Elismerem, nem vagyok gépész, talán ezért pont fordítva látom.
Ha egy üzemben egy alkatrészre van két alternatíva, és mindkettő kb azonos élettartamot bír, mégis a drágábbikat használják, akkor annak az üzemnek gond van a pénzügyeivel.
Igen, a környezet is lehet olyan - pl. egy festőüzemben a konvejor kocsik (mezei 6200-2Z a "futógörgő", 8db/kocsi). Kenőanyag hiánya a zsírtalanító technológia miatt, magas hőmérséklet a szárító és az égetőkemencében, plusz a festék. A rárakódott festék miatt gazdaságosan nem javítható, ha gond akad vele megy a lecsóba komplett . Használtak már KBS-t is, bírta a strapát, de mivel az ár a meghatározó, ezért az is kiszelektálódott a beszerzés rostáján.
Vagy ahol az adott üzemeltetési környezet így is úgy is tönkreteszi viszonylag rövid távon. Pl. mezőgazdaságban a poros-nedves környezet, nem mindig éri meg megvenni a drága csapágyat. Ócó kínaiból a KBS pl. szerintem a használható kategória. Viszont pont a taligakerekemben volt gyárilag valami iszonyat hitvány csapágynak csúfolt valami, rövid idő alatt úgy széthullott, öröm volt nézni, alumínium golyók voltak benne.
A kiciócót sem szabad alábecsülni az is egy kategória. Taligába, meg egyéb tervezetten rövid élettartamú cuccba tökéletes választás, mert olcsó és az adott üzemeltetési feltételek mellett az is kellően megbízható. (A durva hibák beépítéskor szűrhetők, a többi meg nem számít. Nem kell elhasználódás miatt cserélni, mert valami egyéb okból, - nem csapágyhiba - miatt elébb kidobásra kerül kompletten az egész egység.)
Elnézést hogy belevágok a beszélgetésbe! Érdeklődnék, hogy a Villgép AK-22 típusú (230v) kettősköszörű tengelyének átmérőjét valaki esetleg meg tudná mondani?
Ezt nem leszólásként írtam ne értsd félre, de én nem tudom már hogy lehet-e ilyen "nemhivatalos" forrásoknak hinni.
Beszéltem a netes keresgélésem előtt a FAG nagykerrel (Törökbálint), a kedves hangú kisasszonynak halvány lila dunsztja nem volt igazából hogy mit kérdezek és mit szeretnék. Ha nem dobja fel neki a gép akkor nem tud utánamenni a dolognak hogy legyen infó.
Biztos hogy vannak kivételek.
Az hogy valaki telefonban mit mond, és az hogy a világcég a saját honlapján lévő katalógusba mit ír le, szerintem azért nem emlegethető egy lapon.
"Pld. a P6 -ot régebben jelölték, manapság mindegyik csapágy tudja"
Ez tévedés.
Ha megnézed az SKF vagy a FAG internetes katalógusát akkor ott írják hogy a pl. a FAG-ból a "normál" csapágy az PN tűrésű, a C-generációs csapágy már P6 tűrésű
Az SKF-nél azt írja hogy az "SKF Explorer performance class" csapágyak tudják a P6-ot. Esetükben nem tudom hogy van-e ennél "rosszabb" performance class.
Szerintem kéne hogy jelöljék a P5 tűrést is mert miért "lólépéssel" haladnának a tolerancia skálán?
Ezer éve raktáron levő elfekvőből cuccot véve ezt a "P6-ot ma már mindegyik tudja" erős fenntartással érdemes kezelni és a kici-ócó választék is megérne ebből egy kisebb előadást.
Én pl. csak azért nem veszek kéz alól SKF-t (pontosságit) , mert egy időben rengeteg volt belőle a hamis. Gari nélkül a ruszki (gp3) sem kisebb kockázat, árban meg sokkal barátibb.
A "C" a csapágy hézagára utal, értékét a katalógusok tartalmazzák. Amelyik csapágyon nincs jelölve, az a C2 és a C3 között helyezkedik el. Minél nagyobb a szám, annál nagyobb a hézag. Pld. egy 23092 C4 méretű /furat 600mm/ csapágynál több mint 500 mikron. A "P" jelölés jelenti, hogy melyik precíziós osztályba tartozik. Pld. a P6 -ot régebben jelölték, manapság mindegyik csapágy tudja. Újabban csak a P4-től jelölik a gyártók.
A "P6" akár lehetne szabványos IT tűrés is, de nem az, mert külső méret esetén annak kis betűnek kéne lennie. Vagy a belső méretre vonatkozik, csak hülyén nézett volna ki, ha oda maratják?
Jól érted, maga a futás csak úgy lesz jobb, ha valami miatt összemegy (vagy eleve kis értékű) a hézag, de nagyon sok alkalmazáshoz teljesen felesleges az űberpontos futás. A csapágy pontossága elsősorban nem csak a gördölőpályához van rendelve, hanem mindenféle "külső" felületre vonatkozóan méret és geometriai eltérésre is vonatkozik. A hosszú élettartam feltétele, hogy beépítést követően is "hézag" maradjon, de a pontos beépíthetőség csak pontos csatlakozó felületekkel és illesztéssel biztosított. Csoportosan szerelve fokozódik a helyzet, mert ott együttesen kell ezt figyelembe venni. Ha "elvész" a hézag (akár lokálisan is a gördülőpályán), az fokozott terhelést jelent a csapágy számára, ilyenkor saját magát fogja elpusztítani rövid időn belül, a túlterhelődés mértékétől függően.
Öccseb és Vetesi Urak! Valahogy én is így emlékeztem, de nekem ellentmondás az, hogy ha a csapágyhézag nagyobb, akkor a futáspontosság hogyan lesz szintén jobb?
Vagy ezt úgy kell érteni, hogy a megnövelt hézagú csapágyat olyan körülmények közé visszük a munkája során, amikor dolgozik benne a C3 kategória - mert például azon a magasabb hőmérsékleten fut -, és ezért végső soron beszűkült a csapágyhézag a nagyobb futáspontossághoz szükséges méretre?
Véleményetek szerint szalagcsiszolóval szabad/lehet kisebb hengerfejet síkolni?
Csak ilyen javításkori kép van a gépemről, de részben jó is, mert látszik rajt az asztala. Attól félek, hogy domborúra csiszol, tehát a szalag a széleket jobban elviszi?! Próbálkozott valaki szalagcsiszolón finomabb munkával?
"A "C3" növelt hézagú. A normáltól nagyobb hézagot indokolhatja a nagy fordulatszám vagy nagy üzemi hőmérséklet..." motorkerékpár főtengelyhez használom.
A "C3" növelt hézagú. A normáltól nagyobb hézagot indokolhatja a nagy fordulatszám vagy nagy üzemi hőmérséklet vagy sűrűbb kenőanyag (extrém hideg üzem) vagy nagyon szilárd futógyűrű illesztés (átfedés), pontatlan beépíthetőség (egytengelyűség, tengelylehajlás), meg még ezernyi dolog, akár együttesen is.
A "P6" az már a 'pontossági kategória első lépcsőfoka" - pl. jellemzően az általános célra szánt villanymotorok csapágya. Sokszor a futási zaj korlátozása miatt alkalmazzák, ezen sokat segít a műanyag kosár is - ezért is van elterjedve az ilyen felépítés.
Ilyenkor látom igazolni azt a mindennapi törekvésemet, hogy minden régi katalógust/könyvet kidobás előtt (vagy inkább HELYETT) beszkenneljem, és megosszam. Mert az volna a tutkeráj most, ha volna egy régi MGM katalógusunk abból az időből, amiben számszerűen megadták a futási adatait ennek a csapágynak. És akkor azokat most össze lehetne hasonlítani a mai adatokkal, hogy elhelyezzük a régi csapágyat a mai palettában.
Amúgy a C3 mit jelent? Nem az jelent egy magasabb hőmérséklettartományt?
Van a kezemben egy sima 6006 csapágy. MGMRADAX FM1, a külső palástba p6 belesütve.
Próbálok a neten keresni utánpótlást, de ami 6006 p6 csapágyba belefutok az textilbakelit kosaras és C3.
Nem hiszem hogy ma csak textilbakelit kosárral tudják tartani azt a futáspontosságot mint amit 40+ éve a magyar gyár tudott "sztenderd" komponenesekkel.
Vagy változott a világ annyit hogy a P6, bövelt futáspontosság az alap már a csapágyaknál?
Valaki aki Csapágyman (tudod mint a Spiderman, Superman, Aquaman, stb....) segítsen kiigazodni a világ eme rögös dolgában! :)
Az Fo32-n nekem is lekopott a sebesség táblázat a 60 év alatt, sajnos nem gravírozott volt. Én azt csináltam, hogy figyeltem a hirdetéseket és amikor felkerült egy olyan, aminél a fotókon látszott, hogy azon még jó a tábla, ráírtam az eladóra aki rendes volt és lefényképezte. Ezután kerestem egy gravírozós céget -van egy csomó- aki vállalta, hogy a képből kiszerkeszti és rá is gravírozza rozsdamentes anyagra a táblát. Szerintem teljesen jó lett. Nem mondom, hogy olcsó volt -egyébként több helyről kértem ajánlatot, rozsdamentesre itt volt a legolcsóbb, 25 mátyás körül- de ezt mindenképpen szerettem volna pótolni a gépen.
Hidraulikus előtolású fűrészgép kell hozzá, mert nem nyomódik rá a fűrészlap eléggé az anyagra, Ilyenkor csak reszelgeti és elkopik a fűrészfog. Ez már nem barkács kategória.
Miért? Mert az eredeti elgondolás az jó volt? Az újabb (öntapadós) alutáblák jobbak, amik az olajos cuccnak hála idővel "elúsznak" a felületen? (Leválnak, a papír alapúak meg foszlanak...)
Tényleg nagyon pici gép. 8-ast már csak tömör műanyaghoz, fához ill. aluhoz venném elő. kb. 40-es tömör átmérőtől jó lehet a 10-es - bár ebben a gép méretkategóriában acélt vágni még elég durva, de mindenre is alkalmasra a 14-est részesíteném előnyben (ha létezik ebben a szalagméretben vagy a vastagabb dolgokhoz a 10/14-es váltottfogút - meg úgy gondolom ez csupán kézi előtolású szerkezet). Nálam hobby kisgépen (EBS181) a 9/11-es, ami ilyen univerzálisnak rendszeresített, vékony zártszelvénytől a kb. 50-es tömörig.
A fogosztást 1 hüvelykre adódóan adják meg - a 10-es az a 2,54mm-es nagyságnak felel meg.
"adott keresztmetszethez ritkább fogú" - ha jól gondolom akkor kisebb keresztmetszethez sűrűbb fogazat kell (vékonyfalú szelvények) és tömör anyaghoz ritkább.
a hűtés nehezen oldahtó meg, de majd szünetet tartok
a vágósebességből is csak kettő van, az sem adagolható rendesen
konklúzióként egy tömör nagyon kemény anyaghoz a legritkább fogazat kell, a képen a kompatibilis szallagokhoz 24, 18, 10, 8 fog van, gondolom centinként. Szerszámacélokhoz (pl ehhez a k1-hez) vegyek 8 fogasat vagy a 10 is jó? én egyáltalán nem értem hogy miért van ekkora ár differencia. Illetve egy alkalommal kettő volt a dobozban egy alkalommal meg három, de ez nem állapítható meg a honlapról.
Relatív nagy lapnyomással darabolódik jól, de akkor sem gyorsan. Tehát mérsékelt szalagsebességgel, bő hűtéssel és éles , az adott keresztmetszethez a szokásostól ritkább fogú lappal, hogy kevesebb él legyen egyszerre fogásban, mert ekkor az előtolóerő kevesebb vágóélen oszlik meg. Sűrű fogú lapot nem lehet benne megtolni rendesen, mert iszonyat erőt kíván (könnyű hozzá a keret), meg ha betömődik és beletörik a fog az anyagba, az nagy szívás.
Az edényfüle KO33 az alapesetben egy lágy anyag - amíg meg nem melegszik...
vettem próbából k1-es szerszámacélt és nem viszi a szallagfűrészem. Eltaláltátok egy barkács szallagfűrészem van, de új szalaggal. mármint viszi, de olyan lassan hogy lejár a személyim mire végez. Azért zavar, mert a savállót remekül viszi én meg azt hittem az szívósnak számít. mit tudok tenni azon kívül hogy gránit koronggal vágom?
Sajnos nem az Én EAN gépemre való táblákat készíti az ember . Az utolsó kocka EAN táblakészlete ... Én mintának vettem volna a matricás verziót , és sav maratott táblákat készíttettem volna ennél http://www.abziehbilderservice.de/Start.htm a cégnél .
Nagyon jó minőségben készíti a táblákat .
Marad a további keresés , hogy jó minőségű eredeti táblát találjak a mintavételhez .
"szegecs hiánya" Nekem sem tetszett, ezért szegecset is tettem. A ragasztás megakadályozza, hogy kosz menjen alá és felpenderedjen vagy később púposodjon. (Tesóm nyomdász, csinált vastag offszet lemezből "formát", gépen befestékezte, utólag méretre vágva, lakkozva. Ahhoz még a 0,3-as lemez is vékony, hogy ragasztás nélkül ne sérüljön.)
Régen használtunk egy olyan trükköt, hogy nagy tartály vasklorid (20-30cm mély), az egyoldalas nyák hátára szigszalagból fül, arra cérna. A fülnél fogva óvatosan a száraz lapot ráteszem a vasklorid tetejére, és szépen úszik rajta. A cérna a vész esetére, ha elsüllyed ki tudjam húzni. De nem süllyed el!
A leoldódott réz nehéz, lesüllyed, mindig friss cucc jön a helyére, szép egyenletesen és gyorsan megy, anélkül hogy mozgatnám vagy agitálnám.
Én nem csak NyÁK-ot maratok, hanem réz, alpakka alkatrészeket is. A különbség az, hogy a NyÁK maratásánál a "mindent vagy semmit" módszer érvényesül. Ahol ki kell maratni, ott mindennek el kell tűnnie, ahol ki van maszkolva, ott minden megmarad. Az alkatrészeknél viszont sokszor ahol ki kell maratni, ott egy simára maratott felületnek kell maradnia. Mint pl. a tábláknál.
A maratásnál szerintem nagyon lényeges, hogy a marató folyadéknak folyamatos mozgásban kell lennie. Én egy csövön kis nyomású levegőt buborékoltatok bele, az tartja mozgásban a folyadékot. Pl. egy akvárium pumpával. A megfigyeléseim szerint nem szabad túl sok levegőt belenyomni, tehát ne legyen olyan, mintha forrásban lenne, hanem éppen csak buborékoljon. Ha túl erősen bugyborékol, akkor hajlamos egyenetlenül marni, felül erősebben mar, mint alul. Hasznos dolog a táblát időnként megforgatni. Az ideális az, ha a folyadék 50-60 fok között van. Ha túl meleg, a maszkolás leválhat.
Már egy ideje csak fotomaratással dolgozok. Semmi más módszer (filctoll, maszkoló csík, stb.) nem ad olyan eredményt. A mintát számítógépen megtervezem, fotostúdióban levilágítják. A film nagyon részletes, 2400DPI-s géppel készítik. Fotolakknak Positiv20-at használok, a Conradnál kapható (úgy megy felfelé az ára, mintha dróton húznák.) A Positiv20 elvileg egy évig működik, de a tapasztalatok szerint, ha állandóan a hűtőben tárolják, 2-3 évig simán elmegy.
Nemrég láttam egy videót, a fickó sóoldattal+árammal maratott.
Egy 9 Voltos elem egyik végét a tárgyra kötötte, a másik végére krokodilcsipesszel egy sós vízbe mártott fülpiszkálót fogott, és azzal pacsmagolta a tárgyat cca 15 percig.
