A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
Bár csak kocahegesztő-segédtanonc vagyok, de amit már megtanultam, azt nem felejtem el egykönnyen. Amire célozni akarok, az az erőkar, illetve jobban érthetően egy egykarú emelő, aminek a forgáspontja pont a fal síkjába esik. Ráadásul nem szabad emelőként viselkednie, azaz a falnak is tutira el kell bírnia a terhelést, ami még fokozható azzal, hogy dinamikus terhelésről van szó (lépkednek, esetleg ugrálnak is rajta). Továbbá nem csak vízszintes irányba kell tartani a fellépő erőktől, mert ilyenkor csavarodás is felléphet.
Ha nem túl nagy cél a spórolás, akkor igencsak vastagfalú zártszelvényt (kisebb esély a negatív 'kisugárzású 'erőknek) javasolnák a művelethez, ami a lehető legnagyobb felületen van odagyógyítva a falhoz 'tapadó' konzolhoz. Hegesztésnél a hozaganyaggal sem illik spórolni, mert pont ott érik a legnagyobb erők a felépítményt.
Ha jobban elmerülnél abba, ami alapján ezeket írtam, akkor tessék egy link egy pdf-re. Nem egy könnyű olvasmány, de hasznos lehet számodra is.
Annó,régenn csináltam lépcsőt vasból,én kb fél év és 60 éves vagyok. Neked javallom,hogy necsinálj még sajátrészre sem ojat,amit később megbánhatsz. Ha a nyakadtöröd,az oké,mert gyos halál,deha csak lábtörésed,csiőtörésed,gerinctörésed lessz,ha errő az újhullámos lépcsőről leesel................nos ez elkisérhet életed végéig kerekes székkel egyetemben.
Deha mindezt más éli átt,akkor te börtön keritését jódarabik belülrűl nézheted !!! Ugye nemakarsz ijet. Vagyha a gyermeked esik le,és te a fentieket végig kell hogy nézd,még élsz !!!
Úgyhogy az én tanácsom,hogy csinálj lécsőt , korláttal,éshogy ez mijen anyagból készüljön,nézz meg egy működőt,vagy kérj meg egy mérnököt,statikust,épületgépészt,ők ezt tanulták !!!!
Remélem,hogy segitettem,és bocs,ha kioktatás érzetű betűket nyomkodtam. Üdv Attila
Valószínűleg, de úgyse tudod sokáig teljes teljesítményen használni mivel nem arra tervezték a gépet hogy 2 órán át tartva a ravaszt 600 as hea gerendát varrjál vele :)
Ja, és ha nem sikerül 195-öst szerezni, akkor megoldás lehet még a régi 215-ös ha van valahol még akciósan (sajna az még drágább) vagy ha végképp nincs akkor jasic 180.
Akkor ezek szerint bejött egy jó nagy széria 185 (és valószínű hogy 205 is érintett) aluflux gép, amiben gyakorlatilag értelmetlenül van megoldva a polaritás váltás, illetve a valós MIG/MAG polaritás váltás a gép szétszerelése (garanciavesztés) nélkül esélytelen. :-(
Igen, bármelyik szabvány 200-as huzaldob rámegy. (a 4,5kg coreshield is.)
Mikor az aluflux sorozatban váltás volt, akkor jött fel ez a téma. Az első szériás 185, 195-ös gépeknél még olyan dobtartó volt ami fogadta a kis tekercset majd a második, harmadik szériás 195-ös alufluxok meg már nem. Illetve a dobtartó adapter levehető, csak ugye nincs olyan tengely ami megtartaná a kis dobot.
A gépvásárlós fórumon volt erről eszmecsere, mikor december végén kijöttek az új aluflux gépek.
Most beszéltem a szervizzel. Idézem: "nem láttuk még belülről ezt a gépet".
Azért a telefonbeszélgetés közben megnézte a szervizvezető, a pisztoly aljzata valóban a gép belsejében van a pozitívra kötve, tehát NEM LEHET két mozdulattal polaritást váltani...
Viszem vissza, megpróbálok helyette egy 195-öst venni.
Az egy tuti bevált gép, viszont arra nem lehet kis (10cm) dobos huzalt tenni, mivel az a fajta dobtartó csak az 5 kg (20cm) dobokat fogadja. Persze lehet barkácsolni és egy csavart tenni a dobtartó adapter helyett...
A kérdés inkább az a helyett hogy megéri e, hogy kapsz e még olyat valahol, már nem forgalmazza az iweld, csak a különféle forgalmazóknál beragadt példányok vannak...
Igen, és az a vezeték belül a centrál csatira van kötve, ezzel elől bedugva helyezed "a hegesztő áramot" az előtolóra, centrálcsatira és onnan a pisztolyra.
Logikus lett volna ha már ezt az előlapos megoldást akarják kikerülni, úgy oldják meg ahogy lentebb írtam.
Volt már olyan amikor a kínaiak elkúrtak az iweldnek gépet... pld bejött egyszer egy olyan szállítmány ac/dc awigép hogy a hozzá adott awi pisztolyt nem lehetett bedugni a gépbe :-(
Iweld szerviz, telefon, és minden kiderül. Jó esetben még azelőtt hogy bejön az újabb szállítmány megfordíthatalan polaritású 10-20 raklapnyi gép...
A pisztoly csatlakozóját belülről vizsgálva az látható, hogy a kábel az előtoló motor mellett átmegy a gép zárt felébe. (képen karikázva)
Illetve a a + és - csatlakozási pontokról a sarus kábelek közvetlenül és kizárólag az előlapi + és - aljzatokra mennek. Azokat megcserélve semmi más nem történik, csak az, hogy értelmét veszti az előlapon a + és - felirat...
A sarukat lekötve továbbra is összeköttetés mérhető a pisztoly és a piros + csatlakozó között...
Nem kell felnyitnod sehol a gépet. Az ajtót kinyitva a két kábelt megcseréled, és kész. Gondolom úgy van megoldva hogy az előlapon lévő + - aljzatról nem csak ez a 2 kábel jön, hanem a + (kis kábellel, vagy egy réz lemezzel) megy egy az előtolóra is.
A két kábelt megcserélve megfordul a polaritás és kész.
Egyébként ha nem fordítasz meg semmit is tudsz hegeszteni porbelessel, csak sokkal jobban fog füstölni szikrázni, fröcskölni és kevésbé lesz mély beolvadás. Nyilván a DC- a jó beállítás, de fordítva is használható.
Tulajdonosa lettem egy Iweld Pocketmig 185 készüléknek. Eddig még csak pálcával hegesztettem egy noname trafós géppel. Idén kaput, kerítést stb készítek, ezért ruháztam be most erre az inverteresre.
Kipróbáltam az MMA üzemmódot, hibátlan, ég és föld a régihez képest.
A porbeles üzemmóddal viszont nem boldogulok, a használati útmutató pedig egyenlő a nullával.
Lebegő lépcsőt csinált már innen valaki? Arra volnék kíváncsi, hogy milyen acélból lenne érdemes megcsinálni? a Fal teherhordó képessége megvan az ilyen lépcsőhöz, csak maga az acél szerkezet nem tudom milyen legyen, vagy milyen kell?
Szeva. Tiby.....-től is kérdeztem,lehet , hogy dolga van. Mijen tünetei vannak az aluhegesztésnek kevesebb argonnal,vagyha a szél közbeszól ? Mi az alsóhatár L/p. A wolframod vége mijen szinű,mármint gegesztést követően?
Képzeld,van mostmár három db régifajta csöves reduktorom. Mivel van lehetőség,a kisnyomású oldalba tudok 4báros mérőt is behajtani. Ezek öreg reduktorok,és a mérő mutatóján látni lehet,ha a szelep átteresztene.
Ezt írtad... "Ha van egy ügyes esztergályos barátod,ennyi pénzért megfogja csinálni !" és a méh telepet is említetted :-)
Én is tanácsot próbáltam adni. Mivel én is ugyan az az évjárat vagyok mind te nekem is volt időm pár dolgot "begyűjteni". Nekem van egy marékkal abból a tömlővégből több méret és van esztergám is és anyagom is. Mivel van több féle tömlőm is én 6 milist tettem fel és a 8 milisre melegítve tettem fel így nekem nem ereszt. A trafós gépemen ( Hanyectól vettem sok éve) nekem is meg kell néznem mert palack zárás után pár órával leereszt.
Elfelejtettem : A gumicsővég felőli kissebb furatú műanyagcsőbe egy ugyancsak huzalból belőlre illessz rugalmas kapcsolattal egy huzaldarabot U formára hajtva. Ez gátolja meg a golyó kiesését,felül,meg az elrepülését.
Épp most irtam a méhtelepet. Uganazt javallom,a réztárolóban szerintem találsz ijen tipusú reduktort. Vedd ki a beszámozott-rublikázott belsőcsővét,a golyóra vigyázz,mert ez fontos tartozéka. A kis cső érdekes,mert a kb 90mm hossz,belül kúpos a furat. A vastagabb végére hajts egy huzalból egy U betűformát,és tixó szalaggal kivül ragasztózd a cső végére. A másik végére húzz egy 10mm-es belsőfuratú gumicsövet. Ez kivül épp elég ahhoz,hogy helyettesitse a tölcsért. Ha kb 15cm hosszú ez,méréskor a Co2 -nél a huzalpotit letekered,és igy nemkell a huzalelőtolót széttkapcsolni.
Ez a holmi a méhben szemét,mert műanyag,igy ha szerencséd van ingyért megkapod. Ha nincs golyó,veszel egy db-ot(6mm-es) a biciklis boltba !!! Ugye mijen egyszerű !!!
Deha ismered az Andrást,kérjél tőle,van hátul a raktárában kb fél m3-er használt reduktorja. Azt nemondd,hogy ezt tőlem tudod.
Én nagyon kispénzű ember vagyok,igy az argont úgy dolgozom le,némi apróbb munkákkal.Igy ajándék lónak nemnézem a fogát. Egy biztos,a kb 10x nagyobb mennyiségű (reduktor feszmérő becsapott)argonnal hegesztettem,legalábbis próbáltam. Ez meghűtötte az alut,és a hőveszteséget éreztem,igy pl a 3mm-es lemezt 140-150A-rral hevitettem. A túlnagy,vagy intenziv hő szószerint a huzalom elégette. Ha nem restelled,próbáld ki. Ahogy lentebb irtam,a huzal vége lekonyult,és kásássá vált.
A lényeg,hogy nem géphiba. Már elvitettem a szervizessel,de nemtalált hibát benne.
A lényeg,hogy azóta próbáltam,és szép tizta a varrat,a huzal úgy olvad mint a cin.
A mennyiségmérőről : Azért jó,mert a feszmérős reduktor mutatója nem mozdul,miközben a golyó kb 10mm magassággal emelkedik vagy süjjed. Szerintem ezért nevezik az argon reduktort annak,ami,mert drága gáz,és nagyon nemmindegy,hogy plusszban mennyi megy el !!!
Kb a 4. oldalt,ha visszalapozol,látsz egy kék szinű régigyártmányú oxigén reduktorom, na ez is ijen golyós. Épp ma beiktattam a kisnyomású terébe egy max 4báros feszmérőt. Ez azért jó,mert látni lehetne rajta,ha a reduktor áttereszt,másrész a pillanatcsappal a kb 10L/percet lehet visszavenni pl 8L/percre. Ez is a takarékosságról szól !
A 10L/perc átlagosan 0.3-0.7 bár. Azért mondom igy,mert ahány feszmérő,ez annyit mér !!!
A mérőcsővel beállitod a 8-10L/perc re,és miközben folyik a gáz,a mutatód hegyét egy piros filccel jelöld meg az üvegen.
Nekem van egy Co2 palackom,egy corgon,és kettő argon. Nos ezekenn levő reduktorok órái mindd mást mutat,ojanis van,ami megsem mozdul !!!! A reduktor kimenetére mindegyikre hajtottam egy belsőmenetű gyorscsatlakozót. Igy könnyű váltogatni őket. A Corgon palackon kettő gyorscsati van,az egyik a kisgépé,a másik a nagyé. A kisgépben saválló a huzal. Tök buli igy,mert akár egy néhány perces munka miatt,nemkell huzalt,gázt mókulnom. A kézművesútcai vasboltnál a legolcsóbb az igazi rézből készült gyorscsati.Most épp nincs nekik belsőmenetű (3/8"),de van tömlővéges,ez is jó megoldás,csak a reduktornál az eredeti hollantit használd egy kb 2m csővel,és ennek végére megint jó a tömlővéges csati. A gép bemeneténél elég egy kb 8cm-es tömlődarab+a csati kanrésze.1 páros ebben a boltban kb 1200ft. A románpiacos pontatlan,és vasból van,krómozott,ésha ez lepattan a tömitőfelületről,elvágja az ógyűrűt,és ezért is ereszt . Meg a lotyogása miatt is ereszt !!!!
általában a lánghegesztős cuccok közt van, ott vannak méret külömbségek toldók. Biztos van hegesztő boltod a közeledben mert futárral már horror az ár :-)
Tulajdonképpen igen, namárcsak lekéne szedni hogy kitaláljam a colos méretét. na meg persze pár száz forintos rézdarabnál elkerülni az 1500 forintos postaköltségeket. Lehet körbejárom majd a környékbeli üzleteket kezemben a darabkával hátha úgy beugrik nekik. Találkoztam már eladóval amelyik 20 éve árulja és katalógus szám, és név alapján fogalma sem volt róla amíg rá nem böktem a polcon mögötte.
azt a kis kúpos tömlővéget, a reduktor végén hol lehet kapni vagy mi néven fut az? 6mm es volt az órán gyárilag, gépen meg 8mm es kicsit nehéz lég tömörre szorítani a csövet
Csak hibát látok,mert a kisnyomást nemméri semmi. Itt az esetleges szabályzószelep átteresztésére gondoltam. Mondjuk minden reduktoronn van biztonsági szelep. Én nemszeretem,ha egy reduktor ingadozó.
Szeva. Az enyém 250A-os. Ha mma módot akarod használni,mma módra kapcsolj,és a test kábel mellé nyomd be a +kábelt. Ha Mig móddal akarsz hegeszteni,kapcsolj oda. Az áramerősséget,huzalsebességet állitsd be. Ja.......mma módnál is adj neki ampert ,mert enélkül nemfogsz villogni. Még figyeld meg az autómattád,hogy neme egyet lecsapott inditáskor. Az enyém néha a 16A-ost lecsapja. Mivel a ventilátor egyfázisú,igy megtévesztő a dolog,mert ez van úgy hogy üzemel.
Mivel mareggelre tökéletessé vált a háttér,igy lefotóztam
A hó alatt kb 25 éves beton,amit a fagy rendesenn megemelgetett,vagyis a bakot,csak kidobtam,és látni a hócsikot köztük,vagyis ha precizebben megnézném (ahogy lent leirtam)kb 2-3 mm lehet az eltérés,ha a kettő magasságkülömbségére gondolok.(sik) Mondjuk,én nemdobálom el a vágókorongokat,igy ebből a megfelelő láb alá rakok kettőt. A durva szintkülömbséget deszkadarabok segithetik,pussz vágókorongmaradvány,plussz 1.5mm köröli lemezdarab.
Csináltam ojat is,hogy a lábra hegesztettem állitócsavar+ anya,de idővel berozsdált,ráköszörültem,összerágott,STB !!!
A betonom lejt a 6m-en kb 10cm-ert. Ugye érzékeled......semmi jelentősége !!!
Ez az egyszerű szerszám annyiféle méretű keretre képes,ha minden méreté kapnék egyetlen ft-ot meglenne a segélyem másik fele,még élek !!!!!!
Ha asztallá összekötném,a fenti funkció megszűnne,és ráadásul,ha nemhasználnám marhanagy helyet foglalna !!
Épp azért nincs mágnesem ijen célra,mert marhaember volt,aki kitalálta. (bocs) Egy nyilászárónál az illesztett vasvégeknek sikonn kell lenni,ha ez nincs a nyilászáró nemaz,aminek tervezték. Igaz................evilágban ritka a vas nyilászáró. Ezeket a bakokat 1978 tájékán csináltam !!!!! Akkortájt még lakóházakba is gyártottunk zártszelvény ablakot,ajtót,stb.
Nagyjából sejtem, hogy mit akarsz, csak éppen nem értem.
ha csinálsz két különálló bakot, aminek fixek a lábai, akkor hogy hozod őket egy síkba, ha egyenetlen a talaj? Szerintem sehogy, de még egy sima aljzat beton is csal annyit, hogy az már szemmel láthatóan nem egy sík pl. két méter távolságban (főleg, ha olyan helyiségről van szó, ahol nem volt szempont a tökéletes vízszint)
Ha pedig összekötöd a két bakot bakot egy asztallá ffixen, akkor meg hogy viszed egyszer 6 méter máskor meg 3 méter távolságra egymástól?
De hogy kielégítsd tudásvágyamat, légyszi fotózd fotózd le, hogy mire gondoltál.
Illetve nemtudom, hogy neked milyen mágnes segéded van, de az enyémet nem nagy ördöngősség tisztán tartani. Ha pedig sarokcsiszolóval vágok, akkor nem a mágneses dolgok felé veretem a szikrákat... Meg úgy egyáltalán nem a szerszámok felé.
Szeva...............örültem a kérdésednek,mert azthittem megharagudtál,nemakartalak tégedse kioktatni,és mást sem.
A baknak a lényege,hogy megérts : Ha van egy félredobott sik faajtód,mérete lényegtelen.
Fektesd el a földönn,állitsd minden irányba vizmértékbe. Utána a két hosszabbik oldalánn fektess végig két db kb 2m hosszú azonos méretű zártszelvényt. A két vas vége tetejére tegyél keresztbe egy vizimértéket. Jegyezd meg a buborék állását,és vidd a zizimértéket a két vas másik végéhez. Ha a megjegyzett buborékállás az előbbi mérés helyén van,akkor az ajtód sikban van.
Ez a két vas,amit végigraktál rajta,(60x40x2 szelvény ) a bakod tartóvassa,csak fejreállitva lábak nélkü.
A bak lábai egy 800mm magas(ha testmagasságod 1900,akkor csináld magassabra) A betű,ami 40-es szögvasból készül,a terpesztése kb 450mm.
A szögvas éléből vágj le 10-10 mm-ert forditsd szeme , és hefteld meg a csúcsát,és az abetűd kösd össze alul,kb 20 cm--rel a végétől. Ha 2m a szelvényed, akkor 400mm-nél jelöld meg. Az egyik lábat vizszintes betonplatszonn támaszd meg,vagy barátoddal fogasd meg függőlegesen. tőle 1.2m-re fogod a másik lábat,és a tetejére fektetve rárakjátok a 60-as szelvényt. Hefteld meg,hogy önmagát megtartsa. Ha a másik is kész,akkor a két bakot kb 1m-re rakd egymás mellé. Tegyél keresztbe egy maradék egyenes szelvényt. Ha a 60-as bak szelvények fényrés nélküliek,hegeszd meg a 8db 40 hosszú varratot a szögvas-szelvény illesztésénél. Jobban neheszd meg,mert elfog görbülni a vararat miatt.
Készvan egy ojan asztal,ami sokféle méretű keret összeállitására alkalmas.
Pl 1700x 6000mm. Ez akár lehet egy tolókapu is.
Rakd egymástól a bakot 6000mm külméretre.
Sétálj el kb 6m távolságra az egyiktől. Guggolj le,és a szemed lássa a hozzád közelebbi,és a távolabbi felső sikját.ugyanez szemgojyó forditással nézd a bak másikvégére. Ha a két vasat egynek látod,akkor a kapukereted sik fog lenni,és nem szalámi vágásforma.
Nincs más dolgod,mindkét bakra tedd fel a1700 hosszú vasat,kösd össze őket a 6m-essel.
A vinkliállitást célszerű átlóméréssel kontrolálni,mert a nagyméret miatt a kis vinkli becsaphat.
A bakra rakott gérvágott vasvégeket kb 50mm hosszú szelvény közbeiktatásával,összeszoritózod. A bak sikja,és az 50-es szelvényhulladék sikja,a keretvégét tökéletesen sikra húzza. Jó................tudom,létezik mágneses saroksegéd,én nemszeretem,mert ha koszos,vasporos lessz,csalnifog,és ez a fenti sikösszehúzást nem produkálja.
Ha van vinklieltérés,átlóeltérés,egyszerűen a bakot a z összeszoritozott kerettel együtt odébb mozditod. Ha az átló azonos,jöhet a hegesztés. Én heftelni szoktam,ésha a keretbe rácsozás kell,mindent heftelj,és csak utánna hegeszd készre.
A bakok sikbanézése,úgyműködik,mintha légpuskával lőnél,céloznál. Van a szemed,van a nézőke,van a csővégnézőke,és van a célkereszt. Ugye érted,ha ezek együtt vannak,célba találsz !!!
A két bakpáros vizszintje lényegtelen,a lényeg,hogyha messziről oldalba nézed egy vasat láss,ami 40mm magas.
Ugye érdekes holmi,megvan két szál vasból,és egy örökös szerszám,ami kishelyet foglal.
Ha pl garázsajtót csinálsz,ennek egyik oldala túl lógna a bakonn,akkor a bakra tegyél az ajtómérettől hosszabb azonos méretű szelvényt. Ezt a szoritózás ugysem engedi leesni,meg a keret önsúlyasem.
Ez a bak végülis egy asztal,akár festeni is lehet rajta. Ha festék kerül rá,kapard le róla,mert a következő vasad billegni fog rajta. Tartsd tiztán,egyetlen egy Co2 golyó sem lehet rajta. Én udvaronn tárolom,és havonta,egy olajos rongyal áttörlöm.A rozsda = kontakt hiba,vagyis a test árama elakad.
