Teljesen jól mondja. A marógépek T hornyára simán rá szoktunk állni. A nagygépünkhöz úgy adta a gyártó az osztófejet pölö, hogy a talpán köszörült kis pozicionáló kockák voltak,amiket csak beletettem a horonyba, és tűrésezetten irányba állt vele az osztófej. Volt a géphez egy segédlemez, azon szintén. A gépsatu aljára is rá lehetett ezeket tenni, ha nem akartam minden alkalommal vacakolni a beállítással.
Ha a folyadék kitölti a "penge" melletti rést, egészen jól csillapítja az oldalirányú rezgést. Az emulziót én is bátrabban locsolom, üregelővel már spórolósabban bánok...
Amúgy egy ekkora gépen, de már egy e400 méretű gépnél is ha jó kopott a kéziszán és "minden meg van feszítve rajta ", hogy ne lötyögjön, igen csak megerősödik az ember ujja a tekerés közben. És ha ezzel kell dolgoznod...
Ugyan nem a kéziszán, de napi szinten látom esztergályos szakiknál, hogy a szernyeregbe fogott nagyobb fúrónál a tekerőkeréken át van fűzve egy 40 centis csillagkulcs...:-)
Én eddig 3mm széles lapkás leszúrókésnél annyit figyeltem meg, hogy ha kenés nélkül beremeg, üregelő spray-vel javul a helyzet. Néha sokat, néha csak kicsit.
Volt korábban a leszúrással problémám a gépen amivel kapcsolatban itt is kérdezőskdötem.
Most egy cserélhető lapkás késsel végeztem leszúrást, és az alábbit figyeltem meg.
Vágó üregelő spray-vel(valamilyen olajos cucc) hajlamosabb volt a beremegésre mint ha hűtő/kenő folyadékot nyomtam volna rá flakonból. Alapesetben azt gondoltam volna hogy a vágó/üregelő spray-vel lesz jobb mert talán jobban ken, mert nem egy felvizezett valami.
Mik a meglátásaitok, puszta véletlen vagy van realítása?
Láttam egyébként 130 körül praktikerben azt hiszem , valami picit , de annyira gagyi a kivitele ,lenmezből van szinte az egész hogy nem adnék egyszerűen pénzt érte .
Valamikor ez is gagyi volt ,de a mai világban már a technika csodájának tűnik így hiányosan is :(
A vasöntvény vázával ma már ez csúcstechnikának számít .
Ha nem csigahajtása lenne ,örök élet ,plusz még két hét ...
Nem véletlenül van pl. gépsatuk talpán (vagy egyéb felszerelhető eszközök, pl körasztal) a (kereszt)irányban kialakított nút, a T horonyba passzoló léc beépítése megkímél egyrészt az állítgatás szükségességétől, valamint az esetleges elmozdulástól.
Az ME1000 marógép leírásának a végén megadják a pontossági vizsgálatokat, köztük vannak az asztal hornyaira vonatkozók is. Megadják a magyar szabvány számát, mely leírja a vizsgálatokat és megadja a tűréseket.
A "szaki" lehet, hogy évekig ugyanazt a munkadarabot gyártja, ott rohad el a síktárcsája a gép mellett, a hobbista hetente csinál új gépbeállítást. Aztán jön az, hogy nekemnepofázzonsenki harmincévecsinàlom. Csak épp szarul. Mert az ö mestere szakmai féltékenységből dugdosta előle azokat a fogásokat amiket most bárki megnézhet egy mrpete videoban.
> A ,,tűrésezett'' (*) merőlegességi és párhuzamossági adatok a gépek kézikönyvében tételesen fel vannak sorolva. Nem csak a megengedett hiba, hanem az is, hogyan kell mérni. Én még nem láttam a T-horonyra vonatkozó ilyen adatot.
Pedig van specifikáció a T-horony merőlegességére vízszintes marógép esetén, és párhuzamosságára az X irányú mozgásra G. Schlesinger könyvében. Találtam ilyen adatot pl. Aciera F1 leírásában.
Egy modern CNC gépen lehet, hogy így van, de egy hagyományos marógépen bizonyosan nem.
A ,,tűrésezett'' (*) merőlegességi és párhuzamossági adatok a gépek kézikönyvében tételesen fel vannak sorolva. Nem csak a megengedett hiba, hanem az is, hogyan kell mérni. Én még nem láttam a T-horonyra vonatkozó ilyen adatot.
Nagyon sok igen jó marógép (pl. Deckel) asztalát pedig nem köszörülték, hanem gyalulták (aminek van egy csomó előnye). A T hornyokat pedig vagy szintén gyalulták vagy marták.
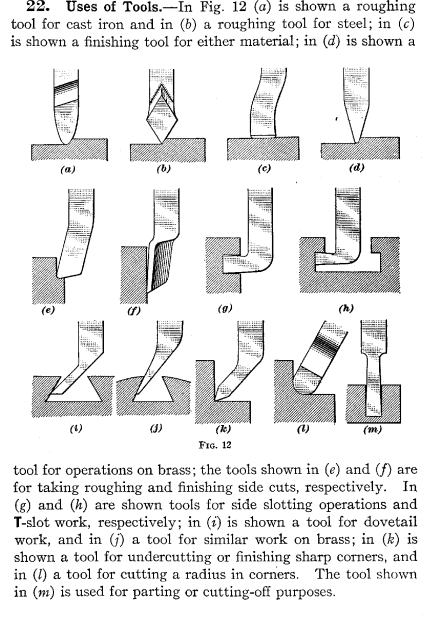
Ez nem jelenti természetesen azt, hogy egy minőségi gépen ne volna a T-horony igen jó közelítéssel párhuzamos az x iránnyal, de erre a gépköny nem ad adatot, a gyár nem adott garanciát.
Szóval ,,tűrésezet'' méretek gyártásakor erre nem lehet alapozni.
(*) Ez persze így butaság, mert minden méret, ami egy műszaki rajzon meg van adva, az tűrésezett, a kérdés csak az, hogy mekkora az a tűrés. De értjük miről van szó: azokról a méretekről, párhuzamossági és merőlegességi tűrésekről, amiknek a pontosságára alapozunk a forgácsokás során.
Hozzáteszem, hogy a marógépeken a t hornyok tűrésezett méretre, párhuzamra vannak köszörülve, mert tájoló, rögzítő felületként szolgálnak (amennyiben nincs szétbarmolva), de ehhez az anya nem tesz hozzá semmit:). A többivel egyetértek.
Előzetesen bocsánatot kérek mindenkitől, akinek nincs kedve, ne olvasson el egy nem szakmai hozzászólást.
József Attila után szabadon: Idézni csak pontosan, szépen, ahogy a csillag megy az égen….
Az ominózis mondat nem századot, hanem mikront tartalmazott, és ha tudnád miről beszélsz, nem biztos hogy az előbbi mondatokat leírtad volna.
Megpróbálom röviden összefoglalni a gondolataimat, hátha sikerül.
A topic neve: Forgácsolás (esztergálás, marás, stb); alcíme lehetne akár fingfűrészelés mesterfokon.
Kollégának olyan emberek nevezik egymást (jellemzően) akik egyazon szakmában jeleskednek, pl mindketten (hárman, négyen) villanyszerelők, vagy asztalosok….
Maradjunk alaptémánál, az esztergálásnál. Amennyiben lett volna már lehetőséged, egy frissen felújított hagyományos forgácsológépen dolgozni, nem problémáznál rajta, hogy akár már a második- harmadik munkanapon megjelenhet az a bizonyos kottyanás egy bronzanyával ellátott menetes orsónál, mert ez ilyen, ez nem golyósorsó. Valamint forgácsoló szakemberek között soha nem volt (vita)téma, hogy az a bizonyos osztással ellátott kerek tárcsa az orsók végén nóniusz-e, vagy skála, mert senki nem nevezi skálának. Valamint nem azért dolgoznak olyan gépekkel amilyenek a pórnépek, mert nekik ez is jó, hanem, mert tudnak vele dolgozni. Attól, hogy nincs valami kiglancolva, bármilyen hihetetlen, ki szokták cserélni a túl kopott keresztorsókat, megigazítják az éklécet, beállítják a csapágyhézagot…stb. Csak munka szempontjából rohadtul mindegy, hogy kopott-e a festék a szegnyergen. Bármennyire hihetetlen, egy a főorsó közelében meglévő függőleges irányú 0.3mm kopás sem befolyásolja érdemben a forgácsolás minőségét. Átmérőzésnél mikronos léptékről beszélek ami jelentkezik, ettől még a csapágyillesztés jó lesz. Adott egy 500mm hosszú tengely, a két végén 30-30mm hosszan csapágyillesztéssel, üzemelés szempontjából milyen problémát okoz, ha a közötte lévő szakaszon van a két vége között akár 0.2-0.5mm átmérőkülönbség? Semmit.
Büszkének lenni arra, hogy a hobbista sokkal olvasottabb, tájékozottabb bizonyos kérdésekben ama szakmát illetően ami irányába érdeklődést mutat? ÉS?? Hiába, ha fingja nincs hogy lehet gazdaságosan, minél egyszerűbben elkészíteni egy az igényeknek, és igénybevételeknek megfelelő munkadarabot. Tudod, aki nem tudja tanítja, aki tudja az csak csinálja! A szakmát soha nem könyvekből tanították! Aki járt szakképzésre tudja jól, voltak az elméleti órák, gépelemek, szakrajz, méréstechnika ők elméleti emberek voltak, és voltak a szaktanárok a műhelyben akik szakemberek voltak a szó szoros értelmében, vagy mestervizsgával, vagy egy szakoktatói végzettséggel. Anno pedig a mesteremberek (vagy gyárakban az idősebb melósok, akik továbbadták esetenként az évtizedek alatt elesett fortélyokat, még ha azok szakkönyvi leírásnak nem is felelnek meg) tanították ki az inasokat, akik idővel ugyanúgy mesterré váltak a szakmájukban ha akartak, ezek pedig soha nem a könyvforgatók közül kerültek ki. Sosem tanultam meg a vas- szén állapotábrát, épp csak arra a 15 percre jegyeztem meg, amíg leskicceltem a dolgozatban, és valahogy nem éreztem soha hiányát munka közben, de látom sok helyen előkerül, mint misztikus fémipari alaptörvény.
A média hatása éppen az amire használják. Kiváló eszköze az emberek gondolatainak, cselekvéseinek befolyásolására. Ha valaki politikára kattan rá, akkor azt nézi, mígnem teljes azonosulásra képes a látottakra. Ezért van, hogy épp az említett Stefan is „mintakép”-ként jelenik meg, mert milyen paci a műhelye…. vagy Old Tony….,vagy a minap említett szőke hölgyemény, apró bizbaszok elkészítése mellett óriásinak tűnő lexikális tudással körítve biztosítják a saját megélhetésüket. Attól, hogy én kifestek egy házat egy videóban, közben szakirodalomból összeollózott mondatokban elmondom, hogy miért is jobb a diszperzites falfesték mint meszet használni, attól még nem leszek szobafestő szakember.
Időben, ügyesen ráérezve, jól propagálva, rászálltak a témára. Ha kissé szakmai szemmel kezdi az ember nézni, csupa klisé az összes, visszaköszönnek, és unalomig ismétlődnek a folyamatok. Ja, hát szakkönyv meg van, csak fel kell olvasni a leírtakat. Ha azt akarom láttatni, hogy én mekkora penge vagyok a szakma elméletében, akkor egy videón keresztül könnyen megoldhatom.
Ajánlok valakit, igaz ő marós: TheMetalRaymond, nézzétek meg, óriási szakmai tudás mellett, nem magyaráz, valódi munkadarabokkal bemutatja mi is a szakma, úgy hogy közben nem játssza az okosat! Hogy akkor itthon miért nem csinál, ilyet senki? Ha valaki próbált egyszer is értékelhető videót készíteni bármiről, akkor hamar rájön, ez nem egyszemélyes műfaj, rengeteg időt, energiát követel, és hát vagy dolgozol, vagy forgatsz.
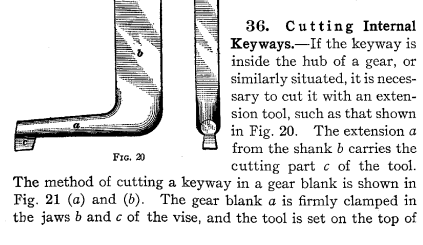
Abom79, a videói végén megjelenő fotó alapján neki már a nagyapja is forgácsoló lehetett, és szakmailag is ott van, de én mióta láttam, tudni lehetett, hogy csak a videókért dolgozik nem a megélhetésért. Itt látszik, hogy akinek nem szakmája, az még csak most veszi észre, hogy ez más mint korábban. Semmiben nem különbözik, csak valószínű már egyre savanyúbb az a bizonyos szőlő. Viszont semmi hiba abban, hogy tett a műhelybe CNC gépeket. Ezt én úgy mondanám a biológia nyelvén, hogy törzsfejlődési szakasz. Aki 20-30 évig csak hagyományos gépeken dolgozott, dolgozhatott, az megérti. Én már megértem, és tisztelettel tartozok minden programozónak, matematikusnak, és elméleti szakembernek akik egy ilyen rendszert valaha megálmodtak, és ráültették szerszámgépekre (és írhatnám csupa nagybetűvel hogy SZERSZÁMGÉPEKRE, nem holmi aluvázas játékokra), mert ez maga a csoda.
Nem lett rövid, ellenben jó hosszú lett, ez már kikívánkozott. További jó fűrészelgetést!
"netről tanult hobbiforgácsolók azt hiszik az esztergálás századra megy, meg túl sokat várnak pontosságban"
szerintem teljesen igazad van, magamra ismerek. Órázom a satut a harántgyalun és idegesít hogy két századnál nem akar jobb lenni, meg hogy gagyi az óra és irányváltásnál ugrik 5-6 századot. Aztán belegondolok, hogy: bakker T anyákat készítek, minek szórakozom a századokkal amikor a T horony sem század pontos? Meg 290x8x8mm-es négyszögrudat készítek 10cm befogással, lehetetlen még a tizedes pontosság is.
Persze a párhuzam alátéteknél megvolt az ok az odafigyelésre, de a többinél? Olyan ez, mint a hobbyasztalos haverom aki sniccerel vonalaz mert a ceruza vonal nem elég keskeny. Aztán levágja egy sheppach merülőfűrésszel.
Egyik videóban (daruról) befog egy bő 2 méter hosszú, 30 cm átmérőjű rudat a nagy gépébe, megforgatja (kézzel) órázza, üt 5 századod. Fellazítja kicsit a 4 pofást, ráver kettőt kalapáccsal, szorít. Óráz, üt 1 századot kb.
Erre kijelenti, ez ide elég, nem annyira fontos a pontosság :))
Én pont azért szeretem, mert véleményem szerint angolul tanult magyarnak pont könnyebb megérteni, de lehet ezzel egyedül vagyok.
Stefan Gotteswintert viszont imádom. Na nála nem nagyon láttam semmi reklámot.
Bámulatos, milyen komoly műhelye van, csupa kiváló állapotú géppel, szerszámmal. Nem azt mondom, hatalmas gyakorlata, tudása van a kollégának, amit semmi sem pótolhat, ahogyan az éveket sem, DE...
Ha nekem ilyen munkahelyem/műhelyem lehetne, ahol meg van, vagy meg tudok venni a vesém eladása nélkül minden gépet, szakszerszámot, azok jó állapotúak, nem lefosott bejlagolt méhtelep szökevény hulladékokkal kell dolgozni, amit így is aranyárba hirdetnek, biztos sokkal szívesebben állnék neki bármilyen projektnek.
Volt nemrég téma valamelyik internetes felületen, hogy a netről tanult hobbiforgácsolók azt hiszik az esztergálás századra megy, meg túl sokat várnak pontosságban, mer' a k*csög videósoknak mindig kijön a méret a képernyőn. Meg hogy az "igazi vérbeli" esztergályos fél fordulatos orsókottyanás alatt észre sem veszi.
Ebben lehet némi igaza (kis tipikus kelet-európai romantikával) nagy "öregeknek", ugyanakkor hozzá kell tenni, hogy némileg más a helyzet, ha nem ezeréves, gyárból kilopott, munkára alkalmatlan kopott gépeken kell átkínlódnod a napi 8-10 órát.
Azt meg végképp nem tudom miért szeretem, semmi közöm azokhoz brutál gépekhez :) Van egy másik csatorna, Machining and Microwaves, mütyürkéket gyárt mikros cuccokhoz, na még az is nezi a CEE t. Ajánlom még az Inheritance Machining et szakrajz függőknek.
Mindenkinek köszönöm a hozzászólását, de szeretnélek megkérni benneteket, hogy valaki írja le nekem pontosan, hogy akkor mit is kell kérnem a boltban, ahol valószínűleg csak egy annyira hozzáértő eladó lesz mint én :-)
Orosz traktorok gázolajcsapjáról van szó (de a Rigán, Verhovinán is ilyen van), a tankba menő fele ilyen. Az orosz gépek, hála a német együttműködésnek, metrikusak csak a záró/leeresztő csavarok colosak (ezek vízvezeték záródugókkal helyettesíthetőek). Különben az M14x1,5 menetű furatba is bele lehet hajtani, a végén megszorul, teflon szalaggal tömít is, de ezt csak ideiglenes megoldásnak tekintem, szeretném normálisan megcsinálni!
Esetleg nem egyezik az 1/4 csömenettel?Csöre való menettel!A 63mm-es nyomásmérő órákon is van ily menet. az biztosan akad otthon , (hegesztö manométer, kerékfuvató pisztoly.....)
Ezeket ismerem, sőt, van hasonló direkt műszerolaj flakon is. De nem az igazi egyik sem. Pl. ha beszúráskor akarok olajozni, megy az mindenhova csak pont a másfél milliméteres beszúrásba nem akar az istennek se.
Eddig fecskendővel + egyenesre köszörült végű injekciós tűt használtam, csak azt meg nem lehet finoman adagolni, és ha levegő van benne, akkor meg vissza kell húzni, hogy elálljon.
Amit mutattam, annak a vége is egy <1mm belső átmértőjű cső, bárhova nagyon pontosan oda lehet csöppenteni vele. Ha meg jobban megnyomod, akkor szép hajszál vékony sugárban lövi ki az anyagot, akár 10cm-re is tudsz célozni vele. Pl. furat esztergálásakor remekül bele lehet lőni a lukba.
Már régóta lejöttem a fórumokról, mert féltem, hogy függőséget okoz :-), de most megszorultam és hozzátok fordulok segítségért:
Egy zsákfuratba kell colos menetet fúrnom. Egy kúpos üzemanyagcsap megy bele. A kúp kisebb átmérője ~13mm, a tövénél a nagyobb átmérő ~13,5mm, a kúp hossza ~10mm. A csap menetére az alábbi feliratú menetfésű passzol: 18/1" Az eredeti furat se volt kúpos csak a belemenő csap kúpos. Van egy egész nagy colos menetfúró készletem, amiben van is a kívánt menetemelkedésű menetfúró, de az átmérője nem jó. Megköszönném, ha definiálnátok, hogy milyen menetfúró kell nekem! Elnézést az esetleges pongyola fogalmazásért, de remélem hozzáértő megérti?!
Egyébként a harmadik képen látható flakont ismeritek? A tetején egy vékony cső van, kenőolaj, hűtő-kenő folyadék csepegtetésére, spriccelésére ideális.
Elvileg egy filléres tömegcikk - gyárilag Henna festéshez használják - de sehogy se találtam nemhogy Magyarországban, de még az EU-ban se online eladót.
Végül Angliából rendeltem, mert nem volt türelmem kivárni, míg Kínából ideér.
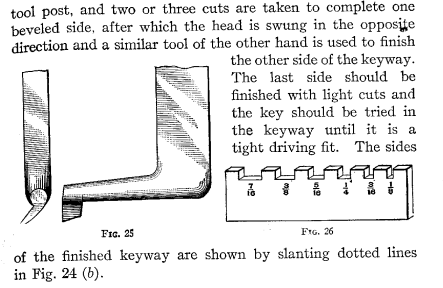
A kijelző mutatja, hogy hányadik osztásnál járok, meg az elforgatást fokokban (előre és hátra). A jobb alsó sarokban levő gombot (vagy az előre nyilat) megnyomva lép a következő osztásra. A vissza nyíllal visszafele is lehet lépegetni; ez úgy van megcsinálva, hogy kiküszöböli a holtjátékot: kicsit többet teker vissza aztán meg előre.
Nagyságrendekkel kényelmesebb (és gyorsabb!), mint az osztótárcsával szöszmötölni.
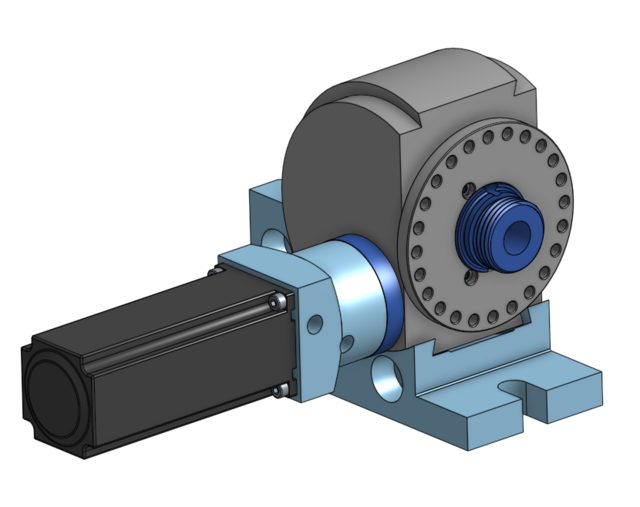
Az eredeti tervekhez (46312. hsz.) képest menet közben két változtatást kellett eszközöljek:
1. Az alumíniumba fúrt M5-ös menetek helyett acél betétes menetek kerültek (kívül M8, belül M5, Locitite-al beragasztva):
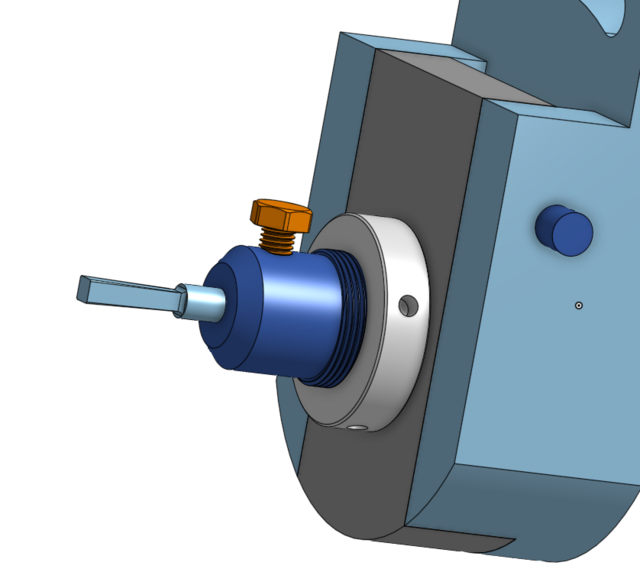
2. Az összeszerelés előtt (szerencsére) rájöttem, hogy ebből baj lesz! A csigahajtás holtjátéka állítható az osztófejen (minél kisebb a holtjáték annál nehezebb tekerni), de annak a csavarjai az adapter alatt vannak. Ha a motor valamiért megszorul, akkor viszont csak fűrésszel lehet szétszerelni az adaptert, mert az szinte kizárt, hogy pont olyan állásban szoruljon meg, hogy a flexibilis csatlakozó szorítói a furatok irányába álljon.