Hallottam erről a technikáról,azt mondták érdemes a nyomtatott lapot még akár kétszer is újra átküldeni hogy kellő vastagságú festékréteg legyen a lapon.Bár lehet a nyomtatás vagy a nyomtató megfelelő beállításával nem szükséges csak egyszer.
Még annyit, hogy sósav és hidrogén-peroxid keverékével maratok. Olcsóbb, gyorsabb mint a vasIIIklorid. Alumíniummal nem próbáltam, de szerintem azzal még a tiszta sósav is elbír. Vagy tömény NaOH.
Mostanában nagyon keveset maratok, de NYÁK készítésénél a lézernyomtató festék vált be a legjobban, néhány tized mm-es vonalak is készíthetőek vele. Nagyjából ezzel a technológiával készítem:
Ez régi történet,kulcsokhoz szerettem volna feliratos maratott bilétákat készíteni. A legrosszabb eredményt az alkoholos filc hozta. Az öntapadós betűsablon jobb volt de a kezdeti ígéret gyorsan romlott ha tovább marattam. Eltűntek a sarkok,és az egyenes szakaszok is életlenek lettek.
Ma vannak korszerűbb módszerek, talán eredményt is lehetne elérni, kísérletezni kellene...
Én rendszeresen maratok. De rezet, vagy réz-tartalmú alpakkát. Valahol olvastam, hogy alumíniummal is működik, de nem próbáltam. Kérdés az is, hogy ha vas-kloriddal maratsz alumíniumot, akkor a felület nem barnul-e meg örökre? Lehet ammónium-peroxiddal is maratni, az nem barna (a József körúton kapható az is).
Én azt hittem azért kell fotó hogy elkészítsd a táblákat.
Valóban a tábla feldobja a gépet viszont felragasztva, a szegecs hiánya nekem nem tetszik.
A fűrészgép két tábláját én is kicserélném pláne hogy a sarkain a furatok kiszakadtak. Korábban próbáltam maratni de a vasklorid lassúnak bizonyult csúnyán alámaródott nem lett kontúros.
Az E1N kapcsolódobján nem emlékszem hogy cserélhető-e a táblázat és miképpen ha igen. Eddig azért kihámoztam a gépkönyvből hova kell állítani. A házon lévő táblázat nem egy időtálló gondolat bár nincs is szükség rá a frekvenciaváltó miatt.
Ez a Ganz kapcsoló előlapi táblája gondolom maratott mert a sötét részek mélyebben vannak mint a felíratok felülete. Próbálta már valaki a maratást?
Pl . itt egy üllőm ,szerintem még darabokból kovácshegesztett .
Nem bírtam már el az Lv. nyolcvanas kiválasztott pótdarabot ,félreraktam hogy majd visszamegyek megveszem . Volt közben kis találkozásom fejbúbilag egy kisebb darab vassal , nem mentem érte két hétig legalább .
Most úgy néz ki komoly változások vannak méhtelepileg , bemegyek délelőtt ,megnézem kidobnak e ....
És vajon mit csinál, ha szálról adagolva gyárt rajta az ember mondjuk 30-as átmérőjű alkatrészeket? Vagy vajon a csapágyak hogy bírják a nehezebb dolgokat? Otthonra játszani elég a 300-as csúcstáv 20-as furattal. Én ekkora géppel szöszmörgök otthon jellemzően sárgaréz, vagy műanyag alkatrészeket gyártva. Igaz nem nagy alkatrészeket gyártok. Eddigi legkomolyabb alkatrészem egy D18x50-es vascső volt benne egy 15,5-ös furattal. Egy régi ismerősöm kérte, aszonta mindegy milyen bilivasból van, csak vasból legyen. Én BC3-at tudtam szerezni, szóval nem éppen a bilivas ketegóriát, de óvatosan elvitte, nem fulladt le. Mondjuk a 15-ös fúró előtolását vissza kellett fogni, mert a beállított 600as fordulatot 400 alá nem igazán akartam csökkenteni azzal, hogy tolom neki mint a hülye. A HSS kések pedig szépen vitték szintén óvatosan kis fogásokkal, csak egyszer-egyszer csúszott meg a felületen az ürgeölő spray miatt, meg amiatt, hogy nem a legélesebb késemet akartam elcsorbítani erre a munkára. Amúgy sem számított kb semmi, mert csak egy átalakító volt, nagyjából hasonlítson arra, ami a kézi firkán látszott😀
Igen, tudom, hogy utána lehet állítani, csak hogy a mérőhüvely nem engedett még a csavarlazítónak, a racsnit még nem fújtam be. Ennyi macerát meg egyelőre nem ért meg nekem. A körmös kulccsal meg nem akarom eltoszni a kis furatokat. Majd ha lesz hozzá kedvem, majd bíbelődöm vele, addig meg úgy sem fog kelleni, vagy ha mégis, akkor majd kivonom azt az egy századot🤣
Köszönöm szépen ! Nagy segítség ez Nekem , hogy megtaláltátok... Én segítséggel használom a net nagyobb részét + olyan területen élek-lakom ahol csak mobilnet van és minimális térerő , tehát gyenge és lassú a net . Ami nem baj , mert nem ez éltet és így nem vesz el sok időt a teremtő-alkotó fizikai munkától .
Örülök a tábla lehetőségnek !
Egy igényesen felújított gép táblák nélkül olyan , mint egy gyönyörű nő haj nélkül ....
Az általános esztergától el kell egy kicsit szakadni. Valóban jobb a nagyobb tömeg és általában úgy van a a tokmány is ahogy mutattad, de van attól eltérő gép.
Ez bizony 38-as orsófuratnak látszik és nem is 20-as anyag van a 125-ös tokmányban
Súly 83 kg, és elviekben elforog benne a 440 mm-es átmérő ( 125-ös tokmánnyal?)! :-) Az E 400 több mint 2 T, alapesetben 400 mm-max átmérővel! Érdekesek ezek az adatok, össze-vissza irkálgatnak. Az én gépem 780 kg,1.5 kW, gyárilag 125-ös tokmány, max átmérő 243mm (tapasztalat)!125-ös tokmány méreteit nézve közelebb jutunk(szerintem az igazsághoz!
EAN eszterga főorsóházon és a gépen lévő adattáblák fényképeire - befoglaló méreteire volna szükségem , hogy gyártatni tudjak új táblákat . Lehet , hogy másnak is szüksége volna új táblákra ...
Az Paypal Xoom service utalásra gondolsz, aminek 0.8% a díja?
Vagy vásárlásra egy beregisztrált bank kártyával?
Nekem oda érkezik a jövedelmem (PP), így a feladat fordított, forinthoz szeretnék jutni viszonylag jó árfolyamon. Én azt csinálom, hogy Xoom-al utalok Revolut EUR számlára és átváltom ott forintra. Tehát EUR > EUR utalás történik, lehet ezért nem látok ilyen opciót.
A globális beállítás szünt meg. Minden egyes utaláskor át kell állítani, hogy ne ők váltsák, hanem a bank. Mielőtt engedélyezed a fizetést a forint összeg mellett van egy gomb vagy kék szöveg és ott kell át állítani.
Az biztos, hogy át lehet a helye már kevésbé :-) Pár hónapja utaltam utoljára, így a pontos helyre, szövegre, gombra nem emlékszek.
Nem akarom szétoffolni a topicot de hátha másnak is hasznos. Lehet többe kerül valamivel a PayPal de továbbra is azt mondom, hogy vadidegen külföldi cégeknek csak úgy utalgatni többszázezer forintokat mindenféle biztosítás nélkül elég vakmerő dolog. Nem mindig a legolcsóbb megoldás a legjobb. Volt már olyan, hogy buktam volna a pénzem ha nincs a PayPal vásárlói védelme. Legutóbb meg pont belefutottam egy kamu oldalba, szép puccos honlap jól megszerkesztve, elég jó árak (túl jó, azért is lett gyanús) aztán facebookos kutakodás után derült ki, hogy másokat már lehúztak, amúgy egy közel 2000 eurós gépről volt szó, szóval nem a kínai esztergakés kategória 30$-ért. Emailre is gyorsan válaszoltak. Persze PayPal nem volt, csak utalás. Szépen elutalom a pénzt aztán harangoztak neki, utána többet nem látom, mehetek panaszra az égiekhez. Egyébként be lehet állítani, hogy a bank váltsa a devizát ne a PayPal, akkor rendes középárfolyam megy. EU-n kívülről amúgy sem nagyon érdemes rendelni 1-1 darabot valamiből, a megnövekedett szállítási költségek, vám+Áfa el is viszi a "hasznot" meg még várhatsz is rá egy hónapot. Persze itt nem az Aliexpresses néhány dolláros kacatokra gondolok, hanem nagyobb értékű gépekre, eszközökre, ráadásul a garancia is nuku.
Igen a veszteségem valószínűleg ebből adódhat, a valutaátváltásból és az átváltási díjból.
A PayPal nem túl jó, mert nem feltétlenül ez a legolcsóbb megoldás. Egyrészt az átutalás díja 4% + Átváltási árfolyam (saját árfolyama szerint ami megint nem a legolcsóbb) + átváltási árfolyam haszonkulcs 3%. Nagyobb összegnél ez már szép summa.
Ezen kívül ha az EU-n kívül küldöd, akkor határátlépési díjat is számol fel a PayPal. Valamint amikor valamilyen árut veszel nem pénzt utalsz, akkor más díjakat is számol fel a PayPal. Ilyenkor az eladónak fizetnie kell a pénz fogadásáért, nem is keveset, de ha nem az adott valutában van a pénzed, hanem mondjuk forintban, akkor tőled vonja le a PayPal.
Ez mindenesetre megnyugtató, hogy azért nem egy kamu cégről van szó, ahol lenyúlják az ember pénzét. Az hogy nem úgy működnek a dolgok ahogy kellene az más kérdés.
Nem terólad beszéltem a törléskor, hanem arról, hogy ha kártyával fizetettnél akarod visszakapni a pénzedet, akkor azt az eladó szimplán törli, és az egész tranzakció törlődik, a pénzed visszakerül a kártyádra. Ráadásul, ha a kártyád devizakártya, amin nem forintban van a pénzed, hanem euróban pl. akkor euro-forint és forint-euro átváltási veszteséggel se kell számolni.
ELLENBEN
Ha utalással fizetsz, van odafelé egy utalási díj, és visszautaláskor is egy utalási díj. Rád fogják verni mindkettőt, mert a visszautalásnál szerintem az eladó valamit fel fog neked számolni vmilyen címen. Hozzá még egy forint-deviza oda-vissza váltás, és máris pórul jártál 24 000.- forinttal.
Én nem töröltem a vásárlást, mégis visszajött. Ha az eladó is megteheti hogy törli akkor igen. Hogy ez most jobb vagy sem az más kérdés. Jelen esetben nem volt jobb, mert így buktam rajta 24e Ft-ot.
Aki ilyen külföldi bizniszelősdit akar, javaslom regisztráljon egy PayPal fiókot. Ugyan még rátesz kb. 3-4%-ot az árra tranzakciónként jutaléknak de sokkal biztonságosabb. Az át..szós boltoknál nem is szokott paypal-es fizetés lenni mert úgy nehezebb átverni. Leverik az eladón ha tudod bizonyítani, hogy átvert és visszakapod a pénzt. A sima banki utalás a nagyvilágba tényleg nem olyan buli, ott futhatsz a pénzed után ha van valami. Amazon-nál mertem eddig megcsinálni, ott nem volt gond.
A 24e Ft bukta valószínűleg a valuta ugrálás miatt volt, fizettél X eurót amit a rendszer forintból váltott át az aktuális közép árfolyamon, eltelt 1-2 hét, a jó kis stabil forintunk pechedre most pont erősödött, ők ugyanazt az X eurót utalták vissza csak a rendszer már ennyivel kevesebb forintra váltotta vissza a változó árfolyam miatt. Nagyobb összegnél már 10 Ft is sokat számít eurónként.
A Vevor egyébként korrekt, igaz én csak egyszer rendeltem de pár nap alatt megjött, jól be volt csomagolva és a termék minősége is egész tűrhető volt az árához képest. Nyilván az ottani cuccokat a helyén kell kezelni de pl. a nagyobb keresztasztal amit árulnak árához képest egész használható, fúrógép alá pl. tök jó.
Az esztergapaddal kapcsolatban nem volt kérdésem. A kérdésem az volt vásárolt-e már onnan valaki sikeresen.
Abban pedig tévedsz, hogy a kártyával vásárlás esetén nem lehet visszautalni. De bizony lehet minden további nélkül, hisz a kártyához tartozik egy számlaszám. Számlaszám nélkül nem létezik kártya csak úgy magában!
Én már nem egészen tudom követni, hogy mi a kérdésed a VEVORtól vásárolt Amazon-os esztergapaddal kapcsolatban.
De az biztos, hogy ha kártyával fizetsz, akkor a visszautalás miatt nem veszítettél volna 24eFt-ot, mert a kártyára nem lehet (vissza)utalni pénzt, csak a tranzakciót lehet törölni.
Megrendeltem egy terméket, először, raktáron volt a weboldal szerint. Kifizettem majd ezután kaptam a levelet, hogy nincs raktáron. Jópár levélváltás után visszautalták a pénzem 24e Ft buktával. Nyeltem egyet majd rákérdezés után, hogy van-e raktáron, az igen válasz után ismét megrendeltem egy másik fajtát, jött a dátum mikor érkezik és 2 nap múlva ismét eljátszották a nincs raktáron történetet. Harmadjára már nem fizettem, csak kérdeztem, ezt a választ kaptam:
Ez a termék csehországi raktárunkban csak kis mennyiségben elérhető, és német vagy francia lakcím esetén tudjuk Önnek küldeni.
Magyarul nesze semmi fogd meg jól.
Hát nem tudom, de szerintem egy csomó kamu gép van a weboldalukon. Az biztos, hogy a levélváltásaink után hirtelen egy csomó gép nincs raktáron lett beleértve az általam választottakat is.
Gyorsan korrekt módon szállítottak, sajnos a szokásos papírvékony rendkívül gagyi kínai minőségben. Azt hiszem ezeknél feltétlenül jobb választás egy öreg megkopott, de még az örök életre készült használt gépet kivárni és megvenni. Amit eddig láttam eszterga, asztali köszörű, fúrógép, keresztasztal, dönthető asztal, körasztal, gépsatu stb ezek mindegyike olyan minőséget képviselt hogy a posta költség nagyobb pénz mint a termék értéke.
Azt ugye tudod, hogy a mikrométereket saját magad hozzá tudod kalibrálni az etalonhoz?
A te esetedben a furat névleges méretére nyitod vele, rögzíted a méreten, majd a mérődobot beállítod rajta a pontos méretre. Utána rögzíted a dobot a tengelyen.
És onnantól elvileg - ha a köszörült menete nem túl kopott - minden méreten megfelelően pontos.
Ha a menet pontosságát is ellenőriznéd, kell szerezni kisebb etalont is, amin mérve kiderül, eltér-e.
A Vevor szerintem kimondottan megbízható. Párszor rendeltem tőlük, minden rendben volt, és egy szempillantás alatt megérkezett az áru. Másoktól is ezt hallottam.
Ami a fizetést illeti, én pont fordítva gondolom: ha csak lehet elkerülöm axokat a cégeket, ahol nem lehet kártyával fizetni. Gyorsabb kényelmesebb és olcsóbb. Az utalással szemben itt nincs vita, hogy ki fizeti a tranzakciós költséget: az eladó fizeti.
Nem az esztergára voltam kíváncsi, hanem a vásárlásra. Hogy vett-e már valaki sikeresen. Akár innen, akár a Vevortól. Mennyire megbízhatóak. Csak mert a legtöbb valamire való forgalmazónál lehet utalással fizetni, a vevornál meg nem, csak kártyával. Ami már jelzi, hogy nem stimmel valami. Nem egy gombostű tartót vagy csavarhúzót vesz az ember, hanem nagy értékű gépet.
A győzelem szaga... Kicsit lejárt a subler hitelesítése, de a tolómérce amúgy sem mérőeszköz, csak saccvas.
