Tudom, hogy nem fizikaóra, de azért... Ha egyszer már megtalálta az optimális helyzetet, miért helyezkedne? Persze, ha a használattól kopik a kő, az más.
Nincs kedved esetleg kísérletezni? Baromira érdekelne, hogy ha a tárcsa átlátszó polikarbonátból lenne, (és több golyó nyilván) akkor milyen pozíciót vesznek fel. Vakuval le lehet fotózni - illetve sztroboszkóppal akár szabad szemmel is lehetne látni működés közben. Páros számú golyónál úgy gondolnám, hogy egyszerűen két csoport alakul ki, aminek a tömegközéppontja lenne a kiegyensúlyozó tömeg - ha jobban eltávolodik a két csoport, akkor az össztömegük azonos, de a tömegközéppontjuk közelebb kerül a forgástengelyhez, vagyis a két csoport közötti szög, illetve a tömegközéppontnak a tárcsához viszonyított szögállása az a két változó paraméter, ami nekem az 1 golyós modellnél hiányzott.
"Mindezt úgy, hogy fölpörögve már nincs helyezkedés."
Pedig van, hiszen a golyó számára egy "lejtő" látszik és egyszerűen odagurul. Viszont a lejtő nagyon enyhe, ezért nem működött a szerkezet ha megolajoztam. Alighanem egy csapágy külső gyűrűt kéne beleraknom a beleillő golyókkal hogy egészen minimális legyen a gördülési ellenállás.
Ez erthető, es rendben is van, es akkor működik, ha az egy golyó tömege PONTOSAN akkora, mint az azon a körön mérhető kiegyensúlyozatlanság - amit, ha ennyire pontosan ismernének, odafúrnanak egy kiegyensulyozo furatot, vagy ellenkező oldalra tennenek pl egy plusz csavart, mint te az 1-es verziódnal.De attól még egy kicsit bonyolultabb dinamikus jelenség, amikor sok golyó van, amelyek nyilvan nem pontosan akkora tömeget kepviselnek, valahogy megis elosztjak a pozíciokat.
Mindezt úgy, hogy fölpörögve már nincs helyezkedes.
Ha egy kiegyensúlyozatlan tömeget rugalmas felfüggesztéssel megpörgetsz akkor az a tömegközéppontja körül kezd el forogni, mivel ez nem esik egybe a forgás tengellyel ezért lesz egy körbe forgó feszítő erő, azaz rezegni kezd a gép. Hogyan mozdulnak a golyók? Igyekeznek minél messzebb kerülni a forgás tengelytől, azaz a gyűrű ellentétes oldalához gördülnek.
ennek van egy felfutási ideje, és állandó fordulaton tud működni. fordulatszámváltozáskor a golyók elkezdenek körbe forogni - márpedig az autó kereke folyton gyorsul-lassul.
Akkor most valahogy találjuk már ki, milyen elven működik?!
Erre most nehogy annyi legyen a válasz, hogy oda rendeződik, ahová kell, mert nyilván, de annak elég konkrét oka kell hogy legyen...
Valami olyasmire gondolnék, hogy amikor minden golyó is fölpörgött, a golyók fordulatszáma már majdnem pontosan egyezik a horonyéval, aminek a kerületére szorítja a centrifugális tehetetlenségi erő, ettől a golyó beáll egy helyzetbe. Ha viszont a rezgés miatt pont az a pont, ahol egy konkrét golyó van, nehezebb, ezért elmozdul kifelé, akkor azon a konkrét érintkezési ponton a tárcsa kifelé való gyorsulása miatt rövid időre lecsökken a radiális erő - ettől a súrlódás is, és akkor kicsit lemarad, "arréb megy", mindezt addig, amíg elfoglalják az optimális helyzetet.
Tényleg CD lejátszóban magam is láttam már. Nekem a mai mosógépeken állítólag használt dob körüli zárt gyűrű alakú vízzel félig feltöltött cső adta az ötletet, látni ugyan még nem láttam de valahol olvastam róla.
Igazából sehogy, megnéztem mekkora tárcsához van anyagom, és abba mekkora az a legnagyobb golyó ami belefér, és van is a dobozomban. Majd pár próba után kiderült hogy csak teljesen szárazon működik, és akkor a legjobb ha félig van golyóval.
Nem régen megosztottam a szerszámélező gépemen a korong kiegyensúlyozás tapasztalatait. Síkköszörűként használva sokat javult a felület minősége. Van egy másik igen gyakran használt köszörűm, az még ipari tanuló koromban készült egy késes szaki tanácsai alapján. Egy öreg diófa asztalra van ráépítve, hosszú tengellyel M20-as anyával a gyors korong csere érdekében. Sajnos itt nem lehet korongagyat használni, így egyes korongok úgy berezgették az asztalt hogy képes volt ez az legyalogolni róla. Mielőtt teljesen új tengelyt készítettem volna, kipróbáltam egy automatikus kiegyensúlyozót. Egy tárcsa belsejében egy gyűrűs horony benne szabadon pár csapágy golyó. Ezt a korong mellé felfogva a kialakuló rezgés miatt a golyók úgy vándorolnak hogy kiegyenlítsék a rezgést. A tengelyt is lerövidítettem, plusz a kiegyensúlyozó, végre egész nyugodt futást eredményezett. Itt egy pici videó a működésről, bár nem sok látszik, inkább csak hallatszik, és pár fotó szerkezetről.
A tokmánykúpok tulajdonképpen Morse kúpok, csak annak egy rövid szakasza. Szóval a B16 kúp nem lesz ugyanaz, mint amit írtál, hogy (kb) 1:10 kúpod van a szegnyeregben.
Én régebben dolgoztam egy Metabo fúrógéppel. Azon két poti is volt, egy fordulatszám, és egy nyomaték. Meg volt a tokmánykihajtáson biztonsági kuplung. És a forgórészén fordulatszám érzékelő visszacsatolás. Azzal hetett alacsony fordulaton nagy nyomatékkal, pl. M10 menetet fúrnii, ha megfogtam rendesen. Kis fordulatnál is volt nyomatéka. Most olyan imoulzusos kattogóm van.
A hozzászólásban feltételeztem (tévesen), hogy soros motorról van szó (mert van két varrógép motorom, mind a kettő soros motor). Azoknak egész más nyomaték-karakterisztikájuk van.
Amúgy a Proxxonomat egy 300W-os, Toshiba aszinkron motor hajtja, 2 pólusú. Egy fázisról, jó nagy kondenzátorral.
Nem lesz a varrógép motor túl gyors? (ha pedig lecsökkentk a feszültséget, túl gyenge)
Hát nem is úgy szabályozzák a fordulatszámát, azzal a nyomaték változik.
A frekivaltó a névleges frekvencia 20 százalékara nyugodtan lemehet - ha melegszik (és ugye, lényegesen kevesebb a hűtés), akkor tehet rá külső ventilatort.
Nekem a kis univerzal 3 gépemen is kb ekkora motor van. Végül a ventilátort le is szereltem róla, mert hobbi felhasználas mellett egyszerűen nincs rá szükség.
Alapból gyors lenne, de a szíj hajtás miatt kaphatott egy 1:2 lassító áttételt, illetve ezek a ksi gépek tartalmaznak egy váltót is, így a lassú fokozat 1:4
Azt hiszem a minimum fordulat szám 300 rpm ami talán ilyen apró gépnél nem lesz sok, de meglátjuk.
1 kerékre 250kg van írva. Ott van alant a link az indításomnál. Polipropilén.
Az eredeti 90 kilót írt. De valami üvegszálas makrolon UV nemálló. A levegőn bomlik, porlik. Látszik, az első kísérletem, két KO lemez közé fogva, összecsavarozva a maradék.
Ráadasul baromi jó csapagyazásuk van, mert a motor folyamatosan forog, rajta van a kuplung lendkereke, a tárcsát a varrónő a terdével (combjavl) tolta ra.
Ha nincs túl messze neked, próbáld meg a XI. kerületben a Keserűvíz utcában lévő vaskereskedést. Akkorát vágnak le neked, amekkorát kérsz. De csak acéllal foglalkoznak. A 70-es útról lekanyarodva a bobpálya mellett elhaladva kell keresni őket.
Érdekes. A varrógép motorok többnyire soros motorok, az esztergákon - még a kicsiken is - általában aszinkron motorokat használnak, azokból is 4-pólusúakat, 1500f/perc szinkron fordulattal. Nem lesz a varrógép motor túl gyors? (ha pedig lecsökkentk a feszültséget, túl gyenge)
Úgy volt régen az anyag, hogy amit ki lehetett hozni a portán, vagy átdobni a kerítésen. A 6 méteres 60-as KO köracél úgy sem kell neked a 300-as esztergához. Jelentkezz dolgozónak.
De végre sikerült hozzájutnom egy picike esztergához. Nevezetesen egy hyudai hyd-300-hoz.
Tudom-tudom kínai ceruzahegyező. De nekem tanulni megfelelő és méretben sem egy óriás.
Sajnos az 1 fázis és a helyhiány amúgy is korlátozna :)
Annyi módosítása már most van a gépen, hogy került rá egy 550W-os ipari varrógép motor :) szerintem tökéletes lesz így. (nem én csináltam a módosítást, így vettem a gépet)
A kérdésem pedig az lenne, hogy Ti Budapesten hol szereztek be kis mennyiségben anyagot?
A bronzkert ismerem, illetve a Conradot találtam, ahol vannak jó drágán de kis mennyiségben anyagok.
Megnéztem a régi tokmányt, és nincs semmi felirat rajta. Nincs is jó állapotban. A tokmánykulcs furatai elég oválisra vannak kopva, lötyögős az a része amin a fogaskoszorú van és nem is jár finoman. Mondjuk azon egy takarítás és kenés lehet segítene, bár egyelőre elakadtam a levétellel. Még nem mozdul, durvulni meg nem mertem vele.
Köszi mindenkinek a segítséget tokmány és asztal ügyben is. Így már nem félek annyira ezektől a kínai tokmányoktól.
Hmm, én a marót fognám a tokmányba, és a késtartó helyére fognám fel az anyagot, hogy hogyan az a feladattól és a géptől függ, de pozíciót meghatározó ütközővel és lehetőleg egy csavaros szorítással hogy haladós legyen a munka.
Ezt kell lefaragnom a molnárkocsim szétsütött/összerogyott kereke helyett. Mert széles, 50-ből 25-30mm, az agynál. Esztergám nincs. Ha fel birok menni a padlásra, lehozom a felsőmarót, megpróbálom a szélét lefaragni, meg az agyát.
Be kell valahogy hordanom a fát a kemencéhez. Ha nem megy, keresek valakit Halásztelek környékén. A biciklisnek van, de őt utálom, lehúzott. Szart csinált, folyt a hegesztése, baromi drágán.
Akkor ha 10-et írok, ugyanígy ideteszed? Marógép is van 200-as asztallal, meg 18000-es asztallal, attól még a neve marógép. A kérdés/ válasz lényege nem ez volt, de ezt te is tudod. Peace!
De nagyon szeretem a Röhm fúrótokmányokat! Egy kulcs hármat is kiszolgál.
Ezt hogy érted?
Nagyrészt én is Röhm fúrótokmányokat használok maga a tokmány az nyűhetetlen (persze normális használat mellet) viszont a kulcsokat évente veszek újat (csak a saját típusát) bár az is igaz , hogy a kulcsot a vezetékes fúrógéphez is használom , tehát mindenhová , van belőle több is.
De ennek a "fűrószár " dolognak semmi köze a szakzsargonhoz vagy a hivatalosan használt megnevezésekhez .
Aki ezt használja arról messziről világít hogy semmi köze a forgácsoló szakmához .
Ez valahol azért egy műszaki fórum , elvárható lenne hogy legalább olvasson el pár bejegyzést aki ide ír .
Félreértés ne essék ,senkitől nem várom el hogy képzett , vagy alapszinten képzett forgácsoló legyen .
Na de ez már sokszor le lett írva , hogy nem a magyar műszaki megnevezések közé tartozik , még szleng szinten sem .
Mindenki azt ír amit gondol , de részemről azért lennének minimális elvárások , hogy ha már legalább százszor le lett írva hogy nem ezt a megnevezést illene használni , akkor talán lehetne változtatni ,és nem az áruházláncok által használt balfékséget erőltetni .
Ez most nem az általam ,már a hozzászólásaiból nagyjából felmért tudású , és tisztelt fórumozóknak szól , csak úgy általáosságban írom , gondolom .
De felőlem fűzfán fütyülő rézangyalnak is nevezhet bárki bármit , ha az tetszik neki :) Max nem mindenki érti miről is van sz ó .
Na ez egyszer pont helytálló , az a fordításokból át került butaság .
A csigafúró (nagy pitliket fúrószár ) mármint a nagyobbak szára tompahegesztett más anyagból és nem is edzett .
Na erre szoktam (tunk)elfordulás ellen egy hegesztést készíteni hosszában ,és nem vetemedik el .
10-12 átmérő felett sorozatmunkánál felettébb bosszantó ha megfordul a csigafúró szára a tokmányban .
A falap alátát ....
Szerintem egy általános ,pláne lakatos munkánál , bőven elég a falap által biztosított , precizitás .
A precíz ,fontos dolgokat egyébként is satuba vagy készülékbe helyezve szokás fúrni .
Közvetlenül az asztalra fogatott munkadarab ritka , és ebből lesz a szétfúrt asztal .
És még annyi hogy itt kisebb asztali fúrógépről volt szó .
Most az asztalra vagy le van fogatva a munkadarab , vagy kézből fúrva .
A kézből fúrás amellett hogy balesetveszélyes , nem is lehet század pontos ....
Utóirat ....
Egy hobbista valószínűleg életében nem fog annyit fúrni az asztali gépén ,mint én néha egy hónap alatt , még aktívabb időmben .
Hogyan szorítod az asztalra a munkadarabot egy Fo 16 on , az egyetlen "T" HORONY FELHASZNÁLÁSÁVAL ?
Más , most ide ne keverjünk egy forgatható asztalú nagyobb fúrógépet amiben egy befogásról a munkadarab bármely pontjára rá lehet állni , a munkadarab rögzítésének bontása nélkül .
És kézből köszörülök , hát szemüveg az már nagyon nem árt :)
Volt tűrésezett furat lemezfúróval ,na ott kellett néhány próbafurat míg belefért a méretbe , a luk ...
Kötözködés , már nincsen kedvem hozzá , inkább csak beszélgessünk :)
Meg lehet, mert a köszörű korong egy tárcsa alakú szakasz egy hosszabb tengely végén, ezért a hiba csak egy rövid szakaszra koncentrálódik. Egy kardánnál, vagy egy átlagos motor forgórésznél ez már kevés volna. Feltételezem, hogy a csúcsnélküli köszörűk széles korongját már dinamikusan egyensúlyozzák ki.
A dologhoz tartozik, csak nem fotóztam le, hogy egy egyensúlyozó állványra egy rövid segédtengellyel tettem fel a korongot és addig raktam a csavarokat míg bárhova fordítva a korongot nem akart tovább fordulni. Itt egy hasonló:
Üdv mindenkinek , még új vagyok ezen a fórumon. Többek között van egy csúcsesztergám meg egy függőleges tengelyű marógépem is. Néha azért használom is őket.
Csuhás a megoldásod már nekem is eszembe jutott , szerintem egyszerű gyors olcsó megoldás , van egy bakköszörűm frekiváltós ahogy kopnak a korongok mindig emelek a fordulaton , de ha nagyon megpörgetem kezd berezonálni úgyhogy nekem is csinálnom kell egy ilyen külső tárcsát.
Minap pont keresett valaki céget, amelyik a kardánt ki tudja egyensúlyozni, én meg azon töprengtem, hogy azt vajon mivel is csinálhatják, mivel mérhetik ?! Most már tudom. :-D
Van egy, az autóiparban használt oszcilloszkópunk, aminek az NVH kiegeszítőjével (gyorsulaserzekelő és optikaz helyzetérzékelő) pont ilyen kiegyensúlyozatlanságokat lehet kimutatni, ill a kis tömegek értwékét/pozíciójat meghatározni. Pl autón kardantengelyt)
Szerintem ez tök ugyanaz a kínai tokmány, amit a marógépemen használok.
Abszolút meg vagyok vele elégedve. Finoman jár és pontos. Emellett ránézésre is korrekt, szépen megmunkált alkatrészekből összerakva.
Nem árt tudni, hogy kétféle ,,gyorstokmány'' van:
- az egyik a ,,kézitokmány'', ami kézi fúrógépeken szokott lenni,
- a másik az ,,önzáró tokmány'', ami szerszamgépeken (a fenti link is ilyen). Ez értelemszerűen precízebb.
Mindkettő kézzel húzható. Az önzáró tokmányt nem is kell nagyon meghúzni, mert önmagát megszorítja használat közben. Viszont visszafele forgatva kilazul!
Úgy lehet megkülönböztetni a kettőt, hogy az önzáró tokmány meghúzásakor a pofák is forognak, míg a másiknál nem.
A fúrógép asztalt hegeszteni én sem merném. Külföldi fórumon olvastam olyan megoldást, hogy legyártotta a furatokba illeszkedő dugókat és utána azt hegesztette be a lehető legkevesebb hőbevitellel. Ez mindenképp jobb ötletnek tűnik mint az egészet hegesztéssel feltölteni, bár sokkal időigényesebb is. Mondjuk ha már legyártja az ember a dugókat, akkor lehet jobb megoldás azokat beragasztani.
