Volt már itt téma gépmozgatás... sztem minden helyzet egyedi. Itt általában nem 200 m2-es csarnokban kell mozgatni, hanem hátsó sufniba, pincébe, vagy olyan szobába, amit a ház építésekor gyerekszobának szántak :))
Az évek haladtával a gépek is egyre nehezebbek lesznek :)) (mármint ugyanazok a gépek :D)
Raklapemelő nem kell, de egy jó nagy pájszer hasznos, meg pár darab vascső, és esetleg pár darab 10-12-es köracél, ha nagyon sima a felület, amin gurítani akarja.
Nem tudom, mit izmoztok ezen a pontozáson annyit - hisz épp így éri el a célját, aki erre izgul.
Régen itt nem volt ilyen, de a féccbuk lájk után - gondolom - úgy látták az itteni fejlesztők, ide is kell egy ilyen vélemény nyilvánító... sztem tévedtek :DDD
Én pont leszarom, se nem adtam, se nem nézem sosem. Sztem ti is tegyetek hasonlóan, akkor a problémakör magától megszűnik.
Túlhatározott. Ez a jó szó. Adtam is érte egy pluszt, ez pont ellensúlyozta a Mínuszt Osztó Sötét Kéz munkáját. Amúgy egyszerűen elejét lehetne ennek venni már akit zavar. Mindenki mindenkinek kiosztana csomó mínuszt, pluszt, amit sikerül. Kétszáz mínusz közt meg se látszana amit a Kéz művel.
Megfestettem a tányért is és ki is óráztam 0.04 el mélyebben (üzemszerűen magasabban) van a közepe annak is, úgyhogy a dolog még egyértelműbb.
Gyárilag az alsórész felületein derékszöben pár tizedes sűrűséggel rovátkolás volt gondolom olajmegtartás végett. Az teljesen lekopott ahol a tányér ráért. Most azt gondoltam ki, hogy vagy meghántolom, vagy durva csiszolópapíron párszor eltolom még egy irányba meg rá derékszögben.
És,ha a rá kerülő lap illeszkedő két síkja között is pont akkora lépcső van?
(Amúgy szerintem én úgy tervezném, hogy csak a szélén fekszik fel, mert ha középen is akarom, túlhatározott lesz a rendszer, és könnyen úgy járok, hogy a közepén fekszik, a szélén nem és az rossz.)
Korábban már feldobtam a körasztal felületeinek a felfekvését. Rosszul emlékszem, hogy a közepének is egy sikba kéne lennie a szélével? Mert tusirlaphoz csiszolva es leszedve már 0.02 t a szélébol, a közepe 0.06 al még mindig mélyebben van.
Egyebkent a szélénél ennyi indokolt is volt mert peremesre kopott. Közben folyamatosan mérem mikrométerrel, hogy az eredeti allapothoz kepest nem kezd-e dőlni a perem felület.
Ha a közgazdasági oldalát nézzük, akkor a végén mindenképpen a megrendelő fizet ki mindent. (Valahol jogos, hiszen nem a vállalkozó akart alkatrészt rendelni unalmában... Ha hitelből van valami, akkor mindezt kamatostul kell érteni.) Ha tetszik, ha nem, ez van, hiszen az árakban mindig benne van pl. a gép/szerszám amortizációja is. (Ahol nincs benne, az az illető saját baja.)
Ezek egyedi gyártásban fokozottan kijönnek, a sorozatban azért nem látszik, mert "elkenik" x ezer darabra. De attól még így van, csak nem fáj azonnal annyira...
Szerintem egyszerűen az az ami nem mindegy, hogy a megtérülést egy-két munkán várja az emberünk, vagy időben szépen elosztva.
Mindezeket nem érdemes az egyedi/különleges készülék/szerszám igény költségével keverni. Az természetes, hogy az egy darabos megrendeléshez hozzá tartozik.
100%-ban erről van szó.
Trükkösek (akarnak lenni) a vevők is, mert megkérdezi az 1 darabos árat, a 10 darabost és a 100 darabost. Aztán kér(ne) 1-et a 100 darabos áron és "bizisten lesz megrendelés 100-ra is ha jó az az 1 darab..." és lesz a lóf@szt. Eleinte beugrik ennek az ember, de később már nem. Ilyenkor az a megoldás, hogy majd ha jön a 100 darabos megrendelés, akkor annak az 1 darabnak az árát beleszámoljuk.
És aki már mart 50mm mély zsebet, 18 mm széles ám a sarokrádiuszok R3-asok, az azt is sejti, hogy ez baromira nem bolti, tucat szerszám kategória, hanem ehhez a szerszámot egyedileg le kell gyártatni és itt ugrálnak a százezrek. Pedig látszólag csak egy sz@ros 6-os maró, amit bármelyik sarki szerszámosnál kapok...
Vagy gyakoribb példa, Picatinny sínt kell gyártani, amit vagy megoldasz több lépésből, vagy pedig megveszed a célszerszámot 2-300.000-ért, majd az ügyfél veri a tam-tam-ot, hogy drága vagy, mert az aliekszpresszről tudna rendelni ezer forintért is, csak egy picit más a mérete és pár furata és az neki nem jó, de árban az összehasonlítási alap így már megvan és a tízezres szériához méri az árat, ám nem óhajt 10.000-et rendelni csak kettőt.
Ezekre mind tudok létező példákat mondani/mutatni, tehát nem elméleti közgazdasági farokverés amit mondok, hanem személyes tapasztalat. És igen, ki tudok marni 50 mm mélyen szűk zsebet, mert megvettem (pontosabba legyártattam) a szerszámokat hozzá annyiért, amennyiért egy ifjú nőcsábász már remek béjemvét vesz a szombat esti diszkós csajozáshoz.
Turcite helyett, pláne fúrkálás helyett (amit megint csak nehéz pontosan csinálni) nem elég jó mondjuk bronz lemezt ragasztani a szán meg a szegnyereg csúszófelületeire? Azt is fel lehetne hántolni.
A legtöbb gépen ez nem megoldható, mert nem olyan a felépítésük, hogy kívülről, utólag csavarozták fel rájuk az előtolószekrényt, esetleg az orsók jobb végi csapágyazásainak helye sem áthelyezhető.
Világos volt eddig is. Azert raktam be mert rferi ék lelkiismeretesen javitgatják ezeket a doksikat, ha gondolják legyen még jobb. De amúgy tenyleg semmi jelentősége. Miközben Mancika gépelte pont lefőtt az Omnia.
A Moglice/Turcite alkalmazása elég elterjedt nyugaton. Van egy nagy előnye a Norton szekrény vagy akármilyen egyéb előtolómű áthelyezésével szemben: akárhányszor meg lehet ismételni. Ha új lyukat kell fúrni, akkor egy idő után elfogy a hely. Ha a Vetesi75 által leírt oválosítás kivitelezhető, akkor persze az ovál furatot kell kissé még oválisabbá alakítani. Az egyik Miglice bemutató videóben pl. egy nagy síkköszörű több méteres asztalát töltik fel így, miután köszörülték a gépágyat. Mindenesetre ha szakszerűen csinálják, a Moglice feltöltés egyszerűbb, olcsóbb és gyorsabb, mint a hosszán illesztése köszörüléssel és/vagy hántolással a felújított gépágyhoz és néhány egyéb szerelvény áthelyezése.
A csapágyházak felfogó csavarjainak furatát szokás szokás oválosítani, hogy az új pozícióba is beállíthatóak legyenek, ilyenkor elhagyják az illesztőszeget vagy kap nagyobbat vagy máshová. Megoldás lehet még a fészkek új pozícióba történő felfúrása nagyobb külső átmérőjű bronzpersellyel vagy eredeti fészekkel excentrikusan fúrt elfordulás ellen biztosított persellyel. Az előtolószekrényt már macerásabb szintbe állítani, de a legelsőnek említett verzió sok esetben működhet (gépfüggő). A fogaslécet pedig ugyanígy lejjebb rakni nem kihívás - ha cserélve van, akkor meg úgy is egyedileg fúrt.
Nem, hanem konkrétan az egész szekrényt rakták lejjebb a gépen úgy, hogy az eredeti csavarok és a hozzájuk eredetileg a szekrényen levő furatok hatályon kívül lettek helyezve, és az egész miskulanciának új lukakat fúrtak - lejjebb. Ettől a nortonszekrényt lejjebb lehetett rakni, emiatt a vezér- és vonóorsó lejjebb futott, és ezzel lejjebb kerülhetett a szán is az ágyon. Nem emeleték vissza a szánt.
Jani301 és rferi: Pár milliméter mértékben ovális lett a furat? És aztán, mi tarja meg az ovális furatban a kerek csapágyat, nem tudom magam elé képzelni, hogy nézhet ki egy ilyen javítás?
Persze, a csapágyakra gondolok. A főorsót elvittem Kőbànyán a köszörűs sràchoz, lebeszélt róla, hogy bármit csináljak vele. Illetve a reteszhorony ki volt verődve rajta, azt másik esztergan megjavitottuk a haverommal. Nem állnék neki az egész gépet gyári állapotra felújítani de leszúrni illene tudni vele. Ezert gondolom most ésszerű célnak a bronz csapágyakat rendbetenni.
Ez is szokásos jelenség. Ezt az "ívelt háromszöget" pszeudokörnek vagy álkörnek hívják, mert olyan genya alakzat, hogy bárhol megméred, ugyanakkora az átmérője, de mégse kör. Ha körben nem egyenletes a koptatás, hanem az ellendarabon pl. két szemben levő nagyobb ívű szakasz súrolja a tengelyt, akkor ki tud ilyen alakulni. Ebből akár az is lehet, hogy holtjáték nincs, de a tengely üt, egy kör alatt többet.
Sajnos a kenés önmagában kevés. Meg kell óvni a fémforgács bejutásától is. Ezek mély barázdákat tudnak az edzett acélba is vágni, és egyenetlen átmérőjű, rücskös lesz a felület. Emiatt javíttattam 2 órsómat. A 3. pedig nem edzett acél volt, hanem valami puhább, ezért ívelt háromszög alakúra kopott.
> Ha pedig az ágy hántolva van, akkor jó eséllyel a szánt is hozzá kell igazítani...
A szánt általában emelni kell, mivel ha lemunkálnak a gépágyból, akkor süllyed a szán is, és nyomni fogja a vezér / vonóorsókat. Ezt lehet pl rézlemez felragasztásával, vagy gazdagabb helyeken turcite felragasztásával, kevésbé gazdag de azért jómódú tulaj próbálkozhat Moglice feltöltéssel. Opció lehet még a lakatszekrény tetejének lemunkálása is, de erre még nem láttam példát.
default6 nyilván a főorső csapágyak hántolására gondolt, nem a főorsóéra.
Mert annak - az egyirányú erők miatt szokása tojásra kopni - és azt nem lehet utánállítani. Ahogy meghúzod a csapágyat, már szorul a tengely, de még mindig van függőleges holtjátéka.
Ha a kenés rendben van, akkor ez hamarább bekövetkezik, mint hogy a főtengely elkopna vagy berágódna.
A főorsót nem szokták hántolni, hanem köszörültetni. Én már 3 gépem orsóját javíttattam így meg. Hogy miért nem hántolják? Pl. mert az első és hátsó futófelületnek egytengelyűnek kell lennie, mely szintén egytengelyű a tokmány illesztőperemmel. Honnan lenne etalon, amivel ezt hántolás közben ellenőrizni tudod? Másrészt a főorsók edzett acélok, nem könnyű őket hántolni semmilyen késsel. MUM.21 fórumtárs javaslatára motorjavító műhelyben főtengely köszörűssel köszörültettem az utóbbi kettőt, nagyon jó lett az eredmény. Ha sokat le kellett venni az átmérőből, akkor új csapágyat kell készíteni. Másik lehetőség, hogy fémszórással felrakatod a csapágyhelyeket az orsón, és utána az eredeti, vagy annál kicsit nagyobb méretre köszörülteted. Ekkor meg lehet tartani a régi csapágyat és hozzá hántolni a felújított orsóhoz. Ezt egy esetben csináltattam, jó lett.
A SZIM KART gyártott finomesztergákat, pl. EKM-200, melyek főorsója speciális kialakítású, ún. expanziós csúszócsapágyakban futott. Ez változtatni tudta az átmérőjét és nem szorult meg nagy fordulaton sem. A csapágyakat folyamatosan hűteni és kenni kellet, külön szivattyú nyomta beléjük az olajat.
Egyébként az autómotorokban mai napig használnak csúszócsapágyat, pl. a forgattyús tengely csapágyazására.
Úgy kell csinálni (most is), hogy először behántolod a főorsót, utána pedig az egész orsószekrényt hozzáhántolod az ágyhoz úgy, hogy a főtengely párhuzamos legyen az ággyal.
Az orsószekrénynek az ágyra felfekvő felülete sokszor eleve ki van könnyítve, hogy kevesebbet kelljen hántolni a párhuzamosításhoz.
Végül jön a szegnyereg, hogy egymagas (és koaxiális) legyen a főorsóval.
És persze mindenek előtt nem nagyon van értelme az ággyal való párhuzamosságról beszélni, ha az ágy nem egyenes, szóval annak a hántolásával/köszörülésével szokás indítani az egészet.
Ha pedig az ágy hántolva van, akkor jó eséllyel a szánt is hozzá kell igazítani...
Végül meg fogom próbálni az E1N t főorsót hántolni. Azt gondoltam leszedem az orsó házat és csinálok vmit állványt amiben tudom forgatni az egészet, hogy a csapágyak tetejét is kényelmesen tudjam csinálni. Vagy ez nem jó mert a tengely párhuzamosságát is ellenőrizni kell folyamatosan az ággyal? Mert akkor valahogy megis oda kell feküdni hogy alá birjak nézni. Hogy csinálták ezt régen?
Ennek (mármint, hogy a durva és a preciziós munkára külön esztergapad van) még akkor is van értelme, ha mindkettő ugyanolyan csapágyakon fut.
Nekem pl. van egy precíziós(abb) tokmányom, azt igyekszem kímélni, durva munkákra nem használom (persze ami az én gépemen "durva munka", az egy nagyobbon már simító forgásnak számít)
Van egy profi esztergályos ismerősöm, ő is azt mondta, a siklós a precízebb, finomabban fut... 30 éve esztergál, öreg gépei vannak, kb. 5 db, és az egy siklócsapágyast annyira kíméli, hogy alig dolgozik rajta, csak a legfinomabb munkákat... saját állítása szerint még a durva előmunkát is másikon csinálja, erre csak akkor megy át, mikor már csak mm-ek vannak vissza.
,,Sőt , régen a siklócsapágyas gép volt a pontosabb .''
Ez igaz, de úgy értendő, hogy a régi siklócsapágy a régi görgősnél volt pontosabb. Azóta a görgős csapágyak azóta rengeteget fejlődtek, míg a siklók semmit(*).
(Ez azért nem teljesen igaz: megjelentek a levegő kenésű siklócsapágyak (air bearing), amik a legpontosabb nagy fordulatú precíziós csapágyaknak számítanak manapság.)
A hagyományos siklócsapágyak különösen a nagy fordulatszámot nem szeretik.
Pl. a TOS MN80 kézikönyvében az van, hogy a főorsó játéka 0.01-0.015mm kell legyen, de ha tartósan a legnagyobb fordulatszámon (2000RPM) használjuk, akkor fel kell emelni a játékot 0.02-0.03mm-re különben besülhet a csapágy.
"Mindezeket nem érdemes az egyedi/különleges készülék/szerszám igény költségével keverni. Az természetes, hogy az egy darabos megrendeléshez hozzá tartozik."
Nagyon szerettem az MVE gépet, meglátszik rajta hogy a német VDF Boehringer V 5 alapján készült. A háború után kellett valami könnyen gyártható jó gép. Ennek mindegy mekkora fogást vettél, akár lángvágott anyagba is. Az elsők bronz főorsó csapággyal készültek max 600 fordulattal, és mechanikus kuplunggal és fékkel. A tied a 340-es már modernebb, görgőscsapágy, elektromos kuplung és fék, emelt fordulat. Sajnos mára nem nagy értékük lett, pedig ez a kb. soha nem megy tönkre típusú eszterga. Egyedi gyártásban, javító munkáknál hálás gép tudna lenni ma is. A 11kW talán túlzás, a 280-ason 7,5 kW motor volt, alacsonyabb fordulatnál csillagban lehetett hagyni, nem kellett a delta, úgy is bírta. Szerencse hogy az tieden az ágy nem kopott, mert annak a köszörültetését nem szívesen fizetném ki. Mekkora a csúcstávolsága a gépednek?
Ha melléd temetik, előtte zsírozd le, ha 500 év múlva kiássák a régészek hadd csodálkozzanak :-)))
A nagytételnél és multi beruházóknál másként működik. ott az anyag, gép nem tétel, csak az idő és (egyre inkább) a szakértő munkaerő. Tőkével, hitelből tényleg az van amit írtál (amíg össze nem omlik az egész kártyavár). Ha 10%-kal magasabb a termelés akkor mégegy gépet kap a munkás. Ismerem a rendszert. A kettő (netalán három) műszakos (közel 100%-os gépkihasználás) már csak úgy működik hogy éjjel egy portás marad bent.
amit leírtam pont reális lenne a kistételes megrendeléseknél, magánszemély megrendelőknél, speciális termékeknél. Mindent lehet helyettesíteni, lehet hosszú egy beszerzési idő, csak előre kell gondolkodni. A kisebb termék (megkapási) költség mindig megoldható többlet munka és időbefektetéssel, és pont ez ami miatt a kisvállalkozások nyereségesek maradhatnak.
De megint elkanyarodtunk a témától, nem akarok a piaci helyzetről témázni a szakfórumon
Nemrég megtudtam egy barátomtól, hogy a rokonságában van egy eszterga, amit már alig használ az idős tulaj. Talán E2N, de még felderítés alatt áll az ügy. Ő is szeretne tanulni rajta, talán le tudunk rá csapni.
közgazdasági oldalról ha a termelő eladó egy darab termékbe akarja beépíteni a speciális szerszám árát akkor az egyedi termékre olyan árat kap a vevő, hogy nem akarja megrendelni. Ekkor "listára" veszi a termelő a terméket megrendelővel együtt. Ha a vevő talál helyet ahol már nem kell az egyedi kellék 100%-át megfizetni (tehát kisebb árat kap) akkor lejelentkezik a listáról és megrendeli a másik helyen. A termelő eladó pedig ha a listáján összejön annyi függő munka, hogy érdemes megvenni a különleges szerszámot akkor felveszi a kapcsolatot a listás megrendelőkkel és mindenkitől bekéri az előleget amiből megveszi a szerszámot. Majd Legyártja (nyereségesen) az összes munkadarabot.
A fenti metódus a termelő eladók specializációjához vezet, mindenki más speciális szerszámokkal fog rendelkezni és a termelők és vásárlók is jól járnak. A termelők ismerik egymást és mindig ahhoz küldik a vevőt aki pont azzal foglalkozik amire a vevőnek szüksége van. (a kistételben termelőkről van szó)
Sajnos az emberek türelmetlenek ezért vannak azok a metódusok, hogy vagy egy termékbe van beépítve az ár (a vevő jár rosszul) vagy veszteségesen megy a termelés (eladó jár rosszul).
Másik lehetőség, hogy a vevő nem egy példányt rendel a termékből, hanem egy sorozatot (kisebb áron/darab) vagy több időben eltolt megrendelést ad le ugyanarra a termékre. A felesleget vagy eladja vagy raktárba teszi, de ehhez tőke kell és előrelátás, ami szintén ritkaság.
E1N főorsó átalakításról: Volt már erről régebben szó vagy itt vagy a sárga fórumon. Ki kell méregetni hogy milyen csapágy fér bele. Mivel eredetileg egy filc betét van a bronz csapágyban, és az orsóház alul nyitott, és a két ékszíj is itt fut ezért az első és a hátsó csapágynál egy-egy tömített részt hoznék létre, pl.: szimering beépítésével. Lehet olaj kenés, de meg kéne vizsgálni a zsír kenést is.
Fel kell fúrni az orsóházat, mert kúpos furat van bennük gyárilag a bronz csapágy részére. Na itt kezdődik a gond, mert ennek pontosan egytengelyűnek kell lenni a eredeti tengelyvonallal, (az ékszíjtárcsa két csapágya meghatározza) A leglényegesebb hogy párhuzamos legyen a főorsóház alsó síkjával.
Aztán a főorsót is át kell alakítani, megköszörülni a két csapágy helyét. Jó lenne előre kúpos furatú, állítható hézagú NN csapágat tenni, mint pl.: az E2N és E3N gépeken, akkor még kúposra is kell köszörülni a főorsót elől. És ez a csapágy elég drága.
Ehhez kell palástköszörű, az orsóház fúráshoz vonalbafúró, vagy vízszintes fúró-maró mű (horizont)
Ott látom a problémát hogy akinek vannak ilyen gépei azoknak már van modernebb esztergájuk is, ha mindezt a munkát ki kell normál áron fizetni akkor nagyon drága. Hobby szinten dolgozóknak ritkán van ilyen komoly gépparkjuk.
És a legfontosabb hogy alapos szaktudás sem árt, hogy a végeredmény jó legyen. Erről nemrég is volt több panasz...
