Igen, a számokat, betűket valami kisnagyítású mikroszkóp (4-5x nagyítással max) alatt lehetne dremelezni. A jelzővonalat én vésném, ahogy írod- írjuk. Az a legfontosabb vonal, legyen határozott, egyenes.
Szerintem ezek sima acélfelületek, lepucoltad, attól, meg a kortól pácolódott, azért ilyen a kinézete.
Igazából a két fis rész az aminek az írása és a vonala is már szinte láthattlan (főleg a második képen szereplőé)
Ott lényegében egy fontos vonal van, az amelyikhez képest nézem a másikat.
A betűket, számokat kicsit dremellel (jó nem Dremel csak Parkside) mélyíteném. A vonalat is érdemes volna döntött osztófejbe fogva, valami tűéle szerszámmal vésni?
Ezek a tárcsák valamilyen matt króm bevonatúak. Vagy csak az elmúl 70 év mattította ki.
A lin skála pár évvel később gyalugépen készült, a maró skálái leélezett körfűrész tárcsákkal lettek marva. Jól mutatja, hogy stabilan vezetett egy élű szerszámmal szebben lehet dolgozni. ( A rövid lin skálára nem is ütöttem számokat mert féltem hogy csak elcsúfítom )
Valóban tucatnyi megoldást választhatsz, attól függően hogy milyen eszközeid vannak. A kézből való bármilyen matatás szerintem elfelejthető. Magam inkább gyártanék nagyobb átmérőjű skálát. Osztás osztófejen, vagy valami megfelelő fogszámú fogaskerék, vagy legalább arasznyi átmérőjű nyomtatott skála alapján magán a marógépen, a szerszám helyére befogott álló hegyes menetkés szerű szerszámmal karcolnám, majd régi toner festékét olvasztanám bele. A számokat vagy gravíroznám ha van lehetőség vagy befogóban vezetett számbeütővel készíteném. Kellő türelemmel jobb skála készíthető mint ami manapság a kínai masinákon szokott lenni, persze a svájciak nagy átmérőjű matt krómozott skáláinak minőségét nem lehet így sem megközelíteni.
Szemléltetésként egy gyalugépen kézzel tekerve készült lin skála, és a régi marógépem két felújított nóniusza
Szerintem ne kézből csináld! Elmosódik a vonal széle/éle, nehezebb lesz pontosan érzékelni, beállni rá. Pláne Dremellel.
Kéne csinálj egy egyszerű kalodát, amibe be tudod fogni a nóniusztárcsát (most tekintsünk el attól, hogy ennek hívjuk, de nem az, ne ezen vitatkozzunk), és abban forgatni tudod. Fölötte pedig a tengelyvonalával párhuzamosan lehessen egy rúdon tologatni a szerszámot, amivel mélyíteni akarsz. Szerintem egy jól köszörült HSS késsel is teljesen jó eredményt tudnál elérni, véséssel. Párszor áttolnád a hornyon a kést, és szépen kikaparná, kimélyítené.
Valami ideiglenesen összedobott cuccra gondolok.
Utána a festéshez simán használhatsz rendes festéket is, filcet is. Ha azonnal visszatörlöd egy gumilappal, akkor még tán csiszolni sem kell.
A kisRákosi felújítása/összeszerelés olyan stádiumban van amikor gondolkoznom kell rajta hogy a nóniuszokat hogyan lehetne felújítani. Készítek majd fényképet, bár nem vagyok jó fotós, de ami szóban is leírható az az hogy a jelölések nem elég mélyek. Dremellel gondoltam hogy óvastosan mélyítenék rajtuk hogy ne legyenek elmosódottak.
Esetleg ezután arra gondoltam hogy valami festékfilccel felfesteném a jelöléseket majd óvatosan visszacsiszolnám, így a mélyedésekben maradna csak festék.
Ezek csak az elképzeléseim, még sosem csináltam ilyet. Valakinek van tapasztalata/javaslata ezügyben?
Én is úgy tudom ,hogy a páratlanok a precizebbek,bár ez lehet átmérő függő, nekem a hetes ha jól emlékszem 55-től.
Ami érték növelő még egy állítható dörzsárnál, a működő ,aktiv rész hossza. minnél hosszabb , annál hosszabb perselyt lfuratot lehet dörzsölni.Van olyan 37 mm -töl állítható , amin a megtámasztott rész nincs 30 mm-nél több.Viszont van olyan 38-tól felfelé , amelyen 60 mm a megtámasztott rész.
Sajnos a kúpszöget már elfelejtettem,(de a hatkésesnél mérető egy fordulatra, )az emelkedés adott;Misi Bácsi , a régi barátom mindig fél, harmad, negyed ,hatod,nyolcad fordulattal számolt . Ez nem egy fogásvétel volt ,hanem meddig kell eljutni egy csapszeg perselynél.azon viszont el kell gondolkodjam mi volt a mérőeszköz, amivel mérte és kiszámolta a szükséges méretet.
Így is lehet, de ;volt egy kedves szerelő barátom (már régen nincs közöttünk), nagyon sokat tanultam töle .Pl. azt is hogy az állítható dörzsárnak van kúpszöge ,és egy menet fordulatra mennyit növekszik az átmérő!Ez számítható!
Nem kell tullihegni az állítható dörzsár dolgot.70 es években sok kismotor dugattyú csapszeg perselye volt bronzból a hajtókarokon.Lehetett kapni csapszegperselyeket ,fillérekért.Pár csavarral csődarabbal kisajtoltuk.Csak 2 kulcs kellett hozzá.Besajtoltuk az újat,majd állítható dörzsárral méretre munkáltuk.Főtengőt ki se kellett venni.Senkit nem érdekelt a méret,hiszen megvolt az uj csapszeg.Mindez csak türelemjáték,mert az állitható dörzsár átmérő nem mérhető mert 5 penge van benne.Szóval,szép lassan addig állítgattuk amig jó nem lett.Állít ,dörzsöl ,próbál.A csapszeg meg a persely közti hézag az érzésre ment.Lehet érezni!
Köszönöm! Valami olyasmira tippeltem én is, hogy próbálgatni kell a méretet az elkészült furat, illetve a furatba kerülő csap illeszkedése alapján. Na de akkor miért írják a terméklapra a tűréstartományt? A próbálgatásos módszerrel, kontrollálatlanul, akármilyen tűrést el lehet érni, vagy tévedek? Vagy a tűréstartomány azt akarja kifejezni, hogy ha beállítóm a dörzsárat a jelölés alapján, akkor a furat tűrése a megadott tartományba fog esni? Persze csak addig, amíg újra nem kell fenni a vágóéleket. Utána már csak tájékoztató jellegű lesz a jelölés a dörzsáron, vagy próbákkal ki kell mérni, hogy mennyivel lesz kisebb a furat a jelölt értéknél.
Én sorozatot nem fogok gyártani, csak egyedi darabokat, ezért is lenne vonzó az állítható dörzsár a mindenféle méretű és tűrésű fix dörzsárszett vásárlása helyett.
Én úgy gondolom hogy ezek egyedi gyártásban ,különféle szerelési munkáknál használhatóak .
Szerintem ezek próbálgatással állíthatóak , méretre . De nem is az a feladata hogy a pontos illesztési tűrésre legyen állítva , hanem több fogással tudom elérni a méretet ,egy másik alkatrészhez illesztve .
Magyar és orosz régi darabjaim vannak .
Néhány hónapja keményfémmel "fel" is "húztam" egynek az éleit mert nem vitte a műanyagot .
Létezik másfajta is ,ami kis mértékben állítható , csavaros belső feszítéssel , az inkább lehet sorozatmunkára való .
De ha tévednék ,én is kíváncsi lennék a szakszerű használatára .
Állítható dörzsár: Egy ideje gondolkozom egy ilyen készlet beszerzésén. Mennyire megbízható ezeknek e beállítása, egyáltalán hogy lehet méretre állítani őket? Milyet érdemes venni nem csillagászati árkategóriában?
Az én hidraulikus gépsatum :-) Az oszlopos fúrógép talpánál. Majd, ha otthon járok lefényképezem (most csak ilyen képet találtam). Óriási, hidraulikusként soha nem használtam, sőt amúgy is alig-alig. A tömlő csatlakozás helyére emelő fület raktam, hogy zsiráffal odébb tudjam tenni. Azt se tudom milyen gépen használhatták, esetleg valaki? Gondolom azért volt jó, mert nagyon gyorsan lehetett munkadarabot cserélni benn és azt meg is fogta :-)
"Te a hydro rész működését is helyre állítottad?" Igen, a két tömítést kellett cserélni / pótolni. Pár ezer forintért méretre legyártják az ezzel foglalkozó helyeken. De ahogy láttad nagyon egyszerű a hidraulika, gyakorlatilag egy dugattyú, aminek a közepén is van egy kisebb rúd, illetve oldalt egy feltöltő nyílás amit a lezáró csavar betekeréskor kis dugattyúként előfeszíti a rendszert. Az egész satu valamikor fiatal korában elromlott, és szakszerűtlenül igyekeztek megjavítani, pl rosszul rakták be a tányérrugókat. Végül a segéd dugattyú a henger végén felütközve adta a szorítást. Így persze gyenge volt, és nem nagyon használták, szerencsémre mert a csúszófelületek ezért teljesen kopásmentesek.
Eredetileg is hidraulikus volt, de a fő dugattyú tömítés repedezett volt, és az olajbetöltőnél simán hiányzott a tömítés, ráadásul hibásan volt összerakva, így alig szorított. Ha nem ismered működését ( ami elég ravasz ) akkor ez a kis videó jól elmagyarázza egy hasonló satun.
Alapvetően ez egy hobbi fórum: hobbisták előképzettség nélkül, mindenféle olvasmányok, agyas és agyatlan jutúb videók alapján kigondolják, hogy egy feladatot hogyan oldjanak meg, az ilyen olyan gépeiken ezt megvalósítják. Az eredmény lesz amilyen lesz. Ha a kivitelező elégedett az eredménnyel az szuper. Lehet kísérletezni a különféle módszerekkel. Ha beszámol róla az nagyon hasznos, mert egyrészt mások okulnak belőle, másrészt elmondhatják a véleményüket. Lehet diszkutálni stb. Zárójelben megjegyzem, hogy a nagy találmányok is gyakran úgy születnek, hogy valaki letér a kitaposott útról.
Nade pro és kontra odamondogatni egymásnak nagyon helytelen, ez nem fér össze a hobbista szellemiséggel.
,,dörzsáraznék ha lehet, mert akadhat olyan helyzet is, hogy nincs akkora dörzsár vagy nem túl mély zsákfuratról van szó.''
Hát ez az! Nyilván gondolkodás nélkül dörzsáraztam volna, ha lett volna, de - mint szerintem a fórumtársak többségének - nekem se volt otthon a polcon 16H7-es dörzsár.
És elsősorban nem is azért dörzsáraztam volna, amiket soroltál, hanem mert sokkal gyorsabban meglettem volna vele.
Pontosság: A fogaskeréken a gyári furat majdnem 2 tizedet ütött!
"Így megfogva ahogy van, még az egytengelyűség sincs biztosítva, nem csak eltolás hanem szög tekintetében sem."
Nem értem, mi a megfogással a baj.
Amikor felfúrtam, akkor esztergán független pofás tokmány fogtam be a később leesztergált csonkot, és a fogak tetejét kióráztam, aztán leellenőriztem a fogtöveket. A kereket leoldalaztam (le kellett szedni 5mm-t a szélességéből) ugyanabból a fogásból, amiből felfúrtam, szóval az tökéletesen merőleges volt a furatra.
A kiesztergáláskor a középpontot kióráztam (l. 40356.hsz.), a pedig párhuzamosságot a leoldalazott felület adta, de ellenőrzésképpen mélyebben is belemértem.
Szerintem ez így teljesen korrekt befogás, max. század környékén van a hiba, de mindegy is, mert ahogy írtam, ez több, mint egy nagyságrenddel jobb, mint a gyári furat.
Nem hiszem, hogy egy ilyen 2,5 modulos műanyag fogaskerék ne bírna el akár pár tized hibát is.
Felületi minőség: (nem tudom, mi az a "viper" kialakítás) én egy magam köszörülte karbid furatkéssel dolgoztam, közepes rádiusszal, nagyon kis előtolással, viszonylag kis fordulaton (ezért is tartott olyan sokáig). Gyönyörű tükrös kapott a felület, nekem a dörzsárazás ennél rosszabb szokott lenni(*). A kiesztergálásnál (akár marógépen, akár kiesztergálófejjel) inkább az szokott lenni a baj, hogy beremeg a kés. Az alacsony fordulat segít ezen, meg, ha minél rövidebb a kés. Ha mély a furat, az szívás!
(*) aminek persze a szar kínai dörzsár is lehet az oka.
Konkrétan ehhez a témához. Ezt a fogaskereket kiesztergálni (mármint a furatot) elég bátor vállalkozás, ugyanis itt már meg van a furat. Arra ráállni még komoly CNC gépen is kihívás, legfeljebb 1-2 század pontossággal lehet. Így megfogva ahogy van, még az egytengelyűség sincs biztosítva, nem csak eltolás hanem szög tekintetében sem. Persze ha pár század ütést elvisel minden irányba, szögbe a fogaskerék, akkor nem szóltam...
Az én tapasztalataim szerint a dörzsárazás korrektebb felületet ad mint a kiesztergálás, ez ab ovo nyilvánvaló, mert a dörzsáron a furat hosszára nézvést mindig teljes élhossz van és megszakítás nélkül, míg a kiesztergálásnál csak egy pici él dolgozik és ha nem "viper" kialakítású, akkor bizony helyből érdességet esztergál bele.
Az ilyen helyzetekre találták ki a lengő dörzsár befogó nevű eszközt, aminél nem probléma, hogy pár tizeddel odébb van a furat a kelleténél, mert kikompenzálja, ugyanis maga a furat vezeti meg a dörzsárat.
Csapágyfészket nyilván kiesztergálnék, csapra illesztett furatot pedig dörzsáraznék ha lehet, mert akadhat olyan helyzet is, hogy nincs akkora dörzsár vagy nem túl mély zsákfuratról van szó.
Amikor szoros kötést kell biztosítani,ragasztok vagy zsugor kötést alkalmazok.Fémek esetében a zsugort szeretem,a kereket rezsón melegítem,az előnagyolt perselyt mélyhűtöm,sajtolás után méretre esztergálom.Az esztergálást azért részesítem előnybe a kiesztergáló fejjel való marógépen munkálásnál,mert könnyebben lehet tartani a centrikusságot.Melegítés és hűtés esetén egészen kis erő kell a besajtoláshoz,sok esetben kézzel belenyomható a persely.
Szerintem meg döntsd el, hogy mínuszolgatsz vagy szmájlizgatsz.
Azt látom, hogy valamiért beakadt neked, hogy én egy dilettáns szájhős vagyok, ezért belekötsz mindenbe, amit írok. De a végén mindig magadból csinálsz hülyét.
Igazán kár, mert különben többnyire értelmes és hasznos hozzászólásokat írsz.
Jó tanács: ha valakinek a személy(iség)ét akarod becsmérelni, akkor becsméreld azt, ne pedig azt, amit leír. Mert az attól még lehet helyes. (v.ö. Argumentum ad hominem)
Ami pedig a szájhősséget illeti: szerintem mindenki örömmel olvasná itt a saját munkáidról szóló fényképes beszámolókat. Ha már egyszer ,,50+ éve forgácsolással foglalkozol''.
Ilyenkor úgy szokták a préselést végezni, hogy a perselybe betesznek egy névleges méretes, tűrt csapot, és azzal együtt préselik, így az ne engedi méret alá menni a furatot.
"Csak az volt a szívás, hogy a persely is összement, és nem ment rá a tengelyre. Nekem meg ráment vagy másfél órám, mire kiesztergálófejjel felszabályoztam."
=====
Szereted a kihívásokat.. Meg azt is megmutattad hogy hogy nem kellene csinálni...! :)) -Persze látványnak- ez a megoldás is jó..
Nem lett volna egyszerűbb egy kézi 16H7-es dörzsárral kézből óvatosan kidörzsárazni??
Közben sikerült beszélnem a bátyámmal, aki a műanyagok nagy szakértője (csak Szlovákiában volt éppen, ráadásul pont egy barlangban). Előbányászott valami német szakirodalmat (Broschuere Kunststoffe Toleranzen), abból némi számolgatással az jött ki, hogy 0.14mm-rel kell legyen alulméretes a furat.
És bejött, szépen össze lehetett préselni.
Csak az volt a szívás, hogy a persely is összement, és nem ment rá a tengelyre. Nekem meg ráment vagy másfél órám, mire kiesztergálófejjel felszabályoztam.
Elfelejtettem lefotozni , de kb. ugyanilyen rendszerű a traktor motor alátámasztóm, amivel a kuplungozáshoz szét húzom a motor -váltót,csak abban egy robur emelő van, Semmi bonyodalom ,ha jól emlékszem öt negyedes - hat negyedes csövek csuszkálnak egymásba.Házi gyártmány , nyilván a gyári nem ilyen, hanem ollós.De ezen is megáll egy oár napig a féltonnás motor.
