Ha textil rétegek merőlegesek a tengelyre, akkor erős lesz a fogazás, magyarán rétegelt textilbakelit táblából kell korongot készíteni, és nem tekercselt rúdból szeletelni.
Teljes mértékben igazad van a mechanikai védelem tekintetében, szerintem a frekvenciaváltó elvégzi ezt és a motor védelmét is! A textilbakelitot sajnos csak egy irányban lehet terhelni, itt viszont a teljes fogkerületén éri a terhelés. Most előkészítettem aluból az előgyártmányt, de tartok tőle, hogy a kis teljesítményű marógépem(főleg a Kínai modulmaróval) nehéz ügy lesz. A POM-ról mi a véleményed?
Magam textilbakelitből készíteném. Csendes, viszonylag erős, olajban jól elfut, alig kopik. Az eredeti műanyagot nem ismerem de kb hasonló szilárdságú lehetett. A szerepe a csendesebb működésen kívül az, hogy ütközésnél ez törjön és ne más drágább alkatrész.
Ahogy az lenni szokott, rosszul emlékeztem: ezen nem billentyű van, hanem csak érdekes kialakítású a tekerő, belülről meg lehet markolni, a hüvelykujjat pedig a gép testén megtámasztani és így biztonságosabban lehet kis lépésekben mozgatni.
Meg aztán: két áttétel van rajta (a gyorsjáraton túl) a durva állásban egy osztás 1 század, a finom állásban 2 ezred.
Megnéztem, ez egy TOS síkköszörű, egy osztás 1 ezred mm.
Érdekesség: oldalt van az a kiálló kar (0.07-től jobbra). Ennek a lenyomására pont egy ezredet mozdul a kő lefelé.
Érdekes lehet a mechanika is, mert van két elektromos nyomógomb, amivel a kő gyorsjáratban fel-le mozgatható.
A hang alapján egy elektromos motorral. A gombokkal bárhol megállhatsz,
és ezzel a tekerővel finoman mozgathatod a követ. Gyakorlatilag alig érezni rajta holtjátékot!!!
A motorral való mozgatáskor ez a kerék meg se mozdul, viszont ha a motoros mozgatás után megmozdítod a kereket, úgy érezni, hogy azonnal mozgatja a követ.
A saját ezres gépemen 5 ezred az elméletben beállítható legkisebb elmozdulás. Pedig ez csak egy "rabló" függőleges tengelyű gép.
(Nincs üzemben, nem próbáltam, gépkönyv szerint, új korában tudta. Most 60 éves, várja a javítást... Megfelelően kondicionált körülmények hiányában újkorában is kizártnak tartom.)
Ettől függetlenül léteznek az ezredes tartományban dolgozó gépek. Általában ezekben a tartományokban már hidraulikus mozgatással kombinált a fogásvétel.
Köszörűgépen nem veszünk százados fogásokat, általában egy fogás alatta marad annak, ezért a jobb gépeken bizony lemennek az ezredes tartományba az állíthatósággal.
Az én 60 éves magyar síkköszörűmön is 2 ezredes osztás van a "finom" tekerőn. Van egy nagyobb tekerő ami a "gyorsjárat" a kő fogás előtti pozícióba állításához, most nem emlékszem azon van-e skála.
Ezen gondolatsor szerint kb senki sem tud otthon pontosan mérni semmilyen nagyságrendben...
Hazavitted a kalibrációs laborodból a mérőeszközeidet a műhelyedbe: Honnan tudod hogy a tolómérőd jó? Honnan tudod hogy a mérőhasábod jó? Honnan tudod hogy a mikrométered etalonja jó? Stb...
Nem értem miért feltételezed mindig, hogy aki azzal is foglalkozik hogy megpróbálja megtudni a mérőeszközei hibáit, holmi lomizott ismeretlen hasábokkal méreget?
Azért mert nem lobogtatja egyből a kalibrációs műbizonylatát?
Én nem értek ehhez, csak spekulálok. Viszont vannak itt köszörűs szakemberek, biztos megmondja valaki a tutit.
Azt tudom, hogy a bátyám karácsonykor mesélte, hogy g4-es tűrésű köszörült csapokat akart gyártatni (3µm a tűrésmező) és egész Németországban alig talált céget, aki ezt elvállalta volna.
Építtem egy mikroszkóphoz emelhető tárgyasztalt. Az asztal 4 sarkén egy-egy 2x10-es trapézmenetes orsó van, melyeket léptetőmotorok forgatnak. Egy egész lépés így pont egy század milliméter. Ennél finomabb lépést állítok be, meg van mérőléces visszacsatolás is, de valójában csak néhány mikron pontossággal tudom emelni/süllyeszteni az asztalt. Ez alapján én is kételkedem abban, hogy mikron körüli pontossággal lehetne egy trapézmenetes orsóval bármit mozgatni.
Amit írsz, kábé olyan, mintha azt írtad volna, hogy "éjszaka nem süt a nap".
Igaz, magától értetődően igaz, nyilvánvaló mindenkinek(*) --- csak éppen semmi köze az "az nem mérés, hanem indikálás" igazságtartalmához.
(*) Ezt csak azért írtam, hogy valamibe - jogosan - bele lehessen kötni. Sajnos időről időre kiderül, hogy ez sokaknak nagyon nem nyilvánvaló. Pedig nem egy relativitás elmélet bonyolultságú gondolat.
Egy hagyományos szerszámgépen a fél ezredes mozgatás nekem szürreálisnak hangzik, még akkor is, ha nem abszolút pozícióról, hanem csak relatív elmozdulásról van szó.
Hogy mást ne mondjak: ha pl. a mozgató orsó menetemelkedése 2mm, akkor a fél ezredes elmozdulás az orsó 5 szögpercnyi elfordulásának felel meg. Milyen áttétel tekeri azt az orsót, ami ilyen finom mozgatásra képes?
Nem lehet hogy az a fél ezred inch-ben értendő? Az nagyságrendileg éppen egy század milliméter.
> Na, azt nem gondoltam volna, hogy ez a weboldal ennyire régi.
Elismerem, provokatív céllal tettem be a linket.
A leírt sztorit ismerem, az NIST hosszmérésének fejlődéséről találtam egy hosszú, részletes cikket. Az viszont még mindig nem világos, hogy hogyan mértek pontosan hosszúságot az etalon kalibrációs hőmérsékletétől eltérő hőmérsékleten? Tehát az igaz, hogy az ismert összetételű platina-iridium méterrúd hőtágulása mérhető és a méterrúd reprodukálható (volt), de hogyan?
Na, azt nem gondoltam volna, hogy ez a weboldal ennyire régi.
,,Tudja ezt valaki?"
Szerintem az a megoldás, hogy 20°C-on mérték hozzá a saját etalonukhoz, és tudták, hogy mekkora a hőtágulása.
A méter sztenderdek nagyon pontosan meghatározott anyagösszetételűek, és annak a termikus tulajdonságai is kalibrálva vannak.
Ez kb. úgy van, Anno Domini legyártottak talán 30 méterrudat.
Ezek valójában hosszabbak, mint 1 méter, az 1m-t két bekarcolt vonal között kell mérni. Mindegyikre csináltak egy-egy ilyen karcolást. Ezt persze nem lehet teljesen pontosan megcsinálni, úgyhogy kicsit eltérnek egymástól.
Ezek közül kiválasztották azt, amelyiknek a hossza a legközelebb volt a korábbi méter etalonhoz (,,Mètre des Archives''). Ez lett a BIPM méter standard.
A többit pedig hozzámérték ehhez - azaz bekalibrálták őket - és ezzel az adattal együtt elküldték a tagországoknak. Ezek lettek a nemzeti méter etalonok.
Pl. az USA kapta a 27-es sorszámút, ennek a hosszúsága 999.9984mm ± 0.2 μm (azaz 1.6μm-rel kisebb, mint 1m).
Szóval ebben a képletben ott van a T, azaz a hőmérséklet, méghozzá nem is csak a szokásos lineáris, hanem négyzetes interpolációval véve figyelembe a hőtágulást.
Érdekes kérdés az, hogy ha a mérőórák és etalanok 0C vagy 20C fokon vannak hitelesítve, akkor hogyan lehet megmérni, hogy más hőmérsékleten mekkora egy tárgy hossza? C.E. Johansson például készített egy 100mm átmérőjű hengert 20C-on a saját mérése alapján, és elküldte a
https://www.bipm.org/en/home -be azzal a kérdéssel, hogy hány fokon 100mm az átmérője? A válasz 20.63C volt, az eltérés 20C-on 0.7um. Ez azért érdekes, mert 1903-ban még 0C-on történt a hiteles hosszmérés. Vajon hogyan mértek 20C-on? Gondoltam interferométerre, de annak a karhossza is függ a hőmérséklettől. Vagy felmelegítették a tárgyat, majd gyorsan bevitték a 0C-os laborba és lemérték a hosszát? Tudja ezt valaki? Ez a kérdé igen lényeges, mert az anyagok pontos hőtágulásának méréséhez ilyen fajta hosszmérésekre van szükség.
Ha független pofás tokmányba befogsz valamit, kör, négyszög, hatszög, téglalap stb keresztmetszetűt annak a kívánt része nem fog futni, ezért mérőórát teszel a gépre és addig nyitod zárod a pofákat amíg a darab kellő pontossággal fut. A pontosság csak a türelmeden múlik, tehát akár jobb is lehet mint egy precíz hárompofás tokmány futása. Ezt a beállítást mindig el kell végezni ha új munkába fogsz. Menet közben visszafogáskor, vagy ugyanolyan előgyártmány esetén lehet csak két pofát lazítani így újra befogva azokat húzva viszonylag pontosan visszafogható az anyag. Itt is te döntöd el hogy ez a pontosság elég, vagy ellenőrzöd órával, vagy újra be állítod a befogást.
(Regisztrálni kell de nem tudom, hogy hol. Én az Enterprise Group-tol akartam letölteni egy ingyenes programot ami természetesen nem sikerült de válaszoltak és meghívtak az eseményre ha regisztrálok!)
,,Ha egy mérőóra össze"mérési" összeállításban ha a MÉRÖHASÁBra ráírt méretlépcsőt - jelen esetben 1 század - mutatja minden órám, azaz 1,00mm -es hasábot kitolva egy 1,01-essel az összes órám 0,01mm méretváltozást mutat, akkor tekinthetők az óráim egymáshoz és a mérőhasábhoz képest pontosnak?''
Ez egy értelmetlen kérdés. Egy mérőóra nem "pontos" vagy "nem pontos". Az nem egy on-off dolog.
"Mennyi a méretváltozása egy ekkora hasábnak cirka 10-20 év elteltével?"
Ha nem érte valami abúzus abban a 10-20 évben, akkor gyakorlatilag semennyi.
,,Mekkora a hőtágulás miatti méretváltozása 10 fokon?''
Az acélok hőtágulási együtthatója 1.1-1.3 * 10−5 K−1
(Vannak ennél sokkal kisebb hőtágulású fémek is)
Ez alapján 10°C hőmérséklet változás esetén az 1mm-es hasáb mérete 0.12µm-rel változik.
,,Ha az órák is ugyanazon a hőfokon vannak (10fok), mekkora hibát vihet bele a nem 21fokos laborkörülmény?''
Ez megint csak megválaszolhatatlan kérdés. Milyen mérést végzel? Milyen órával?
Szerintem egy ilyen összehasonlító mérés alkalmas arra, hogy számunkra elfogadhatóan pontosnak tekintsük azokat az órákat.
Ha minden azonos hőfokon van, és a mérés közben végig minden résztvevő elem meg is tartja ezt a hőmérsékletet, szerintem az sem okoz gondot, ha az éppen nem 20 fok.
Egy ilyen összehasonlítás után az óra annyira tekinthető pontosnak,amennyire a hasáb pontos volt. Ez a legrosszabb pontosságú hasábnál is éppen elég egy mérőórához szerintem.
1. Azzal kezdtem a mondatot hogy : Hobbi szinten.. 2. Ha nem tudod érzékelni a különbséget az INDIKÁLÁS és a MÉRÉS ( fogalmak/meghatározások) között, az a te bajod...
=========
" Ha kiválasztom azt a mérőhasáb összeállítást, aminek a munkadarabomtól való eltérését mikronom belülre indikálom, akkor máris megmértem, hogy mekkora."
=========
Maradjunk abban hogy indikáltad..., a mérés eredménye mennyire lehet VALÓS mérési érték Hobbi szinten.. mikronos tartományban... -Semennyire- :)
Más is válaszolhat, mert eddig nem kaptam normális választ ezekre...
Ha egy mérőóra össze"mérési" összeállításban ha a MÉRÖHASÁBra ráírt méretlépcsőt - jelen esetben 1 század - mutatja minden órám, azaz 1,00mm -es hasábot kitolva egy 1,01-essel az összes órám 0,01mm méretváltozást mutat, akkor tekinthetők az óráim egymáshoz és a mérőhasábhoz képest pontosnak?
Mennyi a méretváltozása egy ekkora hasábnak cirka 10-20 év elteltével? Mekkora a hőtágulás miatti méretváltozása 10 fokon? Ha az órák is ugyanazon a hőfokon vannak (10fok), mekkora hibát vihet bele a nem 21fokos laborkörülmény?
És a legfontosabb: hogy méred meg korrektül egy eszterga főorsócsapágy hézagát ha ez a gép az üzembe van lebetonozva? És hogy állítod be a gépkönyv szerinti értéket?
Keresel egy hatszög anyagot, amit be tudsz fogni a késtartóba. A végébe menet, abba belehajtod a nyers csavart. A hatszöget hátul ütköztetve egy késtartó csavarral rögzíted, majd tokmányba fogott maróval lapolod, azután egyet léptetve marod a következő oldalt. Nekem van marógépem de mégis így készítettem a csavarjaimat, mert így volt gyorsabb. ( Esztergát könnyebb tekerni mint a maróm. )
Pont a réz kúpos siklócsapágy csere-beállítás miatt kéne kivenni a főorsót, de előbb ugye a tokmány tárcsát... de pont ezért is akadt el a projekt :) nem akartam nagyon nyaggatni. Most még hideg is van, nincs fűtés a műhely-garázsban. 1 hónap múlva nekiállok újra, addig kicsit húztam a csapágyon, így elfogadható - ami pontosság nekem elég, általában fél-egy tizedre dolgozom rajta, nem ezredre :)
Órát neki támasztva a tokmánynak, bele fogva egy 30 centis 15-ös köracélt, fel-le mozgatva bő 5 század. Azt gondolom, ez így nem jó, de nem tudom biztosan, végül is ez elég kicsi gép, ez a praktikeres kínai méret, de valami régebbi magyar gép lehet. Itt sem tudtuk beazonosítani... Az ágyra is ráférne egy síkolás, de sztem ennyire nem fogok bele mélyedni, annyit nem ér.
A tokmányhátlap melegítését gázégővel próbáltad már? Egyenletesen kell melegíteni, tehát folyamatos forgatás mellett. Közben lehet csavarlazítót adagolni a menetbe. Felforr, de így talán behatol olyan helyre, ahol már összefüggő a rozsda. Kalapálást nem javaslom, mert tönkreteheted a csapágyat.
A tokmánytest azért legalább valami "vas" legyen ,ne alu .
A főorsóházról tegyél képet az is érdekesnek tűnik .
Mekkora a képen lévő tokmányod ?
EAN ról én nagy svédfogóval , rángatva , a tokmánytárcsa nyakát fogva , a legkisebb sebességben szoktam leszedni a menetes tárcsát , de nagyon nem szokta akarni engedni magát .
már az elején elveszettem a fonalat... "Johansson svéd gépész 1896-ban elkészítette az első mérőhasáb készletet" - ami nyilván nem lehetett az "első", mert valamihez mérnie kellett.
"1m-es etalont meg mondjuk kölcsönkérte Párizsból" - valszeg ez sem sokaknak opció :D
Szeretnék a garázsba egy pontos műhely asztalt - lehet - nem kapnám meg :D Bár most már valami jó LED lámpát kéne elkérnem, mióta a fényhez mérik a métert :)
Köszönöm ezt a javaslatot ahogy nézem ezen is 3 imbusz csavar van hátul lehet azt kicsvarozva tudnám cserélgetni őket ha ugyanaz a méret ez lenne a legegyszerűbb.
Igen a független pofással is be tudsz fogni bármit ami belefér, de első befogáskor ez beállítást igényel, cserébe jóval univerzálisabb. ( Érdekes módon az amerikaiak nagyon szeretik ezeket használni )
Célszerű ha készítesz, vagy valakivel készíttetsz egy másik hátlapot és azokkal együtt cseréled a tokmányokat.
Esetleg el lehet gondolkozni a menetes főorsóvégre fixen felszerelni ( és felragasztani ) egy rövidkúpos átalakítót, így a továbbiakban könnyebb lesz a tokmány csere illetve a hátlap gyártás.
Nagy gépen ahol a tokmánycseréhez már valami daru kell ott szoktak egyik tokmányba másikat befogni, de ezt egy kezdő esztergályosnak nem javasolnám.
A menet jobbos hogy esztergálás közben a tokmány ne lazuljon le a forgácsoló erő miatt. Ezeknél a megoldás a következő: Befújod csavarlazítóval. Leveszed a tokmányt. A csavarhelyekre felfogsz valami vasdarabot. Keresel a ágyazat és a vasdarab közé valami alu vagy keményfa ütközőt. Leakasztod az ékszíjat a motorról, majd azt kézzel fogva lendületesen nekicsapod az ütközőnek a vasdarabot. Pár ilyen ütés után meg szokott lazulni. ( Saját, több vitát is kiváltó véleményem szerint, elég egy hárompofás és egy négy független pofás tokmány. )
Az lenne a kérdésem, hogy van ez a kis esztergám levenném a tokmányt róla hogy megmérjem a menetet valahonnan szeretnék rá venni négypofásat. Hogy álljak neki, hogy jön le a tokmány jobb menet vagy bal lehet?
