A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
Kaptam egy AWI ra alkalmas gépet, de teljesen zöld vagyok e térem, hol tudnék némi alapfogalomra szert tenni? Nem sokat de probálgattam a készüléket, az eredmények elszomoritoak. Egyenlőre csak vas anyaggal kisérletezgetek, de ez is siralmas. Bármilyen beálitásban probálgatom, viszonylag gyorsan legombolyödik a wolfram szál hegye, és a kerámia gázterelő is teljesen átizzik, el is deformálodott. A gép Tucana 205 digipulse.
Valószínűleg a kondenzátor. Nekem egyszer egy régi Hetránál volt ilyen, nagy durr, némi füst és csend. Két kondi volt benne, egyszerre mindkettő elpukkant. A cseréjük után simán működött tovább a gép.
Nem zartam ki egyiket sem, meg nem kaptam mindenhonnan arat, azert az is donto szempont lesz. 40-50 ezer, vagy esetenkent 100+afa kulonbseg mar azert szamottevo egy hasonlo meretu es tudasu gepnel.
Igen, de en 3 fazisut keresek most mindenkepp. 1 fazisubol egy kis inverterest vennek, annak ugy van ertelme, de hordozhatonak egyelore abbol eleg a Stahlwerk WIG200P.
A melóhelyemen egy 250-es 3 fázisú Weldi- vel hegesztek vasat, Itthon viszont egy 200- as 1 fázisú Hanyec féle gépem van.A hanyec gépe sok fokozatra van osztva, az enyém 12- re. Hegesztette vele 180- as I gerendát, de a fémfűrészemre a vékony lapot is meghegesztem kevert gázzal. Szerintem és még pár ember szerint bőven megéri az árát. Egy volt kolléga kerítéseket kapukat hegeszt vele. Az ár személyesen megbeszélendő :-), de ha kell elhozhatod palackkal dróttal azonnal. A 3 fázisút olcsóbban megkaptam volna, de nekem nincs 3 fázis, egyszóval remek gép a Hanyec féle.
Igen, ez a 7 van az en listamon is, erosen kivancsi vagyok, ti mit ajanlotok. Kozel nincs egyik sem, szoval ez nem befolyasol.
A Weldit nem mondom, hogy kilottem, de kicsit dragabbak, mint a tobbiek, legalabbis a listaaruk. Valamiert a B-maxrol rossz emlekeim vannak, mintha jart volna nalunk egy, amit nem szerettem.
Talan a Nagykorosi Trakis Europeweld es a Hanyecz fele verzio, ami szimpatikus. Utobbi pedig nagyon jo arat is mondott.
Az üzletben nem volt, tavaly sem, úgy kérdeztem rá hogy van-e. Hátra kellet menni az udvaron át, és egy garázsban voltak a gépek. Meg volt egy másik helység, ott egy szaki javított, vagy rakott össze gépet.
Weld-impex, B max, Trakis-Hetra Bp. Hanyecz féle, Formig, Trakis Nagykőrös, Elektromig kft. Amelyik gyártó a közeledben van, menj be próbáld ki, biztosan meg tudsz egyezni velük.
Jo estet! Remelem nem gond, ha itt is megkerdezem, hogy a magyar gyartmanyu hegesztok kozott melyik lenne az amelyiket mindenkepp erdemes megnezni olyan 250-300A koruli meretben?
A foszforsavval kapcsolatban igazad van, hogy veszélyes. A melóhelyemen a pácoló műhely munkatársai csak védőruhában, és oxigénmaszkban dolgoznak vele. Szórópisztollyal beszórják a felületet, majd egy óra pihentetés után sterimobbal lemossák. Ezt passziválásnak mondják. Egyébbként, egy matt felület lessz a kezelés után.
Volt melóhelyemen tisztító páccal fényeztük ki a varratokat.Felecseltük majd vízzel lemostuk és aztán persze passziváló folyadékkal bevontuk a felületet, így sokáig szép maradt.
Most nem jutok hozzá ilyen anyagokhoz, és azt az évenkénti pár saválló varratot megoldom másképp.Csőnél a belsejét is védtük former gázzal, de most csak nitrogénhez jutok hozzá ha csövet hegesztek azzal csinálom.
Ezt a foszforsavat nem ismerem, de veszélyesnek tűnik.
A hegesztés a képeken nem életem legjobbjai, de csak egy sima koppintóssal awival csináltam ahol nincs utógáz csak elrántod az ívet és valamennyire visszarakod a pisztolyt az argon áramlással. Meg 3-4mm hézagot is bekelett raknom úgyhogy jól megégettem az anyagot.Kb:55 amper, 10liter argon,1,6-os piros wolfram, 2,4 hozaganyag.
Az enyém leginkább jobbról a legelsőre hasonlít persze nem ennyire szürke de hasonló!Sajna még nem értem rá kipróbálni gátlókat kellet cserélnem a kocsin majd holnap !
