A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
Ezeket nem rövidzárra tervezték, se nem mélykisütésre.
(Vészhelyzetben egyszer-egyszer meg lehet velük játszani egy-egy rövid attrakciót, de számíts rá, hogy viharosan rontja az élettartamukat. Nem véletlenül nem hegesztenek sehol direktben rutinszerűen aksival.)
Az lenne a kérdésem, hogy AWI hegesztéshez, -ha csak szénacélt hegesztenék- használhatok-e csak co2 gázt, vagy mindenképp kell hozzá argon gáz is? Miért, és van-e valami leírás erről?
Talan az oxid retegtol fugg. Ha az aramatado es a huzal kozott nem lesz jo kontakt, akkor szenvedes lesz. En nem rongyot, hanem finom csiszolovasznat epitenek be szerintem.
Üdv és köszönöm a leirtakat. Ezek szerint még van remény. Kérlek irjle pár infót a tapasztalataidból, (áramerősség stb.) amit eddig sikerült kikisérletezned. A családom igen korrekten lesi a lehetőséget, hogyan járjon a kedvemben ezért vásároltak nekem egy Tucana 205 Digipulse gépet. Feltehetően nem a legprofibb de tudomásom szerint 300 körül volt az ára, tehát nem lehet a legroszabb. Igyekezni fogok az utmutatásaid szerint gyakorolni, remélem nemsokára lessz valamilyen sikerélményem. Mészáros Jenő 06209758051
Én is amatőr vagyok. Pár hónapja vettem egy gépet és soha nem tanított senki hegeszteni. A YouTube-on nagyon jó videók vannak én azok alapján próbálkoztam meg hozzá olvastam egy két dolgot. Saját tapasztalat alapján mondom először egy lapos vason gyakorold az ív tartását pálca nélkül, egyre feljebb tekerve az ampert rájössz az ív megfelelő hosszára a pisztoly dőlésszögére. Nagyon fontos hogy a volfrám hegye szépen legyen köszörülve ha vasat v. savállót hegesztesz, ha eltompult vagy beszennyezted az anyaggal, nem érdemes kínlódni, meg kell köszörülni újra. Ha így húztál pár csíkot, akkor próbáld adagolni hozzá a pálcát. Nekem az áram megfelelő beállítása okozott eleinte gondot, meg a pisztoly tartása (sr26), elég nagy, a kábel nehéz, és kisebb vékony anyagokon pepecselni könnyebb lenne kisebb pisztollyal de ez volt a géphez. Egészen a kerámia előtt fogom úgy könnyebb vezetni, de a kapcsolót nehezebb működtetni. Az AC módot csak alunál használd, de az egy kezdőnek szerintem még nehezebb.
Sz-CS-K- nak, - probáltam AC, DC, Mix üzemmódban is. Lehet tul közel tartottam az elektrodát a heggeszteni kivánt anyaghoz, egyenlőre probálkozom, a kedven még nem ment el, de jó lenne valami kis sikerélméyny kapni.
Megtaláltam az Ebook,- on a könyvet, sajnos nem tudom megnyitni.
Az Iv hossza lehet kevés, sajnos még arra sincs infóm,( tényleg teljesen kezdő vagyok), hogy az elektrodának mennyire kell kinyulnia a gázterelőböl. Az anyaghoz tartás szögét már kinéztem egy prospeltusbol, - gondolom az átlagban helyes 20 ' körül a vizszinteshez képest valamelyik oldalra elbillentve. A porclánozási mozdulatokkal meg sem probálkozom, egyenlőre. Amit szeretnék elérni egy normális heggesztési varrat pár centi hosszban. Ha ráérzek, a többi sok gyakorlással menni fog. Remélem. Fogyóelektrodás géppel viszonylag szépen tudok dolgozni, (nem szakmám -a vassal, fémekkel kapcssolatban nincs semmi előképzettségem) de azt is akkor kezdtem el kapisgálni, mikor egy idősebb szaki elmondta, hogy a sercegő zsir hangját kell hallani, akkor jó a beállitás. ( lehet ezért sokan megköveznek, de tényleg ha hallom azt a (XXX hangot) akkor nagyon szépek a varratok amit csinálok. Teljesen hobbiszinten használom a gépeket részben mert szeretném tudni olyan dolgokat amik érdekelnek, részben a ház körüli kisebb javitásokat nem kkel "szakemberhez " vinnem
A kondin 2 paramétert találsz, feszültség és kapacitás. A feszültség érték minimum azonos, vagy nagyobb legyen. A cserénél figyelj a helyes polaritásra, mert azonnal hangos lesz a dolog, és gondosan rögzítsd a kondit, mert különben letörik a kivezetése! A neten talász, pl.https://www.hestore.hu/prod_10030632.html Ha ilyen, több van benne! Ha mig gép, akkor 63V-osból , kb 6db!
Biztos látni fogod, mert valamelyik vége ilyenkor kinyílik, szétnyílik, esetleg az elektrolit is kifolyik belőle. Ha lekapod a burkolatot és valóban az a hibás, akkor a rajta lévő adatok alapján keress hozzá a neten megfelelőt. Biztos lesz valamelyik elektronikai webáruházban, a cseréjét meg szerintem te is megtudod oldani, mivel csak rögzíteni kell a másik helyére és két vezetéket bekötni.
Mennyire tartasz rövid ívet? Ha túl hosszú, akkor is túlmelegít mindent. A hegesztendő anyagot is, nem csak a wolframot. Próbálj rákeresni a "Hegesztési zsebkönyv"-re. Elég részletes könyv,bár nem annyira gyakorlati, de néha megtalálható letölthető verzióban is.
Kaptam egy AWI ra alkalmas gépet, de teljesen zöld vagyok e térem, hol tudnék némi alapfogalomra szert tenni? Nem sokat de probálgattam a készüléket, az eredmények elszomoritoak. Egyenlőre csak vas anyaggal kisérletezgetek, de ez is siralmas. Bármilyen beálitásban probálgatom, viszonylag gyorsan legombolyödik a wolfram szál hegye, és a kerámia gázterelő is teljesen átizzik, el is deformálodott. A gép Tucana 205 digipulse.
Valószínűleg a kondenzátor. Nekem egyszer egy régi Hetránál volt ilyen, nagy durr, némi füst és csend. Két kondi volt benne, egyszerre mindkettő elpukkant. A cseréjük után simán működött tovább a gép.
Nem zartam ki egyiket sem, meg nem kaptam mindenhonnan arat, azert az is donto szempont lesz. 40-50 ezer, vagy esetenkent 100+afa kulonbseg mar azert szamottevo egy hasonlo meretu es tudasu gepnel.
Igen, de en 3 fazisut keresek most mindenkepp. 1 fazisubol egy kis inverterest vennek, annak ugy van ertelme, de hordozhatonak egyelore abbol eleg a Stahlwerk WIG200P.
A melóhelyemen egy 250-es 3 fázisú Weldi- vel hegesztek vasat, Itthon viszont egy 200- as 1 fázisú Hanyec féle gépem van.A hanyec gépe sok fokozatra van osztva, az enyém 12- re. Hegesztette vele 180- as I gerendát, de a fémfűrészemre a vékony lapot is meghegesztem kevert gázzal. Szerintem és még pár ember szerint bőven megéri az árát. Egy volt kolléga kerítéseket kapukat hegeszt vele. Az ár személyesen megbeszélendő :-), de ha kell elhozhatod palackkal dróttal azonnal. A 3 fázisút olcsóbban megkaptam volna, de nekem nincs 3 fázis, egyszóval remek gép a Hanyec féle.
Igen, ez a 7 van az en listamon is, erosen kivancsi vagyok, ti mit ajanlotok. Kozel nincs egyik sem, szoval ez nem befolyasol.
A Weldit nem mondom, hogy kilottem, de kicsit dragabbak, mint a tobbiek, legalabbis a listaaruk. Valamiert a B-maxrol rossz emlekeim vannak, mintha jart volna nalunk egy, amit nem szerettem.
Talan a Nagykorosi Trakis Europeweld es a Hanyecz fele verzio, ami szimpatikus. Utobbi pedig nagyon jo arat is mondott.
Az üzletben nem volt, tavaly sem, úgy kérdeztem rá hogy van-e. Hátra kellet menni az udvaron át, és egy garázsban voltak a gépek. Meg volt egy másik helység, ott egy szaki javított, vagy rakott össze gépet.
Weld-impex, B max, Trakis-Hetra Bp. Hanyecz féle, Formig, Trakis Nagykőrös, Elektromig kft. Amelyik gyártó a közeledben van, menj be próbáld ki, biztosan meg tudsz egyezni velük.
Jo estet! Remelem nem gond, ha itt is megkerdezem, hogy a magyar gyartmanyu hegesztok kozott melyik lenne az amelyiket mindenkepp erdemes megnezni olyan 250-300A koruli meretben?
A foszforsavval kapcsolatban igazad van, hogy veszélyes. A melóhelyemen a pácoló műhely munkatársai csak védőruhában, és oxigénmaszkban dolgoznak vele. Szórópisztollyal beszórják a felületet, majd egy óra pihentetés után sterimobbal lemossák. Ezt passziválásnak mondják. Egyébbként, egy matt felület lessz a kezelés után.
Volt melóhelyemen tisztító páccal fényeztük ki a varratokat.Felecseltük majd vízzel lemostuk és aztán persze passziváló folyadékkal bevontuk a felületet, így sokáig szép maradt.
Most nem jutok hozzá ilyen anyagokhoz, és azt az évenkénti pár saválló varratot megoldom másképp.Csőnél a belsejét is védtük former gázzal, de most csak nitrogénhez jutok hozzá ha csövet hegesztek azzal csinálom.
Ezt a foszforsavat nem ismerem, de veszélyesnek tűnik.
A hegesztés a képeken nem életem legjobbjai, de csak egy sima koppintóssal awival csináltam ahol nincs utógáz csak elrántod az ívet és valamennyire visszarakod a pisztolyt az argon áramlással. Meg 3-4mm hézagot is bekelett raknom úgyhogy jól megégettem az anyagot.Kb:55 amper, 10liter argon,1,6-os piros wolfram, 2,4 hozaganyag.
Az enyém leginkább jobbról a legelsőre hasonlít persze nem ennyire szürke de hasonló!Sajna még nem értem rá kipróbálni gátlókat kellet cserélnem a kocsin majd holnap !
Sziasztok. Centroveld 190 inverterem csettent egyet lecsapta az autómatát, autómata visszakapcsol. Hátul kapcsoló világít, de a gép nem üzemel, ventilátor se forog. Mekkora gond lehet? :( Pár hetes, alig volt használva. Most sajna nincs időm visszavinni. Egyszerre az ugrott be, hogy az eladó annyit mondott garis javításról, hogy ha leesik nem csinálják meg. Mivan ha azt mondják leesett?
Azzal azért nem tudsz utógázt csinálni, mert a hegesztés befejezéséhez el kell húznod a pisztolyt a munkadarabtól (hogy kialudjon az ív), ezalatt a tizedmásodperc alatt már levegőt is kap az izzó varratod és ettől lesz fekete. Utána már hiába húzod vissza a pisztolyt hogy gázt engedj a varratra, már késő:(
Az én gépem ez a koppintós awi amin ugye a gáz nyitást és zárást én tekergetem úgy hogy ez megoldható! De próbáltam úgy is és igazából az egész varrat szürkés ami számomra nem nagy tragédia csak érdekesnek találtam a kötés legyen jó más nem számít!De ahogy kezdem a varratot ott látszik hogy fényes de csak a kezdőpontnál utána végig olyan milyet írtam lehet sok a szennyeződés de hegesztés előtt lepucoltam ! Hegesztés után szétszedtem és megnéztem milyen az átolvadás szerintem egész jól sikerült mert megértem szétszedni és mivel nincs gyökvédelem a másik fele nem volt szép :)!
Hali! Iweld aluflux 215.öm van. Ezzel mennyire lehet awi-zni mi kell még hozzá, kb mennyibe kerülne a cucc, nem kell profi ipari? Illetve a corgon jó e hozzá?
Nem tudom szoktam nézegetni videókat de a videón olyan szép fényes a varrat kihűlés után nálam szürke mintha kicsit salakos lenne de persze ha megpucolom szép fényes :)!
Köszönöm ! :) Első alkalom volt de nem tudom menyi a megfelelő gázmenyiség tudom hogy sok mindentől függ !Gondoltam megpróbálkozom hozaganyag nélkül ! Gáz nálam úgy 7-re van belőve !
Egy olyan kérdéssel fordulok hozzátok hogy mekkora gáz áramlás szükséges AWI hegesztésnél 55-60 A 1.6 wolfram elektródával szeretnék AWI-ni! Rozsdamentes anyagról van szó most próbálgatom de nehezen tudom eltalálni!Gáz belövése kicsit bajos dolog számomra de már rendeltem átfolyás mérőt hogy biztos legyen !
Ha nem használjátok a járművet akkora sebességgel hogy egy esetleges törés gondot vagy komolyabb balesetet okozna akkor hajrá. Ha meghegeszted bázikus elektródával elvileg minőségibb lesz a varrat, sok féle elektróda létezik ami jóval nagyobb szakítószilárdsággal rendelkezik mint egy mezei noname co huzal. Nehéz ám jó tippet adni mert nem tudni ki mennyire tud hegeszteni pl. ha co-val profi vagy és jó géped van amivel fogod és egyik kézzel forgatod másik kézzel egy menetben körülhuzod és faszán beolvasztod lehet hogy jobb eredményt érsz el vele mint ha egy hiper-szuper elektródával "összetaknyolod" és ez érvényes fordítva is. Mindenesetre azért óvatosan az ilyen beavatkozásokkal, mert nem a teszt közben fog eltörni, ha eltörik hanem jóval később amikor már nem számítasz rá.
Milyen járműnek vagy egyáltalán minek a gömbfeje? Mert ugye gömbfej nagyon sok mindenbe van. Mert ha nem kormányműben van, és egy esetleges törés nem okozhat gondot akkor majdhogynem mindegy mivel hegeszted maximum eltörik és tudod hogy más megoldást kell keresned. Ha pedig olyan helyen van ami kicsit rizikós akkor jobb ha meg sem csinálod. Jó lenne tudni miről is van szó pontosan akkor lehet hogy kicsit több tippet kapnál.
