Ide írjon mindenki, akinek van valamilyen ötlete, hogy hogyan kell egy brikettálógépet megépíteni! Szerintem pár okos ötlettel közösen mindent meglehet valósítani! Hajrá!
Üdv josi 93! Nyugodtan tegezz.Csak fele új, mert egy-két dolgot találtam a környéken, pl.: motor, csapágyház, meg egy félkész ékszíjtárcsa. A motor 6,7 kW-os, 960-as fordulatú.Oandorkától vettem. A csapágyház volt. A nagy ékszíjtárcsa, meg igazából egy MTZ lendkerék, ezt alakítom át. Ez jó anyag, és pont akkora az átmérő ami nekem kell, sőt a 4 db ékpálya is belefér (13/A). A többi meg új. Ez alatt a vázat értem, a csigát, a csigaházat, a tömörítő csövet, ékszíj, garat lemez és az összes taró elem (csapágytartó lap, kis ékszíjtárcsa, és a csigaház tartóelemei). Fűtés egyenlőre nincs tervbe, mert amilyet akarok az nem olcsó, és sokat eszik. Tervben van egy apró kis vezérlés, amivel lehet a fordulatot szabályozni. A hajtómű az nem minden esetben kell, ez attól függ mi az alap, ha magas a motorfordulat, akkor kell, de ha tudod állítani a frekvenciát egy vezérléssel akkor nem és stb. Én 1/4-es lassító áttételt csinálok (tárcsákkal) egy nyomatékos motorhoz, plusz a vezérlés amin lehet egy két dolgot finomítani, de az nem az én asztalom. Ha vastelepről akarsz alkatrészeket, akkor onnan is lehet, és jóval olcsóbb, de kérdés van-e amit akarsz. Nekem a vas akciós, mert egy rokonom anyagbeszerző. A megmunkálásokhoz meg, ismerősök, m.társak. Talán tudtam segíteni. Üdv: Gocan
Nem rossz! De ott van ám a lendkerék, csak nem látszik. Nézd csak meg, hogy mekkora a hajtómű, a motorhoz képest. tuti, hogy van benne 100 kg forgó tömeg, na ott van a lendkerék. Üdv: OAndorka
Üdv mindenkinek ! Egy csigás brikettálót szeretnék csinálni. Egy kérésem lenne, hogy valaki tudna-e segíteni a problémák kiküszöbölésében. Van úgy hogy a kúpba tömörül bele máskor meg a csőbe a fűrészpor, és akkor visszafelé jön az anyag a csiga elejénél. Még azt szeretném kérdezni, hogy a hornyolás meddig tart a csőben ? A kúpolásom 50-ről 42-re szűkül 8cm hosszan Kérdezném még, hogy a tengely végét honnan kezdjem el kúpolni 20-as a tengelyem
üDV, KEDVES GOCAN! Ha jol emlékszem ön azt irta h ugy csináltat csigát, és új alkatrészekből dolgozik! Tehát ha sikerülne ocskavasba szereznem minden cuccot lényegesen olcsobb lenne. (kivéve csapágyak, mert ugye amit már kidobtak, az használhatatlan) Még annyit hadd kérdezzek meg hogy hány kw-os a moci, és hogy van - e hozzá csillag/delte átváltás. A masinán ha jol gondolom elektromos a fűtés. Hajtóműves vagy sima ékszíjtárcsás lassítás (motoron kicsi, csigán nagy)?(ezt lehet h irta csak nem emlékszem) . É meggyi brikettet állít elő 1 óra alatt? (bocsi a sok kérdésért) üdv.: Tomi
Van ezen a topicon egy lendkerekes rajz 883 hsz.- nél.
Utána a kész gép 1274 hsz.
Ezt a képet egy másik topickról kölcsönöztem, már régóta gondolkoztam rajta, hogy szerintem ezzel a hajtókaros (excenter) megoldással a lendkereket ki lehetne váltani. -(vagy legalább, elvi alapnak jó)
Egyesek már nem a fórumot képviselik hanem itt vitatkoznak. ez nem annak a helye emberek! aki tud valami hasznos információt,készítési módot brikettről vagy brikettálóról.írja meg. ha nem LÉPJEN VALAMI MÁS FÓRUMBA!!.Köszönom
1. hidraulikusé és persze hogy hasonló elven működik, mint az excenteres 2. nem tudtam hogy fent van 3. nem vagyok kapzsi ezért ennyi, ha annyit kérnék érte mint amennyiért én vettem az szemétség lenne 4.így kb.10 emberéből kijön az én általam fizetett összeg 5. mi 11-en álltunk neki egy komoly gépnek gépészek, hegesztők és stb. ja napraforgó ocsut soha ne próbáljatok brikettálni mert az olaja bele ég a fűtött csőbe amúgy iszonyatos kalóriával ég a gyári az csak tiszta héjból készül,a szalmát nagyon nehezen veri össze a len kerekes erre a csigás való mert az lassabb
Figyelmeztetés: életveszélyes sima otthoni lendkerekest építeni mert ha a lendkerék vagy a hegesztés vagy a hajtásnál valami elszabadul az csonkít, roncsol és öl
remélem ezzel hozzá járultam egy két ember gépéhez sok sikert Mambru
Üdv Mambru! Azt hiszem, Neked sem kellene felszívnod magad. Igazából azt hiszem kár a hülyeségen vitatkozni. A tervek, amiket feltettél a vaterára itt ezen a topic-on közkézen forognak. Persze hogy idegesedik mindenki, ha megjelenik valaki, és pénzért próbálja eladni, ami itt ingyen megvan. Ha jól tudom legalább kétszer felkerült ide. Egyszer én tettem fel,( vettem a vaterán pénzért, aztán feldobtam ide ingyé , mindenesetre nem tudtam, hogy már itt van, mert nem olvastam totál végig ezt a fórumot ) előtte sokkal meg valaki más, már nem tudom ki. Igazából akik ezen a topic-on vannak egymásnak az észt osszák, jót vagy rosszat, mindenesetre jó-szándékkal, de azt mindenesetre ingyen. Amúgy a lendkerekes masinádról terv, vagy fénykép az jó lenne. Na üdv: OAndorka
Értem! De nem szeretem a logikátlan üzleteket.Ha 2 év és 200 000 Ft akkor miért adja oda nudliért. Nem akarok én vitatkozni mambruval, csak Ő most piacozik itt, az helyett, hogy megosztaná a tapasztalatait. Ennyi erővel fel is rakhatta volna ide ingyen, mert ezen nem lesz pénze. Mindegy hagyjuk. A lendkerekes meg szerintem is a legjobb, de azért ahogy te is írod az nem játék. Óriási erőt kell szó szerint befogni. Ott lehet mechanikázni.
Ami a Vaterán van, az hidraulikus masina fejrajza. De! Szerintem, és ez csak vélemény, az excenteres gépnek a fejkialakítása kb ugyanaz, mint a hidraulikusé, vagy nem sokban különbözik tőle. Igazából a két konstrukció elve majdnem ugyanaz, a különbség az, hogy a hidr. egyszerre tol sokat, de lassan, míg a lendkerekes az keveset tol, de gyorsan. állítólag költséghatékonyság szempontjából az excenteres a legjobb ( legkevesebb energia/kg. ). Mindamellett a konstrukció az nem játék. Ha egy 100 kg-os lendkerék elszalad, az nem áll meg a falnál, hanem átmegy rajta. Nekem vannak faipari gépeim, pl gatter, ami szintén egy lendkerekes gép. Már szakadt el a hajtókar, lett 1 milla kár. Üdv: OAndorka
Üdvözletem inden kedves fórumozónak! Én még új vagyok itt a fórumon, de már kb 1 hónapja olvasgatom, és megtetszett a brikettáló gép! Nekem végülis a csigás gép jön be jobban az egyszerűsége miatt(már a hidraulikushoz képest). Bár tőlem mind kettő távol áll:). Épp ezért egy csigás gépet szeretnék össszehozni a nyáron. Szeretném megkérni azokat akik ijet építettek nekik kb. mennyiből jött ki, honnan származó anyagokbol. /ha jol emlékszem Blade irt csak árakat, vagy én ugottam át a többin:) / előre is köszönöm a válaszokat!
ÁÁÁ! Akkor most pillanat. Ez a doksi hidraulikus gépé, vagy lendkerekes, mert már nem értem. Ami vaterán van azt én raboltnak pár hete Solidból kiforgattam, hogy megtudja nézni. Mambru te most mit árulsz? Mert a vaterán már fenn volt ez 5000 Ft-ért régebben és ott hidraulikus néven futott.
Üdv! Már ne haragudj, de nem rád írtam az undorító szót, hanem arra aki ennyit akar keresni vele, úgy hogy lehet nem is ért hozzá. Ha gondolod én is eladom az enyémet 3000Ft-ért.
Válaszolnék Gocan hozzászólására. Tehát én undorító, szemét ember vagyok mert nem 250000 ft akarok keresni egy igen is hasznos tervrajzal, hanem csak 2000ft-t ,ami nevetséges. Ja és mi építettünk mtz meghajtásos lend kerekes gépet mielőtt valaki butának gondolna. A sok ember eszébe csak egy dolog jár a lendkerekesekkel kapcsolatban, a súly pedig nem az a lényeg. 2 évet kisérleteztünk és kb 200000-be volt nekünk,kicsit finomítani lehetne,de van egy működő gépünk és a rajzok sokat segítettek. De majd legközelebb elmegyek lopni nem pedig árulok valamit az jobb lesz igaz okos barátom. Üdv.: Mambru
Üdv! A gépemet úgy akarom megcsinálni, hogy a motor fordulatát vezérléssel változtatni tudom olyan 180-280 között. Egy ismerősöm ennek nagy szakértője, és szerinte max 40 ezer.A csövemet meg egy mozgatható "kocsira" rakom, így tudom változtatni, azt, hogy mennyire lóg bele a csiga. Így nem kell mindig új csiga, vagy cső. Árba nem olcsóbb, de sok bosszúságot megelőzök. Szerintem ez jó megoldás, erre a csiga-cső kapcsolat megoldásra.Várom a véleményeket.
Üdv! Undorító, hogy ilyen módon akarnak pénzt csinálni. Ráadásul még buta is az eladó, mert egy komoly műszaki dokumentáció 200-300 ezernél kezdődik, és nem holmi 2000 Ft.Ha Ő csinálta volna akkor nem adná oda ennyiért, az BIZTOS. Ez valami 10. kézből való szemét, amivel keresni akar. Különben ismerem a rajzokat, és szerintem nem jó, mert félkész.Én még 1-2 hónapja találtam egy ürgét aki 250 000Ft körül árult ilyet, de az egy tervezőiroda rajzai voltak. Az tuti jó, de ennyi az ára. Szóval ez a véleményem ezekről a dolgokról. Sajnos olyan világot élünk, hogy mindenki pénzt akar csinálni, még akkor is ha másokat károsít, csak neki legyen jó.
Ezek a rajzok erről a fórumról már ingyenesen elérhetők, kb 500 hozzászólással hamarabb már én is feltettem, valaki kibontotta olvasható formátumúra, sőt korábban már valaki feltöltötte. Olvasgass visszafele, pénzt már ne fizess. Amúgy korrekt hidraulikus gyártási rajzok Üdv: OAndorka
Üdv! A csiga a csővel együtt képez egy egységet, tehát a cső alakjától függ a csiga alakja és fordítva is. Csak közönséges vascsőben másképpen szorít a csiga mint kúpoló csőben. Nem akarlak belezavarni a rengeteg variációba, inkább csináld úgy a csigát hogy ne tudjon beleszorulni az anyag, a kúpoló mag ehhez segít. Viszont így általában lazább briketted lesz mint a mostani is de legalább kijön a csőből. A melegítő 300 fok körüli , hősugárzó csőből villamos szakiparos tud hajtani spirált amelyet ráhúzol a csőre. Te ne csinálj ilyen-olyan ellenálláshuzalból mert azt biztonságosan szigetelni is kell és okvetlen földelni, esetleg ha 110 V -al diódával megy úgy érintés szempontból még biztonságosabb, de ezt bízd szakemberre ! 50-60 meg 100 fok az nem elég meleg. A brikett kicsúszása a csőből egy csigás gépnél sokkal de sokkal összetettebb dolog mint hidraulikus gép csőjéből való kicsúszás. ( gondolom írtam már evvel számolni kell....egyszerűbb gépért kapsz egy bosszúsabbat , ez így van nálam is ) Most hány meneted lóg a csőbe?
Köszi a válaszodat és a képeket. Valami hasonlót szeretnék elérni én is! A csiga alakján mire gondolsz? Kúposnak kellene lenni a tengelynek a 3 dik csigalevélig vagy valami másra? A melegítővel milyen meleget kellene elő állítanom? A sütő fűtőszála megfelelő lenne e kipróbálásra? Nem tudom ismered e a kanthal ellenálláshuzalt ha igen az megfelelne e? A watt-trans oromfűtés és hasonló fűtőtesteket gyárt és ezzel az ellenállás huzallal dolgozik. A csövem fűtés nélkül olyan 50-60 fokra felmelegszik a súrlódástól. A csövem hossza az összefogatástól 25cm a szorító végéig és a szorító végétől még van 5cm egyenes cső rendes kör keresztmetszettel ami megegyező mérettel rendelkezik mint az összefogatástól van a szorítóig.
Üdv ! Viszont kellemes ünnepeket mindenkinek. Ha már eddig eljutottál megérdemli a géped a melegítőt , avval könnyebben présel és jobban összeáll. Mint már írtam a csigás gép minden néhány tized mm csiga és csőváltozásra elég durván reagál , nehéz betörni ,ez főleg a türelmeden és leleményességeden múlik elsősorban. Ezt az aprózódást valszeg a csigád alakja okozza , de mielőtt toldanál tegyél melegítőt.
Először is kellemes ünnepeket! Érdeklődni szeretnék a hozzáértőktől hogy a mellékelt képek alapján min kellene változtatnom hogy ne essen szét a brikett hanem maradjon meg hosszabban. Darált akác forgáccsal próbáltam. Én a szorító utáni részre gondolok hogy oda kellene egy hosszabb csövet tennem hogy ne tudjon olyan hamar szétesni mert a jelenlegi cső végénél olyan mintha dagadna még az anyag,szerintem az a baja. De szóljatok hozzá ti is hogy mi lehet a baj. Segítsetek.
Szia Ezek még csak a leegyszerűsített módszerrel készültek.Próbából.Van ekkora átmérőjű csövem.Kifúrkáltam 4 es fúróval, fából gyártottam bele dogót, amit kifúrtam,hogy a belső csövet bele tudjam dugni/az egyszerű 15ös réz vízcső amit szintén kifúrkáltam/.Megtöltöm,beledugom a belső csövet és a ház oldalán lévő lukba bedugok 1 hosszú csövet amivel préselem.:-)) A papírt beáztatom és 1 SDSes géppel összecsapom. Nem csinálom nagyon finomra,mert amikor nagyon megdaráltam,akkor bedugultak a kis lukak. Még csak próba képpen készítgetek.De elég sok van már. A terv 4 csöves prés.Csak nem tudok heggeszteni és várom az egyik haveromat ,hogy legyen ideje. Ezen a képen látszik a cső,a és a többi alkatrész.
Ebből annyi látszik hogy 4.5 menet van a csőben és a cső egyenletesen kúpoló , vagyis szűkülő, és a horony végig megy a csövön. A csőben mint már régebben írtam 3-5 menet a legjobb. A csiga átmérői a szájától a kúp végéig rendkívül érzékenyek a nyersanyagra. A cső kúpolási viszonyairól nem is szólva. Szerintem alapjaiban jó de ez nem a legfejlettebb cső. A kúposág kikeresésekor zavaróak a hornyok, az is módosul , lehet el is veszik, újból kell csinálni, és azt is polírozni, túl sok vesződés. Nem tudja előre milyen kúposág kell a felhasznált anyaghoz , az is állhat sok részből, nem fokok hanem percek számítanak amelyet esztergán nem állít be, és nem tesznek közzé pontos adatokat mert túl sok veríték kell ,( nem is számítva a drága cső elrontásokról) a pontos beállításhoz.
Én megcsinálom a bangladesit, legalábbis azt akarom. A csiga, és a cső az itt kapott rajz alapján készül.Egy képet mindjárt csatolok, és a véleményedet kérem, mert ez a része a legfontosabb.
A szalmát egy ún. "malommal" darálom, ami nem kalapácsos.