Egyelőre maradok a 2k-s gyurmával való feltöltésnél.
Nem a legolcsóbb, de ez még nem horror ár. Annyiért azért nem szeretnék tokmányt venni, amennyit az egész fúrógép ér.
Ezzel a BAER márkával annyi jó tapasztalatom van, hogy a menetjavítójukat használtam és meg voltam vele elégedve és jóval olcsóbb volt mint a helicoil.
Bocs, de használatról volt szó, nem múzeumi restaurálásról. Megéri ezzel vacakolni? Azt értem, ha a csapágyakat kicserélni, a csúszó alkatrészeket letisztítja, újrazsírozza, neadjisten egy kitürt fogat egy fogaslécen kipótol.
De hogy az asztalba belefúrt lyukakra ennyi energiát fordítani? Azért az öntvényforrasztás, szvsz nem triviális.
Hát biztosan én vagyok igénytelen, de az ajándékba kapott, kábé 100 kilós szovjet asztali fúrógépemről leszedtem mindent, ami a korabeli háromfázisú hajtáshoz kellett (mert inverterről fog működni), szóval burkolatot, biztosítéktartót és kapcsolót, lerdótkeféztem, lefestettem, csapágyat kicseréltem és használom. Ja, meg kapott még új ékszíjat is.
Ha van egy sok éve használt, síkbamart vasöntvény alkatrész, van annak bármi ertelme, hogy néhány furat, (illetve: üreg) miatt össze-vissza melegitsem, feszültsegeket beletéve, csak azert, hogy ne essen bele a forgács?!
Nekem is ilyen asztalim van ,igaz majdnem gyári patent állapotú, olajzöld kalapácslakkos.
Szerintem, legalábbis én behegeszteném öntvény pálcával.
Nagyon jó kis gépek az enyém merőlegessége az asztalhoz 0,05 belül van az orsóhoz mérten.
Van egy gyors cseretokmányom nem csak erre hanem a másik asztalimhoz is, még az obiban vettem 2000 tájékán lux márkájú. Reteszelhető és a pofái keményre edzettek, legalábbis eszi a fúrószárakat azóta is és nem deformálódott az éle.
Érdemes egy közhüvelyt csinálni neked is 1/2 coll menetes véggel és rátekerni egy hasonlót.
Egy vékonyodó szárú laposvas villával szoktam leütni a kúpról a tokmányt vagy a közhüvelyes gyorstokmányt, nem nehéz, viszont mindig lehelet vékonyan megzsírozom felrakás előtt grafitossal, hogy ne rágjanak össze .
Ha igen,kíváncsi lennék milyen tokmányt találtál. Sajnos nekem egy megforgott fúrószár recsegéssel egybekötve tönkretette a tokmány pofa közepét igy a befogott fúrók sajnos kovályognak.
Hogy a Danuvia gyártmány mennyire volt jó minőségű nem tudom de amíg nem történt meg a baj jól szolgált. Tartotta a ráírt tartományt: 1-16mm-ig.
A szerszámboltok csak az olcsó darabokat tartják, ezek 2.5-16mm tartományban fognak. A munkahelyemen egy ilyen gyorsan kikopott és miután a 3.5mm-es fúrót nem fogta meg selejtezve lett. Ezek a 10e ft alatti darabok.
Az 1-16mm tartományt ígérő darabok több 10e ft felett vannak a csillagos égig...
Ha szabályos a furat, menetet bele. Puha csavart behajtani, zömíteni,síkba hozni...
Nálam idomtalan kráter van az asztalban. Majd körkiszúróval lépcsősen ki akarom vágni a hibás részt és egy esztergált lépcsős tárcsával befedni ezt a nyílást.
Csak a súlya tartaná a helyén. Volt már hogy jól jött volna egy ilyen ~60-80mm-es nyílás az asztal közepén a hosszú munkadarabok elsüllyesztéséhez.
" Gyorstokmányokról mi a véleményetek?"
Sajnos hosszabb mint a koszorús tokmány. Asztali gépnél szempont lehet.
Én egy köszörűgép öntvényházának forgácstól lukasra kopott házát tapaszoltam be vele, utána lecsiszoltam, lefestettem, látni sem lehet. Olyan keményre köt, hogy csiszolható pár óra után, vasszürke, és nagyon jól tapad az acélhoz.
Végül megvettem a PAF-15 asztali fúrót. Összességében szép állapotban van, de ahogy az sajnos az ilyen gépek többségénél lenni szokott az asztalában van néhány furat. Erre van jobb megoldás mint az, hogy valami epoxy ragasztóval kitöltöm?
Tokmányt kell még vennem hozzá. Gyorstokmányokról mi a véleményetek? Lehet kapni használhatót megfizethető kategóriában vagy ha nem szeretnék rá sokat költeni akkor maradjak inkább a hagyományos tokmánynál?
Jövő héten nézek meg egy, IDEAL BAS 25 fűrészlap tompahegesztőt. Azt gondoltam, hogy kicsit felkészülök belőle, de semmit nem találok róla a NET-en! Valaki már dolgozott ilyen vagy hasonló géppel? Állítólag villamosan működik, hegeszt, visszaereszt, de valami bütykös tengely kopott benn és nem nyomja össze rendesen a két összehegesztendő véget?! Hogy működik egy ilyen, vagy hasonló gép, bármilyen infónak nagyon örülnék! Nézegettem a NET-en hasonló tompahegesztőket, de egyikből se derült ki számomra, hogy működik az összenyomás! Még egy érdekességéről tudok, 3x220V-ról működik, ezért van hozzá egy "hatalmas" 10kVA-es 3x400V/3x220V-os transzformátor.
Elsőre én sem értettem ezt, mert a videóban nem látszik ez a része. Ha jól értem a szegnyereghüvelyre csatlakozó rész csúszik a vonórúdon. A késhez közelebbi anya a rugón keresztül nyomja a kést előre és a végén reteszeli a szerkezet, a késtől távolabbi anya emeli ki a reteszelést és a kést. A két anya közötti távolsággal állítható az esztergált menet hossza.
Ha a videón látható módon szögben fogod fel a késtartót akkor a visszaúton kiemeli a kést és csak a végén tolja helyre a vonórúdon levő rugó. Közben bárhol vehetsz fogást, ami így sokkal egyszerűbb mert nem kell vissza tekergetni a szánt. Szerintem minden menetlapkán van annyi aláköszörülés hogy a szabványos meneteknél ne érintse a lapka alja a profilt. Spéci több bekezdésű, nagy emelkedésű meneteknél persze ez már nem elég.
Lopom a nyerges összekötést , ésszerű és egyszerűbb mint a prizmás ágyrögzítés.
Viszont felmerült bennem egy gondolat,
amikor kiemeli a kést a menetelés végén , akkor csak vissza kell tekerni 1-2 fordulatot a keresztszánorsón, mert ha nem tennéd bal visszamenetnél belekapna a kés aljába az előzőleg vágott menet.
Majd újra fogást kell venned a következő fogásnál, tehát nem lehet el-kikerülni a kézi kiemelést, a menetkifutásnál, még ha ezt meg is teszi a rudazat. ?
Vagy visszamenetnél kiemelve-visszahúzva tartja a késtartó blokkot , és visszamenet után az új fogásvétel előtt visszaugrik és akkor veszel fogást a következő menetvágáshoz ?
És lenne egy kérdésem még, a buktatott lapkával, mekkora egy hozzávetőleges átmérőn ( mondjuk 12mm átmérőn ) a legnagyobb emelkedés , amivel még tiszta a menet- és nem nyomja-nyalja a lapka alsó "éle" a menet jobb oldalát , jobbos vágásnál?
Mert ugye ha jól látom nincs szögben fordítva a lapkád ,csak buktatva, az emelkedés függvényében.
Általában ilyen hajtásoknál szoktak használni valamilyen biztosíték jellegű elnyíródó reteszt vagy stiftet, ha szerencséd van akkor e megvédte a fogaskerekeket a töréstől. Táv tanácsot ne várj, nézegess rajzot ha van, de anélkül sem nagy feladat egy ilyen hiba megtalálása.
Kezdő forgácsoló vagyok és végre sikerült meglépnem, hogy otthon betudtam fektetni egy 16k20 vörösproletárra, amivel megközelítőleg 3/4 éve dolgozom. Az eddigi idő során szerencsére nem volt semmi probléma sem, viszont most önhibámból volt egy koccanás gyorsjáratban a késtartó szán és a szegnyereg között. Ennek gyümölcse az lett, hogy egy fémes pattanás után megszűnt mind a gyorsjárat mind a gépi előtolásnak a funkciója. Ebben szeretném a segítségeteket kérni, hogy esetleg valaki járt-e már így vagy újított-e fel hasonló gépet.
Milyen szép kijelző! Annakidején még Autocad-ban terveztem a Nivelco-nál a kijelző szegmenseket, és rendeltük Japánból. De nem vagyok elektromos, csak műszertech. szakmérnök. Meg közlekedésmérnök. Meg ++
Közben és is mikrolépésekkel haladgatok a v2.0-ás digitális menetvágó projektemmel.
Jelenleg ott tartok, hogy egy csomó bizonytalanság merült fel bennem, amikre nem bírtam a választ kiolvasni a technikai doksikból, úgyhogy csináltam egy ilyen teszt áramkört:
Próbáltam minél több mindent rázsúfolni a kártyára.
Középen egy AVR64DU32-es mikrokontroller van.
A legfontosabb, amit tesztelni akartam, az inkrementális encoder jelének a feldolgozása. Erre 4 különböző megoldás van rajta:
- felül jobbra egy sima (nem differenciális) bemenet van csatornánként egy-egy RC szűrővel.
A másik három differenciális jelet eszik:
- jobboldalt egy DC26C32-es 4-csatornás RS422 vevővel,
- balra lent pedig egy direkt inkrementális jeladókra való MAX14890E chip van. Ez jó drága (cca 4000Ft), de tud különféle jelszinteket (R422, TTL, D-HTL, SE-HTL), zajszűrés is van benne, meg egy csomó más dolog. A különféle beállítások a jumperekkel programozhatók.
Ezeken felül van még:
- Fent középen egy I2C kimenet van, arra van rádugva az LCD.
- Alul középen egy microSD kártyaolvasó, ez SPI buszon keresztül kapcsolódik az AVR-hez.
- Két nyomógomb meg egy led.
- Végül ez mikrokontroller tud USB-t is kezelni, az is ki van vezetve a jobbra levő type-C dugóba, ami egyben a tápcsatlakozó is.
"Jól látom, hogy menetvágás közben a kés hátracsúszását csak az önzáródás gátolja meg?"
A belsőről készített képen látható az a kallantyú ami a hátracsúszást gátolja. A mozgó rész hátulján van egy gumi alátétes csavar ami előre irányban fogja a mozgórészt, azzal lehet precízen kotyogás mentesre állítani. Az arretáló nyelvet egy spirálrugó tolja előre egy pálcikával aminek a külső vége látszik a képeken. A megoldás előnye hogy amikor a rugó a mozgó részt visszatolja akkor nem akar az arretáló kampó beleszántani az állórészbe mert azt csak a kis spirálrugó nyomja enyhén a zárás irányába. Az előző verziómnál ez nem így volt, illetve ott prizmás megvezetés és a felül elhelyezett retesz miatt hajlamos volt a szerkezet befeszülni.
No az érdeklődésre való tekintettel kimentem a műhelybe. és itt egy pici videó: https://youtu.be/jgTfK7C2WVQ és pár további kép
Csak a késtartó van elfordítva mert így amikor a határoló működni kezd ki is emeli a kést, így nem kell visszatekerni a keresztszánt. Majd még készítek egy másik lapka tartót amivel zsákfuratban is lehet menetelni.
A mozgást megfogó rúd, nálam a szegnyereg hüvelyre csatlakozik. Az eredeti snap-tap az ágyazatra szorít rá, hasonlóan a hossz ütközőkhöz. Majd ha kijutok a műhelybe készítek egy pici videót, illetve holnap rakok fel képet a szétszedett állapotról hogy látszódjon a működés.
Mindenkinek van valami rögeszméje, nekem az egyik hogy készítek egy fél automata menetelő készüléket esztergára. Nos megszületett egy talán már végleges változat. Igazából a snap-tap egyfajta koppintása. Pár fotó a készülékről, és majd a hétvégén készítek egy videót is.
Elejtettem néhány, kb. 1x0.5 mm-es alkatrészt (smd0402) a szőnyegre. A három éves fiú unoka rögtön meglátta. Hívtam a két éves ikreket, nem is beszéltek, de utánozták a nagyot. Eltelt 15 év,térdelnek a szőnyegen, próbálkoznak,mint a nagypapa.
Elvileg az is másolóeljárás... :) Napi gyakorlat, hogy gazdasági megfontolásból kereskedelmi tételként kapható, trapézszelvényű, hengerelt menetes szálakból ügyeskedik ki a pontossági továbbító menet pótlását. Gondoljunk csak arra, hogy ebben a topikban is hány bejegyzés született a keresztszán orsó csupán menetes részének cseréjéről. Olcsó, könnyen kivitelezhető és a kopotthoz képest jelentős minőségi javulást nyújtó alternatíva az általad is említett hibával, mint kompromisszum.
A "gyárjában" az általad felhozott alkalmazásokhoz az örvénylő menetmarás egy elterjedt kivitelezési mód (akár későbbi köszörüléssel kiegészítve) és az sem feltétlen másolással, mert ma már a közvetlen elmozdulás/pozíció mérés, ill, általa támogatott folyamatos korrekció (mérőlécről visszacsatolt szervóhajtás) lehetősége az elvárás.
Ne felejtsük el azt a hátrányát sem a laposmenetnek, hogy hengerléssel nem gyártható, tehát olcsó, tömeggyártott verzió nem létezik belőle. Ez is lehet az oka, hogy mára szinte kihalt.
Van egy könyvem 1924-ből: Hermann Miksa: Gépelemek.
A könyv a laposmenetet és a különféle hegyes menetprofilú meneteket mutatja be, a trapézmenetet meg sem említi. A trapézmenetet 1894-ben "találták fel" az USA-ban, ez az Acme menet, 29 fokos menetszöggel. Úgy látszik, hogy 30 év kevés volt ahhoz, hogy a magyar mérnöki gyakorlatban széles körben elterjedjen. Érdekesség képpen megemlítem, hogy a könyvb az akkoriban szabványos angol Whitworth menetet tekintette alapnak. A wikipedia-n bőven lehet olvasni a lapos és trapézmenetről is. A laposmenetről pl. itt: https://en.wikipedia.org/wiki/Square_thread_form több előnyt is felsorolnak a trapézmenettel szemben.
Szerintem alkalmazás függő hogy a két menetfajtánál mikor milyen előnyöket veszünk figyelembe .
A lapos menet csak egy irányban terheli a menetet. Ha jól emlékszem az E1N hasított siklócsapágy végén lapos menet van. Ha a menetek fokban lennének a csapágyat meghúzáskor rászorítaná a tengelyre. A lapos menet nem terheli radiálisan, illetve tolerálja azt is hogy a csapágyon lévő menet átmérő változik.
Az az a nagy játék lehetősége ami nem befolyásolja ha az orsó-anya nem egytengelyű, vagy változik a méret.
Így a lakat anya kapcsolathoz ideális úgy is hogy holtjáték mentesen nem lehet kialakítani.
A lapos menet amint kapcsolódott (menet az orsó árokban) máris pozícióba kerül. (Igaz a menet tetők kevésbé terhelhetők mint a menettők.) A trapéz menetnél még számítani kell arra hogy a menetek míg nem záródnak össze elmozdulás várható addig míg nem esnek egy vonalba a menetek tengelyvonalai.
Természetesen az E1N szerű siklócsapágy már nem korszerű így a lapos menetének előnyét is a "sírba" vitte mint a más alkalmazásokat amelyeket már kiváltottak technikailag.
Megjegyezném ezek az én elméleteim, gondolataim nehogy megvezessek másokat, nem tudom hivatkozással igazolni ezeket inkább feltételezések hiszen nem tanult szakmám.
Sajnos a gyártásban dolgozókra is elég nagy százalékban igaz ez. Legnagyobb tiszteletem és megbecsülésem a kivételnek!
(Alapvető, hogy ma már a műhelyben a rajzolvasás sem megy. Sok helyen kis túlzással úgy kell "elbábozni", hogy mi a feladat, ha rajról kellene dolgozni, és 3D modell nincs. A régi időkben meg számtalan jó konstrukciót emésztett fel a gyártás igénytelensége. Lehetne ezt hosszan sorolni.)
Nem csak manapság van ez így, régen is így volt, csak mára a részarány változott rossz irányban.
Vannak hibák bőven mindkét oldalon, legalábbis én így látom...
A szakmai büszkeség becsülendő dolog, de megélni nem lehet belőle a fogyasztói világban. Addig amíg a szemétre van igény, ez nem is fog változni.
Miért szerették régen a laposmenetet a trapézmenettel szemben? Régi magyar satuknak laposmenetes orsója van, és az egyik 100+ éves esztergámnak 2,5mm emelkedésű laposmenetes orsója van a keresztszánnak.