Egy műanyag (üvegszál erősítésű PA) fogaskerékbe kéne egy bronz perselyt beletennem. (Kipurcant a fűnyírómban az eredeti kerék. Gyakorlatilag leolvadt a perselyről)
Milyen tűréssel kell ezt csinálni, hogy be bírjam nyomni, de bent maradjon?
A persely 20mm-es, és egy 16-os te tengelyre megy rá.
A pontos méret 20.06mm, szóval túlméretes.
Lehet az, hogy mondjuk H7-es volt az eredeti furat?
Szerintem a legolcsóbb tesco olaj is alkalmas bár inkább a manuális váltóhoz való olajt keresd. Itt nincs hőterhelés, nincsenek csúszó csapágyak, vagy nagy terhelésű fogaskerék hajtások. Egyetlen kivétel a kos, ami hajlamos lehet kenés kimaradáskor berágódni. Pl az én gyalum már így került hozzám, és elég komoly munka megjavítani. Ha gyakrabban tervezed használni akkor oda mindenképpen kiépítenék valami állandó kenést, akár valami infúzió szerű tartályos csöpögtetőst, vagy korhű gyönyörű olajzó másolatokat venni is lehet https://www.aliexpress.com/item/1005002990457947.html vagy google "Drop Sight Feed Oil Lubricator"
kezdőként szeretném megkérdezni, hogy harántgyaluba milyen olajat használjak. Párezer hozzászólást visszaolvastam de nem találtam ilyen témát. A kenésről és olajokról csak amatőr szinten tudok, a válaszaitok alapján tudok elindulni az ismeretekben.
Egyrészt van egy olajteknő a gépben amiből a hajtómű fogaskereke emeli fel az olajat. pumpa nincs. Olyat töltenék bele ami akár drága is lehet, de ritkán kelljen cserélni. Jó lenne ha a lehető legsűrűbb lenne mert korábban is kifolyt a gép illesztésén, meg fröcsögött a gépen belül. Az illesztést csapágyzsírral tömítettem elvileg nem folyhat már ki, csak szerettem volna említeni. Van valami típusszám mint pl a motorolajoknál, vagy valami paraméter?
Illetve kenni kell a kos szánját, olajzó (?zsírzó?) szemeken keresztül. A többi illesztés nem olyan izgalmas, már megoldottam.
Ha valaki tud boltot ahol budaörs/érd/XI kerület környékén olajat lehet venni jó lenne, mert akkor nem kell 1-2 liter miatt csomagot rendelni. ha pedig valami általános kell kérnék pl a vasutas karbantartó mérnök vagy építőipari gépkezelő ismerősöktől.
Köszönöm mindenkinek a hozzászólást ,annyi biztos, hogy nincs benne csapágy az egyik YT.videón láttam, hogy még lábbal rá kellett segítenie ,hogy le menjen a végállásba kb 5cm-t.Úgy, ahogy javasoltátok két passzos cső ,azt kész,hogy minél lejjebb tartsuk a projekt költséget.
Műanyag perselyre gondolok, a lineáris csapágy teljesen felesleges ide, nem kivágó, hajlító stb. szerszámot tervezünk. Főleg hogy ez hegesztett szerkezet, és az elhúzódást is ,figyelembe kell venni. Egyet értek mérnökferivel, nem fontos a műanyag persely sem, két nagyjából passzoló csőből óvatosan hegeszd össze, hogy ne szoruljon. Piszok se nagyon kerül a csövek közé, a felső lap meggátolja. Legfeljebb néha kipucolod. Ami viszont fontos az a rögzítő stift. Elég vastag legyen és mindig a helyére csússzon! Árt az egészségnek ha véletlenül összecsúszna :-)
"...lineáris csapágy..." Egy "kőművesbakba"??? Nagyjából egymásba passzoló csőből megcsinálod, teljesen felesleges még műanyag persellyel is szórakozni!
Ezen a képen valamiféle műanyag perselyeket vélek felfedezni. Azok a fekete pöttyök szerintem a perselyeket biztosítják kicsúszás ellen. Talán hernyócsavarok?
Nem lehet ez túlbonyolítva, végül is csak egy sámli.
Feltételezhetőleg egy egyszerű műanyag persely, hogy kiküszöbölje a kotyogást a csövek méretkülönbségéből fakadóan, és csendesebben mozogjon. Attól hogy 300 dodó, nem lesz benne lin csapágy, egyrészt pazarlás, másrészt Amerikában minden drága ami nem Kínából érkezik hozzájuk, mert ott meg kell fizetni a "szakértelmet".
A jelölt részen un.lineáris csapágyazás van ami lehet bronz ,műanyag,vagy görgős is.Így kersd :lineáris csapágy.Csapokat vezetnek meg vele ,Pl:présgépek,mélyhúzó gépek,meg sokminde.A tiedben bármi lehet.Ha csinálni akarsz akkor a görgőst ajánlom.
Igen a hely szűke miatt választottam ,ezt a rámpa helyett ,meg persze ehhez van anyagom is rámpához, meg venni kéne,vagy kiruccanni a méhbe.
Visszatérve a kérdésemre tényleg kíváncsi lennék mi a tök lehet,mert a gyártó honlapján sincs semmi infó,még egyre tudok gondolni ,hogy lineáris csapágy,de azzal meg az a bajom ,hogy rettentően megdrágítja a projektet,de viszont úgy kijön a matek ,mert 300$ 1db ilyen sámli.
Hogy mire is való . Nem tudok az eredeti kérdésre válaszolni ,de semmiképen nem egy bonyolult szerkezet . Én felálló rámpát használok egyébként , annak nagyobb a helyigénye ,
Hátha tudtok segíteni a képen bekarikázott részek mik lehetnek,van rajta furat is ,zsírzó rész,vagy csapágy,vagy valami központosító?Előre is köszönöm ,ha valaki hozzá tud szólni.
Én 42CrMo4-ből csináltam nemrég 4 garnitúrát (3db satuhoz). Maradt normalizált natúrban - a C45-el jártam már úgy, hogy letört a sarka, lágyan hagyva meg nagyon bili... Ebből volt fűrészelt "lemez" vágat tömbből, ezért esett erre a választás, különben felszabtam volna hozzá valami selejt fröccsszerszám-lapot.
Köszönöm a választ. A gépek édesapám műhelyének gépei, aranykoszorús esztergályos mester volt. Tokmány, kések, reistok, kenéshez szivattyú, stb. van hozzá. Komplett esztergályos műhely. Édesapám az SKF-nek dolgozott, úgyhogy ahhoz jó gépek kellettek. Én nem vagyok hozzá értő, bár szinte a műhelyben nőttem fel.
Még egyszer köszönöm a válasz, annak megfelelően fogom belőni a hirdetési árakat.
Igaz, nem gépsatuhoz hanem asztali 150-es satuhoz készítettem több mint húsz éve C45-ből, nagyon jól bírja. Az asztali satunál még nagyobb az igénybevétel mint a gépsatunál, nem ritka, hogy előkerül a kilós kalapács.
A kérdésed analóg azzal, hogy van két autóm skoda és egy g merci mennyit érhetnek? Szóval valahol 500..800eFt környékén, de állapottól és pl tartozékok szerszámok mennyiségétől nagyon függ a dolog. Egy csupasz használt gépre nagyjából rá kell költeni még az ár felét hogy megvedd csak a gyári tartozékait. Egy jó késtartó egy tucat cserebetéttel bőven 100eFt felett van. A netes eladási kísérletek algoritmusa a következő: keresd meg a leharcolt gépedhez hasonló típusokból a legdrágábbat, tegyél rá arra az árra 25%-ot és kínáld úgy a gépet, no így szokták hirdetni az örökölt gépeket ( azután egy nagy dumás nepper odamegy és megveszi a feléért az egész műhelyt )
Melyikre gondolsz, a kerekes vagy a karos megoldásra? Van racsnis áruházi menetfúró hajtóvasam, de mindig a fix állásában használom, és csak akkor ha nem fér el a rendes hajtóvas. Szerintem a kézi menetvágás gyakori irányváltása miatt kényelmetlen a racsnis megoldás.
Még tervezek rárakni egy felhajtható támaszt, ami felső állásban megtartja a tengelyt. A tekerentyű alatt látható egy M10 csavar, arra ráépíthető egy "U" alakú lemez, amit a tekerentyű alá egy mozdulattal lehet majd felhajtani.
De szép darab! Nagyon tetszik a munkadarab leszorító készleted, ilyen támasztó hengereket én is tervezek, illetve van egy könyökemelős leszorítóm, ahhoz is készítek egy talpat hogy T nútba becsúsztatható legyen. Kisebb menetekhez gondolom elég lesz egyik kézzel fogni a másikkal tekerni. A felső tekerőn sokat gondolkodtam, volt egy három ágú műanyag fogantyú mint lehetőség, felmerült az a golyós tekerőkaros megoldás, az amit az eszterga keresztszánokon szeretnek használni, vagy egy nagy víz szelep kereke ( szokott lenni a méh telepen de elég igénytelen ötvényből van ) de az is hogy szimplán négyszögre marom a tengely végét és a meglevő hajtóvasaimmal használom. Végül ezt az állítható hosszúságú egy gombos tekerőt készítettem el mert itt lehet az erőkart a menetfúróhoz illeszteni, gyorsan is lehet vissza kurblizni, és ha szükséges két kézzel is tekerhető a rúd másik végét megfogva.
Jó lesz az úgy ahogy van. Kisebb erővel lehet belekapatni mint szabad kézzel. Én ezt készítettem magamnak, elég használható lett. Megérdemelne egy rendes menetfúró tokmányt, mert a négypofás nem az igazi. Nagyobb /M8-M12/ menetfúróknál belekapatás után át kell fognom a négyzetre. No de majd egyszer.
Tudtok-e abban segíteni, hogy milyen munkavédelmi cipőt vegyek, ami légáteresztő (nagyon fontos), de elől acél vagy műanyag betétes legyen és talp átszúrás ellen is védjen?
Nagyon kibic: oda felülre ahol nyomni akarod, nem lehet csinálni egy szerkezetet, amibe egy megfelelő menetemelkedésű csavart lehet tenni? És akkor az adná a pontos előtolást.
Igazából ez egy hosszított menetfúró hajtóvas, ami ki van egészítve egy merőleges megvezetéssel. Szerintem nem kell nagyobb erő a bekapatáshoz, inkább többet kell járatni előre hátra. De majd megmutatja a tapasztalat nem nagy ügy középen cserélni a csavart. Egyébként nálam a M3..M12 a gyakori menet, M20 volt talán idehaza a legnagyobb amit fúrtam, szóval szerintem elég lesz.
Értem, értem. Csak valahogy nehezen képzelem el hogy a belekapásig az lefelé irányuló nyomóerő ezzel érdemben kifejthető.
Valahogy úgy gondolnám hogy az erőkar állító csavarnál nyomnám pluszban addig amíg belekap a menet. A markolatot valami nagyobb marokkal foghatóra cserélném, kb mint régen voltak a kormányra szerelhető tekerőgombok.
De lehet hogy túlgondolom és úgyis csak M5-M6 menetek vannak vele fúrva amihez kb. nem kell túl nagy plusz lenyomó erő.
Látni kéne a munkadarabot. de általánosságban, vagy megméred a centrikus és excentrikus rész közötti lépcsőt, bár ezt magad is tudtad volna, vagy prizmára rakod és mérsz majd átfordítod egy fél fordulattal és ismét mérsz, vagy esztergába fogod, tokmányba vagy csúcsok közé stb. Nagyjából ez jutott eszembe, ha felraksz pár fotót akkor többet tudunk mondani.
üdv mindenkinek olyan problémám akadt hogy adott egy excentrikus munka darab és olyat kellene csinálnom hogy hogy számolom ki a tengely vonal eltolását? vagy hogy mérem meg hogy pont olyan legyen. van ehhez valami számítás? egyszerűen eltudja valaki nekem magyarázni előre is köszönöm a válaszokat és bocs buta kérdésért de én ezt még nem használtam talán egyszer de az se most volt .
Egy szarvkormányos kistraktor tengelye. Sajnos a két vége, ahogy a képn is jelöltem cső. Én vinnék vele nehezebb dolgokat is, valamint eléggé le lenne súlyozva az eleje is. Köszönöm.
Az Abom youtuber csávó használ egy ilyen flex-arm nevű dolgot menetfúrásra, mozog mindenfele, de az orsót végig merőlegesen tartja az asztalra. Ilyesmit csinálsz?
A megoldás jó, de feltétele hogy ne legyen hosszúkás az anyag és elférjen a satuban, ha a satupofa oldalára támasztasz akkor kicsivel jobb a helyzet. Lemez alkatrésznél lehet csapra tenni és kézzel ráforgatni a maróra.
Letörésekhez van egy saját készítésű kütyüm:
Működik, de tompaszögű alkatrészhez nem jó, így készítek majd egy B verziót is.
Van egy jó trükk az ilyen rádiusz készítésére, amihez nem kell semmi eszköz, még DRO se:
Átdugsz egy csapot a furaton és úgy fogod be a satuba, hogy a csap felfekszik a satupofa tetejére. Egy vízszintes síkot lemarsz a rádiusznak megfelelő magasságban, aztán egy kicsit fordítasz rajta és újra marod. Szóval egy sokszöget csinálsz. Ha elég sok az a szög, akkor az már kör (esetleg csiszolóval kézből lesimítod a végén).
Nekem egyébként az élletöréseid tetszettek a legjobban. Nagyon szép egyforma mindenütt!
Marás csak a rádiuszon látszik. ( Lépcsős mert lusta voltam felrakni a körasztalt így csak a DRO rádiusz funkcióval készült. ) A felületek egyébként szerszámköszörűn lettek egy kicsit simítva. Igen most a tokmány tengelyét csak a csavar tartja. Ha megforog, akkor majd kap egy csepp csapágyrögzítőt, vagy egy stiftet.
Csak hogy legyen valami mozgás, ezeket az eszközöket készítettem hobbi célra. Először egy tokmány késtartóba, mert sok méretezett zsákfuratot kellett készítenem, és ezzel lehet ütközőre dolgozni. Másodszor egy félig kész menetfúró segédeszköz. Valami célgép maradványából készül, de jó erre barkács fúrógép állvány, vagy pl régi nagyítógép váza is. Segít a pontosan merőleges menetkezdésben. Hiányzik még egy ellensúly ami emeli az orsót. ( Lehetne rugó is de azt olvastam a változó rugóerő zavaró a minkában.
Az adapterekre visszatérve én kettőt láttam. Az egyik az excenteres tengelyű, amit szétszereltem. Ez hajtaná a fűkaszát ha lenne hozzá, meg jó lenne a tengely. Erre akar ékszíjtárcsát.
A másikra ami a kapákat forgatja kerülne a "csörlő" dobja. Ahhoz is adott anyagot de kell hozzá egy 26-os crova kulcs is ami menesztene... stb, stb.
Egy másik kapájára (az is kinti szerzeménye) már esztergáltam a főtengelyre ékszíjtárcsát. Azzal működött a generátor. Nem folyok bele a dolgaiba de megcsinálom amit kér mert engem is ellát a gyűjtött dolgaiból.
Csörlőt akkor használna ha elakadna az úttalan-utakon. Eszkebált már rá valami szőrnyűséget... Most meg álmodozik. Egyenlőre nyaral...
Figyelmesebben elolvasva, akkor ezzel húzza ki a csónakját a Tiszára? Akkor viszont mindent az orrára akar szerelni?! Generátort akkor is a főtengelyről hajtanék!
Nem értelek pontosan: "A kapameghajtó egységgel csörlőt akar működtetni." Az MF-70-en a kapát is a bordás tengely hajtja. Tehát ennek az orrára kell rátenni a kapát, hómarót, alternáló és rotációs kaszát is. Szerintem itt te a keréktengelyekre gondolsz, azt akarjátok csörlőhajtásra felhasználni?! Vagy lehet, hogy továbbra is önjáró szerkezet lesz és mégis a kapahajtó egységre gondolsz és akkor cserélgeti az orrán a különböző egységeket?
Az orrában a hajtótengely, a motor 3500/p fordulata esetén 700-at fordul.
Generátort miért nem a főtengelyről akar hajtani? A motor ford.száma: 4000-4500/p.
Generátor üzemeltetésnél, hogy szabályoznátok a gázt?- mert ezen nincs fod. szab. Ráadásul nagy a fogyasztása is, sokan átszerelik négy ütemű motorra.
Igen, megoldódott. Üveges ismerősömé aki elvetemült horgász. No- ban gubizta. Ott kissé hiányosan dobták ki. Ő a csónakját vontatja ki a Tiszára. A kapameghajtó egységgel csörlőt akar működtetni. A kasza meghajtással meg generátort. Szerinted mennyit forog az excenteres tengely mert arra szeretne egy ékszíjtárcsát? Neked is van ilyen géped? (Milyen nincs?😀) A fotó nem egészen adakerült ahova szerettem volna!