Szóval tettem rá még két bemarást, így a holtjáték állító csavarokhoz egy lerövidített imbuszkulccsal felszerelt állapotban is hozzá lehet férni:
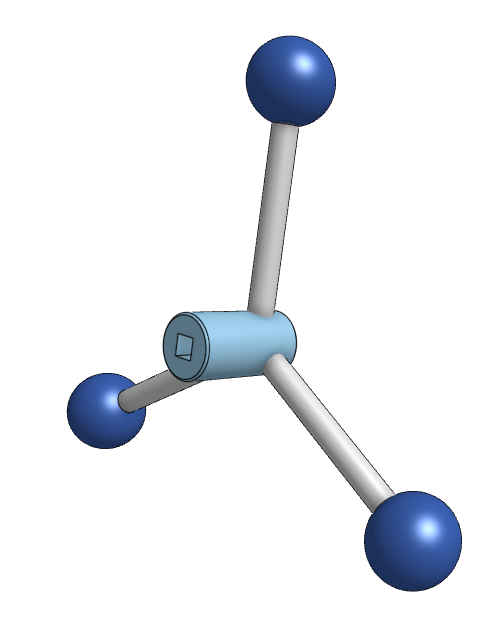
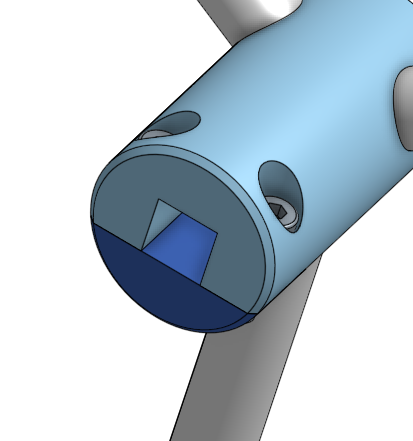
Először is elkészült a tekerő a vertikálfej előtolásához.
Ilyen lett a négyszögletes "furat" (ez milyen hülyén hangzik!) vagy inkább véset:
A karok 12mm-es rúdanyag, a végén egy váll és egy M8-as menet van.
A menetfúrással jól pórul jártam. Mostanában rászoktam a fenekező gépi menetfúrókra. Pár hónapja vettem ezt a 8-as fúrót:
Megcsináltam a menetet, nem akar belemenni az apuka. Erre beletekertem egy kézi menetfúrót (mindhárom fokozat kellett). Ezután belement az apa, de jó ronda lett a menet.
Vakartam a fejem egy darabig, mire rájöttem: M8x1-es finommenet fúrót adtak a boltban a normál helyett!
A karok másik végére M12-es menet került, amire 3D nyomtatott golyókat tekertem:
Ilyesmire is gondoltam, csak akkor azon az átmeneti ellenálláson egy pontban nagy teljesítmény akarna lenni, ott megégne, nem tudom. Holnapra megbeszéltem egy motorfelújító sráccal. Ha valami szörnyű összeget mond akkor elkezdem a boncolást (a motorét). Ha mégis nekem kéne csinálni akkor előtte megmérem még hangfrekis generátorral az impedanciáit (azzal kijönne, ha ohmos ellenállás van) illetve trafóként, meghajtom egyik tekercset megnézem mi jön ki a másik kettőn. Stb.
Ez egy szimpla háromfázisú motor, ennek ötven ohmnyi eltérése nem lehet egy tekercsen.
Vagy két tekercs menetzárlatos - amit nem hiszek, mert ennyire pontosan nem jönne ki egyformára -, vagy a harmadikkal történt valami gebasz, amitől megnyúlt az ellenállása. Valszeg valamelyik belső összekötés kontakthibás, és ott a baj.
Ki kéne fejtened a tekercsek belső összekötéseit, és átnézni, mert a képen nem látom megégettnek egyik részen sem a tekercselést, szóval szerintem csak belső kontakthiba lehet.
Amúgy, ha a motor elektromosan sántít, az kurva hangos morgást okoz. Szóval simán lehet, hogy ezt hallod.
Nem mozog hossz irányban csak a csapágy holtjátékát max, megmérem délután. A ket végén a csapágyak azoros illesztéssel a házba es a tengelyre, szimmering aztan a fogaskerék szivattyú hajtó kereke.
Az Abom csavó teljesen nézhetetlen már, osztják is a komment szekcioban. Ha épp nem a rémisztő feleségével bólogatnak egy kiállításon, oh yeah, super cool, akkor valóban olyan gépeket tesz be abba a szarul kitalalt kiállítóterembe amihez segg hülye. Miért nézzek valakit hogy tanul meg cnc ni? Akkor akár nézhetek szakmunkástanulókat ahogy kalapácsot reszelnek svájcisapkában. Vagy magamat ahogy épp fingom nincs mitől zörög az a motor. Elkanyarodtam, a lényeg, hogy Adam az évek precíz munkájával szerzett erkölcsi tőkét hamar el fogja égetni mert fogynak az előfizetői és ha nem nézi senki, hirdetni se fog nála senki.
Értem már mire gondoltál. Igaz, persze, tartalmat gyárt, minden szombaton kijön egy rész. De azért nem feltétlenül csak semmire se jó gőzgép kiteket, amik utána porfogók, csinál szerszámokat is. Jól magyaráz és kb vicces.
Azt persze egyik se hiheti, hogy ez örökké menni fog, teljesen tuti nem hagyták ott az eredeti megélhetésüket.
Azok a barkács vagy szaki youtuberek, akik nem égnek ki és hagyják abba, mind eljutnak ebbe a fázisba. A sok feliratkozót etetni kell, és egy létszám felett a többségük már drHouse helyett esztergálást néző banki ügyintéző, nem pedig olyan akit a szakmai rész érdekel.
Nem én gondolom, hanem ő maga mondja. És nincs ezzel semmi baj, csak nem árt tudni, hogy (a) ez nem hobbi, hanem egy jövedelmező biznisz, és (b) elsősorban nem forgácsolás, hanem tartalomszolgáltatás. (Úgy értve természetesen, hogy az utóbbi a cél, az előbbi csak eszköz).
Egyébként e keretek között nem is rossz az illető, viszonylag jó a stílusa. Csak egy kicsit zavaró, hogy azért az ő videóin is átsüt, hogy amiket gyárt, konkrétan azért gyártja, hogy videó legyen belőle, de együtt lehet élni vele, az eredmény tényleg nem rossz, nézhető.
Az Abom már inkább idegesít. Egy jobbra érdemes szakemberként indult, ma egy dögunalmas promóter. Régen tényleg érdekes videói voltak, aztán észrevette, hogy ezzel jól lehet keresni, és azóta gyárt nem készít semmit(*), csak a műhelyét szerelgeti és veszi egymás után a legdrágább gépeket (illetve a legtöbbet szerintem a promócióért cserébe kapja). Most már ott tart, hogy van hónapok óta három CNC gép a műhelyében, amiket kezelni se tud. Azért van ott hogy, "majd azokon megtanulja a CNC technológiát". Az esztergát és a nagy marót még el se indította, az legutolsó videójában meg azon örömködött, hogy sikerült leoldalaznia egy darab vasat - kis telefonos segítséggel - úgy, hogy kézzel, a digitális jeladót tekerve adta neki az előtolást.A három gép meg Forintban minimum ér 50 milliót. Tanulságnak tanulságos, hogy (semmiről se szóló) youtube videókkal ennyi pénzt lehet keresni.
(*) Leszámítva pár "collaboration projekteket", ami magyarul azt jelenti, hogy youtuberek egymást promózzák.
Futottam egy ujabb kört az ME1000 kenőanyag szivattyúm körül. Pokoli hangos, mint egy kávédaráló. Korábban cseréltem csapágyakat benne de pont olyan rossz lett.
Azt gondolom a hangját az adja ahogy a csapágyakban verődik a tengely. Próbáltam forgatni esztergában a forgórészt hátha dinamikusan kiegyensúlyozatlan. Azt vettem eszre, hogy a tengely nem megmunkalt középső része üt 0.8mm t, a csapagyak felfekvő feluletei,a lemezeles viszont 0.1 en belül koncentrikus. Tehát a megmunkalatlan részt is koncentrikursra esztergáltam.
Összeraktam megint de pont ugyanolyan hangos.
Van még egy, hogy a három kapocs között 250, 250, 300 ohmot mérek DC n. Nem értem, hogy lehet egy tekercs több mint a másik kettő (jo kontaktussal mértem, Hirschmann karmok az ónozott vezeteken). Vagy ha azok menetzárlatosak miért nem melegszik? Most arra gondolok, hogy pont az igy kialakuló egyenetlen mágneses mező rángatja a tengelyt es a forgórészt békén is kéne hagyni. Persze ha tudnátok motor felujitót javasolni aki nem kérne el százezret simán odavinném.
Ezt nem nagyon értem hogy gondolod. Innen nezve hobbi forgácsoló aki sokat tanult másoktól, youtuberektol is. Én is sokat tanultam tőle. Amit fordítottál az se mást jelent. Ennek a gondolatnak a mentén KeithRucker egy DiCaprio közé is rakhatsz egyenlőségjelet. Aki meg az "our hole" t hasznalja önkéntelenül. Most hogy igy mondod, lehet hogy pornót nézek négy éve?
,,Az amerikai nyelvezetben nem tornáznak ezen a szaktanári becsípődésen. Simán használják a "hole" szót "bore" helyett.''
Azért ez nem teljesen így van. Egyrészt, az angol nyelv logikája nagyon más, ezért nem nagyon lehet a kettőt összehasonlítani. Másrészt viszont itt két dolog van. A magyar szaknyelvben is egyaránt használják a "lyuk" szót és a "furatot".
Viszont az angolban se jut senkinek az eszébe "mikroszkópnak" hívni a kézi nagyítót, vagy "mikrométernek" a mérőszalagot vagy tolómérőt. Hasonlóképpen nem fogod hallani egy angol szakembertől, hogy "Vernier"-nek hívná a keresztszánon levő "dial"-t, hacsak nem az tényleg egy nóniusz. (Érdekes módon az viszont előfordulhat hogy az egész esztergapadot így hívja, ugyanis létezik egy ilyen márkájú esztergapad)
,,Sőt Quinn Dunki aki amúgy nő, gyakran fogalmaz úgy, hogy "my hole".''
Azért ezt nem gondolnám releváns referenciának.
Egyrészt itt ő viccel, éppen azzal, hogy nő.
Másrészt ő egy informatikus, aki a filmbeli szerepe szerinte egy forgácsolásba beletanuló lányt alakít, nem egy szakembert.
(Ez a "filmbeli szerepe" nem az én rosszindulatú megjegyzésem. Ő maga így ír hivatkozik erre a ténykedésére a saját LinkedIn oldalán:
,,I operate a successfully monetizing content production company focusing on Maker content. This includes metalworking, woodworking, fabrication, electronics, and so on."
Szabad (kb. google) fordításban:
,,Egy sikeres, bevételt termelő tartalomgyártó céget működtetek, amely a Maker [létrehozás, alkotás, barkács?] tartalomra összpontosít. Ez magában foglalja a fémmegmunkálást, a fafeldolgozást, a gyártást, az elektronikát stb."
Sajnálom, akinek most csalódnia kellett, hogy nem is egy hobbiforgácsoló hobbivideóit nézegette eddig.)
Sziasztok! Keresek szupport köszörűt, elsősorban magyar TSK-45 ös típust, vagy hasonló méretűt, jó állapotban. Előny ha megvan hozzá minél több tartozék. Elfogadható áron. Köszönöm.
Az én digitális Mitutoyom milliméterben ír ki. :-)) 30 év óta tökéletes (Most láttam egy olcsó, kínai digitálisat, hányingerem volt tőle. Lötyög és a kijelzése késik, legalább egy fél másodpercet.)
Az amerikai nyelvezetben nem tornáznak ezen a szaktanári becsípődésen. Simán használják a "hole" szót "bore" helyett. Sőt Quinn Dunki aki amúgy nő, gyakran fogalmaz úgy, hogy "my hole".
Lehet, hogy ezért nyerték meg a II. világháborút is, a német meg magyar iparosok túl sokat vitáztak azon hogy akkor "loch" vagy "lyuk" vagy furat.
Szerintem van ilyen is meg olyan is. Pl. az előttem levő tolómérőn felül inch-es skála van, alul milliméteres, de a 10-es osztás cm-ben van. A skála végére oda is írták,hogy az cm.
Emlékezetből írtam, de most megnéztem, a Mitutoyon mm-ben vannak (10-20-30-...), a másik nóniuszos tolómérőmre (egy régi magyar, "Perfekt" van ráírva) viszont tényleg cm-ek vannak írva (1-2-3-4-...)
És leellenőriztem a marógépet: tényleg cm-es számozású az is, szóval teljesen nem vagyok hülye (csak félig).
Érdekes, most pont nincs itt a tolómérőm, de szerintem azon milliméteres skála van (és nem is nagyon rémlik, hogy láttam volna centiméterben számozott sublert).
> A cikkek új, kialakulóban levő tudományos eredményekről szólnak kialakulóban levő fogalmakat (is) használva.
Több évtizede használt fogalmak már nincsenek kialakulóban. Inkább lustaság és nemtörődömség áll a mögött, amit írtam. Az egyik kedvencem, amikor valaki ugyan azt a görög betűt használja többféle mennyiség jelölésére egy cikken belül.
Jól néz ki! Érdemes nagyító alatt finom fenőkövön még tükrösre fenni. Ilyen kis méretben számít.
Ha nincs egész finom fenőköved, egy sík lapra (pl. üveglapra) felragasztott vagy csak vízzel odatapasztott 1000-es vagy 2000-es vízpapír ugyanolyan jó. (És töredékébe kerül egy minőségi kőnek.)
A kínai HSS tényleg elég vacak, de az alumíniumot el fogja vinni gond nélkül.
Egyébként ha tömör karbidból csinálod, az nem csak azért jó, mert tartósabb az éle, hanem mert sokkal merevebb a szár.
Az acélok rugalmassága - a sima szerkezeti acéltól a mindenféle ötvözöttekig - nagyjából egyforma, de a karbidé sokkal kisebb.
Ezért csinálnak tömör karbidból váltólapkás furatkés tartókat is. Régen aranyárban voltak, de mostanában látok egész elfogadható áron; szemezgetek is velük.
Én kézből nem tudok olyan szépet köszörülni, mint te, ezért a D-bit köszörűn szoktam ezeket csinálni. Ez 4mm-es karbidból van:
Így szabályosabb a formája és könnyen újraélezhető.
Végül megpróbálkoztam köszörülni egy normálisabb furatkést. Sajnos csak kínai HSS volt itthon (fúrószárat pont nem találtam ekkorát töröttet), de legalább vitte a köszörű mint a vajat. Remélem az aluba nem csorbul bele. :)
Illetve készült pár "mérőcsap" 4,00-4,2 méretig, a köztes méretek 2-3 százados lépcsőkben vannak. Az adott feladatra meg fognak felelni.
Jalpar: nem is tudtam hogy létezik ilyen golyós mérőizé, köszi a tippet.
2. idomszerrel. Na, az drága, ha venni akarod, de nem reménytelen legyártani egy konkrét méretet. Nem kell hozzá köszörű, leppeléssel olyan pontosra meg lehet azt is csinálni, amilyen pontosan le tudsz mérni egy külső átmérőt.
,,Lehet megkérdezem attól aki a tanáraim tanárait tanítja :)"
Attól a beképzelt fafejtől, ugye?
1. Nem ezt írtam - ezt már egyszer megpróbáltam elmagyarázni.
2. Amit írtam, az meg tényszerűen igaz, és nem csak rám, hanem még több száz emberre az országban. Nagyjából mindenkire, aki természettudományos kutató szakokon (pl. fizikus, kémikus, matematikus) oktat.
3. Ha megpróbáltad volna értelmezni azt amit írtam, akkor kiderült volna, hogy nem felvágásból írtam, hanem pont ellenkezőleg. Arra volt példa, hogy ez éppenséggel semmit se jelent. Hogy egy tanár nem egy megkérdőjelezhetetlen autoritás. Se a te tanáraid, se én.
,,Az jó, de hogy a Wikipedia cikk ábrája cm-ben méri a távolságot, az kicsit furcsa.''
Itt szerintem a Wikipédia nem hibázott. Én még nem láttam olyan tolómérőt, amin ne cm-ben lett volna az osztás. De a marógépemen levő (egyenes) skálák is cm-ben vannak számozva.
Az első, amit megtanultunk:
"A mérnök milliméterben mér. A centiméter a szabók mértékegysége."
Erről van egy kedves történetem. A bátyám Németországban járt egyetemre. A témavezetőjének egy kísérlethez szüksége volt egy jó nagy üveg dobozra (mint egy akvárium). Elküldte a tervet az iparosnak. Precíz német prof. tudta, hogy ezek a szakik cm-ben számolnak, hát úgy adta meg a méreteket. A precíz német szaki pedig tudta, hogy ezek a tudós mérnökök mm-ben dolgoznak és aszerint gyártotta le. Volt csodálkozás, amikor egy hét múlva beállított a hóna alatt a dobozzal.
,,Ezzel szemben a fizika például tele van pongyolasággal, egy mennyiséget cikkről/cikkre másképp definiálnak, numerikusan és pl. geometriai viszonyok tekintetében is, erre pedig még rájön a többféle mértékegység rendszer.''
Nincs ez másképp a matematikában sem. Bizonyos fogalmakat célszerű hol így, hol úgy definiálni. De olyan nincs, hogy valamelyik országban szokás volna mondjuk a "halmaz"-t "függvény"-nek hívni.
Azután meg nem ugyanaz, hogy egy tudományos cikkben látsz ilyet, vagy egy középiskolás tankönyben. A cikkek új, kialakulóban levő tudományos eredményekről szólnak kialakulóban levő fogalmakat (is) használva. A középiskolás tankönyvek pedig jó esetben olyan tudásról, ami már letisztult és a tudományos körökben konszenzus van róla.
A kerékpárt lehet biciklinek, cangának, drótszamárnak hívni. De ez nem ugyanaz, mintha valamelyik faluban szokás lenne a biciklit "motorkerékpár"-nak hívni.
Köszi, ez érdekes! Én több magyar könyvet is végignéztem, azok mind korrektül használták a fogalmat.
De most már legalább lehet egy tippünk, honnan származik ez a baromság: valószínűleg ez a szovjet figura lehet az ötletgazda.
A második könyvben levő "50 osztású nóniuszos gyűrű" kifejezés különösen zavaró. Ha valaki véletlen olyan túlképzett, hogy tudja mi az a nóniusz(*) akkor simán arra gondol ebből, hogy a skála mellett levő nóniusz van 50 részre osztva.
(*) Nálunk általános iskola 5. osztályában technika tanították a tolómérő használatát.
Én úgy találtam hogy a négyzetesen határozottabban állnak pláne vízszintesen.A négyzetes végét pedig csapnak esztergálva az alap furathoz. De mivel úgyis sajátságos mérete van a négyzetes dugókulcs nyílásnak úgyis kell egy kis famegmunkálás.
Ha "kör tipli" az is két méretű lesz.
Javaslom valami keményebb fából készítsd.
De egy darabon ekészíted mindkettő kivitelt és döntesz... A 45fok sarokléc jó ötlet.
Furatkés: Egy a furatba éppen beleférő tömör keményfém fúró csonkját érdemes késnek megköszörülni, és egy régi esztergakés szárának a furatába csavarral rögzíteni. Nagyon élesre fenve pici fogással érdemes megpróbálni.
Az egész méret egy meglévő ellendarab esetén sajnos nem járható út.
Legutóbb 4,13mm átmérőjű tengelycsonkra kellett volna készítenem egy pont cuppos valamit. - bocs a szakmailatlan fogalmazásért, de talán érthető - Sajnos a tengelyen lévő egyéb dolgok miatt nem lehetett azt használni a furat ellenőrzéshez.
A visszamérés ptoblémás volt, jobb híján a mikrométert próbáltam etalonnak használni a tolómérő pofáihoz. De nem lett jó persze. Csőrös mikrót én eddig 5mm-től láttam, bár ez nem jelenti azt hogy nincs kisebb... A csapok jó ötletek, de sajnos én nem tudom jóra megcsinálni, pláne köszörülni. Legközelebb lehet esztergálok valahogy idomszert előtte.
Maga a futatkés is problémás nekem már ekkora mérethez.
Gondolom ugyanúgy, mint a szögletes állványú változaton. A fúróorsóval kitámasztva az asztalhoz fellazítani a szekrény rögzítését és akár a fúróorsóval emelni-süllyeszteni, majd visszarögzíteni.