A mondanivalóm lényege akkor is az volt, meg most is az, hogy annyi ismeretlen hibát viszel be ebbe az ellenőrzésbe, ami összemérhető azzal az eltéréssel, amit vizsgálsz. Ebből adódóan a valós és a műszer által mutatott érték nem ugyanaz.
Más az, ami itt a hasáb készítéssel kapcsolatban elhangzott, és más a "házi körülmények" közötti eset. Előbbinél ismered a hibákat, az utóbbinál nem.
A másik:
Egyébként eleve halálra ítélt dolog pl. a szóban forgó orsó csapágyazásnál olyan hézag értéket előírni, amit gyakorlatban csak kondicionált körülmények között lehet mérni, és betartani.
Más kérdés, hogy szükség sincs rá, nem egy pontossági esztergáról beszélünk. (E2N) Eleve értelmetlen ezeknél mikronokról beszélgetni.
Tényleg befejeztem, mindenki csinálja, ahogy akarja. Tétje végül is nincs. :)
Esetleg vehetsz egy USB-s billentyűzetet. Párezer Ft.
De remélem nem éreztet kritikának amit írtam! Nem annak szántam (a hozzászólásaimban levő elütéseket, betű és szócseréket, ismétléseket tekintve szép is lenne)
Egyszerűen csak viccesnek találtam ahogy te elírtad én nem elolvastam.
,,Nem okoz ez nagy hibát, nem nyalja le a készülő darab sarkait?''
Pont ezért csináltam kerekre. Anna nincs sarka, amit lenyaljon.
Komolyra fordítva: a felület szélének a túlkopása több ok miatt előfordulhat - és elő is fordul leppeléskor.
Például ilyet okoz
1. a munkadarab billegése
2. a folyékony csiszolóanyag feltorlódása, illetve
3. az, hogy a csiszolat az felület középső területeiről nehezebben örül.
de a papír bizonytalan vastagsága pont nem igazán okoz ilyet- ahogy írtam, a munkadarab mozgatása azt annullálja.
A szélek túlkopása ellen az az orvosság, hogy a munkadarab köré odaragasztanak plusz anyagdarabokat és azzal együtt leppelnek.
,,Magam úgy képzeltem hogy valami puhább fémre, réz, öntöttvas, alu felvitt csiszolópor és olaj keverékével történik a megmunkálás.''
Lényegében 3 módszer van használatban:
1. A modern a leppelő fóliák/lapok használata - ami lényegében egy öntapadó vízpapír szerűség. Az egyszerű használat mellett a nagyon egyenletes csiszolóhatás az előnye és a stabil, nem kopó alapfelület.
2. Az amit te javasolsz, de ilyenkor nem sík, hanem rovátkolt szokott lenni a felület, hogy a csiszoló szuszpenzió ki tudjon menni az munkadarab alól, de ússzon fel rajta. Ennek egyik hibája, hogy igen hamar hordósra kopik és pont azt a hibát produkálja, ami megoldani szerettél volna vele.
3. Azt öntöttvas vagy bronz felületet gyémántporral "feltöltenek", azaz rászórnak gyémántport és azt görgőkkel vagy valami kemény féldrágakővel belenyomják az felületbe. Itt a csiszolószemcsék rögzítettek lesznek, amit aztán olajjal-petróleummal kennek használat közben. Például az ékszerészek szeretik ezt használni forgó korongokon, de a gránitlapokat is így leppelik.
,,milyen kár, hogy a NASA csak burkolt katonai fejlesztéssel foglalkozik.''
Ez egy elég nyilvánvaló butaság. A Pathfinder Mars szondának, a Hubble űrteleszkópnak, vagy a Naprendszer szélére küldött Voyager űrszondáknak zéró katonai haszna van.
Ipari, gazdasági haszna a - nem belátható távoli jövőben - a legelsőnek talán van, az utóbbi kettőnek bizonyosan nincs.
Ahogyan te mondod - öncélú dolgok ezek.
Mert amióta az ember a fáról lejött, benne van ez az öncélú vágy, hogy megismerje és megértse a körülötte levő világot.
Ugyanezért tölt hónapokat-éveket egy biológus szügyig sárban az Amazonas vidékén, hogy felfedezzen egy addig ismeretlen bogarat.
Ezért ássa fel a régész a Szaharát történelmi relikviákért.
Ezért gondolkozik teljesen absztrakt tételek bizonyításán egy matematikus.
Minden alaptudományokkal foglalkozó kutató ezt csinálja - a világot akarja megismerni. Öncélúan - elsősorban csak megismerni, és nem megváltoztani.
Osztán meg történelmi léptékben mégis ez viszi előre a világot.
Igen, elmélkedtünk is róla hogy a reszelőt az asztal felé kell hogy húzza és ne tolja. Csak ugyebár a reszelőnek a nyele éppen az ellenkező irányban áll. Így a kereskedelemben kapható álltalános reszelőket némileg át kell alakítani a befogás miatt.
Gondolom az ipari reszelőgépek reszelőin nem volt meg a nyélbe tolható kiképzés.
milyen kár, hogy a NASA csak burkolt katonai fejlesztéssel foglalkozik.
szenzorok - célpont adatgyűjtés, felismerés
kép analizálás - célpontazonosítás
csillagközi utazás - automatizálás, távoli vezérlés
rakéták - hajtóművek és hajtóanyag kutatás
honnan lehet tudni? onnan, hogy az űrkutatás igazából öncélú. saját magával indokolják a fejlesztéseket: "kutassunk hogy jobb legyen a technológiánk". Vagy tényleg olyan szuper dolog, hogy havonta leesik egy szonda a mars felszínére? nem fogok offolni erről, de érdemes végig gondolni. Bár tudom, hogy nagyon trendi az űrkutatást isteníteni, de nem véletlenül olyan jó PR.
> Hobbi szinten a mikront, mint eltérést (0,001mm) csak indikálni lehet, mérni is lehet de nincs értelme...
Meglehet, igazad van, de hol a határ hobbi és profizmus között? Vajon Johm Harrison profi ácsmester volt vagy egy amatőr órás? Vajon melyik területen végzett munkája miatt ismerjük a nevét? Attól, hogy valakinek nem tanult szakmája az, amivel foglalkozik, még kidolgozhat, felfedezhet nagy hatású dolgokat. Az ember már csak ilyen: szereti a határait feszegetni. Szegény Ikarosz ezen rajta vesztett, de mások szerencsével jártak. Például a magyar Gothard Jenő, tanulmányai alapján gépészmérnök, elsőként bizonyította be egy fényképfelvétel elkészítésésel, hogy egy csillagközi köd (mai nevén planetáris köd) középpontjában van egy csillag. Pedig "csak" egy amatőr, hobbi csillagász volt.
Az sem véletlen, hogy olyan apró kis intézmény mint a NASA nyilvános pályázatokat ír ki mindenféle számára releváns probléma megoldására:
- ha az alt-ot nyomva tartod, a numerikus billentyűzet számokra visszaadja a karaktereket. nagy S = alt83 kis s = alt115
- használhatsz billentyűzet átkonfiguráló programot, mint pl ez, és pl valamelyik F1-F12 billentyűre ráprogramozhatod az s-t és az S-t: https://www.raymond.cc/blog/download/did/807/
Az "s" betű megszűnt működni a gépemen. Ezért Ctrl-c Ctrl-v módszerrel írom az "s"-et. Néha elfelejtkezem erről, ilyenkor kimarad. Kényelmetlen kissé, mert néha kell "S"-t írni, majd újra visszaváltani "s"-re, hogy az egyéb idézetek bemásolásáról ne is beszéljek. 9 éves laptop, javításáról lebeszélt a szervíz.
A hajdani MOM szerszámkészítő osztályán, 1965-ben vásároltak egy UMF Ruhla vasipari szalagfűrész, és reszelőgépet. A fűrész helyére lehetett feltenni, a kb. 40-50 mm. hosszú darabokból álló, ellentétesen recézett felületű, végtelenített reszelőszalagot. Használatát főleg a nagyobb vágólapok, kivágó szerszámok nagyoló reszelésére használták.
> A hasábot fapálcikával adjusztáltam, minden mást kesztyűben kezeltem mert rohadt hideg a hideg fém. :)
Ne panazkodj, a méter etalon hosszát 1889-ben 0 Celsius fokon adták meg (ez is benne van a linkelt cikkben), és a cikk szerint az is Johansson hatása volt, hogy 1931-ben 20 Celsius fokra változtatták a referencia hőmérsékletet.
Amikor a tolómérőt (pont ugyenilyenem van...) kalibrálják, mivel biztosítják a pontos szorítóerőt? A képen a kesztyűs kéz nem látszik kalibráltnak (bár aki tíz éve ezt csinálja, bizonyára elég jól ért hozzá..)
Ja igen, a síkom egy tusírléc volt, a hasáb egy mérőhasáb. A rendszer minden eleme ugyanazon hőmérsékleten volt, tizeneleje fokon. A hasábot fapálcikával adjusztáltam, minden mást kesztyűben kezeltem mert rohadt hideg a hideg fém. :)
Szóval mondhatni a 21 fokos mérőlaboron kívül mindent megtettem hogy el tudjam végezni az óráim korrekt összehasonlítását.
Miután összehasonlítottam a mérőóráimat egy kellően sík felület ugyanazon pontján ugyanazt a hasábot indikálva, az általam elfogadottnak vélt hibahatárral úgy gondoltam hogy azok az órák egymáshoz képest jól mutatnak. Értsd: ugyanazt.
És mivel nem voltam tisztában hogy a szögtapintós óra milyen szögállásnál milyen nagyságrendű hibát ad, feltettem a botor kérdésem hogy ugyan ha egymás mellett van a két óra és emelgetem a főorsóvéget - csapágyhézag mérés céljából -, miért nem ugyanazt mutatja.
Erre jöttél te és levezetted hogy eszterga főorsó hézagot nem lehet "mérni" csak és kizárólag laboratóriumi mérőszobában hitelesített műszerekkel.
Persze arra nem kaptunk választ hogy akkor hogy is csinálják ezt hivatalosan és melyik mérőlaborba hordják az esztergákat főorsócsapágy ellenőrzéskor. :)
De hát nyilván nem kellett volna a mérés szót használni akkor. ;)
Bennem a vízpapír használata vet fel kérdéseket. Két nagyon pontos sík, az etalon és a készülő darab közé bekerül valami ami papír, a maga bizonytalan méreteivel. Nem okoz ez nagy hibát, nem nyalja le a készülő darab sarkait? Magam úgy képzeltem hogy valami puhább fémre, réz, öntöttvas, alu felvitt csiszolópor és olaj keverékével történik a megmunkálás.
Tükör csizolással én is próbálkoztam gyerekkoromban Kulin György: A távcső világa c. könyvében megadott módszer alapján. Két előmunkált üvegkorong volt az alap. A csiszolás része jól ment, a gond a polírozás volt: mindig összeráncosodott a szurok a keletkező hőtől. Megállni sem lehetett finom csiszolás vagy polírozás közben, mert akkor meg összetapadtak. A felület alakját a Foucault féle késélpróbával ellenőriztem. Jó móka volt.
Gondold el: optikai elemeket készítenek belőle,amik megtörik a fényt, vagy törve tükrözik vissza. A sok fénysugár a végén kiad egy optikai képet, amit nézel. És ha ez egy távcsőben van, akkor akár szabad szemmel nem látható csillagokat tesz neked láthatóvá. A fény hullámhosszának töredékével kell dolgozni, és sikerül!
Apám maga otthon a konyhaasztalon távcsőtükröt csiszolt, aminek az ilyen fokú pontosságát egy egyszerű eszközzel ellenőrizte. Az eszköz egy kartonlap, a bele vágott ablak, és a rátekert vékony tekercselőhuzalból kialakított rács volt. És egy ilyennel a tíznanométeres tartományig le lehet menni.
Az optíkai felületek sík mivoltát legtöbbször a He-Ne lézer 633nm hullámhosszához viszonyítva adják, meg, tehát a "lambda/10" érték erre a hullámhosszra utal. Ha eléggé felpolíroztad a hasábodat, akkor visszatéve ugyan arra az üveglemezre amin políroztad Newton gyűrűket/sávokat lehet látni, és az azonos színű gyűrűket vagy sávokat megszámolva meg lehet becsűlni a felületek egymáshoz képesti relatív eltérését. Ha netán van egy síküveg etalonod, akkor pedig magát a polírozott felületed kalibrálhatod.
Párhuzamos és sík felületeket nehéz készíteni. Pl egyszer rendeltem az optikusunktól 0.5mm vastag kristálylemezkéket. A felületek "ékessége" a legjobb esetben is 2-3 ívperc volt. Ha kiszámolod, 10mm átmérőn ez 6-9 mikron eltérést jelent a két szél között.
az SI mértékegységek mai definíciója 7db természeti állandóból származtatható. Nem adnak meg egy receptet, hogy hogyan kell megmérni ezeket a mennyiségeket, hanem kijelentik, hogy ennyi a számértékük.
A fénysebességet régen a méter és másodperc segítségével fejezték ki. Ma a másodpercnek van egy definíciója, mely a cézium atomhoz köthető, amely a világon mindenütt ugyan az, és a fénysebesség pedig egy határsebesség, melynél gyorsabban nem tud információ terjedni a világban. Tehát a definíció iránya "megfordult".
A Kelvin fok esetében volt egy recept, amit nem volt olyan könnyű végrehajtani (hőmérséklet és nyomás kontroll), valamint a leolvasásban is volt bizonytalanság.
Méterrúd természetesen lesz ezután is, de ezt bármelyik nemzet el tudja készteni egy jól felszerelt mértékügyi hivatalban.
1. Igen. A minőségi üvegek pontosan nagyon síkok, 10mm vastagság felett pedig kellően merevek is. Ha meg ez nem lenne elég, kisebb méretekben nem túl drágán be lehet szerezni csiszol optikai síküveget, ami pedig síkabb bárminél, amit el tudsz képzelni. Az optikai elemeket általában 1/10 hullámhossz pontossággal munkálják meg, ami ccs 0.05µm.
2. Kit érdekel? A leppeléskor a kismértékű hepehupaság nem számít, mert a munkadarab mozgatása kiegyenlíti azt. Ha homorú vagy domború a lap pár mikronnal, akkor az az ív átmásolódik a munkadarabra, de értelem szerint arányosan kisebb lesz a hiba, mivel kisebb a munkadarab. Valójában pedig az a jó, ha nagyon picit inkább domború a lap, mert a finom leppeléskor úgyis folyamatosan méred a felületet és ott fogyasztod ahol kell (ott nyomod oda jobban). Ez meg a domború lapon könnyebb.
Ez azért nem egészen így hangzott, és egyébként a gyári gépkönyv szerinti mérést se úgy kezdted, ahogy kell.
A jelenlegi beszélgetésben a mérőhasábról annyi a különbség, hogy a kolléga pontosan tudja, hogy mit csinál, így felfogja, (és fel is akarja fogni) hogy mi a mondanivalóm.
Ennek megfelelően pl. leírta az általa várt hibát, az ismert körülmények, műszerek stb. sajátosságaiból adódóan. És azt sem állította, hogy tud pontosan 1 mikront mérni, megadta a hibát. Valószínűsítem, hogy a felsorolt műszerek kezelésében is van gyakorlata. Ez így rendben van.
Úgy viszont nincs, hogy a garázs sarkában mér valaki életében először, valamivel valamit, és ha nem az jön ki mint aminek kellene, akkor "nehogy már megkérdőjelezze ezt valaki, az óra mutatta".
Be is fejeztem, még egyszer nem megyek ebbe bele...
Az egy érthető törekvés, hogy a mértékegységeknek de egy mester etalon legyen a definíciója, hanem fizikai állandókra, papírra leírhatóan legyen megadva. Szépen sorban le is cserélték az összeset. Legtovább a kilogramm etalon húzta, a kg definícióját csak 2019-ben cserélték le egy Plank állandón alapuló definícióra. Valamiért ezt egy nagyon nehéz szülés volt.
Érdekes a hőmérséklet esete is. 1954 óta nem 0°C-on fagy és 100°C-on forr a víz (hanem −0.0001°C ill 99.9839°C-on), mert a definíciót lecserélték a víz hármaspontján alapulóra. Aztán 2019-ben ezt is megváltoztatták, most a Bolzman állandón alapul - gondolom azért, hogy ott is érvényes legyen a definíció, ahol nincs vízmolekula a közelben.
(A fagyás/forrással az a baj, hogy nem igazán mérhető jól. Pl. a fagyáspont nagyon függ a vízben levő szennyeződéstől, de ha meg nagyon tiszta a víz, akkor nem akar megfagyni egyáltalán.)
Az otthon mért mikronokkal egy ideje vigyázok, a sárga fórumban jól el lettem hajtva hogy hogyan képzelem azt hogy a pincében nem temperált helyen, nem kalibrált mérőeszközzel, gyári gépkönyv szerint megmérem az E2N főorsó csapágy lógását.
Akkor a nagyokos által kiderült hogy ilyenre csak a NASA titkos laboratóriumában van lehetőség, mert amúgy sosem lesz pontos.
