A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
Sziasztok! Tudnátok ajánlani inverteres Mig-Mag, gépet elsősorban karosszéria és kisebb ház körüli lakatos munkákhoz? Inkább az olcsóbb ár-érték kategóriában keresgélnék. Köszönöm
Az ipari gáz tartálya tisztább. Az élelmiszeripari gázzal kapcsolatban nem ennyire szigorúak a követelmények. Ebből adódóan, használhatod az iparit otthoni szódagyártásra.
Teljesen laikus vagyok, segítenél értelmezni a különbséget a két leírás közt? Az következik belőlük, hogy tök mindegy melyik gáz kerül a szódagépbe vagy igenis lényeges különbség mondjuk a szennyező anyagok közt említett CO 8-as vagy 10-es értéke (mást nem találtam).
Itt az üzletszabájzat tiltja a reklámot,és egyéb hasonlóakat, Én egyik nap (sajnos ezt nemtudtam)hibáztam,mertha áttételesen is,de reklámot csináltam,holott segiteni akartam volna. Ha most válaszolok a kérdésedre,valószinű,hogy kitiltanak innét. Ha most irsz a cimemre,akár csak egy szót,mindent megirok emailba. Bocs tőled is , meg másoktól is.Klikk a nevemre,ésha igaz meglátod a cimem. Szeva
Szeva. Ijen gépem volt,nagyon jó gép !!! A két kivezetés a fojtótekercsből jön. Egyik ,kb a tekercs feléből,a másik a tekercs teljes hosszából. Ez utóbbi a lágyabb,fröcskölésmentesebb mód. Ha mindkettőnél fröcsköl,ellenőrizd a villanymérőd,ha mindhárom óra forog rendesen,akkor a géped fokozatkapcsolója jó. Ezt több fokozatnál is érdemes ellenőrizni. Ha a három fázisod egy mérő méri,csinálj egy belső mérést. Mágneskapcsolóból kijövő vezetékeket külön külön váltóáramú patkós ampermérővel ellenőrizd. Ha mindhárom kb azonos,akkor a fröcskölésed még tovább javithatod. Érdemes corgonnal,tegyél bele új áramáttadótfuvókát,új huzalvezetőt. Érdemes ellenőrizni a munkakábel eurócsatlakozójában az esetleges gáz tömitést.Vedd le a trafó felőli oldalboritást. Hegessz vele kb 5 percet. Húzd ki a betápot,és tapogasd végig a dióda,és trafó kijövet összes csavar-sarukötéseit. Ha ezek hidegek,nincs koktakt hiba. Ha még mindég fröcsköl,kb 4-5m (50mm2)hegesztőkábelt tekerj fel egy kb 60mm-es vasrúdra. Ezt a tekercset iktasd sorba a testkábellal. Ez egy plussz folytó,ami az A-pert nem veszi el,de ennek egyenetlenségét simitja. Ha még mindég fröcsköl,akkor volt tekercselve a trafó,és a mester elkúrta !!! Jut eszembe......az egyenirányitást is ellenőrizni kell,mertha a diódák kontakt hibásak,vagy akár egy is rossz,nos ez is hiba lehet. Vidámságot kivánok,szeva.
Jut eszembe................én a fokozatkapcsoló miatt adtam el,mert a ventilátor a gépenn áttjáratja a finom port,és ez a kapcsolókba hibát okoz. Megvédeni őket szinte lehetetlen a sok vezeték miatt !!!!
Igen......befűzöd a saválló huzalt,és fog működni,de nem argonnal. Ide Corgon gáz kell,ami Co2/argon megfelelő keverési arányú keveréke. A pisztoly végén az áramáttadó fuvóka méretére ügyelj,ha ez egyezik a huzal átmérővel,jó,de célszerű oxigén pisztoly tiztitó tűvel áttfrissiteni,tiztitani.
Aluhoz veszel teflon huzalvezetőt, kihúzod a munkakábeledben levőt betolod helyette a teflont méretre vágod.Veszel a gépedhez aluhoz való "U" tológörgőt és azt is kicseréled. Mindegyiket a használni kívánt drót méretéhez igazítva. Felrakod az argon palackot és próbálkozol. Görgőt nem linkelek mert nem tudom milyen géped van.
Ezt a gépet nem azért vettem meg mert alumíniumot is lehet vele hegeszteni :) Azért kérdeztem hogy mi kell hozzá mert ha már elvileg tudja, akkor miért ne? De ha ennyi minden kell hozzá akkor elengedem a dolgot, eddig is meg voltam alu hegesztő nélkül.
A másik dolog, hogy a cégemnél hegesztettem már awi-val rozsdamenteset. Ezt tudom hogy ehhez is argon gáz kell. Ha én ezzel a gépemmel rozsdamentes anyagot akarok hegeszteni, akkor ahhoz szükségeltetik-e valami plusz átalakítás? Vagy csak beledobom a huzalt, adom neki az argon és megy is?
Hamár megvetted az alumig géped,akkor javaslom,hogy melegében vidd vissza,és kérd vissza az árát.
Ez lenne a legegyszerűbb,amit ajánlok.
De a kérdésedre azért válaszolok. :
Argon gáz kell hozzá,épp ojan,amit Awi hegesztésnél használunk.
A munkakábel huzalvezetőjébe teflon belsőbevonat igényeltetik. Nem kevés ft az ára !
A huzal továbbitás igencsak kényes,vagyis a huzalt tolni,és húzni is kell,amihez a munkakábel fogófelőli végén levő húzóegység megint HÓZÓS ft-okba fog kerülni.
Aluhegesztés az egyik legkényesebb művelet,főkép mig módban !! Az oxid ottvan,és mindent felborit !! Én úgytudom,hogy 3mm alatt szinte kezelhetetlen a fogyóelektródás (mig) hegesztés,ennek külleméről nemis beszélve.
Ez egy gép,ami négyféle profi munkát végez . Mitech AC-DC-MMA-Cut.200 Professzionál,multifunkciós.
(Bocsánat a moderátortól) Az állapota újszerű,és kb félpénzért kinálom. Ha érdekel irjál privátba. Még annyit,hogy Tig/DC módban lehetőség van bevont elektródával érintésnélkül ivet fogni !
Sziasztok! Adott egy alu hegesztésre alkalmas fogyóelektródás hegesztőgép. Változtatható polaritással. Milyen feltételek, eszközök kellenek ahhoz hogy alut tudjak vele hegeszteni? Az alu huzalig eljutottam :) Milyen gáz kell hozzá? Hallottam olyat hogy belűlről valami különleges bevonatú munkakábel kell hozzá hogy az alu huzal szépen tudjon futni benne. Ha így van akkor milyen pontosan? Illetve mik még azok a dolgok amiket cserélni kell hozzá? Köszönöm előre is!!!
reduktorra tettünk egy végén kúpos,felfelé hajlitott rézcsövet amire a szifon csöcse és a co gép csöve is pont illeszkedett,feltekert nyomással izlés szerint párszor megnyomtuk és kész
Az ipari Co2 elvileg egy picivel tisztább mint az élelmiszeripari. hivatalosan más nem lehet benne, biztos meg sosem lehetsz benne, meg a sodastreames-ben sem :-)
speciális CO2 kérdés :) Házi szódagép fél kilós CO2 tartályát szeretném rendszeresen magam megtölteni, mert hosszú távon sokallom a bolti csereárat. Az szerintem nem normális, hogy így jóval drágábban tudok előállítani egy liter buborékos vizet, mint amennyiért boltban kapok egy liter ásványvizet...
Az érdekelne, hogy van-e különbség tisztaságban vagy bármi más szempontból az ipari CO2 és a szódagép patronjába töltött túlárazott CO2 közt. Van a barátomnál a műhelyben a hegesztéshez nagy CO2 palack, át is tudnánk szakszerűen fejteni, de ha van a gázok közt különbség, akkor azért nem mérgezném meg a családot :)
Itt mindent elmondanak,asszem utánvéttel nemfoglakozik,tehát pósta kizárva.http://www.hahegesztes.hu/ A honlaponn csak tájékoztatás van,egy rövid telefont megér,mert nagyonsokféle méretű palackja van !!!!
Egyébként a Corgon gáz tökéletesebb !!! A gép kevesebb áramot kér,a varratod,és környéke szebb !!!
A reduktor hollanderja alá fiber tömitést használj,nehúzd agyonra,mert igy több cserét is elvisel. Samponos vizzel ellenőrizd a szivárgást. Ha jön a buborék,csapot zárd el,és a nyomást engedd ki. Csakis eztkövetően húzz a hollandinn.
Bocs,most látom,hogy Co2 szeretnél. Amit kinéztél jódöntés,mert MMA is működik.
Vegyél mellé egy AWI gépet is Mitech AC-DC 200p,újszerű az állapota negyed wolframot használtam. 8mm-ig a plazmavágás is szuper. http://hegesztescentrum.hu/multifunkcios-heg-gepek/mitec-super-200p.html Százassal kevesebbért kinálom. Tavaszra bejön egy vastagabb anyagú melóm,és a plazma miatt kell elednom,mert a 3 fázisú a 10-15-ös anyagott jólbirja.
Visszatérve a Co2 gépekre ? A 15kg-os befogadású huzaldobos hosszútávonn jobb,mert a huzal olcsóbb. Deha van esztergályos barátod,az áttekerés jóötlet a kis csévetestre. Nem lemezmunkához jobb az 1mm-es huzal,ezt meg 5kg-osban nemadják !! Ha van 3 fázisod,mindenképp jobbötlet a 250A-os gépek. A corgon gáz picicel drágább,de jobb !!
Nemtudom a városod nevét,de Siófokonn van egy ürge,évtizedek óta gyárt Co2 gépeket,arányaiban kevesebb Ft-ért,igaz nem imverteres,csak trafós.http://www.hahegesztes.hu/ Szeméjesen jössz, esetleg az áfát elengedi !! Van nagyválasztékban imverteres gépjei is !
Amennyiben hajlandó vagy a warrior árát (vagy egy picit többet) pajzsra költeni akkor abból a lóvéból az iweldnél kapsz jobb/modernebb/színhűbb pajzsot.
Sziasztok! Segítsetek légyszíves ! hegesztő pajzsot szeretnék venni, automatát. melyiket érdemes megvenni ami a legjobban védi a szememet és még megfizethető is.
Csepel az nekem úgy kiesik, másfél két óra tömegközlekedés, 6 ra oda ha megveszek sem érek ki innen, 3 nap bent 3 nap otthon meg végképp nem fekszik, neaggódj eléggé szépen kénytelenek emelgetni a béreket, nemsoká végeznek a szakma újoncai, azt mikor becsődülnek megkapják hát ennyit tudunk fizetni és röhögve kimennek az ajtón elfognak gondolkozni :D Innen felállók, szerintem ha a papírokat kiverem belőlük aznapra, másnap reggel már tudok máshol kezdeni, és lehet még szerszámot is biztosítanak ami nem egy megszokott dolog, mert minden kis szemét vállalkozótól nagy cégig mindegyik elvárja hozz magadnak mindent.
Nem szabad figyelmen kívül hagyni, hogy a munkáltató nem szívjóságból emeli a béreket, hanem kényszerből. Ezt viszont szereti csak az újonnan felvett embereknél megtenni (ha már muszáj). Tehát vagy tökösnek kell lenni a régi motorosnak és oda állni a főnök elé (bevállalva azt, hogy esetleg új helyet kell keresni) és kialkudni a béremelést. Vagy új helyre kell menni, ahol, mint új belépőt örömmel fogadnak (hogy végre találtak embert) a magasabb órabérért. A vállalati hűség már nem kifizetődő. Fiatal kollégám mesélte az édesapjáról, hogy abban az ipari iskolában vízszerelő, ahol szabadult. Mellőle már elküldtek asztalost, lakatost, ő meg csinálja három ember munkáját. Hogy miért? 110e forintért! Hm? Vízszerelő, 35 év munkaviszony, 110e?
Villanyszerelőt szintén annyit keresnek, hogy hihetetlen. Ha budapesti vagy és küldesz egy önéletrajzot már viszem is a HR-esnek. És ha felvesznek a nettód onnantól 2-essel fog kezdődni. Csepeli munkahely, folyamatos műszak 3 nap 12, három nap szabad, nappal-éjszaka váltogatva, de éppen ma halottam, hogy esetleg keresnének állandó nappalra is egy villanyszerelőt. Hétfőtől-péntekig 6-14.30-ig.
Adott egy Varsrtroj varming 1700 as co hegesztő. Jelenleg három fázisról működik, de mono fázisról szeretném használni. Esetleg a bekötésben tudnátok segíteni?
220-400 as(kettő állású) kapcsoló van rajta de csak a három fázisnak jön ki vezeték a gépből,gondolom arra kellene rákötni a mono fazistfázist is.
Én mint villanyszerelő egy elég nagy és régmúltú cégnél is elég szarul keresek, 200 alatt túlórák nélkül bőven, de megszakadni biztos nem fogok, viszont ezekért a pénzekért amit itt irtok hegesztői keresetnek még a pajzsot sem venném fel nemhogy egész nap szívjam a köszörülés porát és a fémgőzöket, gázokat, mikor villámhárítót kell hegeszteni, mivel nincs róla papírom messzire el is kerülöm, tüzihorganyzott anyagnak nagyon frankó kénes füstje van ráadásul vasszerkezetek között lehetetlen pozícióba 10-20 emberrel a hátad mögött lihegve mikor vagy már kész? részemről ilyen munkához igenis biztosítják szépen frisslevegős pajzstól kezdve vadonatúj gép nem egy kollégák által szétvert 20 éves gépet stb pajzs csak 1 személy használatában nem pedig aki tud valamit taknyolni izzadtan mocskosan felveszegeti, mivel ezekre közel sem hajlandók, amíg elnem ment mindenki nyugdíjba addig van aki csinálja, más nem fogja nekik :). Sajnálatos módon a fizikai szakmunkát annyira hagyták leárazni az elmúlt évtizedekben hogy egy áruházi takarító negyed ennyi munkával többet keres gyakorlatilag, drasztikus 50-70% os nettó fizetés emelések nélkül meg lassan emberük sem lesz már aki csinálja egyik szakmában sem, és itt jön be kintről az ukrán, román, és társai legtöbbször mérhetetlenül alulképzett tehetségtelen munkaerő aki után még javíthat is a megmaradt állományban levő ember, mert ők olcsóért vállalják.
mint mindenhol meg kel találni azt a helyet ahol meg is fizetik a tudást tapasztalatot stb
saját fülemmel hallottam ahogy a vállalkozó aki kint dolgozik ajánlatot tesz a kollégáimnak 1M volt az ajánlat, kolléga közölte 3-5éve van nyugdíjig, azt mondta nem számít az is idő neki és ha nincs embere nem tud munkát elvállalni csődbe fog menni és ez 2 éve volt ha jól emlékszem
aztán hogy ebből mennyi lett volna a 3-6hónapba ki tudja az más kérdés
de nejem könyvelő 3-4 évente vállt hol a munkáltató modora kollégák miatt hol azért mert a főnök a belét kidolgoztatta semmi plusszért az állásinterjún meg 8óráról volt szó a fizetésért, a félreértések elkerülésére semmi gond ha túlórázni kel ne büdös a munka csak akkor azt tessék honorálni, illetve azért van egy pont amikor a család mondja most már elég tessék itthon is lenni, a lényeg az elmúlt 20évbe 1 hónapot volt munkanélküli és ugye ebbe volt válság időszak is a fizuja mindig felfelé ment.