Gömbfej van a végén azt szeretnék cserélhetőre alakítani. Felújított gömbfej nem bírja sokat. Egy azonos méretű gőmbfej más típusból jó minőségű utángyártott meg párezer. Maga a rúd meg újonnan több tízszerese. Szereztem pár szál spéci elektródát. Először azzal akarnék próbát tenni. Ha nem válik be kuka lesz a vége.
Üdv Urak! Bemásoltam ide is hátha. Van egy kovácsolt acél idomom aminek a végére menetes perselyt kellene hegesztenem. A megfelelő eljárás tekintetében azonban gondolkodóba estem. Próbáltam megfelelő hozaganyagot keresni hozzá azonban mikor a kezembe kaptam a cuccot volt rá hegesztve egy fül ami még a gyárban került rá 12 éve. 100%hogy mig el volt hegesztve bizonyítja ezt az ott maradt drótdarab. Kísérletezni nem kívánok vele inkább a legmegfeleőbbmódon szeretném megoldani. A barátom aki kérte, hogy csináljam meg nagyon erőlteti, hogy csak nyugodtan varrjam oda co-azt jónapot. De én nem teljesen vagyok biztos a tart9s sikerben.
Lett volna egy küszöbcsere, de idő hiányában vissza kellet mondanom. Nagyon keveset vagyok itthon, 2-3hetekre vagyok oda,(tegnap este jöttem haza). De úgy néz ki, most sima munkaidős meló lesz okt végéig. Le akarnám fedni a teraszt, 4x5m, zártszelvény váz+polikarbonát tető, (Mondjuk azt mondják az igazi férfiak fából építenek), de még agyalok, hogy polikarbonát helyett mit lehetne. Lehet hogy polikarbonát, lemezzel lesz párosítva, hogy fény is legyen, meg árnyék is.
Értem, akkor hanyagolom, én sem gondoltam túl erősnek. Nekem is 2hete lett betéve 3 konnektor, és a világítás megcsinálva. Az órától 2,5-es vezeték a garázsig, (műhely).
Szia, mennyire masszív ez az önterülő ajzat kiegyenlítő? A garázsban nem a legsimább a beton, gondoltam húzok rá egy réteget. De attól tartok hogy ha ráejtenék egy nehezebb dolgot felválna. Vagy van nekem egy sin db-om, (ami a betonon van) amin szoktam lemezt kalapálni, azt bírná ez a kiegyenlítő, nem válna fel.
Gondoltam még arra is, hogy felmarnám a tetejét, hogy simább legyen, és lekenném lábazatfestékkel.
Sziasztok. Van egy 6-7mm külső átmérőjű három eres hosszabbítóm ami 4-5m. hosszú. Hegeszthetek erről a fogyóelektródás inverteremmel? Vagy közbe tapizzam meg és ha nem melegszik akkor ok? Köszönöm.
Köszönöm a válaszokat, hétvégén előveszem és még kicsit tesztelgetem, nagyon nem lehet kopott a pisztoly mert alig használtam, Blackwolf vagy milyen a pisztoly lehet valami szar. Remélem ráérzek a dolgokra mert már 100x megbántam ,hogy nem lángvágó/hegesztőt vettem. Ja és a 4T-2T az mit akar jelenteni?:D
Érdemes egy távtartót készíteni a plazma pisztolyra, így be tudod pontosan állítani, hogy milyen távol legyen a plazmaív az anyagtól. Ez 2-3 mm az ív vége és az anyag között, 1-1-5 cm a pisztoly fúvókája és az anyag között. A 60 A-os plazma elvisz szerintem 8-as anyagot is, igaz lassan,de 4-5 miliset lazán. A sebességet pedig gyakorolni kell, vagy kell készíteni sínt, ami megvezeti a pisztolyt, igaz ez korlátozott vágási formához jó. A pisztoly fúvókáját pucold meg bronz kefével rendszeresen, minden 2-3. vágás után. Mindig legyen 5-6 bar nyomásod, és akkor tutira kifújja az olvadékot. Arra azonban nagyon figyelj, hogy ha hosszabítóval kell a gépet üzemeltesd, akkor a vezeték legalább legyen 2-2-5 mm2-es mert gyorsan átmelegíti a vezetéket, vagy el is égeti. Természetesen réz vezeték. Az aljzat ahova bedugod, az terhelhető legyen rendesen, ne gagyi anyagokból, dugaljból legyen összerakva, mert itt van áramfelvétel rendesen.
Ezeken kívül pedig gyakorlás. Léteznek elektromos kocsik is, pl az iWeld is gyárt ilyesmit, de az már drágább buli, azonban nagyon hasznos. Jó lánghoz, és plazmához is!
Haló, nekem is van egy 60A Jasic plazma, de egyszerűen nem tudom kezelni. Kérdésem ,hogy mikre kell odafigyelni,mert mikor vágok mind megy el az ív és csomót taknyolok mire elindúl újra, annyira ronda vágásokat csináltam ,hogy el is ment a kedvem 1 hónapja elő se vettem. Mi lehet a gond, nagy a levegő nyomás,kevés vagy sok ampert adok,vagy túl lassan/gyorsan húzom a pisztolyt vagy igen közel tartom ,vagy esetleg a gép a szar ?
Beszéljétek rá a főnöködet egy új 100A-es gépre aminek van 1-2 év garanciája(lehet pl.:alfaweld,mastroweld vagy más kínai olcsóbb gép az ipari mennyiségben tudja vágni a 4-5 mm-es anyagot.
Úgy 5 évvel ezelőtt nálunk a főnök hallani sem akart róla de meggyőztük és vett egy mastroweldet, mi vágunk 10 mm felett is.
Rengeteget megy és használja boldog boldogtalan. 2,5 évet bírt az első de ezalatt rengetegszer behozta az árát.
Hihetetlenül gyors, termelékeny és olcsó vele a munka. Ha sok munkátok van és ki tudjátok használni akkor nagyon megéri beruházni rá nagyon sok időt és pénzt spóroltok meg vele.
Szerintem ezek a kicsik alkalmatlanok ilyen sok vágásra. Nekem alfaweld 50-es van, 1-2-3-4mm -nél tökjó, de efölött már nem 100%. Kevés az 50A pedig vinnie kéne egyenesen a 8mm-t maxban meg a 12-t.
Lehet, hogy egy kicsit off, de nem látok konkrét topikot.
Arról van szó, hogy talán egyszer a főnök beruház egy plazmavágóba. Nagyon kis cég vagyunk, viszont sokszor kell 3-as, 4-es lemezt (meghajlott, torz, feszültséggel teli) lemezt vágni és hát ezt flex-szel nem egy életbiztosítás, ráadásul lassú. Nnomost, egy ipari szintű plazma az drága. Használtan olcsóbb.
A kérdésem az volna, hogy a főnök hallott egy olyan infót, hogy a plazmavágók elektromos alkatrészei erőst használódnak, tehát használt plazmát venni komoly lutri. Így meg nem mer belevágni egy használtba, mert ha megszívja egy kétszázezres befektetéssel, akkor az nálunk komoly érvágás.
Szóval az lenne a kérdésem, hogy ez az infó igaz, vagy igaz de csak a gagyikra, vagy úgy hülyeség, ahogy van?
Mennyire megbízhatók a használt plazmák (példának okáért egy IWELD CUT40-es)?
Vagy esetleg van-e valakinek tippje egy jól használható plazmavágóra (napi szinten átlagban pár 10 méter 4-es vaslemezt kellene vágni, de azt bármiféle gond-baj-probléma nélkül!)?
Én nem erőltetném ha vásárláson gondolkodsz esetleg. A másik topicban több gépet is ajánlanak (maseratiisti, batri guszti, rached lee stb.... csak hogy párat említsek) akár pálcás akár CO, akár awi gépről van szó. Azok lepróbált darabok. Én a magam részéről teljesen megbízom az ítéletükben, pro és konkra minden el van mondva......
A magasabb amper se fog segíteni, mivel (ahogy írták) az üresjárati feszültség állandó. Ahogy láttam, a te gépednek 66V az üresjárati feszültsége, tehát azt a bázikus 2.5 elektródával boldogulnia kellene. Van itthon ugyan ilyen ok 55-ös elektródám, és olyan géppel is lehegesztem aminek kb 55 v az üresjáratija. Ívgyújtásnál ügyeskedni kell, illetve jól kiszárítani, és akkor nincs gond. Plusz ennél rövid ívet tarts (magátmérő felét), különben megszakad az ív, de könnyű is leragasztani az elektródát a bevonata és a rövid ív végett. Tehát gyakorolni kell. Újragyújtásnál segítség lehet, ha kesztyűvel letöröd a bevonatot az elektróda végéről, így könnyebben fog ívet!
Szia. Köszönöm a tanácsot. 2 óra múlva ismét kimentem a műhelybe mert baszta a csőrömet hogy mi lehet vele. És akkor észreveztem hogy az egyik vezeték ami a panelhez megy lecsúszott.Miutàn azt visszatettem megoldódott a probléma.
Nem tudtam neki pont akkora áramot adni, hogy ne égesse el az anyagot, de ne is ragadjon (kettes falu zártszelvény) Lehet melegíteni kellett volna tényleg sütöbe. Talán ez is azt jelzi:
Köszi, még gyakorolni kell vele.:-) Szerencsére inkább magas, az alapterület 342*313 és 532 magas, nagy helyet nem foglal.
Impulzust nem tudja, de van slope-up, slope-down, gas post-flow, igaz, hogy ezeket csak belül a dobozban a panelen lehet beállani, szóval beállították gyárilag mindegyiket, ha valaki módosítani akarja, bizonyos határok között lehet.
De én úgy gondoltam hagyom a gyári értékeket, ez van ez ilyen.:-)
Levegővel kifújtam a port belőle, megnézegettem, egyben van. Közben szervizdoksit is találtam a neten, ha netán valamikor kellene. Rá is jöttem, hogy át lehet kötni 230V-ra is, gyárilag úgy alakították ki, ha szükséges lenne.
Szerintem csak az eredeti dinse csatlakozó és a védőgáz gyorscsatlakozója lett egy co aljzatba osszehozva, lehet valamelyik hibájából.Ötletes megoldás és tökéletesen működőképes.Nincs ezzel semmi baj.A gép egy kicsit nagy, de jó és örök élet.Jó(sok) munkát kívánok vele.
Mennyire jó ötlet hőlégfúvóval melegíteni használat előtt a bázikus pálcát? Több helyen olvasom, hogy érdemes sütőbe tenni, nálam ez kivitelezhetetlen.
Illetve. Valami trükk, hogy ne húzza el a hegesztés az anyagot? 80*40.es zártszelvényt kéne összehegesztenem, mert nem tudtam elhozni 6 méter hosszban. Ketté kellett vágnom. Hiába fogatom szögvasba, valamennyire úgy is elhúzza.
Régóta olvasója vagyok a fórumnak, nagyon jó írások vannak. Most hozzám került egy AWI gép, szeretnék ismerkedni a használatával.
Esab tigma LTH 161 típusú, nem inverteres, van súlya, de a méreteinél fogva elfér a műhelyben. Van hozzá MMA kábel és AWI kábel, palack, távvezérlő stb.
HF gyújtás. Sajna csak DC.
Érdekes, mert az AWI kábel ( 8m-es) olyan mintha CO2 kábelból alakították volna át, a gépen a csatlakozót is átszerelték.
Nem zavar különösképpen, gáz és áram átmegy, de kíváncsi vagyok, elképzelhető, hogy van ilyen AWI kábel? Ez volt a fiókban és ezt szerelték rá?
Nem inverteres fiatal gép, de remélem előbb-utóbb tudom majd itthon a háztájiban használni. MMA-val és CO2-vel már régóta hegesztgetek, de nagyon megtetszett az AWI és itt a fórumon is sokat olvastam róla.
Sziasztok.
Ma vásároltam egy centroweld 190.es invertert.
Hogyan kéne elvileg hegeszteni inverterrel bázikus pálcával? Próbálom fordított polaritással is, de nekem mindenhogy működik, persze nem olyan jól mint rutilos pálcával. Ám a pálca közepe jobban fogy mint trafónál.
Az miért van? Így jobban oda kell koppanta, hogy lemenjen a bevonat és ívet fogjon.
Gondban voltam egy klímakompresszor tartófülének pótlásával.. egyik partner kérte szívességként, hogy, ha már úgyis karosszériások vagyunk, hegesszük már meg. Na igen, csak nincs felszerelésem alumíniumhoz. Kerestem a közelben valakit aki gyorsan feltölti, de nem volt elérhető pár nap alatt senki..
Úgyhogy Maseratisti topictárstól kértem néhány infót, miként tudnám MIG hegesztővel megoldani. Az argon palack adott volt, úgyhogy vettem AlSi5 huzalt, meg eggyel nagyobb áramátadót és elkezdtem próbálkozni. Nem vagyok hegesztő, mindent otthon tanultam, szóval lehet tökre nem is szakszerű. A célját viszont teljesíti :)
Nem lett 100%, de majd legközelebb szép is lesz. A kalapácsot bírja :) Remélem a használatot is.
Nem törvényszerű, hogy elkötöttél valamit! Szerintem első lépésként ellenőrizd a pisztolyban lévő mikrókapcsoló kötését, és, hogy nem szakadt-e a vezetéke.
Segítségre lenne szükségem.Egy Güde MIG 155/6w Co bekötési rajzát keresem. Vagy legalább a 6 állású kapcsolón lévő vezetékekét.Ugyanis kapcsolót cseréltem és miután minden vezetéket egyesével cseréltem ki és ugyan oda tettem az uj kapcsolón. Azóta valamiért nem adagolja a drótot valamint nem ad át áramot sem. Az a gyanúm hogy valamit rosszul köthettem át.
Aluminium hegesztéshez milyen MIG / MAG gép kell váltó vagy egyenáramú? Azt tudom, hogy alu hegesztéshez AWI/TIG gépből Ac/DC az az váltó áramú kell. Azt olvastam hogy Pálcás MMA nál viszont egyenáramú szükséges. És láttam MIG géphez aluhoz való tekercset, DE arról nem találok neten semmi infót, hogy váltó vagy egyen áramú MIG géppel lehet alut hegeszteni. Ha valaki tudja legyen szíves leírni KÖSZÖNÖM.
