A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
Kérjük elsőbb telefonon jelentkezzenek, majd e-mail címünkre ezekután megküldheti a magyar és német nyelvű fényképes önéletrazukat nyelvtudás feltüntetésével és annak szintjével.
TÜV az magyarul annyit jelent, hogy Technischer Überwachungs-Verein. Ha az egész EU-ba (vagy is Europába) akarsz érvényes minősítést akkor érdemesebb megcsinálnod az EWS (European Welding Specialist) és ezzel magkapod az IWS (International Welding Specialist) papírt is. De ez már kicsit magasabb szinvonal mint egy hegesztőminősítés...
na koszi kezdek tisztabb kepet kapni a minositesrol ... meg a ceg oldalan sincs normalis magyarazat... es nagyon koszi hogy felraksz dolgokat mer igaz angol felsofokum van... de nem a welding technic hegesztoi szaknyelvbol :P szal olvasgatni probalok angol forumokat is de csak felsiker mer amikor mondanak 1 iet... abnegotating positions is ok with tig ag but not with the enbt TI materials... na erre mit mondjak :P a szotarba sincs normalis leiras hogy mi az a franya elso szo...es hat a forum ienekkel van tele.. akko minositesrol meg 1 kerdes a tuv tipusu papir angliaba is jo? vagyis egesz euba?
Ha csinálod a minősítést arra ügyelj hogy min.150mm-es vagy annál nagyobb csőre csináld,mert a minősítés tőbbek között az átmérő felére és duplájára ,(igaz ez a falvastagságra is)érvényes.Viszont 300mm-felett bármilyen nagyobb átmérőt hegeszthetsz.
Tehát 150+150=300 tehát ok.
A legtöbb minősítő viszont próbál szívatni mert 133-as csőre vizsgáztat.
133+133=266 ami nem ok a 300 feletti csővekre.
Meg H-L045 pozíció az visszafele mindenre érvényes.
Most rohanok délutánra dolgozni,de 22-után egy pár oldalt beszkennelek a hegesztő minősítésekről és felteszem ide!
Van egy egész könyvem beszkennelem és felteszem valahová majd hogy elérhető legyen. Csak nem kis munka és idő.2000-es a könyv én valamikor ebből vizsgáztam.
A minősítés olyan mint a jogsi visszafelé érvényes bizonyos feltételekkel.... Pl cső álltalában lemezre lemez csak 500mm átmérő feletti csőre... pozíciókra van táblázat ott a 45fokban rögzített cső az aduász.... Lemezvastagság a próbalemez felétől kétszereséig....
elso par oras hegeszteseim na vegre feltudtam tenni azota azert javultam mar nem remeg anyira a kezem meg poczi ajanlasaval konyebb a palca adagolas viszont azer itt is volt olyan amikor elkaptam a helyes ritmust es raereztem pl az elso kepen az atlos iv velemenyem szerint eleg szep lett bar ti vagytok a gyakorlottabbak mondjatok meg ti
mielott mondanatok igen rajottem nagyon koszos anyaggal dolgoztam... ezer a sok felhabzas kulonben koppintos 1.6palca 2.4 wt20 wolfram es 4-6 l/p argon 80-130 amperig probalkoztam
hmmm ugytunik talaltam 1 jo ceget ami minositeseket csinaltat pesten hetfotolpentekig 1 het oktatas 170ezer mindenestul tuv vagy magyar papirt ad
na most ez a sok szam kicsit agyamra ment ... szoval a 141-es minosites az barmien szenacel awi hegesztesere alkalmas minosites minden pozocioban? a belyegzonek van ertelme? vagy kell?
ja nem gazlencses a pisztolyom es 10es keramiam van sima gazszelepes pisztolyom van tehat nem HF... emelett ha 8mmre kitartom a wolframot akkor 6/8 l/p is eleg argonbol ha jol sejtem meg 130 amper mellett is?
aaaj de kosz ezt a par infot kiprobaltam palca adagolast konyoktamasszal sokkal jobb bar meg gyakorolni kell es telleg sokat szamit a rohadt csiszolgatas :D nem ehhez szoktam mma utan no de mind1 felraktaroztam magam fibertarcsaval... szoval 1.6 wolfram is eleg hmm jolvan majd kiprobalom veszek mihamarabb 6-10mmre is kialhat kb 6l/p mellett?
mivel csiszoljatok a wolframot? en fogtam a nagy 2200watos makita 230mmes flexem amire felraktam 1 150mm fibertarcat 320as szemcsest amivel csak a wolframot csiszolom hogy ne szenyezzem illetve ahogy tudom nagyon odafigyelek a szaliranyu csiszolasra vagyis a hegy fele nezzen minden csiszolas ha ertitek mire gondolok kb eddig 4-5 ora hegesztes alatt 10 20mm 2.4 wolfram fogyott az sok ugye?
"sokszor kell abba hagynom az ivet hogy fogast valtsak a palcan... ha kicsit ugy nezki a varrat hogy felhabzik akkor az a anyag nem tisztasagat jelenti? enyire fontos az awinal a tiszta anyag? milyen pozicioban ajanljatok a hozanyag adagolasat?"
Hegesztés mentén min.10-15mm re fémtisztára mindkét oldalon.
A hozaganyagnál ügyelj mindig hogy az awi-pisztoly védőgázából sose vedd ki adagolás közben, mert az izzó pálcavég megég és ettől is habozhat a varrat. Van speciális pálcaadagoló módszer,(amit megpróbálok lefényképezni,ezt gyakorolhatod akár hegesztés nélkül is.A pálca a kisujj-gyűrűsujj közé beszorítva,a nagyujj-mutatóujj közé szorítva,ezt előretolva, majd uj fogással vissza és szinte pumpálod a pálcát az ömledékbe.Az egész méteres pálcát beadagolhatod így megállás nélkül.Persze védőkesztyűben!
Hegesztésnél valamelyik kezed mindig legyen megtámaszva hogy stabil legyél a pzíciókban.A pisztolytartó kezednél pl:kisujj rátámasztva az anyagra(persze ügyelve hogy meg ne égesd magad.Pálcatartókéz meg pl:könyöktámasztás.
"110 amper 1.6 palca 2.4 tuhegyes wolfram "
A 2,4-es wolfrám vastag ehez az amperhez,hideg marad.150A-ig nyugodtan 1,6-os wolfrám elég.
"a keramiatol a woflram hegy kb menyire ajjon ki? 4.5-6mm?"
6-10mm is lehet 8-10l/p argon 8-10-es kerámiánál, de ha gázlencsés pisztolyod van akár 20-25 mm-re is kiállhat.
es meg valami a wolfram hegyet a varrattol kb mien tavol tartsam ? epphogy ne erjen bele vagy azer nyugodtan lehet 2-3mm tavolsagot tartani vagy az sok? es mi a feneert nemtok kepet feltolteni hogy lepontozzatok a varrataimat?
na elhegesztettem jo par bar argont... es kezdek rajonni hogy mit kene kerdeznem
szoval elso kerdesem 1.6 palcat mennyi amperig ajanlotok max mer en ugy ereztem hogy 115 ampernel mar nagyon keves es sokszor kell abba hagynom az ivet hogy fogast valtsak a palcan... ha kicsit ugy nezki a varrat hogy felhabzik akkor az a anyag nem tisztasagat jelenti? enyire fontos az awinal a tiszta anyag? milyen pozicioban ajanljatok a hozanyag adagolasat? amerre huzom a varratot onnan vagy a varrat iranyara merolegesen? a keramiatol a woflram hegy kb menyire ajjon ki? 4.5-6mm? es telleg 6 l/p min argont ajanlatok? en 1 kicsit sokaltam elvoltam 4.5 l/p is a varrat megegese nelkul (legalabbis szemre) vagy lehetoleg mindenkepp maradjak 6l/p nel? hmm inkabb konkret pelda 50mm anyagvastagsag pa pozicio 110 amper 1.6 palca 2.4 tuhegyes wolfram akko menyi argon ? :D es 1 utso kerdes kinek meddig tart 1 14literes 200 baros normal 4.6 argon palack? mer nekem eleg gyorsan fogy az argon ... kb 4 ora alatt 40 bar.... de igaza koppintos hegesztes tehat en zarom nyitom...
na de jo hosszu a forum de vegre ravettem magam hogy vegig olvassam megtalaltam az elozo a kerdesemre a valaszt :P szal marad a maszk amugy is rohadt alergias vok...
anyam szuljon sunt... remek radioktiv :D minja zoldulok szal a piros wolframban thorium van ... oksa irja a lap hogy komoly elszivassal lehet csak koszorulni de wazze 2.4-es wolframom van amit mindenkeppen kell koszorulni... szal ki hogyan koszoruli tartja be a "komoly legszivas es koszorulesnel fellepo szemcse vedelmet"?? mer en bevallom eddig 2szer siman flexxel csiszoltam.... mivel elsonek remek modon letortem a hegy veget... ugyebar a szuzkez de most aki komolyan awizik az hogyan csiszolja a piros wolframot ? vagy max havi 25-35 oras munka mellett ra se hederitsek a dologra? vagy szurke wolframot vegyek?? :D
szoval jelenleg mma-val tobb mint 100 oras tapasztalatom van dolgoztam 1 honapot gyarban is bar ott munkam inkabb 40% volt csak hegesztés mint acelszerkezeti hegesztokent. awi-val eddig 10-20 orat gyakoroltam otthon es szeretnek meg a nyaron minel hamarabb valamien papirt/ kepesitest/ tanfolyamot szerezni/csinalni awirol neztem a w1-es okj kepzest de az tul hosszu illetve draga lenne mivel nyar vegen egyetemre megyek... szoval ki mit tud ajanlani? esetleg 1 jo vizsgat ami valami papirt ad?
mien wolfram elektrodat mihez ajanlatok van eddig 2.4es piros bol 2 amirol azt mondtak sima vasmunkahoz megfelelo mik vannak meg mire? ahogy a forumba olvasgatok irtak hogy van zold szurke sima es ezek otvozottek minden femhez mas elektroda kell?
hali most valtok mma-rol awira szal lenne par kerdesem van mar alap keszletem awihoz eddig foleg szerkezeti acelokat hegesztettem otthoni cellal illetve ismerosoknek foleg ok 46.16 2.5mm palcaval na most jo penzen hozzajutottam awi palcahoz kapasbol 15kilohoz.... viszont az eladonak is anyi tudomonya volt a dologhoz mint jelenleg nekem... szal a * wsg2 jeloles van a palcan latszatra ugyanolyan rezszeru bevonattal mint a co2 gepek fogyoelektrodaja de szerintem nem az ... szoval mit tudtok errol a palcarol elmondani tudom ugyanolyan femszerkezeti munkakra illetve konyebb badogos max 130 amperes munkahoz hasznalni??? mint a jol bevalt palcam ? ok 46.16? es meg valami tudnatok valami jo linket adni awi palcakrol? es aki nagy kocka fej tudna roluk valami tudomanyost mondani? vagy csak egyszeru anyag palcak amiken nincs tobb korrodalas vedo feluletnel?
Ki fognak halni a Magyarok!!!!! Meneküljön ki merre lát!!!! Egy kicsit mintha túldimenzionálnád a dolgokat. Szerintem Te viccelsz. Egész Európának szerencséje van. Télen fel akartak venni egy élelmiszeripari üzembe, ahol olyan termék készül amit szerte Európában fogyasztanak. Mindenesnek. Most is olyan srác hegeszt náluk akinek nincs se minősített papírja, se hegesztő végzettsége, csak egy egyszerű technikusi végzettsége. Mégis awi-zik. Ajjjajjjjajjj! Hát hogy lehet ilyet tenni, fertőzni egész Európát. Emberéletekkel játszani. A tulajnak is csak az a fránya luxusautó jár az eszében, (vajon miért szerette volna ha egy ilyen felelőtlen ember neki dolgozik? hm, lehet örök kérdés marad) minthogy felvenne egy ilyen gondoskodó embert mint Te vagy. Akkor azért is elmondom, hogy úgy 10 évvel ezelőtt meghegesztettem egy 10 bar-os kompresszor tartályt is. Egyszerű ívhegesztővel!!! És még azóta sem pukkant ki. Tovább nem szeretnék erről a témáról beszélni, inkább megyek hegesztek valamit.
Utánna meg kiderült, hogy még élemiszer ipari gépsort is hegeszt. Az meg már vaszélyes is lehet, mert ott már emberéletekről van szó. Gondolom a baktériumok szerepe az élelmiszer- és gyógyszeriparban nem kíván bővebb magyarázatot...
Remélhetően csak az óra nem hiteles. Próbáld elképzelni: Egy literes zacskót felfújsz, majd (legyen most) 8mm átmérőjű furaton egy perc alatt juttatod ki. Nem lesz elsöprő a kiáramló sebesség, e felől biztos vagyok.
Nagyon is jól értettem, hogy mire írtad! Az általad leírtakról csak az a véleményem, hogy ha Magyarországon élemiszeripari gépsor tervezéséhez nem kell gépésznörki végzettség arról én nem tehetek! Ha Magyarországon az általad leírt módom meghegesztett varratok jegyzőkönyvét és minőségellenőrzési bizonyitványát aláírja az illetékes hegesztőmérnök az nem az én bajom! Ha Magyarországon mindezt a TÜV (vagy minek nevezitek ezt magyarul) átveszi az nem az én szégyenem...
Ezek szerint az országban mindenki azt csinál amit akar és úgy ahogy akarja. De ez meg is látszik...
Felőlem hegessz úgy ahogy akarsz, akár 1 l/p hegfürdővédelemmmel még az élelmiszeriparban is! Nem az én dolgom. Mint ahogy írtam is: nekem azzal nem lesz se jobb se rosszabb ha itt hobbyhegesztőket meggyőzök bármiről is.
Doxa, a gáz valóban minimális, az óra 1 l/percet sem mutat, de nem szabad levegőn hegesztek .Nem lopom én a pénzt, hogy a széllel küzdjek hegesztéskor.
Asx-nek: emlékszel még arra amikor annak idején adáshiba volt a TV-ben? Mindig kiírták: A hiba nem az Ön készülékében van! Ezt csak egy hülye szóviccnek szántam, aki érti az érti, aki meg nem az nem. (vagy nagyon fiatal) Hegesztőmérnökkel én sem vitatkoznék, sőt gépészmérnökkel sem. Merthogy nem egy pályán mozgunk. Míg gépészmérnök unokaöcsém álmában is elmondja a vas-szén állapotábrát, az ausztenites, martenzites, stb acélok ilyen-olyan diagrammjait, amíg előadást tart nekem a süllyesztékes kovácsolásról, addig én ha valamit készíteni akarok, akkor elmegyek a vasbótba, és veszek általános használatra szánt acélt (mondjuk kovácsoláshoz, és készítek, egy szép asztalt, vagy ágyat), vagy ha forgácsolni kell, akkor a szükséges igénybevételnek megfelelő C-s vagy bármilyen anyagot, és kiesztergálom az általam elkészített rajz alapján a munkadarabot, vagy megveszem a KO 33-as rm acélt, és elkészítem belőle azt a működőképes élelmiszeripari gépsort, amivel mostanában elég sokat foglalkoztam(ventillációs mosótól kezdve a szalagos présgépig, pasztőrözőig bezárólag, a saját tervrajzaim alapján). Vagy ha ehhez kell esztergálni akkor a KO36-ot. Készítettem már motorokra tucatnyi lábtartórendszert, kipufogót, egyéb alkatrészeket. Sőt lehet hegeszteni sem tanultam meg az elmúlt 17 év alatt (akkor fogtam először pajzsot és elektródát), tapasztalatot meg főleg nem szereztem. Használtam már dinamót, egyenirányítót, Hetra 160-ast, 200-ast, lángot, a szükségnek megfelelően elsajátítottam(tom) az awi-t. Mert haladni kell a korral. Pár hete én is dumáltam egy idősebb minősített hegesztővel, csöveket hegeszt(ett) sokat, németben is. Nem talált fogást rajtam, erre büszke vagyok, nem tudott olyat kérdezni, amire ne tudtam volna megfelelően válaszolni, csak azután vett komolyan, és tudtam vele "érdemben" beszélgetni. Valóban eltaláltad, kínai gépem van, 140-ért itt nem árulnak 200A-es ac-dc gépet. Még jó hogy ilyet veszek(ár- érték), lekopogjam eddig nagyon jól szuperál. Nekem azt mondták ezzel igazából nem is lehet alut hegeszteni. Lehet. A mérnök urak pedig csak mormolják az iskolában tanultakat. (hozzáteszem én is mérnök vagyok, csak sajnos nem hegesztő, vagy gépész) Mindenki hegesszen úgy ahogy akar. Ezért is nem szoktam hozzászólni sok témához, de gondoltam megosztom a gyakorlati tapasztalatomat, hátha valaki tudja hasznosítani.
