Öreg gépek szerelmeseinek alapmű. Ilyen témában még egy ilyen összeszedetről nem tudok. Vannak még csatornák, amelyek foglalkoznak transzmisszió hajtású gépekkel, de azok nem csak erről szólnak.
A II. rajzon a hajtott tengelyen a középső tárcs a laza, szélesebb, mint két szíj egyég, de csak azért, hogy ne fusson egymásra a két szíj. Ha eltoljuk a szíjakat jobbra, akkor a jobb oldali kikerül az ékes tárcsára és hajtja a tengelyt mondjuk "előre". A másik szíj marad a szabadon futó tárcsán. Balra tolva pedig a bal oldali tárcsa kap hajtást és "vissza" felé forog a hajtott tengely.
Ebben aztán nincsen bújtatott meg nem bújtatott reklám.
Egyik videójában panaszkodik is emiatt - illetve azt mondja, ha segíteni akarod a csatornát, akkor ajánlgasd másoknak.
Ugyanis a a helyzet, hogy - mivel ő nem akar ezen pénzt keresni - ezért kikapcsolja az extra reklámokat. Aminek viszont az a következménye, hogy a google se keres ezekből a videókból, ezért nem is nagyon dobja fel őket akkor se, ha úgy gondolja, hogy téged érdekelhet.
Nagyapám a 60-as években volt bányász, nekik még a nagyon régi volt! Később a 70-es években mikor megjelent a lúgoslámpa, abban 2x2 cellavolt -1.2Vx 2db cellánként- . Az egyik duplát kettévágtuk- természetese mentettük a levágottat is műanyag hegesztéssel- és így 5 db cellával meg volt a motorjainkhoz a 6 V-os aksi.
A régi bányászok jobban kedvelték amikor bejött a lúgos fejlámpa, mert féltek a "sújtólég" robbanástól. Viszont amit írsz az nagyon logikus, mert ha elalszik a karbidlámpa, akkor jó eséllyel gond van az oxigénnel a levegőben.
Bár a magyarázat érdekes, mert G:gép, de egy szál G nincs a képen, viszont van egy csomó M, aminek viszont nem mondja meg a nevét.
Gondolom eredetileg motornak hitte a rajzoló, aztán szóltak, hogy legyen G, mert gép, és a szöveg változott, de a rajzból meg a régebbit tették véletlenül be.
> Az én iskolámban a hosszgyalut a transzmissziós hajtás hajtotta még .
Irigyellek, hogy élőben láttál ilyen, én csak vidón. Vizont a letöltött könyvekben találtam egy ábrát a hajtások fajtáiról, minden lényeges válfaj rajt' van az ábrán.
Úgy tudom a József körúti vegyszerboltban lehet még kapni kis mennyiségben. Bár, én biztosan nem pancsolnék otthon vele, ahhoz túl ritkán lenne rá szükség.
Ha karbidot lehetne szerezni (kis tételben)acetilén gázfejlesztőt könnyen tudna csinálni az ember. De amit TE használsz, az príma a keményforrasztáshoz. Ma már a lánghegesztés eléggé idejét múlt, a hobbiba is átvette a helyét a plazmavágás , különböző elektromos hegesztések, sarokcsiszoló, rezgő és egyéb fűrészek . Leáldozott a nehéz munkának számító és kis hatásfokú rablóvágók kora
Én acetilénhez való keverőszárat használok PB-hez is. Begyújtani csak úgy lehet, hogy mielőtt rányitod az oxigént, a lángot egy vas lapra kell irányítani kb. 45fokban /jó közelről/ és úgy ráadni az oxigént. Addig kell ott tartani, amíg kialakítod a szúrólángot, egyébként az oxigén elfújja a lángot. Utána már nincs gond, ugyanúgy használható mint az acetilén. Természetesen hegeszteni nem lehet vele, csak vágni, melegíteni és keményforrasztani. Ilyen acetilén árak mellett szinte csak PB-t használok ezzel a módszerrel. Sajnos a tiszta oxigént nem tudjuk nélkülözni.
Tavaly, valahol barangoltomban felleltem egy 1880 körüli gyári céges katalógust, amiben a rengeteg transzmissziós alkatrészt sorolták fel, mint eladó terméket.
Én marha, nem mentettem le, és azóta nem lelem, pedig többször is kerestem volna már benne dolgokat.
Keverőszárba kell vezetned a PB-t reduktoron (elég a 0.4 bár) és visszacsapó szelepen át, továbbá az oxigénnel ugyanez a helyzet! Ilyesmit kell összehoznod. http://www.cooptim.hu/?page=termek&MNR=E2902
Az motor irányváltásával nem az a legnagyobb baj, hogy időigényes, hanem az, hogy akkor az összes gép visszafele fog forogni.
A transzmissziós hajtás nem a garázsműhelyek tipikus tartozéka volt, hanem a nagy műhelycsarnokoké, ahol gépek tucatjait hajtották egyszerre egyetlen központi erőgépről, legtöbbször gőzgépről.
Az nincsen meg sajnos, csak egy nagy fakerék, azt villanymotorral hajtották az újabb időkben. De az igazi nem is a dupla tárcsa, hanem a tripla, a középső a szabadon futó, jobbra-balra pedig az előre-hátra forgást biztsító. De van kuplungos megoldás is, ott elég kettő.
Igen megvan a dupla behajtó szíjtárcsa , de ez így hiányos ... Három szíjtárcsa volt eredetileg , a két szélsővel az irányváltást , a középsővel a szabadon futást oldották meg , hogy ne keljen a központi villany motort leállítani és irányt váltva újra indítani . Egy központi villany motor több gépet hajtott . Ahol meg vízturbina , gáz , benzin , gőz motor volt ott kizárt volt a motorok irányváltása . A gőz motornál még lehetséges volt , de rengeteg idő volt irányt váltva újra indítani . Pl. egy menetvágásnál kivitelezhetetlen volt .
Eredetileg az esztergagép fölött egy irányító kar segítségével lehetett forgás irányt váltani .
Újabban készítenek fogazott szíjakat is. Ezek, ellentétben a súrlódás segítségével kapcsolódó szíjhajtásokkal, pontos szinkronhajtást tesznek lehetővé, megtartva ugyanakkor az ékszíjhajtás számos előnyét: egyszerű kezelhetőségét, egyszerű szerelését, zajtalan, nyugodt üzemét, rezgéscsillapító képességét. Ilyen szíjat használnak belsőégésű motorokszelepeit működtető vezérműtengelyek hajtására, kiváltva a régebbi lánchajtást. Anyaga a kenőolajjal szemben ellenálló kell legyen. Hátránya viszonylag költséges előállítása és az, hogy fogazott tárcsákat kell hozzájuk beépíteni, nem védenek túlterhelés ellen.
És megvan a dupla behajtó nagy szíjtárcsa is a mennyezeti konzolnál, aminél az egyik szabadonfutó,hogy le lehessen állítani a gépet a felhajtószíj átcsapásával?
Apróságok: Ha a lakatanyát zárod akkor a hossz hajtókar rögzítődik, hiszen együtt megy a szánnal. A fecskefark szerű rögzítés elsősorban mozgó bábhoz való, de esetlegesen célgép jellegű eszközök is rögzíthetőek lehettek, pl másoló kütyü, szupport köszörű, különböző profilkések stb.
Ezt nagyon jogos "baszogatásnak" vélem. Köszönöm és minden bizonnyal az eredeti állapot visszaállítása - modern alkatrészekkel, szerelvényekkel - az egyik legvállalhatóbb megoldás. Mivel biztos, hogy el szeretném cserélni, ezért lehet, hogy el kell engednem a fülem mellett az aggodalmas kuplung-hangokat. Ha megtartanám, akkor biztos, hogy egy kisebb motort beletennék, nem hinném, hogy szükségem lenne 7,5Kw erejére.
"...van használati értékük..." "...nincs nagyon átalakítva és széttőrve."
Az eredetiség megvan ugyan de a használati érték igencsak megkérdőjelezhető. Talán a tokmány alatti nagyobb átmérő elfordulás miatt lehet vonzó ha a használatra veszi meg valaki. Viszont nincs skála a szánok elmozdulásához így a mérés gyakorisága a gép "pontossága". Ha valaki ezeket pótolja akkor az eredetiségét veszti el a masina.
Érdekes megoldás "fogaslécként" használni a vezérorsót.Úgy vélem a hajtókarja nem oldható így a lakatanya zárásával a kar kalimpál kissé veszélyesen.
Az alapszán öntvényében mindkét oldalon van fecskefark szerű kiképzés.Vajon miféle feltétet tervezhettek oda a tervezők?
A lassú fordulat fogaskerekéből hiányzik legalább egy fog...
Nekem is a faeszterga jutott az eszembe mint lehetséges használati érték. Máskülönben múzeum.
Nekem is tetszik ez a masina, és ha lenne helyem, én is jelentkeznék rá.
Imádnivaló a majdnem hibátlan transzmissziója. Azt szinte az egész országban szétverték mindenhol a múlt század során, ezért alig maradt belőlük értékelhető minőségben.
Ha nekem is lenne egy akkora pajtám, mint a felsorolt országok hobbi vagy elhivatott profi gépészeinek, én sem haboznék egy ilyen gépre ajánlatot tenni. Kis hazánkban azonban nem ez a tipikus helyzet. Szerintem azért nagyon nehéz árat mondani egy ilyen gépre, mert sem a hobbistáknak, sem a hivatásosoknak nem passzol az igényeibe vagy lehetőségeibe.
Régi gépekből alakítom ki a műhelyemet, kicsit fiatalabbak vannak eddig, mint a te géped. Ezeknek a gépeknek igenis van használati értékük, ha valaki rászánja a pénzt és időt a legalább részleges rekonstrukciójukra. Ha múzeumnak adnád esetleg megkereshetnéd a Hajdu Ráfis János Gépmúzeumot Mezőkövesden, hátha érdekli őket. Én nem tudnám megbecülni az értékét a gépednek, nagyon kevés ilyen gépet láttam eddig. Mindenesetre a tiéd eléggé egyben van, nincs nagyon átalakítva és széttőrve. Cserekerékből is sok van, meg ha jól láttam megvan a síktárcsája is.
Szerintem ezt a gépet faesztergaként kéne reinkarnálni!
Azoknál a munkáknál adódnak olyan feladatok, mint rövid, nagy átmérőjű munkadarabok - tálak - esztergálása, majd máskor kisebb átmérőjű, de hosszabbaké - mint pl. állólámpa oszlopa, lépcsőkorlát, stb.
Rendes faesztergát nem lehet kapni az országban. Ami rendes, merev, öntvény, annak látszólag horror ára van.
Ezen a vonalon indulva lehetne szerintem egyrészt megtalálni az igényt rá, másrészt megszerezni a lehető legmagasabb árat. A kialakítható előtolása miatt lehetne rá alkotni körvonalmásolót, ami az előre kivágott mintát lemásolná automata előtolásban. Ez nem lenne bonyolult, ugyanakkor vonzó lenne felhasználói oldalról. Nem kell neked megcsinálni, de ezzel is lehetne operálni az eladáskor az alkunál.
Egy ilyen gépre - főleg a transzmisszióval együtt - az Usában pár nap alatt lenne vevő pár száz dollárért.
Tagja vagyok ilyen csoportoknak, látom mi folyik az Usában, Kanadában, Ausztráliában. Simán megmentik ezeket a gépeket, de ottani viszonylatban is fillérekért, pár napi kereset áráért.
Igazából ez egyre rosszabb irányba körvonalazódik.
Vettél egy neked nagy gépet,és most sorban elrontanál rajta mindent, amit a tervezésekor kiszámoltak, és megterveztek, mert vannak emberek,akik nem szeretik benne a kuplungot javítani?
Előbb rögzíteni a kuplungot, de mivel ehhez túl nagy a motor, ezért kicserélni egy gyengére, hogy hátha azzal jobb lesz, teljesen rossz irány szerintem.
És mi lesz a következő? Lecserélni a késtartót nyolcszor nyolcas késhez?
Nem lehetne inkább azt kitalálni, mitől romlik a kuplung, és azt a problémát megoldani?
Nem baszogatásképpen kérdezem, hanem komoly alternatívaként. Rákerestem erre a kuplungra, és fél Európában van róla szó. Lehet,hogy összegyűlt már annyi tudás, hogy van megoldás, csak nem itthon?
a "roncsolásos bontás" rész arra vonatkozott, hogy ha elrakod a gépet máshova vagy szétszeded akkor nem lehet kipróbálni és ezért nem lesz aki megveszi használatra. nem volt a legjobb a kifejezés.
A motor nem közvetlenül a falra, hanem egy segédkeretre van rögzítve, amin tág határok közt állítható a pozíciója. És legfőképp oldható a rögzítés. A roncsolásos bontást nem tudom miért gondolod? De mindegy is, a lényeg, hogy aki egy esztergapadot tud használni, annak nem fog gondot okozni egy ilyen feladatot megugrani. ;)
Amúgy köszi az válaszodat! Lehet hogy félreérthető voltam, ezért hangsúlyozom: nem az érzelmi értékének a számszerüsítése volt a kérdés. Úgy tűnik te nem vagy olyan, de szerencsére sok olyan műszaki érdeklődésű ember van, aki egy öreg gépben többet lát mint egy darab szerszámot, és igenis hajalandó energiát fektetni egy ilyen gépbe. Nem csak azért mert első volt, vagy mind elpusztult (nem mintha ilyen gépből sok maradt volna). Ismerek nem egy ilyen embert és gyűjteményt.
"Ha apád dolgozott rajta akkor már a gyerekedet sem fogja érdekelni mi lesz a sorsa. Ez tény..."
Ez nem tény, hanem tévedés. A legjobb esetben is csak általánosítás. Mint írtam, a gép a nagyapámé volt, és sok emlékem van arról, ahogy ezzel dolgozott. Ha nem így lenne, nem is írtam volna a kérdést itt, vettem volna a fáradtságot a fotókkal bajlódni, hanem odaadtam volna az első vasazós brigádnak hogy vigyék.
"ha foglalkozol a fiaddal akkor neki az lesz fontos amit tőled kap"
Ezzel egyetértek, de nem igazán kapcsolódik a kérdéshez.
Fejből nem tudom a gyártmányt, de "körbe nyálazom" majd.
Mi a fontos? Hogy a gép ne menjen veszendőbe. Hogy ez mint kiállított ipartörténeti emlék/dísz formájában valósul meg, vagy vki használja néha és fékdobot, szalagfűrész kereket szabályoz, akármi ÉS mellette megbecsüli a gépet, már részlet kérdés. Szerencsére nem kenyérre kell az ára, tudok rugalmas lenni.
mivel a motor a falra van rögzítve, nem bontható "roncsolásmentesen" ez csak egy megjegyzés, tehát ha elmozdítod a helyéről akkor már soha senki nem fogja azért megvenni hogy dolgozzon rajta. Esztergákhoz nem értek annyira, de szerintem ebben a gépben nincs semmi olyan érték amiért egy múzeumban helye lenne. ahhoz első valaminek kell lennie, vagy egy olyan dolognak ami nagy szériában létezett de mind elpusztult.
Ha van számodra értéke, és nem kell kenyérre a pénz akkor három dolgot tehetsz
- nem nyúlsz hozzá, illetőleg megteszed a minimumot hogy ne romoljon tovább az állaga (porolás, takarás, fóliázás, stb). a régiség és az acél értéke is nőni fog, te meg pihentetheted rajta a szemed.
- energiát, időt, pénzt fektetsz bele és eredeti állapotában megőrzöd: letisztítod, ápolod, dokumentálod, szétszeded. Ekkor felállítható lesz olyan helyen ahol mások is nézegetheted. kölcsönadod egy olyan valakinek akinek már van valami kiállítótere.
- második pontot követően átalakítod egy használati tárggyá. asztalt, munkapadot készítesz belőle és így nem egy porfogó lesz hanem használdod. Saját véleményem, hogy az érzelmi kötődésnek különösen jót tesz ha saját használatra alakítod a dolgot. ez tették az emberek évezredek óta amíg fel nem találták az örökségvédelmet.