"Legfeljebb kibarmolni szerszám híján..." Én a MÉH telepre magammal hordott csekély szerszámkészlettel "barmoltam" szét és kitudtam menteni belőle a tengelyt. A ház felfogó pereme volt letörve, ezért nem hoztam el az egészet.
Nem egészen idevaló téma de lehet, hogy tudtok segíteni mert SIMSONDÖMPER nem elérhető. Az általa indított topikban eléggé régi az utolsó bejegyzés.
Egy "egyszerű" csapágyházat kellene szétszerelnem. Ránézésre csak egy irányban lehetne kiütni a sérült tengelyt. Mozdult is 3-4 millimétert de ott nagyon "keménnyé" vált. (Nem akartam eltörni az alatta lévő öntvény satut.) A csapágyház az mf 70 fükasza lehajtó egysége. A kasza mozgató forgattyus csap tört el vagy levágták. A tengely kiszerelésére szeretnék tippeket kapni. (Jól választottam-e a kiütés irányát?)
Sziasztok, apósom adná el ezt az esztergát, ha valakit érdekelne, kérem őt keresse, vagy küldjön nekem egy telefonszámot és felhívjuk.
Egyetemes eszterga EU 175/1500 közepes állapotban, rendszeres használatból eladó
Egészségügyi okokból eladóvá vállt EU 175/1500 típusú egyetemes esztergám, melyet a közelmúltig rendszeresen használtam, ebből kifolyólag azonnal használatba vehető.
Maximálisan befogható hossz: 1500 mm, a munkadarab keresztszám felett elforgó átmérő max. 220 mm, tokmány közelben max. 350 mm. Gyártási év 1953. Magyar termék (Budapesti Szerszámgépgyár V.) Két motor van hozzá, egy 4 kW-os (kisebb indulóáramra nagyobb fogyasztással) és egy 5 kW-os amerikai (magas indulóáram alacsony fogyasztással, a saját gyári motorja).
Megegyezés szerint a készülékhez számtalan kiegészítőt, szerszámot is lehetősége van egy csomagban, kedvező áron megszerezni (például: support köszörű, olasz késtartó, síktárcsa, állóbáb, mozgóbáb stb.)
Az eszterga Pest megyében, Gödöllőn van. A szállításban, berakodásban egészségügyi okokból nem tudok segíteni.
Bármikor megtekinthető, akár ki is próbálható előre egyeztetett időpontban.
Irányár: 250.000 Ft maga a gép + opcionálisan a tartozékokban biztosan megegyezünk.
Off: A sarki kocsma sem különb... Ha kevesen vannak, nincs elég jatt, ha sokan, akkor dolgozni kell. Elég nehéz lehetett nekik megtalálni az ideális nyitvatartási időintervallumot, ami megteremti az egyensúlyt. :) Itt gyk. mindenütt H-P 7.00-21.00 , szóval délutános műszakból ne akarjon beugrani valamelyik csehóba a dolgozó egy pofa sörre a tizenezres városban, mert nincs rá lehetőség... :(
Te rferi, ennek a Ratar csavaros pofának micsoda fájdalmai vannak mikor valaki akar venni húsz csavart. Úgy értem oda h épp az udvarra akart lemenni valami miatt. Nagy fujtatas meg szájhuzogatas közben újra kinyitotta az ajtót és nagy nehezen megkerdezte mit akarok. Közben ki is oktatott, de amit kértem képtelen volt megjegyezni. Csak azért nem hagytam ott mert nem volt időm masikat keresni. Aztán mikor meg be kell zárni a boltot akkor meg rohattkormány meg nincsazembereknekpéze.
Egykomponensű festékekből én az Alkyton festékeivel szoktam művészkedni. Jól felment azoknak is az ára de elég tartósak, gyorsan szárad és sokféle színben elérhető. Van kalapácslakkjuk is. Ha meg meg olcsón kell nagy felületet festeni, meglepetésemre az OBI saját márkás zománcfestéke egész jól bevált. Alap színek vannak de árban verhetetlen és az a cég gyártja aki a Düfa festékeket -nyilván gondolom a formula azért más-.
Tudom nem ide való Fórum dolog , de ha már festék témánál vagyunk lenne egy kérdésem .
A kb. 60-as - 70-es években készült kerékpár fényezését transzparens festésnek írták pl. piros - bordó SR26 . Nem metál volt , de gyönyörű látvány . Hogyan - milyen anyagokkal készülhetett ez ?
Az semmi! Mi meg olyat, hogy a rendes, hagyományos zöld festékbe kevertük bele az akkor kapható kályhaezüstöt. Aztán majdnem olyan lett :) Mondjuk a hetvenes években, gyerekkoromban. :)
Pár éve én még olyat is csináltam, hogy többféle színben vettem Hammeryte kalapácslakkot, és vagy háromból kevertem ki magamnak olyan színt, amit szerettem volna.
Azt is bírja, simán.
Kéket-zöldet arannyal kevertem, marha jó eredmény lett.
ok! értelek titeket! pár éve akartam venni festékbotban, de azt mondták már kiment a divatbol, vegyek mást helyette. lehet rosz botban kérdeztem? de most, hogy megint láttam a satun, több helyen körbenézek! számomra van egy filingje ennek a festéknek és tetszik is nagyon
A képen Hammerite kalapácslakkal összekent satut láthatsz. Nagyon nem tudok festeni, és a kalapácslakk az ami úgy ahogy tűrhető eredményt ad, így apróbb dolgokhoz azt használom.
Ez egy összefurkált satu volt, kb 4 mm szedtem le mire eltűnt a kráterek nagyja. Ragasztót azért tettem rá hogy a betét teljes felületen alá legyen támasztva, ne kezdjem el mozogni akkor sem ha lekocogtatom a munkadarabot. A csavarozásra talán nincs is szükség, de biztonságra törekedtem. ( Majd egyszer ha sok időm lesz a sliccelt csavarokat kicserélem tömör fejűekre, hogy ne rondítsa el a csavarfej a satu alját. )
Azert ragasztottad a "csak szimpla" csavarozas helyett, hogy erosebb legyen a kotes, vagy mert ezzel az egy-ket tized leszedese utani egyenetlensegeket is kitoltotted?
Én se nagyon hiszek a ragasztásban, az esetedben. ~35 éve Epokittel (akkor még csak az volt) az egyik asztali fúrógépem nagyon kopott, alu, lépcsős ékszíjtárcsáját felragasztottam, majd leesztergáltam, azóta is tart, igaz nagyon keveset van használva.
Szerintem ezekben a sekély barázdákban semmilyen ragasztó nem bírja ki a satu terhelését. Két három tizedet leszedve viszont eltűnnek a barázdák. Ha precízebb satut akarsz akkor a tiszta felületet hántolhatod, a pontosság és a kopásállóság érdekében. Saját satummal is így jártam el, de itt az összefurkált részt egy darab öntött vassal pótoltam ( ragasztva és csavarozva ) a hántolás előtt.
Ha nem is körasztal hanem körbe forgatható gépsatu. Sajnos a rögzítő csavarok károsították az öntvényt így bár nem tudom az eredeti hogyan nézett ki (a csavarok biztosan nem eredetik) megpróbáltam minél nagyobb felfekvési felülettel elkészíteni az új rögzítő elemeket.
A négy gyakori rögzítési ponton el is akadt az új alkatrész a felgyűrődéstől, azokat maróval el kellett távolítani.
Viszont a satu testen lévő mély barázdákat valami két komponensű (vagy loctite 7232?) műgyantával tölteném ki. Nem szívesen szednék le anyagot a felszabályozáshoz.
Ezt nem kell magyarázni, erre mondtam, hogy egy segéd támasz szerepét betölti. Ha tudja...
"(pl. amikor egy sík siklófelület talpcsapágyként szolgál) ezzel nem szokás számolni."
Nemhogy nem szokás, nem szabad.
Ettől viszont még radiális erőt nem tud felvenni, tehát nem vezethet, mivel a lapok képesek elcsúszni egymáson.
Ha a felső csapágyat kihagyod, az alkatrészek merevségétől és a külső terheléstől függően fog elferdülni a forgástengely. Ezt akadályozza meg a felső csapágy.
Esetleg vegyük még azt az esetet amikor a forgácsolóerő felhúzza az asztalt, és tehermentesíti a síkot.
Akkor vajon mi fog vezetni radiálisan? Az a maradék egy csapágy? (Meg a jó szerencse?:))
Ezt vitatjuk többen is. A sík nem csak axiálisan vezet, hanem emellett még a tengelypárhuzamosságot (azaz a síkra való merőlegességet) is biztosítja.
Szerintem az vezet meg(*) téged, hogy szokásos esetben (pl. amikor egy sík siklófelület talpcsapágyként szolgál) ezzel nem szokás számolni.
Ugyanis - ahogy azt KART EMG kolléga szépen levezette - ez a ,,kibillenés'' elleni megvezetés akkor hatásos, ha nagy átmérőjű a sík felület. Itt pedig tényleg jó nagy átmérőjű
Ráhúzza az előfeszítés a síkot a vezetőfelületre ha:
- van megfelelő nagyságú előfeszítés (bármit el lehet görbíteni, csak erő kérdése)
- a tengely és az alsó asztalsík merőlegességi hibája nem akkora, hogy befeszüljön az egész
Az utóbbinál nagyjából fújhatjuk a síkra felfekvést, mert sosem fog kialakulni.
Mint ahogy korábban leírtam, ha a tengely/alsó asztalsík hibája kicsi, akkor valami deformálódni fog annyit, hogy a hiba eltűnjön. Ez viszont nem egy szabatos iránymeghatározás. A tengelycsapnak és a vezetősíknak merőlegesnek kell lennie.
A forgástengely helyéhez:
Próbálja ki minden kétkedő a körasztalát a felső vezetőcsapágy nélkül. Látni fogjátok a sík radiális vezetőképességét...:)
alapvetően az állórész felső csúszó felülete határozza meg a forgástengely irányát
Amennyiben a szerkezetben előfeszítéssel állítjuk be a csapágyat, akkor mindaddig, amíg a megmunkálásból származó kibillentő nyomaték kisebb, mint amit az előfeszítés jelent, az a csúszó felület fogja meghatározni. Már ha nem holtjátékkal állítják be.
Hát nem csak. Az egész diskurzus abból indult, hogy mi határozza meg a forgástengelyt. A konklúzióm, hogy alapvetően az állórész felső csúszó felülete határozza meg a forgástengely irányát (azaz a felület normálvektora), mert erre húzza rá a tányért a kúpgörgős csapágy. A forástengely helyét a síkon pedig az öntvény testben kialakított csapágypersely. A maradék pedig a hibaanalízis, amibe itt valamilyen szinten elmélyedtünk.
Az idézett rész jalpar fórumtárstól származik. Viszont egyszerű becslést végeztem arra nézvést, hogy ha a kúpgörgős csapágyas előfeszítés axiálisan megenged delta "lötyögést", akkor a tányér pereme mennyit mozdulhat el radiálisan (ennek jele rho). Lineáris közelítéssel ez jön ki:
d
rho = ---- delta
r
ahol 'd' a kúpgörgös csapágy távolsága az asztallap alsó csúszó peremétől, 'r' pedig a korong sugara. Lényegében ugyan erről volt már diskurzus vaskukac és jalpar hozzászólásaiban. Mivel itt d<r ezért az axiális "hiba" csak kis mértékben alakulhat át radiálissá. Viszont a görgős csapágy ezt tovább határolja,
Meg hát az is lehet, hogy a kúpgörgős nagyon nem szereti, ha a belső és külső gyűrűi (a képzeletbeli szimmetria tengelyeik) szöget zárnak be egymással, ezért korlátozzák az eltérést a golyóssal. Így fordítom le magamban a tehermentesítést.
Mintha az alul felült fordítva használnád, a 8. oldali rajzon a forgó asztallap balra néz. Ehhez képest az asztallap közelében van a mélyhornyú golyós, alatta pedig a kúpgörgős.
mondjuk ha nulla a hézag, akkor elég nehezen forgatod majd a tányért. Én összerakva összecsiszolnám az alját a tányérral (valami csiszolópasztával, mint egy motorszelepet), utána pedig a legyakorlatibb módon addig húznám az anyát, amíg még nem érzed a legördülést. Azért ez nem 6000-rel fog forogni.
Ekkor viszont nem annyira értem, mi szükség van a golyóscsapágyra
A golyóscsapágy csak a radiális erőt veszi fel abban a síkban, ahová be van építve. Ezzel tehermentesíti a kúpgörgőset. Tehát a sík felületen való felfektetés, plusz a golyós azt a feladatot látja el alul, mint a kúpgörgős egymagában felül. szvsz.
A rajz alapján úgy tűnik, hogy a kúpgörgős csapágy előfeszítése nem a golyóscsapágyhoz, hanem a nagy csúszófelülethez képest történik. Ekkor viszont nem annyira értem, mi szükség van a golyóscsapágyra.
"
Jó, hogy észrevetted, ez nekem nem tűnt fel! Ennek fényében viszont kevésbé tartom abszolút igaznak vaskukac kijelentését, hogy az asztal forgástengelyét a csapágyazás határozzameg. A forgástengely irányának párhuzamosnak kell lenni a körasztal állórésze felső peremére fektetett sík normálvektorával (remélem elég precíz). Ha a csapágyperselyek szimmetriatengelye nem párhuzamos az előbbi felületi normálissal, akkor baj van.
Ha lenne válla a síkfelületnek, akkor igen. Itt nincs, úgyhogy radiális párja nem lenne a kúpgörgősnek, ha a golyóst kihagyod.
"Ezt én pont fordítva gondolnám. Ha közel lenne a támasz, akkor nagyjából egy talpcsapágyként működne, ami valóban nem gátolná meg a tengely "kibicsaklását"."
Értelek, de gyanítom, hogy nem ugyanazt a statikai modellt nézzük képzeletben.
Az akkor lenne pontosan úgy ahogy írod, ha a siklócsapágy radiálisan is vezetne. De nem vezet, mert nincs.
Képzeld a csuklópontot a kúpgörgős helyére. Én erről az esetről beszéltem.
Viszont pár dolgot kissé túlmagyaráztál és az enyémet meg mintha el sem olvastad volna. Pl itt.:
"Két párhuzamos felület nem adhat merőlegességet egymáshoz képest." nyilván, de a nyilvánvalót nem akartam hosszan kifejteni. Viszont a köszörüléssel kapcsolatos részek érdekesek voltak, ugyan nincs síkköszörűm és nem is lesz, de tanulságos volt.
"Önmagában ez nem igaz. Itt ennél a konstrukciónál nem képes." Szerintem ugyan azt írod a csapágy terhelhetőségéről mint én, nézd meg mégegyszer.
,,egy csapágy nem csapágy, mindig párban kell beépíteni.''
Ezt értem, de hát a kúpgörgős plusz a sikló máris egy pár.
,,a viszonylag távoli támasz miatt az egész asztal tudna a síkkal párhuzamosan csúszkálni.''
Ezt én pont fordítva gondolnám. Ha közel lenne a támasz, akkor nagyjából egy talpcsapágyként működne, ami valóban nem gátolná meg a tengely "kibicsaklását".
De így, hogy messze van a támasz, pontosan párhuzamosan tartja a tengelyt, azaz nagyon kis szöghibát enged meg.
Emiatt viszont a lateráris mozgás is legfeljebb annyi lehet (a kúpgörgő holtjátékán felül), amennyi rugalmassága van a tengelynek. Azért az nem sok.
Ha nem lenne golyóscsapágy fent, akkor sugárirányban a viszonylag távoli támasz miatt az egész asztal tudna a síkkal párhuzamosan csúszkálni.
Nem sokat, századokat. De az itt sok.
Ha pedig a tengelyirányú előfeszítés csökken, vagy megszűnik, a síklapok között lehet játék. Onnantól pedig az egész csapágyazás nyomatékot is vesz fel.
Erre egy csapágy nem képes. Emiatt írtam korábban, hogy egy csapágy nem csapágy, mindig párban kell beépíteni.
A kúpgörgő (önmagában) miért nem vezet sugárirányban?
A kéziköny szerint a sugárirányú holtjátékot a hasított anyával lehet beállítani. Ez a hasított anya pedig (csak!) a kúpgörgőre hat.
Egy idöben megnéztem egy csomó precíziós csapágyazás rajzát (eszterga, marógép főorsók, szegnyereg forgócsúcs stb.; siklócsapágy, talpcsapágy ferdehatásvonalú golyós, hengergörgős, kúpgörgős). Érdekes agytorna kitalálni az egyes csapágyak szerepét, meg, hogy mi adja a megfelelő előfeszítést és hol lehet állítani a játékot.
Ennél a körasztalnál ezt még nem sikerült összeraknom. Pl, hogy mi a golyóscsapágy szerepe.
