétel miatt szükséges ez az eljárás, ha hegeszted, a balesetveszély mindig a fejed fölött fog lebegni. Egy ismerősöm közel húsz éve "kapott" a gerincébe egy szilánkot a hasítóék "rózsájából" , míg egy kollégám szívében van, a 70-es évektől egy lepattant szerszám acél darab! Úgyhogy vigyázz az egészségedre!
A balták általában nemesíthető szerkezeti acélokból készülnek pl. c45,c50,c60,51crv4.Vegyileg azonos összetételű heganyag nincs hozzájuk,és az ökölszabály szerint c0,25% felett az acélok nem hegeszthetőek+a baltád edzett(martenzítes) állapotban van ami abszolút nem hegeszthető.Viszont meglehet hegeszteni vegyes kötéseknél használt un. puffer rétegel,Pl böhler fox cn23 12moa, vagy fox 12a,vagy fox 19,9 m, fox A7A,stb elektródákkal.A hőkezelést direkt nem írom,kissé hosszú,és nem biztos,hogy megéri.Rézzel is forrasztható,de ott is teljes újra hőkezelés kell,és csak olyan rézötvözettel lehet aminek az olvadáspontja több mint az edzési hőfok ami 800-850C.Itt találod a vegyes kötéseknél a 263 oldalon a heganyagokat.
Van valami infótok arra vonatkozóan hogy régebbi fajta baltafejek milyen összetételű anyagból készülnek illetve ebből következően milyen elektródával/hozaganyaggal hegeszthetőek (MMA, MIG/MAG és AWI is érdekelne)? Van valami speciális technológiája ezek hegesztésének?
Az optrel autopilot pajzsokal szeretném kérni a tapasztalaitokat,hogy mennyire pontossan állitja be a fényerősség mértékét.Nekem nagyon hasznos dolog lenne,mivel szinte csak alut hegesztek awival,és nagy amper tartományokal,és sok pozicióban.A másik kérdésem,hogy amikor az ilyen pajzs auto állásban van,és 13-as állásra állitja magát,akkor a korrekció potival még van lehetőség jobban sötétiteni,és ha igen mennyivel??.Azért is kérdezem, mert gondolkozok egy optrel panoramaxxon,és az csak 12-est tud,de ha korrekcióval legalabb 12,5 ig felmegy az már nekem jó.Persze a 13 még jobb lenne.
Köszönöm a választ. Van valami ökölszabály a pyrex üveg méretezésére? Egyáltalán van értelme beruházni rá? Nem mintha olyan nagy összeg lenne de tényleg annyival jobb is hegeszteni vele?
Azóta beszereztem arany színjelzésű wolframot, valóban sokkal tovább tart a hegye.
Azok a számok a wp (léghűtéses) után minél nagyobbak annál nagyobb áramerősséggel terhelhetők. A pirex üveges szett eleve gázlencsére van kitalálva, más a matek mint a hagyományos szettnél.
Valaki fel tudna világosítani, hogy awi pisztolyoknál mit jelent a wp jelölés utáni szám? 9, 20, 25, 26?
Nézegetem ezeket a pyrex üvegből készült fúvókákat és 10-esnél nem találok kisebbet. Egy kolléga itt azt javasolta, hogy kerámiából sok a 8-as, használjak kisebbet. Ezt az üvegnél gázlencsével másképp méretezik? Vagy ott is teszem azt 6-osat illene használni ahol kerámiából is ekkorát használok?
Mindenkinek köszönöm a segítséget. A videó nagyon reprezentatívan tükrözi a lényeget. Még tán a kék tűnik a legjobbnak. Azt hiszem az arany mellett kipróbálom ezt is. Bár itt a videón 200 Amperről van szó, gondolom ez is befolyásolja, hogy mennyire "ellenálló" az elektróda.
Köszönöm szépen NEKED, és a többi kedves fórumtársnak a segítséget! Vágig gondolom újra ezt az AWI témát, mert így a leírásaitokból nagyobb falatnak néz ki a vártnál!
Álltalában az iparban nemesitett alukat használnak( ami szerkezeti célra alkalmas),amik a hegesztés környékén kb 200C-től kilágyulnak.Ha kocentráltabban viszed be a hőt,amihez megfelelő kerámia kell ezt megúszhatod.Én 8-as kerámiát 280A környékétől használok,de ott a már kell a 15 liter.Az arany wolfram jobban bírja a hőt mint a zöld,gyakorlatilag majdnem ki lehet hegyezni,és minden fémhez tökéletes+ha lekopik a színe nincs keveredés.
Az inverterem most a fiamnál van, azzal menne a kísérletezés, amint haza kerül, küldök fotót NEKED. Csinálnák egy kocsit a palacknak, arra menne egy kis tápegység, egy mágnesszeleppel és egy hálózati aljzattal. A fiam győzköd, hogy ez ostobaság részemről, és jó eséllyel igaza van!:-) A józan ész szerint, tényleg megtudok itthon minden szükségest hegeszteni MMA-val, és a CO-val. Viszont már van inverter és AWI kábel. Köszönöm szépen a corgonnal kapcsolatos segítséget!
Szia! Szintén arany szinű wolfram.Impulzust inkább vékony anyagoknál használj,ill mivel az alunak nagy a hővezető képessége mindig az anyag széléről haladj.A hozaganyagot nem kell tisztítani,a munkadarabot is csak az olaj,festék stb egyéb piszoktól,a többit a váltóáram megoldja.Előmelegiteni 8-10-es anyagtól kellhet,és az felett 120-170C-re,de döntő ebben a munkadarab tömege,és felületi mérete,ezek könnyeben leadják magukról radiátorszerűen a hőt.A porcelánt cseréld le 6-7-es re,a 8-as túl nagy,az argont is leveheted 7-8 litere(3-as lemeznél,vagy az alatt).Amikor a varrat végén túlmelegedne az anyag,állíts egy kis áramlefutási időt,és nyomd meg a kapcsolót,de ne hagyd abba,nyomd meg újra felfut az áram,és így tovább,és újra,és újra.Áramot ne írnék alunál,nagyon szélsőséges tartományokban lehet hegeszteni.Kisebb élmény volt számomra tavaly egy 18t-as teljesen alu rektorhütő 100x360-as szelvényekből, nagyrészt afival ,de egy jelentős része awival.Ac balansz 40-60 vagy 50-50,és 2,4-es elektróda.
Tehát a lábpedállal variálható az áramerősség??? Amúgy is gondolkodtam rajta mert nem igazán esik kézre a pisztolyon lévő gomb.
Rhöna reduktort vettem, úgy tudom ezek jó minőségűek. Amire még gondoltam próbaképpen az a gázlencsés pyrex gázterelő. A videókon nagyon jónak tűnik.
Mit szólsz ehhez a 120 Amperhez a 3-as lemezhez? Véletlenül sikerülhetett szépen vagy jó az irány?
Arra jutottam, hogy a kis áramerősséggel addig sz@rakodok, hogy rendesen megfolyjon amíg elmelegszik az anyag. Mivel 120 Amperrel gyakorlatilag azonnal eltudtam kezdeni haladni ezért gondolom nem volt ideje túlhevülni.
Egyszerűbb lenne próbálgatni mint kérdezősködni csak épp elfogyott a hozaganyagom. Ezért nem tudom ma már többet rápróbálni.
Leírhatnád a sörösdobozhoz használt beállításokat. Gondolom impulzussal.
Elméleti segítséget szeretnék kérni gépbeállításban. Vásároltam egy Freetig TM-200A AC/DC hegesztőinvertert,
hogy használható szinten megtanulhassak awizni legfőképpen alumíniumot, abszolút 0 előképzettséggel, max jó kézügyességgel és minimális fogyóelektródás gyakorlattal.
2.5-3 mm vastagságú anyagokon gyakoroltam, 1.6 illetve 2.4 zöld wolfram elektródával.
Nem impulzus üzemben kezdtem az áramerősség illetve a balansz beállítást.
Úgy gondoltam egyértelműnek fognak tűnni a változások de ahogy észreveszem nem mindegy pl az sem, hogy a lemez szélén vagy a közepén haladok éppen, illetve az anyag hómérsékletét is döntőnek ítélem meg.
Úgy tűnik, magasabb áramerősség mellé negatívabb felé tolt balansz, kisebb áram mellett pedig pozitívabb balansz ami "jó" aránynak tűnik.
Az 1,6-os wolframmal nehezebbnek tűnt elérni egy kezdőhőfokot viszont szebb lett a varrat, ámbár az anyag végéhez közelítve kezdett kiszélesedni és inkább elfolyni a hozaganyag és berogyni a zártszelvény, 50 amper környékén.
Biztos vagyok benne, hogy nem lehet általánosítani, hogy ezt a lemezvastagságot ilyen áramerősség és ennyi százalékos balansz mellett lenne a legjobb, csupán véleményre lenne szükségem ki milyen beállítással esne neki.
Konkrét kérdésem, hogy mi okozhatja azt, hogy nehézkes elkezdeni az első "pöttyöt", hogy szépen elterüljön, utána 3-4 cm-ig egész szépen finoman domború pikkelyes a varrat, majd elkezd egyre jobban szétfolyni. Feltételezem túlhevülés, viszont akkor úgy gondolom még nehezebb lenne elérni az "üzemi hőfokot" ha visszább vennék. Nem gondoltam, hogy elő kéne melegíteni egy rezsón mert sehol nem láttam ilyen anyagvastagságnál.
Természetesen váltóárammal és egyenes polarítású bekötéssel próbálkozom. Alap- és hozaganyagot tisztítom rozsdamentes acélszivaccsal és a hegesztés megkezdése előtt nem hegyezem ki teljesen köszörűn az elektródát hanem hagyom, hogy legömbölyödjön pár másodperc alatt magától. Gázfúvóka 8-as, a biztonság kedvéért 10l/perc re állítva a reduktor.
Várnék egy két iránymutató hozzászólást illetve negatív kritikát, min érdemes változtatni.
Nagyon szépen köszönöm a segítséget! Ív, láng vizsgám és gyakorlatom már van, közel 40 éve, de akkor felénk még nem volt CO, vagy AWI. CO oktatás is csak úgy volt lehetséges(rá vagy 5 évre), hogy lánggal, vagy ívvel csatolták. Vagy 10 éve húztam egy szép varratott hengerelt krómlemezen, de töketlenül ritkán pontoztam, és szépen elhúzta a varrat. Úgy emlékszem akkor 15A volt állítva. Végül egy munkatársam hegesztette meg a 10m-ert! Most gondoltam rá, hogy egy palack beszerzésével, lenne AWI lehetőségem, talán annyit megérne a dolog. Még egyszer nagyon szépen köszönöm a segítséget, szép estét kívánok!
Szia!Ha kezdő,vagy nem túlzottan gyakorlott vagy kezd el 60-70A-rel,és figyeld,hogy próbalemezen ha ráhegesztesz átmegy a gyök,vagy pontokban megjelenik,akkor rendben lesz.Ha már bátrabb vagy már tekerheted feljebb 80-90A-re,de 2-es lemeznél 110A sokkalom,ott nagyon könnyű erősen átlyukasztani a lemezt,+ elég tempósan kell haladni .A 6-os anyagnál 130-140A javasolnék.Itt természetesen nem lesz gyökátfolyás,viszont,ha kékes lilás futtatási színek megjelenek biztos lehetsz,hogy rendesen beolvadt a varratod.Próbálj arra törekedni,hogy ne az ampert figyeld,csak ritkán,és éles varrat előtt használj próbadarabot.
Szia Péter! köszönöm szépen a választ! Még azt írd már meg légy szives, hogy az áramot kb milyen erősségűre kell állítanom , mondjuk 2mm-, és 6mm-es lemeznél, AWI esetében?
Miért hangsúlyozod a barkács szintet? A hegesztési varratnak tartani kell így is úgy is. Az a gép amit linkeltél olyan mint a strausz damilos kasza, van akinek bejön van akinek nem.Vegyél egyet és írd meg a tapasztalatod, legalább okosodunk piacos gép ügyben.
Szia! Általában amit az mma-tud,annyit awi-nál is.Nem láttam még ilyen adaptert,ezt magas frekvenciával oldják meg.Dolgoztam olyan helyen ahol az argont tartályban, a szénsavat palackokban hozták,majd keverték,és pár százalékkal több argon szebb varratot,kevesebb fröcskölést okozott kb 84-85%-ra saccolnám,de a tiszta argon nem jó,(még a savállónál sem)csak az awi-nál.
Uraim! Néhány gyakorlati kérdésem lenne, kérlek válaszoljátok meg! Alaphelyzet: van egy MMA inverterem, ami elviekben 130A-t tud, és egy szintén névlegesen 170A-os MIG-em. Ami kérdés lenne, miként kell meghatározni az AWI áramerősséget, és a "koppintós" jelleghez, van-e valami gyujtás segítő adapter? CO hegesztésnél, tényleg használható 2 palack (CO+Argon)? Valóban ha mindkettőn van beállított reduktor, akkor közösítve jobb minőségű varrat érhető el, úgy mint a corgonnál?
Figyelembe véve hogy ebben az árban van ÁFA, valamint hogy a legolcsóbb már használható awi pisztoly 15-20, egy rendes testkábel 7-8, egy legolcsóbb plazma pisztoly 25, akkor maga a multigép elég olcsó, vagy nagyon szarok a kiegészítők :-(
Helló! Valaki tudna segíteni rozsdamentes anyag hegesztése kapcsán? Milyen gázt használjak MIG fogyóelektródás hegesztési eljárással akarom hegeszteni! De nem igazán igazodok el mert AWI-nál Argon oké de ezzel az eljárásra még nem igen próbálkoztam rozsdamentest hegeszteni így kicsit tanácstalan vagyok! Ha valaki tudna segíteni azt megköszönném! Ráadásul a gépem automata beállításaiban nem is szerepel más csak MIX gáz csak az nincs benne hogy milyen kell hozzá synergikus módban persze!