Tudom, hogy nem emiatt a válasz miatt tetted fel a kérdést, de tisztában kell lennünk azzal hogy az érzelmi kötődés nem növeli a dolog értékét, ezzel együtt pénzre nem fordítható le. A másik dolog ami fontos, hogy rajtad kívül senki nem fog energiát fektetni bele. Ha apád dolgozott rajta akkor már a gyerekedet sem fogja érdekelni mi lesz a sorsa. Ez tény és nem kell rajta szomorkodni, mert ha foglalkozol a fiaddal akkor neki az lesz fontos amit tőled kap akár tárgy akár emlék.
Használati értéke nem nagyon van már ennek a gépnek. Szép darab, és úgy látom eléggé komplett. Nagy kár volna ócskavasba vinni. Az jutott eszembe milyen szépen mutatna, egy múzeumban vagy gyűjteményben. Vagy egy modern forgácsoló üzem előterében, mint az autöszalonokban a veterán járgányok. Na ezeket a helyeket nem egyszerű megtalálni. Kívánom hogy legyen szerencséd, és méltó helyre kerűljön ez a gép.
Természetesen igazad van, de itt motor cserét is tervezek. Vagyishát gondolkodom, hogy mitévő legyek. Elrontottam ezt a vásárlást, nekem ez a gép nagy és sok helyet foglal. El akarom cserélni elsősorban egy kisebbre, de ha csek eladással megy, akkor eladással. Az elektromos rendszerét mindenképpen fel kell újítanom, akkor már mehetne bele egy kisebb motor, frekiváltó és a kuplung kiiktatása.
Vagy az eredeti villamos rendszer modernizálása, de akkor marad a kuplung (meg a sírás a piacon).
Viszont, ha utálják a kuplungot, akkor a többi gépen, ami ilyen erős, vagy erősebb mivel mással oldják meg az erőátvitelt? Bár az is lehet, hogy kifejezetten ennek az esztergának a kuplungját szídják ...
7,5 kilowattos a motorja, nem véletlenül kuplungos az a gép!
Ha kuplung nélkül próbálna vele bárki csak két órát dolgozni, beleba....ná a baltát a végére, annyiszor mehetne a villanyórához, visszanyomni a biztit!
,,Még régen olvastam valami amerikai weblapon, hogy van olyan maró folyadék, ami rézből ki tudja marni a beletörött acél menetfúrót''
Pl. a sósav tudja ezt.
Meg a híg salétromsav is, de ez utóbbi elég lassan eszi meg a vasat.
Érdekes módon a tömény salétromsav pont fordítva csinálja: a rezet megeszi (és egy jó mérgező gáz - nitrogén-dioxid - keletkezik) , a vasat (és az alumíniumot) viszont nem bántja, mert passziválja, azaz egy védő oxidréteg alakul ki a fém felületén.
Nagyapámtól örököltem egy kecskelábú esztergapadot. 2000-es csúcstáv, külön kuplung a laposszíj hajtásnak, 520mm-es síktárcsa, teljes váltó fogaskerék készlet. Rég nem volt használatban, de működőképes teljesen a kicsike. Lassan, de biztosan meg kell váljak tőle, viszont elkótyavetyélni nem akarom, már csak a sok személyes emlék okán sem. Tudtok esetleg segíteni abban, hogy megbecsüljük az értékét? Nyilván nem várom, hogy egy CNC gép árában leljen gazdára, de azt nem fogom engedni hogy a vasba kerüljön (pedig nyomná a mérleget rendesen, az biztos).
Vmiért nem sikerült a kép feltöltés közvetlenül, úgyhogy inkább belinkelem a Google fotóalbumot a géptől IDE.
Az alumíniumot kétféle anyag oldja (pontosabban kémiai reakcióba viszi vizes oldatban és"eltűnik" mint szilárd fém), a savak és a lúgok. Ha acélba szorult az alu, akkor a sósav megrongálja az acélt is, az nem lesz jó. Kis NaOH (nátrium-hidroxid) oldat viszont elvileg beoldja az alumíniumot és a vasat nem bántja.
Ahogy gondoljátok, nekem nem így mondták! Sajna rossz a szkópom, ilyen mérést még nem végeztem, de egyszer feltétlenül megteszem! Számomra sokkal hihetőbbnek tűnik a 0 pontról indított kapcsolás, még ha a fel és lefutás -túllövés mentesen- széles tartományban állítható!
Na az pont nem lenne jó. Induktív terhelést a csúcson kell bekapcsolni, hogy a legkisebb áramlökés jöjjön létre. Csuhás már leírta, hogy itt nincs ilyen.
"...pedig nem biztos, hogy többet fogyaszt, mint a sok indítás..."
5-7.5-10KW-os (stb) motorokat nem véletlenül járatják egy irányban jelentős holt tömeget állandó forgásban tartva és az egyéb funkciókat kuplunggal kapcsolva.
Az utálat a tengelykapcsolók beállítása karbantartása miatt szokott lenni. Például nem old teljesen. Van hogy a nem megfelelő olaj miatt.
Vagy megcsúszik a mágnes kuplung a feszültség esés miatt... stb.
Még régen olvastam valami amerikai weblapon, hogy van olyan maró folyadék, ami rézből ki tudja marni a beletörött acél menetfúrót. Valami sav volt, sajnos elfelejtettem, milyen (meg amikor szükségem lett volna rá, úgysem tudtam volna beszerezni - pláne, hogy max. egy fél deci kellett volna). Nincs valami hasonló megoldás alumíniummal?
Kép nincs, olyan széles mint az összes lamella, és a furatban olyan kialakitás van mint a tengelyen lévő lamelláknak, a külső pedig olyan kialakítás hogy a kuplungkosárba megy bele. Mintha összeragasztanád az összes lamellát egy kötegbe.
Frekvenciaváltóval biztosítható a lassabb felfutás.
Ha nem használtpiaci árakon megy a dolog, és megbízható, ipari frekvenciaváltóról beszélünk, drágább lehet mint egy tengelykapcsoló javítás/csere.
Még annyit hozzáteszek, hogy általában a járó motor miatti fogyasztás is oka szokott lenni a tengelykapcsoló utálatának, pedig nem biztos, hogy többet fogyaszt, mint a sok indítás.
Nem feltétlenül van így, egy frekvenciaváltóval nem lesz áramlökés, és a lágy indítás is kényelmesen beállítható, ráadásként pedig a fordulatszám is állítható lesz egy elég széles tartományban.
Onnantól, hogy a tengelykapcsoló megszüntetésre kerül, várható a ajtómű egyes részeinek tönkremenetele, ugyanis oda a lágyabb indítás. Továbbá lehet küszködni a 3-4-szeres indítóáramokkal, amit majd a közvetlen indítás jelent.
Cserébe jelentkezik előnyként a tengelykapcsoló ára, csökkentve az átalakítás költségivel.
Mechanikus kuplungos MVE esztergánál a sok külső és belső menesztésű lamella helyére lett gyártva egy széles tárcsa, amin megvolt mind a külső és mind a belső menesztéshez szükséges menesztő rész vagy borda. Ez rövidre zárta a kuplungot, és a motor forgasirányváltásával lehetett működtetni a gépet. Igy vissza lehet alakitani, nincs rongálás.
Nem tudom elektromos kuplungnál működik e a fenti módszer ?
Tisztelt Tagok, egy elméleti kérdéssel szeretnék hozzátok fordulni. Ha adott egy eszterga, ami kuplungos (elektromos), akkor milyen módon érdemes ezt a kuplungot kiiktatni a hajtási láncból? Azért gondolkodom rajta, mert ezen eszterga kapcsán mindig felmerül kritikaként a kuplungos mivolta (SNB 400).
Pedig jó volt az első tipp, a menetfúróra kenődött anyagot szeretném leszedni, ha már ennyi eszem volt, hogy szárazon csináltam. Hatos alurúd miatt amúgy akkor se állnék neki szikraforgácsolni, ha a földszinti lakásban lenne olyanom, amivel lehet :D
Ja várjál... te a betörött menetfúró darabot akarod kiszedni? Azt hittem a felkenődött alumíniumot a menetfúró horonyból.
Szikraforgácsolással szokták, startlyukfúróval a közepét át tudják fúrni és ha átmenő a furat, akkor huzallal mennek egy kört benne, a maradék szinte kiesik.
Vagy kettes maróval helikális interpolációval, kb. 0,005 mm-es Z lépésekkel kimarod belőle CNC-vel. Én ezt egyszer megcsináltam, de nem kimondottan az a napi szintű elfoglaltság. És esélyes, hogy a végére a marónak is annyi, tehát értékes munkadarab kell, hogy legyen.
Tisztelt tagok,van eladó sk 360/1000 eszterga gépem,bulgár 4 morzekúpos oszlopos fúrógép,cugir fu 32 egyetemes marógép teljes tartozékkal és balkancar 500 és 1000 kg drótköteles emelőm .imperó késtartók. eladnám őket mert nincsenek hasznlva,akit étdekel keressen.
Üdv! Még régebben M3-as menetet fúrtam alumíniumba kézzel és sikerült elrontani, úgyhogy rákenődött az alu a menetfúróra. Van valami trükk, amivel le lehet szedni vagy egyszerűbb venni egy másikat?
Kérdés, hogy ez az ár mit tartalmaz. Általában az alapár csak az alapgép, kiegészítő felszerelések (bábok, késtartó...) nélkül értendő, és erre rakódik még költség bőségesen. Vagy ez zusammen 14M? Persze kérdés a méret/ teljesítmény is.
Az enyémen is nyitott motor van - nagyon "alacsony" gyártási számú példány. Katonai viszonylatban az E2-E3 volt általánosan rendszeresítve - az E1N egy ritka korai felállás.
Szerintem?: A "karbantartott" 70 éves E1N messze veri megbízhatóságban a hasonló méretű "távolkeletit". Pontosság? Mindegyik kopik... (A kínai nem lesz ilyen idős...)
Még szavadon foghatlak február végén megyek Szegedre dokihoz...
Kérdés mit kell felújítani rajta.
Ami gépet láttam az első katonai szervízkocsiról származik, nem volt agyonhasználva.A második mint már említettem régóta használat alól felmentett állapotban megkímélve. Az én gépemen a nyitott kivitelű Dinamó motor van, a fellelt gépeken már zárt motort találtam.Feltehetőleg kissé korszerűbbek is lehettek.
Elnézésedet kérem, nem a te gépedet akartam megvenni.Csak úgy egyáltalán ha váltanék mennyire jó választás lenne az említett márka a hasonló méretarányban.
Ha a súlyukat nézem: Optimum 180, E1N 550 (nehéz műszerész eszterga). Mindkettőn 125. tokmány.
Optimumon vagy előtolás, vagy menetelés, 3 állású "norton". E1N: Vonóorsó is és "rendes" norton.
Opti 220-as freki váltós, a magyar 380 dahlanderes. Kezelőszervek mindkettőn OK.
Szállítás Optit utánfutóval, másikat teherautóval. Mindkettőt 3 fiatalember tette a helyére, e1n-t szétszerelve.
Használat: Opti sok kompromisszúmmal de szerethetően. Igazi tanulógép. E1N-ről munkahelyi tapasztylat: nem lelkesedtem érte mégis vettem egy használtat de nem állítottam "csatarendbe".
A közelmúltban láttam Csepelen egy új ZMM hagyományos esztergát. Hántolás szerintem már azon sem volt, köszörült felületek, öntvény talp, valami kevésbé márkás útmérő rendszer, 14 millió királyi forint. Sok, nem sok, mindenki döntse el. Néhány fős mikrovállalkozásnak sok, egy nagyobb cégnek nem nagy tétel és akkor új gép, nem kell vakargatni róla az elmúlt 40 év mocskát, szerelgetni, vigyáznak rá akkor 20 évre letudva a dolog.
Én a konkrétan megnevezett típust néztem. Az optimumnak van egy sor gépe, egészen nagy méretekig. Azokon biztosan más kialakítások vannak.
A puha csavarokkal már másnak is meggyűlt a baja az ismeretségi körömben. még csak nem is 5.6-os csavarokat, hanem 4.6-os verziót használtak ezekhez a gépekhez.
Mint a híg fos, olyan "kemény". Ha véletlenül megszorul, ki sem tudod tekerni, mert azonnal elnyalódik nem a menete, hanem a feje.
Napjainkban az úgynevezett fogyasztói társadalmat éljük! Ennek jellemzői a minél kisebb beruházással minél nagyobb profit, ne javítsd hanem dobd ki és vegyél újat, nehogy már örökké tartson, tehát "programozott életkor" ! Megjelentek olcsó anyagok alkalmazása a régi szemlélet szerinti kritikus pontokon, amelyek a tartós használatok meghatározzák. Ezen anyagok tekintetében részint az olcsó alkatrész előállítás és az olcsó alapanyag igencsak behatárolja a tartósságot/használhatóságot. Pl: ha egy alkatrész ami addig rézből forgácsolással készült, azt ha kiváltják műanyag vagy valami olcsó öntvénnyel, akkor máris olcsóbbá válik(legalábbis a gyártóknak), esetleg ha valami addig hőkezelt -nem kizárt ötvözött- acélból készült, oda ha biliacél alapanyag kerül, máris "megoldódott" a hőkezelés kérdése. Mutatósra eloxált indikátor óra állvány, de nem ám síkköszörült felfekvő felületekkel, hanem csak úgy szalagcsiszolón kézzel felhúzva. Szép fényesre krómozott kulcskészletek, csak éppen nem lehet őket használni. Persze a vásárló pénztárcája meghatározó, és egyes gyártók tisztában vannak vele, hogy melyik tábor a szélesebb, így hobbi szinten nem a Hoffmann katalógusokat böngésszük, hanem az "Alit ". évtizedek óta természetes, hogy a technológiai paraméterek kontra szerszám kopás fontos szempont, de ez hobbi szinten a pénztárca vs szerszám szintjén van. Most éppen egy 20-as forrasztott lapkás leszúró késből készítek egy egy átmérőző 16-ost(ha vigyázok rá sokáig eltart).
Amivel találkoztam teljes hajtásrendszerrel volt felruházva (norton, keresztelőtolás, stb.), hasonló felállású, mint a KAMI 300/750. Ott a tanműhelyben folyamatosan gondot okozott a rögzítő-működtető csavarok cseréje-pótlása. Borzasztóan alacsony szilárdságú alapanyagból voltak az eredetik. (pl. kéziszán rögzítés "ívelt fejű" horony csavarjai) Nekem a "Z" kulisszás hossz/kereszt előtolás váltóval sem sikerült megbarátkoznom.
Hát szerintem a gyári állapotukban nem kérdés, mennyire más ligában játszanak.
Optimum:
850 wattos motor egy 280-as esztergán? Ne vicceljünk már!
nincs vonóorsó. minden előtolásra a vezérorsót koptatja.
nincs rendes lába, csak egy lemezdoboz. Egy öntvényláb iszonyat sokat merevít magán a gépen is. Ez jelentkezik a megmunkáláskor a kevesebb rezgésben.
Norton szekrény gyakorlatilag nincs rajta, csak egy irányváltó, meg egy három állású váltó. E1N nortonjának ha jól számolom 16 állása van. Optimumon állandóan cserélgetned kell a cserekerekeket, és az _előtoláshoz_is_!
180kilogramm <> 590 kilogramm
Egy mostani, konkrét E1N-hez képest a fenti tulajdonságok ugyanezek. Amiben különbség adódhat/adódik, az a futás, és a kopásokból adódó pontosság.
Kategoriában értve. Például az E1N masszívabb-e felépítésben mint az Optimum. Van e olyan képesség,funkció amelyet valamelyik gép tud a másik nem.Stb...
Megjegyzem két olyan E1N-t láttam az elmúlt években amely jó állapotnak örvendett. A legutóbbit a pókháló szőtte be,forgács a környéken sem volt,csak a por lepte. Sajnos hiába kértem nem volt eladó.
