Csak mert sok frekiváltó és villanymotor volt mostanság téma.:-)
Az alábbi köszörű motorjának a szétdöntése és csillagpont keresése sikerrel! És mindezt csak azért, mert nincs három fázisom a műhelyben és frekiváltóval hajtok mindent.
Kivezetem a három plussz drótot, "visszavarrom" amit szétbontottam, kis lakkot is kap, azt hajrá.:-)
És akkor újabb érdekes adat jött elő az aszinkron (kalickás) motorok frekvenciaösszefüggéséről!
Szóval, ha például frekvenciaváltóról hajtunk egy motort - és most ne bonyolítsuk, legyen sima 3f/3f a frekiváltó, legyen minden fesz jó érték -, és elkezdjük tekergetni a motor fordulatszámát a frekvenciával, azzal bizony pont ugyanúgy tekergetjük a motor által leadott max teljesítményt is!
Ha lassítjuk, akkor a teljesítmény csökken, ha gyorsítjuk, akkor a teljesítmény nő!
Ha jó hajtásunk van, akkor a fordulattól csak kis mértékben fog változni a motor nyomatéka (változni fog, de nem akkora mértékben, mint a fordulata, tehát mondjuk, hogy nem változik), és ez az ami félre vezető lehet.
Lefogni ugyanolyan nehéz, de közben a leadott teljesítmény mégis változik, mert a teljesítményben benne van az időfaktor is - nagyobb a teljesítményed, ha ugyanazt a munkát gyorsabban csinálod meg-, tehát a lassabb forgás kisebb teljesítmény.
Ezért nem túl jó, ha nincs például az esztergán rajta a sebváltó, csak egy frekiváltó, mert a fordulattartományt ugyan átfogjuk vele, de éppen a kis fordulatoknál kéne nagy nyomaték - kis fordulat nagy átmérőjű munkadarabnál kell, ott meg nagyobb nyomatékigénye van a késnek -, viszont az ott kábé ugyanannyi mint a nagy fordulatoknál, ami kevés is lehet.
A sebességváltó nem csak sebességet, de nyomatékot is vált - fordított arányban.
Ha valahonnan importálunk, vagy exportálunk áramot, akkor két feltételnek mindenképpen teljesülnie kell:
a két összekapcsolódó hálózatnak a pillanatnyi feszültségértékének azonosnak kell lennie, és a frekvencia sem térhet el egymástól.
A pillanatnyi fesz azt jelenti, hogy a két hálózat szinkronban fut, mert ha most éppen egyforma is lenne, amint nem futnak szinkronban, a következő pillanatban már más lenne a feszültség pillanatnyi értéke, és az így létrejövő feszkülönbség azonnal elkezd mindenféle káros dolgokat művelni a hálózatban.
Tehát a szinkron azt jelenti, hogy minden időpillanatban ugyanannyi a feszkó.
És ez azonnal hozza magával a frekifüggőséget is, hiszen ha a freki nem azonos, akkor is feszkülönbség lesz valamelyik időpillanatban, ami a fent vázolt problémát okozza.
Tulajdonképpen a két feltételt lehet egyként is megfogalmazni: minden pillanatban legyen minden egyforma.
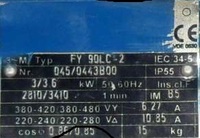
De erról a két sorról is rosszul, vagy félreérthetően beszélsz, mert az mindkét esetben három fázisú meghajtásról beszél, csak leírja, hogy csillagban és deltában mekkora feszre lehet rákötni a motort, és hogy ott mennyit vesz fel.
Azt még a főorsóban is tudom nyitni-zárni, ki sem kell szedni egy fúrócseréhez. A körmöskulcsost már igen. Pont ez a problémám most, egyedi cuccok mennek, mindegyiknél csak 10-15 perc szórakozás a fúrók cseréje.
El kell mennem aludni ,mert ezt baromira benéztem.Isten bizony azt hittem a hegesztős topicon vagyok. hát nem . Egy forgácsoló gépnél meg nem tökmindegy hogy 50 vagy 60? Csak a fordulat változhat ,de ha vezér vagy vonó is megy akkor meg megint tök mindegy.
Jó kérdés, nem ismerem a hálózatot, lehet, hogy olyan helyre táplálják be ami nincs közvetlen kapcsolatban az EU-s hálóval. A rendszer olyan, ha szétesik a frekvencia, akkor automatikusan leválasztódnak az egyes alhálók, tehát elvileg kezelhető egy szabálytalan import vellany is.
Nem gondoltam, hogy ekkora különbséget okoz 10Hz eltérés.
Mekkora a szabványos tűrése az itthoni 50Hz-nek? Az egyik órás mondta, hogy a hálózatról működő (és vezérelt) órák azért nem pontosak, mert Magyarországon nem stabil a Hz.
A feszültségnek 230V +-10V az értéke. Ezt tudom biztosan.
Ti valószinű afelső sor kilowattjaira gondoltok ,én mag az alul lévő két sorra. De valószinü ez egy inverteres gép igy annak az elektronikája minden variációt ,ugy frekiben mint feszültségben lekezel.
Akkor kérdezném .:zerintetek hol a pikulába van nálunk 60 Hz? Valóban a két frq közt van különbség áramfelvételben.Az hogy mi jön az az MVM -en mulik. Szerintem a kolléga meg nem erre gondolt .hanem a másikra.De én sem vagyok tévedhetetlen .(:-)))
Na, már megint megkeverik a jóemberek a gyanutlant!
Igen, a 3kw az 50Hz-hez, a 3,6kw pedig a 60Hz-hez tartozó teljesítményfelvétel.
Ez ugye azért van, mert a teljesítmény az szögsebesség szorozva nyomatékkal. A nyomaték az áamtól a szögsebesség meg a frekitől függ. Így a nyomaték marad, de a szögsebesség nő a nagyobb frekin, tehát a leadott teljesítmény is nő.
50Hz-en 220-240 voltot kaphat egy tekercs (egy fázis tekercse), míg 60Hz-en ez az érték feljebb mehet, 220-280volt közötti értékre.
Ez azért van, mert a magasabb frekvencián a tekercs impedanciája nagyobb, ezért kisebb áram folyik rajta ugyanazon a feszültségen, és így nagyobb feszre fel lehet emelni anélkül, hogy az áram túl nagy értékre nőne.
A normál, itthoni háromfázisú hálózatra csak csillagban lehet felkötni!
Nem csak a Tungsramnál dolgoznak így a köszörűsök. A szimikronos időszakomban a furatköszörű gépen használtunk csak tokmányt, és ott is ez volt a módi. Viszont esztergán még nem láttam ilyen megoldást!
Az én esztergámon legalább 0,05mm a tokmány hibája, de a főorsó csapágyazásában sem vagyok biztos.
Majd, ha rendben lesz, akkor újra szabályozom a hátlapot. Addig sok értelme nincs.
Pályafutásom alatt sok tokmányt illesztettem, mindig pontosan méretre, de a köszörűs társaim eltolható tokmányban dolgoztak, hogy a centírozás könnyebb legyen, a lazábbra fogott tokmányt át ütöttek ahova kellett, mind ez szerszám műhelyben történt/Tungsram/.
Meglepődtem a tokmány illesztő perem aláesztergálással kapcsolatban. Beszéltem ma is egy szakival aki szintén alkalmazza több gépnél ezt a módszert. Akikkel beszéltem erről a témáról azok kb. fele szerint lehet alkalmazni a másik fele szerint nem helyes a módszer. Én azt hiszem nem fogom alkalmazni.
Arról nem is beszélve, hogy innentől a gép akár munkadarab nélkül is rossz tömegközéppontot ad, ami állandóan rázza a gépet, rongálja a csapágyakat, lengeti a főorsót, ami ettől nyilván rugalmasan hajlik, tovább rontva a megmunkálás minőségét.
Megnéztem azt a vállat az AT125-nél a neten. Hát tévedtem. Viszont abban nem, hogy sokan panaszkodtak a méretpontosságára, borzasztó! Na aztán ekkor jött a "megesztergálás" és utána a már említett helyre kocogtatás.:-)
Azt az első "leszúrásnál" már el is mászott és megint szar.
És minden bizonnyal lehet neki eladó gépe is, ami azon kívül, hogy felújított 40 éve a saját tulajdonában van. Ezért nem olcsó, de így is alkalmi vétel.
Képzeljétek, én mintha egyszer régebben olvastam volna egy modellező fórumon, hogy pl .AT125 kis kínai kombiesztergánál, nincs illesztő váll a tokmánytárcsánál!!! Erre most nem esküszöm meg, de valami ilyesmi volt, ezért is maradt meg bennem.
Na ott csinálták, hogy csavar fellazít és addig ütöget, míg "jó nem lesz" :-)
Mondjuk az kis gép, nincsenek akkora erőhatások és faragni így is lehet vele és talán nem mozdul el. Ettől függetlenül még gagyi megoldás.
Bocs, ha netán olvassa egy AT125 gazda és nem így van, de én erre emlékszem.
Talán nem a gépet kellene a munkadarabhoz igazítani! Ha még máskor is használni szeretnéd!
Gondolom ismered annak a fogadósnak a történetét, aki - azért, hogy mindig elkérhesse a kialkudott éjszakai díjat, - a kiadott ágyhoz igazította a vendéget?
Ha a vendég kisebb volt, akkor addig nyújtotta, amíg végig nem ért az ágyon.
Ha meg nagyobb volt, akkor levágott a lábából!
Komolyra fordítva a szót:
Ha a munkadarab üt, akkor először a munkadarabot kell megnézni, utána a tokmány pofáit.
Esetleg ki kell cserélni a tokmányt.
Mindenesetre a a leírt tanácsot nem javaslom, 55 év alatt nekem ilyesmi soha nem jutott eszembe.
gyors megoldás lehet, ha a tokmány pofái és a munkadarab közé vékony lemezeket teszel, addig, amíg nem sikerül beállítani. (Ezt ékes magyar nyelven bejlagolásnak nevezik.) Ezt le lehet ellenőrizni indikátor órával.
Azt mondom hogy ördögtől való dolog :-) Hiszen az alakkal záró illesztést átváltod súrlódással való illesztésre.
Ha megteszed akkor soha sem lehetsz biztos, hogy egy tagolt felületet esztergálva az ütés szerű terhelés hatására nem megy el a tokmány ( és vele a munkadarab ) törve anyagot, kést, gépet. Inkább keresd meg mi az ami nem fut és azt javítsd meg. Lehet hogy felütés van a tokmány peremén, vagy szabályzatlan a pofa, vagy esetleg az egész szét van kopva.