48 órányi WD-40 fürdő után befújtam egy kis csavarlazítóval, majd egy sniccerpengével óvatosan szét feszítettem a két összerohadt pofát. Amennyire tudtam lepucováltam róla a WD-40, csavarlazító, és régi kencefice elegyet, és rozsdát, majd lekentem műszerolajjal, és összeszerelés után ezt a képet kaptam. Ö-öm, é bódottá! Holnap beviszem munkahelyre, ott van próbadarab, majd leellenőrzöm azzal is.
A mérődobot le tudom tekerni, viszont a másik irányba tekerve a racsni kicsit nehezebben mint kéne, de működik, csak úgy lett eltéve, hogy a két pofát összeszorították, majd kapta a párát, vizet, stb-t és szépen összerozsdásodott. A munkahelyin körmöskulcs kell hozzá. Olyan, mint a flex tárcsarögzítő kulcsa, csak jóval kisebb. Majd megnézem az otthonit, hogy milyen kell, ha olyan amilyen mh-n van, akkor majd megpróbálok két kis stiftet beledugni, és azzal óvatosan kitekerni, de csak akkor ha nincs más megoldás. Ha nem muszáj, nem szedném szét a racsnit, mert ha szétugrik, nincs az az isten, hogy összerakjam még egyszer.
Lehet, hogy hátulról kéne kezdeni a szétszedést. A nyele felől. Ott kéne legyen egy feszítőanya, vagy csavar, a nyél végében. Azt ki kéne venni, spec kulcs szokott kelleni. Aztán ott megáztatni WD40-el a menetet, anyát, stb.
Örököltem egy 5-30 mm méréstartományú kétpofás lengyel VIS gyártmányú furatmikrométert, aminek a pofái a sok éven keresztüli helytelen tárolás miatt összerohadtak. Az a kérdésem, hogy hogyan tudnám szétműteni a két pofát? Szeretném használni, de így sajna nem tudom. Jelenleg 24 órája WD-40-ben ázik, de meg sem nyikkan. Ugye erőltetni nem akarom, mert ha megsérül a finom menet, akkor végleg eldobhatom.
Van egy nút maró 150mm-es fához való körfürészlapom. Sajnos nincs rajta az a két kisebb lyuk a 30-as tengely furata mellett a két pöcöknek. Arra gondoltam, hogy megfúrnám. Szabad-e szerintetek és mivel? Elég kemény lehet az anyag.
A 80as években keleteurópában ez úgy ment, hogy legyártották, a meo selejtnek minősítette, a selejtet kezelők kilopták a gyárból, és mindenki jól járt. Ha az üzem vezetése is benne van, akkor kicsit egyszerűbb.
De várom a meggyőző magyarázatot a gyárival megegyező minőségű és kivitelű lapkákról, melyek eredeti kínaiak ám 20%-os áron vannak. És most ne ragadjunk le annál, hogy svéd vagy német, hívjuk úgy, hogy nyugati.
Készterméket lopni sokkal nehezebb, mint üzemeltetni a gépeket egy éjszakai műszakban is...
Volt egyszer egy riport valami kínai kereskedelmi "fontosemberrel". Azt nyilatkozta hogy tudnak jó és tartós cikkeket gyártani és leszállítani de az importőr az olcsó termékeket hajlandó csak importálni hiszen az jobban fogy a polcokról mint a drágább de jobb minőségű termék. Ha a polcon tárolgatják mert drága, nem forog az üzlet.
Abban a ligában ahol mi játszunk, mi vagyunk a vevők, már nincs német gyártmány.
Ami újdonság, hogy egyes kínai lapkák már Sandvik minőségűek 10-20%-os áron !!!, ami nyilván azt jelenti, hogy a nagy cégek ott (is) gyártatnak, és éjszaka egy kicsit üzemeltetik a gyártósorokat a kínaiak saját zsebre.
Nyilván a Merci beszerzője nem az Aliexpressről fog rendelni, de a piac alsó szegmense kezd szűkülni a nagy gyártóknak.
német gyártású cucc <--> kínai gyártású cucc azonos árszínvonalon. A német szarabb lesz.
Amiről te beszélsz az az, hogy a német megveszi a kínait és ő árulja, illetve a kínai árulja a sajátját --> tehát te csak kínai gyártású cuccról beszélsz.
Ugyanezt mondom én is. Ha a német is ugyanazt a kínait árulja mint a kínai az Aliexpressen, akkor a kínai olcsóbb lesz.
Az Optimum azzal verte a habot 15-20 éve, hogy német mérnökök minőségbiztosítanak a kínai gyárakban, hogy onnan csak jó minőség legyen optimumosra címkézve. Ilyenkor borzad el az ember, hogy milyen lehet a gyártás, ha ez már a krémje...
A valódi probléma az, hogy NINCS német gyártás, az a kategória amit mi keresünk, már rég nem létezik német kiadásban, nálunk a gyártást szétverték 88 után, pedig pl. egy E3N az a világpiacon is eladható lenne nyereségesen. Német holmit úgy tudunk venni, hogy a kínai van németre címkézve.
Nyilván a Hermle nem ez a liga, de például a Trumpf kezd kihívókat kapni, mert kínai lézergépek jönnek be töredék árakon. Igaz, eddig is a pofátlanság nonpluszultrájának tartottam, hogy sok százezer ájróért kap az ember egy nagyobbacska koordináta asztalt, miközben a lézer is más gyártótól jön, a vezérlés szinte mindegyikben Sinumerik. Mert több tartalom pedig nincs a gépben.
Ha egy cucc 100 forintba kerül, és kínai, akkor az olcsó, kínai tömegtermelésben lesz valamilyen színvonalon.
Ugyanezért a 100 forintért Németországban a sokkal magasabb költségek miatt kábé a lóf.sz kategóriába tudják eljuttatni ugyanazt a terméket.
Ezért lesz a német rosszabb, ha ugyanaz az ára.
Ebben az összehasonlításban persze nem vesszük figyelembe, hogy, ha csúcsterméket akarunk szerezni, lehet, hogy érdemesebb lenne német gyártmányt keresni - és az árcédulát nem nézni, nehogy agyvérzést kapjunk - mivel csillagászati áron lesz.
Persze létezik kínai csúcstermék is - csak vagy vmilyen ismert, nem kínai világmárka égisze alatt (pl. Nikon, Canon, mind Kínában készül), vagy, ha kínai márka, akkor nem nagyon fogod látni a piacon, mert ismeretlen márka Európában. Ez alól csak pár márka kivétel, pl. a mobilpiacosak.
A kínai olyat csinál, amilyet megvesznek tőle. Leszarja, hogy a sok európai megrendelő a full gagyi kategóriát kéri tőle, azért, mert nem foglalkozik mással, csak az árakkal. A legjobb példa erre a német megrendelésen alapuló Aldis-Lidlis tolómérő utóbbi három szállítmánya. Szó szerint olyan pocsék minőség, mintha kézi ráspollyal reszelték volna meg egyes mérőfelületeket. Pedig ők tudnak Mitutoyo szinten is gyártani olyat.
...amúgy az Alival mi a bajod? Ha ugyanazt a kínai tömeg terméket az Amazonról vagy a EcPecc Hungary KFT-től veszed meg, attól jobban érzed magad? :DDD
Sztem pont az ellenkezője... ez már inkább egy kínai "brand", elég sok hasonló terméket összefog. Nyilván a Vevor nem készít ennyi féle mindent, inkább összeválogatja a tengernyi kínai motyóból a portfólióját.
Egy 100-as 3 pofás tokmányt lehet, én is bekockáztatok... ismerős vett 2D asztalt, fúrógép alá, ő meg van vele elégedve. Valami ilyesmi:
Olyan kérdésem lenne, hogy van valakinek tapasztalata Vevor eszterga vásárlással kapcsolatban? A neten fent lévő és kártyás vásárlással vehető esztergákra gondolok. Vett már valaki sikeresen?
Azt tudtam, hogy Csuhás hímes tojásként bánik majd vele, hiszen sok-sok kilométert tett meg azért, hogy az előző állapotot ne kelljen neki látnia. :-))
Igen, a sarok legvége majdnem egy tizedet elhúzódott. De csak a csúcstól számított 6..8 mm részen. Szóval nem jelent akkora gondot így nem is nyúlok hozzá. Lehet hogy hűlés közben egy kicsit kalapálni kellett volna a varratot.
Fú, itt nagyon vigyázni kell, könnyen jön a nevelés. Mindenestre a többi bajodnak biztos nem én vagyok az okozója, biztosíthatlak.
Tehát köszönöm, hogy megosztottad a tapasztalataidat, legközelebb igyekszem 4 órán belül megköszönni és erre figyelmeztetni a többit is akik esetleg majd egy ev múlva olvassák a posztodat.
"...festék annyira telítve volt helyenként olajjal...."
Valóban tapasztalható hogyha egy festett felület olaj éri, a felülete,vagy a réteg egésze felpuhul. Mintha felvenné az olajat.Erre festeni ténylag nem lehet. Ha az olaj oldószerekkel eltávolítható és a festék felső rétege lecsiszolható és az igy keletkezett alap száraz kemény felület, volt hogy sikerrel ráfestettem.
Ha a fullra lepucolás a megoldás az öntvény zárványaiban lévő olaj okozhat meglepetéseket.
A gitt olajszivattyúként hozza ki az eredetileg tűhegynyi nyíláson a szutkot. Mivel mutatja magát elő a vésőt, fúrót,és a kis nyílás mögött akár borsónyi üreg tárulhat fel.
Én csak felhasználóként tudok nyilatkozni a festésről - még nem festettem át teliben egyik gépem sem: Frissen vásárplt gép nálam csak alapos mosás után jöhet be fedél alá. Tapasztalat, hogy ami csak ráfestett az az első mosólével nagyrészt le is jön... Ami tartós és nem mozdul, az az első réteg a kittelést követően az öntvényen - ha az sérült volt és rákentek, az ellenállás nélkül jön le. Ha csak részben festették át, de az eredetit is lepucolták róla a vasig, az tart, szinte függetlenül attól,hogy milyen festéket használtak.
Nekem ez a részleges festés nem vált be. Nektek igen?
Esztergalábbal próbáltam, de az eredeti festék annyira telítve volt helyenként olajjal, hogy először átütött a kitten, később pedig nem csak ott, hanem olyan helyeken is, amit előre látni sem lehetett, és ledobta a zománcot.
A szolgálati közlemény mellet ha már látogatod a fórumot,a 48631-32 hozzászólásomra esetleg egy kis reagálás, ha már megosztom a tapasztalataimat és fotókkal illusztrálva próbálok segíteni? Egy köszi is megteszi ha már más nem reagált, de ha magánlevelezésben(eme fórumon kívül) jobb ötletet kaptál azt is megoszthatnád velem...
Ha hozzátehetném az ilyen kisebb koccokat felesleges kijavítani elég csak csiszolóvászonnal lekerekíteni a lepattant részeket.A fedőfestés úgyis eltér majd árnyalatban. Ha majd bántóan sok lesz a hiba akkor esetleg...
A rezakrillal festett gép vezetőléce mint látható hogy satuba lett fogva hántoláskor. Csak maga a befogás miatt nem pattant le a festék a satu pofák hagytak némi benyomódást tehét nincs túltőltve,az alap is a rétegvastagság megfelelőnek tűnik.A karcokat más okozta.
Nem tudom mikor edzik, de kemény anyag. Hasonlít a jobb kéziszerszámok fogók anyagához. Ezek már legalább fél évszázados satuk de a csúszófelületeken egyetlen berágódás sem látszik, az örökkévalóságnak készültek.
A forgács is képes elkoptatni - nagyoló jellegű marás és fúrás nagyszériában (hidros satu indokolt), meg mindenféle ütődésnyomtól is véd. Ha egy anyag a gerincével, az a része sem biztos, hogy indukciósan edzett - akkor ez sem marad lágy.
Érdekes. A tetején látom a forgácsolásnyomokat. Szóval gyártáskor még vitte a maró. A hőkezelésének meg nem igazán látom az értelmét. Vagy valami olyan funkcionális része ennek az alkatrésznek, ami erősen ki van téve kopásnak?
És ha nem szögletesre szednéd ki, hanem kerekre? Pl. egy 20-as ujjmaróval - aztán beleragasztasz/forrasztasz egy 20 rudat és lefaragod a kiálló részeket.
Szerintem egy HSS maró is gond nélkül el fogja vinni.
Talán megpróbálom keményfém maróval kb 2mm mélyen haladva valami szögletes formára kiszedni a sérülés szegélyét. Azután szobrászkodok bele egy vasdarabot, amit megpróbálok pár pici avi pöttyel odafogni. a Co szerintem is jobb volna ide csak az nincs. Esetleg awival melegítve ezüstforrasszal odafogatom. Azután egybesimítva már le lehet festeni.
De most a nagyobb bajom hogy rossz hidraulikával normál satuként használhatták évekig és eszméletlenül összegyógyították az alkatrészeket. Alighanem rámegy pár napom mire szét tudom szedni.
Próbálj kompromisszumot kötni magaddal :-) Én biztos nem bántanám! Hegeszteni nem hegeszteném, más szépségtapaszban meg nem nagyon hiszek!
Amúgy nekem acélöntvénynél, a CO2 jött be legjobban! Nagy eltörött lakatossatut, traktor kuplungharangot, váltóházat hegesztettem, előmelegítés nélkül.
Az Indamail címem meg fog szűnni mert fizetős lesz és nem váltok fizetős fiókra. Az indapass hoz rendelt mailcímemet megváltoztattam egy nem indásra. Így megmarad a fórumokban a profilom, indapass marad változatlan feltételekkel?
Az is ritka, hogy nincs frissen festve. Van egy egészséges kinézete, ahogy a durva forgács leveri róla a festéket. Kb. így kellene mindnek kinéznie, amit használtan kínálnak eladásra.
Szóval hozzáteszi hogy gyakorlott mozdulattal elkerülhető hogy a megmunkált felületekbe nem kap bele. Persze egy legyezőtárcsa vagy csiszolótácsa egyész biztosan beleharap egy óvatlan mozdulatnál. Mellesleg a vastagabb réteget inkább csak elkeni,és hajlamos a betömőrésre.
A hántoló feladata is végetér a zugoknál ott előkerülnek a különféle kaparók és jól jöhetnek a masszívabb csavart szálú drótkorongok amelyek nem szórják szét a szálaikat.
Én a gépi keretes kopott fűrészlapjából készítetem kaparót,tapasztalatom hogy bár nem porol de a lepattanó pikkelyek a leglehetlenebb helyen is megtalálhatók voltak.
Bár még nem hántoltam de láttam videon,illetve gépi hántolóval a valóságban dolgozni egy szakit, úgy vélem a hántoló lap a felületen végigtolva lehántolja a kiemelkedő felületet.Semmiképpen sem vési a munkadarabot azaz a lapka ütésszerű igénybevételnek nincs kitéve.
Az úr videójában a vésésszerű mozdulat amely életidegennek tűnik számomra. Ez bántja a szememet. Nem a lapkát sajnálom hanem a beavatkozást mert nem kaparja hanem "vési".
Ez itt nem terhelődik soha. Ha csak a szemedet bántja, akkor én a kétkomponenses gyurmaragasztót ajánlanám. Azzal betapaszolod/gyurmázod, majd utána a felesleget lemarod, lecsiszolod, és végül lefested.
Acélkeményre kötnek, jól tapad az acélhoz, és festhető. Én a szerszámköszörűben keletkezett lukat tömtem be vele, és teljes volt a siker.
Vásároltam egy gépsatut. Sajnos az álló részébe a satupofa mögött belemartak. Így is használható lesz, de zavarja a szépérzékemet ezért szeretném megjavítani. Mit lehet ezzel kezdeni? Az anyaga valami öntött acél lehet, és alighanem hőkezelve is van.