Viszont jó lenne átalakítani őket, mert a kopott bronzcsapágy, nem biztosít merev pontos főorsót. Sokat javítana a gép pontosságán, használhatóságán, pl.: leszúrásnál Ebbe az egész csak akkor fognék bele ha a csúszó vezetékek jó állapotúak, mert annak a javítása talán még költségesebb, macerásabb.
"megtérülést egy-két munkán" Sp. szerszám, amiről tudjuk, hogy soha többet nem fog kelleni... Ha egyedi a meló, akkor az egy darabon kellene megtérüljön. Ilyenkor lehet egyezkedni, hogy képezze majd a megrendelő tulajdonát, stb. vagy jófejek akarunk lenni és a hosszútávú jó kapcsolat reményében veszteséggel elkészül vagy veszteség nélkül már azon az áron nem is kell foglalkozni vele. Befut egy pár ilyen "rövidtávon" ráfizetős meló és már fel is lett élve a vagyon.
A szerszámok, eszközök "kifizetése" egy érdekes kérdés.
Ha a közgazdasági oldalát nézzük, akkor a végén mindenképpen a megrendelő fizet ki mindent. (Valahol jogos, hiszen nem a vállalkozó akart alkatrészt rendelni unalmában... Ha hitelből van valami, akkor mindezt kamatostul kell érteni.) Ha tetszik, ha nem, ez van, hiszen az árakban mindig benne van pl. a gép/szerszám amortizációja is. (Ahol nincs benne, az az illető saját baja.)
Ezek egyedi gyártásban fokozottan kijönnek, a sorozatban azért nem látszik, mert "elkenik" x ezer darabra. De attól még így van, csak nem fáj azonnal annyira...
Szerintem egyszerűen az az ami nem mindegy, hogy a megtérülést egy-két munkán várja az emberünk, vagy időben szépen elosztva.
Mindezeket nem érdemes az egyedi/különleges készülék/szerszám igény költségével keverni. Az természetes, hogy az egy darabos megrendeléshez hozzá tartozik.
(Találkoztam már én is olyan vállalkozóval, aki azt mondta, hogy a bér x, és én adom/bérlem a szerszámokat... Mondtam, hogy ok, csak nem ebben a házban. :) )
"De amikor az itt említett példából kiindulva a villanyszerelő a ház bevillanyozására 100e-t kér naponta -ami azért valljuk be, kis odafigyeléssel meg tervezéssel nem egy agysebészet, szabványokat azért nem árt ismerni-, ott azért nyílik a bicska a zsebben. Pedig aztán nagy szerszámozottság sem kell mert a Parkside-os fúró-véső meg horonymaró a két doboz kéziszerszámmal elfér egy 1,5-2 milliós kisfurgon hátuljában."
Két emberrel számolva naponta nem is túlzás... Vállalkozás szinten még kevés is. Azért a Parkside-os szerszámok és a lepukkant furgon nem megbízhatóságot szakértelmet sugallja.
Vagy a megrendelő szerint tessék 3000/óra értékben kivitelezni mert nem agysebészet ez?
Az én szakim is csodálkozott, hogy ekkora a tűrés, de ha megszorul, akkor a főtengelyt is megrágja.
Más téma : valahol ovastam, hogy az E1N eszterga főorsóját át lehet alakítani gördülő csapágyasra. Tudtok erről bővebb infót ? Gyanítom nem csak arról van szó, hogy kiveszem a régi perselyeket és berakok két csapágyat :-)
teljesen eggyetértek!, aki nem szarral gurigázik, annak fizessék meg az aranygolyokat!! annális inkább, mert időt energiát és egyebeket, tett bele, hogy meglegyenek az "arany golyok" !!! én magam speciális dolgokkal foglalkozom (hegesztési területen) és elvárom, hogy a sokéves tanulást és, megszerzett gépparkot fizessék meg a megrendelőim! aki nem hajlando, vagy drágálja, annak hello!... nem tartok senki fejéhez pisztolyt, hogy én oldhassam meg a problémáját!
"kell is legyen egy nagy pontosságú szerszámköszörű." Egy köszörű nagyon kevés ehhez... Egy teljes üzemrészre (és szakember gárdához) lenne szükség a kielégítő végeredményhez, ezért szinte mindenki gyártatja a speciális szerszámait, olyan szolgáltatókkal, amik erre fel vannak szerelkezve. A menetfúró sem kivétel, ha valami miatt a megfelelőt a kereskedelemben nem tudják levenni a polcról. Még a csigafúrót megélezzük magunknak, de szériánál már az sem az igazi, mert bevonatolni is kellene...
Olyan is előfordulhat, hogy nem a műveletből fakadóan lép fel igény speciális szerszámra, hanem egyéb körülmények szerencsétlen együttállása miatt. Erre példaként hoznám legújabb agymenésünket, a 25,15-ös névleges átmérőjű telibefúrót (U-drill), mert ugyan létezik a névleges 25-öshöz külpontos befogóhüvely, amivel korlátozottan állítható a furat mérete, de az nagyobb méretű alaptestet kíván, ami tömegéből fakadóan nyírná ki a szerszámváltó-rendszert (gépet) idő előtt. A megrendelői igény - furatméret adott. Lehetne nagyobb gépen fúrni, nagyobb óradíjjal... A jelenlegi megoldás hosszútávon nem kifizetődő , hézagoljuk a kerületi lapkát - macerás méretet fogni, tökreteszi a lapkafészket, a csavart, a kopási folyamat alatt nem mérettartó, az idő előtti - mérettartás miatti lapkacserék miatt gazdaságtalan.
Szabvány tűrés nincs megadva. Az eredeti méreteket coll-ban határozták meg.
0.003"+0.002"/-0.0" x 25,4 = 0,076 +0,051/-0,00 mm
Nekem ezt egy környékbeli szaki csinálta meg ~2éve. Elmondtam, hogy mit kérek és úgy lett : "Nem probléma, majd csinálok hozzá befogót, meg kiórázom"
Nem emlékszem már mennyit fizettem, vittem mást is (szelephimbákat, difi perselyeket) de valami nevetséges összeget kért, szerintem 20.000Ft-nál nem volt több az egész.
(Aztán szerintem bejött neki valami nagyobb meló, mert alig bírtam elérni :-)
Van egy angol szaki, kifejezettem Minikre van ráállva. Ha elküldöm neki a saját(!) közlőkerekemet, akkor rak bele igazi DEVA perselyt és hozzá igazítja a főtengelyemhez.
150 GBP a szolgáltaltás díja (postázás nélkül persze) Mondjuk ez olyan lesz, amilyennek kell lennie.
Az illesztési hézagra egy tól-ig értéknek kéne lennie megadva vagy szabványos tűrésnek (méret-betű-szám). Abből derül ki mennyire kell pontosan dolgozni.
Egyébként szerintem ezt esztergapadon is és marógépen, kiesztergáló fejjel is meg lehet csinálni - bár van, aki szerint nem szabad nekiállni, ha nincs hozzá méretes dörzsárad ;).
Hadd tereljem egy kicsit szakmai(bb) vonalra a témát. Kíváncsi vagyok, hogy az alábbi munkát a hozzáértők hogyan, mennyi idő alatt, mennyiért csinálnák meg, valószínűleg nektek ujjgyakorlat.
Szóval adott ez a közlőkerék (1. fotón a kezemben), ami a mellette lévő főtengely végére van húzva. Két bronz perselyen* szabadon elfordulhat, amikor a kuplung ki van nyomva, amúgy a főtengellyel együtt forog.
A közlőkerék közepén egy köszörült felület látható, amin egy szimering fut összeszerelt állapotban. A lényeg, hogy mindennek egymással koncentrikusan kell futnia.
A feladat : a bepréselt, nyers méretű bronz perselyeket a főtengely átmérő +0,08 mm illesztési hézaggal kimunkálni egy menetben a fent leírtak figyelembe vételével. A tengelyirányú holtjáték 0,08-0,15mm lehet, de ehhez léteznek különböző vastagságú támcsapágyak, amikkel beállítható.
*Eredetileg a perselyek DEVA gyármányúak voltak, ami valami speciális szinterbronz(?) anyagból van, de csak nagy tételben lehet venni, irgalmatlan áron. Amúgy ez egy Austin Mini sebességváltó lehajtása. Ha szoros az illesztés, akkor a melegedő főtengelyre rászorul a közlőkerék és nem lehet váltani. Ha laza, akkor pedig a ferdefogazású fogaskerék nem fut megfelelően.
,,Azt azért fenntartom ,hogy ha valaki sokallja amit kér más ,keressen másik vállalkozót.''
Ez így van, egy vállalkozó annyit kér a munkájáért amennyit akar, olyan árazási stratégiát folytat, amilyet csak akar.
Magam csak azon lamentáltam, hogy van két tipikus hozzáállás:
Amikor jön egy feladat, ami valami "speciális" (valójában: olyan, ami épp nincs nekünk) szerszámot igényel, akkor mondhatom azt, hogy
(1) ez nekem egy kiadás, amit kitudja mikor tudok használni, fizesse csak ki a vevő.
vagy
(2) ez nekem egy egy befektetés, amit most megveszek, és ezáltal a következő hasonló munkánál versenyelőnyben leszek azokkal szemben, akiknek nincs ilyen.
Szélsőségesen mondva: első a lerablásra építő vállalkozói kultúra, ami itt Magyarországon az alapgondolkodás része, a második pedig az építkező magatartás, ami szépen megfigyelhető azokban az országokban, amik az elmúlt párszáz évben előrébb jutottak mint mi.
A kép persze árnyaltabb ennél, nem mindegy milyen a környezet, mennyi tőkéje van a vállalkozónak, milyen könnyen és milyen feltételekkel jut hitelhez (mi a közgondolkodás a hitelről és a hitelezőről) stb.
És nem mindegy, hogy milyen eszközről beszélünk. Van olyan munka, ami tényleg egyedi megmunkálószerszámot igényel. Pont ezért egy igazán jól felszerelt (CNC) üzemben kell is legyen egy nagy pontosságú szerszámköszörű. (Magyarországon vajon hány helyen van?)
De egy, a boltban megvehető, sorozatban gyártott menetfúróra ne mondjuk már azt, hogy az egy "egyedi, egy feladatra használható eszköz", bármennyire is speciális a mérete.
Az emuknak ügyes szerkezet a váltója, az esetek 90 százalékában néhány hézagoló alátéttel jól javítható, viszont kell pár perc mire megérti az ember a működés részleteit.
Lehet, hogy félreérthető voltam. Nem általánosságban mocskoltam az összes vállalkozót. Nincs CNC-m, valószínűleg mostanában nem is lesz, régi hagyományos vasaim vannak, egyelőre azok is inkább hobbi jelleggel mert más terülten keresem a pénzt de én is nagyon sokat költöttem gépre, szerszámra, anyagra mire nagyjából minden összeállt -persze sosem lenne vége-. Ezért amikor CNC Gururól mondjuk feltételezem -amúgy fogalmam sincs, ki ő-, hogy vett 20-30 millióért egy cnc esztergát, mégegyszer ennyiért egy marógépet, hozzájuk csavarkompresszort, hűtveszárítót, kutyafülét, egy rakás szerszámot, befogót, satut, szalagfűrészt, kissámlit, stb., ehhez vett vagy bérel egy csarnokot, fizeti a rezsit, a könyvelőt, cégautót, és ha én kitalálok valami egyedi baromságot, odaviszem, hogy csinálja meg, megértem, hogy nem 5000+Áfát fog mondani. De amikor az itt említett példából kiindulva a villanyszerelő a ház bevillanyozására 100e-t kér naponta -ami azért valljuk be, kis odafigyeléssel meg tervezéssel nem egy agysebészet, szabványokat azért nem árt ismerni-, ott azért nyílik a bicska a zsebben. Pedig aztán nagy szerszámozottság sem kell mert a Parkside-os fúró-véső meg horonymaró a két doboz kéziszerszámmal elfér egy 1,5-2 milliós kisfurgon hátuljában. Ezért kerül most már egy full fapad 100 m2-es egyszintes családi ház megépítve 100 millába, mindenki fél év alatt akar multimilliomos jazzdobos lenni. Bár nekem is az a véleményem, hogy az elkövetkező egy évben sokan vissza fognak venni az arcukból.
Megvették, felszámolták az árát és utána odaadták a menetfúrót. Erre a megoldásra még nem gondoltál?
Nem.
Én munkadarabot készítek el és erre adok árat. Ha ilyen probléma van mögötte (pl. 10-32-es menetmaró), akkor annak oka van és azt nem csinálja meg más dömping áron. Így vagy elfogadja az ügyfél az árat, vagy esélyes, hogy nem lesz aki legyártja neki. Az egyedi vagy kis szériás gyártásban pont ez a kunszt, hogy nem a főorsó órák/percek számából áll össze a számla.
Mondok egy példát. Ha kínai kvarcórát veszel, ott kilós áron kapod és költség alapú az árképzés. Ha egyedi, márkás holmit veszel, ott nem költség alapú az árképzés, hanem abból adódik, hogy te, azaz a vevő mitől vágod magad hanyatt.
Abban a pillanatban ahogy átcsap szériába a munka, ezek az egyedi tételek elkezdenek marginálisak lenni és dominálni a tényleges munkaóra. Na ezért (is) nem szériázok.:-)
...aki vécékefét tervez/gyárt, annak kötelező legyen otthon azt használnia.
Én is csak használtam sok bosszusággal de egy ideje (jó pár éve) vettem a Cserepes soron egy duplafalu inox jeges vödröt. (Rendes, vödrös fogantyú is volt rajta.) Tökéletes választás erre a célra.
Nekem EMU 250-es van. A vásárlás után elkezdett csúszni a dörzshajtás, vettem egy másik felújítottat. Már gondolkodtam rajta ha ez tönkremegy átalakítom frekvenciaváltósra hasonló előtét áttétellel. Egyébként szerethető kis gép. A forgásirányváltást nem a váltó biztosítja a motor vált irányt.
Az eredeti váltója(fokozatnélküli dörzshajtásos) gyakori hibaforrás. Ha az ékszíjas hajtást kiegészíti valaki egy frekvenciaváltóval, akkor jól használható hajtás lesz. Az orsóházon megvan a fogaskerekes lassító áttétel, így a kis fordulatok is nyomatékosak lesznek. Lehet fékezést is beállítani, menetvágásnál jól jön. Én nem alakítanám vissza az eredeti váltóra, pláne ha nem is adják hozzá. A gép állapota nem látszik eléggé a képekről, fontos a csúszóvezetékek állapota, mert az javítható legnehezebben. Amennyit látok, nem tűnik nagyon megkímélt gépnek.
Egyszer volt egy olyan megbízásom CNC forgácsolásra külső cég számára, hogy venni kellett egy spéci menetfúrót. Megvették, felszámolták az árát és utána odaadták a menetfúrót. Erre a megoldásra még nem gondoltál? Nem tudna mindenki kezdeni valamit egy menetfúróval, a de a munkahelyemen a műhelyben tudják hasznosítani.
Nincs váltó,nincs kuplung,nincs forgásirány váltás tehát menet vágás sem az eredeti váltó úgy 80000 körül van!Ennyiért vettem egy 1600-as gépet szerszámostól!
Hozzáteszem aki nem vállakozó, 90%-ban nem érti, hogy mennyi pénz egy üzembiztos gépparkot fenntartani, fizetni a csekkeket, legalább a legszükségesebb anyagokból raktáron tartani stb., csak annyit lát, hogy húúú, ha mondjuk 8000 az óradíj
Párszor már kiszámoltam, 2-3 éve jött ki az, hogy 10.000 Ft/óra alatt de facto, azaz pénzügyileg veszteséges a CNC munka. De ha kell, levezetem újra.
30 évet vállalkoztam, sose mondtam senkinek, hogy "kellett egy spec. lyukas 5 szögű torx bit, hogy levegyem a készüléked hátlapját, ezt fizesd ki" - valahogy nekem természetes volt, hogy az az én költségem.
Ha nem rakod bele a vállalási árba az extra szerszámozást (nem a szimpla szerszámkopást mert az már benne van), akkor tényleg csak veszteséget termelsz.
Ha valaki elvállal egy munkát, igen, legyen meg hozzá a felszerelése, vagy ne vállalja.
Elmondom, hogy miért nincs igazad. Ha igazad lenne, akkor a szerszámkereskedők Rolls Royce-szal járnának, közben kézzel sodort kubai szivart pöfögtetve. Miután kódisok ők is, ezért kikövetkeztethető, hogy 400 hosszú 8-as fúrót (és az összes többi méretet) nem tartom készleten, tehát a "hétköznapi" szerszámkészleten felül, csak véletlenszerűen van szerszámozottság.
visszatérve a fúróra, igen, megveszem, ha az ügyfél elfogadta az árajánlatomat, mert abban bizony benne lesz a fúró(k) ára. Ha nem kéne hozzá extra fúró, akkor tömegáru lenne, tucatáron számlázva, és a sarki nyugger drehás letolná neki 2.000 forintért, mert abból már megvan a söre a hétvégi pecázáshoz, a gépet 30 éve hozta ki a gyárból és az akkor hazahordott kések még mindig tartanak. De abban a pillanatban, ahogy 270 mélyen kell furat a tengelybe, már nem a kínai tucat áron megy a gyártás, hanem ez lesz az egyedi gyártás, az ennek megfelelő áron. És igen, meg fogja az árban fizetni az extra szerszámot is. Kérheti olcsóbban is, de úgy meg nem készül el, mert a sarki öregnél nincs ilyen szerszám.
Szóval már én is úgy vagyok, amit tudok, megcsinálok magamnak, inkább veszek eszközöket de ezt a mindenkinek könyörögni dolgot, hogy ugyanmár dolgozna-e nekem, meguntam.
5-6 éve vesződünk a konyhai lefolyóval, egyszer volt nálunk duguláselhárító szakember, mint kezd kiderülni, ő barmolta szét véglegesen a vélhetően hibásan összerakott lefolyót. Eközben vettem csőgörényt, az árát már visszahozta, mert legalább 6-szor használtuk azóta. Most ott tartunk, hogy ki fogjuk bontani a falat.aljzatot, mert szinte biztos, hogy szét van barmolva a cső. A szerszámokat (bontókalapácsa, stb.) már megvettük egy régebbi hasonló (fürdőszoba) probléma miatt, jönnek srácok megfizetve, de még mindig olcsóbb lesz mint a "szakember"-rel.
Igen, ha komolyabb munka van, inkább megveszem a teljes gépparkot is, csak meg tudjuk csinálni. Általában az első kanyarban jön vissza a gépek ára, amikor megint kell, már hasznot termelünk vele.
A szabadbölcsészek meg szépen várjanak a mester urakra és tejeljenek.
Jól érzékelem, hogy van itt egy piaci rés a kis/egyedi munkákat megbízhatóan határidőre elkészítő szakemberek tekintetében ?
Teljes mértékben. A gond -- ahogy már írtam -- ott szokott lenni, hogy a látszólag 10 perces munkára a 4-6 órányi CNC rezsióradíjat (ami az én "szegényházas" díjazásommal most 18.500 Ft+áfa) nehezen akaródzik kifizetni.
Ha cég lennék erősen megfontolnám a régi szoci gépek felújíttatását új géppark beszerzése helyett. 10.000 EUR árért nem lehet hasonló minőségű új gépet kapni, pl egy ZMM CU 325 új ára 23.000 EUR körül van. Munkahelyilakatosnak már javasoltam ezt.
Magánszemélyként hobbi célra erre nincs keretem.
Viszont nem csak a pénzen múlik, hogy egy-egy cég milyen munkát végez, fenntartom, hogy időnként a hozzáállással is baj. Nekem ez a tapasztalatom.
mindkettőtökkel egyetértek, én is pont az a típus vagyok aki maga végzi el. Az én "indokom" kicsit más, egyrészt eléggé jók a készségeim a kétkezi munkák területén másrészt úgy érzem csak akkor lesz igazán jó ha én magam végzem el a munkát (apámtól örököltem ezt a bogarat). Nem akarom magam fényezni, de pont a természetem miatt jutottam épp ide a forgácsoláshoz is. A fémmegmunkálás kezdtem két éve awi-val és most a gyalulásnál tartok (és állatira élvezem). Na én pl nem a gyári wckefe tartót használom, hanem lemértem a kefét vettem egy pont akkora kerámia kaspót.
A volt kollégám több éve mondta, hogy akkor már napi negyvenezerért toboroztak építkezésekre villanyszerelőt.
Azóta ez csak rosszabb lett. Nem csoda, ha napi száz alatt nem megy sehova, ugyanis amíg talál ennyiért melót, oda megy. Aztán ha akár a hónap felében nem adódik semmi, akkor sincs baj. Ekkora napidíjból a fél hónap alatt is összejön annyi, amiből el lehet karistolni.
Valami azt mondja nekem, hogy kábé tavaszra fog a tendencia fordulni, addigra úgy le fogunk kopaszodni, mint életünkben soha.
Tévedsz, nem "nem fogom fel" hanem nem fogadom el, ez nem ugyanaz. Nyilván ellenérdekeltek vagyunk ebben a vitában... azt áruld már el, hogy prototípus munkadarabhoz miért kell prototípus szerszám? :))
Ha valaki elvállal egy munkát, igen, legyen meg hozzá a felszerelése, vagy ne vállalja.