Azzal kapcsolatban szeretnék kérdezni, hogy a tokmány menesztő tárcsa illesztő peremét alá lehet esztergálni egy kicsit és elütni a tokmányt? Egy esztergályos javasolta arra az esetre, ha a munkadarab nem fut rendesen. Ez egy megszokott módszer, vagy az ördögtől való? Kezdő vagyok, hobby szinten esztergálok.
5db van belőle, ebből három 1. fokozat, kettő pedig harmadik, ha egyáltalán volt közötte mégegy. A külső átmérő 48, (az egyes fokozatnál 46.5) és 11 menet jut egy colra a menetfésű szerint. Havonta egyszer-kétszer járok Hatvan felé, majd egyeztetünk.
20 éve pakolgatom ezeket jobbra-balra, úgyhogy pár héten belűl megy a vasba. Ha valakinek kell belőle és Gyöngyös környékén jár, szivesen adok belőle. Nem újak, de még használhatóak, és nincs meg minden méretből mindhárom fokozat. Felső sor balról jobbra. 7/8", M42, 1 1/2", M30 metsző, talán M33 talán 1. fokozat, M30, M27, M24, M22, legalsó sor M20, M18 és M16 csak egyes fokozat.
Köszi válaszod,mindenképp akarok legalább 5-8 kést csinálni,közbe végig gondolva hogy mire is kell,átmérőzés,oldalazás,zsákfurat,átmenő furat,beszúrás stb.
Most találltam lapkákat 3 fajtát de mind rozsdamentes anyaghoz való,majd kiderül jó lesz-e.
Egy nem túl hegyes rombusz alakút és acélhoz valót. Azzal alut is tudsz, persze nem lesz az igazi de szódával elmegy, az alakjából adódóan meg sok irányba beforgathatod, oldalazhatsz is meg átmérőzhetsz is vele.
De alapvetően 4-5 kés alatt nem tudsz normálisan dolgozni, plusz a lapkák többféle anyagcsoporthoz, de minimum kettő, acél és alu. Az alu jó a műanyaghoz is, az acél a sárgarézhez. Csak ugye egy ilyen szortiment lapkás kések esetén már bőven meghaladják egy kis kínai eszterga árát, szóval nehéz ügy.:-)
Egy kis segitség a szakiktól,ki szeretném próbálni a váltólapkás késeket a kis kecskelábas gépemen,tudom hogy komolyabb nagyobb gépekhez,nagyobb fogásmélységhez és nagyobb forgácsolási sebességhez tervezték nagytöbbségüket de egyik ismerősöm szerint elég jól használható kis kinai gépen is. Szóval szeretném kipróbálni csak annyi fajta van hogy a választásba jó lenne egy kis segitség. Tudom nagyonsok mindentől fűgg azt hogy milyet válaszak (esztergálandó anyag,átmérő,f mélység,vágósebesség stb). Olyasmit kellene választanom ami legközelebb áll az álltalános felhasználáshoz.
Köszönöm a tippet, már korábban is láttam ezt a hírdetést, fel is hívtam őket. De szeretnék esetleg egy másik lehetőséget is találni, mivel több minden is kellene ami már nekik nincs meg. Azt remélem valaki más is árul alkatrészeket E1N hez kevésbé drágán.
Üdvözlöm a fórúm társakat! Ismét a segítségeteket kérném nálunk a cégnél van egy EE800/3000 eszterga az lenne vele a gond hogy, (lehet hogy hülyén fogalmazok ) a tokmányt nem fékezi szinte már semmi, ez igen kellemetlen a kollégáknak pl. menet vágásnál nem fékezödikle a hajtás és így "túlfut a gép " az lenne a kérdésem hogy ennek a gépnek milyen a fékje van? És hogy lehet rajta állítani? előre is köszönöm V.G
manapsag hol lehet gyorsacel kest beszerezni? kicsi kellene 2x2, 3x3mm-es keresztmetszet. mar nagyon reg vettem ilyeneket (anno a noniusban) de megint szuksegem lenne nehany darabra. bp-en (legjobb lenne belsobb keruletekben valahol...).
Olvastam itt a fórumon az x61w típusú marógépével kapcsolatos írásait van nekem is egy ugyan ilyen gépem csak verikál fej nélkül szeretném felvenni a kapcsolatot.
A 350 es Evig bakköszörűmet 25000 Ft -ért vettem igaz MÉH telepen. Hibátlan volt csak be kellett dugni és azóta is teszi a dolgát. A 300-as 45 pénzbe került. :-(
De ezt senki nem hívja, mert ez már nem eladó, már megvettem!!!!! A idős mester még mindig megújítja a hirdetést, pedig nincs neki több gépe. Gondolom, jön az apródtól a megújítási lehetőség és rákattint.:-)
Lehet felhívom, segítsek neki, de kell majd hozzá a jelszó, ki tudja meg van-e.:-)
220V-tal gyenge lesz az, nem érdemes kondizni. De ha van 3 fázis akkor ok lehet, persze nagy anyagleválasztást ne várjon tőle, legalább is rövid idő alatt.
Én inkább egy nagyobbra várnék. Nekem is van 175-ös, de meguntam, hogy sok idő kellett sokszor a köszörüléshez. Élezni jó, meg holkerhez stb.. Aztán az egyik oldalára vettem a piacon egy orosz gyémántos korongot.
Így már kicsit jobban tudok variálni, de még mindig jó volna kisebb ármérőjű kővel egy gép, hogy ne kelljen szerelni.
Na persze, hobbinál mondhatjuk, hogy van idő, de azért mégse így van.:-)
az nem e lehet esetleg hogy a (nem birtam) nem lehet szerintem leszedni menesztőtárcsát és hogy csucs között lehesen meghajtani anyagot esztergán szivel ara valo lene
Megcsináltatod Te azt a motort köszörűnek, de ne rakjál rá 300-as követ, azt akkor semmi gond. Vagy tényleg vegyél inkább egy magyar asztali gépet, vagy olcsóbb pl. oroszt.
***
Az a fűrész jó, csak az a zártszelvény "csúszka" elég gáz...:-) Van a neten még sok video, vannak ott ötletesebb megoldások.
Ma én is megkezdtem a 300-as köszörűm rendbetételét. Ezt a gépet fillérekért vettem az apródon, hetekig fent volt, a kutyának sem kellett, ráadásul 5 km-re volt tőlem. A végén még 6db vadi új követ is kaptam és egy spéci gyémántos szabályozót és egy marék kúposszárú fúrót.
Figyelni kell a hirdetéseket és lecsapni.:-) Szóval nem igen érdemes építgetni..
Ezzel a géppel sokat köszörültek, ez majd látszik a fotókon is, hogy mennyi lerakódás volt a burkolatban, de rátettem az indikátor órát a tengelyek végére századon belül fut.
Azért egy 300-as követ megforgatni, nem árt egy masszív mechanika, úgy összességében értve. A motor is rendesen le kéne fogatni stb... Ha valami elszabadul csúnya világ lesz. Jó meg kell tervezni.
Ha csak nem egy lassan forgó vizes köszörű lesz.:-)
Inkább 10 vagy 12-es imbusz csavart használnék. A szorító hüvely illeszkedjen pontosan a tengelyre. Az követ fogó alátétek közül a belső legyen szorosan a tengelyen, míg a külső készülhet egy darabból a hüvellyel. A alátétek szorító felületét esztergáld be hogy csak kívül fogjon egy kb 15 széles gyűrű mentén, és oda ragassz kartonpapír betétet. A belső tárcsa a lehető leghosszabb részen illeszkedjen a tengelyre, ha lépcsős a tengely akkor a tárcsában is legyen lépcső.
Nekem volt ilyen esztergám. Az ékszíj feszítését egy görgővel oldották meg, annak a tengelyére hasonlít a kérdéses alkatrész. Nekem még egy kb 25-30-as átmérőjű öntöttvas henger is volt a tengelyen.
Ha nincs az alaplemezen egy ilyen alkatrész felszerelve, akkor ez lesz az.
"Most te azon reklamálsz, hogy valamelyik hozzászólásban el lett írva a csillag/delta jelölés sorrendje a feszültségekhez képest."
Igen, mert nem ugyanazt jelenti!
"És bekötnél 3x400V-ra egy 230/400V vagy 400/230V jelölésű motort deltába. Pont ezért égetted volna le a motorodat, nem pedig azért mert kispórolták belőle a rezet. És nem is azért ütötték be a * jelzést..."
A 230/400V-os motornak 400 V-os a tekercelése, tehát az be is kötöm. Ugyanaz mint egy fix deltába kötött, csak ki van hozva az összes tekercsvég.
Egyébként meg nyilvánvalóan más tömegű rézhuzal van egy 230V-ra tekercselt motorban, meg egy 400V-ra tekercseltben, ez az én szememben spórolás, így értettem.
"- egy motoron ott van bármilyen relációban, hogy 230V, akkor azt frekiváltóval lehet deltába kötni, ha a frekiváltót 230V/1fázis táplálja"
Talán annyit javítanék, hogy "lehet" szó helyett a szükségest használnám. Ugyanis a frekiváltó amit 230V betáppal működtetsz annak a kimenetére deltába kell ráakasztanod a mocit.
Csillagban is "lehet", de nem fog menni, legalább is normálisan nem. Mert a frekiváltó 3x220V-ot ad ki és ha te ezt a csillagba kötött mocira adot, akkor a 2 tekercsen oszlik meg a 220V. ( Fázisok között)
Tehát akkor elvileg sincs olyan motor, hogy *400/D400, mert akkor az *660/D400 lenne, legfeljebb 400/400-at írnak rá, mert nem akarják összezavarni a villanyszerelőket.
Annyit még megjegyeznék, hogy a delta 380/delta 400 voltos motorok, melyek ugye 660-690 voltról járhatnának csillagban is, szép számban akadnak, mivel a bányákban jellemzően ezt a feszültséget használták.
- egy motoron ott van bármilyen relációban, hogy 230V, akkor azt 3 fázisú (400 voltos) betáppal csak csillagba lehet kötni
- egy motoron ott van bármilyen relációban, hogy 230V, akkor azt frekiváltóval lehet deltába kötni, ha a frekiváltót 230V/1fázis táplálja, de 400V-os három fázisú betápról már frekiváltóval sem
- egy motoron ott van a *400V vagy Y400V de nincs ott a DELTA400V, akkor azt is csak csillagban lehet 400 Voltról járatni
- egy motort csak akkor lehet 400V deltában járatni, ha a DELTA400V rajta van, ez esetben (teoretikusan mert ilyen fesz mifelénk nincs) *-ban lehetne 660 Voltról is küldeni
Nyilván a kivezetések száma és bekötése itt még korlátozhat, de alapesetben a fenti a helyzet.
Jól értem a dolgot? A szakik nyugtázzák le kérem szépen!
