A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
Sziasztok.Nemreg vasaroltam egy WIG AC gepet. Most probalok alut hegeszteni de nem mindig sikerul.Egy kerdesem lenne mit jelent a 2 es 4 utemu hegesztes?koszonettel MFeri
1 mm-es wolframmal egyenes polaritas mellett probalkoztam de akkor te azt mondod hasznaljak forditott polaritast es a tablazat leirasa szerint hasznaljam a vastagsag mellett az amper terhelest?
Awinál általában egyenáramról, egyenes polaritással (az elektróda a negatív pólus) hegesztünk, de főleg vékony lemezekhez célszerű fordított polaritást használni.
1mm wt20 wolfram 4-es keramia 5-6 l/p argon 40 amper hozanyag nincs 2 db 1 milis lemez oszelapolva 20mm takarassal a lemezek femtisztak a szeltol 70mmre is illetve fektisztitot kapnak hegesztes elott tehat a lapolas szelenel min 40mmre is tiszta felulet van koppintos ivgyujtas szenacel 1 milis csoformara hajlitott lemez az iv kialakul de nem sokaig eleg instabil konyen megszakad en mar csak 2 problemara tudok gondolni
sok az argon (bar nem hiszem mer ha kicsit gyorsabban mozgatom a kezem akkor lehet hogy kihuzom az argon furdobol a hegyet es kicsit frocskol )
erre a celra mar nem megfelelo a gepem (amit megint csodalnek mer palcaval rutil forditott polaritas mellett egeszen 10 amperig stabil az iv)
bar ahogy eszre vettem 3-4 perc ganyolas utan mintha stabilla valna az iv es sokkal jobb lesz
MI lehet a problema? nem melegedett at a wolfram elegge? bar 1 milis wt20-as illetve probaltam 1.6 zoldel is azzal roszzabb volt
Szelepet, mágneskapcsolót bárhol kapsz, akár hegesztő, akár elektromos üzletben. Az elektronika: Elvben elegendő utánfújás késleltetés. Akkor fogsz ívet, mikor már gondolod, hogy jön a gáz. Gombnyomás után 2-3 másodperccel. Kikapcsolás rosszabb, akkor a gáz azonnal leáll és megég az anyag. Ehhez elég 1 bolti néhány másodpercre beállítható időkapcsoló. Elmagyarázod egy villanyszerelőnek, mi a feladat, néhány perc alatt összerakja (ha nem, akkor nem villanyszerelő, csak betanított munkás :-( ).
Sajnos, csak fejben van meg, onnan még nem tudok emailezni. :-(
GTDI: Nem 3 fázis! 2 fázisról, 400V-ról megy. Nem sokat javít rajta, amiatt nem érdemes bevezettetni. Találkoztam már 230V/200 A-essel is. Igaz, kell neki 32 A-es automata.
Nagy nehézségek árán, de végül is sikerült beszerezni az Eurotrans 50-es hegesztő kapcsolási rajzát. Akinek kell, az írjon, szívesen elküldöm neki saját felhasználásra.
A testkábelnek csak egy csatlakozási lehetősége van. Akkor elképzelhető hogy 1 fázisról ennyit bír? 3 fázisról mennyivel lenne komolyabb? Karosszériázni így még elmegy de jó lenne ha a komolyabb vasak is vinné.
Kell bele 1 trafó, táp/szelep, pl. 400-230/24V. Kell 1 elektronika, ami gombnyomásra elindítja a gázt, néhány másodperc után kapcsolja a feszültséget. Gomb elengedésére lekapcsolja a feszültséget és néhány másodpercig még fújja a gázt... :-(
Az adatlapja szerint 60% kitöltési tényezőnél 130 A-t tud 230 V-ról. Co2 hegesztőnek nem túl sok, de azért a 2 mm meg túl kevés. Szerintem. Ha szép hangja van, nem búg, nem fröcsköl, akkor ennyi. Hány csatlakozó van rajta a testkábel részére? Előfordul, hogy 2 fokozat van a fojtón és az egyik nagyon kevés áramot enged át, de simábban hegeszt.
ESAB LKA 150 co pisztoly nélkül került hozzám. A gyári pisztolya MXL 150-es, ami ha jól tudom beépített gáz szelepes. Én EURO csatlakozós pisztoly rakok rá, ha jól gondolom, akkor be kell építenem egy gáz szelepet is. A gázszelepet hogyan kell beépíteni, elsősorban villamos része érdekel.
ÜDV. Mindenkinek! Az M6030-asal kapcsolatban írok elnézést hogy csak ilyen soká és köszönöm az eddigi hozzászólásokat! A gépnek szép hangja van nem búg stb. 2-es lemezig úgy ahogy jól átolvassza a lemezt de afölött már nemigazán. Meghegeszti a vastagabb lemezt is de nem olvassza át. De ennél még 220-ról is jobban kéne dolgozni szerintem bár kíváncsi lennék mit csinál 400v-on mert azon nem volt lehetőségem még kipróbálni. Vagy el kéne vinni megnézeti? Itt egy kép az adatlapjáról.
Amúgy egy hegesztő mérnök,nem + - 2 ampert ír elő, csak egy irányadó ampert, a pálcának ,a hegesztési helyzetnek,hőmérsékletnek,előmelegítésnek fügvényében.
Egy PF hegesztésnél +- akár 20Amper is lehet a változás a helyzettől függően.Egy normális hegesztést Te csinálod az elejétől a végéig,tehát : gyök,gyökerősítő "X"töltő ,és takaró(Pl:ha kell nagy falvatagságnál "rakod vagy sorolod") no ezt írja le a heg.mérnök.
...van 1 mernok aki "kitalalja hogy ezt az anyagot ezzel az eljarassal milyen parameterekkel kell hegeszteni"
Nem kitalálja, hanem előírja!
Nem ahogy éppen jónak látja, hanem (most már Magyarosrzságon is!) ISO-szabvány alapján. Mondjuk az MSZ EN ISO 15609-1 szerint...
Bár nem akarok kételkedni benne, hogy ezt egy WPS lapról írtad ide, de szerintem az 1,6-os Wolfram egy kicsit vékony a közel 100 A-hez, még akkor is ha piros.
a wps laprol hmm hat en szemely szerint 3 fele hegeszto allast ismerek 1 ahol kiadjak hogy ez a feladat es csinald meg ami van felszereles azt te sajat magadnak beallitod legjobb tudasod szerint es ha kesz a munka megnezik szemre jo igen nem enyi
2 ahol van wps lap de (nem kovetelik meg a minositest vagy mer fekete munka vagy mer a gyarban a 4 hegesztobol az egyiknek van es rafogjak hogy minden munkat o csinal)
3 ahol van wps lap es csakis kizarolag hegeszto minositessel dolgozhatsz es 100% munkat kell csinalni mer a beuto belyegzoddel jelzed hogy az a te munkad es bizony a munka utan jon ebedszunetben a rontgen meg esetleg ultrahang vizsgalat!!!
a wps lap arrol szol hogy teljesen megszabjak a teknologia megoldast van 1 mernok aki "kitalalja hogy ezt az anyagot ezzel az eljarassal milyen parameterekkel kell hegeszteni" es vagy ugy csinalod es tokeletes munkat vegzel vagy nem ugy csinalod es ha nem veszik eszre de ugyanolyan tokeletes munkat vegzel akkor is jo ez a 2 lehetoseg van--- de inkabb az hogy ugy csinalod mer kulonben volt allas nincs allas... ennek hatranya hogy ha a tekezed lassabb hegsebessegnel preciz es a hegeszteshez olyan nagy amper van a wps lapon hogy gyorsan kell haladni mer szetfolyik az anyag akkor gikszer van...
pl 340mm-es 4m falvastagsagu inox cso gyok illetve takaro hegesztese a feladat kombinalt awi + mma eljarassal es ilyenkor a wps lapon pl az all hogy
95 +- 2 amper 1.6 wt20 wolfram vedogaz argon 4.6 (99.996 %ban argon) egyenes polaritas 2.4 mm palca 6-os keramia (10mm-es belso atmoroju) 10 l/p vedogaz aramlas Nitrogen 2.0 oblitogaz ilyenkor csak az mulik tkp rajtad hogy a wolfram hegy menyire all ki a keramiatol hogyan tartod a pisztolyt hogyan adagolod a hozanyagot milyen kezmozgassal csinalod es milyen sebesseggel de ettol fuggetlenul tokeletesen kell dolgoznod ez kb 1 wps laprol munka es miutan vegeztel az awi-val es leellenoriztek jon utanad a masik manus akki a takaro varratot csinalja mma-val (vagy azt is te csinalod)
Kedves Vodkaboy! Köszönöm a sok hasznos infót sokat segítettél, viszont a WPS lapról ha tudnál bővebben írni nagyon megköszönném. A fórumos tanácsodat (a nyelvtanulással kapcsolatban) biztos kipróbálom. Mégegyszer köszönöm szépen.Gunci
ha co-val tudsz akkor MIG-gel is mer nem frocskol es szepen latod mit muvelsz viszont az awi-tol sem kell megijedni en azt mondom aki raerez a hegesztesre az mindenformajat megtudja tanulni kozep szinten persze ahhoz jo kez kell hogy valamelyikbol rontgen ala tudj dolgozni viszont az se lehetetlen hogy melyikre van nagyobb kereslet azt nem tudnam megmondani azt viszont jo ha tudod 1 minosito tanfolyam ami 1 hetes megtanit majdnem nullabol awi hegesztesre vagy mig-re vagy barmire de ez csak az alap erre jon ra a munkatapasztalat amihez honapok kellenek hogy meik forma tetszik jobban az ember kerdes de szerintem a co illetve mig-nel konyebb az awi mivel sokkal tagabb hatarokban allithatsz a valtozokon es magadra szabhatod a folyamatot (pl amper - volt - hozzanyag adagolas - ego tartas - wolfram meret - argon menyiseg- stb) viszont ha komoly helyre mesz akkor meg mindegy mer kapsz 1 WPS lapot azt vagy ugy csinalod ahogy a lapon van vagy ha mashogy es picit is nem tetszik a fonoknek akkor baszhatod... a nyelvtudassal kapcsolatban pedig azt ajanlom hogy alap nyelvtudas utana soook soook internet forum stb es persze internetes szotar forummal megtod tanulni csak sok ejszaka foksz olvasgatni de ingyen van
Sziasztok! A véleményetekre volnék kíváncsi, szerintetek melyik fajta hegesztési tudással lehet jobban elhelyezkedni Ausztriában. A fogyóelektródás védőgázast vagy a volfram elektódást keresik jobban? Igazából Co-val sokat hegesztettem, bár papirom nem volt róla. Most lenne lehetőség valamelyikből tanfolyamot végezni de gondolom a volframosnál az egész technológia más, ezért előröl kéne tanulni mindent. Kezdőkénkt nem sok az esélyt látok az elhelyezkedésre a volframosnál. A másik dolog a nyelvtudás. Bár a német nyelvet már tanulom de csak az általános dolgokat tanítják mindenhol. ha valaki tudna segíteni abban, hogy a szakmával vagy a lakatosiparral kapcsolatos nyelvtudást vagy a szakszavakat hol tudom megtaláni vagy ezzel kapcsolatos dolgokat nagyon megköszönném. Előre is köszönök miden hozzászólást és segítséget, Gunci
Gyenge kis mütyür, igen az. Egy nagyon jó barátomtól kaptam ajándékba, csak porosodott a cégénél. Ki mivel főz, én csak megakarok tanulni egy kicsit hegeszteni és úgy gondolom jó lesz hozzá ez a gép is. Legalábbis jobb, mint egy nevenincs minden anyagot mellőző 80.000-es gép.
Igen, teljesen elektronikus, digitális szabályzású, mikroprocesszor vezérelt. Mutatja a beállított hegesztési áramot, a feszültséget (ami most 0V körül van), és rengeteg üzemmód közül lehet választani. Valószínű nem sikerül sehonnan se gépkönyvet szerezni, abban segítsetek, hogy mit jelezhet a piros égő lámpa zöld mellett (ami mellesleg nem világít, de nem is égett ki). Illetve a villogó Function LED. Bármely módot választom, ugyan úgy villog.
Ki mit tippel, illetve mi mehet tönkre, ami miatt nem kap feszültséget a trafó. Megmértem a triakokat, azok rendben vannak. A 625VDC is jelen van, tehát a hálózati része is ok. Csak nem kap éppenséggel szaggatott egyenáramot a trafó.
Nem találkoztam még ilyen géppel, a hibajelenségekre nem tudok mit mondani. Gyanítom, hogy már nem gyártanak gépet, csak gázt, esetleg nem is ők gyártották, hanem márkajelzéssel gyártatták. Írod, hogy ferritmagos trafó. Inverteres? Mert akkor aztán bőven van lehetőség a hibára. :-( A 260 kg súlya alapján normál trafósnak gondoltam, bár a 10 amperenkénti állítási lehetőség komolyabb elektronikát feltételez.
Köszönöm szépen fáradozásodat, ezek az adatok ismertek számomra is. Sajnos nagyon rossz állapotban van a javításra átvett gép, és semmilyen papír nincs hozzá. A hibajelenség: Nincs kimenő feszültség, egyik üzemmódban sem. A vízpumpát már javítottam, a mágnesszelep beragadt. Most már van hűtés. Egy másik ettől független probléma egy kis kapcsoló volt, ami lényegében nem tudom mit csinál, egy vízcsap van rárajzolva. A pumpa megy folyamatosan, szóval nem azt indítja.
Amit megmértem, az a trafó és a teljes szekunden oldal. Vezetékek, csatlakozók, egyenirányító és a ferrit trafó szekunder oldala rendben van! A primerre viszont nem jön feszültség. Egyszerűen nem ad neki tápot. A piros lámpa világít a bekapcsoló mellett. Sejtettem, hogy egy talán egy hőkioldó hibásodott meg, egyenként megmértem mind, de a többség vezetett. Volt kettő, ami záró érintkezős(?) (tehát szakadást mutatott), de ezeket áthidalva se aludt ki a piros lámpa. Tudja valaki mi mást jelenthet?