Én nem akarok itt vitatkozni senkivel! Ha te egy argon védőgázas hegesztőgéppel jobb varratot csinálsz argon nélkül, akkor minden további eszmecsere teljesen felesleges.
Ha egy hegsztő (a hegesztő alatt olyan szakmunkást értek akinek ez a szakmája!) nem a WPS lapon (vagy magyarul: Hegesztéstechnológiai adatlap) előírtak szerint hegeszti meg a varratot és emiatt javítani kell és arra fog hivatkozni, hogy a kopirnyák az indexen azt mondta, hogy jó oda a majdnem nulla argon is, akkor az nagy ívben repülni fog!
Te a hobby-barkács pincédben úgy hegesztesz ahogy akarsz, de nyilvános fórumon hülyeségeket ne írjál!
Az utolsó gúnyos nagyképű megjegyzésed pedig arról árulkodik, hogy a hegesztéshez fogalmad sincs! Attól, hogy veszel egy kínai gépet és összegányolsz vele két darab vasat még nem jelenti azt, hogy jobban értesz a szakmához mint egy EWF (vagy EWS) minősítéssel rendelkező hegesztőmérnök (vagy technológus).
És végül itt van egy WPS lapnak a részlete, ha akarod megnézed ha nem akkor nem, te dolgod! Ezen egy melegszilárd, 100% röntgenre készített varrat (kazánbefúvató ammóniákvezeték) hegesztési utasításai vannak. Itt 10-12 liter/perc van megadva hegfürdővédelemnek! De neked a kollégáddal együtt elég a majdnem nulla is...
Nekem azzal nem lesz se jobb se rosszabb ha itt hobbyhegesztőket meggyőzök bármiről is.
Én is kipróbáltam a kolléga által javasolt, majdnem 0 gáz mennyiséget. Tökéletes, szép, tiszta rozsdamentes varratokat készítettem vele, sőt alun is kipróbáltam, és ott is tökéletesen bevált. Sőt a rozsdamentes varrat hozaganyaggal, sokkal szebb lett mint amikor az itt mindenki által preferált 6 literrel készítettem. Egyálatlán nem égett meg a varrat. Legfeljebb a vége, ha hamar felemeltem a pisztolyt, és nem tartottam rajta az argont. Már csak azt bánom, hogy hamarabb nem próbáltam ki alacsony áteresztéssel. Lehet a hiba mégiscsak az Ön készülékében van?
Alut nem, mert AC áram nincs. A többire ( amit írtál) megfelel. Bár a kazán kategória kérdéses az anyagvastagság és legfőképpen a gazdaságosság miatt. Kérdéseidre zömében megkapod a választ, ha végig olvasod a fórumot. Közben találsz sok hasznos linket. Véleményem az általad írtak tükrében: magasabb vételár mellett AC/DC AWI gép vásárlás. Ne kérdezd milyen márkát. Dömping van a piacon. Közelíthetném alulról-felülről: egyik rosszabb mint a másik, vagy hogy ne keseredj el: egyik jobb, mint a másik. Olcsó és drága? relatív. Nem feltétlenül a drágább a nyerő. Legyen számla, garancia, szerviz háttér. Te döntesz! Sok sikert?
Megszeretném kérdezni, hogy a fenti linken lévő hegesztőgéppel (ha awi hegesztő csak akkor érdekel de a képen van hozzá való awi pisztoly még régeben ki is volt írva, hogy lehet vele awi hegeszteni) milyen anyagokat lehet hegeszteni (vas, rozsdamentes acél, alumínium...stb.) Engem főleg bicikli váz, motorváz, motortank (rozsdamentes acélból), kazánhegesztést szeretnék vele végezni. <-- Ezekből melyiket tudom elvégezni a géppel? Mitől függ, hogy milyen elektródát kell használni különböző anyagok hegesztésénél? Az amper beállításánál mire kell figyelni? Kérlek titeket segítsetek!!! Köszönöm!!! Egy kis kommentálást is írhatok róla!
Nem, úgy értettem, hogy több alkalommal használtam (próbáltam) és összesen ment max 20 percet. Szóval sajna nem a lefagyás miatt volt gond vele, hanem egyszerűen vacak volt...
Hahi awi-val mit tudok elhegeszteni sima inverteres acdc 130 amperes gysmi hegesztom van tiszta argon palack a gepen az ampert tudom allitani es hotstart arcforce antisticking teknologiak vannak benne
vas rozsdamentes vas ezeket hegesztettem eddig ezenkivul?
alu magnezium rez vagy ehhez mar komolyabb gep kell?
mit szamit a wolfram ? alut csakis zoldel lehet vagy akar a szurkevel is?
Ha mindig sok co2 hegesztés után áll le az óra,és sok gázt használsz lehet hogy az áramlás miatt elfagy,használj reduktor melegítőt.Vagy csak egyszer működött 20 percig?
Mert akkor silány minőségű volt.
Amúgy szerintem érdemes belefektetni egy minőségi literes reduktorra,mert szintem az ára megtérül hamar amilyen drágák most a gáz árak.Egy kis kíméléssel (nem dobálod ,ütöd,finoman kezeled,mindíg uj tömítés palack cserénél és nem húzod agyonra kikopott kulcsokkal,használat után "feszteleníted")örök életű lesz.
Egykor (~35 éve) még a reduktor mellé átáramlásmérőt is tettek. Átlátszó csőben golyót emelgetett az áramló gáz, mellette osztások. Na az biztos, hogy át is ment. Ma a reduktoron másodnyomás helyett liter osztás. Találkoztam olyan precíz (? :-( ) kínai AWI kábellel, hogy sűrített levegő 4-5 bar körül kezdte átfújni. Ha csupán lehelletnyit át akartam küldeni az argonból, majdnem maximumra kellett tekerni a beállítást. Szerencsére gariban cserélték.
Nekem volt olyan új reduktorom, ami öszz-vissz max 20 perc hegesztés után egyszerűen beállíthatalan lett, egyszerűen nem jött a gáz... Szóval, ha megoldható, érdemes egy keresztpróbát megejteni egy másik órával. Az nem árthat...
MIG co-s geppel van hasonlo elmenyem amikor a szaki igaz kint a szabadban de o is ugy tolta lazan hogy hajamat lehetett volna fujni a pisztolyal... ok hogy kint a szel elfujja a gazt ezert jo ha felvan tekerve de amikor nincs szel... havonta viszi cserere a 10kg palackot pedig aze huu de sokat nem hegeszt a muhelyebe
Akkor pontositok bocs acdc vagyis valtoaramu az inverter elirtam...
Igy elmeletileg jo? igy mihez jo? mit tudok elhegeszteni argonal? alu vas rozsdamentes rez ? Vagyis mindenkeppen az a jo ha elektroda - test + ok Mien pajzsot hasznaltok awihoz ? nem az automata a legjobb? mer latom mikor ivgyujtok hogy hova koppintok? Alap es majd kozep szinten eleg meg a koppintos vagy azer lehet nagyon szep iveket is huzni vele csak babralosabb mint a HF? de ugyanolyan szepen lehet dolgozni?
Most vettem automata fejpajzsot es hat kicsit felek tole... mer ugy mi lesz ha kezd lemerulni az elem es nem 1bol sotetedik hanem mondjuk csak 0.5 sec alatt? ezt majd csak akkor veszem eszre ha begyullad a szemem? persze ezt annak a tudataban kerdezem hogy van rajta 2 napelem meg a kis lapos elemre ami benne van akku-t irtak... szal nem fog lemerulni?
Az elején lévő napelem tölti, az ívfény energiájából!
Akkor se lesz baja a szemednek, ha nem sötétedik be egyáltalán, csak jól elvakít az ív :-).
Az enyémnél azt írja, hogy lánghegesztéshez, kikapcsolva 4DIN, ívhez 9-14 között állítható, de az UV védelem minden esetben 16DIN fokozatnak megfelelő.
>Szoval mivel csak vasat esetleg rozsdamentest akarok hegeszteni ezer kerdem mie nem lehet awihoz CO2 hasznalni???
SEMMIRE!!! Néha az argonhoz kevernek 1-2% He-t De a Co-t felejtsd el...
>vagy az csak ha alut is akarok hegeszteni akkor kell ? no de ugy tunik argon lesz mindenkeppen mer talaltam 1 jo hirdetest ahol 30ba kapok feltoltve 14l argon 100% palackot argon reduktorral
>3mm anyagvastagsagig akarok hegeszteni erre eleg ez a gep vagy kell nagyobb??
Elvileg elég lehet ez is de az függ a körülményektől...varrat kialakítás, mennyiség(fontos paraméter a bekapcsolási idő ez mutatja meg hogy 10 percből hány percet hány amperrel tudsz hegeszteni addig hogy a hőkioldó letiltson) ha igen mit ajanlotok ? gysmi 161( ugynaaz mint a 131 csak erosebb) vagy gysmi 165 ami mar nem koppintos mint az elozoek hanem lift-es es digitalis ?
>Ha veletlen alut akarok majd hegeszteni megtehetem? argon meg zold wolfram elektrodaval persze vagy nem? ha nem miert nem ? :D A DC miatt?
Kell az AC! Az alunak van egy passzív oxid rétege na ennek az olvadáspontja magasabb mint maga az alapanyagé tehát mielőtt ez megolvadna az alumínium már szétfolyt...Na azért kell a váltó áram hogy ezt az oxidot felbontsa
>Lehet hogy balga kerdes de mit erek el awi nal ha felcserelem a polaritast? vagyis test - elektroda + ? nem megy olyan melyre a varrat?
Igen a beolvadást is befolyásolja, de a hőmegoszlás ha jól emlékszem 70-30% os tehát ha polaritást váltasz a wolfram lesz a melegebb és gyorsabban fogy...
Most vettem automata fejpajzsot es hat kicsit felek tole... mer ugy mi lesz ha kezd lemerulni az elem es nem 1bol sotetedik hanem mondjuk csak 0.5 sec alatt? ezt majd csak akkor veszem eszre ha begyullad a szemem? persze ezt annak a tudataban kerdezem hogy van rajta 2 napelem meg a kis lapos elemre ami benne van akku-t irtak... szal nem fog lemerulni?
Erre látatlanban nem tudok mit mondani...
OKe hogy elmeletileg tudom mi az a koppintos ivgyujtas de errol is irhatna valaki pontos infokat dolgokat! Majd emlékeztess ha nem kapsz választ most mennem, kell.
Ha veletlen van valakinek ien vagy hasonlo felszerelesu gepe akkor az irjon mar lecci tapasztalatot rola :D
Van 1 Gysmi 131-es inverterem amivel eddig 100 orat hegesztettem rozsdementes es sima vasat.
De egyre jobban tetszik az awi !
mer:
1 tiszta szep varrat
2 nem kell tisztogatni
3 nem frocsog
4 latom a varratot nem takarja a salak
Szoval be is szereztem lehet tul gyorsan 1 Gys AWI pisztolyt manualis gaz vezerlo (vagyis nem HF)
Tehat eddig van 1
Gysmi 131 dc inverter ami 10-130 amper
1 Awi pisztoly
2.4 wolfram elektroda piros
1.6 palca
Szoval mivel csak vasat esetleg rozsdamentest akarok hegeszteni ezer kerdem mie nem lehet awihoz CO2 hasznalni??? vagy az csak ha alut is akarok hegeszteni akkor kell ? no de ugy tunik argon lesz mindenkeppen mer talaltam 1 jo hirdetest ahol 30ba kapok feltoltve 14l argon 100% palackot argon reduktorral
3mm anyagvastagsagig akarok hegeszteni erre eleg ez a gep vagy kell nagyobb?? ha igen mit ajanlotok ? gysmi 161( ugynaaz mint a 131 csak erosebb) vagy gysmi 165 ami mar nem koppintos mint az elozoek hanem lift-es es digitalis ?
Ha veletlen alut akarok majd hegeszteni megtehetem? argon meg zold wolfram elektrodaval persze vagy nem? ha nem miert nem ? :D A DC miatt?
Lehet hogy balga kerdes de mit erek el awi nal ha felcserelem a polaritast? vagyis test - elektroda + ? nem megy olyan melyre a varrat?
Most vettem automata fejpajzsot es hat kicsit felek tole... mer ugy mi lesz ha kezd lemerulni az elem es nem 1bol sotetedik hanem mondjuk csak 0.5 sec alatt? ezt majd csak akkor veszem eszre ha begyullad a szemem? persze ezt annak a tudataban kerdezem hogy van rajta 2 napelem meg a kis lapos elemre ami benne van akku-t irtak... szal nem fog lemerulni?
OKe hogy elmeletileg tudom mi az a koppintos ivgyujtas de errol is irhatna valaki pontos infokat dolgokat!
Ha veletlen van valakinek ien vagy hasonlo felszerelesu gepe akkor az irjon mar lecci tapasztalatot rola :D
Igen ez az utp8 Így van rövid szakaszok!! Az nem helyi felmelegítés hanem helyi túlmelegedés: kis alkatrész több réteg rossz hővezetés akkor a sorok, rétegek között rá kell gyújtani egy cigire vagy nótára;-) míg visszahűl.
Na: E Ni BG 12 ez egy nikkel elektróda (akkor ez hideg hegesztés lesz) Na meg is van a leírás is:Grafitbázisú Öntvény hideghegesztő Rövid varrathernyót hegeszteni (maghuzal átmérő 10x-e) és ezeket melegen kalapálással nyújtani,az erős helyi túlmelegesést kerülni kell ...
Na, ma meghozták a hegesztőpálcát, ami a turbó csonkjához kell! De van egy kis bibi, az általatok ajánlott típust nem találta a mi drága anyagbeszerzőnk....
Salak-bevonatú öntvényelektródát hozott, aminek 900 forint volt darabja.
A hegesztés kreativitás webshop-on a képet ki is nagyíthatod, ott az iweld-en a gázcsatlakozás, és HF-et írnak, 115az ár
ugyanez a gép 200A ugyanott koppintós gyújtás gázszelep nélkül csak 55,
úgyhogy biztosan HF, a GYS lapján szintén kinagyított képen a 165 és írják is hogy LIFT ( koppintós) gyújtás, írják is hogy külön megvásárolható a gázszelepes AWI markolat, tehát nem a gép intézi.
Albionlix: a LIFTgyújtás természetesen a koppintós angol megfelelője.
Pl: haverom nem töri le minden ívgyújtásnál a wolfram tű hegyét, neki nem ragad le, másik kolléga ugyanazzal a géppel semmit sem tudott csinálni.
mondjuk a gyakorlott hegesztő srác is vett közel 400-ért egy HF gyújtású 315A-es AWI-t Jasic márkájú. Előtte egy olasz Cemont koppintóssal "kínlódott",ami MMA hegesztésnél egész napokat ment nem kapcsolt le a hővédelem, volt hogy közösen dolgoztunk. Neki az ALU hegesztéshez kellett a nagy gép. Majd infarktust kaptam kínai gépért 400, de hasonló Fronius 1,2M lett volna, és a Jasic jól működik neki.
"Ha nem vagy gyakorolt hegesztő a koppintóssal csak szenvednél."
Ahhhaaaa....
...aztán szerinted a "gyakorolt" hegesztő ameddig gyakorolt addig mivel gyakorolt? Koppintóssal szenvedett, utánna minkor már eleget gyakorolt akkor nem szenved vele?
A hegesztőgép is pontosan olyan mint a többi munkagép. Ha jót akarsz azt meg kell fizetni, ha jó az olcsó is akkor meg szenvedsz vele...