Egyébként a métert már 1960 óta nem a Párizsban őrzött eredeti méterrúddal definiálják. 1960-ban szakítottak ezzel, először a kripton atom egy kiválasztott aromi átmenete hullámhossza alapján. Ma a métert azon az úthosszon keresztül definiálják melyet a fény 1 másodperc alatt megtesz, a másodpercet pedig a cézium atom egy kiválaszott átmenetének frekvenciája alapján.
A hőkezelés miatt a vetemedés az valóban gond lehet.
Amennyire tudom, etalonokat A2-es acélból szoktak csinálni, annak jó a mérettartósága hőkezelés után is. Én ezüstacélból csináltam, mert azt igen könnyű edzeni kontrollálatlan körülmények között is.
De azt is hozzá kell tenni, hogy a mérőhasábok pontossága még egy nagyságrenddel kisebb ennél (A 0-ás pontossági osztály ±0.12µm, a 00-ás ±0.06µm). A vetemedés ott kezd kritikus probléma lenni.
A szóbanforgó "gombelem"-et úgy csináltam, hogy mikronon belül pont 5mm legyen.
Értelme semmi, csak ki akartam próbálni, mekkora varázslás ez. Valójában nem is olyan reménytelen.
A "mikronon belüli pontosság"-ot úgy kell érteni, hogy:
1. Egy legalább 40 éves 0-ás pontossági osztályú mérőhasábhoz hasonlítottam. Ennek újkorában ±0.12µm volt a garantált pontossága. Most annyi, amennyi. Legyen mondjuk max. ±0.2µm.
2. 1µm-es Zeiss optiméterrel hasonlítottam össze a méretet. Mivel összehasonlító műszer, ezt kalibrálni nem kell. Ezen 1 osztás 1µm, a használati útmutató - és a gyakorlat - alapján 0.2µm pontossággal lehet leolvasni, az ismétlési pontossága 0.1µm. Mindebből 0.5µm garantált összehasonlítási pontosság adódik.
3. Végül a hőtágulás: nem túl nagy odafigyeléssel garantálható, hogy az etalon és a munkadarab közötti hőmérséklet eltérés ±5°C alatt maradjon. Ez az 5mm-es acél esetén <0.3µm hosszváltozást okoz.
Ezeket összeadva meglehetős bizonyossággal állíthatom, hogy az a vasdarab 5mm±1µm vastagságú.
Még arra is ügyelt, hogy mindig ugyan akkora erővel húzza meg a mikrométer csavarját, ezért használta a kissúlyt. Egyébként Johansson egy fegyvergyárban dolgozott, ahol sokféle méretű etalont használtak. ezek kiváltására dolgozta ki a mérőhasáb készletet.
Egy módoított Brown&sharp mikrométert használt, így nézett ki:
A gyári nóniusz helyére 150mm átmérőjű tárcsát szerelt, és így 1um pontosággal tudott mérni.
Amíg nem volt mérőhasáb készlet egyedi etalonokat gyártottak azzal a módszerrel, ahogy jalpar leírta.
Egy trükk, amit optikusoknál láttam: nem egy sík felületet políroznak egyszerre, hanem legalább hármat. Így könnyebb a méretet és párhuzamosságot tartani. Lehet, hogy Johansson is alkalmazta, de erről nem olvastam.
Mindenféle etalonkészítés az az összehasonlításon és az osztáson alapul.
Szóval nem mérőműszer, hanem egy etalon és egy komparátor kell hozzá, ami két etalont össze tud hasonlítani.
Hogy Johansson úr milyen komparátort használt, nem tudom, de lehetett tapasztalata, mert kicsit később gyártott is ilyeneket (Johansson mikrokator).
Ezután ez úgy megy, hogy:
Az alap 1m-es etalont meg mondjuk kölcsönkérte Párizsból. Ezt lemásolta a komparátorával (azaz egy darab rudat addig csiszolgatott, amíg pont ugyanolyan hosszú nem lett, mint a mesterdarab) - onnantól már volt neki is métere.
Azután csinált 2db kisebb rudat, amik pont egyforma hosszúak, egymásra téve pedig pont akkora, mint a méterrúd. Ez az 50cm.
Utána csinált 5db egyforma rudat, ami együtt kiadja az 50cm - megvan a 10cm.
Stb.
A milligram-os etalonsúlyokat is ugyanígy csinálják a kg etalonból, csak ott a komparátor nem hosszot, hanem súlyt hasonlít össze (kb. egy kétkarú mérleg).
A mérőhasáb készítésről szóló leírásod hasonlít arra a módszerre, ahogy C.E. Johansson svéd gépész 1896-ban elkészítette az első mérőhasáb készletet. A pontos méretre csiszolást és leppelést az alábbi ábrán látható varrógépen végezte az otthonában:
A mérőhasáb készlet megjelenése eredményezte azt is, hogy az angol és amerikai inch ma egységesen pontosan 25.4mm.
> Hogy lehetek ilyen béna? --- Hát úgy, hogy a hántoláshoz egy csavarral leszorítottam az asztalra.
> Csak annyira húztam meg, hogy ne mozogjon, amikor hántolom, de az elég volt ahhoz, hogy
> behajoljon és síkra hántolás után visszaugorjon púposra amikor fellazítom a csavart.
Nem vagy egyedül: pont ugyan ezt a típusú hibát követtem el egy egy méteres tusírléccel. Asztalas szorítóval fogattam egy fakerethet, hogy tudjam hánolni de mérés előtt nem lazítottam a szorítót. Az eredmény egy szép íves hántoló híd lett. Jó sokat kellett dolgozni rajta, amíg kiegyenesedett.
,,Miért kellett volna lennie bárminek, amit nem lehet kézzel reszelni, csak géppel?
Miért ne lehetne gépet csinálni csak arra, hogy ne rohadjon le a keze a melósnak munkaidő végére?"
Igazat beszélsz. Apró pontosítás, hogy a gépi reszelő - mint sok más gép is - nem csak könnyíti, hanem egyszerűsíti is a munkát: sokkal kevesebb gyakorlattal lehet vele szép párhuzamos/merőleges síkokat reszelni, mint puszta kézzel.
,,Szerintem azért van ott hogy ne diszkrét pontok méregessen a mikronos óra, hanem egy kisebb felületdarabot.''
Igen, azért. A hántolt felület sík, de nem sima. Ezért mikronos mérőórával közvetlenül nem lehet mérni - ugrál összevissza a mutató.
Általában egy mérőhasábot szoktak az óra és a tárgy közé tenni, mert az igen sima és párhuzamos a két lapja.
A képen látható "gombelem" egy saját készítésű "mérőhasáb", párhuzamosra és pontosan 5mm vastagra leppelve. Elsősorban arra használom, hogy marógépen pl. egy ujjmaró magasságát beállítsam: rárakod a munkadarabra az ujjmaró alá, és addig óvatosan emeled az asztal, hogy éppen finoman szoruljon a gombelem. Ekkor az ujjmaró pont 5mm-rel van a tárgy felett. Két kört tekerve az emelőn pedig pont szintben lesz.
Időigényes csinálni ilyet, de nem egy nagy etvasz:
5. végül üveglapra ragasztott 400-640-1200-2000-es vízpapírokon végleges méretre leppelni, a méretet és a párhuzamosságot közben mérőórával/mikrokátorral/orthotesttel/optiméterrel folyamatosan ellenőrizni.
Az elérhető pontosság csak türelem (és mérőműszer) kérdése - a marószerszám beállításához a századon belüli pontosság bőven elég. De egy jó műszerrel és etalonnal mikron pontosságig könnyedén lehet menni - persze a szokásos fenntartásokkal (hőtágulás, etalon pontossága, szennyeződések stb.)
Nálunk a csavarfejező melegüzemi szerszámok W tartalmú betéteit reszelték vele. Nem azért mert kézzel nem lehetett volna megoldani, hanem sok volt a leválasztandó anyag, és a szaki míg a gép reszelt , a mellette lévő satuban tudott mást csinálni.
Miért kellett volna lennie bárminek, amit nem lehet kézzel reszelni, csak géppel? Miért ne lehetne gépet csinálni csak arra, hogy ne rohadjon le a keze a melósnak munkaidő végére?
Végül is kézzel is lehet lukat fúrni, aztán mégis mennyi motoros fúrógépet csináltak!? Vagy fűrészgépet...
És persze belefutottam egy olyan malőrbe, hogy ha másnál látom, hogy azt csinálja, egyből szólok neki, hogy ,,hülye vagy nem lesz ez így jó!''.
Szóval behántoltam - nem kis munka volt elég sokat le kellett vakargatni. Aztán feltettem a gránitlapra és látom, hogy vagy 2 századod billeg.
Hogy lehetek ilyen béna? --- Hát úgy, hogy a hántoláshoz egy csavarral leszorítottam az asztalra. Csak annyira húztam meg, hogy ne mozogjon, amikor hántolom, de az elég volt ahhoz, hogy behajoljon és síkra hántolás után visszaugorjon púposra amikor fellazítom a csavart.
Szóval kezdhettem előröl - most már nem a tusírlapot rátéve a munkadarabra, hanem fordítva: az asztalról fellazítva-leszedve és a tusírlapra rátéve.
Most teljesen sík az alja, meg se rezdül a mérőóra, akárhogy nyomogatom.
A régi Szabó Lajos/Kemény Antal féle marógépemen is súly húzza fel a fúró/maró fejet. Nagyon szépen meg van oldva, a súly el van rejtve a géptestben. Persze a fellelt állapotban már nem volt meg a súly, de a csiga megvan.
Orosz nagy fúrón én még csak sodronyos megoldással találkoztam (attól még lehet láncos is valamelyiken) - horizont fúró-marókon, ágymarógépeken, síkköszörűn láttam idáig láncosat, de ott több mázsa az ellensúly tömege és az egész orsószekrényt hivatott megtartani.
FA1/FO1-re leggyorsabb "tűzoltás" rugótörés esetén a kettéhajtott gumipók, de azt havonta cserélni kell, mert megeszi az olaj (olajpára) - annyi előnye van, ha szakad, akkor egyben tartja a textil szövés és nem vágja arcon a dolgozót.
Ez még egészen szofisztikált ahhoz képest, ahogy mondjuk az egyetemi műhely egyik maróján a fékkarra ráhebrákoltak kívülről egy visszahúzó csavarrugót (ami annyira jól sikerült, hogy állandó jelleggel egy postásgumival volt kiegészítve). Azon a gépen aztán mi is otthagytuk a kezünk nyomát (a rugónál lényegesen szebben), amikor elforgott az egyik kézikerékben az agy.
Régi munkahelyemen az antenna üzemben sok magyar asztali gép dolgozott napi 8 órában,percenként sokszor lehúzták a kart. A rugó pótlás már akkor is gond volt, születtek is sajátságos megoldások a kiváltásukra.
Ez volt a legérdekesebb megoldás, egy tárcsát erősítettek a tengelyre ami egy horonnyal volt ellátva a palástján.Abba egy sodrott huzal (bowden huzal?) volt rögzítve. Ezt egy könnyen pótolható (legyártható) húzórugóval húzták vissza.
A huzal lehet át volt füzve egy furaton rugótörés esetére hogy ne vágja arcon a dolgozót.
Ha a méretek (hossz, átmérő, menetszám, anyagvastagság) passzolnak azért nagyon nem lehet mellélőni. Persze nem precíziósan pontos lesz, de hozzávetőlegesen szeirntem oké.
Nekem a kisRákosiba is meg az E2N-be is jók lettek amiket rendeltem, igaz finomhangolható majdnem mindegyik helyen egy csavarral. A 40-50 éves rugók helyett sokkal jobb egy új mégha nem is 100% oda passzoló.
A megbízható partnerekhez ragaszkodunk, ezt saját tapasztalatból írom. Amikor elektronikával kezdtem foglalkozni - a közelség miatt - az Illés elektronikához jártam vásárolni. A boltjuk a Király utcában volt, de a bal oldalon, ami már nem VII. hanem Vi. kerület volt. De ez mindegy.
Aztán szétváltak és Rudi úr nyitott egy nagyobb üzletet innen nem messze, de már a VII. kerületben. Ez 30 éve lehetett.
Rudi úr sajnos pár éve meghalt, pedig még nem volt öreg. A bolt viszont ment tovább, de a kedvenc eladó hölgy (Eszter) se tudta mi lesz a jövő. Még fent vannak a neten, ebben tudok segíteni, aztán érdeklődjél náluk.
Kösz! Valójában nem mindig kell a környékhez ragaszkodni, mert volt már nem egyszer olyan, hogy egy partnercégük volt a közelben, ahol le tudtam adni az élezendőket és pár nap múlva fölvehettem a már élezetteket.
Megkeresem a Boronkayékat. Láttam már a hirdetésüket. Kösz megint!
Segítséget kérek az uraktól. Különböző fűrészlapokat és fűrésztárcsákat kellene éleztetnem. Eddig több cég is vállalt ilyen munkákat, legutóbb a Szigetszer Kft-nél rendeltem ilyen szolgáltatást. Ma reggel megtudtam, hogy azért nem válaszolnak a több napja küldött emailem-re, mert május óta megszűntek.
Kérdésem tehát: tudtok-e egy olyan vállalkozást ajánlani, ahol faipari szalagfűrész és fémipari körfűrész élezését vállalnak?
Nekem a Dél-Buda és környéke lenne optimális közelségben. Köszönöm!
Nekem amúgy nem volt bajom a Makaival sem, de ez most nem elérhető náluk.
Az E2N és a KisRákosi újítgatása okán kellettek kisebb rugók a karok alá, és nekem pl. tetszik a Makainél hogy van webshopjuk és lehet válogatni.
Van itt Fehérváron is rugós, lehetne nála is mert tele a bolt mindennel, de egyaz hogy horribilis árai vannak, a másik hogy az eladó mindig olyan p.csarészeg hogy nekem kellene kiválogatnom a szükséges portékát, a "szeméthalomból".
Nekem még jó. De én kivenném a csavarokat amik rögzítik a rugóházat. belegyömöszölném satuba fogva a rugót, majd helyére tolnám együtt a rugót a tengelyt és a rugóházat. ezután egy békafogóval ráfogva a rugóházra addig spanolnám amíg elég feszes lesz, végül behajtanám a csavarokat.
Ha úgy érzed, sok, akkor a külső végéből levágsz. A hajlításhoz fel kell hevíteni, de elég gázpákával is, utána vissza se kell edzeni (felesleges) Több rugóvéget csináltam már, ennél vastagabb anyagból, nem volt gond eddig velük.
Igen gondoltam erre is de nagyjából fél fordulat előfeszítés egy ujjal elég ahhoz hogy fenntartsam a főorsót.
Ha valaki esetleg meg tudná erősíteni hogy 60mm-es vagy 40mm-es rugó kell bele azt megköszönném. Ha nem a belevaló rugót vettem akkor legalább eltépni nem akarom.
Csuhás kolléga, Te nem cseréltél még rugót a fúródban?
De ha a mostani rugót rakom bele akkor kétkarral sem fogom tudni lenmyomni a kart mert már előre fel lesz húzva pattanásig.
Esetleg ajánlhatna bele való rugót aki vett már normális árban. 6-7ezer Ft-ért sokallom kereskedőtől, rugósnál meg most nem elérhető amiket találtam a neten.
Fenéken billentés jár annak aki az én gépemen a kart félútról csak úgy útjára engedi.
Tessen már azt visszakísérni.
A Parkside asztali oszlopos gép orsójának tövében egy gumi karika tompít ha mégis elengedik bár ott csekélyebb tömegek mozognak mint a régi magyar gépeken.
az mindenképp fontos hogy belevaló-e. Nem jó ha nagyon erős, ebből baleset is lehet. Ha túl hosszú, akkor méretre lehet vágni. ehhez nálam jobban értő kollégák segítsége kell, akik értenek az acélminőséghez. Ugyanis kampósra vissza kell hajtani a végét amit nem tudom hogy melegítve vagy hidegen érdemes elvégezni.
Nekem (bár látszólag forgásszimmetrikus) nem mindegy hogy a rugó alatti tárcsát milyen pozícióba rakod fel, más a feszítés ha nem jól van felrakva.
Nekem az furcsa egy kicsit hogy már az összeszereléshez jócskán elő kell feszíteni a rugót hogy beférjen a helyére.
Magyaránszólva ez nem "leheletfinoman" fog felkoppanni amikor elengedem a kart.
Azt még gondolnám hogy nyugalmi állapotban egy fél fordulatot elő van feszítve a rugó, de így ez biztosan többet.
Elképzelhető hogy a rugó nem ehhez való mert elég nagy az átmérője. Nem is tudom hgoy létezik-e egyáltalán olyan rugó ami ebbe való, vagy bármit is veszek akkor azt finomhangolni kell majd.
Mi még a gyárban vasból esztergáltunk egy kelyhet , amibe egy csiszolóvászon darabkát gumidugóval rögzítettünk .
Én úgy pikkelyeztem , hogy a nagy fúrógép asztalára felfogtam a kereszt asztalt (rá a munkadarabot ) és azzal lépegettem le az osztást . A 80-as években ilyen dolgokkal bíbelődtem a gyárban mint tanuló .
Vannak akik művészien pikkelyeznek szinte bármilyen alkatrészt .
Köszönöm , hogy betetted a linket - haladni kell a korral ....
elfelejtetted leírni hogy pontosan mire vagy milyen tanácsra van szükséged.
ha a "tartasz a rugótól" azt jelenti hogy nem mersz hozzányúlni nehogy megcsapjon akkor annyit tudok mondani hogy nem kell félni tőle. Leugrani nem tud és ha egy csőrös fogóval nyúlsz hozzá akkor elég távol lesz a kezed tőle. Feltámasztod a tokmányt felső pozícióba, és két kézre fogod a csőrös fogót, ráfogsz a kunkori végére a rugónak. így bele tudod feszíteni a helyére.