Annyit tennék ehhez hozzá, hogy a szóban forgó dokumentum a szöveges részben azt írja, hogy ,,[a forgóasztal] Vezetését az alsórész sík felületétel, központosítását a golyós és kúpgörgős csapágyak segítségével biztosítjuk''.
Ez elég tiszta beszéd.
Az igazi az volna, ha valahogy önbeálló volna legalább a kúpgörgős rész.
A metszetrajzot nézegettem egy ideig, de egy csomó mindent nem értek rajta. Pl. a golyóscsapágy. Valami Seeger gyűrű féleségen ül az ott. lehetséges ez? Akkor ez nincs is előfeszítve?
A rajz alapján úgy tűnik, hogy a kúpgörgős csapágy előfeszítése nem a golyóscsapágyhoz, hanem a nagy csúszófelülethez képest történik. Ekkor viszont nem annyira értem, mi szükség van a golyóscsapágyra.
"mi változna azzal, ha kivennénk a kúpgörgős csapágyat?"
Ha kivennéd a kúpgörgőst, akkor legfeljebb a csapágyhézag erejéig megadnád a lehetőséget arra, hogy a tengely/asztal merőlegességi hiba eltűnjön. Egy határon belül... Persze, innentől volna működésképtelen a dolog, egy csapágy nem csapágy. Még egy szempont ehhez később.
"Ekkor mégis csak az állórész és a forgó asztal egymáshoz érő, elcsúszó felületei adják a merőlegességet."
Két párhuzamos felület nem adhat merőlegességet egymáshoz képest. Ekkor csak síkba állna az asztal. A megmunkálási tűréseken/hibákon belül lenne ferde ez a sík a gépasztalhoz képest. Ezt a ferde síkot lehetne forgatni is, de attól még ez egy sík.
Ha így síkköszörűn, forgatás nélkül átköszörülöd csak egy szögállás lesz, amiben párhuzamos lesz a gépasztallal. Egyúttal a tengely/felső asztalsík merőlegességet is elrontod, ha előtte jó volt. A "gomba kalapja" forgatáskor ezután billegni fog.
"Ha ezek után visszatesszük a kúpgörgős csapágyat és előfeszítjük, akkor addig rendben van, hogy a csapágyazott forgástengely határozza meg a forgástengely irányát, viszont önmaga nem képes ellátni a forgó asztal megtartását,"
Önmagában ez nem igaz. Itt ennél a konstrukciónál nem képes. Egyébként csak a tengely/csapágyazás merevségétől és a pontossági igényektől függ. De nagyon "goromba" nagy lenne, ha csak a csapágyakra bíznánk ezt, egyszerűbb ezért megvezetni.
"mert ahogy írtad, befeszülne terhelés alatt."
Ilyet én nem írtam.
Befeszülne a hibától. Ha a vezető sík a hibás, akkor ha durvább merőlegességi hiba van, már az előfeszítéstől szorul. A kisebb hibánál valami engedni fog, kisebb előfeszítésnél meg egy ponton fut és hézag marad a másik oldalon. Itt a másik szempont, előjön a "kocsonya" esete, adunk egy komolyabb fogást, és rezegni fog.
Ha a felső sík rossz, akkor meg újfent a "gombakalap" esete.
Ha forgatva köszörülöd, és a tengely ferde, kúpot köszörülsz.
"Miért jobb ez a kombó csapágyazás?"
elő tudod feszíteni - rezgésmentes
nagy felületen van vezetve - kevésbé kopik
kopás esetén utánállítható
sugárirányban sokkal pontosabb, időtállóbb mint a perselyezés, stb.
Néhány helyen el lehet csúszni, és ez még csak egy forgatható sík, elméletben...
Nem úgy van ez, hogy "gyere cipó hamm bekaplak", átköszörültetem, aztán jó lesz...
Ezért szoktam mondani, hogy érdemes jól meggondolni azt, hogy egyből a "gépfelújításnak" ugorjon-e neki
az újdonsült tulajdonos.
Hozzáteszem, hogy nem a betonkeverő dobjának futáspontossági igényéből közelítettem meg a kérdést.
Ha az is elég, akkor azért jóval egyszerűbb a helyzet. A lapát nyelébe akadt részeg segédmunkást akkor is átfordítja, ha üt a dob egy fél centit. :)
,,Lehet hülyéskedni, de akkor a hsz végére illik tenni egy: ":)" -t.''
Ezek szerint 1982-ig nem is lehetett (illett?) írásban viccelni?
Végtelen szomorúsággal (gy.k.: :( ) tölt el, hogy odáig süllyedt mostanra az általános szövegértés, hogy ha az ember viccelni szeretne, akkor azt is meg kell mondani, hogy mikor kell röhögni.
A cső látszó része 385mm hosszú. Ebből elfoglal a hossz-szán 90mm-t, a szegnyereg 65-öt. Tehát szegnyereg nélkül 295-öt tud mozogni. A keresztszánt 90mm-t lehet betekerni úgy hogy még teljesen rajta maradjon a fecskefarkon.
Úgy tudom létezik egy hosszabb (vagyis szélesebb) verzió is ebből az esztergából. Nekem a kisebb van.
Abból érzékeltem, hogy a lehetetlent írta elő, miközben nem hülye. Ember nem veheti komolyan, hogy az mind elvégezhető egy olyan munkadarabon, mint amiről szó volt.
Ráhúzta a feladatra egy siklócsapágyas eszterga főorsó javításának munkamenetét.
Most sem olvastad el hogy egy tömegcikknek számító betonkeverőről van szó, ahol a tengely össze van hegesztve a "puttonnyal".!
Szerintem nem is láttál még ilyet szétszedve.. :)
Áruld már el hogy TE hogy képzeled a kivitelezést, ebben az esetben??
==========
"Természetesen az egyetlen elfogadható megoldás, hogy a tengelyt (cememtálás, hőkezelés után) felköszörülteted, az ellenoldal pedig kap egy bronz perselyt (kúpos külső palásttal és felsliccelve, kétoldali állító anyával), amit hozzáhántolsz a tengelyhez."
==========
Az "egyetlen elfogadható megoldás"-on kívűl van ötleted/tanácsod??
Természetesen az egyetlen elfogadható megoldás, hogy a tengelyt (cememtálás, hőkezelés után) felköszörülteted, az ellenoldal pedig kap egy bronz perselyt (kúpos külső palásttal és felsliccelve, kétoldali állító anyával), amit hozzáhántolsz a tengelyhez.
Nagyon sok esetem volt! Akár éjszaka javítani, hogy másnap folytathassam a vetést vagy az aratást.
- A kukorica adapterben lévő tengely Y csapágya beállt és nagyon elkoptatta a tengelyt. Az egész tengelyt a helyéről kiszerelni, szezonban, esélytelen lett volna. Hasonlóan jártam el mint te a betonkeverővel. Felhegesztettem, sarokköszörűvel nagyoltam, reszelgettem és egy ugyanolyan belső átmérőjű rossz csapágyat próbáltam ráveregetni, majd azt lehúzogatva, a nyomok alapján tovább finomítottam.
- Szintén kukorica adapter. A ferde felhordóból kb. 0,5m-t szabadon kilógó (talán 35mm-es) tengely, a végén háromkörmű tengelykapcsolóval, adja át a hajtást. Egy köröm letörött ezáltal elgörbült a tengely. Flintát (fogasléces emelő) tettem a tengelyvég alá és azzal emelgettem/egyengettem, maga a kombájn volt az ellensúly. Többször körbeforgattam, türelemjáték volt az éjszakában, de egészen jól sikerült.
Többet nem mesélek, de akit érdekelnek az ~50 éves csodák, azokat szívesen látom :-)
Akkor másképp kérdezem: mi változna azzal, ha kivennénk a kúpgörgős csapágyat? Ekkor nincs előfeszítve a tengely csapágyazása, a mélyhornyú golyóscsapágy pedig egymaga nem tartaná irányban a forgó asztal forgástengelyét. Ekkor mégis csak az állórész és a forgó asztal egymáshoz érő, elcsúszó felületei adják a merőlegességet. Ha ezek után visszatesszük a kúpgörgős csapágyat és előfeszítjük, akkor addig rendbe van, hogy a csapágyazott forgástengely hatátozza meg a forgástengely irányát, viszont önmaga nem képes ellátni a forgó asztal megtartását, mert ahogy írtad, befeszülne terhelés alatt. Miért jobb ez a kombó csapágyazás? Precízebben fordul vagy kevésbé kopik az öntvény és így hosszabb az élettartama?
A mezőgazdasági gépészet egy külön műfaj! És nehéz ám az is, éppen azért, mert rettenetes viszonyok között kell teljesítsen!
Az Y csapágyazás például éppen neki lett kifejlesztve, és aki vette a fáradtságot, hogy megnézzen például egy ilyen csapágyazási tervezési mellékletet, látni fogja, hogy felkészültek akár 2-3mm sugárirányú kóválygásra is olyan tengelyek esetében, melyeknek csak 30-40mm átmérőjük van.
Szóval el tudjuk képzelni, hogy mit küzdesz a gépeddel!
És nem kisebb truváj ám az, ne kicsinyeld le magad!
A megszólításon nem kell megsértődni (senkinek se!), dicséretnék szántam! Itt néha, olyan magas szinten megy a diskurzus, századokról, mikronokról, hogy én el se merem mesélni, hogy a kombájnom sérült tengelyén (rajt a gépen), hogy alakítottam ki új csapágyhelyet :-)
A könyvajánlót köszönöm, már töltöm lefele, remélem segíteni fog?!
A merőlegességet itt a tengely furathelyzete az öntvényben határozza meg. (Nem azonos a morse kúpos furattal. Ahol egy darab, ott a tengely palást / sík viszonya.)
Ha hiba van akkor befeszül az asztallap, vagy egy ponton fut. (Ha a MEO lelazította a központi csavart :))
A kis hibát elsősorban az veszi észre aki magas darabokat munkál meg.
Bár nem vagyok gépész professzor, de azért válaszolok: Táblázatot nem tudok, de pl. Szécsi László: Szerszámélezés könyvében a 120. oldaltól részletesen tárgyalja a fúrók élezését. Csuhás fórumtárs könyvtárában meg van.
Csuhás fórumtárs könyvtárában megnéztem a TKG-355 körasztal dokumentációját. A 8. oldalon található rajz szerint golyóscsapágy és kúpgörgős csapágy biztosítja a tengelyre merőleges megvezetést, míg az asztal merőlegességét a forgástengelyre az állórász és forgóasztal egymáson csúszása.
,,Tényleg, működés közben a perem kontaktusa tartja síkban a forgorészt és a tengely csak az oldalirányú erőt tartja, vagy az is tart a forgorész súlyából valamennyit?''
Nem valamennyit, hanem az adja az egész megvezetést.
Például a 350-es tokmányomon egy elég combos, 50mm átmérőjű tengely van a forgó tányér közepén (benne egy 4-es Morse kúp hüvellyel), de ez a tengely egyáltalán nincs megvezetve a talpban, hanem csak arra való, hogy rögzítéskor ennél fogva van lehúzatva a tányér a talpra. A radiális megvezetést egy nagy átmérőjű köszörült palást biztosítja.
Nekem 0.1mm a lélektani határ, ami alatt hántolással nekiállok egy felület javításának. Ha ennél nagyobb a hiba, akkor pl. lineáris vezeték esetén a reszelés jól bevált. A resezéás után hántás következik.
> Tényleg, működés közben a perem kontaktusa tartja síkban a forgorészt és a tengely csak az oldalirányú erőt tartja, vagy az is tart a forgorész súlyából valamennyit?
Mivel a tengely nagyon rövid, ezért akármilyen kicsi is a csapágyhézag, ezért a tengely hosszához képest nagy átmérőjű körasztal nagyot tudna billenni, ha a tengely csapágyazására lenne bízva az "irányban tartás". A nagy átmérőjű külső perem sokkal pontosabban megvezeti az asztalt. Pl egyszerű aránypárral számolva 0.01mm csapágyhézag, 50mm tengelyhossz, 200mm átmérő esetén a billenés 0.04mm lenne, ami elég sok.
,,Ez szerintem, ha alulról is, de rendben van az említett 125 mm-es kőhöz, kb 18 m/s''
Ha még magabiztosan tudsz százados fogásokat venni a gépen, és biztosítani lehet, hogy a kő ne rántsa be maga alá az anyagot (fazékkőnél talán kevésbé veszélyes), akkor részemről oké.
Lehet hogy túlontúl beszari vagyok, de emlékszem gyerekkoromból, amikor apám azzal jött haza a munkából, hogy felrobbant egy köszörűkő. Úgy nézett ki a gépkezelő, hogy ki se hívták a mentőt.
Emellett továbbra is fennáll az az elvi probléma, hogy ha a körasztal tengelye nem merőleges az alapra (márpedig pont az volt a kiinduló pont, hogy akkor mi van), akkor nem síkot, hanem kúpot fogsz köszörülni az asztalba.
,Áruld már el nekünk hogy szerinted miért jobb/előnyösebb az ütőkés a fazékkőhöz képest..??'''
A köszörükő más paramátereket szeret, mint a marószerszámok, és ezek a marógépen nehezen megvalósíthatók:
1. Nagy vágósebesség (fordulatszám)
2. Kicsi (0.01mm) fogásmélység.
3. Nagy előtolás.
Enélkül nem lesz jó minőségű a felület, de ennél is fontosabb, hogy ezek azért vannak, hogy kicsi legyen a forgácsoló erő. A köszörűkölő ugyanis mechanikai behatásokra nagyon érzékeny.
Magyarán, ha pl. Nagyobbra sikerül a fogásvétel, akkor törik.
"Viszont ha csinálnék is ilyet, azt is inkább ütőkéssel csinálnám a marógépen, mint fazékkővel."
=============
Ha már marógépen köszörülés..
Ebben az esetben a fazékkő úgy működik mint egy nagyon sok élű ütőkés..
Áruld már el nekünk hogy szerinted miért jobb/előnyösebb az ütőkés a fazékkőhöz képest..??
A vertikálfejet úgy kell beállítani, hogy az ütőkés/fazékkő a hátsó oldalon ne forgácsoljon, hanem csak éppen "söpörjön".. (értsd: a felületen látszik az egyik (első) megmunkálási nyom, illetve a másik (hátsó) megmunkálási nyom is.)
Természetesen ki kell próbálni a végleges megmunkálás előtt a marógépen a "söprést" -egy próba darabon- +X -X ill. +Y -Y irányokban is..
A kopott helyeken a 0.07 is bemegy vagy három centire.
Ha a forgorészt leforditva ráállítom az ezredes órat es forgatom lassan akkor a peremen 0.04 -t mozog.
Ha a perem van a tusirlapon és úgy mozgatom az óra alatt a forgorészt akkor a középhez képest 0.04 eket látok de egész a szélén 0.07 is van.
Szóval kb minden vizsgálódás ugyanazt mutatja. Illetve még azt valószínűsítem, hogy az a fennsík amit hántoltam rá nem párhuzamos a peremmel és valószínűleg a forgastengelyre sem merőleges.
Tényleg, működés közben a perem kontaktusa tartja síkban a forgorészt és a tengely csak az oldalirányú erőt tartja, vagy az is tart a forgorész súlyából valamennyit?
Ha a marógépeden a függőleges tengely nem merőleges, akkor egy mérőhasábbal azt a kő teljes átmérőjén a felszabályozás után kb 5 perc alatt ellenőrizheted. Ütőkésnél is, nyilván.
Ha a fazékkövet úgy állítod be, hogy a középpont és a kerület között összekösse a felületet, akkor a művelet után egy szimmetrikus (amúgy 0.017 mm-es hibát kapsz. Ez talán túlélhető. Viszont nem lesz tengelyhibád a forgóasztalnál, amire síkköszörűn azért komolyabb esélyed lenne. Tőlem egyébként lehet ütőkés, vagy ütőkés plusz köszörűkő is :) A lényeg, hogy gyors és saját műhelyben elvégezhető.
1. Tegyük fel, hogy a fazékköved 125mm átmérőjű és mondjuk a vertikálfej főorsója csak 1 szögperccel, de eltér a derékszögtől. Máris lesz egy uszkve 2 százados teknő az asztal felületében.
2. De az igazi baj nem is ez, hanem az, hogy ha a forgástengely nem merőleges, akkor nem síklapot, hanem kúpfelületet fogsz így kialakítani.
Viszont ha csinálnék is ilyet, azt is inkább ütőkéssel csinálnám a marógépen, mint fazékkővel.
"...Mert az is kell, hogy a tengely merőleges legyen erre a síkra, különben forgatáskor billegni fog az asztal síkja...."
Lehet, hogy én nagyon barkács módon gondolkodom, de ha felfogod a körasztalt a marógéped asztalára, a főorsóba meg beteszel egy fazékkövet, amit először is gyémánttal síkba szabályozol az asztalhoz képest, akkor ha most a körasztal fölé viszed, és a körasztalt forgatva adod neki az előtolást, akkor pontosan a körasztal (eredő, a felfekvési felülete által meghatározott) forgástengelyére merőlegesen alakítod ki a síkfelületet. Ha nagy a körasztal felülete és kicsi a kő átmérője, akkor esetleg az asztalból arréb tudod állítani.