Pont fordítva van, a gysmi az csak liftes ( koppintós ) gyujtású, az iweld pedig HF gyújtású.
a gysmi digitális kijelző, nyomógombos hot-start, és áramerősség állítás, koppintós gyújtás, nincs a gépen gázszelep, és awi kábelt is venni kell hozzá.
az iweld HF gyújtás, potis áramerősség állítás, beépített gázszelep, és alapáron awí kábel.
Az iweld kínai, de jól működik, a 140A-es inverterét próbáltam, a gysmi francia. A koppintós gyújtású 200A iweld csak 55E Ft a HF gyújtású 115E Ft
Talán már látod a különbséget a két márka között közel azonos pénzért mit kapsz.
Ha nem vagy gyakorolt hegesztő a koppintóssal csak szenvednél. Szerencsés választást.
Sziasztok! Segítséget szeretnék kérni, kinéztem magamnak két inverteres gépet GYSMI 165 a másik IWELD TIG 200 nem tudok dönteni melyiknél maradjak. Elsősorban bevonat elektródás hegesztésre használnám, de ha kiadok érte ennyi pénzt akkor már tudjon többet. Az IWELD-nél az egyik helyen azt olvastam, hogy HF gyújtása van a másik leírás ennek ellent mond! Véleményt szeretnék mind a két gépről. Köszönöm!
Van-e valakinek Castolin-Eutectic POWERMAX roncsa? Vagy rajz, doku? Nemrég hozták "javítani". :-( Erősáramú rész jó, de a vezérlőpanel teljes egészében hiányzik. Lomizóktól vette a gazdája, azt hitte, minimális ráfordítással meg lehet javítani. Rólam meg azt hitte, maszáj vagyok. Azok szoktak ugyanis sz@rból várat építeni. :-(
Nézd meg a hegesztés kreativitás oldalt, klikk a nagy feliratra, jobb felül a webshop piros felirat-hegesztőkészülékek,-MIG stb. már 63-tól normális van a 45-östől félnék és az einhellt sem javaslom. A 75E FT-ra már nagy 15 kilós dob való a 63-asra 5 kilós.
Kérdezz rá nehogy 1 görgős huzaladagolója legyen. A palackot máshol vedd használtan olcsóbb, úgyis helyben tölteted.
Tanácsra lenne szükségem gépvásárláshoz. Egy munkához, ahol alu lemezeket (0,8-1-es) kell összehegeszteni szeretnék venni egy gépet. Védőgázosra gondoltam - MIG170. A célom, hogy ár érték arányban a legjobbat vegyem és későbbiekben is karbantartási feladatokhoz is tudjam használni. Nem ipari mennyiségű hegesztésekről van szó.
A munkaasztalod fölé szerelj kürtős elszívót, fej magasságba, de nemigen hegesztesz Te annyit hogy az ártana, előbb halsz meg nyaraláskor ha kókuszdió esik a fejedre. Szerezz egy kiselejtezett konyhai páraelszívót és gégecsövön vagy 110-es PVC csövön vezesd ki a műhelyből.
Jó már ez mind, valószínűleg kínai, de biztosan jó, én 2 féle kínait próbáltam, jók voltak.
Itt már csak jó és mégjobb van, akár az autók között, ha félretesszük az előítéleteket, a 20évvel ezelőtti házi tekercselésű trafókhoz képest ez egy pehelysúlyú erőmű, én kínai 160-assal 5mm-es elektródával pirítottam, alig hittem a szememnek.
Ezt a régi 100A-es hetrával nemigen csinálnád meg.
A saját gépem,amikor tisztítottam (levegővel kifúvatom) akkor csináltam pár képet a belsejéről.Van benne cucc rendesen.Ezért is fontos a renszeres tisztítás főleg ha poros,flexelős környezetben dolgozol vele,mert a por+nedvesség zárlatot okozhat.
Tudtommal 25mm2 a munkakábel szabvány, de mivel csavaros a rögítés, cserélhető. AWI(koppintásos gyújtás) szettet már próbált valaki ilyen vagy hasonló kütyühöz?Használható?
Elmentem egy helyi üzletbe, kínai gépek voltak 160A amit próbáltam, egyszerűbb kivitel, 5-ös pálcat vitte mint a vajat, csak pislogtam, 65 volt az ára, voltak drágábbak is.
Mentem utána kollégámmal máshová, óriási választék, 2 tipust néztem az IWELD ZX7 140A, 40E és az EP system energi@ 130 ,45E
Az iweld baromi erős gép, nagyobb méretű, 3m munkakábel,nagy csipesz, profi elektródafogó, vastag keresztmetszet, de nem ferde a szemölcs a csatin, nem szorul meg az aljzatban. Jól gyujt,egyforma stabil az ív még 140A-nél is, nagy ventillátor, alul gumitappancsok. A ház csavarjai ferdén becsavarva, a kapcsoló csámpásan áll félig kint a lemezből, a túlfesz led foglalata kotyog. Marha nagy bekapcsolási időkkel nagy áramok. És csak bennünk a félsz hogy kínai.
Az EP System könnyebben gyújtja az ívet ( nálam ez döntő szempont volt) kicsi könnyű ház,kis ventillátor, csak műanyag rács a venti előtt, precíz kidolgozás, Maxi gázon kicsit zúg a a gép és hangosabb az ív , sercegőbb, de ez is vitte a 3,2-es pálcát. A ház alján saját anyagból nyomott dudorok, ez olcsó megoldás, a test csipesz az vicc, jó ha 20mm-ert átér, a munkakábelek vékonyak, de legalább könnyű hajlékony "vállpánt" nagyon rövid duplája kellene, a munkakábel szűk 2m az elektródafogó is elég barkács szagú a test kábel talán 1,5 m. De ennél legalább szorul ha forgatom az aljzatban, nem lötyög 130-140 A nél.
Haver a kínait preferálta ipari hatás az olasz mellett, erősebb stb. , de én 2,5 nél vastagabb pálcát nem használok ( 90-100 A ) , az olasz ezt tudja bőven szinte magától gyújt, precízebb és NEM KÍNAI.
Úgyhogy boldog tulajdonosa lettem.
Ha más a másikat választaná azt sem hibáztatnám, mert Én sem tudtam sokáig dönteni több pálca elégetése után sem, kb. megéri mindkettő az árát.
Na kicsit belepofázok én is....:-P Először is nem saválló hanem rozsdamentes.....pl a sósav előbb megeszi mint a mezei szénacélt...:-) soká tartott míg rá állt a nyelvem nekem is a szlengről, azóta mindenkit kijavítok:-P Szóval rozsdamentes hegesztés: Nem árt tudni milyen az anyag:ferrites martenzites ausztenites duplex .... A martenzites már nem igazán hegeszthető, ausztenites a legkönnyebben. Alapanyaghoz illesztett rozsdamentes huzal(általában a kiégés miatt kicsit jobban ötvözött mint az alapanyag) de ez otthon hobbi/barkács szinten talán nem annyira érdekes. Gáz: tiszta argon vagy kevert gáz, lehet corgon (82/18) is de nem a legjobb 1-2 % Co,vagy O2 keverésű a legjobb. A másik a felület kezelés, ha egyszer hozzáért szénacélhoz, vagy csak rászáll a köszörű szikrája, már szennyezett és rozsdásodni fog, gyárakban ezért különítik el a rozsdamentes műhelyt ha tehetik... Ugyanez érvényes a szerszámokra vágó csiszoló- korongokra, csak rozsdamenteshez valót... Szóval ezeket kerülni kell.De mivel nem mindig sikerül és hegesztés közben még a futtatási szinek is látszódnak ezért szokták felületkezelni. Ez az a paszta,folyadék, vagy valami(sokfajta van, van amit szórnak, van amibe mártják kádakban), ennek az a lényege hogy a pácoló szer a felületről lemar 1-2 mikron réteget ezzel eltávolítva rozsdát okozó szennyeződést, ezután szokták még passziválni egy másik szerrel ami meggyorsítja az anyag saját passzív oxidrétegét visszaállítani.
Ja, ami még eszembejutott! Annó a cégnél a Hünnebeck zsaluk és összeszerelhető állványok készültek. Az állványoknál a csatlakozócsonkok, acélöntvényből voltak, amit mezei acélcsőhöz (hidegen!!!) hegesztettek MIG/MAG impulzus hegesztőgéppel! Állat hangja volt! :)
Nekem is volt ilyen hegesztőm ( CLOOS GLC403 ) azzal most símán megpróbálnám. Csak már nincs meg, mert a barom agyammal eladtam! Akkor azt gondoltam, hogy elég lesz nekem a CLOOS 350-es fokozatkapcsolós változata. Életem legnagyobb tévedése volt... :(
Én már nem utazom a hegeszőiparban, immáron 5 éve. Most jelenleg a nyomdaiparban utazom. Amúgy megaadhatnál valami típust. Mihez kellene a rajz? Az, hogy MIG/MAG, elég tág fogalom...
Én csakis turbó csonkok hegesztésénél gondoltam erre, mert többen csinálják. Nem arról van szó, hogy megrepedt, hanem arról, hogy egy másik talpat tesznek rá.
Ha tudnám a technológiát, akkor nem firkáltam volna ide! :)
Ha folyadék akkor lehet, hogy felhígították vízzel?
Régebben fehér volt, most újabban -vagy is közel tíz éve kék, de lehet, hogy van belőle rózsaszínű is, én még nem láttam. Persze ez még nem jelent semmit mert mi hobby anyagokkal nem foglalkozunk.
szia asx 160X60x7 u vassat szeretnék hegesztenni sima mezeit. folyamatosan szeretnék velle dolgozni milyen teljesitményü CO2 hegesztőgép kell? eddig 5 lakattost kérdeztem mindegyik azt mondta minél nagyob annál jobb........csak minnél nagyob annál kisseb a pénztárcám vastagsága köszi
Szia! Nekem közel 2éve van EPS-Fidaty1600-as inverterem.Vegyestüzelésű kazánokat készítek vele (5mm-lemez),nem sokat, éves szinten kb:8-10-et.Egy kis maszekpénz kiegészítés. 3.2-es pálcával gyűröm, van mikor egész nap ,és eddig nem volt semmi baja(lekopogom).Néhanapján AWI-zni is szoktam vele.Titok a rendszeres portalanítás,száraz hely,jó kontaktok.
Amiről Te beszélsz az ENERGI@ tipus az barkács szintű készülék,de elég jó bekapcsolási idővel.Ha megnézed a honlapon ezekek az időket 40C-fokon mérik.
Ellentétben sok más készülékeknél sokszor 20C-fokon mérik ezért tűnik erősebbnek.
A következő a Fidaty gépcsalád ami viszont már un.farmer gépek,ezért ezek tartósabb munkákra is alkalmasak.
A többi EPS gépcsalád(Cycle, Special,Bigtre)már ipari jellegűek.
Sziasztok! Szeretnék pár kérdést feltenni nektek. Bevallom, alig értek a hegesztéshez, mi több, az elméleti alap abszolut homályba veszett, csak valami autodidakta gyakorlat van.
Namármost azt szeretném kérdezni, hogy ha jól vettem ki a visszakeresésemből, hogy CO hegesztővel lehet savállót hegeszteni. Ehhez szeretném kérdezni, hogy más huzalt kellene bele vennem? Esetleg más gáz is szükséges? Tulajdonképpen próba már volt, minden változtatás nélkül, könnyen, szépen hegeszthető, csak rozsdásodik a varrat. (nem nem voltak illúzióim, hogy nem fog, csak haver erősködött, hogy mindegy, csak hegesszük fel a kipufogódobot a motorjára...)
Esetleg valaki boltot is tud mondani Siófok környékén, (esetleg Kezsthely, bár ott van tippem) ahol lehet kapni hozzá ilyen huzalt? Mibe kerülhet? (emlékszem, amikor a gépet vettük, valami 8 e Ft volt a Praktikerbe a huzal bele, aztán szakboltba találtunk 3 e körül. A huzal persze még messze nem fogyott el, keveset használom, kis barkácsgép, a palackot ellenben tölteni kellet, de kis palack. )
A szegmenseket (ugyan úgy mint a csövet) a heftelés után öblítsed argonnal vagy nitrogénnel, akkor nem ég meg a gyök.
Az eddigi varratok nem rosszak, a sarokvarratot hegesszed inkább hozaganyaggal. A saválló csövön el lehet tüntetni az éleket, utánna felpolírozod és kész.
Az a komolyabb széria, most is van, az energia a fidality alatt van, barkácsabb osztály.
A hegesztés lap.hu-n ott az EP System , és van olasz honlapjuk, de az iWELD ( ZX7) kínai, nem is említik a heg lapon.
Kínai oldalon láttam a ZX sorozatot, haver szerint a nehezebb jobb ( több anyag van benne ) pechemre pont a kínai a nehezebb, olcsóbb, 10A-el erősebb , de akkor is fázom tőle.
Ha jól látom akkor az saválló lemez. Tegyél alá rézlapot akkor nem lesz olyan. Egyébként a 0,8-as lemezt nagyon nehéz hegeszteni, miért ilyenen gyakorolsz?
sziaaztok szeretné venno cot GÜDE 192/6K KOMBI VÉDŐGÁZAS mit szoltok ehhez a géphez 160X60X7 uvasat is kénne velle hegesztennem meg hasonlokkat elég lehet hozzá? köszi
Varrathibák , Kifutólemez. A bal oldali menüből választhatsz más témát is. ...de mintha ezek már mind lettek volna. Az egész topic-terjedelem nem több egy napi lapénál. Olvasd vissza, megéri.
A lényeget leírta az előző hsz. A kifutó lemez 3mm esetében nem feltétlenül. Ampert kicsivel lejjebb, de ahhoz markolat vagy lábszabályozó kellene. A horpadás a másik oldalon dudor valószínűleg. Sokáig van hevítve, vagy lassú vagy. Majd kialakul minden. A púpos varrat oda csúnya.
3mm-es lemez sarokvarratához kevés a 75A és a 6mm-es gázterelő is. Tegyél fel nagyobb gázterelőt, a tűt állítsd be úgy, hogy ha a gázterelőt hozzáteszed a lemezhez akkor ne érje el az éleket, az argont állítsd 6-7 literre, az áramot 90A körül, a porcelánt tedd rá a lemezre, óvatosan gyújtsál ívet és hozaganyag nélkül miután összefutott az anyag jobbra-balra tekergetve a porcelánon haladva lassan menjél vele előre.
Ha jól csináltad akkor a végén nagyon fogsz csodálkozni...
A gyakorlati kérdéshez:
gondolom maga a varrat marad horpadt ha anyagában hegeszted. Lényegében nem gond, ha nem tetszik akkor tegyél hozzá hozaganyagot.
Milyen vastagságú lemez? Beállítások? Wolfram milyen vastag, mennyire áll ki? gázterelő mekkora? A habzás talán már a kiégést jelenti? A sarokvarrat biztosan az aminek látszik? " T " is lehet , avagy élvarrat, csak derékszöget bezáró lemezekkel. Ha az elején és végén történik, akkor érdemes "kifutó" lemezt tenni. Az ívet jól kell szögelni stb. Szal. nem lehet telefonos segítséggel orvosolni a problémát. Próbálni kell más és más módon. Szakirodalom támogatásával. Jobb híján.
Én még új vagyok a fórumon és még nem olvastam végig lehet, hogy volt már szó róla: MIG/MAG max 200 kapcsolási rajz kellene. Illetve főleg a fokozatkapcsoló bekötése, igazság-táblázata. Sűrgő lenne!!!
Én egy hobbi barkácsoló vagyok. Teljesen autodidakta módon tanultam hegeszteni. Elsőnek ez Öregem régi hobbihegesztőjén (Hetra 130), utána a saját DC inverteres gépemen (Gys), de csak bevont elektródával. Egy ideje szeretnék már kicsit tovább lépni és kinéztem magamnak egy gépet a vaterán. Az iránt érdeklődnék, hogy szerintetek meg lehet-e venni? Nem hullik-e szét rövid időn belül? Továbbra sem ipari célra kellene, hanem néha aluminiumot is hegeszteni pl. Ha volt már, akkor elnézést, nem találtam meg.