Sziasztok. Centroveld 190 inverterem csettent egyet lecsapta az autómatát, autómata visszakapcsol. Hátul kapcsoló világít, de a gép nem üzemel, ventilátor se forog. Mekkora gond lehet? :( Pár hetes, alig volt használva. Most sajna nincs időm visszavinni. Egyszerre az ugrott be, hogy az eladó annyit mondott garis javításról, hogy ha leesik nem csinálják meg. Mivan ha azt mondják leesett?
Azzal azért nem tudsz utógázt csinálni, mert a hegesztés befejezéséhez el kell húznod a pisztolyt a munkadarabtól (hogy kialudjon az ív), ezalatt a tizedmásodperc alatt már levegőt is kap az izzó varratod és ettől lesz fekete. Utána már hiába húzod vissza a pisztolyt hogy gázt engedj a varratra, már késő:(
Az én gépem ez a koppintós awi amin ugye a gáz nyitást és zárást én tekergetem úgy hogy ez megoldható! De próbáltam úgy is és igazából az egész varrat szürkés ami számomra nem nagy tragédia csak érdekesnek találtam a kötés legyen jó más nem számít!De ahogy kezdem a varratot ott látszik hogy fényes de csak a kezdőpontnál utána végig olyan milyet írtam lehet sok a szennyeződés de hegesztés előtt lepucoltam ! Hegesztés után szétszedtem és megnéztem milyen az átolvadás szerintem egész jól sikerült mert megértem szétszedni és mivel nincs gyökvédelem a másik fele nem volt szép :)!
Hali! Iweld aluflux 215.öm van. Ezzel mennyire lehet awi-zni mi kell még hozzá, kb mennyibe kerülne a cucc, nem kell profi ipari? Illetve a corgon jó e hozzá?
Nem tudom szoktam nézegetni videókat de a videón olyan szép fényes a varrat kihűlés után nálam szürke mintha kicsit salakos lenne de persze ha megpucolom szép fényes :)!
Köszönöm ! :) Első alkalom volt de nem tudom menyi a megfelelő gázmenyiség tudom hogy sok mindentől függ !Gondoltam megpróbálkozom hozaganyag nélkül ! Gáz nálam úgy 7-re van belőve !
Egy olyan kérdéssel fordulok hozzátok hogy mekkora gáz áramlás szükséges AWI hegesztésnél 55-60 A 1.6 wolfram elektródával szeretnék AWI-ni! Rozsdamentes anyagról van szó most próbálgatom de nehezen tudom eltalálni!Gáz belövése kicsit bajos dolog számomra de már rendeltem átfolyás mérőt hogy biztos legyen !
Ha nem használjátok a járművet akkora sebességgel hogy egy esetleges törés gondot vagy komolyabb balesetet okozna akkor hajrá. Ha meghegeszted bázikus elektródával elvileg minőségibb lesz a varrat, sok féle elektróda létezik ami jóval nagyobb szakítószilárdsággal rendelkezik mint egy mezei noname co huzal. Nehéz ám jó tippet adni mert nem tudni ki mennyire tud hegeszteni pl. ha co-val profi vagy és jó géped van amivel fogod és egyik kézzel forgatod másik kézzel egy menetben körülhuzod és faszán beolvasztod lehet hogy jobb eredményt érsz el vele mint ha egy hiper-szuper elektródával "összetaknyolod" és ez érvényes fordítva is. Mindenesetre azért óvatosan az ilyen beavatkozásokkal, mert nem a teszt közben fog eltörni, ha eltörik hanem jóval később amikor már nem számítasz rá.
Milyen járműnek vagy egyáltalán minek a gömbfeje? Mert ugye gömbfej nagyon sok mindenbe van. Mert ha nem kormányműben van, és egy esetleges törés nem okozhat gondot akkor majdhogynem mindegy mivel hegeszted maximum eltörik és tudod hogy más megoldást kell keresned. Ha pedig olyan helyen van ami kicsit rizikós akkor jobb ha meg sem csinálod. Jó lenne tudni miről is van szó pontosan akkor lehet hogy kicsit több tippet kapnál.
Gömbfej van a végén azt szeretnék cserélhetőre alakítani. Felújított gömbfej nem bírja sokat. Egy azonos méretű gőmbfej más típusból jó minőségű utángyártott meg párezer. Maga a rúd meg újonnan több tízszerese. Szereztem pár szál spéci elektródát. Először azzal akarnék próbát tenni. Ha nem válik be kuka lesz a vége.
Üdv Urak! Bemásoltam ide is hátha. Van egy kovácsolt acél idomom aminek a végére menetes perselyt kellene hegesztenem. A megfelelő eljárás tekintetében azonban gondolkodóba estem. Próbáltam megfelelő hozaganyagot keresni hozzá azonban mikor a kezembe kaptam a cuccot volt rá hegesztve egy fül ami még a gyárban került rá 12 éve. 100%hogy mig el volt hegesztve bizonyítja ezt az ott maradt drótdarab. Kísérletezni nem kívánok vele inkább a legmegfeleőbbmódon szeretném megoldani. A barátom aki kérte, hogy csináljam meg nagyon erőlteti, hogy csak nyugodtan varrjam oda co-azt jónapot. De én nem teljesen vagyok biztos a tart9s sikerben.