A gazdája emlékként tartogatta egy raktár sarkában.
Én a gázolajjal higított hidraulikaolajra szavazok.
Vagy a TCL46-ot is lehet higítani kicsit, mert már az se igazán drágább, mint egy hidraulikaolaj.
Ha kopatlan siklócsapágyas géped van, érdemes lehet a gyári specifikáció, de az egy-két emberöltőt végigdolgozott gépeknél szerintem már szinte mindegy mi, csak legyen benne, és télen se sűrűsödjön meg nagyon.
46-os... Az már nem a kifejezetten vékonyolaj kategória, de gördülőcsapágyas géphez akár jó is lehet mindenhova. E1N főorsót kenni Spinol15 is van 10 literesbe.(100évig elég... - árulhatnák kisebben is.) Máshova (RT26, A20, marógép, fűrész) 32-es meg 68-as hidraulikát használok - szintén kapható 10 literesben, de azokból pont a 20literes konzevdobozos Agip volt éppen nagyon akciós áron mikor vettem.
A MOL TCL család az szerszámgépbe való olaj. Hidraulikához is alacsonyabb terhelésre... Elvileg TCL10 létezik 10L-esben is, de én kiskerben még nem találkoztam vele.
Van olyan orsóolaj ami egyben hidraulika olaj is. Az én gépemben a főorsó csapágyaihoz ill. a szerszámcsere hidraulikus hengereihez ugyanaz az olaj kell, pl. MOL TCL10
Igen, csak a legtöbb finomabb helyre motorolajnál ez a 20fokon mért viszkozitás rendszerint magas érték. A nagyobbik gond, hogy a kifejezetten erre a célra fejlesztett olajokat (szerszámgép) nem árulják kis (hobby) kiszerelésben. Ezért marad az, hogy kis kannában vagy flakonban kaphatóak közül választanak más elsődleges alkalmazásokhoz valót. (hidraulika, váltó, pneumatika, "műszer", varrógép, motor, stb. olajokat) Lehet, mert ezek a mai készítmények bármelyike bír azzal a kenőképességgel, amivel régi orsó meg gépolajok (a legtöbbet ajánlja a gyártó "általános" célra is).
Bár nem vagyok szakértője, de ha megnézi az ember a legdrágább Optimum esztergákat(TH4610, TH4615,TH56 sorozat), szerintem azok már elég korrektek. Igaz, ezeknek az ára is már tízmilliós. Ennyiért lehet egy teljesen újraköszörült régi gépet vennék, de inkább cnc-t.
Szerintem ahol az egyetemes esztergának van még létjogosultsága, az a hobbi kategória, a műszerész "niche" iparágak, és a nagyon nagy/hosszú méretek. Erre elég jól ráéreztek a kínaiak is.
Egyébként a Stanko, amit a ragadozómadaras gépes cég terjeszt, az nem orosz már?
"van egy (több) kínai gépgyár, ami esztergát meg efféle gépeket gyárt."
De nemcsak úgy bele a nagyvilágba hanem mint lentebb írod, megrendelésre és a megrendelő minőségbiztosítása mellett. Az más kérdés, hogy melyik megrendelö mekkora gondot fordít ilyesmire. Nekem az a véleményem, hogy az Optimum nem cimkéz hanem okosan rendel és figyel a minőségre meg arra, hogy az amatörök tudjanak "elfogadható" áron géphez jutni. Az általad felsorolt gépek között azért van egy minőségi sorrendl!
A gépek csak annyira "egyformák", hogy Kínában készülnek.
Aham, csak az szokott a probléma lenni, hogy a motorolajokra megadott viszkozitásérték a 80-100 fokos motorhőmérsékleten annyi, és nem a szerszámgép kábé 20-30 fokos értékén. Ott általában sokkal sűrűbb.
Én kipróbáltam, és az esztergám csöveskés olajszétosztó rendszerében szó szerint megállt az olaj a viszkozitása miatt, pedig papíron stimmelt a viszkozitásérték. Egyszerűen nem csöppent le. A fogaskerék felszórta még a tálcába, de onnan már nem folyt le, hanem mikor az megtelt, akkor oldalt csorgott le mindenfelé, amerre semmi szükség nem volt rá. Gyakorlatilag nem volt kenés.
Ja, csak aztán megnéztem a hőmérsékleti skálázást, és kiderült, hogy azon a hőmérsékleten mégsem jó.
Azt viszont mindig el szokták felejteni megmondani ilyenkor, hogy olyan motorolajat keressen a delikvens, aminek 20 fokon adott érték a viszkozitása, nem 80-100-on, mint rendesen.
Tehát az én véleményem az, hgy jó a motorolaj, csak a (ritkán megadott) 20 fokos viszkozitásértéket kell figyelni a kiválasztásánál.
Köszönöm szépen a véleményeket és a hasznos tanácsokat! Elég sokat kútászkodtam az olajok tekintetében, onnan ered a turbóolaj és a visszavezetés egészen a hidraulika olajig, érintve a kompresszor olajat is . Leginkább Csuhás kolléga véleményét tartom helyesnek, és ennek megfelelően fogom a gépeimet feltölteni. A motorolaj tekintetében nem tudom mi jelentősége lenne a "csomósításnak", ha egyszer már van olajszűrő a motorokban. Mind azontúl a hidegen beindított motor már akkor is alapos kenést igényel, jóval nagyobbat mint a gördülőcsapágyak, vagy a fogaskerekek.
Szerintem gépe válogatja, amiben nem siklócsapágyas a főorsó, és nincsenek lamellás kuplungok, csak gördülő csapágyak, fogaskerekek, oda szerintem minden jó, akár még az étolaj is. Más esetben célszerű valami gyárihoz hasonló viszkozitású olajt keresni.
Szerintem régi fajta motorolajokat sem ajánlatos használni, mivel ezek magas üzemi hőmérsékletre optimalizált olajok, amiknek az adatai a motor üzemi hőmérsékletére vonatkoztatott adatok. Hidegen sokkal rosszabb értékeket produkál. A szerszámgép pedig sosem lesz olyan meleg, mint neki kéne.
Valahol azt olvastam, hogy motorolajat nem tanácsos hajtőműben használni. Mert a mai motorolajokban van valami adalék, ami hatékonyabbá teszi az olajszűrőt, csomósítja az apró fémport. Ez pedig nem okos dolog, ha nincs olajszűrő a rendszerben.
Nincs ebben semmi nehézség. Nagyon sok modern munkagép hidraulika és váltóolaja egy és ugyan az. Több tízmilliós technkikákban megfelel, akkor az 50-60 évesben főleg. Az agip és sok más gyártó gyárt hidraulika és hajtóműolajat -egyben, többféle fokozatban. Ezek kiválóak erre a célra. A siklócsapágyas géphez hígabb kivitel kell, hogy be tudjon jutni oda ahová kell. Ennek feltétele, hogy a gép olajszivattyúja (ha van) legyen olyan állapotban, hogy eljuttassa a kenési pontokra. Az is fontos, hogy fűtetlen, vagy alig fűtött helyen van a gép, mert ha eleve sűrű az olaj, úgy bedermed hidegben, hogy mindent csinál csak azt nem amit kell. Nekem van egy liter kifejezetten siklócsapágyas kenéshez való olajam. Kaptam ajándékba egy köszörűgéphez. kb víz állagú, és aranyárban mérik.
Ezt a kérdést valamiért senki nem fogja egyértelműen megválaszolni! Elviekben T30 turbinaolaj kellene az orsóházba, ISO VG 32 környékén keresgélj, de valahogy csak mindig a hidraulika olajra vezet a dolog. Egy hozzáértő barátom szerint az ásványi vagy a félszintetikus motorolajjal nem lesz gond! Egyéb helyekre pedig bármelyik (akár a legolcsóbb) hajtómű olajat javasolják! A kérdés maradt, én is ugyanolyan tanácstalan vagyok mint TE!
> A németeknél az igazi gépek gyártása rég megszűnt
Ebben szerintem tévedsz:
WEILER Germany ezt írja magáról:
All WEILER precision lathes are produced in Germany at the headquarters in the northern Bavarian town of Emskirchen, near Nuremberg. In addition to sales, administration, research and development, production and assembly, WEILER has its own air-conditioned measuring laboratory for quality control as well as paint shops and shipment facilities at this site. This means that WEILER is in complete control of all production steps and can, therefore, ensure that their high quality standards are consistently maintained.
Most már alig van gyártásban hagyományos gép. A bolgároknál van eszterga gyártás, talán a cseheknél még. A németeknél az igazi gépek gyártása rég megszűnt, csak ezek a kínai szarok vannak németnek címkézve.
Mi most egy jó műszerész eszterga? Ami nem CNC - van még olyan egyáltalán? Ha keresgélek, mindig ezekbe a relatíve olcsó kínaiakba botlok... mi van európai, vagy minőségi kínai?
Úgy találtam, hogy elég egy pillantást vetni a szegnyeregre, a kínaik mind egyformák. Az orsószekrényben vannak eltérések. Bár lehet, hogy alaposabban odanézve az is hasonló.
Az Optimumnak mi oka lenne arra, hogy átcimkézzen?
Nem érted... van egy (több) kínai gépgyár, ami esztergát meg efféle gépeket gyárt. Nem önálló márkanév, tehát nem egy másik brandet címkéznek át, hanem ezt az OEM gépet.
Az Optimum, Bernardo, Holz, HBM meg még vagy 10-15 brand mind ezeket a gépeket címkézi fel sajátként és gyakorlatilag ugyanazt kapod mindegyiktől, nem véletlenül egyforma az árszabásuk is. Szóval ezek átcímkézett (vagy pontosabban felcímkézett) kínai noname gépek.
Az Optimumnak nincs gyára. Saját bevallásuk szerint sok-sok német mérnökük dolgozik Kínában és minőségbiztosítanak, bár szerintem inkább csak a címkézőgépeket kezelik...
Nemrég vettem egy régi esztergát, és szeretném az olajat lecserélni benne mindenhol, mivel senki sem tudta megmondani, hogy mikor volt utoljára olaj cserélve benne. Azok az olajfajták, amiket a gépkönyve ír, már nem léteznek. (Shell - Tellus 27, Mobil - DTE oli Light, Castrol - Perfecto Light, Esso - Esstic 45) Ki mit tud ezek az olajok helyett ajánlani? Szerintetek mi lenne a jó bele?
Illetve még az lenne a kérdésem, hogy mindenhova ugyanaz az olaj kell, vagy van ahova vastagabb olajat tennétek?
Az Optimumnak mi oka lenne arra, hogy átcimkézzen? Nem értem miröl irsz. Hiszen mindegyikhez adja a nevét. A 8-10 féléböl egy néhány tipusnak a linkje meggyőzőbb lenne mint a kinyilatkoztatásod.
"mert annak a geometriai paraméterei (menetprofil, menetemelkedés) tipikusan elég gyengék." Ez ebben a formában nem igaz! Az eljárás alkalmas pontos menetek gyártására is.
,,A mángorolt menetekben egy hangyányival jobban bíznék,''
Pedig a mángorolt menet erre nem való, mert annak a geometriai paraméterei (menetprofil, menetemelkedés) tipikusan elég gyengék.
Egy menetmetszővel készített menet profilja általában igen pontos, de a menetemelkedés szempontjából ez is gyenge.
Házilag esetleg azt lehet csinálni, hogy egy jó állapotú, nem kopott vezérorsójú esztergán késsel kinagyolod a menetet (ezzel rámásolsz egy elég pontos menetemelkedést), és erre rácsavarod a menetmetszőt, ami egy pontos és szép, nem sorjás felületű profilt alakít ki rajta.
A börfotel egy állítható magasságú eredetileg kerekes guruló szék. A fiam ki akarta dobni de még időben megmentettem. A kerekek nem váltak be a "műhelyemben".
A garázsban első helyen a marós "műhely" van ezt követi az eszterga részleg, a lakatosnak már alig jut hely a satuasztallal a rajta lévő fúrógéppel. (A képekhez képest állandó a változás.) Igazán itt tudom kihasználni a bárszéket. Szereléskor, fúráskor, meneteléskor (van egy angol kézi menetelőgépem amit fúróállványra szereltem. M10x1-ig lehet. És ülve. Régebben volt egy 9 000-s szériám M3 menettel. 3-4 menetnél már előveszem.)
Ami nem volna baj de a Bernardón lévő (ugyszintén) rohadtul melegszik. Nyáron egy felette lévő ventilátor fújja róla a meleget. (Néha éjszakára is bekapcsolva maradt)
Köszönöm, hogy megnézted. (Lehetnél vevő jelölt!🙂)
A rózaszin bizony eredeti festés mintahogy a "díszítő hántolás" is az. Jobb oldalon egy beragadt forgács hossz irányban szántott egy kis árkot.
Az állóbáb nem optimum gyártású de igényesen lett hozzá igazítva. A géppel együtt kaptam.
Az 5. képen a svájci (gépi!) reszelő csak ott pihent, a fúrónak esélye se lett volna "beleharapni" A cél a szegnyereg lett volna.
19. 20. 25. képeken egy mágneses vizimérték van rögzítveve a tokmány pofára tájolás végett! (Interneten meg egy üzemlátogatáson, marógépen láttam hasonlót.)
A keresztirányú előtolás a keresztszán végére szerelt motorról egy kis ékszíjjal történik. Az orsó végébe egy vörösréz nyíróstift van beépítve. Az előtolás fokozat nélkül állítható a főorsó fordulatszámától fügetlenül. Kezelőgombok az orsóház felső részén láthatók. Itt is érvényesülnek a munkavédelmi előírások mintahogy az irányváltó kapcsolónál is. Most viszont az egészet leszereltem. A motoron még rajta az "élő" vezeték, úgy van föltéve a polcra, a kapcsolók meg elrejtve az orsóházban.
Az hirdetésnél kimaradt, hogy van hozzá német és magyar nyelvű gépkönyv, alkatrészlista és korabeli prospektus árakkal.
Igen, nálam a meglévő menet a késszán testében van. M10x1,5. Nyilván az M10x1-es menethez egy betét-anya kell. Ami minimum 11mm átmérőjű. Na ennek nincs igazán hely, mert a késszán teste kb. 12,5mm vastag.
Egy kérdés. Hogy rakod be a bal menetes orsót a jobb menetes helyére? Nyilván kell egy bal menetes hüvely. Lesz annak ott hely?
Azért érdekel, mert a Proxxonomon ki akartam cserélni az 1,5mm emelkedésű orsókat 1mm-esre. A kereszt szánon megy is a dolog, új anya is készült hozzá. A késszánon viszont nem tudom betenni, mert nincs elég vastagság a bal menetes hüvely számára. Én az 1mm emelkedésű orsókat esztergán készítettem.
Ezek szerint nem ismered a céget. A "mindegyformamintanyúlszar" kínai gépgyár egyik átcímkézője, ugyanezen gépeket 8-10 néven árusítják, de ezeknek legalább van hazai képviselete. Közepes barkácskategória -- messze nem profi --, de ennél jobbat nem kapsz gyakorlatilag, főleg mert a kategóriában az összes gép ugyanaz a festék alatt.
Egy csomó kérdés/észrevétel felötlött bennem a képeket látva. (Nem mint érdeklődő vevő!)
- A rózsaszín festés eléggé szemen ütött!
- Igen arisztokratikus a "bőrfotel" az esztergapad előtt. Már régóta keresek valami jó ülőalkalmatosságot a műhelybe.
- Mennyi az új ára ennek? A mai viszonyok között a 450 szerintem bőven elfogadható egy ilyen padért, ha jó állapotban van --- és ez itt miért ne lenne?
- Praktikus a kinyitható állóbáb. Kisebb esztergapadokon nem mindig ilyen van.
- Az 5. képen ki győzött? A fúró vagy a reszelő?
- A hántolás saját? Szép a díszítő hántolás (vagy ahogy ezeket a kanyarkákat hívják) az utolsó képen.