Illetve ami érdekelne még, az az, hogy mire utal a villogó FUNCTION LED? A módkapcsolónál villog ez az egyetlen piros LED. u.i. Én is írtam a Messer magyar képviseletnek, és a német cégnek is, de válasz nem érkezik már több napja sem.
Megcsináltam bár a gyök lehetett volna szebb de értelmetlennek tartottam így ezt ,mert nehéz volt a túloldalra melegíteni .jah és itt is előjön az hogy 1böl kell produkálni nem lehet próbálkozni azt mondták a kutya próbálkozik ...De ha hagytak volna gyakorolni kb 4-5 órát szebb lett volna , de sürgős nekik a meló és olyan kell aki egyből tudja ,jött még két piskóta azok nem szaroztak gyakoroltak 2-3 munkadarabon mondom fasza nekem 1 ....ráadásul bazi nagy pénzt ígértek (700/h) 4 órára bejelentve ....
Ma megint tanultam valamit ,fiatal német mérnökök kitalálnak okosságokat a hegesztésben. Fél "v" varrat 10-15mm lemez awi gyök( 150A ) 2sor co 1-töltő (250A) 1 takaró(290A).....Nem hallottam még ilyenről ezek szerint biztos létezik is...
Az alábbi címen többféle használati útmutatót kínálnak. Olyan részletes gépkönyvet, mint egykor a Trakis és még néhányan adtak, hogy kapcsolási rajztól kezdve mindent tartalmazott, ma már nem nagyon adnak. Írtam a Messernek, hátha válaszra méltatnak. Addig is néhány adat: http://www.maschinensucher.de/ma2/A568953.html
Igazság szerint pl. én is megtudnám azt tanítani amit én tudok ( awi/e MIG),de hiába mert ezzel kb. a minősítést tudod meg szerezni ,de mivel munka tapasztalatod nem lenne így nehéz lenne melót találni.Időben ez kb 100-150 ora alatt meglenne persze függ tőled is ,hogy most mit tudsz...
10-14 l hegesztettünk 80A-tol felfelé a szegélybeégést a túl nagy oldalra mozgatás, vagy a kevés hozaganyag ,ill a nem tiszta felület reve stb. okozhatja.
"a masik lakatos 42 eves papirja es jo adag tapasztalata mellett van 1 nemet nyelvizsgaja es ha latszatra hasonlo de minosegre sokkal jobb hegesztest csinal mint en... na o nem kapott ajanlatot de egyutt dolgoztunk..."
És el nem tudod képzelni, hogy miért?
Neked, mint kezdő dolgozónak tudnak a legalacsonyabb bért fizetni. A 42 éves szakmunkásnak meg annyit kell minimum adniuk amennyi a táblázatban van a szakmai ismeretek és a ledolgozott évek után. Ez itt nem Magyarország ahol mindenki minimálbérrel van bejelentve...
Írd be a gugliba hogy Esab.hu a heg. anyagok almenüben minden le van írva az adott pálcatípus megnevezésével, hány amper, szakítószilárdság, hegesztési helyzet, ütőmunka stb, majd igyál meg egy vodkát a söröd előtt.
úgy állítsad be hogy ne érjen az anyaghoz de számold rá a varrat magasságot mekkora a porcelánod ...Nekem 7-8-as porcelán volt kb 3-4 es varrat magasság eléggé ki kellet tenni a wolfit
2-3mm re allt ki csak a wolfram??? es stabil volt az iv? hmm lehet hogy mivel en csak 80-92 amper kozott hegesztettem (2mm savallo zartszelveny oldalfal) ezert nem volt stabil nekem kb 4mm wolfram kiallasnal volt csak stabil az alatt nem (arany 1.6 wolfram)
Savállót hegesztetem sarokvarratot alulról felfelé kb 10mm anyagból úgy állítottam be a wolframot ,ahogy porcelánozol tehát mozgatod jobbra-balra a pisztolyt ne érjen az anyaghoz kb 2-3mm is lehet de ez függ az anyagtól .Én ezt 200A toltam felfelé 2,4 wolfival 2,4 pálcával
ujjabb kerdes mma-val kapcsolatban hasznal valaki meg savas palcat? mire jo mik az elonyei? illetve lenne valaki aki osszefoglaloan leirna hogy savas rutilos bazikus bevontelektrodat mikor jo hasznalni mien tipusu hegesztesre es mik az elonyei illetve hatranyai
sajat tapasztalataim szerint a rutilulossal (ok 46.16 - ok 46.00) sokkal konyebb kezdokent hegeszteni bar jobban frocskol es vekonyabb varratot csinal mindenfele teknika nelkul egyenesen huzva is lehet vele kezdokent hegeszteni
bazikussal (ok 55.00) nehezebb hegeszteni odakell figyelni az ategesre sokkal ugyesebb palcakezelest kell hasznalni de szebb varrat kissebb es konyebben eltavolithato salak de nehezebb gyujtas illetve ujragyujtasi tullajdonsagok hasonlo modon ha tudna valaki leirna tapasztalatait ahogy fentebb kertem?
azt mondja meg nekem valaki hogy keramiazasnal a wolfram kb menyire aljon ki? en 1.6 illetve 1 -es wolframmal hegesztettem 4- 5 keramia mellett kb 3-4 mm allt ki es keves valasztott el attol hogy pf pozicioban sarokvarratnal fentrol adagolva a hozzanyagot hozza erjek a varrathoz es lehet en vok meg nagyon kezdo de szabadkezzel (nem keramiazassal) sokkal szebb varratot csinalok a fonok pedig a keramiazast eroltette... nem ertem elmeletileg csak a hegesztonek konyebbseg ha jol tud ugy hegeszteni a varratot nem befolyasolja ugye?
ezzel egyetertek ... 2 hetet dolgoztam elelmiszer ipari cegnel nagy volt a hajtas es imseros szolt hogy segitsek be lakatos munkaba 2 het alatt mind2 elenorzesnel szoltak hogy lenne munka kulfoldon nem mennek-e pedig 19 eves vok 1 friss eretsegi kb 3 honapos gyari tapasztalat + sajat 2 nyelvizsga kozep nemet angol... es jol lehet kezdo vok meg awival de mar azer latszatra tiszta (rontgenre nemtom) varratot csinalok inox anyagon 0.8- 3 mmig dolgozok bezzeg a masik lakatos 42 eves papirja es jo adag tapasztalata mellett van 1 nemet nyelvizsgaja es ha latszatra hasonlo de minosegre sokkal jobb hegesztest csinal mint en... na o nem kapott ajanlatot de egyutt dolgoztunk...
A mostani trend , kissé morbidan és viccesen , legyen 20éves egyedülálló beszéljen vagy 4-5 idegen nyelvet felsőfokon , és nem utolsósorban a létező minősítések megléte mellet legyen neki 10-15 éves munkatapasztalata .
Félretéve a viccet milyen irányban kérdezed Mig ,Mag, awi ( az awin belül szénacél ,meleg szilárd, saválló alumínium) MMA ( elektróda ) bázikus cell....MIG bazing
Igazad van.Trafósnál annyi a kimeneti frekvencia amennyi a hállózati freki.
Lehet kicsit tuldramatizálom a dolgot,de szeretek utánnanézni annak amit venni akarok.Hamár kiadok érte több százezer forintot akkor ne utólag keljen csalódnom a gépben!
És azzal is tisztában vagyok hogy egy szar géppel is lehet rendesen hegeszteni és egy profival kókányolni.Nagyon függ a dolog attol hogy ki fogja a pisztojt!
Javító vagyok, nem hegesztő, abban a témában másoktól várd a tájékoztatást. Ahol 50Hz a hálózati frekvencia, ott a trafós nem fog 60 Hz-t kiadni. (Magyarország<>Amerika). Ami trafósakat 30-35 évvel ezelőtt javítottam, még ilyen fel-lefutás turpisságot sem tudtak, mégis alut hegesztettek vele (Oerlikon - Hajógyár).
Kezdek erösen hajlani a józsi a király felé.Abbol is a 200A re szavazok.Hétfön felhivom a weldtechnic-eseket és megpróbálok alkudni az ÁFA-bol.220e-ért már egész baráti ár énszerintem.
Remélem számithatok még rátok és tapasztalataitokra ha majd elakadok a hegesztésnél.
Vastagabbat is, hozzám képest profi hegesztő, évekig ebből élt, valami vastag vasat is nyomatott, meg alu hengerfejet, nem babettáét, azt mondta a 250 A elég lett volna így utólag. 200A fölé nemigen ment még., Sok az, és az már pirítja rendesen a vasat. Ő nagykőrösön vette a 315-öst 400-ért. Ugyanez Froniusból kijön 1,2M Ft-ért
A felfutási idő az amikor beállítasz mondjuk 120A-t és ezt a csúcsáramot a beállított "felfutási idő" alatt éri el.Lefutási idő értelemszerűen fordítva.Egy komolyabb gépen egész szépen lehet állítgatni.... pl beállítasz 120A-t hegesztőáramnak és be tudod állítani hogy mondjuk 3mp-ig 60A és utána a 120A, vagy 2mp-ig 180A és utána a 120A hegesztő áram. Tehát nagyon nem váltja ki az AC-t de lehet alut awizni váltóáram nélkül csak ellenkező polaritás kell hozzá, de akkor meg nagyon fogy a wolfram(mint a fogyós (136)alu hegesztésnél csak hát ott nem a wolfram fogy hanem a huzal ami a cél;-) ) Tudod a mi az amit nagyon nehéz hegeszteni bocs de hülye kérdés.... Először tisztázni kell milyen célra...(és ki hegeszti..) Tudod egy magát jó hegesztőnek mondó emberke simán meghegeszt egy alu audi alvázat is és még lehet a hegesztés szempontjából jó is(ötvöző kiégés varrat tisztaság belső/külső varrathibák) de a funkcióját nem látja el többet... mert az alunál a szilárdságnövekedést alakítással érik el, és ha hegesztik elveszíti a szilárdságát... Tehát nehéz azt anyagot hegeszteni vagy nem?Ha tejes kancsó lesz abból az anyagból nem, ha audi alváz (javítás után) akkor igen.. bocs ha túl körülményes voltam de ez is a szakmához tartozik, és nem elég csak a varratot nézni.
Egy konkrét dologba beleszaladtam: kéthengeres Csepel-motor (UE-28) szétfagyott aluöntvény szívócsöve. Jó kis porózus anyag, jól megszívta magát olajjal, káromkodtam is rendesen...
Köszönöm a linket,már találkoztam vele de még nem hivtam fel öket.
bohrer:
Rosszat még én sem hallottam "józsi a királyrol".Kinaiak csinálják rossz nem lehet!:))
Viszont mit jelent az hogy elég a 250A-is.Mihez?Lemezhez biztosan,de próbált már 10-15 ös alut is hegeszteni vele?Mik a tapasztalatai az aluval?
do-xa:
A régi trafós gépröl beszélgettem a tulajdonossal és feljött ez az AC frekvencia kérdés.(ennek nem állitható) Ő is mondta hogy az oxidréteg feltöréséhez jól jöhet,de annyival lezárta a dolgot hogy 350A-ral sokmindent fel lehet törni,de ha nagyon nem megy akkor lehet állitani a felfutási és lefutási időn és már megy is a hegesztés.
Most lehet hogy alapot kérdezek de egész pontosan mit is jelent ez a felfutási lefutási idő???Váltoáramnál a pozitiv és a negativ tartományban minden felfutó és lefutó él meredekségét allitja,vagy teljesen mást?
Ha egyszer meg akarok tanulni awizni akkor meg kell értenem a müködését is.
Most lehet megint butaságot kérdezek!!!Milyen anyagot vigyek neki próbaheggesztésre?Persze valami aluötvözetre gondoltam.Mi az amit nagyon nehéz hegeszteni?Törött motor fékkar?Törött alufelni?Törött motorblokk vagy váltó?
Sziasztok! Öreg tapasztalt szakik tanácsát kérném AWI gyökhegesztésben.A gondom az,hogy szénacél cső PF pozícióban 6 órától kb 9 óráig a gyököm egyenes vagy enyhén homorú.Eddigi munkáimat PA-ban hegesztettem enyhén domború gyökkel ahogy elő van írva.A hegtoldat 30 fokos 1mm-es szegéllyel a hézag 4mm(nekem ez vált be),2,4-volfram, pálca is 2,4-es a kerámia 5-ös pont akkora,hogy a vájatban szépen haladjon,az áramerősséget próbáltam 100A-tól 140A-ig.Tudom,hogy relatív sok a 140A de így több hozaganyagot tudtam beletolni a varratba és így lett egyenes a gyök kisebb árammal már homorúbb lett.Ha valaki segítene technológiában,hogy mit csináljak másképp azt nagyon megköszönném.
"... hogy mire van szükség AC-n és zöld wolframon kivül? - Argon jól jöhet még! :-)) A freki jól jön az oxidréteget "szétzúzni" , ha már olyan rohadtul magas az olvadáspontja az alatta lévő 'aluéhoz képest. Megjelenik más frekvencia is a 60 Hz mellett. Pulzus és impulzus. Nem mindegy!!! Van egy csepp-átmenet közöttük :-DD
Nézegetem ezt a JASIC TIG200P AC/DC gépeket,és nemigazán találok utalást a kimeneti AC frekvenciára.De még az elölapján sem találok olyan állitási lehetöséget.Mindenhol pulzus frekvenciát irják (0.5-300) ami nem ugyanaz az AC-val.
Egy külföldi honlapon találtam egy adatlapot róla.Idézek egy sort:
AC output 60 Hz
Namost amit leszürtem:Inverter létére nem tudja ezt a funkciót viszont mégis ajálják aluminiumra.
Amit én kinéztem gépet az egy régi trafós és az sem tudja állitani az AC frekvenciát (60 Hz) viszont ott is van felfutási-lefutási idő és nagyfrekis gyujtású.Kicsit ütött kopott és két ember kell a mozgatásához de az biztos hogy aluminiumot hegesztettek vele és nem 250 ezerbe kerül.