Ráadásul nagyon gyakori az, hogy a motortábla készítésekor az az egyszerű munkás a beütőket fordított sorrendben fogja a kezébe, és úgy üti be.
Nem egy olyan motort láttam, amin csillag/delta sorrend volt.
Ettől még a moci az ami.Nem eszerint teszünk különbséget, hogy hova köthető, hanem aszerint, hogy a feszértékek közül melyik a kisebb, mert arra a feszültségre tekerték a tekercseket, egy tekercs annyi feszt bír el.
Vita felőlem is lezárva. Úgy érzem mindent megtettem, hogy senki ne égesse le rossz bekötés miatt a mociját.
"Most gondolj bele annak a helyzetébe, aki ténylegesen nem látott még ilyet. Kicsit össze fogja keverni a jelöléseket, mert nem pontosan azt írjátok le, amire gondoltatok!"
Ezek után már biztos...
Akkor utoljára írom le, mert ezzel én lezártnak tekintem részemről a dolgot és mindenki úgy köti be a motorját ahogyan akarja, aztán majd kiderül mit alkotott.
Szóval ha most csak azt tekintem, hogy adott egy 230/400V vagy 400/230V-os adattáblájú motor és most direkt nem írtam a csillag/delta jelölést, akkor az tuti biztos, hogy ha te ezeket deltába kötöd, akkor lefülstöl!!!
Ha van egy 400V * jelölésű ( ebben egyet értettünk) az is lefültöl deltában. Ha van egy 400V delta jelzésű, az mehet deltában és csillagban is és ugyan az, mintha azt írták volna, hogy 400/690V vagy 690/400V Természetesen ha rendelkezik a kapcsoláshoz szükséges tekercsvégek kivezetéseivel.
Most te azon reklamálsz, hogy valamelyik hozzászólásban el lett írva a csillag/delta jelölés sorrendje a feszültségekhez képest.
És bekötnél 3x400V-ra egy 230/400V vagy 400/230V jelölésű motort deltába. Pont ezért égetted volna le a motorodat, nem pedig azért mert kispórolták belőle a rezet. És nem is azért ütötték be a * jelzést...
Nem beszéltek hülyeségeket, de rosszul (pont fordított értelemmel) volt leírva a mondandótok.
Én nem kötözködni akarok, de mindent nevezzünk a nevén, és ez nemcsak nekem tűnt fel ebben a vitában.
Most gondolj bele annak a helyzetébe, aki ténylegesen nem látott még ilyet. Kicsit össze fogja keverni a jelöléseket, mert nem pontosan azt írjátok le, amire gondoltatok!
Vedd már észre légy szíves, hogy végig pont fordítva írtátok a jelöléseket!
Amiről ti itt beszélgettetek, az a 12483 sz. hozzászólás első képén levő 6 kivezetéses motor!
Azon viszont 380/220 Y/Δ van, és nem ír senki hülyeségeket, de amit írtatok eddig az csak erre igaz! Oda kellene figyelni a jelek sorrendjére, mert ahogy leírtad az elején, az mást jelent, mint amire gondoltál.
A második képen lévő motor valóban ahogyan írtad, fix Δ. De ha egy ilyen tekercseléssel ellátott motornak mind a 6 kivezetését kihozzák akkor az pontosan ugyanúgy köthető deltába és csillagba is, és nem fog leégni, valamint 220/380 V lesz a tekercseken a feszültség Y/Δ üzemben.
"Ha az a második moci csillag-delta jelölésű lenne,akkor csillagban akár 380 *gyök3=658voltról is járatható lenne. Akkor arra a motorra 380/660 Δ/Y jelölést tennék!"
Tehetnék azt a jelölést is valóban!
Nem tudom miért kell egyből hülyének nézni a másikat...
Amúgy nem tűnt fel még senkinek, hogy többen is "hülyeséget beszélünk" az említett motorok bekötéseivel kapcsolatban. Ráadásul Feri, Pityesz és én is ugyan azt... Bocs, ha valakit kihagytam.:-)
De régebbi hozzászólások között is vannak jópáran, akár a frekiváltóval kapcsolatban.
" "Egy motor, amire ráírják, hogy 230/400 volt Y/Δ az pusztán a lehetőségek tárháza." Amit te is leírtál azt értelmezd légy szíves!
230V Y, azaz Y kapcsolásban ha 400V-ra kötöd a motort , 230V-ról megy egy tekercs.
400V Δ, azaz Δ kapcsolásban ha 400V-ra kötöd a motort, 400V-ról megy egy tekercs.
Az ilyen motor igenis üzemeltethető 400V-ról delta kapcsolásban, ha tetszik, ha nem!"
Ez így ahogy van nem igaz!
Egy ilyen jelölés a 230 voltos tekercsekkel ellátott motort jelöli.
Az a motor, aminek a képét másodjára betettél, ha hat kivezetéssel lenne ellátva, akkor lenne csillag-delta jellel is ellátva (azért nincs most, mert fixen deltába kötötték belül).
Csakhogy!
Ha az a második moci csillag-delta jelölésű lenne,akkor csillagban akár 380 *gyök3=658voltról is járatható lenne.
"Egy motor, amire ráírják, hogy 230/400 volt Y/Δ az pusztán a lehetőségek tárháza." Amit te is leírtál azt értelmezd légy szíves!
230V Y, azaz Y kapcsolásban ha 400V-ra kötöd a motort , 230V-ról megy egy tekercs.
400V Δ, azaz Δ kapcsolásban ha 400V-ra kötöd a motort, 400V-ról megy egy tekercs.
Az ilyen motor igenis üzemeltethető 400V-ról delta kapcsolásban, ha tetszik, ha nem!
Milyen törvény van erre, hogy ez le fog égni?
Ennek a tekercselése eleve 400V-os...
Az a baj tudod, hogy a motorokon általában pont fordítva van a dolog 400/230 Y/Δ (a régebbieken 380/220), és ebben az esetben lesz igazad. Az valóban leég!
Volt itt a fórumon olyan akinek ez a lényeges különbség feltűnt! :)
Én egyszer nem írtam olyat, hogy 400/230 Y/Δ tehát:
400V Y, azaz Y kapcsolásban ha 400V-ra kötöd a motort, 230V-ról megy egy tekercs.
230V Δ, azaz Δ kapcsolásban csak 230V-ról mehet egy tekercs.
Így természetesen 230V-os a tekercselés, és az le is ég.
Viszont szerinted miért csinálták a legtöbb motort ilyenre?
Persze ez tiszta sor.De amíg nem vesz frekiváltót,addig tudná használni deltában.Nem hiszem hogy minden fúrásnál ki is használná azt az 1.8KW-ot.Mennyit tudhat úgy a motorja,1-1.2kw?Többet érne mint nézni hogy van,de nem tudja használni.
Elképesztő káosz van a fejekben ezzel a háromfázissal kapcsolatban.
Egy motor, amire ráírják, hogy 230/400 volt Y/Δ az pusztán a lehetőségek tárháza.
De ettől, hogy te mit gondolsz eről, még nem igaz, amit gondolsz.
Egy ilyen motort a mai, magyar háztartási szolgáltatás keretében elérhető 3x400 voltos hálózatra csak csillagban lehet bekötni, mert különben leég.
Egy ilyen motornak minden tekercse fázisonkánt 230 voltra van tervezve, és mivel ha csillagba kötöd, és úgy teszed a 3x400 voltos hálózatra, akkor a tekercsekre egyenként csak 230 volt jut, így nem terhelődnek túl, és nem égnek le.
De ezt a motort deltában nem kötheted a 3x400 voltos hálózatra, mert akkor a 230 voltos tekercsekre 400 voltot adssz, és leégnek.
Ugye ez most csak vicc volt. Azt azért Te sem gondolod komolyan, hogy egy 230/400V-os motort attól függően lehet csillagba vagy deltába bekötni 3x400V-ra, hogy éppen spóroltak a rézzel vagy nem.
Hivatalosan nem, mivel így csak figyelmeztetnek, hogy deltában a motor nem használható. Régebben volt olyan az elektromos hálózatok túlterheltsége miatt, hogy "takarék" üzem. Na ekkor megfeleltek a csak csillagban használható motorok is.
Gyakorlatilag viszont egy épkézláb 230/400 V-os motorhoz képest ez a lényeg... :)
Tudomásom szerint a motorok adattábláján rajta vannak a jelzések, hogy csak csillagban, vagy csillag-delta kapcsolásban is mehet -e a motor.
Általában a 230/400V a csillag-delta kapcsolásra vonatkozik, tehát csillagban egy tekercs 230V-ról, deltában 400V-ról mehet. A tekercselőhuzal keresztmetszete tehát az ilyen motorban akkora, hogy 400V-os tápfeszültségről is üzemeltethető, káros melegedés nélkül.
Az már más kérdés, hogy a rézzel való takarékoskodás okán egyes műhelyek megtekercselik a háromfázisú motorokat csak kisebb keresztmetszetű huzallal. Ennek az az eredménye, hogy csak csillagban mehet a motor, mert különben leég, mivel a tekercsek túlmelegedhetnek.
Nekem van EVIG szervizből kikerült motorom, amit majdnem leégettem, mert ezzel az eljárással készült, csak figyelmetlen voltam, és nem vettem észre az adattáblán a * jelet, tehát azt hogy a motor csak csillagban mehet, és bekötöttem deltába. :)
Az, hogy magyarországon csak 220v-ról mehetne egy háromfázisú motor, finoman szólva helytelen állítás.
Mivel ha csillagba van kötve az áram 2 tekercsen halad át, és az az áram 400V amit kap.
Ha deltába kötöd és úgy adod neki az áramot ugye a mi fázisok között 400V akkor csak egy tekercsen halad át. és leégeti a motort. ez a 220/380V motorokra vonatkozik.
Vannak olyan motorok amikre általában az adattáblán felvannak tüntetve Delta 380V. azt deltába kell kötni üzemszerüen és csillagban inditani a nagy áramfelvétel miatt és bizonyos esetekben a lassabb inditási nyomaték miatt.
ezek a motorok csillagban kb 65% át adják le a teljesitményüknek. mikor kipörgött átkapcsolják deltába. hogy a motor névlegs teljesitményen működjön.
Itt a tekercsek egyenként 400V os feszültségre vannak tervezve
Magyarországon egy háromfázisú motort,aminek az adattábláján 230/400 ( 220/380)V van írva, csak csillagba kötheted be, mert különben lefüstöl!!! ( De ezt mág Feri elmondta...)
A háromfázisú motor 3 fázissal való bekötésénél szó sincs nulláról.
Abban valóban igazad van, hogy egy fázisvezető és a nullavezető között mérhető fesz. az 230V.
Bármely két fázisvezető között mérhető fesz. pedig 400V.