Szerintem már minden formát próbáltam. - Ide is elküldtem. -ismét. Néhány napig ott kellene legyen. Vagy legalább néhány letöltésig. Talán ha egyszerre több IP címről éri megnyitás, akkor blokkol. De azt én nem tudom befolyásolni.
A mai napon, hobbi célból én is beruháztam egy védőgázas hegesztőre, szerény ívhegesztési "gyakorlattal". Ha nem lenne nagy pofátlanság, elkérhetném én is azt a hegesztési kézikönyvet?
megkaphatnam en is a hegeszto zsebkonyvet? Sajnos a freemailes postafiok ures (valaki humorzsak letorolte volna belole???), a linkek meg egyik sem el mar...
Hali, az átmeneti pálca ok, de inkább 307es!! mondjuk a Böhler A7, jó a nyúlása a Mn miatt ezért hegesztenek(javítanak) vele öntvényt, előmelegíteni nem nagyon kell, de az mástól is függ (pl repedés helye mérete mert ha olyan helyen van a repedés, hegesztés közben a javítással szemben repedhet el) Lehet még Ni bázisú pálcával is szintén hidegen.Öntvénypálcával szokták melegen hegeszteni de oda pontosan kell ismerni az öntvény anyagát ötvöző tartalmát és ahhoz illeszteni a pálcát.
Öntvény hegesztésnél szokták használni a hideg meleg hegesztés fogalmát az előmelegítésre: meleg az több száz fokos, a hideg meg 50-150fokos..
T. topictársak! Eddig csak olvastam, viszont most kérdeznék... Idén nyár végével bezárólag rendbe kéne raknom az erkély korlátját, és úgy gondoltam, belevágok saját magam. Kezdő barkácsolónak milyen berendezést, milyen módszert tudnak a szakik javasolni? Van némi villanyos előélet, úgyhogy az occokinainak nem dőlök be, de nem akarok 40-50E Ft fölé sem menni, bár az is "határeset"...
Sok érdekes dolgot találtam benne. Látom, hogy elég sokan favorizálják a Fronius gépeket. Való igaz, nagyon jó gépek. Viszont a CLOOS (szerintem) leveri őket.
Én körülbelül kilenc évig dolgoztam hegesztőiparban. De nem mint hegesztő, hanem, mint elektromos szerelő. Nálunk volt Fronius, ESAB, KEMPPI és CLOOS.
Az utóbbi vitte a prímet, mint minőségileg, mit megbízhatóságilag. Viszont az alkatrész marha drága hozzá. :(
A lényeg, hogy nagyobb turbóval nagyobb turbónyomást lehet elérni (a gyárival is, csak akkor annyira sokat pörög, hogy leesik) illetve több levegőt lehet bejuttatni a motorba.
De offolni nemakarok, inkább a megoldásra koncentrálni, ami ebbe a topicba tartozik. :)
És szerinted mennyi értelme van ennek a nagyobb turbónak? Szerinted mi hajtja a turbót,? Hiába növeled a turbót ha nincs mi meghajtsa ! azaz nincs több kipuff gáz! jobb hatásfokú turbón gondolkodjál !
Letezik jofajta bevonatos palca hozza (pl. ESAB OK92.18, OK92.58), de azok inkabb csak javitasra szolgalnak.
Ha olyan öntvenyt hegesztesz, ami elötte sok höt kapott, akkor ugyis szet fog repedni. Csepel gatrepedt hengerfejet javitottunk mar vele, jol sikerült.
Ehhez nem kell elömelegiteni, hideg eljarashoz van.
Az a legnagyobb baj, hogy nem fér el, egyszerűen nincs hely... Csak hegesztés lehetséges.
De azt mondták, hogy magas Nikkeltartalmú öntvénypálcával kell hegeszteni, oszt' jóccakát. Szügség szerint elő melegítem is ha kell. A hőfokot is megtudom mérni, ha szükséges, csak kérdés, hogy mennyire kell felmelegíteni a cuccost.
Azért, mert egy nagyobb turbót szeretnék rárakni egy olyan autóra, amin kissebb van. A talpak nem egyeznek. Csinálnak ilyent, többen is! Jelenleg is nagyobb van fennt, mint a gyári, immáron több, mint 2 éve. De a következőt már magam szeretném csinálni, mivel minden technikai felszerelésem megvan hozzá.
Miért kell hozzá hegeszteni a talpat? Van az öntvényben menet, vagy nincs, akkor átmenő csavarral fogatni hozzá a talpat. Véleményem szerint nem nyerő megoldásban gondolkodsz.
Tanácsot szeretnék kérni... Lenne egy turbóm, amin a kipufogóoldali csonkra akarok hegeszteni egy másik talpat. Van AVI-m, inverteres ívhegesztőm (MIG-is, de az jelen esetben kilőve) :)
Én AVI-t részesítem előnyben, csak azt nem tudom, hogy -milyen típusú- pálcával álljak neki a dolognak. Ugyanis hidegen szeretném hegeszteni és nem akarok foglalkozni, előmelegítéssel hőntartáással, stb...
Tehát várom a véleményeket, hogy melyik típusú géppel (AVI- ÍV) álljak neki és pontosan melyik típusú pálcával. A pontos típus azért kellene, mert a cégen keresztül azt hozatnám be! :)
Urak, értem már hogy kell embernek lenni a gátok, és nagyot villantani. Meglesz!
Nem is kell nagy angoltudás, ahoz a linkhez, értek mindent rajta...
Köszönöm a hozzám való nagy segítséget, 0 -tól eljutottam 72 óra alatt a Co-val való hegesztésig saját gépemmel. Elégedetten távozom vissza a csendes olvasói rétegbe. Mailom marad nyitott kiskapu hozzám, és ezúton üzenem az oda nekem írónak, hogy sajnos már nem vagyok vevőjelölt, és mint látja nem is nagyon akartam belépni a 6 számjegyű árvilágba. Mint ahogyan kínálta ő a gépét. Azért kössz.
Bocs, hogy nem voltam fenn megköszönni, de kicsit problémás volt gépközelbe kerülni.
Mindent köszönök a cellel kapcsolatban, elmentem, elcsesztem, de nem szomorkodom. Sikerült annyira felhúznom magam, hogy eldöntsem, azért is megtanulom, bár valóban elég gané meló. Ezúton szeretném megkérdezni, van- e valakinek cel pálcája, mert vevő lennék rá. Bevallom, konkrét árajánlat kellene a madarasimiklos@gmail.com címre. Ha megegyezünk küldöm a pénzt és ha megkaptad add fel a pálcát!
Köszönettel: Miki!
Ui: Aki kérdezte, hogy hogy állítson áramhoz tolást, ill. gázt CO- nál: A tolást hallod a hangján, látod a cseppleolvadáson, stb. Ha nagy cseppekben olvad és ragad a cunder adj neki huzalt! Ennél laikusabban nem tudom megfogalmazni. A gáz huzatfüggő. A lényeg, hogy elzárd az ömledéket az oxigéntől (levegőtől) Az általad említett gépen szerintem elleszel kb. 8 liter/ perccel, de ha kint dolgozol, lehet, hogy rá kell fújnod 18 litert is percenként. A gépeddel kapcsolatban: azért jó, ha szerelhető a munkakábel, mert szükség esetén tudsz huzalvezető spirált, vagy bármi más kopó ill koszolódó alkatrészt cserélni. Házi célokra, sima szénacélra és nem túl combos anyagra elég lesz a géped, ha van türelmed kivárni, hogy 100 A környékén már 8- 10 percenként leold 20 percre. Tartsd mindíg tisztán, legalább hetente egyszer fújd át levegővel és sokáig nem lesz vele problémád. Ha komolyabb melókba is bele akarsz vágni, keress rá egy jó állapotú használt Fronius- ra, vagy a másik tippem a karcagi Weld- Impex. Aránylag olcsón hozzájuthatsz és lehet vele dolgozni.
"....Más kérdés, hogy ebből van egy olyan üzemszakasz, amit a gyártó megad, mi szerint egységnyi áram mellett ez az üzemszakasz (már tudjuk, 10 percnek) x %-a lehet. Ezalatt az idő alatt folyhat rajta az egységnyi áram. Ez nálam mondjuk 6-8 szor 1 perc a példánkban, amíg ív alakul ki, a bakapcsolási időm meg a hegesztőgép bekapcsolásától az asszony dirigálta kikapcsolásig tart, tehát estig...." - Ne komolytalankodj már ilyen egységnyi átfolyásokkal ! Nyomjad neki. Villamosipari embernek ez nem jelenthet problémát. A hővédelem majd végzi a dolgát.
"Nem feltétlenül kell kikapcsolni, elég ha csak üresjáratban marad, azaz nem hegesztesz. "
Nem szoktam kikapcsolni. Ha mondjuk egy kapukeret összeállítása 3 óra, amiben a hegesztésen kívüla mérés flexelés, igazgatás, csiszolás is benne van, akkor az első hegesztéskor bekapcsolom a gépet, majd jó esetben a végén kinyomom, rossz esetben az asszony kérdésére: Mindent kikapcsoltál? a pákát is, hegesztőt is? Ja, basszus, máris megyek vissza kikapcsolni.
Más kérdés, hogy ebből van egy olyan üzemszakasz, amit a gyártó megad, mi szerint egységnyi áram mellett ez az üzemszakasz (már tudjuk, 10 percnek) x %-a lehet. Ezalatt az idő alatt folyhat rajta az egységnyi áram. Ez nálam mondjuk 6-8 szor 1 perc a példánkban, amíg ív alakul ki, a bakapcsolási időm meg a hegesztőgép bekapcsolásától az asszony dirigálta kikapcsolásig tart, tehát estig.
A fogalom kitalálóját meg úgy seggbe rúgjuk, hogy a holdig repül, csak előtte a kezébe adunk 2 vasdarabot meg egy hosszabbító véget. A holdon meg kivehetei a gépet a seggéből és kezdhet a bekapcsolási időben dolgozni. :)
Na a fogalom pocskondiázást befejeztem, nem sértegetem tovább a szakmátokat...nem érdemli meg.
Bajban vagyok. Én csak szakmai angolt tanultam, viszont az én két szakmám villamosipari természetű, ezért vért fogok izzadni az olvasni valóval. Azért ha nincs más, átizzadom magam rajta. :)
Hűtése van a gépnek? Egyébként a bekapcsolási idő téma nem az egyetlen amire nincs jobb kifejezés, mint a KRESZ vagy akár a jogban. Nem feltétlenül kell kikapcsolni, elég ha csak üresjáratban marad, azaz nem hegesztesz. Ez a vastag anyagok (max. amper) esetén lehet problémás.
Köszönöm az anyagot, azt is befalom majd a szememmel. :)
Igen, ezt is mondtam az embernek, hogy 3-4 mm-es anyagok fordulnak elő egy házi barkács műhelyben, mint jellemző legvastagabb anyagféleségek. Persze ritkán, évente 1-2 szer akadhat ennél combosabb anyag, de évi 2 esetre újabb 100.000-t elkölteni szerintem messze nem gazdaságos. Ilyenkor kell átmenni a szomszéd karosszériáshoz.
Már csak az a kérdés erre az anyag vastagság intervallumra, és a következő 15-20 évre megfelelő berendezésre költöttem el ennyit?
Így selytettem. De azért aki a szakmába bevezette ezt a kifejezést, "bekapcsolási idő" annak egy kompett hegesztő gépet dugnék a seggébe, és elküldeném Grécsi tanár úrhoz, aki mellé tolna egy CO palackot, de a nagyot. Annyira értelmezhetetlen erre az eseményre ez a kifejezés, hogy csak na.
Mert ha ez lenne, hogy mondjuk hegesztési idő; vagy aktív üzem idő; vagy folyamatos elektromos ív ideje;
Én a gépet egyszer szoktam bekapcsolni, ekkor elkezdi a berendezés az üzemidejét, amin belül vannak különböző üzemállapotai, akár csak a mosogépnek, aminek a cetrifugázás időtartamát a teljes ciklushoz képest nem szokták bekapcsolás néven viszonyítani, legfeljebb a centrifugálás idejét.
A hegesztés és a pihentetés aránya. 35 A-ral folyamatosan hegeszthetsz, viszont 80 A-rel csak 15%-nyi időben. Pl. 15 mp hegesztés, 85 mp pihi (hűlés), különben túlmelegszik, és kikapcsol, vagy ha nincs hővédelme, akkor leég. Azt nem tudom, hogy milyen időegységre van megadva a százalék, mert ha 2 órát hegesztek egyszerre, majd egy napig nem, akkor az sincs több 15%-nál. :)
Ott voltam, vettem. Igaz nem használtat, de mivel mertétek ajánlani az üzletet, én mertem magam rájuk bízni. Ők meg a szlovén gyártmányú piros kütyüt ajánlották 150 amperes kivitelben. (az igényeimre igazítottan)Újonan, garlevéllel, új, tele palackal (kicsi, könnyített) 5 kg huzallal (0,8). 85000 HUF tréfa nélkül.
Namost nem lett szerelhető kapcsolódásu munkakábellel
Nem lett alakalmas nagy huzaldobra
Nem lett 230/400 verzió
És még sokminden nem lett, amiket külön külön ajánlottatok a topic előélete során a sok érdeklődőnek, de hamar felmértem, ha ezeknek meg akarok felelni, akkor tréfa nélkül is súlyosan 6 számjegyű árral indíthatok. Ugyanez volt igaza nagykörösi gyártmányaira is, még a legkisebb esetén is. Arról nem beszéle, hogy a garérvényesítés esetén a cuccnak le kell oda kerülnie akárki által is, így meg 40 percre van a lakhelyemtől a bázis.
8 perc alatt betanítottak, helyben vartam az első pár centimet, de otthon azonnal barkácsoltam egy törött lombgereblyét, egy pár szál szögvasat a régen letört helyére aplikáltam, és egy épülő cuccomon (másik nick alatt az indexen tárgyalt) azonnal hegesztettem nagy boldogan egy csíkot...(ennél elfelejtettem a palackot kinyitni, mégis lett varrat. hmm?
Kérdése(i)m:
A 3 állítható tételt milyen logika mentén kell egymáshoz képest állítani? gáz; huzaltolás; áramerösség; Van elképzelésem ugyan, ám valami rövidítet tananyag erről? (1-2 oldal pdf pl) Gondolom nagyobb áramhoz növelni jó a tolást, de a gáz? STB
Másik kérdésemre is van elképzelt válaszom, de meghallgatnám a szakembereket.
Hogy is kell érteni az x % bekapcsolási idő y áram. Ezt már más is kérdezte korábban, de válasz nélkül maradt.
Sajnos a sok einhell/TIP onnan való, azokon kell áthámoznom magam.
Amíg lószar van, veréb is van, tartja a mondás. Az első elektróda után rájönnek, hogy fos és szabadulni akarnak tőlük, ugyanígy a védőgázosoktól is.
Jó példa az itt is szapult Güde: az alutekercses trafó végeit rézcsavarokhoz kötik. Egy kis nedvesség, elindul a galvánkorrózió, megmelegszik a kötés, ívet húz, szétfröcsköl és dobhatod ki. Ár/érték arányban (ha újat akarsz), nagykőrösi gépet, használtra meg van betéve egy csomó link, elég 100 hozzászólást visszamenned.
Azokat rendszeresen nézem. Sajnos a sok einhell/TIP onnan való, azokon kell áthámoznom magam. Aztán vannak még a névvel nem illetett, de fennhangon jelzetten "olasz gyártmányúak" Egy két egyebet találok, de súlyosan 6 számjegyű árakért. Hát nincs még itt eléggé a válság? :)
Kössz, a linktippeket, így átfutólag a hsz-ek javát este átnézem.
Azt kifelejtettem, hogy igen, 230-as lenne jobb. Bár van 380-am, de apámhoz már hiába mennék át a géppel. Tehát 380-al térben korlátozottabb lennék. Ezért jó lehet a 230/380 vagy sima 230-as verzió. Ráadásul jelen esetben a vékonybb lemezek irányába is képesnek kell maradnom, az pedig nem igényel nagy villamos energia igényt.
"Mennyit szánsz rá."
Aranyos!