A videóban elmondja, hogy miért a hántolóval csinálja. Azt mondja, más módszerekkel szemben:
1. Biztonságosan lehet dolgozni vele, tuti nem barmolod szét vele a festék mellett levő precíziósan megmunkált felületeket.
2. Nem csinál koszt. A levakart törmeléket csak összesöpröd, nem fog porban úszni az egész műhely.
3. Olcsó, nem fogy semmit a szerszám. Egyszer se kellett megéleznie a hántolót, míg pl. korongból többet is elfogyasztott volna mire leszedi a régi festéket.
Ezek legalábbis megfontolandó érvek.
,,Úgy vélem hogy minden szerszámot arra kell használni amire tervezték."
Ebben igazad van. De ha különben jó a módszer, akkor az embernek lehet egy lapkája, amit direkt erre használ, és mindjárt nem érheti szó a ház elejét.
Igazából teljesen elterjedt módszer a festékeltávolításra a hántolás, csak itt most mi ne keverjük össze a fémipari csúszófelületek hántolását azzal, amikor festéket kaparunk le valahonnan.
Egy valamilyen módszerrel felpuhított festéket elég jól le lehet hántolni úgynevezett színlőpengével (citling).
A faiparban ez az egyik elsődlegesen használt módszer nagyon régen, én is alkalmaztam már, haladós, mint állat. De az a hántoló nem azonos a másik hántolóval. Sőt, igazából vagy háromféle hántoló kerül itt szóba, mivel a faiparban is van olyan,amivel soha nem állnánk neki a festéknek,mert azt is féltenénk attól.
Az tény viszont,hogy egy acélöntvény masinán már nem biztos, hogy ez a hántolós megoldás a legjobb manapság.
Amikor még kaptam rendes kromofágot, én is használtam a módszert. Felpuhítottam a festéket, majd levakartam a hántolóval.
De a lényeg, hogy erről a fajta hántolóról van szó:
A bemásolt mondat nem bemásolódott részében a magyarázatom.
Úgy vélem hogy minden szerszámot arra kell használni amire tervezték. Ha kölcsön kérik a hántolónkat de nem hántolásra hanem a régi festékréteget óhajtják eltávolítani,(tulajdonképpen leverni) aligha kapják kézbe az eszközt.
Természetesen a saját szerszámokat eszközöket a gazdája arra használja amire akarja. Ha úgy véli hogy a hántoló a legalkalmasabb,leghatékonyabb,legszakszerűbb eszköz (...esetleg mert egy videóban látta...) tegye azzal.
Illetve mint korábban említettem, fémtisztára nem lehet leszedni vele.
talán mert megsérül az acél felülete és pikkelyes lesz mint a varánusz hátsója? (csak tipp)
... kedves urak, banálisnak tűnhet, de mi az oka hogy nem működik nekem a loctite csavarragasztó? lefuvatom a vágott külső/belső menetet, lemosom acetonnal (amennyire megy), bekenem a felrázott ragasztóval és amikor becsavarom a menetbe szépen az egészet kipaszírozza a menetből és egy nagy kupacban a felszínen marad. túl pontos a menetmetszőm? kicsit idegesítő. A menetet sorjázni nem szoktam metszés/vágás után mert még nem találtam meg a megfelelő módját, és az illesztéssel eddig nem volt baj. (csak 10 alatti meneteket szoktam készíteni kézi eszközökkel) köszönöm!
Ez a kompresszor tartály is sok helyen le volt verve. Visszacsiszoltam a könnyen leválló részeket a fémig, az egész tartályt gazdaságtalan lett volna levakarni. Alapozót sem használva rögtön kitöltöttem az "árkokat" melyeket az eredeti festékkel szintbe hoztam. Az átvonás után alig látszanak a javítások.
Hogy a videóban hántolóval veri le a rétegeket nekem új volt. Én nem tartom követendő példának, sokféleképpen el lehet távolítani a régi bevonatot részben vagy egészben.
Illetve, mi van ha nem akarom teljesen leverni a régi festéket csak kijavítani ahol le van verve? Ahol le kell szedni a regi réteget ott a Sandvik hántoló lapkámat nem áldoznám be de vannak vídia lapkáim az jó lenne rá.
Köszönöm a segítséget ! Úgy látom othol vagy a témában. Így hogy elmagyaráztad, a vonóórsó forgatásával valóban mozgásba lendült a bolygómű.
Még szerencse hogy kipróbáltam , mert ugye pont bele akadt volna a tégely szélébe forgás közben . Egy kicsit elhajtogatttam mert olyan esetlenül állt és ugye nem fogtam fel a működési elvét. Azért egy kis zsirt kenek a csiga - csigakerékre, mert ez a szerkezet oda nem sok kenőanyagot vihet.
Vagy 5-6 éve " szereztem " ezt a leharcolt gépet és igazából most kezdek el vele foglalkozni. Alapvetően gépész vagyok de eddig nem sok közöm volt a forgácsolás technológiához, csak elméleti szinten. A következő lépés a keresztszán felújítása lenne, mivel nem lehet kitekerni a nóniusz felé, a kopás miatt. A felső mozgó sint felköszörültettem , 0,3mm kopás volt benne. Az alsó prizmát hántolni szeretném. Úton van Angliából a Stuarts Micrometer festék. Néhány héten belül meg lesz a hántoló szerszám is. A fotóidból úgy látom Te már csináltál ilyet. Esetleg majd konzultálhatnánk. Elkelne a segítség.
Elvileg az kis fogaskerekes áttétel egy differenciálmű, ami a behajtás vagy az előtolás felé vagy egy rugós erőhatároló felé engedi. A differenciálmű bolygókereke körbe jár és elvileg belemerül abba az olaj csészébe, majd amikor felül van akkor az olaj szétszivárog róla mindenfelé, végül pedig lefolyik a csigakerék medencéjébe. Itt nincs semmi ami gyorsan forogna, így szóródni nem tud az olaj. Rendesebb kenést pedig csak a csigakerék igényel. A fogaskerekeknek siklócsapágyaknak pedig elegendő az elszivárgó olaj. Legalább is így gondolták a tervezők. Szvsz öt ha évente ha valamiért szétszeded akkor egy pucolás utáni zsírzás jót tehet a szerkezetnek.
Üdv az Uraknak! Keresnék EMR140 kis esztergához ékszíjtárcsa burkolatot. Ha esetleg egyéb tartozékod lenne hozzá, / pl. forgócsúcs / mailban keres meg. Köszönöm.
Érdeklődöm, hogy valaki tud-e esetleg valami infót az M3 típusú marógépről? Minden féle infóra kíváncsi vagyok, ki és mikor gyártotta, műszaki adatok, képek stb.
Tavaly vettem egy csomó mikrométert, és egyéb hasonló, fadobozos műszert.
Olyan retvás volt mind, mint állat.
Az egyiknek a fadobozán kipróbáltam, hogy csak simán a csapnál, egy jó erős mosogatószeres vízzel lemosom úgy, hogy nem áztatom be, csak bevizezem, bemosogatószerezem, megsikálom kefével, és leöblítem gyorsan, majd azonnal törlés papírtörlővel, ami felszívja a vizet.
Nagyon látványosan megtisztult, a kaparható vastagságú olajos dzsuva mind eltűnt, és a gyors törlésnek köszönhetően nem is vetemedett el.
A Kalibergyáros fadoboz felülete gyakorlatilag olyan lett, mintha új lenne, leszámítva azt, hogy a lakkozás persze már sok helyen a fáig le volt róla kopva.
De a belesajtolt Kalibergyár logót addig látni se lehetett, akkor tűnt elő a mocsok alól.
a festéket az ultrahangos is leszedi ha nem elég stabil.
A vizet az alkatrészekből isopropyl alkohollal kell eltávolítani, ezért a korróziótól nem kell tartani. alaplapokat és tápegységeket szoktam így tisztítani. ha érdekel valakit keresek videót.
Mikrométer tartalmaz olyan elemet amiből tiszítással eltávolíthatok valami fontos dolgot, pl kenő anyagot?
Van benne olyan alkatrész ami rezgésre érzékeny (ultrahangos tisztító)
nekem is van némi fogalmam a működésről, de biztosra szeretnék menni és ezért teszem fel a kérdéseket mielőtt elkezdem a takarítást.
Ilyen kevésbé szennyezett gépalkatrészeket brigéciolos langyos vízzel szoktam takarítani. (makacs dolgokhoz benzint teszek a tiszítóba)
akinek van ötlete hogy a tartó fadobozt mivel takarítsam az is kérem ossza meg. a lakkokat nem tudom mi oldja, de gondolom az aceton biztosan. A benzin és az alkohol nem elég hatékony kézi takarításhoz, vizes szert pedig nem használnék mert vetemedhet.
egyenlőre a dobozokat nem akarom belerakni az ultrahangos tiszítóba, pedig lehet hogy benzinnel töltve még meg is lehetne próbálni, bár szerintem nem menne mert a fa kezeletlen része beszívja a mocskos benzint és ezzel a mocskot is.
Valóban semmi közöd hozzá de közös a műhely,nevelni sem tudom mint a mukahelyen a kollégákat sem, csak arra utaltam hogy ez akadálya lehet annak amit te írtál.
Néha csak nézek, milyen témákat rángattok elő hajánál fogva....
Idekeverni azt, hogy a tesód mit garázdálkodik a TE műhelyedben.... mi közöm hozzá??? Neveld meg, vagy zárd a műhelyed!
Nekem ilyen gondom nincs.
Egyébként se nekem van nyolc flexem a falon, hanem a csávónak a videóban. A pasasnak ez itt láthatólag egy pénzkereső műhelye, miért ne vehetne magának akárhány szerszámgépet? Én csak megmagyaráztam -próbáltam-, hogy talán valami értelmes oka van.
Egyetértek. Nekem van kb.6-7 darab, de mindig csak egyet, -max. kettőt veszek elő. Aki már dolgozott több hálózatról üzemelő géppel, tudja, hogy pillanatok alatt óriási gubancot lehet csinálni a kábelekből. A kedvencem egy fordulatszám szabályozós, orsózáras DeWalt gép, gyors oldású anyával. Egy korongcsere kb. öt másodperc. Ha a hálózati kábelt kellene kibogozni egymásból az tovább tartana. Az akkus gépek ebből a szempontból biztosan jobbak lennének, de sarokcsiszolóból nekem olyan nincs.
"Én hasonló okok miatt akarnék magamnak még vagy két köszörűgépet."
Utána még kettőt, még kettőt stb. :-)
A köszörűgépekkel éppen én is így vagyok. Van néhány, de nem elég, sajnos helyem még kevesebb van. Néhány gépemet úgy alakítottam ki /egyik eredetileg is ilyen volt/, hogy kúpos a tengelyük. A korongok külön felfűző tárcsákon vannak, egy csavar oldásával az aggyal együtt cserélhetőek, éppen úgy mint a szerszámköszörűkön. Eléggé bevált, csak évek kellettek hozzá, mire összegyűlt a szükséges mennyiség. Amikor szükség volt egy újabb korongra, esztergálni kellett egy agyat is. Két gépemen van frekvenciaváltó, így a sebesség is megoldódott. Nagyon szeretem ezt a megoldást, a csiszoló korongokat nem kell minden felszereléskor szabályozni.
"...hasonló okok miatt akarnék magamnak még vagy..."
Ha tiéd a szerszám ill. a műhely valóban, de ha mások is hozzáférnek pont akkor lesz legyalázva mikor neked kellene.
Én csak egy keretes fűrészt áldoztam be fához való lappal. Egyszer látom a fogak lenyalva. A gyerekek tagadtak,hittem nekik.Akkor a bratyesz... Még nekem osztotta az észt hogy ő már látott ilyen nagy fogakkal fémet vágni.(gondolom a szalagfűrészt látta) Mondom ez nem olyan, kicseréltem...
Pár hétre rá ismét ugyanazon érvekkel. Újra csere és elraktam ne legyen közkincs.Ez a művelet olyan jól sikerült hogy azóta sem találom...
Szerintem mindegyiken másfajta csiszolótárcsa, és drótkorong van, hogy ne kelljen állandóan cserélgetni.
Az munkaideje lehet drágább, mint egy gép.
Én hasonló okok miatt akarnék magamnak még vagy két köszörűgépet.
Többféle kőanyaggal, többféle finomsági fokozattal, sőt, többféle sebességgel is kell rendszeresen dolgozni. És a köszörűn a kőcsere sem olyan hipp-hopp dolog.
A felületi érdesség és a geometriaszempontjából felesleges köszörülni. Abból a szempontból viszont jól tud jönni, hogy kevesebb anyagot kell eltávolítani, kevésbé fárasztó a munka.
A gyalulást mindössze az alacsony termelékenység miatt száműzték. Szerintem méltatlan módon. Nincs az a megmunkáló eljárás, ami ilyen egyszerű szerszámokkal ennyi mindent tud. És persze azt se feledjük, hogy eleve egyenes vonalú mozgásokból, álló szerszámmal képezzük a síkot...
A köszörült felülethez csak annyit, hogy a nagy köszörűgépek ágyait vajon hogy munkálták meg? Hántolták. Nincs tovább mit magyarázni... :)
Én úgy látom a csúcsa forgácsol, a vékony forgács szépen a forgácstörőben fut. Ha jól megfigyeled az esztergált felületet, pont a kés csúcsánál változik.
Üdv urak! Még mindig keresek Universal 3 típusú orosz kis esztergagépet, vagy TOS MN 80A-t, vagy ezekhez hasonló nem túl nagy helyigényű esztergagépet.
A hántoláshoz teljesen felesleges előtte köszörülni a felületet.
Egy jó minőségű mart vagy gyalult felület minősége abszolút megfelelő a hántoláshoz.
Az pedig egy téveszme, hogy egy köszörült felület geometriája ab ovo pontosabb lenne, mint egy mart vagy gyalult felület.
Például rengeteg precíziós marógépnek, pl. a Deckeleknek nem köszörült, hanem gyalult asztaluk van, és ennek számos előnye van. Nem szoktak panaszkodni a pontosságukra.
"Csodák" vannak és történnek egy-egy otthoni barkácsműhelyben :-) Itt a Fórumon, ahhoz képest túl vannak gondolva a dolgok, de nem baj, mert ebből lehet tanulni, ezekből úgyis csak azt valósítja meg az ember, amit a lehetőségei megengednek!
E-mailt olvasol, működik a nyilvános/megadott e-mail címed?
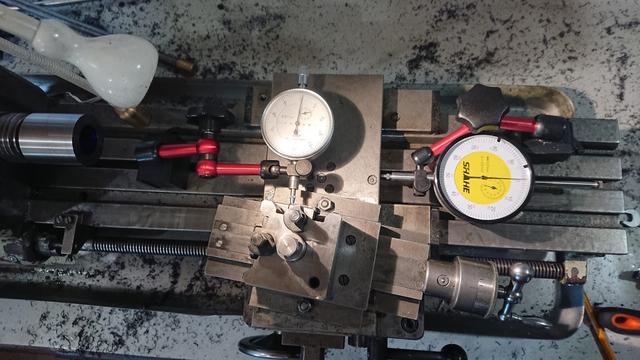
Jó, jó, de a mérőóra tengelyét illett volna az esztergált henger alkotójára közel merőlegesen beállítani. Ez a kb. 60o -os eltérés nagyjából 6 mikron hibát visz a beállításba ami ugyan esztergán szinte semmi, de legalább a tudat, hogy mindent megtettünk a cél érdekében. -ha már oktató videó
Ahogy ő a végén csiszolóvászonnal finomítja a furatot, ezen az alapon, kúpos dörzsár hiányában, nem lehet az adott gép sérült főorsójának furatát is javítani?
A mozgatás és forgatás a kúpnál is megy. Elméletben, kúpalkotóra állított hengerrel. (Az más kérdés, hogy ez csak megfelelően nagy kúpátmérőknél működhet. Orsókúpnál persze nem megy.)
Ezért írtam, hogy elméletben lehet. Csak az a baj, hogy kis méretekben megfelelő szerszám nincs hozzá.