Ilyen pajzsom van otthon mma és co-ra tökéletes. Van rajta köszörülési funkció is. Awira nem jó, mert bevillan. Mondjuk nekem nem is kellett awira, ha awizni is akarsz, akkor az Esab warriors-t ajánlom, aminek az ára még elfogadható. A munkahelyemen olyannal hegesztek co-val és awi-val és egyszer se tudtam bevillantani, pedig sokszor takarásban hegesztek. Eddig kb. 50-60 órát hegesztettem vele és nincs rá panaszom. Jó nagy a látószög ebben jobb, mint az Esab.
Kasztni munkát nem fogok végezni autón, inkább ez a talicska-kerti kapu stb. stílusú hegesztésre fogom használni, és a későbbi hsz-ekben szépen megbeszéltétek, h a költség hogy alakul egy CO és egy MMA induló szettnél......
Arra a kis munkára amire nekem kell, arra maximálisan megfelel egy MMA-s kis Gorilla is, ami nem is annyira kicsi..... 180A és 4-es pálca, ezzel elvileg a megadott adatok alapján (amelyek nem tudom mennyire fedik a valóságot...) 6 percet lehet hegeszteni fullon.
Sose fogok vele fullon ennyit hegeszteni...... közel 140 amperen meg tud 100% bekapcs. értéket ELVILEG, ha gyakorlatban tud mondjuk ebből valósan 120-at, már az is jó nekem.
Van egy 2,5Kw-ot tudó aggregátorunk, arról működhetne szerintetek egy 190-as Gorilla Pocket?
Gondolom a 180A-t azt nem tudná, de valami kisebb Ampren működhetne?
Kíváncsi vagyok.... bár ha megjön a gép, úgyis az lesz az első, h kipróbálom az aggregátorral...... max. leveri rajta a biztit és ennyi. Kárt tudok csinálni a hegesztőgépben ezzel??
Kezdőként tartózkodnék attól, hogy válaszoljak a kérdésedre... egy biztos: legutóbb igen lazába' hegesztettem, ó csak egy kis pöttyintés, jó lesz az így papucsba is....... mikor a cunder bepotyogott pont két lábujjam közé, akkor megbántam, h nem vettem fel a 65M surranómat! ;-)
vekony borkesztyurol nem akarlak lebeszelni. A kötenyrol sem, de nekem arrol a kovacsmester jut eszmbe, ahol van kovacskemence, meg az a gyar ahol evente 220napon napi 8 oraban 16-20mm lemezeket hegesztettek, hosszan, minosegre.
Mondjuk oda egy elszivo is elfert volna, mert nekem 20 perc utan fekete mocsok jött az orrombol
én valóban nem hegesztettem még sosem de haverom hegesztő ő mondta hogy azt a pár ezret amibe egy kötény kerül nem érdemes megspórolni mert mégiscsak védi a testet a sugárzástól meg esetleges pattogó cunderektől
Szia! semmi gond nincs vele, tök jó gép... csak ugye 70+áfa az már majdnem 90 :-( meg egy 50-es a töltött 20 kg co2 palack, meg 10-15 a reduktor. (egy jobb pajzs, kesztyű, hegesztőspray, egy jó csípőfogó, pár alap szorító, egy két guriga huzal és meg is van a 200) Nem olcsó játék ez sajna.
Annyi az "extra" az aluflux javára hogy 15v-tól indul nem 20-tól, a vékony anyaghoz/0,6-os huzalhoz szebben beállítható.
Hegesztőcentrumnál lesz az 100e is, mert az ÁFA-t még hozzá kell adni :-(
Egyébként megbízható, korrekt inverteres fogyós gép (mondjuk iweld aluflux+palack+reduktor+huzal+kiegészítők) az inkább 200e az indulásnál. Awira kb ugyanez az összeg, míg MMA-val azért 50-60e Ft-al el lehet indulni
nem, nem az MMA keverem az AWI-val, viszont tenyleg osszekevertem es a hot start-ra gondoltam. (annyi ragadt meg, hogy ezekben az inverteresekben van vmi amivel konnyebb az ivgyujtas mint a regi trafosokban (Hetra))
"A co2 hegesztés jóval drágább mint az mma hegesztés. Ugyanis 40-50ért nem kapsz olyan gépet ami valamire való is."
hmmm. nezegetve igazat kell hogy adjak, mert ha inverteres CO2 akarok es esetleg EURO csatlakozoval akkor 68-69-nel kezdodik a hegesztescentrumnal + nyomascsokkento+palack
(42+48-ert van trafos, fix munkakabeles nyomascsökkentovel, de akkor meg mindig kell palack es ez trafos es fix munkakabeles...) - abbol indultam ki, hogy vettem 70euroert egy hasznalt trafos, fix munkakabeles CO2-t kompletten egy teli eldobhato palackkal... egyszer probaltam vele hegeszteni, mukodik, de azert a Rehm, amivel ismerosnel szoktam hegeszteni mas kategoria (mondjuk az 1650euro + AFA)
nem fröcsög es foleg nem feled, es egy pici szikratol nem egsz el. lenyeg h ne egheto ruha legyen rajtad. Es ha kozelrol hegesztesz es nem csak 2 percet, akkor legyen rajtad nem egheto ruha(pamut eleg, lenyeg h ne müszal), vagy alaposan napkremezd be magad, mert marhara le lehet egni (UV)
ja es hegesztes UTAN is forro meg a cucc! leggyakoribb hiba, hogy utanna kesztyu/fogo nelkul megfogja az ember...
en idaig:
- leggyakrabban leegek... (ejjel arra ebredek, h eg a pofam... ==> napozas utani)
- megfogtam a keszrehegesztett de meg forro, cuccot
- muszalas trikoban fejem felett (kerekjarati iv es kerekjarat belul) hegesztettem. szikra ramjott, megolvasztotta a muszalat es a forro muanyag pöttyök vegig futottak rajtam. ==> ronda, lassan gyogyulo egeseim lettek. de ugye es fej felett es muszalasban...
(en spec HF-s* CO2-vel ugy szoktam összeheftelni, h bal kezzel kesztyu nelkül összefogom, jobb kezzel összecsipem es nem szokott megegni a kezem)
egy jo kesztyu persze nem art, de jo az ember erez is benne vmit. tippem nincs, mert a munkaskesztyu tul vastag. kerti szivegkesztyu meg eleg...
*HF - magas frekvencias ivgyujtas ==> nem kell odaerinteni/kocogtatni stb
"Egy ilyen inverteressel talán könnyebben menne a hegesztés."
- HF gyujtas miatt konnyebb, kulonben nem nagyon mas
- cippelni tenyleg konnyebb (vicces, h milyen könnyu) felakasztod a valladra felmaszol a letrara es hegesztesz vele
ha nem külteren hegesztesz es van helyed tarolni (szaraz helyseg, tehat nem nedves kerti feszer), akkor en CO2-t vennek. arban az is a kifizetheto kategoria, sokkal könnyebb vele hegeszteni es normalis varratot kapsz.
ha viszont kerites, talicska, korlat, kerti kapu hegesztesrol van szo, akkor egyertelmuen az MMA a jobb valasztas. (en auto korul szoktam hegeszgetni es ott az MMA maceras)
Amatőr, hobbi használatra kellene, nagyon keveset hegesztenék vele, évente csak pár alkalommal ezt-azt ami a ház körül előfordul, viszont a nagyon gagyi cuccokat szeretném elkerülni, szeretnék valami nem túl drága, a fenti két géphez hasonló árú, de megbízható minőségű gépet választani.
Ha valami jó alternatíva lenne a fenti két géphez képest, azokat a javaslatokat is szívesen meghallgatnám, kezdő, amatőr vagyok a témában.
Össze-össze csípegetek ezt-azt apu régi házi gyártmányú trafójával, ami nehéz mint a dög és elég körülményes használni...... a varrat randa, de még semmi se esett szét amit összeheftelten vele.
Egy ilyen inverteressel talán könnyebben menne a hegesztés.
Az a baj, hogy van ahol a gyarto rafroccsonti a házat a csapágyra. Nincs kiút csak roncsolásos.
Illetve nyilván megvehető adott cikkszámon a komplett szerkezet.
Elvben jó megoldás is lehetne, hiszen egy froccsontés alacsony költségű lehetne, plusz egy csapágy nem drága.. elvben....
helyette meg jó drágán adják mert úgyse tudsz mást csinálni.....
Ezért én soha nem vennék ettől a gyártótól ezután semmi mást és műanyag házas cuccokat még kevésbé....
Ilyenek az új porszívók motorjai.... a csapágyak bele vannak gyógyítva a műanyag burkolatba... Attól most tekintsünk el hogy mondjuk egy tele porzsákos porszívó már bizony melegszik aminek nyilván a műanyag házas motor kurvára örül.......
De a csapágy is kiszárad melegen.... viszont cserélni nem lehet....
Nem kell melegíteni. Egy szelet friss fehér kenyérrel és egy a csapágy tengelyfuratába illeszkedő fa rúddal ki lehet szedni a zsákfuratba préselt csapágyat.
Golyókat gyurmázol a kenyérből és elkezded belenyomni őket a csapágy tengelyfuratába. A farúddal tömöríted a kenyeret. Amikor megtelt, elkezded finoman kalapáccsal ütni a kenyeret. Amikor elkezd a csapágy kifele jönni, akkor pótold a kenyérgyurmát, szükség szerint. A lényeg, hogy olyan átmérőjű legyen a kiütő szerszám, ami mellett nem tud a kenyér kitüremkedni, de könnyen járjon a csapágy tengelyfuratában.
Iskra fúrógép csapágyát már szedtem ki így sikerrel, műanyagházból.
Először én sem hittem el, hogy a csapágy körbe van öntve a műa.házzal csak amikor kínomban szétvágtam.Ráadásul a tányérkerék, meleg húzással van rátéve semmi ék vagy ricnis tengely.
Ha megtalálom mert valahová eltettem tanulságul képet rakok fel róla.
Igen teljesen. Szerencséje lett a barátomnak mert úgy repedt szét kétfelé hogy az új csapággyal vissza építhető maradt. A házba a gyári 2-3mm illesztő peremmel és a 4 csavarral jó lett plussz a védőburkolat is csavaros az is szorítja a csapágyházat.
Nemrég volt a kezemben régebbi "kicsi" Bosch a csapágy körül a műanyag ház U alakban fogta a csapágyat, tehát mind két irányba zárt a fészek, semmi zégergyűrű.A hidraulikus prés alatt két darabra tört robbant a ház.
Kösz a segítséget mindenkinek. Black&decker. Néhány hónapja vettem a Praktikerben, lehet hogy visszaviszem még ha nem garanciálisan lehet hogy megéri rendbehozatni szakszervizzel.
Sziasztok! Fél OFF, de azért megkérdezem. Egykezes sarokcsiszolómat a drótkorong szétrázta, a tengely lötyög. Ez természetes vagy az a baj hogy nem menetes közepű korongot, hanem "simát" használtam?
Sziasztok,segitség kellene.Van egy hagyományos Parva tipusú kétfázisú hegesztőgépem.tizen éve használom.nagyon jó kis gép.Mivel nekem van a háznál három fázisom de csak 10 amperes biztositékok,igy 20 amperrel tudtam hegeszteni.Fejembe vettem,hogy veszek egy inverteres alap hegesztőgépet,az mégis csak többet tud,az egyenáram és egyebek miatt.Viszont nem találok csak egyfázisút ami ugye azonnal leverné a10amperes biztositékomat,vagy 3fázisút ami nekem horror ár.Kérdésem inverteresben látott-e már valaki kétfázisút?????? köszi!!!!
A corgon nyomásán a CO2 folyékony állapotban van a palackban viszont csak kevés van benne, vizszintes állapotban biztos nem éri el a kivezetést, tehát mindegy, hogy fekszik vagy áll.
Ha viszont le tudod fektetni akkor egy 10x10-es stafflit is alá tudsz tenni a reduktor oldalon és akkor egészen biztosan nem okoz problémát.
Eladó egyszer hasznàlt Lincoln V160 Tp AWI DC hegesztőgèp. 300.000 ft. Kèpet nem tudok feltölteni a fàjl mèrete miatt, de akit èrdekel annak privàtban szívesen àtküldöm.
Igazából 1 fázisú, mert 1 darab vonali feszültséget kapsz a 3 lehetséges helyett (legyen L1). Az hogy a visszatérő vezetéked nem az N hanem egy másik fázisvezeték (L2 vagy L3) attól még nem kapsz két fázisra való kivehető teljesítményt.
De jelen esetben tökmindegy. A lényeg ott van, hogy az eredeti poszt szerinti csatlakozó nemhogy "nem létezik" hanem általánosan használt.