Ebben igazad van, csak éppen a különbség oly csekély, hogy a gyakorlatban nemigen van alkalmazás, ahol emiatt érdemes volna laposmenetet használni a trapéz helyett.
" és 0bd hátránya van..." Ez így ebben a formában nem igaz.
A lapos menetnek van egy olyan előnye, hogy nagy terhelésnél megfelelő kenőanyaggal párosítva kisebb a súrlódási vesztesége, mint a trapéz szelvényűnek, ezért nagy igénybevételnél kevésbé kopik, illetve a kopásból történő menetprofil változás is kedvezőbben alakul a későbbi összerágódási folyamatot illetően. Fentiek következménye az is, hogy kisebb menetemelkedési szögnél veszíti el önzáró jellegét, ami működtető meneteknél hasznos lehet. Legnagyobb hátránya viszont, hogy kenéstechnikai szempontból is igényli a holtjátékot.
Van amikor nem válogathatjuk meg a környezetet. Sokszor a lapkacsavar is a forgácsban landol, az olyankor esélytelen (pláne az M1,6...M2,5 kategória). Ilyenkor nem is keresem és mivel sok szerszámba a kínai minőség alkalmatlan, ezért a ca. 80Ft helytett ezer forint feletti tételt vagyok kénytelen benyelni.
A munkadarab az más, csak ritkán foglalkozok mikroszkopikus méretű alkatrészekkel (amikor 3000db-bal csak félig van a féktisztítós sprays kupak), a többihez meg merevített cipő javallt, bár annál is van az a tömegű cucc, ahol már védelem szempontjából hatástalannak bizonyul.
De most pihi van, a cégtől orvosilag el vagyok tiltva, itthon meg hüvös van a műhelyben és nagyon nem szabadna megfáznom. :(
A padlócsempén,simított betonon rendszerint csak az acél cseng vagy koppan.A PVC padlón szinte koppan minden anyagától függetlenül. Ha ugrik nem is követem a szememmel csak fülelek. A koppanás irányába fordulva lehet még látom az újabb szökési kísérletet de már lelassulva. Nyílt terepen jó az elemlámpa szerű fényforrás,pl. egy kis rugó árnyékát 10-30-szeresre nagyítja amit ennélkül észre sem vennénk. Igaz a porcicákat is felfedi így nem ritka az árnyékra vetődés.
Persze egy kupis helységben, vagy a feladattal összeegyeztethetetlen helyen végzett tevékenység esetén eltünt alkatrészek megtalálása vagy meg nem találása nem az égieken múlik. :)
Elméletileg ugye én ilyesmit legszívesebben inkubátorban szerelnék. Az is öröm, hogy sok tengely KO, a nem mánesezhető fajtából, a kerék meg réz(szerű).
Miután én igen apró alkatrészeket készítek (sokszor 1-2mm), rendszeresen találkozom azzal a problémával, hogy elugranak. Régen szőnyegpadló volt a munkaasztalom alatt, amin igen nehez volt megtalálni a mütyüröket, de legalább nem ugrottak el. Aztán volt padlócsempe, amin meglepően messze ugrottak, néha több méterre is. Most PVC padló van, ezen is elugranak. Ilyenkor egy elemlámpa "súroló" fényénél keresem. Általában az az irányelv, hogy nem érdemes tovább keresni, mint ameddig az előállítása tartott. Sajnos elég nagy annak a valószínűsége, hogy a már majdnem kész alkatrész ugrik el (Murphy). A másik védelem az, hogy már eleve többet készítek, mint amennyire szükség lesz.
"Nem tudom mi az eredeti/ tanult szakmád." Villamosmérnök vagyok, de ezen a területen is küzdök tudáshiánnyal, nem hogy máshol :-)
"A sérült tankot simán lehet savazni, ha esetleg belekerül 1-2-3 ml, mi történik?" Nem a robbanómotort féltem, hanem, hogy a tank belsejét rohasztja, mégiscsak ki kell majd mosnom! Csak az is a baj, hogy "nyomorék" vagyok és ekkora tank mozgatása csak flasencuggal megy, persze meg tudom oldani majd.
"Amúgy kivágni a sérült részt (karosszériás módszerrel) kipótolni, a legbiztosabb megoldás lánghegesztővel szépen levarrni." Igen tudom ez lenne a legjobb, de én nem tudok gáztömören hegeszteni! Mint írtam még a keményforrasztás is nehezen ment!
Ha kíváncsi vagy, hogy Isten mennyire szeret téged, szedj szét, rakj össze női órát a kertben egy asztalkán a fűben. Ha működik, megtalátad a csipeszből kiugró részt, akkor az Isteni.
A forrasztott csatornának nincs párja, a tömítőpaszta csak átmeneti megoldás. Én 100mm össze szoktam ütni a csatornát, kívül- belül megforrasztom, soha nem enged el. Bádogos trükk, hogy kb 20- 30mm átfedéssel, csak belülről forraszt, idővel a hőtágulás következtében, esetleg, ha van a vizes hó megnyomja, elkezd csepegni. Az oxidált/ már pasztázott csatornát meg nem forrasztják... csere.
Nem tudom mi az eredeti/ tanult szakmád. A sérült tankot simán lehet savazni, ha esetleg belekerül 1-2-3 ml, mi történik? Semmi. Kiszárad, nem az fogja tönkretenni a később ebből üzemelő robbanómotort. Amúgy kivágni a sérült részt (karosszériás módszerrel) kipótolni, a legbiztosabb megoldás lánghegesztővel szépen levarrni.
Már az Internet előtt is voltak fórumok, a legismertebb hálózat a Usenet volt. Ennek volt egy fóruma a "rec.crafts.metalworking", túlnyomórészt amerikaiakkal, de akadtak angol és ausztrál hozzászólók is. A résztvevők között előfordultak profik, de a többség - mint ahogy itt is - hobby formájában, otthon a pincében, garázsban tevékenykedett. Ezeket hívták "Home Shop Machinist"-nak (HSM). Ott jelent meg a következő lista.
HSM vagy, ha:
- úgy gondolod, hogy egy 50 centes háztartási eszköz megjavításához jó ötlet megvásárolni egy 1000$-os gépet.
- ha megvágod a jobb kezedet az a legzavaróbb, hogy az esztergát bal kézzel kell tekerned.
- halálosan bosszant, hogy a garázsok és pincék belmagassága nem elég semmire.
- gondolkoztál már azon, hol tárolnál egy villás targoncát.
- a feleséged már az ordításodból tudja, hogy ez most valóban fájdalmas volt.
- a szomszédaid egy kicsit félnek tőled.
- van egy jól feltöltött hűtőszekrény a garázsodban.
- a pince padló betonján olyan repedéseket látni, amelyek nem voltak ott, amikor beköltöztél.
Elektromos pákával forrasztottam az esőcsatornákat, de pár éve én is áttértem, a direkt erre a célra gyártott sziloplasztra. Majd az idő megmondja mennyire tartós?!
"...szitára lyukadt lemezt ki kell vágni és a nyílást lefedő foltot csak a peremén szükséges leforrasztani olyan 5mm-es szélességben..." Így képzeltem el én is, csak meghagyom a rossz részt is, mert van ahol erős annyira, hogy a rézlemezt hozzágörbítsem és jól nézzen ki, legalábbis eddig mindig így csináltam!
Most jut eszembe, már két motorom benzintankját is javítottam.
"A kivágott nyíláson betekintve a tartály belsejébe lehet megállapítod hogy kár vele vesződni pláne ha a korrózió belülről támadt." Az nem opció, hogy kár vele vesződni :-) Több mint 50 éves, nincs másik :-) "Csak" alul rossz, ahol a víz állt benn. Nálam mindig tele tankkal vannak lerakva a gépek, de a páralecsapódás így is dolgozik. A benzinesekről meg télen leengedem a benzint, mert az etanol magába szívja a vizet. Egyik kolléga írta, a fékolaj tartályommal kapcsolatban, hogy jól meg kéne verni valakit, nekem ennél drasztikusabb ötleteim is támadnak, amikor az etanol a benzines gépeimet teszi tönkre, az étolaj meg a dízeleket!
"Sokszor hallom hogy trombita lemez. Ez mit takar? Miért nem x vastagságú rézlemez?" Mint már írtam, én kontár vagyok! A legelső munkahelyemen, ahol villanyszerelőként kezdtem, trombitalemeznek hívták, a talán 60mm széles csíkokban lévő, nem tudom milyen vastag (nem vagyok a gépeimnél, nem tudom megmérni) sárgaréz lemezt, ezzel forrasztották (akkor még forrasztották) a szalagfűrész lapokat, innen van.
"...első lépésként készítenék egy "nóniusz" gyűrűt a gyalura, ami később is jól jön majd"
Igen, csak megmértem egy fordulat 6.3mm asztal elmozdulás adódott. Feltételezem az orsó közepén más értéket mérnék a kopás miatt mert ahol az anya nem jár és hozzáfértem nem ez az orsóméret volt:
(ezt a 6.3-6.4(?) mm-t az előtoló racsni 28 foga osztja.)
Ha egész mm emelkedése lenne az orsónak és nem lenne kopott, lenne értelme számtárcsának de így csak a forgácsolás fogásvételhez felel meg.
Úgy látom egyszerűbb lesz valami útadót felszerelni és a valós elmozdulást mérni csak így a gépi előtolásról le kell mondanom.
"...nem kell gépi előtolás, hiszen egy darabról van csak szó..."
Nos éppen kettő darabról de nem is a darabszám a lényeg hanem hogy ezt a fogazást 800mm hosszban kézi fogásokkal még nekem is kihívás lenne :)
De bizony óriási (már nem emlékszek ?W, de nehéz tartani :-) villamos pákával próbálkoznék első körben. Aztán van egy hengeres szárú, sosem használt, benzinpákám, amit átalakítottam gázüzeműre :-)
A kigyulladástól nem kell félni, ennek több éve volt kiszáradni :-)
Valóban nem vicces, ha a létrán egyensúlyozva az ember kigyújtja a tetőt. Vagy, ha csak parazsat csinál, és később lángol fel. Amikor én forrasztottam, én is csak az 500wattos elektromossal csináltam.
Pedig elég jól csinálom lánggal is,mert elég sok tapasztalatot szereztem a házunk fűtés- és vízvezetékszerelésekor a rézcsövekkel.
Nem vagyok híve a csatorna forrasztásnak. Még ha valami különleges idom kell, lent a földön csak-csak, de ma már vannak jó paszták, azzal olcsóbb, gyorsabb, kevésbé macerás és nem utolsó sorban kevésbé veszélyes. Egy régi tető esetében, ahol a párkány tele van pókhálóval, szalmával, rágcsálófészekkel, meggondolandó, hogy forrasztgassunk-e a gázos pákával. Szegecselni így is úgy is kell, ha tartósat szeretnénk.
A tankot simán megforrasztanám "forrasztóvizes" (savas) folyasztóval és utána lúgos közömbösítést követően lemosnám.
"Elég nagy részen porózussá vált a felület, mint a szita úgy néz ki"
" mert a "szitán" befolyik a tank belsejébe is"
Valahogy érzem mi az elgondolásod a művelettel... Ne az egész felületet akard leforrasztani!
A szitára lyukadt lemezt ki kell vágni és a nyílást lefedő foltot csak a peremén szükséges leforrasztani olyan 5mm-es szélességben (takarásban,fedésben). A savas folyasztószer fog csak eredményt hozni a gyanta kevés lesz hozzá. Ha megég (megfeketedik) csak akadályozza a forrasztást,jobbára taknyolás szintű lesz az egész, és az sem jó ha a tank belsejébe kerül gyanta.
A kivágott nyíláson betekintve a tartály belsejébe lehet megállapítod hogy kár vele vesződni pláne ha a korrózió belülről támadt.
Sokszor hallom hogy trombita lemez. Ez mit takar? Miért nem x vastagságú rézlemez?
Nem derül ki az eredeti hozzászólásodból: ugye lánggal akarsz forrasztani? Mert szerintem pákával - még óriási, régi bádogos pákával sem fog menni. A lángforrasztásnál pedig nyilván alapfeltétel, hogy a tankban nem maradhat semennyi korábbi üzemanyag. Ha ez nem zárható ki, a tankot fel kell tölteni annyira vízzel, hogy csak a forrasztás környéke maradjon szárazon.
Forrasztottam így esőcsatornát (lánggal, vastag bádogos ónnal), semmi probléma sem volt, még 10 évvel később is állt, mint Katiban a gyerek. De használtam hozzá aktív folyasztószert, ott nem volt probléma.
Ez a kés nem alkalmas szép recézésre, hss kés kell, polírozott éllel 90 fokkal elfordítva, egy kis denszesszel kenve. Maga a rögtönzött osztókészülék teljesen rendben van.
"Ettől a lebomlásnak nevezett elporladástól mindig dühös leszek."
Most már meggyőződésemmé vált, hogy régen tényleg minden jobb volt! Már sokszor mondtam, hogy ipari szintű hulladékgyártás folyik! Elég sok gépem van, rengeteget tudnék mesélni, hogy mit szenvedek a mai silány minőségű anyagok miatt! Ezért, amit csak lehetséges, megpróbálok legyártani (lásd pl. fékolaj tartályok) vagy régi, bontott alkatrészekből javítani!
Egy 120l-est javítottam évekkel ezelőtt keményforrasztással, de nagyot szenvedtem vele, mert magát az elvékonyodott anyagot is sikerült megolvasztanom!
A következő 120l-est így javítottam: műgyanta+üvegpaplan+műgyanta+gitt.
A mostanit próbálnám lágyforrasztani. Elég nagy részen porózussá vált a felület, mint a szita úgy néz ki. A sík részre, sárgaréz trombitalemezt szeretnék ráforrasztani, az összesajtolt peremet meg csak összeforrasztanám. A savat azért szeretném elkerülni, mert a "szitán" befolyik a tank belsejébe is. Egy ekkora, hullámtörő (vagy merevítő) lemezekkel megerősített tankot nem szeretnék mosogatni.
Gázolajszűrő fém poharát, savval tisztítva, sikerült lágyforrasztanom, tart évek óta, de ugye azt, ki tudtam mosni belülről is. Részben, ez adta az ötletet
a tank lágyforrasztásához is, részben pedig az, hogy valahol olvastam, régen autókarosszériák felületét is javították lágyforrasztással!
"Bocs lehet hogy csak én vagyok beleszerelmesedve a gyalu mechanikájába/működésébe/hangjába" Nem csak te, nekem is szeretett masinám a kis gyalu. A hangját mozgását a fiam is imádja:
Akkor pedig a másik irányba kell, csökkenteni amennyire még engedi a mechanizmus.
Szerintem amúgy egy 2mm-es fogást simán kell tudnia léptetni az előtolóműnek.
Ahogy nézem a hajtó oldal sincs teljesen a véghelyzetre állítva.
Abban is igazad van hogy egyediben skálával/órával is megoldható.
De azért milyen jól néz ki ha végigmegy az egészen 2mm-es ugrásokkal, és minimális (függőleges) fogásvétellel. Aztán ha végigért, akkor visszaállni az elejére és végigszántani megint egy kis fogással. Mint egy írógép. :)
(Bocs lehet hogy csak én vagyok beleszerelmesedve a gyalu mechanikájába/működésébe/hangjába)
Máshogy kezdenék hozzá. Ide nem kell gépi előtolás, hiszen egy darabról van csak szó, és ráadásul érdemes egy fogat több löketből kimunkálni mert könnyen letörik a kés hegye. Szóval első lépésként készítenék egy "nóniusz" gyűrűt a gyalura, ami később is jól jön majd. ( ha nem akarsz foglalkozni vele akkor csak valami ideiglenest, pl papírból egy osztótárcsa, a tekerőn pedig valami drótból hajtogatott mutató. )
Egy Piher dugattyús gyorsszorító kopott szárára kellene új fogazást készíteni.
Látható hogy a mozgó szár fészkében lévő fogazott betét semmit sem kopott míg a száron szinte teljesen lekopott a fogazás. Így annyira sem jó mint egy hagyományos szorító.
Csak azért kívánom megjavítani mert a hibátlanokkal jó tapasztalataim vannak.Nem menetes orsó jár ki a kar végén önbeálló akármivel hanem egy "dugattyú" így az a munkadarabra nem gyakorol forgatónyomatékot. Cserébe annak útja rövidebb de sokkal stabilabb.
Úgy vélem eme művelet gyaluért kiált csak annak az asztalmozgatása a forgácsolás előtolására van tervezve, nem ösztómű, nincs rajta skála,számtárcsa.A méreteket ütközővel,mérőórával,stb lehet beállítani
Egy fogás közelítőleg 0,2mm. Igy minden tizedik fogásvételkor kellene forgácsolni a késnek. Szerintem egy fogárkot egy lökettel el lehet készíteni.Az sem baj ha nem az eredeti fogprofil keletkezik a meglévő rögzítő betétet is ki lehet cserélni.
A kos végkitérését induktívval vagy végállással való érzékeléséhez már korábban kerestem helyet. A löketet így számolhatná egy elektronikus egység ami egy elekrtomágnest működtetve a kést kiemelné a beállított értéknek megfelelően. Így az emberi hiba kiküszöbölhető lenne.
