Nekem valahogy logikusabbnak tűnik a nyúlásra, és az általa végbemenő szerkezeti "rendeződésre" visszavezetni és nem a hengereken lévő mikrobarázdákra. A mikrobarázdák véleményem szerint nem eredményezhetnek nem laboratóriumok között, hanem gyártás során is mérhető, érdemi eltérést hajlítás után.
Persze most nem arra kell itt gondolni, hogy változik a szálirány és rögtön 20° korrekciót kell a gépen eszközölni, mert nem :) De azért a derékszög az egy makacs eszköz, megmutatja a huncutságot. Illetve ha maradunk a dobozkás példámnál, a sarkok találkozása is árulkodó tud lenni.
Én nem mennék le a kristályszerkezetig. Egyrészt mert a kristályok alakváltozása főleg a melegen megmunkált acélra jellemző, másrészt mert annyira aprók a kristályszemcsék, hogy ilyen szintű orientációt nem okozhatnak.
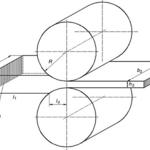
Viszont a hengerlés a nevéből adódóan hengerekkel történik. Akármilyen finoman vannak megmunkálva azok a hengerek* akkor is vannak mikrobarázdák bennük, amelyek a technológiából adódóan hosszában maradnak benne az anyagban, hol vékonyabb, hol vastagabb anyagot eredményezve. Technikailag ezek olyan kicsik, hogy a lemez az síklap lesz, de amikor elkezded hajlítani akkor a vékonyabb rész könyebben hajlik, ott ahol meg a "bordákra" merőlegesen próbálod ott egyenszilárdságú.,
* azért ezek nem köszörült főleg nem leppelt cuccok, leginkább melegalakítással állítják elő.
Értelemszerűen alakváltozás következik be, nyúlni fog szélességben némiképp, hosszban sokat a kiindulási anyaghoz képest. Most hogy pontosan a kristályszerkezet mi módon változik, azt nem tudom, nem is igazán van időm kiböngészni, bár most már nagyon érdekel engem is. Valamikor lehet tanultam, könyvem biztos van, amiben le vagyon írva. :)
Egy biztos, a gyakorlati tapasztalat az, amit leírtam.
Végül is nem lódított az eladó, mert tele volt a tartály. A baj az, hogy megfagyott az a nyomorult folyadék, ráadásul mivel más a viszkozitása (és a fagypontja is), így elcsorgott a hengerekben - érdemi munkát nem végezve... Ha nem ilyen hajnali fagyok után kellett volna buzerálni a gépet, akkor még tovább* tartott volna rájönni erre az apró 'csínyre'.
*Kapnak-e delejt a mágnesszelepek, nem-e megszorultak a szelepek, nem-e eresztenek a tömítések, s így tovább.
Legjobban úgy tudnám szemléletesen leírni, mintha 3 rétegű kartont hajtogatnál. Amik a középső rétegre merőleges hajlítások, azok értelemszerűen nagyobb erőt igényelnek, mintha hosszára hajtogatnád. Namármost ha van egy CNC élhajlítógéped, aminél elfogadjuk, hogy nem szórja a fokot, az remek egyforma mondjuk derékszögű oldalú dobozkákat fog hajtogatni neked mindaddig, míg a szálirány nem fordul, mert onnan az egyik oldal nyitottabb, a másik csukottabb lesz.
Nem hogy tábláról táblára, de még táblán belül is pl nem mindegy, hogy az alkatrész szálirányban, avagy arra merőlegesen van kivágva, mert hajlításnál jönnek ám a meglepetések, ha a kivágós a jobb anyagkihozatal érdekében így is, úgy is tett belőle a táblára :)
Kissé egyszerűsítettem a dolgot, nem tudok/akarok ide olyan képleteket varázsolni. A lényeg, hogy csak a számlálóban volt vagy 3 szögfüggvény mindenféle műveletekkel, és még volt nevező is. A 3. átalakítás után alig fért el egy sorban. Csak hogy gyakoroljunk.