Valaki leirhatná a tapasztalatait az alu hegesztésröl és hogy mire van szükség AC-n és zöld wolframon kivül!
Gondoltam hogy mindezeket nem tudják a régi trafós gépek.De mégis régen ilyenekkel is hegesztettek aluminiumot!Nem a varrat szépsége az elsörendü hanem a kötése.Akkor inkább toldjam meg és vegyek egy 200A-es JASIC gépet?Melegités nélkül milyen vastag alut lehet heggeszteni 200A-ral?
Régebbi trafós gépről kapod az 50 Hz-es szinuszt és annyi. Legfeljebb időzítve lehet pöttyögetni. Inverteres AC-s gép tudja mindazt az inyencséget, amit felsoroltál. Kitöltési tényező, frekvencia, stb.
A sors ugy hozta hogy nekem most itthon aluminiumot kell hegesztenem és kénytelen leszek venni egy AC gépet.
7 évig dolgoztam vas és fémszerkezet lakatosként.Elektródával és CO2-vel akár még fejen állva is gyönyörü varratot csinálok,ami édes kevés az AWI-záshoz,de kitartással és gyakorlással biztos hogy meg tudom tanulni.
Amit most hegesztenem kell az a 2-es alulemeztöl a 10-ig és ha már megvan a gépem biztos be fog esni néha egy törött váltó vagy épp egy felni.
A gépválasztással kapcsolatban volna pár kérdésem.Nagyon elterjedtek ezek a JASIC gépek és ennek van egy 200A-es aluhegesztöje amit szerintem itt többen is használnak,de jól gondolom hogy nekem ez a 200A-er kevés lenne?
Nem ragaszkodom az inverterhez.Jó nekem egy használt trafós is,de az aluminiumhoz milyen beállitási lehetöségekre van szükség?
Egyértelmü a váltóáram és annak frekvenciája,de milyen értéktartomány között?
A pozitiv és negativ félperiódusban külön állitható a kitöltési tényező.A jelalak formája.Pulzáló üzemmód.
Meg még szerintem sokmindent kihagytam,de valaki össze tudná nekem foglalni hogy ezek a paraméterek mit is befojásolnak a heggesztésen.Csak hogy tisztábban lássam hogyha egy régebbi trafós gép nem tudja mindegyiket akkor az milyen hátrányokkal jár?!
Jah volt két hegesztő piskóta sztárok ők 1 sorból össze locsolták. kb 1mm hézaggal szénacél varratos 80-as csövet 90-100A-ral , siettek rendesen nem szaroztak 1 cső vagy 2 utána cigaretta pause ...
A savállót nem egyszerű hegeszteni főleg ha öblítéssel hegeszted , ugye folyik mint a t....ny szal mielőtt megégne lefolyik legalábbis nálam is volt ilyen most hegesztettem 50.es csövet 3 falu öblítéssel 2 sor 65-68 A-ral de lehetne 60-62 A ...
"3 falu csöveket 60-as +80-as 2 sorból kellet nem tudom miért"
Mert ha szénacél akkor eleve min. 2 sorból kell hegeszteni minden varratot, ha saválló akkor meg azért, hogy ne kelljen túl nagy áramot használni a hefesztéshez. Azt tudod, hogy mi annak a következménye ha saválló (ausztenites) anyagot túl nagy árammal hegesztesz?
Hát igazad van de láttam már takarót porcelánozni kb 1 mm magas varrat volt kb 180 -as csőn kb 20mm széles volt mint a cipzár király szép volt de hogy hogy készült nem tudom. Ahol dolgoztam ott 60-as csöveket kellet PF forgatás nélkül bazi szűk helyen 6 falu vagy 5,4 -es ezek 3 sor tiszta awi a 7,1 falut 2sor awi 1 sor elektróda .. Belgiumba a 3 falu csöveket 60-as +80-as 2 sorból kellet nem tudom miért 1 sor saját anyagával össze olvasztva és arra egy takaró ,penetrálva volt nem hibáztunk Harántba 6 fallal legalább 4-5 sor mivel a takaró 2 soros .
Gyöknél pozícióban nem nagyon tudsz porcelánozni,mert ott a pálcával íveled át a gyökhézagot(min.pálca vastagság),forgatva talán menne a gyök, bár még azt én nem próbáltam.Csak a töltőt tudod porcelánozni,a takarót meg megint nem tudod a varratmagasság miatt
mert nincs ami vezesse a kerámiát.Sajnos tényleg lassú meg nem takarékos tisztán awi-zni nagy átmérőjű csöveket ezért kombinálják(awi gyök,a többi meg mma)
Mi max a 2"-os csövig hegesztettük tisztán awi-val.A többit(76-89-103-133-150-...)már kombináltan.
A 6-os falú csövet már inkább 4 sorral csináld(gyök+2töltö+takaró),ha tudod forgatni tudod akkor talán elmegy 3-ból bár elég nagy mennyiségű töltöt kell belerakni,pozícióban főleg harántba meg ne is próbáld.
Rendben van. Igaz jelenleg nekünk sincs (vagy is nagyon kevés van) munkánk, de ha gondold akkor töltsd ki EZT a lapot és ha lesz valami akkor majd szólok. Egyéb üzenethez írdd oda, hogy itt találkoztunk, hogy tudjam ki vagy.
nekem ilyen átlátszó anyag van de így igaz ahogy mondod a főnöknek semmi nem jo itt nem nagyon van elismerés ,a mi köreinkben ,feljebb van honorálják rendesen a semmi külföldön ez nem igy van teljesen.....de ez politika mi meg csak hegesztünk ehhez legalább értünk de ők mihez?
ESAB LKA 150 típusú CO-val van valakinek tapasztalata? Szinte ingyen hozzájutottam egy használthoz a mai napon, szétszedtem, szemre minden rendben, minden réz:) egy probléma van, hogy a pisztolya tönkrement, vajon mennyibe kerülhet a gyári MXL 150 típusú pisztoly, vagy mit ajánlotok?
1 piros budos lotyi ugye ??? amit vizzel kell lemosni ha jol tom :P igen mi is hasznaljuk csak jon a panasz hogy ha joool tudnal hegeszteni akkor nem egne meg a varrat ... jaaa bazdmeg es el kell neki magyaraznom ha tudnad bazdmeg mi az az kurva 3000 fok akkor tudnad hogy mien vele dolgozni... komoan neha felhuznak a folottesek... de amikor a kezebe adom a palcat meg az egot es gyerunk produkalj valamit akkor a pisztolyon a bekapcsolo gombot se talalja meg csak az amper allitot piszkalja... es csak a penz penz penz... ez magyarorszag...
4.0 = 99.990% argon 4.5 =99.995% argon 4.6 =99.996% argon ha jol tudom mas fajta tiszta argon nincs is. arban dragulnak es a tisztasagot jelzi nez meg 1 argon palackot meg az enyemen is rajta van linde palack de a gyarban messer van abba meg bele is van utve ugyebar minel tisztabb annal jobb de igazad van elkepzelheto hogy fektisztito segit na majd kiprobalom viszont cnc geppen vagjuk az anyagot illetve hutott fureszzel tehat olyan hogy anyag megeges nincsen... azer erre figyelnunk kell mivel elelmiszer ipari eloiras de mivel nem nagy nyomasu tartaly cso vagy hasonlo ezer nem kell a minosites vagy wps lap
Próbáld meg féktisztíval megpucolni a lemezt, ill. zártszelvényt, belül pedig reszeld meg. Lehet, hogy a vágástól maradt benne kosz és azt hozza ki hegesztés közben. Zártszelvényt gondolom nem öblíted...
A 4.0 argonnak mik az összetevői? Én olyan még nem is láttam!
Most fogok próbálni "porcelánozni" csövet egyelőre 60-ast 6 falu 3 sor varrat lesz Mennyire tegyem ki a volframot ?Gyöknél elég jól ki szoktam tenni ezzel nem is lesz gond, talán a töltőt is meg tudom oldani , a takarónál lesz probléma ha van tapasztalatod mond el... Később próbálok szerezni 300-as csövet és azon próbálni..nem keveset hegesztettem simán nem porcelánon, de az szerintem bazi nehéz és lassú.
haho lenne 1 problemam kb 1 hete dolgozok 1 cegnel elelmiszer ipari arukat keszitunk na most 1 fronius magicwave 3000 geppel dolgozok 4.0 argonnal mielott szolnatok nem wps lap vagy barmien komoly munka csak szep varrat ez a kovetelmeny... a lenyeg hogy szerintem a 4.0 argon nem igazan megfelelo mer itt ott meg eg a varrat vagy legalabbis a szele pontosan leriom hogyan dolgozok
6-7 l/p argon 5 gazterelo 2.4 wt20 wolfram (a gep 5 amperen is 2.4 wolfram mellett megy mivel allithato hogy mien wolframmal hegesztek) hf gyujtas 4t DC- 40-65 amperig es 15 V mellett 1-es palca inox lemezeket foleg illetve zartszelvenyt inox az is na most itt az anyagnak csak az a elvarasa hogy tukor tiszta legyen de nem eppen az...
ezer gondoltam azt hogy hat ha jobb lenne ha AC 20-30 % elnyomva kiegyenesitett sinus hullam mellett es ugyanugy tuhegyes 2.4 wt20 wolfram igy szebb lenne ugye??? kulonben nincs mas gond csak itt ott a varrat mellett van 1 pici begeett fekete folt amit kicsiszoltatnak velem.... mielott mondanatok 3-4 l /p mellett es nagyobb 7-es gazterelo mellett is ugyanaz vagy 10-11 l/p is.... szal en csak arra tudtam gondolni hogy a 4.0 argon miatt van nekem otthon 4.6 mellett nem volt ien... es a fonok ram sem nez ha azt mondom kikene probalni a 4.6ot... na amit leirtam az esetleg megoldana?
Porcelánozni, csöveknél általában a második un:gyökvédő varratot(ez azért van hogy kombinált hegesztésnél az MMA ki ne szívja a gyököt)és ha van töltö varratokat szokták hogy haladósabb legyen a munka.
A Porcelánozást sima pisztolyoknál nem tánácsolják a változó gázlengések miatt(elégtelen gázvédelem) Gázlencsés pisztolyoknál inkább engedik.
A filmen amúgy jól látszik a pálcaadagolás is,és a kisuj kitámasztás is.
Szia! Mi a típusjele? estére megnézem pontosan.....
Igen, a csuklódat!
Azt viszont nem tudom elképezni, hogy valaki beleszóljon abba, hogy miként hegesztesz. Egészen addig amíg jók a röntgenek...
Hát erre nem egyszerű válaszolni személy szerint nem engette nekem az oktatóm. Pedig szerintem gyorsabb is szebb is... És szerintem kevesebb a hideg kötés is
Zártszelvény keret készítésénél, hogyan jobb egymáshoz illeszteni a szelvényeket? Átlósan (45°) bevágva mindkettőt összehegeszteni, vagy vágás nélkül, majd a végén pl kupakkal fedni a szabad szelvény végét? Pl kapu készítésénél. De egy autószerelő keretnél is érdekes lehet (a keret a futómű helyére csatlakozik, alapja egy kerekeken guruló téglalap alakú zártszelvény váz).
Semmi konkrét igénybe vétel nincs a porcelán gazterelő vagy fufoka ki hogy nevezi szerintem 100 huf sincs a fő lényeg hogy a wolfram ne érjen a varratba
Miért tabu ez itthon? Különösen igénybe vesz valamit? Kopik a pár száz Forintos kerámia hegy? Én ipari kerámiából tervezek/marok extrudereket, egy picit ismerem az anyagösszetételeket... Szóval nem látom egyelőre, miért tiltott ez a forma.
Mint hobbista én is pötyögök, de csak saját célra. (:
Én hegesztek awi-val van minősítésem is és voltam külföldön is dolgozni ....kisebb hegesztési munkákat csináltunk.De porcelánozni csak sarokvarratot tudok csövet nem de jol látod porcelánon billegteti a pisztolyt minél gyorsabban annál szebb a varrat. Én szeretném ezt elsajátítani csövön is.
Ha tudna valaki segíteni abban ,hogy eltudjam sajátítani az awi hegesztésben a porcelánozást ,mert itthon nem nagyon engedik és nem is tanítják , de külföldön ez elengedhetetlen.köszönöm a segítséget ha kapok hegeszto7171@freemail.hu-ra
helló a jelenlegi munkahelyemen egy ilyen géppel dolgozok, és nagyon megvagyok elégedve,egy rossz tapasztalat van bár ez csak akkor rossz ha rövideket kell hegeszteni mert van beépítve be programozva a gáz után futás kb 5 másodperc... ezt nem lehet kivüről állítani ,összességében nagyon jó és megbízható gép idáig kb fél éve nyüstölöm.
Ennek a nagytestvérét linkeltem be lentebb, meg a másik hegesztő topicban, egyelőre nem jött reakció tapasztalatról. A legnagyobb testvér tud alut (AC) is, csak az 280ezer Ft... :S
http://www.expressz.hu/gep-szerszam/femipari/hirdetes-15295685/ na ehhez mit szoltok?????? stahlberg gondolom kinai de hatha ismeros valaki dolgozik ilyennel nagyon yasic-os forma de 3in1 ben palzmavago az meg eleg erdekes
Hát ez is barkácsáruházas saját márka. Az 500 Ft-os csavarhúzókészletemnél az első csavaráskor körbeforgott a fröccsöntött műanyag nyél, bosszankodtam, majd faragok rá bükkfa parketta lécből. De egy 50000 Ft-ot kidobni nem okos ötlet, a 120 A PEDIG VICC.
Egy gépnek van bekapcsolási ideje, ami az áramarősséggel kb. négyzetesen csökken. A trabant sem bírta 100-al órákon át, míg egy golfnak meg sem kottyant. Tehát minden masinát lőjj fölé teljesítményben kb. 30%-al hogy tartósan üzemeltethesd. Havernak van 140a-os CO de állandóan meg kell állni pihentetni, azt mondja sz......