Irigyellek a nagy terek és épület miatt! De a még nagyobb udvari "kupik" miatt elszomorodom. A nagykapus részén is látszik, hogy jól bevan pakolva belülről is. A meleg minha akadálytalanul ki tudna szállni! Vagy nem jól látom?
Én már Pesten eszem a Szegedről hozott káposztát. Közben borozgatok amit neked is ajánlok! Hagyd a munkát jövőre!
Ha már szóba került , ma elsétált a kazán belső az ajtóig . Megvan valahol a nagy ajtó is , pántokkal ,csak úgy eltettem ,hogy meglegyen ,hogy most majd kereshetem . A kémény is nagyon jó lett , jó a huzata . Nincsen füstje .
Vannak még kívánnivalók bőven a műhellyel kapcsolatban ,de fűteni már lehet rendesen .
A fenyőgyanta tökéletes lágyforrasztáshoz, a szovjet űrelektronikát is azzal forrasztották (ha elfogyott, elment valaki a hangszerboltba gyantáért). De acélt nem forrasztanék vele. Elvileg lehetséges, gyakorlatban szivatás lesz. Miért tartasz az aktív (savas) folyasztószertől? A forrasztás után jól le kell mosni. A gyanta csak alkohollal (spiritusz) jön le.
Sokakat meg kéne verni, amikor a műanyag eszközök tervezéséről döntenek!
Valamikor felfedezték az irodisták, hogy pl a pvc ezer év alatt bomlik le. Előírták, hogy lebomlást segítő adalékokat kell beletenni mindenbe, vagy lebomlást akadályozó adalékot kivenni a keverékből, mindegy.
A lényeg a lebomlás.
Azt meg senki sem figyelte, hogy mennyit árt az, ha mondjuk a tökéletesen működő gépbe rakott alkatrész miatt kell majd iszonyatos mennyiségű energiát és alapanyagot felhasználni, hogy felépítsék azt az új gépet, amit kénytelen megvenni a szaki, mert a régi egyszerűen szétporladt.
Nem forgácsolás, de itt mindenhez értő emberek vannak!
A régi, kisebb műhelyem rendezése közben találtam kb. 0,5 liternyi, kristályos darabokból álló gyantát. Acéllemezt akarok lágyforrasztani (bevonni), de nem savazhatom, úgyhogy oda akkor pont jól jöhet, nem?
Amúgy a gyantán kívül tudtok ajánlani, nem savas folyasztószert?
A felület nagysága miatt nem használhatok gyantával töltött forrasztóónt, meg főleg azért, mert abból nincs is sok, viszont sima "bádogos" forrasztóónom sok van, még a régi időkből, megfelelő ólomtartalommal.
Talán emlékeztek rá, nyár végén kínlódtam itt, hogy jó-e metamidból a fékolajtartály? Itt többen elbizonytalanítottak! Örömmel jelentem, most már több hónapos tapasztalattal a hátam mögött, tökéletes! Időközben tudtam vásárolni polietilén rudat is, de így annak felhasználására nem került sor.
Azt hittem, hogy a kereskedelemben kapható fékolajtartályok a rezgéstől törnek el, hát nem! Küldök egy fényképet a 2-3 éve vásárolt, műhelypolcon tárolt, tartalék tartályomról! Hogy szabad, ilyen szemetet beengedni az országba???
Mi már kipróbáltuk hosszgyalun - szinte 101%, hogy el lesz @-va... :)
(Alacsony löketszám, jó nagy ráfutás/kifutás és nem közvetlen kézzel, hanem kötéllel emelve csigán keresztül. Két emberes, egyik a kötelet kezeli, másik a gépet + számol. Nem árt begyakorolni.)
Én csak a kohó felé tartó, legalább 50 éves gépek árazásában tartom magam valamelyest kompetensnek. Azok közül is inkább a kisméretűek körében, mivel kicsi a műhelyem. Általánosságokon kívül (amit nyilván Te is tudsz, talán jobban is, mint én), nem tudok mit mondani. Az mindenesetre tény, hogy egy közepes állapotű TOS MN80A sok tartozékkal hasonló árban van, mint egy keveset használtnak mondott E400-as.
Az MVE-n valószínűleg már nem éri meg pénzt keresni, a kicsi TOS meg a jómódúbb hobbisták jétéka.
A megadott információk alapján a kilós ártól akár 594.300 Ft (1500USD, a mellékelt illusztráció egy futó hirdetésből származik az ebay.com-ról) vagy akár még több is.
Ha már csapágy, ezt a boltot ismeritek : https://jovalolcsobb.hu ? Fele, harmad áron lehet új, elfekvő raktárkészletből származó csapágyakat venni. No meg mindenféle bontott vagy leszerelt készüléket, mechanikai és elektromos cuccokat is találni itt.
Hirtelen nézelődtem, itteni boltokban árat sem találtam - gondolom nem veszik le azonnal a polcról - külhonban a 206-os környéki méret xxB/P5xx a többi apróságtól függően 150USD felett a csillagos égig.
A párosítás csak az együtt dolgozóan (nem feltétlen egymás mellé) történő beépítés feltétele. A pontossági osztály ettől független, külön történet és a végeredmény nem csak a csapágyakon múlik, hanem a beépités helyének (tengely, orsóház, hajtóműház) pontosságától is. (Egytengelyűség, körkörösség, fészek átmérő, rad/ax. ütések, összmerevség, stb.)
"Ki lett cserélve kúpgörgősre..." Gondolom nem valami fokozott futáspontosságúra, mert az párban meghaladná az eszterga árát - ezért kár is keresgélni, hogy mitől rossz a felületi minőség a munkadarabon.
"Ahogy század környékén van a "lötyögés", elkezd elszaródni a felületminőség. Lötyögés alatt értheted egy kicsi, gyengécske gépen azt is, hogy az egész szerkezetnek van ennyi deformációja."
De ezen nem az fog segíteni hogy az orsó-anya kapcsolat van előfeszítve.
Nem túl sok olyan anyag van, amiből nagy fogással kell komolyan anyagot "kiharapni", hogy jó legyen a felületminőség. A C45 ilyen tipikusan, de annak más baja is akad emellett.
A kis fogásmélységgel gyenge gépen is tudsz jó felületet csinálni, de egy gyenge gépen garantáltan rossz ötlet nagy fogással nekimenni. Ha kis gépen rossz a felület, akkor annak más oka van. Ahogy század környékén van a "lötyögés", elkezd elszaródni a felületminőség. Lötyögés alatt értheted egy kicsi, gyengécske gépen azt is, hogy az egész szerkezetnek van ennyi deformációja.
Szerintem nem az anya-orsó holtjátékától rossz a felületi érdesség.
Bár valószínűleg én vagyok az egyik legrutintalanabb forgácsoló itt a fórumon, de nekem tized alatti fogással nem igazán sikerült még szép felületet esztergálnom. Még alu lapkával sem.
Igazából csak párszor sikerült igazán szép felületet készítenem. De egyik sem úgy sikerült hogy nagyon pici lett volna a fogás (forgácsoló erő).
Ha meg mindenáron a holtjáték zavar akkor is előbb készítenék egy rögzítő csavar megoldást mint a hossz szánon. Beállítod méretre, lerögzíted és akkor nem lesz holtjáték.
Ha a te ötleteden mesterkednék, én inkább az anyát készíteném osztottra és a két fél közé tennék feszítést. Így mindkét irányban kivenné a holtjátékot. De így mint említettem vagy "terhelve" járna és a pontosságot befolyásolná, vagy ha mereven feszíteném elő és a kopás újra holtjátékot okozna.
Az E1N gépemen menetvágáskor zavar leginkábba holtjáték,majnem fél fordulat a tárcsán míg reagál a szán, és még mire kiemelem a vágott árokból volt már hogy megtréfált a visszaállás.Mégsem rugó feszítésben gondolkodom inkább késkiemelő szerkezeten.
Szívem szerint egy olyan levegős munkahengert tennék rá, aminek egyrészt minden pozícióban azonos az ereje (mint az ellensúlyos megoldásoknál), ráadasul ki/be kapcsolható.
Jut eszembe - az egyszerű esztergáknál nem is csak a csavarorsó/anya között jön létre a holtjatek, hanem a működtető kerék/orsó/hosszanti szán között, mert abban sincs egy rugalmas tag, csak egy kontraanyaval tudod beállitani a holtjátekot. Ott pl el tudnék képzelni egy erősebb rugót (nem egy egyszerű hullámos tárcsát)
Szerintem húsz éve van legalább fűthető műhelyem .
Az más kérdés hogyan férek be ,el .
Kályha van mindkettőbe .
A szülői háznál lévőbe mostanában csináltam új kéményt , tombol a tűz ott is most már .
Oda régóta van egy legalább 40 kW os új kazánbelső (vegyes) annak a kémény magasságához készült a faláttörés ,csak be kellene vinni ,kb 30 méter távolságról , de van bent egy dobkályha addig is .
Ott még el is férek ,pakolni kell , kis híján majdnem agyon is csapott egy régi AFITos zsiráf gémes felépítménye , nemrég ... :(
De megúsztam ,elakadt nem dőlt rám ...
Pár házzal feljebbről vannak lomizott dexion polc tábláim , az oszlopok még apám után maradtak hozzá ---
Egy villanytargoncával szemezek ,hogy kimegy egy fészerbe és akkor szépen elférek , már csak apró dolgok szaporodnak ,nagy nem kell !
Tegnap ügyködtem a külső fal vakolásán , és arra jutottam le kellene szigetelnem . A kémény miatt ,még ott az állvány is ..
No ,ott már holnap is fogok fűteni , tehát hogy melyik év az nem releváns kérdés :) Az egyben 50 nm , tiz centi aljazat beton , akna , huzatópad.
No ,mosogatás ,hát azt elszoktam felejteni ,később meg hát kínlódás ...
Kérdezz még nyugodtan :)
Békés boldog karácsonyt kívánok !
Ma csak a fiam talált meg ,kicsúszott a belső féltengely csukló a váltóból .. csuklóig lettem csak váltó olajos .
Hát most dobtam volna ki ? Hát nem , így is kész lassan a káposzta ,és kóstolgatom is közben :)
Így képzeltem el én is, de a fotó megerősített! Külön köszönöm, hogy a kedvemért még ideiglenesen össze is építetted! Nekem is volt már rugótörésem, ha még egyszer eltörik, átalakítom ilyenre! Jobb ez mint a húzórugó, a gáztelóról meg ne is beszéljünk! Én csak az "örökös" megoldásokat szeretem, a gázteleszkóp nem az!
A gyalum is igen hasonló lehet (azon elég sokat melóztam , mármint pótoltam ,javítottam ) , és az oszlopos fúró is ugyan az , csak az enyémen asztali gép felsőrésze van , egyszerű okból ,mert az kész volt !
Ja és a fúróorsó ékszíj tárcsája természetesen ,nagyobbra cserélve .
Már odébb költöztem kissé , ott is van egy kis oszlopos az még nem működik .
De most már a nagyja mosogatás megvan ,és indul a töltött káposzta projekt ,nem sokára .
Utána valószínűleg az újabb ,meleg ,műhelyben lesz a karácsony !
Egyébként lehetne szimpla húzórugót szerelni a motor tartó lemez (ahol most a csiga van) és az emelő fogaskerekes orsó közé, a feltekeredő drótkötelet megtartva, vagy gázrugót is kissé más elhelyezéssel, többféle megoldást ki lehet találni. A lényeg, hogy ne zavarja a használatot.
Amikor hozzám került a fúrógép még vissza akartam alakítani rugósra, nagy nehezen szereztem is rugót, de nem eredetit. Egy darabig működött, aztán eltört a rugó. Egy ideje rugó nélkül használom, a fotó miatt visszaszereltem a nehezékes megoldást (de csak kenderkötéllel, ezt acélsodronyra kell majd cserélni), alább a fotó:
ez az egész holtjáték-dolog (amit persze igen, tudom, a gép beállításával, felújításával kellene megoldanom) a végső megmunkálásnál szokott gondot okozni, amikor esetleg berezeg, és ronda lesz a felület. Olyankor amúgy minimális forgácsolási erő van, szóval nem tudná legyőzni egy megfelelően megválasztott rugó erejét.
Egyébként meg egyszerűen ki akarom próbálni,. Pénzbe nem kerül, legfeljebb nem úgy működik, ahogy gondolom :)
(Golyós orsó esetén nyilván más módon kellene rögzíteni az orsót, mint a cnc-ken a féküzembe állított léptetőmotorokkal.)
Mindaddig, amíg a forgácsolásból származó erő kisebb, mint a rugó (ellensúly, gázrugó...) ereje, addig merev marad. (mindenki a saját szakmájából hoz példát: a diesel adagolóknál a nyomást létrehozó bütyökre támaszkodó görgőt akkaora erővel szorítják rá, hogy egyetlen fordulaton se váljanak el, másként szétkalapálnák egymást.)
És váltogatod a nyomása irányát? Amikor kifelé nyomja a szánt, akkor tudsz külsőt átmérőzni, de amikor belső furaton dolgozol, át kell váltanod a nyomásirányt, mert rugalmas lesz a fogásvétel.
Ráadásul mit nyersz vele?
Azt, hogy a fogás elején nem kell pár századot, vagy tizedet odábbtekerni?
Még soha az életben nem volt ezzel gondom.
Ráadásul említed a golyósorsót... az ugye megvan, hogy azzal nem lehet kézi esztergálni, mivel nem önzáró.
De az nem lesz jó hiszen az anya felfekszik az orsón így az mereven támaszkodik fogáskor. Ha te ezt egy rugóval a holtjáték ellenében ellenkező irányból ráhuzod az rugalmas lesz és a fogás csak a rugóerő ellenében lesz "merev".(az az nem lesz határozott)
Aztán ugyebár mindkét irányban esztergálhatunk, kivülről befelé és fordítva.
Talám másoló esztergáláshoz, vonalzóhoz lehetne, tankönyvekben sokszor súllyal illusztrálják de akkor a szán fel van szabadítva.
Nem golyósorsó van benne, mert amikor gyártották, meg nem volt feltalalva, már nem tudok húzni a bronzanyán, másikat gyártani nincs időm, lehetőségem, és ha nincs holtjáték, az nem hátrány, nem?
Van egy kb 70. éves Szabó Lajos & Kemény Antal által gyártott marógépem (KART EMG). A függőleges orsónak van fúró funkciója, az ellentartást szintén ellensúllyal oldják meg, mely el van rejtve az oszlopban gyárilag. Nagyon tetszett ez a megoldás, amikor felfedeztem.
Az én fúrómnál egy nagy húzórugóval van megoldva. A gép oldalára és a tokmány fölé van felfogatva. De én megpróbálnám visszaállítani az eredeti állapotot.
A szintén használt (igen sokat használt...) fúrógépemből is hiányzott a rugó. Ezt úgy helyettesítették, hogy egy hengerre azélsodronyt erősíttek, amelyet átvetettek egy csigán és egy ellensúly emelte az orsót. Nem olyan elegáns, mint a rugó, de működik. Nagy ellőnye, hogy valóban örök életű, és az ellenerő független az emelés magasságától.
Nem tudom az előéletét a gépnek, de lehet le kell majd vennem róla a kiemelést. Így nagyon magasan van a munkaasztaltól. De a fő problémám a rugó. Néztem, az aliexpress-en lehet kapni hasonló rugót, 54mm átmérőjűt. Nem tudom, hogy jobb lenne e az, vagy a magyar oldalon kapható 60mm-est össze lehet e annyira húzni.
Köszi szépen! Igen, ebben a boltban találtam én is spirálrugót ami hasonló lehet, de az én gépemnél a belső átmérő kb 50-es lehet, a boltban lévőre meg 60-at írnak.
Hogy a paraméterei megfelelnek-e az általad elvárt munkákhoz. :)
Nem vicc,pl: a tokmány és az asztal távolsága,a befogható fúró átmérő,fordulatszám tartomány (az utóbbi ha frekvencia váltóval ellátva nem is érdekes).
Valóban a legvalószínűbb hiba a görbe tengely,de az javítható.
Ha az öntvénynek nincs hibája,nem lötyög kotyog az órsó vagy a kar tengelye, nem lehet ilyen géppel melléfogni.
Csapágy,ékszíj,tokmány,rugó,stb cserélhető.
Az újra festett gép ne tévesszen meg. Az valami hibát akar elrejteni általában.
Elrettentésnek,bár ez FA tipus:
Itt a letört rugó törte a fogakat mert erőltette a (talán) 8 osztályt végzett dolgozó.(a rugó darab ott van beékelődve)
Javítás nélkül jól pozícionálva még használható csak kb egy cm hiányzik a kitolható hosszból. Az esetek 90%-ban nincs is kihasználva a teljes hossz.
Asztali fúrógép vásárlását tervezem. Lenne egy kiszemelt PAF-15 típusú fúrógép. Mire érdemes figyelni vásárláskor? Milyen tipikus problémák szoktak előfordulni? Pl. a fúróorsó szokott elgörbülni ezeknél? Miyen kopásokra kell figyelni melyek javítása már nem éri meg?
Arra van ötletetek, hogy gépkönyvet merre lenne érdemes keresni hozzá?