Oké, akkor hántoljunk ezentúl frissen meleghengerelt kazánlemezt...:-)
Vannak műveleti sorrendek, síkköszörűre sem ragyás, kezeletlen öntvényt teszünk, ahogy egy kovácsolt tengelyt sem küldünk polírozni, hogy szedjen le belőle 2-3 millimétert.
Nagyon szívesen mutatok neked leppelő készletet is, polírozás nélkül neki sem érdemes állni, olyan finomszemcsések az anyagai.
1. Egyáltalán nem csak köszörült felületet lehet hántolni, sőt!
2. A hántoláskor egyáltalán nem az eredeti (köszörült vagy nem) felület adja a geometriát, hanem a hántolt. Az eredeti felületből semmi se marad.
Azt a "szilárd, de csúszós" kitételt már inkább ne is elemezzük.
Valószínűleg abban a félreértésben vagy, hogy a hántolás (illetve a leppelés) a felületi minőség kialakítására való.
De nem, ez tévedés: mindkét eljárás célja a felület geometriájának a hagyományos forgácsológépekkel (beleértve a köszörűgépet is!!!) elérhetőnél pontosabb kialakítása.
Maradjunk annyiban, hogy pl. egy hántolt felület érdessége sokszor bőven alatta marad egy mart v. esztergált felületénél.
A geometriai pontossága viszont tipikusan meghaladja a (tipikus) köszörült felületekét.
Ne idegeljük már egymást...! :-)))
A hántolás eleve nem egy ragyás felületen történik, hanem köszörült felületen.
Aztán... a hántolással pár mikron megy le és az is eleve kontroll alatt, tusírléccel mérve.
Nem az egész felületet "pikkelyezed" hanem csak egy részét. A többi az marad köszörült.
A maradék felület (ami azért van bőven) jól kiadja a geometriát. Ráadásul a pár mikronos mélyedésekben az olajat tekintheted sík felületnek is, mert abban a vastagságban/vékonyságban már nem kifolyik alóla hanem úgy viselkedik, mint ha szilárd felület lenne, csak csúszós. Lásd még a légcsapágyakat.
Azon gondolkodom hogyan tudnám megállapítani hogy érdemes-e nekimenni dörzsárral. egyrészt drága mulatságnak tűnik bizonytalan kimenettel másrészt én nem bízok meg egy 'unbranded' termékben, ki tudja hogy elég méretpontos-e? még megmérni sem tudom ha a kezemben van.
lassan elérek arra a pontra hogy meg kellene mutatnom egy hozzáértőnek a marógépet mert jelenleg összeraktam és elég jól működik, és lehet hogy csak a saját tudatlanságom miatt gondolom hogy nem eléggé jól. A tűrésekről nem sok fogalmam van.
Ha valaki tud, kérem javasoljon olyan megoldást amivel a szánok forgácstól való védelmét meg tudom oldani mert gyárilag még egy filc sincs rajta. konkrét lágy gumilap terméket ha tudtok ami lepelként működik majd vagy videót egy 'seprű' elkészítésre és felszerelésére.
,,A kúp belseje (normális gépeken) edzett és köszörült. Valószínűleg még az eredeti gyári köszörűgépbe sem tudnád visszafogatni pontos tengelyvonalban, így ab start reménytelen az egész."
Elméletileg egy hozzáértő szakember fel tud köszörülni egy ilyen felületet a gyári tűréseknek megfelelően. A gyakorlatban sajnos kérdéses, hogy találsz-e hozzáérő köszörűst, illetve nem világos, hogy előre hogyan állapítod meg egy köszörűsről, hogy képes-e minőségi munkát végezni.
Biztató jel, ha rend és tisztaság van a műhelyében, és a rendesen fel van szerelve mérőeszközökkel. Pl. egy-két szekrénnyi etalon/kaliber ott áll neki a sarokban.
Arra jól ráéreztél, hogy ez itt gányolás, de azt nem igazán sikerült eltalálnod, hogy miért.
Nem igaz, hogy a leppelt felületnek muszáj tükrösnek kéne lenni; az sem, hogy csak köszörült felületet lehet leppelni (a 3 lépés polírozást meg nem is értem), és az sem, hogy csak gyémánt pasztával lehet.
A leppelés nem a felület minőségről szól, hanem a geometriai pontosságról.
És igazi probléma is itt van a videóban - kúpot ugyanis nem lehet leppelni.
A leppeléshez az kell hogy két függelten irányba el tudjuk mozgatni a leppelő szerszámot. Ez ahhoz kell, hogy a szerszám hibája ne másolódjon át a munkadarabra.
Ennek megfelelően hengeres, sík és gömbfelületeket lehet leppelni, de kúpot nem.
Egyszerűbb és célravezetőbb lenne egy hozzá való méretű kúpos dörzsárból a kettes és a hármas fokozattal (a nagyolót kihagyni, és esetleg a közepes fokozatot is, ha olyan a felület, hogy megengedi) átmenni rajta, finoman, nem nagy erőkkel.
Az elég lenne neked a felület visszajavítására.
Véleményem szerint ezzel nem tudod elrontani az egytengelyűséget, ahhoz azért elég sokat kéne dolgozni vele. Annyit ne dörzsárazz! :D
Ha csak ilyen kétfokozatút kapsz, akkor csak a finommal dolgozni, esetleg a nagyolóval éppen csak lekapni a felverődéseket.
Belenéztem a jutubba. Háááát... Ez a videó a gumipapucsos pakisztáni kamion főtengely hegesztős videók szintjén van.
Akinek korongecsettel van festve a gépe (a kék részeket nézd), az eleve egy igénytelen barom. Amikor cukorral kikeveri a tojássárgáját, már kezdtem gyanakodni. Ez a mekkmester csak beszéli a hülyeséget, mert a kb. Ra=6 érdességű gányolt (majdnem azt mondtam, hogy esztergált) felületet elkezdi taknyolni, nos az sok minden, csak nem leppelés. A leppelést például onnan ismered fel, hogy a felület amit leppelni fogsz, már majdnem tükrös, annyiban nem az, mint ha a tükrös felületen egy vékony lehelet réteg lenne és egy picit homályos. Na a leppelésnél abból tükrös lesz, Ra=0,01 érdességgel. Eme folyamat előtt minimum egy köszörülés és legalább 3 lépésnyi polírozás van, s a leppelést gyakorlatilag 100%-ban gyémánt pasztával csinálják.
Az pedig, hogy nem szorul meg forgás közben a Morse kúp és nem csavarja ki a kezéből csuklótöréssel a vackát... nos mindent elmond.
A leppeléssel sérülést nem fogsz tudni eltávolítani.
A leppelés egészen más mint amire gondolsz.
Én inkább nem nyúlnék hozzá a helyedben, 99,99%, hogy csak rontasz rajta bármivel is.
A kúp belseje (normális gépeken) edzett és köszörült. Valószínűleg még az eredeti gyári köszörűgépbe sem tudnád visszafogatni pontos tengelyvonalban, így ab start reménytelen az egész.
Ha a marógép főórsójában szeretném eltüntetni a használat során keletkezett "felverődéseket" (remélem jól használom a szót) akkor azt meg tudom tenni úgy, hogy egy boltban vett vagy használt ugyanolyan kúppal leppelek mint ahogy pl ebben a videóban szerepel?
A Bertalan Lajos utca környékén volt egy ilyen fémnyomó ember, akinél régen-régen voltam, valamit csinált nekem. akkor éppen hajólámpa tányérokat nyomorított.
"... sörétezőgép még a drága lapkánál is többe kerül..."
Az biztos...! Házi jellegű felhasználásnál csak a sűrített levegővel való felhasználás jöhet szóba. A munkahelyemen másképpen szórnak.
Az a szerencsés akinek van ilyen persze sok mindent fémtisztára tud pucolni.A sörét gazdaságosabb mint a homokszórás.
De nem is ez a lényeg hanem a hatékonysága a drótkorong,lamellás csiszoló,stb......hántolóhoz képest. A felület olyan érdes lesz hogy az alapozó biztosan jól fog tapadni, zsírtalanítani sem kell utána.
A nyolc tonna egyszer nekem is kevés volt majdnem . Akartam állítani a lefúvószelepen ,de kis várakozási idő megoldotta , meglazult .
Ne vedd a szívedre amit írtam ,nekem ez a megoldás jön be jobban ,ennyi .
Az alsó emelős megoldásnál nem áll úgy kézre szerintem , tartani kell a dolgokat ,az gond .
A váz méhből való ,(mint szinte minden) egybe volt hegesztve ,és kivágták belőle a gyári hengert .
Egyengettem ,pótoltam , de így is rúg ,ha lazul.
Itt lehet oldalra eltolni az emelőt , néhány autó lengőkar szilent megoldás ezt megkívánja .
Sok lesz ebbe 20 tonna , de nem kell felmenni 5-6 bárig a nyomással .
Valószínűleg nem fog kelleni a cserélt hidraulika , így is működik ,csak megcsinálnám , a mostani gondolataim szerint , de lehet ebből sem lesz semmi .
Van még jópár hasonló bontott emelőm ,de ott meg van húzva a henger belseje a rosz mechanikai tervezés miatt . Magrája a végállásra történő nyomatás .
Érdekes az sem nyugtatott le hogy lezártam anno a témát miszerint megvan a fordított és az álló "keretes" présnek is az előnye és a hátránya?
Én eredményesen használom a sajátomat nem éreztem eddig hátrányát hogy keresztgerendás lett.Sőt mivel a gyárit nem nézegettem saját ötletem szerin készítettem. (jó lett volna négy lábbal de nem volt elég anyagom). Pillanatok alatt cserélek szerszámot az erre kialakított menetes részben.
Korábban egy művelethez nem volt elégséges az olajemelő teljesítménye, egy perc alatt lecseréltem az emelőt egy Enerpac-ra és a szerszámokat nem kellet az új eszközhöz legyártani. Persze azzal meg sikerült a felső gerendát kissé meghajlítani de a művelet sikerült.
Ahhoz mit szólsz amikor az emelő lent van és a felső gerenda az asztal? Láttam ilyet autószerelőknél.
Nekik az ismétlődő, szinte célgép módban használt berendezés így kialakítva is tökéletesen megfelel.
Kívánom neked hogy eredményesen, baleset nélkül használd a te szisztémád szerint elkészített présedet.
Talán egy hete vettem két 20 tonnás olajemelőt , felső öntvény anya pereme törött mindkettőn .
A műhelyprésemben fordított 8 tonnás emelő van .
Nekem nagyon tetszett és megfelelt is úgy ...
Balga módon feltettem itt képet dicsekvésként :(
Hát kaptam néhány olyan véleményt hozzászólást hogy égnek állt a hajam !!!!!
A legszebb : felfele kell húzni a kart , hogy nyomás keletkezzen .... NEM LEFELE ....
De : van aki mutatta hogy Ő is hasonló módon használja .
Most azon gondolkodom csinálok egy 20 tonnás cél hidraulikát ezekből .
A túl mozdulás megszüntetésére belül van két horony a cilinder részben , azt kiesztergálom ,oda kap bepréselt bronz vezetőperselyt , és ezen a magasságon hegesztek rá felfogóperemet hogy azon támaszkodjon a munkatér felől ,így nem fog belógni a munkatérbe a teljes emelő magasság ,csak néhány centi .
Maga az emelőtalp az nem öntött , hanem egy acéltömbből van kimunkálva , tunig barát .
A tömbben lévő anya kialakítása is olyan amit még sosem láttam ,külön anya össze esztergálva és csak helyenként részben hegesztve . Ezt valószinűleg kiveszem abból lesz lecsavarható talpa a hengernek .
Na talán ebből lesz valami ,vagy mégsem :)
Utóirat :
A rendes eredeti módon beépített emelő , egy plusz mozgó keresztvassal az nálam , igen ciki , még ha "gyári"
gagyi megoldás is .
Úgy is működik csak hát nem fix , meg rossz még nézni is :)
Mondjuk nem gondoltam volna hogy abból is van ennyire gagyi hiányos állapotú .
Most cseszegetnek hogy értékelésben segítsek ismerős hagyatékában , hát nem tudok .....
A listától is hanyatt esnének itt páran ..... Csillagász árai voltak , Ő tudott olyan áron eladni , az örökösnek nem fog ez menni ,csak nem tudom hogyan mondjam el neki ,finoman .....
Ezért nincs nekem az egyik gépem sem átfestve. Kb. ez az a minőség, amit elvárnék-elfogadnék magamtól. Borzasztó nagy munka egy marógép, esztergagép ilyen minőségű festése. Sok időre és nagyon sok helyre van szükség. Inkább maradjon a gyári kopott festés, még mindig esztétikusabbnak tartom, mint ahogyan sok hirdetett "felújított" gépet átmázolnak.
engedjétek meg hogy megosszam első "esztergálásomat". Nem tagadom, ez a rizikós húzásaim közé tartozott.
A motor a marógépemhez tartozik. A marógép félig házi gyártmány ezért nem elég pontosak a meghajtás alkatrészei. A motor tengelye 6 tized felett ütött és ütött-kopott volt ami hozzájárult a motor és az egész gép rezgéséhez, és most ezt igyekszem redukálni különböző manőverekkel.
Nincs esztergám ezért a marógép talpára rögzítettem a motort és esztergáltam vissza a tengelyt. A motor előtte új csapágyakat kapott. A motor sebességét frekvenciaváltóval állítottam. Hasra. A munka menete ez volt:
- a marógép asztala volt a kéziszán, és a gép lábazat a motor alapzata.
- a motort egy másik művelethez készített egyformára gyalult acélrudakra raktam, hogy lehetőleg síkban maradjon az asztallal.
- a tengelyt finoman esztergáltam és mértem a kúposságot. A csavarok fellazításával forgattam a motort hogy tengelybe kerüljön.
- amikor már 1,5 század volt a kúposság kb négy centiméteren (kifelé) akkor véget ért a beállítás.
- a tenelyre awi-val cusi (réz) bevonatot raktam, mert így kisebb volt a hőbevitel mintha acélt hegesztettem volna rá.
- a testcsipeszt a tengely hátsó kiálló végére raktam hogy ne legyen szikraátcsapás a motorban ami indukálja a tekercset vagy "lehegeszt" valamit belül, pl a csapágyakat.
- rövid munkameneteket tartottam és közben hűtöttem a tengelyt
- a végére a motor burkolata és a tengely másik vége nem érte el a kézmeleg állapotot.
- amikor teljesen lehült (másnap) esztergáltam le, figyelve arra hogy a kúposság ne másszon el.
- a nem használt irányokban mindig rögzítettem az asztalt, hogy pontosabb legyen
- (kezdők hibája: bár fejemben volt hogy mindig kétszer annyival csökken az átmérő mint amit beállítok a nóniusz skálán, mégis egyszer majdnem elb*tam emiatt.)
- a munka végére a tengely kb fél századot ütött és kb 2 század volt a kúpossága.
- Valamilyen okból a szíjtárcsa belső mérete felett kellett abbahagyni a forgácsolást, és így felcuppant a tárcsa a tengelyre. A hiba ott lehetett hogy belső méretet digitális tolómérővel mértem mert más nem volt.
- a szíjtárcsa helyére került és tesz. A tárcsa továbbra is üt 1,5 tizedet, de a rendszer rezgése jelentősen csökkent.
Az osztófej gyári tartozék, ez még egybe van építve a magasságállítóval. Az újabb verziókat már tényleg a magassági szánra kell felcsavarni.
Az "útmérő" ötletét loptam, sajnos már nem emlékszem, honnan. Olyat kell keresni, aminek fém és hengeres a szára, annak a végére könnyebb ráapplikálni mágnest.