A háromfázisú rendszert alapvetően négy vezeték alkotja. (Gyakorlatilag három egymástól 120°-kal eltolt, azonos amplitúdójú egyfázisú rendszer.) Ebből három úgynevezett fázisvezeték (R, S, T vagy L1, L2, L3), ezek feszültségei a referencia- vagy nullavezetékhez (nullavezetőhöz) (N vagy LG) képest 230V effektív értékűek, és csak fázisban térnek el egymástól (120°-kal). A fázisvezetők egymáshoz képest 400V effektív értékű feszültségben különböznek. Ezeket vonali feszültségeknek nevezik, és ezek is 120°-kal térnek el egymástól. A fázisfeszültség mindig valamelyik fázisvezető és nulla vezeték, a vonali feszültség pedig mindig két fázisvezetőközött értendő. A fázisvezetőben folyó áramot vonali áramnak nevezik. A nulla vezetéket a legtöbb esetben összekötik a földeléssel (nullavezetővel egyesített földelőhálózat - NEFH)
Köszi, vettem három fázisos dugaszt az eladó mondta melyiket hova dugjam, cseppet izgultam nehogy elfüstöljön de végülis megy, amúgy egy plazmavágóról volt szó 360V ír a hátán...:D
Azt nem tudom, hogy ez a gép konkrétan ilyen -e, de létezik "2 fázisú" gép: azt használja ki, hogy a 2 fázis között 400 V a feszültség, ezért nagyobb áttétele lehet a trafónak és kisebb áramfelvétele a gépnek. Persze ehhez ennek megfelelően kell tekercselni,és lehet akár átkapcsolható a 230V és a 400V között.
igazad van , de a tárgyalt esetben csak 2 fázis kell . Pl. : FOR-MIG 180/210A CO VÉDŐGÁZAS HEGESZTŐGÉPÁr: 190 500 Ft (150 000 Ft + 27% ÁFA) [621.47 EUR] / dbAkciós!RAKTáRONSÚLY: 75 KGFORMIG 180/210
CO2 védőgázas hegesztőkészülék
Tulajdonságok Hálózati feszültség: 230 V (1f) 400 V (2f) Súly: 70 kg Védelmi fokozat: IP21 Hűtés: F Fogyó elektróda: 15 kg Bekapcsolási idő max. áramnál: 35 % Üresjárati feszültség: 21-40 V Hálózati biztosíték: 20 A Hegesztő áram: 40-210 A Méret (h x sz x m): 850x305x745 mm
En a pocketmig 215-rol nem gondoltam volna,hogy a 4mm-es lemezen olyan sarokvarratot tud.Nem tudom hany reteg lehet egy ketto.Mondjuk ha tobb akkor az egy eros gep.
Egy kép vagy típus sokat segítene. Van 2 fázisú is, pl egy rakás spotter is. Milyen színűek a vezetékek? Bár ha kici kínai lehet a színek se stimmelnek.
Fázis színek lehetnek: szürke barna fekete, N - kék Föld - zöld/sárga
Húú,én bátor voltam tegnap és megvettem ezt a gépet!Lebeszéltek róla de mégis(jól tettem)!Mondom rohadt keveset hegesztek,max 2-3 évente vékony lemezt(rohadt kipufogót,kasznit) mondom arra jó hogy ne keljen elvinni valahová a hosszú kipufogót meg fizetni egy forrasztásért 10-15e-t.Zárt szelvényt úgyis pálcával húzom,így tényleg keveset kell ez.Nekem valahogy a 1.6os pálca is lyukassza a lemezt egyből!Te az hogy csinálod?Köszi!
Tegnap próbaként meg is hegesztettem vele a 0.6os lemezt meg a kipufogót is.
!!! Végeredmény a lemez jó a kipufogó tart és nem fúj ki,a varrat tényleg nem a legszebb. !!!
Amiről én beszéltem az a porbeles huzalelektróda, aminek van védőgázos (136 aktív vg, 137 semleges vg-os) és önvédő (114) változata is. És gondolom ez a gép a 114-es eljárással hegeszt.
Önvédő porbeles 0,8-0,9mm huzal szokott lenni. Amire te gondolsz az a portöltetű huzalok amiket szerkezeti hegesztésekre használnak (gázzal) de valóban azt is porbelesnek mondják.
Ez 1,5-5mm anyagvastagság közt használható. Csak barkácsgépnek.. zártszelvény és társai. Könnyen használható minimális tapasztalattal, de drága az üzemeltetés (kis tekercses huzal)
Pont arra jó amire ajánlják, semmi másra. Esélyes hogy ugyanott készül az összes porbeles kisgép, mert mind ugyanolyan. (parkside, walther, - LIDL, ALDI - CMI, einhell, güde...stb)
Fogalmam sincs! Ez a "töltőhuzalos" valami "Lidl szabvány" lehet. Valószínűleg a porbelesre gondol, mivel védőgázt nem ír és ott lehet használni, ahol az nincs. Viszont a porbelest (elektródát és nem "huzalt!) pont vastag anyagokhoz szokták használni, hidakon meg hasonló nagy terhet viselő fémszerkezeteken. Nem írja a használható elektróda átmérőjét, gondolom 0,6 vagy 0,8 (max) lehet. Én nem vennék ilyet, ha valaki vesz kíváncsian várom a tapasztalatokat.
Van egy 5 kg co ami régen mást volt de ezt hagyjuk az olvasó fantáziájára. Illetve van egy 20 kg Linde cserepalackom( gömbölyű az alja ) jelenleg Biogon de majd átcserélem corgonra ! ;) ennyi...!!!!! :)
Leírnád, hogy milyen gázzal milyen huzallal hegesztettél? Én is ilyet vettem,de a beállításokkal még szerintem van mit kitapasztalni! co van egyenlőre de majd leakarom cserélni corgonra.
Sziasztok! A héten megérkezett Pocketmig 215-ös gépem! Nagyon megvagyok vele elégedve! nagyon szépen be lehet állítani nem is gondoltam volna hogy ilyen szépen hegeszt! egy pár képet a tesztelésről egy kis függő varrat és sarokvarrat! Csak ajánlani tudom a gépet ha valaki vásárlás előtt áll!
Aluhoz csak tiszta argont használunk. Oda nem jó a corgon, főleg nem a 82%Argon 18%co2, ami a corgon. Savallóhoz használnak még kevert gázt, de az 95% Ar- 5% co2/oxigén/hélium.
Plusz aluhoz a munkakábelban a huzalvezető spirált is ki kell cserélni teflonosra különben nagy eséllyel megtörik a spirálban a huzal illetve elszennyeződik a normál spirál oxidjától, és természetesen alu huzalra van szükség, plusz másik huzaltoló görgőre is szükség van, az ék alakú nem jó a puha aluhoz.
Én használt gépet a helyedben nem vennék, mivel azokra nincs garancia maximum az emberi jóindulat (na de az ritka). És persze akkor okádik be a gép miután megveszed.
Ne félj az inverteres gépektől, nagyon sok előnyük van, trafós társaikhoz képest. Csak hogy egy párat említsek: jóval kevesebb áramot fogyasztanak, könnyebbek, mobilabbak. Persze egy hatalmas trafós gépet sokkal nehezebb túlhajtani, de az nem a halandók pénztárcájához van szabva.
Szinergikus gép kezdőknek, hobbistáknak tökéletes, mivel nem kell vacakolni a finomhangolással, mert a főbb adatok megadása után, ő már menet közben állítgatja a dolgokat, de mint írod, aki szinergikussal kezd, annak utána sokkal nehezebb lesz beállítani egy normál gépet.
Eleinte fölösleges szerintem a kevertgáz (corgon), mivel csak a varrat felülete lesz szebb tőle, kevesebb fröcsköléssel, illetve a beolvadási mélysége is kisebb. Kezdésnek jobban jársz ipari co2-vel, mivel gondolom nem követelik meg tőled, hogy a beégés mélysége mekkora legyen, illetve a varrat felülete milyen legyen. A legfontosabb érv, hogy jóval olcsóbb ,kevert gázas társához képest ugyan az a töltet. Plusz ha nincs palackod, akkor azt is meg kell vásárolni, ami azért megdobja a költségeket rendesen, és akkor már bőven beéred az ipari co2-vel is.
Én nemrég vásároltam az iWeld 215 Aluflux gépét, és eddig tökéletes, igaz most kevesebb időm van dolgozni vele. Inverteresek közül őt választanám.
Trafósok közül, egy kisebb fajta FOR-Miggel volt dolgom, hát mit ne mondjak nekem csak a bajom volt vele, főleg a huzaltoló részével.
A Trakis gépekről jókat halottam, de csak ennyit tudok mondani, a többit nem ismerem.
Huzaldobról meg csak annyit,hogy a 15 kilós jobban jön ki kilónkénti árban. 9-10 e ft körül kapsz már sg2-est, de van hogy sg3-ast is. Itt inkább azon múlik, hogy mit tudsz megengedni magadnak.
Köszi a választ, ismerős talán lenne és érzék is, tapasztalat már kevesebb. Három évnél többre tervezném a gépet azért vennék most alkalmas gépet hogy később ne kelljen cserélgetnem.
ha nincs a környezetedben profi hegesztő és/vagy nem sok tapasztalatod és érzéked van a hegesztéshez akkor a szinergikusat érdemes,van ahol 3 év garanciával árulják(pl megatool)
Ja és ha hordozni akarod akkor valamelyik iweld mindenképpen corgonnal használnám, a gép beállításhoz nem kell nagy tudomány, addig tekergeted amíg jó nem lesz.:D:D
Tapasztalatom szerint ha szakszervizbe viszed akkor rögtön alaplap cserével jönnek ami az új árának 80%(ha nincs garanciába), de ha keresel magánszervizet akkor bagóért kicserélnek egy-két elemet, kb 5 éve van inverterem és eddig csak az én hibámból romlott el, de a szomszédnak megvan vagy 10 éve és soha nem volt semmi baja...
Sziasztok, a tanácsotokat szeretném kérni gép választása céljából.
Mielőtt elhajtanátok a bánatosba jelezném, hogy amit már többen is tévesen belinkeltetek, hogy ott kell érdeklődni a gép választás ügyben az ennek a fórumnak a linkje ezért itt merészelném feltenni a nem csak gép választásra vonatkozó kérdéseimet.
Magán emberként vásárolnám a gépet, de a későbbiekben autóval foglalkozó vállalkozásban is lenne használva. Úgy szeretnék választani, hogy később ne keljen a gépet lecserélni.
Hordozhatóság miatt vonzanak az inverteresek, több féle területen lenne használva, ezért vonz a szinergikus, de azért nem szeretném ha állandóan le lenne pusztulva és egy hozzá nem értő szervizben lenne.
A jövőben nem lenne kizárva részemről a hegesztő szakma gyakorlása sem, vajon nem lenne hátrányomra, hogy a szinergikus gép előnyei miatt nem tanulnám meg rendesen a gép beállítását?
Tartok a meghibásodástól, érdekelne hogy amit írtok hogy nem megbízhatóak az milyen körülmények között teljesül be? Mindennapi ipari használatban vagy otthoni havonta egyszeri használatban? Milyen meghibásodásokkal kell számolnom? Alaplap csere egy új gép áráért, vagy huzaltoló a töredékéért?
A gépek amik közül választhatok:
Trafós használt mig 80 000ft-110 000ft között:
MULTI MIG 2100 MIG/MAG
MIG TURBO 240
FOR MIG 300
TRAKIS TRACONIC 253
Új inverteres 110 000ft-140 000ft között:
iweld pocketmig 215 aluflux
+30 000ft külömbséggel
IWELD POCKETMIG 205 DIGITAL SYNERGIC
Mig, Tig aluhoz és lemezhez is, 1 fázis 16A, 100%-on 100A felett, 5-15kg dob lenne előnyös a számomra.
Ezen szempontok alapján melyik gépet választanátok, ha mindkét csoportból egyet egyet kellene választani és milyen gázzal?
Sziasztok! Olyan problémám volna a hegesztő gépemmel hogy nagyon fröcsköl, nagy darabok válnak le. A gép Migomag 250. többen mondták hogy beállítás hiba, de több kombinációval is próbálkoztam, voltak is változások, de az alap probléma megmaradt. Nekem karosszéria munkához kellene, és gyakran kell alulról hegeszteni. Már ott tartok hogy egyszerűen félek meghúzni a ravaszt, annyiszor égettem össze magam vele. Kb 8-10 a nyomás, 0.8-as dróttal dolgozok. Sima Co2 gáz van, (nem corgon, nem biogon). A volt munkahelyemen egy hasonló három fázisú gép van. az szinte egyáltalán nem fröcsköl.
nemtudom mi tévő legyek éves díj elég soknak hangzik mert állandó munkám nemhiszem hogy lesz a gépre meg nem is tervezem csak azért akarom hogy legyen itthon ha valamit hegeszteni kell mert nem akarok elektródával szenvedni :)
Ja bocs hirtelen hülyeséget írtam :-( én két palackot bérelek a SOL-nál ... :-) annak a bérleti díja havi 1778 bruttó, tehát akkor palackonként 900Ft/hó
A bérlésnél biztos lehetsz abban hogy tele palackot kapsz a megfelelő minőségű gázzal palackkal. Hátránya hogy lehet drága. 7-30.000/éves bérleti díj, + esetleg drágább a gáz ÁFA-san, szóval az éves bérleti díj+egy palack gáz ára lehet akár 50-60.000 Ft is ha rossz szolgáltatóval szerződsz.
Kéz alól ... hát szinte 90% (inkább 99%) hogy nem tiszta a palack származása, tehát cserénél akár bukhatod is a palackot. (legtöbbször amúgy nem foglalkoznak vele, de hogy tisztán láss, a pakliban benne van) Vagy van benne annyi gáz amennyit az eladó állít vagy nem, de a reduktort rátéve, súlyt mérve ez kiküszöbölhető. A gáz minőség az vagy az ami rá van írva, vagy nem.
Így is kb 50-60 a tele palack, csak így - elvileg - tiéd marad a palack ami ér 15-25.000-et.
Mérlegelni kell. Ha van a közelben egy fasza szolgáltató akivel le tudsz szerződni, akkor ez az egyszerűbb. SOL-nál kb 2000 Ft a havi bérleti díj 1 palackra, a gáz meg úgy 18 bruttó a 4,7m3, tehát 20.000 Ft al el tudsz indulni. Lindénél talán 30 az éves bérleti díj, azt előre ki kell csengetni, Messer, SIAD, Air Liquide most nem tudom hogy van...
tjogositvany is csak arra jo hogy ha megallit a rendör, akkor legyen papirod. attol meg nem tudsz vezetni, csak azt tudod, hogy hogyan kene. 2ev mulva mar rutinbol megy.