Így csináltam végül én is. Csináltam egy 12mm fúrórudat meg két trapéz gyorsacél hegyet bele. Egy ami az 5 ös menet profilja, egy ami keskenyebb. Végül a keskenyet használtam csak. 0.1mm nként lementem a menet mélységébe, (persze rezgett az a vekony rúd azért) aztán 0.05 önként szélesìtettem. A próba apa amit csináltam kicsit kisebbre sikerult mint az eredeti orsó. Szerencsére tokmányleszedegetéssel csináltam ugyhogy az orsó próbája után még tudtam folytatni a menetárok szélesítést. Nagyon meg vagyok elégedve az eredménnyel,nincs érezhető kottyanása hosszirányban. Kösz szépen mindenkinek a segítséget most kezdhetek azon parázni hogy máshol ba..om el.
Köszönöm! Nézelődök, mert ha lenne készen kapható, az még mindig szimpatikusabb árfekvésű lesz, mint egyediben gyártatni. Lehet, hogy a kinainál nem kapni, de én arra fogtam eddig, hogy nem jól keresem...
Attól tartok, hogy ilyet nem fogsz "kínaiban" találni, mert nem lehet ebből annyit eladni, hogy megérje olcsón gyártani. Amit találtam, azok 80-100EUR környékén kezdődnek.
Én, a helyedben a késtartóba fognék be egy 80mm hosszú túlméretes bronzrudat, kifúrnám és feldörzsölném méretes magméretre.
Majd a tokmányba fognék f.csúcsal egy hosszabb fúrórudat amibe beletennék egy állítható ütőkést, és azzal vágnám a dörzsölt furatba a lapos vagy trapéz menetet.
Ha ez kész a hosszát méretre forgácsolnám a bronznak , majd az ellen darabként készített és használt ugyanolyan menetű száron feltekerve kitámasztva két csúcs között munkálnám meg a külső menetet és a kúpot egy fogásból.
Vannak olyan ütőkéses menet-fúrórudak aminek hosszanti belső furatába helyezett menetesszárral lehet az ütőkést ki be állítani századon ként is .
Te is tudsz ilyet készíteni, amivel belső kisebb nagyobb átmérőjű lapos és trapéz vagy egyéb zsinór és fűrész menetet is tudsz gyártani.
Én kis gépen a nagy profilú trapézanyát - ha minimális holtjátékra kell törekedni - úgy szoktam csinálni, hogy a profiltól lényegesen keskenyebb késsel kivágom a papírforma szerinti mélységre és ezt követően szélesítem az árkot, míg össze nem tekerhető az orsóval. A kisebb forgácskeresztmetszetből adódóan kisebb forgácsolóerők keletkeznek, így a rezgésmentességből fakadóan nem lesz "rágott" a menet - a működés irányába pedig kellően pontos.
Csinálok akkor aluminiumbol egy teszt apát ami később a kúp és menet esztergáláskor befogáshoz is jó lesz ahogy Csuhás mondja. A menetfúrást elpróbálom vmi keményfában. Ha jól megy megfontolom hogy beruházok egy bronz darabra.
Köszi a támogatást, további ötleteket is szivesen fogadok.
Én is megvenném, mert kalibrálni jó vele - viszont a menetesztergálás nem nagyon úszható meg, mert ilyen hosszú anyában - még, ha az sárgaréz is - képtelenség lesz ezt az anyamenetfúrót elővágás nélkül, teljes fogással végigtekerni. (Nem megoldás, ha van nagy gép hozzá, mert az anyag fog megforogni a tokmányban.)
Én először megcsinálnám a belső menetet, aztán meg egy hozzá passzoló apát a tokmányba befogva. Arról le lehet csavarni a próbálgatáshoz úgy, hogy az apa végig a tokmányban marad. Rögzíteni se kell, elég ha rácsavarod, nem fog lejönni esztergályozáskor.
Ezt milyen sorrendben lenne jó elkészíteni? Van egy kétszer ilyen hosszú sárgaréz rudam, elvileg egy befogásból is meg tudnám csinálni a kúpot meg a menetet. Van négypofás független tokmányom ha újra kéne centírozni. Az E1N főorsóján nem megy át a 24es menetes orsó, valahogy próbat is meg kell oldanom, másnem a tokmány leszedegetésével.
Van marógépem csak hát ez pont annak az (X) anyája ugye. Addig persze össze tudom rakni ezzel a régi anyával míg belefűrészelem a hornyokat.
Olyan biztos nem lesz mint a gyári de ilyen biztos lesz mint ez. Sárgaréz oké, amennyit használom.
Ha valaki kedvet kapna hozzá, most az Alpár kérésére VALÓBAN linket küldök - az utoljára rendelt kamerához már más szoftvert ajánlottak - és ennek az az érdekessége, hogy nem csak a saját kameráját kezeli, ugyanis ennél a szoftvernél meg lehet adni a kamera wifi-nevét (ilyenkor ugye a kamera az adó, rá kell csatlakozni). Úgyhogy itt van több ilyen androidos szoftver is. Töltsétek le minél hamarabb, mert pl már jártam úgy, hogy későbbi verzió régebbi androidon már nem indul el.
Köszi, megoldódott, most úgy pörög mint az álom.....
Majd a csövezés megoldására kell kitalálni valami kézenfekvő megoldást. Loc-line-om van, de kell hozzá majd valami fém csövezés mert így nagyon rezgős.
"Szabad ilyen motorban gumiporvédős csapágyat tenni..." Miért ne lenne szabad? 2RSR. Mindenhova ilyet teszek, ami nem olajba fut, vagy nem zsírzógombos.
Nem fényképeztem le egyben az enyémet, de a gyárilag úgy van megoldva a motorrész tömítése hogy egy gumigyűrű van ráhúzva a tengelyre.
Ilyen az enyém is, de ez nem az enyém. A piros nyíl a gumigyűrű:
A motorpajzs másik oldalán van az a csapágy ami rozsdárodott. Ha a pajszfelőli oldalon maradna a porvédő akkor legalább nem a csapágyon keresztül menne a pára.
Akkor ha jól értelmezem amit írsz, te a tokmány oda- vissza kapcsolgatással próbálkozol, nem a gépen használatos megoldással. Ha az a bajod, hogy csattan az irányváltókar kapcsoláskor, az ne zavarjon, az így működik. Ha hallottál már kapcsolókörmös sebességváltót sportautóban működni, ugyan ez az elv. Olyat csattan, aki nem tudja miért történik, azt hiszi, hogy valami tört. Mivel a kapcsolókörömnek forgás közben kell helyére ugrani, így ebben nincs meglepő. Akkor van gond, ha kidobja, mert akkor már nagyon kopott. Akkor fogja leverni a biztosítékot, amikor a legkevésbé szeretnéd. Nekem a 3x40A-t leverte reverzáláskor.
Persze, nem is akartam kioldani, csak a gondolatmenetemhez és ha már leírtam az általam "hagyományosnak" írt módszert "lépésről-lépésre", akkor gondoltam hozzá tartozik ennek a mozzanatnak (vagy nem mozzanatnak) a megemlítése is. :)) A másik vezérorsós-irányváltós módszernél is ugyanez lenne a helyzet, csak az nekem nem működik a gépemmel, ezért írtam le egyáltalán, hogy jelenleg mit látok működőképes módszernek ezzel a géppel.
Itt van még egy felhasználasa a kis játékkamerának. Ha van a marógépeden digitalis mérőrendszer, akkor a legjobb - de anélkül is tudsz belőle érintés nélküli mérőrendszert csinálni.
Meg akarod mérni mondjuk ennek a menetnek az emelkedésé. Felfekteted a marógépre, úgy, hogy a tengelye egybeessen az asztal valamelyik mozgásirányával.
A mikroszkóp elindítása előtt elindítod a "szálkereszt" applikációt (cross-hair"-ként talàlsz ilyeneket.)
Ráállitod az egyik menetre, nullázod a nóniuszt.
Elmozdulsz a következő menetig, leolvasod és kész.
A kis 3018-as CNC re már egy 5 megapixeles kamerát szereltem, az már önmagaban tud távokat és SZÖGEKET mérni...
Plusz a kamera szálkeresztjével nagyon pontosan rá tudsz állni egy pontra a szerszámmal, csak a kamera offszetjét kell ismerni.
Nagyon tetszik az ötlet. Magam is régóta tervezem, hogy csinálok egy ilyet, eddig pont a rádiós kamerán akadt el a dolog, mert nem találtam megfelelőt.
Vannak vezeték nélküli tolató kamerák, de azt nem mertem megrendelni, mert a 100x100 pixeles képek alapján nem tudtam eldönteni, hogy az objektívüket le fogom-e tudni cserélni.
Viszont: nem tudnál linket küldeni ilyenkor a screenshot helyett?
Olvasgatva , betoppanva ebbe a topickba , érdekesnek találtam a videót amire hivatkozol.
Én forgácsoló műhelyben még sosem láttam olyan tanárt vagy szakembert, aki az ujjával távolítja le-el a forgácsot forgó fő mozgású orsóról és az abba befogott anyagról !!!
Ráadásul olyan mértékben rángatja kapkodva a kezelőkarokat, hogy részemről csúnyán leszerepelt a nagyképű szaki !
Egyébként zárt kezelőszervek -lakatanya egyebeknél csak belső fogaskarék fel le váltással lehet menet közben irányt váltani a szánszekrénnyel, ami látszik is a videón, fel és le egy kisebb fogaskerékkel egy lengőkaron keresztül két összekötött fogaskeréknél és azt irányba hozva.
Így valósul meg a tos-nál a kötött mozgás közbeni irányváltás balra illetve jobbra .
Persze ez csak az én véleményem.
De látható a videóból, hogy vannak szakszerűtlen percek is "oktatás" szempontjából . ;-)
Van az a kanadaban élő izraeli mérnök, akinek az anyagait mar többször megosztottátok (megköszönném a linket), nos, ő mutatta meg, hogyan lehet egy wifis kamerával megkeresni egy korabban készült furat középpontjat egy marógépen.
Most elkeszitettem egy 1700 (igen, ezerhétszáz volt - bár most éppen 2800....) forintos fülvizsgáló endoszkóp-kameraból, gondoltam hátha érdekes lehet.
A fülkamera sajnos túl hosszú, ezért kettévágtam és 90 fokban meghajlítottam. A kamera valószínűleg mindegyikben szalagkábellel van bekötve.
Maga a kamera 5 mm átmérőjű, a munkatávolsága kb 25 mm.
Be kell fogni a marószar helyere, nálam 12 mm es tengelye van, a főorsót kb. A furat közepere állítani, a kamerát meg kb a furat élére. Kiélesíteni a képet, elindítani a forgást (alacsony fordulaton.
A kép kóvályog. Az x és y irányban mozgatva az asztalt, meg kell szüntetni a kóválygast. Ha a kép forog ugyan, de nem kóvályog, a főorsó középpontban van. Ennyi.
A lakatanyát nem is oldhatod ki, leírtam. Az irányváltót kell használni, nem másabb ezen menetet vágni mint bármelyiken, a könnyebbség abban rejlik, hogy 400-450 fordulaton is nagyon szépen a menetkifutásban meg lehet állítani a megmunkálást, kiemeled a kést, vissza, fogásvételkor újra irányba. Tulajdonképpen azért gyors, mert viszonylag jó sebességgel megy a megmunkálás, nem tetvészkedéssel megy el az idő. Én még a késszán kiemelőt sem használtam soha. Teljes menetprofilos lapkás késsel, egy 1.5 menet 5-6 fogásból kész van.
Kipróbáltam a "hagyományos" módszert (a levegőben, tehát még nem élesben), nekem, mint laikusnak ez tűnik még mindig a legjobbnak és a leginkább bolondbiztosnak (persze a leglassabbnak is, de én ráérek). Szóval lakatanya marad végig "bekapcsolva" és a jobb kezemnél lévő forgásirányváltó karral intézem a szán oda-vissza mozgatását. 3x16A-em van, de relatíve kis fordulatszámnál (mondjuk 5-600-as tokmányfordulattól lefelé) simán tudom oda-vissza forgatni a tokmányt, nem vert le semmit egyszer sem az 5,5 kW-os motor. Igaz én mindenhova lomha biztosítékot tettem, ami biztosan kell is, mert egy pillanatra az irányváltáskor az áramerősségmérő mutatója felugrik 22-25A-re a gépen. :))
Én most megnéztem egyébként ezt a vezérorsós-irányváltós mókát a gépemen, de nekem nem működik (lehet csak ezen a konkrét gépen). Ha megpróbálom úgy, menet közben váltani az irányt, mint a videóban, akkor hangos csattogás a válasz (a fogaskerekek nem akarják az igazságot). Nagyon nem próbálgattam, mert nem akarom lefogazni akármelyik fogaskereket, de ez nem lesz járható út. Egyszer-kétszer azért sikerült, de nem könnyen és nem "szépen", biztos hogy "élésben" nem próbálgatnám...
Igazából időközben valtozott a projekt. Egy mikroszkóp alkatreszét, egy kert kellene kúpra illeszteni, egy tengelyvegre. Az eredeti hibaja az, hogy a kis kúpszög miatt rászorult. Nos, az 1:50 hez is rászorulna. Az Aliexpressen lehet kapni (ezer helyen) egy olyan kúpos dörzsarat, ami 3-13 mm között 95 mm hosszú. Ez kb 1:10 kúposság. A szerszam 1100 ft, +;700 posta. És erre a kúpra nem fog rászorulni az ellendarab. A konkrét esetben a tengely 4.65 mm es - szóval a 3-13 dörzsár éppen jó lesz
Egy hasonló eszközt kb. én is így csináltam, azzal megtoldva, hogy hagytam a rüskére ráhűlni, majd a tüskét megfogva a külső felületét esztergán kicsinosítottam.
Egy darabot szerintem én úgy akarnék csinálni, hogy megcsinálom a belső csillag pozitív darabját, kúposra, ha olyan, és meg is edzem. Legyen fogóval megfogható a csillag felett!
Utána a kulcsfejet egy megfelelő anyagból levágott hengeres darabból csinálnám, felmelegíteni 1000 fok környékére, beledobni egy megfelelő méretű furatos, osztott, szétnyitható tokba, majd a pozitív darabot beleütném, vagy présen belenyomnám.
Még míg meleg a munkadarab, a csillagot kivenni, a tokot szétnyitni - bár ezt lehet később is.
Amekkora ez a cucc, ehhez nem kell komoly kovácstűzhely, egy erősebb gázlámpa is elég.
tycon2: sajnos ezeket nem értem (kúpos bordáskötés, osztótokmány) , mert csak hobbi esztergálok egy emco compact 8e-vel. Hát mekkelek megoldás az gyakori nálam. Most pl úgy néz ki hiányzik egy 60 fogas kerék és valszeg műanyagból leszek kénytelen kivágni...
Vetesi75: Igen az. Számomra szép nyelet (nyeleket) készítettem és mindig érdekelt volna hogyan csinálják a hangoló betéteket. Egy japán kolléga több kollégával összefogva egy kováccsal készíttettek maguknak. Ódákat zeng róla, de nem adnak el mert nem éri meg, így olyan csak nekik van. Mivel a nyél összejött karbonból és aluból ezért a betét lett volna a következő. De annál még a gyáriak esetében is nagy a szórás, gondolom sok selejttel jár.
Az én ötletem a sokszögeszterga lett volna, mert láttam jutubon ilyet ahogy belső négyszöget csinálnak vele.
Én ugyan csináltamegy ilyet, nyilván sima vasba-ba, de nem mondom meg hogy, mert kíváncsi vagyok a nem mekkelek megoldásra. Üregelés lenne, de az nem kúpos, az bordáskötés. Nyilván egyenként csináltam egy Emcomat 7-en, fúróoszloposon, osztótokmánnyal.
Egy olyan kérdésem lenne, hogy a képen látható szerszám nyílást hogyan készíthetik? 14mm-es anyagba van vágva egy ~6mm oldalú dupla négyzet alakú lyuk, ami befele kónuszosan szűkül 20mm mélyen. Kemény, kopásálló, pontos.
Azért érdekelt, mert régebben olvastam angol-amerikai gépekről. Ott leírták, hogy a vezérorsó menetemelkedése a collnak egy törtrésze (mondjuk 1/8"). A készítendő angolszász menetek emelkedése szintén a coll valamilyen tört tésze. Emiatt a legtöbb esetben a lakatanyát simán ki lehet oldani, mert mindenképpen illeszkedni fog az új bekapcsolás után.
Az elején Jalpar nem jól mondta, nem jól tudja a működését. Az irányváltásnál az egész norton szekrény forgásiránya változik. Azt lehet egy 3 állású karral oldani- reteszelni. A vezérorsó a lakatanyával fixen kapcsolódik végig a menetvágás alatt, mint a bármelyik gépen. Ebben a gépben a különlegesség, hogy a főorsó forgásiránya nem változik menetvágáskor, mert a főorsó házban van egy körmös kapcsoló ami leviszi a hajtást a cserekerekekre, és ez csak 1 pozícióban tud összekapcsolni egy körülfordulás alatt. Tehát amikor forog a főorsó ez a reteszelés oldódik és kapcsol vissza, de menetóra nélkül ezen sem lehet visszaállni ha leoldjuk a lakatanyát. Viszont nagy hátránya, hogy magasabb fordulaton nehezebben akad össze és k. nagyot csattan olyankor. Valószínűleg azért találták ezt ki, mert egy 6.5kw-os motor van a gépben, kuplung nélkül. Egy irányváltás még a 3x40A is úgy veri le, mint a sicc.