Függőleges szánt, osztófejet is Te barkácsoltad? Nagy ötlet az "útmérő" :-) Múltkor éppen nézegettem a Lidlbe, de mondom tiszta hülyeség, de ezek szerint mégse, csak nem arra kell használni, amire kitalálták! :-)
Nagyon szépen köszönöm MINDENKINEK az értékes hozzászólását, sokat tanultam belőlük! Most gyűjtöm a szabadidőt és a bátorságot, hogy ki is próbáljam a leírtakat :-)
Engedjétek meg, hogy egy nem idevaló képpel "kedveskedjek" nektek, hátha van köztetek is, hozzám hasonló "gépbolond" :-)
Tegnap, egy újabb szerelvényemet sikerült levizsgáztatnom!
Az Optimum kéziszánjának mindhárom oldala köszörűlt és remélhetően a mozgása is párhuzamos a belső oldalával. Ezért egy hosszab tolómérőröl lehúztam a mozgó pofát és egy gyorsszorítoval rögzítettem, hogy a meredek küphoz a szánt hozzáállitsam. Résellenőrzéssel szemre beállítottam.
Alátétekkel központba állítottam az órát majd addig ütögettem alu kalapáccsal a kissé meghúzott szánt amig mindkét végállásnál 0-t mutatott az óra. Teljes meghúzás után is ellenőríztem. Elsőre nem sikerült de kissè erősebben megszorítva jó lett. A két képen az látszik amkor a késszán teljesen rögzítve van.
Ezzel az állással alakítottam ki a tokmányhátlap belső kúpját.
A tolómérővel való méricskélést azért én erősnek érzem.
Egyébként nem olyan bonyolult dolog ez, és ha nincs etalon, akkor ez az egyetlen megbízható mód a szög beállítására.
Találtam még hasonló képet. Itt pl egy kúpkereket gyártok egy refraktoméretbe, a félkúpszög 23.1° kell legyen:
A keresztszánt így állítottam be:
A hosszirányú elmozdulást itt mérőóra helyett egy átalakított párezer forintos autógumi futófelület mérővel mértem (a végére egy mágnes van eszkábálva, meg az aljára is).
A fogaskerék maráshoz az osztófejet is szögbe kell állítani (18.47°-ra). Azt is így kell csinálni:
"Jó most már azért látom ,igen hosszú nyele van annak a mérőórának a hossz szánon , de az sincsen azért minden bokorban ..."
Ez egy 50mm-es (SHAHE kínai) mérőóra. Nem olyan drága, mint amilyen hasznos.
Ha nincs ilyen órád, akkor a következőt lehet csinálni - és ez még sokkal precízebb megoldás is:
1. Először is kiszámolod, hogy 50mm hossz-elmozduláshoz mekkora kereszt irányú elmozdulás tartozik: 50/40.04mm = 1.2487mm.
2. Ezután beállítod ugyanúgy az órákat, mint a képen, de most a sárga óra is egy kicsi löketű óra.
3. Lenullázod mindkét mérőórát.
4.Ezután a sárga óra és a szán közé beraksz egy 50mm-es mérőhasábot, és addig mozgatod a szánt, hogy 0-t mutasson a sárga óra. A fehér órának 1.2487mm-hez közeli értéket kell mutatnia, akkor áll jó szögben a kéziszán.
Ezt lehet fokozni, hogy a kereszt elmozdulás nagy részét is mérőhasábbal pótolod, és csak a maradékot méred az órával. De ilyenkor - nagyobb szögek esetén - figyelni kell arra, hogy a mérőhasáb is szögben áll, pl. egy 1mm-es mérőhasábot a fehér óra és a szán közé berakva az óra nem 1mm-rel, hanem 1/cos(K) mm-rel fog elmozdulni. A mi esetünkben ez 1/cos(1.4305555°)=1.0003mm, amit a műhelyben nyugodtan vehetünk 1-nek. De nagyobb szögek esetén figyelni kell erre.
Ebből a kúposság fele = tan(K) = 0.02497309417 = 1:40.04.
Ez az érték pont a wikipédia oldalon levő "taper" (=kúposság) érték (1:20.020) fele.
Ez alapján akkor áll jó szögben a kéziszán, ha a hossz-szánt 40.04mm-t mozgatva (sárga óra) a fehér óra éppen 1mm elmozdulást mutat.
Arra kell figyelni, hogy a két óra pontosan párhuzamos ill. merőleges legyen a főorsóra. Ha nem az, akkor az hibát visz a mérésbe.
Ahogy írtátok, azt is lehet csinálni, hogy egy gyári kúpot befogsz nagyon pontosan koncentrikusan, és arról veszed le a kúposságot egy, a kéziszánra tett órával.
Ez volt a 2. módszer az én szövegemben.
Itt abból származik a hiba, ha mérőcsúcs nem pontosan a tengely magasságában van, illetve, ha nem pontosan központos a befogás.
Akárhogy is, mindenképpen javaslom a 3. módszert - a gyári kúp belepróbálását és a korrigálást - a végén:
Én befognám a fúró tengelyét két csúcs közé. A kéziszánt kb 2fokra állitanám. Forgás közben érintőt fognék a kisebbik átmérőn. A kéziszánt eltekerném a nagyob átmérőig. Ha a kereszt szán nöniusza érintőfogásnál azonos,kész a kúp körülbelüli beállitása. Az átszabályozást már lent leirtam. Ha elfogyna az átmérő,marad a felhegesztése a tengely végnek.
De most néztem meg ebben a hozzászólásban a képet tüzetesebbem ....
Hát ezt a módszert még én nem láttam .
Szerintem értem mire gondolt , de néhány tíz mili lehet a hossz szán elmozdulását mérő óra mérési tartománya , nem ad szerintem túl pontos megoldást , de remélem ezt kifejti részletesen a Tanár úr , hátha tanulok újat .
És ezt most nem kötekedésnek szánom !
Szerintem értem mit mutat ,csinál , de nem tartom jó megoldásnak . Rövid a az úthossz amin a kéziszán forgástengelytől való távolodását detektálja ,szerintem .
"Azt ugye tudod hogy..." Nem, nem tudom! Sőt nem is értem pontosan, amit írsz! MK2-nek ugyanaz a kúpszöge mint a B16-nak, vagy pont a fele? MK2-es kúpom van, induljunk el ezen a szálon :-) hogy állítom hozzá a kéziszánt?
"bár nehezebb, a fúrótokmányról is leveheted a pontos kúpszöget (belülről) oldaltapintóval. ha elég pontos a fúrótokmány és belefogsz egy pontos hengeres rudat és azt fogod az eszterga tokmányba." Ez nem járható mert itt a tokmány kúpja is sérült.
"Én úgy csinálnám (technikailag sosem esztergáltam) hogy vennék egy ugyanolyan kúpos dolgot és ahhoz óráznám hozzá a kéziszánt. Persze ez egy költséges dolog, de ha pl nem kellene venni, csak kölcsönkérni." Az én hozzáértésemmel, azt hiszem ez lenne a legjárhatóbb út, ha valami sérülésmenteshez állítanám be a kéziszánt. Meg hát a cél az is lenne, hogy a fúróorsó kúpja szabványos legyen egy későbbi tokmánycseréhez, tehát ne csak a két jelenlegi rossz kúp zárjon.
"vagy csak maradnék annál hogy a megvásárolt kúp szárát visszaesztergálnám és belecsapolnám a fúró tengelyébe. 3000ft az alapanyag." A kúp szára nem olyan kemény, lehet azt esztergálni? Abba az amúgy is gyenge fúrótengelybe belecsapolni+ hegeszteni, akkor abból mi lesz???
Fikszálni illene a hossz szánt és a keresztszánt ,különben nem sokat ér a dolog ,ha ezek mozdulnak .Azt ugye tudod hogy az Mk2 szöge ugyanaz mint a B16 - B18 FÉLKÚPSZÖGE ,PONTOSABBAN .
Mert az Mk2 méreteiből van származtatva .
Csak azért mert az hosszabb , könnyebb lemásolni a félkúp szögét , és ugye abból feltételezhetően akad pontos gyári darab .
"...a gyors tokmányba megfordult a fúró,és ha ezek hőkezelése nem egyforma,szerintem így is létrejöhet a forgás közbeni ütés..." Ezzel kapcsolatban, megfordulni ebben is párszor megfordulhatott már a fúró, de nálam nem ez a baj! Az egész tokmány szemmel láthatóan "kóvályog". A sima hangeres felületét nézve, nagyon üt!
bár nehezebb, a fúrótokmányról is leveheted a pontos kúpszöget (belülről) oldaltapintóval. ha elég pontos a fúrótokmány és belefogsz egy pontos hengeres rudat és azt fogod az eszterga tokmányba.
Én úgy csinálnám (technikailag sosem esztergáltam) hogy vennék egy ugyanolyan kúpos dolgot és ahhoz óráznám hozzá a kéziszánt. Persze ez egy költséges dolog, de ha pl nem kellene venni, csak kölcsönkérni. .
vagy csak maradnék annál hogy a megvásárolt kúp szárát visszaesztergálnám és belecsapolnám a fúró tengelyébe. 3000ft az alapanyag.
De miért hármat? Úgy nem jó hogy veszek kettőt ami kicsit homoru, és azokat csiszolom össze? Végül is nekem ez nem kell olyan nagy pontosságú dolgokhoz, tizedmilliméter bőven elég volna, inkább az hogy ne legyen karcos, hogy a karc belejátsszon a rajzolatba mikor tintával nézem a munkadarabot.
Szemcsének gondolom szilícium karbid kellene, ugye? Azt hol tudok emberi árban rendelni?
A praktika= próbálkozás. Ha szerencséd van,mindkettő üt. Ha a teremtő is úgy akarja,egyszerű a dolgod. Ha üt a fúrógép tengelye , filccel jelöld meg a csúcspontot. Ha a tokmány is üt,és ezt az esztergagép tokmányában látod,jelöld meg az indikátor emelkedési csúcspontját. Ha a két mérés hibája közel azonos,akkor a fúrógép tokmány jele,és ennek tengején levő jel ellentétes helyre kerül,tehetsz egy próbát,fogj be egy csigafúrót,és ha az égiek is úgy akarják,közel jársz az ütés mentes csigafúró forgáshoz.
A legjob megoldás,a kúpok újra esztergálása,azonos kéziszán szög állással. A tengelyé a necceseb,mert a tokmányban levő csúcs fogja a forgácsolás erőigényét dörzshajtással véghez vinni. Kb 2tizedes fogással fog működni. A gyorstokmány furatát lehet forgácsolni,ha szerencséd van,ez nem hőkezelt. Én találkoztam már sima lágy anyagú tokmánnyal. Ha hőkezelt,egyenesköszörű késtartóba fogva.........a megoldás. Vigyázni kell a fogások nagyságára,én a keresztszánhoz indikátor órát szoktam rakni. Egy százados,de lehet,hogy ennek fele is elég a folyamathoz........
Én úgy vélem,hogy a gyors tokmányba megfordult a fúró,és ha ezek hőkezelése nem egyforma,szerintem igy is létrejöhet a forgás közbeni ütés....... Ha nem értessz valamit,tegyél fel kérdést. Sajnos néha nyakatekert a fogalmazásom,bocsi......
A skála alapján valóban nem tudsz pontos szöget beállítani. Amit tehetsz:
1. Szögfüggvényekkel kiszámolod a kúp kúposságát (vagy eleve ezt az értéket nézed ki a táblázatból), és két mérőórával nézed beállítod erre a meredekségre a kéziszánt. Kb. mint ahogyan a színus-asztallal beállítja az ember a szöget.
Valahogy így:
Vagy:
2. A kúp ellendarabját befogod (leginkább csúcsok közé), és mérőórával beállítod a kéziszánt a kúp alkotójával párhuzamosra.
3. (Az előző kettővel kombinálva) Próbálgatsz: Beállítod a keresztszánt minél jobban és felszabályozod a felületet vele. Ezután belepróbálod az ellendarabot (tusírfestékkel bekenve). Ezután igazítasz a keresztszánon és ismétled a processzust, amíg tökéletes nem lesz a kúp szöge (vagy teljesen el nem fogy az anyag).
"A praktikáról írok,ha érdekel.........." Buta kérdés! :-) Hát persze, hogy érdekel! A köszörűn még csak eltudom képzelni, hogy a tengely köszörüléshez beállítom a 2° nemtudom hány szögpercet (ha egyáltalán ezt is jól néztem a NET-en), de az eszterga kéziszánján a belső kúp esztergálásához??? De , hogy ez a két különböző gépen készített kúp mennyire lesz önzáró, na itt már vannak kételyeim?! :-) Gyári új kúpokhoz kellene beállítani a gépeket, nem pedig a szögbeosztáshoz?
A köszörűn még csak 60°-os állócsúcsokat és tokmánykulcsokat köszörültem, ennyi a tapasztalatom! De Morse hüvelynek/kúpnak még esztergán se mertem nekiállni úgyhogy jöhetnek a "praktikák"!
Köszönöm az ötletet, nagyon jó! Bár 3x kellett elolvasnom, mire sikerült megértenem, hogy mit javasolsz :-) Lényegében egy álló rúd, aminek menetes végét belehajtom a T anyába és ezáltal rögzül és akkor ez megtámasztja a munkadarabot/satut elfordulás ellen.
Recézőm nincs, de egy D30-ast már talán akkor is meglehet szabad-kézzel húzni, ha sima. Most jutott eszembe hatlapú rúdanyagból kell csinálnom!
Igen, úgy gondolom. Kopott tengelyek hegesztéssel történő javításakor a felhegesztéskor görbülnek, utána ezzel a módszerrel szoktam újraközpontozni őket. Csapágylehúzóval szétgyilkolt villanymotor tengely csúcsfészkét is így szoktam javítani,- szóval kivan próbálva.
Esztergagép tokmányába csinálj egy kb 12mm- es ágmérőt,kb 40mm hosszon. Erre fogasd fel a tisztitott furatú tokmányt. A furat szélétől kb 3mm- re belehet lógatni az indikátor végét. Ha az óra mutatója megmozdul,ez is okozhat csigafúró ütést. Ha a főorsó nem üt,a tokmány furatát kell javitani. Ha mindkettő üt erre is van praktika,de legjobb mindkettőt javitani. Ha netán az átmérők vesztése nem engednék a kúp önzárását,a tokmány,vagy mindkettő hosszát módositani kell,vagy legrosszab esetben a tengely végét felhegeszteni..................és új,nagyob kúpot esztergálni........
Kérdés, hogy a tengelyed vagy a tokmányod üt (az utóbbi is elég gyakori szokott lenni)! Első lépésben vedd le a tokmányt és mérj a tengelyre, ehhez melegíteni kell a ragasztás miatt a tokmányt, és ragasztótól gondosan megtisztítani a helyét az órázáshoz! Ha még adhatok egy tanácsot: Csinálj ez 100 milcsi körüli átm, 25-30 közötti teljeshosszában recézett anyagot, M 8 menettel , innentől egy t horonyanyával lesz egy biztonságos, pillanatok alatt le/fel szerelhető satu illetve munkadarab ütköződ! (onnantól nem "veszi el" tőled a darabot a géped)
"A csúcsfészket késsel felszabályoznám..." Ezt úgy gondolod, hogy akkor az új csúcsfészek, a görbe tengely miatt, oldalra kerül, de ezáltal lesz központos az egyenes rész tengelyével?! Talán érted, hogy mit akarok kérdezni? :-)
Köszönöm válaszod! Majd vetés után szétszedem és többet látok. Ha megtalálnád az orsót és lefényképeznéd, azt azért megköszönném! Jó lenne látni, hogy patronba belehet-e fogni? Mivel a hengeres rész már nem üt, abban bízok, hogy egyenesen tehetném a köszörűgépre?!
Érzésem szerint nincs idehaza olyan cég ahol egy gránit mérőlaphoz szükséges pontosságú gép rendelkezésre állna. Ahol volna egy jobb sík köszörű ott szerintem nem szeretnék kőporral bekoszolni a gépet. Amit esetleg megtehetsz hogy veszel sírkövestől három egyforma gránit lapot. Csiszolóanyagos boltban egy sorozat csiszoló szemcsét azután szerintem egy két hetes kézi dörgöléssel egymáshoz csiszolhatod őket. Ha türelmes vagy jobb lehet az eredmény mint a gyári, ráadásul lesz két tartalék lapod is. A munka időigénye kb a hobby távcső tükör csiszoláshoz mérhető.