Forgókés van benne, duplán és vízszintesen. -(a kés hasonló mint a kávédarálón)
A szalmát egy csövön szívja be, és a centrifugális erő (na meg egy kis levegő) löki ki a darálékot egy rostán keresztül. -(úgy működik mint egy ventillátor)
A rostával, 3-5mm-ig kísérleteztem. -(de nekem a 4mm-es jött be)
Szerintem mind a három méret jó, de a géptől is függ, hogy milyen apróra kell darálni.
Hozzáteszem a kalapácsos darálón lehet, hogy nagyobb rosta kell. -(ezt nem tudom)
Köszönöm az infót és a rajzot. Megszeretném kérdezni hogy te a szalma nyomáshoz milyen csigalevelet használsz rádiuszos vagy éles sarkos? A szalmát mivel daráltad le te és mekkora méretűre? Előre is köszi!
A csiga tengelye egyenes 30mm átmérőjű az utolsó csigalevélig és onnantól szűkül le jelen pillanatba 18mm re. A csigalevél éle "rádiuszos" azt sajnos nem tudom mit takar mert nem vagyok szakmabeli. Leírnád mi az a rádiusz ? Szerinted melyik a megfelelő levél él? A vietnámi csiga utolsó levele elég széles és srégen van abbahagyva. Az a megoldás szerinted milyen?
Köszönöm a válaszodat. Szerinted mi lehet az oka hogy nem megy olyan jól az anyag előre? Csak nagyon nehezen ha már kemény. A horony? A csiga tetejénél veszem észre a garatnál hogy olyan mintha jönne vissza az anyag.
Biztosan segít, arról beszélünk már rég óta. A fix kúpolású csövet majdnem csak egyféle anyagra használhatod, a szorítóssal többféle anyag is befér , de rosszabb a minőség.
A csőátmérő 55 mm , motorteljesítmény 20 Le (--15kw), kapacitás 80 kg/ h, alapanyag : rizshéjj. A cseh gép szalmából többet csinál. Az én tapasztalatom szerint a brikettkeménység növekedésével gyorsan csökken a kapacitás.
Megint egy kis segítséget, információt szeretnék kérni tőletek! Az anyag az elején frankon megy befelé a csőbe de amikor már kellő keménységű lenne akkor nehezen akar bemenni. Kell-e a csigaházba horony? Segítene e valamit? Jelen állapotban nincsen benne. Ja míg el nem felejtem a gépet átalakítottam szorító pofásra, nem kúpos szükítés van már rajta. Előre is köszi a segítséget, infót!
Üdv! Mechanikailag, tényleg elég lenne. De nem lehet mindent a minimumra tervezni, mert lehet hogy az az 1-2 mm segít majd ha kell (ami túl lóg). Különben mennyi a bangladesinek a kg/h teljesítménye (a kicsire gondolok, ami 55-57 mm átmérőjű)?
Üdv ! Természetesen úgy ahogy írja, több hozzászólásomban is hangsúlyoztam a hornyolás szerepét . Szerintem addig fontos ameddig a csigalevél van, utána miért kell ? A cseh szalmabrikettáló brikettjén nem látszik horony okozta kidudorodás, mégis hatékonyabb mint a bangladesi... és szerintem éppen ezért nem szenesedik a brikettjük, szerencsére látatlanból is sikerült ezt nekem is elérni.
Készül a csigám.Találtam egy jó esztergályost, és hagyományos padon megcsinálja. Az anyag betétben edzhető acél, ami fog kapni egy hőkezelést, mely egy cementálásból, és egy magra edzésből áll.A cementált felület 60 HRC ami 1-1,2 mm mély, a mag szívós, és bírja a dinamikus terheléseket. Nitridált felület még jobb lenne, de az már fröccsgép csigájának a szintjén lenne.
Üdv! Egy ötlet! A hornyok szerepe nagyon fontos, ugyanis azért vannak, mert úgy működik, mint egy csavar, és egy anya. Ha megcsavarod a csavart mikor az anya rajta van, akkor az is forog vele, tehát nincs egyenes vonalú mozgás, de ha az anyát megfogod,és úgy csavarod akkor az is megy előre. Ezek a hornyok fogják meg. Azért ég szénné, mert nem halad előre csak súrlódik a csőben. Ha jól megnézitek, akkor még a húsdarálóba is van. Szerintem ez így működik.
Az a gyanúm , a bangladesi cső és csiga valami nagyon csúszós anyagnak való csak, fűrészpornak ez az egész komplett szerintem túl szoros, a vietnami típusból könnyebben kijön, de legjobb ezt a kettőt összevariálni, ezt pedig a fantáziádra bízom. Kúpolhatod a csigát is jobban, mivel a csöved már nem éppen fűrészpornak való. A szalma mérete lehet apróbb is. Az az 53 méret igen döntő az sem biztos hogy mindig egyenes, nagyon sok variáció van, ez mind anyagtól függő, és nem fontos végig hornyolni a csövet, az ellenállás úgy még nagyobb.
Szerinted a csiga végi kúpolás jó ezekkel a méretekkel? Horony elég akkor a kúpos részbe? A préselendő anyagok méretei jók? Akkor csak az egyenes cső belső átmérőjét növeljem apránként?
Üdv ! Próbáld az 54mm átmérőt lassan növelni, 0.3 vagy 0.5 mm léptékekben , és a cső legyen síma. Én is hangolom be szalmára, vagy 10 x köszörültem már, nagyon szép keményet kapok de ha kicsit is túlmelegszik már durran, ha lazábbra csinálod akkor meg repedezik, mindez csak 0.5 - 1 mm csőátmérőtől függ, de ha közben a csigán módosítasz már más minden.
Bocsi rosszul emlékeztem a 7mm a jó.Először is akác still forgáccsal próbáltam abból lett a szinte faszén majd kipróbáltam szalmával is . Azzal nem égett meg de az is csak az elején ment át utána már az sem. Az akác forgács mérete 1mm vastag 5mm széles és 5mm hosszú. A szalma kb 2-3cm hosszú volt amivel próbáltam.A cső fala szerintem inkább sima mint érdes.A csiga kupolása az utolsó levéltől 30mm ről 20mm re kb.8cm hosszban.A kúpos rész végétől 25cm a cső hossza. Előre is köszi a segítséget!
A 2840-ben 6mm szűkítést írtál és arra azt mondtam hogy sok, kérdeztem mit préselsz de még mindig nem tudom miféle fából lett a faszén ? Próbáld meg szalmából vagy mákhajból , ezek könnyebben csúsznak. Sok mindentől függ még a dolog : -mennyire érdes a csöved -mennyit kúpol a csiga vége -milyen hosszú a cső stb.
A hideg csőnek mindig nagyobb az ellenállása. Ha hideg állapotban jó működik a cucc akkor ha felmelegszik borul minden és fordítva is.
akkor valószínűleg az lehet a gond, hogy túl sok az a szűkítés azon a 8,5 cm en. amit én csináltam hidraulikus géppel azon sem volt szűkítés és valahogy az anyag összedolgozta magát. szerintem ennek a hossznak a 2 szerese kellene legalább és először 1mm ha túl laza, 2 ha..3. stb eltéréssel hidd el igy is kemény lesz és lehet el sem ég. de ki kell kísérletezni.
Van dőlésszöge jól. Az elején nyom is rendesen míg laza az anyag csak mikor annyira feltöltődik a kúpos rész hogy kemény mint az állat akkor nem nyomja rajta keresztül,csak súrlódik és cső füttés nélkül is korom fekete lesz.
Egy kis segítséget kérnék a hozzáértőktől. A présfejbe korom feketére összeég az anyag de nem akarja áttolni az egyenes szakaszba. A következő lenne a kérdésem hogy lehet-e az a baj hogy sok neki a szűkítés 7mm, vagyis 60mm ről szűkül le 53mm re 8.5cm hosszban és utána az egyenes rész keresztmetszete 53mm. Az egyenes részbe már nincsen horony csak a kúpos részbe van! Kép a darabokról.
próbálkozom vele egy idő után biztos jutok valami eredményre. nekem a briketthez 5 tonna van. azt hiszem egyszer még mondtad is hogy vajmi kevés. mégis valahogy különösebb beállítás nélkül sikerült összeállítani az első briketteket.ebből kiindulva ez is kialakítható valahogy.
Ha a hidraulikusat automatizálod többre mész mint a csigással. A csigával lehet 50-100 kilót óránként , erős motorral még többet , de kezdetben csak dirib- darab anyagok jönnek ki , igen nehéz jó csigát és csövet készíteni . Nekem két csigával megy egyszerre , a csövek 0,1 mm re azonosak de ha felcserélem őket már nem egyformán dolgoznak. Csőhossznak 30 cm is elég , vezetőt tehetsz 10 métert is , ha rosz a csöved nem kompenzálja a vezető , bár segíteni egy kicsit besegíthet.
a hidraulikusnak az a baja hogy nagyon lassú. kb 20kg leget vele egy óra alatt. és az is aprón faforgáccsal. ez a csigás egy "hozott anyag" tehát ekkora volt. ebből kellene kiindulni mert ez van. ja és pontosítanám mert most megmértem 10.5 cm a belső átmérő és a csiga maga 10cm. abból indulok ki hogy szerintem lehetne akkora nyomást produkálni mint a hidraulikásnál. és ez talán gyorsabb is lehetne. nekem nem kel hogy kő kemény legyen csak összeálljon és használható fűtőanyag legyen pl nádból.
arra gondoltam hogy a henger profilra vagyis végére négyszög alakú zártszelvényt raknánk és abba tömörítene ami mondjuk 2m-en szűkülne. vélemény???
Hidraulikus házi géppel legalább csináltál brikettet, de a házi csigásak láthatod nem nagyon remekelnek, rengeteget kell kísérletezni mire" betörik", kell hozzá jó műhely.
6 cm esetleg 7 cm átmérőjű csiga is bőven elég, ehhez is 7- 10 kw motor kell . 14 cm átmérőnél kisebb fordulaton is létrejön nyomás de az nem ugyanaz mint a brikettáló csiga.
Sikerült szerválni egy csigás gépet.vagyis valami hasonló kihordócsigát.hajtóművel. de elég nagy átmérős kb 14 cm. kérdés lenne az mekkorára kellene szűkíteni hogy sikeres briket legyen belőle? illetve mekkora nyomóerőt kreáljak?? ha valaki tudna segíteni megköszönném...
Szia ! Köszi a képet . Ez egy fölső kategóriába tartozó automata gép, mellé még ritkaság is a brikettje miatt. Szerintem az ára reális, éppen nem is sok, a hasonló teljesítményű újak 3-4 x ennyibe kerülnek.
Sziasztok! Megint találtam egyet de ez egy kicsit sok ezért, bár lehet hogy csak az olaj miatt ilyen sok az ára.Itt a link:http://www.vatera.hu/fabrikett_gyarto_gep_tb200_200kg_h_165925385.html
Hali! Nekem is hasonló elképzeléseim vannak mint amit te alkottál.Segítenél pár fényképpel,méretekkel.Próbáltam mailt küldeni,de a daemon mindig visszadobja.
Hali! adok egy jó tanácsot! hogy hogyan tudod beszerezni.-Én vettem egy 5 tonnás fa hasító gépet. lényegében munkahengerre van szükség ezt azért vettem meg mert ezen volt villanymotor meg a kész cucc egyben.
De a következő biztosan nagyobb nyomóerejű lenne jó úgy 10-15 tonnás vagy ehhez hasonló valami más hidraulika. persze akkor villanymotor szivattyú meg miegymás kell még rá. .ez van kimerevítve és egy tömör rúd nyomja bele egy garaton keresztül a csőbe. 50 mm az átmérő. egy automatizáló kapcsoló kellene rá mert igy csak kapcsolgatni lehet én meg annyira a villanyhoz nem értek. nekem a fahasító árában van. plusz azok az anyagok amik itthon vannak. 50 ért eladnám ez a hasító ára. úgy lett alakítva hogy lehessen azt is használni aha a brikettáló nem működne.
Sziasztok!Sajna még áll a projectem de nemsokára elindul mert itt a tavasz a jóidő.Látom hogy ti nagyon jól haladtatok Gratula és minden elismerésem nektek akik kint fagyoskodtatok a hidegben míg készült a gép.Amúgy találtam a vaterán még egy brikigépet:http://www.vatera.hu/brikett_gyarto_gep_165022868.html üdv Nektek és további jó brikett gyártást Gyapi
Köszi a képfeltöltőmnek! mondhatni elég jól ég. 50 fokos vizet szépen csinál a vegyes tüzelésűben. most kissé áll a projekt. már tudom mik a hátrányai ennek a gépnek azért szeretnék csigásat kreálni.
Szia Istvan37!tetszik az ötleted a kompresszorból!Én is meg fogom próbálni! Szerintem vagyis nem tudom,hogy te hogy csináltad?Kúpos a csöved amiben "halad" az anyag?Szerintem Kellene egy kúpos részt esztergáltatnod!van egy rajz amin 30cm en 4mm-ert kúposodik a cső!Elősször kell a kúpos rész utánna a sima egyenes cső amit fűteni kell,talán úgy működne..Nekem van egy mtz kompresszorom megpróbálkozom azzal,írok,ha van valami eredményem..:)
Így gondoltam, ahogy írod: motoron 100-as tárcsa, lehajt egy tengelyre, amin van egy 245-ös tárcsa, a tengely másik végén van ismét egy 100-as tárcsa, és innen hajt a csigára. Plusz egy tengely, 2 csapágy házastól, és két ékszíjtárcsa, de csak 100-as és 245-ös, nem pedig 400-as. De végül-is egy hajtómű sok mindent megold. Üdv: OAndorka
Hacsak, az első 245-ösre nem teszek egy 100-ast aztán megint 245 a csigára.Akkor ez úgy néz ki, hogy 100-ról 245-re, ezen a tengelyen van egy 100-as amiről meg megint 245-re a csiga tengelyére. Jah, ez is jó de ez plusz egy tengely, meg 2 csapágy plusz szumma 4darab ékszíjtárcsa. Hát árban kérdéses. Igaz a hajtómű sem occsó, de kissebb hely kell, meg a trakeszos ismerősöknek hátra van valami hajtóművük. Na majd ezen még agyalok.Most a moci ami fontos.
Jah, közben leesett amit mondtál. De ezt elírtad, szerintem, mert te 3 tárcsára gondoltál, ami 100-ról 245-re, aztán erről tovább, de ezt megint meg kell szorozni 2,45-tel ami meg 600mm lenne.Ha rosszul értelmeztem szólj.
Hát az a helyzet,hogy szerintem lesz egy hajtóművem, ami felez(1440/720), ezt meg 1/3-olom így 100/300 a két tárcsa.Az a helyzet, hogy az 5,5 Kw-os motor a legoptimálisabb (mind fogyasztásra, mind erőre szerintem), a tárcsák 3-4 ékpályásak, a 300-400 mm körüli tárcsa szükséges mert azzal nő a nyomaték. Amit mondtál, mondjuk azt nem igazán értem. Ezt írd le még egyszer légyszíves.
Végül is egy áttét tengely beépítésével máris egyszerűsödik az élet. Ékszíj áttétellel a negyedelést is nehezen valósíthatnád meg. A teljesítményből kifolyólag min. 17mm széles szíj kell, abból is 2 db ( mivel a fordulat alacsony, a nyomaték nagy), ebben a méretben a kicsi tárcsa 100mm. a nagy 400mm, ami nem egyszerű. könnyebb, ha egy áttételt beépítesz, akkor csupán kétszer 1/2,45 áttételt kell megvalósítani ahhoz, hogy a motorfordulatot hatodold. Így a 100 mm. ékszíjtárcsához csupán 245 mm másik kell, igaz, hogy mindegyikből kettő. Én inkább ezt választanám, mint a 100/400mm-t, ( hacsak éppen nincs 400 mm átmérőjű ékszíjtárcsád). Üdv: OAndorka
Üdv. Ha valakit érdekel 1440ford/p lehet forgatni gyárilag villanymotorral (az adattáblán is fel van tüntetve),és 800Nm-es!!! Kihajtása:57Ford/p Gyári Német T-hajtás akár két csigát is:) Van egy 400Nm/118Ford/p-is. A nagyról leszerelhető kétoldalról a tartószerkezet akkor Kb:40Kg
Hát lehet magasabb lesz, de a 960 ami gut lenne. Az a baj, hogy 1440-ből ékszíjhajtással 1/6-os áttétel kell hát az egy nagyon kicsi ékszíjtárcsa és egy nagyon nagy. Vagy hajtómű, az meg nem occsó. Hát nem tudom. Neked milyen van?