Na a lényeg meg kel keresni azt ahol nem nézik hülyének az embert
Ahogy nézegettem a hirdetéseket Co hegesztőt pl 250-500e között keresnek. Ezek a hirdetések.
Az a munkáltató aki időbe ráébred meg kel fizetni a szakembert az életbe mard aki nem az előbb utóbb el fog tűnni. Én Ezt látom most elkezdődni változik a világ, ma az a mondás hogy ha nem tetszik el lehet menni már nem a munkaadó fenyegetése. Amíg a keleti munkaerő be nem árad mert az is elkezdődött.
Sokrétű és sokoldalú dolog ez sok sört/bort/pálinkát meg lehetne inni amíg ezt kiveséznénk már ha ki tudnánk :)
Én nem szeretnék hegesztőként dolgozni. Az hogy szórakozok és ezt azt megcsinálok az teljesen más mint napi 10 órában csinálni. Én mondtam apósnak ha hazamegyünk én nem fogok eljárni 3 műszakba meg egybe se csinálom amit elgondoltam és kész. Az nem úgy megy.. Akkor meg maradunk. Itt is eldolgozok 1 műszakba.
Órabérbe átszámolva 2900 ft a kezdő hegesztő bére.Nettó.
Tényleg csak kiváncsi voltam mert jön errefele a propaganda, ismerősök közül meg senki nem keres hűdejól.
Nem nagyon off, és nem a zsebembe turkálsz. Valamelyik hónapban (kicsit egybefolyik manapság minden) bent maradt öt szabadnapom, voltam bent pluszban négy szombat éjszakát, s így jött ki kettőszázegyven környékére (tokkal, vonóval), a húsvéti tizenhatórázással együtt(aha, április leend az a hónap). Nem vasas szakma, hanem tésztás. De a vasasoknál is jó a helyzet, hiszen akár a 300++ is meg vala egy hónapban - heti hetven-kilencven órában...
@márne:
Nem vagyok független, mint írtam. Nem csak magamra kell gondolnom, hanem a muterra is. Fél szemére gyakorlatilag vak, meg ilyen nyalánkságok (lsd.:csontritkulás címszó alatt). Ha csak rólam szólna a történet, már régen elmentem volna remetének, mert állítólag abban az állásban nagyon alacsony a rezsi és a munkaadó részéről sincs sok elvárás. :]
Én személy szerint úgy spórolok, hogy elherdálom a fizetést. Hegesztőinverter, nagyflex, kisflex, ezekhez korong, kézi gyalugép, mindenféle fűrész, térkő, csempevágó, mikroszkóp, forr.páka, zártszelvény, bádog (állítólag lemez, de mégis van olyan szakma, hogy bádogos:] ), satöbbi. Jobban élvezem az alkotás örömét, mint a pénz és az okj-s papír meglétét. Ez utóbbiak sem örök életűek.
A kormány szerint pedig növekszik az átlag kereset. Ahol én élek, egy nagymenő cég új vezetése csökkentette a hegesztők fizetését- mire a társaság jelentős része elhagyta a céget. Ennek ellenére nálunk nincs munkaerő hiány hegesztőből. Kezdőként szinte lehetetlen elhelyezkedni. Ha mégis sikerül az kb. minimálbért jelent.
Az éjszakázás tetű szar! Nem csinálom többet. Ha ennyit dolgozol hogyan mentél volna tanfolyamra? Ennyi munkaóra mellett már lennie kell annyi fizetésnek, hogy havonta félrerakj. Abból a spórolásból finanszíroznám magamat a munkanélküli mellett, amíg a hegesztőtanfolyamra járnék.
Lehet vele annyit keresni, de nem kezdőként. Az inkább a teteje (persze, a képző intézményeknek ez a mézesmadzag, hogy menyit lehet keresni). Az átlag valahol a kettő között van. Nézd meg, hogy kint mennyit keres egy hegesztő. Aztán mond meg apósodnak. :-) Nem sok visszahúzó erő van itthon.
Nem a zsebedbe turkálok de én külföldön élek és az apósom erőlködik hogy menjek haza csináljak egy okjst és helyezkedjek el mint hegesztő mert a 300 e ret is meg lehet keresni.
Én meg mondtam neki hogy nem hiszem hogy havi 160 órában hanem túlóra túlórával.
Egy másik melóra tavaly 145 +15 caffetériát ígértek amitől konkrétan röhögtem 5 éve kerestem 220 e ret havonta./nettó/
Nem olyan egyszerű a helyzet, pláne vidéken. Azért akartam megpályázni a lentebb említett tanfolyamot, mert egy kicsit kezdtem besokallni a jelenlegi helytől, ráadásul tetszik is az AWI, próbáltam is, megy is (majdnem olyan, mint a forrasztás, csak egy kicsit forróbb. :)). Jelen pillanatban ha van havi négy szabadnapom, akkor már örülhetek mint állat. Továbbá még bent van húsz szabadságom (a túlóráknak kevesebb mint fele van legálisan fizetve, de már novemberben túlléptem a 250-es keretet). Többnyire a hét hét napján csak hétszer kell bemenni éjszakás műszakba. Se hétvége, se éjszaka, se szabadidő, se semmi. Itt a környéken AWI czédulával kapásból négy munkahelyet tudnék. Szabad lenne a szombatom-vasárnapom, átaludhatnám az éjszakát, az emésztésem is szinkronba kerülne a melóhellyel. Bár a fizetés az nem lenne túlzottan kiemelkedő, de még így is megérné számomra. A költözés ellenében szól az, hogy a mutter nem teljesen önellátó, benne van a korban rendesen, továbbá kertes házban mindig van valami tennivaló, aminek csak akkor van látszata, ha nem csinálja meg senki. Ez van. :(
Én már túl vagyok rajta. Bár én "reklámfalván" élek. 18 éve végeztem egy szakmát így (az önfinanszírozós volt, akkor még nem volt ez a lehetőség) estin. Meg 26éve az érettségit. A hegesztő végzettségem munkaügyis OKJ-s. Tavaly az egyetemet is megpróbáltam, de be kellett látnom, hogy túl nagy falat lett volna. Sajnos! Rengetegen dolgoznak itt vidékről eljőve. A család meg odahaza. Nem is értem miért nem mennek még pár száz kilométerrel nyugatabbra. Amennyit otthon vannak onnan is hazajárhatnának és még pénzt is keresnének a munkájukért. Minden elhatározás kérdése, ki, mit, mennyire akar. Én sem szeretném túl hosszúra nyújtani a mondandóm, mert tényleg nem a topik témája. Gyanítom azon a vidéken, amiről szóltál az áhított szakmáért sem fizetnének sokat. Ezért vannak Szabolcsból sokan nálunk (többek között). Ja és Ukrajnából. Gondolom nem kell ecsetelnem az ottani átlagbéreket. Tehát arrafelé nem a szakma a hátráltató, hanem a földrajzi elhelyezkedés. Az ellen meg más az orvosság. Sajnálom az ott élőket!
Azt kommunikálják odafentről a pórnép felé, hogy a második szakma ingyé' van. Ez az általad leírt feltételek mellett igaz is - amúgy meg nem.
Nos, próbáld meg ezt az átképzést egy fix állás mellett, az Alsó-kiskunborzasztó után hat kilométerre található Simagöröngyösi nevű helységből elindulva, ahol csak teveszar-minősítő üzem van munkahely gyanánt, mintegy hatvan kilométeres körzetben (abszolút minimálbérért, de persze csak részmunkaidőre bejelentve). Persze ebből a pénzből még el kell tartani a családot is, illetve fizetni azt a potom száz kilométernyi útiköltséget is - köbö háromszor egy héten, kettő-három éven keresztül. Ja, pihenj is közben, meg ilyenek, a családra is jusson idő... Össze kell adni és előre számolni kettő-három évre előre. Nem mindenki lakik reklámfalván (Pest-city), s biza nem mindenki engedheti meg magának azt a luxust, hogy a nap 24 órájából harminchetet ébren tudjon maradni. A váltott műszakokkal kapcsolatban is vannak problémák, mármint az 'esti' képzéssel kapcsolatban.
Az OKJ-s tanfolyamokat inkább hagyjuk is. Ha szerencsés az illető, akkor némi elméleti képzés után odadobják a vasdarabok közé: nesze itt a gép, meg egy marék elektróda, varrd össze a kettőt. Ha nincs szerencséje, akkor varrógépszerelő fogja neki tanítani az erősáramú villanyszerelés csínjait. Ez utóbbi mondatot nem viccnek szántam.
Az ingyenes oktatás csak a rászorulónak ingyenes. Azt a társadalom fizeti meg valójában. Nem hiszem, hogy az ország jelenlegi helyzete lehetővé tenné a polgárai korlátlan ingyenes képzését. Korábban is csak az első szakma megszerzése volt ingyenes. Ez mostanra bővült a második szakma estin való elvégzésére. Nem a munkaügyi központba kell érdeklődni, mert ott OKJ-s képzésekkel állnak szerződésben. Esti iskolákban lehet ingyenesen szakmát szerezni (másodikat). A hátránya, hogy mivel nem intenzív képzés jóval hosszabb ideig tart, mint egy OKJ-s ugyan abból a szakmából.
Azért azokban a multikban nem a legmagasabb a fizetés (Auchan, Tesco) ahol állítólag jobban keresnek (Aldi, Lidl) ott kiugrik a pénztáros, ha nincs sorban álló és árut tölt vagy süti a pékárút. valamint egy multit ilyen szempontból nem szerencsés összehasonlítani, mert ott lehet, hogy 8 órás elfoglaltságot jelent egy ügyfélszolgálatos egy kis boltban meg esetleg félóránként jön egy vevő átlagban.
Az a baj a porbelessel (többek között), hogy azt inkább vastag anyaghoz ajánlják az elektróda felépítése miatt. Szerintem nem szerencsés a barkácskategóriába rakni. Mondom úgy, hogy sohasem próbáltam.
Ez hihetetlen a mai világban. Mindenki szép nagy látható problémákat akar megoldani. Nem megelőzzük, hanem megvárjuk amíg szép egyértelmű probléma lesz, és akkor nekigyürkőzünk megoldani.
Előbb legyél munkanélküli, aztán legyél az tartósan, és utánna segítünk váltani. Véletlenül sem az történik, hogy segítünk hogy ne válj munkanélkülivé.
nálunk kell kasszáznia, hitelt és biztosítást kötni, futárt intézni meg még pár apróságot :)).
Ez már egyből 4 munkakör egy embernek.
Mennyit is fizetnétek neki?
És csodálkoztok, hogy nem marad ott senki :-)
Elmegyek multihoz, műszaki osztályon ott van az eladó.
Pénztárban van a pénztáros.
Hitel pultnál van a hitel felvevő, általában párban
Még az ügyfélszolgálatnál megrendelhetem a házhoz szállítást, ahol szintén dolgoznak vagy négyen.
Ha mindezt egy embernek a vállára akarjátok terhelni, miközben ott lihegtek a nyakába és még nem is fizettek akkor persze, hogy 1 héten belül tesz rátok magasan!
Mindeközben nyilván nem 8 órát vagytok nyitva, váltás meg nincs. De van helyette hétvégi munka.
"Hegesztőnek is lehet tanulni, és elnenni, keresett."
Bementem a munkaügyi központba, AWI átképzés ügyében. Jó, belefér a létszámba, töltse ki ezeket a papírokat. Jaaa, hogy magának van munkahelye? Mindjárt megnézem, de ha jól emlékezem, akkor az így hatvanezer + áfa havonta - de csak kilenc hónapos a tanfolyam. Rosszul emlékezett, mert kevesebb volt valamennyivel - de még így is több mint fél havi fizum.
Ennyit az átképzésről. :S Nem olyan egyszerű az élet, mint hisszük. Pedig MMA-val már egészen jól megy a varrás - pedig eléggé kritikus vagyok az elvégzett munkámmal kapcsolatban. Czédula nélkül meg esélytelen elhelyezkedni. :(
250-et nettóban én is csak a cafeteriával keresek meg. 25 év munkaviszonnyal, nemzetközi nagyvállalati alkalmazásban.
Hiányzik a régi pályamodell szerintem. Kezdőként -tól -ig ennyi lehet az órabéred. X év után emelkedik ennyivel és ennyivel. Így jobban lehetett tervezni és senki nem képzelte magát NSZK-s szakmunkásnak. Most persze árnyaltabb a kép, mivel itthon is vannak olyan vállalatok, amiket simán tekinthetünk az egykori "NSZK-s" cégnek.
Még egyet csavarva a dolgon ugyanakkor, hogy régen is voltak prosperáló vállalataink. Ezek dotálhatták az esetlegesen veszteséges vállalatokat. Hogy jó volt ez vagy rosszabb? Társadalmilag szerintem kevesebb volt, aki vesztesnek érezhette magát. És nem kellett annyira tartani attól, amíg dolgozol más lenyúlja az értékeidet.
Az elmúlt rendszert leginkább gyerekként éltem meg, ami erősen torzíthatja a képet.
A fentebb leírtak kizárólagosan a saját véleményem és nem én fújtam a passzátszelet.
Sajnos nem csak az oktatás a felelős, a szülők is.
Informatikai boltban dolgozom, nincs ember akit fel lehetne venni.
Nem hihetetlen nagy a követelmény pedig, mivel állítólag mindenki ért a gépekhez (ez persze baromság :D, egyre inkább...), már angolt nem is kérünk, csak ismerje a gépet, képes legyen kezelni és alap szinten ismerje a belsejét.
Ezen felül képes legyen kommunikálni, ne legyen idegbeteg. Utóbbiból már az elsőnél megbukik a jelentkezők 99%-a, utóbbi meg...
Jah és persze mindenki úgy kezdi hogy 350 nettó, nulla felelősség mellett (nálunk kell kasszáznia, hitelt és biztosítást kötni, futárt intézni meg még pár apróságot :)).
Akit esetleg fel is veszünk próbaidőre nincs egy hét és nem jön, mert látja talán dolgoznia is kéne :D
A másik fele, hogy mindenki diplomát akar, mert azt hiszi akkor beül irodába és kb semmiért kapja a nagy lét, ami persze nem működik :)
Az iskolánál ahová járok (nevet, helyet szándékosan nem említenék ) egészen jó elméleti oktatók vannak viszont a kettő darab gyakorlati oktatóból az egyik őszintén el is mondja,hogy tőle ne várjunk szakmai segítséget mert nem hegesztő oktató, neki más a szakterülete.. Hegesztőgéppel, anyagokkal elég jól el van látva a suli viszont könyveket mindenki saját magának rendezi (már akit érdekel az elmélet ). Nemrég rendeltem én is meg a lentebb említett hegesztési zsebkönyvet, remèlem hasznos lesz.
Mnagy kolléga rakott fel táblázatot kiindulásnak jó #33864
Aztán lehet bal kézzel a gépen tekergetni a potmétert és érzi, hallja, látja az ember, hogy mi történik mi változik.