Annyira legyen feszes, hogy épp lehelet finoman felkoppanjon a tokmány amikor elengeded a kart.
Nem teljesen, de eléggé. Régen mindennapi használati tárgyak ezzel voltak díszítve, például zsebórák alkatrészei kívül, belül, púderkompaktok, klf piperecikkek, stb.
> viszont politika igen. A tag lelkes meg ért hozzá, de szerencsétlen az amerikai munkásosztály (már ha létezik ilyen) mentalitását hozza. Időnként (nemgyakran) olyan hülyeségeket mond hogy az arcom leszakad.
Attól, hogy más szemüvegen át nézi a világot, még nem ostoba és nem is szerencsétlen. Hogy mi az igaz és mi a hamis társadalmi és politikai kérdésekben azt nehéz eldönteni. Gondolom Te az értelmiséghez sorolod magadat, aki magasról letekintve tanulmányozza a munkásosztály egyszerű tagjait.
> Pénzügyileg sem kell félteni a tagot, van saját repülője meg miegymás, a jútúb csatonák tudják hogyan kell sírni a feliratkozásért.
Akkor még is csak tud valamit.
De akár igaz amit írtál akár nem, nem ezért szeretjük.
Alapveően két fajta gőzgép volt. A stacionér- és hajógépekben mindig lecsapatták a fáradt gőzt. A gép után volt egy tartály, a kondenzátor (ugyanúgy hívták, mint később az elektronikai kondenzátort). Ebben lecsapódott a gőz és így vákuumot állított elő, ami emelte a gép hatásfokát. A lecsapódott vízből ki kellett szűrni a benne lévő hengerolajat, utána mehetett vissza a kazánba. A hajók nem vittek nagyon sok kazánvizet magukkal a hosszú útjukra, mert így "reciklálták".
A gőzmozdony egy más eset volt. Ott a kipuffogó gőzt arra használták, hogy huzatot adjon a kazánban a tűznek. (a hajóknak ehelyett hosszú kéménye volt). Ez rontotta a hatásfokot és ahhoz vezetett, hogy a mozdonyoknak rendszeresen vizet is kellett vételezniük. Viszont a gőzmozdony kazánja, gőzgépe azonos méret, súly mellett sokkal nagyobb teljesítményű volt.
viszont politika igen. A tag lelkes meg ért hozzá, de szerencsétlen az amerikai munkásosztály (már ha létezik ilyen) mentalitását hozza. Időnként (nem gyakran) olyan hülyeségeket mond hogy az arcom leszakad. Pénzügyileg sem kell félteni a tagot, van saját repülője meg miegymás, a jútúb csatonák tudják hogyan kell sírni a feliratkozásért.
Nagyon szépen köszönöm a válaszokat, azt hiszem minden információt megkaptam, amire kíváncsi voltam. Egyébként a régi gözmalmok esetén merült fel a kérdés.
Az nagyobb álló gőzgépeken nem távozik a gőz, hanem egy "kondenzátor"-nak nevezett valamiben lecsapatják, azután pedig többnyire visszavezetik a kazánba.
Azért jó ez, mert a lecsapódáskor vákuum keletkezik, aminek az energiáját ki lehet használni. Az első - pl. a Newcomen-féle - gőzgépek tisztán ezen alapultak: a gőz nyomása alig volt nagyobb a légkör nyomásánál; ezzel feltöltötték a dugattyút, aztán víz bespriccelésével lecsapatták a gőzt, a keletkező vákum meg visszahúzta a dugattyút.
Aztán kiszámolták, hogy sokkal nagyobb energia kell az víz elforralásához, mint utána egy atmoszféra nyomásnöveléshez, ezért elkezdték a nyomást növelni, és már az is végez munkát (sőt, a többségét).
A "modern" (értsd: 1900-as évek eleje) a nagyobb statikus gőzgépek "kompaund" rendszerűek: van egy kisebb méretű nagynyomású henger, amiben a gőz nyomása a kazánnyomásról a légkörire csökken, innen (egy köztes tartályból) egy nagyobb méretű kisnyomású dugattyúba megy, aminek a másik végén van a kondenzátor.
A gőzt tipikusan hűtővízzel csapatják le ebből kétféle van, az sugárkondenzátorban (ha jól emlékszem a nevére) a hűtővizzel keveredik a gőz, a másik egy sima hőcserélő.
Ez utóbbiból a a vizet visszavezetik a kazánba. Egyrészt, mert az még mindig jó meleg, másrészt mert régen nem volt ioncserélt víz, és a vízkövet igen keserves leverni a kazánról.
Persze a gőzgépet kenni kell, ezért a kondenzvíz is olajos, amit amennyire lehet, szeparálni kell. Teljesen nem lehet, ezért valamennyi visszajut a kazánba. Ott meg az történik, hogy a víz tetején levő olaj késlelteti a víz forrását. A víz fortyog magában, egyre melegebb lesz, aztán azt mondja, hogy na, ebből elég. Áttöri az olajréteget, és hirtelen nagy mennyiségű gőz keletkezik, megnő a nyomás és durran egy jó nagyot a kazán.
Ennek kivédésére külön biztonsági berendezés van a kazánokon.
A kondenzáció során a hűtővíz értelemszerűen felmelegszik. Ahol ezt recirkulálni kellett (mert nem volt egy folyó a közelben végtelen sok hideg vízzel), ott igen változatok módokon hűtötték vissza hűtővizet.
Kondenzvíznek nevezik, és a gép "finomságától" függően kiengedik vagy -ha mód van rá- újrahasznosítják! Pl a gőzmozdonyok nem lágyított vizet használtak, ott nem különösebben számított az elfolyó kondenzvíz! Amennyiben precízebb volt a gőzgép és lágyított vízzel üzemelt (ez ugye drágább és ráadásul már meleg is) ott ügyeltek az újra hasznosítására.
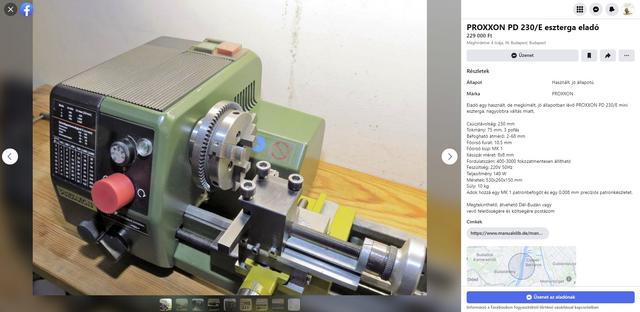
Eladó a képen látható esztergagép, 750mm csúcstávolságú, megkímélt állapotú, nem nagyiparban használt gép. Tartozék hozzá a 200mm-es tokmány, állóbáb, futóbáb, cserekerekek, menetóra, ütköző. Pár éve szét lett szedve a szánszekrény, lakatszekrény, norton, kitisztítva, csapágyak kicserélve amikre ráfért a csere. Új olaj, a laposszíj tökéletes. A gépben megvan a gyári hajtómotor, sebességváltó, viszont az elektronikája ki lett cserélve. Egy elég komoly háromfázisú frekvenciaváltót kapott, amivel az összes sebességfokozatban is lehet a fordulatot szabályozni. 3x16A-ről van használva, és a frekvenciaváltóval a gyári 6kw-os motor tökéletesen üzemel. Az eszterga a képen látható állapotban van, kipróbálható, aki ismeri az tudja mit tud a gép.
Pont ugyanezen gondolkodtam én is. Amcsi transzmissziós videókat kapok napi szinten, és sehol se így van megoldva a dolog. Középen ékelt, szélén szabadonfutó szokott lenni náluk, és vagy jobbról, vagy balról tolják rá a középsőre a szíjat. És persze emiatt a szíj is változik a forgásiránnyal együtt.
Öreg gépek szerelmeseinek alapmű. Ilyen témában még egy ilyen összeszedetről nem tudok. Vannak még csatornák, amelyek foglalkoznak transzmisszió hajtású gépekkel, de azok nem csak erről szólnak.
A II. rajzon a hajtott tengelyen a középső tárcs a laza, szélesebb, mint két szíj egyég, de csak azért, hogy ne fusson egymásra a két szíj. Ha eltoljuk a szíjakat jobbra, akkor a jobb oldali kikerül az ékes tárcsára és hajtja a tengelyt mondjuk "előre". A másik szíj marad a szabadon futó tárcsán. Balra tolva pedig a bal oldali tárcsa kap hajtást és "vissza" felé forog a hajtott tengely.
Ebben aztán nincsen bújtatott meg nem bújtatott reklám.
Egyik videójában panaszkodik is emiatt - illetve azt mondja, ha segíteni akarod a csatornát, akkor ajánlgasd másoknak.
Ugyanis a a helyzet, hogy - mivel ő nem akar ezen pénzt keresni - ezért kikapcsolja az extra reklámokat. Aminek viszont az a következménye, hogy a google se keres ezekből a videókból, ezért nem is nagyon dobja fel őket akkor se, ha úgy gondolja, hogy téged érdekelhet.
Nagyapám a 60-as években volt bányász, nekik még a nagyon régi volt! Később a 70-es években mikor megjelent a lúgoslámpa, abban 2x2 cellavolt -1.2Vx 2db cellánként- . Az egyik duplát kettévágtuk- természetese mentettük a levágottat is műanyag hegesztéssel- és így 5 db cellával meg volt a motorjainkhoz a 6 V-os aksi.
A régi bányászok jobban kedvelték amikor bejött a lúgos fejlámpa, mert féltek a "sújtólég" robbanástól. Viszont amit írsz az nagyon logikus, mert ha elalszik a karbidlámpa, akkor jó eséllyel gond van az oxigénnel a levegőben.
Bár a magyarázat érdekes, mert G:gép, de egy szál G nincs a képen, viszont van egy csomó M, aminek viszont nem mondja meg a nevét.
Gondolom eredetileg motornak hitte a rajzoló, aztán szóltak, hogy legyen G, mert gép, és a szöveg változott, de a rajzból meg a régebbit tették véletlenül be.
> Az én iskolámban a hosszgyalut a transzmissziós hajtás hajtotta még .
Irigyellek, hogy élőben láttál ilyen, én csak vidón. Vizont a letöltött könyvekben találtam egy ábrát a hajtások fajtáiról, minden lényeges válfaj rajt' van az ábrán.
Úgy tudom a József körúti vegyszerboltban lehet még kapni kis mennyiségben. Bár, én biztosan nem pancsolnék otthon vele, ahhoz túl ritkán lenne rá szükség.
Ha karbidot lehetne szerezni (kis tételben)acetilén gázfejlesztőt könnyen tudna csinálni az ember. De amit TE használsz, az príma a keményforrasztáshoz. Ma már a lánghegesztés eléggé idejét múlt, a hobbiba is átvette a helyét a plazmavágás , különböző elektromos hegesztések, sarokcsiszoló, rezgő és egyéb fűrészek . Leáldozott a nehéz munkának számító és kis hatásfokú rablóvágók kora
Én acetilénhez való keverőszárat használok PB-hez is. Begyújtani csak úgy lehet, hogy mielőtt rányitod az oxigént, a lángot egy vas lapra kell irányítani kb. 45fokban /jó közelről/ és úgy ráadni az oxigént. Addig kell ott tartani, amíg kialakítod a szúrólángot, egyébként az oxigén elfújja a lángot. Utána már nincs gond, ugyanúgy használható mint az acetilén. Természetesen hegeszteni nem lehet vele, csak vágni, melegíteni és keményforrasztani. Ilyen acetilén árak mellett szinte csak PB-t használok ezzel a módszerrel. Sajnos a tiszta oxigént nem tudjuk nélkülözni.
Tavaly, valahol barangoltomban felleltem egy 1880 körüli gyári céges katalógust, amiben a rengeteg transzmissziós alkatrészt sorolták fel, mint eladó terméket.
Én marha, nem mentettem le, és azóta nem lelem, pedig többször is kerestem volna már benne dolgokat.
Keverőszárba kell vezetned a PB-t reduktoron (elég a 0.4 bár) és visszacsapó szelepen át, továbbá az oxigénnel ugyanez a helyzet! Ilyesmit kell összehoznod. http://www.cooptim.hu/?page=termek&MNR=E2902
Az motor irányváltásával nem az a legnagyobb baj, hogy időigényes, hanem az, hogy akkor az összes gép visszafele fog forogni.
A transzmissziós hajtás nem a garázsműhelyek tipikus tartozéka volt, hanem a nagy műhelycsarnokoké, ahol gépek tucatjait hajtották egyszerre egyetlen központi erőgépről, legtöbbször gőzgépről.
Az nincsen meg sajnos, csak egy nagy fakerék, azt villanymotorral hajtották az újabb időkben. De az igazi nem is a dupla tárcsa, hanem a tripla, a középső a szabadon futó, jobbra-balra pedig az előre-hátra forgást biztsító. De van kuplungos megoldás is, ott elég kettő.
Igen megvan a dupla behajtó szíjtárcsa , de ez így hiányos ... Három szíjtárcsa volt eredetileg , a két szélsővel az irányváltást , a középsővel a szabadon futást oldották meg , hogy ne keljen a központi villany motort leállítani és irányt váltva újra indítani . Egy központi villany motor több gépet hajtott . Ahol meg vízturbina , gáz , benzin , gőz motor volt ott kizárt volt a motorok irányváltása . A gőz motornál még lehetséges volt , de rengeteg idő volt irányt váltva újra indítani . Pl. egy menetvágásnál kivitelezhetetlen volt .
Eredetileg az esztergagép fölött egy irányító kar segítségével lehetett forgás irányt váltani .
Újabban készítenek fogazott szíjakat is. Ezek, ellentétben a súrlódás segítségével kapcsolódó szíjhajtásokkal, pontos szinkronhajtást tesznek lehetővé, megtartva ugyanakkor az ékszíjhajtás számos előnyét: egyszerű kezelhetőségét, egyszerű szerelését, zajtalan, nyugodt üzemét, rezgéscsillapító képességét. Ilyen szíjat használnak belsőégésű motorokszelepeit működtető vezérműtengelyek hajtására, kiváltva a régebbi lánchajtást. Anyaga a kenőolajjal szemben ellenálló kell legyen. Hátránya viszonylag költséges előállítása és az, hogy fogazott tárcsákat kell hozzájuk beépíteni, nem védenek túlterhelés ellen.
És megvan a dupla behajtó nagy szíjtárcsa is a mennyezeti konzolnál, aminél az egyik szabadonfutó,hogy le lehessen állítani a gépet a felhajtószíj átcsapásával?
Apróságok: Ha a lakatanyát zárod akkor a hossz hajtókar rögzítődik, hiszen együtt megy a szánnal. A fecskefark szerű rögzítés elsősorban mozgó bábhoz való, de esetlegesen célgép jellegű eszközök is rögzíthetőek lehettek, pl másoló kütyü, szupport köszörű, különböző profilkések stb.
Ezt nagyon jogos "baszogatásnak" vélem. Köszönöm és minden bizonnyal az eredeti állapot visszaállítása - modern alkatrészekkel, szerelvényekkel - az egyik legvállalhatóbb megoldás. Mivel biztos, hogy el szeretném cserélni, ezért lehet, hogy el kell engednem a fülem mellett az aggodalmas kuplung-hangokat. Ha megtartanám, akkor biztos, hogy egy kisebb motort beletennék, nem hinném, hogy szükségem lenne 7,5Kw erejére.
"...van használati értékük..." "...nincs nagyon átalakítva és széttőrve."
Az eredetiség megvan ugyan de a használati érték igencsak megkérdőjelezhető. Talán a tokmány alatti nagyobb átmérő elfordulás miatt lehet vonzó ha a használatra veszi meg valaki. Viszont nincs skála a szánok elmozdulásához így a mérés gyakorisága a gép "pontossága". Ha valaki ezeket pótolja akkor az eredetiségét veszti el a masina.
Érdekes megoldás "fogaslécként" használni a vezérorsót.Úgy vélem a hajtókarja nem oldható így a lakatanya zárásával a kar kalimpál kissé veszélyesen.
Az alapszán öntvényében mindkét oldalon van fecskefark szerű kiképzés.Vajon miféle feltétet tervezhettek oda a tervezők?
A lassú fordulat fogaskerekéből hiányzik legalább egy fog...
Nekem is a faeszterga jutott az eszembe mint lehetséges használati érték. Máskülönben múzeum.
Nekem is tetszik ez a masina, és ha lenne helyem, én is jelentkeznék rá.
Imádnivaló a majdnem hibátlan transzmissziója. Azt szinte az egész országban szétverték mindenhol a múlt század során, ezért alig maradt belőlük értékelhető minőségben.
Ha nekem is lenne egy akkora pajtám, mint a felsorolt országok hobbi vagy elhivatott profi gépészeinek, én sem haboznék egy ilyen gépre ajánlatot tenni. Kis hazánkban azonban nem ez a tipikus helyzet. Szerintem azért nagyon nehéz árat mondani egy ilyen gépre, mert sem a hobbistáknak, sem a hivatásosoknak nem passzol az igényeibe vagy lehetőségeibe.