Hát 20000Ft-ot. Más kérdés mennyit vagyok kénytelen megfizetni a jó ár-érték arányúért?! :) Tényleg, tudsz mondani példát egy használt jó ár-érték arányú mondjuk 230-asra? PL legyen benne egy üres(edő) palack reduktorral, némi maradék huzal. Egy félig leharcolt munkakábellel. Viszont legyen az a márka/tipus, melyben nem akadozik a huzal, reggel-este is hajlandó működni, de mondjuk nem kell feltétlen bírnia a 15 kg huzal lehegesztését egyetlen varratban. :) Egyszerűen egyenértékű mondjuk az öreg hetrával a saját feladatához képest.
No amit írtál, azt ne! Anyagi oldalról közelítsd meg. Mennyit szánsz rá. A kínálat nagy, ennek megfelelően sokféle árral. Egy fázis esetében, ha jól sejtem, elérhető áron juthatsz akár újhoz. Számold a palack és reduktor árát, valamint lehetőleg 15kg huzalt. Mert ilyenre alkalmast ajánlok. És nem fix munkakábel.... Konkrét gépet? A topicban sok hsz. tartalmaz ilyenekre mutató linket.
Olyat kérdezek, amit gondolom előttem 2617-en kérdeztek már. Sajnos hiába próbáltam topicon belül kulcsszavakra rákeresni, az index 2 keresője anyit se ér, mint a lukas szélű, kopott sarkú beugrós munkáscipőm, amiben egy óra után fáj a lábam. (a kutyám se veszi a szájába, játszani)
Szóval a rendszervátás idején vásárolt Hetra U 100 hegesztővel hajtottam ezidáig. Havi 2-3 hegesztés a hobby műhelyben, változó anyagfélékkel. Igazi otthoni barkácsolás célját szolgálta. Igazából a vékonyabb anyagok esetén kerültem szembe a Hetra határaival, s csak kevesebbszer állt elő az az eset, hogy a túlzott vastagság miatt fordult kudarcba, lett kifogásolható minőségű a hegesztés.
Most elhatároztam magam egy co2 gép mellett. Hasonló igénybevétel esetén és az nálam megismert anyagvastagságokhoz mi az ajánlatotok? Vagy mi az amit NE!??
Nem akarok túl sokat költeni, (szívesen vállalom a használtat) de keresném az igényeimhez a jó ár érték arányt.
Használt piacon, neten legtöbbet az ismert einhell; TIP STB márkát látom, nagy ritkán látható egy két monstrum, de talákoztam már valami házi készítménnyel is.
itt van bővebben a tanfolyamról, 06-96-528-760 ha esetleg érdekel vagy többet akarsz tudni itt tudsz érdeklődni. Szerintem még mindíg lehet jelentkezni.
Mint tudatlan kezdő, arra gondoltam, hogy a gázterelő átmérője is hatással van a hegesztési folyamatra. A kérdésem arra vonatkozott volna, hogy hogyan. De abban igazad van, vannak ennél izgalmasabb kérdések is.
Miért ilyen összefüggéseket keresel? A gázterelő átmérő javallott ...mikor milyen anyag, gázigény (liter/perc) stb. Fogadd el, vagy akár kísérletezhetsz is. Ha sikerült jobbat elcsípned, aakor alkalmazd és kész. Hegesztéseknél csak a varrat minőség lehet 1.szempont.
Azzal kezdtem a hegesztési tudomány gyakorlatát, hogy először elolvastam a fórum teljes anyagát. Most (először) szeretném megköszönni mindenkinek azt a sok hasznos információt, ami összegyűlt az évek alatt. Egy kezdőnek ez kincsesbánya!
A második egy kérdés: AWI hegesztésnél milyen szerepe van a kerámia átmérőjének? Próbáltam kisérletezni, de nem találtam kapcsolatot a kerámia átmérője és a varrat szélessége, vagy milyensége között.
Bocs hogy eddig nem válaszoltam, de én magam sem tudtam pontosam hogy milyen szintű lesz a tanfolyam. De a héten elindult, és végre kiderült. Hegesztő szakmunkás végzettséget fog adni, reményeim szerint sikerül megtanulnom, szerintem kézügyességgel nincs gondom, és hegeszteni is szeretek, és azt is tudom hogy idő kérdése is mire rendesen menni fog.
Nem tudom hogy hova valósi vagy, csak azért mert én most kezdem el Győrben egy hegesztő tanfolyamot, ha végzek hegesztő okj-s bizonyítványt ad. Ha érdekel lehet még csatlakozni.Ha érdekelnek a részletek írj.
Üdv mindenkinek! Lenne egy olyan kérdésem hogy mi az hogy gyökhegesztés? Meg eladó egy Böhler fox cel hegesztőelektróda(9.6kg) amiről az előbbikeben kérdeztem itt a fórumon. Ha érdekel írj és megbeszéljük! A választ előre is köszönöm!
Nemnagyon volt időm gép elé ülni, de néha azért ránéztem a fórumra. Valaki megkeresett mailben, a hegesztési zsebkönyv miatt, válaszoltam is rá, de nem kézbesíthető az üzenet. Remélem olvassa a fórumot. Újból feltettem egy oldalra, de ezeknek az a hátránya, hogyha senki nem tölti, idővel törlik. Most 10 alkalommal lesz letölthető, 90 napon keresztül. Jó töltögetést! :)
Szó szerirnt SZAR munka cellel hegeszteni én láttam őket a Kraftanlagénál amikor műhelyben előregyártáson nyomták nem birtak úgy beöltözni hogy ne menjen be a szikra semmi pénzért nem csinálnám.A jó kis AWI-s munka lehet azt is találni.Integral/Unistahl/Kremsmueller, meg még sok cég keres hegesztőket.Én most lizing cégtől az Integrálnak dolgozok de csak AWI-val Linzbe.
Gőzkazángyártásnál tényleg így van. Az összes varratott rötgenezik meg ultrahanggal vizsgálják, elég ciki, ha szétrepül egy 100 baros kazán. (Korábban a gőzmozdonyok 10-15 barosa is elég rendes pusztítást végzett, ha szétszállt.)
Videón láttam cellhegesztést, kb. egy méter átmérőjű csövet csináltak öten, ebből egy ember volt alul a gödörben. Ketten elkezdték fölül, amikor negyednél jártak, a másik kettő akkor zendített rá a következővel. Nem irigylem az alul lévő embert, mennyi "áldás" hullik a fejére...
Itt is van olyan, hogy a hegesztő csak hegeszt, de csak előgyártásban a műhelyben ahol olyan munka van ami 100% röntgen. Akkor nem is csinálhat mást! De az általában nem Cell...
A Cell-hegesztést általában távvezetéken alkalmazzák, 10% röntgen van és aránylag hamar készen van a varrat. A többieknek van elég más dolga, a hegesztő nem ülhet le a varrat mellé ha készen van. A nagyobb csövet amúgy is ketten hegesztik (szembe egymással) és így is van elég szabad idejük, hidd el.
Gondolom, nem két ember munkabérét fizetik odakint. (Igaz, 5-6-szorosát a hazainak).
Akkor már azt is tudod, hogy miért mentek tönkre azok a gyárak! :)))
Erről jó viták voltak a vasúti topikokon, örökké előjövő téma :-). Aztán a Ganzról volt egy kiváló előadás a gyár volt főmérnökének vezetésével. A rövid lényeg: a 80-as évek elejétől indult a hanyatlás és ennek a gyár saját maga volt az oka. (Nem az, hogy segédmunkás tisztít varratot.)
Északi most (erős hátszéllel és kötelező érvényű állami megrendelésekkel) úgy-ahogy működik még. Annyit mondtak a varratpucolásra, hogy a hegesztő csak hegesszen, ne gyilkolja le a kezét a kalapálással.
A KÖZGÉP-nél is külön ember tisztít varratot. Igaz, ott a hosszú, folyamatos varratokat fedettívű automatákkal csinálják. (Előadáson volt téma: vasúti híd a Rábca felett, mint első hazai hegesztett híd, M8-as "semmibe vezető" híd, illetve M0 Megyeri híd).
Ha készen van a varrat akkor a hegesztő pucolja le drótkoronggal.
Ide jutottunk? Jártam gyárlátogatáson (Csepel Autógyár és Ganz-Mávag a végnapokban, mostanság MÁV járműjavítók), a hegesztő nem pucolt varratot. A segédmunkás drótkorongozott meg verte a salakot, illetve köszörülte ki az újrakezdési dudort.
Mit tudnék tanácsolni úgy, hogy azt sem tudom mennyire ismered a Cell-hegesztést?
Gondolom azt már kiderítetted fentről lefele kell hegeszteni vele (Fallnaht), és a távszabályzónak mindig a bal kezedben lenni (ha a jobbkezedben van a markolat :) és az áramot a hézagnak megfelelően kell állítani. Azt, hogy a gyök rendesen bent van-e az elektróda égésének a hangjáról hallod. Ehhez (is) kellene a gyakorlat...
A gyököt más polaritásról kell hegeszteni mint a töltőt, takarót. Tehát ha készen vagy a gyökkel akkor meg kell fordítanod a test és a munkakábel polaritását, de hogy melyiket kell negatívról és melyiket pozitívról azt nem tudom most (ha akarod akkor megkérdezhetem)
És végül egy jó tanács: fejvédőt (vagy valami sapkát) vigyél mert különben véged lesz a próbahegesztés után!
És még valami:
ha érdekel a hegesztés és már (ahogy írtad) van minősítésed (111 és 135) akkor ha gondolod kitöltheted a következő adatlapot: online jelentkezési lap
Nekünk is van munkánk Ausztriában (is) bár most elég rossz a helyzet mert azt akarják, hogy (majdnem) ingyen dolgozz a válság miatt, de majd csak lesz valahogy.
Az egyéb üzenethez írd oda, hogy az indexen talákoztunk.
Szia asx! Hozzászólásod előtt kezdtem el írni az enyémet, úgyhogy csak küldés után olvastalak. Nem szivesen csapok bele ebbe a szarba, de felénk Qrvára nincs munka mostanság. H.halomban kell próbáznom, utána kéne kitaposni ha sikerül. Ha van tanácsod megköszönöm, de asszem muszáj megpróbálnom.
Kösz nyunyuka! Ránéztem a topic- ban és a google- n is. Ha jól értem, ez valami fütyülős- tapsolós elektróda, ami ragad mint állat (már úgy értem nem folyik meg az ömledék) büdös mint az égetett gané, fröcsköl, mint nagy feszültséggel fej felett a CO, viszont elfogadott awi gyök helyett mert megvan a rugalmassága és gyors.
Még egy apró kérdés: Ha esetleg Bázikus elektródával bármilyen pozícióban átmentem párszor RTG- n és ultrahangon meg merjem ezt próbálni? Kedden kellene próbaarbeit, aztán menni ki Labancország.
V.mint megköszönném, ha megírnád mire figyeljek pirítás közben.
Ha még nem próbáltad a Cell-hegesztést akkor szerintem ne vállald el!
Biztosan távfűtéshez kell, árokban vannak az előre szigetelt csövek amin a varrathoz jobb esetben fejgödörrel férsz csak hozzá. Ha nem lusták kiásni...
Gyakorlat nélkül nem fogsz ott egy fél napig sem hegeszteni!
Először tudni kellene, hogy milyen összetételű a hegeszteni kívánt anyag. Fontos hogy a munkadarab megfelelően meg legyen tisztítva!
A hegesztőhuzalnak megfelelő keménységűnek kell lenni. Az alábbi összetételeket javaslom: AlSi5, AlMg5
Az előtoló szerkezetben a görgőket „U” profilúra kell cserélni. Legjobb, ha 4 görgős a szerkezet (2 vezető és 2 nyomógörgő). A toló nyomóerejét minimálisra állítani. A tolóban a huzalvezetőket műanyagra cserélni.
A pisztoly minél rövidebb legyen! 3m–nél semmi esetre sem hosszabb! A pisztolyban a huzalspirált szénszálas–teflonra cserélni. Az áramátadó dűznit Alumínium–hegesztéshez használatosra kell cserélni (jelölve van a dűznin „AL”).
A védőgáz „négykilences” Argon (99,99%-os tisztaságú).
Hegesztés megkezdése előtt mindíg csípd megfelelő hosszúságúra a kilógó huzalvéget!
A hegesztési anyag megtalálható: mmawiplazma kukac freemail.hu címen. jelszó: hegseged - Ha valaki rossz célokra felhasználná az email címet, felhívom figyelmét az IP címe után lenyomozható. A regisztráció pedig nem konkrét névre szóló, akár a Nemzetbiztonsági Hivatal is lehetne.
Közben visszanéztem a korábbi beírásokat, és látom hogy nincs jó véleményetek az Einhellről.
Akkor mit érdemes venni ami jó és olcsó? Nem ragaszkodom az inverteres kialakításhoz, de a túl sokat valószínűleg nem fogom használni. A kerítésprojekt után lehet, hogy évente 1-szer húzok vele egy 5cm-es varratot.
Vagy arra a célra amire nekem kell, azért mégiscsak jó választás?
Hagyományos gépeknél azt már tudom, hogy csak olyat szabad megvenni ami réztekercses, és van beépített ventillátora. Típust esetleg tudtok ajánlani?
Érdeklődnék, hogy az Einhell BT-IW 100 -as inverteres gépről mi a véleményetek, esetleg van-e valakinek tapasztalata vele.
Erősen gondolkodom azon, hogy a kerítésemet sk csinálnám, és ehhez pl. 40x40-es zártszelvényeket kéne oldhatatlan kötéssel egymáshoz rögzíteni. :)
Szóval mennyire megbízható, lehet vele normálisan dolgozni?
Lenne mégegy kérdésem, hogy ez mit jelent:
Bekapcsolási idõ 80 A esetén: 15%
Bekapcsolási idõ 40 A esetén: 60%
Bekapcsolási idõ 35 A esetén: 100%
Mi az a bekapcsolási idő?
Azt honnan lehet tudni, hogy a bekapcsolási idő mennyi, ha pl. a gyártó oldalán sincs feltüntetve?
Köszönöm!
A 23diki kérdésemben lehet rosz helyre tettem a hangsúlyt, ezt most korrigálom.Tehát adott egy Co hegesztőgép.Ezzel szeretnék alut hegeszteni.Hallottam már minden félét,pl hogy a polaritást meg kell fordítani,meg hogy teflonbetétes munkakábel kell, argongáz,de senki nem tudott pontosat mondani.Van itt olyan aki segítene ebben,vagy legalább utat mutatna melyik könyv hol.Minden infó segítség lenne.
Hát ez a fólia nem túl jó ötlet! Merevítések természetesen lesznek benne alul is, oldalán is! Mint mondtam a keringetést megoldja egy keringető szivattyú! Co2-vel könnyen megoldható a vízzáró varrat? Ez lenne a legcélszerűbb? Elég az 1-es lemez? Fólia és hasonló mókolás kizárva. Köszi a segítséget!
Szeretnék elvégezni egy hegesztési tanfolyamot főleg papír miatt érdekelne ez a dolog. Mert lenne egy munkahely de oda a papír kellene. Lakatos a végzettségem. A hegesztőgépet tudom kezelni.
A normál pálcás hegesztés és a CO hegesztés nem okoz gondot. De azért még tudnának újat mutatni szakik nekem az tuti. Ami jobban érdekel az az AWI.
Ha tudna nekem valaki segíteni ebben kihez vagy hova lenne érdemes fordulni akkor szóljon.
-Akkor a fólia olvad meg! (az érv :-)) De szerintem a fűtőszál nem érhet hozzá, és ha csak egyébként 30°C a hőmérséklet, akkor nem lehet gond akármilyen hőre lágyuló anyag legyen az. És biztos szükséges lesz a folyamatos keverő is bele.
Hegeszd meg a vázat meg a borítást rá lemezből.A lapok közepén azért legyen még egy merevítő zártszelvény függőlegesen, mert kinyomja a víz az oldalát.
Aztán vegyél obiban 1mm vastag tófóliát, és béleld ki vele.
Melyik volt ez az ominózus jegyzet? Konkrétan a címe és mérete ismeretében tudom azonosítani. Nem emlékszem már, mert nekem van bőven gyűjteményem. Arra gondoltam valahová feltárazom az általános ismereteket tartalmazó állományokat.