Amikor invertert vettem a 80A-osra rá volt írva hogy 2,5mm-ig. Én pont olyannal hegesztek elsősorban. Ez a haver szerint 130A alatt ne vegyek MMA invertert, milyen igaza volt, most 90-95A-rel hegesztek a 2,5-öt egész nap a 40fokban is. Ha visszaveszem az áramot hegesztés közben még megy , de a salak hideg , nem fut fel a varrat tetejére,salakzárványos lesz, a varratok púposak lesznek , bőven köszörülhetek, nem ég be eléggé, hideg pálcával alig bír ívet gyújtani csak ragad. Szerinted a 80A-al mit csináltam volna ? Vaterán eladni féláron , ha találok rá balekot, és nem lenne válság . A CO-ra is igaz a kis ampernál a púpos varrat, a mercin mint a kidudorodó visszerek úgy néznének ki.
Örülök, ha bárkinek is segítettem! Ami az awi gyújtásokat pedig csak érintőlegesen konyhanyelven érintettem . . . de igazatok van!
Egy jó tanács!!!!! GÜDÉT NEEEEEEEEEEEEEEEEEE!!!!!
SEMMIBEN!!!
Nem csak inverterekben de minden egyébben nagy szutyok! Talán csak a rönkhasítókat merem ajánlani, mert az nem egy túl bonyolult valami! :-)
GTDI:
Ennek a gépnek jóval többet kellene tudnia! Valami villanyszerelő haverral nézesd meg, mert szerintem ott valami átkötési probléma lehet! Ha még mindig gixeres szólj és ajánlok egy nagyon jó szervízest! Elég jó gép, úgyhogy kár lenne érte!
Djorkaeff:
A fenti kiemelt sorok főként neked szólnak és az einhellt se nagyon! Bár az valamivel jobb! A vatera az ok, lehet jókat találni! Ezen kívül:
Gys honlap Univerzal 2p 90ezer körül! Mikor ott dolgoztam, nem olyan nagy gáz, de ne várj csodákat!
A BLM talán jövő hónaptól fog echte angol gépet forgalmazni a Parweld márkanév alatt! Mint tudjuk a PArweld főleg pisztolyokat és kopókat gyárt, de csináltak egy nagyon jó kis gépet, 5kg-os dobbal, 170A-el, ezro csatival és az ára várhatóan 120ezer körül lesz!
Ha tudok, majd dobok fel ide képet!
Ha sürgős, akkor a karcagi weldipexes gépeket ajánlom, aszem 150A-est 120 körül kapni! Ezek tényleg megbízhatóak! Most "csöcsön" van a cég, ha helyben vásárolsz talán még alkudni is tudsz! :-)
A fent említett árak a 25%-os áfá-t nem tartalmazzák! :-)
A legutóbi vaterás véleményem:
Fogsz te ennél jobbat is találni. Ezért az árért szerintem kevés az áram és ahogy nézem, ha pisztoly problémád lesz azt sem tudod nagyon cserélni!
Fogalmam sincs , 10 éve dolgoztam díszműkovácsnál, de a megrendelések 70%-a a határon túlra készült. Akkoriban volt hogy kastély köré 100m kerítés 44000Ft/m volt, igaz mángorolt élkovácsolt anyagok is voltak benne. Én akkoriban másodállásban 220Ftos órabérben voltam, a legrégebbi kovács 320Ft ot kapott, jó gyenge bérek, ugye? Na nem is csináltam sokáig.
2001-ben voltam utoljára, azelőtt minden évben.Amíg lehetett volna a lányom volt túl kicsi, azután építettem egy családi házat és minden pénzemet időmet elvitte, viszi most is, de jövőre mindenképp elmegyünk, legalább hajdúszoboszlóra. Az idei nyaralás árából kovácsüllő, inverter, kovácstűzhely , automata sisak, festék hegyek lettek véve, hogy elkészítsem álmaim kovácsoltvas kerítését, hiszen 28m-ert vállalkozóval csináltatni egy vagyon, nézz utána az áraknak. Egy 4m-es tolókapu többszázezer alaphangon.
Elismerésem hogy belefogsz autószerelésbe és egyéb nem állatorvosi témával rokon szakmába. Én is büszke vagyok arra hogy saját kézzel építettem fel a házamat. Ipari robotok javításával programozásával foglalkozom, de dolgoztam másodállásban autószerelőként, köfaragó ( sírköves ) , díszműkovácsként. Magam burkolok , festek glettelek, vakolok, falazok, ácsmunka, víz fűtés , gázkészülékek szerelése, stb, lakatosmunka,térkövezés, dryvit szigetelés, kovácsolás, kútfúrás,szinte minden, természetesen nem gyógyítok és főzni sem tudok.
Szoktam mondani hogy a mi szakmánk olyan mint az állatorvosé, az állat nem mondja meg mi a baja hol fáj. Az ember legalább elmondja az ember orvosnak.Na ilyenek a robotok is, nem beszélnek ,legfeljebb 1-2 semmitmondó hibaüzenet , ami az eredeti hiba következménye, de több tízezer regisztrált hibalehetőség van.
Újfent megköszönöm a jótanácsot! De a dr-rel nem dicsekszem (sok a büdös disznó közöttünk is, nem hinném, hogy két betű megkülönböztet minket a többitől), csupán a helyzetet próbáltam magyarázni.
No, majd jelentkezem amint megvan a cucc és már próbálkozom.
Dr. úr Ha kint akarsz hegeszteni CO-val kerítést akkor a szél elfújja a védőgázt, de porbeles huzallal ( flux) tudsz kint is hegeszteni ,aminek cserélhető a polarítása . Erre kérdezz rá megvétel előtt.
Értem és megértelek, sokszor én is el szoktam gondolkodni ezen. Hogy egyáltalán érdemes ennyit beleverni egy régi ócskavasba? De alapvetően amióta autót szerelek egy rakás mást is csinálok pont azért mert elkezdtem szerelni. Nem utolsó szempont az sem, hogy ha valami elromlik rajta akkor a nagy részét meg tudom oldani. Ha lenne egy sosem elromló kocsim, akkor biztos, hogy a puszta közepén romlana el valamikor amikor már sem kedvem sem energiám nem lenne megtanulni a szerelést. Hgeszteni pedig muszáj mást is a ház körül, én biztosan nem fogok kemény pénzeket kifizetni olyasmiért amit magam meg tudok csinálni. Amúgy állatorvos vagyok (nem kell megijedni, egyáltalán nincs sok pénzem és valószínüleg nem is lesz, állatorvosi körökben engem hobbistának neveznek:))) Például régi mechanikus órákat is szoktam néha szerelgetni, amikor éppen kedvem és időm van. Szóval ez a lényeg.
Ami a gagyi kinai szarokat illeti, abban igazad van, most éppen nagyban stírölön a netet, hátha összejön valami.
Írtam az einhellt nem igaz? Leírjak egy tel számot a kollégámét akinek most áll a szemét a műhelyben, mert 1 tekercset sem tudott elhegeszteni vele? Ahol vettem az inverteremet, árulnak ilyet is de csak azért hogy ha drágább van , be sem megy a boltba az ember, de Ők is részletesen elmondják hogy NEM az a gép kell neked.Nem többszázezres gépet említettem, de ha egy gép felébe kerül mint a többi abból kispóroltak valamit. A németes hangzású , KÍNAI!!!!!! Güde természetesen alumínium tekercselésű réz helyett, megmelegszik és taknyol hegesztés helyett. Ezt is kollégáim mondták aki befürdött vele. 90 -ért amit írtam nem sok a hetra CO. Szomszédnak einhell MMA hegesztő taknyolgat, ragad, amikor barátja inverterével hegesztett mondták nem is tudták milyen jól hegeszt, Ő sem tudta csak az inverter óta. Apósa Hetra 130A-es gépével is megy neki, csak az einhellel nem volt jó, én 23 éve varrogatok de nekem sem volt jó, csak ragadt, nem gyújtott ívet, túlmelegedett, lekapcsolt stb. Ha barkácsolgatni akarsz ahhoz be kell ruházni, én is azt hittem hogy majd lekovácsolgatom a kerítést, házi trafóval hegesztve, régi kézi pajzzsal, egy darab sínvason. De vennem kellett kovácstűzhelyt mert amit építettem saját kútfőből nem volt tökéletes, ,vettem 100kg-os üllőt, aminek ha nem a közepén verem a vasat hanem a szarván nincs húzása, ekkor jöttem rá miért csinálnak 200 - 360kg-os üllőt . Pár mázsa lengyel kovácsszén ,ami nagy lánggal égeti a szőrt is a kezemről , és a kénszagtól megköhögősödtem.Lenne még koksz dunaújvárosról fuvaroztatva, aranyáron megvéve, de én "spóroltam" valamennyit.Vettem invertert, automata pajzsot. A tető csináláshoz fúrószárakat , ácsderékszöget, elektromos gyalut, láncfűrészt. Burkoláshoz szerszámokat, betonkeverőt stb. Van einhell flexem amiben naponta cserélek szénkefét, 2 csapágyat elfogyasztott 2 év alatt, kapcsoló csere, stb. lassan egy Bosch árában van, érdekes a Makitát megvettem és jó ahogy a B&D is. Na így tudok dolgozni ezeket meg kellett venni. Ha utánaszámolsz veszel egy jobb állapotú mercit és elfelejted a romantikát , ami úgyis elillanna.
A legfontosabb a hegesztés nem olyan mint a hajszárító hogy bárki bekapcsolja és már megy is. Ez olyan mint a ceruza, ha veszel egy ceruzát, még nem leszel portré rajzoló grafikus a balatonnál. Nem elkedvetleníteni akartalak, de ha már megveszel 1-2 gépet nincs kiszállás nem hagyod veszni a befektetett pénzt és csak még több költségbe vered magad.Már én is inkább deszka kerítést építenék de ott a vas 6 méters szálakban százezrekért, és a szerszámokban a pénz.
Kivéve, ha boltból vennéd.. de gondolom vaterán találtad. A güde egy németes nevű kínai hulladék! Nekem a kompresszorom güde, a szervízben már meghalt, imádkozom, hogy kibírja pár évig az itthoni ritka használatot. Természetesen vateráról van, a srác még foglalkozik velük, de rengeteget visznek vissza, természetesen a vételárat nem fizeti vissza senki, stbstb...
Akkor már inkább einhell, az utolérhető, van szervíz stb.
De méginkább egy használt, idősebb komoly gép. Ha gondja is lenne, olcsón megszerelik, de alapvetően megbízhatóbb használtan is, mint a güde.
No, te vagy az én emberem, érted a dolgomat. Amúgy nincs 3 fázisom, de ez nem akkora baj. Kedvenc szerelőm egy Einhellel dolgozik évek óta, aszongya, hogy 150 amperrel már lehet karosszériázni, ez nekem elég. De most ippeg találtam valami Güde márkájut, 172/6w, szerintetek az jó?
Sajnos most nincs kilátásban gépvásárlás, de érdekelne a véleményetek erről: (nekem az alu hegesztés (AC) ami szembetűnő hiány, természetesen házi felhasználásra gondoltam, nem ipari vagy komoly napi 6-8órás munka).
Nem találom a 6030-as adatait, régi típus. A 2060-as gondolom kisebb, az <210A és 8-as lemezvastagságig írják. Ha a 6030-as 1-esnél nem tud vastagabbat, az már komoly gond. Nem fröcsög, durrog hegesztés közben? Trafó hangja? Egyenletes brummogás vagy zajos morgás időnként rángatózással?
Nézz körül a Vaterán. Neked bőven megfelel a tizenéves CO2 gép 30-40e-ért, a rozsdás láncos csörlő 5000-ért, stb. Lényeg, hogy ha lehet, komolyabb gépet vegyél, inkább a 15 kg-os dobbal, mint az 5-össel. Bár a 220-asok általában kicsik, de nem is lehet velük olyan szépen hegeszteni. Van 3 fázisod?
Elég furcsa, amit írsz, mert mérete és kinézete alapján többet kellene tudnia. Diódák??? Apró Off: Scheiss Technik = Sz@rási technika Schweiss Technik = Hegesztési technika :-) XX éve készítettem 2 hasonló méretű CO2 hegesztőt 3f-ra. Egyik 300 másik 350 A-es. Az pedig már a 10-es lemezhez sem kevés.
No, eleddig véleményünk és szándékunk nagyrészt egyezik. Biztos, hogy jobban járnék egy jobb minőségű géppel, de ha valamennyire is óvatos vagyok, akkor pl. egy 170-es Einhellel is talán megcsinálom a munkám. Javítsatok ki ha nem igaz.
Do-xa
Márpedig nekem muszáj az egészt egybevenni, mert másképp nem megy. Ha így kezdek dolgozni, ahogy pl. Vodkaboy ajánlotta, akkor sosem lesz semmilyen állapotra hozott kocsim, hanem csak a szerszámokat szedegetem. Természetesen értékelem és köszönöm a jó szándékot és a segítséget, de sajnos kompromisszumok nélkül nem csinálok semmit. Szóval valahogy maj csak lesz.
Amúgy a restauráció az a gyári állapotra hozás. Nekem ahhoz sem energiám sem időm. Örülök, ha egy használható állapotot összehozok (fél padló, sárvédőívek, jobb hátsó sarok: ezeket kell pótolnom oszt már használható a kocsi).
No, még jelentkezem mert sok tanácsra lesz még szükségem.