Régi gépekből alakítom ki a műhelyemet, kicsit fiatalabbak vannak eddig, mint a te géped. Ezeknek a gépeknek igenis van használati értékük, ha valaki rászánja a pénzt és időt a legalább részleges rekonstrukciójukra. Ha múzeumnak adnád esetleg megkereshetnéd a Hajdu Ráfis János Gépmúzeumot Mezőkövesden, hátha érdekli őket. Én nem tudnám megbecülni az értékét a gépednek, nagyon kevés ilyen gépet láttam eddig. Mindenesetre a tiéd eléggé egyben van, nincs nagyon átalakítva és széttőrve. Cserekerékből is sok van, meg ha jól láttam megvan a síktárcsája is.
Szerintem ezt a gépet faesztergaként kéne reinkarnálni!
Azoknál a munkáknál adódnak olyan feladatok, mint rövid, nagy átmérőjű munkadarabok - tálak - esztergálása, majd máskor kisebb átmérőjű, de hosszabbaké - mint pl. állólámpa oszlopa, lépcsőkorlát, stb.
Rendes faesztergát nem lehet kapni az országban. Ami rendes, merev, öntvény, annak látszólag horror ára van.
Ezen a vonalon indulva lehetne szerintem egyrészt megtalálni az igényt rá, másrészt megszerezni a lehető legmagasabb árat. A kialakítható előtolása miatt lehetne rá alkotni körvonalmásolót, ami az előre kivágott mintát lemásolná automata előtolásban. Ez nem lenne bonyolult, ugyanakkor vonzó lenne felhasználói oldalról. Nem kell neked megcsinálni, de ezzel is lehetne operálni az eladáskor az alkunál.
Egy ilyen gépre - főleg a transzmisszióval együtt - az Usában pár nap alatt lenne vevő pár száz dollárért.
Tagja vagyok ilyen csoportoknak, látom mi folyik az Usában, Kanadában, Ausztráliában. Simán megmentik ezeket a gépeket, de ottani viszonylatban is fillérekért, pár napi kereset áráért.
Igazából ez egyre rosszabb irányba körvonalazódik.
Vettél egy neked nagy gépet,és most sorban elrontanál rajta mindent, amit a tervezésekor kiszámoltak, és megterveztek, mert vannak emberek,akik nem szeretik benne a kuplungot javítani?
Előbb rögzíteni a kuplungot, de mivel ehhez túl nagy a motor, ezért kicserélni egy gyengére, hogy hátha azzal jobb lesz, teljesen rossz irány szerintem.
És mi lesz a következő? Lecserélni a késtartót nyolcszor nyolcas késhez?
Nem lehetne inkább azt kitalálni, mitől romlik a kuplung, és azt a problémát megoldani?
Nem baszogatásképpen kérdezem, hanem komoly alternatívaként. Rákerestem erre a kuplungra, és fél Európában van róla szó. Lehet,hogy összegyűlt már annyi tudás, hogy van megoldás, csak nem itthon?
a "roncsolásos bontás" rész arra vonatkozott, hogy ha elrakod a gépet máshova vagy szétszeded akkor nem lehet kipróbálni és ezért nem lesz aki megveszi használatra. nem volt a legjobb a kifejezés.
A motor nem közvetlenül a falra, hanem egy segédkeretre van rögzítve, amin tág határok közt állítható a pozíciója. És legfőképp oldható a rögzítés. A roncsolásos bontást nem tudom miért gondolod? De mindegy is, a lényeg, hogy aki egy esztergapadot tud használni, annak nem fog gondot okozni egy ilyen feladatot megugrani. ;)
Amúgy köszi az válaszodat! Lehet hogy félreérthető voltam, ezért hangsúlyozom: nem az érzelmi értékének a számszerüsítése volt a kérdés. Úgy tűnik te nem vagy olyan, de szerencsére sok olyan műszaki érdeklődésű ember van, aki egy öreg gépben többet lát mint egy darab szerszámot, és igenis hajalandó energiát fektetni egy ilyen gépbe. Nem csak azért mert első volt, vagy mind elpusztult (nem mintha ilyen gépből sok maradt volna). Ismerek nem egy ilyen embert és gyűjteményt.
"Ha apád dolgozott rajta akkor már a gyerekedet sem fogja érdekelni mi lesz a sorsa. Ez tény..."
Ez nem tény, hanem tévedés. A legjobb esetben is csak általánosítás. Mint írtam, a gép a nagyapámé volt, és sok emlékem van arról, ahogy ezzel dolgozott. Ha nem így lenne, nem is írtam volna a kérdést itt, vettem volna a fáradtságot a fotókkal bajlódni, hanem odaadtam volna az első vasazós brigádnak hogy vigyék.
"ha foglalkozol a fiaddal akkor neki az lesz fontos amit tőled kap"
Ezzel egyetértek, de nem igazán kapcsolódik a kérdéshez.
Fejből nem tudom a gyártmányt, de "körbe nyálazom" majd.
Mi a fontos? Hogy a gép ne menjen veszendőbe. Hogy ez mint kiállított ipartörténeti emlék/dísz formájában valósul meg, vagy vki használja néha és fékdobot, szalagfűrész kereket szabályoz, akármi ÉS mellette megbecsüli a gépet, már részlet kérdés. Szerencsére nem kenyérre kell az ára, tudok rugalmas lenni.
mivel a motor a falra van rögzítve, nem bontható "roncsolásmentesen" ez csak egy megjegyzés, tehát ha elmozdítod a helyéről akkor már soha senki nem fogja azért megvenni hogy dolgozzon rajta. Esztergákhoz nem értek annyira, de szerintem ebben a gépben nincs semmi olyan érték amiért egy múzeumban helye lenne. ahhoz első valaminek kell lennie, vagy egy olyan dolognak ami nagy szériában létezett de mind elpusztult.
Ha van számodra értéke, és nem kell kenyérre a pénz akkor három dolgot tehetsz
- nem nyúlsz hozzá, illetőleg megteszed a minimumot hogy ne romoljon tovább az állaga (porolás, takarás, fóliázás, stb). a régiség és az acél értéke is nőni fog, te meg pihentetheted rajta a szemed.
- energiát, időt, pénzt fektetsz bele és eredeti állapotában megőrzöd: letisztítod, ápolod, dokumentálod, szétszeded. Ekkor felállítható lesz olyan helyen ahol mások is nézegetheted. kölcsönadod egy olyan valakinek akinek már van valami kiállítótere.
- második pontot követően átalakítod egy használati tárggyá. asztalt, munkapadot készítesz belőle és így nem egy porfogó lesz hanem használdod. Saját véleményem, hogy az érzelmi kötődésnek különösen jót tesz ha saját használatra alakítod a dolgot. ez tették az emberek évezredek óta amíg fel nem találták az örökségvédelmet.
Tudom, hogy nem emiatt a válasz miatt tetted fel a kérdést, de tisztában kell lennünk azzal hogy az érzelmi kötődés nem növeli a dolog értékét, ezzel együtt pénzre nem fordítható le. A másik dolog ami fontos, hogy rajtad kívül senki nem fog energiát fektetni bele. Ha apád dolgozott rajta akkor már a gyerekedet sem fogja érdekelni mi lesz a sorsa. Ez tény és nem kell rajta szomorkodni, mert ha foglalkozol a fiaddal akkor neki az lesz fontos amit tőled kap akár tárgy akár emlék.
Használati értéke nem nagyon van már ennek a gépnek. Szép darab, és úgy látom eléggé komplett. Nagy kár volna ócskavasba vinni. Az jutott eszembe milyen szépen mutatna, egy múzeumban vagy gyűjteményben. Vagy egy modern forgácsoló üzem előterében, mint az autöszalonokban a veterán járgányok. Na ezeket a helyeket nem egyszerű megtalálni. Kívánom hogy legyen szerencséd, és méltó helyre kerűljön ez a gép.
Természetesen igazad van, de itt motor cserét is tervezek. Vagyishát gondolkodom, hogy mitévő legyek. Elrontottam ezt a vásárlást, nekem ez a gép nagy és sok helyet foglal. El akarom cserélni elsősorban egy kisebbre, de ha csek eladással megy, akkor eladással. Az elektromos rendszerét mindenképpen fel kell újítanom, akkor már mehetne bele egy kisebb motor, frekiváltó és a kuplung kiiktatása.
Vagy az eredeti villamos rendszer modernizálása, de akkor marad a kuplung (meg a sírás a piacon).
Viszont, ha utálják a kuplungot, akkor a többi gépen, ami ilyen erős, vagy erősebb mivel mással oldják meg az erőátvitelt? Bár az is lehet, hogy kifejezetten ennek az esztergának a kuplungját szídják ...
7,5 kilowattos a motorja, nem véletlenül kuplungos az a gép!
Ha kuplung nélkül próbálna vele bárki csak két órát dolgozni, beleba....ná a baltát a végére, annyiszor mehetne a villanyórához, visszanyomni a biztit!
,,Még régen olvastam valami amerikai weblapon, hogy van olyan maró folyadék, ami rézből ki tudja marni a beletörött acél menetfúrót''
Pl. a sósav tudja ezt.
Meg a híg salétromsav is, de ez utóbbi elég lassan eszi meg a vasat.
Érdekes módon a tömény salétromsav pont fordítva csinálja: a rezet megeszi (és egy jó mérgező gáz - nitrogén-dioxid - keletkezik) , a vasat (és az alumíniumot) viszont nem bántja, mert passziválja, azaz egy védő oxidréteg alakul ki a fém felületén.
Nagyapámtól örököltem egy kecskelábú esztergapadot. 2000-es csúcstáv, külön kuplung a laposszíj hajtásnak, 520mm-es síktárcsa, teljes váltó fogaskerék készlet. Rég nem volt használatban, de működőképes teljesen a kicsike. Lassan, de biztosan meg kell váljak tőle, viszont elkótyavetyélni nem akarom, már csak a sok személyes emlék okán sem. Tudtok esetleg segíteni abban, hogy megbecsüljük az értékét? Nyilván nem várom, hogy egy CNC gép árában leljen gazdára, de azt nem fogom engedni hogy a vasba kerüljön (pedig nyomná a mérleget rendesen, az biztos).
Vmiért nem sikerült a kép feltöltés közvetlenül, úgyhogy inkább belinkelem a Google fotóalbumot a géptől IDE.
Az alumíniumot kétféle anyag oldja (pontosabban kémiai reakcióba viszi vizes oldatban és"eltűnik" mint szilárd fém), a savak és a lúgok. Ha acélba szorult az alu, akkor a sósav megrongálja az acélt is, az nem lesz jó. Kis NaOH (nátrium-hidroxid) oldat viszont elvileg beoldja az alumíniumot és a vasat nem bántja.
Ahogy gondoljátok, nekem nem így mondták! Sajna rossz a szkópom, ilyen mérést még nem végeztem, de egyszer feltétlenül megteszem! Számomra sokkal hihetőbbnek tűnik a 0 pontról indított kapcsolás, még ha a fel és lefutás -túllövés mentesen- széles tartományban állítható!
Na az pont nem lenne jó. Induktív terhelést a csúcson kell bekapcsolni, hogy a legkisebb áramlökés jöjjön létre. Csuhás már leírta, hogy itt nincs ilyen.
"...pedig nem biztos, hogy többet fogyaszt, mint a sok indítás..."
5-7.5-10KW-os (stb) motorokat nem véletlenül járatják egy irányban jelentős holt tömeget állandó forgásban tartva és az egyéb funkciókat kuplunggal kapcsolva.
Az utálat a tengelykapcsolók beállítása karbantartása miatt szokott lenni. Például nem old teljesen. Van hogy a nem megfelelő olaj miatt.
Vagy megcsúszik a mágnes kuplung a feszültség esés miatt... stb.
Még régen olvastam valami amerikai weblapon, hogy van olyan maró folyadék, ami rézből ki tudja marni a beletörött acél menetfúrót. Valami sav volt, sajnos elfelejtettem, milyen (meg amikor szükségem lett volna rá, úgysem tudtam volna beszerezni - pláne, hogy max. egy fél deci kellett volna). Nincs valami hasonló megoldás alumíniummal?
Kép nincs, olyan széles mint az összes lamella, és a furatban olyan kialakitás van mint a tengelyen lévő lamelláknak, a külső pedig olyan kialakítás hogy a kuplungkosárba megy bele. Mintha összeragasztanád az összes lamellát egy kötegbe.
Frekvenciaváltóval biztosítható a lassabb felfutás.
Ha nem használtpiaci árakon megy a dolog, és megbízható, ipari frekvenciaváltóról beszélünk, drágább lehet mint egy tengelykapcsoló javítás/csere.
Még annyit hozzáteszek, hogy általában a járó motor miatti fogyasztás is oka szokott lenni a tengelykapcsoló utálatának, pedig nem biztos, hogy többet fogyaszt, mint a sok indítás.
Nem feltétlenül van így, egy frekvenciaváltóval nem lesz áramlökés, és a lágy indítás is kényelmesen beállítható, ráadásként pedig a fordulatszám is állítható lesz egy elég széles tartományban.
Onnantól, hogy a tengelykapcsoló megszüntetésre kerül, várható a ajtómű egyes részeinek tönkremenetele, ugyanis oda a lágyabb indítás. Továbbá lehet küszködni a 3-4-szeres indítóáramokkal, amit majd a közvetlen indítás jelent.
Cserébe jelentkezik előnyként a tengelykapcsoló ára, csökkentve az átalakítás költségivel.
Mechanikus kuplungos MVE esztergánál a sok külső és belső menesztésű lamella helyére lett gyártva egy széles tárcsa, amin megvolt mind a külső és mind a belső menesztéshez szükséges menesztő rész vagy borda. Ez rövidre zárta a kuplungot, és a motor forgasirányváltásával lehetett működtetni a gépet. Igy vissza lehet alakitani, nincs rongálás.
Nem tudom elektromos kuplungnál működik e a fenti módszer ?
Tisztelt Tagok, egy elméleti kérdéssel szeretnék hozzátok fordulni. Ha adott egy eszterga, ami kuplungos (elektromos), akkor milyen módon érdemes ezt a kuplungot kiiktatni a hajtási láncból? Azért gondolkodom rajta, mert ezen eszterga kapcsán mindig felmerül kritikaként a kuplungos mivolta (SNB 400).
Pedig jó volt az első tipp, a menetfúróra kenődött anyagot szeretném leszedni, ha már ennyi eszem volt, hogy szárazon csináltam. Hatos alurúd miatt amúgy akkor se állnék neki szikraforgácsolni, ha a földszinti lakásban lenne olyanom, amivel lehet :D
Ja várjál... te a betörött menetfúró darabot akarod kiszedni? Azt hittem a felkenődött alumíniumot a menetfúró horonyból.
Szikraforgácsolással szokták, startlyukfúróval a közepét át tudják fúrni és ha átmenő a furat, akkor huzallal mennek egy kört benne, a maradék szinte kiesik.
Vagy kettes maróval helikális interpolációval, kb. 0,005 mm-es Z lépésekkel kimarod belőle CNC-vel. Én ezt egyszer megcsináltam, de nem kimondottan az a napi szintű elfoglaltság. És esélyes, hogy a végére a marónak is annyi, tehát értékes munkadarab kell, hogy legyen.
Tisztelt tagok,van eladó sk 360/1000 eszterga gépem,bulgár 4 morzekúpos oszlopos fúrógép,cugir fu 32 egyetemes marógép teljes tartozékkal és balkancar 500 és 1000 kg drótköteles emelőm .imperó késtartók. eladnám őket mert nincsenek hasznlva,akit étdekel keressen.
Üdv! Még régebben M3-as menetet fúrtam alumíniumba kézzel és sikerült elrontani, úgyhogy rákenődött az alu a menetfúróra. Van valami trükk, amivel le lehet szedni vagy egyszerűbb venni egy másikat?
Kérdés, hogy ez az ár mit tartalmaz. Általában az alapár csak az alapgép, kiegészítő felszerelések (bábok, késtartó...) nélkül értendő, és erre rakódik még költség bőségesen. Vagy ez zusammen 14M? Persze kérdés a méret/ teljesítmény is.
Az enyémen is nyitott motor van - nagyon "alacsony" gyártási számú példány. Katonai viszonylatban az E2-E3 volt általánosan rendszeresítve - az E1N egy ritka korai felállás.
Szerintem?: A "karbantartott" 70 éves E1N messze veri megbízhatóságban a hasonló méretű "távolkeletit". Pontosság? Mindegyik kopik... (A kínai nem lesz ilyen idős...)
Még szavadon foghatlak február végén megyek Szegedre dokihoz...
Kérdés mit kell felújítani rajta.
Ami gépet láttam az első katonai szervízkocsiról származik, nem volt agyonhasználva.A második mint már említettem régóta használat alól felmentett állapotban megkímélve. Az én gépemen a nyitott kivitelű Dinamó motor van, a fellelt gépeken már zárt motort találtam.Feltehetőleg kissé korszerűbbek is lehettek.
Elnézésedet kérem, nem a te gépedet akartam megvenni.Csak úgy egyáltalán ha váltanék mennyire jó választás lenne az említett márka a hasonló méretarányban.
Ha a súlyukat nézem: Optimum 180, E1N 550 (nehéz műszerész eszterga). Mindkettőn 125. tokmány.
Optimumon vagy előtolás, vagy menetelés, 3 állású "norton". E1N: Vonóorsó is és "rendes" norton.
Opti 220-as freki váltós, a magyar 380 dahlanderes. Kezelőszervek mindkettőn OK.
Szállítás Optit utánfutóval, másikat teherautóval. Mindkettőt 3 fiatalember tette a helyére, e1n-t szétszerelve.
Használat: Opti sok kompromisszúmmal de szerethetően. Igazi tanulógép. E1N-ről munkahelyi tapasztylat: nem lelkesedtem érte mégis vettem egy használtat de nem állítottam "csatarendbe".