30 évet vállalkoztam, sose mondtam senkinek, hogy "kellett egy spec. lyukas 5 szögű torx bit, hogy levegyem a készüléked hátlapját, ezt fizesd ki" - valahogy nekem természetes volt, hogy az az én költségem.
na nem is lettem a vállalkozásból fél év alatt milliomos :DDD
Az egész probléma gyökere sztem az, hogy kevés a szakember - és emiatt igen nagy urak lettek :(( Kicsit viccesnek találom, hogy egy fél órás munkára 3 hetes várakozási idő van...
Nem akartam ezt forgácsolásra kihegyezni, gyakorlatilag minden szakterületen (ami igényel kézi munkát és némi hozzáértést) ez van.
Villanyszerelő vállalkozó barátom (egy beo-val) mondta, hogy olyan munkára, amin nincs napi 100 rugó, rá se mozdul... pedig valljuk be, 20 éve a villanyszerelő nem számított egy top szakmának.
> Szóval már én is úgy vagyok, amit tudok, megcsinálok magamnak, inkább veszek eszközöket de ezt a mindenkinek könyörögni dolgot, hogy ugyanmár dolgozna-e nekem, meguntam.
Teljesen egyetértek veled és én is utálom a kérincsélést. A legextrémebb példám a vállalkozó kontra magam megcsinálomra egy csőtörés javítása. Reggel induláskor észrevettem, hogy a vízaknában ömlik a víz, eltört egy könyök. Körbetelefonálok, aki aznap kijött volna az 50.000FT+ÁFA-ért szivattyúzta volna ki a vizet és szereli le a könyököt. A helyreállítás még plusz pénz.
Nem rendeltem meg, hanem a búvárszivattyúmmal kiszivattyúztam, vettem kb 300Ft-t egy könyököt, meg 700-900Ft közötti árért egy kis gázpalackot, mert a szomszédtól kértem el a gázhevítőtt, hogy a berozsdált menetet széttekerjem. Az egész megvolt 1000-1200Ft-ból. Igen-igen, volt búvárszivatyú, meg gázlámpa és villáskulcs, de azért egy 2 órás munkáért mondjuk 70EFt+ÁFA-t elkérni kicsit durva. A vízszerelés nem űrtechnika.
Én ahogy látom, a mai magyar átlagos vállakozói magatartás, hogy nagyot akasztani kevés munkával. Vállakozó vagyok én is ezért tudom, hogy milyen sok összetevőből adódik össze mondjuk egy óradíj vagy egy ajánlat egy munkára. Hozzáteszem aki nem vállakozó, 90%-ban nem érti, hogy mennyi pénz egy üzembiztos gépparkot fenntartani, fizetni a csekkeket, legalább a legszükségesebb anyagokból raktáron tartani stb., csak annyit lát, hogy húúú, ha mondjuk 8000 az óradíj akkor a jóember egy nap keresett 64e-t, aztán az megy is a zsebbe holott nagyon nem. Viszont visszakanyarodva a mondandóm elejére, az országban az elmúlt években sokan vérszemet kaptak, volt valami kis pénzük, indítottak egy vállalkozást aztán mindjárt milliókat akarnak keresni. Pénzt nem nagyon akarnak bele tenni inkább csak kivenni, nagy keservesen megcsinálják a munkát hosszas telefonálgatás után de utána aztán elérni... Szóval már én is úgy vagyok, amit tudok, megcsinálok magamnak, inkább veszek eszközöket de ezt a mindenkinek könyörögni dolgot, hogy ugyanmár dolgozna-e nekem, meguntam.
a tipikus vállalkozói magatartás valahol itt van: rühell befektetni, karbantartani, tartalék alkatrészt tartani, tervezni, ütemtervet készíteni, határidőre dolgozni, kiszámíthatónak lenni, ellenőrizni amit kap és amit ad, garanciát vállalni, ÉS hozzád igazodni. Egy dolgot imádnak: telefonálni és magyarázkodni.
A munkagépes aki órára dolgozik csodálkozik ha levonom azt az egy órát amíg a leesett lánctalpát pakolta vissza, az ebédszünetet, meg a két órát amíg hidraulikacsövet vett és cserélt. Egyébként keményen dolgozott.
A daruskocsis elhajt ha felteszem a kérdést, hogy akkor mikor is érne rá, mert "nagyon sok a munkája és nem tud időpontot mondani" "lehet hogy jövő héten ráér, de lehet hogy csak másfél hónap múlva"
A futár már indul vissza a kocsijához amikor megnyomja a kapucsengőt és 10 másodperc múlva még nem vagyok a kapuban. Van aki nem csenget, csak dudál és elmegy ha nem ugrok a dudára. Ezért már csak utánvéttel rendelek bármit.
A szélvédő javító csak annyit mond, hogy ha elreped akkor az nem az ő felelőssége. ha nem tetszik menjek máshova, ahol ugyanezt mondják, vagy felszámítják a szélvédő cserét repedéskor.
A nyílászárós prüszköl amikor 90% előleget kap és a maradékot nem kapja meg mert görbék az ablakok. Azt mondja, hogy konstrukciós hiba, de hát beépítés előtt nem tetszett ellenőrizni a kapott árut.
A BLM visszaküldi a hegesztőgépet, hogy nincs baja pedig az oszcilloszkóp mutatja, hogy a váltóáramú hegesztésnél a görbe eltolásnak nincs hatása és az impulzus hegesztéskor az első impulzus 3-10x hosszabb ideig tart mint a többi impulzus. És a futárnak fizetni kell a szállítási költséget vissza.
100 esetből 99-ben a határidő nincs tartva akármiről legyen szó.
Már tudok olyan kivitelezési projektről ahol ár nélkül állapodtak meg, és utólag fogják kiszámolni, hogy mennyit kell érte fizetni. és nem egy sufniról van szó.
stb stb stb.
Én csak azt szoktam mondani, hogy amíg az emberek megveszik olyan áron és olyan feltételekkel addig mennek fel az árak és a körülmények nem változnak. Nem akarok ezen pörögni itt a fórumon, és nem is fogok, de még forgácsolót sem láttam aki beírta volna a naptárába hogy mikor készíti el a munkadarabot amit megrendettem nála.
Ismétlem: megveszem. Csak fizesd ki a végén a számlát. Nyugi... nem lesz rajta a különleges, egyedi szerszám, nem lesz rajta az egyedi készülék, csak a munkadíj. 10 perces forgácsolás, 150.000 forint+áfa.
Ez egy tipikus magyar vállalkozó magatartás: befektetni rühell, a profitot meg várja.
Ugyanez a másik oldalról: Ez egy tipikus magyar ügyfél magatartás: befektetni rühell, a prototípust 1.000 darabos széria áron várja..
Erről az jut eszembe, amikor egy klímás egyszerűen új csatlakozót hegesztett anyám autójába, mert elmondása szerint a szokványos helyett valami fura japán dolog volt benne. Mi ezt akkor ráfogtuk a korábbi balesetet javító lakatosra (egyébként elég slendrián munkát végzett, szóval hihető volt, hogy "jóleszazoda" felkiáltással bekerült valami műhely sarkában talált alkatrész), de igazából fene tudja.
Ez egy tipikus magyar vállalkozó magatartás: befektetni rühell, a profitot meg várja.
Ez az ,,egyszer használom aztán soha nem kell'' is csak egy duma, amit már talán az iskolában tanítanak a leendő szakmunkásoknak (,,az előző szaki hú de elcseszte, drága lesz helyehozni'' nóta melkett). Az esetek 99%-ában nem szoktak ezek olyan extra speciális szerszámok lenni.
L. klímacsatlakozó. Igenis legyen neki csatlakozója minden nálunk előforduló autóhoz. Fektessen be ennyit. Ezért ő a szervízes és nem én.
a szerszámok, befogók, stb. árát is bele akarja tenni a munkadarabba... értem én, hogy arra is idő kell, de az megmarad...
Gondolkodj a másik oldalról.
Hoznak neked egy munkát, amihez kellenek olyan szerszámok, amiket meg kell venni, olyan felfogatók amiket le kell gyártani, és hiába marad meg, a szerszám nem kerül ki a fiókból újból 30 évig (például egy collos balos menetfúró), a felfogató tömb az nyers árban 10 kiló alumínium és 50.000 forint, de a munka végeztével (semmi másra nem használható) 10 kiló MÉH telepi hulladék, 5.000 forintért.
Ha ezeket nem számolod fel, VESZTESÉGES lesz a munka, még te fizetsz azért, hogy megcsinálhasd.
A klímás csatlakozóra pedig azt kellett volna mondanod, hogy szívesen kifizeted, de te veszed meg, a tiéd lesz, hiszen a te autódhoz kell ezentúl.
Tehát IGEN, ezért (is) van kevés egyedi gyártás, mert a vevő oldalon nem fogják fel ezt, hogy már pedig ez is a számla része. Benne vagyok egy prototípus gyártásban, az eddig ilyen módon felhasznált szerszámok, anyagok ára már rég meghaladja a milliót és fizet a megrendelő. Ugyanis csak így fog tudni elkészülni az első piacképes gyártmány, aminél értelemszerűen a sorozat és az addigra meglévő szerszámozottság miatt piszkosul más lesz a darab ár. Mármint jóval alacsonyabb.
Én kicsit fázom akkor, mikor a mester a szerszámok, befogók, stb. árát is bele akarja tenni a munkadarabba... értem én, hogy arra is idő kell, de az megmarad...
Azóta van rossz érzésem ezzel kapcsolatban, mióta a klíma szerelő rám számlázott egy spec. csatlakozót 6 rugóért (tizenéves történet), mondván, hogy vennie kellett, mert enélkül nem tudta feltölteni. Kicsit csodálkoztam, lévén az autó egy Opel Vectra.
Mindegy, kifizettem - de a spec. alkatrészt természetesen nem kaptam meg a munka végeztével...
Pénztárca nincs rá. Ismétlem, egy 10 perces forgácsolás is gond nélkül megvan 4 óra. Sokszor egy felfogató készülék tervezése, legyártása másik 6-8. Bőven 100.000 forint fölött jár a cehh, kevés esetben éri meg.
Mind a három pontban felsorolt cég komoly cég volt, akár még elismertek is a fő tevékenységükben. Számomra ezekből az esetekből az a konklúzió, hogy egyedi gyártásra nagyon nehéz jól dolgozó, megbízható céget találni, amely nem veszi félvállról a megbízást. Így be kell érnem a nagyobb cégekkel, akik ugyan felárral dolgoznak a sorozattermelésre szakosodás miatt, de legalább képesek és akarnak is jó minőségben dolgozni.
Azért vannak pozitív tapasztalataim is. Tudok jó síkköszörűs céget, fémszórással foglalkozó céget, palástköszörüléssel foglalkozó céget és most már fogaskerékgyártó céget is. Egyik sem olcsó, de legalább megbízhatóak és pár nap vagy hét alatt el is készül a vállalt munka.
1. Ez a leírás szépen mutatja azt is hogy a szóban forgó fogaskereket miért nem így kell legyártani. Nem árt(ana), ha a forgácsoló üzemek képesek (lennének) a munkafolyamataikat is a feladathoz igazítani. Sajnos ez nem annyira működik. Mindenütt ragaszkodnak a rutinhoz, az egyszer betanult folyamathoz. Az autószerelők is ilyenek: ha valami olyan problémával állítasz oda hozzájuk, ami nincs benne a javítási útmutatóban, meg vannak lőve. (Természetesen az összes eddigiekhez: tisztelet a kivételnek.)
Nem nagyon láttam Magyarországon jól (értsd: mindőségi (CNC és manuális) gépekkel, mérőeszközökkel és szakértelemmel) felszerelt, egyedi ill. prototípus gyártásra szakosodott cégeket. Ahova akár egy vázlattal, ötlettel vagy egy hibás alkatrésszel is oda lehet menni és ők legyártják. Pedig szerintem lenne rá igény.
2. Tetszik ez a mondat: ,,MINDIG elbasszák. MINDENKI.''
Édesapám konstruktőrként dolgozott sok évig. Sokszor cukkolom azzal, hogy mutatok neki használhatatlan termékeket(*),hogy lehet ilyet tervezni. Mindig kikéri magának, hogy a gyártástechnológus a hibás nem a tervező.
Szóval azt akarom mondani, hogy hülyék minden szakmában vannak - ahogy értelmes emberek is. (Na jó, van egy-két szakma, ami kivétel, de ne politizáljunk.)
(*) Kedvencem a WC kefe, amit ha felemelsz jön vele a talpa. Meg a pedálos-fedeles szemetes, amire ha rálépsz a pedálra, akkor feldűl az egész.
Én hoznék egy szabályt, hogy aki vécékefét tervez/gyárt, annak kötelező legyen otthon azt használnia.
Elhiszem amit írtál nem is panaszkodtam az ár miatt, nem voltam felháborodva. A fogaskerék gyártás folyamata némileg egyszerűbbnek tűnik a CNC megmunkálásodnál, de gondolom itt is vannak részek melyek átalányba vannak beárazva, ezért is annyi a végösszeg, amennyi.
Volt már olyan, nem is egyszer, hogy oké, megcsináljuk, akár számlával vagy anélkül. Helyenként az is nagy szó, hogy magánszemélyt fogadnak. Ezekből a következő eredmények lettek:
1. A mester elfelejtette, hetekig ült rajta. Nem szoktam telefonálgatni, de amikor 3 hét után felhívtam mondta, hogy mi történt, gyorsan megnézi. Megnézte és visszaadta, hogy szerinte a munkadarabbal nem kell csinálni semmit.
2. Másik helyen ugyan az a munkadarab (kis eszterga orsója): megnézi előttem,. gépen méregeti, megbeszéljük, hogyan fogja javítani. Telnek múlnak a hetek, írok neki, nincs válasz. Felhívom, még várjak. oké. Egyszer csak elkészül, megyek érte. Hát teljesen mást csinált, mit ami megbeszéltünk, otthon kipróbálom, nem lett jó. Mindezt számlásan.
3. Másik kis gép orsóján furatköszörülés: nagy komoly cég. Vezetővel megbeszélem, viszek rajzot, leírást. Pár hét múlva mehetek érte. Hazaviszem, megmérem, félreköszörülték. Remek.
Na ezekből van elegem, ezért inkább jó hírű helyekre megyek, ha már megcsináltatok valamit, és inkább kifizetem a magasabb árat, de legyen jó az eredmény, és pontosan az, amiben megállapodtunk.
Egyszer én is megkérdeztem az illetékes mérnökünket egy "női munka" alkalmával, hogy meg-e éri ez nekünk, megnyugtatott, hogy meg, bár azt is hozzátette, hogy nem akarta elvállalni, csak aztán mégis sikerült... :)
Csak találgatok, mi okozhat még plusz költséget egy egyedi gyártásnál.
Segítek...
Az időm drága, mert ha letárgyalom a munkát, a számítógépen ügyködök a tervekkel, annyi erővel a gép is mehetne szériában, tehát a rezsióradíj ide is vonatkozik.
- Megkérdezik, hogy meg tudom-e csinálni.
- Elküldik / elmegyek érte a rajzot, mintadarabot.
- Kérem a meglévő rajzot, testmodellt.
-- Tisztázom a modellen, rajzon lévő dolgokat. Ha a rühes CATIA-ból kapok rajzot, az külön 1-2 óra mire testmodell lesz belőle, ha nem túl nagy az alkatrész.
-- Ha friss tervezés és van nyűgös része, egyeztetek a tervezővel, hogy megéri-e neki egy funkció nélküli részen változtatni, vagy +2 óra gépidő...
-- Tisztázzuk a menetes furatokat, mert egy D5 az akármi is lehet, de még a 4,2 is lehet egy átmenő furat csavarnak. MINDIG elbasszák. MINDENKI.
- Betöltöm a CAM programba és kitalálom az előgyártmányt (az sem triviális mindig) és elkezdek szerszámkészletet összeállítani és pályát tervezni.
- Felszerszámozom a gépet (be és kiszedéssel minimum 10 perc/szerszám ha igyekszek)
- Felfogatások, pl. gépsatuk felszerelése, pozicionálás.
- Ha egyedi felfogatás kell, azt is megtervezni és ELŐTTE legyártani, maga a folyamat ugyanez mint a munkadarabé.
- Elkezdem a megmunkálást, lemegy 10 perc alatt. Elment rá egy egész délelőtt, azaz 4 óra.
- De csak akkor ilyen kevés, ha ezt menetből letoltam, és nem 2-3 napig egyezkedünk a rajzok fölött, nem kell külön elmenni alapanyagért és nem kell kiszállítani.
Nem akarlak idegesíteni, de a múltkor 6 darab A4-es méretű alumínium dobozt gyártottam le kb. 1 millió forintért és az ügyfél boldog volt és szeretne még... pedig én is csuklottam, amikor kijött az összeg. Igaz, az alapanyag ~400 volt ebből. Ja... azt is megvettem, azaz előfinanszíroztam a projektet. A tervezővel 3-4-szer futottam 1-2 órás köröket, hogy egyáltalán legyártható legyen. Az éves szoftverkövetési díjaim meghaladják az 1 millió forintot.
Ja... és mi is azért vettünk megmunkálóközpontot, mert nem hogy ennyiért, de egyáltalán semennyiért nem tudtam legyártatni sokszor a vackaimat, amik műszeralkatrészek. Megmondtam pedig az egyiknek, hogy csináld meg annyiért, hogy már mosolyogva csinálod meg, nem érdekel az összeg. És még úgy sem...
Ha egy gép csak úgy álldogál és egyenként visznek rá munkát, akkor minden egyes munkánál külön be kell állítani, majd újra és újra stb. Ha viszont termel valamit sorozatban, akkor ki kell vonni a termelésből, átállítani, majd visszaállítani. Ez megduplázza a beállítás költségét. Csak találgatok, mi okozhat még plusz költséget egy egyedi gyártásnál.
Két fogaskerék van egymásba préselve a nyakuknál. A furatot javítani nem lehet, hanem újat kell fúrni. A képen látható négy furatból csak kettő volt használva, tehát annak a fogasnak a nyakán, amire rápréselték csak két furat volt. Most 90 fokkal elfordítva fúrtak két másikat, miután rápréselték az újonnan gyártottat.
Több céget is megkerestem, ezek válaszoltak. Hogy mekkora a rezsióradíjuk nem tudom, de nem hiszem, hogy 5 órán át faragták ezt a fogaskereket. Professzionális cég, Tatán van a telephely. Legalább a minőségre nem lehet panasz.
A kis (de azért legalább 70 éves) marógépemre nem lehet felrakni a 106EFt-be bele férő, használt osztófejeket, mert túl nagyok. Olyasmit tervezek egyszer beszerezni, amit nemrég rajzon mutattál, de az bőven több, mint 106 EFt. A fogasnak az alakja speciális, az alábbi képeken látszik.
Korábban adtam fel hirdetést, hogy M=1.25, Z=60 fogaskereket vennék, de nem jött ajánlat. Ezért döntöttem a gyártatás mellett. Ez egy lakatszekrénybe kell. Még van egy helyenként megszoruló fogaskerék pár, szintén 1.25 modulú, de azokat már nem gyártatom. Egyelőre reszelől megigazítom a gyűrődést rajtuk, úgy is csak egymást gyűrik. Később, ha lesz osztófejem legyártom őket.
Nekem nics olyen kapcsolatom, ahol haveri árfekvéssel lehetne dolgoztatni. Meg hát az egész géppaprk kialakítási koncepcióm azon alapult, hogy kopott, de még egyben levő gépeket veszek, eredeti kialakításukhoz minél közelebbi állapotban. Ezeket nagyrészt saját erőből felújítom, itt elsősorban a lin vezetékek hántolására gondolok. Ez sok gyakrolással elsajátítható. Amit otthon nem tudok csinálni, az pl. orsók palástköszülése, fogaskerék gyártás. Nemrég muszáj volt egy darab 60 fogszámú fogast gyártatni, M=1.25. Az alakja kissé spéciális. Bruttó százhat ezerbe került. Nem azt mondom, hogy irreális, de a gép árának fele volt! És ez csak egy fogas. M=1.5 fogasokat vettem hozzá, azokat egyszerű lesz méretre alakítani.
Mert attól tartok, hogy túl nagyot harap és akkor elszúrom az egészet. Egyébként az volt a munkamenet, mint hántolásnál: jelölés, lemunkálás, simítás elköszörült felületű reszelővel, majd jelölés stb. A lemunkálás végeztem flexszel. Ehhez szinte a felülettel párhuzamosan tartottam a flex korongot, és enyhén hozzáynomtam ahol kék volt. De nem volt jó érzés csinálni, folyton azon aggódtam, hogy nehogy valahol túl mélyre menjek. Ennél sokkal nyugisabb a reszelés. Ott is ugyan ez a munkamenet, a reszelőt a lin vezetéken hosszában tolom. Több fajtát is kipróbálztam, jól bevált pl. a lácfürész kis lapos reszelője. Fontos, hogy a reszelő felülete sík legyen. Arra még nincs igazán jó technikám, hogyan fogjam meg stabilan a reszelőt, mivel nyél nincs rajta. Még kísérletezek vele, de összességében jól működik.