A reduktor,ez az ősköviület,asszem egészségügyis lélegeztetőgép reduktora lehetett,mert a függőleges skála plafon értéke 10L/perc. A lebegő jelző úszója helyébe raktam egy 6.5 mm-es golyót. Összeraktam,és igy a korábbi rugóállás esetén 1L/percen áll a golyó. Ez épp 10x kevesebb az előző úszóállástól,de a mennyiség igy 10L/P. Ez lessz a jobb,mert előtte sokesetben verte a mérőház tetejét. Lehet,hogy egy gumimembránt is cserélek,mert igaz,nincs megrepedezve,de a keménnyé öregedett gumi,az állitócsavart csak pici mozditással engedi a szabályzást.
Szerinted egy reduktor mikor tartósabb ? Ha nyomásonn hagyom,vagy elzárt palack esetén nullára eresztem a mérőt,vagy eztkövetően még az állitócsavart is visszatekerem,hogy a szabályzószelep,és gumimembrán se maradjon rugófeszités alatt ? Volt egy régi munkatársam,ő mindég visszaszokta tekerni az állitócsavart,miután a pisztollyal leengedte a rendszer nyomását.
Nemegyszerű a Mennyiségszabájzós csövecskét legyártani. A kb 100mm hosszú belsőcső furata egész hosszában kb 1.5 mm átmérőkülömbség értékkel kúpos. Megpróbáltam egy műanyag szódásflakon búvárcsövéből egy ijen mérőt csinálni. A 6mm-es golyó lazánn épp belefért. Ráengedtem a 0.3bárt a kb 30cm hosszú csőre,és kilőte a plafonra. Na majdnem ez okozott balesetet,és nem a 200bár !! Ha-ha ......
Pontosan milyen bakra gondolsz jó sejtem de mégis van e valami spec funkcionitása?
Nemrég csináltam hegesztőasztalt amúgy a létrás változatot. Az mellé is nem árt ha összedobok 1 pár bakot? Milyen mekkora anyagból célszerű. Ja és hogy szoktad síkba állítanimondjuk szinte fok pontosságra?
Na ez a gép mehet kempingezni,mert kempingbicajkerékenn gurul.
A 30x20-as zártszelvény könnyű,és olcsó is. Ez egy csőszerű keret,ha leveszem a kisgépet,meg a deszkát róla,nomeg a palackot,hátrabilentéskor a hátsókerék leér a földre,és a másik kezemmel a csővázat lehúzom a gépről. Ha elviszem itthonról,a deszka két stiftel illeszkedik,és a mobil asztalon a köszörőknek jó helye van.
Ha készülsz ajtót csinálni,előbb csinálj két db kb kétméters bakot. Ez a bak elfog kisérni,még élsz és dolgozol,mert bármely méretű keret SIKONN összeállitható,és kényelmes,mert mindezt nem a földönn kell térdelve csinálni.A sik szót azért hangsúlyoztam,mertha a bakot beállitod sikra,minden kereted sikfog lenni.
Szép portéka,gratula hozzá,és sok munkát kivánok. A kocsid kerekei a műhely betonján jólgurulnak,az ,ha teszel bele fiókokat rugalmas dolog.
Igazad van,a kerekeim régiek,a gumik kb 3 hónapig tartják a levegőt. A felnik jók,igy a biciklikerék kisméretben szerintem stabil. A Co2 gépem rakom rá. Igazából a gép kerekei,kinai gumi,vagyis műanyag. Ezvan, vagyis merev,rugalmas gördülés kizárva. Én rühellem magam,hogy látom,és hallom,hogy a gép a szemem láttára rázza szétt magát. Ez Alfaweld 250,vagyis kb 35 kg,plussz a 40kg palack,hanem több,plussz a felsőpolcon egy kisgép,220v Mitech. Kb kocsival együtt 110kg. Ezt húzni murvás placcon egy őrület. Ezért csináltam a kocsit. Holnap lefotózom,mert elképzelhető,hogy jóötlettel szolgál a látvány mások számára is. A kocsiváz alsó sikja kb 10cm-re van a földtől. Megemelem a gépet,és a kocsit alátolom, Ez egyetlen mozdulat,és a sárgák müanyag kerekei máris a levegőben vannak. A súlypont kedvező helye miatt egykézzel kényelmes a húzás,és a sarkamra nemtudom felrángatni,még véletlenül sem.
Azért tetszik a géped,mert úgynézem kapcsoló,és potméter mentes. Hogy az agya meddig birja,majd a gyakorlat bizonyitja. Ha kiváncsi vagy az én gépemre lapozz vissza kb 3-4 oldalt. Kb 6 éve vettem,keveset használom,de régi vágyam,volt,hogy alut is sározhassak. Tavaj tán egy negyedórát mehetett,úgyéreztem felejtem a beállitásait,igy ünnepek előtt elővettem. Mivel van oxigénem,igy a plazmáját kisem próbáltam. Mostanság ezt is gyakoroltam,de úgyvélem,hogy a plazmavágás költséges mulatság. Nézegettem a joutube filmjeit,aztán az awi hegesztésekbe is belenéztem,igy ezt is próbáltam gyakorolni. Ha érdekel a kalamajkám olvasd végig. Egyetlen csaló redutkor rendesen kibaszott (bocs) velem,kb 5-6x több mennyiségű argont nyomott. A nagypalacké csak picivel többet,mint a 12L duplája,igy a nagygép szépenn dolgozott,de ott is az édrekes jelenségek kijöttek. Hála az itt segitőkész társaknak tegnapra minden gondom megszűnt.
Én egy éve gyártottam egy szallagfűrész,kb 3 hónapig barkácsoltam. Jólműködik,preciz a vágása,a gért résmentesen szabja. Ha a tényleges mérettől kb 0.8mm-rrel rövidebre vágom,az jó,mert a Co2 igy biztonságosabban átthegeszti,köszörülés után is biztos a kötés. A 95mm-es kömbvasat 9 perc alatt vágta el. A teljes befogató átmérő 200mm körül van. Nagyon jódolog,csak mostanában igencsak nincs munka rá !!
Egy kinai 350mm-es daraboló kb 30000,kezdésnek jóljárnál vele !Használtan hirdetésekben láttam olcsóbban is. Ha van legalább 16A-os autómattád,azt nemveri le. Sokann a pici áramjuk miatt adják el.
Ha visszalépsz egy oldalt,biztos láttad a pisztolyom végét !?
Na ez csont remegésmentes támasz,és szinte ingyen van,mert avét bilincs,meg 4cm drót.
Van egy hibája,de szerintem elenyésző. Ha ivszakitást követően rögtön elemelem , ahegyről néhány szikracsattanás hallik. De ez is kiküszöbölhető,egy vékonyravágott járócsempe maradvánnyal,vagyis ez hőálló,és nem vezet áramot.
Láttam az ujjvédőd,ha lenne bankkártyám énis rendelnék,ahol terendelted.
De úgyvélem,hogy ez is megbarkácsolható. Hétfőn nyit a hegesztőteknikás barátom,ugyis megyek hozzá magasnyomású kompresszorját bütykölni (ezzel tölti az argont,héliumot,STB)lehet ingyen adni fog,szerintem biztos van az üzletében.
Biztos láttad itt lentebb,ma működőképessé tettem a kb 92-es gyártású reduktorom.
A mennyiségmérő is megbütykölhető,deha az Andrásnak van ojan,amit ajánlottál,fogok egyet venni,mert jódolog.
Biztos olvastad a Pulzus szélességet , vagy ikább varratszélesség poti ez !!?? Ugye mennyivel jobbanhangzik,ha szakember nevez el valamit !!??
Műhelyen belül jó a pici kerék. Ügyes voltál,egy ijen kocsiért akár 60ezret is elkérnek. Innen,kb 40mm-esnek látom a huzaltartót. 30-as pvc csőből csinálj mindegyikre (úgymondom) hosszú kalapot,vagyis záródugót. Főként az aluhuzal nemszereti a port,megha véletlen oldalbacsapja egy köszörűszikra csóva. A szenny,mindd ottlessz a varratod tetején.
Én a Co2 gépemnek hasonló kocsit csináltam,csak kempingbicaj a két hátsókereke. Ezt enyhe súlypont eltéréssel raktam,igy elől nincs kerék,csak egy harmadpont alábakolás. Murvás,földes udvarban tök buli. Ja,a gépem kerekeit nem szedtem ki.
Javaslom a gérbevágást kézi vasfűrésszel,230-as kéziköszörűvel,vagy fekvő elrendezésű szallagfűrésszel. Ez utóbbi a legprecizebb.Ettől van még olcsóbb a mobil 350mm-es daraboló,vagy hasonló elvenn működő keményfémbetétes fűrésztárcsás szikranélküli daraboló is.
A Co2 , ha kevés a gáz,habzik,meg televan apró jukkal a varrat,ha sok barnás vékony salakszerű bevonat lessz a varraton,ésha sok,az még nagyobb áramot igényel,mert a szénsavnak hűtő tulajdonsága van. Biztos láttál régen szódásszifont,ebbe a patron becsavaráskor kb - 20fokra hül a patron,még deres is szokott lenni.
Épp ezért jobb a corgon,az nemhűt ijen intenzitással. Ugyanakkor a fülre való beállitás pénztárca függvénye !!!
Én a huzalból mindég a legolcsóbbat veszem,15kg-ost,és esztergagépenn áttcsévélem az 5kg-os dobra. Igy kb 170ft/kg al olcsóbb a kisdob ára.
Ez egy kb 27 éves reduktor,92 tájékán még lehetett a méh-ben vásárolni,úgyemlékszem,hogy 50 forintba került.
Ezidáig hátul a garázsban porosodott, megcsiszoltam a teflon szabájzószelepét,meg alól kivezettem egy danamit segitségével az elmenőágat,egy gyorscsatlakozó,meg raktam rá egy jó mérőt,és máris működik !!
Néztem tegnap énis a linked mérőjét is láttam,meg egy másnevűt,annak 23000ft volt az ára. A fotómonn levő 50ft+két óra barkácsolás. Való igaz,hogy pontosabb mérők ezek,mint a mutatós órák. Tisztelet a kivételnek.
Szinte hihetetlen,tök buli. Nagyon kössz. Co2-nél ijet még nemláttam,bár szerintem levolt lassitva. Ezt aztán beállitani,hogy igy működjön,nemsemmi !!!
Hálás köszönet mindenkinek! A gépet az árúkereső dobta ki, legolcsóbban a Féti.. Oldalán. 105990.ft. A kérdésem a huzal márkájára vonatkozott, nem a gázra, elnézést ha félreérthető voltam. Szóval ha kipróbálom a 0,6-OS huzalt akkor milyet vegyek, és hol? Köszönöm! Még valami... Egy óra nélküli reduktorom van, csak úgy fülre szoktam állítani... Ez nagyon gáz?
Nézd meg jobban ezt a reduktort, a palack felőli óra a palack nyomást a rotaméter a kimenő litert méri. Alul nincs hagyományos tekerős nyomás állító, itt ezt előre beállították 3 barra egy imbusz kulcsal.
Vékony lemezhez a 195-ös aluflux jobban szereti a 0,6- os drótot (tapasztalat) a sok pöttyözés szakaszolás miatt olcsóbb a Co2 gáz. Ugyanakkora méretű palackba jelentősen több Co2 gáz fér mint a kevertből, és olcsóbb is mármint a Co2.
Hát.................igen,megint az értelmiség precizitásába ütköztem !
Vagyis a pulzusszélesség ezeknél varratszélességet jelent.A minyelvünkönn a wolfram a lemezt szélesebb sávban melegiti.
A pulzus gyakoriságnak semmi köze a pikkelyesedéshez. Ezt minél kevesebbre állitom,a hőbevitel nő,és lehet visszavenni a csúcsáramot. A pulzusgyakoriság növelésével a fent mondatom forditva értendő.Vagyis minél sűrűbb a pulzálás,a hőbeviten ennek függvényében csökken.
Vagyis marad a pulzusnélküli mód,mert ott csak az A kell valamerre tekerni.
A corgon kevert gáz. Szénsav,és argon megfelelő arányú keveréke. Ez nem köthető márkához
Egy hasonlóméretű palackot vegyél,mint ami van. Ezt megtöltik 200bárral,eléggé sokidőt hegeszthetsz vele.
Ajánlok (vagyis továbbajánlom az egyik jóindalatú társunk ötletét),vagyis szerezz be egy ijen mennyiség mérőt. : http://bolthely.hu/hegesztestechnika/id/01962_Atfolyasmero_keszulek Nagyon ötletes dolog,mert egy hasonló elven működő reduktor kb a tizszerese. A mutatós L/h mérőórák sajnos pontatlanok.
Szia! Köszönöm! Esetleg valami konkrét márkát tudnál ajánlani ehhez a géphez? Van sajnos egy teli, 20kg co palackom. De szétnézek vegyesgáz ügyben. Köszönöm!
Szeva. Én a békebeli időben a trabantom 0.8mm hegesztettem. Ha úgyvesszük mind a kétféle jó,mert a kasznid ugyis az egészséges anyagnál vágod szétt,a mm környéki lemez hegeszthető 0.8mm-rel,csak áram-előtolás finom összehangolása a lényeg. A corgon azért jobb,mert ugyanazon előtoláshoz kisebb amper kell.
Sziasztok! Úgy néz ki eldől a gépvásárlás tanácstalanság Nektek hála. A kiválasztott egy iwe... 195.lesz. Kaszni melóhoz tudnátok ajánlani huzalt? Csak co palackom van, azzal használnám, és eddig a régi gépemen 0,8-ast használtam. Érdemes, értelmes 0,6-ra váltani? Köszönöm!
Láttam a linked videóját,igen ezt is láttam már korábban. Kár,hogy a webforditóban , csak betűket forditanak,hangot meg nem !!!
De igazad volt kilehet következtetni,hogy mit karattyol,és a mutogatásaival azonos időben,érezni lehet,hogy miről beszél.
Most csak megjegyzem,mert későb elfelejtem,nagy ötleted volt az áramlásmérő,vagy mennyiségmérő kontrolja !!!
Abban is igazad van,hogy főképp vastagabb keresztmetszetnél nincs szükség a pulzálás módra.
Hamár itt tartok picit belegondoltam a pulzus szélesség , és pulzus gyakoriság állitási funkciójiba.
Mivel pikkelyes a formátum,halpikkelysorhoz hasonlitom a gondolatomat.
A pikkely távolságára értik a pulzus szélességet !!?? Te mit gondolsz?
A Pikkelyek kialakulásánál,meg a pulzus gyakoriságára akarnak kitérni !? Te mit gondolsz?
Ma az lessz az első,hogy a gyakoriság potiját egész picire veszem,kiváncsiságom miatt,hogy ez kb mijen hosszú idő lehet?
Mert csak gondolok a 0.5mm-es lemezre. Ennek nagyon pici áram,nagyon pici ideig kell hogy melegitse,hogy ez folyamatos varrathúzáskor nemelegedjen túl,és nejukadjon átt !!! Itt csak egy 10mm átmérőjű klimacsőre gondolok,mertha ez bejukad,a juk berakásával az ember a cső furatát is eldugaszolja !!!
Ugye érdekes okfelytés !? Ez a gép alkalmas még 0.3-as saválló hegesztésére is,csak ehhez tudni kell a gépet beállitani !
Most az ünnepekben történt,hogy kihoztam a műhely belsőrészéből,hogy a plazma vágását próbálgassam.
Ez működött is,de elkövettem egy nemlátható hibát. Kipróbáltam,vagy ikább úgymondom frissiteni akartam az aluhegesztési tapasztalatom,és ez csődöt mondott.
A kalamajkámat egy másik argonpalack,másik tévesen mérő reduktora okozta. A reduktor kb 40L/p-el többet nyomott a hibás óra miatt. Aztán a gáz elő,és utánfolyása is kevésre volt állitva. Idegességembe belenyomtam a wolframot a hegfürdőbe,szóval jött a baj csőstűl,de mára helyreált a gépem,meg a nyugalmam,meg a kevéske,de használható tudásom is.
Néhány oldallal lapozz vissza,és megtalálod a gépem fotóját,és a tipusát is. De ide is irhatom :Mitech Super AC DC 200P.Ebben a szériában CUT is van , 220v-os.
Kössz a linket,láttam már énis. Ebben a videóban gyökereztem le,mert a gépenn balansz poti is volt,az enyémenn ezt nemtaláltam. Lehet,hogy jobb is,mert igy nincs gondom a balanszra. Az ember úgyis látja , hogy a két anagyszél közül mejik kér több áramot. Ha jólsejtem a balansz erről szól .
Csak azt reklamáltam egyik beirásomban,hogy egyetlen magyarnyelvű videó létezik az egész Joutube oldalban.
De ez is megszűnt élőben,mert a honlapja nemérhető el !!!
Itt ezerszer több jótanácsot kaptam,kössz annak aki megértette,hogy van aki nemérti a sárga nyelvét !!!
Hali. Nincs mód a megforditásra,mert egyik kábel menetes,a negativ(ami a pozitiv helyébe) a testkábel félforditós rögzitésű. Azért tűnik az állitásod forditottnak,mert MMA átkapcsolásnál a polaritás helyessé válik.
Igen.......a lenti varratom hegyes volframmal csináltam,örültem,mert a varratszélességem összéb jött. Az oxidtörése lehet az ezeréves alu koszosságától tűnt kevésnek,vagyis az ijen régi anyagot eszerint célszerű áttköszörülni,vagy lepkével megcsiszolni.
Szolidaritást vállaltam egy barátomnak aki pár hónapja nem ihat,de eljöttek az ünnepek és beintettem neki.A kocsmába amúgy is összegyült annyi piám amit kifizettek nekem az ingyenmunkákért(hegeszd meg azt,esztergályozzál már ezt..stb..),mert haveroktól hogy kérsz pénzt.Majdnem 20rúgó gyült össze, és az ujévvel a kocsmáros törölte volna.
Józanul meg nem irkálok ide.
Az Esab köszöni szépen jól van, üzembiztos és nagyon jó.Beletörödtem az előtoló görgö "pulzálásba" néztem más drágább gépeket azokon van rosszabb is,de a hegesztés minőségére nincs hatása.Kihegesztetem vele a Pözsö 106-osomat.Ami szar hogy sok előgázt enged legalább 1mp ami pontozásnál és főleg corgonnál nagy anyagi pazarlás,és nem állítható.
Merkle: Mióta kicserélték a awi indítás miatt, azóta kifogástalan.Lehegesztetem vele mma-ban a haverom vasszerkezeti csarnokát ami nem volt kis munka, hibátlanul ment a több napi 12órás műszakban.Viszont utálom benne az inteligens hütést ami kb a második3.2 pálcánál indul,felpörög valamennyire majd leáll.Ezt csinálja.Hegesztek valaimit beindul megy abba hagyom a hegesztést szépen kezd leállni.Majd csinálok mást de nem hegesztek ő mégis beindul leáll.Ezt 5-8 szor megcsinálja.Mégis mikor kapcsolhatom ki!! Az idegbe kerget.
Szeva. Szépenn néz ki a reduktor,azt honnét tudod,hogy a palackodban mennyi a maradék? Vagy mikor tudod,hogy mikor fog kifogyni ? Egyébként ez a golyós mennyiségmérő a legpontosabb.
Én ijet láttam már régenn,ott a mérőóra a palack nyomását mérte,a golyó,meg az elfolyt mennyiséget mutatta.
Szeva. Nemakarlak csesztetni a pia végett,mert volt egy régi főnököm,ő minden hegesztőnek hozott 2 üveg sört. Én szódát ittam. A pici alkesz idegekre hat,és a hegesztő jobb munkát végez,nomeg kedvet tuningolja a munkakedvet.
Én kb 5 éve kipróbáltam 2cL-t reggeli után. 3 évre rájöttem,hogy nincs értelme,igy leszoktam.
Megértelek,ha fentről lefele olvasol,és megértem,hogy igy nemérted,hogy mivolt a gondom. Ha alulról felfelé olvasol,lehet,hogy megérted,deha igysem,kérdezz meg. A nemértett szakaszt áttmásolod a válaszodba,igy én mindját tudom,hogy mit irtam,és mire gondoltam,és mit nemtudtam.
A piára van egy mondás,légyszi nehari érte : Az alkohol öl,butit,és nyomorba dönt !!
Jól van Guszti megnyugodtam, akkor iszol rendesen :) Már azt hittem megváltoztál, olyan keveset jársz ide az utóbbi időben. Mi újság, gépek (Esab, Merkle,) mennek rendesen?
Követem az írásaidat,de már kezdesz belebonyolódni,és olyanokat írsz amit te sem értel (meg mi sem).Bennem van most egy egy üveg bor hogy élesedjen az elmém(az alkohol öli a lassú agysejteket) de így sem világos ez a hozzászólás.Nem tudom értelmezni.
Az áramlásmérőről meg csak annyit hogy OXIGÉN skálázású ami egész más mint az argon vagy a co2.Tehát a nyomásmérő órákat még ne dobd ki.
Tanácsom az, hogy keress fel egy awi aluzó hegesztő mestert, aki az alapokra rávezet és ha kell fizesd meg.
Ha most sikerül is pár varratod de nem tudod mitől akkor mit akarsz.Abbahagyod mert azt hiszed tudsz, majd 3hónap mulva amikor talán élesbe kellene hegeszteni pl egy motor blokkot akkor meg csak pislogsz.
Ha meg tényleg remeg a kezed akkor be kell látnod és bele kell törödnöd hogy ez az eljárás nem megy és nem kll erőltetned.Sokba keül a semmi.Inkább fejleszd a fogyós és az mma képességeidet amit két kézzel is tudsz fogni.
Te segitettél a legtöbbet,ikább neszálj ki. Már nemsok van vissza a boldogságomhoz,hisz láttad a maesti 3 rövid varratom.