LIFT-es indítású awizóktól kérdeznék.Alacsony ampernál olyan 50A alatt mennyire stabil az ívindítás?
Mert nekem elég gyatra.Próbáltam 2,4-2,0-1,6-os piros és arany wolframokkal is.Ráérintem az anyagra(ami tökéletesen fémtiszta) majd elemeltem úgy ahogy kell és sokszor nem alakul ki az ív.
Persze van amikor 10 ampernél is beindul a 2,4-es wolfram, de random módon csinálja az egészet.
70-80 ampernél és afölött már tökéletesen indít minden emelésnél.Hiba lenne?
Nincs tapasztalatom liftes awikkal, mert csak HF-es vagy koppintósokkal dolgoztam.
Sajnos a környékemen sincs olyan akinél más géppel kipróbálnám ezt az indítást.
Köszi, nálunk gyakorlaton csak az oktató hegesztett impulzusssal alumíniumot. Mi csak 3as szerkezeti acélt 2,4taktussal. Azt hittem hogy pl. egyes lemezt már csak impulzusssal lehet awizni.
Van egy WEL 4-3b panelom, ami 3db potmétert tartalmaz tudnátok bekötési rajzot küldeni hozzá? Egy ilyen rajzot találtam, de ezen csak két poti van! A másik kérdésem pedig az, hogy mi a "befűzés" funkció?
DC-. A zöld váltóáramra való,az nem jó,a többi mind ok,de a pirosat(tóriumos),nem használnám radióaktív.4-5mm- től elő kell melegíteni,és a tiszta argon is jó hozzá,de a tiszta hélium jobb,nagyobb a hőbevitele,vagy a Ar+He keverék,de ezek nagyon drágák.
Itt egy táblázat ami megmutatja, hogy adott hőmérsékleten kb.milyen nyomást fog mutatni a co2 reduktor.1kg folyékony co2-ből 500-550 liter gáz fejlődik mert ez is hőmérséklet függő, de ki lehet belőle számolni hogy kb meddig fog kitartani a palackod.
Nagyjából igen, van valamennyi hőmérsékletfüggése a dolognak, szóval valamennyit változhat az óra által mért érték. Mérheted a súlyát, az szépen fogy, ahogy elhasználod a gázt. Azt viszont nem tudom így fejből, hogy melyik palackot hány kg-mal töltik (kellene, hogy töltsék).
A palack alján folyadék, felette gáz halmazállapotban van a széndioxid. Amikor használod, akkor a gáz megy ki a szelepen, azzal hegesztesz. Emiatt lecsökken(ne) a nyomása a folyadék fölötti résznek, ami miatt a folyadékból valamennyi gázzá alakul, amíg a nyomás eléri az eredeti szintet. Persze a folyadékszint így csökken. Ez egész addig így megy, amíg az összes folyadék el nem fogy.
Ha például fejre állítanád a palackot, nem tudnál vele hegeszteni, mert folyadék formában jönne ki a széndioxid (persze azonnal elforrna a levegőn). Így működik a széndioxidos tűzoltó-készülék/palack, abban egy cső megy le a palack aljára, épp azért, hogy a folyadék széndioxidot spriccelje ki.
Ez fura.. az 5kg co palack 50 vagy 70baron érkezik (már nem emlékszem mennyi) és ahogy fogy úgy csökken az óra szerint a nyomás. A műhelyben mostanában 20-30 fok között szokott lenni időjárás függően.
A 20 és 50L corgon pedig 200baron érkezik és szintén ahogy fogy a gáz úgy csökken a nyomás.
A széndioxid cseppfolyósodik szobahőmérsékleten valahol 60 bar környékén, azaz a palackban végig kb. ennyi lesz a nyomás. (A hőmérséklettől függően valamennyit változhat.) A legvégén, amikor a folyadék már elfogyóban van és az utolsó cseppek is elforrtak, akkor fog csökkenni a nyomás, közvetlen a kiürülés előtt.
Tömör huzalok fogyóelektródás(co) hegesztéshez, co2 vagy kevert Corgon gázzal.
Mindkettő alkalmas ötvözetlen ill.gyengén ötvözött acélok hegesztésére.
Ahogy az előttem szóló Márne írta, a vegyi összetételben van egy pici különbség.
Általában:
SG2: C-0,08 Si-0,80 Mn-1,40
SG3: C-0,08 Si-1,00 Mn-1,65
Az SG3 huzalok Si és Mn nagyobb tartalma miatt, egy picivel jobb mechanikai tulajdonságokkal(szakítószilárdság, nyúlás, ütőmunka) bír. Otthonra ökéletesen mindegy melyiket választod.
Pest megyében keresnék valakit aki bevállalna egy 12 cm varatott Mtz traktor öntvény repedt kuplungházon helyszinen.Tisztában vagyok azzal hogy nem lehet 100 százalékos sikert garantálni de nekem megér 1 probát.
A huzalvezető spirált és görgőt nem érdemes alapból lecserélni?
Úgy vagyok vele, hogy most egyszerre áldoznék rá, hogy később ne kelljen.
Inveld gépekből néztem a pocketmig 205 lt digital-t. Az tud mma-t, mig-et és awi-t. A keretbe is belefér. Ilyen kombináltat érdemes venni, vagy itt is igaz, hogy inkább kevesebb dolgot tudjon, de abban legyen jó?
Eladó lessz az egyik hegesztőm és gondoltam úgy korrekt, ha először itt osztom meg mert ilyenek nincsenek százával hirdetve, pontosabban ritka mint a fehér holló és hátha valakit érdekelne.
Fronius Transpocket 1500-am eladó újszerű szinte karcmentes állapotban, szerelt hosszú gumis munkakábelekkel, gépkönyvével, nagyon nagyon nagyon megkímélt állapotban. Kb 15 doboz elektróda lett elhasználva vele ami azt jelenti, hogy még szinte be sem lett járatva a gép, awi-s része soha nem volt használva. Hihetetlenül vigyáztam rá az ára 90 000Ft
(Aki nincs képbe: ez a gép a világ egyik legjobbnak tartott egyfázisú ipari felhasználásra készült inverterese, 1995-től napjainkig változatlan formában gyártották, a bolti ára közel 200ezer forint.
Posta nincs személyesen kell kipróbálni, hogy mit tud a gép, garantáltan nem lessz csalódás.
30A-el az 5ös anyagot is el kell tudni vágni. ha nincs távtartód akkor egy picit 10° ot dönts meg a haladási irányba a pisztolyt, hogy hátrébb vágjon, így kevésbé akad el. És főleg ne állj meg, próbálj folyamatosan haladni.
Az amelyiknek a másodrendű inercianyomatéka nagy....
Érthetően: amelyiknek a középvonaltól kifelé minél több anyag van például az I gerenda , Ezt lehet fokozni egy rácsos tartóval mert úgy messzebb kerül az anyag a középvonaltól és ugyanaz a keresztmetszet nagyobb nyomatékot tud felvenni.
Mint ahogy az előttem szóló is írta, az iWeld gépek árfekvése kielégítő. A kérdés, hogy mennyire sűrűn használnád. Mivel a 215 Aluflux gép már 15 kilós huzaldobot is befogad, ami ft/kg-ban olcsóbb, persze nehezebben mozgatható. Ha elég az 5 kilós dob, akkor mehet a 195 Aluflux. Zártszelvényhez, lemezekhez a 0.8-as huzal elegendő. Az, hogy sg2 vagy sg3 már attól függ, mit hegesztesz vele. Alut is tudsz ezekkel a gépekkel, csak kell tiszta argon hozzá, illetve a huzalvezető spirált kell lecserélned teflonosra, plusz a huzaltoló görgőt.
Jó szívvel tudom ajánlani az Aluflux családot, egy 215-ös gépem van, és tökéletesen teszi a dolgát!
Sziasztok! Tudom, ez nem az a topic és biztos, többször ki volt már tárgyalva, ezért kérlek ne fedjetek meg amiért gyakorló szakemberek aktuális véleménye érdekel.
Van egy kicsi 160 amperes inverteres MMA hegesztőm. Hobbi célra vettem, de most már kevés. Sok 1-1,5 falvastagságú zártszelvényt hegesztek. Amihez vagy hozzáragad az elektróda, vagy átégeti.
Szeretnék venni egy komolyabb védőgázas gépet, amivel gyorsíthatnám a munkámat. 220-al használnám, de a 380 is megoldható.
Milyen márkájú és típusú gépet ajánlotok, milyen márkájú és vastagságú huzallal? A teljes szettre max 220e a keret.
Van olyan kombinált gép, amivel a zártszelvényen kívül alumíniumot is tudnék hegeszteni és ajánljátok is?
Egy fázisról nem érdemes vele dolgoznod, sokaknak volt már vele bukta! Hidd el egy olcsó inverter sokkal jobb. Sok MMA-t tekercseltem, jók voltak nagyon rutilossal, de az már idejét múlt dolog. Különben olcsón tudsz venni hegesztő trafót használtan, ami szabályozható, tedd fel arra a graetz-edet! https://www.jofogas.hu/magyarorszag?q=hetra Ha már barkácsolsz, miért nem csinálsz MIG-et? Én pl eladom az enyémet trafó és egyenirányítóhíd nélkül, azzal el indulhatsz!:-) Még valami: egy ismerősömnél extra messze kellett a házuktól hegeszteni, a hagyományos trafó nem bírt ívet fogni, viszont az inverter tökéletesen tette a dolgát!
Erről beszéltem,tulajdonképpen ez egy másodlagos reduktor,ami a hegesztés kezdésénél megakadályozza,hogy a gáz önmagát elfúja(turbulens áramlás),ami vezetékben lévő túlnyomást is drasztikusan csökkenti,ami felesleges gázáramlás veszteséget is jelent.Nekem ilyen van:
Néhény tized literrel ez is engedi az üzemi gáznyomást feljebb emelkedni,de sztem ez igen korrekt Az iweldnek is van ilyen készűlkéke olcsóban,de nincs vele tapasztalatom.
Tanácsaitoknak hála, már az első levelemben leirtak fogalmát már értem. Természetesen csak a sokadik probálgatás után fogom megérteni az állitási lehetőségek összefüggéseit, de már ez is haladás. Legalább tudom mi mire való.
VAlójában a kereskedőt is értem, ha naponta elad pár gépet, - nem nyithat hegesztő iskolát. Ennek ellenére a stilusa nem volt épp szimpatikus, - de lehet rossz napja volt.
Bár ha jol belegondolok én otthagytam 400 e ft ot, ha csak 10% haszna van és még volt egy- két vevője aznap az nem rossz kereset. HA én naponta 40.e ft ot tudnék tisztán keresni, a fenekemet verném a földhöz örömömben.
Közben kaptam tanácsot a vágással kapcsolatban amit köszönök Péter.111 fórumtársnak. Lehet ez volt a hiba, életemben először probáltam ezt a gépet használni erre a célra biztosan tul ovatos voltam. amint lehetőségem lesz azonnal kiprobálom gyorsabban.
Üdv. A külső munkát megoldottam. Az áramfejlesztőmmel egyébként kiválóan lehet hegeszteni, - ez egy honda motoros Genset áramfejlesztő ami alapból tud 220 és 380 áramot előállitani és van rajta dinamó minőségű hegesztési lehetőség. A vágást pedig megoldottam kis és nagy flexekkel. kicsit macerásabb és sok a hulladék, amit ha nem akarok eldobni, rengeteget kell foltozgatnom, de majd kialakul.
A gépet Fóton vettem egy nagykereskedőtöl aki mindenféle heggesztéssel kapcsolaots cuccot árul. A gép vadi uj, minden tartozék megvan hozzá. A vágáshoz van egy távtartó, amit a porcelánra kell felpattintani, igy nem lehet a vágási tartományba belenyomni véletlenül a pisztoly csövét. Az áltad emlitett rediktor is megvan. CSak 4.5 atm nyomásnál aludt ki az előlapon a sárga lámpa, - akkor engedte egyáltalán a vágási funkciót elindulni. De a vágáskor egyrészt fröcskölt mindenfelé, amit You Tube-os bemutatóknál sohasem láttam, és a vágás csak szakaszos volt, annak ellenére, hogy a plasma is folyamatosnak tünt. egyszerüen nem fujta ki mindenhol az anyagot és a vágás katsztrofálisan csunya lett.
Hivtam az eladót, de olyan flegma stilusban beszélt, hogy már azon gondolkozom, hogy visszaviszem neki a gépet és visszakérem a pénzeemet.
Azt mondja, ha valaki nem ért hozzá, minek vesz ilyen gépet, de semmi baj, majd Ő tanit ha az kell 6500 ft / óra dij fejében elmagyarázza, hogy mit kell csinálni. Nem az összeg, maga a hozzáállás bosszantott fel. Én ugy gondolom, ha egy kereskedés ilyen gépeket árul talán, annival tartozna a kincsaftjainak, ha valaki tanácsot kér, elmagyarázná a lényeget.
Adott mellékletként egy kezelési utasitást, de a 15 oldalas angol nyelvű leirással szemben ez a leirás mindössszesen 7 oldal, az angol változathoz képest, alig mond valamit. Irja ugyan a szerinte leglényegesebb dolgokat, de csak olyan nagy vonalakban, amit tényleg csak szakemberek érthetnek meg.
Egyenes polaritás kell,forditottnál szétolvad a volfram elektróda.Próbáld meg gyorsabban húzni a plazmapisztolyt,ha túl lassan húzod újra összeolvad a 2-es lemez.