Lett volna egy küszöbcsere, de idő hiányában vissza kellet mondanom. Nagyon keveset vagyok itthon, 2-3hetekre vagyok oda,(tegnap este jöttem haza). De úgy néz ki, most sima munkaidős meló lesz okt végéig. Le akarnám fedni a teraszt, 4x5m, zártszelvény váz+polikarbonát tető, (Mondjuk azt mondják az igazi férfiak fából építenek), de még agyalok, hogy polikarbonát helyett mit lehetne. Lehet hogy polikarbonát, lemezzel lesz párosítva, hogy fény is legyen, meg árnyék is.
Értem, akkor hanyagolom, én sem gondoltam túl erősnek. Nekem is 2hete lett betéve 3 konnektor, és a világítás megcsinálva. Az órától 2,5-es vezeték a garázsig, (műhely).
Szia, mennyire masszív ez az önterülő ajzat kiegyenlítő? A garázsban nem a legsimább a beton, gondoltam húzok rá egy réteget. De attól tartok hogy ha ráejtenék egy nehezebb dolgot felválna. Vagy van nekem egy sin db-om, (ami a betonon van) amin szoktam lemezt kalapálni, azt bírná ez a kiegyenlítő, nem válna fel.
Gondoltam még arra is, hogy felmarnám a tetejét, hogy simább legyen, és lekenném lábazatfestékkel.
Sziasztok. Van egy 6-7mm külső átmérőjű három eres hosszabbítóm ami 4-5m. hosszú. Hegeszthetek erről a fogyóelektródás inverteremmel? Vagy közbe tapizzam meg és ha nem melegszik akkor ok? Köszönöm.
Köszönöm a válaszokat, hétvégén előveszem és még kicsit tesztelgetem, nagyon nem lehet kopott a pisztoly mert alig használtam, Blackwolf vagy milyen a pisztoly lehet valami szar. Remélem ráérzek a dolgokra mert már 100x megbántam ,hogy nem lángvágó/hegesztőt vettem. Ja és a 4T-2T az mit akar jelenteni?:D
Érdemes egy távtartót készíteni a plazma pisztolyra, így be tudod pontosan állítani, hogy milyen távol legyen a plazmaív az anyagtól. Ez 2-3 mm az ív vége és az anyag között, 1-1-5 cm a pisztoly fúvókája és az anyag között. A 60 A-os plazma elvisz szerintem 8-as anyagot is, igaz lassan,de 4-5 miliset lazán. A sebességet pedig gyakorolni kell, vagy kell készíteni sínt, ami megvezeti a pisztolyt, igaz ez korlátozott vágási formához jó. A pisztoly fúvókáját pucold meg bronz kefével rendszeresen, minden 2-3. vágás után. Mindig legyen 5-6 bar nyomásod, és akkor tutira kifújja az olvadékot. Arra azonban nagyon figyelj, hogy ha hosszabítóval kell a gépet üzemeltesd, akkor a vezeték legalább legyen 2-2-5 mm2-es mert gyorsan átmelegíti a vezetéket, vagy el is égeti. Természetesen réz vezeték. Az aljzat ahova bedugod, az terhelhető legyen rendesen, ne gagyi anyagokból, dugaljból legyen összerakva, mert itt van áramfelvétel rendesen.
Ezeken kívül pedig gyakorlás. Léteznek elektromos kocsik is, pl az iWeld is gyárt ilyesmit, de az már drágább buli, azonban nagyon hasznos. Jó lánghoz, és plazmához is!
Haló, nekem is van egy 60A Jasic plazma, de egyszerűen nem tudom kezelni. Kérdésem ,hogy mikre kell odafigyelni,mert mikor vágok mind megy el az ív és csomót taknyolok mire elindúl újra, annyira ronda vágásokat csináltam ,hogy el is ment a kedvem 1 hónapja elő se vettem. Mi lehet a gond, nagy a levegő nyomás,kevés vagy sok ampert adok,vagy túl lassan/gyorsan húzom a pisztolyt vagy igen közel tartom ,vagy esetleg a gép a szar ?
Beszéljétek rá a főnöködet egy új 100A-es gépre aminek van 1-2 év garanciája(lehet pl.:alfaweld,mastroweld vagy más kínai olcsóbb gép az ipari mennyiségben tudja vágni a 4-5 mm-es anyagot.
Úgy 5 évvel ezelőtt nálunk a főnök hallani sem akart róla de meggyőztük és vett egy mastroweldet, mi vágunk 10 mm felett is.
Rengeteget megy és használja boldog boldogtalan. 2,5 évet bírt az első de ezalatt rengetegszer behozta az árát.
Hihetetlenül gyors, termelékeny és olcsó vele a munka. Ha sok munkátok van és ki tudjátok használni akkor nagyon megéri beruházni rá nagyon sok időt és pénzt spóroltok meg vele.