***
Magyarországon egy háromfázisú motort,aminek az adattábláján 230/400 ( 220/380)V van írva, csak csillagba kötheted be, mert különben lefüstöl!!! ( De ezt mág Feri elmondta...)
Ebben az esetben a három fázisvezetők használjuk, NINCS nulla vezető!
***
Vannak olyan országok, nem Magyarország, ahol a három fázis nem 3x400V, hanem 3x200V, bármely két fázisvezető között mérhető fesz, csak 200V!!! Itt sincs sehol a nullvezető egy háromfázisú motor bekötésénél.
***
A fent említett motort abban az országban lehetne deltába kötve üzemeltetni.
***
Ha nálunk olyan motor kerül a kezedbe amelyikre 380/660V van írva, na azt kötheted deltába, ill. indíthatod csillagba.
***
DE, ha a fent említett 230/400V -os motorod, ami ugye csillagba van kötve, de nincs három fázisod és szerzel egy olyan frekiváltó, aminek 1 fázisú a bemente,( vagy 1 fázisról elmegy) annak a kimenete olyan, hogy kb. 3x220V-ot ad ki, ergo a motorodat ilyenkor a csillagból át kell kötnöd deltába, hogy megfelelően működjön.
Aminek hat kivezetese van, meg 230/400V felirat van rajta, akar van 3~ felirat akar nincs, az egy haromfazisu motor. Harom fazisra keszult, arrol lehet uzemeltetni. A reszleteket itt masok irogattak.
Szokas kondikkal megtamogatva egyfazis 230V-rol uzemeltetni, de a rairt teljesitmenyt messze nem tudja ugy. Van amire jo igy, de ez tulajdonkeppen kendacsolas.
Ami motor egyfazisra keszult, arra ra is van irva hogy 1f vagy 1~. Altalaban kell hozza kondi, de van kivetel. Az adattablan rajta is van akar hogy mekkora. Tobbfele van, van inditokondis, uzemi kondis, mindketto, ropsulyos inditokondi kapcsolos, horeles indito kapcsols, nyomogombos inditasu, stb. De ez nem ugyanaz mint a fenti kendacsolas, ezeknek a motoroknak eleve ilyen a tekercselese. Pl ket tekercsuk van a 3f motorok harom tekercsevel szemben.
Keresgélj még egy kicsit, mert szerencsével ki lehet fogni neked megfelelő frekiváltót a feléért is. Ráadásul így kényelmesen tudsz fordulatszámot állítani kb nullától a névleges kétszereséig. A frekiváltót a jövőben más géphez is tudod majd használni. Hidd el ez a legjobb választás.
Használt frekiváltót 40-50 között láttam szerintem a kondis megoldás olcsóbban kijönne.Ennyiért már motort is kapok ami 220v 1.5kw 1440 palást felfogatású.
Azon a fúrógépen egy viszonylag kis teljesítményű motor van. A neten vadászva tudnál hozzá frekiváltót beszerezni annyiért, mint amennyiből kihozod normális kivitelezésben az umformert.
Nemtudom de csak személyesen vegyed, én most futottam bele mejdnem egy kereskedésben olyan tokmányba aminek megvolt mindkét garnitúra, távozáskor mondtam poénból hogy bele kéne próbálni, és kiderült hogy volt két egyforma pofa tehát 1-3-3 a fordítottak közt. Volt még pár tokmány de vagy a pofák szélessége vagy a menetemelkedés nem passzolt, igaz nem sokkal csak szűk 1mm-rel, de az egyiken volt 8 míg a másikon 9 menet, csak egymás mellé téve tűnt fel . 5-6 tokmányból egy sem volt amiből át lehetett volna tenni, ugrott az üzlet.
Ha szépen megkérnélek eltudnád nekem küldeni a kapcsolószekrénynek a rajzát amit a videóban láttunk.Mert szereztem egy FO32 állványos fúrót amin 3 fázisú motor van 220/380v 6 kivezetéses és azt szeretném elindítani 1 fázisról már nézegettem a 1.8kw 1440 fordulatú 230v villanymotorokat de a palástfelfogatású mocik kicsit sokba kerülnek és mikor megláttam a videót megörültem hátha olcsóbban megúszom .
Köszönöm mindenkinek a segítséget. A keresgélésnél már figyelembe vettem a 230!400 voltot. A hálózatom új,azzal nem lesz gond,25 A-os kismegszakítóm van,az is elég. A keresztmetszet megválasztása nem ügy,mert villanyász vagyok,de nem akkora ász,hogy zsebből megoldjak egy ilyen üzemeltetést. Mégegyszer köszönöm mindenkinek.
Elméletben elég, mivel az E1N nagyobb motorja 1500W körüli. a 3kw motor határán van( elvileg eredményesen a fele teljesitménnyel lehet gazdálkodni., jól megkell választani a vezeték keresztmetszetet is. mert ha nincs elég áram erősség az unformerhez ugyan olyan lesz mintha egy 2kw os motorral csinálod nemfog kipörögni a eszt.gép motorja.
Én azóta nemis próbálkoztam más motort beüzemelni. a 2,2Kw teljesitmány nekem elég a kissebbik motor üzemeltetéséhez és a szivattyú, biztonsági trafó (24V világitás), és még apróbb gépek üzemeléséhez (pl szupport köszörü)
Persze hogy nem egyforma az értékek. mivel a motor értekek is mások, nekem az inditó kondi 120uF a üzemi kondik ( Fázisjavitó szerepet töltenek be) már nem emlékszem 10 vagy 12uF
én 2,2Kw os motorral csinálom ezt az egészet 2900fordulatuval. Lehet hogy régebben irtam, hogy érdemes lenne egy lendkereket tenni a z unformer motorjára, igaz az unformer inditásánál több időt venne igénybe a motor kipörgése, de hirtelen terheléskor ( pl eszt.gép inditáskor) nehezebben esik ki a fordulatbol.
Azért azt is vedd figyelembe, hogy mit tud a 230-as hálózatod. Mekkora a kismegszakító, nem leharcolt állapotban van-e, ill. nincsen-e más állandó fogyasztó.
Igaz, hogy az umformer motor terheletlenül indul,( Pityesz időrelével oldotta meg) de azért nem árt tisztázni előtte a dolgokat.
Nem tudom feltűnt-e hogy Pityesz gépe is egy E1N , ha nála működik, akkor Nálad is fog. Annakidején néztem a videót akkor elég világosan elmondott mindent, bár én már nem emlékszem a részletekre, de amarikai oldalakon is van hasonló, csak ott angolul makognak, annyit értek belőle hogy : Hé Joe ! :)
Szóval akkor kell egy másik motor pl. egy 3kW-os, azt bekötöd a Pityesz által is használt kapcsolásban és forgatod 1 fázissal, egyben pedig le is veszed róla a 3x400V-ot.
Nézd meg a kapcsolást, a youtubon is fent van, meg fogod érteni.
Ha kisebb motort használsz, lehet, hogy nem tudod meghajtani az E1N-t a nagyobb teljesítményű fokozatban..
A tekercselést kihagynám,magam is tekercselek trafókat,és nem kicsi az önköltsége. Az unformer jól hangzik, csak igazából azt nem értettem meg belőle, hogy egyazon motorról van e szó,vagy egy másik motort hajt meg vele.
Vagy megcsinálod Pityesz által is használt Umformert és használod róla úgy ahogy, vagy esetleg motort cserélsz. De ugye az peremes és csatlakozik a váltóhoz...
Esetleg egy motortekercselő megoldja, hogy deltába is tudd kötni a motort, mert csak ekkor fogod tudni használni a frekiváltóról! Eredeti állapotában nem férsz hozzá a csillagponthoz.
Sziasztok! A gondom a következő lenne. Van egy E1N padom, amin dahlander motor van. Három fázisról nem álmodok, és ezt a motort állítólag a frekiváltó se szereti. Azt nem tudom hogy Pityesz zseniális egy fázisu hajtása szóba jöhet e ennél a motornál. Ha valakinek van valami értelmes ötlete, azt szivesen fogadom.
Sziasztok! Strigon ME 1000 marógép olajszivattyúval valakinek volt- e gondja nem nyomja az olajat, lapátok mozognak a fedél lehet kopott ( be van maródva)? Köszönöm
Abszolut megegyezik az EMU 200-éval, azzal a különbséggel, hogy az elfordulás elleni pöcöknek a horony nem a menetes részében, hanem a kúpos részében van.
Ezt akár házilag is bele lehet marni, de elég jó számban futnak használtan is ezek a patronok.
Ha fortuna köszörű egyelőre nem is lett, de másik beszerzés igen. Egy idős úr felszámolta a műhelyét egyik köszörűje hozzám került ma délelőtt. Nagyon örültem neki, mert néha a kicsi gépeimmel nem halad a köszörülés.
Magyar Evig 300-as gép, ha lesz kedvem festeni stb, azt majd még megteszem, amúgy szépen megy.
Kaptam hozzá pár követ is, szürke és barnás színű békebeli kövek, egy darabig elég lesz.:-)
Ja és kaptam egy gyémántos szabályzót, mélyfúróknál dolgozott az öreg úr és egy fúrófej darabját felhegesztette egy szárra, marha jól használható, szuper, még nem láttam ilyet eddig. Plusz ajándékba pár fúrót is adott, elfogadtam.
Aztán a tegnapi beszerzés, egy körasztal és egy szelepköröszű??? vagy szerszámélező? Kicsit viseletesek, de majd megszépítem őket.
És ilyen jó időben már jobb kedvel dolgozgat az ember.
A fortuna köszörű használatát, a kemény anyagokat forgácsoló lapkák kiszorították. Az esztergán való munka a köszörűvel, nehéz, pontatlan, poros, nem ide való. Nagyon ritka esetekben/ tokmány pofa szabályozás/ elfogadható.
A pantográfomhoz való szerszámköszörűben a fortuna egy kivehető egység.
Na annak a belső megoldása nem olyan triviális dolog, erős rugóval feszített csapágyazás, csak az egyik csapágy van szoros illesztésben a házban, a másikat ez a rugó állandóan feszíti kifelé, egyrészt hogy ne legyen a csapágyaknak, és így a korongnak axiális kotyogása, másrészt a hőtágulás miatt muszáj az egyik csapágynak axiálisan elmozdulónak lennie.
Persze profi kivitelben. Kiciócó kínaiban lehet beraknak két mélyhornyút, azt jólvan.
Legolcsóbb ha valami normálisabb csapágyazású egyenes köszörűhöz csinálsz felfogót. Tokmány szabályzásra bőven jó, másra meg nem nagyon használja az ember mert sokat kell takargatni pucolgatni a gépet egy egy köszörüléskor. Az asztali köszörűm az egy nagy furatköszörű gép orsójából van, annak kb 70 lehet a külső átmérője, szóval elég masszív darab.