Kezd vastag anyagon 4+mm csak simán vezetni a pálcát azt nem égeted át, de látod mennyire olvad be ha nagy az amper mennyire nem ha kicsi, váltogasd a pálcaszöget 1-1 5-8cm-es varratnál és látod majd te is a különbséget
Én most már 8 éve végeztem a hegesztést (felnőtt fejjel). Nálunk a képzési intézmény biztosított jegyzeteket (az elméleti oktatónk állította össze jegyzetté a tananyagot és az iskola kinyomtatta, összefűzte. A gyakorlatra munkásruhát adtak és hegeszteni is volt mit. Akkor itt most egy kis pozitív reklámként el is mondanám, hogy a Sztáv Zrt.-nél végeztem. Bár azóta a hegesztést irányító Vásárhelyi Béla elhunyt és az elméleti oktató Szász Andrással sem tudom mi történt, már akkor szép korban volt, remélem a színvonal nem került lejjebb. A gyakorlati oktatókat sem hagynám ki Hipszky iill. Kiss Bálint tanár urak.
1. A tanuló a maximális tudás megszerzése érdekében válasszon jól iskolát. Tudom, hogy nem könnyű (olvasva a Bánkiról szóló cikket). Azért az alap legyen, hogy az alapvető feltételeket biztosítsa a képző intézmény. Ide sorolom a jegyzetek biztosítását. A Bánki régen az egy nagyon jó nevű iskola volt. Annyira, hogy amikor én jelentkeztem (második helyként jelöltem) nem is jutottam be a túljelentkezés miatt.
2, Ismerve a jelenlegi helyzetet a tanuló kövessen el mindent a minél szélesebb ismeret megszerzése érdekében. Szakkönyv vásárlás (és elolvasása, uram bocsá megtanulása), gyakorlati lehetőség felkutatása, otthoni gyakorlás stb.
3. Végzettség megszerzése után mielőbbi elhelyezkedés.
Elhelyezkedés elsődleges szempontja, olyan munkahely ahol a legtöbbet tudja tanulni az ember minél rövidebb idő alatt. A pénz ne érdekeljen. Majd, ha megszerezted a piacképes tudást, lehet értékesíteni jó pénzért olyan helyen, ahová rutin nélkül fel sem vennének (vagy nagy szerencse kell hozzá).
A legfontosabb!
Csak olyan dolgot tanuljatok, ami tényleg érdekel. Nekem is volt olyan osztálytársam, aki csak azért járt oda, hogy a munkaügyi központ addig is támogassa anyagilag.
És nálam is az volt a helyzet az iskola után, hogy lesajnálva néztek a munkahelyen az OKJ-s bizonyítványom miatt. Valamennyire igazuk is volt. Nem lehet 8 hónap alatt megtanulni azt, amit régebben 3 év alatt tanítottak a szakmunkásban. Viszont annyira elég volt, hogy onnan elindulva felzárkózzam a követelményekhez. De ehhez szükség volt kudarctűrő képességre is. Mostanra magasabb szakmai végzettségem van, mint az akkori hegesztőknek, viszont elkanyarodtam a pályától. Egyszóval, ha kicsit is érdekel a dolog, ha nincs PDF (rákerestem és én sem találtam) meg kell venni azt a könyvet. Ez alap! (azon felül, hogy vannak hibák benne). A mostani szakmai "biblia" egyébként a Hegesztési zsebkönyv. Az egyetemen tanuló leendő hegesztőmérnököket is ebből tanítják.
üdvözöllek a 2018 as magyar oktatási rendszernél, villanyszerelő diákok nappalin kivannak tiltva önkormányzatilag a műhelyekből, és könyvet sem kapnak, tudásuk is olyan gondolhatjátok, végzős diákokra nem lehet önállóan rábízni egy dugalj csoportot, gondolom a többi szakmában is így nyomják a képzést
Csak egy ötlet: A képző intézmény könyvtárában (ha van) nézted már? Hátha megvan és ki lehet kölcsönözni.. Egyébként sajnos nem szokás a képző intézménynek könyvet biztosítani. A legtöbb helyen (így nálunk is) power pointos vetítések mennek, saját magunk által vásárolt, ismerősöktől beszerzett könyvekből próbálunk tanulni..
Helló. Köszönöm az eddigieket hasznosak. Csak mi a lent említett könyv alapján haladunk azért kellene. Valakinek csak megvan........ 😁😁 Legalábbis remélem.
A képeket látva a vezérlőpanelről, a helyedben kicserélném a tranzisztorok hűtőbordáját is. Inkább legyen túlméretezve, mert elég kevésnek tűnik a hűtőfelület ( ráadásul ezek a hűtőbordák nem is ehhez a tranzisztortípushoz valók). Olvastam, hogy a tranzisztorokat már kicserélted, de le kellett köszörülnöd belőlük, hogy a helyükre férjenek. Ez nem volt túl jó ötlet, mert ezzel a tranzisztor saját hőleadó felületét csökkentetted. Ha megadod a tranzisztor típusát (akár privátban is), szívesen megírom, hogy milyen hűtőbordával érdemes felszerelni.
Ha a T1-et tekered akkor pont hegeszt a skálán beállított ideig:szóval gombnyomás a pisztolyon,(hegesztés) és magától abbahagyja a hegesztést.Aztán megint gombnyomás és így tovább...
Ha csak a T2-öt tekered bárhová akkor gombnyomásra indul a hegesztés és még nem nyomod meg még egyszer addig hegeszt.
Ha mindkettő gombot tekered akkor magától hegeszt de a gombot nyomva kell tartani.
Ebben az esetben a T1-el állítod a hegesztési időt(heft kövérségét).A T2-vel pedig a két ponthegesztés közötti időt.
A huzaladagoló motornál(görgőnél)be kell állítani a görgő nyomást kb így:
A 0,8-as huzal az elegendő lesz neked a feladathoz.
A gázmennyiséget a reduktor alsó részén tudod állítani kb 6l/perc től már jó.
a piszoly vezetés stb-re rengeteg videó van a youtubon, bár akkor igazi ha tudsz angolul vagy oroszul, de aki tud elektródával hegeszteni az a videók alapján is rájön kb hogyan próbálja az ember
Kis segítséget szeretnék kérni, MIG/MAG-ban tapasztalatlan vagyok.
Az első kérdésem hogy kovácsoltvas kerítést szeretnék hegeszteni, mennyire alkalmas arra egy Co-s MIG/MAG trafó?
Salakpálcás ív hegesztéssel évek óta szépen dolgozom, de gondoltam a kerítést könnyebben és szebben meg lehetne csinálni egy védőgázsassal.
Kaptam kölcsön egy traconic 203-as trafót, állítólag könnyű vele hegeszteni. Most 0,8 as huzal van benne.
Gondoltam mielőtt elkezdek kísérletezni kérdezek itt a tapasztalt kollégáktól. Amik a kérdéseim, hogy ez a 0,8 as huzal ez elég vastag lesz nekem a kerítés varrataihoz.
A második kérdésem a trafó beállítása; sok állítási lehetőséget láttam az előlapon, a huzaladagolás egyértelmű az áramerősség is felismerhető volt számomra, de volt még 3 állítási lehetőség, amit nem tudok mi, a t1, t2, (talán ez lenne a védőgáz mennyisége? vagy azt a reduktoron állítom be?) és egy harmadik ahol kis piktogrammok vannak, szerintem az valami ívtipus választó lehet.
A harmadik kérdésem hogy pár szóban le tudnátok írni egy laikusnak hogy kell hegeszteni vele. Tudom ezt érezni kell és évekig tanulni gyakorolni, de mégis az elvi lényegét a hegesztésnek, védőgáz adagolás, pisztolytartás és mozgatása, távolság, jellemző hibák, stb.
Az elképzelés nem rossz :-) de sajna esabból az egyetlen automata pajzs ami 40 alatt van az a warrior. Jó, megbízható alap pajzs. Nem különösen nagy a kijelzője, vannak jobb pajzsok már mostanában hasonló árkategóriában.
Egy éve még azt mondtam volna hogy 40 alatt az esab a legjobb, leg megbízhatóbb, de azóta megjöttek ezek a pajzsok amik ha nem is olyanok mint egy 100 feletti optrel vagy speedglas, de vannak azon a szinten mint az esab 70-80-ba kerülő pajzsai
Ajándékba szeretnék venni egy pajzsot, de nem tudom melyiket válasszam. Azt látom, hogy 5000-től 330 000-ig lehet venni, de nem tudom, hogy mi a különbség. Olyan 40 000 környékén találhatok elég jót? Ezen az oldalon elég nagy a választék, így terveim szerint itt veszek majd, de még nem tudtam dönteni :/
Gondolom maszek átfejtés lesz mert hivatalosan fujják a dalt.
Egy 20L-es palack köbösítve 0,02m3.
A corgon nem cseppfolyós így a m3 mennyiség az összesűrítésétöl függ.
1m3 corgon 100 bar-ra sűrítve 10L
Tehát 100 bar nyomáson 2m3 fér el a 20literes palackodba. A többit egyszerüen kiszámolhatod a töltési nyomás alapján.
A corgon m3-es árát meg megnézheted a neten.
De én is FÚJOM a DALT,mivel a palackok nyomáspróbái is mások. A co2-ben kb 65bar környékén cseppfolyósodik az anyag igy a benne lévő nyomás sem megy sokkal megasabbra, ezért a palackokat is alacsonyabb nyomásállósággal gyártják és ellenőrzik.Biztonságosan legalább 300 baros nyomáspróbás co palackod legyen.
Más probléma is van.A co2 és a corgon palackok szelepmenetei lagalább 70%-ba nem egyeznek meg. Ohh szuper....akkor lehet a reduktor nem lesz jó hozzá :)
Amit én ajánlok az hogy próbáld becserélni még ha némi ráfizetéssel is a co palakodat corgon palakra.Van olyan telephely ahol ezt megtudják oldani. Mindenképp ezt fogom kipróbálni.
Gondolom maszek átfejtés lesz mert hivatalosan fujják a dalt.
Egy 20L-es palack köbösítve 0,02m3.
A corgon nem cseppfolyós így a m3 mennyiség az összesűrítésétöl függ.
1m3 corgon 100 bar-ra sűrítve 10L
Tehát 100 bar nyomáson 2m3 fér el a 20literes palackodba. A többit egyszerüen kiszámolhatod a töltési nyomás alapján.
A corgon m3-es árát meg megnézheted a neten.
De én is FÚJOM a DALT,mivel a palackok nyomáspróbái is mások. A co2-ben kb 65bar környékén cseppfolyósodik az anyag igy a benne lévő nyomás sem megy sokkal megasabbra, ezért a palackokat is alacsonyabb nyomásállósággal gyártják és ellenőrzik.Biztonságosan legalább 300 baros nyomáspróbás co palackod legyen.
Más probléma is van.A co2 és a corgon palackok szelepmenetei lagalább 70%-ba nem egyeznek meg.
Amit én ajánlok az hogy próbáld becserélni még ha némi ráfizetéssel is a co palakodat corgon palakra.Van olyan telephely ahol ezt megtudják oldani.
Egy 20L-es CO2 palacknak mennyi a "köbösitett" mennyisége? A kérdésem lényege az lenne hogy mennyi lenne az ára ha corgont kérnék bele. ( A nem fogják feltölteni eltérő palackot cimű dal most nem kell köszi. Aki a kérdésre válaszol annak meg főleg köszi :) )
Nos én nem a keresővel hegesztem az alumíniumot..... hanem több féle géppel.A 195-ös alufluxal a benne levő hozzá kapott görgővel gond nélkül dolgozott mikor próbáltam. Az alufluxhoz szerencsésebb, ha 0,8-as huzalt veszel, ha csak nincs már bármilyen. Ajánlott 200 fokra melegíteni azt a bakot.
Szerintem csak szimplán ki kell olvasni a táblázatból, hogy hány amperen szeretnél hegeszteni és annak megfelelően kapcsolni, illetve a kimenetre rákötni az elektródafogót:
Ehhez nem kell szagember:-) a táblázatod jobb oldalán a megoldás, kapcsoló "1" a kábel "A" csatlakozón akkor 60 Amper, 3-B 120 Amper. Tehát kapcsoló állás és az A-B kivezetések kombinálásával váltasz áramerősséget.
Látom, hogy itt sok a hozzáértő szakember. Én nem vagyok sem szak, sem hozzáértő, ezért lenne néhány kérdésem. Válaszaitokat előre is köszönöm.
Vettem egy Bergin (Formel 2) trafós hegesztőt. Nem akarok mindent összehegeszteni, de nem árt ha van itthon. Már odáig eljutottam, hogy nem válik szét a vas, nem ragad le a pálca (bocsi-elektróda) :-))
Viszont a mellékelt képen van olyan, hogy Elektroda A és elektroda B
Na ez miben különbözik egymástól? Mikor kell az egyiket és mikor a másikat használni?
Ha lehetne a magyarázatokat szájbarágósan kérném.
Előre is köszönöm.
Tudom, egy kissé kopott a címke, de remélem egy szakember ki tud olvasni belőle némi okosságot.
Mivel még kb. félig vannak először is kihasználom belőle és amennyi ilyen munka van, az elég sokáig fog tartani, aztán majd meglátjuk.
Inkább csak melegítéshez jött volna jó néha.
Gyerekkoromban faternek is volt otthon, és mikor nem tudott róla partizánkodtam vele.:-) Tudom nem játék, de az öregnek pl. nagyon sok szakkönyve volt még a műszaki könyvkiadótól, azokat kitanulmányoztam rendesen, többek között a hegesztésről is.
Apám később eladta a palackokat, most az élet úgy hozta, hogy a mostoha apámtól is örököltem egy cájgot.
Nem vagyok képben, de nézzetek szét alaposan a döntés előtt. Kérdezzétek meg mennyi a nyomáspróba. Ezt az oldalt találtam, összehasonlítási alapnak jó:
Ha eljárásonként szeretnéd lerakni, én a MIG-MAG-ot ajánlom. Ezzel a végzettséggel könnyebben fogsz kezdőként munkát találni. Ez után raknám le a TIG-et. persze a leggazdaságosabb ésszerűbb az lenne, ha a hegesztőt raknád le az lefedné mindkét eljárást.
Az Eszkimónál volt gyakorlati oktató az egyik kollégám. Ez alapján ajánlom a sulit, többet nem tudok róluk.
Szeretnek elvegezni egy hegeszto tanfolyamot. (Tudom, hogy manapsag az OKJ-s kepzes nem nagy durranas, de inkabb ezzel kezdek, mint nulla szaktudassal nekiallok.) Az alapjan, amit eddig olvastam a TIG a legszimpatikusabb, mert egyreszrol sokfele anyagot (pl. aluminium is) lehet ezzel hegeszteni, illetve a munkaeropiacon is eleg jo az eziranti kereslet.
Szerintetek melyik hegesztesi technika mellett dontsek?
Egy masik dolog, hogy tudna e valaki egy budapesti iskolat ajanlani?
En elso korben rajuk gondoltam, de nem igazan talalok sem roluk, sem mas iskolakrol velemenyeket.
En is hasonlo cipoben jarok. Par hete rakerdeztem egy telepnel, ok par ezert Forintot fizetnek erte (0-12000.-) allapottol es kortol fuggoen es el is viszik ingyen. Ha meg akarsz toluk szabadulni szerintem ez a legjobb megoldas.