Szerintem ezek a kicsik alkalmatlanok ilyen sok vágásra. Nekem alfaweld 50-es van, 1-2-3-4mm -nél tökjó, de efölött már nem 100%. Kevés az 50A pedig vinnie kéne egyenesen a 8mm-t maxban meg a 12-t.
Lehet, hogy egy kicsit off, de nem látok konkrét topikot.
Arról van szó, hogy talán egyszer a főnök beruház egy plazmavágóba. Nagyon kis cég vagyunk, viszont sokszor kell 3-as, 4-es lemezt (meghajlott, torz, feszültséggel teli) lemezt vágni és hát ezt flex-szel nem egy életbiztosítás, ráadásul lassú. Nnomost, egy ipari szintű plazma az drága. Használtan olcsóbb.
A kérdésem az volna, hogy a főnök hallott egy olyan infót, hogy a plazmavágók elektromos alkatrészei erőst használódnak, tehát használt plazmát venni komoly lutri. Így meg nem mer belevágni egy használtba, mert ha megszívja egy kétszázezres befektetéssel, akkor az nálunk komoly érvágás.
Szóval az lenne a kérdésem, hogy ez az infó igaz, vagy igaz de csak a gagyikra, vagy úgy hülyeség, ahogy van?
Mennyire megbízhatók a használt plazmák (példának okáért egy IWELD CUT40-es)?
Vagy esetleg van-e valakinek tippje egy jól használható plazmavágóra (napi szinten átlagban pár 10 méter 4-es vaslemezt kellene vágni, de azt bármiféle gond-baj-probléma nélkül!)?
Én nem erőltetném ha vásárláson gondolkodsz esetleg. A másik topicban több gépet is ajánlanak (maseratiisti, batri guszti, rached lee stb.... csak hogy párat említsek) akár pálcás akár CO, akár awi gépről van szó. Azok lepróbált darabok. Én a magam részéről teljesen megbízom az ítéletükben, pro és konkra minden el van mondva......
A magasabb amper se fog segíteni, mivel (ahogy írták) az üresjárati feszültség állandó. Ahogy láttam, a te gépednek 66V az üresjárati feszültsége, tehát azt a bázikus 2.5 elektródával boldogulnia kellene. Van itthon ugyan ilyen ok 55-ös elektródám, és olyan géppel is lehegesztem aminek kb 55 v az üresjáratija. Ívgyújtásnál ügyeskedni kell, illetve jól kiszárítani, és akkor nincs gond. Plusz ennél rövid ívet tarts (magátmérő felét), különben megszakad az ív, de könnyű is leragasztani az elektródát a bevonata és a rövid ív végett. Tehát gyakorolni kell. Újragyújtásnál segítség lehet, ha kesztyűvel letöröd a bevonatot az elektróda végéről, így könnyebben fog ívet!
Szia. Köszönöm a tanácsot. 2 óra múlva ismét kimentem a műhelybe mert baszta a csőrömet hogy mi lehet vele. És akkor észreveztem hogy az egyik vezeték ami a panelhez megy lecsúszott.Miutàn azt visszatettem megoldódott a probléma.
Nem tudtam neki pont akkora áramot adni, hogy ne égesse el az anyagot, de ne is ragadjon (kettes falu zártszelvény) Lehet melegíteni kellett volna tényleg sütöbe. Talán ez is azt jelzi:
Köszi, még gyakorolni kell vele.:-) Szerencsére inkább magas, az alapterület 342*313 és 532 magas, nagy helyet nem foglal.
Impulzust nem tudja, de van slope-up, slope-down, gas post-flow, igaz, hogy ezeket csak belül a dobozban a panelen lehet beállani, szóval beállították gyárilag mindegyiket, ha valaki módosítani akarja, bizonyos határok között lehet.
De én úgy gondoltam hagyom a gyári értékeket, ez van ez ilyen.:-)
Levegővel kifújtam a port belőle, megnézegettem, egyben van. Közben szervizdoksit is találtam a neten, ha netán valamikor kellene. Rá is jöttem, hogy át lehet kötni 230V-ra is, gyárilag úgy alakították ki, ha szükséges lenne.
Szerintem csak az eredeti dinse csatlakozó és a védőgáz gyorscsatlakozója lett egy co aljzatba osszehozva, lehet valamelyik hibájából.Ötletes megoldás és tökéletesen működőképes.Nincs ezzel semmi baj.A gép egy kicsit nagy, de jó és örök élet.Jó(sok) munkát kívánok vele.
Mennyire jó ötlet hőlégfúvóval melegíteni használat előtt a bázikus pálcát? Több helyen olvasom, hogy érdemes sütőbe tenni, nálam ez kivitelezhetetlen.
Illetve. Valami trükk, hogy ne húzza el a hegesztés az anyagot? 80*40.es zártszelvényt kéne összehegesztenem, mert nem tudtam elhozni 6 méter hosszban. Ketté kellett vágnom. Hiába fogatom szögvasba, valamennyire úgy is elhúzza.