"porschenak a bukókeret beszállítója"
gondolom nem bukokeretet kene elsokorben hegeszteni :-)
Én pont a múlt héten vásároltam egy ilyen gépet. Először a Szikrahegesztésnél akartam megrendelni, de nekik teljesen kifogyott a készlet, 3-4 hetet mondtak, így hát egy helyi kereskedésben vásároltam meg bruttó 140 ezerért. Igaz, így 3-4 ezerrel drágább a téma, de láthattam élőben, meg tudtam mindent beszélni az eladóval, garancia stb.
Azóta elég sokat használtam a gépet, és eddig tökéletesen meg vagyok vele elégedve (persze ez eddig csak 1 hét használat). 15 kilós huzaldobot befogadja szépen, igaz a fémházas huzaldobhoz kell egy átalakító (1500 Ft), a műanyagdob átalakító nélkül passzol rá. Az előtoló motorja szépen dolgozik, egyenletesen tolja a huzalt. Jól be lehet állítani. Adnak a géphez, egy Co munkakábelt, egy testkábelt, illetve egy elektródafogót, ezek mind 3 méteresek. Illetve egy 2-3 méteres csövet a védőgázhoz, plusz két bilincset a rögzítéséhez. 3 db 0,8-as huzalhoz való áramtáadóval érkezik a gép. Nagyjából ennyi. Kipróbáltam az MMA funkciót, bázikus illetve rutilos elektródával is, szépen dolgozik mindkettővel. Én jelen állapotban tudom ajánlani a gépet. Annyi,hogy azért legyen 32 ampered egy fázison, mert ha magasabban járatod a gépet, akkor 20-25 ampert felvesz papíron, igaz nem mértem és nem is próbáltam maxon, mivel nincs itthon 2,5-esnél vastagabb elektródám egyenlőre.
Persze az alap géphez nekem kellett egy reduktor is, én egy 11 ezres co2/ar reduktort vettem, ezt is ajánlotta az eladó, jó ksi fémházas az egész. Palackom volt, így az nem kellett. Vettem egy 15 kilós huzaldobot, az pedig 8400-8500 Ft volt, igaz nem valami ismert márka (számomra), flexmann, de legalább sg3-as illetve gyakorlásra jó. Böhler lett volna, sg2-es 10 ezer fölött.
Masszív szerkezet, fémházas az egész gép. Ami számomra pozitívum, hogy nem egy ócska billenő kapcsolóval oldották meg a gép ki be kapcsolását, hanem egy dupla biztosítékkal, ami azért mégis tartósabbnak tűnik nekem. Két ventillátoros a gép, jól szellőztetik a gépet. Eddig ezekben a melegekben semmi melegedési problémám nem volt, igaz nem toltam huzamosabb hegesztést, magasabb teljesítményen, de ahogy halottam nem okoz neki gondot.
Ha gondolod, lökök pár képet róla, mekkora is valójában (csalóka ám, hatalmas a gép), hogyan is néz ki stb.
Mivel 90-ért újat is tudsz szerezni, ezért ha bármi "ráférne" akkor józanul nem érdemes 50-60-nál többet adni érte. de igazából 40 környékén lehet kapni optrelt és speedglassot is használtan...
Körülbelül fél éve kezdtem el hegeszteni egy tanfolyamon, ahol AWI CO2, Bevont, és gázhegesztést is tanulok. Nem sokára végzünk és úgy döntöttünk, hogy keresünk munkát, találtunk is nagyon jót (Egy külföldi munkáról van szó, aki a porschenak a bukókeret beszállítója, illetve a BMW-nek gyártanak kipufogódobokat). Nos a próbahegesztés nem sikerült túl jól, pedig egész szépeket csinálunk a tanfolyamon, tanárúr sokszor meg is dícsért. Nem biztos, de mikor ott hegesztettem, nagyon remegett a kezem egyszerűen nem bírtam tartani úgy hogy ne remegjen szoval lehet hogy elizgultuk a dolgot A lényeg körülbelül 3 hét múlva megyünk vissza megpróbálni mégegyszer, addig gyakorlunk rá, hogy minnél jobban menjen. Azt szeretném megkérdezni, hogy van e valakinek valamilyen tipje vagy tanácsa, hogy hogy sikerülhetne még jobban, vagy hogy mire figyeljünk oda leginkább, vagy esetleg aki volt már próbahegesztésen, akkor neki mi vált be hogy ne izguljon ennyire vagy ilyesmi. Előre is köszönöm a válaszokat!!
A beállításról még talán annyit, hogy az érzékenységet kb jól állítod be ha felkapcsolt fénycsőre(neon) nézel hirtelen pár méterről és attól már nem sötétedik be.Tehát teljes erzékenységből lépkedsz lefelé.Ha hegesztéskor mégis "ráduplázna" kivilágosodáskor, azaz amikor abbahagyod a hegesztést (mma,co) akkor kivilágosodik majd a még izzó hegesztéstől ujra besötétedik akkor nyugodtan leveheted teljesen az érzékenységet alapra.Természetesen awi hegesztéskor a teljes érzékenységet állísd be, főleg ha kevés amperrel dolgozol.
A visszavilágosodási időt akkor érdemes a legnagyobb értékre állítani mikor pl.egy nagyobb hézagot raksz be és pontozva hegesztel.Ott nagyon zavaró ha két pötty közben ki-kivilágosodik a pajzs.
A sötétedés értékéről, ami eljárás és amperfüggő, van táblázat.Persze ez egyén és szemfüggő is.
Váaszd mindig a legsötétebb fokozatot aminél még jól látod a hegesztést.
Mivel kaptam egy pajzsot kicsit feljavitom a gépem, vettem hozzá egy Esab testcsipeszt és egy esab elektrodafogót,
Megakadtam az elektróda fogóval mert a nyél rögzitése nem világos, vagy elhagytam belőle valamit vagy nemtudom....
da a csvart becsavarom lötyög a nyél, olyan mintha egy belső ellendrarab hiányozna belőle, megtudom oldani más módszerrel de inkább ahogy gyárilag van arra törekednék...
Sziasztok, Kaptam egy pajzsot 3M Speedglas 9100X, csak mivel ezelőtt nem volt ilyen jellegü pajzsom nem tudom mit jelentenek az alábbi beáálitási lehetőségek, baloldali rész gondolom az üveg sötétedés nagysága a többi azt nemtudom, Köszönöm előre is a segitsége!
Szerintem nincs egy fix összeg, amit rá lehetne mondani. Egyébként semmire sem.
Minden úgy van, ahogy írtam. Az eladó mennyire szeretné eladni a vevő mennyire szeretné megvenni. Ha nincs rá égető szükséged, gondold át egyáltalán van-e rá szükséged? Betárolni felesleges.
Ha mégis megvennéd gondolj ki egy összeget és tedd meg az ajánlatod. Nyugodtan írd meg, hogy ennyid van rá nem több. Csak azért, mert jó vétel, nem venném meg. Aztán mire használnád vagy eladnád már kevesebb lesz a piaci értéke, mint amennyiért most megvennéd.
Olyan 80környékére tartja a pajzsot a gazdája, jól néz ki egy plexit talán megérdemelne, egyébként nem látszik rajta kopás stb. Égető szükségem nincsen rá, de ha sikerül megegyeznem vele megvenném. Szerintetek mi lehet az az ár ami reális érte?
Ha dolgoztál már ilyennel, akkor tudod, hogy mit várhatsz tőle. Ha a TE géped az alatt teljesít,. akkor először próbálj a betáphoz közelebbi aljzatot, esetleg a hegesztés közbeni hálózati feszültséget mérni. Célszerűen vizsgáld végig az összes csatlakozást, szimatolj, és nézz melegedés nyomokat, úgy a csatlakozási pontokon, mint a vezetékeken. Mindenesetre, ezek a gépek nem profi berendezések, amikre egyértelműen utalnak az áraik is!
Üdv urak! Egy kis tanácsra lenne szükségem. Van nekem egy Einhell BT-GW 150 co gépem. A gondom az lenne vele, hogy 2 mm. falvastagságú zártszelvényt csak legnagyobb fokozatban hajlandó hegeszteni. Huzaltolást is 7-8as fokozatba kell állítanom. De ezt is csak pöttyölve teszi, folyamatos varratot nem hajlandó csinálni. Van, hogy még így sem olvasztja be az olvadékot. Főleg, az első 1-2 ívhúzásnál. Elkezd fröcsögni, pattogni. Olyan, mintha kevés lenne az áram. A műhely villamossága most lett felújjítva, villanyórától 3x10 mm2 vezetéken jön az áram, falakban mindenütt 2,5 vezeték van. A ház betápja is ki lett cseréltetve, hogy elbírja a 32 A kismegszakítót.Külön villanyórán van a műhely, lakásban levő elektromos cuccok nem zavarják be. Van sejtésetek mi lehet a gond? Sajnos nem tudok szervízről itt a környéken, vagy olyan emberkéről aki értene hozzá. A helyi hegesztéstechnikában kiröhögtek, hogy ilyen gépem van, így oda többet nem megyek. Tudom, hogy nem nagy szám a gép, de arra amire nekem kell, elég lenne. Dolgoztam már ilyennel, lehet használni, ha nem iparszerűen hegeszt az ember. Kb. 30000-be van a masina, ha rá is kell kölzeni, még mindig jó vagyok.
14. éve van inverteresem, eddig még sohasem rázott meg, pedig jó pár doboz elektródát elhasználtam már vele! Ami a hegesztésnél köztudott, esőben vagy vizes környezetben okozhat kellemetlenséget, mint minden villamos berendezés. A géped, ha közben száraz/védett helyen van, maximum csak csipked egy egy picit!:-) Senki nem mer érintésvédelmi minősítés nélküli gépeket forgalmazni. Sérülések salakolásnál fordulnak elő, vagy ha rányúl az ember a forró felületre. Pajzsnál célszerű valami jobbat venni, és ha már majd barkácsolgatsz, nézz szét a grippfogók környékén, nagyon hasznosak a hegesztésnél.
A gépet már megvettem, mielőtt idetaláltam volna. 130 A -es, inverteres GYS. Remélem jó lesz!
Egyébként egy inverteres hegesztő is tud áramütést okozni? Hogyan ne próbáljak hegeszteni? Hegesztés közben fogják az elektródát, támaszkodnak a munkafelületen. Lehet, nem lehet, tilos?
Többször láttam, hogy hegesztő üzemekben 500 Amperes MIG-ekkel dolgoznak, de a dolgozók érintkeznek a munkadarab felületével (támaszkodnak, térdelnek rajta, stb) - nyílván munkafolyamat és a munkadarab tömege miatt is szükséges. Nem lehet így áramütést szenvedni? Vagy ez is azért lehetséges, mert NEM a dolgozón záródik az áramkör. ?
Laposvason és vas lemezen kezdj, Pisti83 tanácsának megfelelően! Ami fontos, hogy megtanuld, megkülönböztetni az ömledéket a salaktól, ha az már megy, akkor könnyen rájössz miként kell az elektródát tartani a tömör varrathoz. Ha van rá módod kérj meg valakit, hogy az alapokat mutassa meg. Ha már megy a vastag lemezen a folyamatos varrat, próbáld az elektróda más szög alatti döntését, lassabban/gyorsabban húzni a varratot, és kísérletezz az áramerősséggel. Túl kis áramnál olyan lesz a varratod, mintha egy zsinór lenne az anyagon, túl erősnél, pedig fröcsköl,serceg, túl lapos a varrat a szélei pedig árokszerűek ("szegély beégés"). Ha mindez megy, akkor vékony anyag vastaghoz, itt megtanulod miként kell rátartani a vastagabb anyagra. A trafó vásárláshoz kérj inkább itt a fórumon tanácsot, itt sok a tapasztalt , gépeket ismerő kolléga! Példaként ha veszel egy márkátlan fúrógépet amin 600W van, és összeveted a nyomatékát egy ugyancsak 600W-os márkás géppel, nagyon meg fogsz lepődni!:-( Ez áll a hegesztő gépekre is, (meg a kínai ,250W-os 2mm-es műanyag dobozos hangfalakra).
Nagyon köszönöm a választ! A gép GYS 130. Az internetes termékadatoknál mindenhol 6mm volt írva - hegeszthető anyagvastagságként - a dobozán pedig 8mm. Ezért is kérdeztem meg, mert nem értettem, hogy pl.: gyöknél ez, hogy lehet. De tényleg max. 3,2-es elektróda van megadva a dobozon is.
Azt hiszem, amikor így eltér a két hegesztendő anyagvastagság - a vastagabbra kell közel! 90°fokban tartani az elektródát, de ezt sem tudom biztosan. :) Majd egy "kis" gyakorlással menni fog!
Nem tudom, mi alapján írták rá, hogy 8 mm-t lehet vele hegeszteni, mert ha be van gyökölve a lemez (pl. V-alakúra le van munkálva az éle), akkor vastagabb lemezt is össze tudsz vele hegeszteni, csak győzzed telerakni elektródával. Ha pedig nincsen, akkor 8 mm-t sem fog átolvasztani soha... Szóval ez így marhaság.
Durván 40 A-rel szoktak számolni elektróda átmérő miliméterenként, ill. lemezvastagság miliméterenként. Szóval 2.5-es elektródával olyan 100 A körül kalkulálhatsz. Hasonlóan, ezen az áramerősségen olyan 2-4 mm-es lemezen szoktak mozogni. Kábé értékek, csak irányadók. Vastagabb lemezt is lehet hegeszteni, csak akkor jobban be kell gyökölni és több sort kell értelemszerűen rakni, ill. az áramerősséget, elektródaátmérőt is jobb megemelni, mert különben kényelmetlen. (Ha 8-as lemezt 8-as lemezzel akarsz hegeszteni, akkor az már bőven nem ez az áramerősségtartomány...)