A dolog szépséghibája, hogy a kő homlokfelülete elég nagy felületen érintkezik, nyilván közben néhányszor újra fel kell szabályozni, illetve közben hűteni kell. Én utoljára egy autó kerékagyból készített tárgyasztalt készítettem el így - azért az elég pontos lett.
,,Az nem megoldás, hogy előbb a síkot készíted el és csak utána finiseled a furatot?"
A geometriai tengelyről beszéltem, nem egy fizikairól (olyan nem is szokott lenni) benne. Ezt pedig körben egy, az asztal síkjával párhuzamos csúszófelület adja meg.
És igen, abból indultam ki, hogy ezt nem kell újra munkálni(*). Az enyémen nem kellett, viszont az asztal síkja nem klappolt ehhez. Valószínűleg már gyárilag se.
(*) És nem is mindig egyszerű. Pl. a 350-es körasztalomon ebben lépcsők vannak, sima síkköszörűvel nem lehet megmunkálni, csak olyannal, aminek rotációs asztalan van.
Én szétszedtem a körasztalt .... Az alsó rész tetejét , ahol forog a "T" hornyos asztal rész , ezt a felületet tettem a mágnesasztalra , majd a talp részt átköszörültem . Mérés után ( túsírplatnin párhuzammérés ) összeszereltem , papírt tettem a ház és a csigakerék agy közé , hogy előfeszítve - beszorítva beüljön a helyére a "T" hornyos asztalrész , majd átköszörültem . Papírt kivettem , megkenve összeraktam és forgatás közben átmértem - jó lett . Nyilván lehetett volna hántolva is megoldani a javítását , de ez a 400-as Tos körasztal gyárilag is köszörült felületekkel volt ellátva .
Ha elviszed egy köszörűshöz, az ráteszi az asztalra, és pikk-pakk századra párhuzamosra megköszörüli a tetejét az aljához képest. De ez nem elég! Mert az is kell, hogy a tengely merőleges legyen erre a síkra, különben forgatáskor billegni fog az asztal síkja.
Az nem megoldás, hogy előbb a síkot készíted el és csak utána finiseled a furatot? Vagy a furat már kész, pontos, H6-os, tükrös a felülete és csak a síklap ment gajdeszra? Ezt mondjuk nehezen tudom elképzelni...:-) Mert ha a lap sík, fel lehet fektetni, utána kiesztergálófejjel megvan a furat.
Magam is csináltam ilyet, de csak 150-es körasztallal. Nem is a sík felület kialakítása a macerás, hanem a párhuzamosság.
Ha elviszed egy köszörűshöz, az ráteszi az asztalra, és pikk-pakk századra párhuzamosra megköszörüli a tetejét az aljához képest. De ez nem elég! Mert az is kell, hogy a tengely merőleges legyen erre a síkra, különben forgatáskor billegni fog az asztal síkja.
Én azt csináltam, hogy az egészet lefogatva, a körasztalt forgatva a kerület közelében egy ponton kióráztam, aztán addig vakargattam az asztal síkját, amíg az asztalt forgatva, az óra nem mozdult (±5µm).
Ezután az alját a tetejével párhuzamosra hántoltam: fejjel lefele rátéve a gránitlapra és órával végigmérve az alját, látni lehet, honnan kell leszedni.
A köszörűsnek is valami hasonlót kellene csinálnia, de ahhoz egyrészt kell, hogy legyen egy dönthető asztala, másrészt egy-két órát el fog szöszölni a beállítással - szóval nem lesz olcsó.
Egyik sok idővel rendelkező ismerősöm öntvényből forgácsolta ki a géptestet .
89-ben vettem egyet , de 18-ban kettétörött a bele . Vettem két akciós UNImax-ost . 37 e ft-re akciózták akkor . Jó a kettő , mert nem kell pofákat cserélgetni , rengeteg idő marad meg .... Vettem olasz nagy benyúlásút ( 180mm-er ) , de visszaküldtem , mert lélegzett a keret . Aztán vettem egy 40mm-es szerszámlapot a méh-ben és csináltam egy masszív gépet . 1,5-ös rozsdamentest is viszi .
Angolkereket is csináltam 160-as "I" vasból - lemezelve , és betonnal bevibrálva .
Nagy benyúlású ziknizőt is építettem , most a szerszám nélküli görgőcserén agyalok .
Én 1.2080 ( K100 ) vagy 1.2379 ( K110 ) szoktam készíteni az ilyen pofákat . A recézést úgy csináld , hogy a rece aljában legyen egy kis rádiusz , így elkerülhető a kipattogzódás , és főleg alumíniumnál öntisztuló lesz - nem ragad bele az esetlegesen leváló anyag .
Szerintem itt a fórumon hallottam a receptet, párizsi kék motorolajban elkeverve. Vékonyan azt is nehéz lefotózni. Ezeken a képeken monduk jó vastagon vittem fel. Érdekes volt látni, hogy a T hornyok szélei fel voltak hajolva a sok csavartépéstől. A második kép szerinti allapotban hagytam abba mert a szélein olyan szomorúan lefelé kanyarodik hogy még ha vonalzot teszek is ra az alatt is el lehet köpni. Ezt kéne köszörülni.
A "Diamant"-tal ugyan ez a tapasztalatom, vékonyan kenve jó lenne, de iszonyat rossz kontrasztot ad . (Kúpfelületek alakhűségét ellenőrzöm vele szériában.)
Nemrég kaptunk 250-es felfogóderékszögeket. Hántolt, felfekvési pont 4-5db/i2, háromszázados teknők, ronda... Kiórázni is vicces. Lehet, hogy köszörült kivitelben többet érne.
Hány ponton volt alátámasztva? Neten úgy láttam, hogy az ilyen nagyokat már 6 helyen támasszák alá. Kiváncsi lennék, hogy ha egy ilyen nagy asztalon a 0.02mm/m vízmértéket végigtolják mennyi hullámosságot mutat? Most elsősorban a felállítás hibájára gondolok.
Én is ezt a pigment port használtam, a diamant nekem is túl halovány.
Tapasztalatom alapján ekkora "pacákkal" már tök s volt a festett kép, mint "tiszta" festésnél. De nekem alavetően szar a technikám, én túlságosan elóvatoskodom a dolgot és nem elég mélyek a hántolási nyomok....
Nekem kontraszt növelésre a következő vált be: megfestem a felületet. Sárga pigmentből kevert, vékonyan felvitt festéken "ledörzsölöm" a már megfestett felületet. Így a magas pontok kiszürkülnek/sárgulnak és kapnak egy kontrasztos kék körvonalat. De ez már a legvégső állapotoknál érdemes megcsinálni.
Jogos észrevétel, de szerencsére szennyeződés, hanem abból adódik, hogy a pigment nem keveredett el tökéletesen a masszában.
Szóval az nem egy forgács vagy homokszem, hanem egy száraz pigmentcsomó. A berlini kék egy kolloid pigment, nanométeres tartományban levő szemcsemérettel.
Persze szebb lenne, ha nem lenne.
Viszont fontos megjegyezni, hogy - ahogy te is írod - ha ,,valódi'' szennyeződés kerülne is a két lap közé, azzal csak a jó irányba lehet hibázni: egy jó minőségű felületet hibásnak értékelhetünk, de egy rossz nem fog jónak tűnni ettől.
(Emiatt lehet tudni, hogy nem ez fordult elő, mert akkor nem mutatkozhatna elfogadhatóan egyenletes minta a második képen')
,,ehhez képest a hántolos módszer, gagyibbnak tűnik,''
Egész addig gagyibbnak tűnik, amíg bele nem gondolsz egy picit.
Ott van az a nemgagyi hipeszuper CNC köszörű, bepötyögöd neki a parancsokat, az pedig magátólezredre pontos síkot köszörül (nem köszörül, de tegyük fel, hogy igen).
Oké, de azt a CNC köszörűt hogy csinálták? A mikronos pontossághoz bőven mikron alatti pontosságú felületek, vezetékek kellenek. Ha a gép pontatlanságát szoftveresen akarjuk javítani, akkor ahhoz meg ilyen pontosságú skálák kellenek.
Ezek hogy készülnek? Egy nanométerek pontosságú CNC-n?
Az egész metrológia alfája, hogy hogyan lehet a semmiből pontos mesterdarabokat, etalonokat csinálni. A hántolás pont erre jó, mégpedig nagyon nagy pontossággal. Kellő türelemmel ,,a semmiből'' - azaz pusztán durván megmunkált öntvényekből - egy szál kézi szerszámmal tényleg mikronos pontosságú sík lapokat lehet csinálni. Ha már van sík, abból lehet csinálni derékszöget, párhuzamost, 60°-ot meg 30°-ot stb.
Nem sok ember csinálja otthon (vagy a munkahelyén) végig ezt a procedúrát. Legtöbbször a hántolással egy már meglevő etalon felületét visszük át a munkadarabra. Az így elérhető pontosság legfeljebb annyi, mint az etaloné. Ehhez jön a másoláskor okozott hiba, de az - ha jól csinálják - nagyon kicsi.
A konkrét esetben az utolsó pár hántolást a gránitlaphoz végeztem. Ennek a hibája a gyári tanúsítvány szerint 1.5µm, a rajz alapján egy ekkora mélységű teknő van benne. Azon a felületen amekkora ez a tusírlap, bőven mikronon belül van.
(Értsd: belül lenne egy klimatizált mérőlaborban, szabványos állványzaton).
A realitások talaján állva azt ki merem jelenteni, hogy ez a behántolt kis lap most 5 mikronon belül sík.
Ehhez képest a gyári köszörülésben bő 2 százados huplik voltak.
Természetesen ez egy nagyon gagyi köszörülés volt. Az egésszel csak arra akartam egy valós példát mutatni, hogy pusztán attól, hogy egy felület köszörült, még nem lesz pontos.
Végül még egy adalék a hántoláshoz: reggelre olyan izomlázam lett tőle, hogy laptopot alig bírtam felemelni.
Erről az ,,ezredes pontosság''-ról sokkal tőbben beszélnek, mint ahányan látták. Gyártásban a valóságban ez kb. mint a fehér holló. Furatok, csapok esetében csak-csak, de sík felületek esetében nagyon ritka, nagyobb méretben meg különösen.
Erősen kétlem, hogy Magyarországon lenne ilyen síkköszörű.
én már nem tudom ki kivel van!? ki a játékos és ki a bíró?? a mai világban a cnc korában, már elvileg ezredre tudnak köszörűlni, ehhez képest a hántolos módszer, gagyibbnak tűnik, mégis azzal mutattad ki a köszörűlt felület hiányosságát?
Volt szó nemrég a köszörülés vs. hántolás kérdésről.
Most konkrét példával tudok szolgálni: vettem egy kicsi (125x205-ös) tusírlapot.
Gyári köszörült felület, sose volt használva. Nem tudom, ki gyártotta de egy gyors teszt egy megbízható etalonon ezt mutatta:
Nem túl biztató. 27 db festékezés, végighántolás után viszont már így néz ki:
Egyébként van ez "a" tusírfesték, az egész világon forgalmazott/használt Diamant nevű termék. Nem tudom, ti hogy vagytok vele, de én nem vagyok vele kibékülve. Ha kellően vékonyan van felvíve a tusírlapra, akkor olyan halvány a színe a munkadarabon, hogy alig lehet látni. Lefotózni reménytelen. Ha vastagabb rétegben viszem fel, akkor jól látható, de akkor meg befest mindent, finom munkára nem alkalmas. A piros festék egy fokkal jobb, annak az állaga is sűrűbb.
Szóval azt találtam ki, hogy feltuningolom ezt a kék tusírfestéket. Vettem berlini kék pigmentet (kálium ferrocianid, angolul Prussian Blue), és belekevertem a tusírfestékbe. Jó sokat, a kész massza közel disznózsír sűrűségű lett, a nagy része pigment,. És marha jó!
Hengerrel a lehető legvékonyabban felvíve is nagyon jól fest, amint a fenti képen is látszik.
Valószínűleg nem is kellene gyári tusírfestékből kiindulni, hanem simán valami zsírt vagy olajat összekeverni a pigmenttel, csak nem volt kedvem kísérletezni, hogy milyen zsír/olaj lenne jó.
Ha abból indulunk ki, hogy az Engler 2.5 fok az átszámítva 15,776 centiStokes(cS) vagy másként nevezve mm2/s, a Mol Spinol 15 olaj 40 fokon pedig pont 15,1 mm2/s viszkozitást tud, akkor akár jó is lehet.
Amíg olyanom volt, egy vasutas ismerős által "szerzett" siklócsapágy olajat használtam. Egy fél liter szinte az örökkévalóságig elég. (régen a gőzmozdonyok több litert fogyasztottak ilyenből egy-egy út során) Valamilyen angol fórumon tárgyalták a kérdést és ott azt írták, az autó motorolaja nem ideális, mert olyan adalékok vannak benne, ami a szennyeződést nem engedi leülepedni, hogy eljusson az olajszűrőig.
Ilyenkor azt tapasztaltam hogy a kés felmászik a munkadarabra sajátságos nyomot hagyva ahol fogást venne.
"... leszorító lézeken van 4db olajozó fúrat, azokat rendszeresen feltöltöm..."
Az enyémen kis fedeles szelencék voltak de nem bízok magamban ezért valamilyen a hajtásról levett eszközzel pumpálni fogom az olajat a szelencék helyére szerelt áteresztő csavarokon keresztül.
Az olajat pedig felfogom ami a vissza mozgás közben lecsorog a vezetékről,szűrés után vissza a rendszerbe . Jelenleg lecsorog a géptesten részben a függőleges vezetékre.
Hasonlít a csószófelület kialakítása az enyémére: azé is ilyen téglalap keresztmetszetű, nem fecskefarkos profil. Viszont sehol sincs ennyire fényesre kopva. Egész biztosan kopott, mert ha egy ponton túl előre halad a kos, lefelé bukik olyan 0.1mm-t. Szárazon nem járatom, fent a leszorító lézeken van 4db olajozó fúrat, azokat rendszeresen feltöltöm mielőtt beindítom. Olajozás után csillog az olajtól mind a három+három oldala a csúszóvezetékeknek.
"egy (házilag) 3d-ben nyomtatott fogaskerék mennyire bírná ezt a terhelést?"
Röviden: szerintem semennyire.
Bővebben: Ha nagyon kell egy fogaskerék itt-és-most, akkor van esély, hogy egy-két menet elkészítését kibírja egy nyomtatott kerék, de tartós használatra semmiképp se alkalmas. A standard 3D nyomtató műanyag a PLA, az nagyon gyenge mechanikai tulajdonságú, szerintem teljesen alkalmatlan erre. Az ABS és esetleg a PETG - tömören nyomtatva - jó lehet, de ezeket meg nagyon nehéz otthon nyomtatni, nem is minden nyomtató alkalmas rá, mert nagy hőmérséklet és fűtött asztal kell hozzá, továbbá erősen vetemedik (az ABS).
De még az ABS mechanikai tulajdonságai is messze elmaradnak a rendes ipari műanyagokétól. Pl. egyedi fogaskereket lehet marni Danamidból vagy POM-ból, ezek sokkal erősebbek. A szálerősített kompozitokról nem is beszélve.
Viszont nyomtattam már fémből fogaskereket, az elég frankón működik. Elég jó a méretpontosság, mindenféle anyagból lehet csinálni, és - ha jól vannnak beállítva a gép paraméterei - a szilárdsága megközelíti a forgácsolt fogaskerekét.
Csak az a baj vele, hogy egy ilyen fogaskerék ára manapság még összemérhető lenne az esztergáéval.
Alpár, neked van ebben gyakorlatod: egy (házilag) 3d-ben nyomtatott fogaskerék mennyire bírná ezt a terhelést? Itt ugye gondolom csak az előtolás hajtásláncáról beszélünk.
A ,,megveszed'' és a ,,legyártatod'' között van egy köztes lehetőség is: megveszel egy fogaskereket pl.a Mibim-nél vagy a Powerbelt-nél és méretre esztergálod (szélesség és furat)
milyen lehetőség lenne beszerezni a fogaskerekeket
a./ Legyártatod acélból
b./ Elfogadod azt a tényt, hogy azért van műanyagból, hogy az törjön ha valami megakad.
Ez esetben
b.1./ megveszed
b.2./ legyártatod műanyagból.
Ezeknél a kis kínai gagyiknál olyan gyenge minden, hogyha túl nagy fogást veszel, vagy csak úgy szimplán megakad, a fene tudja hol tép el valamit a kávédaráló motor, pedig az sem egy erőgép. Emiatt a legegyszerűbb ezt a feladatot a fogaskerékre testálni.