Köszönöm az áramfejlesztővel kapcsolatos infót. SAjnos ennek tudatában a gép megvásárlása talán felesleges is volt. Egy komolyabb külső munkát kellett volna elvégeznem, ahol helyszinen kellett volna lemezeket extrém formában vágni és hegeszteni. Mivel áram csak kb 150 m távolságra van olyan nagy lett volna az áram veszteség, hogy ezért vettem meg ezt a gépet. Végignéztem előtte az interneten fellelhető infókat és sajnos nem volt semmi infó avval kapcsolatban, hogy áramfejlesztőről nem lehet használni. Azóta felkerestem az eladót aki megerősítette az általad elmondottakat. Nem baj, tulajdonképpen szeretnék megtanulni AWI val dolgozni, talán ez a gép alkalmas lesz erre. VAn egy Rehm gépem ami tudna ugyan awi módban dolgozni, de koppintós és nekem eddig nem sikerült ezt a funkcióját rendesen használni. Minden alkalommal az elektróda kigömbölyödött és fogyott. Tudom fordított polaritással kell használni, de úgy is ez volt a jelenség. Hiába vittem le a szervizébe, a világ végére (Tápiószele) és átnézték, nem találtak hibát, szoftvert frissítettek). De ez a funkciója nem működik rendesen, - nekem. Tegnap akartam otthon, vágni as 205 sel, de ez a funkció nem sikerült valami fényesen. 2 mm es lemezt kellet volna elvágnia, de ugyan bele- bele vágott de inkább csak szaggatottan sikerült kifújnia az anyagot. Egy kétaknás kompresszorral nyomtam a levegőt, 4.5 atm. körül indult be a vágási funkció, 20 amp árammal, - de nem volt folyamatos a vágás Az iv ugyan nem szakadt meg, de olyan lett mintha perforáltam volna. Emeltem az áramot is és a nyomást is de nem értem el tökéletes eredményt. Miután írtad, hogy neked ugyanilyen géped van, kérlek tájékoztass afelől, hogy szerinted mit rontottam el?
Nagyon kimérve csepegteted a részleteket! Tehát konkrétan milyen trafóról van szó? V, W, vasmag fajtája, tekercsek elrendezése, és konkrétan mit szeretnél vele csinálni, MMA?
Normális vajon, hogy max. 90A.es porbeles parkside (lidl.ben kapható) gép nem akarja megolvasztani a kettes falu zártszelvényt? Természetesen 90A:re állítva.
Sziasztok.
Bár off kicsit de bátorkodok felhozakodni a témával, mert biztos hozzá tudtok szólni.
Melyik az a vasanyag ami a legkevésbé hajlamos az elhajlásra ha a két végét támasztom alá?
Te sem mehetsz ki a tetöre, hogy megnézd az okát?
NAgyon szépen köszönöm, MÁRNE ÉS REFSE2 nevű tagok segitségét. Remélem a kapott info alapján hamarosan megtanulom hasznéálni a géépet. Mégegyszer köszönöm. REFSE2 urtol kérdezném, tud e avval kapcsolatos infót, hogy a gépet lehet e áramfejlesztőröl használni?
Kaptam egy Tucana 205 Digi pulse AC/DC készüléket, amelynek a beállításában szeretnék segítséget kérni. Nem vagyok lakatos, hegesztő képesítésem sincs. Amatőr módon tudok, hagyományos bevonatos elektródás hegesztőgéppel közepes szinten dolgozni, illetve viszonylag sokat használtam védőgázas fogyóelektródás hegesztőgépet, amit már be volt állítva. Ennek az uj gépnek a beállításához szeretnék segítséget tanácsot kérni.
Nem ismerem az alábbi funkciók célját, melyik mit határoz meg. Kérem ha valaki nagy vonalakban leirná, hogy mi mire szolgál a többit kikísérletezném, - remélem sikerrel.
De szívesen fogadok egy két beállítási paraméter konkrét leírását.
Egy fázisra nem lesz nagy durranás az egyenirányítás(MMA), sokat ne várj tőle. Ha mindenáron tekercselni akarsz, akkor csinálj légrésest, de sokkal célszerűbb egy olcsó invertert venni!
Értelmeztem. MMA -hoz hazsznált trafót se lehet fojtó nélkül egyenirányítani, mert elég elcseszett eredményt fog hozni. Bizonyára lehet sokkal pontosabban méretezni azt a fojtót, de nem ismerem a számításokat, paramétereket hozzá.
Ti láttatok már ilyen hegesztési eljárást? Két kézzel egyszerre hegeszt a fickó, a felső varrat biztos hogy porbeles, vajon az alatta lévő is az, vagy az CO2 védőgázas? Egyáltalán ilyen eljárással lehet minőségi varratot készíteni?
youtube.com/watch?v=_hvKx9_gQ9A
A másik egy kemény balesetet mutat be, nem véres videó, de nézni is fáj!!!
Egy normális méretű fojtóra is szükség lesz hozzá. Ezt röviden úgy írta le valaki, hogy akkora vasmagra, annyi menetet, akkora keresztmetszetű (vagy nagyobb) vezetékkel kell tekercselni, mint amekkora az egyenirányítandó trafó szekundere. Meg az egyenirányító híd terhelhetősége is inkább nagyobb legyen, mint kisebb a hegesztőtrafóhoz képest (de túl sok infót nem írtál).
Nincs kizárva, hogy a nem megfelelő elektródának is szerepe van ebben, mert legutóbb épp egy elméletileg OK46.16 -nak megfelelő, régi ER21 -es volt használva. Tervbe van véve egy kis egyszerű elektródaszárító építése is illetve normális, "friss" elektróda beszerzése, bár még nem tudom milyet kéne.
Üdv mindenkinek. Egy kérdésem lenne,tud e valaki valamit a LORCH nevezetű gépekről,azonkívül,hogy német gép. Mennyire bevált,milyen gépek? Tud e valaki valamit?
peter.111, hantel, refse2 köszönöm a választ mindenkinek! Akkor ezek szerint nem tisztán én voltam ennyire béna, hogy nem tudtam meghegeszteni (attól eltekintve, hogy tisztában kellett volna lennem a szükséges infókkal...). Ez ilyen "nyeles hasítóékként" használt kisbalta volt, de mindegy, most selejtezve lesz. Még azon gondolkozom, hogy megpróbálom késsé átkovácsolni, bár lehet az se működne. :D
Viszont lenne még pár kérdésem általánosságban MMA hegesztéssel kapcsolatban, mert látom itt azért értetek a témához:
- Mitől lehet, hogy hegesztés közben az elektróda bevonata féloldalasan, nem szimmetrikusan kezd el leolvadni?
- Egyszerű szerkezeti acélokon (zártszelvény, stb) tompa varratot egész tűrhető módon tudok csinálni, de változatlan alapanyag, gép, elektróda mellett szinte használhatatlanok a sarokvarrataim. Tele van salakzárvánnyal, a két anyag közt nem folytonos a varrat (tehát hol az egyik, hol a másik oldalon megy a varrat vagy rés van a 2 oldal közt), stb. Ezt milyen hegesztési hibák okozhatják, hogyan lehetne orvosolni? Tudom ezt élőben, folyamatában kéne látni, de hátha van rá valami jó tipp.
- Egy 50-180A közt szabályozható 1 fázisú, 65V üresjárati feszültségű trafót egyenirányítva, fojtóval ellátva várható lenne valamilyen minőségbeli javulás a különböző varratoknál?
Egy kis érdekesség: A Jasic-nál (MIG200 J03) ugye nincs konkrét feszültség és huzalsebesség állítás, hanem egy feszültség és egy áram potméter, 1-10-ig skálázva. Tegnap egy hirtelen ötlettől vezérelve felvettem egy adott állásban a kijelzőt. A beállítások:
Igen, ez egy önvédő porbeles huzal. Amennyiben nincs légmentesen (fóliatasak) csomagolva akkor ne vedd meg... ingyen se. A porbeles hajlamos magába szívni a nedvességet és kiszárítani nagyon macerás.
Célszerű a kibontott huzalt is zárt (nálam tesco-s műanyag ételhordó) dobozban tartani hogy ne tudjon párát, nedvességet begyűjteni a levegőből.
Amennyiben van lehetőséged (türelmed) a meglévő huzaldobra egy nagyobbról (kesztyűben javasolt) áttekergetni, akkor az esab coreshield-el jársz a legjobban: http://esab.gedeon.hu/pdf/coreshield15.pdf
Sziasztok. Olyan kérdésem lenne, hogy ez a huzal alkalmas-e porbeles tehát védőgáz nélküli géppel történő hegesztéshez?
http://kephost.com/image/B28Z Mikor megvettem a parkside gépet sokan azt mondták ne vegyek ilyent, mert 10.000.ft egy kiló huzal hozzá. Ezt ami a képen van ma adták volna a géphez egy üzletbe 3.000.ft.ért. Jó hozzá valójában?
Szégyellem, de sajnos nem tudom NEKED megmondani a pontos anyag minőséget! Amire emlékszem, hogy a matricája 160-as átmérőjű C60-ból készült 24-es süllyesztésekkel a paláston rögzítődött, 2 db volt a napi elvárás, a marás utáni készre munkálásban! Pár balta típus, MSZ 678XXX "magyar" 679xxx "debreceni", 12 67 80 ovál nyélhez.Sajnos a többi, az elmúlt 40 év távlatába veszett. Viszont a precíziós kulcs nyíró alsó elektródájára emlékszem EFWRS-1, a selejt boronatárcsákhoz (nagy buli volt) ÉLKEFÉM-et használtak.
Alapvetően sztem igazad van,nem is éri meg igazán.Bár ha az élből tört kis egy darab azt felrakó elektródával hőkezelés nélkül is könnyen meg lehet oldani.Pár pontosítás,a C jelű acélok ötvözetlen szénacélok,viszont valóban vízedzésűek(10% sóoldat a legjobb).Az 51crv4 gyengén ötvözött acél,és olaj edzésű,ennél a vízedzés abszolút nem alkalmas.Igen sok közepesen vagy erősen ötvözött anyag van ami hegeszthető az alacsony széntartalma miatt(ausztenites,ferrites szövetűek).A baltára visszatérve nagyon kell ilyeneknél érteni a hegesztéshez is,és a hőkezeléshez is.Ha ez nincs meg,ráadásul elsőre,akkor ennél nem szabad kisérletezni.
Semmi szín alatt ne próbáld hegeszteni, mivel ötvözött acélból készültek, egyes-kettes süllyesztékben kovácsolással, majd (hámor)kézi nyújtás, végül só edzéssel! Pont a nagy igénybe vétel miatt szükséges ez az eljárás, ha hegeszted, a balesetveszély mindig a fejed fölött fog lebegni. Egy ismerősöm közel húsz éve "kapott" a gerincébe egy szilánkot a hasítóék "rózsájából" , míg egy kollégám szívében van, a 70-es évektől egy lepattant szerszám acél darab! Úgyhogy vigyázz az egészségedre!
A balták általában nemesíthető szerkezeti acélokból készülnek pl. c45,c50,c60,51crv4.Vegyileg azonos összetételű heganyag nincs hozzájuk,és az ökölszabály szerint c0,25% felett az acélok nem hegeszthetőek+a baltád edzett(martenzítes) állapotban van ami abszolút nem hegeszthető.Viszont meglehet hegeszteni vegyes kötéseknél használt un. puffer rétegel,Pl böhler fox cn23 12moa, vagy fox 12a,vagy fox 19,9 m, fox A7A,stb elektródákkal.A hőkezelést direkt nem írom,kissé hosszú,és nem biztos,hogy megéri.Rézzel is forrasztható,de ott is teljes újra hőkezelés kell,és csak olyan rézötvözettel lehet aminek az olvadáspontja több mint az edzési hőfok ami 800-850C.Itt találod a vegyes kötéseknél a 263 oldalon a heganyagokat.
Van valami infótok arra vonatkozóan hogy régebbi fajta baltafejek milyen összetételű anyagból készülnek illetve ebből következően milyen elektródával/hozaganyaggal hegeszthetőek (MMA, MIG/MAG és AWI is érdekelne)? Van valami speciális technológiája ezek hegesztésének?
Az optrel autopilot pajzsokal szeretném kérni a tapasztalaitokat,hogy mennyire pontossan állitja be a fényerősség mértékét.Nekem nagyon hasznos dolog lenne,mivel szinte csak alut hegesztek awival,és nagy amper tartományokal,és sok pozicióban.A másik kérdésem,hogy amikor az ilyen pajzs auto állásban van,és 13-as állásra állitja magát,akkor a korrekció potival még van lehetőség jobban sötétiteni,és ha igen mennyivel??.Azért is kérdezem, mert gondolkozok egy optrel panoramaxxon,és az csak 12-est tud,de ha korrekcióval legalabb 12,5 ig felmegy az már nekem jó.Persze a 13 még jobb lenne.
Köszönöm a választ. Van valami ökölszabály a pyrex üveg méretezésére? Egyáltalán van értelme beruházni rá? Nem mintha olyan nagy összeg lenne de tényleg annyival jobb is hegeszteni vele?
Azóta beszereztem arany színjelzésű wolframot, valóban sokkal tovább tart a hegye.
Azok a számok a wp (léghűtéses) után minél nagyobbak annál nagyobb áramerősséggel terhelhetők. A pirex üveges szett eleve gázlencsére van kitalálva, más a matek mint a hagyományos szettnél.
Valaki fel tudna világosítani, hogy awi pisztolyoknál mit jelent a wp jelölés utáni szám? 9, 20, 25, 26?
Nézegetem ezeket a pyrex üvegből készült fúvókákat és 10-esnél nem találok kisebbet. Egy kolléga itt azt javasolta, hogy kerámiából sok a 8-as, használjak kisebbet. Ezt az üvegnél gázlencsével másképp méretezik? Vagy ott is teszem azt 6-osat illene használni ahol kerámiából is ekkorát használok?
Mindenkinek köszönöm a segítséget. A videó nagyon reprezentatívan tükrözi a lényeget. Még tán a kék tűnik a legjobbnak. Azt hiszem az arany mellett kipróbálom ezt is. Bár itt a videón 200 Amperről van szó, gondolom ez is befolyásolja, hogy mennyire "ellenálló" az elektróda.
Köszönöm szépen NEKED, és a többi kedves fórumtársnak a segítséget! Vágig gondolom újra ezt az AWI témát, mert így a leírásaitokból nagyobb falatnak néz ki a vártnál!