Amúgy szerintem a 750 fordulatú motort azt felejtsd el. Ritka, mint a fehér holló. Gondolkozz nagyobb lassításban, és keress 1440 fordulatút. Az kisebb is, olcsóbb is, meg annyi van belőle, mint a sár. Üdv: OAndorka
Üdv! Eladó motor csigáshoz van valakinek(5,5-7 kW-ig 750-960-as fordulatig)? Ami mondjuk nyugat-Magyarországon van valahol zala,vas,győr-moson-sopron,somogy,veszprém megye környékén, jah és nem egy havi fizuért. Egyszerűen nem találok, ha meg van egy akkor az meg az ország másik felében van, vagy éppen rajtam akarnak meggazdagodni. Előre köszönöm segítségetek.
Az apró forgács hasonló mint a fűrészpor, az 1cm-nél hosszabb szálak akadályozzák a csigán való áthaladást, hosszú szálakhoz másféle csiga kell, de többet ér apróbbra darálni. Nyárfa, akác, hárs,összeáll szépen csak a bükk más egy kicsit. Képed van a brikettről ?
Minden alapanyagot fűrészpor jellegűre kell darálni? szalma, nád stb.nekem a brikett csak a fűrészporral állt össze jól a forgáccsal majdhogynem szétesik. viszont a fűrészporban volt fenyő por is.. vagy csak gyanta miatt állt össze?
Üdv ! Nekem egyforma volt a szorítórész lukja de ez főleg szén nyomásnál volt jó, bio anyagnál nem kapod meg azt a kényes kúposágot ami kell, csak esetleg jól összeálló fűrészpor esetében, mert az nem annyira érzékeny . Mellé meg a melegítő elhelyezése is problémás ha szorítod , mert akkor már hosszabb cső kell .
Olyan után szeretnék érdeklődni tőled hogy a szorítópofás csigás gépnek a csöve belüről egyforma átmérőjű e és hogy a megfelelő szorítást a pofával tudom e állítani mm ről mm re?
Üdv! Nem írtad mit préselsz, fűrészpornak val. sok a 6 mm , de az is számít milyen hosszon van a fi 54 ., és a 8.5 cm se biztos mindig. Ha az 54 szakasz rövid akkor könnyebben átmegy de elromlik a stabilitás. És a cső beállításakor semiképp se használj nedves anyagot mert becsap. És nemcsak a cső hanem a csiga hőmérséklete is fontos .
bikigép látom te penge vagy,minden gépedet te építetted?én csak szalmára szeretnék építeni gépet de nem tudom hogy fogjak hozzá pedig több mint3 hónapja minden este elolvasom miket írtok!
Az én csigám is 57mm es. A csigaház 60mm. A préscső 60mm ről szükül le 54mm re 8,5cm hosszban és utánna is 54mm a keresztmetszete a csőnek. A következő lenne a kérdésem hogy szerinted keresztül tudom e préselni a szükitésen ha meglesznek a hornyok benne. Előre is köszi!
A csiga fi 57mm , a brikett pedig fi 60-61. A lényeg a lignines ragasztás létrejötte a brikett egész keresztmetszetén, és ne csak 1 perc időtartamra ,se fél órára hanem egy egész műszakon keresztül---ez ami a csigás gépben nehéz.
Szia ! Köszi az elismerést, megpróbálok fölzárkózni a profi világba a gépkészítést illetően, de ez a téma eléggé "soktényezős".
A brikett alakja annyira nem összefüggő a csigával. A csiga kialakítása elsősorban anyagfüggő és teljesítményfüggő, és a csövet is elsősorban az anyaghoz kell igazítani. A méretekben kis eltérésnek is jelentős szerepe van, de mint Blade is írta mindenki másképp csinálja, ki milyen dolgokhoz fér hozzá legolcsóbban. Én pl. a cső geometriájának kikeresésére már 200 eur-t költöttem csak mint géphasználatot és még nincs vége, de én köszörülöm a belsejét. A nád viszonylag jól brikettálható, de amit darálni kell az jobb ha apróbbra van darálva.
Sziasztok!Vásároltam egy ZBJ II brikettáló gépet de a szalma nedvessége miatt ami 10% felett van nem bírom használni.Házilag szeretnék egy dob szárítót készíteni amihez ötleteket szeretnék kérni.Ha esetleg valakinek rajz is van róla azt megköszönöm!Várom az ötleteket Üdv
még annyi hogy én igazából nádat és fásabb szárú nővényt akarok brikettálni mert ez van nálunk dögivel.. tudsz valami praktikai tanácsot adni ami ezeknél érdekes lehet? köszi..
Szia! köszi a képeket és az infót.. neked azért már elég szép eredményeid vannak! még azt szeretném érdeklődni mekkora átmérős a csiga.. illetve hogy a kész brikett mekkora lesz.. gondolom a kettő közötti a kúpolás mértéke lenne..?
Nem azért h. fitogtasam , de ha kérdezed megmutatom : 696 --hidraulikus automata gépem 800--traktorhajtású axiálnyomású peletálóm 1310--hidraulikus gépem brikettje 1541--csigás gépem és brikettek
Már majdnem leírtam mindent, a csigásat szíjjáttétel+fogaskerék áttétellel hajtom 200-300 fordulat között szíjtárcsával variálok, legjobb a 240 A csigám hegesztett és 1 méter hosszú, szénpréseléshez kellett ekkora mert megdobáltam a tartályt 50kiló anyaggal és egy darabig nézelődhettem, bioanyagnak rövidebb is elég. Én már nyomtam 6 , 8 , 12 szögűbe is, de a pontos alakot ezeknél költségesebb megcsinálni mint kör alaknál, és ha előszörre nem sikerül a beállítás utólag már bontás nélkül nem módosíthatod . És számba kell venni h. olyan eltérő tulajdonságú anyagot mint szalma és fűrészpor azonos szerszámokkal valószínű nem tudod megcsinálni,még szorítható szerszámmal se.
Brikigép! Látom/gondolom neked van már csigás brikettálód ami működik,.. ha segítenél pár dologban..pl. mivel hajtatod meg a csigát? hajtómű+ áttétel? mekkora a csiga fordulat? Hegesztett a csiga? szerinted nehezítené a kinyomást ha mondjuk 6 szög profilba nyomná a brikettet? vagy elég a hornyolt, hogy ne forogjon el.. válaszodat előre is köszönöm..
Hát evvel jól félre vezettek, ha egy kicsit is kopik a csigalevél akkor már mi fog a csőbe érni? A hornyolás alapvető , nézd meg a húsdaráló belsejét ott is van ! Ezt számtalan formában meg lehet csinálni de lényeg h. legyen. A vietnami tipúson a levél nem kúpolódik az nem baj , de mint korábban tájékoztattalak a tengely jobb ha kúpol már 2-3 menettől a végéig. Profi csigát és csövet higgyétek el nehéz készíteni, miért kérnek a jó gépért millió forintokat ? Egy hidraulikus automata legalább 5 x komplikáltabb mégis csak a felét teljesíti mint egy jó csigás mégis dupla millió ( 4-6) forintokat kérnek érte.
Házi jellegű csigás géptől túl sokat ne várj , csinál is jó brikettet meg nem is, bioanyag sűrítést biztosan csinál,még 20% nedveségtartalom fölött is ezt pedig egy automata adagolású kályhában kitűnően lehet használni mint központi fűtésű kályha, de ez már más topik és szintén nem olcsó mulatság.
A préscsőbe csak az utolsó levél negyede ér bele mert ha többet lógattam már a csigán tömörödött és dugót csinált. A préscsőbe a hornyolás nincsen még bent anélkül próbáltam. Lehet hogy akkor az a baja? Ha az utolsó 3-4 csigalevélig kúpos lenne a tengely szerintem csak akkor tudnám belógatni annyira,de nekem csak a végén van kúpolás az utolsó levéltől. Javíts ki légyszíves ha tévedek! Előre is köszi!
Hány menet lóg a csőbe és hogy csináltad azon a részen a cső belsejét ahol belóg a csiga? Mert ezt rontjátok el sorozatban,a csiga belóghat 5 menetet is ha jó a kialakítása, de csak akkor nyom előre rendesen ha tud kapaszkodni a cső falában---hornyolás!! !
Én is osztom a véleményemet "halálosztóval" Próbálj meg kicsit levenni a kúpolásból mondjuk 1mm-t aztán próba, valamint a préscső után legalább egy méter de inkább kettő méter hosszan szorítót ezzel pedig teljesen pontosan be tudnád állítani a kívánt keménységet! Valamint én még megpróbálnám szalmával is a helyedben, úgy tudom az jobban csúszik hátha nem állna be, vagy esetleg gyaluforgács, az nagyobb szemcsés és nem áramolna vissza! üdv: traktoros_feri
Megnéztem de ez a csiga nem olyan mert ennek nem csak a vége kúpos mint az enyémnek hanem maga a csiga is.(olyan mint a bangladeschi az enyém meg mint a vietnámi)
igaz amit írsz részben, de valamennyit kell kúpolni mert ha nem nem tömörödik semmit az anyag és így csak átmegy a csövön kb mint a hús a húsdarálón..tény hogy azután lehet 2.3 m-en összehúzatni... inkább ilyen ipari gépeknél van az hogy csak préscső.. de hát az nyom rajta agy 80-90 tonnát..
www.hargitawood.hu/index.php?id=galeria nézzed meg ezt a csigát! szerintem elég egyértelmű. mennyit lóg a préscsőbe. és ahol fekete ott tömörödik az anyag.neked meg már a bevezető csőben...
Nem próbáltam samuval átütni az egyenes részbe. Szerinted akkor nem az 1,5mm a sok a csigalevél és a cső fala között? A szorítós megoldásra gondolnál inkább? Köszi a hozzászólásodat!
a belekemenyedettet probald samuval atutni az egyenes reszbe. ha nem megy, akkor sejtheted a csiganak miert nem sikerul.
en egy kibic vagyok, de valaki elmagyarazhatna, hogy miert muszaly a kupolas. mindenki azzal sziv. kozben a kijovo brikett szep preciz fekezesevel tag tartomanyok kozott allati finoman lehetne szabalyozni a visszatarto erot es igy a prescsoben a nyomast. a kupot kicsit nehez allitani.
A préscsőnél ameddig a hegesztés van addig az 8,5cm az összefogatástól és 6mm kúpol az egyenes csőig. Az utolsó csigalevél az összefogatásig ér csak ki, a csiga kúpos része ér csak bele a préscsőbe. A csigalevelek és a behordó cső fala között oldalanként kb 1,5mm a hézag. A préscső kúpos részébe frankon belenyomja keményre csak az egyenes részbe nem megy át inkább elkezd visszadolgozni a behordó csőbe. Lehet hogy sok az a 1,5mm? A csiga nem kúpos! Csak a végén az utolsó csigalevéltől kúpol! Előre is köszi a segítségeteket!
web.alt.uni-miskolc.hu/htm/csigapr.html olvasd el ezt az oldalt. kerámia présekről van benne szó. de szerintem nagyon sokat segít a brikett csigánál is.
A kúpos préshengerben a csigák szakaszosak, így az agyag jobban átdolgozódik benne, lépcsős kialakítás esetében viszont az agyag visszaáramlása csökken.
A préshenger és a csigalevelek közötti rés mérete általában 1,5-3 mm. A résméret növelésével az agyag visszaáramlása növekszik, így csökken a présteljesítmény. A rés csökkentésével pedig a súrlódás nő meg, ami nagyobb hajtóteljesítményt igényel.
Ha növeljük a préshenger átmérőjét, akkor a csigaátmérő és a présteljesítmény is nőni fog, de a belépő és a kilépő keresztmetszetek is megnőnek, ami egyenlőtlenebb áramlási sebességeket okoz. Az egyenlőtlen áramlási jellemzők szerkezeti repedéseket okozhatnak a termékben, ezért sokszor alkalmaznak cserélhető betétekből álló préshengert a hengeres préstestben (4.ábra).
Egy kis segítség kellene! Ma megvolt az első próba a géppel de valamiért visszaáramlik az anyag és szerintem ezáltal a nyomás is lecsökken. Szerintetek lehet az a probléma hogy a csiga levelek és a cső fala között 1,5mm a hézag átmérőbe így 3mm a különbség. Előre is köszi a válaszotokat!
http://web.alt.uni-miskolc.hu/htm/csigapr.html A Porcelán előállításához is préscsigákat alkalmaznak. Nézzétek meg a leírást. hátha segít valakinek. de nekem az ábrák nem jönnek be valami miatt ha valakinek sikerül megnézni szóljon. köszi..
Van nekem 2 db ipari méretű lendkerekem az egyik az kb. 50 kg a másik 80 kg, három ékszíjas és mágnes kuplungos. Ha valakit érdekel jelentkezzen.Köszi előre is . Üdv: Trabygo.
Szerintem a szalma brikettálásának igazából egy fontos tényezője van a gép szempontjából amit sokan nem tesznek és azt mondják, hogy beragad nem tömörít stb. A HŐ! Használat előtt elő kell melegíteni a gépet legalább 300C fokra. Persze fontosak azok is amiket már korábban leírtam de sokan itt bukják el... :)
Kösz szépen. A szalma érdekelne, és az itteni csigás gépek (bangladesi, vietnami) ugyanilyenek lennének. Ezért is kérdeztem. Elvileg szalmával is működnie kellene ezért nem értem én ezt. Bár tudod ha szalmával menne akkor sokkal többen csinálnák. Igazából csak fűrészporról, stb. hallottam. Bár ez meg ingyen van annak akinek van. Na jól elbeszélgettem itt magammal. Még egyszer köszi.
Ugyanolyan egységekkel lehet szalmát, fűrészport, forgácsot stb. brikáttálni. ( Csak az adott alapanyaghoz kell beállítani a gépet. Szalmára nem próbáltam. Én is halottam kételyeket ezzel kapcsolatban de eloszlatták. Ha megfelelő a szalma nedvességtartalma ami max. 20% ( nem kell külön szárító hozzá, elég ha szabadon szárad, de fedett helyen ) mérete ( 5-6 mm-re kell darálni és megfelelő hőmérsékletre ( 300-350C ) van beállítva a gép akkor simán viszi. Mi forgáccsal és fűrészporral próbáltuk, amivel nem volt gond. A kopó alkatrészek (csiga+présfejbetétek+fűtőbetétek) cseréje 150.000 Ft-ból hozható ki. Az élettartamuk 800-1000 üzemóra. Ami nagyjából annyit tesz, hogy ha 100 kg/h gyártást veszünk alapul, akkor 80-100 tonnánként esedékes a csere. Remélem tudtam valamelyest segíteni.
Gondolom akkor az a gép új amit Te láttál. Pályázatot általában csak új gépekre adnak. Az én információim szerint ez a típusú gép 1 MFT felett van. Megosztanád velünk a linket? Köszi, üdv:
nem tudom hogy ez a reklám helye-e, de a ház előző tulaja itthagyott egy hatalmas (több száz kilós) rugóhajlító gépet. Egy hosszanti 2-3m acél esztergaszerű cuccos (nagyjából ugyanúgy is működik, csak a befogás más), alul egy hatalmas három fázisú motorral, mely két párhuzamos ékszíjon egy teherautó váltót hajt meg, (talán 3 vagy 4 sebesség van + irányfordítás), fordulatszám lehet hogy nektek jó lenne.
A motor is brutál, olyan 30 centi átmérőjű, fél méter hosszú lehet, de adatom nincs róla. Az egész cuccos min. 200, de inkább 300kg.
Érdekel vkit?
A cuccos műxik, amikor még be volt kötve a garázsba a három fázis (pár hónapja) kipróbáltam, csont nélkül felpörgött, a váltó is ment (bár szivárog vhol az olaja).
Azért írom ide mert egy hónap múlva lomtalanítás, odaadom a lomisoknak (na nem ingyen) de vicces árat mondtak, nem akarom elkótyavetyélnim hátha itt vkinek kell brutál erős villanymotorral megtámogatott alacsony fordulatú izé, autórugókat meg ilyeneket csináltak vele, de fogalmam nincs hogyan műxik.
Egy 7,5kw motort tudtam volna de annak 1450 fordulata van meg ha jól emlékszek 25000 körül mondta az egyik motortekercselő haverom mert igazából neki van. Egy kettes szíjtárcsa van rajta kb.150mm átmérővel.
neked egy gallyaprito geppel rendelkezo ember kell. odamegy egy vontathato izevel, es az osszes gallyat felapritja par centis darabkakra, az eredeti terfogatanak toredekere.
ha ezt a napon kiszaritod nyaron, kapasbol lehet vele tuzelni.