Üdvözöllek én tavaly vettem expert 400-as mini esztergát nincs is bajom vele de a sebességváltó kerekek megadták magukat és most ott vagyok hogy kellene a gép de nem tudom használni de műanyagot nem szeretnék venni bele,de az alin próbáltam de vissza utalták a pénzt a wisen próbáltam vissza utalták a pénzt több tippem nincs, nem tudom hogy még milyen lehetőség lenne beszerezni a fogaskerekeket.Ha tudnál valami tippet meg köszönném.
Az áraprító dinamikus terhelés, azt gondolom szerencsésebb egy betétet tenni a kuplungba, és akkor közelebb leszel a csapágyhoz. A kuplung "húsa" kiadja.
Gondoltam én is rá, hogy távolabb kerülök a motor csapágyazásától, nem tudom ez mennyire gond. A kuplung így néz ki, 25,4 mm-es a belső furata, van "húsa" is úgyhogy bele lehetne egy kúpot esztergálni de a főtengelyen a kúp kisebb átmérője már csak 20,5 mm, "nem adja ki" a kuplung, ezért gondoltam erre a tárcsás megoldásra.
Egy milliméteres és viszonylag sűrű, mondjuk 2 mm-es furatok 3 mm-es osztással vagy valami ilyesmi. Bronzker honlapján nem láttam ilyesmit, de lehet írok nekik egy levelet.
Úgy gondoltad hogy a közbetét miatt távolabb kerülnél a motor csapágyától? Az jutott eszembe, nehogy letörjön a főtengely vége. Lehet hogy nem jól értelmeztem a közbetét megvalósítását.. Hogy néz ki a röpsúlyos kuplung? Abba nem fér bele egy kúpos furatú betét ami jó a főtengelyre?
Szerintetek erre a meredek kúpos főtengely végződésre rá lehet applikálni egy sima hengeres colos belső furattal és reteszhoronnyal rendelkező röpsúlyos kuplungot? A motort nem vettem még meg csak agyalok rajta, hogy érdemes-e mert jó árban van. A kúp méretei az eladó elmondása alapján: nagy àtmérö 25 mm, kis átmérő 20,5 mm, a hossza 32 mm, a végén M12 menet és a kúpon is van reteszhorony. Egy ágdarálóhoz lenne amin dupla ékszíj viszi át a hajtást a kalapácsokhoz szóval stabil rögzítés kellene. Valami két részből álló felfogó tárcsát tudnék elképzelni amit először felrögzítek a kúpra a menettel, ahhoz meg egy külső peremen osztókörön 4 vagy 5 helyen hozzácsavarozott másik fele, aminek a hagyományos colos végződése van reteszhoronnyal, végén anyával vagy belefúrt menettel biztosítva. Mi véleményetek? Ha túl bonyolult, inkább elengedem a dolgot csak agyaltam kicsit a dolgon. Nem is tudom, minek a motorja lehetett, vagy sima hengeres szokott lenni a főtengely vége ezeken a motorokon vagy Morse kúp szerű enyhe kúpos.
Ez a felület nem lesz olajos, a vezető léc olajcsatornájából nagyon vékony olajfilm kenődik rá.
(az olajozás olajszelencékkel történt nem szivattyúval)
A léccel szembeni oldal némileg jobban nézett ki de a közepén látszik a kifényesedés. Hogy a két olaj szelence közötti esetenkénti olaj hiányból (rövid löket) vagy az ágyvezeték zárvány hibájából adódott ki tudja.
A végeken látható a gyári hántolás nyoma.
Természetesen nem eszterga ágy, nem hullik rá a forgács , itt a szükséges olajfilm a hántolás miatt alakul ki.
Ez nem vélemény kérdése. A csúszófelületek kialakítását több mint száz éve tudományosan kutatják, a különféle megoldások előnye-hátránya objektíve mérhető, ezek a tulajdonságok ismertek, és a szakkönyvekben le is van írva.
Ami pl. az eszterga ágyazatot illeti, tipikusan az edzett ágyakat szokták köszörülni (mert muszáj). Az edzett ágy pedig pont azért jó, mert sokkal kopásállóbb. Sokkal inkább ez magyarázza az általad felemlegetett különbséget, mint az, hogy az egyik hántolva van, a másik meg köszörülve.
Ami pedig a pontosságot illeti tudok mondani egy jó példát: van pár (ne feszegessük, mennyi) Zeiss Jena mikroszkópom. Ezeknek a vezetékei nagyon szép precíziós köszörült felületetek.
De van egy kivétel: a mérőmikroszkópon hántolt csúszófelületek vannak. Ez egy Abbe-komparátoros műszer, mikroméretes pontossággal, ennek megfelelően vezetékek is ilyen tűrésűek (nem csak a síklapúság és párhuzamosság, hanem a merőlegesség is), és ilyet a 70-es években nem lehetett köszörülni. Manapság is csak különleges gépekkel lehet.
Ma voltam egy pesti antikváriumban.Az ipari szakkönyvtár sorozatban Kovacs:Esztergálálás cimű műve volt meg .8,5khuf ért.A szerző sajátkezű dedikálásával. Ha valakit érdekel mailban megadom a címet.
úgy látom megoszlanak a véleményeitek némileg a köszörülés és hántolás tekintetében, kinek mi jön be? valahogy én is így vagyok ezzel. van két eszetrgám is és mindkettőnek köszörűltem az ágyzatát és nem látok problémát az olajozodásban, a szánon, viszont, haversrác ágyazata hántolva van és, panaszkodik, hogy olykor, betüremkednek kis forgácsdarabkák a hántolás méleydéseibe és, a szán és az ágyazat között csíkot húzva bemarodás keletkezik, mondtam neki, hogy csináljon filces előtakaritot a szán szélére, hátha az segít, de még nem csinált, csak irigykedik rám, hogy a köszörűlt ágyazataimnál nem tapasztalhato eme probléma, pedig nekem semmi filc nincsen, amúgy pontosság tekintetében a kisebbik gépet mértem, és 2-3 századot tudtam mérni, anno a köszörülés után, ez gondolom elég jo érték, nullás ágyazat talán nincs is, vagy igen?
Szerintem egy gyalun nehezen áll elő olyan, hogy nem egyenletes a kopás. Olyanok szoktak lenni a vezetékek méretei és elhelyezkedése, hogy gyakorlatilag mindig végigkoptatja teljes hosszban
> A gyalum prizmáján (ágyvezetékén) tapasztaltam hogy a lekopott (de fényes) felület száraz volt, az
> olajat csak tolta maga előtt. Melegedett is.
Ha a felület kopása nem egyenletes, akkor könnyen lehet, hogy csak egy kis részen van kontaktus. Arról a felületről persze, hogy kiszorítja az olajat, és mivel ott nincsen, ezért aztán súrlódik. Ráadásul a nyomás is nagy, mivel a kos súlya nem a teljes csúszóvezetéken oszlik szét, hanem akár jóval kisebben.
Edward F. Connelly: Machine tool Reconditioning and Application of Hand Scraping c. könyve (netről PDF-ben letölthető) részletesen ír az öntvény és gránit tusírlapokról. Itt említik a gránitlap leppelését is a gyártás során.
Még a felület ellenörzése kapcsán: régebben autokollimátoros technikát használtak a nagy felületek ellenőrzésére. Manapság ezt leváltja az elektronikus dőlésszög mérő, mivel sokkal gyorsabb és pontosabb a leolvasás, akár be lehet tápláli egyből a számítógépbe, ami a mérés után egy pillanat után elkészíti a felület térképét. A japán gyárban, ahol több négyzetméteres sík etalon hántolását láttam nagyon értenek a hántoláshoz, mert a domborzati térkép alapján pontosan tudják, hogy hol mennyit kell leszedni, nem vájnak gödröket a felületbe.
Nincs saját gránitlapom. Munkahelyen van egy pár, rezgésmentes optikai asztalnak használják őket.
A tusírfestéket hengerrel szoktam szétteríteni a felületen akár hántolt, akár köszörült. Jó sokszor kell fel alá hengergetni, hogy egyenletes legyen a festék.
A jutúbon láttam egy videót az egyik nagy USA-beli gránitlap gyártó cégről. Köszörüléssel állítják elő a sík felületet, hatalmas síkköszörűkkel munkálják síkra a gránitlapokat.
Másrészt manapság a CNC gépek ágyazatát is köszörülik. Csak nagyon kevés cég büszkélkedik azzal (én egy japánról tudok), hogy hántolják a gépágyaikat.
A csepeli Némtech-nél köszörültettem pár dolgot, pl egy méteres tusírlécet. Halmokban álltak a köszörülésre váró CNC gépágyak. Edzett csúszófelületet nem szoktak hántolni. A tusírlécemet és egy 400x400-as tusírlapot vízmértékkel ellenőrizték.
A hántolásnak van olyan szerepe is hogy az olajat megtartja a kenéshez,míg a sík tükrös felület közé legfeljebb préselni lehet a kenőanyagot. A gyalum prizmáján (ágyvezetékén) tapasztaltam hogy a lekopott (de fényes) felület száraz volt, az olajat csak tolta maga előtt. Melegedett is.
Másrészt a géptestet nem tudtam szállítani köszörüléshez így a kos aminek a geometriája be lett állítva köszörűn az lett a "mester darab". Az ágyat gépi hántolóval hozta formába, de volt egy kb méteres tusír léce is. A koson nem is a hántolás az ami az olajat szállítja,hanem kis zsebeket készített a köszörült felületbe. Az ágyazatban olajcsatorna fut végig.
Elő kéne keresni az a doksit, ahol olvastam. Kettőre tudok visszaemlékezni:
1. Az, amit magam is tapasztaltam: hogy jobban viszi át a festéket. (Ez csak tusírozásnál szempont. Azt gondolnám, hogy mérésekhez jobb a simára leppelt gránit.)
2. Érdekes módon a mérettartóság. Egyik anyag se vetemedik, de a gránit állítólag magába szívja a nedvességet, amitől meg bír változni az alakja.
"A gránitlap sincs hántolva, igaz annak a felülete nem olyan sima (érdesebb),"
Érdekes, az enyém nagyon sima, szinte tükrös.
A tied milyen színű? Az enyém sötét, majdnem fekete, de vannak világosabb, fehéres-szürkés-rózsaszínes gránitlapok is. Ezek kvarctartalmúak, szemcsésebbek, és keményebbek, kevésbé kopnak. Szóval állítólag jobbak. (És drágábbak).
Érdekesség, hogy manapság az öntöttvas tusírlapnak sokkal rosszabb az ázsiója, mint a gránitlapnak, pedig a szakirodalom szerint az előbbinek egy csomó előnye van, összességében az jobb választás. A gránitlap egyetlen előnye, hogy ha ráesik valami, akkor nem deformálódik, hanem kitörik belőle egy darab.
Nemrég olvastam valahol, hogy a gránitlapot a második világháborúban kezdték használni Amerikában, méghozzá azért, mert marha nagy hiánycikk volt a vas.
"a köszörülés, ha jo gépen történik, akkor, talán pontosabb, mint a hántolás? vagy roszul gondolom?"
Nem pontosabb, sőt. A köszörülés ab ovo nem pontosabb, mint a esztergálás, marás vagy akár a gyalulás. Mindegyik eljárás a vezetékek alakját másolja rá a munkadarabra, ezért a pontossága is akkora, mint a vezetéké(*,**).
Szóval, ha század alatti síklapúságot akarsz, akkor a köszörült felületet is hántolni vagy - ha edzett - leppelni kell.
Tapasztalatom szerint a tusírozáshoz jobb a hántolt felület: nem sima (de sík!), ezért sokkal szebben adja át a festéket. Szerintem azért, mert a kiemelkedések festik a munkadarabot, a kiemelkedéseken eleve vékonyabb a festékréteg és a munkadarab mozgatásakor a felesleges festék me tud menni a mélyedésekbe. A simára felcsiszolt felület (pl. gránitlap) hajlamos elkenni a festéket, sőt, képes ráragadni a munkadarab.
Láttam gyárilag hántolt minőségi tusírprizmát, ami kimondottan (kézzel érezhetően) hepehupásra volt hántolva. Az orosz tusírlécek még be is vannak rovátkolva.
(*) Itt most hagyományos gépekről beszélek, egy CNC gép a szerszámot közvetlenül mérő closed loop vezérléssel már más tészta.
(**) A köszörülés egyik fő előnye, hogy edzett anyagokat is meg lehet vele munkálni. A "modern" esztergapad ágyak ezért köszörültek.
Ami a pontosságot illeti:
A köszörülés másik előnye, hogy sokkal kisebbek az erőhatások, mint marásnál/esztergálásnál, ezért kevésbé deformálódik a munkadarab (és a gép!).
Továbbá kisebb fogásokat lehet venni vele.
Ezek miatt adott méreteket (pl: egy palástfelület átmérője, két párhuzamos síklap távolsága) sokkal pontosabban lehet kialakítani köszörüléssel, mint esztergálással vagy marással.
Végül: a köszörült felület simasága sokkal jobb, mint a mart/esztergált felületeké.
Vagy-vagyként írtam. Bár a köszürülés utáni hántolásnak is lehet értelme, a kis mélyedésekben jobban megül a festék. Én nem hántoltam át a köszöültettet 1m-es tusírlécemet, nagyon jól működik így is. A gránitlap sincs hántolva, igaz annak a felülete nem olyan sima (érdesebb), mint a köszörült vas.
köszönöm válaszod! ha ujra van köszörűlve, minek kell hántolni?? a köszörülés, ha jo gépen történik, akkor, talán pontosabb, mint a hántolás? vagy roszul gondolom? én az eszterga szánjaim felköszörűltem és nagyon pontosra sikerűlt, nem láttam értelmét hántolgatni.csak példaként említem
Ez egy csapadékvíz szűrő pl. parkolókba. A kosár 122EFt+ÁFA, a szűrőbetét 40EFt+ÁFA. Betétet külön nem adnak el, csak ha már vettél egy alapszettet. Ez kissé húzos, mivel nem kéne folyamatosan használni. Gondoltam még homokszűrőre is. Autópályán is szokták valamilyen homokszerű anyaggal felitatni az olajat. A szennyezett és kiszárított homokot már könnyebben tudnám szállítani. Most itt tartok az ötletelésben.
Az ilyenkor szokásos kérdés: milyen állapotban van? Ha kopott akkor 20-30EFt-ért újra lehet köszörültetni, vagy megfelelő etalonnal újra hántolni. Egyébként 50-60EFt körül láttam mostanában hirdetésekben, azokról feltételezem, hogy kopottak.
Nem biztos, hogy ontopik, de még ide passzol a leginkább: hangszórórácshoz hasonló perforált lemezt hol lehet kapni? Kábé egy A4 lapnyi kell belőle, szóval előnyös lenne, ha nem kéne egy egész táblát venni.
Acélszerkezetnél a csavarok rugalmasságával legtöbbször a homloklemezek méretezésénél ill. az ún. NF csavaros kötéseknél szoktunk számolni az előfeszítések miatt.
Hagyományos nyírt, vagy egyéb alárendelt kapcsolat esetében nagy jelentősége nincs.
Nem jó ötlet, de a nagy ipari szűrők otthoni telepítése nem igazán rentábilis. A benzinkutak, autómosók rendelkeznek olajszűrővel a vizelvezető rendszerükben. Viszont megjegyzésed nyomán szörföztem egy kicsit a neten és találtam egy megoldást, ami jó lehet. Egyelőre beszélek céggel, és ha tényleg jó akkor megírom ide.
Az anya csak részben menetes, így a menet nélküli orsó rész ki tud lógni a lemez síkjából, ezzel a megoldással érik el, hogy ne kelljen minden egyes eltérő vastagságú csomópont típushoz adott hosszú részben menetes csavart készíteni.
Rugalmasságnak itt szerintem semmi szerepe nincs ebből a nézőpontból, ez praktikum.
Egy kis humor. A műegyetemi tanárok (a tanársegédtől kezdve a professzorig) tartalékolnak egy-egy saját poént arra az esetre, ha a háromszáz fős hallgatóság 90%-a esetleg már kókadozik az álmosságtól. Ugyanis az éjszaka egy egyetemistánál nem alvásra való.
Magyar prof. (egy másik szemeszterben) a gépalapozásokról beszélt a katedrán, amikor megjegyezte, hogy bár egy eszterga tömege csak lefelé érvényesül, mint súly, mégis gondoskodni kell az alapozásnál oldalirányú elmozdulás ellen is, mert mi van akkor, ha egy cigánygyerek nekifut az esztergának és az eszterga átcsúszik a műhely egyik sarkából a másikba....
Egy kicsit azért bővebben. Hátha ez is elég magyarázat.
Az acél gépelemek rugóként viselkednek, mert bizonyos határok között rugalmasak. Ha hidat veszünk példának, akkor két hídelem (amik rendszerint acéllemezek) rugóként viselkednek. Ezeket a hídelemeket összefogó csavar szintén rugóként viselkedik. (Sőt a csavaranya is.) Ez így rendszer.