Első lépésben átgondolom, hogyan lehetne mégis kerek méretet választani. Azután a mérethez keresek, vagy ha nagyon nagyon kell, akkor átköszörülök ( rossz esetben aranyáron veszek ) egy dörzsárt. Méréshez vagy előveszem az ehhez való furatmérő mikrót, vagy intót, ami azért ritka darab, vagy készítek pár tizedes kúposságú mérőcsapot és az dugom bele, és normál külső mikróval megmérem, vagy akár előre bejelölöm a kúpon a pontos méretet. Persze lehet hengeres idomszert is készíteni az adott mérethez és tűréshez. Esetleg lehetne ágyúfúrót készíteni az adott méretre, de azt én még nem próbáltam.
Üdv! Ismeri valaki ezt a gépet Stankoimport 2H 125 a fúrógép szekrényt hogyan lehet fél és le mozgatni? Dolgozott már ilyennel valaki? Mik a tapasztalatok?
Gyűjtöm a szabványgyűjteményeket. Megvan az Állami Szabványok Jegyzéke 1984-ből, ez lényegében egy katalógus. Valamint pár kötet az egyes ágazatok szabványgyűjteményéből. Itt is vannak pontos definíciók, viszont ha valaki ezeket meg akarja ismerni, akkor fizetni kell érte. Még ma sem lehet másolatot készíteni róluk pl a BME OMIKK-ban.
"Nagyon erős a gyanúm, hogy nincs ez másképp a többi természettudományban sem."
csak érdekesség képpen, (aki esetleg nem tudná) az építészetben a fontos fogalmak definiciója (pl épület részei) jogszabályba vannak foglalva. 1997 évi LXXVIII tv. §2. és 253/1997. kr. 1. mellékletében. Eddig fel sem merült nekem, hogy ez más tudományágakra nem jellemző, de valóban.
Megjegyzem, hogy még így is minden b*rom építész keveri a fogalmakat, és keveri pl a teraszt, erkélyt, loggiát, franciaerkélyt.
egyébként csodálkoznék ha pl a szabványokban nem lenne benne a fogalommeghatározás pl forgácsolási területen. Illetve nem tudom, hogy a forgácsolási szabvány az hivatalosan (számonkérhetően, jogszabályszerűen) kezelendő mint ahogy pl az építési szabványok igen.
Az az alapvető probléma, hogy Te hivatásszerűen egy olyan tudományterületen dolgozol, ahol precízen definiálnak mindent. Ráadásul ez az egyetlen egzakt tudomány. Ezzel szemben a fizika például tele van pongyolasággal, egy mennyiséget cikkről/cikkre másképp definiálnak, numerikusan és pl. geometriai viszonyok tekintetében is, erre pedig még rájön a többféle mértékegység rendszer. Valahogy mégis el lehet boldogulni ebben a kis túlzással bábeli zűrzavarban. Nagyon erős a gyanúm, hogy nincs ez másképp a többi természettudományban sem. És ezek után mit lehet várni a minennapi élethez közelebb álló szakterületektől, ahol pl. a szájhagyománynak még nagyobb a szerepe?
Reszelitek a fingot; A nóniusz két egymástól meghatározott módon eltérő skála egymás mellett. .Egy menetes orsó egy menetének tárcsával sokfelé osztása, egy fogaskerék egy fordulatának tárcsával felosztása csak skála..Ha csak nulla mutató van vele szemben.Szerintem !
Az MVE-n nincs, de pl.. a Bulgár C10 esztergán hossz és kereszt irányban is van valódi nóniusz. Én is nóniusznak hívom az indextárcsát is, gyerekkoromban az öreg szakiktól is így hallottam, apám is így hívta. Ez ragadt meg bennem, ha oktatni kéne akkor elmondanám mi a különbség köztük és mi a hivatalos neve, és a gyakorlatban hogy hívják.
Engem a "fúrószár", "fúróhegy" -mostanában divatossá váló elnevezés- zavar, próbáltam a fórumokon szólni hogy legalább itt ne, de be kell látnom hiába...
És melyik ír ezek közül a a hosszszán nóniuszáról?
V. A . Szelepityin , vagy hasonló ezt fejből írom ,abban esetleg lehet szó a hosszmozgás kijelzés tárcsájáról ,mert abban modernebb orosz gépek vannak .
A többi könyvemben szinte bizonyosan nincs erről szó ,és olyan gépekről sem igazán ami el van látva hosz mozgás kijelzéssel .
A Kusong gépemen van ,de szerintem ott is csak mm osztás van ,nincs nagyobb felbontás .
A nagy toson volt ,csak az már e nélkül került hozzám .
Az Mve - n sincsen szerintem ,de lehet rosszul emlékszem .
,,Van néhány forgácsolással foglalkozó könyv a polcomon . Még el is olvastam őket .
De ajánlanám Csuhás könyvtárát ,ott is van jónéhány."
És melyik ír ezek közül a a hosszszán nóniuszáról?
,,Azt felvállalom hogy szakbarbár vagyok , de nem szégyellem.''
Nem rólad beszéltem, hanem általában.
És az "általában" egyáltalán nem jelenti azt, hogy ne lennének tanult, jó és értelmes szakemberek, csak azt, hogy a többség nem ilyen.
Lehet meredek ez az állítás, de fenntartom, hogy igaz.
Amikor pedig ,,ezen a fórumon''-ról írsz, akkor valószínűleg félreérted, amit írok (valószínűleg, mert félreérthetően fogalmaztam).
A tippem az, hogy az itt a fórumon levők - bár tipikusan hobbisták - "általában"/"átlagosan", olvasottabbak, tájékozottabbak, érdeklődőbbek, mint sok "profi" esztergályos.
De én szakirodalomra gondoltam. Szakkönyv, amit szakember-szakoktató írt a szakmunkás tanulóknak. Csuhás remek gyűjteményében (ezúton is ezer köszönet neki!!!) van jó pár ilyen könyv. Ezeket amennyire bírtam áttanulmányoztam, de egyetlen egyszer se láttam, hogy így hívta volna az írója.
Egyébként más se angolul, se franciául, se németül se jut eszébe senkinek nóniusznak vagy verniernek hívni ezt.
,,Azt hiszem itt mindenki tud mondani egy tucat olyan elnevezést ami igazából helytelen de igencsak meghonosodott a műszaki beszédben.''
Én ott húzom meg a határvonalat, hogy okoz-e félreértést vagy nem. Mondok pár példát pro és kontra:
Pro:
- olyanokat/akiket - hát nem mindegy.
- nóniusz. Oké, ez nálam be van akadva. De igenis zavaró. Elvben egy esztergán is lehetne nóniusz (szinte biztos van is ilyen). De akkor azt hogy hívom? A nóniuszon levő nóniusz? Vagy mi a szösz? Pl. nekem van két kiesztergáló fejem, az egy egyiken egy sima skála van, de a másik egy nóniusz. Ha az elsőt is nóniusznak hívom, akkor hogyan mondjam el, hogy a másikon valami jobb van?
Határeset:
- amerikáner. Ez inkább vicces, mint zavaró: itt a fórumon hallottam először, hogy a tokmányt is hívják így, nem csak a kúpkerekes hajtású kézifúrót. Az előbbi használatot sose hallottam, bár kétségtelen, hogy találtam rá pár találatot a neten. Másik érdekesség, hogy amikor visszakérdeztem (viccesen) hogy akkor az amerikáneren levő amerikáner kulcsát hogy hívják, azt a választ kaptam, hogy sehogy, mert azokon kézi szorítós tokmány van. Én addig csak kulcsos tokmányos amerikánert (=kézifúrót) láttam. Egyből rákerestem a neten, és valóban szinte kivétel nélkül kézi szorítósat találtam.
Kontra:
Van egy csomó elnevezés, amin szokás rugózni, de semmi értelme. Tipikusan ezekre rendkívül kényesek a "szakmabéliek" de aztán, ha megkapargatjuk, akkor kiderül, hogy még ők is könnyen belezavarodnak.
- Kedvenc példám a lyuk/furat. "Lyuk a nőkön van, az ott egy furat, hehe." Remek. És hogyan is hívják a mérnöki szakirodalomban azt a tűrésezést, amikor a furat a H-valami, és a csap tűrését választjuk meg az illesztésnek megfelelően? Hogyhogy nem alaplyuk-rendszernek." És négyzet alakú "furat" van-e? Stb-stb.
- Fúró-fúrószár-csigafúró-stb. Na, ez is olyan, ami semmi félreértést nem szül, csak felesleges vakaródzást, hogy akkor a fúrószár, az a fúró, vagy a fúrónak a szára.
Mi az, hogy "elfogadott", meg "meghonosodott" kifejezések????
Mutassatok már nekem egyetlen magyar nyelvű szakkönyvet, ami az esztergapadon levő skálát nóniusznak nevezi!
Sértődjön meg ezen minden önérzetes szakember, de számomra ez tényleg a szakmunkás társadalom tragikus állapotának egy kicsi, de igen jellemző példája.
Szakmunkásnak lenni szerintem egy rang, és én nagyon felnézek egy igazi szakemberre. Nem egy "magas iskolai végzettség", de egy jó szakmunkás igenis tanult ember. És az, hogy "tanult", azt is jelenti, hogy olvasott, ismeri a szakirodalmat. Tartok tőle, hogy a "nóniuszozó" szakemberek életükben nem olvastak el egy esztergályozásról olvasott könyvet se.
Ide kívánkozik, hogy jó néhány éve valahol a VII. kerületben betértem egy varrógépjavító műhelybe, ott volt két szaki. Ketten együtt jártak talán annyit iskolába, mint én. De pár perc után olyan irodalmi-színházi diskurzus közepén találtam magam, hogy csak pislogtam. Lehet, hogy teljes baromság, de - amellett, hogy felemelő élmény volt társalogni velük (úgy és mondhatom: én voltam ott a műveletlen tuskó) - bizony nyugodtabb szívvel bízom a feleségem varrógépét egy írni-olvasni tudó emberre, mint arra, aki a kollégájától tanulta a szakmát.
"Ez is remek... Az idő utazásban is otthon vagy.. :)) (Jani már nyugdíjas,(!) a tanárai meg...."
Nagyon nehéz úgy beszélgetni az emberekkel, ha nem tudnak különbséget tenni az "olyanokat" és az "azokat" szavak között.
,,Szerintem jalpar amikor első osztályos volt, és a számtan tanító néni/bácsi azt mondta hogy: Vegyétek elő a 'kockás' füzetet, ő már akkor sem találta mert neki nem volt olyan..''
Képzeld el, hogy akkor is és most is kockás füzetnek hívom. A tanító nénik "négyzethálós füzetezése" pont ugyanolyan félművelt akadékoskodás, mint az, hogy a "nincs olyan szó, hogy médiák, mert a média eleve a médium többesszáma".
A média bizony a magyarban egyesszám (fura is lenne, ha valaki azt mondaná, hogy a "média megmondták").
A négyzet pedig valójában a kétdimenziós kockának az elnevezése a matematikában, szóval - ezúton üzenem minden tanító néninek - a kockás füzetben igenis kockák vannak.
Azt hiszem itt mindenki tud mondani egy tucat olyan elnevezést ami igazából helytelen de igencsak meghonosodott a műszaki beszédben. Szerintem nem is érdemes a javítgatásukkal kísérletezni mert megállíthatatlan szócséplés lesz belőle. Persze van kivétel, az iskola, a szakirodalom olyan ahol illik pontosan fogalmazni, de egy ilyen fórumon nem lőnek vele nyulat.
Szerintem jalpar amikor első osztályos volt, és a számtan tanító néni/bácsi azt mondta hogy: Vegyétek elő a 'kockás' füzetet, ő már akkor sem találta mert neki nem volt olyan..
Ez valóban felháborító. Szegény Giordano Brunot jól meg is szívatták emiatt. Ehhez képest én egész jól jártam, hogy csak verbálisan ugrasz a nyakamnak.
,,Jó iskolám volt . Mérnök tanárok tanítottak .
Nem örülök neki ha valaki kétségbe vonja amit ott tanítottak!''
Ez remek. Magam is tanítok (köztük olyanokat, akik a te tanáraidat tanítják az egyetemen).
Szerintem a jó tanár egyik ismérve, hogy megérteti a diákjaival, hogy - bár megpróbálja az igazságot tanítani - de nem attól lesz igaz valami, hogy ő mondja.
A jó diák egyik ismérve pedig, hogy megérti ezt.
Jelen esetben az "igazságot" egyébként egy "jó diák" kb. 10 perc irodalomkutatással kiderítheti, nem kell hozzá se jó, se rossz tanár.
Én egy negyvenes laposvasat (tudom: acélt) a két széle mellett kifurkáltam a fejek átmérője + 20mm távolságra a 65-ös szeg szárátmérőjére. A szeg hegyét lehegesztettem a hátoldalon és kész a tartó.Teheted a falra vízszintesen; függőlegesen...
Szerintem tökéletes volna, amikor simán esztergálsz akkor áll a vezérorsó, így van egy hosszmérőd, amikor menetet vágsz akkor ugyanez mint menetóra működik. Amikor pedig hossz skála szerint vágnál menetet, no akkor menj el és igyál meg egy sört!
Amikor a vezérorsó hajtásban van, és a szánt is viszi magával, akkor ez a módszer nem lenne jó, mert leállna a hossz-szán számlálókerék. Hiszen pont annyit halad oldalra a szán, amennyit viszi a menet, de közben ugyanannyit el is fordul a menet.
Másrészről pedig ha a vezérorsó hajtásban van, de nem kapcsolt, és nem viszi a szánt, akkor meg álló szánnál is forgatná ezt a hosszmérő kereket.
Ez így sehogy se lenne jó.
Ezt úgy szokták csinálni, ahogy te írtad: megfelelően áttételezve a hosszán forgatókerekéről.
A bábok keresztmetszeteiből és a szánvezetékek felületeiből azt gondolom hogy egy nehézműszerész eszterga lehet, talán még az EE250 szériánál is robosztusabb.
nekem van ilyen szettben kapható vídiás készlet, de 2 sincs egy magasságban véletlenül se...
Akkor az valami dzsunkás gagyi, nem belevaló lapkával, satöbbi. A lapkásokban pont az a kunszt, hogy alátétezés nélkül be tudod rakni egy CNC gépbe, mert századra magasságban van a lapka éle. Szép is lenne, ha egy CNC revolvertárban alátétezni kellene...
Tulajdonképp jól is jársz, ha lemaratod, legalább egyformára lehet hozni... nekem van ilyen szettben kapható vídiás készlet, de 2 sincs egy magasságban véletlenül se... mindig nézegetni kell, és alátétezni.
Egyszeű megoldásom van erre, esztergáltam méretre egy kis korongot, amit a felső szánra csak rádobok, odaforgatom a késtartót a késsel, és ha egyvonalban vannak, OK a magasság. Így nem kell mindig a tokmányhoz-csúcshoz méregetni.
Üdv a tagoknak van egy Expert miniesztergám és tengelyt esztergálok nem egyenesen esztergál a vége nagyobb ahogy közelít a tokmányhoz kisebb a méret hol kell állítani hogy egyformán esztergáljon?
Keresnék olyan embert aki két három hétvégén Budapest környékén, vagy nálam Fóton tudna egy kis gyakorlati szerszámélezési tanfolyamot tartani KSU stílusú gépen. Természetesen nem ingyen kérem ezt.
Volt olyan elképzelés hogy a frekvenciaváltó további digitális bemenetére kerüljenek a beállító gombok amelyek így egy előre beállított fordulatszámmal hajtanák a motort. De úgy véltem az elég nagy "retro" bakelit forgatógombal mindig beállítom a beállításhoz (ill.munkához) szükséges fordulatot.
Ez akkor is jol jöhet ha csak gyorsan hárta akarom küldeni a kost, anélkül hogy megtenné a teljes ciklust. ("durva" beállítás)
Az is jól jöhetne ha megállna a hátsó pozícióban ha szükséges.Erre szolgálna majd a választó kapcsoló.
A start gomb olyan mint az előre gomb csak öntartással.
A tapasztalatok alapján lehet még fejleszteni. Például a kulissza állását érzékelni hogy a beállító gombok szimbólumai igazak legyenek.
A kosmozgatást hogyan oldottad meg? A poti állásától független csigatempóban megy ilyenkor a kos? Én egy másik esetleg csavarhúzós potit kapcsolnék ilyenkor a váltóra. A lassú lökettel nagyon szépen lehetne ellenőrizni a gépet indítás előtt. ( Az én gépemen egy szép alu tárcsa van és azzal lehet kézzel hajtani beállításkor )
A gyalugépemre vásároltam frekvenciaváltót,így annak vezérlésére készítettem egy kezelő konzolt a régi irányváltó Dahlander kapcsoló helyére, annak megmaradt menetes furataira szerkesztve.
Zártszelvényből lett a nyomógomb ház. A ki-be gomb csak elfordítva fért el.
A hátsó felét is kivágtam és fedtem le a nyílást egy lemezzel így a bekötés elég könnyen megvalósítható pláne hogy 18x1mm2-es kábelt kellett begyűrni.
Két felesleges furat van az oldalán, az elhelyezés még nem volt kiforrva így opcióként megmaradt...
A nyíllal ellátott gombok a beállításkor hasznosak, amíg nyomom addig megy előre vagy hátra a kos. Mivel a pozíciót nem detektálom a nyilak éppen fordítva is működthetnek. Részletkérdés számomra, a beállításhoz eddig az ékszíjjtárcsát kellett kézzel forgatnom. Ez így ugrásszerű változás kezelés szempontjából.
Gondolom tudsz vezetni. A dolog hasonló az álló helyzetben, és a mozgás közben tekert kormányhoz. Álló helyzetben eléggé erőlködni kell, bár a szervó igyekszik segíteni. Szóval a dörzskapcsolat forgás közben könnyedén el tud oldalazni, míg álló helyzetbe az elcsúszáshoz szükséges esetleg erő ki tudja törni a villák végén levő csapokat.
Szerethető kis gép az EMU nekem is az volt az előző gépem. Nagyon kényelmes a fokozat nélküli váltója, de azért odafigyelést igényel. ( A gép körül gyakran van olyan ember akit tekergetésre csábít a karja, álló helyzetben ezzel ki is lehet nyírni. ) Nekem egyébként sokszor volt kicsi a munkához, érdekes módon a nem sokkal nagyobb E2N 750 teljesen megfelel az igényeimnek.
pont most érdemes esztergát (és minden mást) keresni és venni, mert az embereknek fogy a pénze és eladják a gépeket. A nepperek nem fognak engedni az árból, de kevésbé buknak rá az eladó gépekre
Nagy a kereslet is. Rendszeresen kell figyelni és felbukkannak az említett gépek felszerszámozva a 6-800.000Ft szegmensben. De kb. 10 perc alatt le is foglalózzák ezeket és többen sorba állnak. Ezen hirdetések nyilván gyorsan le is kerülnek, így nyomuk nem marad.
Régen a menetfúrók végén vagy központfurat vagy - a kisebbeken - kúp volt.
Ezt nagyon szerettem, mert a luk kifúrása után a szegnyeregbe vagy a marógép/fúró orsójába egy csúcsot vagy fordított csúcsot befogva remekül meg lehetett támasztani a menetfúrót.
De a mostanában vásárolt menetfúrók vége nem ilyen, hanem egy csonka kúp. Szerintem gyártáskor még kúp van ott, amit leköszörülnek, amikor kész.
,,A tényleges hátszöget csak a bekezdőrészen alakítják ki hátraköszörüléssel.''
Ez szerintem elég egyértelműen azt jelenti, amit a (rövid idő alatt két mínusszal díjazott) 46542.hsz.-ben írtam.
És még ott is igen alacsony mértékű az aláköszörülés (lényegében csak az a kiemelkedést kompenzálja, amit említettem); aminek az okát szintén arra vezetem vissza, hogy erősebb hátraköszörülés esetén a szerszám önvezetése szenvedne csorbát.
,,de köszörült kivitel esetén ki lehet alakítani''
Ez meg azzal vág egybe, amit KART EMG ír a 46538.hsz.-ben.
Biztos volt már kérdés, szoktam olvasni a fórumot, de mi a fene történt a használt gépek piacán? Vagy ez csak nekem új?
2-3-4 éve még 6-800ért tényleg jó gépeket lehetett kapni, mind esztergát, mind marógépet, meg úgy tűnt, van is választék.
Most meg, hova a búsba tűntek ezek a gépek? Elfogytak?
Ami van, ilyen 798, meg 1498eFt-ért, meg hasonló légből kapott árakon, azok is külsőre is borzasztó lef*sottak. Egy E3N-ért lassan 2M-et kérnek. Valaki tényleg megveszi ennyiért?
Lehet még valahol ésszerű áron, bejlagolás nélküli pontos munkára alkalmas gépet találni?
Még régebben pár menetfúrót kimértem, azok nem voltak hátraköszörülve. Ha lesz egy kis időm, megismétlem pár minőségi új menetfúróval.
Mondhatnám azt, hogy az idők változnak, a technológia fejlődik, de ez nem érv, mert az idézett könyv se egy mai darab.
A menetmetszők esetén az aláköszörülést igen nehéz volna megvalósítani, szinte kizártnak tartom, hogy ott csinálnának ilyet. Persze a metsző sokkal masszívabb mint a fúró és rövidebb is, így a beszorulás, és főleg a törés kevésbé probléma.
VISZONT van itt két dolog, kérdem, hogy nem ez keveredik-e véletlen.
Mert a menetfúrón egyrészt van a menetprofil kialakítása, és van a bekezdő fogak köszörülése.
Nagyon hagyományosan (illetve barkács körülmények között) a menetfúró úgy készül, hogy a (1) fúrószárra ráesztergálnak egy menetet, kimarják a hornyokat (ezzel kialakítva a vágóéleket), és utána (2) a menet elején fokozatosan lemarják/leköszörülik a fogak tetejét.
Az (1) adja a végleges menetprofilt, a (2) pedig azt, hogy az egymás után következő fogak fokozatosan mindig egy picit mélyebbre vágjanak az anyagba.
Ez utóbbit viszont valóban muszáj hátraköszörülni. Ugyanis a menet egy spirál,a fúró tengelye mentén az egyes fogak vége hátrébb van, mint az eleje. Ha aláköszörülés nélkül egy sima kúp lenne a bekezdés kialakítása akkor a fog vége magasabban volna, mint az eleje, és emiatt megszorulna a fúró.