Van egy eladó brikáttáló gépem. Ha valakit érdekel keressen meg. Csigás rendszerű. Kb. 150-200 kg/ óra / brikett teljesítménnyel. 15 KW-os motorral, 3*1,5 KW fűtőrésszel.
lenne egy amatőr kérdésem. Frissen kiírtott bozótos anyagából lehetne valahogy brikettet gyártatni? Mi a menete a dolognak? És ki tudna nekem ebben segíteni? :-) (egy kb 500 nm-es susnyás bokrait nem szívesen vitetném el ág/gally formában, de a telken is nagy területet foglal el... :-() köszi a választ előre is.
Egy videó csigás brikettálóról.. nézzétek meg a csigát elég masszív egy darab és szerintem nem kel az utolsó leveleket sűrűbbre és miegymás készíteni.és elég széles is a levelek. ez azért már tud nyomni ..ez lenne a legcélszerűbb nem? vagyis a profilt tekintve
Üdv.Ha esetleg valaki akar komolyabban foglalkozni csigával próba képpen, eladnám. Hajtómű ha kell valakinek motor fordulatra van megadva az áttételezés ipari 500 és 800NM-es ek.
Egy kis segítséget kérnék tőletek! Ma összeraktam a gépet és a tengelyt igaz csak kézzel tekertem de így is a 2 dik 3 dik menetbe beszorult az anyag,dugó keletkezett. Segíthet e valamit ha villanymotorral hajtanám a sebesség miatt. A kúposság csak az első levéltől van. Előre is köszi a válaszotokat.
Ugyan nem építettem még brikettálót, de nekem tetszik e csigád. Az anyaga sem tűnik túl xarnak, ámbár ez a fénykép alapján erős kijelentés, mindenesetre nem rozsdás, valszeg valami jobb anyag.
A csiga levelek egymástól 30mm re vannak és 5mm vastagok. Az első levelet írta brikigép hogy egy kicsit lehetne vastagabb mert igazából az kopik jobban.
BRIKIGÉP!! ezeken a képeken nincs csiga az lehetséges.. ? mert én nem vettem ki egyikből sem hogy az lenne.egyébként a hajtás az hajtóműves? milyen hosszú a csiga?
A csapágyak között legyen 6-10 cm távolság mert másképpen elhúzza a szíj feszítés. 1 menettel nem lehet elég nyomást elérni, sok anyag visszaáramlik, de csak kísérletezés után tudsz olyan csigát készíteni ahol 5 menet csőbe lógás után se szorul bele az anyag.
Köszönöm a válaszodat. A második csigám már jobb lett azt úgy csináltam ahogyan javasoltad és azt már csak 1mm tert húzta el. Ha csak az utolsó menet érne a kupos csőbe az kevés lenne? Úgy is rászorulhat az anyag? A csapágyak csak a csiga végén vannak a meghajtás felől azt jól gondolom ?
Legalább 2 menetet a csőbe, de nem eléggé jól figyelted meg a csiga rajzokat ! A tengely kúpos része folytatódik 2-3 levélig, így félő h. beleszorul az anyag. Az utolsó fél menetet kövérebbre is lehet mert az el szokott fogyni. A csapágy helyre jobb ráhagyást hagyni és utólag méretezni , úgy kisebb az "ütése. "
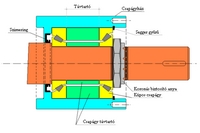
M 86 x 4-es a menet, pontosan készítve. Az oldalhoz 9 csavar fog mert egyet nem fúrtam ki, ott szorítom a lapot a csőre. A négyszögletes lapban van a tömítés , de van egy a csőben is amely a szennyeződést törli le.
Elkészült a csigám! A préscső is készen van már csak egy két apróságot kell megcsinálnom a vázon meg a csapágyazásnál. Lenne egy kérdésem hogy szerintetek hány menetet lógassak bele a préscsőbe hogy ne a csigán tömörödjön össze?
Én is hasonló képen gondoltam :D már SolidWorks-ben meg is rajzoltam. De azért pontosítanám a préscsöved menetesen kapcsolódik a pogácsához, amit 10db csavar rögzít a munkahenger oldalfalához, a munkahenger csöve szárazon fém a fémen tömít az oldallappal?
Nem mellesleg nagyon szépen köszönöm a képeket, valamint gratulálok a csigás brikettekhez :D
Hegesztési fogás : először csak pontokon kell odavarrni, majd kicsit erősebben de rövid hosszon és átellenben. Közben nézni a görbülést ,és úgy fordítod hogy arrafelé húzza amerre kell. A kúposságnál találj ki valami univerzálisan jó dolgot ,mert szer. ilyen még nincs és majd másoljuk mi is.
Egy kis segítséget kérnék. Azt szeretném megkérdezni hogy hogyan hegesztettétek fel a csigalevelet a tengelyre mert nekem elhúzta kb.1cm a tengelyt vagyis hogy be lett fogva az esztergába a végén volt ekkora ütése. A másik dolog a szorító pofás megoldásba a cső kúpos e belül vagy a végétől be van vágva bizonyos hosszba és az eleje van csak össze szorítva.
A szorító munkahenger úgy működik tudomásom szerint: Van egy programozható szelep ami méri a fő munkahengerben a nyomást ha az elér egy előre beállított értéket akkor elengedi a szorító munkahengerben a nyomást és engedi megcsúszni a már kellő tömörségű brikettet. Majd újra rá adja a nyomást! Legalábbis én így értelmeztem Norisz és Brikigép szavait.
Szóval szeretnék épiteni hidraulikus brikettálót. a terveim már elméleti sikon elkészültek, bár van valami ami számomra nem világos és abban kérném segitséguket.
Szoval
1. A a cső mérete a préselésnél kúpos kialakitásu pl. 60-59,5 mm re leszűkül?
2. Viszon amit még egyáltalán nem értek, hogy hogyan működik az ún. brikettstoppoló a henger végén, vagyis szoritó. EBBEN szeretnék legfőképpen segitséget kérni, ha esetleg valaki tudna rajzot, leirast küldeni, nagyon megköszönném. Nem igazán értem a működését. Köszönöm. Szép napot.
Többféle méretű palástom van, 750W-1000W-ig / 350° - 400°-ot tud, D 100.
Én a fejnél a kúpoláson már túl vagyok. -(nekem nem jött be)
Amit te akarsz szerintem, az nem lesz jó a csigáshoz.
A csigás nem szereti az olyan folytást, ami flexibilis.
A pofással, mm-t is tudsz állítani be-ki. -(de rugóerőtároló nélkül)
Ugyan is a csiga állandó nyomáson tud dolgozni, és ezért egyenletesebb a működése, de ha reduktor teszel rá ezzel elveszíti az egyenletességét.
Hol nyit - hol zár ezzel a nyomás nem lesz állandó, a tömörsége sem lesz egyforma a brikettnek.
Ezért én a fix mellett teszem le a voksom.
Tehát az enyém úgy fix, hogy amennyire beállítom a pofát, ott is marad. -(nincs a nyomás ellenébe játéka)
A kúp is jó lehetne, de azt meg nem lehet állítani. -(csak esztergálással)
Méretet nem tudok mondani, mert ahogy írtam, átépítés alatt van a gép.
De ezek csak az én tapasztalataim a gépről.
Nincs egyforma ember meg gép, Brikigépnek biztos más a véleménye. -(nem baj, a miénből és természetesen a többi hozzá szóló véleményéből összerakhatsz egy egészet)
Üdv mindenkinek! A bangladesi csiga, és cső szerintem jó megoldás. Csak a csövet kell kicsit alakítani, sőt szerintem nem is a csiga a lényeges, hanem a cső. Ugyanis az anyag áramlása azzal biztosítva van 100%-ig, a többi a cső geometriájától függ, és ott dől el az egész folyamat. A bangladesi csigát nyugodtan meg lehet csináltatni, aztán csinálni kell 3 db csövet, ami különböző geometriájú (más belső kúpokkal), félbe vágni, fület hegeszteni rá, és összecsavarozni. Ha ez kész akkor lehet kísérletezni. Ha belesül akkor kuka, ha kicsit laza akkor fékezni kell a kijövő brikettet és az neki áll szépen tömörülni (szerintem). A jó fékezéssel meg lehet spórolni sok munkát, nem kell új cső, meg agyalás, ha az jól be van állítva akkor kész. Minden olyan folyamat aminek ismeretlen a kimenetele, azt szabályozhatóvá kell tenni, mert ha nem szabályozható akkor mm-ként lehet szerelni rombolni, javítani. A fékezéssel ez minimálisan, de szabályozható. A gép szerkezetét is én úgy csinálom, hogy a lehető leggyorsabban meg lehessen szerelni. Két darab kulcs és kész. Mindent túl kell méretezni. A variációk így szélesebb határok között változhatnak.
Az én csigám 1 méter hosszú , ezt nincs értelme se esztergálni se marni, hegesztve van. Sztem működik az eredeti csigád csak az elején 2 menetnyit kúposan mélyíteni kell. Ha már megedzetted gyorsvágóval is lehet annyit javítani. Úgyis ehhez kell szokni mert nem győzöl annyi csigát legyártani ahogyan kopik. Csak a gyorsacél jellegű anyag tart elég sokáig, de ennek az edzése 1100 fokon felül történik.
Most én is azon gondolkozom,hogy a mart csigát átesztergálom arra gondoltam,hogy a csigalevél oldalát ékszíjpályakéssel lesimítom az alját meg valami rádiuszos késsel kifaragom.
A hornyolást a csigánál is csinálom mert sztem is ott a lényeg egyébként a Bangladesivel megvároma csigát amit Óandorka szervez addig a saját csigával kísérletezek
Üdv!Köszi az infót a terv 2" forr cső kb 4mm fal 8 felé felhasítva kb 80-100mm hosszant 20-25 fokos szögben irányba lejt,elől 8-10 kihúzva kúposan majd vissza hegesztve( pl racsni)a szembenézeti kép,a másik vég felhasítva hidró pneumatikus szorítás.A fűtés aggaszt kb 1500-2000w gondoltam,moci 2,2kw 1440 i 23 62n/min a módosítás csere.A próba után öntés forgácsolás.
Üdv ! Csigásból profi gépet nagyon nehéz készíteni, még szalma és szalma között is kimutatja a különbséget, a jó csiga és cső alakot nehéz kikeresni. A jó cső akkor is kemény marad ha 400 fokra felmelegszik, ezek szuper anyagok. Először nem is kell törekedni ilyenre, a cső kúpolása különböző , de 8mm alatti. Úgy kell megcsinálni h. többször betehesd az esztergába javítás végett. Nagyobb kúpolásról kezded és addig csökkented míg jó nem lesz. Elöször, másodszor nekem is úgy beszorult h. 5 kilós nagykalapács, visszarúgott mint a vasról. Kályhába tettem és kiégettem a cuccot, nekem a cső kemény maradt, 400 foktól nem lágyult ki. Nem árt ha olyan erőátviteled van ahol a fordulatszám kersgélése lehetővé válik, nem véletlenül használok szíjáttétel mellett fogaskerék átvitelt is.
Üdv! Szerintem is az a cső érdekes és valószínű ezért kell akkora teljesítmény, (hamar lefolytja az áramlást).Tőled és bárkitől kérnék ötletet, segítséget, tapasztalatot,egy ötlet egy javaslat csak akkor ér valamit ha segítőkész megfontolják és kipróbálják.Fél megoldás itt kevés,a tapasztalat nagy úr!Sok próba csak hoz egy jó olcsó gépet.Ezt te valószínű jobban tudod.
Precízebb présnél mint pl. szalámiprés, vagy paradicsom prés 0.08mm hézagot hagyok átmérőben. Brikettcsigánál, nekem 2mm-től kevesebb nem volt átmérőben, ha 1-et hagysz a csiga úgyis belemar a csőbe ami elrontja az anyag csúszását. Nekem most 3mm , ha a csőbe beszorul az anyag akkor mindenképpen visszavág, a lényeg akárhogy is megszorul a csőben , a csigában ne tudjon beragadni. Nagyon kínos kísérletek után tudtam olyan profilt kifaragni amelyiknek öntisztító képesége van.
Megszeretném kérdezni hogy szerinted mekkora hézagot hadjak a csigalevél és a cső fala között mert én keveslem azt a 0,5mm et. Én 1-2mm re gondoltam mert szerintem még azon se áramolna vissza az anyag de lehet hogy tévedek. A csiga tengely nem kupos csak az utolsó levéltől szükül le 30mm ről 20mmre.
Üdv! Érdekelne a palástfűtésed teljesítménye, méretei,hogy vagy megelégedve vele.A géped mérete,ha publikus.A közeljövőbe szeretnék én is előbb egy csigás gépbe bonyolódni. Az alaphajtás 2,2kw1440/62 n/min 2"forr cső kb D 54 d36 sima alátét(kb 60Ft) próba.
Bár én hidraulikusban vagyok érdekelt de mindenre fogható :D Én úgy olvastam a fórumon, h legalább 1 mm kell legyen a csiga és a cső között. Viszont azt nem tudom, hogy sugárra vagy átmérőre értendő ??? mert átmérő esetén az már 2 mm
Segítséget szeretnék kérni. Egy ismerősöm, aki gazdálkodó, szeretne gépet összehozni, esetleg főegységét megvásárolni. Szalma brikettállására kéne. Ha valaki rendelkezik tapasztalattal, esetleg eladó géppel, köszönettel venném a segítségét, megkeresését, továbbítom.
Bár most már kifelé megyünk a szezonból, de aki gyártókapacitással rendelkezik és eladó árúja van, kérem dobjon egy e-mailt a publikus címemre az alábbiakkal: - elérhetőség, helyileg merre van - milyen alapanyagból készül a brikett (fotónak örülnék) - jelenleg milyen árakon van, mekkora tételben, kapacitás mellett.
Több kazángyártónak vagyok a beüzemelője, szervizese, sokszor elsőként találkozom ügyfelekkel, el szokták fogadni az ajánlásaim. Ez mindenki számára hasznos lehet.
Egy kis segítséget kérnék tőletek. Tegnap elkészült a csigám és nem tudom pontosan mekkora csőbe rakjam bele, mekkora a még elfogadható hézag a levelek és a cső fala között.
A ha hosszú az ékszíj a tárcsán nagyobb kerületen fekszik fel ami erőátviteli szempontból igen is fontos!!! ékszíjnál és lapos szíjnál!!! Szóval lehet h hosszabb az ékszíja de így 3 helyett elég kettő is!
Az ékszíjaknál meg van határozva ,hogy mekkora lehet a legkissebb tárcsa átmérő és utánna mekkora egyenes szakasznak kell következnie ahhoz hogy ne törjön el egy hét alatt mert elégg drága brikett lenne az én két ékszíjam 22000 Ft volt nem szeretném hetente cserélni. Az erőhöz nem sok köze van azt a két tárcsaátmérő határozza meg
Lehet hogy hüjeséget mondok, de szerintem a rövid és hosszab ékszij között erőátviteli különbség van. Hasonló lehet mint a vasrúdnál. Kűlönbség egy 50cm ruddal megfesziteni valamit , vagy inkább egy 150cm -es ruddal. Mindkettőt ugyanazzal az erővel húzod, de a hosszabbal, eredményesebb vagy, nemkell annyi erőt kibocsájtanod. Ha hüjeséget irtam , akkor bocsánat. Zsozé
A csigás gépen a fűtést, kályhán keresztűl ISTVÁN37 oldotta meg, amit az 1614 -es hozzászólásban láthattok, valamint még régebben a 732-es hozzászólásomban tettem fel, az ő kérésére. Zsozé
Szóval szeretnék épiteni hidraulikus brikettálót. a terveim már elméleti sikon elkészültek, bár van valami ami számomra nem világos és abban kérném segitséguket. Szoval 1. A a cső mérete a préselésnél kúpos kialakitásu pl. 60-59,5 mm re leszűkül?
2. Viszon amit még egyáltalán nem értek, hogy hogyan működik az ún. brikettstoppoló a henger végén, vagyis szoritó. EBBEN szeretnék legfőképpen segitséget kérni, ha esetleg valaki tudna rajzot, leirast küldeni, nagyon megköszönném. Nem igazán értem a működését. Köszönöm. Szép napot.