- 19., 20. és 25. kép: Ez valami fúró-maró feltét a késtartóra?
2007. gyártásu. Én 2019 végén vettem és gyakorlatilag 3 éve használom de most egy nagyobbat szeretnék.
Tartozékai:
Ø 125. Opti. tokm. 3 pofás k-b, tokm kulcs is.
Acél cserekerekek. Főorsóba kúp. Forgócsúcs. Állóbáb. 125/4 tokm. csak egyenes pofákkal és egy dióval. Mindkét tokm hátlappal is.
Minden gyárilag hozzáadott védőfelszereléssel. 4 késes késtartóval. 2 polcos állvánnyal.
A gép 380-ról átakítva 220-ra, frekvenciaváltóval. (Szakember által, nem kókányolt kivitel.) Keresztirányú gépi előtolás elekromosan és mehanikusan előkészítve. Működött is de leszereltem.
Géplámpa: csak a 220-as kábele mert szétégett.
(Szerszámot, mérőeszközt, egyébb tartozékot még pénzért sem mert kellenek az "új" géphez.)
A gépet még mindig gyártják, műszaki adatait, leírását ott megtalálhatod. Ugyanaz a kivitel csak ehez van az állvány is meg egy kézreeső irányváltó. A köv. hsz.-ban küldöm a linket!
Egy kisebb geometriai hibával "együtt lehet élni",
Kérdés, mit jelent az együttélés?
Való igaz, hogy a gép hibája sokszor korrigálható, csak ehhez pont az kell ami - ahogy írod - még a jó állapotú szerszámgépnél is nagyobb hiánycikk: képzett szakemberre.
Ennek hiányában ez az együttélés a silányabb minőségű gyártmánnyal való együttélést jelenti.
Én azt figyeltem meg, hogy amelyik üzem prosperál, ott rend van és karbantartott gépek vannak.
És ez nem véletlen egybeesés.
Ezek az cégek hajlandóak extra munkát és pénzt befektetni az üzemükbe, az hogy az jó állapotú, jól felszerelt legyen, és ez hosszútávon bizony kifizetődő.
Ugyanaz ez, mint amit a múltkor feszegettünk itt: ha jön egy ügyfél egy munkával, amihez egy olyan szerszám kell, ami éppen nincs nekünk, akkor erre úgy tekintünk, mint felesleges kiadás, amit azonnal be kell vasalnunk az ügyfélen, vagy befektetés amitől jobban felszerelt lesz a műhelyünk és idővel majd behozza az árát.
Van egy ismerősöm, akinek egy igen prosperáló faipari üzeme van - kamionszámra szállít mindenhova Európába.
Ő azt mondja, neki az nagyon fontos, hogy az emberei tartsanak rendet az üzemben. ,,Inkább hagyják abba tíz perccel hamarabb a munkát'', de takarítsanak el maguk után.
Szóval létezik ilyen hozzáállás is. Hozzáteszem persze, hogy ez az ember is élt külföldön pár évet, nem idehaza szokta meg a rendet.
Ugyan nem eszterga, de azzal is faragtunk. 3D terveztük a röntgengépeket. Philipsnek, Siemensnek, a gépeket, és gyártottuk Magyarországon. És mentek szét a világba. A fejlesztő csoport vezetőjének mindig a legújabb, leggyorsabb gépe, videokártyája volt, és ha jött ki új proci, két éven belül továbbadta a következő mérnököknek. Úgyhogy elég jó gépekkel dolgoztunk, nem volt kérdés, kell e a drága gép. A főnök azt mondta, amit most tervezünk, az lesz a jövője a melősnak és a takarítónak is. Ha nem tervezünk, ugyanazt visszük ki a következő kiállításra is, akkor azt már nem fogják megvenni, annyian. És ha éjszaka kell bejönni a prototípust legyártani, akkor 3x pénzért be kell jönni, megcsinálni.
A technikai lehetőségek legtöbbször adottak a megfelelő műszaki állapot fenntartásához, de azt nem mindig van értelme kivitelezni (erőltetni).
Jó szakember - aki csak tehette - már külföldre menekült. Aki itt maradt, nagy részük tehetetlen vagy már belefáradt az örökös szélmalomharcba, a megfelelő minőségű szakember utánpótlás pedig elenyésző. Hozzá nem értő, motíválatlan munkaerővel akarják megváltani a világot, kellő támogatás és kidolgozott irányítási rendszer (koreográfia) nélkül, az ilyen dolgozó hosszútávon biztosan lelakja a környezetét, de rendszerint rövidtávon is kártékony. Ilyenkor pl. nincs értelme helyreállítani gépgeometriát - csak, ha nagyon muszáj - , mert három napig nem tart ki... Egy kisebb geometriai hibával "együtt lehet élni", ha az állandó, de amikor ahány műszakban arra járok, annyi fele állnak a dolgok, az nekem is sokk...
Persze vannak kivételek is, de felénk ez egyre kevésbé jellemző. Számomra egyébként meghatározó tételként szerepel a munkahely "elviselésében", hogy feladatom nagyrészt kifogástalan állapotú gépen végezhetem.
Az ipar minden terén messze levoltunk/vagyunk maradva az Eu fejlett országaival szemben! persze mindig arra mutogatnak vissza, az "okosok", hogy az a hülye Magyar mennyire nem tudott hatékonyan dolgozni a szociban( a fogyatékosok szerint ezzel felélte a jelenlegi gyerekek jövőjét)! Több év "fejlett országokban" végzett szakmunka után bízvást állítom, hogy igaz a mondás, mely szerint fejétől bűzlik a hal. Sajnos bármely ország dolgozóit nézzük, csak az általa elérhető lehetőségek jegyében tudunk termelni! Tehát elmondhatjuk, hogy a hatékonyság, a technikai lehetőségek, szervezettség, vezetői hozzáértés, munkavégzést végző dolgozók (és vezetőinek) szakmai tudása az elsődleges! Mi öregek megéltük, dolgoztuk mind a két rendszert, azt hiszem elég jól ismerjük a problémák gyökerét!
Ebben teljesen igazad van, kis hazánkban évtizedek óta ez a valóság. Sajnos.
Aztán meg meg a csodálkozás, meg a sírás, hogy nem termelékeny az eljárás/versenyképes a gyártmány...
Különbséget kell(ene) tenni:
mérettartási - forgácsleválasztási
üzemi - mozgási
elvárt - meglévő
gépképességek között.
Olyan nincs, hogy valamit nem lehet/nincs idő karbantartani, csak olyan van, hogy valami rosszul szervezett, és egy fityinget is sajnálnak rákölteni...
Azok a pontossági értékek amik a gépkönyvbe meg vannak adva, azok az új,vagy felújított gépekre vonatkoznak,attól rosszabbak lehetnek a régi gépek,bár az én E2N gépem ami 50 éves,de nagyon meg lett kímélve,a 100mm hosszon támasztás nélkül hozza a gyárilag előírt pontosságot ami 0,01 mm 40 mm átmérő esztergálásakor.Ez bizony egy elég ritka állapot ilyen idős gép esetén.
25-ös anyag 450 hosszon még támasztva is karcsú egy pontossági vizsgálathoz. Abból a mérésből nem tudsz meg semmit, max. a két végén mért értékből a szegnyereg beállításának hibáját. 2milla? Egy E1N-ért nagyon sok, egy 4ezres SNA710-nél meg már kilóra is jó ár... :)
Tegnap este kínáltam meg az E1N-t 23-asssal, az E400-ban az 50-es simán járatos. Esetleg fúrógépek is lehetnek ahová jól jön. Egy lakatos műhelyben is simán szükség lehet erre a méretre. Nem a praktikeres kategória, de ettől még nem kell félni tőle. :)
"Eddig 3 hónap teljes nyugdíjat kaptam , rendbejöttem anyagilag :)
Gondolkodom ,lehet beköttetem a 3 fázist ... :)"
"És van két esztergám is aminek a szegnyergébe szűkítő hüvellyel lehet csak beütni az Mk 4 es kúpot :)"
Csak érdeklődöm, hány ampered van egy fázison, hogy ekkora gépeket tudsz üzemeltetni? Én az EU 630-at csak amiatt nem vittem haza, mert otthon nekem csak 3x16 A van /na jó, meg a helyhiány :-)/.
OK, hogy forgóátalakító, de azt is kell etetni. Egy 52-es csigafúró eléggé tud kapaszkodni.
Nem akarok belemenni értelmetlen vitába, csak éppen Te írtad, a forr. lapkás késeket nem adtad oda a felkínált összegért. Kérdezem- jobb évek óta kerülgetni?
Nem biztos, hogy szerencsés az a gondolkodás, "inkább rohadjon meg mint odaadjam annyiért".
Kívánom, jó soká legyen, de a legtöbb esetben az örökösök ezeket a holmikat kitolják az ócskavas telepre, vagy ócskavas ár alatt egyben eladják egy kupecnek.
Ezek a fúrók ekkora méretben 5-10.000 közt mennek kéz alatt, attól függően, hogy milyen gyorsan akarja valaki eladni. Ezeknek az országos piaca kb. 1.000 szakember, mert még az esztergályosok közt sincs soknak akkora gépe, amivel ekkorát lehet fúrni.
De persze annyiért kínálod amennyiért akarod, csak jeleztem én is a vakvágányt.:-)
Nekem viszont nem szokásom más portékájára megjegyzéseket tenni, főleg úgy, hogy nem is akarom megvenni. Biztosan ezért sejtem másokban is ezt a gondolkodást.
Árultam jó régen a hobbyn böszme forrasztottlapkás esztergakéseket ...
Kaptam magánban üzenetet hogy ilyesmit mennyiért szokták adni , valami nagyon aprópénzt , hát jó !
Talán egy ötszázas ? ...
Valahol még meg is vannak ,biztosan megtalálnám ,de már nem eladó akkor , meg hát most igazán semmi :)
Pedig 10 tonna cucc egészen biztosan van .........
Csigafúrók is ,azt még talán használom is .
Csúnya dolog tudom ,de az eszterga forgácstálcája tele van fúrókkal ,meg még akad azért máshol is , de tuti hogy mindig keresni kell azt ami éppen kellene ...,.
Számoljunk kicsit? Ilyet hobbira nem igazán vesznek meg, ehhez már GÉP kell. Vállalkozó megveszi számlára, leírja az áfát, így neki már csak 31500FT-ba kerül, ezt a maradékot elszámolja költségként (ennyivel csökkenti az adóalapját). Talán ha hozzájuthat a bolti ár feléért, akkor elgondolkodik, hogy érdemes megvenni. Az eladók ti vagytok, ti tudjátok....
Ez a motor volt gyárilag a gépemen, én is használtam egy ideig vele 230V-ról. Aztán egy 400W-os motort tettem rá frekiváltóval, így üzemel most is! 230V-os üzem nél gond volt időnként ha a dahlander gyorsra kapcsoltam, azért alkalmaztam a mostani formát!
Az előző esztergámnak 0,5kW-os, 3 fázisú motorja volt, 4 pólusú, 1480-as fordulattal. Azt éveken át használtam egy fázisról, kondenzátorral. Érezhetően kisebb volt a nyomatéka és irány váltáskor meg kellett várni, amíg teljesen leállt a motor, különben az előző irányban ment tovább. De lehetett használni
Egy volt -ma még aktív- kollégámtól érdeklődtem tavaly a 3 fázis bekötésének áráról, Ő mondta, hogy 500 ezer körül lesz vége! Hiszek neki, pont emiatt álltam rá ennél a gépnél is a frekiváltóra!
A fogyasztóvédelemhez fordulnék, de nem az a lényeges, hogy mit tennék, hanem az, hogy mit nem:
Nem írnék ide BEKÖTÉS kapcsán olyan dolgokat, amik ezzel nincsenek összefüggésben, de mégis abba hozom.
Nagyon sajnálom, hogy gondjaid vannak a szolgáltatóddal, de ettől még ne írj ide ÁLTALÁNOSAN megfogalmazva irreleváns dolgokat, mert félrevezeted a másikat.
Vannak gondok a szolgáltatóknál, és a törvény magasról sajnálja le az ügyfelet (ettől kapnak a szolgáltatók vérszemet)! 2022 szeptemberétől nem kapok csekket, mert az "új törvény szerint, nem lakossági fogyasztónak nem küldik ki, mivel csak számláról fizethet"! A gond ott kezd, hogy én lakossági fogyasztó vagyok, bár az ő rendszerük szerint ez nem így van! Igaz, hogy enyhén szólva nem azonos a tarifa, és azt sem tudják, hogy miként kerültem ebbe a státuszba, de már 2015-ben (addig tudják visszanézni) már nem lakossági fogyasztó voltam. 2022 dec 14-én befizettem -bankban, mert csekket nem tudtak adni- az általuk lemaradásként kezelt összeget,- az ügyintéző tanácsára- mert különben lekapcsolnak, és megírtam nekik a problémámat még az nap. Pár perc múlva kaptam gépi visszajelzést. Rá 5 napra 19.-én iktatták az üzenetemet, és a mai napig semmi válaszuk. Ismét időpontkérés, megjelenés, ügyintéző szintén javasolja fizessem be a decemberi számlát, mert lekapcsolhatnak, és majd addig csak kapok valami érdemi választ az email-re! A decemberi befizetést kényszer hatására tettem, azt megelőzően nem ismertem a " nem lakossági fogyasztó" státuszomat, ha most befizetek, akkor elismerem a számla jogosságát , és nem követelhetem az 5 évre visszamenőleges túlfizetésemet! Érdekes szitu, és enyhén szólva bicskanyitogató. TE mit tennél az én helyemben?
Két éve csináltattam meg, gyakorlatilag semmi sem úgy volt, mint ahogy írod.
Ennyire ne általánosíts, mert semmi értelme.
32 amperig ingyen jár, tehát a 3x16 amperből 1x16 amperszer 4300 forint a fejlesztési pénz. Én 113 ezret fizettem 25 ampernyi bővítésért és az ügyintézésért.
Az elmünek ennyit kellett fizetni, a többit a villanyszerelőnek fizettem az új óraállásért, és a kapcsolt mutatványokért. Az pedig erősen függ attól, mi van most, tehát arra Te ne mondj árat, mert nem tudod mi van ott.
Magánház, nem céges.
Jani se cégként akarja ezt.
Cégesen nem tudom mi a szitu, de itt nem is érdekes.
500 alatt két éve nem úsztad volna meg, most pedig... A gond az, hogy kb. 30A van benne az alap bekötésben, de ha már 3 fázis, legalább 3x16A kell, és ott már Amperonként 10 évvel ezelőtt ugráltak a 4.000 forintok és persze a bővítés.
Az ELMŰ és rokon illetve kapcsolt részei borzalmasak, legyen kb. 1 milliód készenlétben csak erre és bármikor, mert hozzádvágnak egy félmilliós számlát és ha nem fizeted ki -- akkor is ha jogtalan -- azonnal kikötnek. A módszerben az a trükk, hogy megkapod a számlát kb. 3-4 napi fizetési határidővel, a telefonos ügyfélszolgálat nem tud semmit, emailezni kell nekik, de 7-10 nap mire válaszolnak. Ha közben nincs kifizetve, buktad. Persze mehetsz bíróságra ügyvéddel, annak költsége 600-800.000 forint lesz az első 2-3 évben, majd a bíróság 4-5 év múlva kimondja, hogy neked volt igazad. Közben persze áramod nincs, mert az ELMŰ addig úgy tartja, hogy te vagy a feketeseggű és te szegtél szerződést és pénzért sem köti vissza mert pereled.
A félmilliós számla pedig úgy jön ki, hogy hiába nem fogyasztasz, a keretszerződésedben van egy éves/havi fogyasztási keret amire vonatkozik az ár, és azt ötletszerűen ELŐRE kiszámlázzák, hogy biztos fogyasztasz ennyit (neked még a villanyóra sincs fenn, de sebaj) így biztos nem leszel majd elmaradásban. Nekünk fél éve lóg az ELMŰ ilyen okokból negyedmillióval, és még nem utalták vissza. Ja... a másik negyedmilliót meg befizettük 3/4 éve egy kis bővítésre, de még a fülük botja sem mozdult azóta...