HOHoH! Én csak a hegesztő szektorra gondoltam, az általad vázolt igények alapján. De mint írtam is: jönnek azok maguktól. Kellenek kézi köszörűk, vágni csiszolni. Olló, peremező-lyukasztó. stbstb. Már restaurálást említesz, pedig azt nem akarsz. Szal így kezdődött :-) Láttam már hasonló esetet. mindennek az alapja egy egészséges kaszni. Egyébként kár a gőzért. Tudniillik ilyenkor már a felületes és a normális munka egészen közel jár egymáshoz. Nem pontos példa: Egy ház hószigetelő rendszerrel való felruházása több tételből tevődik össze. Ragasztó, dübel, dryvitháló, nemesvakolat, élvédő, egyéb profilok, állványozás, munkadíj. Hogy a csatorna, ablakpárkány, gázvezeték stb. szerelvények módosítását ne is említsem. Cél: a hőszigetelés! mégis többen éppen ezen a tételen akarnak spórolni, nem áldoznak inkább a vastag hungarocellre, hanem az alig olcsóbb vékony lapot válasszák. Remélem érzékelhető...?
Üdv. Mindenkinek! Még új vagyok itt az olyan bajom van hogy van egy Lorch Scheiss-technik M6030-as MIG-hegesztőm 220-400V-ról működik én 220-ról használom. Maxon még lehet vele hegeszteni 1-es lemezt is de a vastagabb lemezeket nem nagyon bírja 2-es lemezt még viszegeti. valaki ismeri ezt a gépet ez ennyit bír vagy jobban kéne pirítania? Bocs ha kicsit hülyén fogalmaztam a segítséget előre is köszönöm!!
Én is ilyesmi utat jártam be.. talán annyi előnyöm volt, hogy édesapámtól örököltem szerszámkészlet-maradványokat. Innen kezdtem építkezni és még most is elég messze vagyok egy jól felszerelt műhelytől, de autogén felszerelés már van, kompresszor van, akna is akad 1-2, szerszámkészletek stb.
Egy érdekes dolog... dolgoztam egy nem olyan kicsi szerszámboltban, ipari minőségtől kezdve a gagyiig minden volt. Én magamnak itthonra a középkategória alját vettem, pár éve használom a dolgokat, nem napi szinten, de sűrűn, és semmi bajom. Nem feltétlen kell megvenni pl a törésgaranciás 50ezres készletet. Én pl 14ezerből (igaz kis kedvezménnyel) kihoztam egy alap dugókulcs készletet. Teljesen jól használható. Egyedül a kompresszortól félek, mert güde, és egy szervízben már meghalt, de itthon pl ez is jól teljesít.
Co/MiG gépem még nincs, de folyamatosan nézegetem, hogy miket kéne. Én a használt gépeket részesítem előnyben, pl felszámolásokból fejlesztéskor stb kerülnek eladó sorba. És legalább nem teljesen kínai sz@rt veszel, hanem igaz, egy használt, de jó minőségű gépet.
Szintén mercizek, magamnak is lakatolgattam, most egy fiat 500ast próbálok összelapátolni magamnak.. ahogy haladok és szükségem van valamire, megveszem. Apránként, szép lassan, ahogy a pénztárca engedi. Igaz, nekem nem az a napi autóm, nem kell sietnem.
Hegesztő spray-t nem szoktál használni? Én le szoktam fújni mindent, párhuzam szorító, fogók, stb. Gyönyörűen tisztán tarthatók, ugyan így a munkadarab is.
Kő: hegesztő (200000) , kompresszor (100000 körül), polírozó(10-20000), tisztességes emelő (10000 körül, de ez nem biztos) (ugye, itt a tisztességesen van a hangsúly), szerelőakna (azt meg is csináljuk rövidesen), csörlő láncosan (mert drótkötéllel nem jó..., ennek már le sem merem írni az árát), normális szerszámkészlet (50000 alatt nem is érdemes belevágni egyes szakik szerint). Jó, lehet, hogy pont a millát nem üti a dolog, de 700 alatt nem áll meg, az tuti. És akkor kell az alapanyag (festék, gáz, huzal, miegymás), kell a kocsihoz az alkatrész (az sem két fillér), plusz egyéb beszerzendő belsó-külső díszitőelemek. Persze ez utóbbiak nem a szerszámokhoz tartozóak, de a kasszát ugyanígy befolyásolják. És éppen nem áll rendelkezésemre még 200000 sem hirtelen. Akkor választhatok: próbálkozom valamilyen módon, akár olcsóbb szerszámokkal is ( és nem veszek például sima trafós hegesztőgépet 20000ért, hanem egy nagyon sima, de védőgázosat valahol 60 környékén), így tán van is esélyem lassan, fél év alatt valami autószerűt rittyentenem belőle, vagy pedig fél év alatt veszek egy alapos gépparkot ami lassan többe fáj majd mint a kocsim és közben a kasztni tovább rohad, meg nekem is elmegy a kedvem az egésztől. Vagy rábízom a kocsit a "szakikra" oszt lassan, 10 év alatt hitelből kifizetem a restaurációt. De az biztos, hogy a kocsi 1 éven belül csúnya lesz és elfelejti, hogy valaki csinált rajta bármit is nemrég. Mert ilyenek a "szakik".
Milyen milla? 300 e elég mindenre. Gazdálkodj okosan. ( mellesleg az eszköztár ára rámutat arra, miért kérnek lakatos munkáért annyit> amennyit. adó etc-etc nem is beszélve) No csak hajrá!
Köszönöm az igazán építő jellegű megnyílvánulásokat, igyekszem is sokat tanulni belőlük.
Alapvetően az a bajom, hogy ugye a kocsit nem adom ki a kezemből mert kifizetem a sok idiótát oszt nem lesz belőle lószar sem. Éppen ezért muszáj magamnak megcsinálni a lehető legjobban, a meglévő vagy a továbbiakban beszerzendő szerszámokkal. Namost, ha én mindenből a szakik szerinti "már használható"-t veszek, akkor hirtelen ráköltök csak a szerszámokra alsóhangon 1 milkát. És akkor még semmit sem csináltam.
Hogy nem megy majd tökéletesen, illetve nem lesz az elején szép, nos, azt bevállalom, magamnak csinálom.
Mellesleg a zöldségesemből nem veteránt akarok csinálni, én hétköznap akarom használni, éppen ezért nem kell makulátlan állapotút létrehoznom mert ez az állapot max. pár hónapot maradna, így viszont állandóan javítgatom, de megmarad az öröm, hogy minden nap ezzel mászkálok. Hogy nem 100%-os? Istenem, majd valahogy ezt is túlélem. De strapabíró lesz, az biztos. Ha emellett még rozsdamentes és viszonylag jó lesz a festés is, akkor végképp örülni fogok, mert magam csinalom magamnak ésszerű összegből.
hmm mit mondhatok neked karosszeria maximum 0.8 de inkabb 0.6 huzal 150 amper boven sok lesz ahhoz hogy ategesd a max 2milis anyagot... merthogy nem igazan lattam eddig 2milisnel vastagabb karoszeriat.... szoval masik fontos dolog szerintem hogy inkabb MIG-be gondolkodnek a helyedbe igaz dragabb de sokkel kenyelmesebb es nincs gyakorlatilag utomunka ami anyanyakatekeret helyeken nagyon jol esik... (vagyis lesz nem 1 olyan pozicio velemenyem szerint ahova nem fogsz beferni flexel vagy egyenes csiszoloval hogy szep legyen utana a varrat es festheto ezer a frocskolest elkerulendo en a helyedben argon-t hasznalnek co helyett bar dragabb teny es valo viszont ha 1 minoseget nezed ami 1 mercinel fontos megeri az hogy 150 amper sok meg nem jelenti azt hogy gond ha van :P 100bol hogy jo munkat is vegez nem fogsz kijonni ugy hogy a hajadtol gyors fajo bucsut ne vegyel.. vagyis kell neked 1 reduktor ami alsohangon 8 de inkabb 11 ezer (nagyon nem mind1 hogy a potmeter 11 l/p mutat vagy 3mat es ezalatt te nem erted miert nem elegendo a gas) argon / co kb ugyananyi kell 1 jo fejpajzs ami a ha hejedbe lennek automata legyen 15 ezer sima fejpajzs 5 ezer 1 jo kesztyu 800 1 gas palack a legkissebb kb argon 25 ezer toltve (10 literes ) argon toltes 11ezer de co legkisebb kb 18 ezer toltve 10 kilos viszont co toltes kis palack 5 ezer nagyobb palack meg dragab... de fajlagosan olcsobb tolteni :P 5 - 10 - 15 kilo huzal hegeszto anyag ami 3- 15 ezer (minoseg menyiseg befolyasolja de ha lehet olyan gepet vegyel amibe min 10 kg anyag megy)
es az aranyos hegeszto masina .... ami miiiinniiimum 100 000 valaszthatsz trafosat vagy inverterest .... trafooos jooo nehez nagyobb es kevesebb munkat bir no meg mivel nem CHIP iranyitja a hegeszto ivet ezer szarabb minoseg inverter dragabb mobilisabb jobban beallithato es sokkal jobb minoseg... tehat kb 1 trafos alap gep ami neked elmehet...
de inkabb 1 megfelelo inverteres http://bolthely.hu/hegesztestechnika/id/00039_MIG175A_inverteres_hegesztogep_ sajnos csak 5kg dob de viszonylag jo arban van
es utolagosan mind2 kell 1 remek PISZTOLY amihez kell meg alap felszereltseg fuvoka stb... ami 11- 22 ezerig argonhoz a pisztoly dragabb
szoval osszesen argonnal hmm 200 000 alsohangon vegeredmeny sokkal szebb es minosegibb kezelhetobb hegesztes utomunkat nem igenyel palack ujratoltes dragabb 11000 pinz viszont megfelelo huzzallal rozsdamentes vasat , sima szerkezeti vasat is batran hegeszthetsz esetleg aluminiumot
CO-val 185 000 de frocskoles utana tisztogatas es csak vasat hegeszthetsz szerkezti acelt mast nem es nehezebb no meg kevesbe szebb varrat viszont 5000 a palack toltes
ha nem inverter hanem megis trafos gep akkor minusz 35 ezer (de en ezen nem sporolnek...)
hogy miert szaltam el arban??? hmm mer 1 komoly regi szep autot akarsz felujitani amit nem kene barbar modon csinalni megerdemli a szep minoseget
es hidd el szar geppel nem lehet hegeszteni csak ganyolni... en is kezdek rajoni es gepet cserelni.... pedig sokakhoz kepest zoldfulu kezdo vagyok... es tegnaptol kezdve igaz alkalmi munkaban de elelmiszer iparban dolgozok awi hegesztokent COR acelt hegesztek... 1 fronius geppel... es pillanatok alatt rajottem hogy otthon vajoooon mie nem ment ien szepen----
Trakis.hu Trakis nagykőrös-webshop-termékek-heg. ber.- CO hegesztők-1 fázisú gépek
Europeweld 160 160A CO ez már jó. 90E Ft
A TRAKIS ( HETRA )-ról biztosan hallottál a szüleidtől az elmúlt 50 évben minden magyar ember látott hetra trafót,
Ez alatt csak kínait vennél , kollégám Einhell-el 1 db 5kg-os dobot sem tudott elégetni, még előtte elnyűtte a remek kínai gépet. Most ez alatt nem kapsz normális gépet, ha nem nagy ismert márka ( Fronius, Esab,Merkle, Oerlikon stb) azok mondjuk 200-tól fölfelé , ez alatt akkor az mind kínai, lehet bármilyen neve és dizájnja.
Felét leírtad. Továbbá az elektromos hálózat. Szándékozol-e karosszéria lemeztől vastagabb anyagot is hegeszteni? Jönnek a szempontok.... Gagyit nem javaslok az olcsósága miatt. El sem lehet adni később.
Hogy hány Merci van az teljesen mindegy, nem azon fogom elkezdeni a gyakorlást, biztos, hogy előtte még elszórakozok a ház körül bármi mással.
Kedvenc szerelőm szerint mindenképpen kő úgy 150 amper a gépben, bár ez alatt nem is lehet igazán védőgázas gépet kapni. Plusz a palack, plusz a gáz, egyebek.
Merciből ugye csak egy van? :-))) CO gépre gondolhatsz! - talán csak annyit, hogy 100e alatt ne vegyél. Egyéb körülményeket nem tudni. Több ismeretlenes helyzetre nehéz tippet adni.
Nem igazán foglalkoztam eddig hegesztéssel, éppen a héten készülök venni egy védőgázas gépet, a hiányt pótlandó. Tudnátok nekem segíteni ezzel kapcsolatban, hol kapok én egy ilyesmit, az ár fontos számomra. Mindenképpen védőgázas kell, 32 éves Mercim karosszériáját készülök megcsinálni (fél padló, hátsó sárvédőívek). Tudom, hogy nem lesz könnyű, de inkább elszúrom magam, minthogy fizessek valakinek, hogy az cseszhesse el a kocsimat. Alapvetően jó a kézügyességem is, magam szerelem autómat.
Nem igazán foglalkoztam eddig hegesztéssel, éppen a héten készülök venni egy védőgázas gépet, a hiányt pótlandó. Tudnátok nekem segíteni ezzel kapcsolatban, hol kapok én egy ilyesmit, az ár fontos számomra. Mindenképpen védőgázas kell, 32 éves Mercim karosszériáját készülök megcsinálni (fél padló, hátsó sárvédőívek). Tudom, hogy nem lesz könnyű, de inkább elszúrom magam, minthogy fizessek valakinek, hogy az cseszhesse el a kocsimat. Alapvetően jó a kézügyességem is, magam szerelem autómat.
kosz az infot hat weldmanagernek is aszem a BLM gepeknel dontok es ki is szemeltem 3mat TM 1600 TM 1600 CEL TM 2000
mind1ik LIFT AWI + MMA 1600-asok 5-160 amper a 2000-es 5-200 amper a 1600 cel tud alu illetve cel palcat elnyomni na most az alu is erdekel ezer lehet a 3diknal dontok de megeri? frocsoges mellett alut hegeszteni???
arban igy jonnek 78000 tm1600 99000 tm2000 10500 tm 1600 cel mit mondtok?
Sok a különbség koppintós és LIFT-es között, most kipróbáltam - volt időm végre.