Megszűnt a huzal lekonyulása,megszűnt ennek kásásodása,és megszűnt a varraton levő feke salakszerű szemcsésedés is !!! Te adtad az ötletet az átfolyásmérőddel,örök hálám érte. Látod nemtudom,hogy mim van !! Meg eszembesem jutott hogy a 7-8szor több argon hibát csinálhat !! Megcsinálta,mert a 0.2-0-3 bár helyett,én 1 - 1-5 bárral nyomattam ezt !!
Teis,mások is sokalták az áramot,most a 130A helyett 80A-ra állitottam,de pulzálás nélküli módban még ez is sok volt !
Te adtad a gáz elő,és utófolyás ártékét,jólműködik !!!
A gyártó egydobozba rakott 4 teknológiát,megértelek,hogy nemérted,hogy miért negativra tettem az awi kábelt. Ez érzéki csalódás,mert Tig /Ac-DC CUT módnál ez pozitiv, csak MMA módnál negativ. Látod közel az awi kivezetésnél a testkábel ajzatát. Nos ez belül a kettő összevan kötve !!! A Tid/DC mód elektródafogóval ezért működik helyes (+) kivezetésként. Az elektródafogóra vezetett mikrókapcsoló inditja a kontakt nélküli ivgyújtást az 5mm-rre megközelitett levegőben levő elektróda végén !!! Ugye érdekes. Ettől még ha a gyártó szerinti MMA módra kapcsolok,és a + kivezetésre rakom a fogót,a _ ra rakom a csipeszt hegeszt elektródával AC, és DC árammal is !! Ugye érted ?!
Még az áramlás mérőről : 4 reduktorom van,ez mindd más értéket mutatott. A lebegő mutatót nemlehet becsapni !!!
Az új érintetlen reduktor mutatott 7L-rel többet !! A kispalack reduktora (ami a 220-as gép aluhegesztési gondjait okozta)kb 40L/ percet nyomott !!! Ugye hibát csinálhat !!??
Biztos láttad a pisztoly gázterelőjén a kis alu kampót. Próbának megfelelt,jé......nemremegett a kezem,mert ez letámasztott a varrat tetejére. Igaz ennek karc nyoma látszik,de kit érdekel !!! A lényeg,hogy a hegy nemért bele az aluba ! Ennek sárga hegyvége viszont sárga,és a három röbid varrattól nemalakult ki a gömb !! Miért sárga ? Alu fröccsenhetett rá ? A lemez régi darab,igaz lekeféztem,de lehet köszörülnöm kellett volna tiztitása miatt !!
Mindjárt megnézem a videóid. Köszönöm a segitségedet,üdv Attila (ha betűhibát látsz,bocsi)
Kössz a javallatod megfontolom. Mondjuk 59-es születésű vagyok , és 1976óta hegeszgetek ezt-azt.Nekem ikább már felejtenem kéne,nem tanulni. Ez utóbbi hüjeség,mindenki holtáig tanul !
Az alu többféle trükkje miatt igaz kifogott rajtam,de lentebb a három rövid varrat ma estére már másról árulkodik,és ezért köszönettel tartozom jóindulatú fiatal fórumtársaimnak. Köszönöm.
Lentebb ott a gép műszerfala , és ha van időd olvasd végig a nyűgjeimet.
Mindjárt olvasom a leveled,de még nemtudom,hogy hol keressem.Ja..látom a gmail,mindjárt olvasom,kössz.
Lehet,hogy te igyforditod !! A webforditó (nemtudok angolul)meg igy : tizta szélesség ! A szélességet illetően lehet,hogy igazad van,de a poti felirata,ha balansz lenne 12órás állásnál lenne az 50,ettől jobbra és balra százalékban kéne számok csökkenő értékeinek lennie. Ha balansz lenne,én egy sztereó rádió balanszára gondolok,ami egyik irányba egyik hangszórót csendesiti,a másik irányba a másik hangszórót csendesiti,12 órás állásban mindkettő egyformánn szól !! Látod..................én csak egy hegeszteni nemtudó ember vagyok,aki kb 1976-tól több tonna elektródát sározott el !!! Jó......lehet,hogy nem tonna a mértékegység !!! A CLEIR szó a webforditó szerint TIZTA. Ugye érzékeled.........a sárga ha országunkba bármit forgalmaz,miértnem irt tiztességes utasitást a NAGYTUDÁSÚ gépjei oldalára !!!!! A tizta érzésem szerint a kicsi ferdeszemű sárga szerint tiztitás,vagyis oxidtörés !!!! Na......................akkor egy poti hogy képes egyidőben három funkciót végrehajtani !!!??? Job--bal--tiztitás ???? Ugye,érdekes tudatlan embernek mondhatsz engem,bár ezt más mondta,mindjárt neki is válaszolok.
Nem tudom merre laksz, de jó lenne egy awi tanfolyam.
Ha nem is tanfolyam, pár óra gyakorlás egy oktatóval. Dunakeszin a hegesztési centrumban a Péter biztos segítene, a hozzáállása a vevőkhöz, illetve minden betérőhöz kiemelkedő. Biztos segítene ha megkeresnéd.
És ezt nem azért mondom, mert nem segítőkész itt a fórum, sőt.
De kellene látnod, és érezned hogy mi miért van, tekerni a potikat, pl. 30%-ra tekerni a balance-ot.
Fényképezd le a gép elejét, had lássuk a csatlakozást, mer nem olyan mint a videon lévő. Az egy régebbi gép.
Hali. Először a fotóm másoltam be,mert nem mindég engedi a rendszer. Most engedte.
Először a kérdésedre : Lehet,hogy a 315A gépet nézted ! Jobbra fent ottvan : AC-DC 315
Irtam lentebb , hogy munkakábelba (pisztoly) raktam plussz 20mm2 kábelt,mert a sárgák szerintem a kb 15mm2 csőkábeljukkal nemtudni,hogyann akarnak 300A-ert elvezetni. Az csak tévhit,hogy ezt hűtik !! Hűtik a kábel elejét,meg a végét. Két cső megy végig a rongykábeljukba. Ugye érdekes hűelvonást csinálhat !!Awi kábel kijövet,és a - kijövet belül összevan kötve az MMA mód miatt !! Igy tudtam a pót kábelt alul csatlakoztatni !!!
Most sietek,mert mindjárt kezdődik a csöpögős filmem.
A reduktorjaim egyiksem volt hiteles,mindegyik többet eresztett !! A fenti fotó a 220-as géppel történt 15 perce !!
Fogez menni,mostmár látom. Annyit még,hogy a 8L/p lehet kevés,mert ennyi varrattól a hegy sárgaszinű. Most tőlem,vagy miattam,biztos nemérte alu !! Figyeld meg a kerámia barkácsolásom pócolását !A lemez viszont avét,megkeféltem,de lehet köszörülnöm kellett volna.
Ha arra gondolsz hogy több argon nyitottál a pisztolyra, mint amit kellett volna és ezért nem szép a varratod akkor tévedsz, de lehet hogy én értettem félre. Ha huzatosabb helyen vagy úgy is többet kell rányitni, egyébként nem tudsz hegeszteni. A bőséges argon a varratot és a pisztolyt is védi, csak a pénztárcádra van rossz hatással. :) Nem véletlenül használnak hatalmas gázlencséket, porcelánokat. Azt a legkisebb liter/percet állítsd be, amikor még szép fényes lesz a varrat, nem kormol, fröcsköl, stb. Annyi jó külföldi videó van, hogy magyar nyelv nélkül is meg lehet érteni a lényeget, ha sokat megnézel. pl. a Jody videóit nem érdemes kihagyni https://youtu.be/HY30i_t1Da8
Még az előbb elfelejtettem : SAJNOS egyetlen magyarnyelvű videót találtam , ime : https://www.youtube.com/watch?v=8JFFGW0TprQ&t=5s Kár,külömben,hogy magyarok nemtöltenek fel , bővebb szakmai fogásokat,mert mondjuk én szóval könnyebben tanulok,mint könyvekből !!! Ez a fenti gép külömben kisértetiesen hasonlit az enyémhez,egyetlen potival van több,ez asszem a 2t-4t. De a balanszot itt sem értem,mert ez lehet,hogy az enyémnél megvan,csak máshogy nevezik !! Egy őrület ez a sok pótméter !!! Ijen elektrónikus világban ezt miértnem lehet egyszerűbben,nemtudni !!!
Deha esetleg neked van mentett Pdf-es honlapod,ahol olvasni lehet dolgokról,iderakhatnád.
Találtam itthol hasonló áramlásmérőt. Ez annó egészségügyis oxigénreduktor maradvány. Talánn még jobb is a tiednél,mert ennek a plafonértéke 10L/p,vagyis érzékeny holmi.
Megmértem a reduktorom,épp úgyjártam,mint te, a mutatót nullára visszakellett csavarnom,vagyis a reduktor nyomást. De még igy is felütközött a lebegő jelző.
A másik palackom reduktora,ami új és érintetlen órákkal bir,nos ott az 5L/p állásnál mutatott az én lebegős mérőm 12L/p-et !!! Még ezzel a gázmennyiséggel is bajvan,volt,mert duplája a kelleténél,de a kispalackomnál a kijövö mennyiség 10szeresénél is több volt,vagyis a varratom hibája ez már a sokadik !!!!
Nemsemmi !!!!
Biztos emlékszel,valamejik válaszomban irtam,hogy gázzal lehet baj,mert a nagypalackról úgy ahogy tudtam varratot csinálni. Hát ijen kalamajkát én még nem pipáltam !!! Igaz,a kispalackom (2m3)csak egyszer cseréltem,de szerintem elpazoltam egy csomó argont,és szitam a faszt,mert nemvolt szép a varratom.
Szeva.Megnéztem a videót. Kössz az ajánlatod,lehet (én igy saccolok,mert nemértem a nyelvet),hogy az ő gépénél van mód a kábelcserére,és igy elképzelhető a gömb sacolásod,de nem egyértelmű. A videó közepetáján csinál egy varratot,Na ennek felülete reveszerű,hasonló mint oxigénhegesztéskor az oxigéndús láng. A következő varrata ugyanarra a lemezre viszont sima. Harmadrészt ez vas,vagy saválló anyag volt. A kisértetiesség az én savállóvarratomhoz mérvén,viszont az első revésedet varratfelület,amit az én gépem is művel. A hiba viszont megvan a +,- felcserélését illetően. Az én gépemnél ez nemlehetséges ! Awi kábelba menetesen csatlakozik a +,és az argon. Igaz mellette van egy - kijövet ajzat,de ez MMA funkcióhoz való,vagyis ebben a módban idejön a test,és a + ajzatba az elektródafogó kábelja.
Az,hogy Awi módban valójában mijen áram jön ki,én már nemtudom !!! Plazmavágáskor ugyanerre a menetes csonkra jön a pisztoly,vagyis + áram. A gép + kijövetén marad a test , ennyi. Egy biztos plazmavágás funkciónak utána bugáztam,és a munkakábel + áramot kap !!! De még nincs vége :: Biztos lentebb olvastad a bevont elektróda ivgyújtását Tid / DC móddal. Namármost,levettem az awi kábelt,a mellette levő - ajzatba dugtam az elektródafogó kábelját,plussz a mikrókapcsoló zsinorját ami 2-es kivezetésű ajzat,mint awi használatkor. A fogóra fogattam egy kapcsolót. Az elektróda végét kb 5mm-re tartom a vashoz,(levegőben)megnyomom a mikrókapcsolót,és gyönyörűenn gyújtja a cell-bázikus ragadósfajta elektródákat érintés nélkül !!! Namármost,ha a munkakábelenn - jönne,a cell vágáshoz hasonló fröcskölést csinált volna,a bázikus meg úgytudom csakis + móddal használható !!!
A lényeg,valójában mindég nemtudom,hogy +,vagy _ jön ki a menetes csonkonn,és a mellette levő _ ajzatonn !!!! Ugyanis ez a kettő belül csontra összevan kötve !!!
A megérzésem,hogy a gömb kialakulása természetes,deha az áram erősebb a kelleténél,ez a gömb lekonyulhat,akár leis csöppen !! Én ez utóbbi kettőt véghez vittem.
Mindjárt (barátom nevét mindég elfelejtem) irok itt a srácnak,ugyanis nagydolgot művelt a gázmennyiség kontroljával kapcsolatban !
Kössz a videót,és a tanácsod is. Igen....a videó is világosan mutatja,pl a 2.percnél gyönyörűen olvad,és hegeszt,a 2.08percnél habos,és zárványos. Na itt a hiba,ami nem a gép hibája,hanem valószinű,hogy az ürge szándékosan bekoszolta a wolfram végét,hogy lássuk,mifog történni.
Azért akarnám ikább úgy mint a videóban is,kb 5-7mm-re kilógatni,mert igy a porcelán nemtud túlizzani,és törni.
Bár......tegnap (nemjut eszembe a neve)itt lentebb egy srác elmondta,hogy a reduktorok nem megbizhatóak,vagyis téves mennyiségű a gáz amit odanyom. Ha ez kevés,baj,ha ez sok,baj !!!! Én már korábban kiváncsiság miatt a L/perc órát kicsavartam,és a hejébe egy 5bárost raktam. Azonos rugóállásnál 1 bárnak is föle volt !! A lenti srác ajánlott egy manuális áramlásmérőt,7-től lessz nyitva a hegesztés teknikás srác,megfogok egy ijet nála rendelni. Van több reduktorom,szerintem ahány,annyit mér !!! Még Co2-nél látszik a sok szénsav,demár a corgon maradványa nemlátszik. Ha ez sok,akkor kidobott pénz,de ugyanakkor a vas hegesztését nemzavarja !!!
Szóval értemén,és szép is látni amikor más csinálja !!! Lehet olvastad itt lentebb az elgondolásom. Fogok egy magasság bakolást fogatni a porcelánra,és ez a varrat hátán fog csúszni,legalábbis remélem,hogy ez igy összejön . Sajnos remegnek a kezeim. Co2-nél nincs gond,mindkét kézzel fogom a pisztolyt. De itt nagy a hibalehetőség !!!
Figyeltem a videót, az ürgének is hegyes maradt a wolframja. Az enyém a 3.2-es is pillanatok alatt gömbbé vált,sőt ez a gömb lefele irányba tartott. Vagyis................egyértelmű,a meglátásotok,marha erős volt az áram !!! Vagyis nemvolt türelmem kivárni azt,hogy az anyag felmelegedjen. Mostmár kezdem érteni !!! Esetemben is láttam a tükörfényes foltot,de a huzalom előtte nemraktam oda,hogy ez is leszáradjon,és ez is kaphasson argont,és ez is kaphasson oxidtörést. Hát asszem itt a titok nyitja !?
De figyelek,a jövőhétenn minden tanácsod kipróbálom.
Holnap megyek a laborba vértadni,lehet,hogy vesegyulladásom van,vagy prosszmama !!!
Csak ettől a gyöszös egészségügytöl egyszer úgyis megpatkolok,vagy falramászok. 1.5 hónap egy egyszerű labor !! Ennyi idő épp elég egy prosztata rák pusztitáshoz. Rohadt tróger banda !!! Akinek neminge,az nevegye fel !!!
A régi házitekercselésű 75kg-os kétfázisú gépem elbontottam.
Volt ojan dinamóm,amit 3 hengeres cseh zetor hajtott annó. Ezt én itthol összeakasztottam egy 7.5kw-os
villanymotorral. Csináltam hozzá egy zsiguli inditómotoros pörgető egységet. Az első házilag barkácsolt Co2 gépem legkisebb fokozata volt az inditómotor tápegysége. A co2 gép felpörgette a forgó mázsás tömeget kb 1200fordulatra,elengedtem a co2 pisztolyt,és rákapcsoltam a villanyt a dinamó motorjára. Igy nembaszta le az autómattát,ugyanakkor a 350A dinamó csak 2000körül forgott,ami bővenn elég volt 200A körüli fasza hegesztőáramhoz !!
Fájó szivvel magam bombáztam szétt,kb 8-10 éve. A trafó , és a dinamó vörösrezét elvittem Székesfehérvárra,és ebből tudtam megvenni a 250A-os Miteck MMA DC gépet. Na ezt a gépet tudtam eladni a hat küzül,igaz veszteséggel !!!!
Mondjuk van oxigén apparátom,szerinted érdemes e plazmát venni mellé !?
Amikor a 4-az egyben Mitec-et megvettem ebben gondolkodtam !! Csak a plazmával körtvágni rövid kábellal,nos érdekes dolog !!! A gép kivonszolása az udvarra egy 100-as pogácsáé,megint érdekes dolog !! Nembeszélve arról,hogy a plazmának a fuvókája 5 óránként eldobandusz,és ezres az új ! Az oxigéné nekem kb 32 éve működik,sőt kb 15 éve PB-vel vágok , ami olcsó a dissuhoz képest !!! A plazma áramigénye,megint érdekes,a levegő áramigényéről nemis beszélve.
Te,próbálod,vagy próbáltad,mejik teknika a jobb !!??
Ez a hegesztés mizéria egy röhej !!! Tesóm 27 éve vállalkozó lakatos. Van a műhejében egy 250A-os trafós Co2,van a kisteher platódobozában egy 150A MMA imverter,azt slussz !!!!
Igazad lehet,én azthittem,hogy a poti elektrónikája vezérel egy szelepet,ami a megfelelő mennyiségű gát adja. De eszerint a poti csak a szelep nyitvatartási idejét állitja.
Akkor másra nemtudok,gondolni,a kerámia azért izzott túl,és tört le a vége,mert a wolframom nemvolt kint eléggé !!??
A 200-as géppel nem hegesztettem 250A-rral,mégis a túlizzott,hevült porcelán vége lepattant. Nemütöttem oda semminek,magától vált ketté. Szerintem máshol volt a hiba,nem a túlárammal.
Igaz dupla az ára is,deha a jövöben látsz,lehet,hogy a co2 vel együtt volna egy ojan géped is,amivel a vékonyabb holmit is vigann hegesztheted. Nekem van egy 160A 220v-os kis Mitech gépem,vigann viszi az 1mm-es huzalt,corgonnal tök buli !!!
Egésznapos munkákra is befogtam,a fenti 180-as biztos tök buli lehetne !!!Az enyém csak Co2,és jóval többet adtam érte,mint amit a fenti linkben látsz ! Kinai evilágban minden,én állitom,hogy jógépeket csinálnak,hidd el a 800,meg a milliós gépekben is ugyanojan alkatrészek az összetevők,mint ezekben,ott a NEVÉT kell megfizetni !!!
Ha még nempróbáltál Co2-vel világitani,mindenképp próbáld ki,mielőtt csak MMA-t veszel,és ráfogsz jönni,hogy jót akarok neked !!! Én végigjártam a szamárlétrát,vagyis vettem összesen hat gépet a kb 32év távlatában !! Amit most akarsz venni,ijennel kezdtem,csak az olasz ,a mai napig megvan,sajnálom eladni. Volt aki akkutöltönek nézte. A 6 gépből egyet tudtam eladni,nagy veszteséggel , pedig 1 éves volt,és hibátlan,és nem agyonbarmolva a külseje !!!
Az elmúlt kb 32 évben hegesztőgépre költöttem 1.2milliót. Igaz mindd megvan,egy kivételével,de ezért az 1.2 milióért az összes hegesztési teknológiát megkaphattam volna márkás gépek közül. Ezeket a kinai vackokat még újjonann is nehéz eladni !! Ezért ajánlottam a figyelmedbe,hogy érdemes előre tekinteni az időben,és jobb máskárán tanulni!!!!
Nagyon helyes,hogy a piát mellőzöd. Én kb 5 évig kipróbáltam a 2cL páleszt,persze nem mindennap. Meg volt heti 2-3 söröm ebéd után. Kb két éve ezt is elhagytam,mert a barátaim sorra panaszkodtak,hogy pici szesz,akár egy bonbon alkoholja miatt is elvették a jogsiukat.
Érdekes a géped hibája,(kop-kop)én még nemtalálkoztam az én gépjeimnél meghibásodást.
Most volt egy kis gubancom az alu hegesztés miatt,de ez is az én elodázásom,mert halogattam,főképp a meló hiány miatt.
Igy évvégén nemvolt mihez kezdenem,és elővettem,mondok próbálgatom. A plazmát kisem próbáltam,pedig most úgyvélem,hogy nemrossz dolog.
A gorillát ismerem,asszem Co2-MMA funkciós. Mindjárt ránézek.........
Elképzelhető,hogy túl sok volt az argon. Lehet,hogy túlhütött,és én meg mentem utána,vagyis emeltem az áramot.
Legelőször beszerzem a gáz mennyiség mérőt,mert szerintem is soklehet az argon,mertha a Co2-höz hasonlitom,ott 0.3-0.5 bár bővenn elég.
A fotódon úgylátom,hogy igencsak hegyes. Az én ismerőseim nemajánlották a hegyes wolframot,aztmondták,hogy úgyis gömbé alakul. Innét a tied 2.4mm-esnek látom. Szerintem,esetemben a gép potijai pici állásai fogták meg a gázt,és ezmiatt izzott fel a wolfram,nomeg a kerámia is !!! Egy rövid próbát alighanem holnap csinálok.
A te géped mijen gyártmány,és mekkora ?
Nagyon köszönöm a segitőkézséged.
Majd , ha pontositom a reduktorom,mindenképp keresni foglak.
ESAB Buddy Arc 180-at hajtottam 5 évig előtte, de úgy hozta a sors/élet hogy megváltam tőle és sok más gépemtől is (hiba volt, de hirtelen nagyon kellett a pénz).
Ezt a Centroweld szart csak kényszerből vettem, mert kellett valami, de nekem nagy csalódás. Az ESAB fényévekkel jobb volt. Most az új Iweld Gorilla Superforce 220 LT-t néztem ki, amint meglesz a rá való megjátszom a dolgot.