Lehet érveket és ellenérveket hozni a hátraköszörülés mellett/szemben. A könyvem világosan fogalmaz, viszont 1969-es kiadás. Jalpar kolléga, meg tudnád nézni a szuper mérőmikroszkópoddal, hogy milyenek a menetfúrók néhány méretben?
Megnéztem a "Dr. Kalám, Huszák, Mátray:Fémforgácsoló szerszámok" c. könyv mit ír a menetfúrók hátraköszörüléséről. A könyv szerint van olyan menetfúró, ami hátraköszörült és van, amelyik nem. A hátraköszörülés a puhább, kenődőbb anyagokbam könnyíti meg a menetfúrást (ez nem meglepő). Ugyanakkor a 306 oldal tetején ez áll: "A menetfúrót előállító gyárak bizonyos mérethatár felett (ez kb. M4 méretnek felel meg) általában minden köszörült menetfúrót hátraköszörült kivitelben készítenek."
Nohát, ezzel megleptél. Meg voltam győződve hogy egy nagyon enyhe hátraköszörülés van ezekben a szerszámokban hogy lecsökkentsék a súrlódást. Az él nem csak vágja hanem picit deformálja is az anyagot, ami az él elhaladtával visszarugózik és szorítja az él mögötti meneteket ha azok nincsenek egy leheletnyit hátraköszörülve, vagy esetleg az egész menetfúró lehetne kúpos, ahogyan a csigafúrók is a hegytől távolabb pár századdal kisebb átmérőjűek. Egyébként pl ez a katalóguslap emleget hátraköszörülést:
A menetfúrók éle nincs hátraköszörülve, ennek több oka is van.
A legfontosabb, hogy maga a fúró vezeti magát, ehhez pedig kell az, hogy a menetek feküdjenek a menetárokban.
A másik, hogy ez segít a jobb minőségű menet kialakításában, nem csak vágja, de "formázza" is a menetet, a és némileg fel is keményedik a menet felszíne. Ha megfigyelsz egy menetfúróval, menetmetszővel készült menetet, látszik hogy szebb a felülete, mint az esztergált meneté, pedig az esztergáláshoz képest sokkal kevesebb menetben szedi le az anyagot.
A harmadik ok, hogy nehéz (a menetmetszőknél gyakorlatilag lehetetlen) kialakítani a hátraköszörült élet.
Ezek fémnyomtatók, lézer-szinterezéssel működnek: kicsit leegyszerűsítve rétegenként fémport terít a munkatérbe, aztán lézerrel összehegeszti/szinterezi, ahol kell; ebből alakul ki a munkadarab.
Nem, olyat nem, mert közeli infrában már nagyon kicsi a hatékonyságuk, meg amúgy is kicsi a félvezető alapúakhoz képest. Van egy szilicium alapú lavina fotodiódás, 400-1000nm között működik. Egy másik pedig szupravezető nanoszálas, azt 1.5um, azaz telekom hullámhosszon használunk. Az a legjobb, olyan 80% a hatásfoka.
Az a vicces, hogy két hét alatt megkereste az árát. A 3D nyomtató levilágítója torzított. Ez szoftveresen korrigálható: ehhez bele kell gravírozni egy négyzethálót egy masszív fémlapba, és kimérni a keresztek koordinátáit. Volt is egy cég, aki egy precíziós szkennerrel megcsinálja, pont 200eFt lett volna a számla. Ehelyett egy gyakornokot kiokosítottunk, hogyan kell kezelni a spirálmikroszkópot és szépen kimérte egy fél delelőtt az összes pontot.
Elavult technológia, de beszippantja magával az embert. Nemrég kijöttek Németországból a gyártótól bekalibrálni a nyomtatót. Ehhez ki kell nyomtatni mindenféle munkadarabot és bemérni. A fószer hozta magával a digitális mérőműszereket. Amíg ment a nyomtató, megkérdi, hogy az meg ott mi letakarva. Megmutatták neki. Ő meg úgy rámoccant, hogy végül azzal mérte ki a gyártmányokat, nem a saját műszereivel.
,,Ilyenekhez földi halandó, hogy tud hozzájutni?''
Nincs benne titok: hirdetésen vettem, 200eFt volt, jó sok tarozékkal és szállításal.
Egy évig biztos fennt volt a hirdetés, nem kellett senkinek - vagy kellett volna, de nem tudta hova tenni. Nekem is az volt legnagyobb probléma, hogy helyet találjak neki. A hazavitel sajnos szóba se jött.
,,el sem tudom képzelni, hogy mi lehetett ennek az ára a maga korában, illetve egy mai ilyen mibe kerülhet.''
Új áron számolva többszáz millió Forint érkékű mikroszkópom van. Az van, hogy várni kell 40-50 évet és elérhető árkategóriába kerülnek ezek az újkorában egy jobb családi ház árába kerülő eszközök. Ennek nincs köze igazán a redszerváltáshoz meg a lopáshoz.
Jól írod jalpar, egy kicsi, a fény diffrakciója által meghatározott méretű foltot vilátunk meg egyszerre, és az onnan visszaszórt fényt gyűjtjük be. Ugyan azon az objektíven keresztül világítunk, ahol a fényt begyűjtjük. Igazából azért találták ki, hogy a vizsgált minta különböző rétegeiből lehessen képet kapni, így ténylegesen 3D képet tudnak előállítani pl. sejtekről, így tanulmányozzák pl. az idegsejtek működését. Nem túl humánus eljárás, felnyitják egy állatka koponyáját és belenéznek a mikroszkóppal.
Ilyet én nem csinálok, hanem atmokat akarok megfigyelni. A megvilágított folt átmérője összemérhető a fény hullámhosszával, ami látható fény esetén több ezerszerese az atom méretének.
Egy atomot azért lehet mégis megfigyelni, mert ezek az atomok ún adalékok, avagy szennyezők egy kristályban, tehát nagyon ritkán vannak, Ezt a kristály növesztése során az adalékolással lehet beállítani. Azt, hogy tényleg egy atom fényét látjuk azt a visszaszórt fény meganalizálásával lehet megállapítani, egy speciális korrelációs módszerrel. Itt nagyon gyenge fényintenzitásokkal kell dolgozni, ezért speciális detektorokra van szűkség: ezek az ún egyfoton számlálók, melyek egyetlen foton érkezését is jelzik.
Ez a gerjesztés egyébként tényleg elég hatékony dolog, akár egyetlen atomot is ki lehet így mutatni, de persze a formáját nem a mikroszkóp felbontása annál sokkal kisebb.
De pl. a gerjesztett fény mennyiségéből ki lehet következtetni, hogy hány atom van egy vizsgált helyen.
A konfokális mikroszkóp egy fajta fluoreszcens mikroszkóp: Az atomokat gerjesztik - manapság lézerrel - az pedig egy nagyobb hullámhosszúságú fényt bocsájt ki.
Pl. UV gerjesztésre mindenféle látható színben pompázik egy csomó atom ill vegyültet, és a szín jellemző rájuk.
Konfokális pedig attól lesz, hogy nem az egész látómezőt gerjesztik, hanem csak egyetlen (térbeli) pontot és egy ügyes rekesszel kiszűrik azokat a fényeket, amit nem onnan (más pozíció vagy más magasság) jönnek.
Szóval ez a mikroszkóp a tárgynak csak egy pontját látja egyszerre, ezért soronként végig kell pásztázni a képet. Ha függőlegesen több réteget is végigpásztáz, akkor remek térbeli képet lehet összerakni belőle.
Ezt a pásztázást általában forgó-rezgő tükrökkel szokták csinálni (áll a tárgy is és az objektív is). Olyat, hogy az objektív rezeg, még nem hallottam (eddig).
Egy ilyet nekem is felajánlottak vételre, rendesen le volt selejtezve hivatalosan egy cégtől. Egy ötvenesért elvihettem volna kb öt éve. De a négy mázsa elrettentett.
Előtör belőlem egy fél-naív kérdés ilyenkor. Ilyenekhez földi halandó, hogy tud hozzájutni? Mivel nem néztem utána, ezért el sem tudom képzelni, hogy mi lehetett ennek az ára a maga korában, illetve egy mai ilyen mibe kerülhet.
Nem személyeskedés, nehogy félreértsd, de valami hihetetlen mértékű vagyon széledt szét - gyak. nyom nélkül - a rendszerváltáskor (anélkül, hogy bármit is tudnék ennek a szerkezetnek a múltjáról). Bocsánat, csak kijött ...
A Wigner Fizikai Kutatóközpontban dolgozom. A mikroszkópot azért fejlesztettük ki, hogy egyes atomkból jövő szórt fényt figyeljünk meg vele. Érdekessége, hogy nem a mintát, hanem a mikoszkóp objektívet mozgatom egy piezo kristályos mozgatóval, mivel a mintákat be lehet tenni folyékony He hűtésű kriosztátba, amibe túl drága lett volna a piezós mozgatást belerakatni. A mozgatás pontossága elvileg néhány nanométer.
Ez a Zeiss kis mérőmikroszkóp (Meßmikroskop mit horizontaler Meßtischverschiebung):
Ez a nagy mérőmikroszkóp (Großes Werkzeugmikroskop):
Ezeken az asztal előtt és tőle jobbra levő tekerőkkel lehet az asztalt mozgatni (holtjátékmentes, előfeszített orsók), a rajtuk levő skálákkal pedig mérni. A szögek méréséhez pedig az asztalon van egy fokbeosztás és nóniusz.
És ez az Universal-Meßmikroskop:
A három kukucskáló közül a jobboldali maga a mikroszkóp-okulár, a tőle balra levő kettő pedig az Abbe komparátor Spirálmikroszkópja.
,,Munkahelyen, saját fejlesztésű mikroszkóp. Ún konfokális elrendezésű.''
Az szép. Milyen cég ez? Mire használjátok?
,,A tiéd milyen, mit tud?''
Egy Zeiss Universal-Meßmikroskop.
Ez a nagy Zeiss mérőmikroszkóptól (Großes Werkzeugmikroskop) abban különbözik, hogy még kétszer akkora, és az x-y irányú mozgások mérése nem egy-egy precíziós menetes mérőorsóval, hanem két üveglécről Abbe komparátorokkal történik, így a teljes mérési tartományban (200mm hosszirányban, 100mm keresztben) mikron alatti abszolút pontossággal lehet mérni vele. A doksi szerint 400kg és - a Großes Werkzeugmikroskophoz hasonlóan - rengeteg tartozék van hosszá. Prizmák, kúpok a mérendő munkadarab befogásához, különböző mérőokulárok, optikai szögmérős körasztal (Rundtisch) , szintén optikai szögmérős osztófej-szerűség (Spitzenbock mit Teilkreis), fél mikronos tapintó-fej, mikrokátoros vagy optiméteres ütésmérő stb-stb.
Munkahelyen, saját fejlesztésű mikroszkóp. Ún konfokális elrendezésű. Egy kis mérteű , rezgéscsillapított optikai asztalra van ráépítve, a tömeg nagyobb részét az asztal teszi ki, a mikroszkóp felépítmény olyan 100kg, A tiéd milyen, mit tud?
Volt már itt téma gépmozgatás... sztem minden helyzet egyedi. Itt általában nem 200 m2-es csarnokban kell mozgatni, hanem hátsó sufniba, pincébe, vagy olyan szobába, amit a ház építésekor gyerekszobának szántak :))
Az évek haladtával a gépek is egyre nehezebbek lesznek :)) (mármint ugyanazok a gépek :D)
Raklapemelő nem kell, de egy jó nagy pájszer hasznos, meg pár darab vascső, és esetleg pár darab 10-12-es köracél, ha nagyon sima a felület, amin gurítani akarja.
Nem tudom, mit izmoztok ezen a pontozáson annyit - hisz épp így éri el a célját, aki erre izgul.
Régen itt nem volt ilyen, de a féccbuk lájk után - gondolom - úgy látták az itteni fejlesztők, ide is kell egy ilyen vélemény nyilvánító... sztem tévedtek :DDD
Én pont leszarom, se nem adtam, se nem nézem sosem. Sztem ti is tegyetek hasonlóan, akkor a problémakör magától megszűnik.
Túlhatározott. Ez a jó szó. Adtam is érte egy pluszt, ez pont ellensúlyozta a Mínuszt Osztó Sötét Kéz munkáját. Amúgy egyszerűen elejét lehetne ennek venni már akit zavar. Mindenki mindenkinek kiosztana csomó mínuszt, pluszt, amit sikerül. Kétszáz mínusz közt meg se látszana amit a Kéz művel.
Megfestettem a tányért is és ki is óráztam 0.04 el mélyebben (üzemszerűen magasabban) van a közepe annak is, úgyhogy a dolog még egyértelműbb.
Gyárilag az alsórész felületein derékszöben pár tizedes sűrűséggel rovátkolás volt gondolom olajmegtartás végett. Az teljesen lekopott ahol a tányér ráért. Most azt gondoltam ki, hogy vagy meghántolom, vagy durva csiszolópapíron párszor eltolom még egy irányba meg rá derékszögben.
És,ha a rá kerülő lap illeszkedő két síkja között is pont akkora lépcső van?
(Amúgy szerintem én úgy tervezném, hogy csak a szélén fekszik fel, mert ha középen is akarom, túlhatározott lesz a rendszer, és könnyen úgy járok, hogy a közepén fekszik, a szélén nem és az rossz.)
Korábban már feldobtam a körasztal felületeinek a felfekvését. Rosszul emlékszem, hogy a közepének is egy sikba kéne lennie a szélével? Mert tusirlaphoz csiszolva es leszedve már 0.02 t a szélébol, a közepe 0.06 al még mindig mélyebben van.
Egyebkent a szélénél ennyi indokolt is volt mert peremesre kopott. Közben folyamatosan mérem mikrométerrel, hogy az eredeti allapothoz kepest nem kezd-e dőlni a perem felület.
Ha a közgazdasági oldalát nézzük, akkor a végén mindenképpen a megrendelő fizet ki mindent. (Valahol jogos, hiszen nem a vállalkozó akart alkatrészt rendelni unalmában... Ha hitelből van valami, akkor mindezt kamatostul kell érteni.) Ha tetszik, ha nem, ez van, hiszen az árakban mindig benne van pl. a gép/szerszám amortizációja is. (Ahol nincs benne, az az illető saját baja.)
Ezek egyedi gyártásban fokozottan kijönnek, a sorozatban azért nem látszik, mert "elkenik" x ezer darabra. De attól még így van, csak nem fáj azonnal annyira...
Szerintem egyszerűen az az ami nem mindegy, hogy a megtérülést egy-két munkán várja az emberünk, vagy időben szépen elosztva.
Mindezeket nem érdemes az egyedi/különleges készülék/szerszám igény költségével keverni. Az természetes, hogy az egy darabos megrendeléshez hozzá tartozik.
100%-ban erről van szó.
Trükkösek (akarnak lenni) a vevők is, mert megkérdezi az 1 darabos árat, a 10 darabost és a 100 darabost. Aztán kér(ne) 1-et a 100 darabos áron és "bizisten lesz megrendelés 100-ra is ha jó az az 1 darab..." és lesz a lóf@szt. Eleinte beugrik ennek az ember, de később már nem. Ilyenkor az a megoldás, hogy majd ha jön a 100 darabos megrendelés, akkor annak az 1 darabnak az árát beleszámoljuk.
És aki már mart 50mm mély zsebet, 18 mm széles ám a sarokrádiuszok R3-asok, az azt is sejti, hogy ez baromira nem bolti, tucat szerszám kategória, hanem ehhez a szerszámot egyedileg le kell gyártatni és itt ugrálnak a százezrek. Pedig látszólag csak egy sz@ros 6-os maró, amit bármelyik sarki szerszámosnál kapok...
Vagy gyakoribb példa, Picatinny sínt kell gyártani, amit vagy megoldasz több lépésből, vagy pedig megveszed a célszerszámot 2-300.000-ért, majd az ügyfél veri a tam-tam-ot, hogy drága vagy, mert az aliekszpresszről tudna rendelni ezer forintért is, csak egy picit más a mérete és pár furata és az neki nem jó, de árban az összehasonlítási alap így már megvan és a tízezres szériához méri az árat, ám nem óhajt 10.000-et rendelni csak kettőt.
Ezekre mind tudok létező példákat mondani/mutatni, tehát nem elméleti közgazdasági farokverés amit mondok, hanem személyes tapasztalat. És igen, ki tudok marni 50 mm mélyen szűk zsebet, mert megvettem (pontosabba legyártattam) a szerszámokat hozzá annyiért, amennyiért egy ifjú nőcsábász már remek béjemvét vesz a szombat esti diszkós csajozáshoz.
Turcite helyett, pláne fúrkálás helyett (amit megint csak nehéz pontosan csinálni) nem elég jó mondjuk bronz lemezt ragasztani a szán meg a szegnyereg csúszófelületeire? Azt is fel lehetne hántolni.
A legtöbb gépen ez nem megoldható, mert nem olyan a felépítésük, hogy kívülről, utólag csavarozták fel rájuk az előtolószekrényt, esetleg az orsók jobb végi csapágyazásainak helye sem áthelyezhető.
Világos volt eddig is. Azert raktam be mert rferi ék lelkiismeretesen javitgatják ezeket a doksikat, ha gondolják legyen még jobb. De amúgy tenyleg semmi jelentősége. Miközben Mancika gépelte pont lefőtt az Omnia.
A Moglice/Turcite alkalmazása elég elterjedt nyugaton. Van egy nagy előnye a Norton szekrény vagy akármilyen egyéb előtolómű áthelyezésével szemben: akárhányszor meg lehet ismételni. Ha új lyukat kell fúrni, akkor egy idő után elfogy a hely. Ha a Vetesi75 által leírt oválosítás kivitelezhető, akkor persze az ovál furatot kell kissé még oválisabbá alakítani. Az egyik Miglice bemutató videóben pl. egy nagy síkköszörű több méteres asztalát töltik fel így, miután köszörülték a gépágyat. Mindenesetre ha szakszerűen csinálják, a Moglice feltöltés egyszerűbb, olcsóbb és gyorsabb, mint a hosszán illesztése köszörüléssel és/vagy hántolással a felújított gépágyhoz és néhány egyéb szerelvény áthelyezése.
A csapágyházak felfogó csavarjainak furatát szokás szokás oválosítani, hogy az új pozícióba is beállíthatóak legyenek, ilyenkor elhagyják az illesztőszeget vagy kap nagyobbat vagy máshová. Megoldás lehet még a fészkek új pozícióba történő felfúrása nagyobb külső átmérőjű bronzpersellyel vagy eredeti fészekkel excentrikusan fúrt elfordulás ellen biztosított persellyel. Az előtolószekrényt már macerásabb szintbe állítani, de a legelsőnek említett verzió sok esetben működhet (gépfüggő). A fogaslécet pedig ugyanígy lejjebb rakni nem kihívás - ha cserélve van, akkor meg úgy is egyedileg fúrt.
Nem, hanem konkrétan az egész szekrényt rakták lejjebb a gépen úgy, hogy az eredeti csavarok és a hozzájuk eredetileg a szekrényen levő furatok hatályon kívül lettek helyezve, és az egész miskulanciának új lukakat fúrtak - lejjebb. Ettől a nortonszekrényt lejjebb lehetett rakni, emiatt a vezér- és vonóorsó lejjebb futott, és ezzel lejjebb kerülhetett a szán is az ágyon. Nem emeleték vissza a szánt.
Jani301 és rferi: Pár milliméter mértékben ovális lett a furat? És aztán, mi tarja meg az ovális furatban a kerek csapágyat, nem tudom magam elé képzelni, hogy nézhet ki egy ilyen javítás?
Persze, a csapágyakra gondolok. A főorsót elvittem Kőbànyán a köszörűs sràchoz, lebeszélt róla, hogy bármit csináljak vele. Illetve a reteszhorony ki volt verődve rajta, azt másik esztergan megjavitottuk a haverommal. Nem állnék neki az egész gépet gyári állapotra felújítani de leszúrni illene tudni vele. Ezert gondolom most ésszerű célnak a bronz csapágyakat rendbetenni.
Ez is szokásos jelenség. Ezt az "ívelt háromszöget" pszeudokörnek vagy álkörnek hívják, mert olyan genya alakzat, hogy bárhol megméred, ugyanakkora az átmérője, de mégse kör. Ha körben nem egyenletes a koptatás, hanem az ellendarabon pl. két szemben levő nagyobb ívű szakasz súrolja a tengelyt, akkor ki tud ilyen alakulni. Ebből akár az is lehet, hogy holtjáték nincs, de a tengely üt, egy kör alatt többet.
Sajnos a kenés önmagában kevés. Meg kell óvni a fémforgács bejutásától is. Ezek mély barázdákat tudnak az edzett acélba is vágni, és egyenetlen átmérőjű, rücskös lesz a felület. Emiatt javíttattam 2 órsómat. A 3. pedig nem edzett acél volt, hanem valami puhább, ezért ívelt háromszög alakúra kopott.
> Ha pedig az ágy hántolva van, akkor jó eséllyel a szánt is hozzá kell igazítani...
A szánt általában emelni kell, mivel ha lemunkálnak a gépágyból, akkor süllyed a szán is, és nyomni fogja a vezér / vonóorsókat. Ezt lehet pl rézlemez felragasztásával, vagy gazdagabb helyeken turcite felragasztásával, kevésbé gazdag de azért jómódú tulaj próbálkozhat Moglice feltöltéssel. Opció lehet még a lakatszekrény tetejének lemunkálása is, de erre még nem láttam példát.
default6 nyilván a főorső csapágyak hántolására gondolt, nem a főorsóéra.
Mert annak - az egyirányú erők miatt szokása tojásra kopni - és azt nem lehet utánállítani. Ahogy meghúzod a csapágyat, már szorul a tengely, de még mindig van függőleges holtjátéka.
Ha a kenés rendben van, akkor ez hamarább bekövetkezik, mint hogy a főtengely elkopna vagy berágódna.