Kisflexel én se próbáltam, de a kicsi flexecskével (talán 70-80mm korongja van) már igen. Csak a felület mérete miatt az is nagy volt oda. De a multigép egy flexi szárral meglepően használható volt.
Ésszel kell használni, de ezt nem kell elmagyarázni nektek. :) Akinek a gyomra nem bírja (meg van megfelelő helye/ismeretsége ehhez) az vigye maróshoz/köszörűshöz hántolás előtt...
Nagyobb flexszel próbáltam (110-es korong), de azt nem merem hasznélni. A kis multim elég gyengécske, de valóban, láttam ilyet a jutúbon, a ruszkik pedig nagy flexel nyomják...
A korábban leírt kulcsot először reszelni akartam, ezért vágtam köracélból pogácsát. Az volt a terv, hogy reszelővel négyszögesítem a kört, majd visszahegesztem az eredeti hoszabb köracél darabra. Ekkor jutott eszembe, hogy láttam már vésést esztergán, ezért kipróbáltam.
A reszelésre visszatérve apám lakatosnak tanult, az egyik műhelygyakorlata egy villáskulcs volt, az egyik oldal 27-es, a másik 32-es méretben. Nagyon szépen ki van dolgozva, profin néz ki, ahol síknak kell lennie ot sík, a nyele ovális keresztmetszetű, profi munka, nagy becsben tartom és használom a műhelyemben.
A lin vezeték reszelés nem hiszem, hogy egyedülálló lenne, de saját találmányom. Folyamatosan ellenőrizni kell ezt is tusírléccel, aprólékos munka, de azért sokkal haladósabb, mint a hántolás. 0.5mm-t kellett lemunkálni egy keretes fűrészgép csúszó vezetékéből, hogy ne legyen elcsavarodva,
Utoljára #12 négyszögeket véstem így gépsatu hajtókarokhoz. (6p82 + vésőfej) A 8x8-as gyorsacélból köszörült négyélű vésőkés éppen elfért a 12-es furatban. A karcsú kés miatt nagyon nem kellett sietnem vele, de nem is volt benormázva (pl. 12min/db-ra)... :)
Sőt a reszelés is megkönnyíthető ha a tengelyfurat elkészítése előtt a retesz helyére fúrsz egy furatot. Ezután eldöntheted, hogy kireszeled sarkosra, vagy a kis terhelés miatt nem foglalkozol a dologgal és a reteszt kerekíted le.
,,A négyzet keresztmetszetű késedet egy lépésben biztosan nem lehet áttolni acélban egy furaton, mely átmérője közel megegyezik a kés élhosszával.''
Nem egyezik meg, hanem kisebb, szóval nem egy lépésben lesz az áttolás.
,,A magam részéről nem ajánlanám az olyan szerszámot véséshez, ami egyszerre a négy élen forgácsol.'' - (vaskukac)
Kisebb ez a kés, mint a készülő luk/furat, és egyszerre csak egy oldalt ill. sarkot munkálok (majd) meg vele, azt is több lépésben. Csak azért csináltam négy oldalasra, hogy ne kelljen forgatni a szerszámot.
Ettől persze gyengébb lett. Majd elválik, hogy beválik-e. Legfeljebb csinálok egy másik kést, ha ez eltörik. Ez úgyis csak kísérletezés.
,,Általánosságban azt megjegyzem a hozzászólásokat olvasva, hogy 1-1 darabnál - véső és gyalugép hiányában - sokszor gyorsabb, egyszerűbb, jobb négyszög/egyéb alakos reszelőt használni. :)''
Éppen meg akartam jegyezni ezt én is!
Néha egy-egy elejtett mondat egy tapasztalt embertől többet ér, mint egy másfél órás előadás.
Az esztergapadomra kellett cserekereket gyártani. Egy ismerősömmel (fórumtaggal ő is) beszélgetek, mondom neki, tök jó, megveszem a fogaskereket, leoldalazom a megfelelő szélességre, kiesztergálom a furatot, de a reteszhornyot sehogy se bírom megcsinálni. "Hülye vagy? Fogsz egy reszelőt és kireszeled!" - mondta. Hát basszus, ez nekem eszembe se jutott. És tényleg, negyed óra alatt megvolt és szép is lett - pedig nem vagyok egy gyakorlott reszelős.
Később persze, amikor több kereket csináltam, beszereztem egy nyomótüskét, de egy-két darabot gond nélkül ki lehet reszelni.
Nekem most a reszelgetés nem opció, mert zsákfuratot akarok csinálni.
Igaz, viszont nem mindegy, hogy 1-3 vagy 20 mm vastag anyagba kell egy vekony reszelővel szabalyos negyzetet reszelni. De peldaul nagyon kopott lin vezeteket reszelovel mar nagyoltam, majd hantolassal fejeztem be.
A négyzet keresztmetszetű késedet egy lépésben biztosan nem lehet áttolni acélban egy furaton, mely átmérője közel megegyezik a kés élhosszával. Viszont vésésnek is van alternatíváa, a hagyományos üregelés (broaching), itt egy szép példa rá:
A másik, hogy ha - jobb esetben - csak két lappal dolgozol, akkor meg az átló irányban erősen nyomott a kés, és szintén torlódik az anyag, ami megint csak törésveszélyes.
Általánosságban azt megjegyzem a hozzászólásokat olvasva, hogy 1-1 darabnál - véső és gyalugép hiányában - sokszor gyorsabb, egyszerűbb, jobb négyszög/egyéb alakos reszelőt használni. :)
Csak gyakorlás/kézügyesség kérdése, és egész hihetetlennek tűnő, dolgokat is meg lehet pontosan csinálni reszeléssel.
Nemrég készítettem egy négyzetes végű csapra (síktárcsa pofabeállító csavar vége) kulcsot 7mm-es élhosszra. Ilyen négyzet keresztmetszetű kulcsot ugyani sehol sem találtam, sőt, még üregelő szerszámban is csak 6-os és 8-as méretben, legalább is az újonnan kaphatók között. Ezért fúrtam egy vasdarabba 8-as lyukat majd egy köszörült késsel , mellyel egyszerre csak az egyik síkot vágta, az eszergapadon négyszögesítettem a kört. Persze a lapok nem teljesen síkok, de nem számít, mert a sarkok viszon jól sikerültek.
Azt nem ajánlom, hogy így csináld te is, de ha nincs véső- vagy gyalugépe valakinek, akkor ilyen fapados módszerrel is lehet esztergán négyzet keresztmetszetű lyukat készíteni.
Nem. A támolygó alaptest csillagászati árfekvésű, a bit még csak-csak. Csinálni sem egyszerű - ha jót szeretnél, a végén lehet, hogy drágábbra jön ki, mint a gyári.
A kos magától mindig lebillen egy kicsit, ha lefelé vésel akkor egy darabig alig visz, mert emelgeti a kost, majd egyszer csak egy nagyot harap, és akár el is töri a kést. Ha felfelé veszel fogást akkor az előfeszített kos szépen minden fogásra dolgozik. Ha ezt tudom akkor nem kínlódok annyit mindenféle ravasz "csúszótalpas" késekkel reteszhorony véséshez.
Miért akarsz nagyon szabályos négyszög lyukat készíteni? Úgyse látszik...:-)) Bőven elég ha mondjuk a lap egy harmada a vésett, majd egy harmad rádiusz maradék, majd megint vésés következik. Szóval cirka a laptáv és a csúcstáv közé félútra venném a furat átmérőt. Süllyesztés az kell a bevezetéshez, de ha zavaró akkor úgy lehet kalkulálni hogy a végén leesztergálod.
,,Két tapasztalatom megosztanám a véséssel kapcsolatban.''
Rám fér, köszi! (Egész konkrétan 0 db vésést csináltam eddig, csak gondoltam kipróbálom.)
,,Az első evidens annak aki ezt tanulta, szóval vésni lentről felfelé haladva kell,''
Ez pontosan mit jelent?
Kicsit jobban örülnék, ha egy befogásból meg lehetne csinálni, nem kéne forgatnom a munkadarabot.
Ahhoz meg mind a négy irányba kell haladni.
,,hogy ne számítson a kos nagyon kicsi de nagyon zavaró lógása.''
Szerencsére az enyémen a kosnak nincs "nagyon kicsi lógása".
(Jó nagy van neki.)
,,Egyébként pedig szögletes lyukakat jobb támolygó vésővel készíteni.''
Nem tudom 10x10-es négyzet esetén mennyire járható ez. Jó sok anyagot kellene egy fogásból leszedni a sarkokról.
Egyébként egy-két lukhoz felesleges külön eszközt csinálni: Ha a vésőtüske megvan, azt kézben körbe-körbe döntögetve kalapáccsal nagyon szépen bele lehet bele lehet verni a furatba.
Bár ez a golyós megoldás nagyon ötletes. Sokkal egyszerűbb. mint a szokásos ferde csapágyas rendszer. Ráadásul ez "önbeálló", míg az utóbbinál nagyon fontos, hogy a szerszám hossza pontosan klappoljon a szerkezethez, különben nem a tengely körül fog billegni. Cserébe viszont mindenképpen kell egy erős letörés a furat elejére, ami megvezeti a szerszámot az induláskor.
Két tapasztalatom megosztanám a véséssel kapcsolatban. Az első evidens annak aki ezt tanulta, szóval vésni lentről felfelé haladva kell, hogy ne számítson a kos nagyon kicsi de nagyon zavaró lógása. Az a kés ami befér induláskor a furatba az nagyon karcsú lesz a sarok vésésénél. Szóval valami edzett kör alakú anyagba kell egy betétkés ami egy sarkot munkál. Egyébként pedig szögletes lyukakat jobb támolygó vésővel készíteni.
Úgy kezdődött a dolog, hogy a múltkori eszterga "CNC" projektemen felbuzdulva most az osztófejet akarom elektronizálni. (Mégiscsak nem állapot, hogy 127 fogú fogaskereket nem tudok csinálni!)
Valami ilyesmire gondoltam:
Az elektronika megvan, a szoftvert pikkpakk megírom, ez az egy alkatrészt kell legyártani hozzá:
Igen ám, de ehhez kell 9 lukat fúrni, gondoltam itt az ideje, hogy csináljak végre egy tekerőt a marógép vertikál fejéhez. Valami ilyesmit:
A négyzetes furatot(?) először így gondoltam megoldani:
Aztán - egy életem, egy halálom - úgy határoztam, inkább kivésem. A kés hamar kés lett:
De ezt valahogy be is kell fogni a gyalugépbe:
Szóval itt tart a dolog jelenleg.
Nem is volt olyan könnyű legyártani, nagyon oda kell figyelni a műveleti sorrendre hogy ne szívja meg az ember, és még az állóbábot is elő kellett vegyem:
Viszont az elektronikus vezérorsó nagyon jól bevált, ez a menet is vele készült. Nagyon tetszik, hogy nem kell beszúrást csinálni a végén, meg nem kell "kikapni" a kést a végén, se mindig leállítani a főorsót és rükvercben visszamenni az elejére.
Mindenkinek csak ajánlani tudom! Szerintem az a léptető motor, amit használok egy rendes műszerész eszterga (E1N, E2N) vezérorsóját is simán elhajtaná.
Az én gépemen az előtolás is a vezérorsóval megy, arra is ezt használom most. Nagyon kényelmes a századra beállítható végállás
Gondoltam arra, hogy veszek még egy csapágyanyát és azt simítom párhuzamosra, de az a gond, hogy e közben is előre--hátra oszcillál a főorsó és ezt rámásolom a csapágyanyára. A csapágyanya lötyög a csapágy menetén, ha ráhúzom az orsóházra akkor rásimul a csapágyház síkjára, aminek merőlegesnek kell (-lene) lennie a forgástengelyre. Ha ez sem teljesül, akkor kifogytam az ötletből, hogy mit lehetne csinálni. Ha viszont ez igaz, akkor a kis difi a csapágyanya ideális forgástengelye és a felületének síkja merőlegességében nem számít (szerintem), tehát ha a csapágyanya két oldala párhuzamos, akkor alapvetően az orsóház geometriája határozza meg, hogy merőleges lesz-e a felület a forgástengelyre.
Az érem másik oldala, hogy ha nagy a difi a csapágyanya síkjának és forgástengelyének merőlegességében, akkor elhúzhatja a bronzcsapágyat, ami újabb probléma. Nincs ebben még elég tapasztalatom, első próbának a köszörülés látszik jónak. Ha ez nem redukálja az axiális mosgást 1/100 mm alá, csak mondjuk 2-3 századra, akkor megpróbálom a hasított menetes száras megoldást. Bízom benne, hogy így itárálva előbb-utóbb jó lesz.
Körülményes de nem lehetetlen, pl elkészítve a menetet letekered a csapágyanyát, és ha lehet egy szegnyereg támasztással helyettesíted, ( vagy ha nem elég akkor egyszer használatos, akár műanyag csapágyanyával lehet pótolni egy oldalazás idejére. )
Pontosítok: mindkét irányban van szerepe a csapágyanyáknak. Az orsón hátra ható erőt (és elmozdulást) golyós támcsapágy fogja fel, de annak az álló oldala csapágyanyára támaszkodik, a hézagkitöltés miatt pedig van még egy alátét is. Mind a csapágyanya, mind az alátét ék alakú, a csapágyanyában majd 1/10 mm az "ékesség" (minőségi darab, FAG vagy SKF)!. Az előre történő elmozdulást pedig a bronzcsapágy csapágyanyája és az orsón lévő menetre tekert csapágyanya, a kettő között pedig egy bronz korong egymáson elsiklása akadályozza meg. Itt minden szereplő ékes kissé, ezért forgás közben előre-hátra jár az orsó 6-7 század millimétert és egy ponton meg is szorulhat, ha csökkenteni akarom a holtjátékot.
Hát köszönöm a felajánlást, írok majd privátot. A felhasított anyás megoldással az a gondom, hogy igen, természetesen igazad van, de mindkét potenciálisan használható eszergámnak ugyan az a baja: az orsók axiális mozgását csapágyanyák korlátozzák az egyik irányban, és pont ezeket kéne javítani.
Ha nem találsz igazi köszörűst akkor Fóton lesimíthatod őket nálam, egy szerszámélezőn, mondjuk egy tábla csokiért. Viszont az anyát talán egy egy befogásban készített vasdarabra esztergált hasított menetre kellene feltekerni és beoldalazni, mert mit ér a köszörült felület ha nem merőleges a menetre?
Keresek síkköszörűst Pilisvörösvárhoz minél közelebb, valamint észak Budán és Pesten vagy felfelé a Duna mentén haladva valemelyik településen. Pár darab 40<d<60 átmérő tartományba eső csapágyanyákat és alátéteket kéne köszörülni. Természetesen nem ingyen gondoltam.
Tök szívesen segítenék neki amúgy, mert szeretek bütykölni, rá is érek, meg legalább tanulok belőle. A bökkenő, hogy nincs helyem. A saját autómat az udvaron restauráltam :)
Félreérted : a saját autóit kéne javítgatnom :) Ő ilyen gyűjtögető típus. Pl. egyik Fiat Pandáról át kéne tenni a forgalomképesre a vászontetős tetőlemezt. Satöbbi.
De nem akarom elvinni a témát, úgyhogy ennyit erről.
Amit tanítanak ma karosszéria lakatos témában , annak szerintem nem sok köze van egy öregebb autó lakatolásához .
Az öregebb talicskák eleve gazdasági totálkárosak . Az gazember valószínűleg aki arra próbál rávenni hogy veszteségre dolgozzál . Sajnos van ebben tapasztalatom .
Gondolom elem cserét , az új ragasztott ,esetleg alu dolgokat tanítják .
Ami a köznyelvben "lakatolás " az vagy restaurálás vagy gányolás .
Ha megcsinálod és közzéteszed ,akkor itt is fognak jönni avval ,hogy hogyan viselkedne egy törésteszten .
Én meg azt kérdezném hogyan viselkedik egy huszadik évéhez közeledő ,szétrohadt valami ,javítás nélkül .
No , felvetetted a témát , nem idevaló ,de azért írtam .
Próbálom abbahagyni a kasznikat , de erőszakoskodnak , keményen kell fellépni hogy hagyjanak már békén a szarjaikkal !
Na igen, csakhogy van egy másik mondás is: "Lakva ismeri meg az ember a másikat". Hiába nézed meg a gépet, ha nem vagy tapasztalt, vagy nem ismered a kiszemelt típusnak a gyengéit, akkor így is kiderülhetnek hibák utólag. Használt gépet (és autót) venni mindig lutri.
Mondjuk a cimborám tavaly csinált végig egy karosszéria lakatos képzést, hasonlóan "laza" tempóban. Most meg engem próbál rávenni, hogy lakatoljam az autóit :-)
Az esztergályos-marós videói szerintem rendben vannak - bár egy-két megkérdőjelezhető manőveréről már voltak itt viták.
Az utóbbi időben viszont egyre nagyobb hülyeségeket csinál. A két legutolsó tisztogatós videója kriminális.
Ez a konkrét gépvásárlós videó szerintem nem rossz, talán csak az a baja, hogy egyetlen esztergapadot látunk benne (a sajátját), ami tényleg tip-top állapotban van.
Ilyen géppel vagy nem fog találkozni a vevőjelölt, vagy egy kisebb esztergapad esetében is 3M felett lesz az ára.
OKJ és hasonló is lutri, én 2 évig jártam esti iskolában az új képzési rendszer Gépi és CNC forgácsoló képzésére. Jelentős időpocsékolás volt csak, a gyakorlatot vezető tanár mindig ugyanazt a feladatot adta ki kis változtatásokkal, lényegében lépcsős tengelyeket esztergáltunk vagy téglalapra martunk síkot 1,5 éven keresztül. OKJ rendszerben más helyre jártam klímaszerelő képzésre, a vizsgán láttam először klímát, pedig minden gyakorlaton és elméleten ott voltam.
El tudjuk mondani mit nézzél ha mégis veszel. Viszont valószínűleg a kinézett gépnek is ugyanúgy rossz lesz a főorsója, az eladó csak megvonja a vállát es nem enged, árulja ugyanannyiért. Az Eger környéki hirdetésekkel vigyazz, az mind ugyanaz a gépnepper.
vigyázz kolléga, mert megsértődnek a szakik. :) Valóban nem tűnik annak amíg el nem kezded, és van akinek ez az élete. Majd neked is jönnek a gondok.
Én is olyan kezdő vagyok mint te, csak egy lépéssel vagyok előrébb. Én pl nem tudtam felmérni, hogy milyen nehéz pontos mérethez közelíteni a munkadarabot. egy tizedmilli, vagy egy század volt?. és már el is bas*tad.
Vagy amikor valami apró baja van a gépednek és (első) bekapcsoláskor berág egy fontos alkatrész. Na az baromi szívás, nekem is volt hasonló, de szerencsére meg tudom javítani.
Mindenesetre hajrá, én is a hegesztéstől kanyarodtam ide. Azért gondold végig, hogy tényleg termelni akarsz-e mert hobbiba belerakni indulónak 1,5-2millát, merész ötlet.
Épp akartam kérdezni, hogy az E1N mennyivel gyengébb, mint az E2, mert van 1-2 hirdetés számomra szimpatikus áron. Elkapkodni nem fogom és még azért a körülményeket tisztáznom kell.
Majdnem beiratkoztam egy 10 hónapos OKJ tanfolyamra, de mire elhatároztam betelt a létszám :)
Sajat lovam E1N de nem vennék már azt. Nem véletlen fejlesztették tovább. Nekem legnagyobb hátrány a bronz foorso csapágy ami hántolásának neki se merek állni. Sokkal egyszerűbb lenne megvenni két jó preciz csapágyat készen, akár 60e ert is. Vicikvacak kinai cerkahegyezőkkel tudnak rendes acélokat leszúrni, nekem meg a sárgaréz után a következő leszúró szerszám a flex.
Másik a vonóékes előtoló hajtómű,.biztosan lesz vele baj.
Az elotolás végállás kikapcsoló megoldasa szintén vicc.
Mindenki a saját lovát dicséri, nekem pl nagyon jól bevált hobby célra egy jó állapotú E2N gép. Néha ki lehet fogni egyet egyet de nagyon elszaladtak az árak. Amivel még kalkulálni kell, az az hogy a felszerszámozás, tokmányok, kések, mérőeszközök nagyjából annyiba kerülnek mint maga a gép.
2) Repülőgépész-technikus a végzettségem, bár sajnos nem dolgoztam a szakmában. Tavaly előtt csavarig szétszedtem és felújítottam egy oldtimert. Közben megtanultam hegeszteni autodidakta módon és ki is lakatoltam. Meg amúgy szoktam fúrni-faragni ezt-azt. Ez már számít valamit ? :)
2) 3x16A van a házban. Hely az kérdés, de elvileg/talán lehet 2db 9-10nm helység, amit használhatok
Nos előbb el kellene egy kicsit gondolkodni hogy mit akarsz esztergálni. Pl van kézitáskában elférő precíz órás eszterga, kínai ceruzahegyező, műszerész padok, illetve több tonnás komolyabb gépek is. Nem mindegy mit akarsz.