Régóta olvasója vagyok a fórumnak, nagyon jó írások vannak. Most hozzám került egy AWI gép, szeretnék ismerkedni a használatával.
Esab tigma LTH 161 típusú, nem inverteres, van súlya, de a méreteinél fogva elfér a műhelyben. Van hozzá MMA kábel és AWI kábel, palack, távvezérlő stb.
HF gyújtás. Sajna csak DC.
Érdekes, mert az AWI kábel ( 8m-es) olyan mintha CO2 kábelból alakították volna át, a gépen a csatlakozót is átszerelték.
Nem zavar különösképpen, gáz és áram átmegy, de kíváncsi vagyok, elképzelhető, hogy van ilyen AWI kábel? Ez volt a fiókban és ezt szerelték rá?
Nem inverteres fiatal gép, de remélem előbb-utóbb tudom majd itthon a háztájiban használni. MMA-val és CO2-vel már régóta hegesztgetek, de nagyon megtetszett az AWI és itt a fórumon is sokat olvastam róla.
Sziasztok.
Ma vásároltam egy centroweld 190.es invertert.
Hogyan kéne elvileg hegeszteni inverterrel bázikus pálcával? Próbálom fordított polaritással is, de nekem mindenhogy működik, persze nem olyan jól mint rutilos pálcával. Ám a pálca közepe jobban fogy mint trafónál.
Az miért van? Így jobban oda kell koppanta, hogy lemenjen a bevonat és ívet fogjon.
Gondban voltam egy klímakompresszor tartófülének pótlásával.. egyik partner kérte szívességként, hogy, ha már úgyis karosszériások vagyunk, hegesszük már meg. Na igen, csak nincs felszerelésem alumíniumhoz. Kerestem a közelben valakit aki gyorsan feltölti, de nem volt elérhető pár nap alatt senki..
Úgyhogy Maseratisti topictárstól kértem néhány infót, miként tudnám MIG hegesztővel megoldani. Az argon palack adott volt, úgyhogy vettem AlSi5 huzalt, meg eggyel nagyobb áramátadót és elkezdtem próbálkozni. Nem vagyok hegesztő, mindent otthon tanultam, szóval lehet tökre nem is szakszerű. A célját viszont teljesíti :)
Nem lett 100%, de majd legközelebb szép is lesz. A kalapácsot bírja :) Remélem a használatot is.
Nem törvényszerű, hogy elkötöttél valamit! Szerintem első lépésként ellenőrizd a pisztolyban lévő mikrókapcsoló kötését, és, hogy nem szakadt-e a vezetéke.
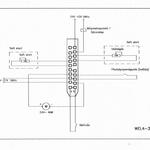
Segítségre lenne szükségem.Egy Güde MIG 155/6w Co bekötési rajzát keresem. Vagy legalább a 6 állású kapcsolón lévő vezetékekét.Ugyanis kapcsolót cseréltem és miután minden vezetéket egyesével cseréltem ki és ugyan oda tettem az uj kapcsolón. Azóta valamiért nem adagolja a drótot valamint nem ad át áramot sem. Az a gyanúm hogy valamit rosszul köthettem át.
Aluminium hegesztéshez milyen MIG / MAG gép kell váltó vagy egyenáramú? Azt tudom, hogy alu hegesztéshez AWI/TIG gépből Ac/DC az az váltó áramú kell. Azt olvastam hogy Pálcás MMA nál viszont egyenáramú szükséges. És láttam MIG géphez aluhoz való tekercset, DE arról nem találok neten semmi infót, hogy váltó vagy egyen áramú MIG géppel lehet alut hegeszteni. Ha valaki tudja legyen szíves leírni KÖSZÖNÖM.
LIFT-es indítású awizóktól kérdeznék.Alacsony ampernál olyan 50A alatt mennyire stabil az ívindítás?
Mert nekem elég gyatra.Próbáltam 2,4-2,0-1,6-os piros és arany wolframokkal is.Ráérintem az anyagra(ami tökéletesen fémtiszta) majd elemeltem úgy ahogy kell és sokszor nem alakul ki az ív.
Persze van amikor 10 ampernél is beindul a 2,4-es wolfram, de random módon csinálja az egészet.
70-80 ampernél és afölött már tökéletesen indít minden emelésnél.Hiba lenne?
Nincs tapasztalatom liftes awikkal, mert csak HF-es vagy koppintósokkal dolgoztam.
Sajnos a környékemen sincs olyan akinél más géppel kipróbálnám ezt az indítást.
Köszi, nálunk gyakorlaton csak az oktató hegesztett impulzusssal alumíniumot. Mi csak 3as szerkezeti acélt 2,4taktussal. Azt hittem hogy pl. egyes lemezt már csak impulzusssal lehet awizni.
Van egy WEL 4-3b panelom, ami 3db potmétert tartalmaz tudnátok bekötési rajzot küldeni hozzá? Egy ilyen rajzot találtam, de ezen csak két poti van! A másik kérdésem pedig az, hogy mi a "befűzés" funkció?