Szóval ha belevágsz, AZONNAL leolvasott havi bemondásra állj rá már a szerződésben, mert hozzádvágják az éves keretet.
Ez egy nagyon pici gép, és nem is különösebben precíziós darab. Ráadásul nincs gyors szánmozgatási lehetőség, tekergetni kell a végtelenségig az orsót minden félreálláshoz, nagyon nem kényelmes.
A korábban már firtatott kínai CJ0618 alapú kis esztergák (Hyundai/Sieg/Praktiker/stb..) kb: négyszer nehezebb, erősebb, nagyobb gépek, nagyjából ugyanilyen pontosak, és hasonló árban vannak, sokkal jobban fejleszthetők is, azok szerintem még mindig jobb ötletek.
"Esetleg keresni valakit, aki feldelejezi benne a mágneseket újra." - az itt a környéken a mission impossible kategória de gyanítom ha elküldöm valami céghez ott sem fog vékonyan fogni a ceruza. Kívülről is elég viseltes, szerintem túl van már a fénykorán az az asztal, ha házilag nem lehet megmókolni inkább elengedem és veszek egy új kínait. Azokról esetleg van tapasztalat? Neten nem írtak róluk rosszakat a vásárlói értékeléseknél.
Másik dolog, a hossz és keresztirányú gépi hidraulikus előtolása szépen működik a gépnek, viszont hidraulikusan alulról meg van (volt) támasztva a főorsó, hogy kivegye az orsó-anya holtjátékát ami a fogásvételnél mozgatja de az a munkahenger elfosta magát valamikor a múlt viharaiban, szerintem a végén így használták de ugye jól gondolom, hogy anno a gyárban nem véletlenül tervezték ezt bele a mérnökök és érdemes ezt a funkciót helyreállítani?
Amúgy a KSU-250-es szerszámélező alapjára tervezett magyar gép, esetleg ismeri valaki a típust?
Sajnos baromira drága a 3 fázis, hobbi keretek között az életben sem térül meg!:-( Pityesz kolléga egy nagyon ötletes módszert alkotott a hobbistáknak(Youtobe-n fenn van)! Én mind két gépemet frekiváltóval használom, az egyikben jelenleg 400w-os -terv 0,55 kW- , a másikban 1,5 kW-os az esztergamotor.
Ha frekiváltó van a gépbe, az is közvetlenül csatlakoztatható a konnektorba, csak érdekesnek tűnik a motor lassú felpörgése (határok között állítható) és ha ki van hozva a fordulatszabályzási lehetősége, akkor fokozatnélküli a forgássebesség állítás! Biztos, hogy ez esetben nagyobb a nyomaték, de sajnos a szerkezet stabilitása, forgácsolási jellemzői, elégé behatároltak. Az én marógépem -mint lejjebb a fotón látszik- 180W-os három fázisú motorral működik, 12-es újjmaró a max (minimum 3 élű) amivel használom!
Nekem a régi Proxxon PD360-asom van (ami még az eredeti, Sakai ML-360) és bizony úgy találom, hogy ennél kisebbet nem szeretnék. Már ezzel is sok a kompromisszum, de még egy kis anyázással túlteszi magát rajtuk az ember.
Hidd el, nem a levegőbe beszélek! Ez egy 3x380-as Y motor , mivel kihoztam a tekercs kezdéseket így 220/ 380 delta /csillag lett. Tehát így 3x 240 V-ról üzemel, összehasonlíthatatlanul nagyobb a nyomatéka, mint amikor 1 fázis 230 V-ról próbáltam.
Ezt azért vitatnám.. eleve ha 3F motor, akkor az 400V feszültségre van tekercselve. 1F-3F váltóból pedig nem jön ki ennyi. Deltába kötés javíthat a dolgon, de az ilyen kis játékokon nem biztos, hogy minden tekercsvég ki van vezetve.
Egyébként egy fél méter hosszú esztergába nem is kell nagyobb motor... átm. 60 mm befogható méret, azt úgysem képes acélban kezelni, a puha anyagokat meg viszi így is.
Nem helytálló az állításod, ugyanis egy fázisú frekvenciaváltóval előlehet állítani a három fázist! Az esetben pedig összehasonlíthatatlanul jobb lesz a gép nyomatéka mint az 1 fázisú esetében (ráadásul 0 átmenetnél kapcsol, megfelelő motorvédelem, folyamatos sebességszabályzás, stb).
Vettem egy síkköszörűt, sajnos a permanens mágneses asztal elég gyenge rajta. Lehet ezt -gazdaságosan- javítani vagy jobban jár az ember egy másikkal ami jó?
"támasztani kellene" Nekem ebből az jön le, hogy támasztás nélkül. Egyszerű munkadarab kihajlás lesz. Nagy a munkadarab kinyúlása (5xD), a forgácslóerő felemelte a vasat, központ alá kerül a vágóél, az anyag "rámászik a késre" - akár a keresztszánt is behúzhatja a holtjátékon.
3xD felett támasztunk - ha nincs rá lehetőség, akkor nem durvulunk, mert képtelenség méretet tartani vagy rosszabb esetben valami sérülni fog.
Melyik végéről kezdted az átmérőzést? A tokmány felől vagy a szegnyerel felől? Én úgy értem amit írtál, hogy a szegnyereg felől indulátál, 40mm-ig terv szerint alakult az átmérő, majd hirtelen 1-1,5mm-el kisebb lett, így van?
Sziasztok!segítsetek megfejtenem: 100mm re kilógó 25ös csavart átmérőztem 22mm re 40mm hosszon 1mm fogással.Amikor a 22mm ből még 1mm szedtem le , a 40mm után még tovább engedtem a kést és azt tapasztaltam, hogy nem maradt meg az átmérő hanem 1-1,5mm rel jobban forgácsolta a csavart!Remélem érthető amit leírtam!köszönöm ha segítetek!(Nem vagyok esztergályos)
Az jutott eszembe hogy a nagyobb fogásmélység miatt esetleg elfordult a kés a késtartóban, vagy az egész késtartó egy kicsit. Ha a kés nem derékszögben állt, hanem a tokmány felé volt a csúcsa, akkor ha a szegnyereg felé fordul, csökkentett átmérőt vihet. remélem érthető amit írtam.
Gondolom elírtad: 15mm átmérő csökkenést nem tudok elképzelni. Maradjunk 1mm átmérő csökkenés mellett, erre nem sok ötletem van, mert általában nagyobb fogásnál a kés inkább elnyomja az anyagot ami nagyobb átmérőt ad. Egyetlen ötletem van: nem lehet hogy a 40mm után más volt az anyag tulajdonsága? Pl addig volt rajta a mángorolt menet eredetileg, vagy addig volt hőkezelve. A végén keményebb volt és elnyomta az anyagot, majd amikor a puhább részre ért akkor többet harapott a kés.
segítsetek megfejtenem: 100mm re kilógó 25ös csavart átmérőztem 22mm re 40mm hosszon 1mm fogással.
Amikor a 22mm ből még 1mm szedtem le , a 40mm után még tovább engedtem a kést és azt tapasztaltam, hogy nem maradt meg az átmérő hanem 1-15mm rel kisebbre szedte a csavart!
,,A homoköntésben használt külső homokformát három típusra lehet felosztani: nedves agyag penészre, száraz agyag formára és kémiailag edzett homok formára [...]
Az agyaggal és megfelelő mennyiségű vízzel, mint a homok fő kötőanyagával, a homokformát közvetlenül keverés és öntés nedves állapotában készítik. A nedves penészöntésnek nagy múltja van, és széles körben használják. A nedves homok szilárdsága az agyag és a víz bizonyos arányú keverésével képződött agyagtrágyától függ. A homok összekeverése után bizonyos szilárdságú. Köszörülés után megfelel a keverés és az öntés követelményeinek. Ezért az agyag és a nedvesség mennyisége a formázó homokban nagyon fontos technológiai tényező.
Olyan öntési eljárás, amelynek során formázó anyagként öntőhomokot és maghomokot használnak öntőformák előállításához, és a folyékony fémet gravitációval megtöltik az öntőformákkal öntvények előállításához.
[...] A bevonat fő alkotóeleme a tűzálló, magas, magas hőmérsékletű kémiai stabilitás, a jó porszerű anyag és a kötőanyag, még mindig adjunk hozzá olyan hordozót, amelyet további felvitelre is kényelmes (víz vagy más oldószer), és mindenféle adalékot.''
A homok minden formában szerszámgyilkos. Amikos szétrázatták a formát és csúszásban voltak a szállítással, "besegítettek " a hűtési folyamatba vízzel. Nőt a megmunkálási idő és nem győztem lapkát cserélgetni. Olyan szép fényes 2mm körüli kéreg volt látható a megmunkálás közben.
,,jó ha a kés hegye már ezek a rétegek alatt vág.''
Ez áll a HSS-re és a keményfémre is.
Érdekes ez a keményfém elnevezés, mert nem igazán fém ez.
Legalábbis semmivel se jobban, mint az a másik "karbid"-nak nevezett kő (kalcium-karbid), amit a karbidlámpába tesznek - amire vizet csepegtetve acetiléngáz fejlődik:
A HSS nagyon bírja. Meglepő dolgokat lehet vele művelni. De csak alacsony vágósebességel használható, és a keményebb anyagokkal kevésbé bír.
A forrasztott lapkás keményfém késeknél a számozás mutatja pl.: P10-től ahogy haladunk P30 felé annál jobban bírja. Cserélhető lapkásnál katalógusból látszik mindez.
Revés, lángvágott anyagoknál jó ha a kés hegye már ezek a rétegek alatt vág. Persze ehhez erős gép kell.
Melyik esztergakés típus bírja a legjobban az ütéseket a megmunkálás során ? Gondolok itt arra , amikor nègyszög , hatszög anyaggal kell dolgozni , vagy a tokmányba van befogva a kés és úgy marni vele ...
Cserélhető lapkás , hss , vagy a hagyományos forrasztott lapkás kések ?
Persze, ez a kerozin. A kisker. forgalomban megy finomított petróleum néven. (Az aromások hiánya egyébként annyira nem is baj pl. mosásnál, mert kevésbé terheli az embert.)
A MOL-nál lehet rendelni finomítatlan változatot, csak 200l-nél kezdődik. :)
A finomítatlan nehezebben gyullad, ami néhol előnyös, de az már nem a háztartási felhasználás.
Vizesedésre alkohol való, de az a mostani üzemanyagokban alapból benne van. Volt olyan szitu, mikor alkoholt adalékoltunk a vágóolajhoz, mert ha a szivattyú véletlen tömény vizet is szívott azonnal hősokkot kapott a szerszám. Így meg nem csinált bajt - idővel el tudott párologni. (A hogyan kerül víz a vágóolajba témát, ha lehet mellőzném...)
'86 ban még a garázsmester osztotta, a teli tankhoz pár lityi flakonos petrót. Jó párévvel késöbb ,már a Transzporter könyve 10 százalék benzint kért téli go. hiánya esetén, a paraffin kiválásra.
Ma már piros Spuri ,tél előtt, azóta azt sem tudom hol a szűrő a gépeimben.
A finomított/tisztított petróleumot szokás magyarországon kerozinnak nevezni, ezzel működik a sugárhajtómű, sztem konkrétan ezt lehet kisker forgalomban literes kiszerelésben megvenni.
Logikus is, a petroleumot más célra már nem nagyon használják, a kerozinra viszont nagy az igény.
Büdös, finomítatlan petróleunot én is láttam még pár éve kannában, valami egyéb fantázia név alatt, de mostanában az sincs, illetve engem elkerült.
Már kerozint palackoznak petróleum név alatt, semmi szaga. Nem készül külön petróleum. Fel kell benne oldani kevés olajat és használható alumínium forgácsolásához feltapadás ellen.
Nekem sikerült felgyújtanom a marógép forgácsterét. POM forgács volt benne, még talán nedves is, majd kellett egy kis acélt tolni, gondoltam szárazon lemegy és jónapot. Aztán elkezdtem valami füstszagot érezni, benéztem, halványkék lánggal már égett a műanyag forgács. Hát kapkodtam rendesen. Nem gondoltam, hogy egy kevés forró acélforgács ilyen rumlit tud csinálni.
Jó mind a kettő, de szerintem érdemes azt megjegyezni, hogy ezek tűzveszélyes anyagok (pláne az alkohol). Én gázolajjal egyszer a másolóesztergát gyújtottam fel. :) Szóval nem árt, ha van tűz oltására alkalmas eszköz elérhető távolságban.
A késre ragadást csak kenéssel tudod megakadályozni. Az eredeti beírásban ez szerepelt. Abban az esetben, ha kicsi az ae és kicsi az fz, akkor a hűtés is elég, mert szinte csak hántol a szerszám éle. De ha komolyabb mennyiséget kell leszedni, akkor ott semmiféle varázslás nem működik, ott kell a hűtő-kenő folyadék.
Alut valami alkoholfélével, mert az szeret a késre ragadni.
Ezt az alkohol kérdést tegyük már tisztába... az alkohol nem ad kenést. Azért használják egyes esetekben, mert hűtést ad a gyors párolgással. Leginkább magas fordulatú (20-50.000 tartományra gondoljunk) kis átmérőjű, jellemzően portál kivitelű, gravírozó jellegű marógépeknél. Az alumínium (legalábbis ha ötvözve van, a tiszta, 99,5%-os az más tészta) önmagában még nem tapadna fel, csak a forgácsolási hőtől nagyon kilágyul és ekkor már rákenődik. Kis fogásvastagságnál (ae, tehát nem a mélység hanem az átmérőnél nézve) elég lehet az alkoholos hűtés is. Amúgy emulzió az aluhoz is, napi szinten dolgozok vele.
Nem a késen múlik hanem a forgácsolás paraméterein. Kis gépen szinte sosem szükséges, vagy csak akkor ha nagyon időre akarsz sorozat melót végezni. Közepes gépen, mondjuk a saját e2n gépemen nem szeretem összekenni a gépet, így csak műanyag flakonból csepegtetek, néha sima forgácsoláskor, leszúráskor viszont mindig. Sárgarezet, öntöttvasat szinte sohasem hűtünk, menetvágást valami vágóolajjal támogatjuk. Alut valami alkoholfélével, mert az szeret a késre ragadni. Lapkás késsel lehet nyugodtan két mm körüli fogással sötétkék forgácsot gyártani. Kerámia kést viszont nem hűtünk, ott az a szép hogy a lejövő világító forgács el is ég mire a leér a többi forgács közé. Nagyobb gépen ha legalább a gép teljesítményének a tizedét kihasználjuk akkor mindig folyatjuk az emulziót. Mindent összevetve ha adott a hűtés lehetősége, és minden nap használod a gépet akkor inkább hűts, a felület is szebb a szerszám is tovább bírja.
Köszi szépen a gyors választ! Mind a kettő pozícióba jó ez az olaj? Kb mennyi a töltés mennyiség? Képzeld tegnap sikerült összehozni nála a frekiváltós forgásirány váltást ( bár lassan pörög fel).
A legolcsóbb tesco gazdaságos hagyományos váltóba való olajat. Alacsony hőmérséklet, kis felületi terhelés, gördülő csapágyak, szvsz szinte minden jó ide.
Gyakorlatilag az általam említett "suszter képlet" a kúp esztergálásához szükséges keresztszán elfordításának a mértékét adja meg ( az adott szög tangensének a számításával). Ez a 60-as 70-es években dívott, amikor még logarléccel számoltunk, és az érték kikereséséhez - a minden műhelyben fellelhető- négyjegyű függvénytáblázatot használtunk. No persze ha illesztendő kúp kellett, volt küzdelem a pontosság tekintetében. Sok trükköt lehetett tanulni az öregektől, amik mára jórészt feledésbe merültek.