Viszont rakerdeztem, hogy vehetek e helyettuk masikat, amire azt valaszolta, hogy gyakorlatilag nem lehet ilyet kapni, szoval ha szeretnek ilyet hasznalni, akkor inkabb kerdezzek meg egy ceget, hogy felujitanak e, mert kulonben valoszinuleg soha nem lesz ilyenem. Csak utantoltesben szabad gondolkodni, ha sajat tulajdonban szeretnel meg ilyet.
Nem vagyok tul jartas a temaban, szoval lehet hogy megvezettek, de a no akivel beszeltem korrektnek, segitokesznek tunt. Ha jol emlekszem veluk beszeltem:
Sziasztok! Régebbről maradt rám pár doboz Fox DMO kb és Fox DCMS kb elektóda, el lehet ezt használni szénacélra pl. mezőgazdasági gépek javításához? Arra gondolok hogy egy OK5500 ,vagy 4800-hoz képest ridegebb , gyengébb lesz vagy netán keményebb szívósabb?
igen azt hallottam már hogy öntvényt szoktak savállóval is hegeszteni, itt inkább az a kérdés a 2 anyag hogyan viszonyul egymáshoz.
De lehet a szomszédot aki a pufit hegesztette majd megkérem neki van AWI is, ha a SLK mercik titán kipufogóját a Remusnál meg tudja hegeszteni csak van ötlete erre is :)
Én használtam már többször öntvényhez saválló elektródát. Egyszer pl. egy magyar ipari asztali fúrógép öntvény része volt eltörve elég csúnyán és így használhatatlan volt. Kiköszörültem a törésnél, fel lett melegítve és szépen meghegesztettem több sorral, majd szigetelőanyaggal betakarva szépen lassan kihült. Azóta is használják és bírja, pedig fúráskor pont az a rész is feszül rendesen.
én a helyedben, nem adnám el!, nem sokat ér manapság, ilyennel alig hegeszt már valaki. viszont, ha melegíteni kell,pl berohadt dolgokat, vagy forrasztani, mondjuk késekre lapkát, egyebek, ilyenekre kiváló!ha érdekel privátban kűldök elérhetőséget akinél tudsz viszonylag olcsón venni palackot és aztán házhoz kijön és cseréli rendszeresen. váci illetőségű a fickó, amúgy... de, ha máshol veszel palackot, akkor is tud neked cserélni, környékben legjobb áron.
Szívesen elcserélném a képen látható 2/3 részben még tele dissous palackomat a hozzátartozó reduktorral hasonló méretű co2 palackra és reduktorra. Nem tudom az árakat így csak feltételezem hogy ez egy arányos csere.
1kg porbeles huzal (attól függően honnan szerzi be az ember, és épp akció-e) 3-7000Ft. Becsapósak a kis tekercses huzalok néha, mert van úgy hogy csak 0,5kg van egy tekercsen 3000-ért, van amelyiken meg 1kg 5-ért. Nyilvánvalóan a 0,5kg 7000-ért a legnagyobb szívás.
Iweld microflux gép korrekt, azon még polaritást sem kell/lehet váltani mert eleve csak a porbelesre jó.
Kicsi, könnyű és jól használható. Nem igazán tudom mit mondhatnék, ha barkácsolgatáshoz elhegesztgetsz évi 3g huzalt, akkor mondjuk 15.000-ből meg lehet úszni az üzemeltetést.
Olcsóbban üzemeltethetőek azok a gépek amibe a 200mm-es huzaldob is belefér (pld Iweld fixiflux 157) mert nagyobb kiszerelésben olcsóbban jön ki az 1kg porbeles huzal (nyilván így sem olcsó) A fixiflux további nagy előnye hogy mind bevont elektródával, mind pedig a későbbiekben védőgázasként is üzemeltethető. Hátránya hogy vagy 30-al drágább a gép... érdemes mérlegelni
Hali az volna a kérdésem, hogy Co2 hegesztőbeállítással kapcsolatosan, hogy 9m/min előtoláshoz kb mennyi feszültséget adnátok?Tudom minden gép más ki kell tapasztalni blabla, de egy hozzávetőleges érték +- tűréssel azért következtethető.
eab 2.0 rutilos gyújthatatlan volt, 90 amperen még tapadt, én meg ritka mód anyáztam :D
Bevágtam a pálcaszárítóba, 180 fok, 3 percre folyamatosan csepegett a víz belőle :D Negyed óra szárítás után már szépen lehetett varrni vele 60 amper körül is, azért nem mindegy na :D
A szárító teteje meg úszott a vízben/lecsapódott párában.
"Akkor meg hagyd a fenébe a palack kérdést. Vegyél egy tekercs porbeles huzalt (amint láttam a linken tudja a gép) használati útmutató szerint válts polaritást (gondolom belül van egy átkötő a huzaltoló környékén) aztán hajrá :-) kicsit jobban fog füstölni, lesz a varraton egy porszerű salakréteg, kicsit ráncosabb lesz a felület, de nincs vele gond. 1,5-5mm közti anyagvastagságokra tök egyszerűen, és jól használható. Ne akarj vele vékony lemezt hegeszteni, és akkor oké."
Drágább a huzal, de nem igazán gond ha nem hegesztesz sokat. Egyenes polaritás kell neki. A pisztoly lesz a - a fogó meg a +.
Egyik barátom azt ajánlotta, hogy a köszörőkorong palástján a tárgyasztalnál tartva, mint amikor egy pontozót köszörülünk úgy csináljam és ne a kő oldalán. Így a barázdák nem körkörösek a wolframon, hanem a kúp paláston futnak hosszában. Így más az ív...
Én itthon sima asztali, vagy az állványos gépeken köszörülöm ki. Persze terepen ha nincs választás, akkor ami van.:-)
bocs ha hülyeségeket kérdezek de érdekel a téma :)
jut eszembe, mivel az awi is rettentően izgatja a fantáziám, eszembe jutott aki otthon használja csak a wolframot, hogy köszörüli mert ahogy a köszörű árakat elnéztem több mint az egész berendezés
Még az sincs, hogy bázikus pálcáról lenne szó, meg nincs is semmilyen ívgyújtási problémám sem vele stb. rutilos meg nem annyira érzékeny a párára. Én csak amatőr szinten hegesztgetek, biztosan bennem is van hiba, de tényleg még a váltóárammal és az ER-es pálcákkal szebben ment.
Árulják az invertereket, beépített okosságokkal, abszolút kezdőnek talán jó jönnek az ilyen funkciók, de az általam említett problémán nem segítenek. Pl. az én "régi" Rilonomnál többször ézertem már, hogy használat közben nem olyan stabil a szabályzása, változik ez az. Persze mondhatnám ismét, hogy azért mert nem vagyok profi, de biztos vagyok benne, hogy a gép sem az igazi. Természetesen tudom használni és az otthoni melókra megfelel így is.
Én lentebb leírtam a meglátásomat, csak értelmezni kellett volna. Segítek: "kivételt képez a..." kezdetű mondatot - de ez csak elméletben van így. Lásd. Nem esélytelen, csak 'okosba' kell megoldani, ha lehet.
Hivatalosan nem, nem hivatalosan talán..Az az igazság,hogy senki sem szivesen vállaja a felelőssèget ha a co2-al töltött palack ne adj isten balesetet okoz.. biztos,hogy előveszik azt aki töltötte a palackot és jól meghúzgálják érte. Talán ott ahol a tűzoltó palackokat töltik érdemes megkérdezni de sok reményt nem fűznék hozzá..
Bocs,de nem akarok acetilént,nincs rá szükség. Az eredeti kérdésem az volt,hogy szeretnék venni egy co hagesztő gépet,és van egy eredetileg dinirogén-oxiddal töltött palackom. Ezt a palackot tölthetik-e más,gázzal,argon,vagy co.
Igen, már láttam, hogy árulnak ER-es elektródákat, de az OK-s kéznél volt, egyelőre kis csalódás ért velük. 46.16 elektróda dobozán amúgy ha jól emlékszem mindkét polaritással lehet használni, de úgy tapasztaltam, hogy amilyen pozícióban és amiket én hegesztek oda jobb volt a már említett polaritás, de egyik sem volt annyira meggyőző.
Feltételezem, hogy az Esabnak van másik olyan elektródája rutilos amivel jobban meg lennék elégedve. De majd ki fogom próbálni a régi ER elektródát is.
Van egy jó hírem számodra. Nem mindenki olvassa el az összes hozzászólást mindenhol, de... Képzeld el, lehet kapni ER23-as pálcikákat. Az előtte használt OK faassemtudjamijenszámmal csak taknyolni tudtam. Ezzel már tűrhető varratot tudok csinálni... Csak az a baj, hogy kettesnél vékonyabb nincs (pontosabban nem leltem rá), illetve nem ért neki egy kis szárítás a varrás előtt (a gázsütő az vajha a nagyon necces kategóriába tartozik?). A varrógépem valami centroweld fantázianévvel bír, az ok-s pálcikákhoz képest jelentősen vissza kellett vennem az áramerősséget*. Amúgy a testkábelt kell a legtöbb esetben a pozitívra dugni, a melókábelt meg a negatívra.
*Nem tudom hány amperrel hegesztek, mert a készüléken ez csak tájékoztató jelleggel van megjelenítve, lsd.: sacc/kb címszó alatt.
Ha van aki megtölti neked, akkor haj és rá - de nem érdemes határértékekre játszani. Amúgy semmiféleképpen (kétszer-háromszor aláhúzva) nem érdemes az acetilént magas nyomás alá helyezni (instant és hőfejlesztő polimerizáció - > a hő hatására a polimerizáció gyorsul -> robbanás). Ezért is 'itatják fel' acetonban, illetve a kovaföld is némileg gátolja a polimerizációt - nem képes annyit tágulni az anyag, hogy a láncreakció beinduljon.
A festést meg csak azért említettem meg, mert mindenek van valami színe. Mármint a palackokban.
Láttam olyat, amikor kilőttek egy acetilénpalackot - amit előtte hűtöttek vagy másfél órát, mert kellett egy kis idő a céllövöldés csókának. Nem szerettem volna túlzottan a közelében lenni amikor elpukkan. Elég hunczut egy tartály az...
Már régóta barkácsolgatok otthon, "hegesztgetek", apám hegesztő volt és gyerek koromban mikor az öreg nem volt otthon mindent kipróbáltam ami volt.:-) Faternak sokféle elektródája volt otthon, fogalmam sem volt melyik mire való, csak nyomtam neki...
Trafóval egész szépen ment a dolog, ER-s elektródával, meg a kedvencem a Fox sas 2A volt, persze vasakat hegeszteni luxus volt, saválló meg ritkán adódott. Később mikor középiskolás lettem, megcsináltam az első hegesztőtrafómat, kicsit magasabb volt a fesz, már már bizsergetett néha kesztyű nélkül, viszont qrva szépen hegesztett. Készült még több trafó is, Méhtelepen bontott Édászos trafólemezekből, lapos szekunder anyagokból stb. Aztán eltelt sok év, meguntam a nehéz cuccot cipelni, vettem egy invertert.
Akkor jöttek ki a Rilon gépek, vettem egy 160-ast, azóta is megy, de pl. az OK 46.16-os pálcával, általában ezt kapok a haveroktól..., nem vagyok elájulva a munkámtól, talán ha a munkakábelt a negatívra teszem akkor elfogadható.
Biztosan velem van a baj, de komolyan sokszor visszasírom a trafót. Hasonló kategóriás invertereket is próbáltam párat, ott sem tetszett minőség. Az említett FOX sas még mindig a régi.
Legtöbbször a háztájiban rutilost használok, lehet ,hogy más gyártó pálcáját is ki kéne próbálnom. Lehet, hogy komolyabb inverterrel más a helyzet nem tudom, nem volt rá lehetőségem, hogy kipróbáljam.
Nem volt a trafón mindenféle okosság, de mégis elég jól ment a hegesztés, ezek a kategóriás inverterek valahogyan nem igazán szeretnek engem.:-)
Szvsz jelen esetben csak a nyomás a kritikus pont, semmi más. Ja, meg a palack színe.
Az argon nehezen lép kémiai reakcióba bármivel is, a CO2 dettó (hacsak nincs víz is a közelben). A hőtágulásról meg csak annyit, hogy olyan 150 bar körül már lényegében kezd lényegtelenné lényegülni önmagában a kérdés is.
A kijelentésem alól kivételt képez az oxigén (ez képezhet, de nem vagyok az anyagtudományok doktora) és az acetilén (ez utóbbit tutira nem érdemes beletölteni mindenféle jöttment palackba - és nem is fogják)...
Megnéztem az Allegron,jónak tűnik,gyors fejszám. kb. 80 ezer+ a szállítás.
Még valami,Bocs ha hülyeséget kérdezek de igen kezdő vagyok. Kaptam egy 5 literes dinitrogén oxidos palackot. Meglehet ezt tölteni más gázzal, argon, vagy co,engedélyezett?
Amit Én emlitettem a háromból az egyik, a Kraft Dele lengyel gyártmány.ha jól tudom. Most azért szeretnék egyet mert egy veterán autón kellene keveset hegeszteni. Erre a munkára azt tanácsolták,hogy jobb a CO mert az AWI nagyon átmeligiti a lemezt,és kiég a szén,úgy mint a lánghegesztésnél. A Kaiser 305 mindkettőt tudja.
Szeretnék venni egy CO hegesztő gépet. Nagy a választék,nem gyakran használnám,ezért egy olcsóbb tipust szeretnék,de azért stabil,és megbízhatót. Három volna kinézve, Kraft Dele 180, Stromo SWM 270,és Kaiser MIG_MAG 305. Szeretném kérni,hogy aki ismeri ezeket a tipusokat elmondaná a véleményét,és az ajánlatát. Köszönöm.
szerintem sehol, de ha lenne is az árát nem is akarom tudni :(
egy filctollért 2-3e elkérni akkor egy ilyenért
maseratisti
köszi ezeket nézegettem én is, de drágállom, bár most vettem egy doboz Würth fagyasztó csavarlazító sprayt 4500Huf de azt mondtam a boltba most sok, de majd amikor kellene azonnal akkor bezzeg rohannék érte :) illetve ahogy kopik vastagodik a vonal,
igen a lakfilc vastag nem egyenletes a vonal stb. és igen a rajztű meg már nehéz, pedig tényleg az a pontos
veszek majd egyet aztán kipróbálom most vettem 2 fajtát majd meglátom, hogy válik be
Igen.Ezek az egyszerűbb verziók nekem is mennek...A rönkszállító pótkocsi rakoncáit(100×100 zártszelvény)kellett megerősíteni két oldalon 100×5-ös laposvassal 1 méter hosszan,függőlegesen.Azt végigvarrni tűző napon kettes létráról,ami elég imbolygós...Egyensúlyozni,hegeszteni,és nem ugrálni mikor potyog rád az izzó vas...🤨Há nem vót eccerű🤣🤣
Azt mondták a trakis utódja.Egy öreg bácsinál volt,alig használta...Jó lenne találni hozzá vmi használati utasítást...Rengeteget álligattam,a fröcskölés mégsem szűnt meg..A drót új tekercs,az áramátadó új a nyakkal együtt,még spirált is cseréltem.Hogyan kell helyesen tartani a pisztolyt?