LIFT: Wolframmal hozzáérsz az anyaghoz (4T módot mondom), nyomod az indító gombot egyszer, azonnal picit izzani kezd a hegynél és már elemheted is el. Nem ragad bele. Indításnál úgy vettem észre, vagy egy nagyon rövid idejű áram megfutás, utánna áll be a beállított erősségre. Koppra letekerve az áramerősség potmétert, gond nélkül indítottam LIFT-tel, az ív stabil volt.
HF-nél odatartod az anyaghoz, nincs kontakt. Nyomsz egy indítást és csak akkor keletkezik az ív. Ha csak simán oda tartod, semmi sem történik.
2T módban nyomod az indító gombot folyamatosan, csak akkor van ív. 4T módban indításnál nyomsz és ív kioltáskor. Én 2T módban baromi kényelmetlennek érzem, egy percet sem használtam.
Ezek a parák amik kellenek és a véleményem: 160-180A, HF, 120ezer max
Nossss........................... Gysmi 165:
Ez csak liftes gyújtású, szelepes pisztollyal ok! Egyébként francia, de már ezeket is kínában gyártják! Kis bekapcsolási idővel rendelkeznek! Ha kifogod akkor jó! Ha belenyúlsz, akkor javításra sokat költhetsz. Kb. 3:1 az arány
Yasic 180
Nagyon jó árban vannak! Ehte kínai! Sokan meg vannak vele elégedve, de hasonló árban már kapsz jobbat és ennél is rizikós, hogy kifogsz e egy olyat amire nem kell túl sokat költeni!
Freetig itig 160
Ezt nem ismerem, de a képek alapján nem túl bizalom gerjesztő
Két honlapot ajánlok szívesen az ergus és a blm honlapját
Az előbbi olasz, ezek már megbízhatóbbak és 2 év gari van rájuk. Az utóbbi amerikai és ugyan egy év gari van rájuk, de rendkívül megbízhatóak! Viszont mindkettőnek elég magas a bekapcsolási ideje!
Bárhogy is döntesz, előtte alaposan mérlegeld és nézd meg mit adnak a géphez, mert ugye az anyagi vonzata nem mindegy! :-)
Awi hegesztés ívgyújtásai:
Koppintós:
Ívgyújtás úgy keletkezik, hogy a wolframot mint agyufát érinted az anyaghoz. Ezt bármelyik inverter tudja szelepes pisztollyal!
Liftes:
Wolframot az anyaghoz érintjük és amikor elemeljük, akkor keletkezik az ív! Ugye itt már nem olyan az anyag és wolfram közti kölcsönhatás, így kisebb a szennyeződés is! Ezért ez már egy jobb fokozat! Szintén szelepes pisztoly.
HF/magasfrekis gyújtás:
A wolframmal ahogy megközelítjük az anyagot létrejön az ív! Itt mivel nincs kölcsönhatás, már nagyon tiszta varratokat kapunk, amit akár meg is lehet röngeneztetni! Magasfrekis gépeket onnan ismerni fel, hogy hátul van egy gázbemenet, elöl pedig egy gázkimenet, így már a gáz is szabályozható! Ehhez kapcsolós pisztolyt szoktak használni!
Ezenkívül vékony anyagnál szoktak olyan gépet választani ami már pulzálni is tud!
Ha pedig az a cél, hogy nagyon szép pikkelyezett varratot tudjanak készíteni, akkor olyan gépet célszerű választani, ahol beállítható a sinus hullám is!
kosz az infot :P de azer gondolom 1mel konyebb :P hat igen en is a gysmi fele hajlok de hatha masok tobbet tudnak viszont azt megtudod mondani hogy a lift es koppintos kozott sok a kulonbseg? a lift anyival jobb?
3 gepet szemeltem ki kerlek titeket valaszatok helyettem Gysmi 165 (ien csak kisebb teljesitmenyu gepem van megvok vele elegedve igy van hozza awi pisztoly) 95 000 www.gys.hu/gysmi165.html Yasic 180a 105 000 Freetig itig 160 120 000 www.weldtechnic.hu/inverteres_hegesztogep.html utso 2 gepet itt talalhatjatok de nem feltetlen innen veszem oket
az elso francia minosegibb es kivallo mma gep magas bekapcsolasi idovel de csak liftes viszont van hozza pisztolyom 160 amper
a masodik HF kinai de elmeletileg jo minoseg es van hozza pisztoly meg munkakabel is 180 amper
a harmadik 160 amper de pulse funkcio 2t 4t gas utanfutas allitas es tobb funkcio
vagyis nem kell HF 25 amperrhez? 1 millis wolfram kell gondolom ugye? lehet olyat szerezni? mien messze tartsam a wolfram hegyet ? ha majdnem beletartom a hegfurdobe az gond? vagy epphogy ne erjem el?
haverod miota es menyit es mit hegeszt a geppel ? :DDDDD mer engem 160-180 amper 230vos halozatrol HF gyujtas 120 ezer maximum ar mma funkcio 2t-4t uzemmod erdekel ebben a kategoriaban ki mit tud ajanlani? ezek a YASIC gepek jonak tunnek csak remelem 2 ev mulva is jo lesz :P
Én csak rozsdamentessel próbáltam. Azt írják a gépkönyvemben, hogy AC módban 40A alatt nem használható. Akkor hiába is jövök rá az alu hegesztés módjára (eddig sikertelen próbálkozások voltak), le kell mondanom a sörösdoboz talp varrásról?
na hatha a yasic gepekrol is tud valaki valamit na szoval ez erdekeln
vagyis innen a 180A tipusu awi mma feladataimra eppen megfelelne a leiras szerint mi a velemenyetek rola ??? azer kene mer a koppintos ivgyujtas kezd kicsit zavarni kis amper mellett nem stabil de eddigi felszerelesem :P akit erdekel szoljon Gysmi 131 inverter + gysmi gyari gazszelepes awi pisztoly 4meteres + gascso
Hmmmm, az avelko részhez hozzá tudok szólni! Kínai gépek...........ez még nem lenne baj ....................három szervizesük van.........ez már baj..................nem igazán tudják azt amire méretezve vannak..........kb. ennyi! Szerintem az inverterek legalsó kategóriájába sorolhatók!
tehat a hf a megoldas kosz emberek hat viszont ez azt jelenti hogy a frissen vett gaz szelepes pisztolyomat es az inverteremet is adhatom el ... azt viszont megtudna valaki mondani hogy a vateran kivul milyen jo hasznalt hirdeto hely van???
Én koppintóssal próbáltam ennél jóval kevesebb amperral is. Úgy vettem észre, hogy a wolfram hegy távolsága ilyenkor már nagyon kritikus a hegesztendő felülettől. HF-nél még nem is próbáltam ilyen "kis" árammal. Esetleg holnap megnézem, ha nem felejtem el és nem jutsz addig megoldásra.
hat a gepeket nem ismerem de dolgoztam 1 honapot fronius geppel vasipari gyarban tapasztalataim ponthegesztes funkciora amit leirtal valoszinuleg nem lesz szukseged viszont ami jol jon hogy legalabb 10 vagy nagyobb 15 meteres huzaldob menjen bele a huzal visszaeges nem rosz funkcio de ha havi 10-15 oranal tobbet nem fogsz hegeszteni vele nem lenyeges a nagyobb huzal azert jobb mer fajlagosan olcsobb ezer jo ugy szinten a nagy palack hozza bar en a helyedbe 15kgba gondolkodnek az meg eleg mobilis persze co ha csak nem akarsz rozsdamentes acelt hegeszteni de az dragabb lenne a huzal meg a gas is (argonmix vagyis corgon kell oda) szoval amit jo ha tud meg 230v legyen 160 amper maxxal az ala ne add es a porbeles huzalt szerintem elfelejtheted nincs akkora lenyege nalad...
de amit en mondok neked az az hogy a helyedben inkabb vennek 1 awi/mma kis invertert mer amire hasznalnad sokkal jobb arban is hasonlo 120 ba mar talalsz a celodra kivalo gepet es ha nem karosszeriazol sokat akkor boven eleg az mma (sima palcas nincs gas tehat olcso) illetve awival sok mas anyagot is gond nelkul hegesztesz ... enyit tudtam mondani de ha co akkor azer nezd meg jol mit veszel legyen markas jo szerviz hatter es megbizhato bolt ahonnan veszed
3 hete találtam rá az oldalra és csaknem átolvastam az egészet. Sok érdekes és hasznos dolgot olvastam. Több kérdésem is lenne:
1. Milyen mig/mag gépet vegyek, ami az otthoni, ház körüli munkákra megfelel? Gondolok itt lemez, zártszelvény munkákra kb. 5 mm vastagságig(kerítés, kapu, akna fedél, autó, stb.).
2. AWELCO gépekről mi a véleményetek? Megbízhatóak, jó gépek?
4. A komolyabb gépeknél lévő funkciók, mint a huzal visszaégés, ponthegesztés funkciók hasznosak, vagy nélkülözhetőek?
5. A porbeles huzalok előnyeiről, hátrányairól tudtok-e valamit? Fajlagosan olcsóbb-e a porbeles huzal, mint a hagyományos huzal+gáz? Pl. karosszéria hegeszthető-e porbeles huzallal?
Sziasztok! Köszönöm a válaszokat!Csak azért bosszantó,hogy ez a tipus így szarakodik,mert vannak ismerősök akiknek az enheil 151/1 tipusuk van,és az csak annyiban külömbözött,hogy azt ventiláttorral szerelve adták!És azzal egésznap vidáman tudnak heggeszteni,nem old le.Passz,hogy mégis mi lehet akkor a külömbség köztük!
lenne 1 problemam miert van az hogy 55 amper alatt bizonytalanna valik az ivem kv 2-3 masodperc alatt kialszik azt vagy ujra gyullad vagy nem ... 3 dologra gondoltam tul sok az argon -- megprobaltam kevesebbel egett varrat... tul vastag a wolfram 1.6 hasznalok most --- probaljam meg 1-es wolframmal ? lehet olyat beszerezni egyaltalan??? vagy 1szeruen a gepem nem igazan alkalmas mar erre a koppintos ivgyujtas miatt ??? gondolom ha igy van akkor 1 HF gep megoldana a problemam ugye? vagy koppintossal is ugyanugy kene 55 amper alatt (25 amper alatt nem is probalkoztam) az ivnek stabilnak lennie? a liftes megoldas jobb mint a koppintos? az is megtudna oldani a gondot? mielott mondanad megprobaltam nagyon kozel tartani a wolframot az se segitett csak novelte az eselyet hogy beleerek a hegfurdobe...
Nem kívül melegszik a tekercs, hanem belül, ahol az egyes rétegek egymást melegítik, a hő lassan jön ki. Meg kérdés, milyen minőségű a vasmag, mennyire szór, gondolom jó nagyok annak is a veszteségei.
Ezért vettem iparit. Igaz, kora tavasszal, egész délelőtt folyamatosan hegesztettem 4mm-es elektródával, 160 amperrel, az elektródát szinte röptében cseréltem egyszer sem oldott le.
Ezekkel a 10-20 ezer Ft-os játék gépekkel kár foglalkozni...
szar, sózd el valahogy. 3-at is próbáltam 3 ismerősnél ugyanaz amit írtál.Ventivel sem sokat javult a helyzet, levett burkolatnál 40cm-es szobai ventivel hűtöttem.
Dunakeszin van jó üzlet. Hegesztés kreativitás.hu Olcsóak korrektek, az országban legolcsóbb invertereik nekik vannak, én is ott vettem, ki is próbáltatják a gépeket, adtak automata pajzsot, munkadarabot, kb. 15 percig próbálgattam 2 gépet mire döntöttem. Elégedetten távoztam. Természetesen sima MMA gépeik is vannak, +CO+AWI. Automata pajzsot is onnan veszek, nagy választék olcsó árakon.
Én olasz invertert vettem 45-ért 130A-os, ugyanezt láttam webshopon 69-ért is. Persze garival hivatalosan.
sajnalom hogy ezt kell mondjam de konyebben megoldod a problemad azzal ha azonnal veszel 1 uj hegesztot ezt meg elsozod valahogy... pl 1 hetra kivallo valasztas lenne 30 ezer alatt boven megkapsz 1et de ha inverterben gondolkodol vegyel gysmi-t elerheto aron van kivallo gepei !!! es a supermarketes gepeket felejtsd el ha csupan otthon akarsz 1 kerites racsot visszahegeszteni meg akkor is mar amit ott lehet kapni az csak levelnehezek...
Az a problémám,hogy van egy einhel 151/2-es heggesztő trafóm,amit ventilátor nélkül adtak!Így 1 elektróda után kiold a hőkapcsolója,én beleszereltem egy ventit,de a helyzet nem sokat javult!pedig miután leoldott a hőkapcsoló,a ventilátor tök hideg levegőt fuj ki a heggesztőből,és a heggesztő oldala sem meleg.Az lenne a kérdésem,hogy lehet e állítani a hőkapcsoló érzékenységén valahol?Vagy érdemes lenne kikötni? Köszönöm a segítséget előre is!
na vegre megjott a rendelesem es vegre tudtam hegeszteni 1.6 wt20 wolrammal hat 130 amper alatt sokkal jobb vekonyabb melyebb beegesu varratot kapok :D 5mm anyagot 130amper mellett attudok hegeszteni ami nagyszoo... es megvalami erdekesseg alut is lehet hegeszteni DCvel nezzetek utana jobbban !!! :D most olvastam angol forumon lehet alut DCvel hegeszteni csak forditott polaritas mellett hogy a patinat vagyis az alo3 reteget feltord a gond csak az hogy nem gazdasagos mivel tobb argon kell 1-2 l/p + illetve a wolfram sokkal jobban leolvad ami miatt nem gazdasagos... tompa atlagban 2 - 2.4 es zold wolfram kell hozza illetve forditott polaritas es sok koszorules mivel hamar legombolyodik ki is probalom holnap :D
szal amit neked kezdo awi hegeszteskent ajanlhatok az hogy inverter legyen az alap gep amivel nyugottan mma (mezei palcas hegesztes :D) is lehetseges mer sok esetben olcsosaga 1szerusege miatt jobb es kulon awi felszereles ami all 1 komoly awi pisztolybol amiben van 1.6 vagy 2.4 -es wolfram elektroda befogo illetve keramia ami a gazt tereli ezek cserelhetok es gyakran szetfogod szedni a wolfram koszurulese miatt... illetve a wolfram elektroda 130 amperig 1.6 wt20 (piros) megfelelo minden vas illetve rozsdamentes vas hegesztesehez
illetve a gas igen argon kell hozza vagy valamien argon bazisu gaz (dragabb nem feltetlen kell) argon 4.6os kivallo gaz 14 L -es palack (kozepes) toltese kb 14 ezer forint + venned kell 1 palackot kb ugyanenyi + kell 1 argon reduktor (azon igy van allithatod a gas aramlast l/p ) palcanak sima szerkezeti acelokhoz vagy enyhen otvozott acelokhoz wsg2 vagy wsg1 ( esabtol ok tigrod 13.23 ) hmm kell ezenkivul meg 1 remek automata fejpajzs mer mindket kezed hasznalod illetve 1 jo AWI kesztyu esabnak van remek supersoft nevu kesztyuje ajanlani tudom illetve ha konyiteni akarsz akkor 1 palca adagolo toll is remek dolog meg esab tigpencil neven na enyit kezdesnek :P
Egyébként lehet gáz nélkül is hegeszteni, a testet átteszed a negatívba és a + jelhez rákötsz egy munkakábelt elektródafogóval. Ezután átkapcsolod a gépet és hegeszthetsz elektródával...