Álltalában az iparban nemesitett alukat használnak( ami szerkezeti célra alkalmas),amik a hegesztés környékén kb 200C-től kilágyulnak.Ha kocentráltabban viszed be a hőt,amihez megfelelő kerámia kell ezt megúszhatod.Én 8-as kerámiát 280A környékétől használok,de ott a már kell a 15 liter.Az arany wolfram jobban bírja a hőt mint a zöld,gyakorlatilag majdnem ki lehet hegyezni,és minden fémhez tökéletes+ha lekopik a színe nincs keveredés.
Az inverterem most a fiamnál van, azzal menne a kísérletezés, amint haza kerül, küldök fotót NEKED. Csinálnák egy kocsit a palacknak, arra menne egy kis tápegység, egy mágnesszeleppel és egy hálózati aljzattal. A fiam győzköd, hogy ez ostobaság részemről, és jó eséllyel igaza van!:-) A józan ész szerint, tényleg megtudok itthon minden szükségest hegeszteni MMA-val, és a CO-val. Viszont már van inverter és AWI kábel. Köszönöm szépen a corgonnal kapcsolatos segítséget!
Szia! Szintén arany szinű wolfram.Impulzust inkább vékony anyagoknál használj,ill mivel az alunak nagy a hővezető képessége mindig az anyag széléről haladj.A hozaganyagot nem kell tisztítani,a munkadarabot is csak az olaj,festék stb egyéb piszoktól,a többit a váltóáram megoldja.Előmelegiteni 8-10-es anyagtól kellhet,és az felett 120-170C-re,de döntő ebben a munkadarab tömege,és felületi mérete,ezek könnyeben leadják magukról radiátorszerűen a hőt.A porcelánt cseréld le 6-7-es re,a 8-as túl nagy,az argont is leveheted 7-8 litere(3-as lemeznél,vagy az alatt).Amikor a varrat végén túlmelegedne az anyag,állíts egy kis áramlefutási időt,és nyomd meg a kapcsolót,de ne hagyd abba,nyomd meg újra felfut az áram,és így tovább,és újra,és újra.Áramot ne írnék alunál,nagyon szélsőséges tartományokban lehet hegeszteni.Kisebb élmény volt számomra tavaly egy 18t-as teljesen alu rektorhütő 100x360-as szelvényekből, nagyrészt afival ,de egy jelentős része awival.Ac balansz 40-60 vagy 50-50,és 2,4-es elektróda.
Tehát a lábpedállal variálható az áramerősség??? Amúgy is gondolkodtam rajta mert nem igazán esik kézre a pisztolyon lévő gomb.
Rhöna reduktort vettem, úgy tudom ezek jó minőségűek. Amire még gondoltam próbaképpen az a gázlencsés pyrex gázterelő. A videókon nagyon jónak tűnik.
Mit szólsz ehhez a 120 Amperhez a 3-as lemezhez? Véletlenül sikerülhetett szépen vagy jó az irány?
Arra jutottam, hogy a kis áramerősséggel addig sz@rakodok, hogy rendesen megfolyjon amíg elmelegszik az anyag. Mivel 120 Amperrel gyakorlatilag azonnal eltudtam kezdeni haladni ezért gondolom nem volt ideje túlhevülni.
Egyszerűbb lenne próbálgatni mint kérdezősködni csak épp elfogyott a hozaganyagom. Ezért nem tudom ma már többet rápróbálni.
Leírhatnád a sörösdobozhoz használt beállításokat. Gondolom impulzussal.
Elméleti segítséget szeretnék kérni gépbeállításban. Vásároltam egy Freetig TM-200A AC/DC hegesztőinvertert,
hogy használható szinten megtanulhassak awizni legfőképpen alumíniumot, abszolút 0 előképzettséggel, max jó kézügyességgel és minimális fogyóelektródás gyakorlattal.
2.5-3 mm vastagságú anyagokon gyakoroltam, 1.6 illetve 2.4 zöld wolfram elektródával.
Nem impulzus üzemben kezdtem az áramerősség illetve a balansz beállítást.
Úgy gondoltam egyértelműnek fognak tűnni a változások de ahogy észreveszem nem mindegy pl az sem, hogy a lemez szélén vagy a közepén haladok éppen, illetve az anyag hómérsékletét is döntőnek ítélem meg.
Úgy tűnik, magasabb áramerősség mellé negatívabb felé tolt balansz, kisebb áram mellett pedig pozitívabb balansz ami "jó" aránynak tűnik.
Az 1,6-os wolframmal nehezebbnek tűnt elérni egy kezdőhőfokot viszont szebb lett a varrat, ámbár az anyag végéhez közelítve kezdett kiszélesedni és inkább elfolyni a hozaganyag és berogyni a zártszelvény, 50 amper környékén.
Biztos vagyok benne, hogy nem lehet általánosítani, hogy ezt a lemezvastagságot ilyen áramerősség és ennyi százalékos balansz mellett lenne a legjobb, csupán véleményre lenne szükségem ki milyen beállítással esne neki.
Konkrét kérdésem, hogy mi okozhatja azt, hogy nehézkes elkezdeni az első "pöttyöt", hogy szépen elterüljön, utána 3-4 cm-ig egész szépen finoman domború pikkelyes a varrat, majd elkezd egyre jobban szétfolyni. Feltételezem túlhevülés, viszont akkor úgy gondolom még nehezebb lenne elérni az "üzemi hőfokot" ha visszább vennék. Nem gondoltam, hogy elő kéne melegíteni egy rezsón mert sehol nem láttam ilyen anyagvastagságnál.
Természetesen váltóárammal és egyenes polarítású bekötéssel próbálkozom. Alap- és hozaganyagot tisztítom rozsdamentes acélszivaccsal és a hegesztés megkezdése előtt nem hegyezem ki teljesen köszörűn az elektródát hanem hagyom, hogy legömbölyödjön pár másodperc alatt magától. Gázfúvóka 8-as, a biztonság kedvéért 10l/perc re állítva a reduktor.
Várnék egy két iránymutató hozzászólást illetve negatív kritikát, min érdemes változtatni.
Nagyon szépen köszönöm a segítséget! Ív, láng vizsgám és gyakorlatom már van, közel 40 éve, de akkor felénk még nem volt CO, vagy AWI. CO oktatás is csak úgy volt lehetséges(rá vagy 5 évre), hogy lánggal, vagy ívvel csatolták. Vagy 10 éve húztam egy szép varratott hengerelt krómlemezen, de töketlenül ritkán pontoztam, és szépen elhúzta a varrat. Úgy emlékszem akkor 15A volt állítva. Végül egy munkatársam hegesztette meg a 10m-ert! Most gondoltam rá, hogy egy palack beszerzésével, lenne AWI lehetőségem, talán annyit megérne a dolog. Még egyszer nagyon szépen köszönöm a segítséget, szép estét kívánok!
Szia!Ha kezdő,vagy nem túlzottan gyakorlott vagy kezd el 60-70A-rel,és figyeld,hogy próbalemezen ha ráhegesztesz átmegy a gyök,vagy pontokban megjelenik,akkor rendben lesz.Ha már bátrabb vagy már tekerheted feljebb 80-90A-re,de 2-es lemeznél 110A sokkalom,ott nagyon könnyű erősen átlyukasztani a lemezt,+ elég tempósan kell haladni .A 6-os anyagnál 130-140A javasolnék.Itt természetesen nem lesz gyökátfolyás,viszont,ha kékes lilás futtatási színek megjelenek biztos lehetsz,hogy rendesen beolvadt a varratod.Próbálj arra törekedni,hogy ne az ampert figyeld,csak ritkán,és éles varrat előtt használj próbadarabot.
Szia Péter! köszönöm szépen a választ! Még azt írd már meg légy szives, hogy az áramot kb milyen erősségűre kell állítanom , mondjuk 2mm-, és 6mm-es lemeznél, AWI esetében?
Miért hangsúlyozod a barkács szintet? A hegesztési varratnak tartani kell így is úgy is. Az a gép amit linkeltél olyan mint a strausz damilos kasza, van akinek bejön van akinek nem.Vegyél egyet és írd meg a tapasztalatod, legalább okosodunk piacos gép ügyben.
Szia! Általában amit az mma-tud,annyit awi-nál is.Nem láttam még ilyen adaptert,ezt magas frekvenciával oldják meg.Dolgoztam olyan helyen ahol az argont tartályban, a szénsavat palackokban hozták,majd keverték,és pár százalékkal több argon szebb varratot,kevesebb fröcskölést okozott kb 84-85%-ra saccolnám,de a tiszta argon nem jó,(még a savállónál sem)csak az awi-nál.
Uraim! Néhány gyakorlati kérdésem lenne, kérlek válaszoljátok meg! Alaphelyzet: van egy MMA inverterem, ami elviekben 130A-t tud, és egy szintén névlegesen 170A-os MIG-em. Ami kérdés lenne, miként kell meghatározni az AWI áramerősséget, és a "koppintós" jelleghez, van-e valami gyujtás segítő adapter? CO hegesztésnél, tényleg használható 2 palack (CO+Argon)? Valóban ha mindkettőn van beállított reduktor, akkor közösítve jobb minőségű varrat érhető el, úgy mint a corgonnál?
Figyelembe véve hogy ebben az árban van ÁFA, valamint hogy a legolcsóbb már használható awi pisztoly 15-20, egy rendes testkábel 7-8, egy legolcsóbb plazma pisztoly 25, akkor maga a multigép elég olcsó, vagy nagyon szarok a kiegészítők :-(
Helló! Valaki tudna segíteni rozsdamentes anyag hegesztése kapcsán? Milyen gázt használjak MIG fogyóelektródás hegesztési eljárással akarom hegeszteni! De nem igazán igazodok el mert AWI-nál Argon oké de ezzel az eljárásra még nem igen próbálkoztam rozsdamentest hegeszteni így kicsit tanácstalan vagyok! Ha valaki tudna segíteni azt megköszönném! Ráadásul a gépem automata beállításaiban nem is szerepel más csak MIX gáz csak az nincs benne hogy milyen kell hozzá synergikus módban persze!
Ilyen pajzsom van otthon mma és co-ra tökéletes. Van rajta köszörülési funkció is. Awira nem jó, mert bevillan. Mondjuk nekem nem is kellett awira, ha awizni is akarsz, akkor az Esab warriors-t ajánlom, aminek az ára még elfogadható. A munkahelyemen olyannal hegesztek co-val és awi-val és egyszer se tudtam bevillantani, pedig sokszor takarásban hegesztek. Eddig kb. 50-60 órát hegesztettem vele és nincs rá panaszom. Jó nagy a látószög ebben jobb, mint az Esab.
Kasztni munkát nem fogok végezni autón, inkább ez a talicska-kerti kapu stb. stílusú hegesztésre fogom használni, és a későbbi hsz-ekben szépen megbeszéltétek, h a költség hogy alakul egy CO és egy MMA induló szettnél......
Arra a kis munkára amire nekem kell, arra maximálisan megfelel egy MMA-s kis Gorilla is, ami nem is annyira kicsi..... 180A és 4-es pálca, ezzel elvileg a megadott adatok alapján (amelyek nem tudom mennyire fedik a valóságot...) 6 percet lehet hegeszteni fullon.
Sose fogok vele fullon ennyit hegeszteni...... közel 140 amperen meg tud 100% bekapcs. értéket ELVILEG, ha gyakorlatban tud mondjuk ebből valósan 120-at, már az is jó nekem.
Van egy 2,5Kw-ot tudó aggregátorunk, arról működhetne szerintetek egy 190-as Gorilla Pocket?
Gondolom a 180A-t azt nem tudná, de valami kisebb Ampren működhetne?
Kíváncsi vagyok.... bár ha megjön a gép, úgyis az lesz az első, h kipróbálom az aggregátorral...... max. leveri rajta a biztit és ennyi. Kárt tudok csinálni a hegesztőgépben ezzel??
Kezdőként tartózkodnék attól, hogy válaszoljak a kérdésedre... egy biztos: legutóbb igen lazába' hegesztettem, ó csak egy kis pöttyintés, jó lesz az így papucsba is....... mikor a cunder bepotyogott pont két lábujjam közé, akkor megbántam, h nem vettem fel a 65M surranómat! ;-)
vekony borkesztyurol nem akarlak lebeszelni. A kötenyrol sem, de nekem arrol a kovacsmester jut eszmbe, ahol van kovacskemence, meg az a gyar ahol evente 220napon napi 8 oraban 16-20mm lemezeket hegesztettek, hosszan, minosegre.
Mondjuk oda egy elszivo is elfert volna, mert nekem 20 perc utan fekete mocsok jött az orrombol
én valóban nem hegesztettem még sosem de haverom hegesztő ő mondta hogy azt a pár ezret amibe egy kötény kerül nem érdemes megspórolni mert mégiscsak védi a testet a sugárzástól meg esetleges pattogó cunderektől
Szia! semmi gond nincs vele, tök jó gép... csak ugye 70+áfa az már majdnem 90 :-( meg egy 50-es a töltött 20 kg co2 palack, meg 10-15 a reduktor. (egy jobb pajzs, kesztyű, hegesztőspray, egy jó csípőfogó, pár alap szorító, egy két guriga huzal és meg is van a 200) Nem olcsó játék ez sajna.
Annyi az "extra" az aluflux javára hogy 15v-tól indul nem 20-tól, a vékony anyaghoz/0,6-os huzalhoz szebben beállítható.