Co2-vel hegesztek.Alapozóval volt lekenve.Ezzel nem lehet elektródával hegeszteni szerintem.Mindkét kivezetés a fojtótekercsből jön ki.Lehet az egyik kevesebb menetszámú?🤔
Bár én még csak póttartalékos segédtanonc vagyok hegesztés terén, de már az elején lejött, hogy ez az a munkafolyamat, amit nem szabad kihagyni. Nem CO készülék, csak sima pálcás, semmi mágia (lsd.:koracél és társai), csak mezei zártszelvény. A rozsdás, festett, zsíros felületen csak taknyolni lehet vele, az ív begyújtása és a tartása is nehézkes - hacsak egyenesen nem lehetetlen, fröcsköl össze és vissza, amit el lehet baszni a hegesztésnél, azt az első napokban sikerült is... Azóta lamellás korong és pucova, rozsdaoldóval átkenve, letörölve szárazra. Megéri a fáradságot. Tudod, a vám és a rév tipikus esete.
Pedig lehet érdemes lenne erre időt fordítani. Én is azt tapasztaltam, hogy a festékes felület fröcsköl és a varrat csúnyább lesz. Ahogy én látom, a bevont elektródás kevésbé érzékeny erre.
Erre sajnos nem volt időm...Ráadásul függőlegesen kellett hegeszteni.Még festetlen anyagot nem hegesztettem vele,mert most vettem.Lehet nem lesz gond vele.
Egész nap bírta...Egy problémám van csak.Rettentően fröcsköl,már tiszta seb a kezem.Függőlegesen kell hegeszteni 1 m-t,és az egyik összehegesztendő vas alapozóval le van kenve.Emiatt fröcskölne??
Kész a gép!!:)).A 2 tranzisztort sikerült beszerezni,és kicserélni egy kis alakítgatás után...Az új nem fért bele a régi helyére.Kicsit köszörülgetni kellett,hogy beférjen a hűtőbordák közé.Remélem mostmár bírni fogja egy darabig...
A motornál elég az a pár ohm, ha zárlatos, akkor a nulla közelében lesz - de nagyon.
Jó eséllyel a fetek (feltéve ha azok) haláloztak el vagy az őket meghajtó áramkör, bár ahogy elnézem, nem sok minden elromolni való van három ic-ben. Erre a problémára ilyen messzetávolból...
Diódák kicserélve,.A másik 2 is zárlatos volt,ami nem pukkant ki.Gép összerakva,most az a probléma,hogy az előtoló motor állandóan megy,amint bekapcsolom a gépet,rögtön.
Mennyivel könnyebb lenne, ha látnám a belsejét - eddig csak az átkosban készült CO hegesztő masínu belsejét láttam, de ott kalickás motor volt fogaskerékáttéttel...
A motort mindenféleképpen le kell kötni a tápról. Rámérsz azt ellenállásméter opcióra állított multiméterel (diódahíd van, jó eséllyel egyenáramú motor, rossz eséllyel léptetőmotor vagy hasonló - de ott már nem csak két vezeték vala). Ha ez az érték sacc/köbö 1 ohm alatt van bőven, akkor nagy eséllyel a motor a zárlatos. Mivel ennek a mókusnak a belső lelkivilágát nem ismerem, lehet, hogy van benne egy áramkör, ami az előretolás sebességét állítja - ezzel is lehetnek problémák.
Sajnos ezt nehéz távgyógyítani, mert nálunk a böszme nagy villanymotorok tekercsellenállása fázisonként nem volt 25 ohm sem (3F 380V 50kW motor, persze áramtalanítva és álló helyzetben mérve). Ha megközelítőleg nullát mér az ellenállásmérő (nálam még sohasem mutatott teljesen nullát), akkor jöhet az újratekercselés vagy az új motor. Ha sebességvariálós a motor, akkor még jó esély van arra is, hogy megdöglendett a vezérlésben valami. Nézzél körbe a diódahíd utáni vacakokban, ha van felpúposodott kondi, itt-ott megfeketedett nyák, akkor nem biztos, hogy a motor halt meg.
Egypár közelebbi képet azért feldobhatnál róla, mert erről a gépről csak a putnoki látnok mondaná meg, hogy miféle szerzet, nemhogy én vagy bárki más. :)
Bár nem vagyok hegesztőman, de a pékségben elég sokszor előfordul hasonló műszaki problem a motorokkal... Először kapd ki belőle a motort és nézd meg, hogy nem-e (menet)zárlatos vagy valami hasonló - ha már diódát akarsz és tudsz cserélni, akkor feltételezem, hogy van multimétered, esetleg egy megfelelő rövidzárvédett táppal is le lehetne tesztelni. Ha nem zárlat, akkor csak túlterhelés -> mechanikai probléma, ez utóbbiban nem vagyok nagyon kompetens. A kiszerelés &|| bemérés mellett szól az is, hogy ha megnézed a motor adattábláját (típus, fesz, stb), és valóban a motor halt meg akkor jó eséllyel találsz olyat vagy hasonlót a neten. Bocs a belekotty....
Ahonnan vettem azt mondták a Trakis utódja...Ma drótbefűzéskor akadozva ment a motorja,aztán pukk,és megállt.A panelen 2 db 1N5401-es dióda elszállt!Holnap cserélem,de attól tartok a motorral lesz gond.Hol tudok vajon olyat beszerezni?
Akkor én is azzal kezdem a hozzászólásomat hogy senkit nem akarok megbántani stb. stb ...
Sajnálom hogy félreértetted az írásomat:
Soha,sehol, senkit nem bátorítottam hogy tetőn hegesszen (hol olvastál ilyet?)
Senkit nem provokáltam és nem tettem helyre (hol olvastál ilyet?)
Tetőn való hegesztés két dologban tért el a többitől:
Le kellett terítenem nem éghető anyagot a hegesztés alá és vigyáznom kellett hogy le ne essek.
Egyébként ugyan olyan kültéri hegesztés volt mint a többi.
Az antenna tartók és az általam hegesztett anyagok szerkezeti acélok S235 ezeket általános célú elektródával lehet hegeszteni (er23,ok4616), ehhez nem kell hegesztővizsga!
A hobbisták nem targoncavillákat, darugémeket, nyomásálló tartályokat stb.. hegesztenek króm-nikkel-vanádium-molibdén stb. ötvözeteken.
Nem kell drámát csinálni abból, ha valaki tartófület akar hegeszteni egy csőre!
Egyébként hol van az leírva hogy csak hegesztőnek van joga varratot csinálni?
És mi ez a hülyeség, hogy semmit nem fog látni az automata pajzzsal? Kifejtenéd nekünk?
Azzal kezdtem a hozzászólásomat hogy nem akarom bántani,se megsérteni,se beleállni,se okoskodni,kiváltképpen nem megmondóembernek kievezni magam.Tetőszerkezeten te mint hobbista hegesztettél,ezen feltételezem a saját bátorságodon kívül nagyban hozzájárulhat az is hogy fogalmad nincs a hegesztésről mert ha lenne nem vinnél fel egy hegesztőgépet semmilyen tetőre.Az awi egy eljárás, a pálcás meg egy másik.Semmi köze az egyiknek a másikhoz.Definiálnád a hegesztést?Akik ide írnak tanácsért okj-s tanfolyam elvégzése után,azok nem jártak be gyakorlatra,vagy nem vettek részt okj s oktatáson.Visszaolvastam ,4mm idézem, vasat szeretne hegeszteni.Válaszokban ajánlottak pálcát,de azt a kérdést hogy miből van az a vas amit hegeszteni akar senki nem kérdezte meg. Egyik kedvencem író sorai
.,17 kérdést tett fel,4 hozzászólásban,majd az ötödikben kijelentette hogy hegeszt egy féltetőt.De volt itt olyan s aki kasztnizni akart miután összetaknyolt 3 lemezt.Neked nem hegesztő a szakmád.Neked ez a hobbid.Bementél egy üzletbe,vagy rendeltél,vagy tökmindegy de szereztél egy gépet.Ez egy dolog.hegesztettél tetőn.Tűzrendészetileg érdekes.Ne biztasd már hogy menjen fel egy tetőre,4mm lemezt hegeszteni pálcával,pusztán azért mert te már megtetted,és nem gyulladt fel a tető.Röntgennel ellenőrizék a munkádat?
A hegesztőgépeden levő műszaki paramétereket tudod értelmezni?
Lemezek,vagy csövek fűzésének technológiájáról egy pár gondolatat megosztanál velem?
Acélok fajtáiról,tulajdonságukról,vagy a hegesztési feszültségek során keletkező alakváltozásokról egy pár sort ha írnál.
Fémtani ismert
Ezekkel a kérdésekkel szeretnék rámutatni, hogy az elméleti tudás legalább olyan fontos mint a gyakorlat.Tart a hegesztésed...az már milyen?Akkor ok nem?Azon túl hogy helyretegyél,provokálj,mi volt a célod?Hegesztési munkálatokat meghatározott keretek között lehet végezni.A tetőszerkezet nem ilyen.Gondolj bele,leég a tető.Több milliós kár,nem fedezi semmilyen biztosítás.Mondjuk a kárrendezésnél sokat nyom a latban ha arra hivatkozna hogy egy fórumon azt írta neki valaki hogy ő már csinálta.Hentes vagy amúgy vagy cipész?Nem a szakmád,ebből kifolyólag nem is elvárható tőled hogy ismerj alapvető előírásokat ami a hegszetés biztonsággal kapcsolatos törvényben szabályozott utasításokat tartalmaz.Pusztán a saját felelőtlenségedre mint tapasztalatra hivatkozva ne biztass már senkit arra hogy felvigyen egy hegesztőgépet egy tetőszerkezetre.
Köszönöm a segitésed kedves Hagas! Dehogy veszem megbántásnak sőt ellenkezőleg érzem a féltést, a figyelmem felhivását a veszélyekre. Sajnálom, hogy nem találtam előbb erre a fórumra. Hát időnként az ember rákényszerül sokmindenre, persze nagyon nagy óvatosság, körültekintés szükséges ilyenkor. A konkrét eset a következő: azért hogy a tetőszerkezet mentesitve legyen a terheléstől, lent a földön lett összehegesztve az antenna tartója, még 2éve, egy ügyes profi hegesztő által (fő foglalkozásban is hegesztő volt). Ezt úgy kell elképzelni mint egy karácsonyfa állványt. Ez felkerült a tetőtérbe, majd idén feltettem rá az antennát is. Ekkor derült ki hogy a mester a tetőtérbe a 2 darabból (csak igy lehetett felvinni a tetőtérbe) álló antennatartót nem rögzitette, kapcsolta egymáshoz, hanem különállóan mindegyiket átfúrva a gerendához csavarta facsavarokkal. Dehát pont ezt akartam elkerülni, hogy ne a gerendák terhelődjenek. És a múltheti szél be is bizonyitotta hogy igy rossz, mert bizony egyik irányban ha kicsit is de mozgott a tartó. Nos mindkét részre ráhegesztettem füleket amik ki voltak fúrva, és csavarral egymáshoz fogattam őket. Az alapkeret sarkaira járdalapokat tettem súlynak, igy már meg se moccan. A fülek (8db-ot kellett) hegesztése előtt felteritettem duplán hegesztésálló ponyvát a szikrák ellen és közvetlen a hegesztés alá nagy csempelapokat tettem, arra huljon a szikra. A készülék mellé tettem az óltót, hála Istennek nem volt szükség rá. Alul minden gerenda le volt takarva. Bekapcsoltam a reflektort, aztán ezerrel. Persze utána ellenőriztem is a produktumot. Csakhát izzasztó volt nagyon, görnyedni. Azóta már fenntvan a másik tartó is, azt már én hegesztettem lennt, fülekkel ellátva. (teszek fel képet ha sikerül feltöltenem) És lehet hogy lesz egy 3. is. Most ügyködök, hogy legyen saját apparátom, amit persze más munkákhoz is lehet használni majd.Ebben nagy segitséget kaptam itt a fórumon. Köszönet érte! Üdvözlettel: kiscsop
Űdv.Nem azzal a szándékkal írok hogy beléd kössek,okoskodjak,vagy megbántsalak.Magam hegesztő vagyok,bő 2 évtizedes gyakorlattal.Ezt csak azért hogy tudd ki ad neked kéretlenül tanácsot.Olvastam hogy tetőszerkezeten szeretnél dolgozni.Tetőszerkezeten való hegesztésről sem én,sem az ismerőseim,munkatársaim,sőt barátaim közül senki még csak nem is hallott.Ennek talán az lehet az oka ,főleg egy 'pálcás' hegesztés során hogy a szétpattanó szikra és a tetőszerkezet fa elemei kiválóan egyesülnek láng formájában,hatalmas mákod lesz már az első tetőt nem gyújtod fel.Pálcás,vagy önvédő porbeles eljárásnál nyújtott kézzel ,lehet akármilyen automata pajzsod,hogy a világon semmit nem fogsz látni abból amit csinálsz az tuti.Passzív pajzzsal meg 100% hogy nem.Amennyiben mégis sikerül összegányolni azt a tartószerkezetet amiről írsz (feltételezem hogy műholdas antennáról van szó) csak várnod kell egy szelesebb napot,talán nem csap agyon senkit.A hegesztés mint eljárás,arról szól,hogy a hegesztendő anyagokat természetüknek megfelelő fémes kötésben kapcsolja össze.Kohéziós kötés,rátudsz keresni,megtudod nézni.Azzal hogy ezek az eszközök,trafó,inverter,awi,co2,mma,stb bárki számára elérhetővé váltak,nem egyenlő azzal hogy használni is tudják rendeltetésszerűen,és biztonságosan.Nem kell hozzá doktori,alapvető szakismeretei tudást akár egy okj-s tanfolyam is lehet szerezni.Ezzel együtt,más rögzítési megoldást keresnék a helyedben,és semmilyen körülmények között nem hegesztenék ,ráadásul úgy hogy zéró,nulla semmi tudásod van,és ezzel kényszerhelyzetben(fekve ahogy írtad,nyújtott kézzel)nekiállj hegeszteni.Pálcás hegesztésnél akkor látod az eredményt ha végeztél és leverted a salakot.Egyik legnagyobb rutinit kívánó eljárás.Persze azt látod hogy a polgár tolja ész nélkül,pikk pukk kész is van.Könnyűnek tűnik mert van a kezében 2899 km.
hmmm... bocs hogy felvetek egy teljesen más dolgot, de nem jobb lenne neked erre a feladatra egy inverteres porbeles gép? Oké hogy jóval drágább a huzal, mint a bevont elektróda, de cserébe egyszerűbb használni (főleg hogy említetted hogy nem vagy gyakorlott) sokkal gyorsabb, kevesebb salak...stb
A régebbi arc 160-as stahlinak ugye te is látod hogy ugyanaz a gép az alapja ami a rilonnak, ugyanúgy toshiba MOS fet ek...
A rilon kvázi helyben van, a stahlira meg van 5 év kinti gari.
A fehér stahlikról meg még nincs tapasztalat, vagy legalábbis nem tudunk róla hogy valaki vett volna ilyet.
Bármelyik gépet veszed is azt azért kalkuláld be, hogy a Rilon mininek pld rövid (2,5m) és vékony (10mm2) munkakábelei lesznek. Régebben talán 4m-es és 16mm2-es munkakábelek jártak hozzá... Stahlinál a méretek rendben vannak, de kicsit olcsó hatású kiegészítők járnak a gépeikhez (sorjásabb műanyagok, keményebb kábelek...)
Az előzőekben emlitett Stahlwerk-es készülékeknek utánaolvasva eléggé felvillanyozódtam.