Mindenkinek nagyon szépen köszönöm az infókat! Nagyon hasznosak. Sajnos a héten meló miatt már biztosan nem lesz időm ezzel foglalkozni (most értem még csak haza ma is), de utána visszatérek a témára... Tegnap éjjel mindenesetre megvolt az első főpróba a géppel, egy teljesen haszontalan/céltalan vasdarab lett a végeredmény, de ismerkedni, szokni a gép kezelését szerintem tökéletes volt. A "négyirányú" előtolás választókar pedig igazán kényelmes.
Örülök, mert azt mutatja, megérte dolgoznom vele. Azzal jó sok meló volt, a rajzokat is újrarajzoltam, annyira szar volt az eredeti papíron a kontraszt, hogy nem lehetett kivenni szinte semmit.
Amúgy tegnap egy másik munkám, egy 1200 oldalas elektronikai katalógus jött szembe velem, az is körbejárta a fél világot. Egy olasz fickónak küldtem el, hogy tegye ki az oldalára - három éve. Mostanra már itthoni szakiknál is kering, hazaérkezett. Azzal is sok meló volt, mert bibliapapíron nyomták, a szkenneléskor vagy hússzor betépte a lapokat a gép... utána a tisztítás, stb...
Ha ezen is úgy működik a menetvágás, mint a nagyobb TOS-okon, akkor nincs is rá szükség.
Az a trükk, hogy nem (csak) a hossz-szánt lehet egy lakatanyával lekapcsolni a vezérorsóról, hanem a vezérorsó és a főorsó közötti kapcsolatot is lehet oldani.
Ez ez utóbbit bármilyen menetemelkedés esetén nyugodtan ki lehet oldani, záráskor mindig szinkronban lesz.
Nem is értem, más gyártók miért nem másolták le ezt a remek megoldást.
Nnna, ahogy sejtettem, az egyik motornak rövidrezárós fékezése kéne legyen.
Itt vannak a kapcsolási rajzok:
Amúgy egy teljesen szokványos esztergakapcsolás, szóval szerintem meg tudod csinálni, csak nagyon jól kell kiválasztani a kapcsolóelemeket, hogy ez a két bazi nagy motor ne égesse le őket.
5,5kwattos motorokat munka közben ki-be kapcsolgatni komoly terhelést jelent a kapcsolóelemekre nézvést, tehát oda akármilyen mágneskapcsolókat (laikus nevén reléket) nem mernék betenni. Márpedig a gyáriak éppen emiatt lehetnek jó masszív méretűek!
A gépen tuti volt motoros fékezés, amit vagy úgy követtek el, hogy 10-30 voltos egyenáramot kapcsoltak lefékezéskor a motorra pár másodpercig, vagy kikapcsoláskor rövidre zárták a motor három kapcsát. Ez utóbbi volt a gyakoribb. Ezt sokszor úgy csinálta a gép, hogy az indító-leállítókart a fékezéskor tovább kellett nyomni, ütközésig, és akkor fékezett.
Kéne egy elektromos kapcsolási rajz - a gyári -, hogy mi van a gépben, és akkor jobban tudnánk segíteni, merre indulj el. Ha a házadat újrakötötted, és nem valami trehányul, akkor ez is menni fog, ha kapunk kapcsolási rajzot, és megbeszéljük itt.
Az két darab 5,5 kW-os fő meghajtó motor. Van egy átkapcsoló a gép elején, hogy csak az egyik (5,5 kW), vagy mind a kettő motor (11 kW) legyen-e aktív a munka során. Eddig csak az 5,5 kW-os, egymotoros állásban használtam még csak a gépet, de nekem a hálózatom is csak annyit bír kényelmesen (3x16A-em van), szóval nem is nagyon kísérleteztem vele. Van egyébként még egy motor a jobb oldali lábban a villámjárathoz és van még egy, egy tálcában a hűtőközeg keringetéshez. Szóval összesen 4 motor van.
Ha egyre gondolunk (elnézést messze nem vagyok szakmabéli), akkor ezen nincs semmilyen kuplung, nem is megy folyamatosan a meghajtómotor sem ha kiadom az áramot a gépre. A tokmány "alatt" és a lakatszekrény oldalán van egy-egy 3 állású kapcsoló (valójában egy kapcsolót működtet a két kar) azzal kapcsolom az "előre forgatás - meghajtás kikapcsolva - hátra forgatás" állásokat és amíg nem kapcsolom valamelyik aktív állásba a kart, addig a meghajtó motor nem is pörög. Amennyire eddig tapasztaltam fék sincs a gépen (vagy nem működik, ha valamilyen elektromos/automatikus verziónak kéne lennie), mert kell idő bőven mire megáll a tokmány forgása amikor kikapcsolom a meghajtást, nem fékeződik le automatikusan a tokmány mint más gépeken. Viszont nagyon szépen lehet egyikből a másik forgási irányba átkapcsolni a gépet a köztes kikapcsolt állapotot kihagyva, ami irányváltás szinte azonnal megtörténik. Menetvágásnál nagyon hasznos lesz majd (nincs rajta menetóra, kaptam hozzá a dobozában egyet, meg is örültem nagyon, aztán kiderült, hogy valamilyen teljesen más gépre való, fele/harmada ekkora méretű orsóhoz való, mint ami nekem van (M50x12)).
Köszönöm válaszod! Rendelkezésre állási idő miatt nem igazán aggódom, nekem csak hobbiból van esztergám, tehát nem dolgozom vele napi x órát. Csak azért lett most egy ekkora méretű gépem (van egy kicsi esztergám is, #50113-ban már megosztottam ebben a topikban...), mert többször belefutottam abba, hogy a kis gépemmel nem tudtam ezt-azt megoldani. Kapóra jött ez az eladóvá váló gép a közelemben, amit ráadásul le is szállítottak nekem, szóval nevezhetjük akár impulzusvásárlásnak is. :))
Saját vélemény: No1.: Átlagos villanyszerelőt felejts el, olyan kell aki szerszámgépekben is otthon van. No2.: A miniatürizálás lehet, hogy nem fog előnyére változni a gép rendelkezésre állási idejét tekintve. (Némi korszerűsítés biztosan ráfér, de csak módjával követném el.)
Üdv mindenkinek! Valaki végzett már régebbi fajta esztergán komolyabb elektronikai átszerelést/átépítést? Egy "sima" villanyszerelő megbirkózik ezzel a feladattal, vagy valamilyen speciálisabb végzettség kell hozzá? Vettem egy ilyen kis cukiságot (TOS SU 50A - 1000) és szeretnék megszabadulni a különálló elektromos szekrényétől mert baromi sok helyet foglal. Valahogy úgy szeretném megoldani, mint a netes képen látható (és már természetesen átépített) kék verziónál. A kisebb CNC gépeim és a többi kisebb és sokkal egyszerűbb szerszámgépem bekötését, vezetékelését valamint a családi házam újrahúzását is megoldottam eddig mindig magam, de ez igazán nagy falatnak tűnik, nem szeretnék egyedül belefogni...
Köszönöm! Az én gépemen még a JAVOR1 BUDAPEST tábla díszeleg,mikor államosíthatták már eme tábla a tiédre már nem került fel csak a gyártmányt vihették tovább.A colos meneteket is kiválthatták metrikusra.
A motor teljesítményről adat már ha eredeti volt rajta? Hogyan volt felfogatva?
Ha a másik oldalról nézed, a belső furaton át a palástra kimenő olajnyomás növeli a nyomást a gyűrűn, kvázi kevesebb résveszteség miatt. De ez csak egy feltételezés.
Amikor megvettem a horonyban nem volt semmi, és még úgy is működött.
Szerintem ezek maximum a gyárban voltak olyan konstrukciók hogy kevés olajat engedtek a tetején. Ezzel szerintem együtt kell élni.
Vagy fel kell hónolni és egy új karmantyúval összerakni, és akkor lehe hogy közel nulla résveszteség lesz.
Az enyémen volt (van de már nincs meg a gép) egy olajkémlelő nyílás. Nem gondolnám hogy annál több olaj kellene bele.
Köszi a képeket,ha a dugattyú eredeti nem is volt rajta gyűrű?
Ahova a karmantyút raktad az a horony arra van fenntartva hogy a legfelső állásban összenyitja a henger oldalán lévő furatot, ezáltal nem tud magasabbra kiemelkedni. Tehát mindenképpen e horony fölött kellene elhelyezni a gyűrűt,karmantyút.
Nálam a gyűrűk feletti részben van a hengeren kopás,(alatta tükrös a felület) gondolom az olaj mennyisége annyi volt hogy eleve nem tudta tovább nyomni a dugattyút így az már kenés nélkül járt.
Pláne amit leeresztettem az az ÁFOR időkből származó fekete lötty,"szurok" volt.
Azt is megcsinálhatnám hogy nyomja ki a "felesleges" olajat és az így beállt olajszintet kell csak tartani, de hogy ez gyárilag így volt-e tervezve kétlem,de lehetséges.
Inkább olyan gyűrűt/csövet csinálj/keress ami lazán rámegy a rúdra. A két végére fúrsz 4-4 menetet, azokba tekert csavarokkal rögzíted benne a rudat. Középen pedig megvezeted a bábbal.
A problémás, különleges tömítéseket itt: https://www.intramark.hu elkészítik. Javasolni, ajánlani is tudnak olyat ami jó lesz, olyan különleges anyagaik vannak, amit nem is képzelünk hogy létezik.
Hosszú négyszög acélt kell esztergálnom, melyet megtámasztanék. (Pl.: 75x75 600mm hosszban) Mi a bevett gyakorlat ? Arra gondoltam hogy esztergálok gyűrűt (szorosan illesztve) amit ráütök a négyszögre és azt támasztom álló bábbal, amíg a homlok felületen dolgozok. Jó lehet így ?
Ha ezen nincs karmantyú, csak a textilbakelit a dugattyútömítés, akkor egy 5 pofás hónolóval való felsimítás után az új dugattyúra nem sokból tart egy megfelelő méretű textilbakelit gyűrű párt elkészíteni mint ezek. Azért nem tennék mondjuk karmantyút, mert valószínűleg (és ezért is van felső visszavezetés) ez ad kenőanyagot a dugattyú palástjára, merthogy ez a gyűrű pár gyengén átereszt. Vagy a dugattyúra alul felül megy egy POM vezetőgyűrű, tömítésnek meg karmantyú.
Végre került rá motor ki lehetett próbálni a hidraulikus egységét. Sajnos azt tapasztaltam hogy kiemeléskor a dugattyú felett olaj jelenik meg és ha nem állítom le túl is folyik,pumpálja pedig már nem emel magasabbra. A képeken látszik hogy a henger fala nem éppen síma. Kérdésem lenne hogy ez hónólással javítható? Azzal a három ágú eszközzel...
A hónolás után a dugattyút újra készíteném, megmértem nem körkörös.Gondom inkább a gyűrűkkel lesz amelyek valószínűleg egyidősek lehetnek a géppel.Azokat újra elkészíteni ilyen precízen nem tudom miként fogom.
Az hogy olaj van a dugattyú felett nem biztos hogy feltétlen baj, van egy túlfolyó nyílás(legalább is nem láttam hogy más funkciója lenne) de azt a dugattyú zárja a felső állásban. Hogy a dugattyú eredeti-e nem biztos, nincsen beütve a gép alkatrész száma ami még az alátét szerű tárcsákba is bele van ütve.
Hozzávetőleg méretarányos rajz a dugattyú-henger viszonyáról:
De csak ez volt a kérdes: "...Na ja, de ez egy alu blokkba van becsavarva. Akár metszett, akár mándorolt a tőcsavar menete, nem az lesz a gyenge pont, hanem a blokkba fúrt menet, nem?..."
Erre nem mernék merget venni. Ha nagyon hosszú a menet, akkor az axiális erő sok meneten oszlik el - ugyanakkor a csavar keresztmetszete a legutolso menetnel a TELJES terhelest kapja. Ha forgacsolt, akkor az a keresztmetszet biztosan kevesebbet bír, mint a mangorolt.
A mángorolt/hengerelt meneteknél alapfeltétel, hogy olyan nyúlást megengedő anyagokból készüljön, ami ezt a technológiát meg is engedi. Ötvözöttebb, nagyobb szilárdságú alapanyagoknál nagyon észnél kell lenni, mert képes az egész menetprofil leszakadni a magról, de nagyobb profilmagasság-magátmérő viszonynál akár a mag is teljes keresztmetszetében elszakadni.
Viszont ezeken a 70-85 éves Cseh autókon még forgácsolva vannak a tőcsavarok . Némelyiknél a menetkifutás előtt pár menethosszon kúposra van készítve a menet , így tömítették el a kiszivárgó folyadékok útját .
A szorosabb vagy tágabb menetek készítésénél a hangsúly nem is a külső átmérőn van,a középátmérő a lényeges méret.A tőcsavarokat ahol az megkívánja ez szerint készítik,a becsavarás helyére szorosabbat,a leszorító anyánál lazábbat készítenek. Csak megjegyzés,a hengerelt,mángorolt menetek ugyanazon anyagminőség esetén sokkal erősebbek mint a vágott menetek.
Az aluban a menethossz úgy van meghatározva, hogy tartson becsülettel, és tart is. A tőcsavar meg ugye, normál esetben egyszer be van hajtva, aztán jellemzően míg nincs egy nagy generál ,addig a helyén marad. Utóbbi időszak járműiben lett elterjedt, hogy alu a blokk, rövid, mélyen ülő mínuszos menetekkel, pluszos csavarokkal, (meleg blokk, hideg csavar összeszereléssel) gyakorlatilag a szétszedéskor sokszor hozza magával az alut is.
Na ja, de ez egy alu blokkba van becsavarva. Akár metszett, akár mándorolt a tőcsavar menete, nem az lesz a gyenge pont, hanem a blokkba fúrt menet, nem?
Viszont a tőcsavar is ugye mángorolt, nem vágott menet. Minap vettem csavarboltban tőcsavart 8-as menettel, most rámértem kíváncsiságból, a menet külső átmérője is még kisebb mint egy jó minőségű 12.9 csavarnak, bőven mínuszos, -0.1. Ha már úgyis vágott menet lesz a tőcsavarokon, akkor teljes profilos menetlapkával kellene elkészíteni, sokkal egyszerűbb és a kívánt méretnél minden a helyén lesz. (Személyes véleményem, én úgy gondolom, hogy mivel nem mángorolt menet lesz, nem az oldalankénti -0.02 - vagy akár 0.05- mm lesz a gyenge pontja a csavarnak, simán beépíteném egy készen kapható tőcsavarral, mert az még mindig erősebb lenne a házilag készítettől.)
Most egy 76 éves Jawa személyautó tőcsavarjaihoz van szükségem vastagabb menetre ( + 0.04 - 0,05 ) , amit alumíniumba kell beszerelnem . Gyárilag más illesztése van a tőcsavar két végén lévő menetnek . Szerencsére van menetmikróm , és pontosan tudom mérni a munkadarabot .
Sziasztok! Eladó egy 400-as gyorsdaraboló. 400 V-os, csillag-delta indítású, így 10 A-os kismegszakítókról használható. Jó állapotú, asztallal, kerekekkel, kihajtható fogantyúkkal. A kialakítása miatt egyedül lehet mozgatni.
Mindig gon csavarkészítésnél megfelelő metszőt venni . Olyan tipp nincs , hogy pár századdal nagyobb méretre készítse a metsző a menetet ? A metsző felhasítása után ékkel szoktam szétfeszíteni , hogy jó legyen a méret ...
Érdekességként, ide is berakom az állítható menetmetsző profi megvalósítását, ahol a kúpos metszőt egy kúpos külső gyűrűbe szorítja be a hátsó menetes gyűrű
Köszönöm Feri, de a tesóm nem vacakolt, már tegnap este megrendelte a korábban linkelt M9x0,75-öt. És ami kész csoda, a kütyü gyártója ma válaszolt a kereskedő kérdésére és kiderült, hogy tényleg ilyen menetről van szó:
"I asked the factory member and he says it is M9 ×0.75. Please let me know if you have any questions. Kind regards Hanna"
Ha korábban próbálkozik ezzel a tesóm, megspórolt volna nekem két hiábavaló esztergályos- és két szerszámbolt-látogatást... A tisztelt fórum szórakoztatásáról nem is beszélve. De köszönöm mindenkinek a segítséget!
Elektromos szekrény bontásból származó minőségi alkatrészeket felajánlok térítésmentesen olyanok számára akik saját részre beépítenék. A lenti képen nézhető meg a készlet. Nem mindent ajánlok fel és nem az összeset egyszerre. kibontott kábelek is megvannak de csodálnám ha valakit beépítésre érdekelne.
Akit érdekel publikus e-mailen kereshet. A felhívás ennek a fórumnak szól, kérem ne továbbítsátok már fórumokra.
elnézést kérek, de egy ú jelenséget tapasztalok, ha képet akarok feltölteni akkor access denied. Ha linket akarok készíteni akkor pedig kidob az oldalról.
Nemrég vettem hagyatékból egy adag menetmetszőt. Sok finommenetes van közte M10 - M20 között. Sok a duplum, ezért a jó rászét eladnám, pl. a fórum olvasóinak. Ez nem BGS minőség. hanem régebbi magyar vagy környező országokban gyártott darabok. Majd össeírok egy listát és felrakom egy linkben pár fotóval.