Cső fűtésnek mit szóltok: "Régi vasaló" max4-5 éves Nekünk 3 is van ami működik a fűtését tekintve csak épp a gőzrésze nem, de erre nem is nagyon van szükség egy brikettgépnél. A fűtés vezérlő már eleve rajta van csak valahogy rá kell eszkábálni a préscsőre! Valamint a fórumon azt hiszem d iminek volt úgy megoldva, hogy saját brikettel fűtötte egy kis kályhán keresztül :D
De azt neked kell eldöntened, hogy cserélsz-e! -(mert nem szeretném ha neked nem jön be, akkor a felmenőimet emlegezsd.)
Nálunk egy 1 Kw-os motort 10-ért tekercselték. Ha leég, akkor a tiéd ...........?
Ha az anyag beékelődik akkor a 7,5 Kw-ost is megfogja, ha meg jól van beállítva a gép, akkor mind a kettő tökéletes.
De ezt még nagyban befolyásolja a csapágyazás is a gépen.
Axiálisan kapja a legnagyobb terhelést a csiga, ezért a támcsapágy a legjobb erre a terhelésre. De ki lehet válltani két kúpos csapággyal, mint ahogy már lerajzoltam.
A fejen igen palást fűtőtest van.
d.imi már megkérdezte a gyártótól, 40ezer az ára.
De kell hozzá egy fütésvezérlő , hőérzékelő, rellé vagy behúzó tekercs és mindjárt ott tartunk, lehet hogy már meg sem éri.
Én jókor voltam jó helyen, szinte ingyen van.
De ha találsz egy régi kiszuperált műanyagos gépet, akkor olcsóbban meg lehet úszni.
A motorod után érdeklődnék,hogy mennyire birja a terhelést? Mert én most tudnák egy 3kw os hajtomüves motort a 7,5kw os helyet csak nehogy rossz cserét csináljak hogy ne birja a terhelést meg a megfelelő nyomást előállítani. A szorítós képeden jól láttam cső fűtés van?
Igen egyenlőre ebben a stádiumba ragadtam :S Már vagy a harmadik kialakítású gépet számolgatom, mindig találok egy kis változtatni valót, hol a töltésen, hol a főmunkahengeren. :D
Kicsit oldalvást ültem a géphez, de ahogy látom soraid meg kelett igazítani a széket !
Végül is így fejlődik egy konstrukció, lerajzolod , rágódsz rajta , újból rajzolod addig míg nem látod jónak. Mikor elkezded gyártani és majdnem kész, egy konstruktőrnek már vannak újabb ötletei is amit majd egy újabb gépen próbál ki. Elgondolásod jó kis pénzszivattyú lesz, csak 200-300kg/h teljesítménynél tudnád értékét visszakapni. Kicsit probléma h a betöltőrendszer így igen hosszú mert annak a lökete is nagyobb és még duplázódik is, több mint egy métert kitehet. Nagyon sokat nem nyersz vele mert a betöltő viszonylag kevesebb olajjal beéri mint a főhenger, viszont nagy előnye a nagyobb súly , ezért alkalmas lenne inerciális sűrítésre is. A vezérlésnél csak annyi h ügyelni kell a szinkron mozgásra a két főhenger között.
Brikigép! Van egy ötletem bár még gépem egy se, de mivel te lehet, h belekezdesz a gyártásba gondoltam meg osztom veled elsőre nem tűnik rossznak :D Tehát az alap elgondolás a gépnek ne legyen negatív munkája: Norisz gépét és a tiédet vegyítve:két db kétirányú főmunkahenger egymással párhuzamosan, közöttük két db előtömörítő munkahenger (ami szintén kétirányú) a főnyomókra merőlegesen ezek elé pedig egy tartályból hullana fentről az apríték mint Norisz gépén. így egy hurok felépítésű szintén (önhordó) prést kapnál aminek igaz nem egyszerű a vezérélése de szerintem kivitelezhető! Mit gondolsz?
Én még mindenesetre maradok egy egyszerűnél, de nem bírtam magamban tartani :D
Értem, ez lényeges téma, ezen elbukhat egy automata brikettáló!
Akkor van a legnagyobb töltésed ha teljesen nyitott a dugattyú út , de ezt csak nagy fifikával és többletráfordítással oldhatod meg. Ezért h a visszaható nyomás ne rongálja meg akár a betöltő csigát , akár egy betöltő dugattyút, a betöltőnyílás csak a lökethosz 2/3-a. A nagy sűrítés zárt térben van, és természetesen az alsó holtpont tartományban van a betöltés. Itt lehet játszani olyat is h a betöltés idejére megállítod a fődugattyút, mint a dugattyús betöltés esetében szokás.
Lefényképezni meg nem tudom mert átépítés alatt van, meg amúgy sem vagyok otthon!
Az elve ugyanaz ami a Brikigépé, a 729-es hozzászólásnál megnézheted.
Annyit, hogy az enyémnél a pofa kúpol befelé, mert ha szorítom össze akkor a brikett ne tudjon bele akadni. És fix nem rugós. A Brikigépé meg úgy láttam, hogy át lett alakítva rugós erőtárolósra. De ahogy írta lehet ezt is továbbfejleszti.
Csak a szorító kevés lesz hűtőcsőbe is gondolkodj!
Elejétől vagy végétől van-e? Azt akartam kérdezni, h a préscsövet nézve a dugattyú alsó holtpont esetén tölt a csiga? vagy esetleg a felső holtpontba van rakva a töltő nyílás és így a csiga a dugattyú teljes lökethossza alatt képes tölteni a préscsövet a jobb töltet elérése érdekében, persze ehhez már nagy erő kell!
Hónapok óta olvasgatom a fórumon , én is szeretnék az idén gépet építeni.nem tudom milyen gépet lenne egyerűbb és olcsóbb építeni?Csigát én se tudok szerezni nem is tudom mibe lehet ilyen?most a képeket látva ez tetszik. mekkora lökethosszú munkahenger szükséges ehhez? és hogyan vezérled mert az nem látszik a képeken?
Mivel átalakítás alatt van a hidraulikus gépem ezért szét van szedve, de így éppen jobban is láthatók, csakhogy nem egy helyen vannak. Egy kis türelmet, míg kerítek fényképezőt és teszek fel képet , ezért el se magyarázom, annyi biztos a 40mm -es oldallapot 4drb M24 x 3 -as csavar fogja össze mégis meggörbült 0.1mm-t. A csövet pedig 9 drb M16 csavar tartja. A csiga betöltő nekem sűrít is, igaz egyszerű megoldás de becsületesen föladja a leckét. Akkora tömörítést nem tudsz vele mint dugattyúval. Legjobb ha akkor forog mikor nyitva a henger, villanymotort is lehet úgy szabályozni pótméterekkel hogy annyit és olyan erősen forogjon amennyi éppen kell. Egy Blohm lapköszörűn már 50 évvel ezelőtt volt ilyen, ma is fürgén mozgatja a 200 kilós asztalt egy 0.5 kw-os motor. Azt nem értem h a cső elejétől vagy végétől van -e ?
Üdv ! Más kárán sosem lehet annyit tanulni amennyi kell az üdvösséghez, sajna muszáj saját kárnak is lenni, jó ha minél kevesebből tanulunk. Most állítom be szalmára az új szerszámom, jóval nagyobb kúposágról kezdek mint majd ami jó lesz. Legalább 10 szer fogom átköszörülni h eltaláljam. Ha nem kapsz kellő ellentartást, nem lesz nyomás se hőmérséklet se meg lignin se, és még az is számít milyen gyorsan szalad át a szerszámon a cucc. Mire mindent összhangba hozol elkopik a csigád és kezdheted elölről. Pedig a videókon látni szalmából sikeresek a csigás gépek. Köszi a képeket.
Köszi a tájékoztatást az igaság az hogy a brikigepel márkonzultáltam ugyanis van egy munkahegerem átmérőlye 18-19cm hosza 65-70cm adugatyuszár 6cm és ehez akarok egy prés csövet és azértkérdeztem meg
A préscső és a munkahenger összekötése, nálam igy van megoldva. Munka közben akár a válamra is tehetem mint egy RPG-t. Remélem érthető, a kép alapján. Zsozé
Valamint még brikigéptől kérdezném: A töltésnél a csiga a préscső elejétől vagy a végétől? És mivel állandóan hajt nem okoz-e gondot a csiga nem áll le, vagy nem is présel igazából csak szállít?
Egy jó esztergályos a kisújjából kirázza ezt a csigát!
Rönk anyagból csináltatnám. Ráhagyással lenaggyáztatnám a csiga átmérőjét.
Ketté vágnám, két-három helyen átfúrnám keresztbe, és fastiftel rögzíteném.
Azután a tengelyméretet esztergáltatnám meg. Ha megva a két csonkot awab-bilincsel összefogatnám, így ha csúcsal meg támasztódik, akkor se tudja szétfeszíteni.
És utána esztergáltatnám rá a csigamenetet.
Ha a kész csiga fűrészelődik szét, akkor a csigából hiányozni fog a fűrészelés miatt akár 4-5mm is. És ha össze van rakva, akkor ovális lesz.
Ja és mindenképpen száraz fából, mert ha elvágod és vizes az is elcsavarodhat!
Üdv! Alapban a geometriával is gond van. Ez a modell a méretek alapján készült (100%-ig jó), és amint látszik elég bonyolult felületek alakultak ki a csigán, az átmenetnél, de ezt leszámítva mondjuk jó. Sajnos ez a bonyolult felületek kategóriába tartozik.Igazából ezt CAM-ezni kellene, aztán onnan bármilyen vezérlésbe kifordítható. Vagy durva öntési ráhagyás, aztán marad a sima eszterga. Mondjuk egy sima padon fából ki esztergálod durva ráhagyással, aztán megönteted, aztán megint pad. Ennél egyszerűbb megoldás nincs szerintem. Vagy mondjátok meg a gép típust, vezérlést aztán utánna nézek, hogy miben tudok segíteni.
Én nyugodt szívvel állítom, h átolvastam és tényleg össze is lehet rakni egy gépet a leírtakból! Viszont szeretném kérni h a gépedről egy pár fotót tegyél légyszíves fel! Nem tudok elindulni: a préscső és a munkahenger összekötésén gondolkodom!Tudom h írtad már h önhordó ill. a váz nem kell h túl erős legyen! De kis problémám akadt a méretezéssel hány csavar is fogja elbírni, és mekkora , a munkahenger összekötése a préscsővel mi módon történjen!? és egyéb hasonló kérdések amin azt hiszem pár kép erről a részéről a gépnek sokat segítene! Mert ugye a kétirányúnál célszerű önhordóra csinálni ami azért kicsit meg is bonyolítja a dolgokat. Előre is köszönöm!
Nem néz ki olyan rossznak az állaga így kép alapján. Írod hogy a fordulaton próbálsz csökkenteni még gyorsnak találod a fordulatot? Még megszeretném kérdezni tőled hogy kb mekkora a jelenlegi fordulata a gépnek és mekkora mocival hajtod? Nekem egy 7,5kw os indul el a biztosíték miatt,remélem elég.
Én nem tárolgatok be brikettet, ami meg volt azt fel is tűzeltem.
Csak a legelső brikettet fényképeztem le ami kijött a gépből. -(brikettecskét, mert azért ez még nem modható brikettnek)
Masodjára építem át a gépemet.
És mint ahogy már leírtam, kísérletezgetek vele. - (tökéletes úgysem lesz mint egy gyári ezt én is tudom!)
Amit ki lehet hozni belőle azt ki is akarom, mert a legjobbra törekszem!
Mindenki a maga kárán tanul, de legjobb a másén! - mert ez nem kerül pénzbe.
Azért is írtam le, hogy mire figyeljenek oda a gép megtervezésénél.
Ezek tavaj őszi képek.
A fojtást kipróbáltam már, kúppal, bemetszett csővel de nekem a szorítópofás jött be, ami a tiéden is volt vagy van. A csiga maximálisan nyom és adagol.
A brikett hosszával van a gond és állagával. De ezt is írtam, hogy egy hosszabb hűtőcsővel kísérletezem és + még egy áttétel a hajtóműtől, hogy még lassabban forogjon.
Nekem mindenki a példaképem aki nem adja fel a gépépítést egy kis sikertelenség után sem! Úgy hogy minden gépépítő előtt megemelem a kalapom, ők miattuk és a hozzászólóktól él ez a topik.
az igazi gondom az hogy nekem egy faipari cnc m van és ahhoz artcam szofttal csinálom a szerszám pályát a progi sajnos olyat nem tud hogy rajzol egy tengelyt és arra menetet . én egy tengelyvonalra generáltam egy tengely metszetet abbol lett a hosszanti féltengely és egy ferde vonalon meg a fogprofilt görgettem átt, remélem érthető. Sajnos nem lett szabályos térben , csak felülnézetben . ha esetleg valaki meg tudná rajzolni és a feléről egy szerszámpályát generálni fanuc formátumba . akkor meg tudnám csinálni .
Nagy okosoknak mondom, h megcsináltattam ezt már danamidból, elvágás után viszont a feszültség úgy meggörbítette, h egy nagy rakás szar lett. gittelgettem ezzel-azzal, de nem igazán lett jó, az öntödébe a szar mintát pedig nem küldöm el. Ha megnézitek a facsigának a kimarását, az tökéletes, hibája semmi. Programozási problémái vannak a kollégának, gondolom a masináján nem csinál naponta fél csigát. Tehát az a kérésem, ha valaki tud segíteni cnc programozásban illetve rajz készítésben, az jelezze, . Kösz: OAndorka
Bizony hogy az öntöszakma is szakma ahozhogy egyjó öntvény elkészuljon először szükségvan egy ugyes mintakészitőre mert igazából tőle idudul el a formakészités és ezután az öntés ugyhogy előb egy esztergájosal kel legyártatni acsigát és utána kel egy öntőformázóhoz fordulni aki a töbit már megoldja
""Na még egyszer! A fémöntés is egy szakma, egész komoly szakma. Tudni kell, minek mi az eleje, meg a vége"" irja oandorka
nem kotozkodni akarok de annyi munkat es idot belefektetni a semmibe sokkal egyszerubb kettevagni a kesz csigat ( lehet hamarabb is megvan mint 2 felbol)
Már István 37 is észrevette , ez nem igazi csiga profil. Legegyszerübb esztergán 5mm ráhagyással megcsinálni, szétvágni, összeragasztani, összepántolni a két végét, és újból elkészíteni a kívánt méretre, majd szétoldani a ragasztást. Az a kúposság a végén egy jó esztergályosnak belefér. De biztosan ez a csiga és csőegyüttes a legjobb a fűrészporhoz, úgy tudom rizshéjat nyomott.
en tudom mi a gkod, de az nem segit. marmint azzal van a baj, hogy azt hitte, hogy ket azonos felbol kijon a csiga? most nem forog az agyam, de ugy sejtem, hogy meg csak nem is tukorkepe egymasnak a ket fel, hanem ket tok kulonbozo dolog.
Segítséget kérek a facsigához. Az igazi problémát janika40 tudja elmondani, igazából rajz-készítési segítség kellene. A probléma a képeken látszik. A csiga menetnek a profiljával van a baj. Janika40 írja: "jobb lenne megrajzoltatni és a a 2 félről g codot generálni."
Sziasztok fiúk ! Sokan azt írták elolvasták a fórumot ! Egy frászt olvastak , már leírtam a csigát is , a csövet is, mégis hülyeségeket kérdeznek. Én olvasok szerb oldalakat is , megcsinálják a csigát egy -kettő, nem kérnek árajánlatot, igaz mindenki panaszkodik , kopik mint a güzü akármiből készítik is , de legalább elkészítik. Profi gépetek úgysem lesz , álljatok neki bátran a kísérlet az igazi. Ha nem tanultatok egyetemen hogy laboratóriumban kísérletezhesetek , itt az alkalom ,diploma nélkül lehet élvezni az otthoni alkotás örömeit, csak akaraterő kell ! ! Példaképem Norissz , és lenni fog eredménye, első , második , harmadik gép, ez az alkotás értelme, és szépsége ! Norissz egy kosárra való brikettről a fénykép ? Blade : Hol a brikett és milyen ?
Anyagszállítási csigák gyártásával foglalkoznak. Én egy 30mm átmérőjű tengelyre 60mm csiga átmérő 40mm es menetemelkedéssel 5mm es anyagvastagsággal kértem az árajánlatot. Ha megkapom a választ felrakom ide a fórumra.
Köszönöm a válaszodat! Most találtam egy céget aki csigalevél gyártással foglalkozik. Beszéltem velük telefonon nem mondtak vészes árat de kérték küldjem át a pontos méreteket és arra tudnak egészen pontos árat adni. Most először megvárom az árajánlatukat addig nem görcsölök vele hogy házilag készítsem el a csigát.