Egyetlen "hátrányuk" hogy eléggé testes szerkezetek. Kinti áruk elég jó, meg 5év gari, nem semmi ezt bevállalni.(Rilonnál 13ezerrel olcsóbb, de az sokkal kisebb)
Mint írtam a próba meglesz. A BLM-nél nagyon korrektnek tartom, hogy a nettó 140e Ft fölötti gépeket, kérésre kiszállítják és mindenféle kötelezettség nélkül letesztelheted a műhelyedben. A BLM mellett szól, hogy szinergikus, tudja a lift tig AWI-t, viszonylag könnyen hordozható és 15 kilós dob megy rá, bár ez utóbbiból csak a 270 mm-es. Ez nem tudom mennyire lesz hátrány. Előny még, hogy a szaküzletük csak pár km-re van tőlem, ha valamilyen probléma van 10-15 perc alatt ott vagyok.
Maseratisti!
Jelenleg egy Mastroweld 250AI-t használok, ez nagyjából hasonló kategória mint az Aluflux, ezt szeretném lecserélni egy modernebb, jobb gépre. A ProMig 250-nél leginkább azt furcsállom, hogy a külföldi forgalmazóknál sehol nem találom. Csak 160 és 200-as van mindenhol. Egyébként írtam nekik egy mailt, majd meglátjuk mit válaszolnak.
A Stahlwerkhez hozzászólva, 6-7 évig használtam egy WIG200P-t sosem volt semmi baja, még a hőkioldóját sem sikerült egyszer sem leoldanom, pedig néha toltam neki rendesen a kánikulákban is.
Rilon, Jasic, és bármelyik kínai gyártó azt gyárt amit kérnek tőle, olyan színben és felirattal amilyennel szeretnéd, kis túlzással ha análvibrátort szeretnél fogantyú helyett akkor az is lesz rajta :-) csak megérje anyagilag a gyártónak, és kurva sokat rendeljen belőle a megrendelő. :-) akkor kérheted lila/rózsaszín színváltós fényezéssel és csillámpónis matricázással is :-)
Komolyra fordítva a szót, a pocketforce már IGBT-s (ennek minden előnyével és hátrányával) nagyobb teljesítményű, és állítható rajta az arc force potival.
Mivel a Rilon 160 (és 200 is) a régebbi technika, kis túlzással hiba esetén bármelyik jobb régi tv szerelő ismerős tudja javítani. Újabb IGBT-s típusoknál bonyolultabb lehet a javítás, nyilván ugye kevesebbet fogyaszt, kisebb, könnyebb, erősebb...
A régi rilon egy még régebbi (ZX7-es) ipari gép kissé modernebb reinkarnációja , a többi felsorolt cucc meg modernebb, de szerintem kevésbé ipari megközelítéssel gyártott termék. Ami nem gond, mert a többség nem is azt keres, és nem is hajlandó megfizetni, és valóban szüksége sincs rá...
Lehet nekem tűnik már távolinak de legalább egy fél éve-éve megvan neki a stahli :-) A gépvásárlósban vagy ebben a fórumban rakott fel képeket, beszámolót, szerintem egyszerűbb ha csak böngészel a hozzászólásai közt és meg is lesz minden stahlis infód :-)
Bár efelé hajlok, itt a fórumon mindenkinek jó tapasztalata van úgy látom, ez elég meggyőző, ha jól látom tudja a hot-start-ot, arc-force-ot, anti-stick-et, …. ami ilyen kiscsoportosoknak mint én elengedhetetlen, de a magyar forgalmazóknál több tipus van ebből? Az egyik digitális kijelzővel árulja a másik nem? (Honlapjukon nincs is digitális kijelzős változat.)
A Rilon orosz piacra fekete szinüt gyárt? Vagy utángyártják őket? Belémbújt a kisördög?
Néztem én is a promig 250 N239-est. (egy orosz honlapon még a szinergikus verzióját is megtaláltam N-289) Az hogy nem találjuk a honlapokon az max annyit jelent hogy nagyon új a gép, a jasic Shenzen meg 2014 óta pld nem frissítette az angol honlapját :-)
A promig 250 egy érdekes gép, mert ugye ott a 215-ös aluflux. Használhatóságban kb pariban vannak. Bekapcs idők, súly, méret kb szintén. Amivel a Jasic többet nyújt az a kijelzők, valamint a liftes awi lehetőség, az hogy ez ér e +100eFt-ot az a nagy kérdés... A szinergikus változatnál már ugye van más előny is mint pld a négy görgős előtoló, de az meg még drágább 350 felett van az ára (kint) mire ide kerül meg egy árban lesz a parweld XTM-el... szóval megint nem pálya mert az meg kb azt tudja 450-ért mint az esab rebel 700-ért
Ezt jó tudni, mert már kezdtem szívbajt kapni! :) A jövőhéten hoznak a BLM-től egy SmartMig 2300-ast tesztelésre és ha jó, akkor meg is szeretném venni.
Én a Jasic-nál futottam bele egy furcsaságba. Van egy ProMig 250 típusú gépük, ami csak nálunk, meg talán a románoknál kapható. Ez a gép nem szerepel sem az itthoni, sem a külföldi márkaképviselet weboldalán és semmilyen külföldi Jasic forgalmazónál nem találom. Vajon ez akkor milyen gép lehet? Tud róla valaki valamit? Ez az:
Páran belefutottak abba az AC/DC gépbe :-( Sajnos az a gép tényleg szar volt, viszont maga a típus, nem a márka. Ugyanazt az iweld, és a syrius is forgalmazta saját néven, Az Iweld volt az első aki felismerte hoogy szar és nagyon gyorsan törölte a kínálatából, a BLM csak később lépett, ez volt a gond :-( Amúgy a BLM gépek jók, de sajna minden céggel előfordul hogy belenyúlnak a szarba...
Rilon az egy saját márkás kínai cucc. Rilon-Riland Shenzen:
Visszatérve a Rilonra a konkrét típus - 160 mini és a nagyobb 200-as is egy nagyon régi, (kb 10 éves) jól bevált, jól javítható típus. A mostani inverterek 99%-a IGBT technológián alapul, ezek meg még MOS FET-esek. AZ IGBT-snek elvileg egy kicsit jobb a hatásfoka, és kompaktabba felépítése. Ennek megfelelően FET-esből ugyanakkora teljesítményt csak nagyobb méretben lehet kihozni, cserébe mivel kevesebb "összevont" alkatrész van a gépben, jobban szerelhető.
Az Iweld arc mini szintén egy kb 5-6 éves típus kb 3. generációja, szintén egy kiforrott gép.
A Telwin az már egy érdekesebb dolog. Olasz gép. Nem találkoztam még rossz telwinnel, de az tény hogy az ár/érték aránya nem a legjobb. Nagyon megosztó, van aki nagyon szereti a sajátját, van aki elismeri hogy jó de nem szívesen veszi hogy fele áron is vehetett volna egy ugyanolyan jó gépet más márkában (persze akkor az kínai lenne)
Ívhegesztő már pont rendelt a stahlitól awi gépet :-) stahlis szerviztapasztalatról viszont még nem hallottunk...
Persze, megvárom míg letelik róla a garancia. A vicc az egészben ami bizonyítja is hogy tényleg kínai gép, aliexpressen van 3 méteres kábel 11-ért és ugyanaz mint ami rajta van :D
ívhegesztő1977 Köszönöm a segitséged a 33641-es kérdésemre! Nagyon jó hogy olyan készülékeket ajánlottál amiket már használtál is. A neten körbenézve csupa fényezett adatokat adnak meg a gyártók. Sajnos én is anno belefutottam ilyenbe a BLM Smart TIG 200 AC/DC-val, jól pofára estem! Mindent tudott papiron! Volt benne minden, ez volt a baj! A szoftvere meg össze.vissza szabályozott. Ivgyújtása, ivtartása, letapadásgátlás....minden sz@r volt! Húúú.....még most is felidegesedek! A fene enné, csak hát 250ezerembe került, az idegről nem is beszélve! Nagy átverés volt! Teljesen elhülök mikor itt a fórumon is olvasom hogy BLM géppel kacérkodnak! Amelyik cég ilyen gépet kiad a kezéből az megcsinálja többször is. Nade visszatérve az eredeti kérdésemre, aludtam rá, és 3 gép maradt amik a 2 nappal ezelőtti kérésemben megfelelnek, és amin még vacillálok: Rilon ARC 160 Mini Iweld ARC 160 Mini Telwin Force 145. Dicséritek a Rilon-t, de hol gyártják (persze kinában), hova köthető? Lehet bővebben is tudni róla? Honlapja? Örülnék, ha még megosztanátok tapasztalatokat a fenti gépekkel kapcsolatban, hogy könnyebb legyen a választás. Mégis melyik? Elkerülném a multbeli dolgokat.
És plusz még egy egészen más kérdés, bár lehet hogy régebben már volt róla szó, csak én átsiklottam felette: valaki rendelt már ettől a cégtől: https://www.stahlwerk-schweissgeraete.de/en/home/ Mik a tapasztalatok, korrektek,esetleg szervizük?
Előre is köszönök minden segitséget! Üdvözlettel: kiscsop
A huzaltoló simán bírni fogja (sokkal komolyabb mint pld az einhell BT-GW 190-es trafós hobbihegesztő tolója, és az az utólagos centrálcsatira rakott 5m-es munkakábelt is bírta vagy 10 évig) az már egy más kérdés hogy hol kapsz hozzá való 3 méteres beépíthető munkakábelt, vagy hogy bukod a garit...
Üdv! Adott egy Iweld Gorilla Pocketmig 175 Fixiflux. Gondolkodom hogy a gyári 2 méteres kábelt lecserélem 3 méteresre. Mit gondoltok, elbírja a huzaltolója hosszútávon? Köszönöm előre is!
Hát a használt gép rákfenéje, görgőből recés vagy ne recést? acélhuzal 0,6. egész jól alakulgatott a hegesztés aztán genyózott megint.
Mérgembe kiprobáltam az awit co2 vel, 3 cm rövidebb is lett a szál. Kopintos gyújtás, pálcával könnyű begyújtani anélkül meg szívtam 10 percet... szerzek hozzá argont.
Viszont hiányzott egy tömítés a tömlőből az orvosolva lett legalább.
Sziasztok azt szeretném kérdezni hogy van egy Iwel 200 super pulse awi hegesztő gépem Nagypalack amiben kb 100-150 bar van iweld nyomásmérő óra van és el szeretném adni van rá jelentkező csak nem tudom mennyit kérhetek érte ??
Arrol találok valahol leírást vajon, hogy milyen huzallal mit lehet hegeszteni?
Esabbol melyiket lenne érdemes venni? Normál használatra lenne, zárt szelvény stb. De tavasszal majd kéne egy strapabíró féltetőt készítenem ahhoz kellhet valami jobb huzal? Pl sg3?
Ki milyen hegesztő huzalt használ? Melyik a legjobb mostanság Esab? Vagy jók a noname fajták is? Sajnos elég sügér vagyok ehhez, van valahol ezekről leírás hogy mivel mit lehet hegelni? Pl Esab vicces szamokat ír ..
A co palack mennyiben tér el a szénsav palacktól? A szénsav olcsóbb de gondolom okkal.
Érdeklődöm, hogy milyen készüléket ajánlotok max. 4-5mm vastag vas hegesztéshez.
Rendkivül szűk helyeken lenne használva, kitekeredett testhelyzetben, ezért minél kisebb legyen a készülék és minél jobb hegesztési jellemzőkkel bírjon, elsősorban ne tapadjon le, jó ivtartás, stb.
Köszi a tippet, a beállításokat említették bent is,hogy a tompa varrathoz állítani kell a gépet. Ma délután kipróbálom variálni a beállításokat. Egyenlőre nagyon papós kéztartással próbálkozom :-) Jobb kéz pisztoly,bal tenyér a pisztoly nyak alatt, bal alkarra támaszkodva..
Köszi. A sarokvarratnál megpróbáltam balról jobbra illetve visszafelé is vezetni a pisztolyt. A b-j nekem jobban megy illetve jobban kezemre esik. A tompavarratnál meg nagyon vastag a varrat ha nincs megmunkálva a két munkadarab. Ha normálisan elő van készítve akkor értelemszerűen laposabb a varrat. Kb. olyan mint a képen.
Adott egy Lift-gyújtásos gép, amivel egy ideig normálisan ment a hegesztés, de egy idő után ívet fogott az anyagon, de a gáz nem jött olyan hangja volt mintha ívvel hegesztettem volna sercegett. A palack nem fogyott ki, nem szivárog.
Sziasztok!Weldi 250 A-es hegesztőt szeretnék venni.Mi a véleményetek róla?S weldi és a trakis 253 között gondolkodom.3x10 A áll rendelkezésemre,állítólag ennek a két gépnek elég ez az áramerősség...
YouTube-on sok videó van, igaz angolul van a jó videók nagy része, de egy kis google fordítóval nagyon sokat lehet tanulni. Pl. https://youtu.be/akvv4ApYMVE .
Vannak nálam pálcavezetési gondok is ez nyilvánvaló. De leírást se nagyon találni, nem még magyar videót ahol szemléltetik. Orosz persze bőven van, ahol félórákat beszélnek róla:-)
Tehát a vízszintes anyaghoz 60-70 fokban tartsam a pálcát (ezt értem), miközben a vezetési irányhoz is.
Erre a vezetési irányra rákérdezek: Pl.: a munkadarab merőlegesen előttem van és jobbról húzom a pálcát balra, akkor a pálca felső végét döntöm el balra?
Sarokvarratnál (zártszelvény) milyen pálcamozgatás javallt?
Tipikus hosszú ívtartási hiba. Próbáld meg teljesen leszorított ívvel hegeszteni kb. a pálca átmérővel, de inkább a felével.Ekkor tudja az ömledék szépen kidolgozni a salakot.
A 45 fokot felesd el. Inkább olyan 60-70 fokra tartsad a vízszintes anyagtól, és a haladási irányra is.
2.5-ös pálcánál 80 A -tól felfelé legyen a hegesztőáram (feltéve ha a gép jól mutatja).
én ha lehet egy darab szögvasba fognám bele, aztán lehet variálni a szögvasakat egy darab zárt vagy U szelvényhez rögzíteni így akár körbe is lehet teljesen varrni
igaz ez műanyaghoz való, de ilyesmire gondoltam 2-2 pofával
Közben kitaláltam egy szerkezetet. Fogok 2 db 10cm X 5cm-es 5mm-es lemezdarabot, és a két lemezdarab aljára mind a 4 sarkára hegesztek anyacsavart, így a két lemezt össze tudom kötni egy menetes szárral, így a lemezeket tudom majd közelíteni és távolítani egymástól. Következő lépésben Horgonyzott sarokösszekötő lemezt csavarozok majd mindkét lemezre tetejére, és mindkét lemezen 2 db lesz egymással szemben. A sarokösszekötőbe készítek furatot és menetet, így a két saroklemez közé bele tudom helyezni a csövet, mindkét oldalra, és szépen le tudom majd rögzíteni, illetve minimálisan állítani is ha szükséges, és talán nem húzza majd el annyira a hő heftelés közben. Vagy van egy másik módszer, ha veszek egy ilyet http://www.arzenal.hu/handwerkzeuge-i/gripzangen/rohr-schweier-gripzange/csohegeszto-rogzito-f--280mm-format
Pálcát próbálom 45 fokban tartani, hogy a sarok élét célozzam be.