Gránit mérőlapot szerintetek lehet ott síkoltatni ahol a hengerfejet csinálják, azon a gépen? Vagy ott csak fémet? Van egy gránit mérőlapom, kb. hengerfej méret amúgy, az évek során eléggé összekaristoltam, jó lenne szép simára megcsináltatni mint amilyen bolti állapotban volt. Ha ott nem lehet hol lehetne? Sírköveshez nem akarom vinni, mert onnan van egy lapom, azt mondták vigyem nyugodtan az tökéletesen sík, hát nem az. Félek elizélné ezt is.
Köszönöm ezt megtaláltam,inkább valami alternatívára gondoltam.
Természetesen nem várok gyors eredményt,van türelmem.Mivel volt alkalmam megfigyelni egy mestert,(és hasonló videókat) látom hogy sok egyéb eszköz is szükséges ha a geometriát is korrigálni kell.
Van egy eu215 gépem,és jó sok éve a késtartója,vagy ennek ütköztetése nem működik. Vagyis mindkét irányba forgatható. Van neki gyárilag tüskéje,de ez berohadva,beragadva. Annó próbálgattam életet lehelni bele,de az évek,meg a kopás,a lötyögés,szóval mindig csak halogattam az újjitgatást.
A kérdésem az volna,hogy létezik e oj mód,hogy a késtartó visszaáljon,és tartsa a méretet is.
Én a görbe tengelyt esztergába fognám jó messze a görbe végétől, a kúpnál lévő csapágyhelyet támasztanám meg lünettával. A csúcsfészket késsel felszabályoznám, így már mehet a köszörűre.
Én annyit tettem az ilyen gépemen hogy a sorjákat leszedtem és pár kis "hornyot" "hántoltam" bele hogy meg tudjon ülni a kenőanyag.
Szerintem ha könnyen jár kenve és be tudod úgy állítani hogy ne lötyögjön akkor ne ess neki durván.
Szögeket, párhuzamosságot tartani a két oldal és a két összilleszkedő alkatrész között azért nem olyen egyszerű főleg ha valaki most esik neki a hántolás témának.
google: hántoló lapka A sandvik elég drága de kiváló minőségű. Gyémánt korongon szokás fenni. Arra számíts hogy nem két perc mire megtanulod azt a pár nagyon egyszerűnek tűnő fogást.
Ha szeretnél képet külön az orsóról ,nálam van több kibontva ,letört kúppal , és görbe is , majd feltúrom .
Azt találtam ki hogy az első csapágynál fogom be ,akár egy hasított hüvelybe egyengetni .Volt már amit felszabályoztam ,a kúpját , azt szétszerelés nélkül fogtam be a végét tokmányba , és a járóhüvelyt kitámasztottam állóbábbal ,az úgy jó lett .
Úgy egyébként ez az önszorítós tokmány hosszú , lehet az is bűnös a dologban .
A fúrógéped a régi fajta , amiben még van anyag , egy működik nálam ,az asztali változat felső része került rá ,mert az volt egyben jó .
Van még egy annak a felső oszlop része törött , ahhoz is van még alkatrész .
Eladásra kinálok egy gyári uj útmérőt 3 db 0,5 nm érzékeny üvegléccel. a készülékhez magyar nyelvú leirást és használati utmutatót is tudok mellékelni. A készülék ára a 3 mérőléccel 90,000 ft.
Először is tekints bele a tokmányba mekkora az átmenőfurata. Ezt követően fogj egy M8-as összekötőanyát a tokmányba, hajts bele egy csavart, majd a tokmányt megmelegítve letudod vele feszíteni a tokmányt!
Felteszem a kisebb oszlopos fúrógépem hátha valaki ismeri, hogy néz ki ennek fúróorsója?
Már eleve úgy került hozzám, hogy egy kicsit ütött, de tudtam használni. Aztán egyszer "elvette" tőlem a fúrandó anyagot és le is esett a tokmány róla. Visszaütöttem, kicsit még romlott a helyzet. Aztán még egyszer bénáztam vele, megint leesett a tokmány. A kúp felülete is sérült, csiszolópapírral kijavítottam és csapágyragasztóval tettem fel a tokmányt. Buta voltam, nem néztem meg a kúp ütését. Na most már szinte használhatatlan! Azt tartom érdekesnek, hogy a kúp feletti hengeres rész egyáltalán nem üt, a tokmány sima hengeres oldalához téve az órát, az iszonyúan! Létezhet, hogy a kúp meggörbült úgy, hogy a tőle ~2cm-re lévő hengeres rész nem?! Nem lehet, hogy csak a tokmány belső kúpja nyomorodott meg? Szétszerelve, ha a kúp görbe, lehetne rá új kúpot köszörülni, szerintem engedne annyit a vállig, de még a vállból is lehetne leesztergálni, ha muszáj. Csak, még az is a félelmem, hogy tudom én az orsót központosan befogni köszörüléshez? Két csúcs közé nem tudom, mert ugye görbe? Köszönöm az építő hozzászólásokat/javaslatokat!
Tusírpasztát keverj magadnak. Berlini kék ( Párizsi kék ) pigment port vegyél művészellátó boltban, pár csepp gépolajjal dolgozd össze kb cipőpaszta állagúra. Henger sem kell, én egy kis fadarabra ragasztott filccel oszlatom el a felületen, bár lehet hogy a henger takarékosabb volna. Majd egyszer készítek valami régi írógép gumihengerből.
Valaki tudna tippet adni hogy tusírpasztát meg hozzá való hengert hol tudok legolcsóbban rendelni? Amit az OBI-ban kapni gumi tapétázóhengert az jó lehet hozzá?
Ígértem, hogy teszek fel képet a "titokzatos kalickás" szalagcsiszolómról, hátha ad valakinek valamilyen ötletet.
Kerekeket készítettem neki, mert kicsi a helyem és folyton mindent mozgatnom kell. Az állítható vezetők nagyon jó szolgálatot tesznek pl. széles fapolc végeinek derékszögbe csiszolásánál. Az a kis fehér hasáb, amit rátettem a szalagra "radir". Lehet, hogy rajtam kívül már mindenki hallott róla, fával történő eltömődés esetén lehet vele a szalagot tisztítani!
Krumplit ültettem, elvagyok havazva a tervezési munkáimmal is, úgyhogy elnézést ,hogy így "egyben" fejezem ki köszönetemet mindenkinek, aki próbált segíteni nekem!
Az uni-max-os "forgó-morgó" tokmányról lebeszéltetek, pedig valami hasonló nagyon jó lenne!
A kinézett bolgár fúrógép, ezek szerint MK1, hát azt nagyon gyengének érzem, ha a B16-ot is sikerült tönkre tenni! Megmértem az jóval gyengébb mint a B16! Legfeljebb, ha utánam dobják, csak akkor hozom el :-)
Nem tudom, hogyan lehetne egy félrekopott lukban kúppal meglelni a közepét. A helyzetet nehezíti az, hogy nem egy lukban kell meglelni, hanem van,aminél négynek kéne egy sorban lennie.
rferi, a CEE csávó aki a hidraulikus hengerekkel matat, csomó videóban javít oválisra kopott szemeket. Ő is kúpos darabbal találja meg a közepét.
Furcsállottam a paki videókról amiket írtatok, nem láttam még olyat amit nem telefonnal vettek fel, gyakran látni a pofa árnyékán is ahogy tartja. Valóban közelebb van a technikájuk az enyémhez mondjuk a papucsoktol meg az igénytelenségüktől hányok. Meg a humortalanságtól. Nem látod, hogy poénkodnának meló közben.
Javaslom a Jeremy Makes Things t. Ő mindenféle talált vasdarabokból IS csinál dolgokat plusz vicces is.
mindenkinek igaza van. én mind a négy gépemet elég jó áron kaptam, de csak azért mert mindegyiken kellett valamit bügykölni. elég jól belőttem hogy a milyen részek vannak rendben és mit kell hozzá bütykölni. Az élőmunkám teszi hozzá az értékének azt a részét amivel olcsóbban kaptam meg.
Zártszelvényből vastagfalú van mindenhol ami a merevséget adja. Az egész van vagy harminc kiló, a neten látható működő darabok mind papundekli ehhez képest. Azt azért ellenőriztem mennyit hajlanak az első tengelyek ha jól meghuzom a szalgot, kb 0.2 t. Lehet a 12es tengely lehetne combosabb tényleg.
Próbáltam pár dolgot.
A motor görgőről leesztergáltam a 4mm s púpot mert az látszott h a szalag máshol nem is éri. Így már tudtam ellenőrizni (egy 38 mm vastag munkalap darabbal de azt megnéztem tusírlaphoz) hogy az első görgők alkotója meg a motoré egy síkban van. Nem volt, billentgettem a motort, hogy jó legyen.
Így, hogy már egyik görgőn se volt púp teljesen beállithatatlan volt a futás.
Csináltam púpot a feszitőgörgőre. Nem volt sokkal jobb a helyzet de itt jöttem rá, hogy kell a motor görgőre mégis púp, meg hogy mennyire fontos a vezetés szempontjából az, hogy feszes legyen a szalag. Tehát valóban, a motornál nagyon hatásosan lehetne állítani a futást, egyelőre alátéteztem a motor rögzítő csavarjait.
Tehát újból csináltam púpot a motorhoz de már csak 2mm t. A 112 szélességet 5 részre osztottam, középen henger, a szélek felé 1,5 majd 3 fokos kúpokba megy át. Ezt nagyon szimmetrikusan, mérőórával mintha morse kúpot másolnék.Az eredetileg 116 os átmérő végul 110 lett.
Így jó lett, végül van korona a feszítő meg a motor görgőn is. A közepeik egy vonalban vannak mert a feszitő görgőn is ugyanúgy 5 részre osztottam esztergáláskor a szélességet, a közepe henger. Beállítható a futás, a feszítőgörgön a lehető legnagyobb átfogási szöget állítom a fej hátratolásával. Terhelésre se mászik el akkor se, ha a szalag széléhez nyomom a 30x30 tömör vasrud végét.
Ezt sikernek értékelem. Mindvégig a lehető legpontosabban mértem és dolgoztam ami a gépeimtől és a tudományomtól tellett. Köszönöm az észrevételeket.
Pont ilyen úton jutottam hozzá egy szerszámmaróhoz. Egy itteni kolléga linkelte ide azzal, hogy a hirdetés vagy kamu, vagy már nincs meg. Nem volt kamu, ráadásul még megvolt. Próba szerencse.
Ki tudja a választ.... azért kellő óvatossággal és nagy szerencsével akár egy jó gépet is ki lehet fogni. Inkább egy fórumtársnak legyen szerencséje, mint hogy egy kupec hirdesse a jövő héten dupla áron.
és miért 2022-esek a képek? A másik pedig egy képernyőfotó. A két kép nem egyszerre készült, mert máshogy áll a satu. A képeken négy szerszámgép van, akinek ennyi van az nem kótyavetyéli el.
ha csak a kup az orsó végén hibás, könnyen javítható. nekem is hibás volt, levágtam, ráhegesztettem egy csappal egy rudat és egy hozzáértő kolléga ráesztergálta a kúpot megint. szuperül megy.
A fotók és a rajz nincs szinkronban, hiányzik a forgózsámolyt a talphoz szorító két átellenes rögzítőkar, ami rajzon ott van, de a valóságban nem létezik :)
A leírásban a 100mm az pedig nem a tokmány átmérője, hanem az alatta levő talpé. A tokmány az 80 mm-es.
Az biztosnak tűnik, hogy Bolgár. Lehet, hogy az újabbak már MK2-esek?! Rájöttek a gyárban, hogy ilyen ford. szám tartományban és ekkora motorral sokkal használhatóbb úgy. Érdekes , hogy a Fabekes hirdetésben nem említik a dahlander motort, pedig ott van rajt a két kapcsoló?!
Köszi szépen! Nekem is nagyon karcsúnak tűnt a fúróorsó, de a remény homályosította a látásom :-)
Az a baj, hogy a kis oszlopos fúrógépemnek megvan görbülve a B16 (talán jól írom?) orsója és ha ehhez nagyon olcsón hozzájutnék, akkor érdekelne. Akár még a meglévő oszlopára is rátudnám tenni. Végül is használhatom tokmánnyal, hisz van egy nagy oszlopos fúrógépem, csak mégis jobb lett volna 2-es kúppal. Na majd az ára eldönti!
Még nagyon várok Vetreszka hozzászólására, mert neki ilyesmi van, ha jól értettem?!
Az embereknek elment az eszük mostanában, ha szerszámgépet akarnak eladni.
Ez a gép ki van herélve.
Sebességváltó leszerelve,gondolom egy frekiváltóval magyarázzák a megoldást. A nyomaték, meg ki a fenét érdekel?
Norton? Sehol.
Az a szánrész amúgy nem dolgozik semmikor, mert az a szegnyerget vezeti, és annak odáig soha nem kell bemennie. Szóval ez lenne a legkisebb gond.
Az pedig, hogy a többi vezetékből nem vágtak ki azért volt, mert ez van legközelebb a főorsóhoz, tehát a túlméretes munkadarab ehhez verődik legelőször hozzá.
Arról persze ne beszéljünk, hogy, ha túlméretes munkadarabbal hajtották - és nem egyszeri alkalomra szokták kiköszörülni emiatt az ágy egy részét!!! - akkor ugye túl is terhelték ezzel a gépet - csapágyazások, fogaskerékhajtások - ja várjá' a fogaskereket már ki is dobták belőle! Vajon miért?
Az "előbb utóbb lesz egy esztergám" sorozat mai része: Elmentünk megnézni egy E400-nak hírdetett, majd a helyszínen kiderült, hogy egy E1N típusú esztergát. Rettenetesen lepukkant állapotban, egy féltető alatt hevert nyakig rozsdásan, ami még nem szegte kedvünket. És jött a feketeleves, amit a csatolt képen jelöltem, hiányzott egy kb 30cm-es rész a belső prizmából. (remélem jól írtam) Amikor kérdőre vontuk az eladót, a válasz a következő volt: Azért lett ott kivágva egy rész, hogy nagyobb munkadarabok is beférjenek. Azt már meg sem kérdeztük, hogy miért csak az egyik "sínből" hiányzik ez a rész. Megköszöntük az idejét, és eszterga nélkül hazajöttünk. (A kikiáltási ára 370.000 Ft volt amiből 1 fityinget sem akart engedni)
pont úgy néz ki mint egy körömnyi hulladék ami úgy van összepakolva darabokból. Elég jó érzékem van ahhoz hogy valamiről megmondjam hogy mennyire van átgondolva, és erről lerí hogy gagyi.
- nagy hézagok az illesztéseknél
- horony belevág a feliratba
- ütött-kopott hatás pedig vadonat új
- alátétek kilógnak a síkból
- t csavarok nem pontosan illeszkednek
- látszik hogy felső tokmány nem pontosan van az alatta lévő hengeres felületen hanem kicsit oldalra van csúszva
- csavarfejek közvetlenül az oldalfal mellett (megsérted a felületet a kulccsal)
- rövid a szögben állítónak a rögzítőkarja, nem lehet meghúzni
- acél-az-acélon tengelyelfordulás
- már a fotón is ki van lazulva a tekerő egyik karja
- felesleges fogazás a nóniusz melletti gyűrűn
- 6 fajta kulcs a különböző oldásokhoz (4szög, imbusz, hatlap, lapos csavarfej, karos, keresztcsavarfej)
- ritka a beosztás a skálákon
- ha lerakod az asztalra, nem tudsz ráfogni a tekerőre mert majdnem leér
- legalább négy fajta felületkezelés
- lemezdarab a szögállító skála melett
- eláll a szögskála lapkája a felülettől
- nincs a vízszintes skálának alap viszonyítási pontja (rovátka vagy miat*köm)
- tekerő nincs rögzítve csavarral vagy más módon
- csak a tengely rögzíti a felső részt, ami ha kikopik akkor lötyögni fog az egész
A Te és hozzád hasonló szakértők őszinte véleményét! A szerszámköszörűm asztalára mindenképpen szeretnék egy tokmányt és ebben tetszik, hogy valamilyen mértékben forgatható és még dönthető is, csak az árát sokallom, de szerintem olcsóbban nem jutok hasonlóhoz?!