Elég nehéz meghatározni a megfelelő menetemelkedést. - mert eléggé behatároltan lehet széthúzni az alakváltozás miatt.
Azt ajánlom, hogy esztergályossal érintőbe meg kell húzatnod a tengelyen, a "szamárvezetőt" egy zsinórmenetet. És utána próbáld széthúzni az ún. alátéteket és a vonal mentén felfűzöd.
Az alátéteket ráhagyással csináltazsd meg, mert amikor szétvágod és széthózod az átmérője deformálódni fog.
Amikor fel van hegesztve a szegmens a tengelyre, utána kell méretre esztergáltatni az egész csiga átmérőjét, mert akkor így nem marad tojásded alakú.
Az emelkedést úgy határozd meg, hogy próbából szétvágsz vagy két alátétet és rápróbálod a tengelyre egymás után, mint ha menet raknál össze, és az alsó és felső ároknak szélességének egyezni-e kell. Ha egyezik akkor megvan az emelkedésed.
Azért nem tudok pontos méretet írni, mert nem tudom a külső átmérődet.
De megfogod látni, mert a 30-as tengelyre úgyse tudod felfűzni ha túlságosan széthúzod. -(a belső furat is megfogja határozni, ezért azt is érdemes egy pár mm-el nagyobbra hagyni)
És mivel kézzel történik a gyártása, ezért az emelkedés úgysem lesz egyforma teljesen. - de ez itt nem is lényeg, mert csak adagoló szerepe van a csigának.
A segítségedet kérném egy kicsit. Milyen szegmensből raktad össze a csigádat? Én 30mm tengelyre próbáltam alátétet széthúzni de sehogy sem akar összejönni. Mekkora a menetemelkedése a te csigádnak? Én 35mm resre próbáltam széthúzni. Előre is köszönöm a válaszodat!
Ezzel a rajzal csak az elméletét akartam demonstrálni.
Mint már le lett írva nem egyszer, hogy csak a csiga utólsó menetét (homlok részét) kell erősebbre csinálni, mert lényegébe csak ott történik a tömörítés.
A többi menet csak egy adagoló rész, ami az utólsó menetnek továbbítja az anyagot.
Lényegébe ez sima "biliacélból" is el lehet készíteni.
Anno írtam, én szegmensegből raktam össze. - (előnye, hony olcsó az előállítása és ha elkopik akkor letúrom róla, és csinálok ra egy másikat, és ami nem elhanyagolható, hogy csak ez kopik.) - kísérletezgetéshez meg főleg jó.
Ha a préscsövet keményebb anyagból készítem mint a csigát (nyílván fordítva is igaz) akkor annak az élettartalma jóval nagyobb lesz, mintha mind a kettő kemény volna.
Ez nem újkeletű találmány, hogy amit használnak az el is kopik!
"kopó alkatrésznek" nem azt nevezzük, amit használunk és elkopik, azután kicseréljünk, ha nem egy tudatosan előre megtervezett alkatrész amit gyengébb minőségűre kell megtervezni, legyártani mint az ellendarabját, hogy csak az egyik kopjon! - anyagtakarékosság (értelemszerűen azt célszerűbb
keményebb anyagból elkészíteni, amit nehezebb legyártani.)
Nyílván való az is, hogy egyszer minden elkopik ha használják, csak nem mindegy, hogy mikor (előbb vagy utóbb!
Szevasz Norisz! Ezek a szalmabrikettek, hidraulikus brikettálóval készűltek. És a gyártó elmondása szerint azért lettek ilyen szép fényesek, mert a kinyomó csövet, 70 fokosra felmelegiti a brikettáláskor. Tehát neki, nem a viasztól fényes. Gyárilag a gépen , nemvolt csőmelegitése. De Ő, kipróbálás képpen, barkácsolt rá egy melegitőt, és azután már ilyen szép brikettek jöttek ki. Remélem a képen jól látható . Olyan mintha, egy filmréteggel volna bevonva. Ha van rá módod , akkor próbáld ki. zsozé
nekem sem kell a viasz az egész brikettálás alatt.. csak az első pár darabnál.. mindenesetre ami leginkább jó volt az a fűrészpor. nem a forgács.. mert az összeáll mint a cövek.. de a forgács nem jó.. lehet szárítanom kellene még..
Üdv!A rajzod már közelit az én elképzelésemhez,de az árok rovására erősíteném a menetet, ~fűrész.A képeiden kár hogy a csövek másik oldalát nem látni,az még sokat elárulna a gépről.A csigák nagyon egyformák(vagy mind jó, vagy csak egy síkú kísérlet részvevői) lassan kiforrja ez magát mint a jó bor.De sok türelem kell ehhez is.
Nem azért ég rá a csigára az anyag mert a brikett elforog a préscsőbe!
Az anyag el sem jut a préscsőig nálad, mert már az árokba megtörténik a tömörödés és emiatt nem tudja a többi anyagot benyomni, mert egy un. dugót képez az árokba!
A csiga menetét ne csak a préscsőhöz viszonyítsd, hanem amikor már össze van szerelve a préscső a csigaházzal. Tehát a garat elejét ha levetítad a csigára, akkor az utolsó csigaárok fele kilátszon. - ( mert így nincs lehetősége az anyagot a csigaház falához préselni és ezáltal nem fog tudni betömörödni az anyag az árokba.)
Nyílvánvaló a préscsőben az anyag már nekinyomódik a falnak, de ez még jó is mert a surlódás következtében hő keletkezik, ami elősegíti a préselést.
Szögletes préscső ehez a csigához nem lesz jó, a csigát is át kell alakítanod, méghozzá kúposra, mert az anyagot a préscsőbe valahogy be kell juttatnod.
Gondolj bele egy hengeresből - szögletesbe, csak így tudod megoldani.
Nekem először amikor elindítom hidegen mindig egy kis szappant kell a forgács közé reszelnem Te a viaszt használod erre a célra, de nekem csak kb 5percig utána már nem kell a szappan csak a nagy nyomás! Ja és maga a préscsövem nincs még 200mm sem!
De utána viszont átlagban a min. 200bar kell ami az 55mm átmérőjű brikettre 24,4t-a erőt jelent!
Tehát a Te gépedbe azért kell a viaszos cucc, mert nincs meg a megfelelő tolóerő ami ki tudja nyomni a csőből a brikettet!
Ez saját tapasztalat és nem szekálni akarlak!
Viszont ezt a viaszt ki fogom próbálni én is, mert a minap vettem brikettet(gyárit) kíváncsiságból és annak is olyan fényes volt a felülete mintha viaszos lett volna.
mindenkeppen erdemes polirozni. plane a veget. ahhoz hogy vigye az anyagot, kisebb kellene a surlodas legyen a csigan mint a csofalon. mivel a csiga felulete joval nagyobb mint a csofale, joval simabbnak kellene lennie.
a Vietnami 320 at fordul a rizshajhoz én búzaocsuval próbáltam ,szerintem azért forog a csigával mert mert a préscső nem akadályozza meg azzal ,hogy nem hengeres
nem ertek hozza, de mindig azt erzem, hogy mindenki a csigaval akarja osszenyomatni az anyagot, pedig maga a kompresszio es a nyomas csak a csiga utan a csoben kellene fellepjen. a csiga hordja az anyagot, az utolso level meg mint a vajazo kes, passzirozza neki a kesz brikett fenekenek.
Igazából csak a belső mérete van kicsinyítve 71mm ről 55 mm re. Az összefogatáshoz hegeszteni gondoltam a füleket én is ahogy irtad ne keljen akkora előgyártmány.
A cső hossza 250mm. A külső átmérője 80mm, a belső 55mm A behordó rész felüli oldalon az átmérő 62mm és az szükül le 55mm re 85mm hosszban. Az 55mm es egyenes cső rész hossza így 165mm marad. A horony bevésés 205mm hosszan lenne 5mm szélességbe és 3mm mélyen. Mindennek az elkészítésére anyaggal együtt 31000ft árajánlatot kaptam 1db ra .Több rendelés esetén valamit tudnak engedni azt mondták (2-3db nál is) Valamilyen edzhető anyagból lenne ma küldik át e-mailbe azért nem tudok pontosat mondani az anyagról. Edzve viszont nem lenne ebbe az árba.
Inkább szorítóbilincsel old meg a tömörítő cső összeszerelését a csigaházzal, ne csavarral.
Ezzel összeszorítod a két félbevágott csövet, és még a felfogatás is meg van oldva. - (gyorsan szerelhető, ami még egy előny!)
A tömörítő csőre is és a csigaházra is peremet kell csinálni, a kettőt pedig a bilincs összeszorítja. - (a bilicsbe a hornyot kúposra érdemes kialakítani, hasonlót mint az ékszíjtárcsán, hogy a peremeket egymáshoz tudja szorítani.)
Nyílván a tömörítő cső és csigaház közé illesztőstiftet is be kell iktatnod amiatt, hogy a cső és a ház egy síkba maradjanak az összehúzás után is!
Arra gondoltam ha a préscső külseje is enyhén kúpolna,akkor két ellentétes kúpolású gyűrűt is rá lehetne ütni,mint a kádárok a hordóra.Szerintem még működhetne is.Egyiket a fűtés elé a másikat meg utána.
hát nem tudom..érdekes amit irsz.. nekem nem tudom akkor mitöl de kemény marad.. és fényes a széle.. majdnem mind a nagyoknak. és elég jó a fűtőértéke.jó nem csinál ilyen 20-30cm hosszút de 5-6cm-es pogácsák vannak.
Üdv.Valaki kipróbálta már,hogy a préselő dugatyú közepére helyezett (hegesztett) egy 20mm átmérőjű és egykb:20cm hosszú acélrudat és így préselte ki a betöltött anyagot.Akkor is beszorul vagy a keletkezett közép lyuk enged anyit összemeni,hogy nem szorul be???
Jónak tartom az ötletet,de gondolj a fűtésre is.Akkor a fűtést is lehúzhatósra kell megcsinálni+gondolom valami bilincsekkel akarod összefogni a feleket.
Én a helyedben hagynék egy zárt részt egészben, mondjuk egy 50-60 mm-ernyit, hogy ott tudjon tömörödni egy kicsit az anyag és utána tenném a félbevágott csövet, vagy szorítót! Így szép is lesz a brikett ami kijön a csövön, és ezen a rövid szakaszon nem is szorul meg.
Viszont láttam már olyat is, hogy elég messze a préscsőtől voltak a a szorítók több is elhelyezve( igaz ez excenteresen volt)
Üdv! Jónak tűnik, de én a tömörítő csövet két részből csinálom majd (hosszában félbe vágva), ugyanis ha beszorul a cucc, akkor lehet vésni, fúrni stb, úgy meg szét csavarozom aztán pik-pak kiszedem. Amit rajzoltál akár jó is lehet, de miben kicsinyített, mert nem igen látni a méreteket. Különben én rajzolnék rá egy vállat is, mert össze kell rakni a másik csővel, vagy azt hogy akartad megoldani? A vállat hegeszteni is lehet rá, mert akkor nem kell akkora előgyártmány. Így gondoltam
Méretek nehezen, illeve nem olvashatók. Azért óvatosan azzal a tömörítő csővel. Azokat a hosszú hornyokat Belemunkálni nem is olyan egyszerű. A vésőgépek elég korlátozott méretben dolgoznak, meg elég hülyeforma szerszám kell hozzá. Sokat olvasom azt, hogy mikor beáll a gépbe a cucc, akár hidraulikus, akár csigás, akkor ki kell vésni , fúrni, stb. Azt hiszem a csövet én két félből csinálom, és akkor egyszerűbb az élet.Üdv: OAndorka
Egy kis segítséget kérnék tőletek!Szerintetek müködö képes lenne e a képen látható tömörítő cső a vietnámi kicsinyített mása. A válaszotokat előre is köszönöm.
Szia Az aprítást a papírnak én keverőszárral csinálom.Nem is kell olyan kicsire tépkedni a papírt.Van sds es fúróm abba vettem keverőszárat(a ház felújításánál is jól jön:-)) és péppé lehet vele a papírt darálni.De a sima fúróba is keverőszárat tehetsz de az kevésbé terhelhető.Bár kis mennyiségre tökéletes.
Üdv! Igazad van, ugyanis bizonyos gyártok, kimennek, és különböző méretű csigákkal, és tömörítő csövekkel beállítják a gépet, hogy az anyagodból a legjobb brikettet csinálja. Abszolút nem kézzel fogható a technológia. Lehet nálam jól működik de másnál semmire való a gép, de kis változtatással jó lenne. Ez a kis változtatás teszi bonyolulttá. Mert ez egy közel 20 és 70 ezer forint közötti csiga, és/vagy cső.
még nem 100% ban van kész garatot kell rá rakni.és valamelyest erősíteni.de szerintem elég jó az anyag amit kinyom.igaz egyszerre ugy 5-6cm jön ki tehát ugy ekkora darabok is.kép meg minden akkor lesz ha totál már csak brikettezünk vele tehát kész mert igy egy kis alakítás.. egy kis brikettálás.. egy kis.. szo értitek.
A gép lényege annyi hogy vettem egy 5 tonnás fekvő fahasító gépet.tehát egy munkahenger!ennek elejére lett hegesztve egy tömör,50mm átmérős 350mm hosszú anyag.ez tömörít bele egy 54mm átmérős csőbe. a csövön nincs semmi szűkítés magátol tolja össze ugy 400mm-en.de kevés szűkítésen gondolkodok.. kb 5mm hogy tömörebb legyen.ja és a fűrészporhoz kevertem minimális mennyiségű viaszt-belereszeltem-ugy 1 kg hoz-4-5g!!-ot lehet ez csak az első időben kell hogy bekopjon. és utána nem. de nem befolyásolja az összetömörödést. csak könnyen kijön. mert párszor már ki kellett vésni emiatt.
Berty Ha tudnál képet feltenni vagy esetleg működés közbeni videót! Akkor könnyebb kérdést feltenni és jobban át is látjuk: neked milyen megoldásokkal sikerült, megvalósítani!
Üdv! A csiga jó néz ki, csak szerintem a trapézmenet a cső falához nyomja az anyagot,nagy lesz a fölös súrlódás(igaz a hőre is szükség van).A puding próbája az evés!A próbák során lehet változtatni,szerintem a szállításhoz és tömörítéshez kicsit széllesebb árok és kevésbé meredek nyomó rész.De szurkolok hogy csak ennyi probléma legyen.
Üdvözlök mindenkit. Felszámoljuk a céget. Van egy pár hidraulikus dolgom eladó hátha valaki hasznát tudja venni. Adapterek,szivatyúk,Mh-ek vezérlők,villanymotorok,stb.
Helló mindenkinek!Nekem van egy brikettálóm úgy 95%-os kész állapotban.50mm-es brikettet készít. hidraulikus.akit érdekel agy van valami kérdése szívesen válaszolok.és szerintem nem egy bonyolultság megépíteni mint azt sokan.. mint én is az elején gondoltuk..
Konkrétan az anyagminőségről még nem tudok nyilatkozni. Igazából talán az mindegy is, mivel az acél ha nem edzhető, akkor nemesíthető. Felületén pár tized mélységben cementálva és kéregedzve a végeredmény valszeg jó lesz. Természetesen öntési ráhagyás van. Viszont az éles sarokkal kapcsolatban pont az öntés miatt nem értek Veled egyet. Mivel az anyag homogén, a szálszerkezet nincs átmetszve, ezért szerintem nincs jelentősége. Ha a hegesztett csigák megélnek, akkor ennek is meg kell. Ha viszont mégis kell a rádiusz akkor utánesztergálással megoldható. üdv: OAndorka
Üdv! Jól néz ki a csiga! Még a végén átpártolok az öntött csigához. De igazából milyen acél lesz? Engem egyedül az anyag minősége tart vissza az öntéstől. Lenne, még két kérdésem. Az öntési ráhagyás is rajta van?A menet tövében, nagyobb rádiusz van? Ez azért fontos, mert ez a geometria alapban a kényes öntési formához tartozik. Előfordul, hogy feszültség keletkezik a kész darabban. Válaszodat előre is köszönöm!