,,- A "b" változat sose lesz esztergán igazán pontos, csak alárendelt célra jó.''
Volt egyszer itt a fórumon is egy youtube link egy nagyon világháborús oktató videóra, amiben egy gyártási folyamatot mutattak, ahol pont így csinálták a kúpot.
Még viccelődtünk is, hogy a videó felhívja rá a figyelmet, hogy az idomszert tilos csavarni a munkadarabban, aztán a film végén, amikor a főnök leellenőrzi a munkát simán teker egyet a kaliberen.
De most nem találom sehol ezt a videót. Segítsetek!!!
- A "b" változat sose lesz esztergán igazán pontos, csak alárendelt célra jó.
- A méréssel történő beállítást mindegyik esetben el lehet végezni. De! Ha a forgáspontnak van játéka (azaz elmozdulási lehetősége) a műszeres beállításnál kínlódás lesz minden egyes helyesbítés. Szóval az időt tekintve nem árt, ha az a szerszámgép tényleg szerszámgép...
Sacc per kb. beállításhoz meg felteszek egy lakatos szögmérőt, és kb. "szemre" párhuzamba állítom a késszánt. (nagyoláshoz)
A gyári szögskálák túlnyomó része is kb. erre jó, a leolvasási pontosságuk miatt, ez kétségtelen.
(Egy rendes optikai skála alkalmas, csak az nincs esztergán. :))
Pontos kúpszög beállítására pedig egy rendes skála se alkalmas.
Azt úgy kell csinálni, hogy
a) vagy egy etalon kúphoz állítod hozzá mérőórával.
b) vagy több lépésben készíted el a kúpot, mindig rápróbálva egy elkendarab etalont és korrigálva a szöget.
c) vagy - ha etalon nélkül kell adott szöget esztergálni - előveszed a matekórán a szögfüggvényekről tanultakat és mérőórákkal kiméred a pontos szöget.
c2) Ha elég 10' körüli pontosság, akkor azt is lehet csinálni, hogy egy optikai szögmérőn beállítod a kúpszöget, az egyik szárát hozzáfogod a kéziszánhoz, a másik szárát pedig mérőórával belövöd az főorsóval párhuzamosra.
" De mit képzelsz egy barkácsra? " Többet!! Pl; a késszán elfordításkor ne lógjon a tengelye körül kb 1 mm-ert ,hiába is lenne mutató és pontos szögskála, igy vicc kategória .Szerintem ezt a gyártó is tudja, ezért nincs mutató.
Ha neked ez a pontosság elegendő kúpesztergáláshoz ....
Ez az oldal bizonyára átverés, ezért nem is linkként rakom be. De arra nem igazán sikerült rákeresnem, hogy maga a készülék vajon létezik-e. Létezik? Amennyire látom, a laser-hegesztők inkább akkorák, mint egy IBC tartály.
Az Aliexpress tagja az Unio iOSS rendszerének, tehát amikor az árut leszámlázza és szállítja a vevőnek, akkor az UNIO-s szabályoknak megfelelően a célország (az esetünkben Magyarország) ÁFA kulcsát számítja fel az értékesítéskor (akkor is, ha Kínából jön, akkor is, ha már EU-n belülről jön). Azt érted félre, hogy 2021. július 1. előtt az EU-s vámraktárból szállított árukra nem volt ÁFA, ezért olcsóbban (ÁFA nélkül) lehetett megvenni a kínai termékeket. Ezt a kiskaput zárták be 2021. július 1-én. Erről szól az, amit idéztél.
Ha megnézed az Alin, vagy pl. a Banggoodon az árakat, írják, hogy tartalmazza az ÁFA-t. Ha megnézel egy ilyen esetben kiállított számlát (számlát minden esetben kiállítanak), akkor látszik, hogy 27%-os ÁFA-val számolnak. Vám csak akkor van, ha nem az EU-ból történik a szállítás és az áru értéke + a szállítási díj meghaladja a 150 EUR-t.
EU-n belülről történő szállítás esetén nincs plusz vámköltség, mert az EU-n belüli kereskedés vámmentesen történik. Az áru vámoltatása az Unio területére történő első beérkezéskor az érkeztető országban történik, vagy amikor elhagyja a vámraktárt, tehát a vevő felé felszámított vételár már tartalmazza az ÁFA-t és az esetleges vámot is.
akkor még a csehektől szállították, jóval olcsóbb volt a szállítási díj (46,57 EUR), összesen a kedvezmények miatt 224,27EUR-t utaltam át, a GLS futár hozta ás semmilyen plusz költségem nem volt rá (illetve a futárnak adtam jattot), a magyarok nem is vámkezelték.
Ha nem akar az ember vámot, arra kel figyelni, hogy a 150 EUR érték feletti árut az EU-n belülről szállítsák.
Fontos! A 2021. július 1-jével életbelépett új EU-s áfatörvény óta az Aliexpressen az EU raktárakból való rendelés esetén is kell áfát és ügyintézési költséget fizetni! Ez azért van, mert az EU-n kívüli eladók termékeit speciális módon kezelik, és nem esnek át vámkezelésen, amikor az EU területére beérkeznek. Ezért a vásárlónak kell az importköltségeket megfizetnie, csakúgy, mintha Kínából rendelne. A többi partnerünknél (Banggood, Geekbuying, Cafago, Geekmaxi stb.) az EU raktárak továbbra is teljesen áfamentesen, a korábban megszokott módon működnek.
Szóval ha ez igaz, akkor vedd le az árból a szlovák adót (20%). Aztán amikor a Postához beérkezik, akkor kapsz értesítőt, hogy cuccod jött. Fizess 27% áfát, meg 10% körüli vámot, meg az ügyintézés költségét. Ha megvagy, akkor kézbesítik a küldeményt.
Nem egy nagy kaland regisztrálni az Alira. Az árak kb. másfél éve ÁFA-s árak, az Ali is benne van az Unio ÁFA elszámolási rendszerében, tehát csakis kizárólag annyit kell fizetni, amekkora ár ki van írva az Alin az áruhoz. 150 EUR rendelés felett esetleg lehet vám az árun, feltéve, hogy EU-n kívülről szállítják, konkrétan ez az eszterga a csehektől jön, tehát semmiképpen nincs rajta vám sem. (Egyetlen plusz költség van, a postásnak a jatt, ha szoktál adni.)
Én elég sokszor rendeltem az Aliról, nagyon ritkán fordult elő, hogy nem érkezett meg az áru, de minden ilyen esetben kivétel nélkül visszakaptam a befizetett pénzt, levonás nélkül.
Ez mind szép és jó, de mi van ha valaki nincs Alin regisztrálva, az venni se tud. Ezen kívül az ottani ár nem az itteni, mire ide ér már nem annyi lesz magyar ÁFÁval, ezt már becumiztam egyszer. Arról nem is szólva, hogy nem bízom az Aliban, nem egy ismerősöm fizetett már és nem jött semmi. Nincs rá garancia, hogy meg is kapom.
Igen a késtartó szán az nekem is a gyenge pont. Leszúrást nem is tudok rajta végezni, mert ha igen kicsit fogok is berezonál, vagy ha picit többet, hogy haladjon is, annyira bebillen, hogy elkapja és letöri a kést, az anyag meg sérül vagy ha kisebb, elgörbül.
Itt nálunk (Mo-n) ha valakinek van egy rozsdás vasdarabja akkor az már mindjárt úszerű eszterga vagy marógép alkatrész! Ha megjönnek az új bérek, nyugdíjak csak újat érdemes venni és lehet, hogy nem itthon.
Azért írtam hogy a potméter állásától függően lassan feszi fel a fordulatot, és éppen ezért szeretem, 3-4-5-6 menet metszéséhez ( metszővel) teljesen megfelel. Nagyobbnál már nyöszörög. Nem is kinozom. Nekem még az első bordásszíj van rajta. 300 Wattos motor, de nem az a leggyengébb pontja. Nagyobb fogásnál inkább bebillen a késtartó szán, ezért inkább több fogás, kisebb fogásmélység. Na de hát kis ceruza hegyező, akinek több kell vegyen nagyobb gépet. Én főleg modellezéshez használom.
A te géped szép halk, olyasmi, mint az én Einhell gépem. Viszont ugyan olyan lassan, késleltetve indul, mint amit kipróbáltam Erba. Az Einhell azonnal pörög.
Itt nem az erős lehúzás a lényeg - nyilván egy 24-es fejű acélcsavart lehet akkora nyomatékkal meghúzni, amit a racsnis nem bír.
Viszont a racsnisnak azért akkora a szára, amekkora, hogy normál kézi erővel azzal húzhatsz bármekkorát, mert azt tudnia kell. Ha az adott csavarnak az nem elég, jöhet a fix szár vagy a 1" készlet.
Ebből a kis kínaiból van így megoldott, meg másképpen megoldott is... Például a Praktikeres Xpert400-as eszterga vagy a Sieg variánsnál is a tokmányvédő plexi biztonsági kapcsolós, felhajtva nem indítható el az eszterga. A HYD300-nál meg nincs ilyen kapcsoló, járatható így is, úgy is. Az első megoldás elvileg a biztonságosabb - a gyakorlatban meg ezekről az esztergákról szerelik le mindig végül a védő-plexit, mert nem egyszer fizikálisan útban van (például konkrétan tök tőben, gyakorlatilag a befogás közelében nem mindig tudsz már tőle gyorsbefogós késsel oldalról leszúrni, mert a befogó beleakad a plexibe, stb..).
Mint látod nekem sincs rajta a plexi, de én nem bízok az elektronikában, inkább egy pillanatra lenyomom a főkapcsolót, és mindig újra indítom 0-ról. Azt a kapcsolót csak irányváltásra használom. Jól látszik a videón hogy a potméterrel le tudom vinni 0-ára a fordulatot.
Szia! Megmértem a furatokat, és a következőket olvastam le: Fő orsó furata Átmérő 20 mm, a 100-as tokmány menesztőtárcsáján 26, a tokmányfurata 24mm. Tehát az Átmérő 20-as tengelyt simán átdughatod. Valamint csináltam egy rövid videót az indulásról, kicsit akadozott még, (gondolom a hideg miatt) de így is látható: https://photos.app.goo.gl/GmwB3EpYkMFHtZRC9
A plexi védő megmozdításával biztonsági okokból le is kell kapcsoljon, elvileg azért, hogy mozgó tokmányhoz ne nyúlkálj. De szerintem az csak a bosszantó szerepet tölt be, pl. ha csiszol polírozik az ember. Nekem le van szerelve, így nincs útban (Kép) így minden megállásnál, mérésnél megspórolok 2 fölösleges mozdulatot.
A potmétert nekem is vissza kell tekerni, az Einhell nem is indul másképp, de melegedést nem tapasztaltam. Az Erba-nál lehetett úgy, hogy azzal a kis kapcsolóval ami a potméter mellett van (ami egyébként a forgásirányt is kapcsolja) lehetett leállítani és indítani anélkül, hogy a potihoz nyúlsz.
Nem tudom mi változott azóta, nekem el ejt a mágneskapcsoló ha megbillentem a plexi védőt, és a potméter teljes letekerése nélkül nem indul. Viszont ha nem ejttetem le, csak lecsavarom a potmétert 0-ra, akkor nagyon melegszik a szabályzó. Úgy hogy én mindig 0-ról indítom.
ok köszi előre is, várom milyen a furata. Én amit kipróbáltam Erba-t ott nem egyből vette a fordulatot, sőt ha a kapcsolót kapcsolod nem a potmétert előbb, akkor még gondolkodási időt is kér. :-) előbb azt hittem nem jó, olyan lassan jött rá hogy be van kapcsolva. a max fordulaton meg az Einhell mintha jobban pörögne. elvileg mindkettőnek 2500 a max fordulata, mégis gyorsabbnak tűnik az Einhell. De mondom lehet később bekopik és beáll ugyan úgy.
Nekem szépen veszi a fordulatot, szoktam vele menetet is vágni, ( de csak metszővel). Lehet hogy meg kellene kenni a csapágyait. Nekem még nem kellett.
Pijepapa: igen itt körüli árban vettem pár éve. Remélem nem Kínai vacak.
Igen ez kb ugyan az a gép, csak az orsó furata 21 mm, így bele fér a 20-as anyag. kb. 50e-el kerül többe mint az Einhell, viszont a kezelőszervei nem annyira szimpatikusak, mint az Einhell-é és nem olyan dinamikus. az Einhell szinte egyből felveszi a fordulatot és halkabbban megy, míg az Erba előbb gondolkodik, míg fokozatosan felpörög és sokkal morgósabban megy. Egy újat próbáltam ki, lehet csak azért morog mert még nincs bekopva, nem tudom. a fordulatot meg lehet szándékosan szabályozottan fokozatosan veszi fel. De ettől még megfelelne ha a tokmányfurat is 21 lenne.
Javasolnék egy ilyet :"breaker bar" 600 mm hosszút. Erőset húzni, lazítani ilyennel kell, racsnit ahogy írták is csak tekergetni a csavarokat, esetleg kisebb erőkifejtéshez. Flinke, Möller és társai kínai gagyi, elég felejtős. Amit érdemes venni, a taiwani szerszámok (King Tony, Jonnesway, Genius, Fortum meg még biztos van egy csomó), viszonylag jók és még megfizethetők. Európai márkák nagyon drágák de jók is, azoknál a "Red" kivitel az olcsósított, teszkósított kiadást jelenti, az is kerülendő. Ami nekem nagyon bejött még, a Würth Zebra cuccok, hirdetéses oldalakon szoktak ilyeneket árulni viszonylag korrekt áron.
Szia! Ellenőriztem és minden rendben van, letölthető, kicsomagolható.
Két hibát tudok elképzelni.
1: talán egy régi nem aktuális listát használsz. Ahogy írom a data néha törli a fileokat, amit ha észreveszek, vagy jelzitek akkor pótlom, de ilyenkor megváltozik a letöltő link.
2: Esetleg nem ismered a több darabos zip fileok működését. Mindhárom file ( zip, z01, z02 stb) egy könyvtárba pakolandó majd totalcommanderrel, winrar-al vagy szinte minden más kicsomagolóval a zip-et kibontva sorra kicsomagolódik mindhárom file.
Kicsomagolva 232db kép fileot kapsz kb 209Mb mérteben.
Szeretném a segítségedet kérni abban,hogy a Műszaki dokumentum tárban 291 es szám alatt található EAN eszterga rajzok letölthetőségét nézd meg. Nagyon kellene néhány rajz,de a dokumentum csak egy része tölthető le,de ez kicsomagolás után sem nyitható meg a gépen.Egy másik fórumon, a Facebook EAN csoportjában is írtak erről a problémáról.Segítségedet előre is köszönöm, jó egészséget és Boldog Újévet kívánok. Tibor
Ezt már elég jól kiveséztük - ezek az esztergák (ez az ERBA, a Praktikeres is, vagy a Güde, Sieg, Hyundai HYD300 és még száz más néven kapható..) mind a kínai CJ0618 alap esztergára épülnek. Biztos van köztük különbség, de én kipróbáltam a Praktikeres a Sieg és a Hyundai gépeket, nagyon nem láttam köztük különbséget. Jó ideje a Hyd300-at használom, és szerintem teljesen használható, olcsó alapgép, és nagyon sok minden kapható hozzá olcsón a neten.
Aki nagyon sokat dolgozik ezeken a gépeken, és nagyon-nagyon precíz munkákat akar vele végezni - az valószínűleg jobban jár a jobb minőségű (sokkal drágább) műszerekkel, akár a régi nívós műszerész esztergákkal is - csak ez utóbbiakhoz aztán sikerüljön minden szükséges dolgot értelmes erőfeszítéssel összeszedni...