Most lehegy, hogy hülyén hangzik, de nincs kontrét dolog. Láttam kisebb esztergára felszerelhetőt.
Pl. el tudnám képzelni, tokmányfelszabályzáskor, vagy csinálnék patronokat, vagy mi ttudom én.:-) Ami adódik és megcsinálható egy ilyen masinával, nem kell máshová elvinnem.
***
Gondolkodtam, hogy egy valamilyen ipari egyenesköszörűt szerzek be és annak készítek felfogót. Gondolom az csak tényleg furatköszörülésre való.
De vannak a külön motor és orsó kivitelű cájgok. Azt hiszem te csináltál az orsójából asztali köszörűt.:-)
Szerintem azok a HSS lapok jó fognak lenni, én pár éve a MEH telepen találtam ,különböző hosszuságu HSS lapokat, faipari gépeken használhatták őket . Leszúrásra használom, és jól működik.
Pár napja vateráztam néhány hss leszúró betétkést. Készítettem hulladék vasból egy befogót. Első próbák alapján remekül működik. A tartósságában csak reménykedem a gyenge anyag miatt.
Nem is olyan nagy problémával állsz szemben. Nem is oly rég itt a fórumban írtam, hogy én házilag készítettem patronos tokmányt, ha vissza lapozol a nevem alatt , leírást és képet is találsz. Ha valami nem világos, szívesen válaszolok. Nagyon hasznos kis szerkezet, és fillérekből elkészíthető.
Szeretnék készíteni valami olyan alkalmatosságot az EMU250-es gépemhez, hogy a patronokat ne behúzószárral kelljen behúzni. Sajnos olyan kis helyem van a gépnél, hogy nem tudom betolni a behúzószárat, mert közel van a fal..:-(
Gyorsbehúzóm nincs, meg ha nem feltétlenül szükséges, nem is akarnék beszerezni. Gondolom az csak amúgy is szériamunkánál játszik az idő miatt. Én nekem meg csak hobbizgatásra kell.
Hátha van valamilyen otthon is kivitelezhető szerkezet, amit letudnék gyártani.
Van ezzel egy kis probléma, méghozzá az, hogy a fehérfém nagyon érzékeny a kenés kimaradására, tehát oda kell figyelni arra, hogy folyamatosan kapjon olajat. A kenés kimaradása esetén nagyon gyorsan berágódhat!
A legjobb, ha a kenőolaj nyomással jut a csapágyba, de mivel ez kevés gépnél van így, ezért alkalmazzák inkább a bronzot a szerszámgépeknél. A vasúti ágytokokban is használatos a fehérfém, de ott alacsonyak a fordulatszámok, kicsi a fajlagos terhelés, és mindig van laza kenőgyűrű, vagy nyomásos kenés.
A fentiek miatt én óvatosan bánnék ezzel a témával, egyébként a bronzot is lehet, és célszerű is önteni.
A megfizethető megoldás az eredeti bronz csapágy kiöntése csapágyfémmel. Valamelyik hirdetési oldalon most láttam hogy csapágyfémet árult valaki. A technológia nem tűnik túl bonyolultnak
A te gépednél, míg lehet állítani addig tudsz szorítani a csapágyon. Akkor kell a javításon gondolkodni, ha a kopás akkora, hogy nem állítható a csapágy. Ebben az esetben a főorsót meg kell köszörülni, és új csapágyat készíteni.
Ennél a szerkezetnél csak vízszintet mérsz, azt pedig átfordítással pontosan be tudod állítani. A leolvasásnak azaz 0.0xxmm/m meghatározásnak ennél a szerkezetnél nem sok értelme van, ahhoz valóban optikai minőségű csiszolt cső kell.
Azért ezzel szemben megfogalmazódik bennem pár kérdés.
Például a pontosságáról.
Merthogy - én sem tudtam pár héttel ezelőttig- a szelencés libellának komoly tudománya van ám olyan pontosságok környékén, amit a gépmérésnél kell használni.
Hogy mást ne említsek, már a hőmérsékletváltozásból adódó folyadéktágulás is a saját pontosságához képest óriási hibákat tud okozni.
Persze kőművesvízmérték kategóriában ez nulla fontosságú.
rendben! mielőtt nekifogok, kimérem hogy oldal irányban is azonos-e a 1,5 tized lógás vagy csak függőlegesen, mert ha úgy nem lóg annyit akkor nem fogom tudni beállítani rendesen.
Abban az esetben szét kell szedni és újramunkálni a felületét, ugye?
A lágy ágyas gépeket illik hántolni. Az öntöttvasat viszonylag könnyű is.
Az edzett ágyas gépeknél erősen megoszlanak a vélemények. Pont a Potisje gépeknél láttam, hogy a 6db esztergából egynek volt valami díszhántolás szerű ciromba a prizmáján. Elég ritkásan, tehát inkább a köszörült felület dominált.
Viszont a natúr köszörült (persze a másik fajtánál is) gépágyra fekvő felületet mindenféleképpen hántolni kell!
Ha már hántoló eszközökről volt szó, beírom ide is:
Egy érdekes házi készítésű gépbeállító vízmérték. A cső valami polikarbonát lehet ( injekciós fecskendő? ) A két csavar és a középső feltámasztás lehetővé teszi a görbület vagyis az érzékenység állítását. A folyadék öngyújtó gáz. ( A kis viszkozitás miatt ) A töltő szelep is egy öngyújtóból való. Szerintem zseniális, és nagyon olcsó.
A főorsó csapágy beállítás olyan legyen, hogy a főorsó legnagyobb fordulatánál se kezdjen megszorulni. Az, hogy ez a hézag hány század igazából ne érdekeljen . A lehető legszorosabb, de még a hosszabb ideig tartó járatásnál nagy fordulaton meg ne szoruljon. Méretileg szerintem 0,01-0,02 lesz hidegen. Ki kell kísérletezni.
Még mindig a hántolás témánál vagyok és van egy dolog, kíváncsi lennék a véleményetekre.
Néhány szerszámgépnél láttam a felújítás után, hogy nincsenek a szánon hántolási nyomok. Kérdeztem miért?
Tettem ezt műhelyekben, gépkereskedőnél több helyen is. Általában az volt a válasz, hogy edzett, köszörült ágy nem szükséges a hántolás.
Ilyen válasz már egy másik fórumon is elhangzott egy ismert és megbecsül szaki(k) szájából.
Akkor most mi az igazság? Nem hántolnak mert macerás, sem emben sem idő nincs, jó lesz az úgy alapon.
Vagy tényleg szükségtelen hántolni.
Sokszor hallani, mondjuk, hogy hántolás után jobban megtartja az olajat,így jobb kenés, kevesebb kopás vagy a kosz beleülhet a gödrökbe és így kevésbé károsíthatja a felületet, de az utóbbit tekintve, van aki pont az ellenkezőjét állítja.
Vagy mondják még, hogy felújítás, köszörülés után azért nem hántolnak, mert teflonozták, vagy más anyaggal vonták be az ellen csúszófelületeket és akkor már nem kell hántolni a vezetéket stb.
Jó lenne tisztán látni az ügyben, csak úgy kiváncsiság miatt.:-)
Ma sikerült a lakatszekrény leszorító léc beletört csavarjait kioperálnom. Először leszedtem a lécet, de meg sem mozdult a csavar maradék... Megfogni sem tudtam rendesen, ezért hegesztővel rápöttyentettem egy hosszabb csavart amin már tudtam megfelelő forgatónyomatékot létrehozni.
Ennek eredményeként tőbe beletört a csavar. :S
Majd jött a belefúrok és a menetfúró hajtóvasba fogható csavarkiszedővel kihajtom ötlete, de helyszűke miatt nem tudtam volna hajtani.
Így aztán a harapósra köszörült balos fúrómmal estem neki, ami ki is vette, szerencsére a menet nem sérült. Új csavarokkal rögzítettem a lécet.
Közben hozta a futár a mérőórát, rögtön be is üzemeltem, meghúzott léccel 1 tizedet tudok emelni a lakatszekrényen.
Szerintetek ez az érték maradhat, vagy kellene köszörültetnem le a lécből?
Megmértem a tokmány lógást is, hideg gépnél 1,5 tized. Ez durván sok.
Sokan nekiugranak elsőre, hogy vesznek esztergagépet. Nem gondolják át, hogy mit is akarnak majd készíteni vele. Arra, hogy kapirgáljanak kis átmérőkön elég a kis barkács gép is, de ha a szándék komolyabb akkor nem ilyen gép kell. Én ha tanácsot adhatnék, akkor EAN szerü gépet vennék, azon szinte mindent el lehet készíteni. Egy tengelyt, ékszílytárcsát fékdob szabályozást, menetvágást. Az elektromos igénye kevesebb mint az E2N- é. A főorsó befogadása is jó.
Én használtam cnc esztergán és nem volt baj vele,lehet persze,ha mód van rá,normál furatkést használni,lapkásat. Annak,ha nem lóg túl hosszan ki bátran a 200-as vágót és 0.2-es előtolást 1mm fogásmélységgel és olyan lesz a felület mint a tükör. Csak ez amikor valamiért nem sikerül,akkor lehet vakarózni!
Te nagy tréfamester vagy ám... milyen anyagról is van szó? :-)))
Igaza van vaskukacnak, pl. a C45-ön lehet ilyen remek módon "taknyolni", ha nincs elég leválasztandó anyagmennyiség, olyankor inkább csak túrogatja a felszínt a kés.
Nekem ez nem rezonanciának tűnik, bár lehet, hogy tévedek, olyan mintha nyomna a kés, majd bele-bele kapna az anyagba. Gondoltam arra is, hogy ha nagyobb ráhagyást távolítana el, talán egyenletesebb felületet kapna.
Szerintem meg ez a szerszám nem erre való,olyan szögben kell dolgozzon amire nincs kitalálva,valószínűleg a gyártó által tiltott is,vagy csak 0.1 es szorzóval szabad mindent (előtolás,fogásmélység). Ehhez egy sima furatkés kell,ha nagyon mélyen van,és rezonál, pozitív élgeometriájú késsel kell forgácsolni és ki kell kísérletezni a vágósebességet és az előtolást. Ha ez így van,olyankor kell elővenni a spájzból a jó öreg forrasztott lapkás furatkést,és bátran használni.
Milyen anyagból van a munkadarab, kicsit olyan mintha apró felkenődések miatt volna ilyen márványos a felület.
Szerkezeti acél esztergálásánál már találkoztam hasonlóval, abban az esetben nyomott a kés, és amiatt lett hasonló felület, bár az sokkal durvább volt.
Van egy 400*400 gránit referencia síkom, egy 500-as és egy 1000-es gerendám, meg pár kisebb háromszög ami prizmák belsejéhez alkalmas.