A főorsót nem szokták hántolni, hanem köszörültetni. Én már 3 gépem orsóját javíttattam így meg. Hogy miért nem hántolják? Pl. mert az első és hátsó futófelületnek egytengelyűnek kell lennie, mely szintén egytengelyű a tokmány illesztőperemmel. Honnan lenne etalon, amivel ezt hántolás közben ellenőrizni tudod? Másrészt a főorsók edzett acélok, nem könnyű őket hántolni semmilyen késsel. MUM.21 fórumtárs javaslatára motorjavító műhelyben főtengely köszörűssel köszörültettem az utóbbi kettőt, nagyon jó lett az eredmény. Ha sokat le kellett venni az átmérőből, akkor új csapágyat kell készíteni. Másik lehetőség, hogy fémszórással felrakatod a csapágyhelyeket az orsón, és utána az eredeti, vagy annál kicsit nagyobb méretre köszörülteted. Ekkor meg lehet tartani a régi csapágyat és hozzá hántolni a felújított orsóhoz. Ezt egy esetben csináltattam, jó lett.
A SZIM KART gyártott finomesztergákat, pl. EKM-200, melyek főorsója speciális kialakítású, ún. expanziós csúszócsapágyakban futott. Ez változtatni tudta az átmérőjét és nem szorult meg nagy fordulaton sem. A csapágyakat folyamatosan hűteni és kenni kellet, külön szivattyú nyomta beléjük az olajat.
Egyébként az autómotorokban mai napig használnak csúszócsapágyat, pl. a forgattyús tengely csapágyazására.
Úgy kell csinálni (most is), hogy először behántolod a főorsót, utána pedig az egész orsószekrényt hozzáhántolod az ágyhoz úgy, hogy a főtengely párhuzamos legyen az ággyal.
Az orsószekrénynek az ágyra felfekvő felülete sokszor eleve ki van könnyítve, hogy kevesebbet kelljen hántolni a párhuzamosításhoz.
Végül jön a szegnyereg, hogy egymagas (és koaxiális) legyen a főorsóval.
És persze mindenek előtt nem nagyon van értelme az ággyal való párhuzamosságról beszélni, ha az ágy nem egyenes, szóval annak a hántolásával/köszörülésével szokás indítani az egészet.
Ha pedig az ágy hántolva van, akkor jó eséllyel a szánt is hozzá kell igazítani...
Végül meg fogom próbálni az E1N t főorsót hántolni. Azt gondoltam leszedem az orsó házat és csinálok vmit állványt amiben tudom forgatni az egészet, hogy a csapágyak tetejét is kényelmesen tudjam csinálni. Vagy ez nem jó mert a tengely párhuzamosságát is ellenőrizni kell folyamatosan az ággyal? Mert akkor valahogy megis oda kell feküdni hogy alá birjak nézni. Hogy csinálták ezt régen?
Ennek (mármint, hogy a durva és a preciziós munkára külön esztergapad van) még akkor is van értelme, ha mindkettő ugyanolyan csapágyakon fut.
Nekem pl. van egy precíziós(abb) tokmányom, azt igyekszem kímélni, durva munkákra nem használom (persze ami az én gépemen "durva munka", az egy nagyobbon már simító forgásnak számít)
Van egy profi esztergályos ismerősöm, ő is azt mondta, a siklós a precízebb, finomabban fut... 30 éve esztergál, öreg gépei vannak, kb. 5 db, és az egy siklócsapágyast annyira kíméli, hogy alig dolgozik rajta, csak a legfinomabb munkákat... saját állítása szerint még a durva előmunkát is másikon csinálja, erre csak akkor megy át, mikor már csak mm-ek vannak vissza.
,,Sőt , régen a siklócsapágyas gép volt a pontosabb .''
Ez igaz, de úgy értendő, hogy a régi siklócsapágy a régi görgősnél volt pontosabb. Azóta a görgős csapágyak azóta rengeteget fejlődtek, míg a siklók semmit(*).
(Ez azért nem teljesen igaz: megjelentek a levegő kenésű siklócsapágyak (air bearing), amik a legpontosabb nagy fordulatú precíziós csapágyaknak számítanak manapság.)
A hagyományos siklócsapágyak különösen a nagy fordulatszámot nem szeretik.
Pl. a TOS MN80 kézikönyvében az van, hogy a főorsó játéka 0.01-0.015mm kell legyen, de ha tartósan a legnagyobb fordulatszámon (2000RPM) használjuk, akkor fel kell emelni a játékot 0.02-0.03mm-re különben besülhet a csapágy.
"Mindezeket nem érdemes az egyedi/különleges készülék/szerszám igény költségével keverni. Az természetes, hogy az egy darabos megrendeléshez hozzá tartozik."
Nagyon szerettem az MVE gépet, meglátszik rajta hogy a német VDF Boehringer V 5 alapján készült. A háború után kellett valami könnyen gyártható jó gép. Ennek mindegy mekkora fogást vettél, akár lángvágott anyagba is. Az elsők bronz főorsó csapággyal készültek max 600 fordulattal, és mechanikus kuplunggal és fékkel. A tied a 340-es már modernebb, görgőscsapágy, elektromos kuplung és fék, emelt fordulat. Sajnos mára nem nagy értékük lett, pedig ez a kb. soha nem megy tönkre típusú eszterga. Egyedi gyártásban, javító munkáknál hálás gép tudna lenni ma is. A 11kW talán túlzás, a 280-ason 7,5 kW motor volt, alacsonyabb fordulatnál csillagban lehetett hagyni, nem kellett a delta, úgy is bírta. Szerencse hogy az tieden az ágy nem kopott, mert annak a köszörültetését nem szívesen fizetném ki. Mekkora a csúcstávolsága a gépednek?
Ha melléd temetik, előtte zsírozd le, ha 500 év múlva kiássák a régészek hadd csodálkozzanak :-)))
A nagytételnél és multi beruházóknál másként működik. ott az anyag, gép nem tétel, csak az idő és (egyre inkább) a szakértő munkaerő. Tőkével, hitelből tényleg az van amit írtál (amíg össze nem omlik az egész kártyavár). Ha 10%-kal magasabb a termelés akkor mégegy gépet kap a munkás. Ismerem a rendszert. A kettő (netalán három) műszakos (közel 100%-os gépkihasználás) már csak úgy működik hogy éjjel egy portás marad bent.
amit leírtam pont reális lenne a kistételes megrendeléseknél, magánszemély megrendelőknél, speciális termékeknél. Mindent lehet helyettesíteni, lehet hosszú egy beszerzési idő, csak előre kell gondolkodni. A kisebb termék (megkapási) költség mindig megoldható többlet munka és időbefektetéssel, és pont ez ami miatt a kisvállalkozások nyereségesek maradhatnak.
De megint elkanyarodtunk a témától, nem akarok a piaci helyzetről témázni a szakfórumon
Nemrég megtudtam egy barátomtól, hogy a rokonságában van egy eszterga, amit már alig használ az idős tulaj. Talán E2N, de még felderítés alatt áll az ügy. Ő is szeretne tanulni rajta, talán le tudunk rá csapni.
közgazdasági oldalról ha a termelő eladó egy darab termékbe akarja beépíteni a speciális szerszám árát akkor az egyedi termékre olyan árat kap a vevő, hogy nem akarja megrendelni. Ekkor "listára" veszi a termelő a terméket megrendelővel együtt. Ha a vevő talál helyet ahol már nem kell az egyedi kellék 100%-át megfizetni (tehát kisebb árat kap) akkor lejelentkezik a listáról és megrendeli a másik helyen. A termelő eladó pedig ha a listáján összejön annyi függő munka, hogy érdemes megvenni a különleges szerszámot akkor felveszi a kapcsolatot a listás megrendelőkkel és mindenkitől bekéri az előleget amiből megveszi a szerszámot. Majd Legyártja (nyereségesen) az összes munkadarabot.
A fenti metódus a termelő eladók specializációjához vezet, mindenki más speciális szerszámokkal fog rendelkezni és a termelők és vásárlók is jól járnak. A termelők ismerik egymást és mindig ahhoz küldik a vevőt aki pont azzal foglalkozik amire a vevőnek szüksége van. (a kistételben termelőkről van szó)
Sajnos az emberek türelmetlenek ezért vannak azok a metódusok, hogy vagy egy termékbe van beépítve az ár (a vevő jár rosszul) vagy veszteségesen megy a termelés (eladó jár rosszul).
Másik lehetőség, hogy a vevő nem egy példányt rendel a termékből, hanem egy sorozatot (kisebb áron/darab) vagy több időben eltolt megrendelést ad le ugyanarra a termékre. A felesleget vagy eladja vagy raktárba teszi, de ehhez tőke kell és előrelátás, ami szintén ritkaság.
E1N főorsó átalakításról: Volt már erről régebben szó vagy itt vagy a sárga fórumon. Ki kell méregetni hogy milyen csapágy fér bele. Mivel eredetileg egy filc betét van a bronz csapágyban, és az orsóház alul nyitott, és a két ékszíj is itt fut ezért az első és a hátsó csapágynál egy-egy tömített részt hoznék létre, pl.: szimering beépítésével. Lehet olaj kenés, de meg kéne vizsgálni a zsír kenést is.
Fel kell fúrni az orsóházat, mert kúpos furat van bennük gyárilag a bronz csapágy részére. Na itt kezdődik a gond, mert ennek pontosan egytengelyűnek kell lenni a eredeti tengelyvonallal, (az ékszíjtárcsa két csapágya meghatározza) A leglényegesebb hogy párhuzamos legyen a főorsóház alsó síkjával.
Aztán a főorsót is át kell alakítani, megköszörülni a két csapágy helyét. Jó lenne előre kúpos furatú, állítható hézagú NN csapágat tenni, mint pl.: az E2N és E3N gépeken, akkor még kúposra is kell köszörülni a főorsót elől. És ez a csapágy elég drága.
Ehhez kell palástköszörű, az orsóház fúráshoz vonalbafúró, vagy vízszintes fúró-maró mű (horizont)
Ott látom a problémát hogy akinek vannak ilyen gépei azoknak már van modernebb esztergájuk is, ha mindezt a munkát ki kell normál áron fizetni akkor nagyon drága. Hobby szinten dolgozóknak ritkán van ilyen komoly gépparkjuk.
És a legfontosabb hogy alapos szaktudás sem árt, hogy a végeredmény jó legyen. Erről nemrég is volt több panasz...
Viszont jó lenne átalakítani őket, mert a kopott bronzcsapágy, nem biztosít merev pontos főorsót. Sokat javítana a gép pontosságán, használhatóságán, pl.: leszúrásnál Ebbe az egész csak akkor fognék bele ha a csúszó vezetékek jó állapotúak, mert annak a javítása talán még költségesebb, macerásabb.
"megtérülést egy-két munkán" Sp. szerszám, amiről tudjuk, hogy soha többet nem fog kelleni... Ha egyedi a meló, akkor az egy darabon kellene megtérüljön. Ilyenkor lehet egyezkedni, hogy képezze majd a megrendelő tulajdonát, stb. vagy jófejek akarunk lenni és a hosszútávú jó kapcsolat reményében veszteséggel elkészül vagy veszteség nélkül már azon az áron nem is kell foglalkozni vele. Befut egy pár ilyen "rövidtávon" ráfizetős meló és már fel is lett élve a vagyon.
A szerszámok, eszközök "kifizetése" egy érdekes kérdés.
Ha a közgazdasági oldalát nézzük, akkor a végén mindenképpen a megrendelő fizet ki mindent. (Valahol jogos, hiszen nem a vállalkozó akart alkatrészt rendelni unalmában... Ha hitelből van valami, akkor mindezt kamatostul kell érteni.) Ha tetszik, ha nem, ez van, hiszen az árakban mindig benne van pl. a gép/szerszám amortizációja is. (Ahol nincs benne, az az illető saját baja.)
Ezek egyedi gyártásban fokozottan kijönnek, a sorozatban azért nem látszik, mert "elkenik" x ezer darabra. De attól még így van, csak nem fáj azonnal annyira...
Szerintem egyszerűen az az ami nem mindegy, hogy a megtérülést egy-két munkán várja az emberünk, vagy időben szépen elosztva.
Mindezeket nem érdemes az egyedi/különleges készülék/szerszám igény költségével keverni. Az természetes, hogy az egy darabos megrendeléshez hozzá tartozik.
(Találkoztam már én is olyan vállalkozóval, aki azt mondta, hogy a bér x, és én adom/bérlem a szerszámokat... Mondtam, hogy ok, csak nem ebben a házban. :) )
"De amikor az itt említett példából kiindulva a villanyszerelő a ház bevillanyozására 100e-t kér naponta -ami azért valljuk be, kis odafigyeléssel meg tervezéssel nem egy agysebészet, szabványokat azért nem árt ismerni-, ott azért nyílik a bicska a zsebben. Pedig aztán nagy szerszámozottság sem kell mert a Parkside-os fúró-véső meg horonymaró a két doboz kéziszerszámmal elfér egy 1,5-2 milliós kisfurgon hátuljában."
Két emberrel számolva naponta nem is túlzás... Vállalkozás szinten még kevés is. Azért a Parkside-os szerszámok és a lepukkant furgon nem megbízhatóságot szakértelmet sugallja.
Vagy a megrendelő szerint tessék 3000/óra értékben kivitelezni mert nem agysebészet ez?
Az én szakim is csodálkozott, hogy ekkora a tűrés, de ha megszorul, akkor a főtengelyt is megrágja.
Más téma : valahol ovastam, hogy az E1N eszterga főorsóját át lehet alakítani gördülő csapágyasra. Tudtok erről bővebb infót ? Gyanítom nem csak arról van szó, hogy kiveszem a régi perselyeket és berakok két csapágyat :-)
teljesen eggyetértek!, aki nem szarral gurigázik, annak fizessék meg az aranygolyokat!! annális inkább, mert időt energiát és egyebeket, tett bele, hogy meglegyenek az "arany golyok" !!! én magam speciális dolgokkal foglalkozom (hegesztési területen) és elvárom, hogy a sokéves tanulást és, megszerzett gépparkot fizessék meg a megrendelőim! aki nem hajlando, vagy drágálja, annak hello!... nem tartok senki fejéhez pisztolyt, hogy én oldhassam meg a problémáját!
"kell is legyen egy nagy pontosságú szerszámköszörű." Egy köszörű nagyon kevés ehhez... Egy teljes üzemrészre (és szakember gárdához) lenne szükség a kielégítő végeredményhez, ezért szinte mindenki gyártatja a speciális szerszámait, olyan szolgáltatókkal, amik erre fel vannak szerelkezve. A menetfúró sem kivétel, ha valami miatt a megfelelőt a kereskedelemben nem tudják levenni a polcról. Még a csigafúrót megélezzük magunknak, de szériánál már az sem az igazi, mert bevonatolni is kellene...
Olyan is előfordulhat, hogy nem a műveletből fakadóan lép fel igény speciális szerszámra, hanem egyéb körülmények szerencsétlen együttállása miatt. Erre példaként hoznám legújabb agymenésünket, a 25,15-ös névleges átmérőjű telibefúrót (U-drill), mert ugyan létezik a névleges 25-öshöz külpontos befogóhüvely, amivel korlátozottan állítható a furat mérete, de az nagyobb méretű alaptestet kíván, ami tömegéből fakadóan nyírná ki a szerszámváltó-rendszert (gépet) idő előtt. A megrendelői igény - furatméret adott. Lehetne nagyobb gépen fúrni, nagyobb óradíjjal... A jelenlegi megoldás hosszútávon nem kifizetődő , hézagoljuk a kerületi lapkát - macerás méretet fogni, tökreteszi a lapkafészket, a csavart, a kopási folyamat alatt nem mérettartó, az idő előtti - mérettartás miatti lapkacserék miatt gazdaságtalan.
Szabvány tűrés nincs megadva. Az eredeti méreteket coll-ban határozták meg.
0.003"+0.002"/-0.0" x 25,4 = 0,076 +0,051/-0,00 mm
Nekem ezt egy környékbeli szaki csinálta meg ~2éve. Elmondtam, hogy mit kérek és úgy lett : "Nem probléma, majd csinálok hozzá befogót, meg kiórázom"
Nem emlékszem már mennyit fizettem, vittem mást is (szelephimbákat, difi perselyeket) de valami nevetséges összeget kért, szerintem 20.000Ft-nál nem volt több az egész.
(Aztán szerintem bejött neki valami nagyobb meló, mert alig bírtam elérni :-)
Van egy angol szaki, kifejezettem Minikre van ráállva. Ha elküldöm neki a saját(!) közlőkerekemet, akkor rak bele igazi DEVA perselyt és hozzá igazítja a főtengelyemhez.
150 GBP a szolgáltaltás díja (postázás nélkül persze) Mondjuk ez olyan lesz, amilyennek kell lennie.
Az illesztési hézagra egy tól-ig értéknek kéne lennie megadva vagy szabványos tűrésnek (méret-betű-szám). Abből derül ki mennyire kell pontosan dolgozni.
Egyébként szerintem ezt esztergapadon is és marógépen, kiesztergáló fejjel is meg lehet csinálni - bár van, aki szerint nem szabad nekiállni, ha nincs hozzá méretes dörzsárad ;).
Hadd tereljem egy kicsit szakmai(bb) vonalra a témát. Kíváncsi vagyok, hogy az alábbi munkát a hozzáértők hogyan, mennyi idő alatt, mennyiért csinálnák meg, valószínűleg nektek ujjgyakorlat.
Szóval adott ez a közlőkerék (1. fotón a kezemben), ami a mellette lévő főtengely végére van húzva. Két bronz perselyen* szabadon elfordulhat, amikor a kuplung ki van nyomva, amúgy a főtengellyel együtt forog.
A közlőkerék közepén egy köszörült felület látható, amin egy szimering fut összeszerelt állapotban. A lényeg, hogy mindennek egymással koncentrikusan kell futnia.
A feladat : a bepréselt, nyers méretű bronz perselyeket a főtengely átmérő +0,08 mm illesztési hézaggal kimunkálni egy menetben a fent leírtak figyelembe vételével. A tengelyirányú holtjáték 0,08-0,15mm lehet, de ehhez léteznek különböző vastagságú támcsapágyak, amikkel beállítható.
*Eredetileg a perselyek DEVA gyármányúak voltak, ami valami speciális szinterbronz(?) anyagból van, de csak nagy tételben lehet venni, irgalmatlan áron. Amúgy ez egy Austin Mini sebességváltó lehajtása. Ha szoros az illesztés, akkor a melegedő főtengelyre rászorul a közlőkerék és nem lehet váltani. Ha laza, akkor pedig a ferdefogazású fogaskerék nem fut megfelelően.
,,Azt azért fenntartom ,hogy ha valaki sokallja amit kér más ,keressen másik vállalkozót.''
Ez így van, egy vállalkozó annyit kér a munkájáért amennyit akar, olyan árazási stratégiát folytat, amilyet csak akar.
Magam csak azon lamentáltam, hogy van két tipikus hozzáállás:
Amikor jön egy feladat, ami valami "speciális" (valójában: olyan, ami épp nincs nekünk) szerszámot igényel, akkor mondhatom azt, hogy
(1) ez nekem egy kiadás, amit kitudja mikor tudok használni, fizesse csak ki a vevő.
vagy
(2) ez nekem egy egy befektetés, amit most megveszek, és ezáltal a következő hasonló munkánál versenyelőnyben leszek azokkal szemben, akiknek nincs ilyen.
Szélsőségesen mondva: első a lerablásra építő vállalkozói kultúra, ami itt Magyarországon az alapgondolkodás része, a második pedig az építkező magatartás, ami szépen megfigyelhető azokban az országokban, amik az elmúlt párszáz évben előrébb jutottak mint mi.
A kép persze árnyaltabb ennél, nem mindegy milyen a környezet, mennyi tőkéje van a vállalkozónak, milyen könnyen és milyen feltételekkel jut hitelhez (mi a közgondolkodás a hitelről és a hitelezőről) stb.
És nem mindegy, hogy milyen eszközről beszélünk. Van olyan munka, ami tényleg egyedi megmunkálószerszámot igényel. Pont ezért egy igazán jól felszerelt (CNC) üzemben kell is legyen egy nagy pontosságú szerszámköszörű. (Magyarországon vajon hány helyen van?)
De egy, a boltban megvehető, sorozatban gyártott menetfúróra ne mondjuk már azt, hogy az egy "egyedi, egy feladatra használható eszköz", bármennyire is speciális a mérete.
Az emuknak ügyes szerkezet a váltója, az esetek 90 százalékában néhány hézagoló alátéttel jól javítható, viszont kell pár perc mire megérti az ember a működés részleteit.
Lehet, hogy félreérthető voltam. Nem általánosságban mocskoltam az összes vállalkozót. Nincs CNC-m, valószínűleg mostanában nem is lesz, régi hagyományos vasaim vannak, egyelőre azok is inkább hobbi jelleggel mert más terülten keresem a pénzt de én is nagyon sokat költöttem gépre, szerszámra, anyagra mire nagyjából minden összeállt -persze sosem lenne vége-. Ezért amikor CNC Gururól mondjuk feltételezem -amúgy fogalmam sincs, ki ő-, hogy vett 20-30 millióért egy cnc esztergát, mégegyszer ennyiért egy marógépet, hozzájuk csavarkompresszort, hűtveszárítót, kutyafülét, egy rakás szerszámot, befogót, satut, szalagfűrészt, kissámlit, stb., ehhez vett vagy bérel egy csarnokot, fizeti a rezsit, a könyvelőt, cégautót, és ha én kitalálok valami egyedi baromságot, odaviszem, hogy csinálja meg, megértem, hogy nem 5000+Áfát fog mondani. De amikor az itt említett példából kiindulva a villanyszerelő a ház bevillanyozására 100e-t kér naponta -ami azért valljuk be, kis odafigyeléssel meg tervezéssel nem egy agysebészet, szabványokat azért nem árt ismerni-, ott azért nyílik a bicska a zsebben. Pedig aztán nagy szerszámozottság sem kell mert a Parkside-os fúró-véső meg horonymaró a két doboz kéziszerszámmal elfér egy 1,5-2 milliós kisfurgon hátuljában. Ezért kerül most már egy full fapad 100 m2-es egyszintes családi ház megépítve 100 millába, mindenki fél év alatt akar multimilliomos jazzdobos lenni. Bár nekem is az a véleményem, hogy az elkövetkező egy évben sokan vissza fognak venni az arcukból.