Húztam már egyenes vonalon és mozgatva, le fel, körbe, de az eredmény siralmas.
Eddig úgy oldottam meg, hogy a függőleges részre tapadt anyag alól kitisztítottam a salakot és alulra vízszintes részhez húztam egy új varratot. Majd az egészre egy harmadikat. De iszony ronda és nem is összefüggő.
Két lemez sima, vízszintes felületnél megy a varrathúzás, de hát ez a legkönnyebb.
Sarokhegesztésnek mi a helyes technikája? Egyik fő probléma, hogy az olvadék többsége a függőleges oldalra rakódik, még a vízszintesre a salak. Ha mindkét oldalra jut nagyjából azonos mennyiségű olvadék sajnos a vízszintes részen alulra akkor is sok salak kerül, nem csak a felületre.
Sziasztok! Egy kis segítségre volna szükségem, vagy tanácsra! Csövet csővel szeretnék hegeszteni Co2-vel és ugye 4 oldalról ha megheftelem, akkor a hő állandóan elhúzza minden irányba. Próbálok hézagolót tenni, de állandóan kiesik heftelés közben, vagy beragad stb. tehát baromi sokat szívok vele. Tudnátok esetleg tanácsot adni, hogy hogyan küszöböljem ki, hogy a hézagolásom egyenletes maradjon esetleg valami szerkezet ha létezik erre, vagy házi készítésű akármi, ami segítene megoldani a problémám?
Sziasztok. Tudom off, de felteszem a kérdést. Hidegen húzott vagy a melegen hengerelt köracél bírja jobban a gyűrődést? Menetet szeretnék rá vágni és meghajtani cuppántnak A húzottat meghajtottam, de hajszálrepedés szerűek lettek rajta. Vagy ettől jelentősen nem gyengült? Köszönöm.
testkábel nem kel az van meg a elektróda fogó is :) többit meg a legolcsóbbat néztem a hegcentrum oldalán :) palackot is csak a 2Kg-t hisz úgy korrekt az új géppel összehasonlítani :) viszont kocsit nem számoltam ha azt is hozzáadom akkor a 0 garancia miatt nem érdemes foglalkozni vele :)
hiába a kívülálló mindig másként látja :)
azzal meg tényleg nem lehet vitatkozni, hogy a használt garis gép komplett, nagyobb, nagyobb palack :)
azt hiszem az lesz hátha még kicsit tudnék alkudni is :) bár így is áfamentes lenne a vásárlás :)
palackból nem nagyon akarok nagyobbat szerintem ahogy itt olvasgatom
a korrekt szervizháttérrel arra akarsz utalni, hogy az Alfaweldnél ez nem olyan gördülékeny? Mert akkor a használt Gorilla lesz
egyébként érdekes ma körbejártam a Borsodi megyeszékhelyt 3 bolt foglakozik hegesztéssel és csak 1 helyen volt Iweld, viszont kb 10-12e drágább mint a neten a legtöbb helyen
Sziasztok.Tudnátok-e segíteni, Esab LKB 320-as hegesztőt keresek. Ha lehet megkímélt állapotban! Ha tud valaki segíteni vagy van valakinek eladó kérem jelezzétek itt nekem!
Ha minden igaz, akkor a tmkban van ok 68 xx pálca, majd rálesek a konkrét típusra - ha nincs, akkor megérdeklődöm a 'bőséges kínálattal rendelkező' helyi boltban. Úgy sejtem, hogy ezt a castoline elektródát nem mostanában fogom megvásárolni - annyit nem ér ez az egész, azért meg hogy az egerek megegyék a maradékot, azért meg nem érdemes...
Egy kerti szerszámot szeretnék készíteni (ásóvilla), ezzel kapcsolatban csak annyi kérdésem lenne, hogy egy féderlapból kitermelt csíkot megfelelően hozzá lehet-e varrni egy normál zártszelvény v. szögacél darabhoz, általános felhasználásra javallott elektródával (ER23)? Mármint úgy értve, hogy elég nagy dinamikus terhelés fogja érni a hegesztés környékét és szeretném, ha nem adná meg magát a varrat fél óra alatt. Vagy esetleg valami speciálisabb hegesztőpálca kellene hozzá?
[csak egy mezei mma inverterem vala, co, meg társai ohne]
Én csak kibic vagyok itt de a kérdésedre válaszolva.
Szerintem az hogy két munkakábeled van, vagy egy munkakábelben cserélgeted csak és kizárólag azon múlik, hogy egyrészt mennyi pénzed van másrészt mennyire szeretsz ide-oda cserélgetni huzalvezetőt. :P
Véleményt szeretnék kérni a hozzáértőktől erről a hegesztőről.
Csak otthoni használatra kellene időnként. (ne kelljen kuncsorogni, ha kell hirtelen). Nem vagyok szakember, és nem akarok beruházni 30-40 rugót egy szerkezetbe, mert lehet egy évben 1-2 alkalommal kell.
Nem akarok Ukrán cuccot sem.
Csak nem igazán találtam a NET-en róla sok mindent.
Előre is köszönöm a segítséget. (mennyit adhatok érte? kb.)
kb 2,5 éve mikor először hegesztettem alut, okulásképp levideóztam és feltettem a youtube-ra. Nem tananyag, jó sok benne a bénázás, nem tökéletes a végeredmény, ráadásul ez egy régebbi gorilla, nem is kéne tudnia az alut elvileg. (kellett hozzá teflon huzalvezető, az iweldtől rendelni "U"görgőt)
Na mindegy, kb ilyen eredményre lehet számítani elsőre:
Jó lenne tudni a lemez összetételét, meg azt hogy a hegesztésnek mit kellene bírnia, mi lesz a funkciója a munkadarabnak. 1-es huzallal könnyebb boldogulni az előtolásnál a 0,8-as sokkal nehezebben előtolható mert nagyon vékony és puha. Főleg ha ALSI5. 0.8-as viszont kapható kis kiszerelésben.
Sziasztok. Én egy otthon magának barkacsoló műkedvelő vagyok. Van egy iweld gorilla 195 aluflux gépem. Alumíniumot szeretnék vele hegeszteni. Abban szeretnék segítséget kérni hogy milyen gáz, huzal kell hozzá. És mire figyeljek. Kettes alulemez lenne a munkadarab. Szóval egy kis leckét szeretnék aluhegesztésből 😊. Előre is köszönöm a segítséget. Üdv
Szevasztok!az iweld 220 ac/dc-rőlvalakinek véleménye?érdemes megvenni ezt a gépet,strapabiró e aluhoz savállohoz lenne használva!digitál vagy analógot erdemes megvenni?
Nyilván ha úgy gondolod hogy 2-3mm-es alunál nem nagyon fogsz vastagabbat hegeszteni, vagy ha igen akkor ráérsz/megfelelő több sorból, akkor persze eég a kicsi gép is.
Köszönöm a hozzászólásokat, szerintem maradok ennél: IWELD GORILLA SUPERTIG 200 AC/DC hegesztő inverter 200A-on 60%os kapcsolási ideje van. Nekem elég az, 200Aos Jasic csak 25% os. Stahlwerk is 60%. Arban brutto 230 körül mozognak, van esetleg olyan aki tud cégen keresztül tud beszerezni olcsóbban? Privátban irhatna, megegyeznénk.
Szeretnék venni egy MIG gépet. De súlya, és hordozhatósága miatt kizárólag inverteres jöhet szóba. Mivel nem munka a cél, hanem hobbi, ezért sajnos a pénzcsap nem túl vastag, jó volna palack, reduktor, gép, 1 tekercs huzallal kijönne 180-190 körül, de inkább alatta.
Igazából villanymérnökként ha baja van, megcsinálom, a többi (TIG, MMA, plazmavágó..) is hibásan vettem, ha trafók nem égnek le, nincs bennük beszerezhetetlen hibrid, megcsinálom... de ezekből nincs hibás :) kénytelen vagyok újat venni.. A mastroweld beígért 3 év garija csábító, de semmi értelme, ha mindig csavarozzák :) és google hozott egy ilyen linket:
viszzont ha igaz, amit lejjebb olvastam, hogy a mastroweld maximumon fütyültetve használható csak, akkor kérdés, hogy a jasic 160A az 160A? :) Mert ez sajnos már palackostul nem fér bele a költségvetésbe..
A centroweldről annyit hogy ívfény azaz Sunesz jelen van itt a fórumon, tapasztalt szakember, neki jó gépei szoktak lenni. Jasic-ja Stahlwerkje BLM-je is volt, meg Kemppi is ha jól emlékszem, így ha tőle veszel gépet, még az is lehet hogy tart neked egy gyorstalpalót...
Új gépben szerintem az iweldnek kicsi a bekapcs ideje (25%) de ha csak gyakorolni/tanulni vagy hobbigépnek lesz akkor ez nem nagy gáz.
Amúgy meg szerintem a stahlwerk jó, vagy amit kihagytál, a Jasic sem rossz vétel:
AC/DC TIG vásárlása előtt állok. Szeretném megtanulni, csak MIG tapasztalatom van(auto lakatolás). Nincs szükségem professzionális gépre, limitált a budgetom, de azért jó lenne nem 5 percenként megállni.
Árban hasonló kategoriaban mozognak. Nincs bajom a használt gépekkel, de sajnos tapasztalat hiányában nem tudom megállapítani hogy az adott gép megfelelően üzemel-e, ezért gondolkozom új garanciásban.
Üdvözlök mindenkit. A család bővült egy régi magyar co hegesztővel. Van valakinek tapasztalata vele hogy mennyire gazdaságtalan argon gázzal üzemeltetni? Inkább hobbista vagyok mint profi, de próbáltam argonnal nekem úgy tűnt működik. Nem vennék co palackot ha nem muszály. 6.4 köbméteres argon palackom van, nem sokkal drágább a cseréje mint a 30 kg.os co2 palacknak. Nem tudom mennyivel fogy el hamarabb, meg mit befolyásol a munkavégzés kapcsán.
ja, és a piros gomb a huzal befűzés. Ezt a gombot nyomva tartva az előtoló tolja a huzalt végig a munkakábelen, viszont a gázszelep elvileg nem kapcsol, valamint feszültséget sem ad az előtolónak/huzalnak, nem úgy mintha a pisztolyon nyomnád a gombot.
Visszaégés gátló poti. Főleg alunál van jelentősége.
Alap állapotban nem csinál semmit, minél jobban fel van tekerve annál több huzalt tol plusszban a hegesztés befejezésekor. Mikor elengeded a pisztolyon a gombot, az alu huzal hajlamos tovább olvadni még egy kicsit, és a huzal végén keletkezik egy gombóc ami beéghet/beolvadhat az áramátadóba. Feltekerve marad egy kis távolság a gombóc és az áramátadó közt.
Acél hegesztésnél maradhat alaphelyzetben, nincs jelentősége.
A segítségeteket szeretném kérni. Megvettem az iWELD GORILLA POCKETMIG 195 ALUFLUX hegesztőgépet, és a huzaldobnál van egy piros gomb, illetve egy potméter (mellékelt fotón látszik). Sajnos a kézikönyvében nem írnak róla. Hogyan kell használni, és mire valók?
Ez egy Jasic alapú gép, ami teljesen oké. Az mondjuk más kérdés hogy a bekapcsolási ideje az kicsit alacsony, cserébe egy könnyű, mobil ac/dc gép... 200A 25%BI 40 fokon.
Hobbi cuccnak, vagy tanulni, esetleg kisebb vállalkozáshoz teljesen oké, de ha napi 1-2 óránál többet kéne hegesztgetni akkor inkább legalább egy ilyet kéne megvenni:
itt már hála a nagyobb géptestnek, jobb hűtésnek, és túlméretezettebb, iparibb alkatrészeknek 200A 60%BI 40 fokon... az azért nem mindegy, árban meg hasonlóak.
Amúgy erre jó a fórum :-) 2 éve kiderült hogy az a gép konkrétan szar :-) Mikor a BLM még nem is árulta, az iweld első szériájában úgy jöttek be azok a gépek hogy pld a hozzá adott pisztolyt nem lehetett bedugni, mert a gázcsati miatt nem lehetett elfordítani a dinse aljzatban... aztán később kiderült hogy gyenge, szoftveresen is szar...és a BLM meg még csak akkor kezdte árulni... azt hittük az jobb lesz.. de nem...
Nincs baj a BLM-el de az a 200 AC/DC tig gép az valóban szar. Viszont nem csak a blm néven, hanem az iweld (ők nagyon gyorsan törölték is a kínálatból) és egyéb márkanéven kínált változatok is hajlamosak rosszul működni/meghalni...
Nekem van egy BLM Smart Tig 200 AC/DC gépem és vért izzadok vele! Amit a néhány lapos kezelési könyvében irnak annak a felét sem tudja. Dizájnos mint a honlapjuk, de gagyi cuccok. Az AWI hegesztés is felejtős vele.
A sisakjuk is hasonló, a könyvében van mindenféle tulajdonság de a valóság más. Lekoppintanak készülékeket, persze a minőséget nem tudják.
Az én tapasztalatom: s o h a t ö b b e t B L M - e t !
Van egy GÜDE 192/6k CO hegesztő gépem. Évekig jó volt, de a hálózati kapcsolót cserélnem kellett. Sajnos valamit rosszul kötöttem be. Van valakinek kapcsolási rajza hozzá? Vagy Pápa környékén gép, amit le tudok fényképezni?
Sziasztok! Tudnátok ajánlani olyan hegesztő gépet ami tudja az ív és az awi hegesztést lehetőleg olcsó legyen, de még jó legyen és használható csak otthoni hegesztésre kellene semmi ipari méretek.
mivel a satu nem egyenletes préselést csinál, kb egy satu meg valamilyen benyomó szerszámot használtak kinában is mikor összerakták a gépet, annyit is ért...
Lehet inkább nem nyúlok hozzá igen... de prés???? nem értem miért nem jó ha satuba rányomom mint a testcsipesznél ahogy csináltam, vagy ezt a helyén kell préselni mint a Henco-t?
nem basztatásból, de ha részletesen lepésről lépésre leírom neked mit hogyan honnan, honnan beszervezve, nem vagyok biztos benne hogy nem sütnél meg valamit, ha nem értesz hozzá, anyag költség 10 ropi alatt van, viszont a prés, az ott kezdődik hogy 30 ezer a kínai, és az szépen megy fel milliós értékekig márkától prés erőtől függően.
shunt = olyan ellenállás, amin jelen esetben biztonságosan át lehet küldeni ötszáz ampert, akkor esik rajta valamekkora feszültség - ezt méri a műszer (ez alapján fogja kiszámolni az átszaladó áramerősséget), az ellenállás két végpontja között.
Tápnak viszont minden jó lehet, aminek a földje közösítve van a hegesztő aparáttal, menet közben viszont nem javallott összedugni semmit semmivel, hasonlóan az elektronikai eszközök garmadájához (USB nem ér, de ott is van limit az áramfelvételre).
Hát ez biztosan kimerítő válasz volt köszi..., de nem vágom a villany témát ennyire sajnos, szóval ez kinai volt számomra :) sajna..., azért köszi!!!! ;)
A srác nem főállásban, de karosszériázik, tehát nem ipari használatra kell napi 8 órában. Ezt nézte ki magának, a gép tudása miatt. Aki ismeri ezt a típust, vagy magát a márkát, és van róla valamilyen tapasztalata, megköszönném ha megosztaná velem.