10-12-es lemezt is hegeszthetsz vele, csak kérdés, hogy hogyan kell. Átolvasztani nem fogod soha, de ha csak rá kell valamit hegeszteni, akkor semmi gond.
A te esetedben 8-as lemezre kell hegeszteni az 50x50x2-es zártszelvényt. Semmi probléma. Elég a 2.5-es pálca, 130 A meg bőven nem kell, mert a talplemez ugyan vastag, de a zártszelvényt kilyukasztja. Inkább kevesebb legyen, 100-110 A mondjuk, ki kell próbálni. Ha még nem megy annyira, inkább kevesebb, mert kilyukasztod, de kisebb áramerősségnél könnyebben salakzárványos lesz a varrat. De ha most kezded, nem javaslom, hogy zártszelvényt hegessz, mert az elég nehéz: relatíve vékony a falvastagsága, úh. át fogod fújni, meglátod. Tanulni vastag lemezen, laposvason kell.
C16-os bizosíték a jobb. A részleteket nem írom le, volt már párszor itt szó róla. 130 A-es géphez jó szokott lenni bőven. Bekapcsolásnál számít csak különben, hogy B vagy C.
A 130 A a hegesztési áram (kimeneti oldal), a biztosíték pedig a bemeneti oldalt korlátozza. Tehát, hogy egy adott biztosíték megfelelő-e egy géphez, az azon múlik, hogy a hány ampert vesz fel. A kimeneti áramból nem lehet biztosan visszaszámolni, csak kb.-ra, de rá szokták írni az adatlapokra, hogy milyen biztosíték kell a géphez. Azt kell nézni.
B25 és B32 esetében - szintén a részletek nélkül - 25 és 32 A áramfelvételed lehet (persze, ha a konnektorig is eljut ennyi, annak az már nem annyira örül...), de hogy ebből mekkora lesz a hegesztőáram, és hogy azt milyen hosszan tudja nyomni a gép, az gépfüggő. Erre van egyébként a bekapcsolási tényező (Bi%): pl. ha az van írva, hogy 60% 100 A, akkor az azt jelenti, hogy 10 percből 6 percig tudsz folyamatosan 100 A-en hegeszteni, utána 4 perc pihi. Elvileg.
Sziasztok! Hegesztéssel még csak most ismerkedem, így felmerült bennem pár kérdés, kérlek segítsetek.
Ha egy hegesztőgép adatlapján az szerepel, hogy max 8mm-t (130A-es gép(MMA, inverter)) lehet vele hegeszteni, akkor ha, valaki 10-12 mm vastagságút hegeszt tönkretenné a gépét? Mi történne a géppel? Vagy az csak azt jelenti, hogy olyan mélyen tud hegeszteni a vasban, tehát 20-30mm vastag vashoz is lehet vele hegeszteni.
Hegesztés szempontjából, melyik biztosíték a jobb? B16 - C16? Ezekről folyamatosan, anélkül, hogy nem veri le a gép, MAXIMUM hány amperes géppel lehet dolgozni? Valahol 145A-t olvastam -máshol 180A.
B25 és B32 esetében hány amperrel dolgozhatok folyamatosan?
Lenne a jövőben egy kis feladatom: 8mm-es talphoz kellene 50X50X(2 vagy 3mm vastag) zártszelvény 90 fokos sarokvarratot készítenem. Elég lenne oda a fent említett gép és a max 130 amper? Mennyi ampert és hanyas elektródát javasoltok?
10mm alulemezt kellet hegeszteni, felcsiszoltam megmelegítettem és a huzal nagycseppekben olvadmeg és mintha csak ráfolyt volna az anyagra, mindegy hova tekert a gépet:/
Alu Mg huzal 1.0, előtolás jó nem gyűri a huzalt, tiszta argon és mindegy hova tekerem az előtolást feszültséget mindenhogy fos. Azért gondolkozok a polaritás fordításán.
szia, én úgy tudom hogy a fogyóelektródás gépeknél fordított polaritással müködnek(a pisztolyban a pozitiv) alapesetben, amit tőlem vettél jasic mig 200 azzal is lehet alut hegeszteni a leirása szerint és nincs rajta polaritás váltó, márpedig ugye ahogy irod az AFI hoz forditott polaritás kell
Alap esetben a fogyóelektróda egyenes polaritású, tehát a pisztoly a negatív és az áram visszavezető kábel a pozitív. Aluhoz meg fordított polaritás kell.
Ezeknél nem lehet gyárilag polaritást váltani, mert nem gondolták hogy valaki önvédő porbelessel használná a külső dobos gépet. (máskor meg jellemzően nem kell polaritást váltani)
Nem tudom neked miért van szükséged polaritás váltóra, de jellemzően ezt egy átdugós megoldással oldják meg.
Ha jól tudom két vezetéked van. Az egyik most az előlapi - aljzatra megy. (az úgy marad) A másik (+) meg megy fel az előtolóra. többi a vezérlés, meg a gázcső.
Az átdugós megoldáshoz ezt az előtolóra menő + kábelt kell kitenni az előlapra egy aljzattal. Onnan az előtolóról ahonnan ezt lekötöd, meg kihozol egy lengődugót 30-40cm kábellel hogy kényelmes legyen dugdosni. Ennyi az egész.
Bár ismétlem, ha nem kell önvédő porbelessel szórakoznod akkor ez az egész felesleges. Aluhoz, CuSi-hez, szénacélhoz mind DC+ polaritás kell.... Nagyon kevés az olyan huzal ami DC-
Bocsánat, azt elfelejtettem írni,hogy palackom van, illetve normális esab fejpajzsom is, csak reduktorra, meg egy új kesztyűre van szükségem, bőrkötény és társai vannak.
Ha úgy nézzük, reduktort, kapok 15-20 ezerből bőven, minőségi, de még szerintem olcsóbban is.
A teljes költségbe számold bele a reduktort, a palackot, egy rendes sisakot, egy pár kesztyűt, egy palack hegesztősprayt, egy kezdőcsomag fogyóelektródát, és máris nem olyan sok az a keret. Ezek összesen legyen mondjuk 80-100 ezer forint. Így a gépre 100-150-et költhetsz.
A nyár folyamán szeretnék beruházni egy középkategóriás Míg/Mag hegesztőgépre, nem csak házkörüli munkákra, hanem gyakoribb munkavégzésre is alkalmasat keresek. Sok márkának sok fajtáját néztem, de az alábbi kérdéseim vetődtek fel. Érdemes olyan gépet vennem, ami 15 kilós huzaldob befogadására alkalmas (rendszeresen lenne használva a gép)? A másik kérdésem, hogy a kompakt gépek (pl Míg/Mag+MMA) hogy bírják a gyűrődést? Mivel általában a kinézett készülékek, még tudnak mellette pálcásat is (no nem hátrány). Csak inverteres gépek érdekelnek, 200-250 ezer a költésgvetési plafonom. Iweld márkából néztem több gépet, tapasztalatok valakinek erről a márkáról?
Jasic gépek közül a míg 200-ast néztem, igaz ott elég zavaró volt, hogy maximálisan 41 ampert vesz fel a gép ( nem mintha maxon hegesztenék vele valaha is), mivel 32 amperes az itthoni hálózat egy fázison, ez kicsit aggasztott, de a 160-as kistesóját, pedig keveslem, ha beugrik egy két vastagabb anyag.
Illetve még Mastroweldeket nézegettem.
Mindezt a teljesség igénye nélkül, egyenlőre csak nézelődök, ezért is kérdezek itt rá, hogy ebben az árkategóriában (200-250 ezer), 1 fázisú hálózathoz (32 A) milyen gépet ajánlanátok? Inkább rászánok többet, csak valóban tartós, hálás legyen az a gép!
Hát számomra érthetetlen a dolog, mert a polaritáscseréhez két kábel kell, és 4 dugaszolóaljzat. A testkábel polaritását is ugyanúgy meg kell cserélni, mint a toló polaritását.
A leg egyszerűbb az előtolóról az előlapon kilógatott lengődugóval megoldani. (mint a nagy testű kerekes 200-ason)
A + ot ami most az előtolóra megy pedig kihozni az előlapra egy aljzattal.
Ez 2 db lyuk fúrása az előlapra, 1 aljzat, 20-30 cm hegesztőkábel, meg egy lengődugó. Ha jól csinálod meg, még "gyárias" is a megoldás. Tuti a gyári megoldást "másolnám" nem szarakodnék kapcsolóval...
Van egy Jasic mig 200Y gépem, amin meg kelen fordítani a polaritást. Olyan valakit keresek, aki esetleg egy kapcsolót is beépítene, hogy a későbbiekben, csak kapcsolgatni keljen.
A "koksz" az a salak volt. Feladata védeni az ömledéket a levegőtöl a kihülésig. Utána le kell verni. Salakolókalapács.
A hegesztés arról szól, hogy megömleszted az alapanyagot hozaganyaggal vagy a nélkül.Ha sok az ömledék nagy áramerősséget használsz. Ha az alapanyag nem olvad meg nem beszélhetünk hegesztésről, legfeljebb forrasztásról.
Iweld Aluflux tényleg jó,de meghirdettem mert mellé kaptam egy mastroweldet (a cégtől akinek bedolgozok) Kívülről amit lehet látni hogy sokkal strapabíróbb anyagok,megoldások vannak az alufluxon,a hálózati kábele hosszabb erősebb,a potik a valós adatokra van skálázva,a bajonettzáras kábelcsatlakozók a nagyobbik dinse (mastrowelden a kicsi)Nem tudom belül hogy néznek ki,a garancia miatt inkább nem veszem le a burkolatot.
Régebben dolgoztam alfawelddel is az is inkább a mastroweldhez hasonlit,nem az "iparibb" alufluxhoz.
Hegeszteni mindkettővel szépen könnyen lehet.Egyik melónál odaadtam egy kollégának aki sok éve hegesztett utoljára akkor is ívvel. Némi szóbeli segítséggel a harmadik varrata már teljesen vállalható volt.
Abszólut kezdőként megkértek rögzitsem egy kapu szélét fater 1000 éves Einhell hegesztőjével és hasonló korú pálcáival.A művelet sikerült műszaki ember lévén de felmerültek bennem kérdések és érdeklődést is mutatok irányába.Nagyon sok lekalapálható "koksz" maradt és mikor utána probáltam más anyagokat is nagyon megfolyt az hegesztendő relative vékony anyag.Ez milyen oknál fogva történt?Bár elég tág fogalmakat feszegetek azért remélem érthető voltam
Hasonló okok miatt szántam rá magam egy kis huzalosra, bár nekem a trafóm jó, viszont sokszor kellett-kell vékony anyagot is hegeszteni. Én egy Alfaweld MIG 130 trafót vettem, porbeles huzallal. A vele adott huzal sok mindenre nem jó, de lehet kapni normális minőséget (Böhler) is hozzá. Nagyon szeretek vele dolgozni. Nekem bevált.
Túl sokat nem költenék rá, max 40e -s kategóriára gondoltam, hogy azért mégsem a legeslegalljából vennék, 2-3 év garancia meg azért nem lenne rossz... itthoni alkalmi használatra valszeg sokáig kibírná nálam.
De megveheted az Alufluxot is mert inverternek is jó... aztán ha lesz még meló akkor szép lassan megveszel hozzá minden egyebet....és lesz egy jó CO szetted.
Esetleg elgondolkodhatsz a 215-ösön mert abba belemegy a nagy tekercs is. És akkor pálca helyett nyomhatod porbelessel csak nem a rohadt drága kis tekercseket kell megvenned.
De ülj le számolni, hogy mennyi és milyen munkád van, mert a pálcás az egyik legolcsóbb megoldás, főleg, hogy pálca szokott időnként teremni innen onnan.
És az inverternél már nem baj ha bázikus és nem 2,5-ös..:)
A legjobb a Rilon. De igazából mindegy, hogy BLM, IWELD Alfaweld... Itt a garit érdemes nézni.. Vagy nézhetsz Stahlwerket vagy Jasicot. Csodák nincsenek 100 alatt minden KÍNAI... A kérdés ki mekkorát hazudik és mit ír rá.
De nekem egy METRÓS !!!! Defort 160-as van teszi a dolgát nettó harmincvalahány volt... Úgy emlékszem 3 év garival..(Éljen a METRO)
Igaz sokat nem értem vele mert már lejárt és nem lett semmi baja...(Most ez jó vagy rossz hír??)
Au boztos hogy a fogyos a leg termelekenyebb de mire monden meg van addigra nem olcso. Mivel most is bevontazol erdekesebb es olcsobb alternativa egy 160-200 A körüli inverter. Azzal siman hasznalhatsz 3-4 -es palcakat es sokkal haladosabb leszel. Eg es fold egy inverter a trafohoz kepest.
De ez csak egy otlet. Mig -ben majd ad valaki tanacsot.
Olyan problémám akadt, hogy újabban elég sokat hegesztek és zömében 3-4-es anyagokat, de csak egy fázisom van és egy félig meddig házi gyártású (kisipari tekerés) trafóm. Sokszor érzem, hogy ez már nagyon kevés és max gázon kell használnom vékony pálcával de így meg egy örökkévalóság egy-egy varrat. Nézegettem a fogyóelektródás inverteres gépeket, de nem tudom eldönteni melyik márka illetve melyik készülék lehet elég itthoni alkalmi használatra. 16A-es biztosítóm van és 2,5mm^2 mindenhol a házban. Tudnátok ajánlani nekem valamit? Milyen márkát típust érdemes ekresni, esetleg használtan ?!
Ezt érdemes nézegetni... A kismegszakitók kioldási jelleggörbéje.