Hegesztőcentrumnál lesz az 100e is, mert az ÁFA-t még hozzá kell adni :-(
Egyébként megbízható, korrekt inverteres fogyós gép (mondjuk iweld aluflux+palack+reduktor+huzal+kiegészítők) az inkább 200e az indulásnál. Awira kb ugyanez az összeg, míg MMA-val azért 50-60e Ft-al el lehet indulni
nem, nem az MMA keverem az AWI-val, viszont tenyleg osszekevertem es a hot start-ra gondoltam. (annyi ragadt meg, hogy ezekben az inverteresekben van vmi amivel konnyebb az ivgyujtas mint a regi trafosokban (Hetra))
"A co2 hegesztés jóval drágább mint az mma hegesztés. Ugyanis 40-50ért nem kapsz olyan gépet ami valamire való is."
hmmm. nezegetve igazat kell hogy adjak, mert ha inverteres CO2 akarok es esetleg EURO csatlakozoval akkor 68-69-nel kezdodik a hegesztescentrumnal + nyomascsokkento+palack
(42+48-ert van trafos, fix munkakabeles nyomascsökkentovel, de akkor meg mindig kell palack es ez trafos es fix munkakabeles...) - abbol indultam ki, hogy vettem 70euroert egy hasznalt trafos, fix munkakabeles CO2-t kompletten egy teli eldobhato palackkal... egyszer probaltam vele hegeszteni, mukodik, de azert a Rehm, amivel ismerosnel szoktam hegeszteni mas kategoria (mondjuk az 1650euro + AFA)
nem fröcsög es foleg nem feled, es egy pici szikratol nem egsz el. lenyeg h ne egheto ruha legyen rajtad. Es ha kozelrol hegesztesz es nem csak 2 percet, akkor legyen rajtad nem egheto ruha(pamut eleg, lenyeg h ne müszal), vagy alaposan napkremezd be magad, mert marhara le lehet egni (UV)
ja es hegesztes UTAN is forro meg a cucc! leggyakoribb hiba, hogy utanna kesztyu/fogo nelkul megfogja az ember...
en idaig:
- leggyakrabban leegek... (ejjel arra ebredek, h eg a pofam... ==> napozas utani)
- megfogtam a keszrehegesztett de meg forro, cuccot
- muszalas trikoban fejem felett (kerekjarati iv es kerekjarat belul) hegesztettem. szikra ramjott, megolvasztotta a muszalat es a forro muanyag pöttyök vegig futottak rajtam. ==> ronda, lassan gyogyulo egeseim lettek. de ugye es fej felett es muszalasban...
(en spec HF-s* CO2-vel ugy szoktam összeheftelni, h bal kezzel kesztyu nelkül összefogom, jobb kezzel összecsipem es nem szokott megegni a kezem)
egy jo kesztyu persze nem art, de jo az ember erez is benne vmit. tippem nincs, mert a munkaskesztyu tul vastag. kerti szivegkesztyu meg eleg...
*HF - magas frekvencias ivgyujtas ==> nem kell odaerinteni/kocogtatni stb
"Egy ilyen inverteressel talán könnyebben menne a hegesztés."
- HF gyujtas miatt konnyebb, kulonben nem nagyon mas
- cippelni tenyleg konnyebb (vicces, h milyen könnyu) felakasztod a valladra felmaszol a letrara es hegesztesz vele
ha nem külteren hegesztesz es van helyed tarolni (szaraz helyseg, tehat nem nedves kerti feszer), akkor en CO2-t vennek. arban az is a kifizetheto kategoria, sokkal könnyebb vele hegeszteni es normalis varratot kapsz.
ha viszont kerites, talicska, korlat, kerti kapu hegesztesrol van szo, akkor egyertelmuen az MMA a jobb valasztas. (en auto korul szoktam hegeszgetni es ott az MMA maceras)
Amatőr, hobbi használatra kellene, nagyon keveset hegesztenék vele, évente csak pár alkalommal ezt-azt ami a ház körül előfordul, viszont a nagyon gagyi cuccokat szeretném elkerülni, szeretnék valami nem túl drága, a fenti két géphez hasonló árú, de megbízható minőségű gépet választani.
Ha valami jó alternatíva lenne a fenti két géphez képest, azokat a javaslatokat is szívesen meghallgatnám, kezdő, amatőr vagyok a témában.
Össze-össze csípegetek ezt-azt apu régi házi gyártmányú trafójával, ami nehéz mint a dög és elég körülményes használni...... a varrat randa, de még semmi se esett szét amit összeheftelten vele.
Egy ilyen inverteressel talán könnyebben menne a hegesztés.
Az a baj, hogy van ahol a gyarto rafroccsonti a házat a csapágyra. Nincs kiút csak roncsolásos.
Illetve nyilván megvehető adott cikkszámon a komplett szerkezet.
Elvben jó megoldás is lehetne, hiszen egy froccsontés alacsony költségű lehetne, plusz egy csapágy nem drága.. elvben....
helyette meg jó drágán adják mert úgyse tudsz mást csinálni.....
Ezért én soha nem vennék ettől a gyártótól ezután semmi mást és műanyag házas cuccokat még kevésbé....
Ilyenek az új porszívók motorjai.... a csapágyak bele vannak gyógyítva a műanyag burkolatba... Attól most tekintsünk el hogy mondjuk egy tele porzsákos porszívó már bizony melegszik aminek nyilván a műanyag házas motor kurvára örül.......
De a csapágy is kiszárad melegen.... viszont cserélni nem lehet....
Nem kell melegíteni. Egy szelet friss fehér kenyérrel és egy a csapágy tengelyfuratába illeszkedő fa rúddal ki lehet szedni a zsákfuratba préselt csapágyat.
Golyókat gyurmázol a kenyérből és elkezded belenyomni őket a csapágy tengelyfuratába. A farúddal tömöríted a kenyeret. Amikor megtelt, elkezded finoman kalapáccsal ütni a kenyeret. Amikor elkezd a csapágy kifele jönni, akkor pótold a kenyérgyurmát, szükség szerint. A lényeg, hogy olyan átmérőjű legyen a kiütő szerszám, ami mellett nem tud a kenyér kitüremkedni, de könnyen járjon a csapágy tengelyfuratában.
Iskra fúrógép csapágyát már szedtem ki így sikerrel, műanyagházból.
Először én sem hittem el, hogy a csapágy körbe van öntve a műa.házzal csak amikor kínomban szétvágtam.Ráadásul a tányérkerék, meleg húzással van rátéve semmi ék vagy ricnis tengely.
Ha megtalálom mert valahová eltettem tanulságul képet rakok fel róla.
Igen teljesen. Szerencséje lett a barátomnak mert úgy repedt szét kétfelé hogy az új csapággyal vissza építhető maradt. A házba a gyári 2-3mm illesztő peremmel és a 4 csavarral jó lett plussz a védőburkolat is csavaros az is szorítja a csapágyházat.
Nemrég volt a kezemben régebbi "kicsi" Bosch a csapágy körül a műanyag ház U alakban fogta a csapágyat, tehát mind két irányba zárt a fészek, semmi zégergyűrű.A hidraulikus prés alatt két darabra tört robbant a ház.
Kösz a segítséget mindenkinek. Black&decker. Néhány hónapja vettem a Praktikerben, lehet hogy visszaviszem még ha nem garanciálisan lehet hogy megéri rendbehozatni szakszervizzel.
Sziasztok! Fél OFF, de azért megkérdezem. Egykezes sarokcsiszolómat a drótkorong szétrázta, a tengely lötyög. Ez természetes vagy az a baj hogy nem menetes közepű korongot, hanem "simát" használtam?
Sziasztok,segitség kellene.Van egy hagyományos Parva tipusú kétfázisú hegesztőgépem.tizen éve használom.nagyon jó kis gép.Mivel nekem van a háznál három fázisom de csak 10 amperes biztositékok,igy 20 amperrel tudtam hegeszteni.Fejembe vettem,hogy veszek egy inverteres alap hegesztőgépet,az mégis csak többet tud,az egyenáram és egyebek miatt.Viszont nem találok csak egyfázisút ami ugye azonnal leverné a10amperes biztositékomat,vagy 3fázisút ami nekem horror ár.Kérdésem inverteresben látott-e már valaki kétfázisút?????? köszi!!!!
A corgon nyomásán a CO2 folyékony állapotban van a palackban viszont csak kevés van benne, vizszintes állapotban biztos nem éri el a kivezetést, tehát mindegy, hogy fekszik vagy áll.
Ha viszont le tudod fektetni akkor egy 10x10-es stafflit is alá tudsz tenni a reduktor oldalon és akkor egészen biztosan nem okoz problémát.
Eladó egyszer hasznàlt Lincoln V160 Tp AWI DC hegesztőgèp. 300.000 ft. Kèpet nem tudok feltölteni a fàjl mèrete miatt, de akit èrdekel annak privàtban szívesen àtküldöm.
Igazából 1 fázisú, mert 1 darab vonali feszültséget kapsz a 3 lehetséges helyett (legyen L1). Az hogy a visszatérő vezetéked nem az N hanem egy másik fázisvezeték (L2 vagy L3) attól még nem kapsz két fázisra való kivehető teljesítményt.
De jelen esetben tökmindegy. A lényeg ott van, hogy az eredeti poszt szerinti csatlakozó nemhogy "nem létezik" hanem általánosan használt.
A háromfázisú rendszert alapvetően négy vezeték alkotja. (Gyakorlatilag három egymástól 120°-kal eltolt, azonos amplitúdójú egyfázisú rendszer.) Ebből három úgynevezett fázisvezeték (R, S, T vagy L1, L2, L3), ezek feszültségei a referencia- vagy nullavezetékhez (nullavezetőhöz) (N vagy LG) képest 230V effektív értékűek, és csak fázisban térnek el egymástól (120°-kal). A fázisvezetők egymáshoz képest 400V effektív értékű feszültségben különböznek. Ezeket vonali feszültségeknek nevezik, és ezek is 120°-kal térnek el egymástól. A fázisfeszültség mindig valamelyik fázisvezető és nulla vezeték, a vonali feszültség pedig mindig két fázisvezetőközött értendő. A fázisvezetőben folyó áramot vonali áramnak nevezik. A nulla vezetéket a legtöbb esetben összekötik a földeléssel (nullavezetővel egyesített földelőhálózat - NEFH)
Köszi, vettem három fázisos dugaszt az eladó mondta melyiket hova dugjam, cseppet izgultam nehogy elfüstöljön de végülis megy, amúgy egy plazmavágóról volt szó 360V ír a hátán...:D
Azt nem tudom, hogy ez a gép konkrétan ilyen -e, de létezik "2 fázisú" gép: azt használja ki, hogy a 2 fázis között 400 V a feszültség, ezért nagyobb áttétele lehet a trafónak és kisebb áramfelvétele a gépnek. Persze ehhez ennek megfelelően kell tekercselni,és lehet akár átkapcsolható a 230V és a 400V között.
igazad van , de a tárgyalt esetben csak 2 fázis kell . Pl. : FOR-MIG 180/210A CO VÉDŐGÁZAS HEGESZTŐGÉPÁr: 190 500 Ft (150 000 Ft + 27% ÁFA) [621.47 EUR] / dbAkciós!RAKTáRONSÚLY: 75 KGFORMIG 180/210
CO2 védőgázas hegesztőkészülék
Tulajdonságok Hálózati feszültség: 230 V (1f) 400 V (2f) Súly: 70 kg Védelmi fokozat: IP21 Hűtés: F Fogyó elektróda: 15 kg Bekapcsolási idő max. áramnál: 35 % Üresjárati feszültség: 21-40 V Hálózati biztosíték: 20 A Hegesztő áram: 40-210 A Méret (h x sz x m): 850x305x745 mm
En a pocketmig 215-rol nem gondoltam volna,hogy a 4mm-es lemezen olyan sarokvarratot tud.Nem tudom hany reteg lehet egy ketto.Mondjuk ha tobb akkor az egy eros gep.
Egy kép vagy típus sokat segítene. Van 2 fázisú is, pl egy rakás spotter is. Milyen színűek a vezetékek? Bár ha kici kínai lehet a színek se stimmelnek.
Fázis színek lehetnek: szürke barna fekete, N - kék Föld - zöld/sárga
Húú,én bátor voltam tegnap és megvettem ezt a gépet!Lebeszéltek róla de mégis(jól tettem)!Mondom rohadt keveset hegesztek,max 2-3 évente vékony lemezt(rohadt kipufogót,kasznit) mondom arra jó hogy ne keljen elvinni valahová a hosszú kipufogót meg fizetni egy forrasztásért 10-15e-t.Zárt szelvényt úgyis pálcával húzom,így tényleg keveset kell ez.Nekem valahogy a 1.6os pálca is lyukassza a lemezt egyből!Te az hogy csinálod?Köszi!
Tegnap próbaként meg is hegesztettem vele a 0.6os lemezt meg a kipufogót is.
!!! Végeredmény a lemez jó a kipufogó tart és nem fúj ki,a varrat tényleg nem a legszebb. !!!
Amiről én beszéltem az a porbeles huzalelektróda, aminek van védőgázos (136 aktív vg, 137 semleges vg-os) és önvédő (114) változata is. És gondolom ez a gép a 114-es eljárással hegeszt.
Önvédő porbeles 0,8-0,9mm huzal szokott lenni. Amire te gondolsz az a portöltetű huzalok amiket szerkezeti hegesztésekre használnak (gázzal) de valóban azt is porbelesnek mondják.
Ez 1,5-5mm anyagvastagság közt használható. Csak barkácsgépnek.. zártszelvény és társai. Könnyen használható minimális tapasztalattal, de drága az üzemeltetés (kis tekercses huzal)
Pont arra jó amire ajánlják, semmi másra. Esélyes hogy ugyanott készül az összes porbeles kisgép, mert mind ugyanolyan. (parkside, walther, - LIDL, ALDI - CMI, einhell, güde...stb)
Fogalmam sincs! Ez a "töltőhuzalos" valami "Lidl szabvány" lehet. Valószínűleg a porbelesre gondol, mivel védőgázt nem ír és ott lehet használni, ahol az nincs. Viszont a porbelest (elektródát és nem "huzalt!) pont vastag anyagokhoz szokták használni, hidakon meg hasonló nagy terhet viselő fémszerkezeteken. Nem írja a használható elektróda átmérőjét, gondolom 0,6 vagy 0,8 (max) lehet. Én nem vennék ilyet, ha valaki vesz kíváncsian várom a tapasztalatokat.
Van egy 5 kg co ami régen mást volt de ezt hagyjuk az olvasó fantáziájára. Illetve van egy 20 kg Linde cserepalackom( gömbölyű az alja ) jelenleg Biogon de majd átcserélem corgonra ! ;) ennyi...!!!!! :)
Leírnád, hogy milyen gázzal milyen huzallal hegesztettél? Én is ilyet vettem,de a beállításokkal még szerintem van mit kitapasztalni! co van egyenlőre de majd leakarom cserélni corgonra.