Na még egyszer! A fémöntés is egy szakma, egész komoly szakma. Tudni kell, minek mi az eleje, meg a vége. Ilyen alkatrésznél a minta 2 félből kell, hogy legyen, mert másképp nem lehet formázni. Van más alternatíva, ahol nem 2 félből van, hanem egyben, de az még szarabb. Az öntés acélból lesz. A csiga paramétereiben a vietnámi csigával azonos. azt hiszem, mindenre válaszoltam. Üdv: OAndorka
sziasztok végre találtam egy forumot ahol lehet brikettálásrol valami kézzel fogható infót találni én papír darálékot prikettálok eddig csak kisérleti szinten de mőködik most próbálom gépesíteni de nem, tudom milyen irányba induljak el ha valakinek van valami ötlete szívesen veszem
Annyiszor legalább próbáltam, de a rohadék mindig azt írta vissza, hogy valami hiba van, nem lehet küldeni. Próbáltam irodai gépe, laptopon, a fa.......mon, meg a fiszemen, a végén pedig mobilinternetről tudtam küldeni. üdv: OAndorka
Ilyen van itt a fórumon, de azért csak dobd fel ide. Valószínűleg ua. mint ami már megfordult itt párszor. Ha felteszed, megmondom hol találod a csigást. üdv: OAndorka
janika40 hozzájárult, hogy a facsiga képét feltegyem ide. Feltenném, de nagy méretű, nem megy fel. Ha valaki segít, akkor átküldöm neki, én nem tudom átméretezni, azt hiszem programom sincs hozzá. Amúgy igen jól néz ki. janika azt igérte, h hamarosan meg lesz a másik fele is, és mehet az öntödébe a minta. Üdv: OAndorka
Üdv Rabolt! Megvan 5 alkatrészrajz JPEG-be. 20-21 rajz lesz kifotózva Auto Cad-ből. A pendrive-ot, és lemezt a héten visszaküldöm, mert a rajzokat e-mail-be is eltudom küldeni. Sajnos nem igen van időm, 2 naponta talán egy jó órám van erre. De ahogy tudom csinálom, és küldöm.
Szia!Én a fűtését egy olcsó kis motorral/generátorral lehetne megoldani vagy akár egy jó erős gépnek a 12v-os generátora jó lenne és egy cekász a csőre és mehet.Bár én igazából akkor már hidraulika motort raknék rá mert azt egyszer kellene megcsinálni mert a csigát időközönként cserélni kell a prés csővel együtt mivel együtt kopik.akkor neked már elég erős lenne a géped mert azért egy nagy teljesítményű szivattyú már odabaxana és csinálná a dolgát azbeztos.Nyárfalevelet simán összenyomná csak ahhoz lehet kell egy daráló.De ezek csak az én véleményeim ,de ez ne tántorítson a Te gondolataidtól.Sok sikert a géphez!! Üdv Márk
Üdvözlet Kollégák! :o) A TOPICOt többé-kevésbbé átolvasva, arra az elhatározásra jutottunk, hogy építünk egy csigás brikettálót. Azért erre esett a választás, mert ha jól értelmeztük, akkor ez a gép kicsit igénytelenebb a beadagolt alapanyagokra és könyebb megvalósítani. ;o)) számunkra. Az alapanyagaink szántóföldi nyesedék( különböző szalma, széna, kukoricaszár, nyárfalevél stb.. nyárfalevelet lehet??? nem tilos, mérgező a maradványa???), fűrészpor, faapríték 0,5~2-5cm szemcsével. A meghajtógép egy diesel stabilmotor lesz uszkve 6,5~7,5LE minden evő /bármilyen olajszármazékkal elmegy ;o) / Kérdéseim lennének: -a csiga fordulata, minden esetben 200~250 1/min vagy alapanyaga választja kevesebb vagy több -a töltő/péscső hossza 50~55 cm fűrészpornál, szalmánal 60~65 cm ez is alapanyagtól függ -a töltő/péscsővet mindíg melegíteni kell, mennyire, elég a 60~90fok esetleg, ami keletkezik a motor hűtéséből vagy melegebb kell 150~200fok körül -a faapríték, ami 0,5~2-5cm szemcsés, azt tovább kell még aprítani vagy elég így -a szalmát tudom, hogy fel kell aprítani, milyen aprító jó hozzá kalapácsos vagy valami más??? és az hogy néz ki, milyen elven mükszik?? Köszi a segítséget !
A Kolléga a héten küldte az öntőminta egyik feléről a fotót. Írta, hogy elég sok melója van benne, de valszeg a héten meglesz a másik felével is. Igen jól nézett ki. Ha hozzájárul, akkor a fotót felteszem, vagy megkérem, hogy tegye fel Ő, hisz eddig ez az Ő munkája. üdv: OAndorka
Érdeklődnék hogy álltok a csiga öntéséve lesz e belöle valami? A rokonságba volt aki butorlappal tüzelt de a 2 dik évbe szétéget a kazán a sok ragasztótól.Igazad van rengeteg a ragasztó ami bent van!
Vigyázz az anyaggal, tuti veszélyes hulladék. A körny.véd.felügy úgy megkefél mindkettőtöket ( téged is, meg az üzemet is, ) hogy belezöldülsz. A bírság kilóra megy, veszélyes hulladék esetén, kül. kategóriák akár 1000 ft/kg is lehet. megsaccolják az üzem kapacitását, aztán kasza. A forgácslapok kb 10-15%-a ragasztó. Ha eltüzeélsz 1 mázsa cuccot, akkor elégettél kg ragasztót. Naná, hogy jól ég. Gondolj bele, egy diszperzites kanna ragasztó a tűzön. ha megszagolod a füstjét, büdös mint a kolera. Szerintem inkább hagydd, mert csak bajod lesz belőle. Üdv: OAndorka
Igen,a bútorlap por az veszélyes hulladék,elvileg nem is lehetne elhozni,de megsemmisíteni is csak törvényben foglaltak szerint. Amúgy meg ami abban ragasztó van az úgy betömörödik a gépbe,hogy vésővel nem lehet kiszedni,de még ha kevererik faforgáccsal akkor meg kazánba kerül,ami annak a falán kikeményedik/tönkreteszi. Ezt nekem is mondták.
Üdv! Jó megoldásnak tűnik ez is. Sok variáció lehetséges. A fordulatszám alacsony, kombinált terhelés van, nyomatékterhelésre is meg kell felelnie, és van kezdeti szöghiba is, tehát annak kompenzálására is jónak kell lennie. Majd még filózok. Köszi azért a segítséget! Üdv!
A rajzodon talpas Y-on csapágy van. - vagy ezt már elvetetted?
A csigát meg kell támasztani axiálisan is, amire a legjobb megoldás a támcsapágy. -(ebből az irányból kapja a legnagyobb terhelést)
De ha a csiga és a tengely egy anyagból van, egy csapágyházban két kúpos csapágyat égymással szembefordítva + távtartó (külső-belső gyűrűre) is tökéletesen megteszi. - ezeket erőgépek hajtástechnikájánál is használják. A tengelyre menet+koronás anya is kell, hogy a két csapágyat össze tudd állítani.
Szerintem az 50mm-es tengely fölösleges, 30mm-es is bőven elég volna.
Kb így. - ez nincs olyan szép rajz mint a tiéd, de ez van.
Igen van még TSZ.Először én is menetes szárban gondolkodtam de aztán találtunk levegős munkahengert és végül e mellett döntöttünk.kompresszor is van hozzá na és papír az is van elég sok.eleinte én csak kézileg csináltam :fogtam sok papírt összevágtam bele egy kicsi vödörbe bele egy két marék főrészpor és aztán anyu leselejtezett mixeres robotgépével összedaráltam és bele formába.Én még csak most tél elején kezdtem ezen gondolkozni és csináltam is és radiátorokon nagyon jól megszáradt csak ezzel az volt a vaj hogy lassú de majd a pneumatikus azzal nyáron meglesz terítve az udvar brikettel:).A "leírás 1"-et láttam ezért tudtam hogy elbírja a fűrészport meghát majdnem ugyanaz a kettő papír meg a fűrészpor.mind a kettőben benne vannak a fának a rostjai és amiatt állnak össze.Próbáltam már falevelet mellé rakni és az is jó lett meg még a kávénak a zacca is jó csak ezekkel nagyon büdös száradás közben.Adalékanyagra is gondoltam (mosogatószer,olaj)de azoktól előfordulhat hogy nem állnak össze csak nagyon nagy nyomás hatására.
Norisz! Olyan főrészpor nekünk is van .Az ilyen bútorlap porja de az szószerint por.Itt nálunk van egy "stúdió"*. Szegváron és onnan kaptunk 4 70-80 kg-s zsákokat és ez bele zacskóba és be a kazán ajtaján:) *Álomkonyha stúdió.
vegyel egy egyenes csovet, mondjuk egy ketmeteres colos vascsovet, es egy seprunyellel kezdj az egyik vegebe furesport tunkolni. amikor mar tele lesz a cso, nem fogod tudni a seprunyellel kitolni belole a cuccot.
úgy képzeld el mint amikor a buszon elkiabálja valaki hogy bobma,a sok ember meg egyszerre akar kijutni,az ajtóban persze összetömörödnek!
Itt is erről van szó!A por a cső falával surlódik,és a csőbe annyi(relative sok) por megy be egységnyi időn belűl,hogy a fallal történő surlódás során összetömörödik!
Itt nem olyan mennyiségről van szó hogy kézzel átszorsz a csövön egy kis port azt átesik,itt annyi megy már be,ami kénytelen összeálni,összetömörödni!
Sziasztok! Zsozé! Korábban írtad a préscsöved paramétereit, hogy 30 cm beömlő nyílás után 53 cm-en préselődik a brikett. Ezek a méretek beválnának fa aprítéknál is?
Szia Az igazság az, hogy én sem tudom milyet csináljak.Nekem az a lényeg, hogy olcsó legyen és működjön.Az lényegtelen milyen elven. Ami konkrétan nem megy bele a fejembe, hogyan lehet egy egyenes csőbe préselni amelyiknek nyitott a vége?El tudod ezt nekem magyarázni?
Ehhez mit szóltok, tegnap szereztem egy helyről fűrészport és olyan mint a liszt!
Egyszerűen nem állt össze brikettnek a gépben.
Utólag kiderült, hogy csak 2-3% a nedvességtartalma!
Kicsit megvizeztük 10l cucchoz 2dl víz és /majdnem/ jó brikett lett belőle.
Azért mondom, hogy majdnem mert kicsit repedezett a felülete, de a tűzön iszonyat mit tud egy méterről már nem kell belenézni a tűzbe, meg elég sokáig ég!
Ilyet szerintem még nem hallottatok, hogy vizezni kell az alapanyagot, mert olyan száraz mi?
Én nem szárítót, hanem nedvesítőgépet csinálok hozzá. :))
Üdv! Hát az nem olcsó! Én is érdeklődtem! Nem tudom kinek mennyi felhasználható anyaga van, de ha mindent összevetünk akkor ez a gép durván, váz 60x60x5-ös L profilú szelvényből 15ezer, motor 5,5-7 kW-os 15-20 ezer, új csapágyak 25-30 ezer, csiga+tömörítő cső 80-100 ezer (de ez baráti megmunkálás), tengely 4-6 ezer, egyéb apró vas 10-15 ezer (szállító cső, lemez a garathoz ), ékszíjtárcsák (ha használt), akkor is a nagy 5-8 ezer, kicsi az meg csak van otthon (de ha nincs az is 3-4 ezer), szíj azt nem néztem de szerintem az is 6-8 ezer körül a 4 db. Tehát 163-206 ezer. Kijelenthetjük, hogy így is 180-ba belefutunk, de akkor szinte minden új! De ez még csak kísérlet. Hát nekem itthon nincs ennyi anyagom. Tehát két lehetőség van, vagy össze lomizom, vagy sok pénz.
Ahogy elnézem a munkahengered, valószínűleg valamelyik pótkocsinak erősen lecsökkent a fékereje! :-) Van még felétek TSZ? :-)
Viccet félretéve, erősen érdeklődök a téma iránt. Igaz, hogy én gázzal fűtök, de az alkotás gondolata (létrehozni valami hasznosat hulladékból) magával ragad.
Megnéztem, hogy milyen anyagot tudnék beszerezni nagyobb tételben. Sajnos sem szalmát, sem fűrészport. Így maradt a papír mint lehetőség. (már van induló készletem) Néztem a Youtube-on a témához kapcsolódó filmeket, és azt szűrtem le, hogy jó brikettet lehetne préselni 60% fűrészpor és 40% papír keverékéből.
Illetve van egy "súberes" megoldás a brikett kivételére. Ez egy összevágott film, szerintem nem sorban történnek az események, de a brikett kinyomása az tetszik.
Üdv! Lenne egy kérdésem? Milyen csapágyazást választottatok? Én most kicsit elakadtam, mert beálló görgőscsapágyat akartam, de olyan durva ára van, hogy mikor kértem, már az eladó is azt mondta, hogy ez nem olcsó! 20 000 Ft egy db 50-es átmérőre ( 22210 CC ), aztán hoztam egy pár beálló golyóscsapágyat, azt mondta szerinte ez jó. Ez 1400Ft/db, de ezt most számolgattam, és hát nem a legjobb, mert kombinált terhelésre, és nyomatékterhelésre alkalmatlan.
Győr hozzánk 35km. Ha nincs kúpossága akkor, hogy tömörödik össze a brikett? Csak a csiga kúpos? Még nagyon a tervezésnél tartok és vannak ilyen dolgok amiket nem értek,amig ez nincs meg addig nem jutok előrébb. Tudsz küldeni valami leírást az alkatrészekről?
Ma megkaptam az első árajánlatot a bangladeshi csigára meg a préscsőre! cnc géppel van megmunkálva a csigára 1db rendelés esetén 85000ft 10db rendelés esetén 30000ft darabja a préscsőre 1db 156000ft 10db rendelés esetén 135000ft darabja. A csigára és a préscsőre a rajz alapján kértem az árajánlatot ami fent van a neten. A csiga és a préscső anyaga valamilyen nemesített acél a külső felülete viszont nitridálva van. A következő lenne a kérdésem a préscsővet szerintetek nem lehetne megoldani valahogyan máshogyan mert azt egy kicsit sokallom? Előre is köszönöm a válaszotokat!
Köszi a biztatást, de tudod nagyon komolyan gondoltam a gép csinálást. Rájöttem, hogy a téli időszakban a fűtésünk több mint százezer forint,és nagycsaládosként albérletben nagyon hiányzik az a pénz.Egy ilyen géppel az egész fűtés ingyen lenne.De a környékünkön senki se foglalkozik ilyesmivel, Így nem igazán tudok adatokat gyűjteni a géphez.Ezért kértem itt segítséget.
Üdvözlök mindenkit! Majdnem minden hozzászólást elolvastam, mivel szeretnék csinálni egy brikettállót. a nagy problémám, hogy még nem is láttam ilyen gépet (élőbe). Elképzelésem azért van róla, de örülnék neki ha valaki elmagyarázná részletesen a gép alkatrészeit meg a működését.Lehet most hülyének néztek, de nem értem, hogyan marad a brikettállócsőben a brikett miközben nyomva van mert a cső mindkét vége lyukas.?A másik dolog meg nem szorul-e bele a csőbe a brikett?Vagy hogyan jön ki onnan? Ezek miatt gőzöm sincs hogyan álljak neki a gép csinálásának.Szeretnék tőletek segítséget kérni, minden ötlet és tapasztalat érdekel.Komolyan szeretnék egy brikettálló gépet, és nem megvenni hanem csinálni lehető legolcsóbban. Előre is megköszönök minden segítséget!
Nem sokára kész a Papír Brikett Prés gépem Még 2 délután és kész !!Végre!m a vaterás gép alapján készült egyszerű levegős gépezet.A dugattyúk újak csak kívülről rozsdás minimálisan és ki lettek próbálva és nagyon komolyak
Üdv! Így van! Rajz nélkül nem csinálom! Mivel tervező vagyok, gyorsan megrajzolom! De a legfőbb oka! Ha mész a szakihoz, nem kell a se**ébe bújva mondani, hogy most azt 45-ös átmérőre meg stb. A rajz a közös nyelv. A másik, mivel 3D-be rajzolom, teljesen méretarányosan, belelátok a legelrejtettebb részébe is, hogy az jól néz ki vagy nem! Fejbe, nem látod az arányokat, és ráadásul többet is kell ezért gondolkodni, 3-4 elemet már nem tudsz fejbe tartani. Ilyenkor van a kétszer elvágtam és még mindig rövid kategória. A rajzinak is az első próbái kísérletek. Csak akkor már van dokumentált rajz, amit tudsz változtatni. Plusz, tudsz csinálni egy teljes anyag listát, amit kiszámolsz hogy mennyi mani, és mérlegelsz ez jobb lenne rövidebből, de akkor meg 2 alkatrész nem fér el, (ezt már nem látnád fejben) és stb. Te is csinálsz skiccet! Nem? Végül is ezért! Köszönöm azért a lelkesítést! De nekem így könnyebb!