Ennek a kis vacaknak az az előnye, hogy tényleg akármit kapsz hozzá, akár jobb minőségű tokmányokat, befogókat, még javított főorsót, nagyobb motort, minőségibb meghajtást-elektronikát is vehetsz hozzá később, ha szükségét érzed. És fölmész az ebayra/aliexpressre, és ott van, megrendeled, két héten belül biztosan itt van - én a TOS irányt azért adtam fel, mert nem láttam "befejezhetőnek" a projektet, évtizedet lehet vadászni hozzá kellékekre, és nem is lesz így olcsó mulatság végül...
Mint írtam is ,nekem nagyon bevált. A minőségellenőrzésre jobban adnak. Pontos, nem lötyög, nem kotyog, nem 100 mm ékszíjtárcsát kell vele gyártani. ( bár én már azt is gyártottam vele) apróbb munkadarabokra megfelel.
Én azt vallom, egyik szerszámnak se szabadna tönkremennie, ha a megfelelő méretű (pl. traktor kereket ne 3/8"+adapterrel+rádugott vascsővel szereljünk)
Ha mégis eltörik, akkor silány.
Betám, Yatóm se ment még tönkre - bár én nem iparszerűen szerelek.
"Persze biztos nem ennyire gyenge, csak kifogtam."
Szerintem kifogtad, mert én pl. KingTony-t pont azért vettem, mert előtte két Beta fejet is eltörtem nyitásnál, az egyik zsír új, 0 km-es volt. Aztán vettem a KT-t, amivel simán kinyitottam hiba nélkül.
A Yato-nál amúgy 70%-ban jobbak a cuccai, de jóval drágábbak is. (használat alapján mondom)
A 100-ashoz új hátlapot kell csinálni, ami nem nagy kaland, ha hozzáférsz egy nagyobb géphez. Adaptert felejtsd el, egyébként azt is gyártani kéne, akkor meg...
Kingtónit hazavittem, a 2. csavarnál kattant egyet, kész. Visszavittem, kérdi a boltos: "lehúztad vele a csavart?" Persze B+, azé vettem :(( áááá, mondja, azt nem szabad :DDD
Persze biztos nem ennyire gyenge, csak kifogtam.
A Yato bevált, sőt van lengyel racsnisom, amikor még nem Yato-nak hívták... 40 éve sanyargatom, még semmi baja :)
szükségem lenne otthonra egy uj racsnis hajtószárra 1/2 méretben. a jelenlegi elfáradt. tudtok mondani megbizható márkát? yato? ahogy nézem kb ua. mint a flinke csak a markolat más.mivel jelenleg van dugokulcs készletem csak a hajtokar tört el ezért csak egy uj hajtokart vennék.
Ha egyet visszalapozol, ott van egy Einhell ,MTB 3000-es . Nekem hasonló van még 110-ért vettem , meg vagyok vele elégedve, már vagy 8-10 éve, még nem volt baja. Csodát ne várj tőle, de apró tengelyeket, csapágyházakat, nagyon szépen meg lehet vele munkálni.
Az igért csomagolás fadoboz volt. Ezzel szemben két lambéria lap közé fogták az acélvonalzóz és azt vastag fóliával körbetekertrék. A vonalzót gyárilag egy vastag műanyag fóliába csomagolták, melyet lehegesztettek. Szerencsére a lambéria megvédte a szállítási sérülésektől.
szerintem vannak cégek, akiknek spéci szerződésük van szállítmányozó cégekkel. Például elképzelhető, hogy a cég (véletlenül nem az Insize?) sok tételt küld egyszerre, és cak a régionális központban válogatják szét cím szerint.
Jártam már úgy, hogy 145 EUR termék szállítási költége végül 95 EUR lett (1.5m hosszú, kb. 8kg). Ebay-en keresztül vettem. A cég ráadásul amit lehetett elrontotg a küldés során, még arról is félretájékoztattak, hogy melyik céggel küldték, miközben üzentek, hogy tisztázzam a címemet a szállítmányozó céggel (ami egyébként jó volt), tehát nekem kellett kinyomozni, hogy ki a szállító?
Hétköznapi emberek és kis cégek DHÉ-t, UPS-t stb használnak, és ezek egy kis csomagot is 20-30 EUR-ért hoznak pl. Németországból Magyarországra. Ukrajnából, Moldovából, Bulgáriából hasonló csomag már drágább
Egyelőre tanulgatni kéne, de később sem akarok lánctalp csapszegeket sorozatgyártani :) Műhelyem kapacitás korlátozott, nem is férne el ennél nagyobb gép.
Kis hobbi eszterga, csak gyárilag rendesen össze is van rakva, ellentétben a hyundai és egyéb kínai vackokkal. A képessége ugyanakkorák mint pl. egy Hyundai 500-asnak, csak éppen meg is csinálja.:-) Ennyiért egyébként jó vétel ha megvan mindene.
AZ emco elég jó márka, nekem csak két tokmányom van tőlük azokkal elégedett vagyok. A kérdés inkább az hogy mire használnád? Modellezőnek ideális, tanulgatni is jó, apróságokat gyárthatsz vele alu, műanyag réz, és módjával acél is használható. Kis dolgokkal foglalkozó szervízben is jó lehet. Nekem egy hobby műhelybe már kicsi volna, ha egy tanyán kell a gépek körül adódó munkákat elvégezni akkor pedig nagyon kicsi lesz.
Rafi-hoz hasonlót az ali-ról rendeltem elég jó áron. Nyómógomb, kapcsoló, lámpa, 16mm-be építhető, típuson belül nagy választék, létezik hozzá szilikonvédő is. Furat 12mm-be szerelhető is van belőle - pl kézikerék biztonságirelé nyomógombja, ebből eléggé sok fogy és nem vevődik észre a különbség a márkáshoz képest. Elég strapabíró - ipari olajos, emulziós környezetben már bizonyított. Egy nagyon neves japán típus klónja - mondhatni teljes mértékben , mert még a fröccsszerszám hibája is ugyan ott van rajta... :) Kereséshez: LAZ16
"...a TE módszered lenne a legkedvezőbb a számomra..."
Én azért azt feltételezem hogy a varrodában "kleno1" nagyságrendel nagyobb frekiváltót alkalmazott mint az egyes varrógép motor teljesítménye. Illetve egy varrógép vezérlése sokkal egyszerűbb mint egy eszterga vezérlése.
"...az "önálló tápegységként nem használható" , azt jelentheti, hogy oly módon nem köthető rá a gép mint a hálózatra."
Ez igaz, pláne ha az eredeti vezérlést meghagyod. (bár a géped kapcsolását nem ismerem,de feltételezem hogy mágneskapcsolók vannak benne)
"...hogy a 380/ 24 V-os mágnes kapcsoló nem működik..."
A 380/24V gondolom transzformátort takar ami 24V-os mágneskapcsolókat (géplámpát) táplál. A mágneskapcsolókat ki kell kerülni a főáramkőrből mindenképp. A vezérlésben megmaradhat ha van szabad záró segédérintkező ami a frekiváltó digitális bemenetét kapcsolja és a vezérlő transzformátort át lehet kötni 230/24V-ra ami természetesen a fekiváltó elötti áramkör lesz. Vagy csere trafó.Így könnyen visszaállítható később az eredeti állapot és az eredeti vezérlés megmaradhat.
Ha később sem szándékozol az eredeti kapcsolást visszaalakítani (pl eladás esetén javallott) az egész elektromos részt újra kellene gondolni átalakítani.
Lenne egy Einhell MTB 3000-es műszerész esztergám amit nagyobbra váltás miatt szeretnék eladni. Ára 240e Ft.
Jó kis gép de sajnos a kis orsófrurat miatt (19 mm) a 20-as rudakat már nem tudom betolni, ami a legsűrűbben kellene. Amellett, hogy plusz munka, meglehetősen pocséklás darabolgatni a mai árak mellett. Az a bosszantó, hogy a 21 mm-es orsófurattal drasztikusan megugranak az árak, 716e Ft.
Ez a TE módszered lenne a legkedvezőbb a számomra, de nem merem a gép eredeti kapcsolóit közvetlenül használni. Valahol olvastam, hogy nem szabad önálló tápegységként használni, és én nem akarok kockáztatni.
Nagyon szépen köszönöm a segítségeteket! Pontosan erről beszélek amit TE javasolsz, mert félnék a bekapcsolt f.váltómat hálózatként -nem az ő- kapcsolóival üzemeltetni.! Első lépésként motort deltába kötni, erre megy a frekiváltó kimenete közvetlenül. Átkapcsolom a f.váltót külső vezérlésre, majd ezeket a vezérlő bemeneteket kötöm az eredeti irányváltójára. Az f.váltóra 10A lomha kismegszakítón át csatlakozok a hálózatra. A fordulatszám szabályzás funkció indokolatlan, mivel ez a gép analóg fordulatszám szabályzással rendelkezik. Mellékelten felteszem a másik gépem frekiváltójának a bekötését, ahol a f.váltó "tasztatúrájáról" vezérlek..
Alapvetően így van. Régebbi inverteres kapcsolásoknál az inverter és a motor között alkalmaztak kontaktort, amit a vészleállító működtetett, ezek bírták az efféle üzemet. Az újabbaknak van /lehet/ vészleállító funkciója, ott nem lehet a motor áramkörét szakítani.
Részemről ez egy szükség megoldás volt, nem akartak még két fázist venni. Egyébként a varroda megszűnése után ez az inverter visszakerült hozzám, még mindig működik.:-))
De ha jol tudom, akkor kifejezette nem javallot a frekivalto utan es a motor kozott megszakitani az aramkort (mondjuk egy kapcsoloval). Az akar a frekivaltot tonkre is teheti. Nem gazdasagos.
Szerintem úgy gondolja, hogy felrakja a falra, beállítja az 50 Hz-t, bekapcsolja és a továbbiakban azt dug bele amit akar.
Huszonéve én egy pici varrodánál alkalmaztam ezt a módszert, egy ősrégi Toshiba inverterrel csináltam három fázist. Az tolerálta a motorok ki-be kapcsolását, a terhelés nélküli üzemet. Reggel bekapcsolták, napközben meg a varrógépeket kapcsolgatták rá igény szerint.
Végkép nem értem amiről beszélsz, de próbálok segíteni. A hálózat esetleges biztosíték, főkapcsoló után eljut frekiváltóra. Annak a kimenete közvetlenül a motorra megy. Az eredeti vezérlő kapcsolók a frekiváltó vezérlő jeleit kapcsolják.
Szerintem az "önálló tápegységként nem használható" , azt jelentheti, hogy oly módon nem köthető rá a gép mint a hálózatra. Most Y-ban van a motorja, ha átkötöm deltába -mindenképpen szükséges lesz-, még mindig nem köthetek az eredeti betápjára. Itt nem az az aggodalmam, hogy a 380/ 24 V-os mágnes kapcsoló nem működik, hanem, hogy a bekapcsolt frekiváltót az teljes eredeti áramkörökön át használom ( megkerülve a saját vezérlő/ kapcsoló szerveit). A biztonság tekintetében teljesen egyetértünk, mert a másik gépemen amikor beszorul a kés, azonnal leállít a frekiváltó. Éppen ezért is tervezem a váltó eredeti -feltehetőleg pertinax- anyagú fogaskerekét POM-ból, vagy alu-ból készíteni! Azzal egy olyan ütközés ami most lesöpörte a fogakat, a frekiváltó védelme miatt nem történhet meg. Ráadásul szerintem ez brutál ütközés lehetett, az eredeti 0,52/ 0,81 dahlander motorral, ami helyett most egy 400W-os van rajta (kacérkodok egy 550W-os cserében).
"Valamelyik forgalmazótól olvastam azt a tiltást, és nem igazán mernék próbát tenni."
Azt olvashattad hogy deltában nem lehet a hálózatra kötni.(A 3x400V-ra)
Frekiváltóra (3x230V) nyugodtan rákötheted legfeljebb az kiáll hibára ha baja lenne vele.
A gyalum is csillagban maradt, kis fogásokkal dolgozik nem melegszik a motor pedig a ventilátora sincs meg.
Volt hogy a gépsatu beállításával addig bajlódtam hogy a végén elfelejtettem rögzíteni. Persze hogy keresztbe fordította az első fogásnál. A csillagnak hála az elakadt kos nem tört semmit, a motor kelletlen morgással lefulladt.
Az eszterga dahlander motorja szintén ilyen "mezőgyengített" üzem módban dolgozik, itt is lefullad ha kifordul a mukadarab vagy ütközik a szán.
Nálam az amatőrnél ezek hasznos "biztonsági" elemek. Persze a maximális teljesítmény rovására.
Köszönöm szépen az infót! Eddig valóban nem hallottam erről a megoldásról. A másik gépemen jól működik a frekiváltó, remélem itt is befog válni, de a menetvágást megoldani félő, hogy nem lesz egy könnyű.
Egy fázisú a frekiváltóm, mint írtam a másik gépemen is frekiváltót használok pár éve! Az autótrafót csak gyújtótrafóként ismerem és használtam, arról viszont írhatnál, hogy mi az. Nem tudom Pityesz rendkívül ötletes generátoros megoldását láttad-e? Anno azon is törtem a fejemet, de ott részben sok hatásfok csökkenés adódna össze, másrészről a gépemen sajna fogaskerék sérülése miatt nem tudok teljes tartományt használni.
Valóban elírtam, helyesen 3X230 V amint TE írtad! Ha önálló tápegységként alkalmazhatnám (az én elképzelésem szerint) közvetlenül köthetném a gép betápját, az eredetileg méretezett 3X380- ra (csak a motor kellene deltába kötni, most ugyanis csillagban van)! Valamelyik forgalmazótól olvastam azt a tiltást, és nem igazán mernék próbát tenni. A másik gépem maró része szintén 3X380 V Y gyárilag . Ezért egy kedves ismerősöm kihozta a tekercsek kezdeteit, így már gond nélkül üzemel frekiváltóról.
"Sajnos a frekvenciaváltó nem alkalmazható önálló tápegységként, így az eredeti 3X380 helyett nem tudom a 3X240-et közvetlenül rákötni!"
Ezt a mondatodat nehezen tudom értelmezni, a legvalószínűbb jelentésre az a válasz hogy kösd át a motort 3*230V-ra azaz deltába, így teljes értékű hajtást kapsz 230V-os táplálású frekiváltóval is.
Az általad alkalmazott anyagokról tudnál feltenni fotót vagy linket? Köszönöm szépen! Ha az ékszíjtárcsát felszabályozod, akkor a külső átmérőből is le kell venned. Fenn áll a veszély, hogy az eredeti ékszíjhossznál nem tudod megfeszíteni kellő mértékben!
Még mielőtt bekerült a műhelybe és fel lett állítva, kapott egy hidegzsíroldós mosást, az egész jól levitte az olajos retket. Egyszer már átfújták valami festékkel, azt is feloldotta, száradás után csak át kellett drótkefével húzni és lepergett róla. A gyári festést nem bántotta (ha sokáig rajt hagyja az ember, azt is megkezdi). A festék alá benzin és olajálló flakonos alapozót használtam, a kisebb gödröket, egyenetlenségeket egész jól kitölti (meg ott fújtam még egy réteget), a nagyobbaknál gittelni kellene, de nekem az kimaradt, így is jóval több idő ment el rá mint terveztem. Aki a tökéletességre törekszik, kénytelen lesz gittelni, utána visszacsiszolni. Fedőfestéknek egykomponensű Alkyton-t használtam. Sokszor dolgoztam már ilyennel, szeretem mert jól terül, valamennyire rugalmas, egy viszonylag gagyi pisztollyal is szépen lehet fújni és gyorsan szárad. Persze biztos jobb a 2K festék de itt a környéken nincsenek ilyen téren túl nagy lehetőségek, meg azért jóval macerásabb is a használata, ennyire nem akartam belemélyedni.
Aki pisztollyal akar fújkálni, mindenképpen javasolnék egy duplaszűrős teljes álarcot megfelelő szűrő betéttel -szerves gázok és gőzök ellen-.
Ékszíjtárcsának sajnos az a pályája ami a leggyakrabban volt használva belül lépcsősre van kopva, azért eszi a szíjat, megpróbálom esztergán finoman felszabályozni az árkot, remélem javít rajta annyit.