Ezen kívül egy mk4 mérőhenger, és egy keretes vízmértékem van. Mindezek évek alatt jött össze a hirdetési oldalakról. Kevesen használnak ilyen eszközöket, így néha egész olcsón hozzájuk lehet jutni. Hántoló lapka befogót magam készítettem. Készül még egy mérőóra befogó prizmák párhuzam méréséhez, meg egy csavarral állítható vízmérték talp is. A végső cél az öreg marógépem pontosságának a feljavítása. Egyébként három sík egymáshoz hántolásával magad is készíthetsz referenciát mérőeszközök nélkül. Ha valami öreg öntvényből indulsz ki akkor csak a türelmeden fog múlni a pontosság.
Milyen mérőeszközöket használsz hántoláskor? Van van hántólóhidad és egyéb alkalmatosságok.
Csak azért kérdezem, mert be kéne szereznem nekem is kisebb-nagyobb eszközöket. Egyelőre semmi nincs,de még hántolók sem. Na persze nem újakra gondoltam, mert azt nem tudom megfizetni.
Esetleg kisebb ellenőrző lapot, lécet lehetne gyártani is. Marásra és síkköszörülésre van lehetőségem, "kisebb mérettekben", Sajnos hidat nem tudok sem megmarni, sem pedig megköszörülni, a hossza miatt.
Keresek kézi hántolóba lapkát. Az új ár nekem túl magas, így elfekvő, uraságtól maradt, fiók mélyén porosodó érdekel. Típusa: Sandvik Coromant 620-2520 H10
Sziasztok.Pár napja írtam egy MSE250 -es gépről amelyet vásároltam,hátha valaki tudna segíteni a gyártásának hehyéről,idejéről,vagy gépkönyvről.De sajna senki sem reagált.Ennyire ritka eszterga lenne? Ha mégis tudnátok ebben segíteni köszönném.
Ha sokat nem is de annyit tudok mondani a géppel kapcsolatban hogy 84-87 ig voltam ipari tanuló és gyakorlati oktatásra a Nyíregyházi Mezőgéphez jártunk és ott gyártottak MSE-250 es esztergákat. Sőt a vége felé már láttam NC változatot is belőle.Akkoriban tesztelgették ott.Azt nem tudom hogy máshol gyártották e de ha nem akkor Nyíregyházán készült a nyolcvanas évek közepén.
Amúgy ez valami egyedi gyártmány lesz? Mert adott típushoz minden elem kapható és hát ezzel még nincs megoldva a dolog, hiszen össze is kell állítani, hegeszteni az egészet, hogy jó legyen. Ha nem Te hegeszted, hanem el kell vinni szakemberhez, akkor a munkadíjat úgyis ki kell perkálnod, az anyagköltség meg szintén adott.
Szóval összességében a Te estedben szerintem a legolcsóbb ha kipufogóssal csináltatod.
Azon azért érdemes elgondolkodni, amit Halálosztó ír a törésről... Csak a talpat tekintve milyen szögben van a hengerfej csatornája? Mert ha merőleges, akkor az van amit halálosztó írt, tehát pont akkor lesz nagy törésed, ha szögben teszed a csövet.
Ha netán a hengerfej csatornája is szögben áll ( ami kétlek), akkor jó lenne a megoldásod. Persze ha csak a 10mm lemezvastagság miatt adódó törésen van a probléma, azt ki lehet köszörülni stb.. Vagy kell a marógép.
"Valami olyasmi nincsen,amivel ez az egész egy művelettel elvégezhető??"
De van, csak azt hívják marógépnek.
És még az sem elég magában, valahogy össze is kell hozni azt a 60 fokot, tehát vagy kell hozzá egy színuszfej, vagy egy színuszsatu, vagy egy dönthető satu (ezzel már elég macerás)
Igazából mindenképpen ferde furat kell,mert ellenkező esetben lenne egy hatalmas törése a légáramnak,amit pedig nem akarok. Igzábol ez a dolog működne,hogy belefúrok merőlegesen,aztán kialakitom ferdére valamivel.
Valami olyasmi nincsen,amivel ez az egész egy művelettel elvégezhető??
belegondolva, az egesz szoborcsoport celja hogy a gazok szepen lassan iven kanyarodjanak, ne legyenek toresek amik orvenyeket okoznak. eselyes hogy a meroleges indulas ehhez nagyonis szukseges. hiszen a szogben indulas az azt jelenti hogy egy eles kanyarral indulunk.
Lehajlik, visszarugózik, és a két állapota között rádiuszváltozást okoz. Nagyíts bele, és láthatod a csigavonalat, meg azt, hogy a felület a kés haladási vonalában változik
Több gyárinál is úgy van megoldva, hogy merőleges a furat és utána hajlítják a csövet... De ha netán mégis szögben szeretné a furatot, akár úgy ahogy én mondtam, vagy ahogyan Te is javasoltad.
vagy ha a barkacsolas a lenyeg, akkor levagom szogben a csovet, odateszem es korberajzolom. kifurom nagyjabol, es szogbeallitott asztalu barkacs oszlopos furon egy csaposkovel vonalra koszorulom. ramegy egy par oram.
Mi az a kipufogó talp? Hátha van egyszerűbb megoldás és nem kell oda olyan precízen szögben megmunkálni.
***
Most lehet, hogy hülyeség amit gondolok, de nem arról van szó, hogy van a furat ill. négy a talpon (lemezen) és oda van szögben ráhegesztve négy cső. Nem lehet simán merőlegesen átfúrni a lemezt és a csöveket megfelelő szögben odahegeszteni és utána a lemez túloldaláról kicsit lyukköszörűvel utánalakítani...
Igen,pont ezért kérdezem...mert nemrégen beállitottam egy esztergályos műhelybe ezzel a kérdésemmel,és megállt bent a munka, kb 5en jöttek oda és tankodtak hogyan lehetne megoldani. Egy másik helyen pedig olyat mondtak,hogy majdnem lefeküdtem....hogy azt mennyire bonyolult,és milyen sok idő,és több tizezrekről beszéltek nekem. Valójában egy kipufogótalpat akarok csináltatni,és négy ilyen furat kell majd rá,csak az egyszerűség kedvéért kérdeztem egyet az előbb.
Szóval arra lennék kiváncsi mi ennek a tényleges munkafolyamata??
A kérdésedből adódóan feltételezem, hogy nincs otthon kéznél marógéped. Márpedig nélküle otthoni körülmények között, pontosan és korrektül nem tudom mivel tudod megcsinálni.
Nálunk a cégnél csak D'andrea kiesztergálók vannak. Gondolom ez a legolcsóbb... A nagyobb méretekkel semmi bajom nincs. Csinálják amit kell. 35-től lefelé kezdődnek a gondok. Alapból úgy kezdem, hogy 0.2mm-rel kisebbre állítom be a szerszámbemérőn, és onnan korrekciózok. Ha egyszer be van állítva, akkor már tartja a méretet, bár ez inkább függ a főorsó állapotától. A kisebbeknél nem mindíg annyival lesz nagyobb a furat, amennyit ráállítottam... Ezt eddig az állandóan cserélődő silány munkaerőnek tulajdonítottam. nem lazítják fel a rögzítőcsavart állításkor, vagy úgy meghúzzák, hogy elforog benne az imbuszkulcs. Vagy megtörténik az, hogy a max 0.5mm-es fogás helyett kiesztergálnak vele 2mm-t, így megspórolnak egy szerszámot. De az is lehet, hogy ez tényleg silány potyolínó bóvli. nincs hasonlítási alapom, mert sosem dolgoztam mással.
Hasonló tapasztalat. Semmivel sem voltunk vele előrébb, mint egy egyszerű fúrórúddal. :( A végén nem is használtuk a finom állítóját, mert csak szívtunk vele, inkább tologattuk rajta a betétkést az indikátor órához.
Kiesztergálójukkal dolgoztam, nekem összerakási problémám nem volt vele, viszont túl nagy kottyanása volt a finombeállító rendszerének, azaz rátekertem pár mikront és az +/-1-2 század környékén annyira sikerült amilyen gatya volt rajta.:-) Szóval órázva kellett állítgatni (az is egy mutatvány, az óra végével eltalálni a kés hegyét) és óvatosan közelíteni a kívánt furatot, viszont az sem egyszerű mutatvány, mert ha ugyanazon beállítással megyek még egyszer végig a furaton, akkor még mindig leszed róla valamennyit, tehát nem teljesen mérvadó, hgy az utolsó beállítás mennyi volt, mert ha egy fogásból szedem le, megint állítani kell.
Állítólag ez gyárilag ilyen, tökörészni kell vele.
Egyszer kölcsönbe kaptam egy D'andrea kiesztergálót, amivel nem boldogultunk. Hívtam a Hód-os képviselőt némi kioktatásért, de nem tudott segíteni. Amúgy sincs jó híre, de azóta mereven elhatárolódtam ettől a márkától.
Úgy tudom, hogy az Iscar is ezt a kiesztergáló rendszert vette át.
A tokmány nagyságát a megfogandó átmérőhöz kell igazítani. Ennek a gépnek szerintem optimális a160- as tokmány, de szükségből sokan használnak nagyobbat is. Én a gépekre a lehető legkisebbet szeretem. Különösen nagy fordulatra való felpörgéskor a kisebb súly előnyösebb, kíméli a sebesség váltót.
3 pofásat be kell szereznem miahamarabb, mekkorát lenne célszerű? jelenleg 160-as az átmérője annak ami rajta van, érdemes 200-ast keresnem, vgay az már nagy lenne a gépre?
A tokmány pofákat fel lehet, és kell szabályozni, itt a fórumon már sok szó esett róla. A négy pofás tokmány nem a legalkalmasabb a hengerelt anyagok megfogására, a három pofás való oda.
Üllésivel dolgoztattam már több alkalommal, nem is dolgozik drágán(ár/érték arányt tekintve) és amit gyártattam vele tányér - kúpkerék párost, rendeléstől egy hétre legyártva, edzve készen volt és már 3 éve hibamentesen működik.
Sziasztok.sikerült szereznem egy MSE250- es esztergát,de nincs róla semmi adatom.hol,mikor gyártották,alkatrészek stb.ha valaki tudna róla infót adni azt köszönném.
Őt úgy hivják hogy Hanza aki Pusztaszeren lakik.? Ez a vezeték neve. De Űllésen is van egy ügyes mindent profi módon gyártó emberke(Lajkó Zoltán 6794 Üllés, Dózsa Gy. u. 76. Tel: +36(30) 423-2043.)és Makóra viszik edzeni a lefaragott edzésre szoruló alkatrészeket, itt a környéken szinte mindenki ott hőkezeltet.
Ne is mondd... mostanában volt (van?) egy USA250-es felújítva eladó, 100-as áteresztésű de ehhez képest kicsi gép, és nem tudnám hova tenni. Pedig azzal mekkora bulikat lehetne csapni!