Minden elektródánál ezt csinálja, vagy csak egy adott típusnál.
Amit leírsz az hasonló amit nálam az OK 46.16 csinál, minden előzmény nélkül "rányom" egy jó löket áramerősséget. Szerintem az lehet, hogy megszakad az ív, majd gyújtásrásegítővel indul újra.
Nos: Volt mérve lakatfogóval, jóval többet ad a vezérlés mint a beállított érték, de nem mindig, csak amikor ő úgy gondolja. 75A beállított, van hogy tartja +-5A-en belül, de volt hogy 110-ig is felment, ugyanazzal a szál elektródával, ugyanakkora ívhosszt tartva kb. A hálózat rendben van, nincs jelentős fesz. esés terhelés alatt sem. 32A-t veszek le az oszlopról, a műhely 25A-t kap.
100%-ig antialkoholista vagyok, nálam ilyen szóba sem jöhet. :)
Más géppel, ismerősöknél tudok hegeszteni, ezzel a szarral meg csak kinlódok... igen, jó a polaritás, 2x3m 25mm2 hegesztőkábel, normális ESAB elektródafogó, normális 200A-es testcsipesz van rajta.
De közben már kitaláltam a megoldást rája, ha a szervíz szerint ez rendben van, kibaszom a gépet a picsába... aztán veszek egy normálisat.
Ez az áttfolyásmérő megint új számomra,kössz,jövő hétenn úgyis megyek az Andráshoz kompresszorja megint haldoklik. Megkérdem tőle,hogy ismeri e ezt a mérőt. Van több reduktorom is,egy az amejik érintetlen,vagyis az órája hitelesnek mondható. Ezenn az órán literbe adták meg a kisnyomást. Egyszer kiváncsiság miatt,behajtottam egy 5báros órát,és ez 1 bárt mutatott azonos reduktorállásnál.(10-12L/p) Akkor,ha jólsaccolok,ez marhasok,ha a te nyomásmérőd kb nullánál mérte a 6-8L-ert. Ugye..........................mijen jó eszmét cserélni !!?? Mondás is igyszól : az ember holtáig tanul !!!
Csináltam a pisztolyokról pár fotót. A nagyobb porcelénos gázterelője a múltkor tört le,a 22-es alu záróajtónál. Itt kb 250A-ert adtam,és szépenn hegesztett. A hiba viszont kialakult,mert a 3.2 wolfram gömbje egyszer leis csöppent. A kerámia meg felizzott,és lehüléskor 1cm letört róla. Mivel ez új volt,ami letört , egybe maradt,és vizüveggel szépenn visszaragasztottam. Azóta használtam egy rövid varrattal,de birja a vizüveg ! A benti szűrős gázterelő tövénél még látni a sárga szint,amikor a wolfram belecsöppent az aluba. Ez külömben vizes (én kb -5 fokos fagyállót raktam bele)hűtésű kábelt megtuningoltam egy 20mm2-es kábellal. A lenti egyik fotón láthatod a másik végét. Nemtudom,hogy miért,de nemfért a fejembe,hogy a sárgák hol,vagy mivel akarták a 300A-ert elvezetni. A rézhálós gumicsőben !? Mégha a viz egyik ágával érintkezne a réz,megérteném,de a rongy kábeljukban a két vizcső külön megy,és csakis a csatlakozás kezdetét,és a pisztoly tövét hűtik !!! Nemnormálisak,vagy énvagyok bezizzenve !!! Mindegy.
A vastagabb kerámiában látod az ibolyakék kis gömböcskét a wolfram végén. Nos,az egyik ismerősöm ezt állitja helyesnek.
A kisebb porcelános pisztoly a 220-as gépé,tegnapi szin,kb 5 percet hegesztett. Ezt megelőzően reszeltem le a wolfram kb 1cm-es végéről az alut. Ezzel a kérzemegéssel kell kezdenem valamit,megpróbálok a kerámiára ráfogatni egy távolságtartó valamit. Szerintem fém is lehet.(Vagy rákéne szoknom a sörre !! )
Látod a patron szoritót,vagy wolfram rögzitőt. Nemtudom,hogy fog e látszani,a furatában van a sárga festék,ez a wolfram végéről kenődött bele. A rézenn látszik a felizzás szinkülömbsége,kiis lágyult,és eltekeredett.
Nemtudom,hogy fog e látszani a lemezenn a varrat. 2mm-es lemez,bevágtam lemezollóval,szinte hézagnélkülire visszaegyengettem. Saját anyagával nemfolyt össze !! Utánna tettem rá huzalt,marha ronda. Utána megkeféltem mellette,ez a varrat is szemcsés,és a vége átjukadt. Mára rájöttem,hogy a lemez másikfele festékes volt,és esetleg ennek füstje bekevert,nomeg az erős áram,és a wolframra került alu. Nembaj,majd alakul ez !!!
Értem ahogy irod,vagyis eszerint jól csináltam. Vagyis 5mm-es anyaghoz állitottam 130 alapot,és plafonra vittem 200a ra a csúcsáramot. És igy jött össze a pulzálási funkció érezhető áramkülömbsége.Mára rájöttem,hogy ijen kevés gázzal,és gyors melegitéssel nemjutok előrébb. Az hogy mejik mejik áram meddig tart,nálam a frekvencia,vagyis a pulzusidő egyetlen potija végzi. Vagyis ojan a gép hangja,mintha folyamatában ki-be kapcsolgatnám fokozatnélküli időtartamokra. Most kb 1-2mp lehet ez.
Megyez külömben,nagyon örülök,hogy segitetek,mert a 200-as gépem már eladni szándékoztam. Holott többet tud,mint a 315-ös. Mármint funkcióit tekintve. Másrészt rugalmasabb a szállitása,220 mindenhol van,és a hűtőt mozgatni megint gáz.
Több írásodban említed az alap és a csúcs áramot és azok arányát. Ezek a nevükből is adódó értékek, amiket nekem fura módon fordítva használsz. Egy általános beállítást alapul véve, alap áram 40A csúcs áram 120A ilyenkor a kettő közt váltakozik az áram erősség. Ezek mellé beállítod, hogy mennyi ideig tartson az alap áram és mennyi ideig a csúcs áram egy impulzus alatt. Ehhez jönnek az alumínium saját beállításai.
Igen,biztos szerepe van a gázmennyiségnek,mert hiába állitom a reduktort 10-12L-re,ha ezt a potik megfékezik !
Az áramerősségben is igazad lehet,mert az este is épp figyeltem,135A mutatott az LCD,márha ez hiteles.A lemez 5mm.
A wolfram kilógás kb 5-6 mm,és ez 3.2 aranyszinű. Épp most irtam a másik két szinről,szerintem vigyázni kell velük. A porcelánt is kinomba cserélgettem,a furata kb 12mm,ja ami előtte volt rajta 7-es számozás,tehát most a következő méret van fent. Belül shaberrel,csavarhúzóval,ronggyal kipucoltam,régi darab,kivül összefogdosram olajos kesztyűvel,vagyis kivül eléggé avét. Azért is irtam a kézremegésről,mert épp tegnap figyeltem meg a sárga szint a wolvfamonn,és kb egy cm hosszon alut reszeltem le róla. Kipróbáltam már a 4mm-es wolframot,és ennek vége ibolyakék volt. De épp tegnap , mivel szennyes lett ez az ibolya nemvolt itt !!! Ha-ha.
Igazad van,igy próbáltam ki ezt az egészet. Csakhogy én rühellem a rongy munkakábelt,ennek hosszáról meg nemis beszélve !!! Jó......műhelyenn belül úgyahogy elmegy. De kint a kerités szélén , árok partján,vagy féltető magasságán,én szeretem a 8-10m munkakábelt. Igy a gépbe sem botlok bele,nem körörülök rá,stb !!!!
Hamár a SÁRGÁK megmutatták a barkács rongy kábeljukat,én megmutatom ugyanezt , ugyanúgy barkács szintenn használhatóvá tenni !!!
Egyébként ezek a gépek strapabiróak,és mindegy,hogy mi a nevük,Alfaweld,Mitech,esab,Linkoln,mindbe a kinai keze van,vagy ezek elméje !!! Biztonn állitom,hogy produkálják a Cseh,vagy győri dinamók áramát,a súlykülömbözetről nemis beszélek. Valahol egy hirdetőben láttam győri dinamót. 150 000ft-ot kértek érte. Könyörgöm 10kw áramot igényel !! Ha felpörgött (és nemesett le a mérő a falról) üresjáratban 3.5kw áramot fogyasztott !!!!
Egyébként érdekes a végkifejlet,mert a csúcsáram potija igy feltekerve csak pulzáló módban erősebb. Ha a pulzálást kikapcsolom gyengébb az áram ugyanezenn állásoknál. Tehát én úgyértelmezem ezt a pulzálósdit,: egy szünet kevesebb áram,egyszünet erősebb áram. Tehát azonos idő elteltével pulzálás módban kissebbnek kéne a hőbevitelnek lenni. Ez esetemben forditva van. Tekerjem plafonra az alapáramot,és a csúcsárammal vegyem vissza azt !? Akkor már egyszerűbb ha mindkettő mindenkor azonosann állna !!?? Hogy miért van ez igy nemtudom !!!
A szennyedőzésben is igazatok van,sokesetben távoltartom a huzalt,és amikor próbálom a hegfürdőbe nyomni,csak odakonyul , mintha kása lenne,és a wolframhoz is ez hozzáérhet,és máris ganyés minden. Csak tegnap este jöttem rá,hogy ez a csömböllék felkenődik a volframra. Ez amikor elkezd izzani a gázáram a megégett alumaradványt odafujja.Másrészt a kihúzott,visszatolt wolfram ,az ennek végén levő festéket a patron belsejébe keni,hisz az még ekkor igencsak meleg. Mire lepucoltam a wolframot ez a patron meghűlt,és rásült az a pici festékmaradvány,ami egyenlő kontakt hiba !!! Nem rühellem bevallani,sajnos remegnek a kezeim. A huzal,vagyis a bal még elmegy,mert letámasztom. A jobb esetében , ügyelni kell a wolfram távolságokra minden irányba. Láttatok e már ojan megoldást,hogy a terelő porcelánra egy bilincsel ráfogatni eg ives rdótvéget,ami legalább a magasságot tartaná ? Tudom láttam a Porcelánozás mozdulatait. Igen,deha a wolfram bentvan,a porcelán felizzik,és lepattanik a vége kihüléskor.
A gépbeállításhoz: az előgáz legyen már 0,5-1mp, az ampert meg nem hiszem, hogy fullra kitekerve érdemes használni.
A szennyeződés lehet kevés gáz miatt, ami általában eleinte túl hosszú ív miatt van, picit mintha látszana is a képen. Lehet attól is, hogy a hozaganyag nem tiszta, nem odavaló összetételű, vagy eleint attól, hogy kirángatja az ember a gázvédelem alól, és oxidálódik a levegőre érve.
Igazából mindkét gép alkalmas aluhegesztésre,eszerint ez a széria volt ezeknek a gyártmányoknak az eleje. Lehet,hogy ezért hiányzik néhány pótméter róluk. Egy biztos,az aluhegesztés 30-40%-kal nagyobb energiát igényel,és ezt nekem nagyon furcsa volt megszokni.
Kössz az imfókat,igazad lehet,sajnos a 220v nem mindég ennyi,sőt ivfogáskor sokesetben 180-190v az amit mérek !! Ez a gagyi hálózat igy működik. Terhelés nélkül megvan a 235v. A pici felvételű fogyasztóknak jó,de ezek a 220v hegesztők lerántanák a villanyt,ha volna !!! A 3 fázisnak nincs párja. Pont ezért vettem meg ennek a tipusnak az erősebb változatát,ennek is folyadékhűtős a munkakábelja.A gép 315A AC DC 380v.
Ha van villanyszerelő barátod,patkó (DC) ampermérővel méresd. A 2.5-es esetén a potit jelöld meg ha a műszer 85A mutat. 3.2 pálca esetén a potit ismét jelöld meg,ha a műszer 115A mutat. Ez csak egy tájékoztató adat a számodra,a 220v-os hálozat erőssége,és a te hosszabitód hossza,a te falonn belüli vezetéked hossza,és keresztmetszete a mérőtől mérve lessz a géped továbbálitási tényezője.
Igyál meg egy sört,mielőtt bázikussal hegesztenél !!! Nem nézlek szivacsnak,de hidd el a remegő kéz a titkod,és a problémád kiinduló pontja !!! Én bevallom,az enyém remeg, Lentebb irtam a tök buli ivgyújtással kapcsolatba. Igaz az én gépem is gagyi kinai,de ez produkálja az érintés nélküli ivgyújtást !!! Tökéletes,ja és irtam a folyamatos hegesztéséről is,én már kb 8 éve sem akartam hinni a szememnek !!! Ezekbe a szarokban több a mütyür mint egy tv-ben,és lám működik !! A te esetedben túlműködik !!! Ha nemkivánod méricskélni,tekerj a potinn,az ember tulajdonsága,hogy lát,és hall !!A fotónn a gömbvégű bázikus savállót,Cell,3.2-es bázikus,a hiányos bevonat másodpercek alatt ivetfog anyázás nélkül !
A fotóm barkácsmunka,de szerintem a ferdeszemű is Mekk-elek,mert hisz remekelt !! Munkakábel rongyból !!!!!!!!!!!!!!!
Jut eszembe,gondolom a munkakábelokat helyesen csatlakoztattad !?
Üdvözletem! Boldog új esztendőt kívánok minden fórumtársnak!
Adott egy inverter, Centroweld MMA-160 Red Line hogy pontos legyek. Az mennyire normális jelenség hogy már 70A körüli beállított értéknél felizzik a 2.5-es elektróda, baromira fröcsköl és kilukasztja az 5-6mm-es anyagokat is? 100-105A értéknél már a 3.2-es is felizzik, 110-nél el is csöppen a kezembe...
Ívgyújtásnál pedig nagyon sokszor ragad az elektróda, rutilos kevésbé, bázikus jobban. Utóbbi néha annyira hogy egyáltalán nem fog ívet, és mintha nem működne az anti stick nagyon nehezen tudom letörni, legtöbbször a bevonat is lepattan róla és dobhatom el azt a szálat. Az elektródákat mindig kiszárítom, az nem lehet gond h nedves. Volt szervízben is, visszaküldték hogy semmi gond nincs vele. Most akkor ez a gép ennyire szar, vagy csak ez a példány kinlódik? Ismerősöknél van ESAB és Iweld gép, azokkal gond nélkül, lazán tudok hegeszteni bázikussal is.
Neked kell kitapasztalnod hogy működik jól. Én általában 6-8sec utánfúvási idő van beállítva. A wolfram ne színezőfjön el. A kezdő áram is lehet kb. fele a hegesztési áramnak. Az oxid törést tapasztald ki. Én adnék rá, ameddig a wolfram birja. A hozaganyagot épp a gáz áramlásban tartsd és csak akkor bele a hegfürdőbe, amikor szükség van rá. Ha az ivhez túl közel tartod, elolvad idő előtt. Ameddig nincs tiszta olvadt alapfelület ne is adagold a pálcát. Türelem es gyakorlás.
Mondjuk minden gazda a saját lovát dicséri,néztem a te géped,komoj eszköz !!!
Szerintem az enyémről a kinai lefelejtett legaláb 3 potit,meg legalább 3LCD kijelzőt. Jó.............legyen egy,csak aztnem értem,hogy mértnem azt mutatja,mint amire beállitom. Jó..a plazma állásnál a 200A-os poti állásnál mutat az LCD 50A. Kit érdekel,üsse kő !
MMA módnál (megis jelöltem tintával az alapáram potinál) , kb 130A állásnál van a 85A ,a 155 szám alatt van egy tintajel,na ez a 110A valójában.
Volt kb 8 éve egy Mitech DC MMA 250A gépem. Ez közel felért egy győri dinamóval,a súlykülömbözetről nem is beszélve. Szóval reggeltől estig kentem a 3.2 bázikus-cell párost , estefele jutott eszembe,mondok megnézem,hogy a ventilátorból mijen forró levegő jön. HIDEG volt,és szószerint hinni sem akartam a kezemnek !! Hát ezmiatt vettem meg ezt a gépet,mert szerintem strapabiró.
Jó...a plazmáját eddig kisem próbáltam,pedig 6 éve vettem. Szerintem ez is működik,csak a rozsdán,meg a festékenn már döcög,vagyis tizta felületet igényel a nem pilot gyújtása miatt. A gyújtásról jut eszembe. Az awi kábel helyett , vagyis MMA fogókábelt dugok a negativra,a test a helyén marad,a bázikust,meg a cellt kb 5mm távolról begyújtja !!(TIG DC mód) Csupán egy kéteres vezetéket kell a fogóig elvinni,mikrókapcsoló,és máris nemragadós a drótvége !!!! Mondjuk úgy,hogy barkácsgép,de szerintem több ettől. Mindenesetre én a kinai helyett egy dobozba csak egy gépet tennék, de ez tiztességgel működne !!!
Bár,ha az egérre gondolok,amit fogsz,nos ez is kinai,én épp 11 éve nyomkodom,és működik,ez a lényeg !!! Hogy itt falunn mikor jön be az ára ennek a gépnek,lehet,hogy én már ezt élve megsem érem. 7 hónap,és épp 60-as leszek !!!
Először fotót próbálok idemásolni,mert az előbb elveszett minden.
Most sikerült. Te hová állitanád a potikat ?
Ma estére sikerült a varrat,szép lett. A lemez lentebb , az alsó szélénél láthatod a fekete salakszerű csunyaságot. Ezek a pontok láthatók az egész hosszon,csak ritkásan. Az ivfogást követően kb mennyi idő kell,hogy adhassam a huzalt ? Azért igy kérdem,mert lehet,hogy igazad van,erősebb az áram,és igy az anyag gyorsan melegszik,de a tömege meg nem. És az erős áram miatt ég meg a huzalom vége,ami rákerülhet a wolframra,és igy halmozódik a varratom szennyezése . Ugye jólgondolom ? A piros jel a lemezen,igaz megkeféztem,de ott úgy folyt a huzal,mint a cin,és szépenn széttfolyt,semmi szennyezés nemvolt rajta.
A gépem tipusa ,ha esetleg gépkönyvet keresnél,bár asszem minden a fotómonn van : Mitech Super AC DC 200P 220v
Én általában 4043-as pálcát használok. A képed alapján nem látom a tisztított részt. Könnyebb lenne megállapítani ha nem drótkeféznéd.
Hozaganyag nélkül gyönyörű szép olvadt csillogó fémfelületet kell hogy láss.
Az AC balance értéke függ az áramerősségtől a frekvenciától. Pl. ha túl nagy árammal próbálkozol nincs idő a tisztítási fázisra, mert előbb megolvad az oxiddal együtt. Elég sok jó youtube-os videó van fent. Ha aluzni akarsz normális gép elengedhetetlen.
Ez egy 4mm-es lemez,a vinkli része nemlátszik. Sajnos elképzelhető,hogy az argonommal van baj,a másik palackom a piris pipa jelű.Az alatta levő két kezdésnél látható a feketepöttyös salakszerű felület. De elképzelhető,hogy nehéz megállapitani,hogy mikor elég meleg a varrat,és én amikor látom,hogy kifényesedik,eztkövetően próbálom a hozaganyagot,és ez ahelyett,hogy olvadna,kásás formába odakonyul. Hozzáér a volframhoz,és máris megvan a baj,mert gondolom a volframonn ez elég,és a füst,vagy nemodaillő más gáz csinálja a galibát. Egy kérdés : mikor tudom,hogy elég meleg a felület ?
Szép munka !!! Egyébként ebédelőtt kimentem,és nekem is sikerült hasonló varrat. Igaz,csak laposvarrat,de észbontónak vélem én ezt az egész gép beállitást. A múlthéten a haverom addig magyarázott,még eljutottam a wolfram ibolyakék szinéhez. Szerinte ez azért jó,ha megvan,mert az argon mennyisége igy a legoptimálisabb. Ma ugyanarról a palackról,ugyanazzal a wolframmal,ugyanazzal a tömlővel,nemjött össze az ibolyakékség !!! Ja.........az áramerősség is kb 130A körül volt a 3mm-es bordáslemez sima feén !! Egyébként az alapáram - csúcsáram gombokat nemértem. Jó,tudom,hogy a pulzáló móddal függ össze. Tegnap próbáltam az alapáramot 150A-ra tekerni. A csúcsáramot meg visszavettem az előbbi potiállás feleformájára. Igy a kijelző kb 65A mutatott,de a 2mm-es lemezt laposvarratnál kiakarta jukasztani. Ha a csúcsáramot még lejjebb vettem , ojan gyenge lett ,hogy igaz a lemez felülete olvadt,de az ogatolt huzalom vége lekonyult,kásássá vált,és ez a salakszerű csömböllék ahelyett , hogy a résbeolvadt volna,szószerint megégett. MM-es lemezt még véletlenül sem próbáltam. Ha netánn hasonló géped van , biztos tudod,hogy mejik poti,mijen álláson kell,hogy legyen. http://hegesztescentrum.hu/multifunkcios-heg-gepek/mitec-super-200p.html Légyszi,ha teheted nézz ennek utána,vagyha valakinek itt hasonló gondja van,vagy volt,szivesen fogadnám a tapasztalatotokat. Egy biztos,nem géphiba,mert mais szépenn dolgozott,vagy hegesztett.A huzalt hegesztőszakboltban vettem,4335,úgyemlékszem ez a száma,de nembiztos. Van 5235-ös is. Holnap ezt lepontositom,légyszi ird meg a te huzalod számozását.
A kérésem nem sűrgős,gondolom készültök az éjjeli bulikba. Az én életemből kimaradt a szórakozás,igy én könnyen vagyok.