Ha semmi fémipari gyakorlatod sincs, akkor a dolog veszélyes is lehet, az órás gép is lekapja a körmödet, a nagyobb masina simán felteker.
Mekkora műhelyed van? Van e 3 fázis?
Szakirodalmat, sokat, tőlem tölthetsz le, de a lista szerver karbantartás miatt éppen nem érhető el. Ha írsz egy mailt elküldöm.
Egyébként a tipikus az, hogy veszel egy gépet elkezdesz farigcsálni, majd gyorsan lecseréled, szerzel egy kis rutint és harmadik gépnek olyant veszel ami már sokáig kiszolgál. ( Nálam ez így volt )
Igen, az én gépeimen is vannak ilyenek. Az egyik csavarról a kereskedő azt hitte, hogy utolag rakták bele a törött gépasztal összefogására. Szétszedés után kiderült, hogy nem, hanem az is olajozási pont.
Fejembe vettem, hogy meg kéne tanulnom esztergálni, egyelőre hobbiból. Csak azt nem tudom hol kéne kezdeni : venni egy esztergát és gyakorolni vagy szakirodalmat olvasni ?
Egyáltalán mit kell nézni gép vásárláskor ? Satöbbi.
Egyelőre a "Gépműhely" YT csatornai filmjeit nézem sorban, ezek alapján egyáltalán nem tűnik varázslatnak a forgácsolás.
Most rakom össze (csomagtartóba darabokba hoztam haza), de amint egyben van a masina majd készítek pár fotót, és felrakom ide a fórumra.
Közben ahogy tisztítgatom lassan előkerülnek az olajozó furatok. Nem olajozó szemek, csak egyszerű furatok ahol be lehet csepegtetni egy kis olajat a csúszó, forgó, surlódó részekhez.
Az ME1000 marogépemen a Z irányban felfele elég nehéz tekerni. Nem lehetne a térd alá vmi spirálrugót tenni ami legalabb a ketharmada súlyt megtartaná? Nem kopna a menetes orsó se annyira, precizebben lehetne adagolni elotolást, stb. Gondolom nem én találtam fel a spanyolviaszt, meg oka van hogy ilyen, de miért van ez így? Vagy fel tudná emelni a szerszám az egesz térdet ha ki lenne egyensúlyozva? Radikális fúrógépeknél pl van ellensúly.
Először is megkérhetlek, hogy tegyél fel pár képet a gépedről, ezt kíváncsiságból kérem. A gépparkom nagyrészt régi >60éves gépekből áll, nekem ezek tetszenek.
Az olajozásra rátérve ha abból indulok ki, hogy a régi esztergáimon és marógépemen mindenütt olajozni kell, akkor valószínűsítem hogy nálad is. Ennek egyik jó oka lehet, hogy az ismétlődő olajozással le is mosod a rászálló fémport, ami a zsírba beleragadna.
Szerelek össze egy (szerintem) nagyon régi, egyszerű felépítésű marógépet.
A szánoknak csak kézi meghajtása van, a főorsót ékszíj hajtja.
A szánok csúszó felületeit olajozom, de arra gondoltam, hogy a menetes orsókat, bronz anyákat, az orsókat megvezető furatokat nem lenne inkább jobb zsírozni?
(Elnézést ha ez mindenkinek evidens de én vagyok szakmabeli, csak egy lelkes hobbysta.)
nem tudtam, hogy az angol könyvek ennyire meg vannak becsülve, belinkelem amiker még találtam, mégha könyvnek nem is igazán nevezhetőek. hátha valakinek jól jön
A jobb oldali csavar az egy retesz fészekhez hasonló bemaráshoz csatlakozik, nem fogja meg erősen a késtartó billegését csak a mozgástartományt határolja, ez volt a fejen gyárilag.
Alul levő rugós csavar az vagy hagyja a lapot szabadon mozogni vagy egy rugóval rásegít a lap visszatolására.
A felső csavar viszont fixen rögzíti a lapot. Ezt reteszhorony vésésnél szoktam használni.
Igazából csak egy fix rögzítés és egy valami súrlódó betétes késkiemelő kellene, de ezt az utóbbit még csak tervezgetem.
Még nem terveztem menetet készíteni a kosfej oldalába de látom szükség lesz reá. Viszont a homlokán mi célt szolgál a két csavarral rögzített valamik? A felső olyan mintha a billegést gátolná, bár látom a jobb oldalon megvan az erre szolgáló szerkezet.
Az enyem egy kicsit máshogy néz ki. Az asztal alátámasztást irígylem nagyon. A léptető is hiányzik mert épp javítom. Sajnos a saját kulcsa is elveszett, azt is kell készítenem egyet, de egyébként elég jó állapotban van.
A marógép horizontál orsó védőkupakjának a szorítója. ( A gyári kupak hiányzott ezért készült egy másik, és a bajonett záras rögzítést körülményesebb lett volna elkészíteni. Egy méh telepi törött szívarköszörű egyik oldali csapágyházából készült )
Nekem egyfajta házi szabvány egy D16 henger van átfúrva és egy M8 csavarral felfogva a késtartó oldalára. Hasonló módon van D16-os tartóm a marón, köszörűn, esztergán.
A szögtapintó hogyan van rögzítve? Sajnos a fejen nincs hely a mágnestalpnak. Jobbára a késtartóba fogható tartót készítettem de az leginkább a gépsatu beállítására alkalmas. Ezzel csak az a baj hogy cserélgetni kell a kést és a tartót.
Segítséget szeretnék kérni. Keresem a Tervgazdálkodási Könyvkiadó Vállalat által 1951-ben, kis mennyiségben megjelentetett "Az E1N pontossági nehézműszerész eszterga időszakos ellenőrzése és karbantartása" című füzetet
Valószínűleg ott van a baj, hogy router szinten blokkoltam a google analytics-et és ezért ezek a kiváncsi weboldalak nem igazán működnek. Mivel már tudom, hogy az én gépemnél van a hiba és a file létezik, megpróbálom majd céges gépről.
Ne haragudj de nem küldöznék külön senkinek sem könyveket. A statisztika szerint napi 20..30 könyvet töltönek le az olvasók, így remélem ez sikerül neked is. Esetleg írd meg hol akadsz el, hol kapsz hibaüzenetet.
egyébként volt olyan könyv ahol hajmeresztő dolgokat írtak, mert akkor ugy-e ez bevett technológia volt és megvenni 26 féle kést nem volt probléma, most pedig megvehetem a 10% kobaltos hegyet rozsdamentes acélhoz, ha valahol le lenne írva, hogy nem túl rideg.
Köszi a gyors választ , A tokmány vonalon már találtam is 125 öst eladót állítólag jó állapotú.
A hossz szán igazából a hátsó prizmán tud emelkedni 1-2mm-ert. ezért a mozgása kissé olyan ha be fogok egy anyagot és neki eresztem a kést akkor az egész késtartó szerkezet remegni kezd és azt látom hogy a kés (olyan billegős) miatta.
Szia! Erre a gépre a 125-ös tokmány való inkább. Fel lehet alkalmanként tenni 160-ast is ha olyan nagy átmérőjű munkadarabot szeretnél befogni. Nagyobb átmérők termelékeny megmunkálására nem ez a gép az ideális.
A hossz szán melyik irányban kottyan amit javítani szeretnél?
harántgyalu késre vonatkozóan szeretnék kérdezni. Egyenlőre nem tudom a rendes terminusokat ezért kép segítségként
A forgácsleválasztás elméleteit még csak tapogatom. A fenti nagyoló kés formát hoztam össze az olvasott irodalomból. Egyszerűség kedvéért csak ezt az egy típust kérdezem.:
- a 2°-nak jelölt felületek valóban "hátfelületek" tehát gyalunál minimális szög elég
- A 15-20°-nak jelölt szögek megfelelők?
- a ?-lel jelölt csiszolásra szükség van? és ha igen milyen mértékben? volt ahol nem írta, volt ahol igen, de hogy pontosan mi az és minek kell azt nem írták le sehol korrekten.
- Van ahol a késtartó megdöntésével érik el, hogy a B él ne merőleges legyen a munkadarabra, van ahol azt is becsiszolják "V alakban" de szerintem ez felesleges.
Előre bocsájtom nem vagyok forgácsoló szakember,csak egy lelkes amatőr,aki itthon próbálja megkönnyíteni a saját dolgát.
Így ha olyat írok ami nagyon érthetetlen ezt nézzétek el nekem :)) Köszi.
Vettem egy Matuzsálem KART E1 - 500 Esztergagépet.
Van jó és rossz dolog is ebben. A rossz hogy nem tudom alkatrészt hol lehet beszerezni ha kell .
A jó: ez egy békebeli jól meggyártott masszív kis eszterga.
A késtartószán,és a keresztszán állítható ha kopik lehet szorítani csavarral,de a fő (hosszszán) nem látom sehol hogy állítható szorítható lenne.
A prizmák egyenletesek,kivéve az elejét ahol a tokmány alatt kivágtak egy darabot belőle (gondolom azért hogy valamit el bírjanak munkálni benne ami nagyobb volt mint a gyári lehetőség)
A motorja egy 3fázisú 1400W os és 1400 as fordulatú motor.
(amit én egy Omron varispeed V7 Frekvencia váltóval használok 1 fázisból csinál 3-at 3 x 230volt alapon. így a fordulatot is tudom szabályozni. )
A kérdéseim:
1: most egy 125/3 as tokmány van rajta, ezt lehetne 160 asra cserélni? el fogja bírni a gép?
esetleg ha valakinek van eladó valami emberi áron akkor érdekelhet .
4 pofás tokmány is érdekelhet 125-160 asig.
Aztán a 2.kérdés: A hossz szánt hogy tudnám javítani ? mármint hogy ne kottyanjon.
Kösz, hogy fárattál vele, de itt van egy rugó készítő, csináltattam 4 variánst, valamelyik majd' jó lesz... ami érdekes, hogy az itt csinált 1,8-as (uolyan hosszú) kicsit gyengébb, mint a gyári 1,6-os...kicsit ritkábbra kellett tekerni, úgy lett kb. jó - de sajna nem 100%-os eredmény :(
A német, eredeti 20 éves rugó jobb, több szempontból.
PCP, vagyis pre charged pneumatic, azaz levegővel előre megtöltött.
Van egy (esetemben) 160 bar-ra töltött nyomástároló tér, egy benyomós szeleppel. Ezt üti meg az emlegetett rugóval gyorsított kalapács, és ettől kinyit egy pillanatra, és kilövi a lövedéket a csövön át. Faék eccerű elv...
A rugó erejétől függ, mennyi ideig lesz nyitva a szelep, azaz mennyi levegő áramlik ki. Minél több, annál nagyobb lesz a sebesség, adott határok közt persze.
Sztem a kérdés, hogy hány %-al kell növelni a sebességet, durva közelítéssel ennyivel kell növelni a rugó állandót, ami megadja, hogy egységnyi összenyomásra mekkora rugóerő keletkezik (az összenyomás 4mm, konstans). Ki tudod számolni akár online kalkulátorral több variációra, kéne tudni a menetszámot (a dolgozó menetek számát és a hasznos hosszt). A rugó rövidítésével nő a rugóállandó, de csökken az összenyomhatóság (és a szabad hossz).
a 2. úgy értve, mikor össze van nyomva működés közben.
Egyfajta légpuska tuning, ez nem titok, de a téma inkább gépész, mint hobby légpuskás tudást igényel. Precízen kell beállítani egy adott sebességet, versenyre - jelenleg alatta van a megengedettnek 20 m/s-al, és ezzel ezen a szinten (EB, Csehország) már nem vagyok versenyképes.
Duplex rugó jöhet szóba, amit a meglévő belsejébe teszel - akár előfeszítve. Ellentétes irányú csavarása legyen. (Nyilvánvalónak látszik, hogy csavarrugóról van szó.)
Van 4 mm rugó utad. Az egyik lehetőség, hogy beraksz egy 1 mm vastag acél gyűrűt, ekkor lesz 3 mm rugóutad és egy előfeszített rugód. A másik, hogy le is vágsz belőle, de akkor még jobban elfogy a rugóút, és ezt te sem szeretnéd.
Értem én, hogy ez valami ártatlan modell autó projekt és nem légpuska tuning, de azért lehet mégis érdemes volna a légpuskásoknál tudakozódni, hátha az ottani szaktudás kamatoztatható nálad is.
Adott egy 50 mm hosszú 10 mm külső átm. és 1,6 mm anyagú rugó. Az erejét kellene növelni kicsit. Vastagabb anyag, nagyobb átmérő nem fér el, előfeszíteni sem lehet.
Mivel a rugó útja csak 4 mm, megoldás lehet, ha levágok belőle, és a hosszt egy acél közdarabbal pótolom?
Elvileg ilyenkor erősödni kéne neki, hisz rövidebb és nagyobb előfeszítést kap. Csak kb. 5-10% plusz kéne.
Szia, nekem ilyen van csak nem az A valtozat (FP3NC), én nagyon szeretem, vezérléshibásan vettem, kb. ennek az árnak a feléért, de könnyen meg tudtam javítani (igaz villamosmérnök vagyok..) Teljes szervizdoksi elérhető hozzá a neten. A németeknél nagyon népszerű..
Segítséget szeretnék kérni. Keresem a Tervgazdálkodási Könyvkiadó Vállalat által 1951-ben, kis mennyiségben megjelentetett "Az E1N pontossági nehézműszerész eszterga időszakos ellenőrzése és karbantartása" című füzetet.
"Igazából nem szeretnék kísérletezni semmilyen mosófolyadékkal..."
Ha NEM SZERETNÉL KISÉRLETEZNI.... Akkor most mi a kérdés..???
"....ami már bevált eddig itt valakinek..."
Többen írtuk hogy a trisós víz helyett, ott van a Brigéciol, vagy a hideg zsíroldó alkalmazása, ezek a szerek elszappanosítják az olajszármazékú szennyeződéseket, tehát semmilyen olajos trutyi nem kerül a lefolyóba...
"...(úgy mint az emulzió meg a szánkenő) azt elfogadom és kipróbálom."
Valaki aki nálam jobban gyakorlott meg tudja mondani hogy a kisRákosi marógépen ezek az illesztett szeges négyzetes blokkok milyen célt szolgálnak? Szerintem semmi nem ér hozzá, semmit nem vezet meg, semmit nem kapcsol.
A kép nem az én gépemről készült, de az enyém is ilyen.
Általánosságban azért a "nagy büdös vasak" amiket mosogatok ténylegesen fémből vannak így nem érinti az hogy megeszi-e a műanyagot.
A korróziótól első körben nem tartanék mert bármi van féktsiztítóval úgyis átfújom az alkatrészt a tisztítás végeztével, és tán meg is olajozom ha olyan.
Igazából nem szeretnék kísérletezni semmilyen mosófolyadékkal, ami már bevált eddig itt valakinek (úgy mint az emulzió meg a szánkenő) azt elfogadom és kipróbálom.
Ha már törlés: a sok- vagy összevissza bordás alkatrészeket elég nehéz törölni. Ezeknél érdemes használni levegős lefúvópisztolyt. A vizet elég hatékonyan kifújja minden szegletből.
37955. hsz.: ,,Ja, és a Brigéciol is le tudja szedni a festéket.''
30909.hsz.: ,,Megette a brigéciol a műanyag alkatrészeket.''
Egyébként meg szerintem nincs benne korróziógátló adalék, tehát - ahogy az a vizes lemosókhoz illik - magában hordozza a rozsdásodás veszélyét, ha nem lehet rendesen szárazra törölni az alkatrészt.
Abban, hogy a gyártó tanúsítja, hogy az eszköze használható egy adott kategóriába sorolt tűz és robbanásveszélyes helyen.
Az eszközön megfelelő jelőlés van, írásos tanusítvány is van. ( ATEX ) És természetesen a berendezés műszaki kialakítása olyan, hogy teljesíti is a megfelelőséget.
Hogy maga az eszköz miben különbözik? Sok dologban különbözik, pl. ne tudjon olyan hőmérséklet kialakulni üzemelés közben ami már előidézhet tüzet, robbanást.
Vagy pl. a berendezésnél olyan illesztési, összeszerelési hézagokat használ, hogy ha be is jut egy robbanóképes gázkeverék és berobban a készülékben, onnan kifújva már ne legyen képes további tüzet, robbanást okozni. Ehhez megfelelő szerkezeti anyagokat és kötőelemeket használ, rések kialakítása elhelyezkedése és sok egyéb is számít.
,,Nem csak robbanásveszélyes tisztítófolyadékok vannak.''
Ez igaz, de ha nem akkor, többnyire cserében vagy korrozív, csak megtámadja a műanyagokat/festékeket.
Másrészt a "robbanásveszély"-nek is vannak fokozatai. Pl. munkavédelmi szempontból a benzin és a petróleum is "tűzveszélyes/robbanásveszélyes", de amíg a benzin egy apró szikrától be tud gyulladni, és annak nagyon durva következményei vannak, addig bátran fel merek ajánlani egy sört annak, aki egy tál petróleumot képes gyufával meggyújtani.
Megmondom őszintén hogy van most annyi DIY projektem hogy nem akarok még egy ilyenbe is belemászni. Van mondjuk egy elfekvőben lévő emulzió szivattyúm, lehet hogy egy próbát azért megérne mégis.
Az általam linkeltben amúgy tényleg az tetszik hogy bármikor félrerakható és viszonylag kis helyigényű.
,,a menetkést azért nem tologatod ki-be, mert csak a vezérorsót "elektronizáltad", igaz?''
Igen.
,,Tervezed a keresztirányú előtolást is átépíteni?''
Nem.
Pontosabban gondolkodtam/om rajta, de ennek szerintem akkor lenne értelme igazán, ha akkor már egy teljes értékű CNC esztergává alakítanám. Ehhez minimum le kellene cserélni az orsókat golyósorsóra, hogy ne legyen holtjáték, és talán még a főorsó hajtást is szervóra kellene cserélni. Meg kell egy rendes CNC vezérlő szoftver is hozzá, nagy kijelzővel, gombokkal stb. Meg szoftver. Azt már nem lehet csak úgy otthon két hétvége alatt leprogramozni. Szóval ez egy nagyobb fa, amibe ha bele is vágom a fejszémet, akkor nem a meglévő esztergámmal csinálnám, hanem egy másikból kiindulva. (Már csak azért sem, mert egy ilyen projekthez egy működő esztergapadra mindenképp szükség van.
De mondom: mozgatja a fantáziámat a dolog.
Nincs esetleg valakinek egy leharcolt, akár hiányos TOS MN80-asa, amitől viszonylag jutányos áron megválna?
Hátha érdekel valakit, elmesélem hogyan kell a jeladónak és a motornak az adott áttétellel működő összekapcsolását korrektül megcsinálni. Ugyanis a neten látni ilyen projekteket, de a legtöbben nem jöttek rá erre a trükkre, amit mutatni fogok.
Nézzünk egy konkrét példát: Egy 4TPI-s menetet szeretnénk csinálni (a fényképezőgép állványcsavarja ilyen), a vezérorsó 3mm menetemelkedésű, 1inch=25.4mm, tehát az szükséges áttétel 254:(10*4*3) = 127:60. A jeladó 400 impulzust ad egy fordulat alatt, a léptetőmotor pedig 1600 impulzusra fordul egy kört. Tehát a kettő közötti arány: (127*1600):(60*400) = 127:15 = 8.4666... Vagyis a jeladó minden impulzusára 8.4666-ot kell léptetni a motort. Azaz nagyjából (de csak nagyjából!) felváltva kell 8-at ill. 9-et lépni a motorral a lejadó minden egyes impulzusára.
Ezt kell valahogy megvalósítani, ráadásul nehezítés, hogy a mikrokontrollerek nagyon nem szeretik a lebegőpontos (tizedestört) számokat. De még a rendes számítógépeknél is a lebegőpontos számokkal való számítás mindig pontatlan (a végtelen tizedes törtek(*) miatt).
Tehát nem is az arányszámmal, hanem magával a törttel (127/15) kell dolgozni.
Mégpedig úgy, hogy létrehozunk egy egész változót - legyen a neve acc - ami kezdetben 0. Ezek után:
1. Ha jön egy impulzus a jeladóból, akkor megnöveljük az acc-ot tört számlálóját (esetünkben: 127-tel) 2. Megnézzük a acc-ban levő értéket, ha ez nagyobb, mint a nevező (15), akkor lépünk egyet a motorral, és az acc-ot csökkentjük a nevező értékével. Ezután ezt ezt addig ismételjük, amíg az acc a nevezőnél kisebb nem lesz.
Ez pont a megfelelő áttétellel fogja mozgatni a vezérorsót.
És látható, hogy csak egész számokkal dolgozunk, még szorzás sincs, csak összeadás meg kivonás.
(*) Valójában: kettedes törtek, mert a számítógépek binárisak. Tehát pl. a 0.25-öt pontosan tudják kezelni, de a 0.1-et már nem, hiába véges tizedes tört.
Azt feltetelezem, hogy elegge leegyszerusitene az eletet egy ilyen ataliktas es nem kellene a hasznaltpiacot bongeszni allandoan valami 50 eves alkatreszutanpotlas miatt...