A közelmúltban láttam Csepelen egy új ZMM hagyományos esztergát. Hántolás szerintem már azon sem volt, köszörült felületek, öntvény talp, valami kevésbé márkás útmérő rendszer, 14 millió királyi forint. Sok, nem sok, mindenki döntse el. Néhány fős mikrovállalkozásnak sok, egy nagyobb cégnek nem nagy tétel és akkor új gép, nem kell vakargatni róla az elmúlt 40 év mocskát, szerelgetni, vigyáznak rá akkor 20 évre letudva a dolog.
Én a konkrétan megnevezett típust néztem. Az optimumnak van egy sor gépe, egészen nagy méretekig. Azokon biztosan más kialakítások vannak.
A puha csavarokkal már másnak is meggyűlt a baja az ismeretségi körömben. még csak nem is 5.6-os csavarokat, hanem 4.6-os verziót használtak ezekhez a gépekhez.
Mint a híg fos, olyan "kemény". Ha véletlenül megszorul, ki sem tudod tekerni, mert azonnal elnyalódik nem a menete, hanem a feje.
Napjainkban az úgynevezett fogyasztói társadalmat éljük! Ennek jellemzői a minél kisebb beruházással minél nagyobb profit, ne javítsd hanem dobd ki és vegyél újat, nehogy már örökké tartson, tehát "programozott életkor" ! Megjelentek olcsó anyagok alkalmazása a régi szemlélet szerinti kritikus pontokon, amelyek a tartós használatok meghatározzák. Ezen anyagok tekintetében részint az olcsó alkatrész előállítás és az olcsó alapanyag igencsak behatárolja a tartósságot/használhatóságot. Pl: ha egy alkatrész ami addig rézből forgácsolással készült, azt ha kiváltják műanyag vagy valami olcsó öntvénnyel, akkor máris olcsóbbá válik(legalábbis a gyártóknak), esetleg ha valami addig hőkezelt -nem kizárt ötvözött- acélból készült, oda ha biliacél alapanyag kerül, máris "megoldódott" a hőkezelés kérdése. Mutatósra eloxált indikátor óra állvány, de nem ám síkköszörült felfekvő felületekkel, hanem csak úgy szalagcsiszolón kézzel felhúzva. Szép fényesre krómozott kulcskészletek, csak éppen nem lehet őket használni. Persze a vásárló pénztárcája meghatározó, és egyes gyártók tisztában vannak vele, hogy melyik tábor a szélesebb, így hobbi szinten nem a Hoffmann katalógusokat böngésszük, hanem az "Alit ". évtizedek óta természetes, hogy a technológiai paraméterek kontra szerszám kopás fontos szempont, de ez hobbi szinten a pénztárca vs szerszám szintjén van. Most éppen egy 20-as forrasztott lapkás leszúró késből készítek egy egy átmérőző 16-ost(ha vigyázok rá sokáig eltart).
Amivel találkoztam teljes hajtásrendszerrel volt felruházva (norton, keresztelőtolás, stb.), hasonló felállású, mint a KAMI 300/750. Ott a tanműhelyben folyamatosan gondot okozott a rögzítő-működtető csavarok cseréje-pótlása. Borzasztóan alacsony szilárdságú alapanyagból voltak az eredetik. (pl. kéziszán rögzítés "ívelt fejű" horony csavarjai) Nekem a "Z" kulisszás hossz/kereszt előtolás váltóval sem sikerült megbarátkoznom.
Hát szerintem a gyári állapotukban nem kérdés, mennyire más ligában játszanak.
Optimum:
850 wattos motor egy 280-as esztergán? Ne vicceljünk már!
nincs vonóorsó. minden előtolásra a vezérorsót koptatja.
nincs rendes lába, csak egy lemezdoboz. Egy öntvényláb iszonyat sokat merevít magán a gépen is. Ez jelentkezik a megmunkáláskor a kevesebb rezgésben.
Norton szekrény gyakorlatilag nincs rajta, csak egy irányváltó, meg egy három állású váltó. E1N nortonjának ha jól számolom 16 állása van. Optimumon állandóan cserélgetned kell a cserekerekeket, és az _előtoláshoz_is_!
180kilogramm <> 590 kilogramm
Egy mostani, konkrét E1N-hez képest a fenti tulajdonságok ugyanezek. Amiben különbség adódhat/adódik, az a futás, és a kopásokból adódó pontosság.
Kategoriában értve. Például az E1N masszívabb-e felépítésben mint az Optimum. Van e olyan képesség,funkció amelyet valamelyik gép tud a másik nem.Stb...
Megjegyzem két olyan E1N-t láttam az elmúlt években amely jó állapotnak örvendett. A legutóbbit a pókháló szőtte be,forgács a környéken sem volt,csak a por lepte. Sajnos hiába kértem nem volt eladó.
A gazdája emlékként tartogatta egy raktár sarkában.
Én a gázolajjal higított hidraulikaolajra szavazok.
Vagy a TCL46-ot is lehet higítani kicsit, mert már az se igazán drágább, mint egy hidraulikaolaj.
Ha kopatlan siklócsapágyas géped van, érdemes lehet a gyári specifikáció, de az egy-két emberöltőt végigdolgozott gépeknél szerintem már szinte mindegy mi, csak legyen benne, és télen se sűrűsödjön meg nagyon.
46-os... Az már nem a kifejezetten vékonyolaj kategória, de gördülőcsapágyas géphez akár jó is lehet mindenhova. E1N főorsót kenni Spinol15 is van 10 literesbe.(100évig elég... - árulhatnák kisebben is.) Máshova (RT26, A20, marógép, fűrész) 32-es meg 68-as hidraulikát használok - szintén kapható 10 literesben, de azokból pont a 20literes konzevdobozos Agip volt éppen nagyon akciós áron mikor vettem.
A MOL TCL család az szerszámgépbe való olaj. Hidraulikához is alacsonyabb terhelésre... Elvileg TCL10 létezik 10L-esben is, de én kiskerben még nem találkoztam vele.
Van olyan orsóolaj ami egyben hidraulika olaj is. Az én gépemben a főorsó csapágyaihoz ill. a szerszámcsere hidraulikus hengereihez ugyanaz az olaj kell, pl. MOL TCL10
Igen, csak a legtöbb finomabb helyre motorolajnál ez a 20fokon mért viszkozitás rendszerint magas érték. A nagyobbik gond, hogy a kifejezetten erre a célra fejlesztett olajokat (szerszámgép) nem árulják kis (hobby) kiszerelésben. Ezért marad az, hogy kis kannában vagy flakonban kaphatóak közül választanak más elsődleges alkalmazásokhoz valót. (hidraulika, váltó, pneumatika, "műszer", varrógép, motor, stb. olajokat) Lehet, mert ezek a mai készítmények bármelyike bír azzal a kenőképességgel, amivel régi orsó meg gépolajok (a legtöbbet ajánlja a gyártó "általános" célra is).
Bár nem vagyok szakértője, de ha megnézi az ember a legdrágább Optimum esztergákat(TH4610, TH4615,TH56 sorozat), szerintem azok már elég korrektek. Igaz, ezeknek az ára is már tízmilliós. Ennyiért lehet egy teljesen újraköszörült régi gépet vennék, de inkább cnc-t.
Szerintem ahol az egyetemes esztergának van még létjogosultsága, az a hobbi kategória, a műszerész "niche" iparágak, és a nagyon nagy/hosszú méretek. Erre elég jól ráéreztek a kínaiak is.
Egyébként a Stanko, amit a ragadozómadaras gépes cég terjeszt, az nem orosz már?
"van egy (több) kínai gépgyár, ami esztergát meg efféle gépeket gyárt."
De nemcsak úgy bele a nagyvilágba hanem mint lentebb írod, megrendelésre és a megrendelő minőségbiztosítása mellett. Az más kérdés, hogy melyik megrendelö mekkora gondot fordít ilyesmire. Nekem az a véleményem, hogy az Optimum nem cimkéz hanem okosan rendel és figyel a minőségre meg arra, hogy az amatörök tudjanak "elfogadható" áron géphez jutni. Az általad felsorolt gépek között azért van egy minőségi sorrendl!
A gépek csak annyira "egyformák", hogy Kínában készülnek.
Aham, csak az szokott a probléma lenni, hogy a motorolajokra megadott viszkozitásérték a 80-100 fokos motorhőmérsékleten annyi, és nem a szerszámgép kábé 20-30 fokos értékén. Ott általában sokkal sűrűbb.
Én kipróbáltam, és az esztergám csöveskés olajszétosztó rendszerében szó szerint megállt az olaj a viszkozitása miatt, pedig papíron stimmelt a viszkozitásérték. Egyszerűen nem csöppent le. A fogaskerék felszórta még a tálcába, de onnan már nem folyt le, hanem mikor az megtelt, akkor oldalt csorgott le mindenfelé, amerre semmi szükség nem volt rá. Gyakorlatilag nem volt kenés.
Ja, csak aztán megnéztem a hőmérsékleti skálázást, és kiderült, hogy azon a hőmérsékleten mégsem jó.
Azt viszont mindig el szokták felejteni megmondani ilyenkor, hogy olyan motorolajat keressen a delikvens, aminek 20 fokon adott érték a viszkozitása, nem 80-100-on, mint rendesen.
Tehát az én véleményem az, hgy jó a motorolaj, csak a (ritkán megadott) 20 fokos viszkozitásértéket kell figyelni a kiválasztásánál.
Köszönöm szépen a véleményeket és a hasznos tanácsokat! Elég sokat kútászkodtam az olajok tekintetében, onnan ered a turbóolaj és a visszavezetés egészen a hidraulika olajig, érintve a kompresszor olajat is . Leginkább Csuhás kolléga véleményét tartom helyesnek, és ennek megfelelően fogom a gépeimet feltölteni. A motorolaj tekintetében nem tudom mi jelentősége lenne a "csomósításnak", ha egyszer már van olajszűrő a motorokban. Mind azontúl a hidegen beindított motor már akkor is alapos kenést igényel, jóval nagyobbat mint a gördülőcsapágyak, vagy a fogaskerekek.
Szerintem gépe válogatja, amiben nem siklócsapágyas a főorsó, és nincsenek lamellás kuplungok, csak gördülő csapágyak, fogaskerekek, oda szerintem minden jó, akár még az étolaj is. Más esetben célszerű valami gyárihoz hasonló viszkozitású olajt keresni.
Szerintem régi fajta motorolajokat sem ajánlatos használni, mivel ezek magas üzemi hőmérsékletre optimalizált olajok, amiknek az adatai a motor üzemi hőmérsékletére vonatkoztatott adatok. Hidegen sokkal rosszabb értékeket produkál. A szerszámgép pedig sosem lesz olyan meleg, mint neki kéne.
Valahol azt olvastam, hogy motorolajat nem tanácsos hajtőműben használni. Mert a mai motorolajokban van valami adalék, ami hatékonyabbá teszi az olajszűrőt, csomósítja az apró fémport. Ez pedig nem okos dolog, ha nincs olajszűrő a rendszerben.
Nincs ebben semmi nehézség. Nagyon sok modern munkagép hidraulika és váltóolaja egy és ugyan az. Több tízmilliós technkikákban megfelel, akkor az 50-60 évesben főleg. Az agip és sok más gyártó gyárt hidraulika és hajtóműolajat -egyben, többféle fokozatban. Ezek kiválóak erre a célra. A siklócsapágyas géphez hígabb kivitel kell, hogy be tudjon jutni oda ahová kell. Ennek feltétele, hogy a gép olajszivattyúja (ha van) legyen olyan állapotban, hogy eljuttassa a kenési pontokra. Az is fontos, hogy fűtetlen, vagy alig fűtött helyen van a gép, mert ha eleve sűrű az olaj, úgy bedermed hidegben, hogy mindent csinál csak azt nem amit kell. Nekem van egy liter kifejezetten siklócsapágyas kenéshez való olajam. Kaptam ajándékba egy köszörűgéphez. kb víz állagú, és aranyárban mérik.
Ezt a kérdést valamiért senki nem fogja egyértelműen megválaszolni! Elviekben T30 turbinaolaj kellene az orsóházba, ISO VG 32 környékén keresgélj, de valahogy csak mindig a hidraulika olajra vezet a dolog. Egy hozzáértő barátom szerint az ásványi vagy a félszintetikus motorolajjal nem lesz gond! Egyéb helyekre pedig bármelyik (akár a legolcsóbb) hajtómű olajat javasolják! A kérdés maradt, én is ugyanolyan tanácstalan vagyok mint TE!
> A németeknél az igazi gépek gyártása rég megszűnt
Ebben szerintem tévedsz:
WEILER Germany ezt írja magáról:
All WEILER precision lathes are produced in Germany at the headquarters in the northern Bavarian town of Emskirchen, near Nuremberg. In addition to sales, administration, research and development, production and assembly, WEILER has its own air-conditioned measuring laboratory for quality control as well as paint shops and shipment facilities at this site. This means that WEILER is in complete control of all production steps and can, therefore, ensure that their high quality standards are consistently maintained.
Most már alig van gyártásban hagyományos gép. A bolgároknál van eszterga gyártás, talán a cseheknél még. A németeknél az igazi gépek gyártása rég megszűnt, csak ezek a kínai szarok vannak németnek címkézve.
Mi most egy jó műszerész eszterga? Ami nem CNC - van még olyan egyáltalán? Ha keresgélek, mindig ezekbe a relatíve olcsó kínaiakba botlok... mi van európai, vagy minőségi kínai?
Úgy találtam, hogy elég egy pillantást vetni a szegnyeregre, a kínaik mind egyformák. Az orsószekrényben vannak eltérések. Bár lehet, hogy alaposabban odanézve az is hasonló.
Az Optimumnak mi oka lenne arra, hogy átcimkézzen?
Nem érted... van egy (több) kínai gépgyár, ami esztergát meg efféle gépeket gyárt. Nem önálló márkanév, tehát nem egy másik brandet címkéznek át, hanem ezt az OEM gépet.
Az Optimum, Bernardo, Holz, HBM meg még vagy 10-15 brand mind ezeket a gépeket címkézi fel sajátként és gyakorlatilag ugyanazt kapod mindegyiktől, nem véletlenül egyforma az árszabásuk is. Szóval ezek átcímkézett (vagy pontosabban felcímkézett) kínai noname gépek.
Az Optimumnak nincs gyára. Saját bevallásuk szerint sok-sok német mérnökük dolgozik Kínában és minőségbiztosítanak, bár szerintem inkább csak a címkézőgépeket kezelik...
Nemrég vettem egy régi esztergát, és szeretném az olajat lecserélni benne mindenhol, mivel senki sem tudta megmondani, hogy mikor volt utoljára olaj cserélve benne. Azok az olajfajták, amiket a gépkönyve ír, már nem léteznek. (Shell - Tellus 27, Mobil - DTE oli Light, Castrol - Perfecto Light, Esso - Esstic 45) Ki mit tud ezek az olajok helyett ajánlani? Szerintetek mi lenne a jó bele?
Illetve még az lenne a kérdésem, hogy mindenhova ugyanaz az olaj kell, vagy van ahova vastagabb olajat tennétek?
Az Optimumnak mi oka lenne arra, hogy átcimkézzen? Nem értem miröl irsz. Hiszen mindegyikhez adja a nevét. A 8-10 féléböl egy néhány tipusnak a linkje meggyőzőbb lenne mint a kinyilatkoztatásod.
"mert annak a geometriai paraméterei (menetprofil, menetemelkedés) tipikusan elég gyengék." Ez ebben a formában nem igaz! Az eljárás alkalmas pontos menetek gyártására is.
,,A mángorolt menetekben egy hangyányival jobban bíznék,''
Pedig a mángorolt menet erre nem való, mert annak a geometriai paraméterei (menetprofil, menetemelkedés) tipikusan elég gyengék.
Egy menetmetszővel készített menet profilja általában igen pontos, de a menetemelkedés szempontjából ez is gyenge.
Házilag esetleg azt lehet csinálni, hogy egy jó állapotú, nem kopott vezérorsójú esztergán késsel kinagyolod a menetet (ezzel rámásolsz egy elég pontos menetemelkedést), és erre rácsavarod a menetmetszőt, ami egy pontos és szép, nem sorjás felületű profilt alakít ki rajta.
A börfotel egy állítható magasságú eredetileg kerekes guruló szék. A fiam ki akarta dobni de még időben megmentettem. A kerekek nem váltak be a "műhelyemben".
A garázsban első helyen a marós "műhely" van ezt követi az eszterga részleg, a lakatosnak már alig jut hely a satuasztallal a rajta lévő fúrógéppel. (A képekhez képest állandó a változás.) Igazán itt tudom kihasználni a bárszéket. Szereléskor, fúráskor, meneteléskor (van egy angol kézi menetelőgépem amit fúróállványra szereltem. M10x1-ig lehet. És ülve. Régebben volt egy 9 000-s szériám M3 menettel. 3-4 menetnél már előveszem.)
Ami nem volna baj de a Bernardón lévő (ugyszintén) rohadtul melegszik. Nyáron egy felette lévő ventilátor fújja róla a meleget. (Néha éjszakára is bekapcsolva maradt)
Köszönöm, hogy megnézted. (Lehetnél vevő jelölt!🙂)
A rózaszin bizony eredeti festés mintahogy a "díszítő hántolás" is az. Jobb oldalon egy beragadt forgács hossz irányban szántott egy kis árkot.
Az állóbáb nem optimum gyártású de igényesen lett hozzá igazítva. A géppel együtt kaptam.
Az 5. képen a svájci (gépi!) reszelő csak ott pihent, a fúrónak esélye se lett volna "beleharapni" A cél a szegnyereg lett volna.