Nem olvastál figyelmesen. :) Azt írtam, hogy próbáltam, megy is. Igaz nem alumíniumot, hanem koracél lemezt - a szaki elmagyarázta, hogy mit hogyan tartsak, miképpen csináljam, s nagyjából ennyi. A gépet nem állogathattam semmilyen formában(azt észrevettem, hogy HV ívgyújtás van a készülékben, mert 'kopogtatni' nem kellett és nem is szabadott). Azt sem tudom, hogy milyen elektródát használtam és miféle hozaganyagot, de azt tudom, hogy nem egy ördöngösség szép varratot csinálni - ha minden körülmény megfelelő, szerintem ez utóbbi a nehezebbik fele a dolgoknak.
Kössz,gépem az van bővenn,itt lentebb,ha érted a kérdéseim,teis mondhatsz tanácsot.
Az én gépem már újhullámos,és lehet ez a baj. Mitech AC-DC 200 multifunkciós professzionál. Másold átt a böngészőbe,ha nemtalálnád elküldöm a linkjét,de jobblenne emailba. Kilikk a nevemre ottvan a cimem. Ide nemszivesen linkezgetek,mert én úgyolvastam,hogy nemnézik jószemmel.
Igen....................hasonlit az Awi a forrasztáshoz,csak ez kohéziós kötés,a forrasztás meg diffúziós kötés.
Úgyérzem,hogy te tudnál válaszolni néhány kérdésemre,aluhehesztés terén :
Mivel célszerű tiztitani az aluhuzalt? Bár ez újnak látszik,mégis koszos!Te használsz e saválló drótkefét,mert ijenről is olvastam,hogy az alu felületén vasoxid maradhat,ami befolyásolja a varrat küllemét,akár zárvány is kialakulhat.
Én (igaz régi repedezett) régi oxigén gumicsövel vezetem az argont. Előfordulhat e,hogy ennek belsejéből szenny,vagy apró repedésein oxigén szivároghat a kráterhez ? A varratom felületén apró fekete pöttyök vannak,és érdekes,hogy nem mindég ! Eddig zöld wolframot használtam,egyik barátom az aranyszinűt javasolta. A zöldszinű gömbvége szürkés szinű,még az aranyé sötét ibolyalila lett. És a barátom ezt tartja a jobbnak. Egyébként az aranyszinű esetén alakult ki a szép tizta varratfelület,de egy másikfajta alulemez próbájánál ismét fekete szemcsék láthatók. Az oxidtörés poti kb 30%,épp úgy mint a korábbi lemeznél. Szerinted milehet a hiba a szemcséket illetően? Ja........Ha a lemezt önmagában olvasztom,szép a varrat,ha hozaganyagot adnám neki,a drót vége nem folyik,hanem kásás jellegűvé válik,odakonyul,és nem folyik,és talánn ez szennyezi a varratom ?
Szia Attila! Köszönöm szépen a segítséget és az ajánlatot! Át kell gondolnom még ezt az egészet, és mégtöbbet tájékozódni. Soha nem dolgoztam a szakmámban csak otthon fabrikáltam a saját autóimat ,stb. Mikor én tanultam a szakmát nem volt csak lángheggesztő, stekli, kalapács, ennyi... Harmadikon ipri tanuló koromban láttam az első élhajlítót... :)
Teaztán koránkelő vagy..................nemsemmi,én meg éjjel felébredek,aztán nehezenn alszom vissza.
Egészenn biztos,hogy itt lejjebb vannak gyakorlott hegesztők,majd bilingérezek. Én 5 éve körül vettem az AC-DC gépem,de még mindég feladja a leckét. Igaz keveset használtam,igy gyakorlatom is kevés. Ez főképp az előkészületi dolgok,mert a vashegesztés jóval igénytelenebb. Oxigénnel sokat dolgoztam,az awi hasonlit rá a legjobban.
Nézd, felmerült ott hogy kasztnizni a legjobbak a trafós gépek, mert gazdaságosak nagy dobról, finom ívük van, szépen beállíthatók és sokáig bírják a szakaszos hegesztésből, pontozgatásból származó igénybevételt. Azok az gépek amik viszont ajánlottak (formig 185, weldi 181, 160 minimig, MM 161) 200e Ft körül vannak és hobbizni ennyi lóvé szerintem sok.
Inverteresben 100 +- 10-15eFt van pár gép ami szintén jó választás (Iweld aluflux 185, ha még kapsz valahol akkor aluflux 195, BLM 1700, vagy 2100 migtigm) További előny hogy tudnak MMA-t, és Lift tig funciót, valamint eléggé mobilak.
Szia! Köszönöm a mindenre kiterjedő válaszod! A gép márkája sajnos fejből nem megy, és jelenleg külföldön vagyok. Valaha Angliában vásároltam, a felirat szerint 160A de szerintem ez nem korrekt, és valószínűleg Kínai kacat. Magam is utánanéztem és hasonló összegű beruházási költséget számoltam. Heggesztettem már régebben ipari géppel, de kasznizáshoz nincs rá szükségem. A kérdésem továbbra is: (ha van itt helye) trafós VS inverteres? Sokat visszaolvasgattam, számomra bocsánat, de mégsem egyértelmü. ( Elnézést ha mégsem idevaló)
Erre akkor lenne esélyünk normális választ adni ha tudnánk milyen gépről van szó....
Általában a hobbi kategóriás, beépített munkakábeles, trafós co-k átépítésénél van pár gond amibe beleütközik az ember. 10-ből 9 ilyen gép esetében a fix munkakábelben van a gázszelep, tehát a gépben nincs. Itt az a gond hogy kell egy rendes euro csatis munkakábel 12-15.000-től felfelé, kell egy centrálcsati, ami másik 4-5.000 + még kell egy gázszelep szintén 4-5000 Ft, és utóbbinak még kell bekötési pont is a gépben, kell fúrni faragni... minimum 30-at ráköltesz a gépre ami utána vagy jó lesz, vagy nem. pld ha egy 150-170-es einhell/güde/tip vagy hasonló kategóriás hobbigép, (20-30% BI) akkor a következő problémád az lesz hogy ugyan most már minden fasza munkakábel fronton csak még mindig nem elég erős a gép :-(
Ebben az esetben tényleg jobb lenne a gépcsere, hogy trafósra, vagy inverteresre, az már igénytől és pénztárcától függ. Kevés eset van amikor megéri a meglévő gépet "tuningolni"...
Köszönöm az eddigi válaszokat! Félreértés történt, nem konkrét márkát keresek, inkább paramétereket. Egy trafós hobbi co-m van régóta, sajnos a beépített munkakábelnek köszönhetöen eléggé használhatatlan. Kb tíz éve még új korában sem tudtam folyamatos varratot készíteni vele. Amúgy nem sokat használtam, viszont nemrégiben kipróbáltam elektródával, MMA, és elég jól teljesített. A kérdésem ha normális munkakábelt vennék hozzá, megérdemelt egy esélyt? Vagy váltsak inverteresre? Kasznis vagyok, de csak magamnak bütykölök néha, nem iparszerűen. Köszönöm!
Siófok körzetében élsz ? Ha igen,irj az emailomra,itt nemdijjazák a reklámozást (igazuk van),egy ismerősöm gyárt Co2 gépeket,de van valószinű felújitott gépjei is. Természetesen trafóval működőek.
Sziasztok! Tudnátok ajánlani inverteres Mig-Mag, gépet elsősorban karosszéria és kisebb ház körüli lakatos munkákhoz? Inkább az olcsóbb ár-érték kategóriában keresgélnék. Köszönöm
Az ipari gáz tartálya tisztább. Az élelmiszeripari gázzal kapcsolatban nem ennyire szigorúak a követelmények. Ebből adódóan, használhatod az iparit otthoni szódagyártásra.
Teljesen laikus vagyok, segítenél értelmezni a különbséget a két leírás közt? Az következik belőlük, hogy tök mindegy melyik gáz kerül a szódagépbe vagy igenis lényeges különbség mondjuk a szennyező anyagok közt említett CO 8-as vagy 10-es értéke (mást nem találtam).
Itt az üzletszabájzat tiltja a reklámot,és egyéb hasonlóakat, Én egyik nap (sajnos ezt nemtudtam)hibáztam,mertha áttételesen is,de reklámot csináltam,holott segiteni akartam volna. Ha most válaszolok a kérdésedre,valószinű,hogy kitiltanak innét. Ha most irsz a cimemre,akár csak egy szót,mindent megirok emailba. Bocs tőled is , meg másoktól is.Klikk a nevemre,ésha igaz meglátod a cimem. Szeva
Szeva. Ijen gépem volt,nagyon jó gép !!! A két kivezetés a fojtótekercsből jön. Egyik ,kb a tekercs feléből,a másik a tekercs teljes hosszából. Ez utóbbi a lágyabb,fröcskölésmentesebb mód. Ha mindkettőnél fröcsköl,ellenőrizd a villanymérőd,ha mindhárom óra forog rendesen,akkor a géped fokozatkapcsolója jó. Ezt több fokozatnál is érdemes ellenőrizni. Ha a három fázisod egy mérő méri,csinálj egy belső mérést. Mágneskapcsolóból kijövő vezetékeket külön külön váltóáramú patkós ampermérővel ellenőrizd. Ha mindhárom kb azonos,akkor a fröcskölésed még tovább javithatod. Érdemes corgonnal,tegyél bele új áramáttadótfuvókát,új huzalvezetőt. Érdemes ellenőrizni a munkakábel eurócsatlakozójában az esetleges gáz tömitést.Vedd le a trafó felőli oldalboritást. Hegessz vele kb 5 percet. Húzd ki a betápot,és tapogasd végig a dióda,és trafó kijövet összes csavar-sarukötéseit. Ha ezek hidegek,nincs koktakt hiba. Ha még mindég fröcsköl,kb 4-5m (50mm2)hegesztőkábelt tekerj fel egy kb 60mm-es vasrúdra. Ezt a tekercset iktasd sorba a testkábellal. Ez egy plussz folytó,ami az A-pert nem veszi el,de ennek egyenetlenségét simitja. Ha még mindég fröcsköl,akkor volt tekercselve a trafó,és a mester elkúrta !!! Jut eszembe......az egyenirányitást is ellenőrizni kell,mertha a diódák kontakt hibásak,vagy akár egy is rossz,nos ez is hiba lehet. Vidámságot kivánok,szeva.
Jut eszembe................én a fokozatkapcsoló miatt adtam el,mert a ventilátor a gépenn áttjáratja a finom port,és ez a kapcsolókba hibát okoz. Megvédeni őket szinte lehetetlen a sok vezeték miatt !!!!
Igen......befűzöd a saválló huzalt,és fog működni,de nem argonnal. Ide Corgon gáz kell,ami Co2/argon megfelelő keverési arányú keveréke. A pisztoly végén az áramáttadó fuvóka méretére ügyelj,ha ez egyezik a huzal átmérővel,jó,de célszerű oxigén pisztoly tiztitó tűvel áttfrissiteni,tiztitani.
Aluhoz veszel teflon huzalvezetőt, kihúzod a munkakábeledben levőt betolod helyette a teflont méretre vágod.Veszel a gépedhez aluhoz való "U" tológörgőt és azt is kicseréled. Mindegyiket a használni kívánt drót méretéhez igazítva. Felrakod az argon palackot és próbálkozol. Görgőt nem linkelek mert nem tudom milyen géped van.
Ezt a gépet nem azért vettem meg mert alumíniumot is lehet vele hegeszteni :) Azért kérdeztem hogy mi kell hozzá mert ha már elvileg tudja, akkor miért ne? De ha ennyi minden kell hozzá akkor elengedem a dolgot, eddig is meg voltam alu hegesztő nélkül.
A másik dolog, hogy a cégemnél hegesztettem már awi-val rozsdamenteset. Ezt tudom hogy ehhez is argon gáz kell. Ha én ezzel a gépemmel rozsdamentes anyagot akarok hegeszteni, akkor ahhoz szükségeltetik-e valami plusz átalakítás? Vagy csak beledobom a huzalt, adom neki az argon és megy is?
Hamár megvetted az alumig géped,akkor javaslom,hogy melegében vidd vissza,és kérd vissza az árát.
Ez lenne a legegyszerűbb,amit ajánlok.
De a kérdésedre azért válaszolok. :
Argon gáz kell hozzá,épp ojan,amit Awi hegesztésnél használunk.
A munkakábel huzalvezetőjébe teflon belsőbevonat igényeltetik. Nem kevés ft az ára !
A huzal továbbitás igencsak kényes,vagyis a huzalt tolni,és húzni is kell,amihez a munkakábel fogófelőli végén levő húzóegység megint HÓZÓS ft-okba fog kerülni.
Aluhegesztés az egyik legkényesebb művelet,főkép mig módban !! Az oxid ottvan,és mindent felborit !! Én úgytudom,hogy 3mm alatt szinte kezelhetetlen a fogyóelektródás (mig) hegesztés,ennek külleméről nemis beszélve.
Ez egy gép,ami négyféle profi munkát végez . Mitech AC-DC-MMA-Cut.200 Professzionál,multifunkciós.
(Bocsánat a moderátortól) Az állapota újszerű,és kb félpénzért kinálom. Ha érdekel irjál privátba. Még annyit,hogy Tig/DC módban lehetőség van bevont elektródával érintésnélkül ivet fogni !
Sziasztok! Adott egy alu hegesztésre alkalmas fogyóelektródás hegesztőgép. Változtatható polaritással. Milyen feltételek, eszközök kellenek ahhoz hogy alut tudjak vele hegeszteni? Az alu huzalig eljutottam :) Milyen gáz kell hozzá? Hallottam olyat hogy belűlről valami különleges bevonatú munkakábel kell hozzá hogy az alu huzal szépen tudjon futni benne. Ha így van akkor milyen pontosan? Illetve mik még azok a dolgok amiket cserélni kell hozzá? Köszönöm előre is!!!
reduktorra tettünk egy végén kúpos,felfelé hajlitott rézcsövet amire a szifon csöcse és a co gép csöve is pont illeszkedett,feltekert nyomással izlés szerint párszor megnyomtuk és kész
Az ipari Co2 elvileg egy picivel tisztább mint az élelmiszeripari. hivatalosan más nem lehet benne, biztos meg sosem lehetsz benne, meg a sodastreames-ben sem :-)
speciális CO2 kérdés :) Házi szódagép fél kilós CO2 tartályát szeretném rendszeresen magam megtölteni, mert hosszú távon sokallom a bolti csereárat. Az szerintem nem normális, hogy így jóval drágábban tudok előállítani egy liter buborékos vizet, mint amennyiért boltban kapok egy liter ásványvizet...
Az érdekelne, hogy van-e különbség tisztaságban vagy bármi más szempontból az ipari CO2 és a szódagép patronjába töltött túlárazott CO2 közt. Van a barátomnál a műhelyben a hegesztéshez nagy CO2 palack, át is tudnánk szakszerűen fejteni, de ha van a gázok közt különbség, akkor azért nem mérgezném meg a családot :)
Itt mindent elmondanak,asszem utánvéttel nemfoglakozik,tehát pósta kizárva.http://www.hahegesztes.hu/ A honlaponn csak tájékoztatás van,egy rövid telefont megér,mert nagyonsokféle méretű palackja van !!!!
Egyébként a Corgon gáz tökéletesebb !!! A gép kevesebb áramot kér,a varratod,és környéke szebb !!!
A reduktor hollanderja alá fiber tömitést használj,nehúzd agyonra,mert igy több cserét is elvisel. Samponos vizzel ellenőrizd a szivárgást. Ha jön a buborék,csapot zárd el,és a nyomást engedd ki. Csakis eztkövetően húzz a hollandinn.
Bocs,most látom,hogy Co2 szeretnél. Amit kinéztél jódöntés,mert MMA is működik.
Vegyél mellé egy AWI gépet is Mitech AC-DC 200p,újszerű az állapota negyed wolframot használtam. 8mm-ig a plazmavágás is szuper. http://hegesztescentrum.hu/multifunkcios-heg-gepek/mitec-super-200p.html Százassal kevesebbért kinálom. Tavaszra bejön egy vastagabb anyagú melóm,és a plazma miatt kell elednom,mert a 3 fázisú a 10-15-ös anyagott jólbirja.
Visszatérve a Co2 gépekre ? A 15kg-os befogadású huzaldobos hosszútávonn jobb,mert a huzal olcsóbb. Deha van esztergályos barátod,az áttekerés jóötlet a kis csévetestre. Nem lemezmunkához jobb az 1mm-es huzal,ezt meg 5kg-osban nemadják !! Ha van 3 fázisod,mindenképp jobbötlet a 250A-os gépek. A corgon gáz picicel drágább,de jobb !!
Nemtudom a városod nevét,de Siófokonn van egy ürge,évtizedek óta gyárt Co2 gépeket,arányaiban kevesebb Ft-ért,igaz nem imverteres,csak trafós.http://www.hahegesztes.hu/ Szeméjesen jössz, esetleg az áfát elengedi !! Van nagyválasztékban imverteres gépjei is !
Amennyiben hajlandó vagy a warrior árát (vagy egy picit többet) pajzsra költeni akkor abból a lóvéból az iweldnél kapsz jobb/modernebb/színhűbb pajzsot.
Sziasztok! Segítsetek légyszíves ! hegesztő pajzsot szeretnék venni, automatát. melyiket érdemes megvenni ami a legjobban védi a szememet és még megfizethető is.
Csepel az nekem úgy kiesik, másfél két óra tömegközlekedés, 6 ra oda ha megveszek sem érek ki innen, 3 nap bent 3 nap otthon meg végképp nem fekszik, neaggódj eléggé szépen kénytelenek emelgetni a béreket, nemsoká végeznek a szakma újoncai, azt mikor becsődülnek megkapják hát ennyit tudunk fizetni és röhögve kimennek az ajtón elfognak gondolkozni :D Innen felállók, szerintem ha a papírokat kiverem belőlük aznapra, másnap reggel már tudok máshol kezdeni, és lehet még szerszámot is biztosítanak ami nem egy megszokott dolog, mert minden kis szemét vállalkozótól nagy cégig mindegyik elvárja hozz magadnak mindent.
Nem szabad figyelmen kívül hagyni, hogy a munkáltató nem szívjóságból emeli a béreket, hanem kényszerből. Ezt viszont szereti csak az újonnan felvett embereknél megtenni (ha már muszáj). Tehát vagy tökösnek kell lenni a régi motorosnak és oda állni a főnök elé (bevállalva azt, hogy esetleg új helyet kell keresni) és kialkudni a béremelést. Vagy új helyre kell menni, ahol, mint új belépőt örömmel fogadnak (hogy végre találtak embert) a magasabb órabérért. A vállalati hűség már nem kifizetődő. Fiatal kollégám mesélte az édesapjáról, hogy abban az ipari iskolában vízszerelő, ahol szabadult. Mellőle már elküldtek asztalost, lakatost, ő meg csinálja három ember munkáját. Hogy miért? 110e forintért! Hm? Vízszerelő, 35 év munkaviszony, 110e?
Villanyszerelőt szintén annyit keresnek, hogy hihetetlen. Ha budapesti vagy és küldesz egy önéletrajzot már viszem is a HR-esnek. És ha felvesznek a nettód onnantól 2-essel fog kezdődni. Csepeli munkahely, folyamatos műszak 3 nap 12, három nap szabad, nappal-éjszaka váltogatva, de éppen ma halottam, hogy esetleg keresnének állandó nappalra is egy villanyszerelőt. Hétfőtől-péntekig 6-14.30-ig.
Adott egy Varsrtroj varming 1700 as co hegesztő. Jelenleg három fázisról működik, de mono fázisról szeretném használni. Esetleg a bekötésben tudnátok segíteni?
220-400 as(kettő állású) kapcsoló van rajta de csak a három fázisnak jön ki vezeték a gépből,gondolom arra kellene rákötni a mono fazistfázist is.
Én mint villanyszerelő egy elég nagy és régmúltú cégnél is elég szarul keresek, 200 alatt túlórák nélkül bőven, de megszakadni biztos nem fogok, viszont ezekért a pénzekért amit itt irtok hegesztői keresetnek még a pajzsot sem venném fel nemhogy egész nap szívjam a köszörülés porát és a fémgőzöket, gázokat, mikor villámhárítót kell hegeszteni, mivel nincs róla papírom messzire el is kerülöm, tüzihorganyzott anyagnak nagyon frankó kénes füstje van ráadásul vasszerkezetek között lehetetlen pozícióba 10-20 emberrel a hátad mögött lihegve mikor vagy már kész? részemről ilyen munkához igenis biztosítják szépen frisslevegős pajzstól kezdve vadonatúj gép nem egy kollégák által szétvert 20 éves gépet stb pajzs csak 1 személy használatában nem pedig aki tud valamit taknyolni izzadtan mocskosan felveszegeti, mivel ezekre közel sem hajlandók, amíg elnem ment mindenki nyugdíjba addig van aki csinálja, más nem fogja nekik :). Sajnálatos módon a fizikai szakmunkát annyira hagyták leárazni az elmúlt évtizedekben hogy egy áruházi takarító negyed ennyi munkával többet keres gyakorlatilag, drasztikus 50-70% os nettó fizetés emelések nélkül meg lassan emberük sem lesz már aki csinálja egyik szakmában sem, és itt jön be kintről az ukrán, román, és társai legtöbbször mérhetetlenül alulképzett tehetségtelen munkaerő aki után még javíthat is a megmaradt állományban levő ember, mert ők olcsóért vállalják.
mint mindenhol meg kel találni azt a helyet ahol meg is fizetik a tudást tapasztalatot stb
saját fülemmel hallottam ahogy a vállalkozó aki kint dolgozik ajánlatot tesz a kollégáimnak 1M volt az ajánlat, kolléga közölte 3-5éve van nyugdíjig, azt mondta nem számít az is idő neki és ha nincs embere nem tud munkát elvállalni csődbe fog menni és ez 2 éve volt ha jól emlékszem
aztán hogy ebből mennyi lett volna a 3-6hónapba ki tudja az más kérdés
de nejem könyvelő 3-4 évente vállt hol a munkáltató modora kollégák miatt hol azért mert a főnök a belét kidolgoztatta semmi plusszért az állásinterjún meg 8óráról volt szó a fizetésért, a félreértések elkerülésére semmi gond ha túlórázni kel ne büdös a munka csak akkor azt tessék honorálni, illetve azért van egy pont amikor a család mondja most már elég tessék itthon is lenni, a lényeg az elmúlt 20évbe 1 hónapot volt munkanélküli és ugye ebbe volt válság időszak is a fizuja mindig felfelé ment.