Azt sem bánom ha átküldöd, az a legegyszerűbb.
20x20-as zártszelvényeket kell összehegesztenem, egymásra merőlegesen. Úgy képzeljétek el, mintha egy kocka 12 élét kellene összeállítani. Szerintetek hogy lenne érdemes vezetni a varratot? Elég kicsinek érzem a 20mm-t, nem tudom itt is lehetne-e a klasszkus Z alakú pálcavezetést csinálni?
Nem akarom én mindenáron megcsinálni,ha szükséges keresek vkit akinek van megfelelő eszköze hozzá. Azt mondod co-val könnyen megoldható? A rozsda tiszta sor, elég vastagon lekezelném,1-2 évet csak kibír! Rozsdamentesből lenne az igazi,de annak az anyagköltsége egy 0-val több lenne! A műanyag szerintem nem kivitelezhető a fűtőszál miatt, ha legkisebb fokozatra állítom a termosztátot szerintem a fűtőszál akkor is megolvasztaná.
Elektródával nagy szívás lesz. Következő lehetőség a CO. Rozsdásodni fog egyébként is. Vegyél műanyag tartályt. Nem drágább és a 30°C nem gond . Egy ötlet volt.
Üdv mindenkinek! Még nem írtam ebbe a topikba, de már nagy részét átolvastam! Segítségre,tanácsra lenne szükségem! Egy 130cmx100cmx115cm kádat kellene készíteni! Úgy nézne ki,hogy lenne 30x30x2 zártszelvényből egy keret, ezt az Eltra trafós hegesztővel meg is oldanám! A tartály részével vagyok kicsit gondban! A keret belső felére kellene hegeszteni lemezből, én 1mm-es lemezre gondoltam, ha ti úgy gondoljátok vastagabb kell,ne tartsátok magatokban! A kérdésem az lenne van esély rá, hogy a pálcás csodával tökéletesen vízzáró varratokat készítsek? Tiszta víz lesz a kádban, illetve egy bojler fűtőszál, egy csövel kapcsolódna a tartályba egy keringető szivattyú! A cél állandó 30 fokos víz a kádban. Mivel lenne célszerű ezt hegeszteni? Nem vagyok közel sem profi, de hobbi szinten elfogadható amit hegesztek. Előre is köszönöm a segítséget!
No problemo. Egyébként valóban érdemes visszakeresni a bekötést a motornál, ki tudja, hogy hogyan kötötték be, esetleg toldozták-foldozták valha. A múltkor találkoztam olyannal, hogy 3 fázist + nulla + föld hoztak le 4 eres kábelen + 1 külön piros vezetéken a földelést (régi szabvány). Igen ám, de a 4 eres vezeték egyik ere is piros. Így aztán a végén kb 15 centi hosszan betekerték fekete szigszalaggal, jelezvén, hogy márpedig azon hozzák az egyik fázist...
Na mégegyszer: N- nulla, L1,L2,L3 a fázisok Öt pólusnál a vastag láb a földelés (ami a vezető horony irányában van) ez a zöld-sárga szabvány szín. A többi fekete(esetleg egy barna) A nulla kék színű. Ezet kövesd a motortól. Ehez nulla nem kell, de lehet jobb az ötszálas,m mert akkor már a munkalámpa is beköthető.
A vastag a védővezető a három vékony a fázisok. Ha nem jó a forgásirány, akkor ezekből tetszőleges kettőt meg kell cserélni. (A dugó ma már nem szabványos, a szabványos dugó 5 pólusú, a vastag a védővezető (PE) a vékonyakból az L- nulla, L1,L2,L3 a fázisok)
( kb. 10 éve már 400V / 230V a feszültség Magyarországon )
Segitsetek kapcsolási rajz kéne inverteres hegesztőröl igbt-s kimenettel mindegy milyen csak lássam a kimeneti megoldásokat nekem van egy rossz hegesztőm és probálom megjavitani kevés sikerrel.Köszönettel Lacca
A zöld sárga a föld, középen alul a vastagba, a többi három pedig bárhova máshová. Ha forgásirányfüggő, mondjuk fúrógéphez, vagy valami villanymotorhoz, akkor a három pólus közül kettőt fel kell felcserélni, és megváltozik a motor forgásiránya. A zöld-sárga viszont mindig fix.
Sziasztok! Remélem jó helyen járok a kérdésemmel. Van itthon nekem Böhler elektródám és arra lennék kíváncsi h valaki megtudná e nekem mondani az értékét ha igen akkor a többi adatot is megadom! Előre is kössz!
A gép itthon van szerszámostól mindenestől és kicsivel olcsóbban.Egy baja van csak:2 db ékszíjat kell bele rakni,csak ránézésre nem tudom hogy hogyan,mert a főórsó közepén van a helye.Egyébként lengyel 3 pofás gyártmány.Rajz véletlenül nincs nektek ilyenekről v. ötlet az ékszíj felrakáshoz????
Szakszerűen, száraz helyen. A Csepel műhelykocsik tartozéka volt, oszlopos fúrógéppel, egy marógéppel együtt. Némelyik gépet a gyári kipróbálás óta be se indították.
(Érdekesség: a teherautók némelyikében is csak 50-100km volt, sok gyűjtő most vett. Egy mosás után simán megkapták az OT-rendszámot.)
Ez a negyvenezer nekem is furcsa, mert Tatán és Marcaliban most 480.000Ft+ÁFA egy "vadonatúj" E400/1000-es esztergagép, még a gyári konzerváló zsírral lekenve, a mellékelt fadobozban minden gyári tartozékával.
Tényleg 25Ft/kg. Én elszámoltam egy nagyságrendet. Akkor nem tud annyira sz@r lenni, hogy ne érje meg megvenni. :) Ennél biztosan többet adnak érte a telepen, ha nem válik be.
40ezer? Vicc! 25forint/kg. Nagyon valószínű, hogy vannak lógásai, de ennyi pénzért oszlopos fúrógépet nem kapsz. Győződj meg a elektromos részéről, mekkora áram igénye van a motornak, mert valószínű a min. 3.5-4kw vill.motor, vagy több és három fázis. A szerszámokra pedig még sok tízezer forintot kell áldozni, egyébként nem tudsz vele mit kezdeni. Bagó ennyiért. És minden felújítható. Fa pallóval emelgesd meg a főorsót, látszik ha lóg. A fő szán kopása a tokmány közelében szokott leginkább kopott lenni. Ha nem látszik a hónolás nyoma, mint pl. a végeken, akkor kopott, de hónolható. A szán orsók holtjátékát is tudod ellenőrizni a nóniuszokhoz. A szállítás bonyolultabb. szerintem.
Hát ha 1600 kg, akkor annyit majdnem a MÉH-ben is adnak érte. :) Látni kéne, de valszeg megvenném. Az ágyazatot kell megnézni, hogy mennyire kopott, vagy görbe. Csapágyat, stb. lehet cserélni. Én valszeg megvenném, ha volna hova tenni, mert ez tuti, hogy jó nagy. Kérdés az, hogy miért ilyen gyanúsan olcsó. Pont nézegettem pár napja a vaterán, és ennyiért csak házilag összekókányolt szarokat árulnak.
Ha nem gond, én is kérném ezt a linket.Előre is köszönöm!!
Reinold
ui:Szerintetek egy 250-es átmérőjü munkadarab befogásásra alkalmas fémeszterga megér 40 000 ft-t???Tudom, hogy nem ide tartozik,csak sok embert megkérdezek mielőtt döntenék. Kb. 1600 kg a súlya,és minden rendben van rajta.
A 1196-1210 sorszámú bejegyzések környékén volt említve többször ez a kézikönyv. Több link is volt megadva ahonnan le lehetett tölteni, de ezek azóta már nem működnek.
AWI-val szeretnék hobbiszerűen hegeszteni, ezért az elmúlt héten elolvastam a fórum összes bejegyzését. Nagy- ilyen volt bőven, visz-et letölthessem valahonnan.
Sajnos az akkor közölt linkek már nem élnek. A segítséget előre is köszönöm!
Ha a zártszelvény általános szerkezeti acél és nincsenek vele szemben különleges követelmények, akkor megfelel az egyszerű rutilos elektróda (OK46.16, 43.32, Böhler FOX KE, FOX OHV vagy az újra gyártásba került barkácspálca, az ER23).
2 vagy 2,5mm-es elektródavastagság kell, az áram meg annyi, amennyit előírnak. (50-90A, ki kell próbálni)
A belső sarkoknál "lengetni" kell az ívet a két anyagrész között. Egyszerű, csak elmondani nehéz így, kérj meg valakit, aki megmutatja a gyakorlatban, menni fog.
Már régóta olvasom a fórumot és talán már tudok értemeset kérdezni is.
A problémám nagyon egyszerűnek hangzik, de mikor az anyag előtt álok és csinálom teljesen gáz.. Semmi közöm a hegesztéshez, de a házkörül azért akadnak tennivalók és ezért fogtam bele a barkácshegesztésbe.
Szeretnék egy 30*20*2 es zártszelvényből egy keretet hegeszteni, hogy az illesztéseknél teljesen körbe legyen heggesztve.Milyen pálcát és milyen áramot kéne használni?? A sima vizszintes I töltő varrat már megy, de azt,hogy ezt utána foljtatva körbe varrjam sarokhegesztéssel , már gond! Mivel az illesztések elég vacakaok, igy néhol elég sokat kéne tölteni is, és gyakran elfújja az agyagot a nagy hézagnál. (Egyenáramú iverteses készülékem van)
A vastag anyagokkal nincs is gondom. Kipróbáltam egyébként rutilos elektródát is a 10-es anyaghoz (SH Lila R), szép lett a varrat, nem lett zárványos, csak alig bírtam a salakot leverni.
A 2-es anyagot is be kell hogy gyakoroljam mert ha adott a 40*40*2-es zártszelvény munkadarab, nem válogathatok.
Szomszéd urat a varratdudor zavarja. Engem nem, hozzátartozik a munkadarabhoz, mint pl. a csavarfej.
Ezzel kapcsolatban irnám,hogy az alapszinti hegyesztéshez valami ablak keretet kellett anno hegeszteni 40x40-es zártszelvényen,ha jól emlékszem.A szakmunkás szintnél már az adott eljárásból külön kell vizsgázni,nekem elektródából 130-as átmáröjü 7,1 falú melegszilárd csö volt pozicióban egyoldalról hegesztve,tehát 1gyök 2töltö,és 1 korona sor.A co(mag) vizsgám könyebb vót,egy 10-es szénacél függöben szintén 4 sor ment bele.A minösitések viszont teljessen külön tészták,és az adott eljárásra,pozicióra,és anyagminöségre érvényes,annak érvényeségi tartományival eggyütt.Több mint 6ezer hegesztöi minösités létezik,de ebbe a gépesitett és spec.(mint robbantásos hegeszté)is benne van.
Milyen szintü lessz a tanfolyam alap,szakmunkás vagy min.hegesztö?De szerintem egy alapszintel is,Csak nyerhetsz,de azzal még,ne várj csodát.Hosszú a téma.És az is kérdés,hogy mennyire van érzéked finom dolgokra,és mennyire szeretsz hegeszteni,esetleg hosszú távon Is....És még a Mestereden is rengeteg múlik.Sok sikert.Azért megéri.Szerintem.
Bocsika.Megnéztem jobban az elsö képet,és azt tényleg gyorsabban kellene húzni,de szerintem inkább 3-as anyagon próbáld meg,hogy ne menjen át.Nem mintha nagy baj lenne de,itt még nem cifráznám,hogy gyök is legyen.A szegély az kiolvadni szokott az alapanyagból,s ott vékonyabb az anyag ami lehet folytonos vonal,szagatott vagy pontszerü.A szomszéd lakatos ezért köszörüli a varratot,mert lakatos, egyébbként nagyon nem szabad varratot gyengiteni,max. az újrakezdés dudorjait megcsapni köszorüvel.Mondjuk egy keritésnél ez nem számit,de egy átlag lakatosnak nem kell ennél többet tudnia,a szakmájából kiindulva.:))
Most találtam ezt az oldalt, és egyből kérdeznék is valamit.
Arról lenne szó hogy régóta érdekel a hegesztés van is itthon egy kis trafóm azzal szoktam hegeszteni ezt-azt, és most lehetőségem nyílt arra hogy elvégezzek egy hegesztő tanfolyamot.
Azt szeretném kérdezni hogy szerintetek van e esélyem a tanfolyam elvégzése után a szakmában elhelyezkedni, vagy erre semmi esélyem?
A rutilos a 22-es csapdája nekem :-). Ha lassabban vezettem, kisebb áramnál is átolvasztotta az anyagot.
Az utolsó egyébként nem sarok- hanem V-varrat, kb. 1mm-re domborodik ki. Másik munkadarabnál lassabban vezettem, a varrat még domborúbb lett, a szegély még jobban beolvadt.
A biztatást köszönöm, még próbálkozom. Azért jólesett, hogy a kb. 30 éve vasszerkezeti lakatosként dolgozó telekszomszédot sikerült "lehegesztenem" :-). Precíz szaki, de borzasztó lassú. És kiköszörüli az összes varratot, nem értem, miért.
Eléggé sietsz a varrattal a rutilos pálcánál föleg,és próbáld meg az az ömledéket egyenletesebben vezetni,mert néha belódul a kezed.
A két bázikus pálcánál a varrat teteje szegélybeolvadásos(szintén haladj lassaban egyenletesebben),és az utolsó képnél az egy sort mindig két sorral takarunk egyébként csúnya húrka lessz,túlságossan domború.A szép sarokvarrat szélei egyenesek,és egyenletesek.A profilja egyenes vagy enyhén homorú.A szegélybeolvadás akkor szokott lenni,ha az ömledék anyaganak nincs ideje kitölteni az áram ivfúvó hatását.Sok sikert!!
Köszönöm az ismertetőt, ma kipróbáltam. Ez lett belőle, igaz, alig bírtam lebombázni a salakot:
2mm vastag szénacél, 2,5mm-es OK46.16 elektróda, 80A, egyenes polaritás.
...és amiért a bázikusat jobban szeretem. 10mm vastag anyag, 5mm-es ZAZ Vamberk kőkorszaki csehszlovák elektróda, 240A, fordított polaritás.
8mm vastag anyag, gyök gépi lángvágóval, gyökvarrat Böhler FOX ETI 2,5mm 80A egyenes polaritás, takaróvarrat 4mm-es Böhler FOX EV50 160A, fordított polaritás. Kíváncsi vagyok, szakember mit mond rá.
A feszültség állítás az ívstabilitás miatt történik tudomásom szerint. Ahol lehetőség van az állításra ott érezhető a lágy és kemény ívkarakterisztika, akár a hangja is elárulja. Több paramétert szükséges összehangolni. Adott anyagvastagság (anyag minőség is), a hegesztési pozíció és huzalvastagság, valamint a védőgáz összetételének ismeretében a gázmennyiség, huzal-előtolás, amper és a bizonyos gyújtási ív. Ez utóbbi lehet vezérelt, vagy adott gépre jellemző állandó, így a hegesztési és gyújtási ívfeszültséget is külön lehet választani. Ennek értelmében az ívhossz lényeges tényezővé válhat, illetve az is. Véleményem szerint ezek alapján világosnak kell lennie, hogy képtelenség ide leírni a variációkat. Komoly MIG gépeken előre programozott paraméterek kerülnek az elektronikába, akár több ezer is.
Vagy próbálj más oldalakat - keresőbe> welding calkulátor..... magyar oldalt nem sokat találni :-(( Nem utolsó sorban a topicot visszaolvasni. Bizonyára akad új ismeret. Nagyvonalakban ennyi...
Nagyon hálás lenék ha valaki segíteni tudna. Gyorstalpalón végeztem co hegesztésből. A szakmám csőhálózat szerelő. De co hegesztésből nem tudom hogyan állítsam be a feszültséget. Egyes lemeztől tízes lemezig érdeklődnek . Vízszintes,sarok, függőleges és menyi legyen az előtolás 0.8,1,1.2,1.6 huzalnál.Tudom ezt pontosan ezt nem lehet mert mindenkinél más. Mer ha valahová elmegyek dolgozni legalább tudjam hogy hol keresem az ideális feszültséget. Mert ha valaki beállítja akkor már nekem is elfogatható. Vagy ha lehet könyvet kapni mi a címe. Előre is köszönöm.