Ami lényeges az a 2.-es és 3. pont.
A 2-nél látható, hogy a NÉVLEGES áramérték 1.45 szeresét majdnem 1 órán át képes elviselni a kismegszakító.. Ez egy 16 A-nél 23 A!! de a 3-as pontból az is kijön, hogy még 40A-t is elvisel 1-60 másodperc időtartamra.
És akkor most már tudod , hogy miért is tudsz 200A-el hegeszteni egy 16A-es megszakítóról. Persze ha fogsz egy doboz pálcát és csak tolod neki a 200A akkor le fogja verni. De ez nem általános hegesztési eljárás.
Ritkán varr az ember 5-10 percnél hosszabban egyfolytában már csak azért is mert elfogy a pálca 2-3 perc után, és akkor cserélni kell.
Közbe keresgéltem és linde egyik oldalán találtam egy pdf-et amiben leírja hogy 57bar a töltő nyomás. Meg ott van, hogy CO2 gáz súlya térdfogata, liter, kg arányok szerint mi mennyi.
Köszi a tanácsokat. Holnap lemérem sokat még nem használtam belőle. Mivel 5kg-os a palack vagyis a töltet súlya, gondolom így ennyivel kell többnek lennie.
Az jó ha 50-et mutat, ha melegszik az idő még feljebb is mehet. Ha hűl, akkor meg 50alá is mehet a mutató. De gondolom volt gyári fólia a kupakon körbe, meg a csapon is.
Az élelmiszeri co2, bőven jó otthoni felhasználásra. For-mig 185-ös géped van?
Szia. Nem a bàrt kell nézni. Mérd le a palackot reduktor nélkül és vond ki belőle a palack önsulyàt ami bele van ütve a palack nyakànàl tàra a neve utàna irva az önsuly. A lemért palackból vond ki a tàra sulyt és megkapod hàny kg co gàz van benne
Új vagyok itt és lehet hülyeséget kérdezek, de jobb ötletem nincs.
Tavaly nyáron vettem otthoni hobbi célra egy Mig 185ös gépet komplett szettben 5kg palackkal.
Most fogyott ki 2 napja, ki is cseréltettem a palackot a telepen, de honnan tudom, hogy tele van? Hány bár nyomásnak kellene lennie benne és hány kg-nak a teli palacknak?
A kérdés azért vetődik fel bennem, mert az előző új palackban mintha nagyobb lett volna a nyomás mikor feltettem rá az órát. Ott 100bar környékén állt még fénykép is készült róla, a mostanin pedig csak 50bar. A régi az egy olasz palack volt(csere telep szerint) a mostani pedig linde-s palack, ráadásul nem néztem, de élelmiszeripari CO2 van benne.
Én is tőle vettem, csak az enyém Linde volt, több mint 30éves. Ezért egy kicsit tartottam, hogy nem-e lesz valami gond a cserénél, de nem volt semmi, egy debreceni cég nevén volt a palack. Tavaly egy tízes volt a csere, és ugyan csak Lindésre cseréltem,de én kifogyasztottam teljesen.
Szia. Még van benne 2 kg csak nem hegesztek mostanàban és nem tudom mikor fogyik ki. Lehet kicseréltetem idő előtt de közelebb is lenne cserelehetőség de csak messerre. De még azt szombaton tudom meg mennyiért cseréli a messer
tolod a 170 ampert, kb 20 volt az ívfesz. Ez azt jelenti, hogy a gépből kijön 3400W teljesítmény.
ehhez 230volton megeszik 15 ampert. ezt a 16 amperos kismegszakító tartósan el is viseli.
ha mondjuk 5kW lenne, és 21A, akkor sincs gond, a 16 amperos kismegszakítónak percek kellenek hogy 21ampertól ledobjon, annyit meg nem hegesztesz egyfolytában.
Minden tiszteletem , nem kötekedek , de nem értem és szeretnék tisztán látni . Van egy 300A ráírt képességű Heg.inverterem és van 16A-16A-22A os 3 fázisom .
A villanyóránál a dobozban a mért oldalon van minden fázison egy konnektor nem tudom melyikbe dugtam a gép villás dugóját és végeztünk egy mérést .
Az egyik ismerősöm (haver)mérte lakatfogóval az ampert a munkakábelen a gép 300-ra állítva én próbáltam egy 5mm-ez lemezen varratot készíteni 3,2 elektródával a haver fogta a lakatfogóját , másik kezében a telefon , hogy lefényképezze a mért eredményt 168,9A -t sikerült lefényképezi ,de 160 és190 A között ugrált a műszer , de a lényeg az lett, hogy kb. fél cm hegesztés (varrat ) után átfújta az 5 mm-es lemezt úgy ,hogy az alatta lévő fa asztal felgyulladt és így befejeztük a kisérletet.
Meg akartuk próbálni 5-6mm -s pálcával is de még a mai napig nem jutottam hozzá , egész dobozzal meg nem veszek a próba kedvéért.
Na itt mar majnem igazad is van:) Pont ez lett leirva. Egy 16A es halozatbol LEHETETLEN 300A es hegesztot meghajtani. Pont. Slussz passz. Ergo netto HAZUGSAG ami az dattablan szerepel. Egyebkent meg lehet 1 fazison kivenni 50A-t is a halozatbol. Csak az Elmu nem orul neki mert arra torekszik hogy a 3 fazis egyenletesen legyen terhelve. Altalaban eloirja hogy mekkora lehet 2 fazis terheleseenel az elteres. Ez altalaban 25A.
Ezert 50A kivetelenel minimum 2x25A 1x50A haromfazisra lenne szukseg... Ami nem altalanos a magyar haztartasokban... De ha 400V-OS invertered van akkor mar 25 A is eleg a bemeneten 10 kW teljesitmenyhez. EZ PEDIG egy teljesen normalis 2x10A 1x25A haromfazisu csatlakozason is meg van. Az elektromossag nem ordongosseg leginkabb csak fizika. De csodak nincsenek.
Ugye nem erted amit irsz? A Hetra a 130A hegesztoaramot huszon akarhany volton produkalja. Az nagyjabol 3 kW. Es ez a tapasztalat is. Max aramon ugy bassza le a 10A megszakitot mint a sicc. Kell hozza a 16A megszakito. De te most megmagyarazod hogy 3x akkora teljesitmenyt ugyanugy ki lehet szivattyuzni a halozatbol. Elkeseritelek, nem lehet, Nyugodtan kiprobalhatod a 200 A invertereddel is, Tekerd fel 200 A-re 4 es palcaval es hegesszel folyamatosan mondjuk 20 percet ...... Aztan nezd meg a 16A kismegszakitodat hogy meddig birta.
Mar masok megvalaszoltak! A teljesitmeny az teljesitmeny! Ez nem orokmozgo. A levegobol nem jon elo a teljesitmeny. Az adattabla szerint 9-10 kW az minimum 45A a bemeneti oldalon... Ilyen csatlakozo pedig nincs.
Köszönöm a felhomályosítást , mint írtam" szerintem " hogy működhet (ezt lehet okoskodásnak is felfogni ), mert több korábbi hozzászóló bizonygatta , hogy 32 A-os ,sőt 70A -os hálózati feszültséget igényel a gép , holott a konnektoron szabványosan 16 A áramerősség mehet , meg ekkora áramerősséget csak 3 fázissal lehet csak , de itt csak egyszerű földelt villásdugóval csatlakoztatható a hálózatra .
Van egy 230V/16A hálózat ,ami belemegy az inverteres hegesztőbe , ott a váltóáramú oldalon átalakítják (transzformálják )70A -s áramerősségre , majd ezt az egyenirányítás után szintén átalakul viszonylag nagy áramerősségre 20-320A és viszonylag kis feszültségre 20-40 V-ra .
Ne haragudj, de a fentiekből látszik, hogy nem vagy teljesen képben az inverter működésével. Nem transzformálnak a abban semmit 70A környékére a bemenetén, hanem egyből egyenirányítják és az egyenfeszültséget "megszaggatják" valami kapcsolóval. Ez lehet FET, vagy IGBT, tökmindegy. Ennek a szaggatásnak a frekvenciája jóval magasabb, mint a hálózati 50Hz, ezért lehet kisebb méretű transzformátort használni, de ugyanúgy egy transzformátor alakítja át a feszültséget a hegesztéshez megfelelő nagyságúvá. Igaz nem hagyományos, lemezelt vasmagú, hanem általában ferrit (ami valahol vasmag, csak épp porkohászati úton készül). Ezt aztán még egyenirányítják, esetleg tesznek bele fojtótekercset is, hogy simább legyen a kimenet. Ez az alapja, aztán hogy milyen vezérlést, meg szabályzást, illetve milyen további funkciókat tesznek bele, az már mellékkérdés. (És persze árkérdés.) Íme egy vázlatos leírás.
Akármilyen régen tanultad az alapok nem változtak. És az energiamegmaradás törvénye sem.
Az általad bemásoltak pedig nem mondanak ellent ezeknek, ugyanis nem jelöli az adott hegesztőáram mellett a hegesztési feszültséget - csak az üresjárati feszültséget. Nem véletlenül van így leírva. Üresjárati feszültségnél nem folyik áram így teljesítménykivétel sincs. Tehát lehet a hegesztőáram 200A - de 16-18 V mellett.
Az alább tárgyalt gép viszont 320A - 33V-ot ír. Na az lehetetlen a leírt bevihető teljesítmény esetén.
Tisztelt Paco155 és refse2 . Mint jeleztem rég volt amikor elektrotechnikát tanultam , lehet inverterek még nem is voltak , nemhogy inverteres hegesztő .
Most bemásolok :
Alfaweld HyperARC 200 inverteres hegesztőgép
A modern inverteres technológia és IGBT-k felhasználásával készült. Az áramerősség fokozatmentesen szabályozható, és digitális kijelzőn látható. Minden hegesztési szükségletet kielégítő képességekből adódóan szinte folyamatos üzemben hegeszthetünk, minden hegesztési pozícióban erős, minőségi varratot képez. Könnyű, hordozható. Kis mérete és erős felépítése alkalmassá teszi helyszíni munkákra és intenzív igénybevételre. Az automata HOT START (meleg indítás) és ARC FORCE (ívkeménység szabályzás) funkcióknak köszönhetően szebb a varrat minősége.
Digitális kijelző: A kijelzőn pontosan látható az áramerősség értéke (Amper). A hegesztés megkezdése előtt a beállított áramerősség látható, hegesztés közben pedig a ténylegesen leadott áramerősség.
Hegeszthető anyagok: Rutilos, bázikus, saválló (inox) pálcák, hegesztésére kiváló. Alumínium pálcával feltöltő hegesztésére alkalmas. 4 mm-es pálcavastagságig folyamatos munkára képes.
Műszaki adatok Hálózati feszültség: 230V; 50/60 Hz Hálózati biztosíték: 16 A Hegesztőáram: 20- 200 A Üresjárati feszültség : 68 V Elektróda átmérője: 1,6 - 5 mm Hűtés: ventilátorral – léghűtéses Bekapcsolási idő: 60%-on: 200 A 100%-on: 155A
KIEMELEM :Műszaki adatok Hálózati feszültség: 230V; 50/60 Hz Hálózati biztosíték: 16 A Hegesztőáram: 20- 200 A Üresjárati feszültség : 68 V Elektróda átmérője: 1,6 - 5 mm Hűtés: ventilátorral – léghűtéses Bekapcsolási idő: 60%-on: 200 A 100%-on: 155A
Akkor ez hogy is van ??
Van egy 230V/16A hálózat ,ami belemegy az inverteres hegesztőbe , ott a váltóáramú oldalon átalakítják (transzformálják )70A -s áramerősségre , majd ezt az egyenirányítás után szintén átalakul viszonylag nagy áramerősségre 20-320A és viszonylag kis feszültségre 20-40 V-ra . Na szerintem ezért van benne akkora hűtőbordák , meg 4 nyomtatott áramköri panel és a régi trafós hegesztőhöz képest semmi tekercsek.
Mellékelem az én 300A os hegesztőm " belét " képekkel :
Oké, akkor ha már úgyis tanultál elektrotechnikát akkor tudod, hogy a teljesítmény az a színuszgörbe alatti terület szorozva az árammal. Jó közelítéssel ez az effektív feszültség (230 V) szorozva a felvett árammal.
Van valami hülye fizikai törvény is ami kimondja, hogy a semmiből nem keletkezik munka, a bevitt teljesítmény nem lehet kevesebb mint a kivett teljesítmény. Valami energiamegmaradás törvénye vagy ilyesmi.
Lássuk az utolsó oszlopot a 100%-osat csak azért hogy ne jöjjön elő az a kifogás hogy tárolja valahol az energiát egy rövid ideig (hozzáteszem ilyen mértékű energia tároláshoz 40-50 kilogrammos akkumulátor kellene, kondenzátorból meg olyan negyed köbméteres)
Tehát:
Kivett teljesítmény:
320 A x 32.8 V = 10240 VA azaz kb 10 000 W azaz 10 kWatt !!!!
Maximálisan bevihető teljesítmény:
Háztartási konnektorral:
230V x 16 A = 3680 VA ez mondjuk a harmada a kivettnek - lehetetlen, lásd energiamegmaradás törvénye.
Ipari egyfázissal:
230V x 32 A = 7360 VA ez úgy a kétharmada de még mindig hiányzik úgy 3 kW teljesítmény ami nem jöhet a levegőből.
Mennyinek kellene lennie a bemenő áramnak, hogy a kivett teljesítmény 10 kW legyen?
10240 VA / 230 V = 44,5217 A. Ez meg is felel a bácsi által írt 45 amperes I1eff-nek, tehát az U1/I1 az valóban a bemenetre vonatkozik! Viszont lássuk be eléggé valószínűtlen Magyarországon ennek az áramnak az átvitele egy 16 amperes csatlakozón, na meg a maximálisan beépíthető 25 amperes kismegszakító sem nagyon tolerálná.