Sziasztok! A héten megérkezett Pocketmig 215-ös gépem! Nagyon megvagyok vele elégedve! nagyon szépen be lehet állítani nem is gondoltam volna hogy ilyen szépen hegeszt! egy pár képet a tesztelésről egy kis függő varrat és sarokvarrat! Csak ajánlani tudom a gépet ha valaki vásárlás előtt áll!
Aluhoz csak tiszta argont használunk. Oda nem jó a corgon, főleg nem a 82%Argon 18%co2, ami a corgon. Savallóhoz használnak még kevert gázt, de az 95% Ar- 5% co2/oxigén/hélium.
Plusz aluhoz a munkakábelban a huzalvezető spirált is ki kell cserélni teflonosra különben nagy eséllyel megtörik a spirálban a huzal illetve elszennyeződik a normál spirál oxidjától, és természetesen alu huzalra van szükség, plusz másik huzaltoló görgőre is szükség van, az ék alakú nem jó a puha aluhoz.
Én használt gépet a helyedben nem vennék, mivel azokra nincs garancia maximum az emberi jóindulat (na de az ritka). És persze akkor okádik be a gép miután megveszed.
Ne félj az inverteres gépektől, nagyon sok előnyük van, trafós társaikhoz képest. Csak hogy egy párat említsek: jóval kevesebb áramot fogyasztanak, könnyebbek, mobilabbak. Persze egy hatalmas trafós gépet sokkal nehezebb túlhajtani, de az nem a halandók pénztárcájához van szabva.
Szinergikus gép kezdőknek, hobbistáknak tökéletes, mivel nem kell vacakolni a finomhangolással, mert a főbb adatok megadása után, ő már menet közben állítgatja a dolgokat, de mint írod, aki szinergikussal kezd, annak utána sokkal nehezebb lesz beállítani egy normál gépet.
Eleinte fölösleges szerintem a kevertgáz (corgon), mivel csak a varrat felülete lesz szebb tőle, kevesebb fröcsköléssel, illetve a beolvadási mélysége is kisebb. Kezdésnek jobban jársz ipari co2-vel, mivel gondolom nem követelik meg tőled, hogy a beégés mélysége mekkora legyen, illetve a varrat felülete milyen legyen. A legfontosabb érv, hogy jóval olcsóbb ,kevert gázas társához képest ugyan az a töltet. Plusz ha nincs palackod, akkor azt is meg kell vásárolni, ami azért megdobja a költségeket rendesen, és akkor már bőven beéred az ipari co2-vel is.
Én nemrég vásároltam az iWeld 215 Aluflux gépét, és eddig tökéletes, igaz most kevesebb időm van dolgozni vele. Inverteresek közül őt választanám.
Trafósok közül, egy kisebb fajta FOR-Miggel volt dolgom, hát mit ne mondjak nekem csak a bajom volt vele, főleg a huzaltoló részével.
A Trakis gépekről jókat halottam, de csak ennyit tudok mondani, a többit nem ismerem.
Huzaldobról meg csak annyit,hogy a 15 kilós jobban jön ki kilónkénti árban. 9-10 e ft körül kapsz már sg2-est, de van hogy sg3-ast is. Itt inkább azon múlik, hogy mit tudsz megengedni magadnak.
Köszi a választ, ismerős talán lenne és érzék is, tapasztalat már kevesebb. Három évnél többre tervezném a gépet azért vennék most alkalmas gépet hogy később ne kelljen cserélgetnem.
ha nincs a környezetedben profi hegesztő és/vagy nem sok tapasztalatod és érzéked van a hegesztéshez akkor a szinergikusat érdemes,van ahol 3 év garanciával árulják(pl megatool)
Ja és ha hordozni akarod akkor valamelyik iweld mindenképpen corgonnal használnám, a gép beállításhoz nem kell nagy tudomány, addig tekergeted amíg jó nem lesz.:D:D
Tapasztalatom szerint ha szakszervizbe viszed akkor rögtön alaplap cserével jönnek ami az új árának 80%(ha nincs garanciába), de ha keresel magánszervizet akkor bagóért kicserélnek egy-két elemet, kb 5 éve van inverterem és eddig csak az én hibámból romlott el, de a szomszédnak megvan vagy 10 éve és soha nem volt semmi baja...
Sziasztok, a tanácsotokat szeretném kérni gép választása céljából.
Mielőtt elhajtanátok a bánatosba jelezném, hogy amit már többen is tévesen belinkeltetek, hogy ott kell érdeklődni a gép választás ügyben az ennek a fórumnak a linkje ezért itt merészelném feltenni a nem csak gép választásra vonatkozó kérdéseimet.
Magán emberként vásárolnám a gépet, de a későbbiekben autóval foglalkozó vállalkozásban is lenne használva. Úgy szeretnék választani, hogy később ne keljen a gépet lecserélni.
Hordozhatóság miatt vonzanak az inverteresek, több féle területen lenne használva, ezért vonz a szinergikus, de azért nem szeretném ha állandóan le lenne pusztulva és egy hozzá nem értő szervizben lenne.
A jövőben nem lenne kizárva részemről a hegesztő szakma gyakorlása sem, vajon nem lenne hátrányomra, hogy a szinergikus gép előnyei miatt nem tanulnám meg rendesen a gép beállítását?
Tartok a meghibásodástól, érdekelne hogy amit írtok hogy nem megbízhatóak az milyen körülmények között teljesül be? Mindennapi ipari használatban vagy otthoni havonta egyszeri használatban? Milyen meghibásodásokkal kell számolnom? Alaplap csere egy új gép áráért, vagy huzaltoló a töredékéért?
A gépek amik közül választhatok:
Trafós használt mig 80 000ft-110 000ft között:
MULTI MIG 2100 MIG/MAG
MIG TURBO 240
FOR MIG 300
TRAKIS TRACONIC 253
Új inverteres 110 000ft-140 000ft között:
iweld pocketmig 215 aluflux
+30 000ft külömbséggel
IWELD POCKETMIG 205 DIGITAL SYNERGIC
Mig, Tig aluhoz és lemezhez is, 1 fázis 16A, 100%-on 100A felett, 5-15kg dob lenne előnyös a számomra.
Ezen szempontok alapján melyik gépet választanátok, ha mindkét csoportból egyet egyet kellene választani és milyen gázzal?
Sziasztok! Olyan problémám volna a hegesztő gépemmel hogy nagyon fröcsköl, nagy darabok válnak le. A gép Migomag 250. többen mondták hogy beállítás hiba, de több kombinációval is próbálkoztam, voltak is változások, de az alap probléma megmaradt. Nekem karosszéria munkához kellene, és gyakran kell alulról hegeszteni. Már ott tartok hogy egyszerűen félek meghúzni a ravaszt, annyiszor égettem össze magam vele. Kb 8-10 a nyomás, 0.8-as dróttal dolgozok. Sima Co2 gáz van, (nem corgon, nem biogon). A volt munkahelyemen egy hasonló három fázisú gép van. az szinte egyáltalán nem fröcsköl.
nemtudom mi tévő legyek éves díj elég soknak hangzik mert állandó munkám nemhiszem hogy lesz a gépre meg nem is tervezem csak azért akarom hogy legyen itthon ha valamit hegeszteni kell mert nem akarok elektródával szenvedni :)
Ja bocs hirtelen hülyeséget írtam :-( én két palackot bérelek a SOL-nál ... :-) annak a bérleti díja havi 1778 bruttó, tehát akkor palackonként 900Ft/hó
A bérlésnél biztos lehetsz abban hogy tele palackot kapsz a megfelelő minőségű gázzal palackkal. Hátránya hogy lehet drága. 7-30.000/éves bérleti díj, + esetleg drágább a gáz ÁFA-san, szóval az éves bérleti díj+egy palack gáz ára lehet akár 50-60.000 Ft is ha rossz szolgáltatóval szerződsz.
Kéz alól ... hát szinte 90% (inkább 99%) hogy nem tiszta a palack származása, tehát cserénél akár bukhatod is a palackot. (legtöbbször amúgy nem foglalkoznak vele, de hogy tisztán láss, a pakliban benne van) Vagy van benne annyi gáz amennyit az eladó állít vagy nem, de a reduktort rátéve, súlyt mérve ez kiküszöbölhető. A gáz minőség az vagy az ami rá van írva, vagy nem.
Így is kb 50-60 a tele palack, csak így - elvileg - tiéd marad a palack ami ér 15-25.000-et.
Mérlegelni kell. Ha van a közelben egy fasza szolgáltató akivel le tudsz szerződni, akkor ez az egyszerűbb. SOL-nál kb 2000 Ft a havi bérleti díj 1 palackra, a gáz meg úgy 18 bruttó a 4,7m3, tehát 20.000 Ft al el tudsz indulni. Lindénél talán 30 az éves bérleti díj, azt előre ki kell csengetni, Messer, SIAD, Air Liquide most nem tudom hogy van...
tjogositvany is csak arra jo hogy ha megallit a rendör, akkor legyen papirod. attol meg nem tudsz vezetni, csak azt tudod, hogy hogyan kene. 2ev mulva mar rutinbol megy.
"porschenak a bukókeret beszállítója"
gondolom nem bukokeretet kene elsokorben hegeszteni :-)
Én pont a múlt héten vásároltam egy ilyen gépet. Először a Szikrahegesztésnél akartam megrendelni, de nekik teljesen kifogyott a készlet, 3-4 hetet mondtak, így hát egy helyi kereskedésben vásároltam meg bruttó 140 ezerért. Igaz, így 3-4 ezerrel drágább a téma, de láthattam élőben, meg tudtam mindent beszélni az eladóval, garancia stb.
Azóta elég sokat használtam a gépet, és eddig tökéletesen meg vagyok vele elégedve (persze ez eddig csak 1 hét használat). 15 kilós huzaldobot befogadja szépen, igaz a fémházas huzaldobhoz kell egy átalakító (1500 Ft), a műanyagdob átalakító nélkül passzol rá. Az előtoló motorja szépen dolgozik, egyenletesen tolja a huzalt. Jól be lehet állítani. Adnak a géphez, egy Co munkakábelt, egy testkábelt, illetve egy elektródafogót, ezek mind 3 méteresek. Illetve egy 2-3 méteres csövet a védőgázhoz, plusz két bilincset a rögzítéséhez. 3 db 0,8-as huzalhoz való áramtáadóval érkezik a gép. Nagyjából ennyi. Kipróbáltam az MMA funkciót, bázikus illetve rutilos elektródával is, szépen dolgozik mindkettővel. Én jelen állapotban tudom ajánlani a gépet. Annyi,hogy azért legyen 32 ampered egy fázison, mert ha magasabban járatod a gépet, akkor 20-25 ampert felvesz papíron, igaz nem mértem és nem is próbáltam maxon, mivel nincs itthon 2,5-esnél vastagabb elektródám egyenlőre.
Persze az alap géphez nekem kellett egy reduktor is, én egy 11 ezres co2/ar reduktort vettem, ezt is ajánlotta az eladó, jó ksi fémházas az egész. Palackom volt, így az nem kellett. Vettem egy 15 kilós huzaldobot, az pedig 8400-8500 Ft volt, igaz nem valami ismert márka (számomra), flexmann, de legalább sg3-as illetve gyakorlásra jó. Böhler lett volna, sg2-es 10 ezer fölött.
Masszív szerkezet, fémházas az egész gép. Ami számomra pozitívum, hogy nem egy ócska billenő kapcsolóval oldották meg a gép ki be kapcsolását, hanem egy dupla biztosítékkal, ami azért mégis tartósabbnak tűnik nekem. Két ventillátoros a gép, jól szellőztetik a gépet. Eddig ezekben a melegekben semmi melegedési problémám nem volt, igaz nem toltam huzamosabb hegesztést, magasabb teljesítményen, de ahogy halottam nem okoz neki gondot.
Ha gondolod, lökök pár képet róla, mekkora is valójában (csalóka ám, hatalmas a gép), hogyan is néz ki stb.
Mivel 90-ért újat is tudsz szerezni, ezért ha bármi "ráférne" akkor józanul nem érdemes 50-60-nál többet adni érte. de igazából 40 környékén lehet kapni optrelt és speedglassot is használtan...
Körülbelül fél éve kezdtem el hegeszteni egy tanfolyamon, ahol AWI CO2, Bevont, és gázhegesztést is tanulok. Nem sokára végzünk és úgy döntöttünk, hogy keresünk munkát, találtunk is nagyon jót (Egy külföldi munkáról van szó, aki a porschenak a bukókeret beszállítója, illetve a BMW-nek gyártanak kipufogódobokat). Nos a próbahegesztés nem sikerült túl jól, pedig egész szépeket csinálunk a tanfolyamon, tanárúr sokszor meg is dícsért. Nem biztos, de mikor ott hegesztettem, nagyon remegett a kezem egyszerűen nem bírtam tartani úgy hogy ne remegjen szoval lehet hogy elizgultuk a dolgot A lényeg körülbelül 3 hét múlva megyünk vissza megpróbálni mégegyszer, addig gyakorlunk rá, hogy minnél jobban menjen. Azt szeretném megkérdezni, hogy van e valakinek valamilyen tipje vagy tanácsa, hogy hogy sikerülhetne még jobban, vagy hogy mire figyeljünk oda leginkább, vagy esetleg aki volt már próbahegesztésen, akkor neki mi vált be hogy ne izguljon ennyire vagy ilyesmi. Előre is köszönöm a válaszokat!!
A beállításról még talán annyit, hogy az érzékenységet kb jól állítod be ha felkapcsolt fénycsőre(neon) nézel hirtelen pár méterről és attól már nem sötétedik be.Tehát teljes erzékenységből lépkedsz lefelé.Ha hegesztéskor mégis "ráduplázna" kivilágosodáskor, azaz amikor abbahagyod a hegesztést (mma,co) akkor kivilágosodik majd a még izzó hegesztéstől ujra besötétedik akkor nyugodtan leveheted teljesen az érzékenységet alapra.Természetesen awi hegesztéskor a teljes érzékenységet állísd be, főleg ha kevés amperrel dolgozol.
A visszavilágosodási időt akkor érdemes a legnagyobb értékre állítani mikor pl.egy nagyobb hézagot raksz be és pontozva hegesztel.Ott nagyon zavaró ha két pötty közben ki-kivilágosodik a pajzs.
