Segítséget szeretnék kérni. Keresem a Tervgazdálkodási Könyvkiadó Vállalat által 1951-ben, kis mennyiségben megjelentetett "Az E1N pontossági nehézműszerész eszterga időszakos ellenőrzése és karbantartása" című füzetet.
"Igazából nem szeretnék kísérletezni semmilyen mosófolyadékkal..."
Ha NEM SZERETNÉL KISÉRLETEZNI.... Akkor most mi a kérdés..???
"....ami már bevált eddig itt valakinek..."
Többen írtuk hogy a trisós víz helyett, ott van a Brigéciol, vagy a hideg zsíroldó alkalmazása, ezek a szerek elszappanosítják az olajszármazékú szennyeződéseket, tehát semmilyen olajos trutyi nem kerül a lefolyóba...
"...(úgy mint az emulzió meg a szánkenő) azt elfogadom és kipróbálom."
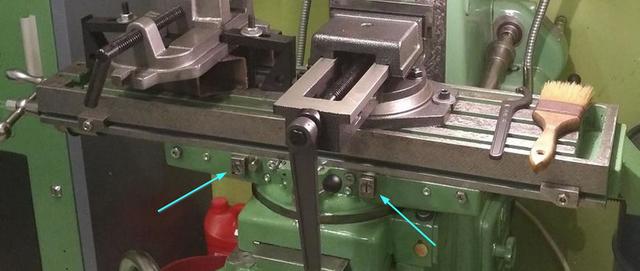
Valaki aki nálam jobban gyakorlott meg tudja mondani hogy a kisRákosi marógépen ezek az illesztett szeges négyzetes blokkok milyen célt szolgálnak? Szerintem semmi nem ér hozzá, semmit nem vezet meg, semmit nem kapcsol.
A kép nem az én gépemről készült, de az enyém is ilyen.
Általánosságban azért a "nagy büdös vasak" amiket mosogatok ténylegesen fémből vannak így nem érinti az hogy megeszi-e a műanyagot.
A korróziótól első körben nem tartanék mert bármi van féktsiztítóval úgyis átfújom az alkatrészt a tisztítás végeztével, és tán meg is olajozom ha olyan.
Igazából nem szeretnék kísérletezni semmilyen mosófolyadékkal, ami már bevált eddig itt valakinek (úgy mint az emulzió meg a szánkenő) azt elfogadom és kipróbálom.
Ha már törlés: a sok- vagy összevissza bordás alkatrészeket elég nehéz törölni. Ezeknél érdemes használni levegős lefúvópisztolyt. A vizet elég hatékonyan kifújja minden szegletből.
37955. hsz.: ,,Ja, és a Brigéciol is le tudja szedni a festéket.''
30909.hsz.: ,,Megette a brigéciol a műanyag alkatrészeket.''
Egyébként meg szerintem nincs benne korróziógátló adalék, tehát - ahogy az a vizes lemosókhoz illik - magában hordozza a rozsdásodás veszélyét, ha nem lehet rendesen szárazra törölni az alkatrészt.
Abban, hogy a gyártó tanúsítja, hogy az eszköze használható egy adott kategóriába sorolt tűz és robbanásveszélyes helyen.
Az eszközön megfelelő jelőlés van, írásos tanusítvány is van. ( ATEX ) És természetesen a berendezés műszaki kialakítása olyan, hogy teljesíti is a megfelelőséget.
Hogy maga az eszköz miben különbözik? Sok dologban különbözik, pl. ne tudjon olyan hőmérséklet kialakulni üzemelés közben ami már előidézhet tüzet, robbanást.
Vagy pl. a berendezésnél olyan illesztési, összeszerelési hézagokat használ, hogy ha be is jut egy robbanóképes gázkeverék és berobban a készülékben, onnan kifújva már ne legyen képes további tüzet, robbanást okozni. Ehhez megfelelő szerkezeti anyagokat és kötőelemeket használ, rések kialakítása elhelyezkedése és sok egyéb is számít.
,,Nem csak robbanásveszélyes tisztítófolyadékok vannak.''
Ez igaz, de ha nem akkor, többnyire cserében vagy korrozív, csak megtámadja a műanyagokat/festékeket.
Másrészt a "robbanásveszély"-nek is vannak fokozatai. Pl. munkavédelmi szempontból a benzin és a petróleum is "tűzveszélyes/robbanásveszélyes", de amíg a benzin egy apró szikrától be tud gyulladni, és annak nagyon durva következményei vannak, addig bátran fel merek ajánlani egy sört annak, aki egy tál petróleumot képes gyufával meggyújtani.
Megmondom őszintén hogy van most annyi DIY projektem hogy nem akarok még egy ilyenbe is belemászni. Van mondjuk egy elfekvőben lévő emulzió szivattyúm, lehet hogy egy próbát azért megérne mégis.
Az általam linkeltben amúgy tényleg az tetszik hogy bármikor félrerakható és viszonylag kis helyigényű.
,,a menetkést azért nem tologatod ki-be, mert csak a vezérorsót "elektronizáltad", igaz?''
Igen.
,,Tervezed a keresztirányú előtolást is átépíteni?''
Nem.