Megvették, felszámolták az árát és utána odaadták a menetfúrót. Erre a megoldásra még nem gondoltál?
Nem.
Én munkadarabot készítek el és erre adok árat. Ha ilyen probléma van mögötte (pl. 10-32-es menetmaró), akkor annak oka van és azt nem csinálja meg más dömping áron. Így vagy elfogadja az ügyfél az árat, vagy esélyes, hogy nem lesz aki legyártja neki. Az egyedi vagy kis szériás gyártásban pont ez a kunszt, hogy nem a főorsó órák/percek számából áll össze a számla.
Mondok egy példát. Ha kínai kvarcórát veszel, ott kilós áron kapod és költség alapú az árképzés. Ha egyedi, márkás holmit veszel, ott nem költség alapú az árképzés, hanem abból adódik, hogy te, azaz a vevő mitől vágod magad hanyatt.
Abban a pillanatban ahogy átcsap szériába a munka, ezek az egyedi tételek elkezdenek marginálisak lenni és dominálni a tényleges munkaóra. Na ezért (is) nem szériázok.:-)
...aki vécékefét tervez/gyárt, annak kötelező legyen otthon azt használnia.
Én is csak használtam sok bosszusággal de egy ideje (jó pár éve) vettem a Cserepes soron egy duplafalu inox jeges vödröt. (Rendes, vödrös fogantyú is volt rajta.) Tökéletes választás erre a célra.
Nekem EMU 250-es van. A vásárlás után elkezdett csúszni a dörzshajtás, vettem egy másik felújítottat. Már gondolkodtam rajta ha ez tönkremegy átalakítom frekvenciaváltósra hasonló előtét áttétellel. Egyébként szerethető kis gép. A forgásirányváltást nem a váltó biztosítja a motor vált irányt.
Az eredeti váltója(fokozatnélküli dörzshajtásos) gyakori hibaforrás. Ha az ékszíjas hajtást kiegészíti valaki egy frekvenciaváltóval, akkor jól használható hajtás lesz. Az orsóházon megvan a fogaskerekes lassító áttétel, így a kis fordulatok is nyomatékosak lesznek. Lehet fékezést is beállítani, menetvágásnál jól jön. Én nem alakítanám vissza az eredeti váltóra, pláne ha nem is adják hozzá. A gép állapota nem látszik eléggé a képekről, fontos a csúszóvezetékek állapota, mert az javítható legnehezebben. Amennyit látok, nem tűnik nagyon megkímélt gépnek.
Egyszer volt egy olyan megbízásom CNC forgácsolásra külső cég számára, hogy venni kellett egy spéci menetfúrót. Megvették, felszámolták az árát és utána odaadták a menetfúrót. Erre a megoldásra még nem gondoltál? Nem tudna mindenki kezdeni valamit egy menetfúróval, a de a munkahelyemen a műhelyben tudják hasznosítani.
Nincs váltó,nincs kuplung,nincs forgásirány váltás tehát menet vágás sem az eredeti váltó úgy 80000 körül van!Ennyiért vettem egy 1600-as gépet szerszámostól!
Hozzáteszem aki nem vállakozó, 90%-ban nem érti, hogy mennyi pénz egy üzembiztos gépparkot fenntartani, fizetni a csekkeket, legalább a legszükségesebb anyagokból raktáron tartani stb., csak annyit lát, hogy húúú, ha mondjuk 8000 az óradíj
Párszor már kiszámoltam, 2-3 éve jött ki az, hogy 10.000 Ft/óra alatt de facto, azaz pénzügyileg veszteséges a CNC munka. De ha kell, levezetem újra.
30 évet vállalkoztam, sose mondtam senkinek, hogy "kellett egy spec. lyukas 5 szögű torx bit, hogy levegyem a készüléked hátlapját, ezt fizesd ki" - valahogy nekem természetes volt, hogy az az én költségem.
Ha nem rakod bele a vállalási árba az extra szerszámozást (nem a szimpla szerszámkopást mert az már benne van), akkor tényleg csak veszteséget termelsz.
Ha valaki elvállal egy munkát, igen, legyen meg hozzá a felszerelése, vagy ne vállalja.
Elmondom, hogy miért nincs igazad. Ha igazad lenne, akkor a szerszámkereskedők Rolls Royce-szal járnának, közben kézzel sodort kubai szivart pöfögtetve. Miután kódisok ők is, ezért kikövetkeztethető, hogy 400 hosszú 8-as fúrót (és az összes többi méretet) nem tartom készleten, tehát a "hétköznapi" szerszámkészleten felül, csak véletlenszerűen van szerszámozottság.
visszatérve a fúróra, igen, megveszem, ha az ügyfél elfogadta az árajánlatomat, mert abban bizony benne lesz a fúró(k) ára. Ha nem kéne hozzá extra fúró, akkor tömegáru lenne, tucatáron számlázva, és a sarki nyugger drehás letolná neki 2.000 forintért, mert abból már megvan a söre a hétvégi pecázáshoz, a gépet 30 éve hozta ki a gyárból és az akkor hazahordott kések még mindig tartanak. De abban a pillanatban, ahogy 270 mélyen kell furat a tengelybe, már nem a kínai tucat áron megy a gyártás, hanem ez lesz az egyedi gyártás, az ennek megfelelő áron. És igen, meg fogja az árban fizetni az extra szerszámot is. Kérheti olcsóbban is, de úgy meg nem készül el, mert a sarki öregnél nincs ilyen szerszám.
Szóval már én is úgy vagyok, amit tudok, megcsinálok magamnak, inkább veszek eszközöket de ezt a mindenkinek könyörögni dolgot, hogy ugyanmár dolgozna-e nekem, meguntam.
5-6 éve vesződünk a konyhai lefolyóval, egyszer volt nálunk duguláselhárító szakember, mint kezd kiderülni, ő barmolta szét véglegesen a vélhetően hibásan összerakott lefolyót. Eközben vettem csőgörényt, az árát már visszahozta, mert legalább 6-szor használtuk azóta. Most ott tartunk, hogy ki fogjuk bontani a falat.aljzatot, mert szinte biztos, hogy szét van barmolva a cső. A szerszámokat (bontókalapácsa, stb.) már megvettük egy régebbi hasonló (fürdőszoba) probléma miatt, jönnek srácok megfizetve, de még mindig olcsóbb lesz mint a "szakember"-rel.
Igen, ha komolyabb munka van, inkább megveszem a teljes gépparkot is, csak meg tudjuk csinálni. Általában az első kanyarban jön vissza a gépek ára, amikor megint kell, már hasznot termelünk vele.
A szabadbölcsészek meg szépen várjanak a mester urakra és tejeljenek.
Jól érzékelem, hogy van itt egy piaci rés a kis/egyedi munkákat megbízhatóan határidőre elkészítő szakemberek tekintetében ?
Teljes mértékben. A gond -- ahogy már írtam -- ott szokott lenni, hogy a látszólag 10 perces munkára a 4-6 órányi CNC rezsióradíjat (ami az én "szegényházas" díjazásommal most 18.500 Ft+áfa) nehezen akaródzik kifizetni.
Ha cég lennék erősen megfontolnám a régi szoci gépek felújíttatását új géppark beszerzése helyett. 10.000 EUR árért nem lehet hasonló minőségű új gépet kapni, pl egy ZMM CU 325 új ára 23.000 EUR körül van. Munkahelyilakatosnak már javasoltam ezt.
Magánszemélyként hobbi célra erre nincs keretem.
Viszont nem csak a pénzen múlik, hogy egy-egy cég milyen munkát végez, fenntartom, hogy időnként a hozzáállással is baj. Nekem ez a tapasztalatom.
mindkettőtökkel egyetértek, én is pont az a típus vagyok aki maga végzi el. Az én "indokom" kicsit más, egyrészt eléggé jók a készségeim a kétkezi munkák területén másrészt úgy érzem csak akkor lesz igazán jó ha én magam végzem el a munkát (apámtól örököltem ezt a bogarat). Nem akarom magam fényezni, de pont a természetem miatt jutottam épp ide a forgácsoláshoz is. A fémmegmunkálás kezdtem két éve awi-val és most a gyalulásnál tartok (és állatira élvezem). Na én pl nem a gyári wckefe tartót használom, hanem lemértem a kefét vettem egy pont akkora kerámia kaspót.
A volt kollégám több éve mondta, hogy akkor már napi negyvenezerért toboroztak építkezésekre villanyszerelőt.
Azóta ez csak rosszabb lett. Nem csoda, ha napi száz alatt nem megy sehova, ugyanis amíg talál ennyiért melót, oda megy. Aztán ha akár a hónap felében nem adódik semmi, akkor sincs baj. Ekkora napidíjból a fél hónap alatt is összejön annyi, amiből el lehet karistolni.
Valami azt mondja nekem, hogy kábé tavaszra fog a tendencia fordulni, addigra úgy le fogunk kopaszodni, mint életünkben soha.
Tévedsz, nem "nem fogom fel" hanem nem fogadom el, ez nem ugyanaz. Nyilván ellenérdekeltek vagyunk ebben a vitában... azt áruld már el, hogy prototípus munkadarabhoz miért kell prototípus szerszám? :))
Ha valaki elvállal egy munkát, igen, legyen meg hozzá a felszerelése, vagy ne vállalja.
30 évet vállalkoztam, sose mondtam senkinek, hogy "kellett egy spec. lyukas 5 szögű torx bit, hogy levegyem a készüléked hátlapját, ezt fizesd ki" - valahogy nekem természetes volt, hogy az az én költségem.
na nem is lettem a vállalkozásból fél év alatt milliomos :DDD
Az egész probléma gyökere sztem az, hogy kevés a szakember - és emiatt igen nagy urak lettek :(( Kicsit viccesnek találom, hogy egy fél órás munkára 3 hetes várakozási idő van...
Nem akartam ezt forgácsolásra kihegyezni, gyakorlatilag minden szakterületen (ami igényel kézi munkát és némi hozzáértést) ez van.
Villanyszerelő vállalkozó barátom (egy beo-val) mondta, hogy olyan munkára, amin nincs napi 100 rugó, rá se mozdul... pedig valljuk be, 20 éve a villanyszerelő nem számított egy top szakmának.
> Szóval már én is úgy vagyok, amit tudok, megcsinálok magamnak, inkább veszek eszközöket de ezt a mindenkinek könyörögni dolgot, hogy ugyanmár dolgozna-e nekem, meguntam.
Teljesen egyetértek veled és én is utálom a kérincsélést. A legextrémebb példám a vállalkozó kontra magam megcsinálomra egy csőtörés javítása. Reggel induláskor észrevettem, hogy a vízaknában ömlik a víz, eltört egy könyök. Körbetelefonálok, aki aznap kijött volna az 50.000FT+ÁFA-ért szivattyúzta volna ki a vizet és szereli le a könyököt. A helyreállítás még plusz pénz.
Nem rendeltem meg, hanem a búvárszivattyúmmal kiszivattyúztam, vettem kb 300Ft-t egy könyököt, meg 700-900Ft közötti árért egy kis gázpalackot, mert a szomszédtól kértem el a gázhevítőtt, hogy a berozsdált menetet széttekerjem. Az egész megvolt 1000-1200Ft-ból. Igen-igen, volt búvárszivatyú, meg gázlámpa és villáskulcs, de azért egy 2 órás munkáért mondjuk 70EFt+ÁFA-t elkérni kicsit durva. A vízszerelés nem űrtechnika.
Én ahogy látom, a mai magyar átlagos vállakozói magatartás, hogy nagyot akasztani kevés munkával. Vállakozó vagyok én is ezért tudom, hogy milyen sok összetevőből adódik össze mondjuk egy óradíj vagy egy ajánlat egy munkára. Hozzáteszem aki nem vállakozó, 90%-ban nem érti, hogy mennyi pénz egy üzembiztos gépparkot fenntartani, fizetni a csekkeket, legalább a legszükségesebb anyagokból raktáron tartani stb., csak annyit lát, hogy húúú, ha mondjuk 8000 az óradíj akkor a jóember egy nap keresett 64e-t, aztán az megy is a zsebbe holott nagyon nem. Viszont visszakanyarodva a mondandóm elejére, az országban az elmúlt években sokan vérszemet kaptak, volt valami kis pénzük, indítottak egy vállalkozást aztán mindjárt milliókat akarnak keresni. Pénzt nem nagyon akarnak bele tenni inkább csak kivenni, nagy keservesen megcsinálják a munkát hosszas telefonálgatás után de utána aztán elérni... Szóval már én is úgy vagyok, amit tudok, megcsinálok magamnak, inkább veszek eszközöket de ezt a mindenkinek könyörögni dolgot, hogy ugyanmár dolgozna-e nekem, meguntam.
a tipikus vállalkozói magatartás valahol itt van: rühell befektetni, karbantartani, tartalék alkatrészt tartani, tervezni, ütemtervet készíteni, határidőre dolgozni, kiszámíthatónak lenni, ellenőrizni amit kap és amit ad, garanciát vállalni, ÉS hozzád igazodni. Egy dolgot imádnak: telefonálni és magyarázkodni.
A munkagépes aki órára dolgozik csodálkozik ha levonom azt az egy órát amíg a leesett lánctalpát pakolta vissza, az ebédszünetet, meg a két órát amíg hidraulikacsövet vett és cserélt. Egyébként keményen dolgozott.
A daruskocsis elhajt ha felteszem a kérdést, hogy akkor mikor is érne rá, mert "nagyon sok a munkája és nem tud időpontot mondani" "lehet hogy jövő héten ráér, de lehet hogy csak másfél hónap múlva"
A futár már indul vissza a kocsijához amikor megnyomja a kapucsengőt és 10 másodperc múlva még nem vagyok a kapuban. Van aki nem csenget, csak dudál és elmegy ha nem ugrok a dudára. Ezért már csak utánvéttel rendelek bármit.
A szélvédő javító csak annyit mond, hogy ha elreped akkor az nem az ő felelőssége. ha nem tetszik menjek máshova, ahol ugyanezt mondják, vagy felszámítják a szélvédő cserét repedéskor.
A nyílászárós prüszköl amikor 90% előleget kap és a maradékot nem kapja meg mert görbék az ablakok. Azt mondja, hogy konstrukciós hiba, de hát beépítés előtt nem tetszett ellenőrizni a kapott árut.
A BLM visszaküldi a hegesztőgépet, hogy nincs baja pedig az oszcilloszkóp mutatja, hogy a váltóáramú hegesztésnél a görbe eltolásnak nincs hatása és az impulzus hegesztéskor az első impulzus 3-10x hosszabb ideig tart mint a többi impulzus. És a futárnak fizetni kell a szállítási költséget vissza.
100 esetből 99-ben a határidő nincs tartva akármiről legyen szó.
Már tudok olyan kivitelezési projektről ahol ár nélkül állapodtak meg, és utólag fogják kiszámolni, hogy mennyit kell érte fizetni. és nem egy sufniról van szó.
stb stb stb.
Én csak azt szoktam mondani, hogy amíg az emberek megveszik olyan áron és olyan feltételekkel addig mennek fel az árak és a körülmények nem változnak. Nem akarok ezen pörögni itt a fórumon, és nem is fogok, de még forgácsolót sem láttam aki beírta volna a naptárába hogy mikor készíti el a munkadarabot amit megrendettem nála.
Ismétlem: megveszem. Csak fizesd ki a végén a számlát. Nyugi... nem lesz rajta a különleges, egyedi szerszám, nem lesz rajta az egyedi készülék, csak a munkadíj. 10 perces forgácsolás, 150.000 forint+áfa.
Ez egy tipikus magyar vállalkozó magatartás: befektetni rühell, a profitot meg várja.
Ugyanez a másik oldalról: Ez egy tipikus magyar ügyfél magatartás: befektetni rühell, a prototípust 1.000 darabos széria áron várja..
Erről az jut eszembe, amikor egy klímás egyszerűen új csatlakozót hegesztett anyám autójába, mert elmondása szerint a szokványos helyett valami fura japán dolog volt benne. Mi ezt akkor ráfogtuk a korábbi balesetet javító lakatosra (egyébként elég slendrián munkát végzett, szóval hihető volt, hogy "jóleszazoda" felkiáltással bekerült valami műhely sarkában talált alkatrész), de igazából fene tudja.
Ez egy tipikus magyar vállalkozó magatartás: befektetni rühell, a profitot meg várja.
Ez az ,,egyszer használom aztán soha nem kell'' is csak egy duma, amit már talán az iskolában tanítanak a leendő szakmunkásoknak (,,az előző szaki hú de elcseszte, drága lesz helyehozni'' nóta melkett). Az esetek 99%-ában nem szoktak ezek olyan extra speciális szerszámok lenni.
L. klímacsatlakozó. Igenis legyen neki csatlakozója minden nálunk előforduló autóhoz. Fektessen be ennyit. Ezért ő a szervízes és nem én.
a szerszámok, befogók, stb. árát is bele akarja tenni a munkadarabba... értem én, hogy arra is idő kell, de az megmarad...
Gondolkodj a másik oldalról.
Hoznak neked egy munkát, amihez kellenek olyan szerszámok, amiket meg kell venni, olyan felfogatók amiket le kell gyártani, és hiába marad meg, a szerszám nem kerül ki a fiókból újból 30 évig (például egy collos balos menetfúró), a felfogató tömb az nyers árban 10 kiló alumínium és 50.000 forint, de a munka végeztével (semmi másra nem használható) 10 kiló MÉH telepi hulladék, 5.000 forintért.
Ha ezeket nem számolod fel, VESZTESÉGES lesz a munka, még te fizetsz azért, hogy megcsinálhasd.
A klímás csatlakozóra pedig azt kellett volna mondanod, hogy szívesen kifizeted, de te veszed meg, a tiéd lesz, hiszen a te autódhoz kell ezentúl.
Tehát IGEN, ezért (is) van kevés egyedi gyártás, mert a vevő oldalon nem fogják fel ezt, hogy már pedig ez is a számla része. Benne vagyok egy prototípus gyártásban, az eddig ilyen módon felhasznált szerszámok, anyagok ára már rég meghaladja a milliót és fizet a megrendelő. Ugyanis csak így fog tudni elkészülni az első piacképes gyártmány, aminél értelemszerűen a sorozat és az addigra meglévő szerszámozottság miatt piszkosul más lesz a darab ár. Mármint jóval alacsonyabb.
Én kicsit fázom akkor, mikor a mester a szerszámok, befogók, stb. árát is bele akarja tenni a munkadarabba... értem én, hogy arra is idő kell, de az megmarad...
Azóta van rossz érzésem ezzel kapcsolatban, mióta a klíma szerelő rám számlázott egy spec. csatlakozót 6 rugóért (tizenéves történet), mondván, hogy vennie kellett, mert enélkül nem tudta feltölteni. Kicsit csodálkoztam, lévén az autó egy Opel Vectra.
Mindegy, kifizettem - de a spec. alkatrészt természetesen nem kaptam meg a munka végeztével...
Pénztárca nincs rá. Ismétlem, egy 10 perces forgácsolás is gond nélkül megvan 4 óra. Sokszor egy felfogató készülék tervezése, legyártása másik 6-8. Bőven 100.000 forint fölött jár a cehh, kevés esetben éri meg.
Mind a három pontban felsorolt cég komoly cég volt, akár még elismertek is a fő tevékenységükben. Számomra ezekből az esetekből az a konklúzió, hogy egyedi gyártásra nagyon nehéz jól dolgozó, megbízható céget találni, amely nem veszi félvállról a megbízást. Így be kell érnem a nagyobb cégekkel, akik ugyan felárral dolgoznak a sorozattermelésre szakosodás miatt, de legalább képesek és akarnak is jó minőségben dolgozni.
Azért vannak pozitív tapasztalataim is. Tudok jó síkköszörűs céget, fémszórással foglalkozó céget, palástköszörüléssel foglalkozó céget és most már fogaskerékgyártó céget is. Egyik sem olcsó, de legalább megbízhatóak és pár nap vagy hét alatt el is készül a vállalt munka.
1. Ez a leírás szépen mutatja azt is hogy a szóban forgó fogaskereket miért nem így kell legyártani. Nem árt(ana), ha a forgácsoló üzemek képesek (lennének) a munkafolyamataikat is a feladathoz igazítani. Sajnos ez nem annyira működik. Mindenütt ragaszkodnak a rutinhoz, az egyszer betanult folyamathoz. Az autószerelők is ilyenek: ha valami olyan problémával állítasz oda hozzájuk, ami nincs benne a javítási útmutatóban, meg vannak lőve. (Természetesen az összes eddigiekhez: tisztelet a kivételnek.)
Nem nagyon láttam Magyarországon jól (értsd: mindőségi (CNC és manuális) gépekkel, mérőeszközökkel és szakértelemmel) felszerelt, egyedi ill. prototípus gyártásra szakosodott cégeket. Ahova akár egy vázlattal, ötlettel vagy egy hibás alkatrésszel is oda lehet menni és ők legyártják. Pedig szerintem lenne rá igény.
2. Tetszik ez a mondat: ,,MINDIG elbasszák. MINDENKI.''
Édesapám konstruktőrként dolgozott sok évig. Sokszor cukkolom azzal, hogy mutatok neki használhatatlan termékeket(*),hogy lehet ilyet tervezni. Mindig kikéri magának, hogy a gyártástechnológus a hibás nem a tervező.
Szóval azt akarom mondani, hogy hülyék minden szakmában vannak - ahogy értelmes emberek is. (Na jó, van egy-két szakma, ami kivétel, de ne politizáljunk.)
(*) Kedvencem a WC kefe, amit ha felemelsz jön vele a talpa. Meg a pedálos-fedeles szemetes, amire ha rálépsz a pedálra, akkor feldűl az egész.
Én hoznék egy szabályt, hogy aki vécékefét tervez/gyárt, annak kötelező legyen otthon azt használnia.
Elhiszem amit írtál nem is panaszkodtam az ár miatt, nem voltam felháborodva. A fogaskerék gyártás folyamata némileg egyszerűbbnek tűnik a CNC megmunkálásodnál, de gondolom itt is vannak részek melyek átalányba vannak beárazva, ezért is annyi a végösszeg, amennyi.