Magyarul szólva, ha a gép valóban tudja is a ráírt paramétereket itthon Magyarországon akkor sem használható.
Egyrész Grísa azt írja, hogy a 220V-os oldalon kell ~70A (ami ugyebár már 230V), másrészt a fizika az fizika, azaz a kimeneti és a bemeneti oldalon nagyjából egyezni kell a teljesítménynek, a különbözet, ami hő formájában jelentkezik.
nem vitatkozni akarok, de egy sima hegesztő trafóval lehet 16 A-os biztosítóról lehet 60-100A os hegesztő áramot igénylő 2,5 -s elektródával hegeszteni . nem a konektorból jön a 60-100 A.
Az inverternek van egy (AC ) váltóáramú oldala ,amin előállít 70A-t és ezt az egyenáramú oldalon növeli tovább akár 300A- ig .
Tehát nem azt írja GRÍSA , hogy a 230 V -s hálózati feszültségnek kell 70 A -nak lenni , elég oda 19-22 A-os hálózat is . Régen tanultam elektrotechnikát , de én ezt így értelmezem.
Ezexerint nem jól fogalmaztam. Nálam a kilépő mennyiséget mutató óra mutatója van nullán. Annyira tekerem be a nyomás állító csavart, hogy halljam a pisztolyból kiáramló gázt, ilyenkor szinte alig mozdul a kilépő nyomást mérő óra mutatója. Az én argon palackom 200- as tele állapotban a palack nyomást mérő óra ezt mutatja. Van egy rotaméteres nyomás csökkentőm is de az sajnos 100- as így mikor már félig van a palack akkor tudom feltenni. Az azzal beállított nyomás hangját próbálom eltalálni, egyenlőre ez bevált nálam amíg nem lesz jobb megoldásom. Egyébként, ha kevés a kilépő gáz a hegesztő pisztolyból úgy is észreveszed mert "habos" kráteres a varrat és még ívet húzni is nehéz. Az a nyomás amit az óra mutat az nagyon sok liter.
nem védeni akarom az orosz -ukrán maffiás invertereket ,de a technika napról-napra fejlődik és az "inverter" az áram átalakítót jelent , ez váltóáramból -egyenáramra ill. időszakosan nagy teljesítmény növekedést is eredményezhet.
Nekem is van egy 300A -os inverteres hegesztőm és a hihetetlen ráírt teljesítmény adatok ellenőrzésére lakatfogóval mérte az ampert az ismerősöm én meg 3,2 elektródával próbáltam hegeszteni egy 5 mm-es lemezen teljesen rátekerve az ampert (300 A). Az eredmény az lett ,hogy a lakatfogón 168-189 A között ingadozott a mért eredmény és kb. fél-egy cm varratféle után átfújta az 5mm-es lemezt és felgyúlladt az asztal , így abba maradt a kísérlet , mert kellett volna vastagabb elektróda 5-6 mm-s , de azért nem veszek egy egész dobozzal .
Az okfejtésnek az a lényege , hogy a ráírt értéket nem is tudja , de brutál gép . ( Én is a jófogáson vettem Mátészalkai boltostól , de cserélte is , mert /valószínű az én hibámból / lefüstölt .) Szó nélkül cserélte .
Van valami abban amit mondasz. Emlékeim szertin a nyomás mutató soha sem muzdult el a nulláról, cska a másik óra mutatója mozgott, amikor állítottam a kilépő menyiséget.
Lehet tényleg nem volna marhaság valami blognak álcázott, szépen tagelt oldalon gyűjtenem az ilyen rohamaimat, ott legalább minden arra tévedőnek jutna idő belejavítani, ha fájóan rongy valahol... A topik is profitálna belőle, és hab a tortán, oda a Ti javaslataitokra lehetne értelemszerűen ide hivatkozni egyes hozzászólásokra, hogy akkor már azt is kevesebbet kelljen. Nem tudom megígérni, de még eljöhet. :)
Az a nyomáscsökkentő "hazudós" közel egy órára elégnek kellett volna lenni a gáznak. Nálam ezek a hagyományos reduktorok mutatói alig mozdulnak meg mégis normálisan hegeszt az awi gép.
Ilyen van nekem is kékben. Awinál ne várj csodát, nekem bevillogott, bár sokat nem állítgattam, mert nekem mig-re kell, de arra tökéletes. Awira Esab Warrior-t használok már 2 éve a cégnél.
Pont az a baj, hogy a sötétedést mértékét nem lehet állítani a gagyi pajzson. Tegnap olyat vettem amin egyrészt lehet állítani, 5-9 és 9-15 DIN sötétedésig, ráadásúl minden tekerentyű meg kapcsoló ki van vezetve a sisak oldalára. Bevonatos hegesztésre is pikk pakk be lehet állítani, és AVI-hoz is. Ezutóbbit nem tudtam még tökéletesen bráééítani, mert mikor elkezdtem dolgozni, a harmadik másodpercben fogyott el az argon.
Jutrszembe, az normális, hogy a 2kg-os kis argon palack kifogy összesen kb. 30 perc használat után? (A reduktor 4-5L/p-re van állítva, 4-es kerámia, 1-es hozaganyag)
Visszatérve a 4 din-re , az első "üvegem" nekem is olyan volt, hogy ívnél nem sötétedett kellően (azon nem is volt állítási lehetőség ) ,mire rájöttem, hogy az lánghegesztő szemüvegbe való .
Azért írok csak "üvegeket ", mert a normál fejpajzsba cseréltem a napelemes automata üvegre , nem vettem drága pénzen új autómata pajzsokat .
Az egyik ötletelő javasolta , hogy az a baja a pajzsodnak, hogy nincsen bekapcsolva meg szar az elem stb...
Az én üvegemen se bekapcsoló se elem nincsen csak napelem az meg ha fényt kap teszi a dolgát , mint állat .
Elnézést, ha bárkit is megbántottam/ "kiakasztottam" a tudatlanságommal, ami sajnos egyáltalán nem mű, még ha annak is tűnik. Ugye azért kérdez az ember, mert nem tud valamit, meg úgy gondoltam a fórum is erre van...
Azt sem tudtam, hogy van egy profi és egy kezdő hegesztő fórum, ígérem ezentúl azt használom majd az oktalankodásomra, ha feltétlen kérdeznem kell valamit, de remélem nem kell majd...!
Néztem Stahlwerkes videókat is, de nekem sajnos nem tűnt fel az alábbi műszer, biztos figyelmetlen voltam.
Kizart hogy din4 legyen a sotet allapot.!!!! Az a sotetedes nelkuli! Ha nem sotetedik akkor: a .) Szar a pajzs b.) Szar azelem benne c.) Nincs bekapcsolva.
Az ember segít ahol tud de azért elvárja hogy minimális tudományt szerezzen az ember a megvásárolt géppel kapcsolatban.Nagyon szívesen segítek minden felmerülő problémában, de mindennek van határa.
Ez a plazmavágáshoz van. Ehhez ugye nem "gázt", hanem sűrített levegőt kell használni, ez a cucc ehhez kell. A készülék hátuljára lehet felcsavarozni, egyrészt vízleválasztó, másrészt a nyomást tudod vele beállítani.
A stahlwerk videokat nem nézted meg a yutube-on? Ott benne van minden alapvető dolog.
Ja és a fotó nem gyári, hanem én fotóztam az egymás mellé pakolt saját szerelékeimről, tehát a rövid, a hosszú gázlencse és a hagyományos szerelék között a valós méretkülönbségek jól látszanak.
A gázlencsés szett lehet üveg, szokták youtuberek és oktatók demó célokra villantani, másra kb ugyanolyan, mint az átlátszatlan gázterelős gázlencsés cucc, esetleg fájós hátúak veszik hasznát, amíg tiszta. Szerintem különösen indokolt eset kell, hogy megérje a felárat. Általában a legolcsóbbak nem annyira jók, de meglepően jók a simához képest nyilván. Komoly használatra megveszik dupla ártól fölfelé a jó nevet, és tartósabb is, bírja a nagyobb strapát is jól, még nem is koszolódik annyira, és maga a diffúzor is sokkal komplexebb, átgondoltabb, és nyilván klasszisokkal szebben áramlik a védőgáz.
Mégiscsak hagytam ki fontosat: leginkább 2,4mm elektróda lesz a mindenféléhez használatos, általában 8-as gázterelővel (akinek 8/16-od coll a belső átmérője). Valószínűleg 2mm elektródát nem kell venned, sehol nincs hozzá befogópatron, állítólag mindenhol 2,4mm használatos 2-es elektródához, ami finoman szólva is baromságnak tűnik. Tehát kerüljük.
A ritkaföldfémes volfrámelektródákról tényleg szoktak dicshimnuszokat zengeni, általában váltóáramú awinál szuperál sokkal jobban a többinél, kis áramerősségnél is jobb az ívtartás, jobban megfigyelhető egyszerűbb gépekkel használva, ahol nem annyira üzembiztos a nullátmeneteknél az ívtartás a gép részéről. Elmondható, hogy amelyik gépen impulzus mód is és nagyfrekvenciás ívgyújtás is van, annál nem nagyon lesz különbség még a tóriumoshoz képest sem. Ha jól emlékszem nekem DC awihoz azért esett WL2-re a választásom, mert állítólag sokkal jobban bírja a kopást (pedig furamód eltörni se könnyű), és egyenáramon kb ugyanaz az érzés állítólag, mint a hiperszuperek bármelyike, árban meg többnyire kicsit jobb, és több helyen kapható, rendelni meg jobb úgy, hogy sok szükséges dolgot egy postával. A WL1.5 pedig úgy jött képbe, hogy nem volt más ott, ahonnan a kábelt és a reduktort rendeltem a kezdő kopóanyagokkal.
Reduktorból szerintem kb mind jó, legalábbis nekem rotaméterrel a másik kézben megfelel ez a nyolcezer forintos, ami van. Annyi a gond vele, hogy tök jól lehet még hegeszteni akkor is, ha nullát mutat kimenő oldalon, valahol 5 vagy 6 körül kezdődik a skála, a rotaméter meg 8-ig volt hajlandó esni, amikor a reduktoron a mutató épp megmoccant már... Szóval ilyen ez, ezért kell valami stabilabb. Első reduktornak frankó, és amint vágyni kezdek egy rotacsöves argon reduktorra, nem leszek meglőve, ha vissza kell küldeni a régi fajta menet miatt. Tudom, ez így elég paranoidnak tűnik, de első szettnél van is helye ilyesminek, ne kelljen már hetekig cserélgetni, aztán vakarózni a plusz postázgatás miatt, meg hogy amit visszaküldtem azzal jó lenne ami lett a másik izé helyett... :)
Aliexpressen a pisztolyra illeszthető rotaméterre is igaz, hogy a rendelések száma szerint rendezett találati lista tetejéről a legtöbb csillagúak közül érdemes a legolcsóbbat kiválasztani... :) Mindig változnak az árak, megtérül egy kis plusz kapirgálás.
sziasztok. pár napja irtam hogy nem akar kapcsolni a co mikor nyomom a pisztoly kapcsolóját. ismerősöm megnézte és valami ki volt lazulva de nem tudom pontosan mi, a lényeg hogy most már jó.Köszi mindenkinek a segitséget.
Űdvözletem mindenkinek.Erdélyből érdeklődnék a hegesztő szakemberektől,hogy az MTZ 82 traktor kuplungházat meg lehet-e hegeszteni és ha igen akkor mivel ajánlott.Tudniillik elrepedt és az uj nagyon drága.Várom válaszukat.
A Wolfram elektródát ki szokták hegyezni. Ha beleér az ömledékbe és elszennyeződik, ismét. A nagyobb áramerősség is jobban terheli. Tehát erősen gyakorlat- és alkalmazás függő az élettartama.
Mikor kell cserélni a wolfram elektródát? Vagy azért szép lassan ez is "elfogy" hegesztés közben? A vastagsága pedig gondolom a megmunkálandó anyag vastagságától is függ?
Az általad ajánlott elektródák már thorium mentesek ugye? Ha jól tudom, csak a piros/thóriumos elektródák sugároznak ívképzés közben? Mi a véleményed a lila E3-as elektródákról? A reklámszöveg eléggé jónak tartja...
Palacknál, reduktornál figyelni kell a kétféle menetre. Szerencsére a régi argon menet palackon nincs már forgalomban, ha újat veszel, védve vagy. Reduktorból célszerű először is egy Ar-CO2 univerzálisat választani, mert az argon palackok menete pár éve a CO2 palackokéval azonos menetre változott, és akad forgalomban (nem is kevés) Ar reduktor, ami a régi menettel jön, adapterrel meg már drágább meg macera. Kell egy pisztoly végére illeszthető rotaméter, aliexpressen nincs egy ezres. Nekem ilyen van. Néha meg kell pöccinteni fektetve, mert letapad a golyó, de ennyi az össz baj vele, meg hogy nem kéne elejteni. :)
Ha bevont elektródás inverter köré lesz koppintós szett, akkor a gázcsőre elég egy toldó és három bilincs, az acélhálóval merevített, áttetsző levegőcső tökéletes kell legyen. Bilincsből a kis csavarral, rendes menettel összehúzós jobb, mint amin a szalagon a ferde bepréselések helyettesítik a menetet. 6-7-8-9mm átmérőre készültekkel azt hiszem mindenütt tudsz dolgozni, és persze jobb többletet venni (és tartani is) belőlük. Ha rendes AWI inverter lesz, akkor értelemszerűen egy toldóval és egy bilinccsel kevesebb, gondolom gép hátulján ott a hollandi és a csővég, oda meg ismét jó a levegőcső jó eséllyel.