DC-. A zöld váltóáramra való,az nem jó,a többi mind ok,de a pirosat(tóriumos),nem használnám radióaktív.4-5mm- től elő kell melegíteni,és a tiszta argon is jó hozzá,de a tiszta hélium jobb,nagyobb a hőbevitele,vagy a Ar+He keverék,de ezek nagyon drágák.
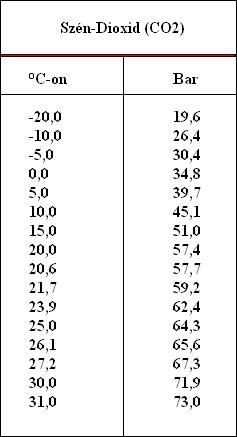
Itt egy táblázat ami megmutatja, hogy adott hőmérsékleten kb.milyen nyomást fog mutatni a co2 reduktor.1kg folyékony co2-ből 500-550 liter gáz fejlődik mert ez is hőmérséklet függő, de ki lehet belőle számolni hogy kb meddig fog kitartani a palackod.
Nagyjából igen, van valamennyi hőmérsékletfüggése a dolognak, szóval valamennyit változhat az óra által mért érték. Mérheted a súlyát, az szépen fogy, ahogy elhasználod a gázt. Azt viszont nem tudom így fejből, hogy melyik palackot hány kg-mal töltik (kellene, hogy töltsék).
A palack alján folyadék, felette gáz halmazállapotban van a széndioxid. Amikor használod, akkor a gáz megy ki a szelepen, azzal hegesztesz. Emiatt lecsökken(ne) a nyomása a folyadék fölötti résznek, ami miatt a folyadékból valamennyi gázzá alakul, amíg a nyomás eléri az eredeti szintet. Persze a folyadékszint így csökken. Ez egész addig így megy, amíg az összes folyadék el nem fogy.
Ha például fejre állítanád a palackot, nem tudnál vele hegeszteni, mert folyadék formában jönne ki a széndioxid (persze azonnal elforrna a levegőn). Így működik a széndioxidos tűzoltó-készülék/palack, abban egy cső megy le a palack aljára, épp azért, hogy a folyadék széndioxidot spriccelje ki.
Ez fura.. az 5kg co palack 50 vagy 70baron érkezik (már nem emlékszem mennyi) és ahogy fogy úgy csökken az óra szerint a nyomás. A műhelyben mostanában 20-30 fok között szokott lenni időjárás függően.
A 20 és 50L corgon pedig 200baron érkezik és szintén ahogy fogy a gáz úgy csökken a nyomás.
A széndioxid cseppfolyósodik szobahőmérsékleten valahol 60 bar környékén, azaz a palackban végig kb. ennyi lesz a nyomás. (A hőmérséklettől függően valamennyit változhat.) A legvégén, amikor a folyadék már elfogyóban van és az utolsó cseppek is elforrtak, akkor fog csökkenni a nyomás, közvetlen a kiürülés előtt.
Tömör huzalok fogyóelektródás(co) hegesztéshez, co2 vagy kevert Corgon gázzal.
Mindkettő alkalmas ötvözetlen ill.gyengén ötvözött acélok hegesztésére.
Ahogy az előttem szóló Márne írta, a vegyi összetételben van egy pici különbség.
Általában:
SG2: C-0,08 Si-0,80 Mn-1,40
SG3: C-0,08 Si-1,00 Mn-1,65
Az SG3 huzalok Si és Mn nagyobb tartalma miatt, egy picivel jobb mechanikai tulajdonságokkal(szakítószilárdság, nyúlás, ütőmunka) bír. Otthonra ökéletesen mindegy melyiket választod.
Pest megyében keresnék valakit aki bevállalna egy 12 cm varatott Mtz traktor öntvény repedt kuplungházon helyszinen.Tisztában vagyok azzal hogy nem lehet 100 százalékos sikert garantálni de nekem megér 1 probát.
A huzalvezető spirált és görgőt nem érdemes alapból lecserélni?
Úgy vagyok vele, hogy most egyszerre áldoznék rá, hogy később ne kelljen.
Inveld gépekből néztem a pocketmig 205 lt digital-t. Az tud mma-t, mig-et és awi-t. A keretbe is belefér. Ilyen kombináltat érdemes venni, vagy itt is igaz, hogy inkább kevesebb dolgot tudjon, de abban legyen jó?
Eladó lessz az egyik hegesztőm és gondoltam úgy korrekt, ha először itt osztom meg mert ilyenek nincsenek százával hirdetve, pontosabban ritka mint a fehér holló és hátha valakit érdekelne.
Fronius Transpocket 1500-am eladó újszerű szinte karcmentes állapotban, szerelt hosszú gumis munkakábelekkel, gépkönyvével, nagyon nagyon nagyon megkímélt állapotban. Kb 15 doboz elektróda lett elhasználva vele ami azt jelenti, hogy még szinte be sem lett járatva a gép, awi-s része soha nem volt használva. Hihetetlenül vigyáztam rá az ára 90 000Ft
(Aki nincs képbe: ez a gép a világ egyik legjobbnak tartott egyfázisú ipari felhasználásra készült inverterese, 1995-től napjainkig változatlan formában gyártották, a bolti ára közel 200ezer forint.