Volt már olyan, nem is egyszer, hogy oké, megcsináljuk, akár számlával vagy anélkül. Helyenként az is nagy szó, hogy magánszemélyt fogadnak. Ezekből a következő eredmények lettek:
1. A mester elfelejtette, hetekig ült rajta. Nem szoktam telefonálgatni, de amikor 3 hét után felhívtam mondta, hogy mi történt, gyorsan megnézi. Megnézte és visszaadta, hogy szerinte a munkadarabbal nem kell csinálni semmit.
2. Másik helyen ugyan az a munkadarab (kis eszterga orsója): megnézi előttem,. gépen méregeti, megbeszéljük, hogyan fogja javítani. Telnek múlnak a hetek, írok neki, nincs válasz. Felhívom, még várjak. oké. Egyszer csak elkészül, megyek érte. Hát teljesen mást csinált, mit ami megbeszéltünk, otthon kipróbálom, nem lett jó. Mindezt számlásan.
3. Másik kis gép orsóján furatköszörülés: nagy komoly cég. Vezetővel megbeszélem, viszek rajzot, leírást. Pár hét múlva mehetek érte. Hazaviszem, megmérem, félreköszörülték. Remek.
Na ezekből van elegem, ezért inkább jó hírű helyekre megyek, ha már megcsináltatok valamit, és inkább kifizetem a magasabb árat, de legyen jó az eredmény, és pontosan az, amiben megállapodtunk.
Egyszer én is megkérdeztem az illetékes mérnökünket egy "női munka" alkalmával, hogy meg-e éri ez nekünk, megnyugtatott, hogy meg, bár azt is hozzátette, hogy nem akarta elvállalni, csak aztán mégis sikerült... :)
Csak találgatok, mi okozhat még plusz költséget egy egyedi gyártásnál.
Segítek...
Az időm drága, mert ha letárgyalom a munkát, a számítógépen ügyködök a tervekkel, annyi erővel a gép is mehetne szériában, tehát a rezsióradíj ide is vonatkozik.
- Megkérdezik, hogy meg tudom-e csinálni.
- Elküldik / elmegyek érte a rajzot, mintadarabot.
- Kérem a meglévő rajzot, testmodellt.
-- Tisztázom a modellen, rajzon lévő dolgokat. Ha a rühes CATIA-ból kapok rajzot, az külön 1-2 óra mire testmodell lesz belőle, ha nem túl nagy az alkatrész.
-- Ha friss tervezés és van nyűgös része, egyeztetek a tervezővel, hogy megéri-e neki egy funkció nélküli részen változtatni, vagy +2 óra gépidő...
-- Tisztázzuk a menetes furatokat, mert egy D5 az akármi is lehet, de még a 4,2 is lehet egy átmenő furat csavarnak. MINDIG elbasszák. MINDENKI.
- Betöltöm a CAM programba és kitalálom az előgyártmányt (az sem triviális mindig) és elkezdek szerszámkészletet összeállítani és pályát tervezni.
- Felszerszámozom a gépet (be és kiszedéssel minimum 10 perc/szerszám ha igyekszek)
- Felfogatások, pl. gépsatuk felszerelése, pozicionálás.
- Ha egyedi felfogatás kell, azt is megtervezni és ELŐTTE legyártani, maga a folyamat ugyanez mint a munkadarabé.
- Elkezdem a megmunkálást, lemegy 10 perc alatt. Elment rá egy egész délelőtt, azaz 4 óra.
- De csak akkor ilyen kevés, ha ezt menetből letoltam, és nem 2-3 napig egyezkedünk a rajzok fölött, nem kell külön elmenni alapanyagért és nem kell kiszállítani.
Nem akarlak idegesíteni, de a múltkor 6 darab A4-es méretű alumínium dobozt gyártottam le kb. 1 millió forintért és az ügyfél boldog volt és szeretne még... pedig én is csuklottam, amikor kijött az összeg. Igaz, az alapanyag ~400 volt ebből. Ja... azt is megvettem, azaz előfinanszíroztam a projektet. A tervezővel 3-4-szer futottam 1-2 órás köröket, hogy egyáltalán legyártható legyen. Az éves szoftverkövetési díjaim meghaladják az 1 millió forintot.
Ja... és mi is azért vettünk megmunkálóközpontot, mert nem hogy ennyiért, de egyáltalán semennyiért nem tudtam legyártatni sokszor a vackaimat, amik műszeralkatrészek. Megmondtam pedig az egyiknek, hogy csináld meg annyiért, hogy már mosolyogva csinálod meg, nem érdekel az összeg. És még úgy sem...
Ha egy gép csak úgy álldogál és egyenként visznek rá munkát, akkor minden egyes munkánál külön be kell állítani, majd újra és újra stb. Ha viszont termel valamit sorozatban, akkor ki kell vonni a termelésből, átállítani, majd visszaállítani. Ez megduplázza a beállítás költségét. Csak találgatok, mi okozhat még plusz költséget egy egyedi gyártásnál.
Két fogaskerék van egymásba préselve a nyakuknál. A furatot javítani nem lehet, hanem újat kell fúrni. A képen látható négy furatból csak kettő volt használva, tehát annak a fogasnak a nyakán, amire rápréselték csak két furat volt. Most 90 fokkal elfordítva fúrtak két másikat, miután rápréselték az újonnan gyártottat.
Több céget is megkerestem, ezek válaszoltak. Hogy mekkora a rezsióradíjuk nem tudom, de nem hiszem, hogy 5 órán át faragták ezt a fogaskereket. Professzionális cég, Tatán van a telephely. Legalább a minőségre nem lehet panasz.
A kis (de azért legalább 70 éves) marógépemre nem lehet felrakni a 106EFt-be bele férő, használt osztófejeket, mert túl nagyok. Olyasmit tervezek egyszer beszerezni, amit nemrég rajzon mutattál, de az bőven több, mint 106 EFt. A fogasnak az alakja speciális, az alábbi képeken látszik.
Korábban adtam fel hirdetést, hogy M=1.25, Z=60 fogaskereket vennék, de nem jött ajánlat. Ezért döntöttem a gyártatás mellett. Ez egy lakatszekrénybe kell. Még van egy helyenként megszoruló fogaskerék pár, szintén 1.25 modulú, de azokat már nem gyártatom. Egyelőre reszelől megigazítom a gyűrődést rajtuk, úgy is csak egymást gyűrik. Később, ha lesz osztófejem legyártom őket.
Nekem nics olyen kapcsolatom, ahol haveri árfekvéssel lehetne dolgoztatni. Meg hát az egész géppaprk kialakítási koncepcióm azon alapult, hogy kopott, de még egyben levő gépeket veszek, eredeti kialakításukhoz minél közelebbi állapotban. Ezeket nagyrészt saját erőből felújítom, itt elsősorban a lin vezetékek hántolására gondolok. Ez sok gyakrolással elsajátítható. Amit otthon nem tudok csinálni, az pl. orsók palástköszülése, fogaskerék gyártás. Nemrég muszáj volt egy darab 60 fogszámú fogast gyártatni, M=1.25. Az alakja kissé spéciális. Bruttó százhat ezerbe került. Nem azt mondom, hogy irreális, de a gép árának fele volt! És ez csak egy fogas. M=1.5 fogasokat vettem hozzá, azokat egyszerű lesz méretre alakítani.
Mert attól tartok, hogy túl nagyot harap és akkor elszúrom az egészet. Egyébként az volt a munkamenet, mint hántolásnál: jelölés, lemunkálás, simítás elköszörült felületű reszelővel, majd jelölés stb. A lemunkálás végeztem flexszel. Ehhez szinte a felülettel párhuzamosan tartottam a flex korongot, és enyhén hozzáynomtam ahol kék volt. De nem volt jó érzés csinálni, folyton azon aggódtam, hogy nehogy valahol túl mélyre menjek. Ennél sokkal nyugisabb a reszelés. Ott is ugyan ez a munkamenet, a reszelőt a lin vezetéken hosszában tolom. Több fajtát is kipróbálztam, jól bevált pl. a lácfürész kis lapos reszelője. Fontos, hogy a reszelő felülete sík legyen. Arra még nincs igazán jó technikám, hogyan fogjam meg stabilan a reszelőt, mivel nyél nincs rajta. Még kísérletezek vele, de összességében jól működik.
Kisflexel én se próbáltam, de a kicsi flexecskével (talán 70-80mm korongja van) már igen. Csak a felület mérete miatt az is nagy volt oda. De a multigép egy flexi szárral meglepően használható volt.
Ésszel kell használni, de ezt nem kell elmagyarázni nektek. :) Akinek a gyomra nem bírja (meg van megfelelő helye/ismeretsége ehhez) az vigye maróshoz/köszörűshöz hántolás előtt...
Nagyobb flexszel próbáltam (110-es korong), de azt nem merem hasznélni. A kis multim elég gyengécske, de valóban, láttam ilyet a jutúbon, a ruszkik pedig nagy flexel nyomják...
A korábban leírt kulcsot először reszelni akartam, ezért vágtam köracélból pogácsát. Az volt a terv, hogy reszelővel négyszögesítem a kört, majd visszahegesztem az eredeti hoszabb köracél darabra. Ekkor jutott eszembe, hogy láttam már vésést esztergán, ezért kipróbáltam.
A reszelésre visszatérve apám lakatosnak tanult, az egyik műhelygyakorlata egy villáskulcs volt, az egyik oldal 27-es, a másik 32-es méretben. Nagyon szépen ki van dolgozva, profin néz ki, ahol síknak kell lennie ot sík, a nyele ovális keresztmetszetű, profi munka, nagy becsben tartom és használom a műhelyemben.
A lin vezeték reszelés nem hiszem, hogy egyedülálló lenne, de saját találmányom. Folyamatosan ellenőrizni kell ezt is tusírléccel, aprólékos munka, de azért sokkal haladósabb, mint a hántolás. 0.5mm-t kellett lemunkálni egy keretes fűrészgép csúszó vezetékéből, hogy ne legyen elcsavarodva,
Utoljára #12 négyszögeket véstem így gépsatu hajtókarokhoz. (6p82 + vésőfej) A 8x8-as gyorsacélból köszörült négyélű vésőkés éppen elfért a 12-es furatban. A karcsú kés miatt nagyon nem kellett sietnem vele, de nem is volt benormázva (pl. 12min/db-ra)... :)
Sőt a reszelés is megkönnyíthető ha a tengelyfurat elkészítése előtt a retesz helyére fúrsz egy furatot. Ezután eldöntheted, hogy kireszeled sarkosra, vagy a kis terhelés miatt nem foglalkozol a dologgal és a reteszt kerekíted le.
,,A négyzet keresztmetszetű késedet egy lépésben biztosan nem lehet áttolni acélban egy furaton, mely átmérője közel megegyezik a kés élhosszával.''
Nem egyezik meg, hanem kisebb, szóval nem egy lépésben lesz az áttolás.
,,A magam részéről nem ajánlanám az olyan szerszámot véséshez, ami egyszerre a négy élen forgácsol.'' - (vaskukac)
Kisebb ez a kés, mint a készülő luk/furat, és egyszerre csak egy oldalt ill. sarkot munkálok (majd) meg vele, azt is több lépésben. Csak azért csináltam négy oldalasra, hogy ne kelljen forgatni a szerszámot.
Ettől persze gyengébb lett. Majd elválik, hogy beválik-e. Legfeljebb csinálok egy másik kést, ha ez eltörik. Ez úgyis csak kísérletezés.
,,Általánosságban azt megjegyzem a hozzászólásokat olvasva, hogy 1-1 darabnál - véső és gyalugép hiányában - sokszor gyorsabb, egyszerűbb, jobb négyszög/egyéb alakos reszelőt használni. :)''
Éppen meg akartam jegyezni ezt én is!
Néha egy-egy elejtett mondat egy tapasztalt embertől többet ér, mint egy másfél órás előadás.
Az esztergapadomra kellett cserekereket gyártani. Egy ismerősömmel (fórumtaggal ő is) beszélgetek, mondom neki, tök jó, megveszem a fogaskereket, leoldalazom a megfelelő szélességre, kiesztergálom a furatot, de a reteszhornyot sehogy se bírom megcsinálni. "Hülye vagy? Fogsz egy reszelőt és kireszeled!" - mondta. Hát basszus, ez nekem eszembe se jutott. És tényleg, negyed óra alatt megvolt és szép is lett - pedig nem vagyok egy gyakorlott reszelős.
Később persze, amikor több kereket csináltam, beszereztem egy nyomótüskét, de egy-két darabot gond nélkül ki lehet reszelni.
Nekem most a reszelgetés nem opció, mert zsákfuratot akarok csinálni.
Igaz, viszont nem mindegy, hogy 1-3 vagy 20 mm vastag anyagba kell egy vekony reszelővel szabalyos negyzetet reszelni. De peldaul nagyon kopott lin vezeteket reszelovel mar nagyoltam, majd hantolassal fejeztem be.
A négyzet keresztmetszetű késedet egy lépésben biztosan nem lehet áttolni acélban egy furaton, mely átmérője közel megegyezik a kés élhosszával. Viszont vésésnek is van alternatíváa, a hagyományos üregelés (broaching), itt egy szép példa rá:
A másik, hogy ha - jobb esetben - csak két lappal dolgozol, akkor meg az átló irányban erősen nyomott a kés, és szintén torlódik az anyag, ami megint csak törésveszélyes.
Általánosságban azt megjegyzem a hozzászólásokat olvasva, hogy 1-1 darabnál - véső és gyalugép hiányában - sokszor gyorsabb, egyszerűbb, jobb négyszög/egyéb alakos reszelőt használni. :)
Csak gyakorlás/kézügyesség kérdése, és egész hihetetlennek tűnő, dolgokat is meg lehet pontosan csinálni reszeléssel.
Nemrég készítettem egy négyzetes végű csapra (síktárcsa pofabeállító csavar vége) kulcsot 7mm-es élhosszra. Ilyen négyzet keresztmetszetű kulcsot ugyani sehol sem találtam, sőt, még üregelő szerszámban is csak 6-os és 8-as méretben, legalább is az újonnan kaphatók között. Ezért fúrtam egy vasdarabba 8-as lyukat majd egy köszörült késsel , mellyel egyszerre csak az egyik síkot vágta, az eszergapadon négyszögesítettem a kört. Persze a lapok nem teljesen síkok, de nem számít, mert a sarkok viszon jól sikerültek.
Azt nem ajánlom, hogy így csináld te is, de ha nincs véső- vagy gyalugépe valakinek, akkor ilyen fapados módszerrel is lehet esztergán négyzet keresztmetszetű lyukat készíteni.
Nem. A támolygó alaptest csillagászati árfekvésű, a bit még csak-csak. Csinálni sem egyszerű - ha jót szeretnél, a végén lehet, hogy drágábbra jön ki, mint a gyári.
A kos magától mindig lebillen egy kicsit, ha lefelé vésel akkor egy darabig alig visz, mert emelgeti a kost, majd egyszer csak egy nagyot harap, és akár el is töri a kést. Ha felfelé veszel fogást akkor az előfeszített kos szépen minden fogásra dolgozik. Ha ezt tudom akkor nem kínlódok annyit mindenféle ravasz "csúszótalpas" késekkel reteszhorony véséshez.
Miért akarsz nagyon szabályos négyszög lyukat készíteni? Úgyse látszik...:-)) Bőven elég ha mondjuk a lap egy harmada a vésett, majd egy harmad rádiusz maradék, majd megint vésés következik. Szóval cirka a laptáv és a csúcstáv közé félútra venném a furat átmérőt. Süllyesztés az kell a bevezetéshez, de ha zavaró akkor úgy lehet kalkulálni hogy a végén leesztergálod.
,,Két tapasztalatom megosztanám a véséssel kapcsolatban.''
Rám fér, köszi! (Egész konkrétan 0 db vésést csináltam eddig, csak gondoltam kipróbálom.)
,,Az első evidens annak aki ezt tanulta, szóval vésni lentről felfelé haladva kell,''
Ez pontosan mit jelent?
Kicsit jobban örülnék, ha egy befogásból meg lehetne csinálni, nem kéne forgatnom a munkadarabot.
Ahhoz meg mind a négy irányba kell haladni.
,,hogy ne számítson a kos nagyon kicsi de nagyon zavaró lógása.''
Szerencsére az enyémen a kosnak nincs "nagyon kicsi lógása".
(Jó nagy van neki.)
,,Egyébként pedig szögletes lyukakat jobb támolygó vésővel készíteni.''
Nem tudom 10x10-es négyzet esetén mennyire járható ez. Jó sok anyagot kellene egy fogásból leszedni a sarkokról.
Egyébként egy-két lukhoz felesleges külön eszközt csinálni: Ha a vésőtüske megvan, azt kézben körbe-körbe döntögetve kalapáccsal nagyon szépen bele lehet bele lehet verni a furatba.
Bár ez a golyós megoldás nagyon ötletes. Sokkal egyszerűbb. mint a szokásos ferde csapágyas rendszer. Ráadásul ez "önbeálló", míg az utóbbinál nagyon fontos, hogy a szerszám hossza pontosan klappoljon a szerkezethez, különben nem a tengely körül fog billegni. Cserébe viszont mindenképpen kell egy erős letörés a furat elejére, ami megvezeti a szerszámot az induláskor.
Két tapasztalatom megosztanám a véséssel kapcsolatban. Az első evidens annak aki ezt tanulta, szóval vésni lentről felfelé haladva kell, hogy ne számítson a kos nagyon kicsi de nagyon zavaró lógása. Az a kés ami befér induláskor a furatba az nagyon karcsú lesz a sarok vésésénél. Szóval valami edzett kör alakú anyagba kell egy betétkés ami egy sarkot munkál. Egyébként pedig szögletes lyukakat jobb támolygó vésővel készíteni.
Úgy kezdődött a dolog, hogy a múltkori eszterga "CNC" projektemen felbuzdulva most az osztófejet akarom elektronizálni. (Mégiscsak nem állapot, hogy 127 fogú fogaskereket nem tudok csinálni!)
Valami ilyesmire gondoltam:
Az elektronika megvan, a szoftvert pikkpakk megírom, ez az egy alkatrészt kell legyártani hozzá:
Igen ám, de ehhez kell 9 lukat fúrni, gondoltam itt az ideje, hogy csináljak végre egy tekerőt a marógép vertikál fejéhez. Valami ilyesmit:
A négyzetes furatot(?) először így gondoltam megoldani:
Aztán - egy életem, egy halálom - úgy határoztam, inkább kivésem. A kés hamar kés lett:
De ezt valahogy be is kell fogni a gyalugépbe:
Szóval itt tart a dolog jelenleg.
Nem is volt olyan könnyű legyártani, nagyon oda kell figyelni a műveleti sorrendre hogy ne szívja meg az ember, és még az állóbábot is elő kellett vegyem:
Viszont az elektronikus vezérorsó nagyon jól bevált, ez a menet is vele készült. Nagyon tetszik, hogy nem kell beszúrást csinálni a végén, meg nem kell "kikapni" a kést a végén, se mindig leállítani a főorsót és rükvercben visszamenni az elejére.
Mindenkinek csak ajánlani tudom! Szerintem az a léptető motor, amit használok egy rendes műszerész eszterga (E1N, E2N) vezérorsóját is simán elhajtaná.
Az én gépemen az előtolás is a vezérorsóval megy, arra is ezt használom most. Nagyon kényelmes a századra beállítható végállás
Gondoltam arra, hogy veszek még egy csapágyanyát és azt simítom párhuzamosra, de az a gond, hogy e közben is előre--hátra oszcillál a főorsó és ezt rámásolom a csapágyanyára. A csapágyanya lötyög a csapágy menetén, ha ráhúzom az orsóházra akkor rásimul a csapágyház síkjára, aminek merőlegesnek kell (-lene) lennie a forgástengelyre. Ha ez sem teljesül, akkor kifogytam az ötletből, hogy mit lehetne csinálni. Ha viszont ez igaz, akkor a kis difi a csapágyanya ideális forgástengelye és a felületének síkja merőlegességében nem számít (szerintem), tehát ha a csapágyanya két oldala párhuzamos, akkor alapvetően az orsóház geometriája határozza meg, hogy merőleges lesz-e a felület a forgástengelyre.
Az érem másik oldala, hogy ha nagy a difi a csapágyanya síkjának és forgástengelyének merőlegességében, akkor elhúzhatja a bronzcsapágyat, ami újabb probléma. Nincs ebben még elég tapasztalatom, első próbának a köszörülés látszik jónak. Ha ez nem redukálja az axiális mosgást 1/100 mm alá, csak mondjuk 2-3 századra, akkor megpróbálom a hasított menetes száras megoldást. Bízom benne, hogy így itárálva előbb-utóbb jó lesz.
Körülményes de nem lehetetlen, pl elkészítve a menetet letekered a csapágyanyát, és ha lehet egy szegnyereg támasztással helyettesíted, ( vagy ha nem elég akkor egyszer használatos, akár műanyag csapágyanyával lehet pótolni egy oldalazás idejére. )
Pontosítok: mindkét irányban van szerepe a csapágyanyáknak. Az orsón hátra ható erőt (és elmozdulást) golyós támcsapágy fogja fel, de annak az álló oldala csapágyanyára támaszkodik, a hézagkitöltés miatt pedig van még egy alátét is. Mind a csapágyanya, mind az alátét ék alakú, a csapágyanyában majd 1/10 mm az "ékesség" (minőségi darab, FAG vagy SKF)!. Az előre történő elmozdulást pedig a bronzcsapágy csapágyanyája és az orsón lévő menetre tekert csapágyanya, a kettő között pedig egy bronz korong egymáson elsiklása akadályozza meg. Itt minden szereplő ékes kissé, ezért forgás közben előre-hátra jár az orsó 6-7 század millimétert és egy ponton meg is szorulhat, ha csökkenteni akarom a holtjátékot.
Hát köszönöm a felajánlást, írok majd privátot. A felhasított anyás megoldással az a gondom, hogy igen, természetesen igazad van, de mindkét potenciálisan használható eszergámnak ugyan az a baja: az orsók axiális mozgását csapágyanyák korlátozzák az egyik irányban, és pont ezeket kéne javítani.