Pontosabban gondolkodtam/om rajta, de ennek szerintem akkor lenne értelme igazán, ha akkor már egy teljes értékű CNC esztergává alakítanám. Ehhez minimum le kellene cserélni az orsókat golyósorsóra, hogy ne legyen holtjáték, és talán még a főorsó hajtást is szervóra kellene cserélni. Meg kell egy rendes CNC vezérlő szoftver is hozzá, nagy kijelzővel, gombokkal stb. Meg szoftver. Azt már nem lehet csak úgy otthon két hétvége alatt leprogramozni. Szóval ez egy nagyobb fa, amibe ha bele is vágom a fejszémet, akkor nem a meglévő esztergámmal csinálnám, hanem egy másikból kiindulva. (Már csak azért sem, mert egy ilyen projekthez egy működő esztergapadra mindenképp szükség van.
De mondom: mozgatja a fantáziámat a dolog.
Nincs esetleg valakinek egy leharcolt, akár hiányos TOS MN80-asa, amitől viszonylag jutányos áron megválna?
Hátha érdekel valakit, elmesélem hogyan kell a jeladónak és a motornak az adott áttétellel működő összekapcsolását korrektül megcsinálni. Ugyanis a neten látni ilyen projekteket, de a legtöbben nem jöttek rá erre a trükkre, amit mutatni fogok.
Nézzünk egy konkrét példát: Egy 4TPI-s menetet szeretnénk csinálni (a fényképezőgép állványcsavarja ilyen), a vezérorsó 3mm menetemelkedésű, 1inch=25.4mm, tehát az szükséges áttétel 254:(10*4*3) = 127:60. A jeladó 400 impulzust ad egy fordulat alatt, a léptetőmotor pedig 1600 impulzusra fordul egy kört. Tehát a kettő közötti arány: (127*1600):(60*400) = 127:15 = 8.4666... Vagyis a jeladó minden impulzusára 8.4666-ot kell léptetni a motort. Azaz nagyjából (de csak nagyjából!) felváltva kell 8-at ill. 9-et lépni a motorral a lejadó minden egyes impulzusára.
Ezt kell valahogy megvalósítani, ráadásul nehezítés, hogy a mikrokontrollerek nagyon nem szeretik a lebegőpontos (tizedestört) számokat. De még a rendes számítógépeknél is a lebegőpontos számokkal való számítás mindig pontatlan (a végtelen tizedes törtek(*) miatt).
Tehát nem is az arányszámmal, hanem magával a törttel (127/15) kell dolgozni.
Mégpedig úgy, hogy létrehozunk egy egész változót - legyen a neve acc - ami kezdetben 0. Ezek után:
1. Ha jön egy impulzus a jeladóból, akkor megnöveljük az acc-ot tört számlálóját (esetünkben: 127-tel) 2. Megnézzük a acc-ban levő értéket, ha ez nagyobb, mint a nevező (15), akkor lépünk egyet a motorral, és az acc-ot csökkentjük a nevező értékével. Ezután ezt ezt addig ismételjük, amíg az acc a nevezőnél kisebb nem lesz.
Ez pont a megfelelő áttétellel fogja mozgatni a vezérorsót.
És látható, hogy csak egész számokkal dolgozunk, még szorzás sincs, csak összeadás meg kivonás.
(*) Valójában: kettedes törtek, mert a számítógépek binárisak. Tehát pl. a 0.25-öt pontosan tudják kezelni, de a 0.1-et már nem, hiába véges tizedes tört.
Azt feltetelezem, hogy elegge leegyszerusitene az eletet egy ilyen ataliktas es nem kellene a hasznaltpiacot bongeszni allandoan valami 50 eves alkatreszutanpotlas miatt...
Az is kerdes, hogy a foorso meghajtast lecserelni egy vezerelheto szervohajtasra milyen elonyokkel jarhatna, ha maradubk egy ilyesmi atalakitas mellett, ami vegul is egyfajta CNC, de meghagyja a manualitast, illetve fix feature set-vel rendelkezik.
Ha jól értelmezem, akkor a lágyindítás időtartama alatt (amíg gyorsul a vezérorsó) a menet árok egy kicsit elcsúszik az elméleti ideális helyétől.
Az én tervem kb. ez lett volna:
A főorsón egy jeladó (egy lemez korong egy db furattal, opto-val)
Mérem a fordulatszámot, kiszámolom az előtolás sebességét, és mikor az opto jelez elindítom az előtolást a kiszámolt fix sebességgel.
Kvázi csak a startnál van egy szinkron indítási pillanat-pozíció, és onnantól már csak megy minden szabadon, és bíztam abban, hogy nem csúsznak szét a szinkronból.
Nyilván a Te megoldásod sokkal precízebb, pontosabb, megbízhatóbb eredményt ad.
Normál esetben a menetvágást az ember a messzebbről indítja, amire a kés a munkadarabhoz elér, már minden okés.
Balmenetnél vagy egy baloldali vállnál levő menet készítésekor lehet csak probléma, mert ilyenkor bentről kifele esztergáljuk a menetet.
De a valóságban az a helyzet, ha nem extrém magas a fordulatszám és nem extrém nagy a menetemelkedés, akkor gyakorlatilag azonnal beáll a szinkron, és semmi problémát nem okoz.
Teszteltem, és tényleg működik: simán tudtam olyan menetet csinálni, aminek az eleje és a vége is az anyagban van.
Ha meg nem, akkor - ahogy az kézi esztergáláskor szokás - kell egy kis beszúrást csinálni a menet kezdetéhez.