A főorsó csapágy körül mindent rendben találtál, akkor meg kell nézni a tokmányt, hogy nem tud-e megbillenni a megfogott anyag. Nagyon sok régi tokmánypofa csak hátul fog.
Kézzel emelgetve a tokmány közelében és a szegnyeregnél is azonosnak tűnik a lógás, ha lesz órám akkor majd tudom számszerűsíteni a mértékét, de azt gondolom hogy a leszorító léceknél keresem tovább az okot.
A hűtés - kenés megoldott, a jól élezett kés Leslie honlapján látottak alapján készült, 40mm-es hidegen húzott anyagot a tokmányhoz közel szúrtam, amikor is kb fele mélységnél megemelte a szánszekrényt, a kés beleharapott az anyagba és eltört.
A könnyű leszúráshoz szükséges a jól élezett kés, a jó főorsó csapágyazás, bő hűtés- kenés, Az, hogy lóg a szán szerkezet bizonyos részeken, és ha kopott a keresztszán orsó, nincs akkora jelentősége leszúrásnál ,mint gondolnád. A különböző anyagoknál arra kell törekedni, hogy a forgács akadálytalanul, könnyen tudjon kijönni a beszúrásból.
Alig használok gyorsacélt. Azt inkább csak egzotikusabb méretekben.
Ráolvasás nálam is volt..."Azt a leborult szivarvégit, már világít az anyag!!!" oszt előtolás STOP, levegőpisztollyal visszahűtve amennyire lehet, majd 20% előtolással szépen át a kritikus részen és megint mehetett tovább.
Korr csőbe kellett áthatáshoz bemarni, amikor a homlokfelülettel párhozamos részt marta, ott izzott fel, az anyag rugalmasan behajolt a maró alatt, nem tudott beleharapni, de őrült erővel nyomta az élekhez és nagy volt a súrlódás. Ahogy sarokkal el tudta kapni utána rögtön jó lett.
Tegnap rozsdamentest martam szárazon. Nem tudtam hűteni mert teli van forgáccsal a gép , közte porlós műanyag, elvileg ma ganyézom ki. Na szóval szárazon mint a kezdő vőlegény, adtam neki. Végül is 3-4-nél többször nem izzott fel az anyag.:-)))
Tisztelt Fórumozók! Háromtengelyes útmérőt szeretnék venni mit ajánlatok, esetleg valaki tud-e használtban? Méretek x700 y260 z350 ezeket a hosszokat szeretném mérni esetleg valakinek van-e tapasztalata a Klaviónál kapható mérőlécekről ill. kijelzőkről.
Az 1 mm nagyon nem normális. Ha nincs szerencséd akkor csak a tokmány előtt ekkora a hézag és az ágyazat végén alig lötyög. Ha így van akkor vagy hozzászoksz, vagy marathatod újra az ágyazatot. Ha végig közel egyforma a hézag akkor csak a leszorító lemezből kell marni ( Feltéve hogy nem egyszerűen lazák a léc csavarjai. )
Üdv Mindenkinek! 1 hónapja került hozzám egy EAN 340/1000 gép és most ismerkedek a forgácsolás rejtelmeivel. A gép állt pár évet, így nagytakarítással kezdtem, majd kereszt és hossz szánok lógását kellett megszüntetni, nincs nagy kopás, beállítás után a szélén nem szorul, a közepén nem lóg.
Problémám a lakatszekrénnyel van, próbáltam anyagot leszúrni, de ahogy beljebb haladt a kés(hűtöttem is) egyszercsak rántott egyet a lakatszekrényen a kezelő oldalon, és eltört a kés. Ekkor lettem figyelmes a jelentős függőleges játékára.(kb 1mm-ert tudom emelgeni. Ez normális? Vagy lehet ezen is állítani, hézagolni? Mielőtt nekiesnék, hozzáértők véleményére lennék kiváncsi.
Úgy tudom, hogy ez az Emuge sajátja. 1:100-as kúp van a patron külső átmérőjén, és ezt sajtolják bele a befogóba. Nagyon hangzatos előadást hallgattam meg arról, hogy minden más rendszert milyen magasan veri! :)
Belevalót nem hiszem hogy találsz, de ha megméred kiderülhet hogy pl valamelyik strigon kerékpár belefaragható. Felfúrni, perselyezni még edzett kereket is lehet. Retesz helyett az érintkező felületbe fúrt hengeres szeg is megoldás lehet, vagy akár szikrácsolni is lehet bele reteszhornyot.
Ezt a rendszert nem ismerem. A miénk ugyanilyen vagy nagyon hasonló hasított szorítóbetéteket használ, de kívűlről kell meghúzni egy körmöskulccsal, (tehát nem kell semmilyen készülék) ahogy a patront is. Könnyedén, kis erővel kell tekerni, két-három kör után megütközik, onnan nincs tovább. (Tapasztalatlanabb kollégáktól láttam, hogy próbálkoznak a körmöskulcs csődarabbal való meghosszabbításával, hátha azzal tovább lehet tekerni, de nem lehet. Csak a kulcsot teszik tönkre. Nem úgy működik mint a patron, minél jobban meghúzom, annál erősebben szorít. Egyszerűen koppig kell tekerni a külsejét, és már fogja.) Nagyon erősen megfogja, abból még nem húzódott ki semmi. Meg van egy talán 25-ös hidro befogó is, de azzal nincs tapasztalatom, nem szoktam használni. Egy biztos: ezek mind drágábbak a weldonnál, viszont a futáspontosságuk jobb. Dörzsárat is szoktunk benne használni.
Van egy csomó szerszám amit nem éri meg állandóan átszerelni másik befogóba. Legyen mondjuk 20-30 ilyen. Ha ezeket fix befogóba akarom tenni, akkor pillanatokon belül milliós összeg a különbözet a Weldon javára.
Ha a zsugorbefogók 10-15 körül lennének, áttérnék rájuk.
A weldon teljesen jó, van abból is hosszú kivitel. Igaz, átmérőben nagyobb mint a zsugor. Én is szoktam lapolast köszőrulni kézbol. Előfordul, hogy a szerszám a lapolasnal a befogon belül törik. De az eddig legbevaltabb az erőbefogo. Ez is patron tulajdonképpen, csak sokkal erősebb a hagyományosnál.
Legfeljebb valami köszörűt felteszek egy kis asztalra sínnel és meglapolom a szerszámokat.
Egy Weldon befogó 7e Ft, egy zsugor 30e. Bár kétségkívül egy hosszú csőrű zsugorral jobban körbe lehet kontúrozni egy munkadarabot, mert alig foglal helyet és nem ütközik a spaniferekkel.
Ehhez képest én baba-gépen tolom :-), de említetted a szerszámkihúzódást, hát az elmúlt hetekben nekem is 3 szerszámot kihúzott az ER32-esből, majdnem meg is baszott pár munkadarabot, egybe bele is harapott rossz helyen emiatt.
Nem tudom mi a fenét csinálja, egy sima szárú vídia marót nem tudok Weldonba befogni, zsugorbefogóba meg nincs kedvem beruházni...
A géppel nem tudod számoltatni a szerszám futásidejét?
Az elmúlt pár évben egy négyméteres asztalú marógépen dolgozom. Féltonnás tömör vasakat daruzok fel, hogy aztán a kétharmadát elmarjam. Csak a forgács letakarítása ill. a szerszámok ellenőrzése végett kell stoppot beírni a programba. A mai darab utolsó felfogását még a kollégám kezdte valamikor éjszaka, délután négykor vettem le. 2400 mm hosszú. Jópár perc, mire végigballag bene a szerszám. Addig lehet menni beszélgetni. Általában 2-4 db-os szériák vannak, nagyritkán 8. Az alkatrészek jellege mindíg ugyanaz, furatok, menetek helyzete ill. a főbb méretek változnak. Átmásolom a megfelelő programot, átírom, aztán vakon nekiengedem. Nem szokott gond lenni. Néha elszáll egy-egy szerszám, mert a darab méretei miatt egyszerűen nem tud annyit éltartamra. Mondjuk a hétvégén elreccsentettem egy 16-os hosszú keményfémmarót (40 ezer...) mert valaki sima patronba fogta be, és a csavart vágóél miatt kihúzódott belőle megmunkálás közben. A 44mm-re írt horony 60mm mély lett. Ez nem gond, mert a másik oldalról úgyis át kell szakítani. Csak az volt a baj, hogy mikor kész lett, Z+10-en kellett volna a következőhöz mennie... Hát nem sok maradt belőle. Mikor durrant, épp a műhely másik végében voltam. Volt szaladás. :) Ilyenek nagyritkán előfordulnak. Az a kemény, mikor valami hegesztett acélszerkezetet kell megmunkálni. Abból nincs két egyforma, azt egy percre se lehet otthagyni.
Érdekes, hogy a leírásban (az Állóbábnál) "általában csapágyazott görgőket" említ, aztán így folytatja:
"Az állóbáb gépágyra történő felhelyezése után a kopóbetétekben végződő támaszait a körkörös felülethez érintjük, működés közben a súrlódás csökkentése végett olajjal kenjük az egymáson elcsúszó felületeket."
Tehát az általában csapágyazott görgőt a felhejezés után már kenjük a kopóbetéteknél.
Én konkrétan elindítom a gépet, aztán elmegyek aludni. :)
Ez nyilvánvaló, sokkal jobb dolog kipihenten felmérni a károkat...:-)
Ehhez tényleg stabil cucc kell, mind a gép, mind a szerszámbefogás, mind a munkadarabmegfogás tekintetében. Bár egy szerszámacélban egy tenyérnyi helyen is el tud szöttyögni a gép egy fél éjszakát egy fröccsöntő formánál, ott az ilyen problémák kevésbé jelentkeznek.
Boltoljuk meg nélküle, nem vagyok regisztrálva a vaterán, nem Ebay-ezek.
Boltoljuk meg, valami korrekt ajánlattal hogy egyikünk sem legyen becsapva, ez nem akkora érték hogy 100 ezreket lehessen rajta szakítani. Találj ki valami értelmesösszeget. Így legalább egy picit nagyobb átmérőt is be tudnék fogatni, a mostani tokmányom csak 100-as.