19. 20. 25. képeken egy mágneses vizimérték van rögzítveve a tokmány pofára tájolás végett! (Interneten meg egy üzemlátogatáson, marógépen láttam hasonlót.)
A keresztirányú előtolás a keresztszán végére szerelt motorról egy kis ékszíjjal történik. Az orsó végébe egy vörösréz nyíróstift van beépítve. Az előtolás fokozat nélkül állítható a főorsó fordulatszámától fügetlenül. Kezelőgombok az orsóház felső részén láthatók. Itt is érvényesülnek a munkavédelmi előírások mintahogy az irányváltó kapcsolónál is. Most viszont az egészet leszereltem. A motoron még rajta az "élő" vezeték, úgy van föltéve a polcra, a kapcsolók meg elrejtve az orsóházban.
Az hirdetésnél kimaradt, hogy van hozzá német és magyar nyelvű gépkönyv, alkatrészlista és korabeli prospektus árakkal.
Igen, nálam a meglévő menet a késszán testében van. M10x1,5. Nyilván az M10x1-es menethez egy betét-anya kell. Ami minimum 11mm átmérőjű. Na ennek nincs igazán hely, mert a késszán teste kb. 12,5mm vastag.
Egy kérdés. Hogy rakod be a bal menetes orsót a jobb menetes helyére? Nyilván kell egy bal menetes hüvely. Lesz annak ott hely?
Azért érdekel, mert a Proxxonomon ki akartam cserélni az 1,5mm emelkedésű orsókat 1mm-esre. A kereszt szánon megy is a dolog, új anya is készült hozzá. A késszánon viszont nem tudom betenni, mert nincs elég vastagság a bal menetes hüvely számára. Én az 1mm emelkedésű orsókat esztergán készítettem.
Ezek szerint nem ismered a céget. A "mindegyformamintanyúlszar" kínai gépgyár egyik átcímkézője, ugyanezen gépeket 8-10 néven árusítják, de ezeknek legalább van hazai képviselete. Közepes barkácskategória -- messze nem profi --, de ennél jobbat nem kapsz gyakorlatilag, főleg mert a kategóriában az összes gép ugyanaz a festék alatt.
Egy csomó kérdés/észrevétel felötlött bennem a képeket látva. (Nem mint érdeklődő vevő!)
- A rózsaszín festés eléggé szemen ütött!
- Igen arisztokratikus a "bőrfotel" az esztergapad előtt. Már régóta keresek valami jó ülőalkalmatosságot a műhelybe.
- Mennyi az új ára ennek? A mai viszonyok között a 450 szerintem bőven elfogadható egy ilyen padért, ha jó állapotban van --- és ez itt miért ne lenne?
- Praktikus a kinyitható állóbáb. Kisebb esztergapadokon nem mindig ilyen van.
- Az 5. képen ki győzött? A fúró vagy a reszelő?
- A hántolás saját? Szép a díszítő hántolás (vagy ahogy ezeket a kanyarkákat hívják) az utolsó képen.
- 19., 20. és 25. kép: Ez valami fúró-maró feltét a késtartóra?
2007. gyártásu. Én 2019 végén vettem és gyakorlatilag 3 éve használom de most egy nagyobbat szeretnék.
Tartozékai:
Ø 125. Opti. tokm. 3 pofás k-b, tokm kulcs is.
Acél cserekerekek. Főorsóba kúp. Forgócsúcs. Állóbáb. 125/4 tokm. csak egyenes pofákkal és egy dióval. Mindkét tokm hátlappal is.
Minden gyárilag hozzáadott védőfelszereléssel. 4 késes késtartóval. 2 polcos állvánnyal.
A gép 380-ról átakítva 220-ra, frekvenciaváltóval. (Szakember által, nem kókányolt kivitel.) Keresztirányú gépi előtolás elekromosan és mehanikusan előkészítve. Működött is de leszereltem.
Géplámpa: csak a 220-as kábele mert szétégett.
(Szerszámot, mérőeszközt, egyébb tartozékot még pénzért sem mert kellenek az "új" géphez.)
A gépet még mindig gyártják, műszaki adatait, leírását ott megtalálhatod. Ugyanaz a kivitel csak ehez van az állvány is meg egy kézreeső irányváltó. A köv. hsz.-ban küldöm a linket!
Egy kisebb geometriai hibával "együtt lehet élni",
Kérdés, mit jelent az együttélés?
Való igaz, hogy a gép hibája sokszor korrigálható, csak ehhez pont az kell ami - ahogy írod - még a jó állapotú szerszámgépnél is nagyobb hiánycikk: képzett szakemberre.
Ennek hiányában ez az együttélés a silányabb minőségű gyártmánnyal való együttélést jelenti.
Én azt figyeltem meg, hogy amelyik üzem prosperál, ott rend van és karbantartott gépek vannak.
És ez nem véletlen egybeesés.
Ezek az cégek hajlandóak extra munkát és pénzt befektetni az üzemükbe, az hogy az jó állapotú, jól felszerelt legyen, és ez hosszútávon bizony kifizetődő.
Ugyanaz ez, mint amit a múltkor feszegettünk itt: ha jön egy ügyfél egy munkával, amihez egy olyan szerszám kell, ami éppen nincs nekünk, akkor erre úgy tekintünk, mint felesleges kiadás, amit azonnal be kell vasalnunk az ügyfélen, vagy befektetés amitől jobban felszerelt lesz a műhelyünk és idővel majd behozza az árát.
Van egy ismerősöm, akinek egy igen prosperáló faipari üzeme van - kamionszámra szállít mindenhova Európába.
Ő azt mondja, neki az nagyon fontos, hogy az emberei tartsanak rendet az üzemben. ,,Inkább hagyják abba tíz perccel hamarabb a munkát'', de takarítsanak el maguk után.
Szóval létezik ilyen hozzáállás is. Hozzáteszem persze, hogy ez az ember is élt külföldön pár évet, nem idehaza szokta meg a rendet.
Ugyan nem eszterga, de azzal is faragtunk. 3D terveztük a röntgengépeket. Philipsnek, Siemensnek, a gépeket, és gyártottuk Magyarországon. És mentek szét a világba. A fejlesztő csoport vezetőjének mindig a legújabb, leggyorsabb gépe, videokártyája volt, és ha jött ki új proci, két éven belül továbbadta a következő mérnököknek. Úgyhogy elég jó gépekkel dolgoztunk, nem volt kérdés, kell e a drága gép. A főnök azt mondta, amit most tervezünk, az lesz a jövője a melősnak és a takarítónak is. Ha nem tervezünk, ugyanazt visszük ki a következő kiállításra is, akkor azt már nem fogják megvenni, annyian. És ha éjszaka kell bejönni a prototípust legyártani, akkor 3x pénzért be kell jönni, megcsinálni.
A technikai lehetőségek legtöbbször adottak a megfelelő műszaki állapot fenntartásához, de azt nem mindig van értelme kivitelezni (erőltetni).
Jó szakember - aki csak tehette - már külföldre menekült. Aki itt maradt, nagy részük tehetetlen vagy már belefáradt az örökös szélmalomharcba, a megfelelő minőségű szakember utánpótlás pedig elenyésző. Hozzá nem értő, motíválatlan munkaerővel akarják megváltani a világot, kellő támogatás és kidolgozott irányítási rendszer (koreográfia) nélkül, az ilyen dolgozó hosszútávon biztosan lelakja a környezetét, de rendszerint rövidtávon is kártékony. Ilyenkor pl. nincs értelme helyreállítani gépgeometriát - csak, ha nagyon muszáj - , mert három napig nem tart ki... Egy kisebb geometriai hibával "együtt lehet élni", ha az állandó, de amikor ahány műszakban arra járok, annyi fele állnak a dolgok, az nekem is sokk...
Persze vannak kivételek is, de felénk ez egyre kevésbé jellemző. Számomra egyébként meghatározó tételként szerepel a munkahely "elviselésében", hogy feladatom nagyrészt kifogástalan állapotú gépen végezhetem.
Az ipar minden terén messze levoltunk/vagyunk maradva az Eu fejlett országaival szemben! persze mindig arra mutogatnak vissza, az "okosok", hogy az a hülye Magyar mennyire nem tudott hatékonyan dolgozni a szociban( a fogyatékosok szerint ezzel felélte a jelenlegi gyerekek jövőjét)! Több év "fejlett országokban" végzett szakmunka után bízvást állítom, hogy igaz a mondás, mely szerint fejétől bűzlik a hal. Sajnos bármely ország dolgozóit nézzük, csak az általa elérhető lehetőségek jegyében tudunk termelni! Tehát elmondhatjuk, hogy a hatékonyság, a technikai lehetőségek, szervezettség, vezetői hozzáértés, munkavégzést végző dolgozók (és vezetőinek) szakmai tudása az elsődleges! Mi öregek megéltük, dolgoztuk mind a két rendszert, azt hiszem elég jól ismerjük a problémák gyökerét!
Ebben teljesen igazad van, kis hazánkban évtizedek óta ez a valóság. Sajnos.
Aztán meg meg a csodálkozás, meg a sírás, hogy nem termelékeny az eljárás/versenyképes a gyártmány...
Különbséget kell(ene) tenni:
mérettartási - forgácsleválasztási
üzemi - mozgási
elvárt - meglévő
gépképességek között.
Olyan nincs, hogy valamit nem lehet/nincs idő karbantartani, csak olyan van, hogy valami rosszul szervezett, és egy fityinget is sajnálnak rákölteni...
Azok a pontossági értékek amik a gépkönyvbe meg vannak adva, azok az új,vagy felújított gépekre vonatkoznak,attól rosszabbak lehetnek a régi gépek,bár az én E2N gépem ami 50 éves,de nagyon meg lett kímélve,a 100mm hosszon támasztás nélkül hozza a gyárilag előírt pontosságot ami 0,01 mm 40 mm átmérő esztergálásakor.Ez bizony egy elég ritka állapot ilyen idős gép esetén.
25-ös anyag 450 hosszon még támasztva is karcsú egy pontossági vizsgálathoz. Abból a mérésből nem tudsz meg semmit, max. a két végén mért értékből a szegnyereg beállításának hibáját. 2milla? Egy E1N-ért nagyon sok, egy 4ezres SNA710-nél meg már kilóra is jó ár... :)
Tegnap este kínáltam meg az E1N-t 23-asssal, az E400-ban az 50-es simán járatos. Esetleg fúrógépek is lehetnek ahová jól jön. Egy lakatos műhelyben is simán szükség lehet erre a méretre. Nem a praktikeres kategória, de ettől még nem kell félni tőle. :)
"Eddig 3 hónap teljes nyugdíjat kaptam , rendbejöttem anyagilag :)
Gondolkodom ,lehet beköttetem a 3 fázist ... :)"
"És van két esztergám is aminek a szegnyergébe szűkítő hüvellyel lehet csak beütni az Mk 4 es kúpot :)"
Csak érdeklődöm, hány ampered van egy fázison, hogy ekkora gépeket tudsz üzemeltetni? Én az EU 630-at csak amiatt nem vittem haza, mert otthon nekem csak 3x16 A van /na jó, meg a helyhiány :-)/.
OK, hogy forgóátalakító, de azt is kell etetni. Egy 52-es csigafúró eléggé tud kapaszkodni.
Nem akarok belemenni értelmetlen vitába, csak éppen Te írtad, a forr. lapkás késeket nem adtad oda a felkínált összegért. Kérdezem- jobb évek óta kerülgetni?
Nem biztos, hogy szerencsés az a gondolkodás, "inkább rohadjon meg mint odaadjam annyiért".
Kívánom, jó soká legyen, de a legtöbb esetben az örökösök ezeket a holmikat kitolják az ócskavas telepre, vagy ócskavas ár alatt egyben eladják egy kupecnek.
Ezek a fúrók ekkora méretben 5-10.000 közt mennek kéz alatt, attól függően, hogy milyen gyorsan akarja valaki eladni. Ezeknek az országos piaca kb. 1.000 szakember, mert még az esztergályosok közt sincs soknak akkora gépe, amivel ekkorát lehet fúrni.
De persze annyiért kínálod amennyiért akarod, csak jeleztem én is a vakvágányt.:-)
Nekem viszont nem szokásom más portékájára megjegyzéseket tenni, főleg úgy, hogy nem is akarom megvenni. Biztosan ezért sejtem másokban is ezt a gondolkodást.
Árultam jó régen a hobbyn böszme forrasztottlapkás esztergakéseket ...
Kaptam magánban üzenetet hogy ilyesmit mennyiért szokták adni , valami nagyon aprópénzt , hát jó !
Talán egy ötszázas ? ...
Valahol még meg is vannak ,biztosan megtalálnám ,de már nem eladó akkor , meg hát most igazán semmi :)
Pedig 10 tonna cucc egészen biztosan van .........
Csigafúrók is ,azt még talán használom is .
Csúnya dolog tudom ,de az eszterga forgácstálcája tele van fúrókkal ,meg még akad azért máshol is , de tuti hogy mindig keresni kell azt ami éppen kellene ...,.
Számoljunk kicsit? Ilyet hobbira nem igazán vesznek meg, ehhez már GÉP kell. Vállalkozó megveszi számlára, leírja az áfát, így neki már csak 31500FT-ba kerül, ezt a maradékot elszámolja költségként (ennyivel csökkenti az adóalapját). Talán ha hozzájuthat a bolti ár feléért, akkor elgondolkodik, hogy érdemes megvenni. Az eladók ti vagytok, ti tudjátok....
Ez a motor volt gyárilag a gépemen, én is használtam egy ideig vele 230V-ról. Aztán egy 400W-os motort tettem rá frekiváltóval, így üzemel most is! 230V-os üzem nél gond volt időnként ha a dahlander gyorsra kapcsoltam, azért alkalmaztam a mostani formát!
Az előző esztergámnak 0,5kW-os, 3 fázisú motorja volt, 4 pólusú, 1480-as fordulattal. Azt éveken át használtam egy fázisról, kondenzátorral. Érezhetően kisebb volt a nyomatéka és irány váltáskor meg kellett várni, amíg teljesen leállt a motor, különben az előző irányban ment tovább. De lehetett használni
Egy volt -ma még aktív- kollégámtól érdeklődtem tavaly a 3 fázis bekötésének áráról, Ő mondta, hogy 500 ezer körül lesz vége! Hiszek neki, pont emiatt álltam rá ennél a gépnél is a frekiváltóra!
A fogyasztóvédelemhez fordulnék, de nem az a lényeges, hogy mit tennék, hanem az, hogy mit nem:
Nem írnék ide BEKÖTÉS kapcsán olyan dolgokat, amik ezzel nincsenek összefüggésben, de mégis abba hozom.
Nagyon sajnálom, hogy gondjaid vannak a szolgáltatóddal, de ettől még ne írj ide ÁLTALÁNOSAN megfogalmazva irreleváns dolgokat, mert félrevezeted a másikat.
Vannak gondok a szolgáltatóknál, és a törvény magasról sajnálja le az ügyfelet (ettől kapnak a szolgáltatók vérszemet)! 2022 szeptemberétől nem kapok csekket, mert az "új törvény szerint, nem lakossági fogyasztónak nem küldik ki, mivel csak számláról fizethet"! A gond ott kezd, hogy én lakossági fogyasztó vagyok, bár az ő rendszerük szerint ez nem így van! Igaz, hogy enyhén szólva nem azonos a tarifa, és azt sem tudják, hogy miként kerültem ebbe a státuszba, de már 2015-ben (addig tudják visszanézni) már nem lakossági fogyasztó voltam. 2022 dec 14-én befizettem -bankban, mert csekket nem tudtak adni- az általuk lemaradásként kezelt összeget,- az ügyintéző tanácsára- mert különben lekapcsolnak, és megírtam nekik a problémámat még az nap. Pár perc múlva kaptam gépi visszajelzést. Rá 5 napra 19.-én iktatták az üzenetemet, és a mai napig semmi válaszuk. Ismét időpontkérés, megjelenés, ügyintéző szintén javasolja fizessem be a decemberi számlát, mert lekapcsolhatnak, és majd addig csak kapok valami érdemi választ az email-re! A decemberi befizetést kényszer hatására tettem, azt megelőzően nem ismertem a " nem lakossági fogyasztó" státuszomat, ha most befizetek, akkor elismerem a számla jogosságát , és nem követelhetem az 5 évre visszamenőleges túlfizetésemet! Érdekes szitu, és enyhén szólva bicskanyitogató. TE mit tennél az én helyemben?
Két éve csináltattam meg, gyakorlatilag semmi sem úgy volt, mint ahogy írod.
Ennyire ne általánosíts, mert semmi értelme.
32 amperig ingyen jár, tehát a 3x16 amperből 1x16 amperszer 4300 forint a fejlesztési pénz. Én 113 ezret fizettem 25 ampernyi bővítésért és az ügyintézésért.
Az elmünek ennyit kellett fizetni, a többit a villanyszerelőnek fizettem az új óraállásért, és a kapcsolt mutatványokért. Az pedig erősen függ attól, mi van most, tehát arra Te ne mondj árat, mert nem tudod mi van ott.
Magánház, nem céges.
Jani se cégként akarja ezt.
Cégesen nem tudom mi a szitu, de itt nem is érdekes.
500 alatt két éve nem úsztad volna meg, most pedig... A gond az, hogy kb. 30A van benne az alap bekötésben, de ha már 3 fázis, legalább 3x16A kell, és ott már Amperonként 10 évvel ezelőtt ugráltak a 4.000 forintok és persze a bővítés.