Az is kerdes, hogy a foorso meghajtast lecserelni egy vezerelheto szervohajtasra milyen elonyokkel jarhatna, ha maradubk egy ilyesmi atalakitas mellett, ami vegul is egyfajta CNC, de meghagyja a manualitast, illetve fix feature set-vel rendelkezik.
Ha jól értelmezem, akkor a lágyindítás időtartama alatt (amíg gyorsul a vezérorsó) a menet árok egy kicsit elcsúszik az elméleti ideális helyétől.
Az én tervem kb. ez lett volna:
A főorsón egy jeladó (egy lemez korong egy db furattal, opto-val)
Mérem a fordulatszámot, kiszámolom az előtolás sebességét, és mikor az opto jelez elindítom az előtolást a kiszámolt fix sebességgel.
Kvázi csak a startnál van egy szinkron indítási pillanat-pozíció, és onnantól már csak megy minden szabadon, és bíztam abban, hogy nem csúsznak szét a szinkronból.
Nyilván a Te megoldásod sokkal precízebb, pontosabb, megbízhatóbb eredményt ad.
Normál esetben a menetvágást az ember a messzebbről indítja, amire a kés a munkadarabhoz elér, már minden okés.
Balmenetnél vagy egy baloldali vállnál levő menet készítésekor lehet csak probléma, mert ilyenkor bentről kifele esztergáljuk a menetet.
De a valóságban az a helyzet, ha nem extrém magas a fordulatszám és nem extrém nagy a menetemelkedés, akkor gyakorlatilag azonnal beáll a szinkron, és semmi problémát nem okoz.
Teszteltem, és tényleg működik: simán tudtam olyan menetet csinálni, aminek az eleje és a vége is az anyagban van.
Ha meg nem, akkor - ahogy az kézi esztergáláskor szokás - kell egy kis beszúrást csinálni a menet kezdetéhez.
Ezt a lágyindítást nem értem (a többit, azt hiszem, igen). Tehát amikor a főorsó már teljes sebességgel forog, lágyan elindul az előtolás és amikor szinkronban van, akkor betolja a kést is?
Az nem elég, ha a vezérorsó a főorsóhoz képest megfelelő sebességgel forog, hanem szinkronban is kell lennie, hogy a soron következő menetekben a kés ugyanúgy a menetárokban haladjon.
Ennek megfelelően nem is a fordulatszámot nézem (illetve nézem, de nem használom, csak kiírom), hanem a főorsó pozícióját. Amennyit a főorsó elfordul, azzal arányosan fordítom el a vezérorsót. Akkor is, ha kézzel tekerném a főorsót, sőt, ha megállok és visszafele tekerem akkor a vezérorsó is visszafele megy. Pont, mintha fogaskerekekkel lenne összekötve, csak elektronikusan.
A jeladón van egy nulla pozíció is.
1. Amikor egy vágási ciklus elindul, megvárom, hogy a főorsó odaérjen a nullpozícióba és akkor a vezérlés összekapcsolja a "fogaskerekeket".
2. Amikor pedig elér a kés a menet végére, szétkapcsolja a szinkront - a főorsó forog, de megáll az előtolás.
3. A kés visszahúzása után a szán visszagyalogol a kiindulási helyére és a fogásvétel után kezdődik minden elölről.
A kés kiemelését és fogásvételt kézzel kell csinálni. Amikor kész, az ember megnyom egy gombot, azzal indul a következő művelet.
Több bekezdésű menetnél annyi változik, hogy nem a nullpozíciónál kapcsolódik be a szinkron, hanem az adott menetároknak megfelelő plusz elfordulás után. Az egymás után következő ciklusokban automatikusan mindig a soron következő menetárokra áll rá.
Még annyi trükk van, hogy be van építve egy lágyindítás: ha induláskor direktben bekapcsolnám a szinkront, az elég nagyot rántana induláskor, ha nem closed-loop a leptetőmotor, akár a el is csúszhat a pozíció. Ezért az összekapcsolás után a motort fokozatosan gyorsítja a vezérlés, és amikor utoléri a főrorsó helyzete által megkövetelt pozíciót, csak onnantól lesz teljesen direkt a kapcsolat. Ameddig nincs meg az igazi szinkron, egy LED világít figyelmeztetésül. Ez normál esetben egy tizedmásodpercnyi villanás, de ha nagyon nagy a fordulatszám és nagy a menetemelkedés, akkor elvileg (gyakorlatban nem nagyon) előfordulhat, hogy a léptetőmotor max. fordulatszámával se bír lépés tartani a főorsőval. Ilyenkor folyamatosan ég a LED, figyelmeztetve, hogy valami nem kosher.
Erre a lágyindításra sima mozgatásnál figyelni kell: a motor mindig fokozatosan gyorsulva indul, a célpozíció közelében pedig lassul. A videó elején a kés mozgatásánál látszik is ez.
Azt szeretném kérdezni, hogy a vezérlő szoftver hogyan vezérli-szabályozza a léptető motor forgását?
Gondolok itt arra, hogy a jeladó méri a főorsó fordulatszámát, és ebből kiszámolt állandó sebességgel indul meg az előtolás, és azzal megy végig,
vagy folyamatosan fordulatonként újra számolódik a fordulatszám, és korrigálódik az előtolás sebessége is.
Hasonló terveim vannak, csak azon elmélkedek, hogy esetleg változik a főorsó fordulatszáma az üresjárat és esztergálás közt, plusz kisebb-nagyobb fogásmélység is befolyásolhatja esetleg a fordulatszámot.
Vagy ez az egész elhanyagolható, és lehet állandónak tekinteni a főorsó fordulatszámát?
Nem!Én azt mondom,aki ilyeneket gyárt annak nincs ideje aprítani vele!A kérdés először az volt,hogy milyen méretűre darabol a képen lévő egység és milyen lenne a megfelelő!Vissza kell olvasni mert csak bonyodalom lesz belőle!
Szerintem a pengék élei közötti távolság a mérvadó, plusz az ágvastagság, vastag ágnál, rövidebb úton ér oda a penge éle, ezért az rövidebb lesz. De ez csak feltevés.
Figyelj, a menet jobbos, de az anya nem lefelé jön a főorsóról, hanem felfelé megy rá, közben jön le a tokmányhátlapon levő menetről! Az anya fennmarad a főorsón miután levetted a tokmányt.
Emiatt szerintem sokan ellenkező irányba tekerték
Tehát úgy kéne lejöjjön, hogy az anyát a tokmány homlokoldala felől nézve jobbra tekered!
Legalábbis az én hosszúkúpos - bár nem E400 - gépemről így jön le.
A tokmányba fogott rudas rögzítés rendben van szerintem.
Csatolok egy fotót, nem az én gépem, de ugyanez a felállás. Nem találtam rá utalást ezért remélem jobb menetes az anya.
Lehet csak a tapasztalatlanság mondja belőlem, de ez anyás megoldás nagy szívásnak tűnik a bajonetes tokmányfelfogatáshoz képest. Valakik már nagyokat küzdöttek vele, mert több sarka is rendesen el van nyalva az anyának.
Főorsó rögzítésnek arra gondoltam, hogy a tokmánypofák közé keresztbe rakok egy rudat, ez nem tudom mennyire barbár.
Ne haragudj de nekem eszem ágában sincs bármilyen szutykos olajos szart belemosni a csatornába. Lehet hogy én aggódom túl, de ezeknek a helye nem a csatornában van. Van itthon vagy 15 liternyi lemosott trisós trutyi az is azt várja hogy elvigyem a hulladékudvarba. Semmilyen otthoni felitatás/szűrés után nem gondolnám hogy az a jó megoldás ha beleborítom a lefolyóba.
Lehet hogy ez nem fűt és nem ultrahangos, de legalább keringeti a mosóófolyadékot, és egy ráhúzott mosókefével tán eredményes lehet.
Baromság!Tapasztalatból írtam,hogy a fordulat befolyásolja!Ha van behúzó szerkezet rajta akkor nem!4 pengével szintén nincs méretkülönbség,de így nagyon apró a darálék ami nyers fánál befülledést okopz!2 pengével nincs ilyen gond!
Én még nem használtam, de láttam már ilyet működés közben.
Semmi extra nincs benne, -se fűtés, se nagynyomás, se ulltrahang-
Van benne egy 26W-os szivattyú ami nyomja a vizet a mosandó alkatrészre.
Kb olyan mintha egy lavór vízbe beletennél egy "szobai szökőkút" szivattyút.
A csap alatt ugyanúgy (vagy jobban) el lehet mosni az alkatrészt.
=====
"A trisós vizes mosás sok esetben nem opció."
======
Esetedben a mosás hatékonyságát egy ilyen mosó sem fogja javítani, ui. a hatékonyság nem (ezen) a "mosóberendezésen" múlik, hanem a megfelelő mosószer/oldószer alkalmazásán..
Erősen szennyezett olajos/olajsáros alkatrészeket én először lekefélem, majd be permetezem hideg zsíroldóval, állni hagyom vagy 10percig, és utána a csap alatt meleg vízzel lemosom.
=====
"Ellenben egy ilyen kis dobozos mosó tök jó volna, mert ha éppen nem kell akkor elvan a szekrény tetején is."
=====
Ha megveszed és kipróbálod, ráfogsz jönni hogy miért fizettél ki 26e forintot, és a legjobb helye tényleg a szekrény tetején lesz..
Kedves Fórumozók, Hosszúkúpos E400-ról venném le a tokmányt, ehhez elég a nagy körmös anyát lelazítani ? Van ennek valami gyakorlatban elterjedt módszere vagy csak neki kell feszülni a megfelelő körmös kulccsal ? Köszönöm!
Ránézve a gyufacímke méretű kijelzőre, átugorhat az ember afelett, hogy marógép vagy mosógép - persze csak ha szóképre olvas, nem úgy, mint egy másodikos, betűről betűre.
Attól még, hogy telirakod szmájlival, látom ám, hogy kötözködés :(
Bevallom, telón lusta vagyok gépelni, rühellem azt kis taccs izét a furkó ujjaimmal... ezért ha telóról nézek be, és hozzászólok, akkor általában diktálok neki.
...és hát Android komám szövegértése nem 100%, és ha valamit nem ért, rögtönöz, mert ő ugye ezt is tudja!
Ilyen szempontból mondjuk úgy viselkedik, mint egy tök átlagos fórumozó... :DDD
Hasonló hatást érsz el FINISH-300 olajadalékkal, 2 eFt körül van, és pont erre találták ki (nagy résveszteségre, ez is mézszerű trutyi)
...de ha egy munkahenger folyik, ott vagy a karmantyú rossz, vagy a henger felülete - mind2 ellenőrizhető egyszerűen. Az a vízszerű hidraulika folyadék biztos nem jó bele, nem mai csirke ez...
- Milyen olajjal töltötted fel a hidraulikus rendszert? (mert az általánosan használt hidraulika olajok ide nem jók..)
- Próbálj meg beszerezni minél sűrűbb olajat, nem baj ha az nem hidraulika olaj, (mert ebben az esetben nincs jelentősége) és azzal töltsd fel.. pl. C140 hajtómű olajjal
Egy próbát megér..
Egy régi történet..
Nekünk anno 1995..97 tájékán volt ilyen gépünk a tanműhelyben,dolgoztam is vele.
A hibajelenség ua. mint nálad, egy idő után elengedte az olajat.. TMK-s kijön, szétszedi, megvizsgálja, megállapítja hogy "nincs ennek semmi baja".
Összerakta, elment és hozott egy flakon "nagyon sűrű" -kb méz konzisztenciájú- olajat, és feltöltötte. (eltartott egy ideig a sűrű olaj miatt) de sikerült..
Láss csodát, kb. 5 évig még használtuk a gépet, de ez a hiba nem jött elő.
Akkor megjegyeztem az olaj tipusát: H 100 "forró gőzhenger olaj" (szereztem is belőle vagy 2 decit.. (mert ennyi maradt meg) ;)
A H 100-ra a Google teljesen más minőségű olajokat dob fel.. ezek nem jók erre célra
A hidraulika munkahengereket szétszedtem, vettem bele új karmantyúkat, szemrevételezéssel én nem láttam semmi rendelleneset de az sokat nem jelent, a hidraulikás tudásom elég lightos. Abban szinte biztos vagyok, hogy nem szériagyártott munkahengerek hanem a gépgyár gyártotta őket kifejezetten a géphez. A fordulatszámot csökkenteni nem kellene, mert a két sebesség (nem bújtam annyira bele a gépbe de biztos, hogy mechanikus mert érezni, ahogy 'vasakat mozgat' a kar, nem csak egy dahlander kapcsolót kapcsolgat) alap fordulatát (63 és 360 f/perc) a villanymotor névleges fordulatából állítja elő az áttétel és onnan tudom -tudnám- növelni a fordulatszámot fokozatmentesen a variátorral amit a munkahenger nyom rugó ellenében. Van fordulatszámmérő ott meg látom, hogy mire állítottam. Tehát a fordulatszámot csak pozitív irányban kellene változtatni a frekiváltóval a névlegestől, bár nem tudom az a ketyere meg a motor mennyit bír el.
A variátoros szerkezetet lebontani semmiképp nem szeretném, arra gondoltam, hagyom úgy ahogy van, hajtson direktbe, és ahhoz a frekvenciaváltó. Persze legszívesebben én is a gyári állapotot állítanám vissza de nem tudom hol javítanak megbízhatóan ilyen munkahengereket. A környékemen nem ismerek ilyet, illetve igen de ott már befürödtem egyszer egy hasítóval, többet oda nem viszek semmit. Ha valakinek van ilyen irányú kontaktja, azt szívesen veszem. Valószínű már előttem is kínlódtak ezzel a munkahengeres sztorival, látszik a szivárgás nyoma az amúgy hibátlan gyári festésen -ELTE tanműhely gép volt-
Három fázissal nincs gond, van 3x20A-em, nálam minden gép arról megy, még a csájnai kis szalagfűrészt is átalakítottam 3f-ra, kapott egy kb. 80 éves Brown Boveri villanymotort, így jobban alszom :D
stb, még vagy egy tucatnyi, szakmai körökben megragadt de gyakran nem pontosan használt kifejezés, szerintem az esetek nagy többségében érdemes a vita helyett átsiklani felettük.
:- )))) No ez az 1 század per fok eszembe se jutott.
Nekem is valami colos orsó volt gyanús, de gondosan megmérve is 3.6 volt az emelkedés, az 1/7 col az kb 3.63mm illetve az 1/7 arány elég vad érték még az angolszászok logikája szerint is. A gép másik két orsója normál kerek értékű metrikus volt, ha jól emlékszem mindkettő 6mm volt fordulatonként.
Az mi amikor egy csavarorsó emelkedésének egy teljes fordulata egy osztás , és egy tárcsa több részre osztott jelőléseihez hasonlítva olvasom le a tört méreteket ?
Amire gondolhatsz az még egy nagyságrenddel pontosítja a leolvasást .
Csak kérdés .
Nem teszek semmiféle konkrét megállapítást ,nem is írok többet erről :)
..79 hsz-ban. No ezt úgyse találjátok ki! A régi marógépem asztal függőleges mozgása valamilyen nem beszámítható tervező miatt 3.6mm volt egy fordulatra. Amikor skálát akartam készíteni akkor logikusnak tűnt a 0.6mm-es fő osztások használata. De hogy a gyakoribb 0.5mm-es emeléseket egy kis vizuális jelzéssel támogassam tettem egy egy jelölést a 0 vonal két oldalára +-5 osztásnyi távolságra is.
Az eszterga főorsóra a tokmány mögé raktam egy hullámpapírra ragasztott, kb 20cm átmérőjű, Corelben rajzolt skálát, az orsóházra állított mérőóraállvány és mérőóra szára volt a mutató. A késtartóba 90 fokkal a tokmány felé elforgatva fogtam be egy kést, a hegyét középvonalra emelve. A hossz szánt rögzítve, a tokmányt nem is, kéziszánnal mértem a vésett vonalak hosszát, 0,5-önként hosszabb vonalakat vésve.
Ott ku.tam el, hogy csak 0,3mm mély rovátkákat véstem, azt nem találtam elég mélynek, aztán mikor vissza akartam állni még egy 0,2mm s fogásra nem pontosan találtam be a korábbi rovátkákba, így némely vonal kettős lett. De ha nem lennék felszínes akár jól is meg lehetett volna csinálni.
Számot beütni akarok de még nem találkoztam a haverommal akinek van beütője.
Azokat szép régi betűket kár lenne összekaszabolni, szerintem nincs az az órás aki szépen képes lenne lekövetni őket.
Szerintem kiváltható, de magam egészen biztosan megjavítanám a variátort. Egy szimpla dugattyús cucc lehet, aminek a hengerét fel lehet hónolni, köszörülni, vagy akár perselyezni stb. Szerintem egészen biztosan javítható, és kár volna egy ilyen érdekes szerkezetet kidobni a gépből.
"Teljesen" nem lehet kiváltani. A variátornál amikor csökkented a fordulatszámot, nő a max. nyomaték. Ha frekvenciaváltóval szabályozod a fordulatszámot, akkor nyomaték (jó közelítéssel) állandó.
Vagyis, ha alacsony fordulaton szeretnéd gyötörni a gépet, akkor az nem igazán fog menni a frekvenciaváltóval.
Ez nem jelenti azt, hogy értelmes használat mellett ne lenne használható a frekvenciaváltó, főleg, ha van két mechanikus fokozat.
Arról nem is beszélve, hogy a frekvenciaváltónak van egy csomó előnye, pl. a lágyindítás.
Néha én is gondolkodom, hogy berakok a marógép elé egy frekvenciaváltót, pedig nekem rendben van a sebességváltás.
Arra viszont vigyázni kell, hogy ha az a két fokozat nem mechanikus, hanem Dahlander motorral van, akkor a szokásos 1F->3F frekvenciaváltó nem működik, mert a Dahlander motort nem lehet "deltába kötni". Oda 3F->3F frekvenciaváltó kell, ami nem egy olcsó mulatság (ezért nincs még az én gépemen se).
Szerintetek marógépen a variátoros fordulatszám szabályozást ki lehetne váltani teljesen egy frekvenciaváltóval? Mechanikusan van két fokozat és azokon belül lehetne a fordulatszámot növelni a variátorral de hidraulikus működtetésű és mindkét munkahengere engedi az olajat, hiába vettem hozzájuk új karmantyúkat. 1400-as fordulatú a főmotor, 1,5 kW-os.
Tessék, itt egy videó. Elég vacak, sebtében csináltam a digitális mikroszkóppal, de a lényeg talán látszik.
Egy 1.5mm emelkedésű 3 bekezdésű menet készül egy 10-es sárgaréz rúdba. A menetárok cca 0.4mm (0.1, 0.2, 0.3, 0.35, 0.4mm-es fogások), a fordulatszám 300-400RPM körül lehetett.
Elég hosszú a videó (3:40), mert az egész művelet vágás nélkül rajta van:
,,Esetleg arra nem gondoltál, hogy átmenetileg lecseréled a vezérorsót golyós orsóra?''
Gondolkodam, de elvetettem. A verzérorsó pontosságával nincs bajom. A golyósorsó előnye inkább a holtjáték mentesség (ha rendesen van csapágyazva!) de az menetvágásnál és általában esztergálásnál, ahol tipikusan egy irányban dolgozunk kevésbé lényeges.
Ellenben a múltkor volt itt a fórumon egy közepesen lepukkant TOS MN80-as. Ha, az erősen megmozgatta a fantáziámat, hogy megveszem felújítom és egy teljes értékű CNC esztergát csinálok belőle. (Csak az árát sokalltam, így nem lett belőle semmi). Mindenesetre oda már golyósorsók kellettek volna.
Látod-látod, már megint úgy olvasod az írásomar, hogy a hibát keresed benne, de most se sikerült rátalálni (a valódi) hibára.
És most is becsmérelsz: hogy nem tudom felfogni a fórum működését.
Pedig semmi olyat nem mondtam, amit a számba adsz.
A.,,nyájas publikum'' (*) formula nem téged jelöl, hanem a teljes hallgatóságot/közönséget.
(*) Igen, ezt elírtam, de aki már hallotta ezt a kifejezést, az rájöhetett, hogy mit akartam írni. Sajnos diszlexiás-diszgráfiás vagyok. Elég nagy szívás, de ezzel nem tudok mit csinálni.
"Ehhez képest az a helyzet, hogy a fényképes beszámolómat 3 ill. 4 mínusszal díjazta a nyájas publikus, az erre érkező becsmérlő kritikát pedig 1 plusszal."
=======
Azt azért illene tudnod hogy ezen a fórumon, EGY hozzászólásra egy másik hozzászóló(fórumtag) CSAK EGY (!) '+' vagy '-' jelölést adhat..
Így van beállítva a fórummotor, tehát senki nem tud neked egyszerre, vagy egymás után 4 mínuszt adni...
A 4 mínuszt 4 különböző emberkétől kaptad.
Most hogy ránéztem a fórumra, látom hogy röpke 5 óra alatt megint begyűjtöttél néhány mínuszt.., becsületszavamra mondom hogy én egyet se jelöltem, mégis összejöttek a mínuszok..
Gondolkozz el ezen egy kicsit, és utána vádolj meg engem vagy bárki mást is..