Szerintem ezek számok, ennyire egyszerüen nem mehet a dolog, eddig amit én kiszámoltam, soha nem ugy lett a vége, lehet hogy velem van a baj.Viszont ha 20 t tudsz termelni akkor az már jó,,??? fürészporba el sem tudom képzelni mennyi fát kell ahhoz összevágni, ott rettenetes bevételek vannak, ?!vagy ezek megint számok, a csiga sem birt nekem ki 300 órát sem, neked az elönyöd az hogy állandó egyforma a fürészporos, nekem a sima tüzifavágásba viszont nem, mikor mien fa van, akác, stb. ha az elözö hozzászolot olvasom a számok szerint rettenetesen igaza van, a számok mutatása szerint tényleg nézheted a TV- de valoszinű, ez nem igy van, mert továbbra is küzdesz, ebbe lehet valami!!!
Ha nem lenne rajzod akkor neki sem állnál a gépednek?
Az enyémnek nem volt rajza, se mérete semminek és úgy csináltam meg.
Nem biztos, hogy egy jó rajzzal többre mész mintha nekiállsz és kisérletezel helyette.
Szerintem állj neki a gépednek és állítsd össze a vázat meg az egészet, rakd rá a csövet és rakjál bele egy olyan csigát amit már itt láttál és működött!
Szerintem kisérletezéssel sokkal többre mész mint csak rajzolgatással.
Állj neki és hidd el a 2-3-dik próbálkozásra jó lesz ha nem veszted el a kedved!
Jó munkát kívánok hozzá!
Ja az esztergálás munkával meg keress egy havert aki hajlandó neked akár 3-4 csigát is lepörgetni!
A topik neve házilag, tehát minden olyan anyagból ami otthon fellelhető nem a küllem számít csak működjön!
Az én gépem 10000ft-omba van mert vagy cserélgettem, vagy valamelyik haver adott hozzá valamit, meg méhtelep meg ilyenek!
Nem érted Te még, mi az, hogy kihívás. Ha tudom, hogy tudok egy jó gépet csinálni abból, ami otthon van ( motor, hajtómű, vas, villanyszerelési anyagok) , akkor nem veszek, mert abba belehalok. Nem állok neki esztergapadot építeni, mert azt nem tudok, és drágább lenne mint az új. ( Nem több, mint 2 milla) Ellenben egy egyszerű szerkezetet azt nekiállok, és meg is csinálom. Azért is kell nekem az öntvény csiga, mert sokat akarok termelni, és a gyári gépen is a csiga max élettartama 1000 óra, ami normál menetben fél év. Ha a csigám 500 órás, de occsó, akkor nekem jó lesz. amúgy most csapjunk tenyérbe, hogy a kész brikettett havi 20 to. mennyiségben szállítom Neked 45Ft-ért, Te add 50-ért. Az 20%haszon, szerintem tisztes. Szerintem ennyiért nem lehet eladni a brikettet. Üdv: OAndorka
Ne kapkodd el , de ha lesz egy kosárra való azt megnézzük!
Ma összehasonlítottam a tűzön a kemény fűrészpor brikettet és a kemény szalmabrikettet : A fűrészpor brikett szétdagadt égés közben a szalmabrikett egyben maradt, meg jobban is melegített.
Hát éppenhogy elmegy 16amperról, csak úgy tudtam átváltani, ha a haverom ott állt az óránál és rögtön visszanyomta amikor leverte, de azért megment!
Kicsit felpeckeltem a nyomáshatárolót 250bar-ig és úgy nyomtunk egy darabig, hát ne tudd meg nem tudtam megfúrni szemből a brikettet, mert kiment a fémfúrónak tőle az éle!
1300kg/cm2-es nyomóerőm van 250bar-nál az egy centi vastag brikettet nem tudtam eltörni úgy, hogy 14-es fúróval megfúrtam a közepét. Amikor leejtem a földre koppan!
Üdv! Vill.motor. 5,5 kw hajtómű kihajtása 50-es fordulat. Durván 200 kg hajtóművel. Beton szivattyú motorja. Jó lehet ehhez? Állítólag ez olyan mind a piros hetes, mindent visz.
OKÉ világos, én is arra akartam utalni, az alapnyag nagyon fontos, itt a szó FŰRÉSZ üzem, akkor nincs gond, de nálunk van, erre semmi nincs lassan, mindent beszabályoznak, mit, hol, hogyan, mikor lehet leadni, stb nekem azon jár az agyam hogy a vacak, apritékal, ami fa, por, venyige, forgács stb a NÁDDAL SOK A BAJ? AKI NEM DARÁLT MÉG az elsem tudja képzelni. tehát az emlitetteket hogy lehet brikettálni, tégla vagy bármien formára, természetesen maradjon egybe!
Üdv! Hát akkor nem értelek.Nálad nagyban lehetne termelni, és még is házi géppel akarsz játszani. Számolj csak utána. Havi 20 t , és 50 forint (ez baráti felénk) kilója. Az pont 1 milla havonta, gépet veszel 1,5 körül max 2 ért. Ha a gép fogyaszt 7 kw/h az durván 650 Ft óránként, tehát 20 munkanap 8 órába. 104 000 Ft. Ezt levonod a millából, persze mást ebbe nem kell számolni, mert van műhelyed, fűrészporod stb. Tehát havi 896 ezer Ft, ezt ha be vagy jelentve, minden jogilag ok, akkor marad minimum 400-500 ezer tisztán. 4 hónap és visszajött az ára. Utána hátra dőlsz és lehet zsebet tömni. Nem vagyok könyvelő, meg pénzügyes de szerintem így van. Az a gép amit veszel sokkal stabilabb hidd el, nem lehet használhatatlant gyártani, vannak minőségbiztosítási rendszerek. Kínai vagy nem, lassan ami eredeti az a kínai.
Ha jócskán visszaolvasol minden kérdésedre választ találsz!
Jó brikettet csakis száraz alapanyagból készíthetsz. Nyáron kirakod a napra a nádkévéket, durván leszecskázod, majd apróra ledarálod (0.5-2cm ) és választhatsz :vagy csigás géppel vagy a Zsozé által készített hidraulikus géppel préselheted. Elejében biztosan lesz köztük csak gyújtós minőségű de a kisérletezés közben fölfejlesztheted profi minőségűre is. Én csigás géppel már összepréseltem egy nádtetőt , ennek brikettjével szöget tudtam verni.
Ez bizony megszállottság :D Ami nem árt ha az ember ilyen fába vágja a fejszéjét! Velem is gyakran előfordul ilyesmi :D Ha működne a cső tudnál megint videót feltenni a múltkori nagyon tanulságos volt ;) Üdv traktoros
Szerintem meg kicsit elszabadultak az indulatok.A fórum pont azért van,hogy ismereteket,tapasztalatokat osszunk meg egymással.Hogy ne csináljunk két ugyanolyan rosszul működő gépet.Ne legyen a "dögöljön meg a szomszéd tehene is"hozzáállás.Nézzétek meg gyapit,aki gyerekfejjel rendesen ráhajt a témára,más oldalakon is,és ha talál valamit,megossza velünk.Na meg házilag.Én is abból próbálok meg eszkábálni,ami itthon van.Nincs folyamatos alapanyagom,tehát ehhez kell gépet gyártani.Lehet hogy a fele gyújtós lesz,de a másik fele talán jó.Megjegyzem,én a kiürült tejesdobozt nem dobom ki,kivágom a tetejét,és a papírhulladékot beletömködöm,ha megtelt,eltűzelem.A felére csökkent a szemetünk.
Sajnos nem találtam a bennem felmerült kérdésre kielégítő választ, remélem hogy tudtok segíteni.
A problémám a következő:
Tavaly lett lebontva nád, egy kb 300 négyzetméteres tetőről. Jelenleg a hátsó udvarban pihen. Ezt szeretném brikettálni. Gondolom, hogy valamilyen módon le kell hogy daráljam. A kérdésem az, hogy mennyi lehet a nedvességtartalma? Elég ami benne lehet, vagy nedvesítenem kell?
Hogyan tudnék jó brikettet készíteni belőle?
Előre is köszi.
ui.: Tudom hogy ez nem konkrétan a géphez tartozik, de hátha... :)
Én most csak magamról és a saját véleményemről írok. Látom, nincs meg Benned az a nagy lendület és kedv, mint az itt fórumozókban. Nekem egy nem is túl kicsi fűrészüzemem van, ahol heti 4-6 tonna fűrészpor keletkezik( amikor megy) de eszembe nem jut, hogy milliókért vegyek egy masinát, amit meg tudok magam is csinálni. ( Ami nem drága, az kínai, és valószínűleg xszar is) . Nekem egyszerűbb az életem, mint a fórumozók jó részének, én csak fűrészport akarok nyomni. Ahhoz összehozom a gépet, és utána csak használom. Nem akarok nádat, szalmát stb. nyomni. Ha kapok segítséget, elfogadom, ha tudok adni, akkor adok. Ha van tudásom megosztom, mert nem ártok vele magamnak, és másnak. Nem a konkurenciának segítek, hanem pár lelkes embernek, akik hasonló cipőben járnak mint én. Ha a konkurenciát erősíteném a magam rovására, akkor úgysem tenném. Szerintem az ilyen emberek viszik előbbre a világot, mint akik itt vannak. Aki csinál valamit, valami célért, ha más-nem azért, hogy ne a tv előtt üljön. Aki már csinált egy gépet, bármilyen egyszerűt, az tudja, hogy mekkora öröm, amikor megy, zakatol, nyom, vagy szorít, lehet nézni órák-szám. Amit veszel, azt bekapcsolod, azt had menjen, ha tönkremegy akkor káromkodsz, meg hívod a szervizt, meg szidod a gyártót. Jelen helyzetben senkinek sem könnyű, akinek van melója ezért, akinek nincs annak meg azért. Én nem adom fel, amit akarok , megcsinálom, még ha évekig tart, akkor is, mert azért vagyunk , hogy szebbé tegyük ezt a világot. Üdv: OAndorka
Rendben értem, csak azt is vegyük figyelembe, ha sziveskedtek megnézni, akiket ez tényleg érdekel, és nap- mint- nap, ezzel komolyan foglalkozik, lakohelye szerint nem biztos, hogy az öntési feladatokat, illetve az ahoz értő szakembert megtalálja, és hiába tudok adni neked csigát, amit le lehet másolni, homokban formázni, ill megcsinálni, te is tudod, hogy a csigák nem mindenfajta brikettáláshoz jó, ha fürészport nyomatsz, a szalma már nem megy ahogy kellene, most nem az a lényeg, hogy sokan itt előálitottak, nagyon, nagy örömmel egy bizonyos menyiséget, de az sokáig, nem marad egybe!!!! és a fő baj az, hogy akik ezzel szeretnének foglalkozni, azoknak nincs sok jó anyaguk, szerintem, nekem is nagymenyiségü, anyagom van, de állandoan változik, nap-mint-nap. és szerintem ez a baj, ha az ország bármely részére elmentek, expedicios formában, azaz busszal, többen egyhelyre, PL Briki-hez, ott láttok gépoet, de akár ide is, viszont a probléma fent marad, a jó gép, milliok, ami kellene hozzá, szárito, stb nincs, a szalma, fürészpor, SOK nincs, a darálo, ami kellene a Forgács ledarálásához, speciális igény, a oénz rohadt kevés van, mindenkinek, de akinek van az vesz, gépet::Lehet hogy én igen hűlye vagyok, de kb t0 éve kinlodom, mert igenis kinlodom, darálokkal, brikettálokkal, hasito, és ami azzal kapcsolatos, hogy fent tudjunk maradni, ebben a nehéz helyzetben, hát merem mondani, nemnagyon sikerül semmi. Az legtöbb forumon vannak KOMOLY MÉRNÖKÖK, nagy tudásu emberek, akik adják az adatokat , segitteni probálnak, ezek közt van nagy szakember is, mégis a haladás lassu, szinte semmi, egykét kivételel, ha valaki leül, és becsülettel kiszámolja, mit, mikor, kezdett el, és mi lett belöle, az menyibe kerül, HÁÁÁT!! megdöbbenne. EZ CSAK RÁM vonatkozik, lehet hogy nektek sikerűl, legyen szerencsélye mindenkinek ebben és másban is.
Precíziós acélöntvényből drága lenne? Egy haverom szalmaprésekhez önt ezer féle bütyköt, csakhogy viaszminta kell. Már öntettem turbinát úgy hogy én faragtam ki a viaszt.
IGY VAN, már én szolni sem merek, az öntvény NEKEM semmit nem birt ki, lehet hogy a csere gyors, de az anyag, lehet hogy a gondolat jó, de nekünk az anyag nem lett jó, eltört, és hamar, szerintem is husdaráloba jó, ezek a gépek azért vannak milliokba, mert ilyen goromba árakat mond, mindenki, a rég öreg pad már nem is jó??? csak a FULL tecnika Fiuk.
Akkor a szorítást úgy oldod meg: ha jól vettem ki a videóból, hogy a csővégén felülről kb: 5cm-es db le van vágva és ezzel szorítod a már kész brikettet? A szorító munkahengert tartó állványon pedig azért van keresztbe az az "áthidaló", hogy a levágott cső ne tudjon előre csúszni a brikettel! A tartály alján mozgó keverőre lenne egy felvetésem: ha több keverő lapátot tennél az aljára akkor kisebb fordulat is elég lenne így akár kisebb motor és kevesebb fogyasztás! :D Csak egy ötlet
Megtalált a brikettáló tulaja e mailben,gondolom olvasta a fórumot.Nagyon korrekt volt azt mondta nincs akadálya,hogy méregessünk egy kicsit!A többit azoknak akik eljönnének velem.
Hidraulikus esetén a főmunkahenger falvastagságának 7 mm elég?Vagy milyen vastag falú kell? illetve a préscsövet ha félbevágjátok, teljes hosszába? ha pedig nem akkor felülről bemartok egy piskóta formát mint egy reteszfészket? és azon keresztül szorítjátok a brikettet?
Érdeklődnék tőled hogy te hova valósí vagy? Láttam már írtál is az embernek a vaterára. Kíváncsi leszek mit válaszol neked? Vajon hol van baranyában? De ezt mindjárt megkérdezem én tőle!
A csigás link érdekes!Figyeljetek, írok az embernek a vaterára,hogy némi apróért elmehetnénk-e egy páran kicsit méregetni!Mit szóltok hozzá?Ha nem jön senki én akkor is elmegyek,de azért több szem többet lát!Meglátjuk hátha érdekli a dolog.
Sziasztok!Ezt nézzétek meg mire bukkantam: http://www.vatera.hu/papirbrikett_pres_elado_1_forintert_161741507.html http://www.vatera.hu/brikett_gyarto_gep_161799210.html Szerintem nagyon jók!








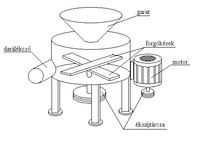
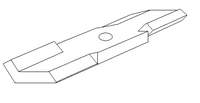
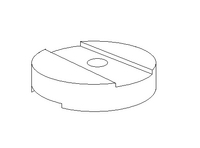

 Kép a darabokról.
Kép a darabokról.

























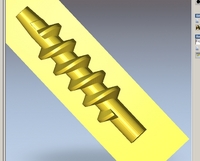







 Remélem érthető, a kép alapján. Zsozé
Remélem érthető, a kép alapján. Zsozé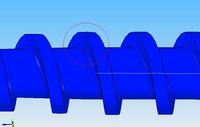







 zsozé
zsozé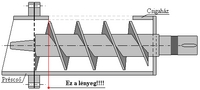

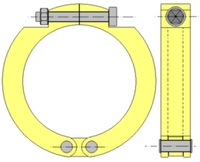

 Szerintetek müködö képes lenne e a képen látható tömörítő cső a vietnámi kicsinyített mása. A válaszotokat előre is köszönöm.
Szerintetek müködö képes lenne e a képen látható tömörítő cső a vietnámi kicsinyített mása. A válaszotokat előre is köszönöm.




 brutális felbontásban készült a kép ezért ki kellett vágni a lényeget mert annyira nem lehetett lebuttani.
brutális felbontásban készült a kép ezért ki kellett vágni a lényeget mert annyira nem lehetett lebuttani.