Pisztolyból létezik 9-es, 17-es, 18-as, 20-as és 26-os típusszámú, ami a Binzel számozását örökli. A 18 és a 20 vízhűtéses változat a 17-re és a 9-re, víz nélkül nem bírnak élni, kihúzhatjuk őket. A 9-es a kisamperes kisméretű, a 17-es a szokvány méretű, 120-150A körül még 100% bekapcsolási idejűnek tekinthető "néppisztoly", a 26 nagyjából ugyanez 200-250A-ig, de itt nyilván nem az olcsók lesznek a jó ampertűrők (de legalább szagra megvan rögtön, ha kezd sok lenni neki), és természetesen mivel a védőgáz hűt, függ a beállított liter/perctől is, hogy mennyire hűl. Esélyes, hogy 17-est veszel. Koppintóshoz 17V kell, amin van kézzel nyitható-zárható (tekerős) szelep.
Összerakás egyedül a pisztolynál szokott furán sikerülni. Először is, ami nekünk lényeges: van 1mm, 1,6mm, (2mm), 2,4mm, 3,2mm elektróda (szerintem a szürkével jelölt WL1.5 vagy a kék WL2 lesz a kiadós és kellemes). Elektródamérethez kell szorítópatront is és befogópatront is választani, bele van ütve a méret. A szorítópatron kúpos végű, hosszában bevágott része megy a befogópatronba. A befogópatron koppig be van tekerve a pisztolyba, rá van tekerve a kerámia koppig, hátulról betolod az elektródát a befogópatronba, ráhúzod a szorítópatront kúpos-bevágott résszel a pisztoly felé, és finoman megszorítod a védőkupakkal.
Rotaméter szerint 6 liter/perc jó kiindulás mondjuk egy 6-7-8-as gázterelőhöz, nyüstölni szánt elektródával egy fényesre tisztított lemezdarabon kipróbálhatod, hogy tekered lefelé (azaz befelé) a reduktor szabályzóját, míg picit pattogni nem kezd, akkor határozottabban visszatekerve valószínűleg kapsz egy jó minimum nyomást az adott gázterelőre az adott szélviszonyok közt. Gázfogyasztást és pisztolyméretet csökkenteni vehetsz gázlencsés szettet, ilyenkor a befogó patron, a fehér gyűrű közdarab és a gázterelő cserélődik, ugyanolyan méretadatokkal lesznek, mint a sima. Normál gázfogyasztás mellett növelhető a volfrám kinyúlása a nehezen hozzáférhető sarkokhoz.
:) A horganyzottnál rosszabb nincs vagyis még a festett vas se kutya, főleg ha szinterezett, hiába köszörüli meg az ember, akkor is csak fröcsög az egész :)
Gondolom függ a géptől a hegesztési pozíciótól és nem utolsó sorban a huzal és az áramátadó minőségétől is. Nekem se volt muszáj, de én cserélem amikor már nútosodik. 0.8-as huzalnál én úgy vettem észre, hogy érzékenyebb a kopásra. A cégesen 1mm huzallal hegesztek azon általában egy 15 kg-os tekercs után cserélek. Lehet pazarlás, de én így szoktam már meg.
"hegesztettem, és efolyott a vékonyka áramátadó eleje"
Ez komoly?? ilyet még nem láttam. Az általad erősítettnek mondott a 400A munkakábelba veló. Itthon 200A gépem van a melóhelyen 250A gépekkel dolgozunk azzal a "vékonyka" áramátadóval, szénsavval és kevert gázzal is. Nem az áramátadóval kéne hegeszteni :-) az áramátadóból milyen hosszan ereszted ki a drótot hegesztés közben és milyen gázt használsz?
A burn backet már megválaszolták, ha jól látom. Az áramátadónak semmi baja kb. 10 kg huzal hegesztése után cseréltem, mert már kikopott és ugyanolyan vékonyat tettem rá. Valószínű az einhell géppel voltak gondok és azért égett le az áramátadó korábban.
Úgy emlékszem, hogy van hozzá lábpedál, de nem használtuk soha. Most nem tudom megmondani, hogy van-e rajta állítás lehetőség, mert sose használtuk, de hétfőn lefényképezem a két gépet és felrakom ide.
Abban kérnék egy kis útmutatást, hogy hol, vagy a GOOGLE-n hogyan keressek rá egy AWI szett összeállításához szükséges alkatrészekre és magára az összeállítási folyamatra, mert eddig csak MMA-val hegesztettem, és itthon fogom összedobni az AWI szettemet. Sajnos az eddigi kereséseim nem jártak nagy sikerrel, akárhogy írom be a keresőbe, csak webshopokat, meg álláshirdetéseket dob ki folyton, ezért kérdezem. Az alkatrészeket itthon tervezem beszerezni (mint palack, reduktor, meg ami még kell...), és a boltban gondolom segítenek is majd ebben, de szeretek képben lenni, ha vásárolni indulok.
Köszönöm, hogy leírtad a tapasztalataidat! Meggondolom a plazmavágót, ennek fényében akkor nem éri meg azt az ártöbbletet. Tényleg, egy kérdés; akarok hozzá rendelni lábpedált, de fura, hogy egy videón azt láttam, hogy a gép frontján van a lábpedál kapcsoló, a hirdetésben szereplő gépen viszont se elöl, se hátul nem látok ilyet, meg a csatlakozót sem. Ezt külön kell kérni hozzá, vagy csak a képen nem szerepel és alapból rajta van? Vagy ti nem használtok egyik géphez sem lábpedált?
A ti gépeiteken van AC frekvenciaállítási lehetőség? És ha igen gyakorlatban jelentősége?
Igen, nekem is tetszett, hogy nem ilyen "advenced kit" hangulatot kelt a gép és a tartozékai. Igazából egy hazai kereskedő ajánlotta ezt a gépet, igaz az plazma nélküli verzió volt.
Homályosíts fel kérlek, a PRC gyártmány mit takar? A honlapon azt írják, hogy TOSHIBA fő alkatrészekkel szerelik őket.
A burnback azt szabályozza, hogy amikor elengeded a gombot a hegesztés végén, akkor hogyan álljon le az áram és a huzalelőtolás, és ezek eredményeként a kilógó huzalvég mennyire "égjen vissza" az áramátadó felé. Próbáld ki egy adott hegesztés esetén a két végállást és szerintem rögtön érteni fogod.
Megvan, este összeraktam, nagyon boldog vagyok vele, viszont ha lehet, kérdeznék még.
Barkács hegesztő vagyok. Belül van egy gomb, amivel fel lehet tekerni a hegesztődrótot, ez sikerült is, viszont a gomb mellett van egy pótméter, amit fel lehet tekerni, jelenleg 0-lán van. Az mire való?
Sajnos ezt nem írja le az útmutató.
BURN BACK felirat van alatta. A másik kérdésem az lenne, hogy az áramátadót elég vékonykának látom, a régi gépem EINHELL 170-es volt, annál zárt szelvényt hegesztettem, és efolyott a vékonyka áramátadó eleje. Vásároltam erősített áramátadót, ami hosszabb mint az eredeti, viszont akkor túlért a gázterelő elején.
Mi a megoldás jó az eredeti, abból vegyek tartalékot, vagy az erősítettből, és vegyek hozzá hosszabb gázterelőt?
Ha a folytonos vonalon van a jelölés ott hegeszted, ahová a nyíl mutat, ha a szaggatott vonalon a nyíl a gyökre mutat, vagyis a másik oldaláról kell hegeszteni. Remélem így érthetőbben fejeztem ki magam.
Azt mutatja meg, hogy melyik oldalról kell hegeszteni a terméket. Ahol nincs, azért nincs, mert kétoldali varrat, hegeszted innen is meg onnan is. Lehet olyan jelölés is, ami nincs a rajzon, hogy a szaggatott vonalon van a varrat jelölés az azt jelenti, hogy a "rajz túloldaláról" kell hegeszteni a munkadarabot. A két vonal neve referencia és azonosító vonal. Hogy melyik melyik azt most kapásból nem tudom.
2 db is van a munkahelyemen. Egy kombi, amiben plazmavágó is van meg egy sima awi mma, mondjuk az se az alap, mert lehet rajta állítani majdnem mindent.,2 fajta impulzus hegesztést lehet állítani stb.
A plazmást a 7 év alatt kétszer kellett szervizelni plazmavágás után. Valami elszállt benne. A második után nem is erőltettük azt a funkciót. Viszont a hegesztő részével semmi gondunk nem volt. Ha a plazma miatt vennél kombit én nem ajánlom, inkább vegyél külön egy plazmavágót, mert ha bármelyikkel gond van, akkor nem kell nélkülöznöd a másik gépet.
A másodiknak említett géppel egyszer sem volt gondunk a 7 év alatt. Havonta levesszük a burkolatot és jól kifújjuk.





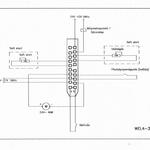
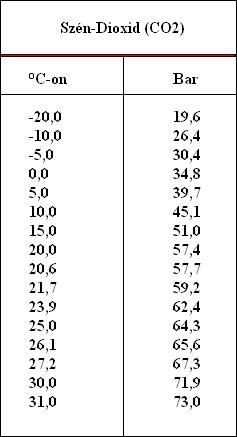







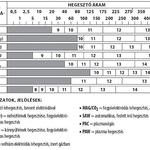






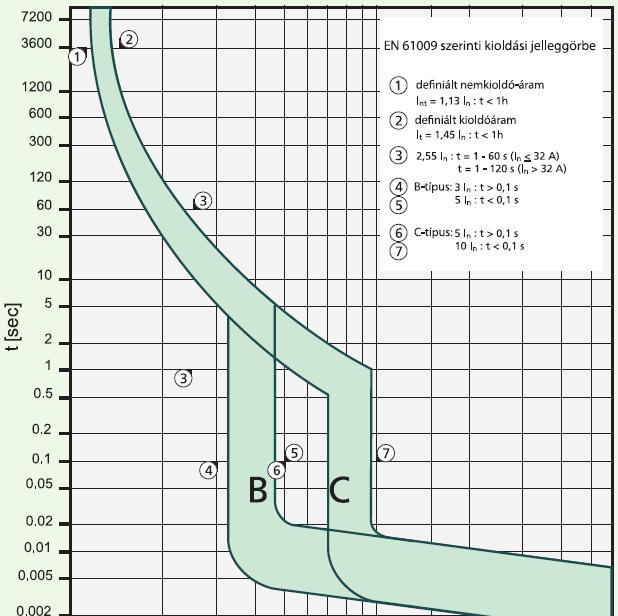







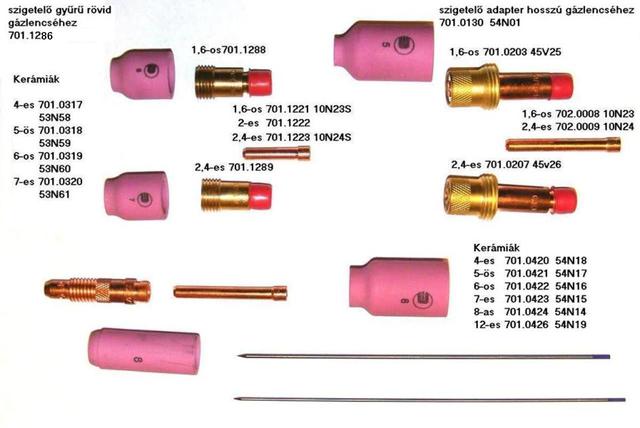

 Van Neki ez is .
Van Neki ez is .



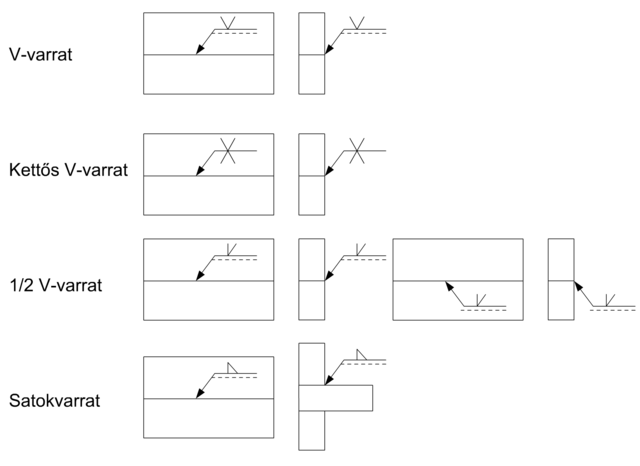
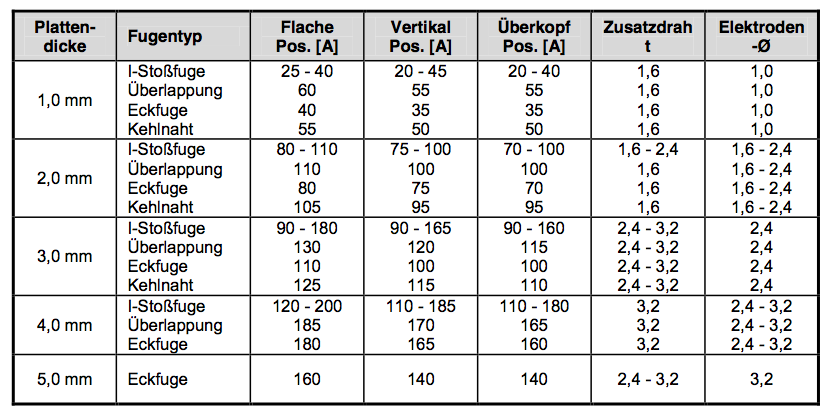{kind=link}
{kind=link}
{kind=link}