"A kuplung sem jó hiszen nem célszerű megszakítani a hajtásláncolatot." Nem szakad meg a hajtáslánc, hiszen a motort hajtanám másik motorral egy kuplungon keresztül ( talán mkp kuplung, vagy a frikciós prés elvén). Ugyanaz lenne az elve, mint a mostani gépem primertengelyének a kézzel történő hajtása menetvágáskor (így megy a zsák menet is). Szerencsére gépen vágás már a szakmunkássuli óta megy (akkor még tanították, és alapvető követelmény volt). Persze ez még távlati terv, először is üzemelnie kell a gépnek, és a másik gépem fogaskerekét is elkellene készítenem. Ott is vannak, főleg az anyag tekintetében kérdések (alu vagy POM a terv). Az új frekiváltó 1 kivezetése +24V, erre kötve a 2-es adottirány, majd mellé kötve a 3-as kivezetést, megfordítja a forgás irányt. Sajnos a frekvenciaváltó nem alkalmazható önálló tápegységként, így az eredeti 3X380 helyett nem tudom a 3X240-et közvetlenül rákötni!
Az eszterga,az asztali fúrógép régebbi Nordac Vector, a gyalun valami olcsó kínai de új. Az utóbbinál nekem is segítséget kellett kérnem gyakorlott kollégáktól azoknak sem volt egyszerű.
"... nem biztos, hogy elég hely marad a tovább haladására..."
Általában van egy beszúrás a kés kifutásnak, de ha nem lehetséges a lassuló forgásnál nekem van rá időm kiemelni.Így fokozatosan megszűnik a menet A hagyományos hajtású gépen a kontázást alkalmazzák de fékezésre. Egy frekvenciaváltó ezt nem biztos hogy díjazza.
A kuplung sem jó hiszen nem célszerű megszakítani a hajtásláncolatot.Az ütközővel beállítható automatikus késkiemelő lenne a megoldás.
A kés kiemelése az természetes, csak nem biztos, hogy elég hely marad a tovább haladására a visszaforgás kezdése előtt. Ennek a megoldása kemény dió a számomra, el sem merem mondai, de gondolkodtam már kuplungban is. Neked milyen frekiváltód van? A most használtnál teljes magyarnyelvű leírást találtam(letöltve mappában) , de az újnál csak pislogok mint béka a haluskában.
"... a menetvágás irányváltása, mivel annak elég gyorsan kellene végrehajtódnia."
Ez frekvenciaváltóval nem biztos hogy menni fog. Akkor sem ha a le-felfutást a minimumra állítod. Illetve miért is kell gyorsan irányt váltani? Inkább kiemelni kell a kést gyorsan hiszen a holtjátékok miatt úgysem a vágott menetárokban fut a kés ha irányt váltasz.
Nekem az E1N eredeti irányváltó kapcsolóra van kötve a frekiváltó bemenete. Menetvágásnál a lefutás idejében marad idő a kés kiemelésre, még nem törtem kést bár voltak meredek pillanatok. Hollanderben meg úgysem merek... még.
Tudom, az a terv, hogy külsővezérlő kapcsolóként alkalmazzam. Bár lehet egy külön kapcsolóval kellene az irányváltást, de az eredeti kapcsoló alapforgás az mindenképpen megoldható! Itt a hölgy ami kapcsolót használ, nekem az lenne az eredeti kapcsolóra kötve. https://www.youtube.com/watch?v=Rqjn6_JeOb8 Ami gond, az a menetvágás irányváltása, mivel annak elég gyorsan kellene végrehajtódnia.
Köszönöm szépen! Most az a terv ( így a részben sikeres tisztítást követően), hogy mivel nincs 3 fázisom, a gép belsejébe beépítek egy frekiváltót, aminek csak a hálózati kapcsolója lesz a gépen kívül. A fordulatszám szabályzás gyakorlatilag fölösleges lenne, viszont az eredeti irányváltó kapcsoló az funkcionálisan maradna. Filózok még - a gazdaságosság jegyében- az eredeti 1.5 Kw-os motor 1.1-esre cserélésében. Ha üzemképessé válik, a következő lépésem a másik gépembe fogaskerék készítése. Mivel az is frekiváltóval üzemel, teljesen feleslegesnek tartom, ott a gyártó által alkalmazott -mechanikai biztosítást jelentő- gyenge anyagú fogaskereket.
Köszönöm szépen az értékes segítséget, ha aktuálissá válik a festés-és nem veszed zaklatásnak- még majd felvenném veled a kapcsolatot! Békés Boldog Karácsonyt kívánok Neked és minden Fórumozónak!
Ismerős! Van hogy a sörétszóró is meghagyja a fémet meg megeszi mellette.
A gyalu és a fűrészgép fémig való pucolást igényelt de az E1N-em bár valaki anno eladásra átmázolta átcsiszolás után az alapokra némi javítás után rá lehetne festeni.
A gépsatunál kipróbáltam a palackba előkevert kétkomponensű (állítólag benzinálló)
festéket, kíváncsi leszek a tartósságára. A hideg műhelyben is két óra elteltével megfoghatóra kötött.
Az alapozó szintúgy.
Korábban a gyalut epodúr alapozóval alapoztam. Ez kissé vastagabb anyag viszont valamelyest csiszolható is. Az alapozó zárja az öntvény pórusait erre kittelek. Alapozó hiányába a 2K. kitt képes felszívni az esetleges zárványokból a folyadékokat. E kittet szárazon csiszolom hiszen a vizet is felveszi. Nagy gépet kiszáritani azért házilag nem egyszerű.
Egykomponensűvel pedig az íveket kialakítom és a finomabb karcokat gödröket tüntetem el. Ezen gyönyözik a víz ezért talán nem veszi fel azt,így vizes csiszoló papírral alakítom ki a felületet.
Végül Rezakrillal fújtam, sajnos nem lett mindenhol fényes volt ahol matt lett. Az olcsó festékszóró is lehetett a ludas a flakonból kiszort anyagnál nem volt ilyen gondom.
Biztosan lehet profibban is elvégezni de eddig meg vagyok elégedve a saját munkámmal gondolat menetemmel.
Még mindig nagyon retkes a sok állás miatt. Végtére is táskásodás az nincs, de kittelni kell ahhoz, hogy szép sima felületet érjek el. 2 komponensessel szoktatok festeni?
Igen, sajnos a gyakorlat nem mindig igazolja az elméletet (ilyenkor jön a jól képzett szakember)!Anno egy CNC gépen kellett vörösrézbe nagy mennyiségű 0.5-ös furatot fúrni. Egy furatnál kikísérleteztem a paramétereket, majd indult a ciklus. Szépen ment, csak mire végre lefutott, egyetlen furat sem volt benne. Kiderült, hogy az indított hűtőfolyadék az első pillanatban elfújta a csigafúrómat (lecsapott a technika ördöge). :-)
Ilyenekbe furkálok 1-es furatokat. Aztán áttértem a krómos rozsdamentesekre, amik kemények mint a kád széle, de legalább őszinte anyagok, nem az a takony mind az említettek. Igen sok csúnya beszéd hangzott el a műhelyben, mire elkezdtek nem törni a szerszámok.:-)
Nagyon szép munka, gratulálok hozzá! Ha nem titok, megmondanád mivel és, hogy festetted le? Most vettem egy EMU-t, két napos tisztogatást követően némi részeredményem van csak, tavaszra szeretném lefesteni is! Az ékszíjtárcsát illetően gondolkodtál az esetleges megperselyezésében?
Lassan a végéhez érek az Fo32-nek. Még sokkal több időt el lehetett volna rá költeni de ennyi fért bele (villamos rész részleges felújítás, villanymotor újra csapágyazása, új géptábla, 60 éves olajos retek levakarása, festés). Szerencsére a szöghajtás jó állapotban van, ahhoz nem kellett nyúlni. Az előtolás ékszíjtárcsája viszont cserére szorul, ki van kopva az egyik pálya, eszi a szíjat, valakinek nincs ötlete, 125/110/75 3 pályás tárcsát hol lehetne venni nyersen? Próbáltam neten keresni de ilyen méretet nem találtam.
Csodákra képes a plazmanitridálás, de ott aztán (függetlenül attól, hogy réteg és nem teljes keresztmetszetű) esély sincs semmilyen HSS szerszámmal! Nem tudom mely "saválló" anyag ami lassú hűtésre keménnyé, még gyors hűtés esetén lágyabbá válik. Az 1.4305 -jó kenés mellett- munkálható HSS-el, de a 1.4301 szerszám gyilkos.
Az inox-szal érdemes vigyázni, fúrni, menetfúrni, menetet vágni rá olyasmi érzés, mint az alumínium... nagy erőtől könnyen "megragad", és eltöri a szerszámot, ha nincs elég kenőanyag hozzá. Gyakrabban kell letörni a spént visszatekerve a menetmetszőt, mint a "normál" acéloknál, kisebb lépésekben kell végezni a műveletet, legalábbis nekem ez a tapasztalatom vele.
Jung G60-as síkköszörűt ismeri valaki? Ezeken a gépeken a hidraulikus asztalmozgatással be lehet fürödni javíthatóság szempontjából vagy nem egy űrtechnika? 60+-os gép szóval nincsenek illúzióim, hogy ne kellene hozzányúlni.
Arra a kis ékszíj tárcsára nem emlékszem, hogy lenne az enyémen, azonban úgy tudom gyárilag itt lent van a hűtőfolyadék szivattyú és laposszíj hajtotta, és bent mögötte van a tartály ahova lefolyik a tálcából.
A bekarikázott síkolt részen lehetett egy tartály amibe a hűtő-kenő folyadék visszacsorgott a tálcából. Innen valahogyan fel kellett juttatni a fürészlaphoz ülepítés után.
A nyilakkal jelölt valamik talán az ütköztető rúdjának a konzolja lehetett.
Még mindig a fűrészgép... A piros nyillal jelölt ékszíjtárcsának mi szerepe lehetett? Eredeti alkatrész a beütött szám szerint. A fekete nyíllal jelölt csavaroknak nincs funkciója talán a hűtőfolyadék szivattyú lehetett odaszerelve amit hajthattak.
Sajna igazad van, mert pl az "Alis" HSS maróim is, enyhén szólva alulmúlják a 70-es 80-as évekbeli Magyar maróimat (megköszörülésnél is hiányoznak azon szép apró piros szikrák)!
Óvatosan a hevítéssel, mert vannak rozsdaálló anyagok amik lassú hűlésnél nagyobb szilárdságúvá válnak! Miután már az anyagod pontos összetétele nem ismerhető meg, próbálj rá reszelővel, és amilyen ismert anyaghoz hasonló, annak megfelelő kést-illetve élkialakítást- alkalmazz!
Van egy ismeretlen minőségű rozsdamentes (saválló?) anyagom amire HSS metszővel kellene menetet vágni. Melegítéssel ki lehet lágyítani vagy visszaedződik?
Helyileg nem tudom, hogy merre vagy az országban, de ha van a közeledben Ferro Pont, akkor érdemes őket megkérdezni. Sima laposacélt pl. lehet náluk méterre venni, ötvezetlen köracélt is adnak el méterre, míg ötvözettet adnak el mm-re is, csak a leeső (maradék) darabra van náluk korlát. Ha túl kicsi maradna, akkor ki kell fizetni az egész szálat.
kérem ajnáljatok valami honlapot vagy e-könyvet amiből a leggyakoribb acél anyagminőségeket meg tudom nézni. Az érdekel hogy mi van és azt mire lehet használni. alapvetően forgácsolási és felhasználási szempontból érdekel, a korróziós szempontból képben vagyok.
Illetve hol lehet kis tételben vásárolni forgácsoláshoz alapanyagot? Nekem nem köracél kellene hanem téglány, mert esztergám nincs, csak gyalum. pl kb 35x35 keresztmetszettel kellene fúrósablonhoz pár tíz centi meg több más is, de még nem találtam boltot ahol megkapom cm-re.


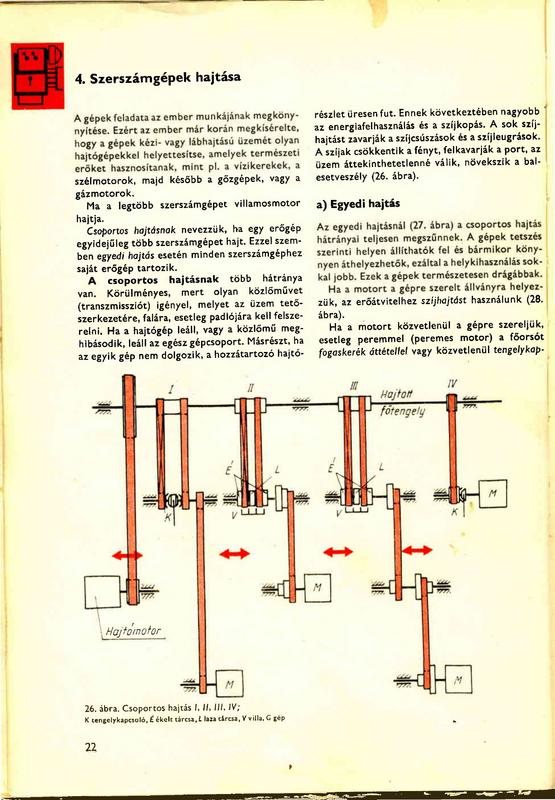

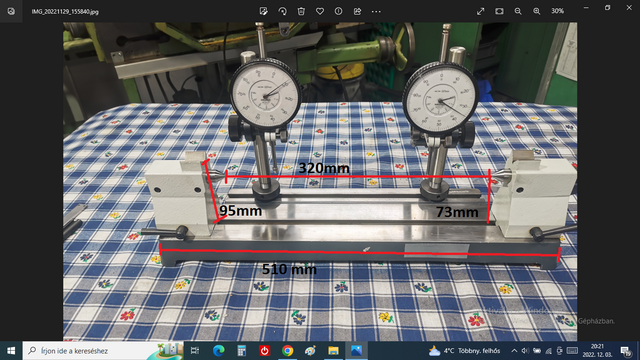
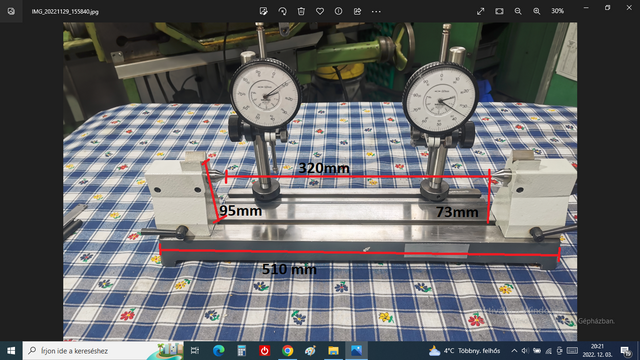 357040
357040
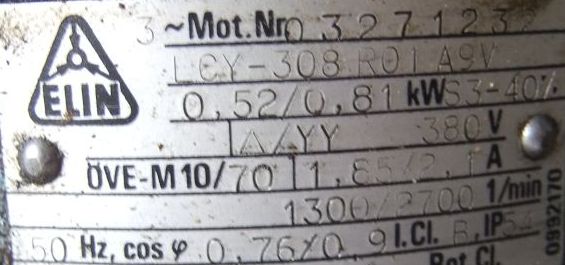 én is használtam egy ideig vele 230V-ról. Aztán egy 400W-os motort tettem rá frekiváltóval, így üzemel most is! 230V-os üzem nél gond volt időnként ha a dahlander gyorsra kapcsoltam, azért alkalmaztam a mostani formát!
én is használtam egy ideig vele 230V-ról. Aztán egy 400W-os motort tettem rá frekiváltóval, így üzemel most is! 230V-os üzem nél gond volt időnként ha a dahlander gyorsra kapcsoltam, azért alkalmaztam a mostani formát!



















 .
.