A sötétedés értékéről, ami eljárás és amperfüggő, van táblázat.Persze ez egyén és szemfüggő is.
Váaszd mindig a legsötétebb fokozatot aminél még jól látod a hegesztést.
Mivel kaptam egy pajzsot kicsit feljavitom a gépem, vettem hozzá egy Esab testcsipeszt és egy esab elektrodafogót,
Megakadtam az elektróda fogóval mert a nyél rögzitése nem világos, vagy elhagytam belőle valamit vagy nemtudom....
da a csvart becsavarom lötyög a nyél, olyan mintha egy belső ellendrarab hiányozna belőle, megtudom oldani más módszerrel de inkább ahogy gyárilag van arra törekednék...
Sziasztok, Kaptam egy pajzsot 3M Speedglas 9100X, csak mivel ezelőtt nem volt ilyen jellegü pajzsom nem tudom mit jelentenek az alábbi beáálitási lehetőségek, baloldali rész gondolom az üveg sötétedés nagysága a többi azt nemtudom, Köszönöm előre is a segitsége!
Szerintem nincs egy fix összeg, amit rá lehetne mondani. Egyébként semmire sem.
Minden úgy van, ahogy írtam. Az eladó mennyire szeretné eladni a vevő mennyire szeretné megvenni. Ha nincs rá égető szükséged, gondold át egyáltalán van-e rá szükséged? Betárolni felesleges.
Ha mégis megvennéd gondolj ki egy összeget és tedd meg az ajánlatod. Nyugodtan írd meg, hogy ennyid van rá nem több. Csak azért, mert jó vétel, nem venném meg. Aztán mire használnád vagy eladnád már kevesebb lesz a piaci értéke, mint amennyiért most megvennéd.
Olyan 80környékére tartja a pajzsot a gazdája, jól néz ki egy plexit talán megérdemelne, egyébként nem látszik rajta kopás stb. Égető szükségem nincsen rá, de ha sikerül megegyeznem vele megvenném. Szerintetek mi lehet az az ár ami reális érte?
Ha dolgoztál már ilyennel, akkor tudod, hogy mit várhatsz tőle. Ha a TE géped az alatt teljesít,. akkor először próbálj a betáphoz közelebbi aljzatot, esetleg a hegesztés közbeni hálózati feszültséget mérni. Célszerűen vizsgáld végig az összes csatlakozást, szimatolj, és nézz melegedés nyomokat, úgy a csatlakozási pontokon, mint a vezetékeken. Mindenesetre, ezek a gépek nem profi berendezések, amikre egyértelműen utalnak az áraik is!
Üdv urak! Egy kis tanácsra lenne szükségem. Van nekem egy Einhell BT-GW 150 co gépem. A gondom az lenne vele, hogy 2 mm. falvastagságú zártszelvényt csak legnagyobb fokozatban hajlandó hegeszteni. Huzaltolást is 7-8as fokozatba kell állítanom. De ezt is csak pöttyölve teszi, folyamatos varratot nem hajlandó csinálni. Van, hogy még így sem olvasztja be az olvadékot. Főleg, az első 1-2 ívhúzásnál. Elkezd fröcsögni, pattogni. Olyan, mintha kevés lenne az áram. A műhely villamossága most lett felújjítva, villanyórától 3x10 mm2 vezetéken jön az áram, falakban mindenütt 2,5 vezeték van. A ház betápja is ki lett cseréltetve, hogy elbírja a 32 A kismegszakítót.Külön villanyórán van a műhely, lakásban levő elektromos cuccok nem zavarják be. Van sejtésetek mi lehet a gond? Sajnos nem tudok szervízről itt a környéken, vagy olyan emberkéről aki értene hozzá. A helyi hegesztéstechnikában kiröhögtek, hogy ilyen gépem van, így oda többet nem megyek. Tudom, hogy nem nagy szám a gép, de arra amire nekem kell, elég lenne. Dolgoztam már ilyennel, lehet használni, ha nem iparszerűen hegeszt az ember. Kb. 30000-be van a masina, ha rá is kell kölzeni, még mindig jó vagyok.
14. éve van inverteresem, eddig még sohasem rázott meg, pedig jó pár doboz elektródát elhasználtam már vele! Ami a hegesztésnél köztudott, esőben vagy vizes környezetben okozhat kellemetlenséget, mint minden villamos berendezés. A géped, ha közben száraz/védett helyen van, maximum csak csipked egy egy picit!:-) Senki nem mer érintésvédelmi minősítés nélküli gépeket forgalmazni. Sérülések salakolásnál fordulnak elő, vagy ha rányúl az ember a forró felületre. Pajzsnál célszerű valami jobbat venni, és ha már majd barkácsolgatsz, nézz szét a grippfogók környékén, nagyon hasznosak a hegesztésnél.
A gépet már megvettem, mielőtt idetaláltam volna. 130 A -es, inverteres GYS. Remélem jó lesz!
Egyébként egy inverteres hegesztő is tud áramütést okozni? Hogyan ne próbáljak hegeszteni? Hegesztés közben fogják az elektródát, támaszkodnak a munkafelületen. Lehet, nem lehet, tilos?
Többször láttam, hogy hegesztő üzemekben 500 Amperes MIG-ekkel dolgoznak, de a dolgozók érintkeznek a munkadarab felületével (támaszkodnak, térdelnek rajta, stb) - nyílván munkafolyamat és a munkadarab tömege miatt is szükséges. Nem lehet így áramütést szenvedni? Vagy ez is azért lehetséges, mert NEM a dolgozón záródik az áramkör. ?
Laposvason és vas lemezen kezdj, Pisti83 tanácsának megfelelően! Ami fontos, hogy megtanuld, megkülönböztetni az ömledéket a salaktól, ha az már megy, akkor könnyen rájössz miként kell az elektródát tartani a tömör varrathoz. Ha van rá módod kérj meg valakit, hogy az alapokat mutassa meg. Ha már megy a vastag lemezen a folyamatos varrat, próbáld az elektróda más szög alatti döntését, lassabban/gyorsabban húzni a varratot, és kísérletezz az áramerősséggel. Túl kis áramnál olyan lesz a varratod, mintha egy zsinór lenne az anyagon, túl erősnél, pedig fröcsköl,serceg, túl lapos a varrat a szélei pedig árokszerűek ("szegély beégés"). Ha mindez megy, akkor vékony anyag vastaghoz, itt megtanulod miként kell rátartani a vastagabb anyagra. A trafó vásárláshoz kérj inkább itt a fórumon tanácsot, itt sok a tapasztalt , gépeket ismerő kolléga! Példaként ha veszel egy márkátlan fúrógépet amin 600W van, és összeveted a nyomatékát egy ugyancsak 600W-os márkás géppel, nagyon meg fogsz lepődni!:-( Ez áll a hegesztő gépekre is, (meg a kínai ,250W-os 2mm-es műanyag dobozos hangfalakra).
Nagyon köszönöm a választ! A gép GYS 130. Az internetes termékadatoknál mindenhol 6mm volt írva - hegeszthető anyagvastagságként - a dobozán pedig 8mm. Ezért is kérdeztem meg, mert nem értettem, hogy pl.: gyöknél ez, hogy lehet. De tényleg max. 3,2-es elektróda van megadva a dobozon is.
Azt hiszem, amikor így eltér a két hegesztendő anyagvastagság - a vastagabbra kell közel! 90°fokban tartani az elektródát, de ezt sem tudom biztosan. :) Majd egy "kis" gyakorlással menni fog!
Nem tudom, mi alapján írták rá, hogy 8 mm-t lehet vele hegeszteni, mert ha be van gyökölve a lemez (pl. V-alakúra le van munkálva az éle), akkor vastagabb lemezt is össze tudsz vele hegeszteni, csak győzzed telerakni elektródával. Ha pedig nincsen, akkor 8 mm-t sem fog átolvasztani soha... Szóval ez így marhaság.
Durván 40 A-rel szoktak számolni elektróda átmérő miliméterenként, ill. lemezvastagság miliméterenként. Szóval 2.5-es elektródával olyan 100 A körül kalkulálhatsz. Hasonlóan, ezen az áramerősségen olyan 2-4 mm-es lemezen szoktak mozogni. Kábé értékek, csak irányadók. Vastagabb lemezt is lehet hegeszteni, csak akkor jobban be kell gyökölni és több sort kell értelemszerűen rakni, ill. az áramerősséget, elektródaátmérőt is jobb megemelni, mert különben kényelmetlen. (Ha 8-as lemezt 8-as lemezzel akarsz hegeszteni, akkor az már bőven nem ez az áramerősségtartomány...)
10-12-es lemezt is hegeszthetsz vele, csak kérdés, hogy hogyan kell. Átolvasztani nem fogod soha, de ha csak rá kell valamit hegeszteni, akkor semmi gond.
A te esetedben 8-as lemezre kell hegeszteni az 50x50x2-es zártszelvényt. Semmi probléma. Elég a 2.5-es pálca, 130 A meg bőven nem kell, mert a talplemez ugyan vastag, de a zártszelvényt kilyukasztja. Inkább kevesebb legyen, 100-110 A mondjuk, ki kell próbálni. Ha még nem megy annyira, inkább kevesebb, mert kilyukasztod, de kisebb áramerősségnél könnyebben salakzárványos lesz a varrat. De ha most kezded, nem javaslom, hogy zártszelvényt hegessz, mert az elég nehéz: relatíve vékony a falvastagsága, úh. át fogod fújni, meglátod. Tanulni vastag lemezen, laposvason kell.
C16-os bizosíték a jobb. A részleteket nem írom le, volt már párszor itt szó róla. 130 A-es géphez jó szokott lenni bőven. Bekapcsolásnál számít csak különben, hogy B vagy C.
A 130 A a hegesztési áram (kimeneti oldal), a biztosíték pedig a bemeneti oldalt korlátozza. Tehát, hogy egy adott biztosíték megfelelő-e egy géphez, az azon múlik, hogy a hány ampert vesz fel. A kimeneti áramból nem lehet biztosan visszaszámolni, csak kb.-ra, de rá szokták írni az adatlapokra, hogy milyen biztosíték kell a géphez. Azt kell nézni.
B25 és B32 esetében - szintén a részletek nélkül - 25 és 32 A áramfelvételed lehet (persze, ha a konnektorig is eljut ennyi, annak az már nem annyira örül...), de hogy ebből mekkora lesz a hegesztőáram, és hogy azt milyen hosszan tudja nyomni a gép, az gépfüggő. Erre van egyébként a bekapcsolási tényező (Bi%): pl. ha az van írva, hogy 60% 100 A, akkor az azt jelenti, hogy 10 percből 6 percig tudsz folyamatosan 100 A-en hegeszteni, utána 4 perc pihi. Elvileg.
Sziasztok! Hegesztéssel még csak most ismerkedem, így felmerült bennem pár kérdés, kérlek segítsetek.
Ha egy hegesztőgép adatlapján az szerepel, hogy max 8mm-t (130A-es gép(MMA, inverter)) lehet vele hegeszteni, akkor ha, valaki 10-12 mm vastagságút hegeszt tönkretenné a gépét? Mi történne a géppel? Vagy az csak azt jelenti, hogy olyan mélyen tud hegeszteni a vasban, tehát 20-30mm vastag vashoz is lehet vele hegeszteni.
Hegesztés szempontjából, melyik biztosíték a jobb? B16 - C16? Ezekről folyamatosan, anélkül, hogy nem veri le a gép, MAXIMUM hány amperes géppel lehet dolgozni? Valahol 145A-t olvastam -máshol 180A.
B25 és B32 esetében hány amperrel dolgozhatok folyamatosan?
Lenne a jövőben egy kis feladatom: 8mm-es talphoz kellene 50X50X(2 vagy 3mm vastag) zártszelvény 90 fokos sarokvarratot készítenem. Elég lenne oda a fent említett gép és a max 130 amper? Mennyi ampert és hanyas elektródát javasoltok?
10mm alulemezt kellet hegeszteni, felcsiszoltam megmelegítettem és a huzal nagycseppekben olvadmeg és mintha csak ráfolyt volna az anyagra, mindegy hova tekert a gépet:/









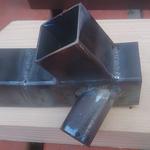







 Ráadásul ezzel a kis koppinntóssal kellet csinálnom.
Ráadásul ezzel a kis koppinntóssal kellet csinálnom.
 Az első próbálkozás így sikerült!
Az első próbálkozás így sikerült!














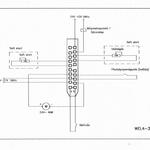
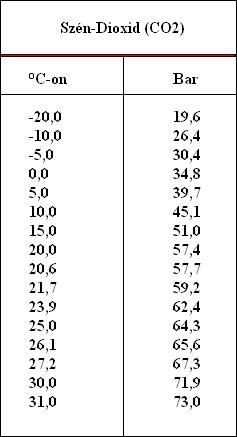







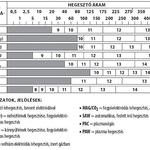






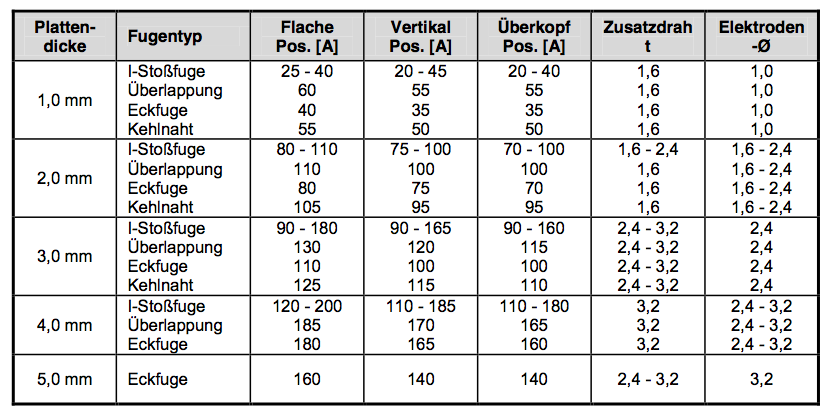{kind=link}
{kind=link}