Ha nem találsz igazi köszörűst akkor Fóton lesimíthatod őket nálam, egy szerszámélezőn, mondjuk egy tábla csokiért. Viszont az anyát talán egy egy befogásban készített vasdarabra esztergált hasított menetre kellene feltekerni és beoldalazni, mert mit ér a köszörült felület ha nem merőleges a menetre?
Keresek síkköszörűst Pilisvörösvárhoz minél közelebb, valamint észak Budán és Pesten vagy felfelé a Duna mentén haladva valemelyik településen. Pár darab 40<d<60 átmérő tartományba eső csapágyanyákat és alátéteket kéne köszörülni. Természetesen nem ingyen gondoltam.
Tök szívesen segítenék neki amúgy, mert szeretek bütykölni, rá is érek, meg legalább tanulok belőle. A bökkenő, hogy nincs helyem. A saját autómat az udvaron restauráltam :)
Félreérted : a saját autóit kéne javítgatnom :) Ő ilyen gyűjtögető típus. Pl. egyik Fiat Pandáról át kéne tenni a forgalomképesre a vászontetős tetőlemezt. Satöbbi.
De nem akarom elvinni a témát, úgyhogy ennyit erről.
Amit tanítanak ma karosszéria lakatos témában , annak szerintem nem sok köze van egy öregebb autó lakatolásához .
Az öregebb talicskák eleve gazdasági totálkárosak . Az gazember valószínűleg aki arra próbál rávenni hogy veszteségre dolgozzál . Sajnos van ebben tapasztalatom .
Gondolom elem cserét , az új ragasztott ,esetleg alu dolgokat tanítják .
Ami a köznyelvben "lakatolás " az vagy restaurálás vagy gányolás .
Ha megcsinálod és közzéteszed ,akkor itt is fognak jönni avval ,hogy hogyan viselkedne egy törésteszten .
Én meg azt kérdezném hogyan viselkedik egy huszadik évéhez közeledő ,szétrohadt valami ,javítás nélkül .
No , felvetetted a témát , nem idevaló ,de azért írtam .
Próbálom abbahagyni a kasznikat , de erőszakoskodnak , keményen kell fellépni hogy hagyjanak már békén a szarjaikkal !
Na igen, csakhogy van egy másik mondás is: "Lakva ismeri meg az ember a másikat". Hiába nézed meg a gépet, ha nem vagy tapasztalt, vagy nem ismered a kiszemelt típusnak a gyengéit, akkor így is kiderülhetnek hibák utólag. Használt gépet (és autót) venni mindig lutri.
Mondjuk a cimborám tavaly csinált végig egy karosszéria lakatos képzést, hasonlóan "laza" tempóban. Most meg engem próbál rávenni, hogy lakatoljam az autóit :-)
Az esztergályos-marós videói szerintem rendben vannak - bár egy-két megkérdőjelezhető manőveréről már voltak itt viták.
Az utóbbi időben viszont egyre nagyobb hülyeségeket csinál. A két legutolsó tisztogatós videója kriminális.
Ez a konkrét gépvásárlós videó szerintem nem rossz, talán csak az a baja, hogy egyetlen esztergapadot látunk benne (a sajátját), ami tényleg tip-top állapotban van.
Ilyen géppel vagy nem fog találkozni a vevőjelölt, vagy egy kisebb esztergapad esetében is 3M felett lesz az ára.
OKJ és hasonló is lutri, én 2 évig jártam esti iskolában az új képzési rendszer Gépi és CNC forgácsoló képzésére. Jelentős időpocsékolás volt csak, a gyakorlatot vezető tanár mindig ugyanazt a feladatot adta ki kis változtatásokkal, lényegében lépcsős tengelyeket esztergáltunk vagy téglalapra martunk síkot 1,5 éven keresztül. OKJ rendszerben más helyre jártam klímaszerelő képzésre, a vizsgán láttam először klímát, pedig minden gyakorlaton és elméleten ott voltam.
El tudjuk mondani mit nézzél ha mégis veszel. Viszont valószínűleg a kinézett gépnek is ugyanúgy rossz lesz a főorsója, az eladó csak megvonja a vállát es nem enged, árulja ugyanannyiért. Az Eger környéki hirdetésekkel vigyazz, az mind ugyanaz a gépnepper.
vigyázz kolléga, mert megsértődnek a szakik. :) Valóban nem tűnik annak amíg el nem kezded, és van akinek ez az élete. Majd neked is jönnek a gondok.
Én is olyan kezdő vagyok mint te, csak egy lépéssel vagyok előrébb. Én pl nem tudtam felmérni, hogy milyen nehéz pontos mérethez közelíteni a munkadarabot. egy tizedmilli, vagy egy század volt?. és már el is bas*tad.
Vagy amikor valami apró baja van a gépednek és (első) bekapcsoláskor berág egy fontos alkatrész. Na az baromi szívás, nekem is volt hasonló, de szerencsére meg tudom javítani.
Mindenesetre hajrá, én is a hegesztéstől kanyarodtam ide. Azért gondold végig, hogy tényleg termelni akarsz-e mert hobbiba belerakni indulónak 1,5-2millát, merész ötlet.
Épp akartam kérdezni, hogy az E1N mennyivel gyengébb, mint az E2, mert van 1-2 hirdetés számomra szimpatikus áron. Elkapkodni nem fogom és még azért a körülményeket tisztáznom kell.
Majdnem beiratkoztam egy 10 hónapos OKJ tanfolyamra, de mire elhatároztam betelt a létszám :)
Sajat lovam E1N de nem vennék már azt. Nem véletlen fejlesztették tovább. Nekem legnagyobb hátrány a bronz foorso csapágy ami hántolásának neki se merek állni. Sokkal egyszerűbb lenne megvenni két jó preciz csapágyat készen, akár 60e ert is. Vicikvacak kinai cerkahegyezőkkel tudnak rendes acélokat leszúrni, nekem meg a sárgaréz után a következő leszúró szerszám a flex.
Másik a vonóékes előtoló hajtómű,.biztosan lesz vele baj.
Az elotolás végállás kikapcsoló megoldasa szintén vicc.
Mindenki a saját lovát dicséri, nekem pl nagyon jól bevált hobby célra egy jó állapotú E2N gép. Néha ki lehet fogni egyet egyet de nagyon elszaladtak az árak. Amivel még kalkulálni kell, az az hogy a felszerszámozás, tokmányok, kések, mérőeszközök nagyjából annyiba kerülnek mint maga a gép.
2) Repülőgépész-technikus a végzettségem, bár sajnos nem dolgoztam a szakmában. Tavaly előtt csavarig szétszedtem és felújítottam egy oldtimert. Közben megtanultam hegeszteni autodidakta módon és ki is lakatoltam. Meg amúgy szoktam fúrni-faragni ezt-azt. Ez már számít valamit ? :)
2) 3x16A van a házban. Hely az kérdés, de elvileg/talán lehet 2db 9-10nm helység, amit használhatok
Nos előbb el kellene egy kicsit gondolkodni hogy mit akarsz esztergálni. Pl van kézitáskában elférő precíz órás eszterga, kínai ceruzahegyező, műszerész padok, illetve több tonnás komolyabb gépek is. Nem mindegy mit akarsz.
Ha semmi fémipari gyakorlatod sincs, akkor a dolog veszélyes is lehet, az órás gép is lekapja a körmödet, a nagyobb masina simán felteker.
Mekkora műhelyed van? Van e 3 fázis?
Szakirodalmat, sokat, tőlem tölthetsz le, de a lista szerver karbantartás miatt éppen nem érhető el. Ha írsz egy mailt elküldöm.
Egyébként a tipikus az, hogy veszel egy gépet elkezdesz farigcsálni, majd gyorsan lecseréled, szerzel egy kis rutint és harmadik gépnek olyant veszel ami már sokáig kiszolgál. ( Nálam ez így volt )
Igen, az én gépeimen is vannak ilyenek. Az egyik csavarról a kereskedő azt hitte, hogy utolag rakták bele a törött gépasztal összefogására. Szétszedés után kiderült, hogy nem, hanem az is olajozási pont.
Fejembe vettem, hogy meg kéne tanulnom esztergálni, egyelőre hobbiból. Csak azt nem tudom hol kéne kezdeni : venni egy esztergát és gyakorolni vagy szakirodalmat olvasni ?
Egyáltalán mit kell nézni gép vásárláskor ? Satöbbi.
Egyelőre a "Gépműhely" YT csatornai filmjeit nézem sorban, ezek alapján egyáltalán nem tűnik varázslatnak a forgácsolás.
Most rakom össze (csomagtartóba darabokba hoztam haza), de amint egyben van a masina majd készítek pár fotót, és felrakom ide a fórumra.
Közben ahogy tisztítgatom lassan előkerülnek az olajozó furatok. Nem olajozó szemek, csak egyszerű furatok ahol be lehet csepegtetni egy kis olajat a csúszó, forgó, surlódó részekhez.
Az ME1000 marogépemen a Z irányban felfele elég nehéz tekerni. Nem lehetne a térd alá vmi spirálrugót tenni ami legalabb a ketharmada súlyt megtartaná? Nem kopna a menetes orsó se annyira, precizebben lehetne adagolni elotolást, stb. Gondolom nem én találtam fel a spanyolviaszt, meg oka van hogy ilyen, de miért van ez így? Vagy fel tudná emelni a szerszám az egesz térdet ha ki lenne egyensúlyozva? Radikális fúrógépeknél pl van ellensúly.
Először is megkérhetlek, hogy tegyél fel pár képet a gépedről, ezt kíváncsiságból kérem. A gépparkom nagyrészt régi >60éves gépekből áll, nekem ezek tetszenek.
Az olajozásra rátérve ha abból indulok ki, hogy a régi esztergáimon és marógépemen mindenütt olajozni kell, akkor valószínűsítem hogy nálad is. Ennek egyik jó oka lehet, hogy az ismétlődő olajozással le is mosod a rászálló fémport, ami a zsírba beleragadna.
Szerelek össze egy (szerintem) nagyon régi, egyszerű felépítésű marógépet.
A szánoknak csak kézi meghajtása van, a főorsót ékszíj hajtja.
A szánok csúszó felületeit olajozom, de arra gondoltam, hogy a menetes orsókat, bronz anyákat, az orsókat megvezető furatokat nem lenne inkább jobb zsírozni?
(Elnézést ha ez mindenkinek evidens de én vagyok szakmabeli, csak egy lelkes hobbysta.)
nem tudtam, hogy az angol könyvek ennyire meg vannak becsülve, belinkelem amiker még találtam, mégha könyvnek nem is igazán nevezhetőek. hátha valakinek jól jön
A jobb oldali csavar az egy retesz fészekhez hasonló bemaráshoz csatlakozik, nem fogja meg erősen a késtartó billegését csak a mozgástartományt határolja, ez volt a fejen gyárilag.
Alul levő rugós csavar az vagy hagyja a lapot szabadon mozogni vagy egy rugóval rásegít a lap visszatolására.
A felső csavar viszont fixen rögzíti a lapot. Ezt reteszhorony vésésnél szoktam használni.
Igazából csak egy fix rögzítés és egy valami súrlódó betétes késkiemelő kellene, de ezt az utóbbit még csak tervezgetem.
Még nem terveztem menetet készíteni a kosfej oldalába de látom szükség lesz reá. Viszont a homlokán mi célt szolgál a két csavarral rögzített valamik? A felső olyan mintha a billegést gátolná, bár látom a jobb oldalon megvan az erre szolgáló szerkezet.
Az enyem egy kicsit máshogy néz ki. Az asztal alátámasztást irígylem nagyon. A léptető is hiányzik mert épp javítom. Sajnos a saját kulcsa is elveszett, azt is kell készítenem egyet, de egyébként elég jó állapotban van.
A marógép horizontál orsó védőkupakjának a szorítója. ( A gyári kupak hiányzott ezért készült egy másik, és a bajonett záras rögzítést körülményesebb lett volna elkészíteni. Egy méh telepi törött szívarköszörű egyik oldali csapágyházából készült )
Nekem egyfajta házi szabvány egy D16 henger van átfúrva és egy M8 csavarral felfogva a késtartó oldalára. Hasonló módon van D16-os tartóm a marón, köszörűn, esztergán.
A szögtapintó hogyan van rögzítve? Sajnos a fejen nincs hely a mágnestalpnak. Jobbára a késtartóba fogható tartót készítettem de az leginkább a gépsatu beállítására alkalmas. Ezzel csak az a baj hogy cserélgetni kell a kést és a tartót.
Segítséget szeretnék kérni. Keresem a Tervgazdálkodási Könyvkiadó Vállalat által 1951-ben, kis mennyiségben megjelentetett "Az E1N pontossági nehézműszerész eszterga időszakos ellenőrzése és karbantartása" című füzetet
Valószínűleg ott van a baj, hogy router szinten blokkoltam a google analytics-et és ezért ezek a kiváncsi weboldalak nem igazán működnek. Mivel már tudom, hogy az én gépemnél van a hiba és a file létezik, megpróbálom majd céges gépről.
Ne haragudj de nem küldöznék külön senkinek sem könyveket. A statisztika szerint napi 20..30 könyvet töltönek le az olvasók, így remélem ez sikerül neked is. Esetleg írd meg hol akadsz el, hol kapsz hibaüzenetet.



 latszám szabályozóval .
latszám szabályozóval .













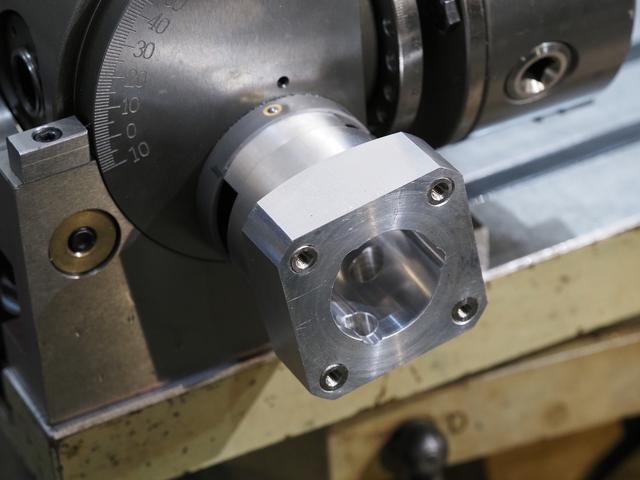
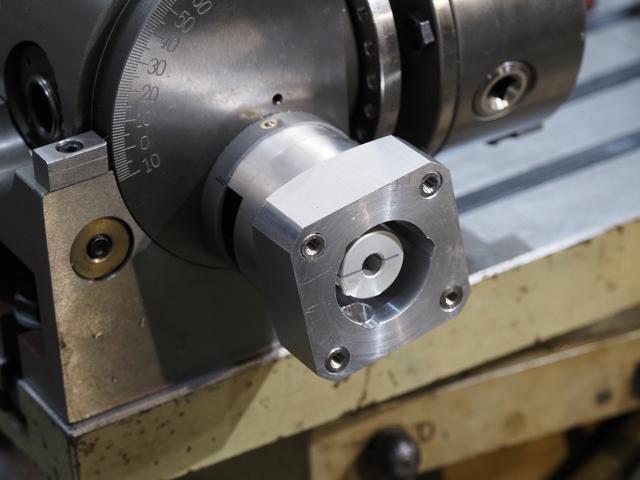
























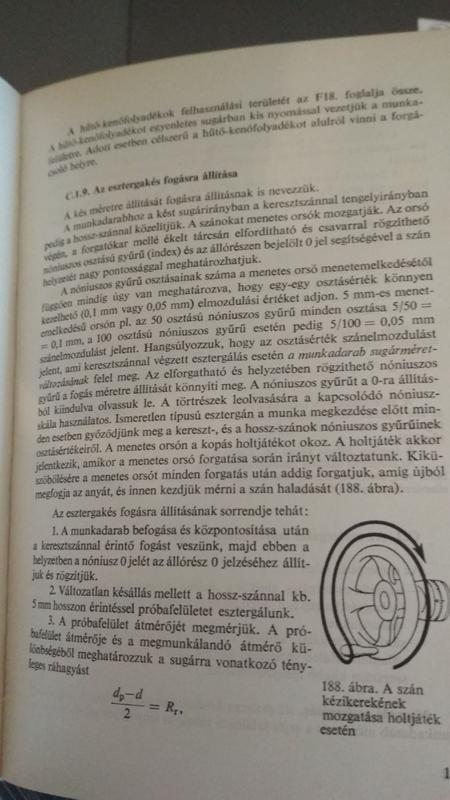








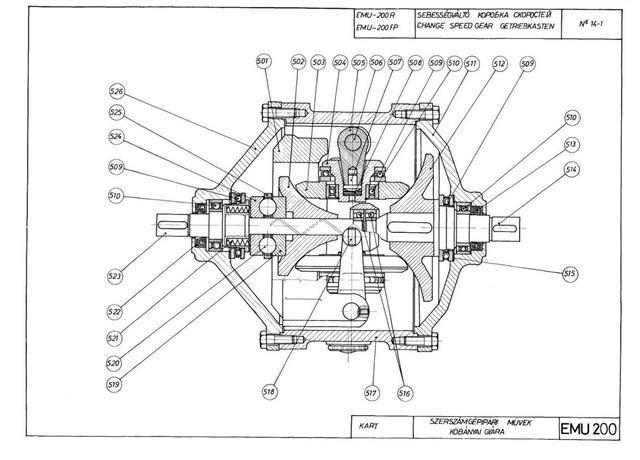

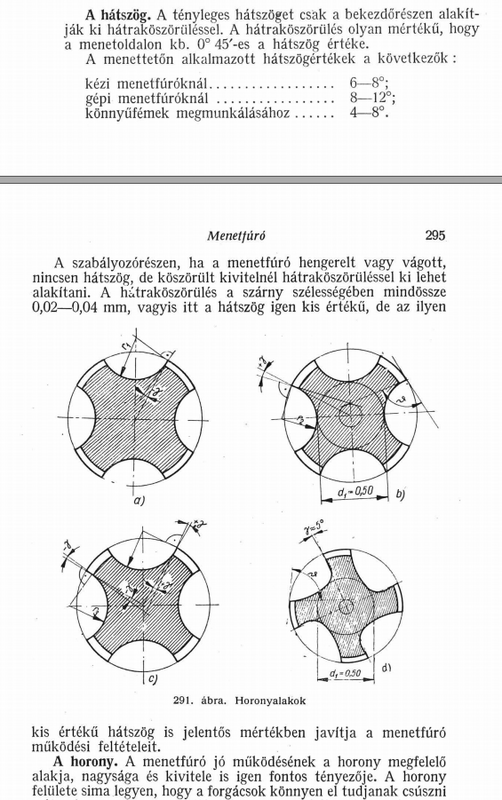


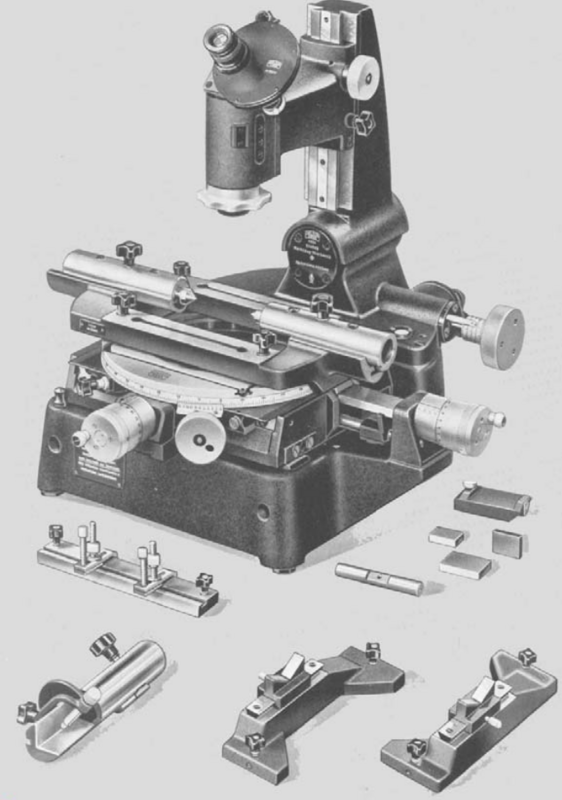
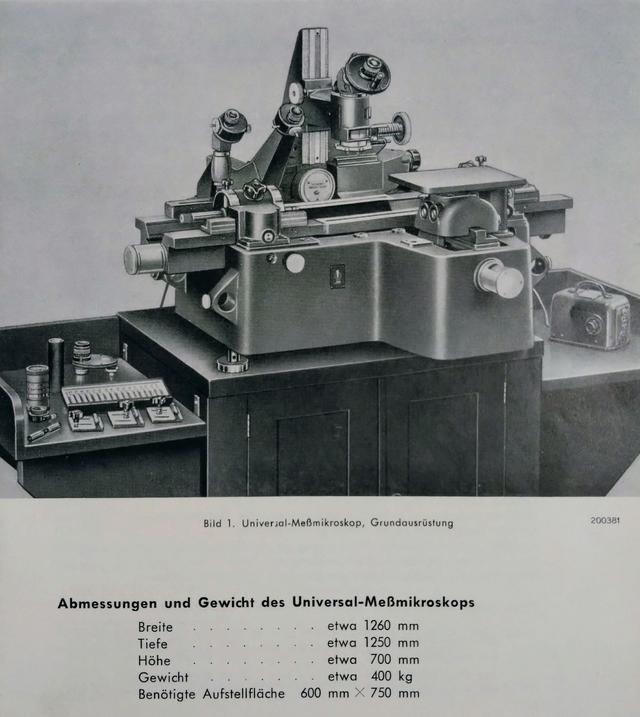







 jeges vödröt. (Rendes, vödrös fogantyú is volt rajta.) Tökéletes választás erre a célra.
jeges vödröt. (Rendes, vödrös fogantyú is volt rajta.) Tökéletes választás erre a célra.