Na a lényeg meg kel keresni azt ahol nem nézik hülyének az embert
Ahogy nézegettem a hirdetéseket Co hegesztőt pl 250-500e között keresnek. Ezek a hirdetések.
Az a munkáltató aki időbe ráébred meg kel fizetni a szakembert az életbe mard aki nem az előbb utóbb el fog tűnni. Én Ezt látom most elkezdődni változik a világ, ma az a mondás hogy ha nem tetszik el lehet menni már nem a munkaadó fenyegetése. Amíg a keleti munkaerő be nem árad mert az is elkezdődött.
Sokrétű és sokoldalú dolog ez sok sört/bort/pálinkát meg lehetne inni amíg ezt kiveséznénk már ha ki tudnánk :)
Én nem szeretnék hegesztőként dolgozni. Az hogy szórakozok és ezt azt megcsinálok az teljesen más mint napi 10 órában csinálni. Én mondtam apósnak ha hazamegyünk én nem fogok eljárni 3 műszakba meg egybe se csinálom amit elgondoltam és kész. Az nem úgy megy.. Akkor meg maradunk. Itt is eldolgozok 1 műszakba.
Órabérbe átszámolva 2900 ft a kezdő hegesztő bére.Nettó.
Tényleg csak kiváncsi voltam mert jön errefele a propaganda, ismerősök közül meg senki nem keres hűdejól.
Nem nagyon off, és nem a zsebembe turkálsz. Valamelyik hónapban (kicsit egybefolyik manapság minden) bent maradt öt szabadnapom, voltam bent pluszban négy szombat éjszakát, s így jött ki kettőszázegyven környékére (tokkal, vonóval), a húsvéti tizenhatórázással együtt(aha, április leend az a hónap). Nem vasas szakma, hanem tésztás. De a vasasoknál is jó a helyzet, hiszen akár a 300++ is meg vala egy hónapban - heti hetven-kilencven órában...
@márne:
Nem vagyok független, mint írtam. Nem csak magamra kell gondolnom, hanem a muterra is. Fél szemére gyakorlatilag vak, meg ilyen nyalánkságok (lsd.:csontritkulás címszó alatt). Ha csak rólam szólna a történet, már régen elmentem volna remetének, mert állítólag abban az állásban nagyon alacsony a rezsi és a munkaadó részéről sincs sok elvárás. :]
Én személy szerint úgy spórolok, hogy elherdálom a fizetést. Hegesztőinverter, nagyflex, kisflex, ezekhez korong, kézi gyalugép, mindenféle fűrész, térkő, csempevágó, mikroszkóp, forr.páka, zártszelvény, bádog (állítólag lemez, de mégis van olyan szakma, hogy bádogos:] ), satöbbi. Jobban élvezem az alkotás örömét, mint a pénz és az okj-s papír meglétét. Ez utóbbiak sem örök életűek.
A kormány szerint pedig növekszik az átlag kereset. Ahol én élek, egy nagymenő cég új vezetése csökkentette a hegesztők fizetését- mire a társaság jelentős része elhagyta a céget. Ennek ellenére nálunk nincs munkaerő hiány hegesztőből. Kezdőként szinte lehetetlen elhelyezkedni. Ha mégis sikerül az kb. minimálbért jelent.
Az éjszakázás tetű szar! Nem csinálom többet. Ha ennyit dolgozol hogyan mentél volna tanfolyamra? Ennyi munkaóra mellett már lennie kell annyi fizetésnek, hogy havonta félrerakj. Abból a spórolásból finanszíroznám magamat a munkanélküli mellett, amíg a hegesztőtanfolyamra járnék.
Lehet vele annyit keresni, de nem kezdőként. Az inkább a teteje (persze, a képző intézményeknek ez a mézesmadzag, hogy menyit lehet keresni). Az átlag valahol a kettő között van. Nézd meg, hogy kint mennyit keres egy hegesztő. Aztán mond meg apósodnak. :-) Nem sok visszahúzó erő van itthon.
Nem a zsebedbe turkálok de én külföldön élek és az apósom erőlködik hogy menjek haza csináljak egy okjst és helyezkedjek el mint hegesztő mert a 300 e ret is meg lehet keresni.
Én meg mondtam neki hogy nem hiszem hogy havi 160 órában hanem túlóra túlórával.
Egy másik melóra tavaly 145 +15 caffetériát ígértek amitől konkrétan röhögtem 5 éve kerestem 220 e ret havonta./nettó/
Nem olyan egyszerű a helyzet, pláne vidéken. Azért akartam megpályázni a lentebb említett tanfolyamot, mert egy kicsit kezdtem besokallni a jelenlegi helytől, ráadásul tetszik is az AWI, próbáltam is, megy is (majdnem olyan, mint a forrasztás, csak egy kicsit forróbb. :)). Jelen pillanatban ha van havi négy szabadnapom, akkor már örülhetek mint állat. Továbbá még bent van húsz szabadságom (a túlóráknak kevesebb mint fele van legálisan fizetve, de már novemberben túlléptem a 250-es keretet). Többnyire a hét hét napján csak hétszer kell bemenni éjszakás műszakba. Se hétvége, se éjszaka, se szabadidő, se semmi. Itt a környéken AWI czédulával kapásból négy munkahelyet tudnék. Szabad lenne a szombatom-vasárnapom, átaludhatnám az éjszakát, az emésztésem is szinkronba kerülne a melóhellyel. Bár a fizetés az nem lenne túlzottan kiemelkedő, de még így is megérné számomra. A költözés ellenében szól az, hogy a mutter nem teljesen önellátó, benne van a korban rendesen, továbbá kertes házban mindig van valami tennivaló, aminek csak akkor van látszata, ha nem csinálja meg senki. Ez van. :(
Én már túl vagyok rajta. Bár én "reklámfalván" élek. 18 éve végeztem egy szakmát így (az önfinanszírozós volt, akkor még nem volt ez a lehetőség) estin. Meg 26éve az érettségit. A hegesztő végzettségem munkaügyis OKJ-s. Tavaly az egyetemet is megpróbáltam, de be kellett látnom, hogy túl nagy falat lett volna. Sajnos! Rengetegen dolgoznak itt vidékről eljőve. A család meg odahaza. Nem is értem miért nem mennek még pár száz kilométerrel nyugatabbra. Amennyit otthon vannak onnan is hazajárhatnának és még pénzt is keresnének a munkájukért. Minden elhatározás kérdése, ki, mit, mennyire akar. Én sem szeretném túl hosszúra nyújtani a mondandóm, mert tényleg nem a topik témája. Gyanítom azon a vidéken, amiről szóltál az áhított szakmáért sem fizetnének sokat. Ezért vannak Szabolcsból sokan nálunk (többek között). Ja és Ukrajnából. Gondolom nem kell ecsetelnem az ottani átlagbéreket. Tehát arrafelé nem a szakma a hátráltató, hanem a földrajzi elhelyezkedés. Az ellen meg más az orvosság. Sajnálom az ott élőket!
Azt kommunikálják odafentről a pórnép felé, hogy a második szakma ingyé' van. Ez az általad leírt feltételek mellett igaz is - amúgy meg nem.
Nos, próbáld meg ezt az átképzést egy fix állás mellett, az Alsó-kiskunborzasztó után hat kilométerre található Simagöröngyösi nevű helységből elindulva, ahol csak teveszar-minősítő üzem van munkahely gyanánt, mintegy hatvan kilométeres körzetben (abszolút minimálbérért, de persze csak részmunkaidőre bejelentve). Persze ebből a pénzből még el kell tartani a családot is, illetve fizetni azt a potom száz kilométernyi útiköltséget is - köbö háromszor egy héten, kettő-három éven keresztül. Ja, pihenj is közben, meg ilyenek, a családra is jusson idő... Össze kell adni és előre számolni kettő-három évre előre. Nem mindenki lakik reklámfalván (Pest-city), s biza nem mindenki engedheti meg magának azt a luxust, hogy a nap 24 órájából harminchetet ébren tudjon maradni. A váltott műszakokkal kapcsolatban is vannak problémák, mármint az 'esti' képzéssel kapcsolatban.
Az OKJ-s tanfolyamokat inkább hagyjuk is. Ha szerencsés az illető, akkor némi elméleti képzés után odadobják a vasdarabok közé: nesze itt a gép, meg egy marék elektróda, varrd össze a kettőt. Ha nincs szerencséje, akkor varrógépszerelő fogja neki tanítani az erősáramú villanyszerelés csínjait. Ez utóbbi mondatot nem viccnek szántam.
Az ingyenes oktatás csak a rászorulónak ingyenes. Azt a társadalom fizeti meg valójában. Nem hiszem, hogy az ország jelenlegi helyzete lehetővé tenné a polgárai korlátlan ingyenes képzését. Korábban is csak az első szakma megszerzése volt ingyenes. Ez mostanra bővült a második szakma estin való elvégzésére. Nem a munkaügyi központba kell érdeklődni, mert ott OKJ-s képzésekkel állnak szerződésben. Esti iskolákban lehet ingyenesen szakmát szerezni (másodikat). A hátránya, hogy mivel nem intenzív képzés jóval hosszabb ideig tart, mint egy OKJ-s ugyan abból a szakmából.
Azért azokban a multikban nem a legmagasabb a fizetés (Auchan, Tesco) ahol állítólag jobban keresnek (Aldi, Lidl) ott kiugrik a pénztáros, ha nincs sorban álló és árut tölt vagy süti a pékárút. valamint egy multit ilyen szempontból nem szerencsés összehasonlítani, mert ott lehet, hogy 8 órás elfoglaltságot jelent egy ügyfélszolgálatos egy kis boltban meg esetleg félóránként jön egy vevő átlagban.
Az a baj a porbelessel (többek között), hogy azt inkább vastag anyaghoz ajánlják az elektróda felépítése miatt. Szerintem nem szerencsés a barkácskategóriába rakni. Mondom úgy, hogy sohasem próbáltam.
Ez hihetetlen a mai világban. Mindenki szép nagy látható problémákat akar megoldani. Nem megelőzzük, hanem megvárjuk amíg szép egyértelmű probléma lesz, és akkor nekigyürkőzünk megoldani.
Előbb legyél munkanélküli, aztán legyél az tartósan, és utánna segítünk váltani. Véletlenül sem az történik, hogy segítünk hogy ne válj munkanélkülivé.
nálunk kell kasszáznia, hitelt és biztosítást kötni, futárt intézni meg még pár apróságot :)).
Ez már egyből 4 munkakör egy embernek.
Mennyit is fizetnétek neki?
És csodálkoztok, hogy nem marad ott senki :-)
Elmegyek multihoz, műszaki osztályon ott van az eladó.
Pénztárban van a pénztáros.
Hitel pultnál van a hitel felvevő, általában párban
Még az ügyfélszolgálatnál megrendelhetem a házhoz szállítást, ahol szintén dolgoznak vagy négyen.
Ha mindezt egy embernek a vállára akarjátok terhelni, miközben ott lihegtek a nyakába és még nem is fizettek akkor persze, hogy 1 héten belül tesz rátok magasan!
Mindeközben nyilván nem 8 órát vagytok nyitva, váltás meg nincs. De van helyette hétvégi munka.
"Hegesztőnek is lehet tanulni, és elnenni, keresett."
Bementem a munkaügyi központba, AWI átképzés ügyében. Jó, belefér a létszámba, töltse ki ezeket a papírokat. Jaaa, hogy magának van munkahelye? Mindjárt megnézem, de ha jól emlékezem, akkor az így hatvanezer + áfa havonta - de csak kilenc hónapos a tanfolyam. Rosszul emlékezett, mert kevesebb volt valamennyivel - de még így is több mint fél havi fizum.
Ennyit az átképzésről. :S Nem olyan egyszerű az élet, mint hisszük. Pedig MMA-val már egészen jól megy a varrás - pedig eléggé kritikus vagyok az elvégzett munkámmal kapcsolatban. Czédula nélkül meg esélytelen elhelyezkedni. :(
250-et nettóban én is csak a cafeteriával keresek meg. 25 év munkaviszonnyal, nemzetközi nagyvállalati alkalmazásban.
Hiányzik a régi pályamodell szerintem. Kezdőként -tól -ig ennyi lehet az órabéred. X év után emelkedik ennyivel és ennyivel. Így jobban lehetett tervezni és senki nem képzelte magát NSZK-s szakmunkásnak. Most persze árnyaltabb a kép, mivel itthon is vannak olyan vállalatok, amiket simán tekinthetünk az egykori "NSZK-s" cégnek.
Még egyet csavarva a dolgon ugyanakkor, hogy régen is voltak prosperáló vállalataink. Ezek dotálhatták az esetlegesen veszteséges vállalatokat. Hogy jó volt ez vagy rosszabb? Társadalmilag szerintem kevesebb volt, aki vesztesnek érezhette magát. És nem kellett annyira tartani attól, amíg dolgozol más lenyúlja az értékeidet.
Az elmúlt rendszert leginkább gyerekként éltem meg, ami erősen torzíthatja a képet.
A fentebb leírtak kizárólagosan a saját véleményem és nem én fújtam a passzátszelet.
Sajnos nem csak az oktatás a felelős, a szülők is.
Informatikai boltban dolgozom, nincs ember akit fel lehetne venni.
Nem hihetetlen nagy a követelmény pedig, mivel állítólag mindenki ért a gépekhez (ez persze baromság :D, egyre inkább...), már angolt nem is kérünk, csak ismerje a gépet, képes legyen kezelni és alap szinten ismerje a belsejét.
Ezen felül képes legyen kommunikálni, ne legyen idegbeteg. Utóbbiból már az elsőnél megbukik a jelentkezők 99%-a, utóbbi meg...
Jah és persze mindenki úgy kezdi hogy 350 nettó, nulla felelősség mellett (nálunk kell kasszáznia, hitelt és biztosítást kötni, futárt intézni meg még pár apróságot :)).
Akit esetleg fel is veszünk próbaidőre nincs egy hét és nem jön, mert látja talán dolgoznia is kéne :D
A másik fele, hogy mindenki diplomát akar, mert azt hiszi akkor beül irodába és kb semmiért kapja a nagy lét, ami persze nem működik :)
Az iskolánál ahová járok (nevet, helyet szándékosan nem említenék ) egészen jó elméleti oktatók vannak viszont a kettő darab gyakorlati oktatóból az egyik őszintén el is mondja,hogy tőle ne várjunk szakmai segítséget mert nem hegesztő oktató, neki más a szakterülete.. Hegesztőgéppel, anyagokkal elég jól el van látva a suli viszont könyveket mindenki saját magának rendezi (már akit érdekel az elmélet ). Nemrég rendeltem én is meg a lentebb említett hegesztési zsebkönyvet, remèlem hasznos lesz.
Mnagy kolléga rakott fel táblázatot kiindulásnak jó #33864
Aztán lehet bal kézzel a gépen tekergetni a potmétert és érzi, hallja, látja az ember, hogy mi történik mi változik.
Kezd vastag anyagon 4+mm csak simán vezetni a pálcát azt nem égeted át, de látod mennyire olvad be ha nagy az amper mennyire nem ha kicsi, váltogasd a pálcaszöget 1-1 5-8cm-es varratnál és látod majd te is a különbséget
Én most már 8 éve végeztem a hegesztést (felnőtt fejjel). Nálunk a képzési intézmény biztosított jegyzeteket (az elméleti oktatónk állította össze jegyzetté a tananyagot és az iskola kinyomtatta, összefűzte. A gyakorlatra munkásruhát adtak és hegeszteni is volt mit. Akkor itt most egy kis pozitív reklámként el is mondanám, hogy a Sztáv Zrt.-nél végeztem. Bár azóta a hegesztést irányító Vásárhelyi Béla elhunyt és az elméleti oktató Szász Andrással sem tudom mi történt, már akkor szép korban volt, remélem a színvonal nem került lejjebb. A gyakorlati oktatókat sem hagynám ki Hipszky iill. Kiss Bálint tanár urak.
1. A tanuló a maximális tudás megszerzése érdekében válasszon jól iskolát. Tudom, hogy nem könnyű (olvasva a Bánkiról szóló cikket). Azért az alap legyen, hogy az alapvető feltételeket biztosítsa a képző intézmény. Ide sorolom a jegyzetek biztosítását. A Bánki régen az egy nagyon jó nevű iskola volt. Annyira, hogy amikor én jelentkeztem (második helyként jelöltem) nem is jutottam be a túljelentkezés miatt.
2, Ismerve a jelenlegi helyzetet a tanuló kövessen el mindent a minél szélesebb ismeret megszerzése érdekében. Szakkönyv vásárlás (és elolvasása, uram bocsá megtanulása), gyakorlati lehetőség felkutatása, otthoni gyakorlás stb.
3. Végzettség megszerzése után mielőbbi elhelyezkedés.
Elhelyezkedés elsődleges szempontja, olyan munkahely ahol a legtöbbet tudja tanulni az ember minél rövidebb idő alatt. A pénz ne érdekeljen. Majd, ha megszerezted a piacképes tudást, lehet értékesíteni jó pénzért olyan helyen, ahová rutin nélkül fel sem vennének (vagy nagy szerencse kell hozzá).
A legfontosabb!
Csak olyan dolgot tanuljatok, ami tényleg érdekel. Nekem is volt olyan osztálytársam, aki csak azért járt oda, hogy a munkaügyi központ addig is támogassa anyagilag.
És nálam is az volt a helyzet az iskola után, hogy lesajnálva néztek a munkahelyen az OKJ-s bizonyítványom miatt. Valamennyire igazuk is volt. Nem lehet 8 hónap alatt megtanulni azt, amit régebben 3 év alatt tanítottak a szakmunkásban. Viszont annyira elég volt, hogy onnan elindulva felzárkózzam a követelményekhez. De ehhez szükség volt kudarctűrő képességre is. Mostanra magasabb szakmai végzettségem van, mint az akkori hegesztőknek, viszont elkanyarodtam a pályától. Egyszóval, ha kicsit is érdekel a dolog, ha nincs PDF (rákerestem és én sem találtam) meg kell venni azt a könyvet. Ez alap! (azon felül, hogy vannak hibák benne). A mostani szakmai "biblia" egyébként a Hegesztési zsebkönyv. Az egyetemen tanuló leendő hegesztőmérnököket is ebből tanítják.
üdvözöllek a 2018 as magyar oktatási rendszernél, villanyszerelő diákok nappalin kivannak tiltva önkormányzatilag a műhelyekből, és könyvet sem kapnak, tudásuk is olyan gondolhatjátok, végzős diákokra nem lehet önállóan rábízni egy dugalj csoportot, gondolom a többi szakmában is így nyomják a képzést
Csak egy ötlet: A képző intézmény könyvtárában (ha van) nézted már? Hátha megvan és ki lehet kölcsönözni.. Egyébként sajnos nem szokás a képző intézménynek könyvet biztosítani. A legtöbb helyen (így nálunk is) power pointos vetítések mennek, saját magunk által vásárolt, ismerősöktől beszerzett könyvekből próbálunk tanulni..
Helló. Köszönöm az eddigieket hasznosak. Csak mi a lent említett könyv alapján haladunk azért kellene. Valakinek csak megvan........ 😁😁 Legalábbis remélem.
A képeket látva a vezérlőpanelről, a helyedben kicserélném a tranzisztorok hűtőbordáját is. Inkább legyen túlméretezve, mert elég kevésnek tűnik a hűtőfelület ( ráadásul ezek a hűtőbordák nem is ehhez a tranzisztortípushoz valók). Olvastam, hogy a tranzisztorokat már kicserélted, de le kellett köszörülnöd belőlük, hogy a helyükre férjenek. Ez nem volt túl jó ötlet, mert ezzel a tranzisztor saját hőleadó felületét csökkentetted. Ha megadod a tranzisztor típusát (akár privátban is), szívesen megírom, hogy milyen hűtőbordával érdemes felszerelni.
Ha a T1-et tekered akkor pont hegeszt a skálán beállított ideig:szóval gombnyomás a pisztolyon,(hegesztés) és magától abbahagyja a hegesztést.Aztán megint gombnyomás és így tovább...
Ha csak a T2-öt tekered bárhová akkor gombnyomásra indul a hegesztés és még nem nyomod meg még egyszer addig hegeszt.
Ha mindkettő gombot tekered akkor magától hegeszt de a gombot nyomva kell tartani.
Ebben az esetben a T1-el állítod a hegesztési időt(heft kövérségét).A T2-vel pedig a két ponthegesztés közötti időt.
A huzaladagoló motornál(görgőnél)be kell állítani a görgő nyomást kb így:
A 0,8-as huzal az elegendő lesz neked a feladathoz.
A gázmennyiséget a reduktor alsó részén tudod állítani kb 6l/perc től már jó.
a piszoly vezetés stb-re rengeteg videó van a youtubon, bár akkor igazi ha tudsz angolul vagy oroszul, de aki tud elektródával hegeszteni az a videók alapján is rájön kb hogyan próbálja az ember
Kis segítséget szeretnék kérni, MIG/MAG-ban tapasztalatlan vagyok.