Hogy a csavarkötés a sok hőtágulástól és fárasztó igénybevételtől ne lazuljon meg - elég pontosan ismerni kell az egymással kapcsolódó több "rugó" együttműködését. Az összefogó csavar rugóútját jól kell megválasztani.
Ez tényleg egy speciális tudomány a gépészetből. Én most ennél többet nem tudok mondani.
Aki járt a Műegyetemre olyankor, amikor a Gépelemek tantárgyat Magyar József professzor úr - a gépelemek tanszék akkori vezetője - tartotta sejtheti a kérdésedre a választ. Én is csak sejtem.
Egy félévig volt tantárgy a rugó - mint gépelem. És a csavar is, mint rugó.
Én most nem tudok neked beszámolni egy teljes szemeszter anyagából, de amikor hallgattam a professzor úr előadásait érdeklődéssel tudtam figyelni rá, mert logikus volt és jól követhető.
Talán annyit: az előfeszített csavar hossza fontos körülmény a csavar rugóként való viselkedésére.
Biztos jó ötlet azt az olajos szutykot a csatornába önteni? Az hogy leülepíted még nem teszi olajmentessé a matériát.
Nekem is van egy nagy adag ilyen lötyim, másfeles flakonokban, egyelőre én sem tudom mit kéne kezdeni vele. De hogy a csatornába nem öntöm ülepítve/ülepítetlenül, az biztos.
Elöször is ülepítem, majd a folyékony oldott matériát a szennyvízhálózatba öntöm. A többit szikkasztás után leadom veszélyes hulladék átvevőhelyen. A kisebb alkatrészeket benzinnel szoktam mosni, amit aztán összegyűjtök és újra mosok benne koszos alkatrészt amíg el nem fogy. De ez túl nagy darab a benzines módszerhez.
Megtaláltam a fenti ábrát, és erről eszembe jutott az óbudai K. híd számomra érthetetlen csavarozása.
Találtam ezektől a hidakról egy leírást, amelyben az áll, hogy a híd szerelésére 0- val jelzett, hüvelyes anyákat alkalmaztak. Ezek kívülről 4 D. hosszú anyáknak látszanak, hagyományos kontraanyával szerelve.
Mi ennek a gépészeti értelme, haszna?
Ki érti ezt, vagy tudtok-e ehhez hozzátenni valamit?
A válasz egy része lemaradt: kipróbálom a trisós vizet. Korábban hideg zsíroldót használtam, higítás nélkü ecsettel hordtam fel, ésutána bő vízzelleöblítettem, de az mindent visz. Egyelőre a festéket nem akarom leszedni, csak a koszt.
Olajba tapadt koszt szedem le, vastagon áll rajta. A nagyját spatulával lekapartam, de még így is marad bőven.
A gépet az eredetihez hasonló módon szeretném hajtani. Ezen kívül van még néhány eredetileg transzmissziós hajtású gépem, fokozatosan ezeket is visszaalakítom. Ezzel kapcsolatban az a kérésem a Tisztelt fórumozókhoz, hogy ha valakinek van lépcsős laposszíj tárcsa párja és már nem kell, akkor érdekelne, ha méretben jó, akkor megvenném.
Tavaly ősszel vettem egy hasonlót, kisebb ennél. Itt is megvan az eredeti hajtáslánc egy része, a mennyezeti konzolok, tengely és szíjtárcsa. Erlich vagy IXL néven lehet megtalálni a lathes..co.uk-n. Egy böhöm nagy 998 1/min fordulatú 3f motort kaptam mellé. Most készülök fürdetni a gépágyat, egy félbevágott 1m3 víztartály lesz a medence.
oké! azért köszi!, csak gondoltam hátha van még valami cucc a vasakbol, amúgy már vettem, de érdekelne még kiesztergálo fej, ami kb 30mm fejjel van,( és kupos felfogatásu) vagy akkörűli. motorhengerek kiesztergálásához kellene, a legkisebb furat várhatoan 38mm, ha valakinek lenne ilyen mikro kiesztergálo feje elado, írjon legyenszives, köszi!
Egy Schlesinger Alajos transzmissziós esztergagépet próbálnak beárazni - nyilván eladó lesz -, nagyon szép állapotban van, még a plafonon is van transzmisszió, motor a háta mögött a falra szerelve.
A teljes magassága persze nagyobb, de a főorsó mozgása ennyi. Ezen az egy részén gyárilag is van egy kis digitális mérő-izé, de hamár megvan a rendes kijelző, akkor ezt is azon jelenítném meg. A teljes magasságot is jó lenne tudni, de ha megnézed, hogy van elrendezve, ahhoz már elég nehéz lenne átvinni az elmozdulást. Nyilván hülye voltam, hogy nem eleve 3 útjeladóval vettem, de valahogy úgy volt, hogy az 1 jeladóval együtt volt nagyon jó áron eutrópai raktárban még annak idején a kijelző.
Sajnos igen.De ez ilyen sport.A vas még mindig nehéz.Meg az is marad.Különben tudok dolgozni ,de egy nehezebb dolog után 2-3 nap csak egy petpalacknyi vizet tudok emelni.Be kell kalkulálni ,hogy megéri-e.
Énse haragból mondtam.Sajnos a tények azok amik.Meg át kell mászni 2 méter magas mindenfélén.Tudniillikbeteges gyüjtögető vagyok.Azért tojástartót és nejlonzacsit nem gyüjtök.
Jól hangzik. Próbáltam regisztrálni de a profil aktiválásánál Bad Request 400 jött vissza, két gépről, kétféle böngészővel, cookiet törölve, linket kétféleképp másolva, különböző formátumú jelszavakkal se megy. Várok egy-két napot
Ezt megértem, és a lehetőségekhez képest jó egészséget kívánok, pusztán ívfény számára próbáltam tréfásan rávilágítani arra, hogy egy 14 évvel ezelőtti hozzászólásra reagált.
Ez nem igy van.Megvan a vödör is meg benne a pofák.Fenn a padláson.Közben volt egy gerinccsatorna műtétem egyszerre egy porckorongsérv műtéttel.Meg mostmár 67 vagyok.Fel se tudom emelni azt a vödröt.
Szerintem amíg a közösségi együttélés szabályai nem sérülnek, addig nem lehet probléma. Valami hasonló néven fut nálunk a rendelet. Üdülő faluban lakok a Balaton partján, itt különösen érzékenyek az ilyesmi dolgokra. Nálunk nincs konkrét óra-perc lebontásban szabályozva a dolog, a szomszéd városban a vállalkozások 7-től zajonghatnak (gondolom a városgazdálkodás miatt reggeli locsolás és fűnyírás miatt), magánszemélyek 8-tól este 8-ig. Szombaton csak 9-től 12-ig, vasárnap viszont csak a sörözés megengedett :) Fűkasza, flex elvileg nem mehet. Nekem konkrétan még nem szólt a kutya se az eszterga végett, pedig volt, hogy este 11-kor is még ment a gép. De nem hiszem, hogy nagyon kihallatszódna a műhelyből a hangja. De nem szeretek sokáig dolgozni, mert a saját lakószintünk alatt van berendezve a műhely és azért oda felhallatszódik. Főleg a keretes fűrészgép. Nem akarom a családot sem zavarni az esti órákban.
Ami az önkormányzati felügyeletet illeti, nálunk a lakóhelyem környékén az önkormányzat a legfőbb zajforrás: a pilisvörösvári bánya (horgász) tavak közelében lakom. Az itt elterülő parlagon hagyott területet az önkormányzat fokozatosan bulinegyeddé alakítja. Itt vannak az ún. bio piacok hétvégeken egész nap hangos zenével, Vörösvári napok hajnalig tartó zenével még héltköznap is. Nemrég egy vérosi futóverseny rajt-cél helyszíne volt, vasárnap reggel 8:10-kor próbálták ki a hangosítást...
EMU-250 pad legfeljebb egy panelház garázsában okozhat gondot mint zaj.
A szülői ház műhelyében lévő gépek a "kertes" övezetben nem gond,de a sarokcsiszolót a műhelyben nem szívesen használom a por és a fémpor miatt az kint az udvaron visít. Jellemzően hétvégén ha a szomszéd pihenni jön ki vagy kerti partit tartanak hát elhalasztom a munkát. A másik szomszédnál ha buli van inkább zavar engem a hangos zene mint őket a "flex" vagy néha a körfűrész.
Eme szomszéd lánya olyan hangerővel és hangnemben utasítja a gyerekeit: "húzzátok" már fel a cipőtöket" hogy néha összerezzenek és én is felhúzom pedig már van rajtam.... és van vagy 60-80m távolság meg egy akácos köztünk.
"vállalkozás jellegű"
Az mit jelent? Állandó,gyakori,eseti? Szükségszerű vagy halasztható?
Nem konkrét forgácsolás, de vele kapcsolatos: Nálatok hogy áll a műhely általános + gépzaj - és a szomszédok viszonya? Nem termelő, vállalkozás jellegű lenne a tevékenység, unoka érdeklődik a vegetáló eszközeim iránt.
Van erre valami hivatalos állásfoglalás? (biztos van) No nem AJAX rugós kalapács, EMU-250 pad, kézi ("visító") gyorsvágó a két legnagyobb hangú.
Keretes fűrészgépem mozgó satu pofájába a fűrészlappal ellentétes oldalon a felső sarokba fúrtam egy M12 menetet, egy hosszú csavarnak. Ha rövid darabot vágok akkor vagy a csavarral, vagy egy kezembe akadó anyagdarabbal és a csavarral lehet támasztást adni a satu pofának, hogy az a lap közelében jól fogja az anyagot. Jól bevált.
Ez igaz bár általában ezt lehet kompenzálni a pofa másik felébe helyezett ugyan olyan méretű anyaggal. Nem tudom van-e bevett eszköz arra az esetre ha egyedi a munkadarab pl: egy méretesebb csavarral és hosszú anyával ellen feszítik a pofa másik felét. Hézagoló lemezekkel nem lenne praktikus.
Én az OnShape-et használom. Nagyon jól használható modern cucc. A legjobb, hogy nem kell felinstallálni a gépre, hanem a böngészőből lehet regisztrálás után használni.
És: az ingyenes változat nem a fizetős egy lebutított verziója, hanem egy teljes értékű CAD, azzal az egy megkötéssel, hogy minden, amit csinálsz, az nyilvános. Ha ezzel együtt tudsz élni, akkor szerintem igen jó választás.
Sokszor volt szó CAD szoftverekről de nem találom mit javasoltatok. Eddig ha kellett vmi megrajzoltam Corelban 2D ben. Korábban volt warezolt Solid Edge meg ACAD peldányaim, azokat szerettem, különösen a SEt, de ezt a vonalat már kihagynám.
Is-is, mert ha kisebb darabot kell befogni, ami nem a pofa közepéhez esik (pl. oldalra kilógatva a megmunkáláshoz), akkor a mozgó pofa keresztbe fordulna és a satu nem párhuzamosan (párhuzamos mdb-on is csak pontszerűen) szorítana.
Satuja válogatja. Egy köszörűn vagy cnc gépen használt satun jól jöhet az oldal vezetés, ha kicsi a forgácsolási erő akkor nyersz a párhuzamos pofákkal, mert a satu szélére is be tudsz fogni egy kis hasábot. Ha laza a pofa akkor egy ilyen befogás csak megcsippenti az anyagot, és az el tud billenni. A pofa szélével csak úgy tudsz szorítani ha a másik oldalra beteszel valamit ami nem engedi elbillenni a pofát. Ugyanakkor ha pl fűrészelt azaz egy kicsit nem párhuzamos anyagot fogsz meg a precíz satu nem jól fog oda kell valami betét hogy középen szorítson, ezzel szemben a laza pofa kompenzálja a kis ferdeséget és jól fog. Szóval magam a minden szempontból precíz satuban használnék oldalvezetést, az általánosan használt gépsatunál viszont hagynám kicsit oldalra mozogni a pofát.
A 45504 hsz. -ban látott videón a mozgó pofát pontosan szinte játék nélkül illesztette az alaphoz.
Megnéztem néhány gépsatut azok nem voltak ennyire precízek. Gondolom ez néha nem is hátrány.
A kérdésem hogy a fekete nyíllal jelölt felületet és a szemközti oldalt kell párhuzamosan megmunkálni a piros nyíllal jelöltnek nincs vezető csak határoló szerepe? (ha már nem láttam még állítható vezető lécest)
Tudom egy barom vagyok, egy kötekedő seggfej, de ezen mindig kiakadok: ezer ejróért tesz ki egy valamit, de nem tudja kiválogatni a homályos képeket a sorból, és csinálni egyetlen éleset, rendesen? Felbaszom az agyamat ezektől mindig
Így igaz. Én is lassabb motort vettem, és akkor már eggyel nagyobb teljesítményűt, mert méretben már a 370W-os is nagyobb a 4 póluspár miatt, az 550W-os viszont ugyanakkora volt, mint a 370-es. 5 Hz-en 65 fordulat/perc, 100Hz-en kb. 1120 f/p a leglassabb áttételen. Ez 99%-ban elég, de legnagyobb fokozatra téve az ékszíjat 3500 f/p fölé is megy de ez még eddig sosem kellett, csak kipróbáltam:
Ha esetleg cserélni kell a motort, mert zárlatos, akkor MINDENKÉPPEN 4 póluspárút érdemes rá venni, tehát 1480-as fordulatút. Fele akkora fordulatszámmal használható (én pl 5 herzig le szoktam vinni a frekiváltót), az már egy ékszíjjal is elegendően kis fordulatszámot ad, viszont felfelé fel lehet tolni 150 %-ra, tehát 75 Hz-re, mert a csapágy bírja. Azért az több mint korrekt tartomány.
Még egy ötlet: mivel egy ilyen ki hobbieszterga nemigen van tartósan névleges teljesítményen használva, nincs szükséges különösebb hűtésre - le lehet szerelni a motor hátoldaláról a ventilátorlapátot, gondolom ennél is rendesen belóg a tokmány mögé.
Ha mindenképpen kell a hűtés, rá lehet tenni egy külső ventilátort.
Ha frekiváltóval fog menni akkor nem lesz rá szükség, azaz meg kell fordítani a kicsi tárcsát, hogy fixen összekapcsolódjon a a 3 lépcsőssel így kapunk egy látszólag 4 lépcsős fix tárcsát a motor tengelyén és az alsó tárcsát (a képen felül) végleg ki lehet hagyni és még mindig marad 4 áttétel, azon belül meg a frekiváltóval úgyis tudod állítani. Én ebből a 4 áttételből max 2-t használok azóta, de 99%-ban a legkülső pozíción van az ékszíj (zöld):
Annak akkor van szerepe, ha 3 ékszíjjal használod. Ilyenkor a motor végén (1-es) a legkisebb tárcsa (2-es) hajtja az alsó lépcsős ékszíjtárcsát (a képen ez felül van) majd a második ékszíj (3-as) visszahajt szintén a motor tengelyén lévő szabadonfutó lépcsős tárcsára (a legnagyobbra), majd innen megy (a legkisebbről) a harmadik ékszíj a főorsón lévő lépcsős tárcsára (6-os). Tehát ilyenkor a motor tengelyén lévő két tárcsa különböző sebességgel forog. A külső kicsi gyorsan, a belső ( 3 lépcsős) sokkal lassabban.
A szabadonfutós ékszíjtárcsa levételével és más motorra való felrakásával kapcsolatban emlékszel-e konkrétumokra? Miért fontos, hogy legyen szabadon-futása a tárcsának?
Köszönöm! Ez egy óriási segítség! Készítettem pár képet minden oldalról, de most már nem töltöm fel, mert ez az, amit írtál. Nem tudom, hogyan sikerült rátalálnod, de még egyszer köszönöm!
"Minek a 94. oldalán olvastad? Én hiába kértem infót erről a frekiváltóról, nem írt senki sem, pedig tettem fel képeket."
A másik gépkönyvében, de ez nem jelent semmi különöset bizonyos rövidítések a készülék családon belül ugyan azt jelentik. Van is benne egy összehasonlító táblázat is.
Az ismeretlen frekiváltó talán Telemecanique Altivar ATV 11. A Schneider lett a Telemecanique.
A típus nyomozása,bekötése,programozása nem hiszem hogy eme fórum témájába illik még akkor sem ha esztergát hajtanál vele.
USF alacsony bemeneti feszültség... Mivel villog ez hiba jelzés.
Ha valaki úgy érezné, hogy szóban(pl: telefonon) jobban és gyorsabban megbeszélhetnénk az nyugodtan megírhatja a publikus emailcímemre a telefonszámát és én felhívom vagy én küldöm el a számomat ha az jobban tetszik.
Sajnálom, hogy csak ezt az egy mondatomat olvastad el. Sok képet raktam fel, különböző dolgokról, de szűkítenem kellett, mert bonyolult és sok volt a kérdésem. Ezért csak a nagyobbik esztergámon lévő, adattáblamentes motort szeretném összekötni az én általam "noname"-nek hitt frekiváltóval.