500A es shunt és hozzá műszer, 25mm2 hegesztőkábel, saruk, kell hozzá egy hidraulikus saruprés, baromi sok türelem és hozzáértés, az összes csavar talpas/peremes csavarra kivan cserélve és hozzá anyákhoz, sem rugós se körmös alátét nem kell, ezeket egyszer összehúzod még kézzel is utána kulcs kell a nyitáshoz, ha meg úgy megtéped ahogy én szoktam az sose lazul le, a lényeg az hogy vagy megírod a nyákon melyik a pozitív melyik a negatív kimenet, vagy egyesével cseréled a kábelt, ami nem látszik a shunt alatt, azok m6 os támszigetelö bakok hogy leválassza a kimenetet a földelt gépházról, műszer tápot meg ugykell megoldani hogy mivel közös a negatívja a mért áramkörrel igy mindenképpen vagy a mért áramkör adja a tápját vagy egy galvanikusan leválasztott tápforrást kell adj neki, usb töltő nem jó :) vagy akku, én egy 3 cellás lipo akksit raktam rá az van kéznél, kb 2 év alatt le is meríti :D
poti értékek érdekes mert kb 14 volt alá nem megy a gép, viszont fölötte majdnem passzol, 2 kalibrált méregdrága műszerrel volt méricskélve hogy mit bir, 1 fluke 289 es műszer fesz értékekhez, és egy testo 770-3 as lakatfogó áramhoz, a műszer ezekhez képest meglepően +-1A és 0.1V eltéréssel mér, sajnálatos módon ez a kis vacak arra nem elég hogy beállításhoz is lehessen használni aktív hegesztés nélkül, az egy kicsit macerásabb hozzápiszkálást igényel amihez nincs türelmem,
előtoló az fix + egyik képen látszik az átkötés is, kis kapcsoló a műszer tápját kapcsolja az akkuról, későbbiekben ha lesz kedvem megint szétszedni ami nem egyszerű, lemez borítás lyukai nem stimmelnek stb akkor kap a műszer egy 5KV leválasztású szigetelt 230-12V 5 wattos tápmodult rákötve a 2 pólusú biztire, és akkor már újra nyomom a csúszósarukat is a 2 hídnál mert az is hitvány csak épp az nem volt kéznél ami vastagabb anyagból van hogy a 30 amperkaját elbírja amit feltud venni a gép
Érdekes megoldás :-) alapvetően ott vannak a poti kiosztásnál a feszültség értékek amit a kijelző mutat? vagy a poti skálázás nem volt jó, és ezért kellett a kijelző?
A másik kérdés, hogy most a polaritás váltás a kis kapcsolóról megy? csak mert látom eltűnt a polaritásváltó kábel... vagy úgy gondoltad felejtős a porbeles és fix dc+ ra raktad az előtolót?
Nekem is 215 van. Nagyon tetszik a tuning csak a gari miatt aggódók... igaz tavasszal lejár... szóval ha lesz egy kis időd leírhatnád lépésről lépésre képekkel, hogy mit hogyan mivel cseréltél mire. Lehet télen megcsinálom! Megköszönném...
kis tuning a gépre, gyári melegedö hulladék összekötö kábeleket kidobáltam, villanyszerelö létemre ilyen tróger saruzást még nem láttam, 25 ös hajszálvékony lemezsaru 16 os kábelre rányomva, ezen a 100A körüli értéken 5 perc munka után meleg volt az összes átkötö kábele, csere után max beállitásoknál tesztelgettük a gyári pisztolya hamarabb volt foghatatlanul meleg mint elkezdett langyosodni a 25 ös kábel amire cseréltem ezeket rendes din szabványu vastagfalu csösarukkal, müszert egy ideig reszeltem sikerült elcseszni is a kivágást, egy kis fekete akril majd javitja, az egész müvelet egy délutánomba került meg az anyagba, a nyákot kiszedni a helyéröl egy élmény, 2 greatz hidon, a csuszoszaruk teljes mértékben lötyögteg, csoda még nem égett szét amiota megvettük, müszer akkuról van táplálva mert nem volt kedvem keresgetni egy 24 voltos táppontot és mivel közös testpontja van a müszernek rövidre zárni sem akartam a vezérlökört.
Pont így vagyok énis,ahogy írtad. Még saroknál is magas a varratom CO-val az MMA-hoz képest..
Amiről jobban van véleményem az a Mastroweld Mig 180 Mi kombigép,ismerősömnek ez van,azon szoktam gyakorolni.Segíteni érdemben ő sem nagyon tud,mivel ő is nemrég vette,azon a szinten van CO-zás tekintetében mint én..
Ez tud MMA-t,MIG-et,és koppintós AWI-t is.. A kijelzője csak a valós értékeket mutatja,ami szerintem tök hülyeség,mert hegesztés közben ki a franc nézi a kijelzőt,jobban örülnék neki ha előre be lehetne lőni az pl. az áram erősséget..na mindegy ez van. Nekem az AWI annyira nem fontos,azt nem is erőltetem.. Mivel van pár autó a családban,ezért is "erőltetem"a CO-t,2-3 autó és már vissza is hozza az árát a gép...szerintem.
Szóval 3 potméter van a gépen mindegyik 1-10ig skálázva,egyik az MMA áramerőssége,a másik a CO V áramerőssége,illetve az előtolás sebessége..
Nos,a CO-zásnál ugye az MMA potméter nem játszik,(a polaritásokat egy rövidke kábellel lehet cserélgetni a gép "gyorscsatlakozóiban"kívülről..
Szóval ha a potik 5-6oson vannak,akkor gyakorlatilag csak pöttyözget a gép,nincs is meg az a szép sistergő hangja ami kéne,ahhoz fel kell tekerni 9-10-re a potikat..Viszont a gép használatija meg írja hogy ne üzemeltessük csúcson sokáig a gépet!Akkor mi is van??? Normálisan csak tökre felcsavarva működik,félállásban ló... fsz,de azért ne tekerjük maxra mégsem??? és az a furcsa hogy 180 amperes gépről beszélünk,szerintem annak már félállásban is szépen kéne üzemelnie..
0,6-os drótot használok,a gázzal pedig 6-12liter/perc között szoktam játszadozni..(kültéren,de tető alatt)
Szóval nem tudom hogy ez normális-e egy ilyen géptől?? Vagy még csak nekem kell k... va sokat gyakorolnom a CO-zást?? :))
Vagy megunom az egészet,aztán marad a kasztnis,én meg továbbra is el leszek az MMA-val,azzal legalább tudok is meg szeretek is szépen dolgozni...persze akkor el lehet felejtenem a vékony lemezes(0,5-1,5mm) hegesztéseket minden téren..
Furcsa hogy itt volt aki írta hogy kb.15 perc alatt el lehet sajátítani a CO-zást,hát ez nekem ez elég hihetetlennek tűnik!
Bár már megfordult a fejemben a porbeles hegesztőgép is,de itt visszaolvasgatva,már attól is elment a kedvem...hozzáteszem,ismerek olyat,aki azzal kasztnizik már évek óta,bár mondjuk ő virtigli hegesztő!
Nos,az a helyzet hogy szerintem nem rossz gép,pont a napokban hegesztettem a kistesójával Alfaweld Mig 180-as vagy 200-as volt,meg kipróbáltam egy Mastroweld Mig 180 MI gépet is,mivel énis töröm a fejem egy saját "CO"gép beszerzésén..Mindkettő inverteres gép volt..
Viszont jól át kell gondolnom,hogy kell-e nekem igazán CO-s gép?? Nagyon vékony lemezt elég ritkán hegesztek,2mm-től felfelé meg itt van a jó öreg trafóm+egy kis 160 Amperos MMA inverter..nos végülis ezeket váltanám ki a kombi géppel,ami már nekem a"mindent tud"kategória lenne..
Viszont ha hiszitek ha nem,én nehezen barátkozom meg a MIG-es varratokkal!Nekem pl. nem tetszik hogy akármennyire is "feltekerem" a gépet,a varrat mindig kidudorodik az anyag magasságából,utána meg jó sokat kell köszörülnöm...
Komolyan mondom,hogy ha szerkezeti vasakat hegesztek,szívesebben nyúlok az MMA-hoz,mint a MIG-hez..MMA-val szinte gyönyörűen síkba tudok hegeszteni(persze ehhez kell a megfelelő anyagvastagság is,hogy azért ne égjen át),alig kell valamit leszednem belőle ha síkban akarom tudni..igaz hogy pikkelyesebb mint a MIG(az nagyon szép varratot csinál tény és való),de mondom a MIG-es varratoknál nem tetszik,hogy annyira kidudorodik a síkból...
Lehet én csinálok valamit rosszul,vagy a gépeket állítom be magamnak sz... rul?? Nem tudom....
Szia! Mi ez a program? Hogy működik? Nekem is tetszik! Mit tud még? Komolyabb kapuknál is használható ( úszókapu, zsanérok terhelhetősége ilyenek ) ????
Készülök egy ilyen híddaru félét csinálni. A lényegi része egy 4 méter körüli kéttámaszú tartó (híd), amire volna akasztva egy egy tonnás emelő szerkezet.
Tehát az volna jó, ha a híd is tudná ezt a határterhelést, bár nem lesz vele emelve valójában csak max. 500 kg . (akár kisebb láncost is tehetnék, de az 1 t.-s hozzáférhetőbb, jobban kapható és alig drágább.)
Hát igen. Én is úgy voltam vele arra a pár varratra minek drága, de semmit se láttam a möllerrel, mert mint ha nap sütne szemből xd
Más kérdés hogy ekkor még nem tudtam, hogy nedves pálcákkal is kinlódok, ami csak rátett egy lapáttal a szutyokra.
Bezzeg mióta noredeye van meg pálcaszárító minden más lett... ez jó szutyok reklám lett, de így van :)
Garázsom nagyon párás mint kiderült. Ha néha egy-egy apróságot kell hegeszteni és nem szárítok, akkor kínlódás van mai napig, mindig rájövök mekkora barom vagyok, hogy sajnálom azt az 5 percet... Erősen javaslok egy szárítót, sokkal könnyebb szárítva és előmelegített pálcákkal dolgozni.
Én pont ma beszéltem velük telefonon. Rendelésnél a megjegyzés rovatba be kell írni értelem szerűen a MIG-7 vagy TIG-10 kódot.
A kedvezmény nem kerül levonásra, csak ha előre utalással fizetsz, akkor a kedvezménnyel csökkentett összeget vonják le a számládról, tehát csak a fizetéskor veszed észre hogy 98 480.- Ft-ba került a 195 Aluflux (én is ezt szeretném megvenni :) ).
Viszont ha az olcsóbb árat választod, akkor nem jár hozzá az ajándék kesztyű és huzal. Állítólag azért találták ezt ki, mert nagyon sokan csak a gépet szeretnék megvásárolni, így meg olcsóbban jutnak hozzá.
Unni fogja a fórum, de iweld noredeye 2 ami már jó.
A 7-8000-es Möller meg társaival ne kísérletezz, én megtettem, kár volt :D
Nem sötétednek kellően be és csillagokat láttam minimális hegesztés után, ami hosszabb távon nem egészséges. Iweld viszont tökéletes, de ebben pl van plusz kis elem, ami plusz tápolja az lcd-t.
Mi a legolcsóbb automata pajzs, amit érdemes (szabad) megvenni? Vannak ezek a 7-9e Ft-os noname pajzsok, de ugyanúgy állítható elvileg, DIN 9 - DIN 13 között.
Keveset hegesztenék, így csak annyit áldoznék erre, amennyit feltétlenül érdemes (nyilván nem hátrány, ha nem folyik ki a szemem)...
Otthon egy Obi kesztyűt használok szívesen, ami 8-as méretű és pont jó, a többit kerülöm, mert lóg rajtam. Ezt famunkáknál, hegesztéshez nem a legjobb, avagy kissé forr kezeim között a munka vele xd
Ezért keresek használható kesztyűt. Egy van csak az kb lecsúszik rólam, ha lefelé nyúlok valamiért.
Elkezdtem amúgy agyalni, hogy mig vagy awi gép legyen-e, de ahogy néztem a dolgokat nekem lehet jobb lesz a mig. Pedig awi féle nagyon tetszik, de tuti idegbajt kapnék, ha nem lenne haladós a hegesztés.
Awi nagyon hasonlít forrasztáshoz, abban bőven van gyakorlat, sztem ezért tetszett meg, de majd egyszer :)
Üdv ! És üdv. itt minden fórumozónak is ! Beregisztráltam az oldalra, milyen kupon kódot kell beírni és hova, ezt az árat fogom látni ? Az Aluflux 195 érdekelne.
vékonyabb kesztyűnek (awira, összeállításnál vagy csak ha pár varrat van) meg a tig professionalt használom (az is jó méret a 9-es kézre) csak levágtam rövidebbre a csuklórészt:
Más tippem sajnos nincs. Ez is tapasztalati úton jött, úgy hogy az egyik (Hatvan, Skizkft) Esabos boltban az összes kesztyűt felpróbálgattam és ezek lettek jók. Ők meg voltak olyan jó fejek hogy hagyták és nem hajtottak el a picsába :-)
Elég a nored eye.. bár a BLM real colors-nak meg valósághűbb képe van és nem sokkal drágább. Célszerű mindent egy helyen megvenni ha lehet. Nem árt egy jó kesztyű, pár tartalék áramátadó, gázterelő, pisztoly spray, salakoló kalapács, jó minőségű drótkefe, oldalcsípőfogó a huzalvéghez...
Igen, mindegyik korrekt, de nyilván ahogy megyünk felfelé árban úgy lesz egyre jobb a kapott kép, nagyobb a látómező ... van olyan közepes fémipari cég itt Nógrádban ahol az olcsó nored eye van bevetve a termelésben napi melóra, akkor hobbira nyilván megfelel. Az is tény hogy a jobb pajzsban kevésbé fárad a szem.
Van egyébként külön gépvásárlós fórum, a héten is lett egy boldog aluflux tulajdonos, és az újabb darabok már kicsit robosztusabban néznek ki a műanyag sarokvédő elemekkel:





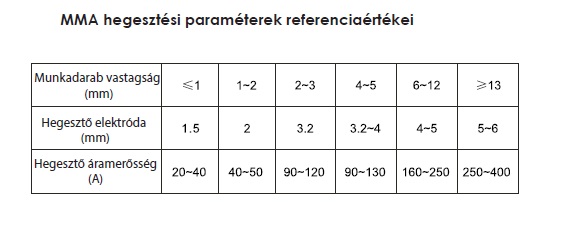








 Nekem ilyen lett a hegesztés vele.
Nekem ilyen lett a hegesztés vele.







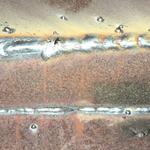


































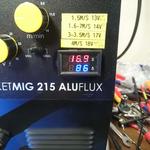


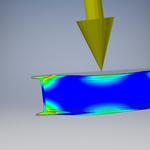
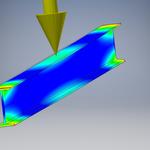







{kind=link}
{kind=link}