Az első kérdésem hogy kovácsoltvas kerítést szeretnék hegeszteni, mennyire alkalmas arra egy Co-s MIG/MAG trafó?
Salakpálcás ív hegesztéssel évek óta szépen dolgozom, de gondoltam a kerítést könnyebben és szebben meg lehetne csinálni egy védőgázsassal.
Kaptam kölcsön egy traconic 203-as trafót, állítólag könnyű vele hegeszteni. Most 0,8 as huzal van benne.
Gondoltam mielőtt elkezdek kísérletezni kérdezek itt a tapasztalt kollégáktól. Amik a kérdéseim, hogy ez a 0,8 as huzal ez elég vastag lesz nekem a kerítés varrataihoz.
A második kérdésem a trafó beállítása; sok állítási lehetőséget láttam az előlapon, a huzaladagolás egyértelmű az áramerősség is felismerhető volt számomra, de volt még 3 állítási lehetőség, amit nem tudok mi, a t1, t2, (talán ez lenne a védőgáz mennyisége? vagy azt a reduktoron állítom be?) és egy harmadik ahol kis piktogrammok vannak, szerintem az valami ívtipus választó lehet.
A harmadik kérdésem hogy pár szóban le tudnátok írni egy laikusnak hogy kell hegeszteni vele. Tudom ezt érezni kell és évekig tanulni gyakorolni, de mégis az elvi lényegét a hegesztésnek, védőgáz adagolás, pisztolytartás és mozgatása, távolság, jellemző hibák, stb.
Az elképzelés nem rossz :-) de sajna esabból az egyetlen automata pajzs ami 40 alatt van az a warrior. Jó, megbízható alap pajzs. Nem különösen nagy a kijelzője, vannak jobb pajzsok már mostanában hasonló árkategóriában.
Egy éve még azt mondtam volna hogy 40 alatt az esab a legjobb, leg megbízhatóbb, de azóta megjöttek ezek a pajzsok amik ha nem is olyanok mint egy 100 feletti optrel vagy speedglas, de vannak azon a szinten mint az esab 70-80-ba kerülő pajzsai
Ajándékba szeretnék venni egy pajzsot, de nem tudom melyiket válasszam. Azt látom, hogy 5000-től 330 000-ig lehet venni, de nem tudom, hogy mi a különbség. Olyan 40 000 környékén találhatok elég jót? Ezen az oldalon elég nagy a választék, így terveim szerint itt veszek majd, de még nem tudtam dönteni :/
Gondolom maszek átfejtés lesz mert hivatalosan fujják a dalt.
Egy 20L-es palack köbösítve 0,02m3.
A corgon nem cseppfolyós így a m3 mennyiség az összesűrítésétöl függ.
1m3 corgon 100 bar-ra sűrítve 10L
Tehát 100 bar nyomáson 2m3 fér el a 20literes palackodba. A többit egyszerüen kiszámolhatod a töltési nyomás alapján.
A corgon m3-es árát meg megnézheted a neten.
De én is FÚJOM a DALT,mivel a palackok nyomáspróbái is mások. A co2-ben kb 65bar környékén cseppfolyósodik az anyag igy a benne lévő nyomás sem megy sokkal megasabbra, ezért a palackokat is alacsonyabb nyomásállósággal gyártják és ellenőrzik.Biztonságosan legalább 300 baros nyomáspróbás co palackod legyen.
Más probléma is van.A co2 és a corgon palackok szelepmenetei lagalább 70%-ba nem egyeznek meg. Ohh szuper....akkor lehet a reduktor nem lesz jó hozzá :)
Amit én ajánlok az hogy próbáld becserélni még ha némi ráfizetéssel is a co palakodat corgon palakra.Van olyan telephely ahol ezt megtudják oldani. Mindenképp ezt fogom kipróbálni.
Gondolom maszek átfejtés lesz mert hivatalosan fujják a dalt.
Egy 20L-es palack köbösítve 0,02m3.
A corgon nem cseppfolyós így a m3 mennyiség az összesűrítésétöl függ.
1m3 corgon 100 bar-ra sűrítve 10L
Tehát 100 bar nyomáson 2m3 fér el a 20literes palackodba. A többit egyszerüen kiszámolhatod a töltési nyomás alapján.
A corgon m3-es árát meg megnézheted a neten.
De én is FÚJOM a DALT,mivel a palackok nyomáspróbái is mások. A co2-ben kb 65bar környékén cseppfolyósodik az anyag igy a benne lévő nyomás sem megy sokkal megasabbra, ezért a palackokat is alacsonyabb nyomásállósággal gyártják és ellenőrzik.Biztonságosan legalább 300 baros nyomáspróbás co palackod legyen.
Más probléma is van.A co2 és a corgon palackok szelepmenetei lagalább 70%-ba nem egyeznek meg.
Amit én ajánlok az hogy próbáld becserélni még ha némi ráfizetéssel is a co palakodat corgon palakra.Van olyan telephely ahol ezt megtudják oldani.
Egy 20L-es CO2 palacknak mennyi a "köbösitett" mennyisége? A kérdésem lényege az lenne hogy mennyi lenne az ára ha corgont kérnék bele. ( A nem fogják feltölteni eltérő palackot cimű dal most nem kell köszi. Aki a kérdésre válaszol annak meg főleg köszi :) )
Nos én nem a keresővel hegesztem az alumíniumot..... hanem több féle géppel.A 195-ös alufluxal a benne levő hozzá kapott görgővel gond nélkül dolgozott mikor próbáltam. Az alufluxhoz szerencsésebb, ha 0,8-as huzalt veszel, ha csak nincs már bármilyen. Ajánlott 200 fokra melegíteni azt a bakot.
Szerintem csak szimplán ki kell olvasni a táblázatból, hogy hány amperen szeretnél hegeszteni és annak megfelelően kapcsolni, illetve a kimenetre rákötni az elektródafogót:
Ehhez nem kell szagember:-) a táblázatod jobb oldalán a megoldás, kapcsoló "1" a kábel "A" csatlakozón akkor 60 Amper, 3-B 120 Amper. Tehát kapcsoló állás és az A-B kivezetések kombinálásával váltasz áramerősséget.
Látom, hogy itt sok a hozzáértő szakember. Én nem vagyok sem szak, sem hozzáértő, ezért lenne néhány kérdésem. Válaszaitokat előre is köszönöm.
Vettem egy Bergin (Formel 2) trafós hegesztőt. Nem akarok mindent összehegeszteni, de nem árt ha van itthon. Már odáig eljutottam, hogy nem válik szét a vas, nem ragad le a pálca (bocsi-elektróda) :-))
Viszont a mellékelt képen van olyan, hogy Elektroda A és elektroda B
Na ez miben különbözik egymástól? Mikor kell az egyiket és mikor a másikat használni?
Ha lehetne a magyarázatokat szájbarágósan kérném.
Előre is köszönöm.
Tudom, egy kissé kopott a címke, de remélem egy szakember ki tud olvasni belőle némi okosságot.
Mivel még kb. félig vannak először is kihasználom belőle és amennyi ilyen munka van, az elég sokáig fog tartani, aztán majd meglátjuk.
Inkább csak melegítéshez jött volna jó néha.
Gyerekkoromban faternek is volt otthon, és mikor nem tudott róla partizánkodtam vele.:-) Tudom nem játék, de az öregnek pl. nagyon sok szakkönyve volt még a műszaki könyvkiadótól, azokat kitanulmányoztam rendesen, többek között a hegesztésről is.
Apám később eladta a palackokat, most az élet úgy hozta, hogy a mostoha apámtól is örököltem egy cájgot.
Nem vagyok képben, de nézzetek szét alaposan a döntés előtt. Kérdezzétek meg mennyi a nyomáspróba. Ezt az oldalt találtam, összehasonlítási alapnak jó:
Ha eljárásonként szeretnéd lerakni, én a MIG-MAG-ot ajánlom. Ezzel a végzettséggel könnyebben fogsz kezdőként munkát találni. Ez után raknám le a TIG-et. persze a leggazdaságosabb ésszerűbb az lenne, ha a hegesztőt raknád le az lefedné mindkét eljárást.
Az Eszkimónál volt gyakorlati oktató az egyik kollégám. Ez alapján ajánlom a sulit, többet nem tudok róluk.
Szeretnek elvegezni egy hegeszto tanfolyamot. (Tudom, hogy manapsag az OKJ-s kepzes nem nagy durranas, de inkabb ezzel kezdek, mint nulla szaktudassal nekiallok.) Az alapjan, amit eddig olvastam a TIG a legszimpatikusabb, mert egyreszrol sokfele anyagot (pl. aluminium is) lehet ezzel hegeszteni, illetve a munkaeropiacon is eleg jo az eziranti kereslet.
Szerintetek melyik hegesztesi technika mellett dontsek?
Egy masik dolog, hogy tudna e valaki egy budapesti iskolat ajanlani?
En elso korben rajuk gondoltam, de nem igazan talalok sem roluk, sem mas iskolakrol velemenyeket.
En is hasonlo cipoben jarok. Par hete rakerdeztem egy telepnel, ok par ezert Forintot fizetnek erte (0-12000.-) allapottol es kortol fuggoen es el is viszik ingyen. Ha meg akarsz toluk szabadulni szerintem ez a legjobb megoldas.
Viszont rakerdeztem, hogy vehetek e helyettuk masikat, amire azt valaszolta, hogy gyakorlatilag nem lehet ilyet kapni, szoval ha szeretnek ilyet hasznalni, akkor inkabb kerdezzek meg egy ceget, hogy felujitanak e, mert kulonben valoszinuleg soha nem lesz ilyenem. Csak utantoltesben szabad gondolkodni, ha sajat tulajdonban szeretnel meg ilyet.
Nem vagyok tul jartas a temaban, szoval lehet hogy megvezettek, de a no akivel beszeltem korrektnek, segitokesznek tunt. Ha jol emlekszem veluk beszeltem:
Sziasztok! Régebbről maradt rám pár doboz Fox DMO kb és Fox DCMS kb elektóda, el lehet ezt használni szénacélra pl. mezőgazdasági gépek javításához? Arra gondolok hogy egy OK5500 ,vagy 4800-hoz képest ridegebb , gyengébb lesz vagy netán keményebb szívósabb?
igen azt hallottam már hogy öntvényt szoktak savállóval is hegeszteni, itt inkább az a kérdés a 2 anyag hogyan viszonyul egymáshoz.
De lehet a szomszédot aki a pufit hegesztette majd megkérem neki van AWI is, ha a SLK mercik titán kipufogóját a Remusnál meg tudja hegeszteni csak van ötlete erre is :)
Én használtam már többször öntvényhez saválló elektródát. Egyszer pl. egy magyar ipari asztali fúrógép öntvény része volt eltörve elég csúnyán és így használhatatlan volt. Kiköszörültem a törésnél, fel lett melegítve és szépen meghegesztettem több sorral, majd szigetelőanyaggal betakarva szépen lassan kihült. Azóta is használják és bírja, pedig fúráskor pont az a rész is feszül rendesen.
én a helyedben, nem adnám el!, nem sokat ér manapság, ilyennel alig hegeszt már valaki. viszont, ha melegíteni kell,pl berohadt dolgokat, vagy forrasztani, mondjuk késekre lapkát, egyebek, ilyenekre kiváló!ha érdekel privátban kűldök elérhetőséget akinél tudsz viszonylag olcsón venni palackot és aztán házhoz kijön és cseréli rendszeresen. váci illetőségű a fickó, amúgy... de, ha máshol veszel palackot, akkor is tud neked cserélni, környékben legjobb áron.
Szívesen elcserélném a képen látható 2/3 részben még tele dissous palackomat a hozzátartozó reduktorral hasonló méretű co2 palackra és reduktorra. Nem tudom az árakat így csak feltételezem hogy ez egy arányos csere.
1kg porbeles huzal (attól függően honnan szerzi be az ember, és épp akció-e) 3-7000Ft. Becsapósak a kis tekercses huzalok néha, mert van úgy hogy csak 0,5kg van egy tekercsen 3000-ért, van amelyiken meg 1kg 5-ért. Nyilvánvalóan a 0,5kg 7000-ért a legnagyobb szívás.
Iweld microflux gép korrekt, azon még polaritást sem kell/lehet váltani mert eleve csak a porbelesre jó.
Kicsi, könnyű és jól használható. Nem igazán tudom mit mondhatnék, ha barkácsolgatáshoz elhegesztgetsz évi 3g huzalt, akkor mondjuk 15.000-ből meg lehet úszni az üzemeltetést.
Olcsóbban üzemeltethetőek azok a gépek amibe a 200mm-es huzaldob is belefér (pld Iweld fixiflux 157) mert nagyobb kiszerelésben olcsóbban jön ki az 1kg porbeles huzal (nyilván így sem olcsó) A fixiflux további nagy előnye hogy mind bevont elektródával, mind pedig a későbbiekben védőgázasként is üzemeltethető. Hátránya hogy vagy 30-al drágább a gép... érdemes mérlegelni
Hali az volna a kérdésem, hogy Co2 hegesztőbeállítással kapcsolatosan, hogy 9m/min előtoláshoz kb mennyi feszültséget adnátok?Tudom minden gép más ki kell tapasztalni blabla, de egy hozzávetőleges érték +- tűréssel azért következtethető.
eab 2.0 rutilos gyújthatatlan volt, 90 amperen még tapadt, én meg ritka mód anyáztam :D
Bevágtam a pálcaszárítóba, 180 fok, 3 percre folyamatosan csepegett a víz belőle :D Negyed óra szárítás után már szépen lehetett varrni vele 60 amper körül is, azért nem mindegy na :D
A szárító teteje meg úszott a vízben/lecsapódott párában.
"Akkor meg hagyd a fenébe a palack kérdést. Vegyél egy tekercs porbeles huzalt (amint láttam a linken tudja a gép) használati útmutató szerint válts polaritást (gondolom belül van egy átkötő a huzaltoló környékén) aztán hajrá :-) kicsit jobban fog füstölni, lesz a varraton egy porszerű salakréteg, kicsit ráncosabb lesz a felület, de nincs vele gond. 1,5-5mm közti anyagvastagságokra tök egyszerűen, és jól használható. Ne akarj vele vékony lemezt hegeszteni, és akkor oké."
Drágább a huzal, de nem igazán gond ha nem hegesztesz sokat. Egyenes polaritás kell neki. A pisztoly lesz a - a fogó meg a +.
Egyik barátom azt ajánlotta, hogy a köszörőkorong palástján a tárgyasztalnál tartva, mint amikor egy pontozót köszörülünk úgy csináljam és ne a kő oldalán. Így a barázdák nem körkörösek a wolframon, hanem a kúp paláston futnak hosszában. Így más az ív...
Én itthon sima asztali, vagy az állványos gépeken köszörülöm ki. Persze terepen ha nincs választás, akkor ami van.:-)
bocs ha hülyeségeket kérdezek de érdekel a téma :)
jut eszembe, mivel az awi is rettentően izgatja a fantáziám, eszembe jutott aki otthon használja csak a wolframot, hogy köszörüli mert ahogy a köszörű árakat elnéztem több mint az egész berendezés
Még az sincs, hogy bázikus pálcáról lenne szó, meg nincs is semmilyen ívgyújtási problémám sem vele stb. rutilos meg nem annyira érzékeny a párára. Én csak amatőr szinten hegesztgetek, biztosan bennem is van hiba, de tényleg még a váltóárammal és az ER-es pálcákkal szebben ment.
Árulják az invertereket, beépített okosságokkal, abszolút kezdőnek talán jó jönnek az ilyen funkciók, de az általam említett problémán nem segítenek. Pl. az én "régi" Rilonomnál többször ézertem már, hogy használat közben nem olyan stabil a szabályzása, változik ez az. Persze mondhatnám ismét, hogy azért mert nem vagyok profi, de biztos vagyok benne, hogy a gép sem az igazi. Természetesen tudom használni és az otthoni melókra megfelel így is.
Én lentebb leírtam a meglátásomat, csak értelmezni kellett volna. Segítek: "kivételt képez a..." kezdetű mondatot - de ez csak elméletben van így. Lásd. Nem esélytelen, csak 'okosba' kell megoldani, ha lehet.
Hivatalosan nem, nem hivatalosan talán..Az az igazság,hogy senki sem szivesen vállaja a felelőssèget ha a co2-al töltött palack ne adj isten balesetet okoz.. biztos,hogy előveszik azt aki töltötte a palackot és jól meghúzgálják érte. Talán ott ahol a tűzoltó palackokat töltik érdemes megkérdezni de sok reményt nem fűznék hozzá..
Bocs,de nem akarok acetilént,nincs rá szükség. Az eredeti kérdésem az volt,hogy szeretnék venni egy co hagesztő gépet,és van egy eredetileg dinirogén-oxiddal töltött palackom. Ezt a palackot tölthetik-e más,gázzal,argon,vagy co.
Igen, már láttam, hogy árulnak ER-es elektródákat, de az OK-s kéznél volt, egyelőre kis csalódás ért velük. 46.16 elektróda dobozán amúgy ha jól emlékszem mindkét polaritással lehet használni, de úgy tapasztaltam, hogy amilyen pozícióban és amiket én hegesztek oda jobb volt a már említett polaritás, de egyik sem volt annyira meggyőző.
Feltételezem, hogy az Esabnak van másik olyan elektródája rutilos amivel jobban meg lennék elégedve. De majd ki fogom próbálni a régi ER elektródát is.
Van egy jó hírem számodra. Nem mindenki olvassa el az összes hozzászólást mindenhol, de... Képzeld el, lehet kapni ER23-as pálcikákat. Az előtte használt OK faassemtudjamijenszámmal csak taknyolni tudtam. Ezzel már tűrhető varratot tudok csinálni... Csak az a baj, hogy kettesnél vékonyabb nincs (pontosabban nem leltem rá), illetve nem ért neki egy kis szárítás a varrás előtt (a gázsütő az vajha a nagyon necces kategóriába tartozik?). A varrógépem valami centroweld fantázianévvel bír, az ok-s pálcikákhoz képest jelentősen vissza kellett vennem az áramerősséget*. Amúgy a testkábelt kell a legtöbb esetben a pozitívra dugni, a melókábelt meg a negatívra.
*Nem tudom hány amperrel hegesztek, mert a készüléken ez csak tájékoztató jelleggel van megjelenítve, lsd.: sacc/kb címszó alatt.
Ha van aki megtölti neked, akkor haj és rá - de nem érdemes határértékekre játszani. Amúgy semmiféleképpen (kétszer-háromszor aláhúzva) nem érdemes az acetilént magas nyomás alá helyezni (instant és hőfejlesztő polimerizáció - > a hő hatására a polimerizáció gyorsul -> robbanás). Ezért is 'itatják fel' acetonban, illetve a kovaföld is némileg gátolja a polimerizációt - nem képes annyit tágulni az anyag, hogy a láncreakció beinduljon.
A festést meg csak azért említettem meg, mert mindenek van valami színe. Mármint a palackokban.
Láttam olyat, amikor kilőttek egy acetilénpalackot - amit előtte hűtöttek vagy másfél órát, mert kellett egy kis idő a céllövöldés csókának. Nem szerettem volna túlzottan a közelében lenni amikor elpukkan. Elég hunczut egy tartály az...
Már régóta barkácsolgatok otthon, "hegesztgetek", apám hegesztő volt és gyerek koromban mikor az öreg nem volt otthon mindent kipróbáltam ami volt.:-) Faternak sokféle elektródája volt otthon, fogalmam sem volt melyik mire való, csak nyomtam neki...
Trafóval egész szépen ment a dolog, ER-s elektródával, meg a kedvencem a Fox sas 2A volt, persze vasakat hegeszteni luxus volt, saválló meg ritkán adódott. Később mikor középiskolás lettem, megcsináltam az első hegesztőtrafómat, kicsit magasabb volt a fesz, már már bizsergetett néha kesztyű nélkül, viszont qrva szépen hegesztett. Készült még több trafó is, Méhtelepen bontott Édászos trafólemezekből, lapos szekunder anyagokból stb. Aztán eltelt sok év, meguntam a nehéz cuccot cipelni, vettem egy invertert.
Akkor jöttek ki a Rilon gépek, vettem egy 160-ast, azóta is megy, de pl. az OK 46.16-os pálcával, általában ezt kapok a haveroktól..., nem vagyok elájulva a munkámtól, talán ha a munkakábelt a negatívra teszem akkor elfogadható.
Biztosan velem van a baj, de komolyan sokszor visszasírom a trafót. Hasonló kategóriás invertereket is próbáltam párat, ott sem tetszett minőség. Az említett FOX sas még mindig a régi.
Legtöbbször a háztájiban rutilost használok, lehet ,hogy más gyártó pálcáját is ki kéne próbálnom. Lehet, hogy komolyabb inverterrel más a helyzet nem tudom, nem volt rá lehetőségem, hogy kipróbáljam.
Nem volt a trafón mindenféle okosság, de mégis elég jól ment a hegesztés, ezek a kategóriás inverterek valahogyan nem igazán szeretnek engem.:-)
Szvsz jelen esetben csak a nyomás a kritikus pont, semmi más. Ja, meg a palack színe.
Az argon nehezen lép kémiai reakcióba bármivel is, a CO2 dettó (hacsak nincs víz is a közelben). A hőtágulásról meg csak annyit, hogy olyan 150 bar körül már lényegében kezd lényegtelenné lényegülni önmagában a kérdés is.
A kijelentésem alól kivételt képez az oxigén (ez képezhet, de nem vagyok az anyagtudományok doktora) és az acetilén (ez utóbbit tutira nem érdemes beletölteni mindenféle jöttment palackba - és nem is fogják)...
Megnéztem az Allegron,jónak tűnik,gyors fejszám. kb. 80 ezer+ a szállítás.