Abszolute...Nagyon szép varrat.A befejezésnél majd húzd visszafelé az ömledéket,hogy ne legyen ennyire minuszos a legvégén, varratszélekröl indulnak ki leginkább a gondok.A futatási színböl is látszik,hogy nagyon egyenletes a varrat.Gratula érte.
Sarokvarratnál mechanikailag az egyenes vagy nagyon enyhén homorú varrat a legjobb minöségü.Legállábis igy tanultam,és ahol eddig sarokvarratmérövel is nézték a varratokat,ott ezt fogadták el.
Mindkettö nagyon szép varrat.Csak ha nagyon kötözködnék mondanám,hogy a csösarokvarratot egy hangyafa...nyival domborúbbra csinálnám,de ez csak kötekédés.Gratula értük.A csösarokvarratnál az újrakezdés IS nagyon szép.
A listázás a lényeg és az alkotók aránya felhasználás specifikusan. A Linde ezt elérhetővé tette. Elismerésre méltó. Én sem feltétlenül tőlük veszem. Létezik pl.AirLiquide De ha már itt tartunk Van a MESSER innen egy kis "jó tudni" :Szinjelölés1Szinjelölés2
Töltsd le a Linde hegesztőgázainak a doksiját.. PDF formátum. Ebből válogathatsz. Illetve csak ezekből, mert egyéb keveréket külön rendelni kell. Arra biztos nem lesz szükséged :-)
Mig géppel természetessen,de a héliumot nem tapasztaltam még/nem ismerem),és a Co gáz nem ok.A legjobb az argon+oxigén vagy co keverék.Álltalában a 97,5Ar+2,5O2 öt használják,de a 82Ar+18Co2 is jó.
Megpróbáltam, nem lett valami szép. Azt hiszem, maradok a jó öreg acetilénnél, azzal legalább normálisan megy. Az AWI-forrasztással meg küzdjön, aki akar :-).
A CO2 gáz nem jó. A hélium akár milyen tiszta, keveretlenül szintén nem jó( de lufihoz és Donald kacsa szinkronhanghoz kiváló). Argon-hélium keverék alkalmasabb, de argon a bázisgáz mindenképp. Nagyobb hélium rész mellett nő a gyökbeégés, ezért vékony anyagvastagsághoz megfelelő arányú gázt kell választani.( A héliumnak ugyanis a legnagyobb a fajhője) Feltételezve hogy nem porbelesről van szó. Azokhoz Argon-Co2 keverék megfelel. Valami ilyesmi. De ettől sokkal bonyolultabb. Az ausztenites állapot megőrzéséről nem is szólva...
Üdv minden fórumozónak. Mit gondoltok egy mig géppel lehet-e rozsdamentesen hegeszteni (rozsdamentes lemezeket) saválló huzallal? Co- vagy 4.6 heliumom van vagy mindenképp argon kellene hozzá? lehet ezzel igényes varratot rakni? üdv.
Van egy 15 kg-os Co-hoz való 1,2-es rozsdamentes huzal. Megkérdeztem a hegesztéstechikában, állitólag 54 ezer ft körül van, de gondolom ti akik ezzel foglalkoztok nagyobb ismerettel rendelkeztek.
Szóval ez eladó.
1 db 15 kg-os Co huzal rozsdamentes 1,2-es. Én 20.000 ft ra gondoltam.
Lehet,csak itt óvatossan hogy ne menjen át hegesztésbe,mármint hogy ilyenkor csak a hozaganyag folyon meg.Érdemes gyengébb árammal próbálkozni,elöször.
A technológiai utasításra meg úgy tojt, ahogy van?
A már emlegetett replika-kismozdony gyártási előírásában benne van, milyen elektródával, mekkora árammal, milyen sorrendben kell a főkeretet összehegeszteni, a szükséges kimunkálásokkal együtt.
A volt főnököm próbált rábeszélni awi helyett a cell. pálcára.Mondván:Sokkal gyorsabb!!!!/ugyanakkor + két légtelenítőt is ki iktatott önkényesen a rendszerből spórolás gyanánt= szegény-zsugori milliárdos !/
Végül dobott a cégtől,mert az awi+bázikus szerinte sok időbe telik.:))))))
Bizony nagyon büdös a cellulóz miatt,és még a Co-nál is jobban fröcsköl,és az a poén ennél hogy a gyökvarratot 2 sorral hegesztik,mert az elsö sor szétreped és sok hidrogént is veszfel amit a második sor ömledéke javit ki.A töltö és takarósorokat már bázikussal hegesztik.Igencsak nagyobb átmérőjü csöveknél még az a poén,hogy az elsösort elkezdi az emberkénk a csőtetejénél(12óránál) s mire a 3-4órára ér a másik emberke 12óránál már kezd is a következö fent emlitett sort.Igy nagyon halados a dolog,de elképzelhetö,hogy a gödörben fekvöemberke mi cundert kaphat, mégúgyis,hogy fejkámzsát hordanak.Élvezet a köbön.
A kérdés nem nekem szól, annyi dolgom van/volt vele, hogy amikor a kezembe került pár dobozzal, pár szálat kipróbáltam belőle. Ami van, a Vaterán sózom el, el is viszik valamiért...:-)
Teljesen más hegesztési eljárás. Nem lehet egyiket a másik helyett alkalmzni! Hegeszteni azzal az eljárással kell amit a hegesztőmérnök előír a WPS-lapon. Hol hallottad, hogy csak úgy cserélgetni lehet?
Igen a cell.elektróda 1 nagyon gyors gyökhegesztö fajta,de pontezért mert nagyon gyors 200-as átmérö alatt nem használják mert ott már nem nagyon lehet irányitani a gyorsasága miatt.A bázikussal gyufagyujtásszerüen ívethúzúl az ucsó befejezés elött 15-25-re,ezzel az ömledékkel gyorsan visszarongyolsz a kezdéshez és onétt kezdhetsz ívelgetni úgy,hogy a széleknél tarts ki,hogy ne legyen szegélyes.Ha csak két sor megy bele a csöbe és nincsenek töltösorok akkor akkor a gyöksornak is megkell lennie a "magaságának" máskülönben a takaróval nem lehet szegélymentesen betakarni és bekell iktatni egy harmadik töltösort is,bár ezt csak akkor szokták gyakorlatban ha nagyon sok anyagot kiköszörülnek a gyöksor felsörészéböl.
Sikerült kerítenem egy csomag cel. pálcát,és mielőtt neki esnék,egy kicsit utána olvasom ill. tapasztaltabbakat kérdezek meg.Egyébként egyre többször hallom, hogy awi helyett cel.pálcát használnak,mert állítólag sokkal gyorsabb.Javítsatok ki ha tévednék! Más téma: Bázikus elektródával utóbbi napokban szó szerint szenvedek./vastagfalu cső-röl van szó./A két varratot nem tudom normálisan összeolvasztani.Fedővarratnál,szó szerint salakos göcsört van a varrat kezdetén,szélén a salakkal.Továbbá nem is tölti ki az adott széleket. Szerintetek mi lehet a baj?A varrat többi része gond nélkül mehetne Röntgen alá! Ti hogyan kavarjátok ki a salakot ívgyújtás után, ill. a befejezett varrat mely részén kezditek el a varratot???Értem azt hogy 1/3-nál?Remélem sikerült érthetően fogalmaznom, és nem voltam óvodás gondolkodású!:))) A válaszokat előre is köszönöm! Tisztelettel: Reinold
A 20as -nál nem sürün kell pálcát cserélni,egy ügyes karoszériásnak lehet,hogy 1évig is,kitartana s gyorsabban menne a hegesztés mint lézerrel.1-2ezer A-rel a 0.8 lemezt. :))))))
A Pongrácz úton van egy hegesztéstechnikai áruház, náluk van kitéve egy 20mm-es elektróda is, bár azt szerintem csak reklámcélból csinálták. A 8-ast se volt egyszerű megtartani, de a "tűzijáték" 400A-rel szép látvány volt :-).
Azért megnéztem más képeket ,is nagyon kedves dolgokat csináltok,s hosszú távú munkát kívánok.Köszi szépen az érdeklödést!!!8-as elektróda,az nagyon brutál,én csak 6-os láttam.Azzal már lehet kenni,a matert!
Nálunk van egy kis nagyságrendi különbség, 5 tonnás gépről lenne szó.
Szépen körém is gyűlt a nép a hegesztő szakosztályban, amikor elővettem a kis darab 25-ös kazánlemezt és a 8-as elektródát! :-) Jött a kérdés: "Tankot akarsz hegeszteni?" Mindenesetre ezt a vastag dögöt nem volt könnyű vezetni.
Az öntödét megkérdezem, Pécs környékén van (Kővágószőlős)
a Ganzban nekem is volt szerencsém 1-2 mozdonyhoz.Volt egy 150Tonnás is amit svácba ment a hegyekbe,meg régeben voltak olyan vagonok amik totál savállóból vót,s malajziába ment.Nem tudod véletlenül,hogy abban az öntödében mennyi a legkisebb mennyiség amivel szóbaállnak az emberrel,és hogy szerszámacélokkal is foglalkoznak??
Igazából nem tudom. A megmunkálhatóság alapján szerkezeti acél, kb. A50-nek megfelelő lehet. MÉH-telepen vett kazánlemez lánggal kivágva, 200mm külső átmérőjű, 20mm falvastagságú acélcső felszeletelve, a kettő központosan összehegesztve, majd esztergálva. Sajnos a kisvasúti kerék nem olyan, hogy leveszünk a szupermarketben 4-db-ot a polcról...
A másik garnitúra kereket egy kedves barátom öntette, majd szabványos profilra esztergáltatta. Tartóhüvely-garnitúrát arra is kellett hegeszteni, nem volt gond a beedződéssel annál sem.
szerintem inkább keveset csak a gyakorlásnál rá kell hangolodni a támára
Ma este ez lesz terítéken, 20-as anyaggal. Mert mozdony-fődarab és hajtóműház sincs a polcon...
Kicsit jobban utána néztem a dolognak,és a bázikusoknak az Ív keménysége(fúvó ereje) is nagyobb.Ez is benne van,hogy ez nem hajlamos a salakaláfolyásra.A villanysütö teljessen ok.megoldás,de ne hagyd kihülni,mert akkor vesz fel hidrogént a bevonat.Az lenne az ideális,ha 300fok környékén lenne hegesztés elött.Igen a rutilosnak titánoxid,a bázikusnak mangán-sziliciumoxid a bevonata ezért más a szine.Milyen anyagból van a keréked?Egyébbként még a kéz vezetésének egyenletlenségéböl is szokott lenni salakaláfolyás,és erre sokan mondják,hogy sokat kell gyakorolni,de szerintem inkább keveset csak a gyakorlásnál rá kell hangolodni a támára.Egyszóval nem a gyakorlás mennyiségétöl függ,legalábis nekem igy jött be.
Eszembe jutott a a nagy vákuum és az említett hideg. Ezek relatív mutatók, ha a hőközlést és hőelvonást ŰR-i viszonyok mellett vizsgáljuk. A nagy hideg ellenére mégis nagy probléma lenne a hegesztéssel bevitt hő, ugyanis azt szinte teljes egészében a tárgy nyeli el. Figyelembe véve, hogy nincs levegő, illetve gáznemű, vagy más fajta hőelvonó közeg. Így inkább a hűtés megoldása a probléma. Érdemes lenne utána nézni, hogy a mesterséges égitestek milyen kritériumoknak kellenek alapvetően megfeleljenek. Fordítva is lehet gondolkodni.
Köszönöm a leírást, kb. 50-60 fokban szoktam tartani az elektródát, majd kipróbálom. Áramerősséggel nem hinném, hogy gond lenne, az elektródára előírt tartomány felső harmadában szoktam dolgozni. Időnként persze olyan szép a varrat, mint ahogy az oktatóanyagokban szerepel. Holnap lesz megint össznépi sercegtetés. majd kipróbálom.
Szoktam figyelni az olvadt salakot, teljesen másképp néz ki a rutilosnál meg a bázikusnál.
A hálózat ott, ahol leginkább használom, úgy sz...., ahogy van, időnként ingadozik a lámpa fényereje is. A gépem primer előszabályozós, ez meg se kottyan neki. (Pont emiatt vettem ilyen gépet!)
Leginkább bázikussal hegesztek, ha már van egyenáram. A mechanikai tulajdonságok(ütőmunka!), meg a beszerzési ár miatt is. Kicsit untam, hogy a kerék varratai a 6-9 méterenkénti jókora pofontól elrepednek. Spéci szárítókészülékem ugyan nincs, de a villanysütő lassan felmelegítve-hőntartva-lassan lehűtve ugyanígy megteszi.
A NASA -t az eredményesség miatt említem. Másfelől valóban érdekes felvetés. Amennyiben személyes tapasztalatra sikerül szert tennem, ígérem beszámolok :)
Ennek nyomán talán a hideg kovácsolásos módszert kell alkalmazni. A hőmérséklet bizonyára nagyon képben lehetett az űrkabinok és egyéb berendezések anyagának a kiválasztása során. De ezek a földön készülnek, félig-meddig földön kívüli körülmények között. Aligha publikált eljárások. - Egyébként a NASA irányába kellene nyomulni ezzel a témával, mert ez hétköznapi szinten SCI_FI kategória.
Hát érdekes kérdés ez az űrbenhegesztés.... Hát szerintem normál (nem rövidzárlatos) hegesztésnél szerintem az ionizált gázok is részt vesznek az elektromos vezetésben, hogy mi lenne vákumban...? De ez a téma felvet egy másik kérdést is az hogy ott fent szerintem kurva hideg lehet, ami nagy hőelvonással jár..... lehet számolgatni:Cev, 3tengelyű hőelvonás és feszültség, T 8/5 hűlési sebesség....
Nem lebegne gömöcskékben,mert a elektomágneseség a súlytalanságban is megvan.A gázhegesztésröl nem nyilatkoznék mert azt nem értem,hogy ott müködne e,de az elektomos hegesztéseknél szerintem semi akadálya nincs.
Sajna a szakszerü kifejezést erre nem ismerem,de a salak aláfolyás a rutilos fajtánál lehet a hibás elektródatartásból,a váltóáram anomáliáiból,a kicsi árameröségböl,s néha még az elektróda bevonatának egyenletlenségéböl is.A bázikusok valahogy sokkal érzéketlenebek a salakaláfolyásra azok inkább gázosodni szeretnek,ha túl hosszú az ívhossz.Elöny még a bázikusnál,hogy állt,+ tehát a melegebb sarokról kell hegeszteni,a mechanikai tulajdonságokról nem is beszélve.De a rutilos is föleg akkor szokott a salakaláfolyni mikor sarokban vagy fentröl lefelé hegesztesz ilyenkor pakolj rá még áramot és vagy egy pillanatra drasztikusan dönts meg 70 akár 80fokra az elektródát,hogy az áram kifulya a salakot.De csak addig.Aztán újra 60fok.Nagyon jó hogy bázukussal is hegesztesz,gratulálok hozzá...
Jobbara azzal dolgozom mert majdnem ingyen van. (Ocskavatelepre jopar bontatlan dobozzal vittek ki, 2007-es es 2008-as mubizonylattal. Gazdag orszag vagyunk...) A rutilos palcakkal mindig sikerül jopar salakzarvanyt belevinni a varratba, ateg, ronda lesz, sokszor alig birom leverni a salakot. (OK43.32, 46.16)
A bazikusnal meg szep egyenletes lesz a varrat, a salak meg kihules utan egyszeruen leesik, egyben. (EB1, EB4, OK55.00, EVB50 nevu szloven csoda).
Igen,lehetséges hogy nem a vákuum lenne a probléma odakint. A plazma-,elektronsugaras-,lézer- és ívhegesztés valóban jól "működnek" vákuumban, így azok megállnák helyüket az űrben is,és még védőgázt sem kellene használni. A súlytalanság valóban gondot okozhat, mivel ahogy azt írták is előttem, a megolvadt fém gömböcskékbe lebegne, vagy esetleg ott maradna a pákán...?!