Mégis sikerült képeket kapnom, szeretném, ha megszakértenétek!
Olyan, mint a Te géped? A legjobban az izgat, hogy Morse 2 vagy 1? Mennyire lehet a fényképről eldönteni, én 2-re saccolnám, de lehet, hogy a remény becsapja a szememet?! :-)
Két kapcsoló van az asztal homlokoldalán, a forgatókar lejár róla, teszik egyikről a másikra. A két fordulatot biztosan tudja az egyikkel és ez a lényeg, tehát a motor jó. A másikra állítólag nem reagál semmit, tehát nem vált forgásirányt, ez nem probléma, könnyen javítható.
Volt már itt szó a Dávid esztergáról és akkor az volt a mondás, hogy a keresztszán (és a szegnyereg) nem a csöveken ül, hanem felfekszik a rudak alatt levő köszörült sík felületre, tehát az is az ágyvezeték része. A csövek csak X irányban vezetnek.
Szerintem van olyan hogy gépágy,amelyből képzik ki az ágyvezetéket. Mivel a vezeték itt ettől független,az alátámasztás hiányában nem ossza tét a terhelést a gépágyon ,inkább nevezném géptestnek az alatta lévő szerkezetet.
Sosem dolgoztam ilyen szerkezettel így gyakorlati tapasztalatom sincs vele ,de a kialakítása miatt én is idegenkedem tőle. Anno inkább készítettem egy gépet.
Ha a harántgyalu 100%-ban hadrafogható lesz, szeretnék egy kisebb táskaméretű gépet is készíteni.
Szerintem a David-nál a sín két rúdja nem az ágy. Az ágy alatta van. Hasonlít a megoldás az Emco-Unimat gépekhez, de azoknál az ágy öntvény volt, a David-nál pedig úgy látom, hogy egy hengerelt profil.
Azért hobbi szinten együtt lehet élni egy kopott géppel. A Davidot viszont ne sajnáld, nekem az a gép ingyen sem kellene /elnézést a David tulajoktól/. Nem tudom elképzelni, hogy ne remegjen be leszúráskor. Az ágynak nevezett két csap nem a legszerencsésebb konstrukció.
Az ilyen szintű rozsda már tizedmillimétereket megevett az anyagból, GAME OVER. Viszont kilós áron késkészítőknek felkínálhatod, mert ezek minőségi acélok, szeretik az ilyesmit.
T. Fórumtársak! Elnézést, ha más témában kérnék tanácsot a most folyamatban lévő csiszolás - csapágyazás - meghajtó motor témákhoz képest. Kb. 15 éve magára hagyott vasas műhely, rengeteg gyűjtött - megmaradt anyag és alkatrészek rendezése, további sorának megoldása lett a feladat. A műhely és a tároló majdnem pince jellegű 2 helyiségben kb. 2/3-ban talajszint alatti ("pecókban") vannak. Nagy a páratartalom, átszellőzés minimális. Ez miatt erős rozsda - korrózió alakult ki. Adott esetben ez oly mértékű, mintha az egyébként egymáshoz képest elmozduló elemek összehegedtek volna. Pl.: pillamat szorítóknál (kb. 25 db klf méret) nem lehet megmozdítani a szorító menetes orsót, a méretállító laposvason ezt a menetes orsó szorítópofát nem lehet magasságban állítani, nem mozdítható. Még nem használt 10-es 13-as fúrótokmányok kulccsal mozdíthatatlanok. Klféle méretű asztali- és csőszerelő állványos satuk. Stb. Mindennel próbálkoztunk: csavarlazító spay, petróleum, gázolaj, brigeciol. Áztatás után adott helyeken kisebb - nagyobb ütések: semmi eredmény. Régebben mintha olvastam volna valami rozsdaoldásról itt, de nem találom. Tudnátok segíteni mivel próbáljuk megmozdítani ezeket? Bár lehet kérdéses egyáltalán a további értelmes használatra alkalmasságuk, megéri a beletett munka? Köszönök minden javaslatot.
Egy kis frissítés Dávid ügyben. Dávidunk semmilyen formában sem alkalmas forgácsolásra sajnos. Lóg minden, mint tehénen a gatya. Marad a vadászat esztergára! :)
Szerintem aki tekercselt már motort az tudja hogy kevesebb póluspárhoz, kevesebb menetszám, vastagabb huzal, és nagyobb amper tartozik. Ezért kell az alacsonyabb fordulatszámhoz, deltába kötni a motort, a magasabb fordulathoz szerintem itt is duplacsillagba van kötve, csak nem jelölték az adattáblán. Ez így logikus, és ez szerintem is 220-as Dahlander motor. Különben azt tanultuk hogy nem ez a legkedvezőbb tekercselési forma, villamosszempontból.
Figyelted az adattábláján a 220 Y/delta V feliratot? Ez háromfázisú tekercselésre utal, illetve, hogy ugyanazokat a tekercseket használja mindkét fordulatra. Amiket te mondasz, két különálló, két fázisú tekercsrendszerrel készültek, üzemi kondenzátorral. Szerintem ez is dahlander, 220V feszültségre méretezve.
Pl az Orosz nagy Káma szivattyú motorjai is 3 fázisú tekercselési rendszerben van tekercselve, méghozzá dupladelta kapcsolásban, de meg sem közelíti a pl a 2 fázisba tekert motorok üzembiztosságát. ( indulási nyomaték, forgásirány váltás stb paramétereit.
A fűnyírók is hasonlóképp fékeznek. Régebben volt kúpos forgórészű aszinkron motor,az sokkal üzembiztosabban csinálta a fékezést. Daruknál alkalmazták.(csak érdekességképp)
Egy helyreállítós videóban ezzel a motorral láttam, nem tudom hogy ez lehet-e az eredeti. Viszont ezen is 2 adat van megadva teljesítményre illetve fordulatszámra. Ezt esetleg valaki el tudná magyarázni? Elég rossz a kép, de nem 220/380 van beütve, hanem csak simán 220.
Én már ezek után, azt se tudom fiú vagyok-e vagy lány (ezen ma amúgy is divat, sokaknak elgondolkodni :-)
Leírtam mit láttam/mire emlékszek. Most már legszívesebben szétszedném újra, de akkor csak a csapágyazással voltam elfoglalva és szokás szerint sietnem kellett. Talán egyszer megtudjuk az igazságot, de remélem nem azon a módon, hogy elromlik és muszáj lesz szétszerelni?! :-)
Ha már így belemélyedtünk, kerestem egy képet, ebből érthető. Abban igazad van, én is azt mondtam, a kapcsok mindenképpen 400V-ot várnak, de abban nincs igazad, hogy soros csillag vagy párhuzamos csillag, mert szerintem párhuzamos csillag és soros delta.
Igen erre nem megoldás a frekiváltó, Csuhás azt sima 3F motorra mondta, csak annak vásárlásakor ügyelni kell, hogy mind a 6 tekercsvég ki legyen vezetve.
A kalickakört megszakítani életveszély egy ilyen motorra nézve. Kábé a második napon előállna olyan helyzet, hogy leég a motor.
Amit te ott láttál, az az volt, hogy amikor a delej rámegy a mocira, és bent kialakul a mágneses tér, a forgórész berántja magához a rugó ellenében a féktárcsát, ettől az kiold, és mehet a forgás.
Merthogy 230 voltról fog járni, nem 400-ról. Emiatt eleve csillagban volt, és most mehet(ne) deltában.
A Dahlander motor esetében - ami a kollégának van a gépen - azonban az a baj, hogy azt nem tudja deltába átkötni. Hat kivezetés, de a Dahlander kapcsolásnak megfelelően ezek mindig 400 voltot várnak - általában bent csillagba van kötve, és vagy soros csillagot, vagy párhuzamos csillagot tudsz a Dahlander kapcsolóval a hat kapcson létrehozni.
Ugyanezen ok miatt nem megoldás az 1f/3f frekiváltó sem, mert abból is csak 230 volt jön ki, ahhoz is deltába kéne kötni a motort.
Úgy van ahogy mondod, pont ezért javasoltam, hogy vegyen a kolléga egy sima háromfázisú motort a dahlander helyett. Használtban pár ezer forintból megúszható a dolog, és egy frekiváltó is kijöhet 20..25eFt környékén.
Kapásból én is 1F/3F frekiváltót javasoltam, csak figyelmen kívül hagytam, hogy dahlander, kolléga figyelmeztetett is rá! Ha deltába köti (alacsony fordulat) akkor is a két sorbakötött tekercs 400V-ot szeretne kapni, a frekiváltója meg csak 230V-ot tud produkálni. Ha dupla csillagba köti, akkor két-két párhuzamos tekercs kérné a 400V-ot!
Holnap már nálam lesz a masina, akkor már látom a mostani motor adattábláját. Annak ismeretében itt fogok segítséget kérni a leendő 1 fázisú motor kiválasztásához. :)
Helyedben egy hasonló teljesítményű háromfázisú aszinkron motort vennék, és deltába kötve egy használt frekiváltóval hajtanám meg. Így bőven tudni fogja a gép a kétszeres fordulatszám átfogást, kedved szerint állíthatsz be lágy indítást, és stabil lesz az irányváltás ( szemben a kondis motorokkal ) ami egy esztergán pl menetvágáskor igen csak hasznos. Mellékesen folyamatosan tudod a fordulatszámot változtatni menet közben is.
Hát már teljesen elbizonytalanítasz :-) Márpedig határozottan emlékszek, hogy az alu pálcák végét láttam a forgórészen, tehát ahogy a kerületen is látszik, annak a folytatását. A féktárcsában pedig a rövidzárt, égési nyomok nélkül, pedig mint már írtam nem egy új gép. Az biztos, hogy én szétszedni nem fogom, csak azért, hogy mégegyszer jobban megnézzem, de örülnék neki, ha valaki utána tudna járni! Angol tudás és szabadidő rendelkezésre állása mellett, a NET-en böngészni! Kíváncsian várom az esetleges találatokat!
Közelítsük máshogy a kérdést: Milyen előnye van a kalickák megszakításának majd induláskori rövidzárjának a fix rövidzárhoz képest? Rendben vannak csúszógyűrűs motorok, de ott a lágy indítás a cél és ott ellenállást iktatnak be a forgórész sokmenetű tekercselésébe. Egyébiránt az aszinkron motor induláskor szinte egy egy menetes rövidre zárt trafónak tekinthető, kvázi mint egy ponthegesztő, nos ilyen áramkörben nem szerencsés sokpólusú kapcsolót használni hiszen nagyon nehéz megbízható kapcsolót készíteni. Ráadásul mivel egyszerre kell minden kalitka véget kapcsolni a érintkezők elhasználódása miatt nagyon hamar előállna az a helyzet hogy csak a néhány kevésbé kopott vég fog érintkezni. Nem lehet hogy mégis csak elnéztél valamit, esetleg a kalicka belül rövidre volt zárva, és a forgórészen csak egy fékező tárcsa mozdult el, és amik érintkezőnek látszottak azok csak a forgórész mágneses pólusvégei voltak, amiket a gyűrű berántása miatt alakítottak ki ilyenre.?
Lehet hogy én is, mert nekem most is van egy ilyen motorom, 2800 fordulatú, a négyszögletes centrifugából való. Már vagy 20 éve csak paszúj szelesésre használtuk, egy gk hűtőventilátorát rakva a tengelyére.
Fiatal koromban volt 2800 as fordulatú szögletes centrifugánk . Azokban rendes hengeres zárt motor volt , abban volt hasonló beépített fék . A forgórész mozdult picit tengelyirányban ,
Most azt nem is figyeltem hogy amit írsz ott a kalickát kapcsolná ,na olyat még tuti nem láttam .
Az újabb energiatakarékos centrifugákban már nem volt , tulajdonképpen már alig valami anyag van azokban .
Jézus mondta Tamásnak: „Hittél, mert láttál. Boldogok, akik nem látnak, mégis hisznek.”
Ezt most Te is kénytelen vagy elhinni! Remélem nem gondolod, hogy hazudok?! Bár nagyon sokmindent hajlamos vagyok elfelejteni, nem emlékszek semmire, de ezt talán 1 éve szedtem szét. Megírom a típusát, hátha találsz rá valahol képet, mármint a motorjára: MBSM 150-200-2
Én már csak olyan centrifugákat javítottam, amiben az ajtónyitás működtette a szalagféket, amit te mondasz olyat nem láttam. Még az is lehet, hogy Te nálamnál is öregebb vagy? :-)
Ezt egyelőre nem hiszem! Láttam már olyan aszinkron motort aminek a forgórésze egy picit el tudott mozdulni tengelyirányban így rugó ellenében a forgórész eltávolodott egy fékező felülettől, ez rendben van és logikus. Azt viszont hogy az "egy menetes" tekercseket alkotó kalicka nyitott legyen és az ott kialakuló igen nagy áramokat egy kapcsoló gyűrűre bízzák, nos ezt ha látom még akkor is nehezen fogom elhinni. Tucatnyi kis feszültségű nagy áramú kontaktust egyszerre megbízhatóan megoldani, tartósan egyenletes kis átmeneti ellenállással, nos ez ellen nagyon tiltakozik a mérnöki józan eszem.
Tulajdonképpen persze mindent meglehet csinálni, de én nem mernék egy jó motort esetleg ezért elcseszni. Sajnos csak az alábbi fényképem van, amin pont a nagy ötlet nem látszik. A hátsó pajzsra ferodol van felragasztva ennek nyomja neki egy spirálrugó a forgórész hátsó felén lévő, a forgórész tengelyén reteszen csúszó féktárcsát. Ez a tárcsa látszik a fényképen is, persze összerakva ez a tárcsa nagyon közel van a forgórész végéhez, nyomod össze a rugót, amikor teszed fel a pajzsot. Áram nélkül bevan fékezve a tengely. Itt jön a nagy trükk, a féktárcsa tulajdonképpen a forgórész leválasztott vége, a kalickás forgórész alu tekercsének a rövidrezáró gyűrűjével együtt! Áram hatására magához rántja a "féktárcsát", rövidrezáródik a kalicka, megy a motor. Zseniális, nekem nem jutott volna eszembe, ilyent még nem láttam!
Nagyon rátudok csodálkozni az ilyen műszaki érdekességekre! Ehhez hasonló találékonyság kellett, az Szk-5 kombájn menetvariátorának szabályozásához is, de az nem ide tartozó téma :-)






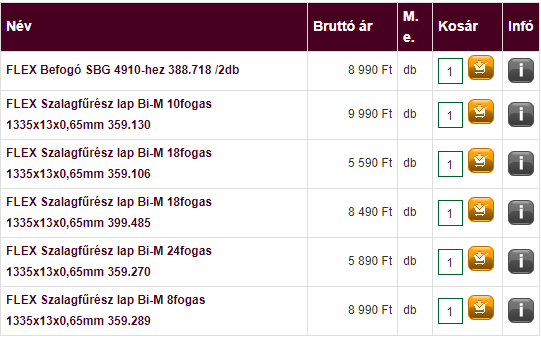











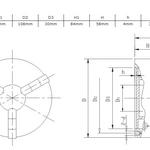



 Na! A próbadarabhoz képest 0,01 mm az eltérés. Így marad, itthoni játékra jó lesz.
Na! A próbadarabhoz képest 0,01 mm az eltérés. Így marad, itthoni játékra jó lesz.