Az ELMŰ és rokon illetve kapcsolt részei borzalmasak, legyen kb. 1 milliód készenlétben csak erre és bármikor, mert hozzádvágnak egy félmilliós számlát és ha nem fizeted ki -- akkor is ha jogtalan -- azonnal kikötnek. A módszerben az a trükk, hogy megkapod a számlát kb. 3-4 napi fizetési határidővel, a telefonos ügyfélszolgálat nem tud semmit, emailezni kell nekik, de 7-10 nap mire válaszolnak. Ha közben nincs kifizetve, buktad. Persze mehetsz bíróságra ügyvéddel, annak költsége 600-800.000 forint lesz az első 2-3 évben, majd a bíróság 4-5 év múlva kimondja, hogy neked volt igazad. Közben persze áramod nincs, mert az ELMŰ addig úgy tartja, hogy te vagy a feketeseggű és te szegtél szerződést és pénzért sem köti vissza mert pereled.
A félmilliós számla pedig úgy jön ki, hogy hiába nem fogyasztasz, a keretszerződésedben van egy éves/havi fogyasztási keret amire vonatkozik az ár, és azt ötletszerűen ELŐRE kiszámlázzák, hogy biztos fogyasztasz ennyit (neked még a villanyóra sincs fenn, de sebaj) így biztos nem leszel majd elmaradásban. Nekünk fél éve lóg az ELMŰ ilyen okokból negyedmillióval, és még nem utalták vissza. Ja... a másik negyedmilliót meg befizettük 3/4 éve egy kis bővítésre, de még a fülük botja sem mozdult azóta...
Szóval ha belevágsz, AZONNAL leolvasott havi bemondásra állj rá már a szerződésben, mert hozzádvágják az éves keretet.
Ez egy nagyon pici gép, és nem is különösebben precíziós darab. Ráadásul nincs gyors szánmozgatási lehetőség, tekergetni kell a végtelenségig az orsót minden félreálláshoz, nagyon nem kényelmes.
A korábban már firtatott kínai CJ0618 alapú kis esztergák (Hyundai/Sieg/Praktiker/stb..) kb: négyszer nehezebb, erősebb, nagyobb gépek, nagyjából ugyanilyen pontosak, és hasonló árban vannak, sokkal jobban fejleszthetők is, azok szerintem még mindig jobb ötletek.
"Esetleg keresni valakit, aki feldelejezi benne a mágneseket újra." - az itt a környéken a mission impossible kategória de gyanítom ha elküldöm valami céghez ott sem fog vékonyan fogni a ceruza. Kívülről is elég viseltes, szerintem túl van már a fénykorán az az asztal, ha házilag nem lehet megmókolni inkább elengedem és veszek egy új kínait. Azokról esetleg van tapasztalat? Neten nem írtak róluk rosszakat a vásárlói értékeléseknél.
Másik dolog, a hossz és keresztirányú gépi hidraulikus előtolása szépen működik a gépnek, viszont hidraulikusan alulról meg van (volt) támasztva a főorsó, hogy kivegye az orsó-anya holtjátékát ami a fogásvételnél mozgatja de az a munkahenger elfosta magát valamikor a múlt viharaiban, szerintem a végén így használták de ugye jól gondolom, hogy anno a gyárban nem véletlenül tervezték ezt bele a mérnökök és érdemes ezt a funkciót helyreállítani?
Amúgy a KSU-250-es szerszámélező alapjára tervezett magyar gép, esetleg ismeri valaki a típust?
Sajnos baromira drága a 3 fázis, hobbi keretek között az életben sem térül meg!:-( Pityesz kolléga egy nagyon ötletes módszert alkotott a hobbistáknak(Youtobe-n fenn van)! Én mind két gépemet frekiváltóval használom, az egyikben jelenleg 400w-os -terv 0,55 kW- , a másikban 1,5 kW-os az esztergamotor.
Ha frekiváltó van a gépbe, az is közvetlenül csatlakoztatható a konnektorba, csak érdekesnek tűnik a motor lassú felpörgése (határok között állítható) és ha ki van hozva a fordulatszabályzási lehetősége, akkor fokozatnélküli a forgássebesség állítás! Biztos, hogy ez esetben nagyobb a nyomaték, de sajnos a szerkezet stabilitása, forgácsolási jellemzői, elégé behatároltak. Az én marógépem -mint lejjebb a fotón látszik- 180W-os három fázisú motorral működik, 12-es újjmaró a max (minimum 3 élű) amivel használom!
Nekem a régi Proxxon PD360-asom van (ami még az eredeti, Sakai ML-360) és bizony úgy találom, hogy ennél kisebbet nem szeretnék. Már ezzel is sok a kompromisszum, de még egy kis anyázással túlteszi magát rajtuk az ember.
Hidd el, nem a levegőbe beszélek! Ez egy 3x380-as Y motor , mivel kihoztam a tekercs kezdéseket így 220/ 380 delta /csillag lett. Tehát így 3x 240 V-ról üzemel, összehasonlíthatatlanul nagyobb a nyomatéka, mint amikor 1 fázis 230 V-ról próbáltam.
Ezt azért vitatnám.. eleve ha 3F motor, akkor az 400V feszültségre van tekercselve. 1F-3F váltóból pedig nem jön ki ennyi. Deltába kötés javíthat a dolgon, de az ilyen kis játékokon nem biztos, hogy minden tekercsvég ki van vezetve.
Egyébként egy fél méter hosszú esztergába nem is kell nagyobb motor... átm. 60 mm befogható méret, azt úgysem képes acélban kezelni, a puha anyagokat meg viszi így is.
Nem helytálló az állításod, ugyanis egy fázisú frekvenciaváltóval előlehet állítani a három fázist! Az esetben pedig összehasonlíthatatlanul jobb lesz a gép nyomatéka mint az 1 fázisú esetében (ráadásul 0 átmenetnél kapcsol, megfelelő motorvédelem, folyamatos sebességszabályzás, stb).
Vettem egy síkköszörűt, sajnos a permanens mágneses asztal elég gyenge rajta. Lehet ezt -gazdaságosan- javítani vagy jobban jár az ember egy másikkal ami jó?
"támasztani kellene" Nekem ebből az jön le, hogy támasztás nélkül. Egyszerű munkadarab kihajlás lesz. Nagy a munkadarab kinyúlása (5xD), a forgácslóerő felemelte a vasat, központ alá kerül a vágóél, az anyag "rámászik a késre" - akár a keresztszánt is behúzhatja a holtjátékon.
3xD felett támasztunk - ha nincs rá lehetőség, akkor nem durvulunk, mert képtelenség méretet tartani vagy rosszabb esetben valami sérülni fog.
Melyik végéről kezdted az átmérőzést? A tokmány felől vagy a szegnyerel felől? Én úgy értem amit írtál, hogy a szegnyereg felől indulátál, 40mm-ig terv szerint alakult az átmérő, majd hirtelen 1-1,5mm-el kisebb lett, így van?
Sziasztok!segítsetek megfejtenem: 100mm re kilógó 25ös csavart átmérőztem 22mm re 40mm hosszon 1mm fogással.Amikor a 22mm ből még 1mm szedtem le , a 40mm után még tovább engedtem a kést és azt tapasztaltam, hogy nem maradt meg az átmérő hanem 1-1,5mm rel jobban forgácsolta a csavart!Remélem érthető amit leírtam!köszönöm ha segítetek!(Nem vagyok esztergályos)
Az jutott eszembe hogy a nagyobb fogásmélység miatt esetleg elfordult a kés a késtartóban, vagy az egész késtartó egy kicsit. Ha a kés nem derékszögben állt, hanem a tokmány felé volt a csúcsa, akkor ha a szegnyereg felé fordul, csökkentett átmérőt vihet. remélem érthető amit írtam.
Gondolom elírtad: 15mm átmérő csökkenést nem tudok elképzelni. Maradjunk 1mm átmérő csökkenés mellett, erre nem sok ötletem van, mert általában nagyobb fogásnál a kés inkább elnyomja az anyagot ami nagyobb átmérőt ad. Egyetlen ötletem van: nem lehet hogy a 40mm után más volt az anyag tulajdonsága? Pl addig volt rajta a mángorolt menet eredetileg, vagy addig volt hőkezelve. A végén keményebb volt és elnyomta az anyagot, majd amikor a puhább részre ért akkor többet harapott a kés.
segítsetek megfejtenem: 100mm re kilógó 25ös csavart átmérőztem 22mm re 40mm hosszon 1mm fogással.
Amikor a 22mm ből még 1mm szedtem le , a 40mm után még tovább engedtem a kést és azt tapasztaltam, hogy nem maradt meg az átmérő hanem 1-15mm rel kisebbre szedte a csavart!
,,A homoköntésben használt külső homokformát három típusra lehet felosztani: nedves agyag penészre, száraz agyag formára és kémiailag edzett homok formára [...]
Az agyaggal és megfelelő mennyiségű vízzel, mint a homok fő kötőanyagával, a homokformát közvetlenül keverés és öntés nedves állapotában készítik. A nedves penészöntésnek nagy múltja van, és széles körben használják. A nedves homok szilárdsága az agyag és a víz bizonyos arányú keverésével képződött agyagtrágyától függ. A homok összekeverése után bizonyos szilárdságú. Köszörülés után megfelel a keverés és az öntés követelményeinek. Ezért az agyag és a nedvesség mennyisége a formázó homokban nagyon fontos technológiai tényező.
Olyan öntési eljárás, amelynek során formázó anyagként öntőhomokot és maghomokot használnak öntőformák előállításához, és a folyékony fémet gravitációval megtöltik az öntőformákkal öntvények előállításához.
[...] A bevonat fő alkotóeleme a tűzálló, magas, magas hőmérsékletű kémiai stabilitás, a jó porszerű anyag és a kötőanyag, még mindig adjunk hozzá olyan hordozót, amelyet további felvitelre is kényelmes (víz vagy más oldószer), és mindenféle adalékot.''
A homok minden formában szerszámgyilkos. Amikos szétrázatták a formát és csúszásban voltak a szállítással, "besegítettek " a hűtési folyamatba vízzel. Nőt a megmunkálási idő és nem győztem lapkát cserélgetni. Olyan szép fényes 2mm körüli kéreg volt látható a megmunkálás közben.
,,jó ha a kés hegye már ezek a rétegek alatt vág.''
Ez áll a HSS-re és a keményfémre is.
Érdekes ez a keményfém elnevezés, mert nem igazán fém ez.
Legalábbis semmivel se jobban, mint az a másik "karbid"-nak nevezett kő (kalcium-karbid), amit a karbidlámpába tesznek - amire vizet csepegtetve acetiléngáz fejlődik:
A HSS nagyon bírja. Meglepő dolgokat lehet vele művelni. De csak alacsony vágósebességel használható, és a keményebb anyagokkal kevésbé bír.
A forrasztott lapkás keményfém késeknél a számozás mutatja pl.: P10-től ahogy haladunk P30 felé annál jobban bírja. Cserélhető lapkásnál katalógusból látszik mindez.
Revés, lángvágott anyagoknál jó ha a kés hegye már ezek a rétegek alatt vág. Persze ehhez erős gép kell.
Melyik esztergakés típus bírja a legjobban az ütéseket a megmunkálás során ? Gondolok itt arra , amikor nègyszög , hatszög anyaggal kell dolgozni , vagy a tokmányba van befogva a kés és úgy marni vele ...
Cserélhető lapkás , hss , vagy a hagyományos forrasztott lapkás kések ?
Persze, ez a kerozin. A kisker. forgalomban megy finomított petróleum néven. (Az aromások hiánya egyébként annyira nem is baj pl. mosásnál, mert kevésbé terheli az embert.)
A MOL-nál lehet rendelni finomítatlan változatot, csak 200l-nél kezdődik. :)
A finomítatlan nehezebben gyullad, ami néhol előnyös, de az már nem a háztartási felhasználás.
Vizesedésre alkohol való, de az a mostani üzemanyagokban alapból benne van. Volt olyan szitu, mikor alkoholt adalékoltunk a vágóolajhoz, mert ha a szivattyú véletlen tömény vizet is szívott azonnal hősokkot kapott a szerszám. Így meg nem csinált bajt - idővel el tudott párologni. (A hogyan kerül víz a vágóolajba témát, ha lehet mellőzném...)
'86 ban még a garázsmester osztotta, a teli tankhoz pár lityi flakonos petrót. Jó párévvel késöbb ,már a Transzporter könyve 10 százalék benzint kért téli go. hiánya esetén, a paraffin kiválásra.
Ma már piros Spuri ,tél előtt, azóta azt sem tudom hol a szűrő a gépeimben.




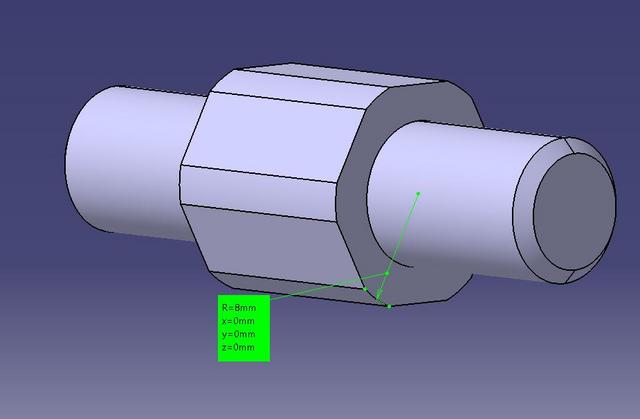







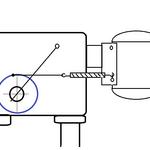















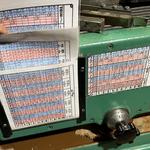


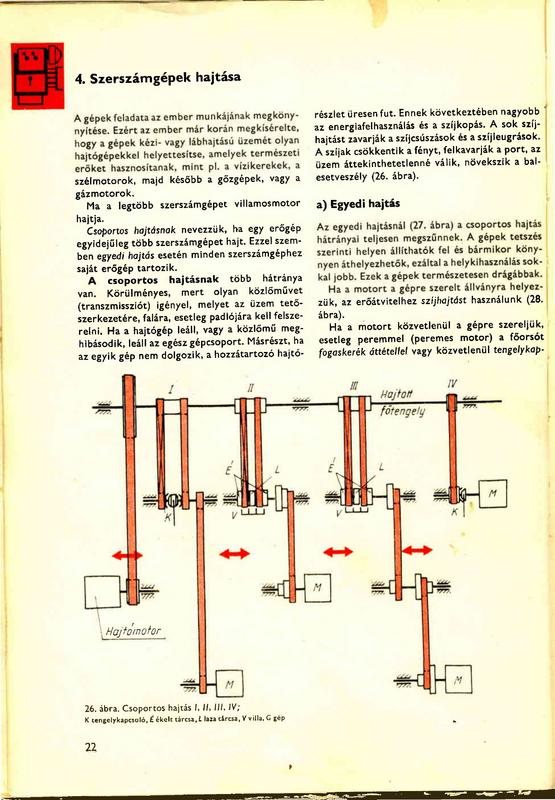

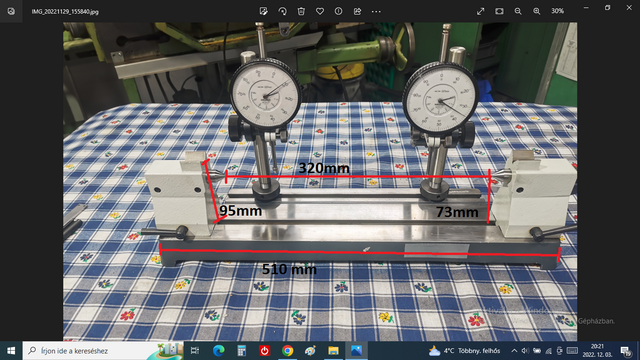
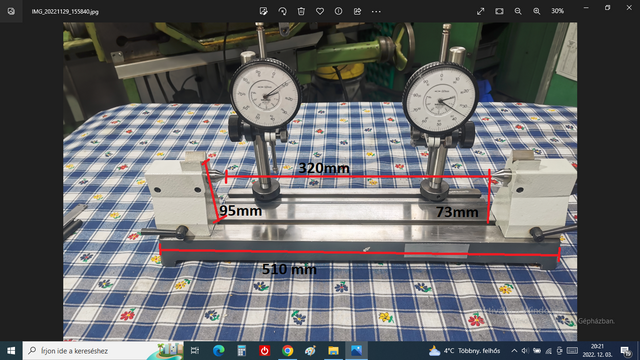 357040
357040
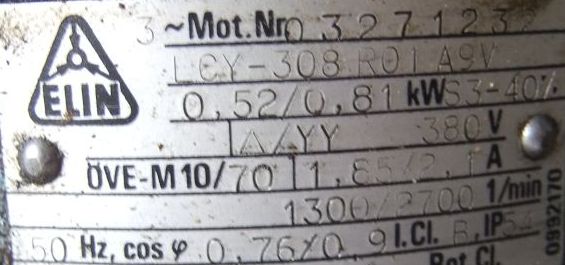 én is használtam egy ideig vele 230V-ról. Aztán egy 400W-os motort tettem rá frekiváltóval, így üzemel most is! 230V-os üzem nél gond volt időnként ha a dahlander gyorsra kapcsoltam, azért alkalmaztam a mostani formát!
én is használtam egy ideig vele 230V-ról. Aztán egy 400W-os motort tettem rá frekiváltóval, így üzemel most is! 230V-os üzem nél gond volt időnként ha a dahlander gyorsra kapcsoltam, azért alkalmaztam a mostani formát!