És akkkor ezek szerint a súlytalanság teljesen ellehetetleníti az űrben való hegesztést?Akinek van valami ötlete,ne titkolja:D köszi az eddigi hozzászólásokat is!
Most messze vagyok, de par nap es kozel leszek. Koszonom a felajanlast, olyan felnivel probalkoznek, ami tenyleg kuka allapotu, aminel nincs vesztenivalo.
A gep tenyleg draga moka de ha folyamatosan lenne ra munka, megeri megvenni. Ott van keznel, kitapasztalod, mit tud.
Ugyanigy szivtam a fogamat, amikor megvettem a CEA Rainbow 150-et, hogy szazezer forint. Egy kisvasuti motoros hajtany epitesehez vettem, hogy ne kelljen allandoan ismerosoknel, dragan dolgozo mesterembereknel kuncsorogni ilyen piti munka miatt. Igy utolag, nem bantam meg!
Külön kellene választani a vákuumot és a súlytalanságot. Vákuumban itt a Földön szerintem semmi akadálya. A villanyhegesztéshez nem kell oxigén, a acetilén mellett meg ott a ~100%-os oxigén, szintén nincs szükség a levegő 20%-nyi oxigénjére. Víz alatt is lehet, pedig szerintem az problémásabb, mint egy "sima" vákuumban. Az űrben inkább a súlytalanság lehet a gond, nem a vákuum. Pl. el tudom képzelni, hogy a megolvadt fém kis izzó gömbök alakjában eltávozik a munkadarabtól.
Szia.Igencsak akadémikus téma,de nagyon érdekes.Elöljáróban csak anyit,hogy az elektromos hegesztéseknél használt elektromágneseség az ürben is megvan.Miskolcon létezik egy "ürvákumkohó" ahol kategoriákal jobb minöségü acélt tudnak elöállitani mint a hagyományos,vagy porkohászati eljárással.Ha még valami eszembejut majd írok,de az biztos hogy az ürben nincs olyan jelenség az ömledékben,hogy könyebb vagy nehezebb elemek(a nehezebb elemek az ömledékben lefelé "úsznak"),s ezáltal homogénebb az acél.
Sziasztok!szeretném a segítségeteket kérni!egy főiskolán tanulok,és egy tanulmányt készítek,melynek témája: "lehetséges-e az űrben hegeszteni;és ha igen, hogyan, ha nem, akkor miért nem?" Melyek azok az eljárások, amelyekkel tudunk vákuumban hegeszteni és miért/hogyan? Előre is köszönöm a segítségeteket!
Bocsi lemaradt.Ha a bázikussal már nagyon megy akkor érdemes cell.-el.Ennél nem szoktak ivelgetni,a bázikushoz és a rutiloshoz képest egy nagyon gyors fajta. A szakmában csak úgy mondják,hogy"zuhanó",de ezt Mig,Mag-nél is szokták mondani.
Igen ezt fentröl lefelé lehet használni, s ez egy speciális fajta elektróda.Mire akarod használni??Csak mert ezt a fajtát,csak nagynyomású távvezetékek gyökvarataihoz használják.Ha jól emlékszem a nyúlása igencsak kiváló,de nagyon fröcsköl és borzalmasan füstöl.
Megtaláltam őket én is, de nehéz a döntés, már csak azért is, mert mint írtam, nagyon ritkán kellene. Van kölcsönbe ( mert ha lesz gépem, nekem is kell) rossz felnim próbálkozni ha közel vagy.
Kerítettem cel. pálcát,de még életemben nem hegesztettem ilyennel!/szeretnék mindenképpen megtanulni!/
Annyi számomra is világos,hogy fentről lefele kell vele hegeszteni!Ívelni hogyan kell vele?U- vagy fordított U-alakban???Mennyiben tér el a bázikus elektróda használatától? /ez utóbbit még csak-csak elmívelem/
Itt már nézegettem, de nem tudnak magyarul, meghát a gari sem utolsó szempont. Ha közel volnál lehet,hogy nem kéne gépet vennem? Én Bp.és T.bánya között vagyok félúton, és kb 30-50 km + - még belefér.
Kínában készül mind. A német a francia a cseh stb.. Összerakják és forgalmazzák az EU-ban. Nézz szét máshol is! Itthon persze azért jár a gari, és ez megnyugtató. A lényeg hogy ugyan ezen gépeket találod más felirattal.
Ahogyan írod. Az ár is itt mozog, de vannak merészebbek is. Gyakorlatilag mind egyforma, más ruhában. Nekem konkrétan a nagykőrösi van. Semmi probléma vele. Kell még palack, az is vadászható olcsón.
Valami konkrét ajánlatod bevált géppel kapcsolatban? Én nem értek az alu hegesztéshez de van közeli ismerős, meg van rossz felni gyakorolni. Valami TIG AC-DC 200A 220V ajánlottak 250 e körül. A 250A 380V az már közel 300 e
A peremnél valóban nincs nagy vastagság, oda elég lehet a 200A -s gép. Nekem is ilyen van. Előmelegítem a vastagabb anyagot. A pisztoly melegedése is "jelzi" a csúcsra járatást. A bekapcsolási idő ugyan csak arányosan csökken. Értem a helyzetet, kellemetlen amikor nyomatásnál derül ki, hogy rá kell ismételni a hegesztésre. Hát ilyenkor valóban előny a helyben hegesztés lehetősége. No és az olvadás ponttal nincs probléma, hiszen 1000°C alatt van, de mint már említettem máskor is, az oxidréteg feltörésére legalább duplája kell. És nagyfreki. Próbáld ki valahol, amennyiben ráérzel és ha bírja a büdzséd, akkor meg kell venni. Nagyon sok lehetőség nyílik egy ilyen géppel
Monták, hogy az aluhoz elég a max 200A az olvadáspont miatt. Az ismerős a cégénél 180A-on hegeszt de nem tudja bevinni a felnit. A forgácsolást, görgőzést csináljuk, de van felni ami nem bírja ki a nyomatást és reped, vagy már eleve repedve hozzák. Itt kezdődik a gond, mert a közelben nem tudok erre alkalmas hegesztőt. Tudom, hogy luxus a hegesztő, de akkor feleslegesen vettem a felni nyomató gépet anno, vagy csak lemezt tudok vállalni, de az csak fél siker.
Ennyiért nem érdemes venni. A felni anyagvastagságát tekintve legalább 300A szükséges- de ez alsó határ. A gép árán több évig elvégeztethető bérmunkában. és akkor még a forgácsolás és görgőzés nincs kalkulálva. Szerintem.
Alufelni hegesztésére keresek gépet, havi kb. 1-2 varrat lenne, ezért az sem baj ha használt. Vagy hegeszt valaki Bp. és Tbánya között? mert akkor nem kellene vennem.
Erre a feladatra impuls awi gép kellene igazábol, de megoldhato a Te hegesztőddel is, csak valoszinü, hogy meg fog vetemedni az alkatrész a hő miatt, persze nem tudom milyen hosszu varrat kell.
Szerintem élbe lenne a legjobb hegeszteni, ugy lesz a legjobb, mert ha sarokvarratot készitesz akkor biztosan megtekeredik.
én hegesztésben amatőr vagyok, de magán célra ami kell, azt meg tudtam csinálni, most viszotn kérdeznék
van két 1 mm vastagságű lemez amit össze kellene hegesztenem, ez egy gép burkolatának egy része, csak hegesztés után, festés előkészítés, festés, tehát hasonlóan mintha két autó karosszéria emelmet hegesztenének. egy kis mig-mag hegesztőm van, erre a célra is elvileg alkalmas.
két ilyen vékony lemez összehegesztésénél, amin később ráadásul külső oldalán varratt nem nagyon látszódhat mi az eljárás, az adott célra, hogy kell illeszteni a lemezeket, mi a gyakorlat, stb
Még nem cserélted ki. Tedd meg. Amikor kompletten lötyög minden, akkor csak az új elemekkel lesz stabil a fej. No meg a melegedés ellen a nagyobb, esetleg vizes cucc a megoldás.
Arra lennék kiváncsi, hogy Valaki nem tud e nekem abban segíteni, hogy co hegesztéshez cseppoldo folyadékot valamilyen módszerrel lehetne e késziteni házilag?
nekem ebbe a panelba vannak beforrasztva azok is de azt már megtudom oldani akkor már csak a forráshely hiányzik nézegetem a neten de még nem leltem köszi az ifót.
nem tudom milyen potikra gondolsz? Előtolási szabályzók a gép homloklapján, vezetékleve a panel stekkerjébe. Ez is 24 V rendszerre való, ennyi a motor névlegese is. Azonban a trafó 13-14 V közötti. Még a relés időkben cseréltem ki, így nem szikrázott és nem égett be az érintkező olyan hamar. Az előtolás sebessége lemez munkához bőven elég így is. Szóval nem olyan nagy dolog ez.....:-)
az enyémen is ilyen csatlakozó van de ezen nem látom a potikat ,ez jó lehet az enyémhez is ,vagy nem ?az enyémel az a bibi hogy 24voltos az előtoló motor is .egyszer már újra kelet delejezni .igaz addig zsiguli ablaktörlő motort raktam a helyére +egy izzóz :))
Amikor nekem hasonló problémáim voltak a vezérléssel, vettem egy új alaplapot. 6ezer valamennyi forint volt. Beszerzési hely Makó, pontosabban nem tudom. Neten találtam. Már legalább két éve történt. Az eredetin mikrokapcsolók voltak, ez már félvezetős. A síncsatlakozó ugyanaz. A dióda gyakori elszállásának okát érdemes lenne tudni. Valamitől csúcsfeszültség léphet fel? Kondenzátor, vagy éppen hiánya? Nem tudom.
Szia!Nyáklapot, egy ügyes, elektronikát tanuló középiskolás is elkészít. Szét kell nézni a neten, hobbielektronikások között, végtelenül egyszerű elkészíteni, ahogy elnézem a rajzolata sem valami bonyolult, biztos van aki elkészítené. Nyers nyáklap, vas-klorid, meg tustoll kell hozzá. Meg pár óra szabadidő.
szia már minden kivan cserélve meg át van cinelve de a legnagyobb bajom a nyák lap elvan öregedve és repedezve :(( tudnál nekem valami elérhetőséget?meg mindig a munka vége előtt szokott 30 percel megállni így tette karácsonykor is és egy villanymágust sem tudtam felhajtani így álltunk három napig:((( még ezen a panelon kívül egy hibája szokott lenni a dióda elszáll de abban már profi vagyok szét verek egy zsiguli generátort és cserélem:))
Többen is írtak e-mailt, hogy küldjem el nekik a hegesztési zsebkönyvet. Sokaknak sikerült is teljesítenem, de a múlt héten elszállt az alaplap a gépemből, így egy valaki e-mailjére már nem tudtam/tudok válaszolni, mert nem tudom a címét.
A hegesztési zsebkönyv az alábbi oldalon lesz elérhető. A cím megnyitása után lesz egy oldal, ott a download szövegre kattintva le lehet tölteni a könyvet.
Hol laksz? Üdülő övezetben? Próbáld ki, aztán majd meglátod! A francot a sok okostojásnak. Ha gyenge a hálózatod akkor úgyis felejtős abban a kiépítésben. Addig ne költs feleslegesen!
Már jártam errefelé ponthegesztő ügyben, de most megint szöget (bocsánat elektródát) ütöttek a fejembe a következő miatt:
Még a nyáron vettem egy betyáros állapotban lévő GORENJE VARSTROJ ponthegesztőt. lassan a végére jutok a felújításával, tehát rövidesen berúgható állapotba kerül.
kérdésem a következő: Kell-e valamilyen hálózati védelmet alkalmazni a gépben, hogy a mágneskapcsoló bontásakor (ívhúzáskor) ne rúgjon vissza a hálózat felé semmit. Családiházas övezetben lakom és valaki azt mondja, hogy nem fogja bírni a hálózat és állandóan áramszünetet fogok kiváltani a géppel emiatt utálni fognak a szomszédok.
A másik villanyszerelő azt mondja, hogy "0" átmenetes kapcsolót kell alkalmazni és semmi gond!
A harmadik szerint gond nélkül használhatom a gépet.
A negyedik véleménye, hogy túlfeszvédőt kell betenni.
Szerintem ennyiből csak használt fog kijönni, ami megbízható. Ismétlem, de igaz! Sok extra kívánságod van. Kijelző, pontheg, 220/380, nagydoboz, stb. Ne add lejjebb!! gagyival befürödsz és el sem tudod adni. Itt a telefonszám, egyeztess! Elmondod, árajánlatot kérsz.... Nem reklámozom, de nekem jó tapasztalatom van.
Varstroj Varmig , Güde , Weldy közül ki mit venne CO ban 220/380as lenne az ideális mert még nincs 380am de csak 220as is érdekel kb. 170-190amperos ami lehetöleg nem ilyen pár% os használható idővel rendelkezik meg tartós és nagydobos,az se árt ha ponthegesztési funció meg kijelző is van rajta.Bár a kijelző annyira nem fontos.Csak külső munkakábeles nagydobos érdekel.
Ha más márkát ismertek elérhető áron irjatok,meg újat vegyek vagy érdemes használtat?Meg hol nézelődjek? 100-150közt szeretném palackkal,munkakábellal,géppel,reduktorral. Szerintem ennyiből csak használt fog kijönni ami megbízható.
Hi! Milyen ruhába kell menni?Milyen autóval engednek be a kapun?Spanifferrel kell lekötni vagy elég gumipókkal?Palackot le kell festeni vagy nem muszály?Milyen idős volt a kiadó?Napszaknak megfelelően kell köszönni?Válaszod előre is köszönöm ha valami felmerülne még akkor késöbb megkérdezem még!
Cserére gondoltam, főleg ha lesz mit cserélni, de ha minden igaz lesz nemsokára. És valami papírt kértek? Ha megtennéd, hogy utánajársz a pontos összegnek azt nagyon megköszönném.













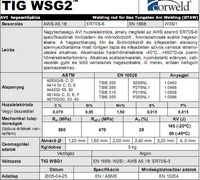

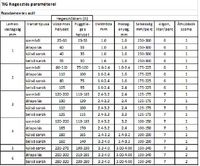









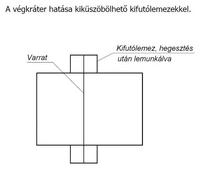 ...de mintha ezek már mind lettek volna. Az egész topic-terjedelem nem több egy napi lapénál. Olvasd vissza, megéri.
...de mintha ezek már mind lettek volna. Az egész topic-terjedelem nem több egy napi lapénál. Olvasd vissza, megéri. - ha ez mond valamit:-)
- ha ez mond valamit:-)

 [image3]
[image3]

 2mm vastag szénacél, 2,5mm-es OK46.16 elektróda, 80A, egyenes polaritás.
2mm vastag szénacél, 2,5mm-es OK46.16 elektróda, 80A, egyenes polaritás. ...és amiért a bázikusat jobban szeretem. 10mm vastag anyag, 5mm-es ZAZ Vamberk kőkorszaki csehszlovák elektróda, 240A, fordított polaritás.
...és amiért a bázikusat jobban szeretem. 10mm vastag anyag, 5mm-es ZAZ Vamberk kőkorszaki csehszlovák elektróda, 240A, fordított polaritás. 8mm vastag anyag, gyök gépi lángvágóval, gyökvarrat Böhler FOX ETI 2,5mm 80A egyenes polaritás, takaróvarrat 4mm-es Böhler FOX EV50 160A, fordított polaritás. Kíváncsi vagyok, szakember mit mond rá.
8mm vastag anyag, gyök gépi lángvágóval, gyökvarrat Böhler FOX ETI 2,5mm 80A egyenes polaritás, takaróvarrat 4mm-es Böhler FOX EV50 160A, fordított polaritás. Kíváncsi vagyok, szakember mit mond rá.






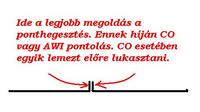

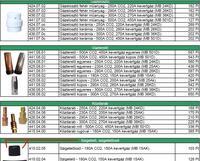








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}