Posta nincs személyesen kell kipróbálni, hogy mit tud a gép, garantáltan nem lessz csalódás.
30A-el az 5ös anyagot is el kell tudni vágni. ha nincs távtartód akkor egy picit 10° ot dönts meg a haladási irányba a pisztolyt, hogy hátrébb vágjon, így kevésbé akad el. És főleg ne állj meg, próbálj folyamatosan haladni.
Az amelyiknek a másodrendű inercianyomatéka nagy....
Érthetően: amelyiknek a középvonaltól kifelé minél több anyag van például az I gerenda , Ezt lehet fokozni egy rácsos tartóval mert úgy messzebb kerül az anyag a középvonaltól és ugyanaz a keresztmetszet nagyobb nyomatékot tud felvenni.
Mint ahogy az előttem szóló is írta, az iWeld gépek árfekvése kielégítő. A kérdés, hogy mennyire sűrűn használnád. Mivel a 215 Aluflux gép már 15 kilós huzaldobot is befogad, ami ft/kg-ban olcsóbb, persze nehezebben mozgatható. Ha elég az 5 kilós dob, akkor mehet a 195 Aluflux. Zártszelvényhez, lemezekhez a 0.8-as huzal elegendő. Az, hogy sg2 vagy sg3 már attól függ, mit hegesztesz vele. Alut is tudsz ezekkel a gépekkel, csak kell tiszta argon hozzá, illetve a huzalvezető spirált kell lecserélned teflonosra, plusz a huzaltoló görgőt.
Jó szívvel tudom ajánlani az Aluflux családot, egy 215-ös gépem van, és tökéletesen teszi a dolgát!
Sziasztok! Tudom, ez nem az a topic és biztos, többször ki volt már tárgyalva, ezért kérlek ne fedjetek meg amiért gyakorló szakemberek aktuális véleménye érdekel.
Van egy kicsi 160 amperes inverteres MMA hegesztőm. Hobbi célra vettem, de most már kevés. Sok 1-1,5 falvastagságú zártszelvényt hegesztek. Amihez vagy hozzáragad az elektróda, vagy átégeti.
Szeretnék venni egy komolyabb védőgázas gépet, amivel gyorsíthatnám a munkámat. 220-al használnám, de a 380 is megoldható.
Milyen márkájú és típusú gépet ajánlotok, milyen márkájú és vastagságú huzallal? A teljes szettre max 220e a keret.
Van olyan kombinált gép, amivel a zártszelvényen kívül alumíniumot is tudnék hegeszteni és ajánljátok is?
Egy fázisról nem érdemes vele dolgoznod, sokaknak volt már vele bukta! Hidd el egy olcsó inverter sokkal jobb. Sok MMA-t tekercseltem, jók voltak nagyon rutilossal, de az már idejét múlt dolog. Különben olcsón tudsz venni hegesztő trafót használtan, ami szabályozható, tedd fel arra a graetz-edet! https://www.jofogas.hu/magyarorszag?q=hetra Ha már barkácsolsz, miért nem csinálsz MIG-et? Én pl eladom az enyémet trafó és egyenirányítóhíd nélkül, azzal el indulhatsz!:-) Még valami: egy ismerősömnél extra messze kellett a házuktól hegeszteni, a hagyományos trafó nem bírt ívet fogni, viszont az inverter tökéletesen tette a dolgát!
Erről beszéltem,tulajdonképpen ez egy másodlagos reduktor,ami a hegesztés kezdésénél megakadályozza,hogy a gáz önmagát elfúja(turbulens áramlás),ami vezetékben lévő túlnyomást is drasztikusan csökkenti,ami felesleges gázáramlás veszteséget is jelent.Nekem ilyen van:
Néhény tized literrel ez is engedi az üzemi gáznyomást feljebb emelkedni,de sztem ez igen korrekt Az iweldnek is van ilyen készűlkéke olcsóban,de nincs vele tapasztalatom.
Tanácsaitoknak hála, már az első levelemben leirtak fogalmát már értem. Természetesen csak a sokadik probálgatás után fogom megérteni az állitási lehetőségek összefüggéseit, de már ez is haladás. Legalább tudom mi mire való.
VAlójában a kereskedőt is értem, ha naponta elad pár gépet, - nem nyithat hegesztő iskolát. Ennek ellenére a stilusa nem volt épp szimpatikus, - de lehet rossz napja volt.
Bár ha jol belegondolok én otthagytam 400 e ft ot, ha csak 10% haszna van és még volt egy- két vevője aznap az nem rossz kereset. HA én naponta 40.e ft ot tudnék tisztán keresni, a fenekemet verném a földhöz örömömben.
Közben kaptam tanácsot a vágással kapcsolatban amit köszönök Péter.111 fórumtársnak. Lehet ez volt a hiba, életemben először probáltam ezt a gépet használni erre a célra biztosan tul ovatos voltam. amint lehetőségem lesz azonnal kiprobálom gyorsabban.