Argon palackra argon reduktort célszerű felszerelni! Az összes alatt ott van, hogy melyik gázhoz való, a #H780865 lesz a te barátod.
Hogy milyen anyaghoz milyen pálcát kell használni azt az az anyag dönti el amit hegeszteni akarsz! :)
Tudom, hogy buta kérdés de ennek a végére kell járni! AWI (TIG) hegesztésnél mindig kötelező az argon gáz vagy valamilyen más gáz használata vagy csak simán is lehet vele hegszteni gáz nélkül? Ha már itt vagyok megkérdezném, hogy egy palack argon gáz mennyibe kerül?
http://www.schleifer.hu/index.php?page=products&cid=90 Ezen a linken itt fent! Ezek közül melyiket célszerű célszerű felszerelni egy argon palackra? Itt lehet beállítani a L/P értéket is? Sima vaslemez hegesztéshez milyen márkájú és számu pálcát ajánlotok? Mi dönti el, hogy milyen anyaghoz milyen pálcát kell használni? Köszönöm!
Nyugodtan használhatod a 7-est is, csak adjál rá még egy kis argont...
Egyébként jobb a nagyobb mert az jobban védi a varrat melletti részt. A szűrőlencse még jobb mert az nem fújja az argont a varratra hanem teríti, ezáltal mégjobb a varrat melletti rész védelme. De ennek már tényleg csak röntgenvarratoknál van jelentősége. Na meg kint, szabadban! :)
keramia fuvokakat menyi amperig ajanlod? mer eddig csak arrol talaltam utalast hogy mekkora millimeterben a szelesseg de allitolag formaban is van kulonbseg a szamokkal
eddig 5ost hasznaltam sajna eltortem (ne kerdezd hogyan luser voltam)
most csak 7est tudtam gyorsan kolcsonbe kerni ... szal
Az lenne a kérdésem, hogy meddig lehet hegeszteni ezzel a géppel, hogy ne melegedjen túl vagy töltödjön túl mert ebben nincs automata figyelmeztető rendszer erre a bajok esetére?
Van benne hőmérséklet-figyelő. Ha túlmelegszik, kávészünet.
Honnan tudom, hogy mikor kell leáljak a hegesztéssel, hogy ezek ne következzenek be van erre valami időlimit?
Észre fogod venni :-).
Mire jó az inverter?
Hegesztésre :-).
Lehet erre a gépre rakni invertert?
Már benne van, a működési elve ez.
Mikor kell invertert használni?
Erre nincs megkötés.
Miért jó az inverter?
Kisebb fajlagos tömeg, jobb hatásfok, egyenáram. (Ugyanekkora teljesítményű hagyomános trafó pl. a Hetra 160, kb. 40kg.)
Szerintetek jó ez a gép?
Ki kell próbálni.
Lehet vele zártszelvényt hegeszteni?
Miért ne lehetne?
Mekkora a max és min hegesztési fémvastagság amit lehet vele hegeszteni (pl. 0,2mm-5mm)?
Alsó határ a gépkezelőtől függ, ha ügyes vagy, az acéllemez sörösdobozt is összevarrod vele. Felső határ nincs. Akár egy 150mm vastag gőzmozdonykazánt is össze lehet vele hegeszteni, legfeljebb kicsit sokáig tart :-). (160A: 3,2mm-es bevont elektródát simán elviszi, szűken a 4-eset is)
http://www.schleifer.hu/index.php?page=product&pid=16171 Erről a gépről van szó!!!
Az lenne a kérdésem, hogy meddig lehet hegeszteni ezzel a géppel, hogy ne melegedjen túl vagy töltödjön túl mert ebben nincs automata figyelmeztető rendszer erre a bajok esetére? Honnan tudom, hogy mikor kell leáljak a hegesztéssel, hogy ezek ne következzenek be van erre valami időlimit? Mégegy kérdés: Mire jó az inverter? Lehet erre a gépre rakni invertert? Mikor kell invertert használni? Miért jó az inverter? Szerintetek jó ez a gép? Lehet vele zártszelvényt hegeszteni? Mekkora a max és min hegesztési fémvastagság amit lehet vele hegeszteni (pl. 0,2mm-5mm)? Előre is köszönöm!!!
na itt mar korosan figyeltem a keztamasztasokra es a hozanyag adagolasra 130 amperen 1.6 palca es meg mindig 2.4 wt20 wolfram ... a gepem 1szerusege miatt az ivgyujtas nem tokeletes(koppintas miatt) es az ivlefutas se mivel nemtudok semmit semm allitani ezer jo tavolra elkell huznom a pisztolyt hirtelen aztan visszaengedni argon utanfutashoz es itt mar a 10mm tisztitast nagyon figyelmesen megcsinaltam :P na osztalyozzatok meg mindig ganyolas?
tehat inverter forditott polaritas semmi gond :P es azt mondjatok enyivel szebb a bazikus ez jol hangzik remek mar csak az a kerdesem hogy akko a bazikust telleg szaritani kell? eleg anyi ilyenkor nyaron hogy kirakaom 1-2 orara a napra? telen meg felrakom a cserepkalyhara? :D
Nálam most a favorit a Böhler FOX EV50, valamint az ESAB OK55.00. Érdekes, rutilossal sikerül valahogy az ocsmány varratot összehoznom, bezzeg a bázikussal meg olyan lesz, hogy röntgen alá is mehet :-).
Beírod a gugliba ESAB ott vannak hegesztési anyagok, elektróda jelölések, felhasználási mód heg. helyzet.
Bázikus nagyobb szilárdságú varratot ad, de kezdőknek gyakorolni kell vele a hegesztést, és csak egyenáramal hegeszthető fordított polaritással.
Inverter, heg egyenirányító, dinamó. Otthoni használata kerítéshegesztésre talicska kerék felvarrása stb. indokolatlan.
A boltokban megjelent az ER 23 ISMÉT ÚJRA !!!!!!!!!!!
Én is vettem 2,5 kilót sima trafóval nem sok különbség van az OK 46.16 és az ER23 között, de inverterrel nehezebb vele az ívgyújtás, Jó az az ESAB OK. pálca ne keressünk jobbat. Valahogy elkínlódom a 2,5 kg dobozzal mert kimérve persze nem adták..........
na szal kezdek rajonni hogy jo jo az awi de tobb munka van vele lassabban lehet vele hegeszteni es joval dragabb a sima mma-nal ugyhogy oda is kerdeznek
eddig ok 46.16 palcaval vagyis az egyik legjobb rutilos palcaval dolgoztam
na most mit ajanlatok lehet akar 1100-1400 forint per kilo aru is hogy
a varrat sokkal szebb legyen
ne frocsogjon ugy es jobb varratot lehesen vele csinalni
hallottam hogy a ok 43 palca se rosz
bar en 1 bazikusat probalnek ki vagy mit ajanlatok rutil-cel palcat? lattam olyat is vagy az nem anyira jo erre ? aszem a bazikus lenne a legjobb de mondhatnatok rola par szot illetve az esab mien jeloles alatt adja?
Csöveket általában lyukköszörűvel tisztítják belül, kívül pedig tisztítótárcsával. De neked úgy látom elég lesz a csiszolópapír, én nem akarlak lebeszélni róla...
akarok csinalni 1 nagy befogato csuklos vago eszkozt ugyanolyanok mint a gyari gyorsdarabolok csak en a motor helyere a nagy flexem akarom befogatni es azt 1 tengelyen forogva huzom ra a vagando anyagokra mint fanal a gerfuresz na szal az egeszet 5mm femlapbol csinalom anyi kerdesem lenne hogy a festest mar csak teljesen hideg allapotban vigyem fel az anyagra mer a varrat szenyezodik? (ez azer fontos mer specialis magneses femszemcses festekkel akarok dolgozni amihez felkell melegiteni az anyagot es ugy gondoltam hogy elokeszitek mindent meghuzom az iveket aztan gyorsan utomelegites es festes) vagy varjam meg mig kihul a varrat utana melegitsek megin es festsek? ha minden igaz holnap neki kezdek kuldok majd kepeket a varratrol :P illetve itt lenne az a kerdesem hogy itt amikor a befogato reszt csinalom ott kb 150mm hosszu varratot kell csinalnom egybe azt a megcsipesek utan egybe huzhatom vagy a deformaci miatt varjak vele kis szunetet? bar szerintem 5mmes anyagnal... na mindegy hatha ti jobban tudjatok a hegesztes kulonben lemez sarrokvarrat lenne es csak az egyik oldalon akarom 1 normalpolaritasu 130amperes awit aztan ra 2db kitolto forditott polaritasu rutilpalcas hegesztest ez ugy gondolom az egyik oldalon elegnek kell lennie hogy a masik oldalt ne hegeszem mer ott ugye a sarkos anyagokat (negyszogvas)nem tudnek pontosan befogni a varrat miatt
hmm keves a 40-es fibertarcsa?? akkor mivel ugorjak neki 6milis varrattisztito kemeny korongal ?nema hogy a 40-es tarcsa 600wat mellett nem eleg :D:? OSB lapit lehet vagni vele majdnem...
2000-ben 6,5 dolcsi tisztán elég jó volt,itthon 305ft-is váltották amúgy vegyépszer-(magyar)'97-'98 ,majd TCO-(amcsi) és Bectel(angol/török) "98-"00.Előtte német osztrák vegyesen. Amúgy tényleg ebbe az az ember rendesen beleöregszik.Ma 46-év de a biológiai kopás 80év.
Hat havonta az évényesítést nem a cég adja ahol dolgozol, hanem a TÜV. Ez úgy működik, hogy kell a Prüfbericht (fogalmam sincs hogy hívják magyarul hivatalosan) az egyik varratodnak amit meglőttek és kész. Ettől függetlenül kétévente csinálnod kell egy csövet amit beküldesz a TÜV-nek és akkor meghosszabítják a vizsga érvényességét. Ha ezt elmulasztod, akkor lejár és újra kell csinálnod a vizsgát!
A 40-es papír szerintem kevés lesz, a revét teljesen le kell köszörülni fémtisztára különben porózus lesz a varrat. Mikor én kezdtem a AWI-t akkor nekem már volt minősítésem lángból és az AWI-t tanfolyamon, oktatóval csináltam. Először szénacélra majd savállóra és végül melegszilárdra (13CroMo)
hat velemenyem szerint ha 1 korrekt hegeszto 1 korrekt geppel dolgozik akkor nincs a gyokoldal tehat a masik oldal teljesen belesz varva hmm ha jol tippelek 1 benzin tank max 2mm vastag azt 100 amperrel ugy atlehet hegeszteni hogy ha szepen dolgozol a ket oldal nagyon hasonlo lesz... nem kell felned 1 korrekt hegeszto megcsinalja pillanatok alatt jol
Egy olyan kérdésem lenne, hogy ha egy félvágott motortankot szeretnék összehegeszteni (nem volt benne eddig benzin szóval robbanás veszély nincs!) AWI (TIG) módszerrel akkor kívülről kell meghegeszteni, de akkor belül nem lesz valami gond mert csak egy oldalról van meghegesztve és a "belselye" nincs? Itt arra gondolok, hogy esetleg szétválna a hegesztés mentén vagy kettétörik! Van erre valami hegesztési módszer amivel egyszerre lehet a mindkét oldalán varrat vagy csak egy sima rendes varrat vagy milyen módszerrel kell? Előre is köszönöm!
hat jelenlegi celom az hogy 1 evre kijussak vele kulfoldre (ne fater penzebol hanem sajat keresetbol ) de a gond az hogy igy van nem biztos hogy megeri mer utana nem ezzel foglalkoznek mivel biztos helyem van septembertol a villamosmernoki egyetemre BME es hosszutavon ilyen gepek vagy inverterek vagy mikroelektronikaval rendelkezo szerszamok tervezeset szeretnem kituzni celul de hat ha most megszerzem ezt a papirt akkor sept egyetem 1 evig utana 1 ev halasztasban meg 1 ev kulfold ahol csinalnam ezt a munkat (foleg anglia) ezek a celok...
es a minositesrol 1 utso kerdes ha fateromnak van 1 cege... ami epuletgepeszeti munkakorben is alkalmas akkor o tudja nekem a 6 honaponkenti ervenyesseget adni? ha o ala vagyok persze bejelentve es a ceg neveben adok afas szamlat? tudom hogy bonyolult kerdes de hatha tud valaki erre valaszolni mer jo lenne ha nem csak fel evre lenne ervenyes papirom..