Ha egy nevet írsz a frekiváltóra, nekem az is hasznos, ha csak egy pesti címet írsz, ahova elvihetem, az is segítség.
Kerstem és itt is írtam többször, ha valaki tud bármiben segíteni azt megköszönném!
Itt is szakemberek vannak és az általuk adható tanácsokat megkaptad.
Amennyi információt megosztasz, annyi szakvéleményt kapsz.
Ha csak annyit mondasz, hogy "van egy motorom 3 dróttal" akkor annyi lesz a jótanács, hogy "kösd össze és mondd el, mi történt".
Ha adsz egy jó képet az adattábláról és a kapocslécről, akkor okosabbakat is kapsz. Ugyanez érvényes a frekiváltóra is.
Kimenni és személyesen megcsinálni már egy másik liga, az már a kolléga ideje, pénze, energiája, tudása. Én is szívesen elmondom itt helyben, hogy hogy kell zsákfuratba menetet rakni (ez a hobbi része a fórumozásnak), de ha hozzám elhozzák a munkadarabot, annak rendesen ára is van.
SCF hibakód: Zárlat vagy szakadás a motor áramkörben fázisok között vagy a föld felé. Egyre inkább úgy érzem hogy ez a bekötés meghaladja az elektromos ismereteid szintjét, keress segítséget!
Átraktam deltába. Bekötöttem mindent. Áram alá helyeztem. Először egy felirat villogott talán"Usr" a fel és le gombokkal tudtam lépkedni, de minden villogott és közben kattogott benne egy relé össze-vissza, időnként bekapcsolt magátol a motor egyik irányba, utána a másikba váltott egyből, úgy is ment 1-2 másodpercig, utána leállt. Én öntesztnek érzékeltem. Nem tudom, hogy van-e ilyen. Amikor vége lett az egész folyamatnak, akkor csak egy felirat villogott.
Ez volt a villogó felirat.
A többi a menüben világított.
Ezek voltak azok.
Utána nem idult be.
Gondoltam arra is, hogy az összekötő drótot ki kellene szednem.
a második képen van a kétféle bekötési mód. A te motorodon is reméljük, hogy három lemezke van a három csavaron (egyikre kettőt tettek egymás fölé, úgy szoktuk elraktározni), és akkor csak átfordítod őket. A bekötődrótok is ott maradnak, ahol most vannak.
Sajnálatosan nálam csak 1f van és a frekiváltó is csak arról működik. Ezért szeretném megoldani a rendelkezésemre álló dolgokból. Ha lesz sok pénzem, veszek 3db fázist és nagy esztergát és nagy marógépet egy nagy műhelyben. :) ...de most ez van, ezt kell szeretni.
Ez a megboldogult, előző tulajdonos bekötése. Ezen kívül semmi sem látható a motoron. Így műkötött 3 fázisról. Hogyan kössem rá a "noname" frekiváltómat? Hagyjam így vagy kössem át(és akkor felrobbanhat)?
Köszi! Sajnos nem hoztam el a gépet mert nagyon le volt amortizálva a betekintő üvegek betörve, és rettentő hangon csattogott az egész, a tulaj szerint csak egy 2000 forintos csapágy cserével megoldódna ez a dolog, ám amint nézegettem kiderült hogy huzamosabb ideig olaj nélkül ment a gép... a fogaskerekek újragyártása pedig nem kis költség+a kiszerelés, beépítés, összerakás megint csak idő, és költség annyit már nem ért
"Ezekbe a gépekbe van gyárilag emulziótartály és szivattyú beépítve?" Igen.
"Az előtolómű szivattyúja hol található, hogyan lehet ellenőrizni annak működését?" Ha szembe állsz a géppel, akkor baloldalt felül, az előtolómű oldalán. Talán 80x120x10mm-es fedél, 4db imbuszcsavarral. Nálam csak 1db csavarral, hogy használat előtt félre tudjam fordítani és benézzek rajt. Az olaj nem jön ki, a fedél azért kell csak, hogy por/szemét be ne kerüljön. Ha az ablakon benézel, akkor egy osztót látsz, amiből kis csövek jönnek ki, a csővégek a kenési helyekre irányítva és így látható, hogy folyik-e belőlük az olaj. Ugyanígy ablaka van a váltó szivattyúnak is, az meg feljebb, de lehet, hogy közte van még egy ablak, nem emlékszek pontosan, ha hazamegyek megnézem. Ha ilyet vásárolsz, az ablakokon mindenképpen nézzél be! Az előtolás kuplung beállítása úgy van megoldva, hogy leírás nélkül, ember nincs, aki rájöjjön, ha ilyen problémád lesz, tudok segíteni.
Nem a "Schneider" frekiváltómról van szó, hanem egy olyanról, amiről nem tudok semmit.
...és ezt nem a kis Universal 3-ba szeretném bekötni, hanem egy kicsivel nagyobb gépbe, amin egy adattábala nélküli 3 fázisú motor van.
A Schneider-t az Universal 3-ba szeretném kötni, ha leteszteltem a motorját és minden működik. De most a fontosabb projekt a nagyobb eszterga, adattábla nélküli, 3 fázisú motorjának az összekötése a "szerintem noname" :) frekiváltóval.
A videódat már régebben is láttam csak azt hittem, hogy külföldi. :)
A "védővezetőt" én "földnek" hívom, mert nem vagyok villanyszerelő és nem értem a szakkifejezéseket. Nem engedném el a projektet, mert más nem csinálja meg helyettem, ezért kérek itt tanácsot. Sokat olvastam utána és sok videót is megnéztem már, de nekem ez kevés és ezért kérdezek hozzá.
Én inkább kisérleteznék, mert hiába ajánlottam itt fel ,hogy elszállítom és fizetek is érte, csak nézze meg valaki, senki sem jelentkezett erre a bonyolult dologra, ezért nekem kell megoldanom. A motort megpróbálom minél előbb ellenőrizni, de szerintem nem lehet hibás, mert nem történt vele semmi olyan, ami miatt tönkremehetett volna. Ha működik a motor, akkor valószínűleg megkapja a kissebbik frekiváltót.
Nekem ilyen van. Nagyon jó, nagyon tetszik! Egy óriási kínlódásom viszont van vele. Az előtolómű kenését végző szivattyú lábszelepe, hosszú idő után visszaengedi az olajat és akkor fel kell töltenem. Esetleg van erre valakinek valami jó ötlete? Orsóolajat használok bele, de sűrűbbet meg nem használhatok, mert nem folyna ki a kenőcsövekből.
Egy régi jó barátom Bp 13. kerületben egy kis, papíripari gépeket javító céget visz. Sajnos meghalt az az idős bácsi aki nála volt forgácsoló. Ezért keresne univerzális bütykölős szakit. E3N, valami hasonló méretű kínai eszterga, egy Tos MN80, egy kis orosz szerszámmaró a géppark, sok szerszámmal, tiszta tip-top műhelyben. Ha valakit érdekelne ilyen munkahely akkor keressen meg és összehozom a főnökkel.
Hát nem csak az lesz kisebb. Aszimmetrikusan terheli a tekercseket, ütésszerűen indul, és nincs meg az a kényelem és technológiai plusz, amit a frekiváltó ad.
Szerintem simán megy kondival is. Csak a nyomatéka lesz érezhetően kisebb. (én is fostam, amikor először elindítottam így, de aztán ment :-))) Ja, és ahogy írták, a delta-csillag átkötésről ne feledkezz meg!
Gondolkoztam frekiváltón, de akkoriban (húsz évvel ezelőtt) még igencsak drága volt, még nem volt "óccó kínai". Vágtam vele menetet, de a gépnek volt menetvágó áttétele.
Az volt a vicces, ha balra akartam elindítani, de még nem állt meg, akkor a kapcsoló fordított állásában is jobbra ment tovább. Meg kellett szokni, hogy fordítva csak akkor indítsam el, amikor már teljesen megállt a motor.
Nem tudom hogy az a Schneider Electric Altivar mennyire számít noname-nek(szerintem nem), de nekem teljesen jól működik már vagy vagy 6 éve. Ugyanilyen Universal-3 gépen. A különbség annyi, hogy az enyém 055 helyett 075-ös (0,75kW), meg mint a múltkor írtam a motort lecseréltem egy újra. Ami eggyel nagyobb teljesítményű (370W helyett 550W) és fele fordulatú (3000 helyett 1500).
Raktam a frekiváltó hátuljára egy hűtőbordát is, mert mert ezt a kialakításút nagyméretű fémtestre kellene szerelni a hűtés miatt. Lehet hogy felesleges volt, mert menet közben épphogy langyos. A szellőzőréseket betakartam vékony szivaccsal, hogy a forgács ne menjen bele. A frekiváltót rászereltem a motor tetejére. 4 gombot (indítás, normál leállítás, gyors leállítás, irányváltás) egy potit (fordulatszám), és egy forgókapcsolót(előre-üres-hátra) kötöttem rá.
A "védővezető folytonosságát a motoron" az mit jelent?
Ne haragudj, de ha EZ kérdés, akkor tényleg engedd el ezt a projektet.
Egyébként annyit jelent, hogy a 4-erű kábel, amivel a motorod remélhetőleg be lesz kötve, tartalmaz egy zöld/sárga vezetéket. Annak az egyik vége legyen fémesen rákötve a motor testére.
A másik legyen bekötve az inverter földelőkapcsára, az utóbbi pedig rendes földeléssel ellátott aljzatról működjön.
Egy hozzáértő ember ki tudja próbálni. Szerintem te ne kísérletezz.
Véleményem szerint ezt a motort is meg lehetne hajtani egy frekiváltóról de nem akarlak összezavarni. Bár a múltkori hozzászólásokból én úgy gondolom hogy a motor rossz.
A "védővezető folytonosságát a motoron" az mit jelent? FI relét maximum varázsolni tudok. :) Ami biztos, hogy van az 220v és lehet, hogy még földelés is van, de az nem biztos. :)
Én azért előbb megnézném, a védővezető folytonosságát a motoron (legalább vizuálisan), meg az aljaztban is legyen védővezeték. Illetve a frekiváltót olyan aljzatba dugnám, amin van egy (lehetőleg "A" típusú) FI relé. Akkor ha valami testzárlatod van, leold, mielőtt bármi baja lehetne.
Ha feltételezzük hogy a motor hibátlan,a frekvenciaváltó digitális bemenetéről (vagy előlapjáról) indítod a motort ami nincs terhelve, egy próbaindítás erejéig ,elméletileg nem.
Megígértem egy nagyon rendes kollégámnak, hogy felteszem ide, hátha valakit érdekel: Eladná jó állapotú, jól felszerelt (még vésőfej is van hozzá) Cugir FU 25 román marógépét. Nekem nincs róla fényképem, de ha valaki ír az e-mail címemre, akkor tudok adni nevet és telefonszámot. Én a gépet se láttam, de nagyon tisztességes ember, tőle vettem a Thörn szerszámköszörűmet.
Köszönöm mindenkinek, aki segíteni szeretett volna! Mindent elolvastam. A helyzet változatlan. Sajnálatosan nincsen pénzem se nagyobb, se márkásabb, se jobb alkatrészek beszerzésére. Ha sok pénzem lesz, igérem, hogy újonnan veszem meg a dolgokat és fizetek egy szakembernek, hogy ne kelljen egy ujjamat sem mozdítanom, de most jelenleg nekem kell megoldanom a problémát. Ezért még mindig várom az építőjellegű hozzászólásokat, linket, telefonszámot, bármit, ami segít a jelenlegi helyzet javításán!
Egyébként nálam úgy van dobozolva, hogy a kineneten van egy 3 pólusú váltókapcsoló ( a hátfalon), és 2 darab 16 amperos aljzat. Mert erről megy a másik eszterga is, vagy a köszörű.
Nagyon durva jelek-áramok-feszültségek bírnak keletkezni, amikor egy motort le-fel kapcsolunk a sima hálózatra is, ami pedig sokkkkkkal brutálisabban képes ellenállni ezeknek a jeleknek, mint egy frekiváltó félvezetőkészlete.
Az ilyen fícsörre készülni kell. Már úgy értem elektromosan is, meg abban a programban is, ami a kapcsoló félvezetőket működtető mikroprocesszorban fut.
Van, amikor követelmény, hogy ezeket bírja a cucc. A kollégáim ilyeneket terveznek, építettünk már pár ilyet, de nem a filléres megoldások csoportja ez.













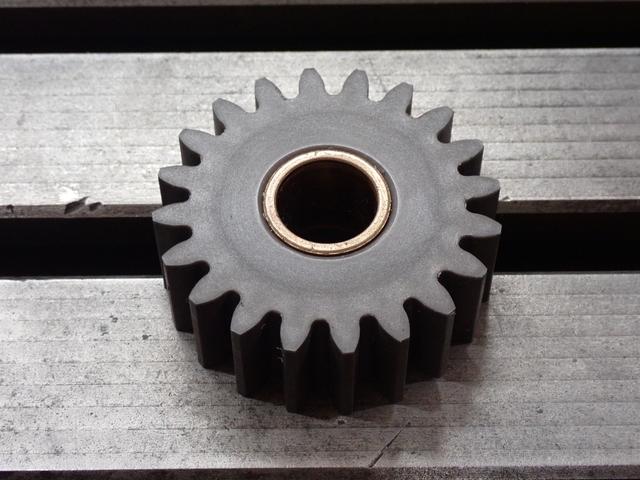
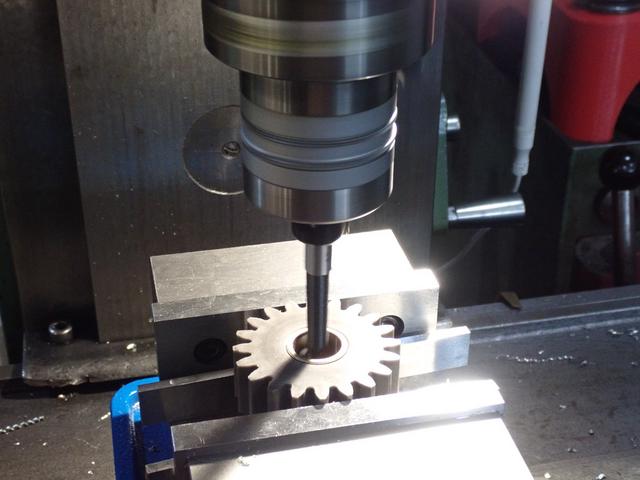








 Sziasztok!
Sziasztok!





















 A fotó nem egészen adakerült ahova szerettem volna!
A fotó nem egészen adakerült ahova szerettem volna! Ott a beszúrás a gyűrűnek.
Ott a beszúrás a gyűrűnek.



















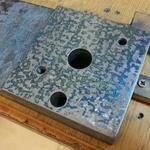



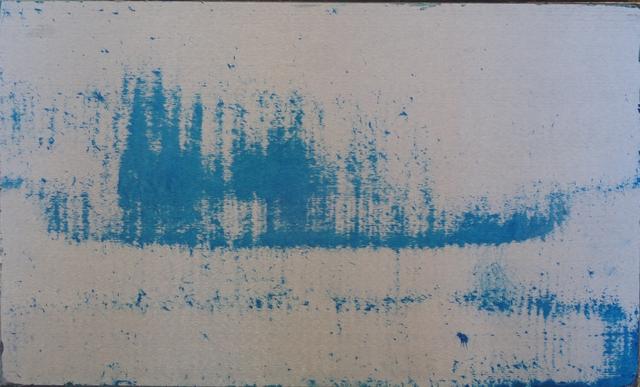

























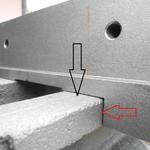



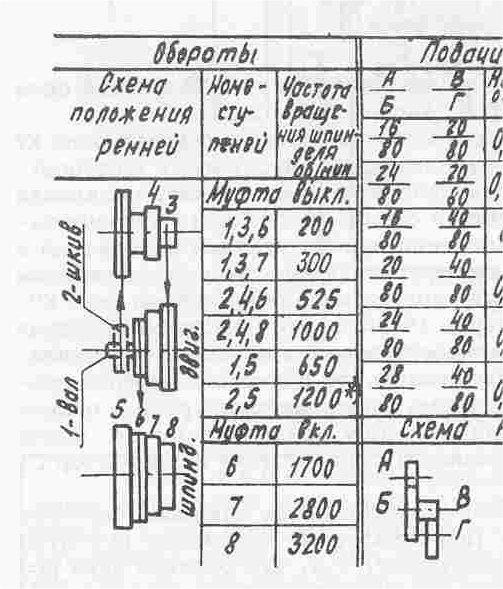



 Ez volt a villogó felirat.
Ez volt a villogó felirat.


















{kind=link}