Üdv. A külső munkát megoldottam. Az áramfejlesztőmmel egyébként kiválóan lehet hegeszteni, - ez egy honda motoros Genset áramfejlesztő ami alapból tud 220 és 380 áramot előállitani és van rajta dinamó minőségű hegesztési lehetőség. A vágást pedig megoldottam kis és nagy flexekkel. kicsit macerásabb és sok a hulladék, amit ha nem akarok eldobni, rengeteget kell foltozgatnom, de majd kialakul.
A gépet Fóton vettem egy nagykereskedőtöl aki mindenféle heggesztéssel kapcsolaots cuccot árul. A gép vadi uj, minden tartozék megvan hozzá. A vágáshoz van egy távtartó, amit a porcelánra kell felpattintani, igy nem lehet a vágási tartományba belenyomni véletlenül a pisztoly csövét. Az áltad emlitett rediktor is megvan. CSak 4.5 atm nyomásnál aludt ki az előlapon a sárga lámpa, - akkor engedte egyáltalán a vágási funkciót elindulni. De a vágáskor egyrészt fröcskölt mindenfelé, amit You Tube-os bemutatóknál sohasem láttam, és a vágás csak szakaszos volt, annak ellenére, hogy a plasma is folyamatosnak tünt. egyszerüen nem fujta ki mindenhol az anyagot és a vágás katsztrofálisan csunya lett.
Hivtam az eladót, de olyan flegma stilusban beszélt, hogy már azon gondolkozom, hogy visszaviszem neki a gépet és visszakérem a pénzeemet.
Azt mondja, ha valaki nem ért hozzá, minek vesz ilyen gépet, de semmi baj, majd Ő tanit ha az kell 6500 ft / óra dij fejében elmagyarázza, hogy mit kell csinálni. Nem az összeg, maga a hozzáállás bosszantott fel. Én ugy gondolom, ha egy kereskedés ilyen gépeket árul talán, annival tartozna a kincsaftjainak, ha valaki tanácsot kér, elmagyarázná a lényeget.
Adott mellékletként egy kezelési utasitást, de a 15 oldalas angol nyelvű leirással szemben ez a leirás mindössszesen 7 oldal, az angol változathoz képest, alig mond valamit. Irja ugyan a szerinte leglényegesebb dolgokat, de csak olyan nagy vonalakban, amit tényleg csak szakemberek érthetnek meg.
Egyenes polaritás kell,forditottnál szétolvad a volfram elektróda.Próbáld meg gyorsabban húzni a plazmapisztolyt,ha túl lassan húzod újra összeolvad a 2-es lemez.
Köszönöm az áramfejlesztővel kapcsolatos infót. SAjnos ennek tudatában a gép megvásárlása talán felesleges is volt. Egy komolyabb külső munkát kellett volna elvégeznem, ahol helyszinen kellett volna lemezeket extrém formában vágni és hegeszteni. Mivel áram csak kb 150 m távolságra van olyan nagy lett volna az áram veszteség, hogy ezért vettem meg ezt a gépet. Végignéztem előtte az interneten fellelhető infókat és sajnos nem volt semmi infó avval kapcsolatban, hogy áramfejlesztőről nem lehet használni. Azóta felkerestem az eladót aki megerősítette az általad elmondottakat. Nem baj, tulajdonképpen szeretnék megtanulni AWI val dolgozni, talán ez a gép alkalmas lesz erre. VAn egy Rehm gépem ami tudna ugyan awi módban dolgozni, de koppintós és nekem eddig nem sikerült ezt a funkcióját rendesen használni. Minden alkalommal az elektróda kigömbölyödött és fogyott. Tudom fordított polaritással kell használni, de úgy is ez volt a jelenség. Hiába vittem le a szervizébe, a világ végére (Tápiószele) és átnézték, nem találtak hibát, szoftvert frissítettek). De ez a funkciója nem működik rendesen, - nekem. Tegnap akartam otthon, vágni as 205 sel, de ez a funkció nem sikerült valami fényesen. 2 mm es lemezt kellet volna elvágnia, de ugyan bele- bele vágott de inkább csak szaggatottan sikerült kifújnia az anyagot. Egy kétaknás kompresszorral nyomtam a levegőt, 4.5 atm. körül indult be a vágási funkció, 20 amp árammal, - de nem volt folyamatos a vágás Az iv ugyan nem szakadt meg, de olyan lett mintha perforáltam volna. Emeltem az áramot is és a nyomást is de nem értem el tökéletes eredményt. Miután írtad, hogy neked ugyanilyen géped van, kérlek tájékoztass afelől, hogy szerinted mit rontottam el?







 Ráadásul ezzel a kis koppinntóssal kellet csinálnom.
Ráadásul ezzel a kis koppinntóssal kellet csinálnom.
 Az első próbálkozás így sikerült!
Az első próbálkozás így sikerült!