A tesómnak kell, ő budapesti. Csak most éppen nálam van a munkadarab. Csak tudod, abban nem nagyon hiszek, hogy valaki hajlandó foglalkozni azzal, hogy 1db ilyet megcsináljon nekem. Vagy én nem tudnám/akarnám kifizetni... Közben megoldódni látszik a dolog, mert ha valóban M9x0,75 kell nekem, akkor ez itt olcsó is, jó is. (valószínűleg gyenge kínai minőség, de aluhoz ez is elég kell, hogy legyen.)
Logikus lenne vidéken vagy egy faluban keresni a megoldást? Örülök ha van a nagyfaluban egy bolt, ahol beszerezhető egy M9-es finommenetű anya vagy csavar...
Köszönöm mindenkinek a jótanácsot!!! Természetesen nem véletlenül kérdeztem úgy, hogy kit tudnátok tanácsolni... mert pont azt a zsákutcát szeretném elkerülni, hogy mondjukrendelgetek méregdrága spéci menetfúrókat, amiről kiderül utólag, hogy nem pont az, ami nekem kéne... Egy furatot jobb lenne olyan szakemberre bízni, aki tudja pontosan, hogy mit csinál.
Most megpróbáltam megmérni nagyító alatt és azt találtam, hogy a menetemelkedés (5 menetet mérve) 0,76mm körül van, vagyis megfelel annak, amit KART EMG mért/tippelt. Amennyiben így van, akkor is marad a kérdés továbbra is, hogy hol, kivel tudok M9 finommenetet (DIN 13-4, menetemelkedés 0.75mm) fúratni?
Ez idézet vagy ChatGPT? Nagyjából felfogtam a szöveget, a rajz viszont még megkívánna pár nyilat és kiegészítést, pl. egy piros pont a tengelyen mely mutatná az ő elfordulásának a szögét, miközben ütve körbefordul, stb.
Kedves Urak, tudnátok tanácsot adni "lehetetlen" (szóval speciális) szabványú menetfúrással kapcsolatban? Van egy amerikai/kínai fotós (csillagászati) alkatrész, amin van egy ismeretlen szabványú finommenetes csavar. Egy 5mm-es alumínium lemezbe kellene menetet fúrnom, amibe az illető alkatrész becsavarható. Kit tudtok ajánlani, aki biztonsággal megmondja, hogy miféle menet ez és aki képes is menetet fúrni az adott alu lemezbe?
Azért is vagyok bizonytalan, mert egyáltalán nem biztos, hogy ez egy 3/8" finommenet. Annak illene kb. 9,5mm átmérővel rendelkeznie. Gondolom én... Köszönöm a segítséget!
Először majdnem bedőltem, de azután megtaláltam a leírását, amit elfelejtettek eltüntetni, kínai tömeggyártás eredménye.
Először nem értettem, hogyan lehet ilyen szir-szart boltban látni, de közben nekiálltam mini CNC-kről videokat nézni és eldobtam az agyam, sorozatban olyan büszkén hirdetik, hogy töredékáron sikerül építeniük vagy összeszerelniük házilag - a bemutatón pedig már a tokmánynak van 1-2 mm-es kotyogása, amikor készen van a "nagy mű", látszik, hogy a kés szépen elnyomja az anyagot öt centis távolságnál, de a videok végén ott a büszke melldöngetés, hogy az olcsóság a lényeg, meg talán olyanokat vettem ki a fordításból, hogy "majd meg kell húzni jobban a csavarokat és nem fog lötyögni".
Bame, alumíniumból vagy műanyagból vannak a profilok, milyen csavart akar meghúzni?
Anyagismeret az nincs, csak "ócsóé" legyen szemlélet.
Nem a kínai gyártás a probléma, hanem az ilyen suttyó tömegszemlélet, és még hirdetik is büszkén a suttyóságukat. :-((
Geometriai modell szerint letisztázva a feladat az, hogy egy általában nem egybeeső forgástengellyel és szimmetriatengellyel rendelkező forgástest (hibákkal terhelt mérőtüske) szóban forgó forgástengelyét hogyan lehet a hosszelőtolás tengelyével párhuzamosítani mérőórával és mikrométerrel. A hosszelőtolás közben mérhető varianciával jellemzett forgástengely ferdeséget a szimmetriatengely külpontosságga, annak külön tengelyferdesége , átmérőinek változása szabályos hibaként terheli, ezt a mérési eljárással ki lehet ejteni. Például, néhány hosszpozíciónként meg lehet mérni a sugarak eltérését a kezdő sugárhoz képest. Adott hosszpozíciókban a maximális és minimális leolvasás átlaga az adott körbejáró körkeresztmetszet egyik oldalán mérve kiejti a szimmetriatengely ferdeségének és a külpontosságának a hatását a leolvasásra, tehát azt az értéket adja, amit egy forgástengelyen levő tüske adna. A maradék átmérőbeli hibát a hosszpozíciónkénti, kezdőpozícióhoz képesti előjeles sugáreltérés hozzáadásával ki lehet vonni. Az így kapott, hosszpozíciónkénti indikálási sorozat változása jelzi a forgástengely és a hosszelőtolás ferdeségét. Ez az eljárás egyformán működik hibátlan, hibás, de még önmagában forgásszimmetrikus tüskével, bármely, visszaszerelés után esztergált munkadarabbal, azért, mert kis szögekre az adott helyen mindig a sugár és az óraleolvasás összege adja meg az óra nulla értéke és a forgástengely közti távolságot. Ha ez konstans, akkor párhuzamos a főorsótengely az előtolással.
"C45 mellett szokás volt még A50-ből - furatkésekhez C60, A60 is. Magasabb széntartalom a forrasztásból visszamaradó feszültség miatt nem lehet, viszont sokkal alacsonyabb sem a szilárdsági követelmények okán."
Akkor hagyományos késeket , amiről lefogyott a lapka , már használhatatlan , átveszem , Göd-Vác vonalon .
"Nem igazán értem,ha a befogott tüske üt annak mi köze ahhoz hogy az órsóházat mennyire sikerült párhuzamosra visszaállítani?"
Nem az ütést kell közvetlen mérni, és - ha jól értem - occseb se ezt csinálta.
Hanem a tüske egyik végére ráállsz a mérőórával, és lenullázod úgy, hogy tüske forgatásakor a nullához képest +- ugyanannyi legyen a kilengés. Ezután átmész a másik végére, és megnézed a kilengés mennyire tér el a szimmetrikustól.
Ez a tüske ütésétől függetlenül megadja a főorsó tengelyének a párhuzamostól való elhajlását - feltéve, hogy a tüske átmérője egyforma a két végén. Ez utóbbi mikrométerrel ellenőrizhető. (*)
,,Elméletileg a ház párhuzamos az ágy felületével azt nem tudod állítani. Oldalirányban tudod csak,''
Valójában az ágynak nem felülete, hanem iránya van, mert a szán két irányban is meg van vezetve. Szóval a szán mozgása meghatároz egy egyenest, a főorsó tengelye pedig egy másikat - ennek a kettőnek kéne párhuzamosnak lennie.
Az eltérést két irányban kell mérni és beállítani; szokás szerint vízszintesen és függőlegesen.
Beállítani azért kellhet, mert
- felújításkor elromolhat (pl. az ágy újrahántolásakor/köszörülésekor, a siklócsapágy felújításakor szinte biztos, de gördülőcsapágy cserekor is előfordulhat)
- szerintem öreg esztergapadokon az öntöttvas vetemedése is előfordulhat.
És természetesen függőlegesen és vízszintesen is elromolhat a párhuzamosság.
Az orsóház az ágyhoz kétféleképp szokott csatlakozni:
- vagy egy sík felületre van felcsavarozva - ilyenkor a vízszintes elhajlás közvetlenül beállítható (és persze szétszereléskor automatice elromlik a párhuzamosság).
- vagy ugyanarra a vezetékre/prizmára ül fel, mint amin a szán mozog. Ekkor a rögzítés fix.
Az első esetben a függőleges ill. a második esetben mindkét irányú elhajlást pedig az orsóház felfekvő felületeinek a hántolásával lehet beszabályozni.
Szokták azt csinálni, hogy ezek a felfekvő felületeket középen kikönnyítik, csak a két végén ül fel az orsóház az ágyra. Ilyenkor sokkal kevesebbet kell vakargatni a vasat a beszabályozáshoz.
,,akkor is csak kúpol ha esztergálsz egy próba darabot.''
A próbaesztergálás nem igazán megbízható módszer, mert a próbadarab elhajlása is hibát visz a rendszerbe, ez pedig függ az anyagtól, az átmérőtől, a fogásmélységtől, a kés kialakításától stb.
Pont ezért van az a szabály, hogy a párhuzamostól való eltérés csak a kés irányába lehet. Ilyenkor a munkadarab elhajlása javít a hibán, nem pedig ront.
(*) Occseb kicsit mást csinált: úgy forgatta be a tüskét, hogy a + és - kilengés között félúton álljon. Ez a fenti elméletileg korrekt módszerhez képest max pár tized mikron eltérést ad - feltéve, hogy a tüske nincs elgörbülve, amit egy fokkal nehezebb ellenőrizni, mint az átmérőt. (aminek persze ennél a módszernél is stimmelnie kell.)
Nem igazán értem,ha a befogott tüske üt annak mi köze ahhoz hogy az órsóházat mennyire sikerült párhuzamosra visszaállítani?
Elméletileg a ház párhuzamos az ágy felületével azt nem tudod állítani. Oldalirányban tudod csak, akkor is csak kúpol ha esztergálsz egy próba darabot.
C45 mellett szokás volt még A50-ből - furatkésekhez C60, A60 is. Magasabb széntartalom a forrasztásból visszamaradó feszültség miatt nem lehet, viszont sokkal alacsonyabb sem a szilárdsági követelmények okán.
Meg kellett bontanom az E2N gépágy és orsóház közötti kapcsolatát mert szivárgott a felületek között az olaj.
MK4-es 300mm hosszú mérőtüskével kióráztam a jelenlegi állapotot hogy összeszereléskor (legalább) mire kellene visszaállni.
A tüske állapota ismeretlen mert használtan vettem.
Mahr szögtapintós mikronos órával mértem, egyenes tapintó állásban.
A mérőtüske elején közepén végén mértem ütést: 0.01 / 0.03 / 0.05 mm-eket mértem forgatás közben.
A legtávolabbi ponton nulláztam az órát és a szánnal előrementem a főorsó irányába. 0.07mm elmozdulást mértem.
Ezekben a mérésekben ugye benne van az egész rendszer hibája és a beállítás is.
Szétszedés előtt csak az egyik oldali beállító csavarokat lazítottam fel hogy minél kevesebb pontosítás legyen szükséges az összeszereléskor.
Összerakáskor látszott hogy kicsit elmászott úgyhogy, mint várható volt, kellett finomhangolás.
Az ellenőrző méréshez azt gondoltam ki, hogy kiszűrjem (legalábbis minimalizáljam) a tüske ütését, hogy nem a "magas" vagy "mély" pontok mentén, hanem a kettő között félúton, abban a vonalban mérem ki szán mozgatás hatására mérhető eltérést. Ezt 180fokos forgatás után (szintán másik félúti pont) is elvégeztem, és így 0.025-0.03 elmozdulást tudtam mérni mindkét esetben a 300mm-es hosszon.
Rossz volt az elgondolásom, érdemes volna még mást is / máshogyan is mérni?
Szétszedtem. Úgy volt, ahogy sejtettem, alulrók kellett felfele kinyomni a fúróorsót. Az orsóházban van egy seeger gyűrű, ennek támaszkodik a rugó, ami a felső csapágyat nyomja. Alul pedig két csapágy van, melyek szintén a seeger gyűrűnek támaszkodnak. Az orsón lévpő anyacsavarral lehet az alsó csapágyakat előfeszíteni. Sima egysorós golyós csapágyak vannak benne, de nem a magyar ipar termékei, hanem olasz gyártmányok.
Benne van a Magyar Szerszámgépek Katalógusában, melyet le lehet tölteni csuhás fórumtárs gyűjteményéből (nekem meg van a könyv is :-)), a listában a 183. tétel. A könyvben az 53-54 oldalon van a FAP-1/3 bemutatása.
Köszönöm Neked és rferinek is. Nekem nem a tengely jelent önmagában problémát hanem az, hogy hogyan szedjem ki a géptestből. A fúró típusa nem FA-x nem is FPA-x, hanem FAP-1, ami egy teljesen más konstrukció. Egyébként van FPA gépem is, annak a szerkezete vilégos leírás nélkül is. Alébb berakok egy képet róla (az enyém nem pont ilyen, azon eredetik a szíjtárcsák):
Ennél a gépnél a fúróorsó csapágyazása úgy van megoldva, hogy rúgú feszíti szét a csapágyakat a kotyogás csökkentése érdekében. A motor fordulata 2800 1/min, az orsó nagyobb fordulatszáma kb 10.000 1/min, a kisebb 6000 1/min. Ha benézek alul vagy felül az orsóházba akkor csak egy-egy csapágyat látok. Felülről megnyomva az orsót akkor egy rugó összenyomódik. A csapágyak ilyenkor elmozdulnak lefele. Ezért gondolom, hogy alulról felfele tudom csak kinyomni a tengelyt. A cél a csapágyak cserélye, mert nagyon kerregnek ha megpörgetem még a kisebb fordulaton is.
Szedett valaki már szét FAP-1 fúrógépet? Arra lennék kiváncsi, hogy lentről felfele vagy fentről lefele kell kipréselni a fúróorsót? Majdnem biztos vagyok benne, hogy alulról felfele, de inkább kérdezek, nehogy eltörjek belül valamit.
Nnnn a, én éppen azért, hogy ne kelljen szívni, eleve Arduino Nanot használtam proci helyett, plusz foglalatban. 2.54 es lábtavolság, programozhatom közvetlanül vagy az usb porton. És ha sikerül kinyuvasztani, egy mozdulat cserélni.
Kiváncsi lennék a részletekre, bár lehet, a többséget untatná. Ha egy panelen vannak a chipek, akkor az SPI vagy I2C protokollt szokták leginkább használni a kommunikációra. A mikrokontrollerek ezeket hardveresen támogatják, és nem kell hozzá semmi extra áramkör.
Én régimódi programozó vagyok, szimulátort, debuggert, meg ehhez hasonló úri huncútságokat nem használok.
Kösz, világos. Hasonló okok miatt osztottam meg én is a processzorokat (egy egász más irányú projektben). A probléma csak az, hogy a két processzor közti kommunikáció is hozzájön - és hibát is kell keresni itt. (én RS232-vel csináltam). Egy több processzoros rendszer szimulálásához pedig hozzá sem látnék.
Kösz a felajánlást, ezekkel azért még (éppen) elboldogulok.
Amint mondtam, a nagyobb ellenérzésem a tervezési részével van. Ha közel vannak a lábak, akkor a kapcsolódó alkatrészeket nehéz elhelyezni, pl. ha viákkal át kell menni a nyák túloldalára, már bajban vagy, mert a (normál áron) legyártható viák már nem férnek el egymás mellé(*). Kondenzátorokból is kisebbek kellenek (0402-es ami már tényleg olyan, mint egy porszem) stb.
(*) A 0.35/0.2 mm-es via (0.2mm a furat) még normál áron legyártható, de ha 0.15mm-öst szeretnék, az kis darabszám esetén durván megdobja az az árat.
Már vagy négy különböző konfigurációnak kell nekifutottam most éppen itt tartok:
1. egy processzor az encodert olvassa és a motort vezérli magában vagy az enkóderrel szinkronban a 3.-tól kapott parancsok alapján.
2. egy másik, ami a billentyűket figyeli.
3. egy ,,központi'' processzor; ez vezérli a kijelzőt, kommunikál a másik kettővel, és ebben van a ,,logika''
Az elsőnek azért kell külön proci, ami semmi mást nem csinál, hogy a legszélsőségesebb esetben se fordulhasson elő, hogy kiesik a szinkronból amiatt épp mert valami mást kell csinálnia. A ,,szélsőséges'' eset pl. ha 2000RPM-mel forog a főorsó és 1000PPR-es a jeladó, akkor másodpercenként 120'000 jelet kell feldolgozni.
A 2. és a 3. feladatot simán el tudná látni egy processzor, csak oda meg sok láb kell. Az újszériás AVR processzort használom (konkrétan: AVR128DA32).
Ez 32 lábú tokozás (TQFP32), a lábak 0.8mm-enként vannak.
Van ugyanebből 48 és 64 lábú tokozás is, de ott 0.5mm-esek a lábak.
Ezt el akartam kerülni, mert bonyodalmasabb a nyákot megtervezni a 0.5mm-es a lábközzel, meg forrasztani is keservesebb. Meg tudom forrasztani ezeket is, de azért stresszesebb, mint a 32 lábút.
Egy ilyen proci egyébként párszáz forint és 10x10mm, szóval nem kér sokat enni az a plussz egy chip. Áramból se.