Jó ha a tanár erre szoktat, de a gyakorlatban ez nem így működik. Én konkrétan elindítom a gépet, aztán elmegyek aludni. :) persze ehez ki kell alakulni egyfajta rutinnak. Az első időkben elkerülhetetlen a szerszámtörés, ezen mindenki átesik. És nem egy programsor, egyetlen karakter is elég hozzá. Én is tanfolyamon végeztem úgy, hogy gépi forgácsoló szakmám már meg volt. Azt gondoltam, hogy én értek hozzá, pedig... Amit most tudok, annak a 90%-át a munkahelyen tanultam meg. De ez is csak akkor működik, ha egyedi gyártásban dolgozik az ember. Sorozatban egyszerűen nincs erre lehetőség. Ott csak egy nagyon szűk részét sajátíthatod el, egész más szempontok vannak, mint egyediben. Az a tapasztalatom a fiatal most végzett szakmunkásokkal, hogy tízből egy válik be. Hiába van neki forgácsoló előképzettsége, technikusija, gépészmérnöki diplomája, attól még lehet hülye hozzá, viszont láttam már pékből átképzett cnc-st profi tudással. Ehez kell bizonyos adottság, térlátás, egyfajta logika. A forgácsolói szakma azért jó ha meg van, mert az segít, hogy mit mivel lehet, milyen technológiai adatokkal. De bizonyos dolgokban hátrány is lehet. Egy öreg marósnak aki évtizedeket töltött el hagyományos gép mellett, nem lehet megmagyarázni, hogy M6-os menetfúrónak adjon 600-as fordulatot... :) Vagy egy lapkás szerszámnak 1800-as tolást.
A tokmányhoz,az eredeti egyenes és fordított pofák mellé,jár egy garnitúra puha pofa,valamint egy garnítúra,kis átmérőjű furatok megfogására alkalmas pofa.
Az általam említett tokmánypofák 3db normál sorszámozott , segítsetek milyen tokmányba valók, szerintem valami 200-250mm-es nagy tokmányba. Nekem használhatatlanok
Ugyanitt van egy hibátlan 160-as 4 pofás lengyel bölényes tokmány fordított pofák nélkül, kopásmentesen, révén sem én sem az előző tulaj nem tudta a műszerész esztergájára feltenni ( E1N-nél kisebb gépek ) nem forognak el a pofák.
Ez a tokmány is elcserélhető 125-ösre , ráfizetnék értelmes határokon belül.
Azt értem. Csak azért kérdeztem hogy külön is lehet. hogy nem muszáj mindnek 3* egyformának lenni. lehet az 1EN nek elég lenne a 3*10A is. továbbiakban mint maci irta lehet bőviteni.
Akkor már nem kell új állást kiépiteni csak a megszakitót cserélik ki. meg csengetni kell mint a kisangyal :)
Mi is gondolkodunk bővitésen csak ha befejeződik az átalakitás a házban.
Úgy is lehet? hogy Pl hogy a az egyfázis ami a házba megy meg az 32A és a maradék kettő meg 16-16A-
akkor lenne egy 32A és 16A 16A!
400V ból elég lenne 3*16A. de akkor a az egyfázisu motorok Pl fűrészgép, kompresszor ami 2,2Kw nem indulna el 16A ről. azért kellene egy 32A is Amiről a Az 1~ hálózat működne.
Nekünk 25A volt fent 1~ de a motorok inditásakor kevés volt az amper és mindig lekapcsolt a megszakitó. jeleztük a szolgáltatónak. és kijöttek még aznap délután és feltoltak egy 32A-est. azóta működik rendesen.
Ez csak látszólag olyan, mintha a LOGO nyelven a teknősbékát kergetnéd a képernyőn. Látszólag olyan, de ha nem jól mész a teknőccel, a kis összegű károkat számolják 10.000 forint többszörösében. A közepes kár 100.000-es kvantálással megy, de a komoly buli a nagykarambol, milliós összegekkel. És ez elérhető mindössze egy programsorral... Nekem higgyél, ne a nagypofájú CNC-bűvészeknek, hiába állsz mellette és figyeled, nem éri el a kezed időben a vészlekapcsolót!
Márpedg a forgácsolásnak a "véredben" kell lennie, ha ép bőrrel és pénztárcával akar túllenni a tanuló időszakon.
Cnc forgácsolást (programozást) szeretnék tanulni a közeljövőben. Nem vagyok műszaki ember, ezért előre fel akarok készülni (elméletben és hobbiszinten gyakorlatban is), hogy ez ne hátráltasson a tanulmányok során.
Milyen könyveket javasoltok az elméleti felkészüléshez, illetve az alapozó ismeretek megszerzéséhez?
Ha csak jó és színes kábel kell,irány az autóbontó és kérj egy autó kábelköteget. Én ilyenből kábeleztem át teljesen egy yamahát. Ha kérdezik milyen tipus kell,mond,hogy olcsó és nézzél meg egy párat
Szia én is hasonló problémával küzdöttem amit mostanra megoldottam, ha gondolod privátban nagyon szívesen segítek. Ma 3x írtam meg a hozzászólást amit a rendszer nem dolgozott fel.
Cirmos vezetéket gyakorlatilag lehetetlen beszerezni.Legyártanak neked néhány mázsányi minimum mennyiséget, ha kéred és fizeted, de ennél jobban nem tudod megközelíteni a lehetőségét a beszerzésnek.
Én már ezt a kérdéskört pár éve teljesen körbejártam, gyakorlatilag kijelenthető, hogy csak a vak véletlen segíthet hozzá cirmos kábelhez.
Nem ide illő téma, de megkérdezem azért, ti sokat látott emberek vagytok :)
hol kapok méterre szines vezetéket Pl fekete piros csíkkal. kék piros csíkkal. stb? Simsonom akarom újra vezetékelni. autó iparban is ilyet használnak. neten geresgéltem de nem találtam. nem nagy mennyiségben kellene. de minden féléböl kéne legalább 1-2 méter.
Tudok venni készen kábel korbácsot. de nem ismerem a gyártót. ismerősöm is vett és a sarukrol lecsúszkáltak a vezetékek stb. meg gyenge minőségü. Saját magamnak akarom megcsinálni. és ha elrontom vagy elromlik csakis magam hibáztathatom...
Ha eddig csak 1 fázis volt és be kell hozni a 32 Ampert, akkor a végösszeg elérheti a 250.000-et is. Feltéve ha szakemberrel, számlára kéred a kiépítést és mondjuk nem 1 db konnektor hanem egy 6-8 kiállásos, biztosítókkal ellátott szekrénykében végződik. Ha nem, akkor az barkács...
Nekem van mind a két fajta állóbábom , csapágyas és bronz érintkezős. A csapágyas előnye, hogy nem kell kenni, de a puhább felületben képes belenyomódni nagyobb terheléskor és a vékonyabb tengelyhez nem zár össze eléggé. A bronzot jobban szeretem. Az elterjedésében gondolom az is számít, hogy régebben a főorsók is bronzon futottak, és ezt is olyanra csinálták.
Általában szinte minden gépet bronzbetétes bábbal adtak ki, a cégemnél a régi TOS SUI 50 esek és a szovjet vörör proletár kicsi és bagy esztergák is mind bronzbetétesek voltak, csak az idő elteltével mind át lett alakítva. Az új optimum és egyéb esztergákat is bronzos bábbal hozták a műhelybe. A csapágyas megoldással még sosem volt olyanra példa, hogy odakerült volna a forgács.
Üdv: Gábor
Semeddig se tart egy motort áttekercselni valami másra, ami megfelelőbb neked egy frekvenciaváltóhoz, és egy akkora motort kábé 25 ezresből áttekernek rendesen.
Már egy éve volt, hogy többször is szétszedtem, hézagolgattam, aztán úgy néz ki idáig bírta Sunny65-től sikerült beszereznem egy frekiváltót, így megoldódik a problémám. A motort mindenképp feljebb rakjam? Én a sebváltó helyére tennék egy csapágyhäzas áthajtást az eredeti áttételekkel.
Valahogy a tekercsen belül vannak kialakítva a csilagpontok, de talán lebontva a motor pajzsot valahogy ki lehet vezetni a tekercselést, és 1 fordulatszámon tudna menni a motor.
NA PONTOSAN EZÉRT FÁZTAM AZ E1N ÉS HASONLÓ DAHLANDER MOTOROS GÉPEKTŐL.
Még a kis román E1N megfelelője is ilyen volt,
vérzett a szívem amikor otthagytam a 300mm-es csúcstáv és a 380-as Dahlander hajtás miatt,
egy olyan gépet ami gyakorlatilag 0 üzemórával egy román parkettagyár tartalék gépe volt, minden ágyvezetéken friss leppolással, kottyanásmentes orsókkal, egy csomagtartónyi alkatrésszel, tartalék vadiúj motorral, váltóval, tokmányokkal , cserekerekekkel, 170 ezerért hozhattam volna el, 600kg volt és 1 raklapon elfért.
A legtöbb Dahlander motorban a tekercsek csillagba vannak kötve akármelyik fordulaton megy is a gép.
Egy fázisról járatod a rendszert, ebből nem jön ki 3x400 volt, csak 3x230 körül, ehhez pedig deltába kéne legyen a motor.
De ez nem lehetséges sajnos.
A motorod elvileg 0,45/0,3Kw-os, de ekkora feszről nem jön le a teljesítménye, és ezért nem tud elindulni a nagyobbik terhelést jelentő kisebb áttételnél.
"Melyiken kell húzni" Így nehéz válaszolni, minden körülményt kellene ismerni, "kis áttétel" stb... Frekiváltó típusa és egyéb.
Ugye te sem gondoltad komolyan ,hogy valaki így sok ismeretlen hiányában segíteni tud. Annak a villamosmérnök barátnak kellene átgondolni, az adatok birtokában, hogy mi a bibi.
Szerinted mely paraméterrel lehet gond? Vill mérnök kollégám állította be. A jelenség leírása után egyeztettem, melyiken kell húzni , de változás nem volt. Kifogytunk az 5letekből



















































 A kép beillesztése lemaradt.
A kép beillesztése lemaradt.{kind=link}
![http://www.kephost.com/view3.php?filename=a1_2014_2_22_rselzhup0l.bmp][img=http://www.kephost.com/thumb/2014/2/22/a1_2014_2_22_rselzhup0l_tn.bmp][/url]](http://www.kephost.com/view3.php?filename=a1_2014_2_22_rselzhup0l.bmp][img=http://www.kephost.com/thumb/2014/2/22/a1_2014_2_22_rselzhup0l_tn.bmp][/url]){kind=link}
![http://kepfeltoltes.hu/view/140202/12534558341_www.kepfeltoltes.hu_.jpg][img]http://kepfeltoltes.hu/thumb/140202/12534558341_www.kepfeltoltes.hu_.jpg[/img][/url]](http://kepfeltoltes.hu/view/140202/12534558341_www.kepfeltoltes.hu_.jpg][img]http://kepfeltoltes.hu/thumb/140202/12534558341_www.kepfeltoltes.hu_.jpg[/img][/url]){kind=link}