Gratulálok, ez egy nagyon szép munka és hasznos is! Esetleg arra nem gondoltál, hogy átmenetileg lecseréled a vezérorsót golyós orsóra? Tehát azt megoldani, hogy ha nagyon pontos menetet akarsz vágni, akkor kicseréled? Az Arduino programban nem nehéz átírni a menetemelkedést, talán már most is egy bemenő paraméter.
Gondolom nem akarsz elszakadni a manuális esztergálástól sem, de ha igazán pontos menetre van szükség, (pl. a kereszt és késszán orsóinak újra gyártása :-) ) akkor jól jöhet a pontosabb golyós orsó.
Direkt hajtás van a vezérorsóig, akkora a holtjáték, amekkora a lakatanya holtjátéka. Ami persze nem kevés. A beállításhoz csináltam egy funkciót, hogy ha lenyomok egy gombot, akkor valamennyivel visszahúzza és újra rátolja a szánt.
,,Melyik a motorR?A nagyobb fekete kocka?''
Az. Ez egy 3Nm-es Nema23 léptetőmotor, valószínűleg túl van méretezve. A végén van ennek is egy jeladó (l. lentebb), amit figyel a vezérlő, és korrigál, ha kiesne a motor szinkronból.
"És mi a jeladó?Gondolom a fehér feliratos szerkezet.És az mi? A szelszin motoroknál elvesztettem a fonalat.Meg a nipkov tárcsánál.''
Igen, az. Ez egy digitális jeladó, nem olyan mint a szelszin. Egy kör alatt 100 jelet ad (100 be, 100 ki), emellett van benne egy másik ugyanilyen negyed fázissal eltolva. Ez a két jelet figyelve ki lehet találni, hogy merre és és mennyit fordul, a kör 400-adának megfelelő osztással. Emellett van egy harmadik jeladó is benne, ami körönként 1 jelet ad, ami egy nullpozíció.
Szóval ez a megy bele egy a számítógépbe (egy Arduino), ami ezt figyeli és ez alapján lépteti a motort.
Semmi kottyanása nincs a szerkezetednek?Melyik a motorR?A nagyobb fekete kocka? És mi a jeladó?Gondolom a fehér feliratos szerkezet.És az mi? A szelszin motoroknál elvesztettem a fonalat.Meg a nipkov tárcsánál.
Ehhez képest az a helyzet, hogy a fényképes beszámolómat 3 ill. 4 mínusszal díjazta a nyájas publikus, az erre érkező becsmérlő kritikát pedig 1 plusszal.
,,Nade pro és kontra odamondogatni egymásnak nagyon helytelen, ez nem fér össze a hobbista szellemiséggel.''
Ebben is igazad van, de van egy pont, amikor elszakad a cérna, amikor valaki állandóan, minden egyes hozzászólásomba beleköt, csak azért, hogy belekössön - ráadásul azzal a felhanggal, hogy "mit okoskodsz már megint". És még csak nincs is igaza.
No nem baj, ha az előbbi beszámolómra is megkapom a 3 mínuszt, akkor meghajlok a népakarat előtt és nem küldök több ilyet, csak "okoskodok" ezentúl. Az biztos, hogy rengeteg időt meg fogok spórolni vele.
Végre elkészült az elektronikus vezérorsó (l. 45093.hsz.):
Azért kellett ennyi idő, mert először mindenképpen bordásszíjjal akartam a motort a tengelyhez kapcsolni, mert tartottam attól, hogy ennyire kilógjon a motor. Mint kiderült alaptalanul: nagyon merev lett a felfogatás is is.
Az alaplapon levő furat pontosan illeszkedik az esztergapadon levő vállra, a kockában levő pedig a motoron levőre. Az harmadik képen a kocka felett látszik egy gyűrű, az központozza az alaplapot a kockával. Minden alumínium - leszámítva az egyik furatba beletört menetfúrót - ezért rövidebb az egyik csavar.
A jeladó tartója 3D műanyag. A jeladó most az eredeti irányváltó fogaskerekébe kapaszkodik. Itt is bordásszíj kapcsolatot szerettem volna közvetlen a főorsóról, de azt sehogy se tudtam értelmesen megcsinálni.
Az eredmény pedig: egyszerűen szuper! A motor vajpuhán és pontosan viszi a szánt.
A lényeg persze a szoftver. A mozgatások lágyindítással mennek. A menetvágáshoz meg lehet adni egy kezdő és egy végpozíciót, tehát úgy lehet menetet vágni, hogy nem kell a kifutásnál beszúrást csinálni, ill. váll (vagy zsákmenet) esetén biztonsággal lehet egészen a vállig menetet vágni akár 1000-es fordulattal! A program tud bármilyen metrikus vagy colos menetemelkedést, jobbos és balos mentet, sőt több bekezdésűt is.
A menetemelkedést kicsire véve pedig remek gépi előtolás lesz (nagyon pontos végállással).
Tettem még bele egy harmadik megjegyezhető pozíciót is: egy gombnyomásra odaviszi a szánt (pl. amikor rápróbáljuk a menetet).
A szán pozícióját folyamatosan kijelzi, ezzel mérni is lehet.
De mind közül a több bekezdésű menetvágás legvagányabb: az egymás utáni vágásokkor sorban az egymás utáni menetárkokra áll rá anélkül, hogy bármit állítani kéne a szánon.
Kár, hogy még soha semmilyen valódi feladat nem jött szembe velem, ahol több bekezdésű menet kellett volna.
Én egy nagyon egyszerű módszerrel készítettem skálát a Proxxon eszterga forgatógomokra. Kiszámoltam a henger kerületét és számítógéppel készítettem egy skálát az adott hosszra. Először papírra nyomtattam ki és felpróbáltam a hengerre. Még egy igazítás után kinyomtattam öntapadós, nyomtatható fóliára. Van a végén 0,1-0,2mm eltérés, de az a kutyát nem érdekli. Tudom, hogy ez nem az örökkévalóságnak készült, 2-3 év után itt-ott elkezd feljönni a fólia sarka. De bármikor újat lehet nyomtatni.
Igen, a számokat, betűket valami kisnagyítású mikroszkóp (4-5x nagyítással max) alatt lehetne dremelezni. A jelzővonalat én vésném, ahogy írod- írjuk. Az a legfontosabb vonal, legyen határozott, egyenes.
Szerintem ezek sima acélfelületek, lepucoltad, attól, meg a kortól pácolódott, azért ilyen a kinézete.
Igazából a két fis rész az aminek az írása és a vonala is már szinte láthattlan (főleg a második képen szereplőé)
Ott lényegében egy fontos vonal van, az amelyikhez képest nézem a másikat.
A betűket, számokat kicsit dremellel (jó nem Dremel csak Parkside) mélyíteném. A vonalat is érdemes volna döntött osztófejbe fogva, valami tűéle szerszámmal vésni?
Ezek a tárcsák valamilyen matt króm bevonatúak. Vagy csak az elmúl 70 év mattította ki.
A lin skála pár évvel később gyalugépen készült, a maró skálái leélezett körfűrész tárcsákkal lettek marva. Jól mutatja, hogy stabilan vezetett egy élű szerszámmal szebben lehet dolgozni. ( A rövid lin skálára nem is ütöttem számokat mert féltem hogy csak elcsúfítom )
Valóban tucatnyi megoldást választhatsz, attól függően hogy milyen eszközeid vannak. A kézből való bármilyen matatás szerintem elfelejthető. Magam inkább gyártanék nagyobb átmérőjű skálát. Osztás osztófejen, vagy valami megfelelő fogszámú fogaskerék, vagy legalább arasznyi átmérőjű nyomtatott skála alapján magán a marógépen, a szerszám helyére befogott álló hegyes menetkés szerű szerszámmal karcolnám, majd régi toner festékét olvasztanám bele. A számokat vagy gravíroznám ha van lehetőség vagy befogóban vezetett számbeütővel készíteném. Kellő türelemmel jobb skála készíthető mint ami manapság a kínai masinákon szokott lenni, persze a svájciak nagy átmérőjű matt krómozott skáláinak minőségét nem lehet így sem megközelíteni.
Szemléltetésként egy gyalugépen kézzel tekerve készült lin skála, és a régi marógépem két felújított nóniusza
Szerintem ne kézből csináld! Elmosódik a vonal széle/éle, nehezebb lesz pontosan érzékelni, beállni rá. Pláne Dremellel.
Kéne csinálj egy egyszerű kalodát, amibe be tudod fogni a nóniusztárcsát (most tekintsünk el attól, hogy ennek hívjuk, de nem az, ne ezen vitatkozzunk), és abban forgatni tudod. Fölötte pedig a tengelyvonalával párhuzamosan lehessen egy rúdon tologatni a szerszámot, amivel mélyíteni akarsz. Szerintem egy jól köszörült HSS késsel is teljesen jó eredményt tudnál elérni, véséssel. Párszor áttolnád a hornyon a kést, és szépen kikaparná, kimélyítené.
Valami ideiglenesen összedobott cuccra gondolok.
Utána a festéshez simán használhatsz rendes festéket is, filcet is. Ha azonnal visszatörlöd egy gumilappal, akkor még tán csiszolni sem kell.
A kisRákosi felújítása/összeszerelés olyan stádiumban van amikor gondolkoznom kell rajta hogy a nóniuszokat hogyan lehetne felújítani. Készítek majd fényképet, bár nem vagyok jó fotós, de ami szóban is leírható az az hogy a jelölések nem elég mélyek. Dremellel gondoltam hogy óvastosan mélyítenék rajtuk hogy ne legyenek elmosódottak.
Esetleg ezután arra gondoltam hogy valami festékfilccel felfesteném a jelöléseket majd óvatosan visszacsiszolnám, így a mélyedésekben maradna csak festék.
Ezek csak az elképzeléseim, még sosem csináltam ilyet. Valakinek van tapasztalata/javaslata ezügyben?
Én is úgy tudom ,hogy a páratlanok a precizebbek,bár ez lehet átmérő függő, nekem a hetes ha jól emlékszem 55-től.
Ami érték növelő még egy állítható dörzsárnál, a működő ,aktiv rész hossza. minnél hosszabb , annál hosszabb perselyt lfuratot lehet dörzsölni.Van olyan 37 mm -töl állítható , amin a megtámasztott rész nincs 30 mm-nél több.Viszont van olyan 38-tól felfelé , amelyen 60 mm a megtámasztott rész.
Sajnos a kúpszöget már elfelejtettem,(de a hatkésesnél mérető egy fordulatra, )az emelkedés adott;Misi Bácsi , a régi barátom mindig fél, harmad, negyed ,hatod,nyolcad fordulattal számolt . Ez nem egy fogásvétel volt ,hanem meddig kell eljutni egy csapszeg perselynél.azon viszont el kell gondolkodjam mi volt a mérőeszköz, amivel mérte és kiszámolta a szükséges méretet.
Így is lehet, de ;volt egy kedves szerelő barátom (már régen nincs közöttünk), nagyon sokat tanultam töle .Pl. azt is hogy az állítható dörzsárnak van kúpszöge ,és egy menet fordulatra mennyit növekszik az átmérő!Ez számítható!
Nem kell tullihegni az állítható dörzsár dolgot.70 es években sok kismotor dugattyú csapszeg perselye volt bronzból a hajtókarokon.Lehetett kapni csapszegperselyeket ,fillérekért.Pár csavarral csődarabbal kisajtoltuk.Csak 2 kulcs kellett hozzá.Besajtoltuk az újat,majd állítható dörzsárral méretre munkáltuk.Főtengőt ki se kellett venni.Senkit nem érdekelt a méret,hiszen megvolt az uj csapszeg.Mindez csak türelemjáték,mert az állitható dörzsár átmérő nem mérhető mert 5 penge van benne.Szóval,szép lassan addig állítgattuk amig jó nem lett.Állít ,dörzsöl ,próbál.A csapszeg meg a persely közti hézag az érzésre ment.Lehet érezni!
Köszönöm! Valami olyasmira tippeltem én is, hogy próbálgatni kell a méretet az elkészült furat, illetve a furatba kerülő csap illeszkedése alapján. Na de akkor miért írják a terméklapra a tűréstartományt? A próbálgatásos módszerrel, kontrollálatlanul, akármilyen tűrést el lehet érni, vagy tévedek? Vagy a tűréstartomány azt akarja kifejezni, hogy ha beállítóm a dörzsárat a jelölés alapján, akkor a furat tűrése a megadott tartományba fog esni? Persze csak addig, amíg újra nem kell fenni a vágóéleket. Utána már csak tájékoztató jellegű lesz a jelölés a dörzsáron, vagy próbákkal ki kell mérni, hogy mennyivel lesz kisebb a furat a jelölt értéknél.
Én sorozatot nem fogok gyártani, csak egyedi darabokat, ezért is lenne vonzó az állítható dörzsár a mindenféle méretű és tűrésű fix dörzsárszett vásárlása helyett.
Én úgy gondolom hogy ezek egyedi gyártásban ,különféle szerelési munkáknál használhatóak .
Szerintem ezek próbálgatással állíthatóak , méretre . De nem is az a feladata hogy a pontos illesztési tűrésre legyen állítva , hanem több fogással tudom elérni a méretet ,egy másik alkatrészhez illesztve .
Magyar és orosz régi darabjaim vannak .
Néhány hónapja keményfémmel "fel" is "húztam" egynek az éleit mert nem vitte a műanyagot .
Létezik másfajta is ,ami kis mértékben állítható , csavaros belső feszítéssel , az inkább lehet sorozatmunkára való .
De ha tévednék ,én is kíváncsi lennék a szakszerű használatára .
Állítható dörzsár: Egy ideje gondolkozom egy ilyen készlet beszerzésén. Mennyire megbízható ezeknek e beállítása, egyáltalán hogy lehet méretre állítani őket? Milyet érdemes venni nem csillagászati árkategóriában?
Az én hidraulikus gépsatum :-) Az oszlopos fúrógép talpánál. Majd, ha otthon járok lefényképezem (most csak ilyen képet találtam). Óriási, hidraulikusként soha nem használtam, sőt amúgy is alig-alig. A tömlő csatlakozás helyére emelő fület raktam, hogy zsiráffal odébb tudjam tenni. Azt se tudom milyen gépen használhatták, esetleg valaki? Gondolom azért volt jó, mert nagyon gyorsan lehetett munkadarabot cserélni benn és azt meg is fogta :-)
"Te a hydro rész működését is helyre állítottad?" Igen, a két tömítést kellett cserélni / pótolni. Pár ezer forintért méretre legyártják az ezzel foglalkozó helyeken. De ahogy láttad nagyon egyszerű a hidraulika, gyakorlatilag egy dugattyú, aminek a közepén is van egy kisebb rúd, illetve oldalt egy feltöltő nyílás amit a lezáró csavar betekeréskor kis dugattyúként előfeszíti a rendszert. Az egész satu valamikor fiatal korában elromlott, és szakszerűtlenül igyekeztek megjavítani, pl rosszul rakták be a tányérrugókat. Végül a segéd dugattyú a henger végén felütközve adta a szorítást. Így persze gyenge volt, és nem nagyon használták, szerencsémre mert a csúszófelületek ezért teljesen kopásmentesek.
Eredetileg is hidraulikus volt, de a fő dugattyú tömítés repedezett volt, és az olajbetöltőnél simán hiányzott a tömítés, ráadásul hibásan volt összerakva, így alig szorított. Ha nem ismered működését ( ami elég ravasz ) akkor ez a kis videó jól elmagyarázza egy hasonló satun.
Alapvetően ez egy hobbi fórum: hobbisták előképzettség nélkül, mindenféle olvasmányok, agyas és agyatlan jutúb videók alapján kigondolják, hogy egy feladatot hogyan oldjanak meg, az ilyen olyan gépeiken ezt megvalósítják. Az eredmény lesz amilyen lesz. Ha a kivitelező elégedett az eredménnyel az szuper. Lehet kísérletezni a különféle módszerekkel. Ha beszámol róla az nagyon hasznos, mert egyrészt mások okulnak belőle, másrészt elmondhatják a véleményüket. Lehet diszkutálni stb. Zárójelben megjegyzem, hogy a nagy találmányok is gyakran úgy születnek, hogy valaki letér a kitaposott útról.
Nade pro és kontra odamondogatni egymásnak nagyon helytelen, ez nem fér össze a hobbista szellemiséggel.
,,dörzsáraznék ha lehet, mert akadhat olyan helyzet is, hogy nincs akkora dörzsár vagy nem túl mély zsákfuratról van szó.''
Hát ez az! Nyilván gondolkodás nélkül dörzsáraztam volna, ha lett volna, de - mint szerintem a fórumtársak többségének - nekem se volt otthon a polcon 16H7-es dörzsár.
És elsősorban nem is azért dörzsáraztam volna, amiket soroltál, hanem mert sokkal gyorsabban meglettem volna vele.
Pontosság: A fogaskeréken a gyári furat majdnem 2 tizedet ütött!
"Így megfogva ahogy van, még az egytengelyűség sincs biztosítva, nem csak eltolás hanem szög tekintetében sem."
Nem értem, mi a megfogással a baj.
Amikor felfúrtam, akkor esztergán független pofás tokmány fogtam be a később leesztergált csonkot, és a fogak tetejét kióráztam, aztán leellenőriztem a fogtöveket. A kereket leoldalaztam (le kellett szedni 5mm-t a szélességéből) ugyanabból a fogásból, amiből felfúrtam, szóval az tökéletesen merőleges volt a furatra.
A kiesztergáláskor a középpontot kióráztam (l. 40356.hsz.), a pedig párhuzamosságot a leoldalazott felület adta, de ellenőrzésképpen mélyebben is belemértem.
Szerintem ez így teljesen korrekt befogás, max. század környékén van a hiba, de mindegy is, mert ahogy írtam, ez több, mint egy nagyságrenddel jobb, mint a gyári furat.
Nem hiszem, hogy egy ilyen 2,5 modulos műanyag fogaskerék ne bírna el akár pár tized hibát is.
Felületi minőség: (nem tudom, mi az a "viper" kialakítás) én egy magam köszörülte karbid furatkéssel dolgoztam, közepes rádiusszal, nagyon kis előtolással, viszonylag kis fordulaton (ezért is tartott olyan sokáig). Gyönyörű tükrös kapott a felület, nekem a dörzsárazás ennél rosszabb szokott lenni(*). A kiesztergálásnál (akár marógépen, akár kiesztergálófejjel) inkább az szokott lenni a baj, hogy beremeg a kés. Az alacsony fordulat segít ezen, meg, ha minél rövidebb a kés. Ha mély a furat, az szívás!
(*) aminek persze a szar kínai dörzsár is lehet az oka.
Konkrétan ehhez a témához. Ezt a fogaskereket kiesztergálni (mármint a furatot) elég bátor vállalkozás, ugyanis itt már meg van a furat. Arra ráállni még komoly CNC gépen is kihívás, legfeljebb 1-2 század pontossággal lehet. Így megfogva ahogy van, még az egytengelyűség sincs biztosítva, nem csak eltolás hanem szög tekintetében sem. Persze ha pár század ütést elvisel minden irányba, szögbe a fogaskerék, akkor nem szóltam...
Az én tapasztalataim szerint a dörzsárazás korrektebb felületet ad mint a kiesztergálás, ez ab ovo nyilvánvaló, mert a dörzsáron a furat hosszára nézvést mindig teljes élhossz van és megszakítás nélkül, míg a kiesztergálásnál csak egy pici él dolgozik és ha nem "viper" kialakítású, akkor bizony helyből érdességet esztergál bele.
Az ilyen helyzetekre találták ki a lengő dörzsár befogó nevű eszközt, aminél nem probléma, hogy pár tizeddel odébb van a furat a kelleténél, mert kikompenzálja, ugyanis maga a furat vezeti meg a dörzsárat.
Csapágyfészket nyilván kiesztergálnék, csapra illesztett furatot pedig dörzsáraznék ha lehet, mert akadhat olyan helyzet is, hogy nincs akkora dörzsár vagy nem túl mély zsákfuratról van szó.
Amikor szoros kötést kell biztosítani,ragasztok vagy zsugor kötést alkalmazok.Fémek esetében a zsugort szeretem,a kereket rezsón melegítem,az előnagyolt perselyt mélyhűtöm,sajtolás után méretre esztergálom.Az esztergálást azért részesítem előnybe a kiesztergáló fejjel való marógépen munkálásnál,mert könnyebben lehet tartani a centrikusságot.Melegítés és hűtés esetén egészen kis erő kell a besajtoláshoz,sok esetben kézzel belenyomható a persely.
Szerintem meg döntsd el, hogy mínuszolgatsz vagy szmájlizgatsz.
Azt látom, hogy valamiért beakadt neked, hogy én egy dilettáns szájhős vagyok, ezért belekötsz mindenbe, amit írok. De a végén mindig magadból csinálsz hülyét.
Igazán kár, mert különben többnyire értelmes és hasznos hozzászólásokat írsz.
Jó tanács: ha valakinek a személy(iség)ét akarod becsmérelni, akkor becsméreld azt, ne pedig azt, amit leír. Mert az attól még lehet helyes. (v.ö. Argumentum ad hominem)
Ami pedig a szájhősséget illeti: szerintem mindenki örömmel olvasná itt a saját munkáidról szóló fényképes beszámolókat. Ha már egyszer ,,50+ éve forgácsolással foglalkozol''.