Igen, en is ilyenen elmelkedtem, de sok akadaly van elottem :)
Tobbek kozott az is, hogy meg mindig nem tudom, hogy eltudom-e/akarom-e adni a mostani gepem es kisebbre cserelni, mert a hely nagyon jol jonne :)
Ha nem adom el, akkor nem fogok szorakozni az 50 evvel ezelotti allapot visszaallitasan, hogy tessen a leendo vasarlokozonsegnek, kibelezem es modernizalom (ugy 5-10 ev alatt :))))))
,,Eleg jol nez ki a cucc, marmint, hogy nagyon jonak tunik :)''
Kösz.
,,Ilyenkor egyebkent az tortenik, hogy teljesen kibelezed a gepet (cserekerekek, norton, ha van, stb.), igaz?''
Igen.
,,Tervezel keresztszant is vezerelni?''
Nem.
Kicsit hosszabban: Ha hozzájutnék egy (akár erősen lerobbant, hiányos) másik TOS-MN80-ashoz jutányos áron, akkor eljátszanék a felújítás és teljes CNC-sítés gondolatával.
Van egy régi álmom, hogy csinálni kellene egy teljesen digitális vezérlésű esztergapadot, ami elsősorban nem CNC esztergapad lenne, hanem manuális, csak a tekerők digitális jeladók lennének. De úgy lenne megcsinálva, hogy minél inkább "analóg" érzése legyen a használónak.
A CNC gépeknek nagy hibája, hogy macerás egyedi gyártásra használni. Különösen, ha javítani, módosítani akarod a munkadarabot, vagy nincs kész terv, hanem csak ötlet - befogod az alapanyagot, aztán menet közben találod ki, hogy mi legyen.
Az esztergályozási feladatok ritkán bonyolult geometriájúak, egy hagyományos esztergapadon szinte minden feladat megoldható. Egyedi gyártás esetén tipikusan gyorsabban, mint amennyi idő alatt a CNC programot megírnád.
Egy ilyen hibrid gép adná a manuális eszterga minden előnyét + a digitális vezérlés miatt egy csomó extrát, pl.
- menetvágás, mint fent;
- digitálisan beállítható végálláskapcsolók lennének az előtolásokon - ez egy igen szuper kényelmi funkció volna,
- letörést, kúpot, rádiuszt stb. gombnyomásra lehetne csinálni késcsere meg szerelgetés - beállítgatás nélkül;
Kb. ugyanazt tudja, mint az általad linkeltek. Kevésbé csilivili, de pár dologban szerintem még jobb is. Pl. leírást nézegetve:
- nekem korrektül meg van oldva a colos menetvágás
- irányváltás/hátsó késtartó nélkül is tudok balmentetet készíteni vele
- sokkal egyszerűbb a több bekezdésű menet készítése.
Ha valaki nagyon akar vele játszani, oda tudom adni a szoftvert, meg valami rövid instrukciót az összerakáshoz.
De nem ajánlom, mert - amint mondtam, fejlesztés alatt van a 2.0-ás verzió, ami már nem Arduino Uno-t használ, hanem egy egyedi tervezésű alaplap lesz benne kicsit jobb (sőt 3db) processzorral, robosztusabb elektronikával, meg mindenféle extrákkal (csipogó, nagyobb LCD kijelző, több gomb, stb). Ennek sokkal egyszerűbb és kényelmesebb lesz a használata.
Nem lesz olcsó, mert mindent igyekszem túlméretezni, atombiztosra tervezni. De még így is lényegesen kevesebbre jön ki, mint amit készen megkap az ember. Nem számítva természetesen a belefektetett sok-sok munkaórát, de ez nekem hobbi.
A nyáklapból min. 5 darabot tudok legyártatni, úgyhogy ha beválik, akkor 3-4 darabot jó eséllyel tovább tudok adni (önköltségi áron) elszánt tesztelőknek.
(*) Csak hogy újdonsült barátunk is lássa, hogy bizony lehet ide normális felbontású képeket berakni.
Na a hozzádhasonló,mindentis jobbantudók okán fogtam nyularknyira a leírást. Ide csak korlátozottan(lebutított) képeket lehet feltenni, és a hely jellege és mérete nem igazán egy ilyen kapacitású alkatrész,mérőeszköz, anyag és egyébb más a topik jellegéhez igazodó termékhalmaz fogadására van..Mivel emailben részletesen lehet nagyformátumú képeket,és többet küldeni, ezért is döntöttem úgy hogy akit eme témakörbe érdekel valami kérdez, és én válaszolok. Nem viszi az sem előbbre sem a vásárló, sem az eladó szekerét ha itt "nagytudású fotelrambók" osztják az észt",hogy asógormnak is de az ilyen szar meg olyan szar és a hasonló gizdáskodások sem segítik. Egy kétszemélyes levelezésbe ezt ki lehet iktatni.Statisztikailag ez 100%.Aki elolvassa figyelmesen értelmezi azt, akkor tudja hogy egy ilyen műhely felszámolásnál van mit keresni, és érdemes is. Ez is statisztikailag100%.Aki meg kókler talazsi hozzá, az meg elkezd vagy okoskodva észt osztani, vagy csak buta és gizdáskodik. Egyikre sincs szükség,sem a vevő sem az eladó részéről. ÉN itt veled a további diskurzust be is fejezném, s ha kérhetem akkor csak görgess tovább. köszönöm
Úgy érti a kolléga, hogy az sok ember szívesebben olvas, mint ír (emailt).
Azok az infók alapján, amiket megadtál, nehéz eldönteni, hogy "érdekes lehet"-e vagy sem.
Például van esély, hogy engem érdekel, de elég kicsi. Egy levelet megírni nem kunszt, de ha ennyi infó alapján 1% az esély, hogy kisül belőle valami, akkor 100 levelet kell megírni egy vásárláshoz(*), ami azért nem olyan nagy üzlet.
Ellenben, ha leírod kicsit pontosabban, hogy mik a portékáid - ne adj Isten képeket teszel fel róla - és adsz némi iránymutatást, hogy hogyan lehet hozzájutni, akkor van esély, hogy felkelted az érdeklődést.
(*) Ez természetesen nem igaz matematikailag, de nagyjából.
Az igényesek kedvéért: 100 próbálkozás után 63% a valószínűsége, hogy egy üzlet sikeres lesz. (0.99100=0.366)
Vagy fordítva: 69 levelet kell megírni, hogy 50% eséllyel legyen legalább egy sikeres üzlet. (log(0.5)/log(0.99)=68.97)
Üdv mindenkinek. Kérdésem érdekel -é valakit forgácsoláshoz eszköz anyag ami megmaradt.Pl: rapidkések(új) menetfúrók(új9 menetelő(új) gyorstokmányok,stb email publikus, ha érdekes lehet írj küldök képet .
Ha hatszög anyagból indulsz ki nem kell marógépezni. Egy befogásban elkészülhet a két menet metsző-fúró kombinációval, ha szükséges lehet beszúrást tenni a menet tövéhez. Utána le lehet szúrni, majd visszafogni a képen a hengeres résznél vagy a hatszögnél a lesimításhoz. Úgy gondolom így kellően hatékonyan el lehet készíteni az adott felhasználásra.
Én legalábbis így csinálnám, nem gondolom hogy ebben az esetben extra minőségi követelmény van a menet felületre meg a hatlapfej pontosságára. :)
Az esztergapadomon a cserekerekeket pár éve lecseréltem egy elektronikus léptetőmotororos vezérlésre(*), azzal ez gyerekjáték: be tudok állítani egy végállást bőven század alatti pontossággal(**), ahol szétkapcsol az előtolás.
Nagy fordulaton lehet vágni a menetet, nem kell beszúrást csinálni a menet végére, nem kell a kést "kikapni", nem kell a főorsót megállítani.
A menet végén magától kialakul egy menetprofil méretű és profilú beszúrás, amibe a menet belefut.
Ami még kell: egy jó menetkés, amivel közel lehet menni a vállhoz. A lapkás kések nagyjából ilyenek, de legjobb, ha magának köszörüli az ember.
Elektronikus vezérlés nélkül persze nagyobb kihívás a feladat. Amikor még nem volt ilyenem, így csináltam ugyanilyen menetet:
Először is belülről kifele kell vágni a menetet.
Ehhez a hátsó késtartóba kell befogni a menetkést, és visszafele forgatni a főorsót.
Fel kell szerelni egy ütközőt, amivel rá lehet állni a kezdőárokra.
Ezután a menetvágás úgy megy, hogy az ütközőig betolod a kést, fogást veszel, aztán kapcsolod a lakatanyát. Amikor kifut a kés, akkor meg oldod a lakatanyát.
Ez akkor működik, ha a vezérorsó menetemelkedése többszöröse a vágandó menetnek (pl. nekem 3mm-es a vezérorsóm, ezzel gondolkodás nélkül lehet vágni a 0.5mm, 0.75mm, 1mm, 1.5mm menetemelkedéseket).
Ha nem többszöröse, akkor a lakatanya zárásakor a menetórát is figyelni kell.
De mindenkinek csak ajánlani tudom ezt az elektronikus vezérlést. Annyival egyszerűbbé teszi a menetvágást, hogy azt nem lehet elmondani. Gyakorlatilag bármilyen esztergapadra adaptálni lehet.
Ami most van nekem, az egy eléggé barkács-prototípus megoldás: egy Arduino Unoból van összedobva.
Működik, de (már kb. két éve) dolgozgatok egy javított verzión nagyobb kijelzővel, egyszerűbb használattal, robusztusabb elektronikával. Közeledik a végéhez a projekt, be fogok számolni róla.
Némi támogatásra lenne szükségem, pontosabban egy gépkönyvre. hozzájutottam egy 1991-es gyártású orosz marógéphez, típusa: 6T80S. Ehhez lenn szükségem gépkönyvre vagy bármilyen dokumentációra. Csuhás gyűjteményét átnéztem, ott nem találtam. Hátha valakinek létezik róla leírás.

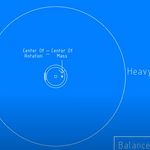





















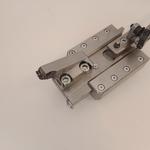


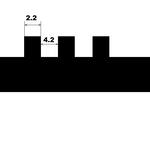




































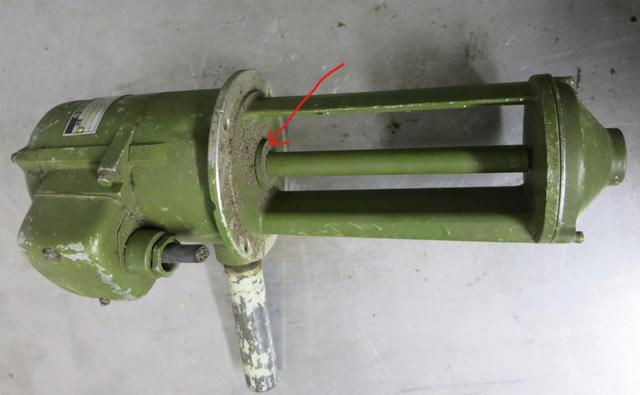


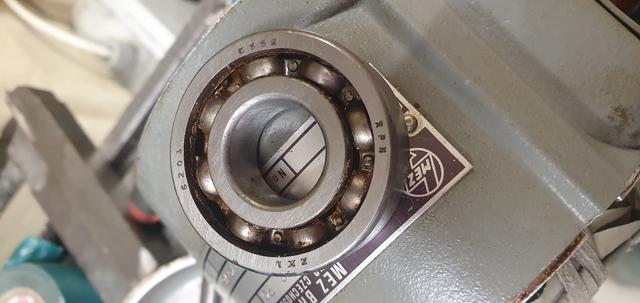















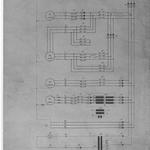













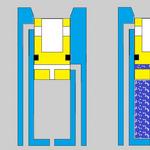














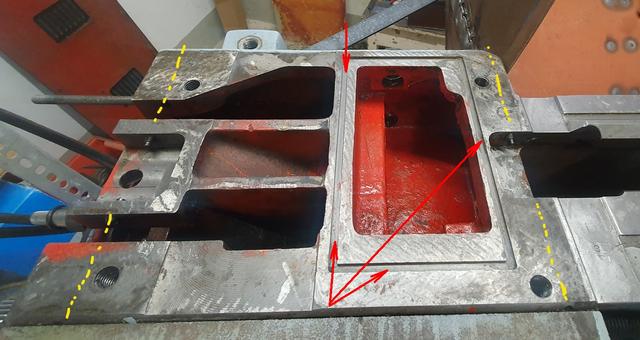



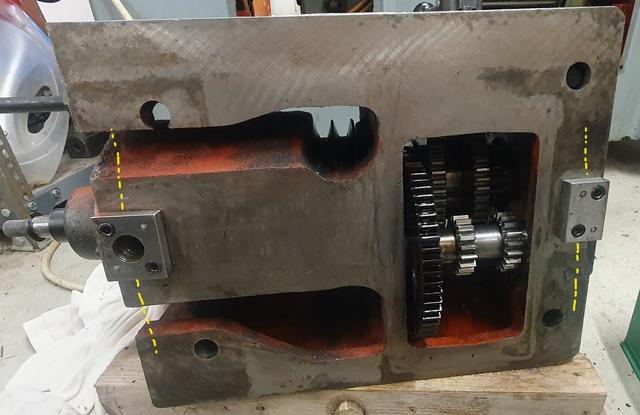






{kind=link}
{kind=link}
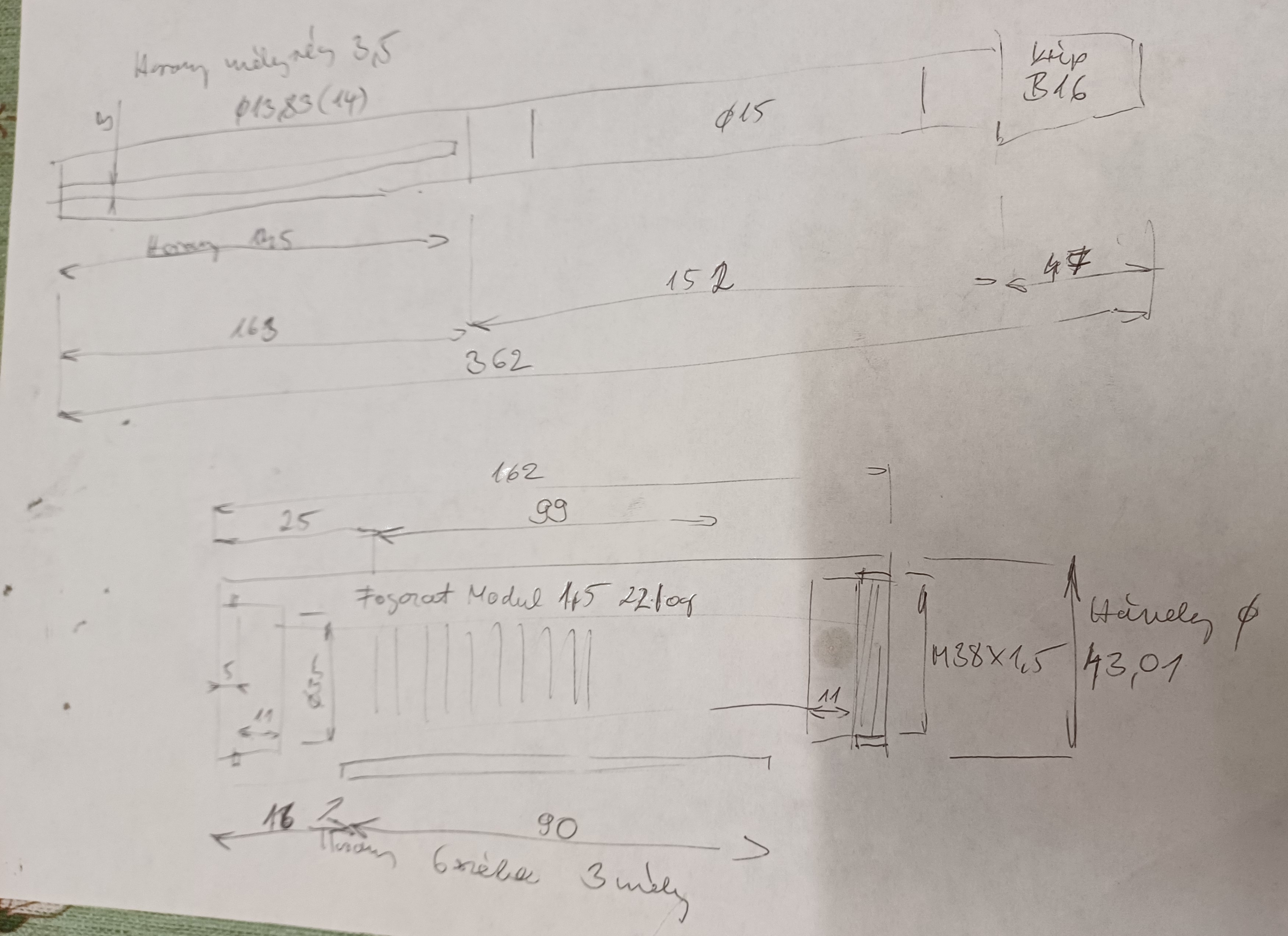{kind=link}
{kind=link}