Még valami,Bocs ha hülyeséget kérdezek de igen kezdő vagyok. Kaptam egy 5 literes dinitrogén oxidos palackot. Meglehet ezt tölteni más gázzal, argon, vagy co,engedélyezett?
Amit Én emlitettem a háromból az egyik, a Kraft Dele lengyel gyártmány.ha jól tudom. Most azért szeretnék egyet mert egy veterán autón kellene keveset hegeszteni. Erre a munkára azt tanácsolták,hogy jobb a CO mert az AWI nagyon átmeligiti a lemezt,és kiég a szén,úgy mint a lánghegesztésnél. A Kaiser 305 mindkettőt tudja.
Szeretnék venni egy CO hegesztő gépet. Nagy a választék,nem gyakran használnám,ezért egy olcsóbb tipust szeretnék,de azért stabil,és megbízhatót. Három volna kinézve, Kraft Dele 180, Stromo SWM 270,és Kaiser MIG_MAG 305. Szeretném kérni,hogy aki ismeri ezeket a tipusokat elmondaná a véleményét,és az ajánlatát. Köszönöm.
szerintem sehol, de ha lenne is az árát nem is akarom tudni :(
egy filctollért 2-3e elkérni akkor egy ilyenért
maseratisti
köszi ezeket nézegettem én is, de drágállom, bár most vettem egy doboz Würth fagyasztó csavarlazító sprayt 4500Huf de azt mondtam a boltba most sok, de majd amikor kellene azonnal akkor bezzeg rohannék érte :) illetve ahogy kopik vastagodik a vonal,
igen a lakfilc vastag nem egyenletes a vonal stb. és igen a rajztű meg már nehéz, pedig tényleg az a pontos
veszek majd egyet aztán kipróbálom most vettem 2 fajtát majd meglátom, hogy válik be
Igen.Ezek az egyszerűbb verziók nekem is mennek...A rönkszállító pótkocsi rakoncáit(100×100 zártszelvény)kellett megerősíteni két oldalon 100×5-ös laposvassal 1 méter hosszan,függőlegesen.Azt végigvarrni tűző napon kettes létráról,ami elég imbolygós...Egyensúlyozni,hegeszteni,és nem ugrálni mikor potyog rád az izzó vas...🤨Há nem vót eccerű🤣🤣
Azt mondták a trakis utódja.Egy öreg bácsinál volt,alig használta...Jó lenne találni hozzá vmi használati utasítást...Rengeteget álligattam,a fröcskölés mégsem szűnt meg..A drót új tekercs,az áramátadó új a nyakkal együtt,még spirált is cseréltem.Hogyan kell helyesen tartani a pisztolyt?
Co2-vel hegesztek.Alapozóval volt lekenve.Ezzel nem lehet elektródával hegeszteni szerintem.Mindkét kivezetés a fojtótekercsből jön ki.Lehet az egyik kevesebb menetszámú?🤔
Bár én még csak póttartalékos segédtanonc vagyok hegesztés terén, de már az elején lejött, hogy ez az a munkafolyamat, amit nem szabad kihagyni. Nem CO készülék, csak sima pálcás, semmi mágia (lsd.:koracél és társai), csak mezei zártszelvény. A rozsdás, festett, zsíros felületen csak taknyolni lehet vele, az ív begyújtása és a tartása is nehézkes - hacsak egyenesen nem lehetetlen, fröcsköl össze és vissza, amit el lehet baszni a hegesztésnél, azt az első napokban sikerült is... Azóta lamellás korong és pucova, rozsdaoldóval átkenve, letörölve szárazra. Megéri a fáradságot. Tudod, a vám és a rév tipikus esete.
Pedig lehet érdemes lenne erre időt fordítani. Én is azt tapasztaltam, hogy a festékes felület fröcsköl és a varrat csúnyább lesz. Ahogy én látom, a bevont elektródás kevésbé érzékeny erre.
Erre sajnos nem volt időm...Ráadásul függőlegesen kellett hegeszteni.Még festetlen anyagot nem hegesztettem vele,mert most vettem.Lehet nem lesz gond vele.
Egész nap bírta...Egy problémám van csak.Rettentően fröcsköl,már tiszta seb a kezem.Függőlegesen kell hegeszteni 1 m-t,és az egyik összehegesztendő vas alapozóval le van kenve.Emiatt fröcskölne??
Kész a gép!!:)).A 2 tranzisztort sikerült beszerezni,és kicserélni egy kis alakítgatás után...Az új nem fért bele a régi helyére.Kicsit köszörülgetni kellett,hogy beférjen a hűtőbordák közé.Remélem mostmár bírni fogja egy darabig...
A motornál elég az a pár ohm, ha zárlatos, akkor a nulla közelében lesz - de nagyon.
Jó eséllyel a fetek (feltéve ha azok) haláloztak el vagy az őket meghajtó áramkör, bár ahogy elnézem, nem sok minden elromolni való van három ic-ben. Erre a problémára ilyen messzetávolból...
Diódák kicserélve,.A másik 2 is zárlatos volt,ami nem pukkant ki.Gép összerakva,most az a probléma,hogy az előtoló motor állandóan megy,amint bekapcsolom a gépet,rögtön.
Mennyivel könnyebb lenne, ha látnám a belsejét - eddig csak az átkosban készült CO hegesztő masínu belsejét láttam, de ott kalickás motor volt fogaskerékáttéttel...
A motort mindenféleképpen le kell kötni a tápról. Rámérsz azt ellenállásméter opcióra állított multiméterel (diódahíd van, jó eséllyel egyenáramú motor, rossz eséllyel léptetőmotor vagy hasonló - de ott már nem csak két vezeték vala). Ha ez az érték sacc/köbö 1 ohm alatt van bőven, akkor nagy eséllyel a motor a zárlatos. Mivel ennek a mókusnak a belső lelkivilágát nem ismerem, lehet, hogy van benne egy áramkör, ami az előretolás sebességét állítja - ezzel is lehetnek problémák.
Sajnos ezt nehéz távgyógyítani, mert nálunk a böszme nagy villanymotorok tekercsellenállása fázisonként nem volt 25 ohm sem (3F 380V 50kW motor, persze áramtalanítva és álló helyzetben mérve). Ha megközelítőleg nullát mér az ellenállásmérő (nálam még sohasem mutatott teljesen nullát), akkor jöhet az újratekercselés vagy az új motor. Ha sebességvariálós a motor, akkor még jó esély van arra is, hogy megdöglendett a vezérlésben valami. Nézzél körbe a diódahíd utáni vacakokban, ha van felpúposodott kondi, itt-ott megfeketedett nyák, akkor nem biztos, hogy a motor halt meg.
Egypár közelebbi képet azért feldobhatnál róla, mert erről a gépről csak a putnoki látnok mondaná meg, hogy miféle szerzet, nemhogy én vagy bárki más. :)
Bár nem vagyok hegesztőman, de a pékségben elég sokszor előfordul hasonló műszaki problem a motorokkal... Először kapd ki belőle a motort és nézd meg, hogy nem-e (menet)zárlatos vagy valami hasonló - ha már diódát akarsz és tudsz cserélni, akkor feltételezem, hogy van multimétered, esetleg egy megfelelő rövidzárvédett táppal is le lehetne tesztelni. Ha nem zárlat, akkor csak túlterhelés -> mechanikai probléma, ez utóbbiban nem vagyok nagyon kompetens. A kiszerelés &|| bemérés mellett szól az is, hogy ha megnézed a motor adattábláját (típus, fesz, stb), és valóban a motor halt meg akkor jó eséllyel találsz olyat vagy hasonlót a neten. Bocs a belekotty....
Ahonnan vettem azt mondták a Trakis utódja...Ma drótbefűzéskor akadozva ment a motorja,aztán pukk,és megállt.A panelen 2 db 1N5401-es dióda elszállt!Holnap cserélem,de attól tartok a motorral lesz gond.Hol tudok vajon olyat beszerezni?
Akkor én is azzal kezdem a hozzászólásomat hogy senkit nem akarok megbántani stb. stb ...
Sajnálom hogy félreértetted az írásomat:
Soha,sehol, senkit nem bátorítottam hogy tetőn hegesszen (hol olvastál ilyet?)
Senkit nem provokáltam és nem tettem helyre (hol olvastál ilyet?)
Tetőn való hegesztés két dologban tért el a többitől:
Le kellett terítenem nem éghető anyagot a hegesztés alá és vigyáznom kellett hogy le ne essek.
Egyébként ugyan olyan kültéri hegesztés volt mint a többi.
Az antenna tartók és az általam hegesztett anyagok szerkezeti acélok S235 ezeket általános célú elektródával lehet hegeszteni (er23,ok4616), ehhez nem kell hegesztővizsga!
A hobbisták nem targoncavillákat, darugémeket, nyomásálló tartályokat stb.. hegesztenek króm-nikkel-vanádium-molibdén stb. ötvözeteken.
Nem kell drámát csinálni abból, ha valaki tartófület akar hegeszteni egy csőre!
Egyébként hol van az leírva hogy csak hegesztőnek van joga varratot csinálni?
És mi ez a hülyeség, hogy semmit nem fog látni az automata pajzzsal? Kifejtenéd nekünk?
Azzal kezdtem a hozzászólásomat hogy nem akarom bántani,se megsérteni,se beleállni,se okoskodni,kiváltképpen nem megmondóembernek kievezni magam.Tetőszerkezeten te mint hobbista hegesztettél,ezen feltételezem a saját bátorságodon kívül nagyban hozzájárulhat az is hogy fogalmad nincs a hegesztésről mert ha lenne nem vinnél fel egy hegesztőgépet semmilyen tetőre.Az awi egy eljárás, a pálcás meg egy másik.Semmi köze az egyiknek a másikhoz.Definiálnád a hegesztést?Akik ide írnak tanácsért okj-s tanfolyam elvégzése után,azok nem jártak be gyakorlatra,vagy nem vettek részt okj s oktatáson.Visszaolvastam ,4mm idézem, vasat szeretne hegeszteni.Válaszokban ajánlottak pálcát,de azt a kérdést hogy miből van az a vas amit hegeszteni akar senki nem kérdezte meg. Egyik kedvencem író sorai
.,17 kérdést tett fel,4 hozzászólásban,majd az ötödikben kijelentette hogy hegeszt egy féltetőt.De volt itt olyan s aki kasztnizni akart miután összetaknyolt 3 lemezt.Neked nem hegesztő a szakmád.Neked ez a hobbid.Bementél egy üzletbe,vagy rendeltél,vagy tökmindegy de szereztél egy gépet.Ez egy dolog.hegesztettél tetőn.Tűzrendészetileg érdekes.Ne biztasd már hogy menjen fel egy tetőre,4mm lemezt hegeszteni pálcával,pusztán azért mert te már megtetted,és nem gyulladt fel a tető.Röntgennel ellenőrizék a munkádat?
A hegesztőgépeden levő műszaki paramétereket tudod értelmezni?
Lemezek,vagy csövek fűzésének technológiájáról egy pár gondolatat megosztanál velem?
Acélok fajtáiról,tulajdonságukról,vagy a hegesztési feszültségek során keletkező alakváltozásokról egy pár sort ha írnál.
Fémtani ismert
Ezekkel a kérdésekkel szeretnék rámutatni, hogy az elméleti tudás legalább olyan fontos mint a gyakorlat.Tart a hegesztésed...az már milyen?Akkor ok nem?Azon túl hogy helyretegyél,provokálj,mi volt a célod?Hegesztési munkálatokat meghatározott keretek között lehet végezni.A tetőszerkezet nem ilyen.Gondolj bele,leég a tető.Több milliós kár,nem fedezi semmilyen biztosítás.Mondjuk a kárrendezésnél sokat nyom a latban ha arra hivatkozna hogy egy fórumon azt írta neki valaki hogy ő már csinálta.Hentes vagy amúgy vagy cipész?Nem a szakmád,ebből kifolyólag nem is elvárható tőled hogy ismerj alapvető előírásokat ami a hegszetés biztonsággal kapcsolatos törvényben szabályozott utasításokat tartalmaz.Pusztán a saját felelőtlenségedre mint tapasztalatra hivatkozva ne biztass már senkit arra hogy felvigyen egy hegesztőgépet egy tetőszerkezetre.
Köszönöm a segitésed kedves Hagas! Dehogy veszem megbántásnak sőt ellenkezőleg érzem a féltést, a figyelmem felhivását a veszélyekre. Sajnálom, hogy nem találtam előbb erre a fórumra. Hát időnként az ember rákényszerül sokmindenre, persze nagyon nagy óvatosság, körültekintés szükséges ilyenkor. A konkrét eset a következő: azért hogy a tetőszerkezet mentesitve legyen a terheléstől, lent a földön lett összehegesztve az antenna tartója, még 2éve, egy ügyes profi hegesztő által (fő foglalkozásban is hegesztő volt). Ezt úgy kell elképzelni mint egy karácsonyfa állványt. Ez felkerült a tetőtérbe, majd idén feltettem rá az antennát is. Ekkor derült ki hogy a mester a tetőtérbe a 2 darabból (csak igy lehetett felvinni a tetőtérbe) álló antennatartót nem rögzitette, kapcsolta egymáshoz, hanem különállóan mindegyiket átfúrva a gerendához csavarta facsavarokkal. Dehát pont ezt akartam elkerülni, hogy ne a gerendák terhelődjenek. És a múltheti szél be is bizonyitotta hogy igy rossz, mert bizony egyik irányban ha kicsit is de mozgott a tartó. Nos mindkét részre ráhegesztettem füleket amik ki voltak fúrva, és csavarral egymáshoz fogattam őket. Az alapkeret sarkaira járdalapokat tettem súlynak, igy már meg se moccan. A fülek (8db-ot kellett) hegesztése előtt felteritettem duplán hegesztésálló ponyvát a szikrák ellen és közvetlen a hegesztés alá nagy csempelapokat tettem, arra huljon a szikra. A készülék mellé tettem az óltót, hála Istennek nem volt szükség rá. Alul minden gerenda le volt takarva. Bekapcsoltam a reflektort, aztán ezerrel. Persze utána ellenőriztem is a produktumot. Csakhát izzasztó volt nagyon, görnyedni. Azóta már fenntvan a másik tartó is, azt már én hegesztettem lennt, fülekkel ellátva. (teszek fel képet ha sikerül feltöltenem) És lehet hogy lesz egy 3. is. Most ügyködök, hogy legyen saját apparátom, amit persze más munkákhoz is lehet használni majd.Ebben nagy segitséget kaptam itt a fórumon. Köszönet érte! Üdvözlettel: kiscsop
Űdv.Nem azzal a szándékkal írok hogy beléd kössek,okoskodjak,vagy megbántsalak.Magam hegesztő vagyok,bő 2 évtizedes gyakorlattal.Ezt csak azért hogy tudd ki ad neked kéretlenül tanácsot.Olvastam hogy tetőszerkezeten szeretnél dolgozni.Tetőszerkezeten való hegesztésről sem én,sem az ismerőseim,munkatársaim,sőt barátaim közül senki még csak nem is hallott.Ennek talán az lehet az oka ,főleg egy 'pálcás' hegesztés során hogy a szétpattanó szikra és a tetőszerkezet fa elemei kiválóan egyesülnek láng formájában,hatalmas mákod lesz már az első tetőt nem gyújtod fel.Pálcás,vagy önvédő porbeles eljárásnál nyújtott kézzel ,lehet akármilyen automata pajzsod,hogy a világon semmit nem fogsz látni abból amit csinálsz az tuti.Passzív pajzzsal meg 100% hogy nem.Amennyiben mégis sikerül összegányolni azt a tartószerkezetet amiről írsz (feltételezem hogy műholdas antennáról van szó) csak várnod kell egy szelesebb napot,talán nem csap agyon senkit.A hegesztés mint eljárás,arról szól,hogy a hegesztendő anyagokat természetüknek megfelelő fémes kötésben kapcsolja össze.Kohéziós kötés,rátudsz keresni,megtudod nézni.Azzal hogy ezek az eszközök,trafó,inverter,awi,co2,mma,stb bárki számára elérhetővé váltak,nem egyenlő azzal hogy használni is tudják rendeltetésszerűen,és biztonságosan.Nem kell hozzá doktori,alapvető szakismeretei tudást akár egy okj-s tanfolyam is lehet szerezni.Ezzel együtt,más rögzítési megoldást keresnék a helyedben,és semmilyen körülmények között nem hegesztenék ,ráadásul úgy hogy zéró,nulla semmi tudásod van,és ezzel kényszerhelyzetben(fekve ahogy írtad,nyújtott kézzel)nekiállj hegeszteni.Pálcás hegesztésnél akkor látod az eredményt ha végeztél és leverted a salakot.Egyik legnagyobb rutinit kívánó eljárás.Persze azt látod hogy a polgár tolja ész nélkül,pikk pukk kész is van.Könnyűnek tűnik mert van a kezében 2899 km.
hmmm... bocs hogy felvetek egy teljesen más dolgot, de nem jobb lenne neked erre a feladatra egy inverteres porbeles gép? Oké hogy jóval drágább a huzal, mint a bevont elektróda, de cserébe egyszerűbb használni (főleg hogy említetted hogy nem vagy gyakorlott) sokkal gyorsabb, kevesebb salak...stb
A régebbi arc 160-as stahlinak ugye te is látod hogy ugyanaz a gép az alapja ami a rilonnak, ugyanúgy toshiba MOS fet ek...
A rilon kvázi helyben van, a stahlira meg van 5 év kinti gari.
A fehér stahlikról meg még nincs tapasztalat, vagy legalábbis nem tudunk róla hogy valaki vett volna ilyet.
Bármelyik gépet veszed is azt azért kalkuláld be, hogy a Rilon mininek pld rövid (2,5m) és vékony (10mm2) munkakábelei lesznek. Régebben talán 4m-es és 16mm2-es munkakábelek jártak hozzá... Stahlinál a méretek rendben vannak, de kicsit olcsó hatású kiegészítők járnak a gépeikhez (sorjásabb műanyagok, keményebb kábelek...)
Az előzőekben emlitett Stahlwerk-es készülékeknek utánaolvasva eléggé felvillanyozódtam.
Egyetlen "hátrányuk" hogy eléggé testes szerkezetek. Kinti áruk elég jó, meg 5év gari, nem semmi ezt bevállalni.(Rilonnál 13ezerrel olcsóbb, de az sokkal kisebb)
Mint írtam a próba meglesz. A BLM-nél nagyon korrektnek tartom, hogy a nettó 140e Ft fölötti gépeket, kérésre kiszállítják és mindenféle kötelezettség nélkül letesztelheted a műhelyedben. A BLM mellett szól, hogy szinergikus, tudja a lift tig AWI-t, viszonylag könnyen hordozható és 15 kilós dob megy rá, bár ez utóbbiból csak a 270 mm-es. Ez nem tudom mennyire lesz hátrány. Előny még, hogy a szaküzletük csak pár km-re van tőlem, ha valamilyen probléma van 10-15 perc alatt ott vagyok.
Maseratisti!
Jelenleg egy Mastroweld 250AI-t használok, ez nagyjából hasonló kategória mint az Aluflux, ezt szeretném lecserélni egy modernebb, jobb gépre. A ProMig 250-nél leginkább azt furcsállom, hogy a külföldi forgalmazóknál sehol nem találom. Csak 160 és 200-as van mindenhol. Egyébként írtam nekik egy mailt, majd meglátjuk mit válaszolnak.
A Stahlwerkhez hozzászólva, 6-7 évig használtam egy WIG200P-t sosem volt semmi baja, még a hőkioldóját sem sikerült egyszer sem leoldanom, pedig néha toltam neki rendesen a kánikulákban is.
Rilon, Jasic, és bármelyik kínai gyártó azt gyárt amit kérnek tőle, olyan színben és felirattal amilyennel szeretnéd, kis túlzással ha análvibrátort szeretnél fogantyú helyett akkor az is lesz rajta :-) csak megérje anyagilag a gyártónak, és kurva sokat rendeljen belőle a megrendelő. :-) akkor kérheted lila/rózsaszín színváltós fényezéssel és csillámpónis matricázással is :-)
Komolyra fordítva a szót, a pocketforce már IGBT-s (ennek minden előnyével és hátrányával) nagyobb teljesítményű, és állítható rajta az arc force potival.
Mivel a Rilon 160 (és 200 is) a régebbi technika, kis túlzással hiba esetén bármelyik jobb régi tv szerelő ismerős tudja javítani. Újabb IGBT-s típusoknál bonyolultabb lehet a javítás, nyilván ugye kevesebbet fogyaszt, kisebb, könnyebb, erősebb...
A régi rilon egy még régebbi (ZX7-es) ipari gép kissé modernebb reinkarnációja , a többi felsorolt cucc meg modernebb, de szerintem kevésbé ipari megközelítéssel gyártott termék. Ami nem gond, mert a többség nem is azt keres, és nem is hajlandó megfizetni, és valóban szüksége sincs rá...




































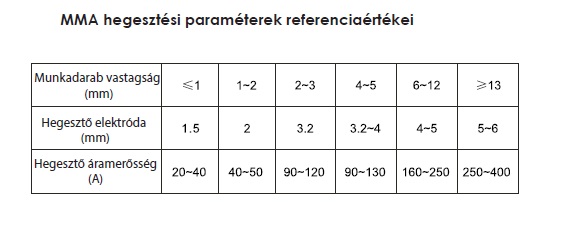








 Nekem ilyen lett a hegesztés vele.
Nekem ilyen lett a hegesztés vele.







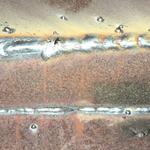














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}