Ilyenkor úgy szokták a préselést végezni, hogy a perselybe betesznek egy névleges méretes, tűrt csapot, és azzal együtt préselik, így az ne engedi méret alá menni a furatot.
"Csak az volt a szívás, hogy a persely is összement, és nem ment rá a tengelyre. Nekem meg ráment vagy másfél órám, mire kiesztergálófejjel felszabályoztam."
=====
Szereted a kihívásokat.. Meg azt is megmutattad hogy hogy nem kellene csinálni...! :)) -Persze látványnak- ez a megoldás is jó..
Nem lett volna egyszerűbb egy kézi 16H7-es dörzsárral kézből óvatosan kidörzsárazni??
Közben sikerült beszélnem a bátyámmal, aki a műanyagok nagy szakértője (csak Szlovákiában volt éppen, ráadásul pont egy barlangban). Előbányászott valami német szakirodalmat (Broschuere Kunststoffe Toleranzen), abból némi számolgatással az jött ki, hogy 0.14mm-rel kell legyen alulméretes a furat.
És bejött, szépen össze lehetett préselni.
Csak az volt a szívás, hogy a persely is összement, és nem ment rá a tengelyre. Nekem meg ráment vagy másfél órám, mire kiesztergálófejjel felszabályoztam.
Elfelejtettem lefotozni , de kb. ugyanilyen rendszerű a traktor motor alátámasztóm, amivel a kuplungozáshoz szét húzom a motor -váltót,csak abban egy robur emelő van, Semmi bonyodalom ,ha jól emlékszem öt negyedes - hat negyedes csövek csuszkálnak egymásba.Házi gyártmány , nyilván a gyári nem ilyen, hanem ollós.De ezen is megáll egy oár napig a féltonnás motor.
Egy műanyag (üvegszál erősítésű PA) fogaskerékbe kéne egy bronz perselyt beletennem. (Kipurcant a fűnyírómban az eredeti kerék. Gyakorlatilag leolvadt a perselyről)
Milyen tűréssel kell ezt csinálni, hogy be bírjam nyomni, de bent maradjon?
A persely 20mm-es, és egy 16-os te tengelyre megy rá.
A pontos méret 20.06mm, szóval túlméretes.
Lehet az, hogy mondjuk H7-es volt az eredeti furat?
Szerintem a legolcsóbb tesco olaj is alkalmas bár inkább a manuális váltóhoz való olajt keresd. Itt nincs hőterhelés, nincsenek csúszó csapágyak, vagy nagy terhelésű fogaskerék hajtások. Egyetlen kivétel a kos, ami hajlamos lehet kenés kimaradáskor berágódni. Pl az én gyalum már így került hozzám, és elég komoly munka megjavítani. Ha gyakrabban tervezed használni akkor oda mindenképpen kiépítenék valami állandó kenést, akár valami infúzió szerű tartályos csöpögtetőst, vagy korhű gyönyörű olajzó másolatokat venni is lehet https://www.aliexpress.com/item/1005002990457947.html vagy google "Drop Sight Feed Oil Lubricator"
kezdőként szeretném megkérdezni, hogy harántgyaluba milyen olajat használjak. Párezer hozzászólást visszaolvastam de nem találtam ilyen témát. A kenésről és olajokról csak amatőr szinten tudok, a válaszaitok alapján tudok elindulni az ismeretekben.
Egyrészt van egy olajteknő a gépben amiből a hajtómű fogaskereke emeli fel az olajat. pumpa nincs. Olyat töltenék bele ami akár drága is lehet, de ritkán kelljen cserélni. Jó lenne ha a lehető legsűrűbb lenne mert korábban is kifolyt a gép illesztésén, meg fröcsögött a gépen belül. Az illesztést csapágyzsírral tömítettem elvileg nem folyhat már ki, csak szerettem volna említeni. Van valami típusszám mint pl a motorolajoknál, vagy valami paraméter?
Illetve kenni kell a kos szánját, olajzó (?zsírzó?) szemeken keresztül. A többi illesztés nem olyan izgalmas, már megoldottam.
Ha valaki tud boltot ahol budaörs/érd/XI kerület környékén olajat lehet venni jó lenne, mert akkor nem kell 1-2 liter miatt csomagot rendelni. ha pedig valami általános kell kérnék pl a vasutas karbantartó mérnök vagy építőipari gépkezelő ismerősöktől.
Köszönöm mindenkinek a hozzászólást ,annyi biztos, hogy nincs benne csapágy az egyik YT.videón láttam, hogy még lábbal rá kellett segítenie ,hogy le menjen a végállásba kb 5cm-t.Úgy, ahogy javasoltátok két passzos cső ,azt kész,hogy minél lejjebb tartsuk a projekt költséget.
Műanyag perselyre gondolok, a lineáris csapágy teljesen felesleges ide, nem kivágó, hajlító stb. szerszámot tervezünk. Főleg hogy ez hegesztett szerkezet, és az elhúzódást is ,figyelembe kell venni. Egyet értek mérnökferivel, nem fontos a műanyag persely sem, két nagyjából passzoló csőből óvatosan hegeszd össze, hogy ne szoruljon. Piszok se nagyon kerül a csövek közé, a felső lap meggátolja. Legfeljebb néha kipucolod. Ami viszont fontos az a rögzítő stift. Elég vastag legyen és mindig a helyére csússzon! Árt az egészségnek ha véletlenül összecsúszna :-)
"...lineáris csapágy..." Egy "kőművesbakba"??? Nagyjából egymásba passzoló csőből megcsinálod, teljesen felesleges még műanyag persellyel is szórakozni!
Ezen a képen valamiféle műanyag perselyeket vélek felfedezni. Azok a fekete pöttyök szerintem a perselyeket biztosítják kicsúszás ellen. Talán hernyócsavarok?
Nem lehet ez túlbonyolítva, végül is csak egy sámli.
Feltételezhetőleg egy egyszerű műanyag persely, hogy kiküszöbölje a kotyogást a csövek méretkülönbségéből fakadóan, és csendesebben mozogjon. Attól hogy 300 dodó, nem lesz benne lin csapágy, egyrészt pazarlás, másrészt Amerikában minden drága ami nem Kínából érkezik hozzájuk, mert ott meg kell fizetni a "szakértelmet".
A jelölt részen un.lineáris csapágyazás van ami lehet bronz ,műanyag,vagy görgős is.Így kersd :lineáris csapágy.Csapokat vezetnek meg vele ,Pl:présgépek,mélyhúzó gépek,meg sokminde.A tiedben bármi lehet.Ha csinálni akarsz akkor a görgőst ajánlom.
Igen a hely szűke miatt választottam ,ezt a rámpa helyett ,meg persze ehhez van anyagom is rámpához, meg venni kéne,vagy kiruccanni a méhbe.
Visszatérve a kérdésemre tényleg kíváncsi lennék mi a tök lehet,mert a gyártó honlapján sincs semmi infó,még egyre tudok gondolni ,hogy lineáris csapágy,de azzal meg az a bajom ,hogy rettentően megdrágítja a projektet,de viszont úgy kijön a matek ,mert 300$ 1db ilyen sámli.
Hogy mire is való . Nem tudok az eredeti kérdésre válaszolni ,de semmiképen nem egy bonyolult szerkezet . Én felálló rámpát használok egyébként , annak nagyobb a helyigénye ,
Hátha tudtok segíteni a képen bekarikázott részek mik lehetnek,van rajta furat is ,zsírzó rész,vagy csapágy,vagy valami központosító?Előre is köszönöm ,ha valaki hozzá tud szólni.
Én 42CrMo4-ből csináltam nemrég 4 garnitúrát (3db satuhoz). Maradt normalizált natúrban - a C45-el jártam már úgy, hogy letört a sarka, lágyan hagyva meg nagyon bili... Ebből volt fűrészelt "lemez" vágat tömbből, ezért esett erre a választás, különben felszabtam volna hozzá valami selejt fröccsszerszám-lapot.
Köszönöm a választ. A gépek édesapám műhelyének gépei, aranykoszorús esztergályos mester volt. Tokmány, kések, reistok, kenéshez szivattyú, stb. van hozzá. Komplett esztergályos műhely. Édesapám az SKF-nek dolgozott, úgyhogy ahhoz jó gépek kellettek. Én nem vagyok hozzá értő, bár szinte a műhelyben nőttem fel.
Még egyszer köszönöm a válasz, annak megfelelően fogom belőni a hirdetési árakat.
Igaz, nem gépsatuhoz hanem asztali 150-es satuhoz készítettem több mint húsz éve C45-ből, nagyon jól bírja. Az asztali satunál még nagyobb az igénybevétel mint a gépsatunál, nem ritka, hogy előkerül a kilós kalapács.
A kérdésed analóg azzal, hogy van két autóm skoda és egy g merci mennyit érhetnek? Szóval valahol 500..800eFt környékén, de állapottól és pl tartozékok szerszámok mennyiségétől nagyon függ a dolog. Egy csupasz használt gépre nagyjából rá kell költeni még az ár felét hogy megvedd csak a gyári tartozékait. Egy jó késtartó egy tucat cserebetéttel bőven 100eFt felett van. A netes eladási kísérletek algoritmusa a következő: keresd meg a leharcolt gépedhez hasonló típusokból a legdrágábbat, tegyél rá arra az árra 25%-ot és kínáld úgy a gépet, no így szokták hirdetni az örökölt gépeket ( azután egy nagy dumás nepper odamegy és megveszi a feléért az egész műhelyt )









 jeges vödröt. (Rendes, vödrös fogantyú is volt rajta.) Tökéletes választás erre a célra.
jeges vödröt. (Rendes, vödrös fogantyú is volt rajta.) Tökéletes választás erre a célra.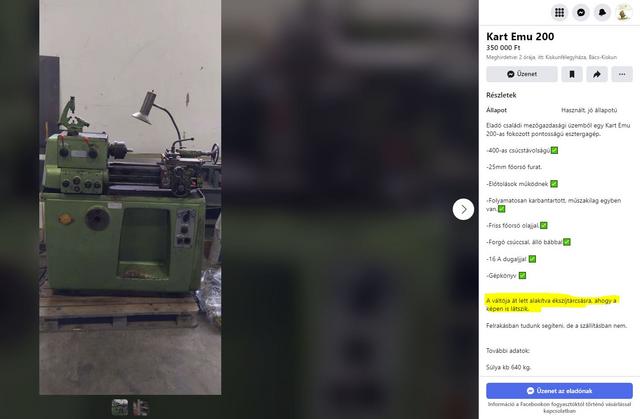




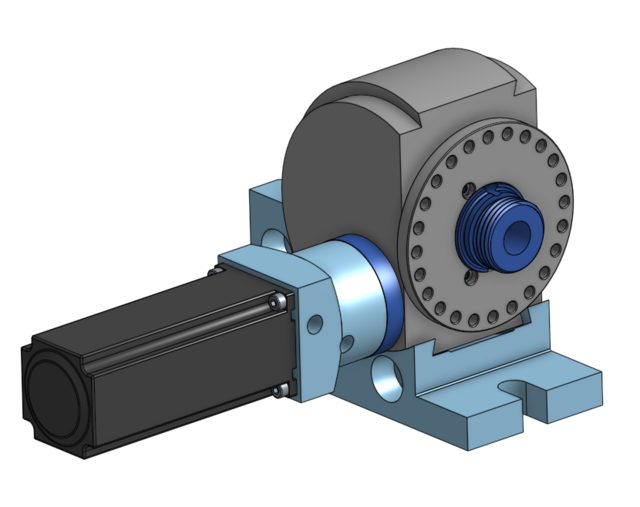

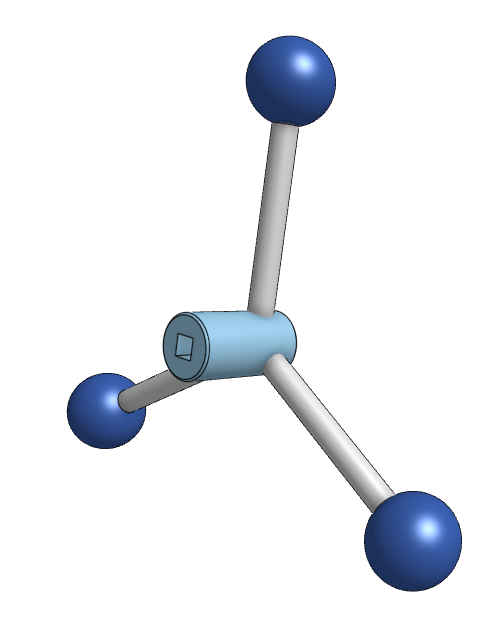
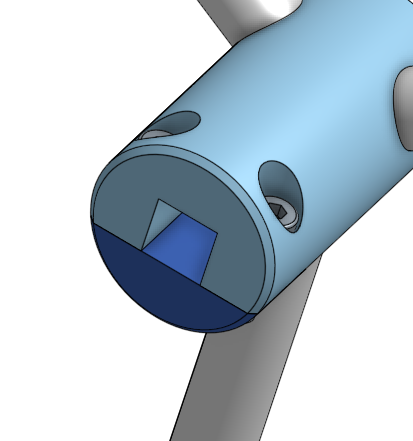

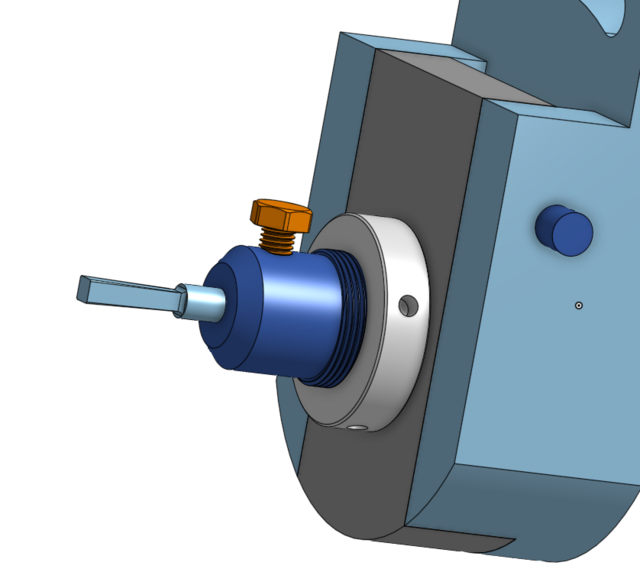














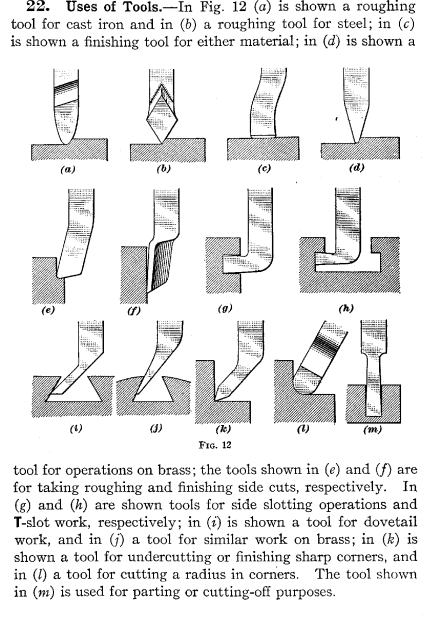
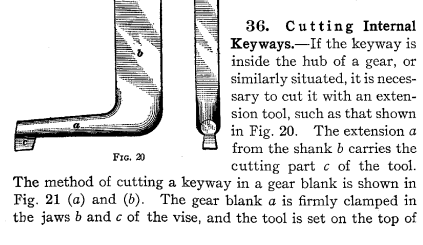
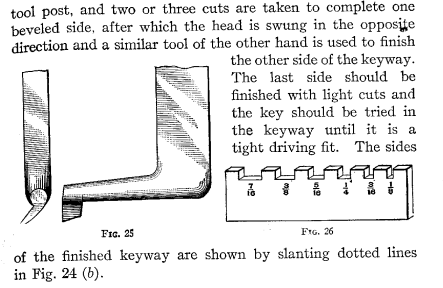
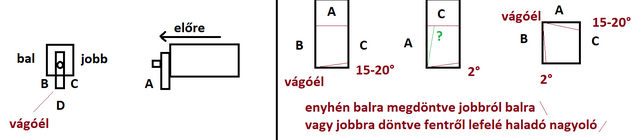
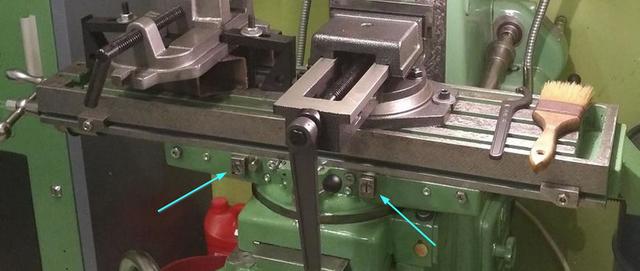
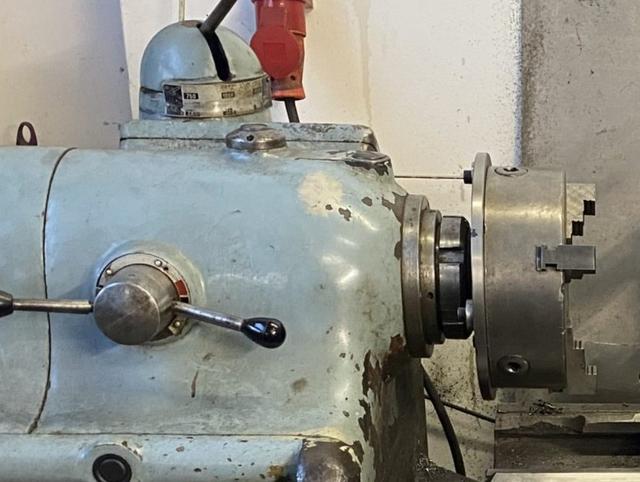



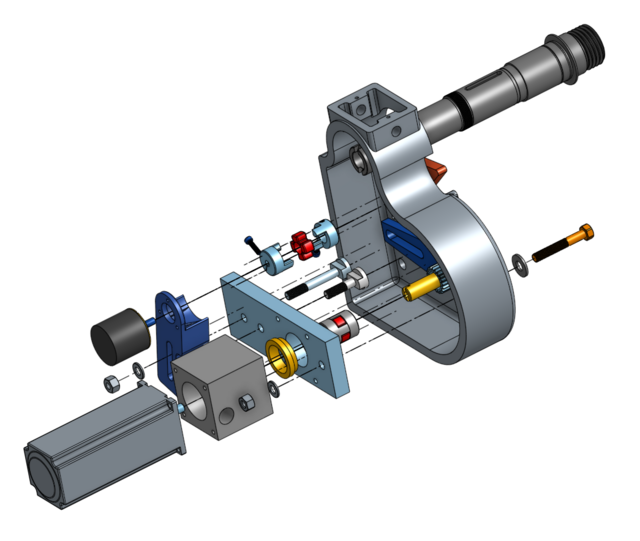

















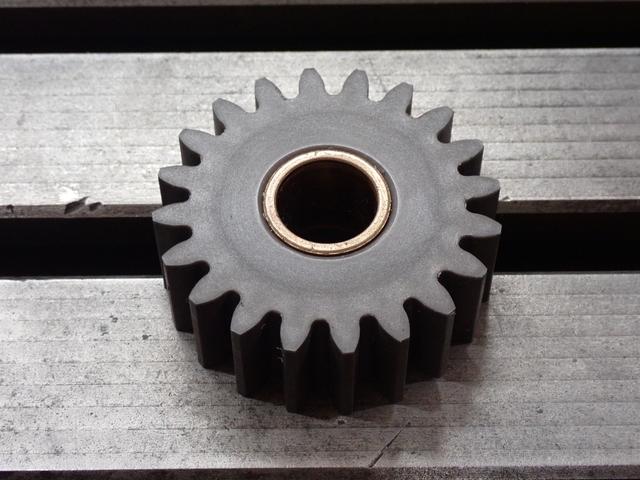
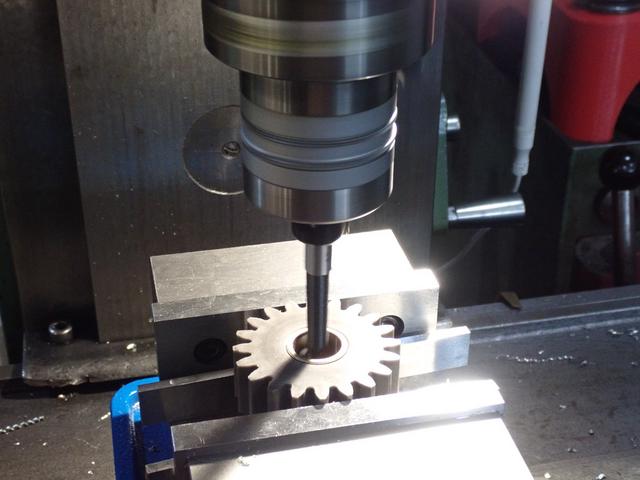








 Sziasztok!
Sziasztok!