Kezdésnek csinálj meg egy awi-kombinált minősítést szénacélra min.150mm-cső 8-mm falvastagság,és H-L045 pozícióban.Az szerintem egyenlőre OK.
EZ szerintem egy elég komoly alap,aztán ha jól megy van érzéked hozzá meg ezt is akarod csinálni,meg van rá elég pénzed,(mert nagy lóvék ezek aztán ha nem használod ki 2év és kifujt)vagy a céged ahol hegesztesz beiskoláz mehetsz tovább(Pl:finomszemcsés(hőálló)acél,Rozsdamentes(saválló),Alumínium és egyéb szinesfém)
Egy minősítés szerintem csak akkor éri meg,ha ki is tudod használni.
Az viszont hogy egy műhelyben ,oktatóval leteszed a vizsgát az még nem jelent semmit.Ugyanis az élet és a munka mutatja meg hogy alkalmas vagy e erre a munkára.
Amikor télen-nyáron egy csőhídon 10-15m magason nyomod havi 360 órában,vagy egy40m-es lepárló tartály oldalán gyűröd egy darukosárban,vagy egy tartályban belül hegesztessz ugy hogy kívülről gázpörzsölővel melegitik a vasat,ebédidőben meg ninden varratodat röggenezik,3 hiba egy hónapban aztán küldenek a faszba,
akkor elgondolkodsz hogy mi is az a min.hegesztőnek lenni.Mert amikor tengízben
-40c fokban 3nadrág 3 pufajka rajtad és úgy dolgozol hogy állandóan párásodik a pajzs,úgy nézel ki mint egy "mislen baba",ha meg lejössz az állásról és akár FARKASOK is megtámadhatnak,hát elgondolkozol hogy ugyan milyen is ez a szakma.
Persze vannak műhelymunkák is előregyártások is.Azok valamivel jobbak,de ha ott is min8 órában nyomod hát beáll a derekad,ami mincs lefedve rajtad leég,fehérre fakul a munkásruha,pár év aztán peregnek a fogaid,sorvad az inyed bármit is teszel.
Mert műhelyben asztal mellet hegeszteni,elszívó meg miegymás extra úgy nagyon kellemesnek tűnik ,de az élet sajnos nem ezt mutatja.
Minősítést meg csak akkor csinálj ha azt is akarod csinálni,mert különben csak kidobott pénz.
Úgyhogy kb ez a min.hegesztő munka,persze a kellemesebb oldala az amikor hó végén a jobb helyeken felmarkolod átszámitva 450E-500E forintot(külföldön)
na szal egy ilyesfajta hegeszto minosites lenne jo altalanos celu awira? vagyis a legtagabb koru
en 287-1 141 T BW W04 WM erre mondjatok hogy megfelelo?
ja es cso 150mm-es illetve lemez 2.5mm-es a vizsgadarab? vagy mibel TBW ezer csak csovet fogok hegeszteni a vizsgan de az megadja a tobbi dologra is a papirt ahogy olvasom :P
hat ezek voltak eletem gyakorlatilag elso awi varratai elott 1 honap co es kb 100 ora mma tapasztalatom volt tehat eleg keves... szo mi szo rajottem nagyon tiszta anyaggal kell dolgozni vettem gyorsan 10 40-es papirt fiber tarcsahoz szal ezentol inkabb 2szer anyit csiszolok mint hegesztek csak szep legyen na majd osszedobok megin valami kepet csak hat nincs fenykepezom mobil semmit nem er havertol majd elkerem megin de most komolyan te nem igy kezdted? fogtad a gepet azt keveske tudasod alapjan allitgattad fel ala es huztad ugy ahogy az ivet... ha nem :P akko en vok enyire kulonc de hat a kovacsolast is igy kezdtem azota meg kerites elemeket is csinalok komoly odor munkaval de hat belejon az ember :P viszont azt mond meg nekem ez az elomelegites dolog kb 5mmes anyagokig ugye nem fontos ?
Kérjük elsőbb telefonon jelentkezzenek, majd e-mail címünkre ezekután megküldheti a magyar és német nyelvű fényképes önéletrazukat nyelvtudás feltüntetésével és annak szintjével.
TÜV az magyarul annyit jelent, hogy Technischer Überwachungs-Verein. Ha az egész EU-ba (vagy is Europába) akarsz érvényes minősítést akkor érdemesebb megcsinálnod az EWS (European Welding Specialist) és ezzel magkapod az IWS (International Welding Specialist) papírt is. De ez már kicsit magasabb szinvonal mint egy hegesztőminősítés...
na koszi kezdek tisztabb kepet kapni a minositesrol ... meg a ceg oldalan sincs normalis magyarazat... es nagyon koszi hogy felraksz dolgokat mer igaz angol felsofokum van... de nem a welding technic hegesztoi szaknyelvbol :P szal olvasgatni probalok angol forumokat is de csak felsiker mer amikor mondanak 1 iet... abnegotating positions is ok with tig ag but not with the enbt TI materials... na erre mit mondjak :P a szotarba sincs normalis leiras hogy mi az a franya elso szo...es hat a forum ienekkel van tele.. akko minositesrol meg 1 kerdes a tuv tipusu papir angliaba is jo? vagyis egesz euba?
Ha csinálod a minősítést arra ügyelj hogy min.150mm-es vagy annál nagyobb csőre csináld,mert a minősítés tőbbek között az átmérő felére és duplájára ,(igaz ez a falvastagságra is)érvényes.Viszont 300mm-felett bármilyen nagyobb átmérőt hegeszthetsz.
Tehát 150+150=300 tehát ok.
A legtöbb minősítő viszont próbál szívatni mert 133-as csőre vizsgáztat.
133+133=266 ami nem ok a 300 feletti csővekre.
Meg H-L045 pozíció az visszafele mindenre érvényes.
Most rohanok délutánra dolgozni,de 22-után egy pár oldalt beszkennelek a hegesztő minősítésekről és felteszem ide!
Van egy egész könyvem beszkennelem és felteszem valahová majd hogy elérhető legyen. Csak nem kis munka és idő.2000-es a könyv én valamikor ebből vizsgáztam.
A minősítés olyan mint a jogsi visszafelé érvényes bizonyos feltételekkel.... Pl cső álltalában lemezre lemez csak 500mm átmérő feletti csőre... pozíciókra van táblázat ott a 45fokban rögzített cső az aduász.... Lemezvastagság a próbalemez felétől kétszereséig....
elso par oras hegeszteseim na vegre feltudtam tenni azota azert javultam mar nem remeg anyira a kezem meg poczi ajanlasaval konyebb a palca adagolas viszont azer itt is volt olyan amikor elkaptam a helyes ritmust es raereztem pl az elso kepen az atlos iv velemenyem szerint eleg szep lett bar ti vagytok a gyakorlottabbak mondjatok meg ti
mielott mondanatok igen rajottem nagyon koszos anyaggal dolgoztam... ezer a sok felhabzas kulonben koppintos 1.6palca 2.4 wt20 wolfram es 4-6 l/p argon 80-130 amperig probalkoztam
hmmm ugytunik talaltam 1 jo ceget ami minositeseket csinaltat pesten hetfotolpentekig 1 het oktatas 170ezer mindenestul tuv vagy magyar papirt ad
na most ez a sok szam kicsit agyamra ment ... szoval a 141-es minosites az barmien szenacel awi hegesztesere alkalmas minosites minden pozocioban? a belyegzonek van ertelme? vagy kell?
ja nem gazlencses a pisztolyom es 10es keramiam van sima gazszelepes pisztolyom van tehat nem HF... emelett ha 8mmre kitartom a wolframot akkor 6/8 l/p is eleg argonbol ha jol sejtem meg 130 amper mellett is?
aaaj de kosz ezt a par infot kiprobaltam palca adagolast konyoktamasszal sokkal jobb bar meg gyakorolni kell es telleg sokat szamit a rohadt csiszolgatas :D nem ehhez szoktam mma utan no de mind1 felraktaroztam magam fibertarcsaval... szoval 1.6 wolfram is eleg hmm jolvan majd kiprobalom veszek mihamarabb 6-10mmre is kialhat kb 6l/p mellett?
mivel csiszoljatok a wolframot? en fogtam a nagy 2200watos makita 230mmes flexem amire felraktam 1 150mm fibertarcat 320as szemcsest amivel csak a wolframot csiszolom hogy ne szenyezzem illetve ahogy tudom nagyon odafigyelek a szaliranyu csiszolasra vagyis a hegy fele nezzen minden csiszolas ha ertitek mire gondolok kb eddig 4-5 ora hegesztes alatt 10 20mm 2.4 wolfram fogyott az sok ugye?
"sokszor kell abba hagynom az ivet hogy fogast valtsak a palcan... ha kicsit ugy nezki a varrat hogy felhabzik akkor az a anyag nem tisztasagat jelenti? enyire fontos az awinal a tiszta anyag? milyen pozicioban ajanljatok a hozanyag adagolasat?"
Hegesztés mentén min.10-15mm re fémtisztára mindkét oldalon.
A hozaganyagnál ügyelj mindig hogy az awi-pisztoly védőgázából sose vedd ki adagolás közben, mert az izzó pálcavég megég és ettől is habozhat a varrat. Van speciális pálcaadagoló módszer,(amit megpróbálok lefényképezni,ezt gyakorolhatod akár hegesztés nélkül is.A pálca a kisujj-gyűrűsujj közé beszorítva,a nagyujj-mutatóujj közé szorítva,ezt előretolva, majd uj fogással vissza és szinte pumpálod a pálcát az ömledékbe.Az egész méteres pálcát beadagolhatod így megállás nélkül.Persze védőkesztyűben!
Hegesztésnél valamelyik kezed mindig legyen megtámaszva hogy stabil legyél a pzíciókban.A pisztolytartó kezednél pl:kisujj rátámasztva az anyagra(persze ügyelve hogy meg ne égesd magad.Pálcatartókéz meg pl:könyöktámasztás.
"110 amper 1.6 palca 2.4 tuhegyes wolfram "
A 2,4-es wolfrám vastag ehez az amperhez,hideg marad.150A-ig nyugodtan 1,6-os wolfrám elég.
"a keramiatol a woflram hegy kb menyire ajjon ki? 4.5-6mm?"
6-10mm is lehet 8-10l/p argon 8-10-es kerámiánál, de ha gázlencsés pisztolyod van akár 20-25 mm-re is kiállhat.
es meg valami a wolfram hegyet a varrattol kb mien tavol tartsam ? epphogy ne erjen bele vagy azer nyugodtan lehet 2-3mm tavolsagot tartani vagy az sok? es mi a feneert nemtok kepet feltolteni hogy lepontozzatok a varrataimat?
na elhegesztettem jo par bar argont... es kezdek rajonni hogy mit kene kerdeznem
szoval elso kerdesem 1.6 palcat mennyi amperig ajanlotok max mer en ugy ereztem hogy 115 ampernel mar nagyon keves es sokszor kell abba hagynom az ivet hogy fogast valtsak a palcan... ha kicsit ugy nezki a varrat hogy felhabzik akkor az a anyag nem tisztasagat jelenti? enyire fontos az awinal a tiszta anyag? milyen pozicioban ajanljatok a hozanyag adagolasat? amerre huzom a varratot onnan vagy a varrat iranyara merolegesen? a keramiatol a woflram hegy kb menyire ajjon ki? 4.5-6mm? es telleg 6 l/p min argont ajanlatok? en 1 kicsit sokaltam elvoltam 4.5 l/p is a varrat megegese nelkul (legalabbis szemre) vagy lehetoleg mindenkepp maradjak 6l/p nel? hmm inkabb konkret pelda 50mm anyagvastagsag pa pozicio 110 amper 1.6 palca 2.4 tuhegyes wolfram akko menyi argon ? :D es 1 utso kerdes kinek meddig tart 1 14literes 200 baros normal 4.6 argon palack? mer nekem eleg gyorsan fogy az argon ... kb 4 ora alatt 40 bar.... de igaza koppintos hegesztes tehat en zarom nyitom...
na de jo hosszu a forum de vegre ravettem magam hogy vegig olvassam megtalaltam az elozo a kerdesemre a valaszt :P szal marad a maszk amugy is rohadt alergias vok...
anyam szuljon sunt... remek radioktiv :D minja zoldulok szal a piros wolframban thorium van ... oksa irja a lap hogy komoly elszivassal lehet csak koszorulni de wazze 2.4-es wolframom van amit mindenkeppen kell koszorulni... szal ki hogyan koszoruli tartja be a "komoly legszivas es koszorulesnel fellepo szemcse vedelmet"?? mer en bevallom eddig 2szer siman flexxel csiszoltam.... mivel elsonek remek modon letortem a hegy veget... ugyebar a szuzkez de most aki komolyan awizik az hogyan csiszolja a piros wolframot ? vagy max havi 25-35 oras munka mellett ra se hederitsek a dologra? vagy szurke wolframot vegyek?? :D
szoval jelenleg mma-val tobb mint 100 oras tapasztalatom van dolgoztam 1 honapot gyarban is bar ott munkam inkabb 40% volt csak hegesztés mint acelszerkezeti hegesztokent. awi-val eddig 10-20 orat gyakoroltam otthon es szeretnek meg a nyaron minel hamarabb valamien papirt/ kepesitest/ tanfolyamot szerezni/csinalni awirol neztem a w1-es okj kepzest de az tul hosszu illetve draga lenne mivel nyar vegen egyetemre megyek... szoval ki mit tud ajanlani? esetleg 1 jo vizsgat ami valami papirt ad?
mien wolfram elektrodat mihez ajanlatok van eddig 2.4es piros bol 2 amirol azt mondtak sima vasmunkahoz megfelelo mik vannak meg mire? ahogy a forumba olvasgatok irtak hogy van zold szurke sima es ezek otvozottek minden femhez mas elektroda kell?
hali most valtok mma-rol awira szal lenne par kerdesem van mar alap keszletem awihoz eddig foleg szerkezeti acelokat hegesztettem otthoni cellal illetve ismerosoknek foleg ok 46.16 2.5mm palcaval na most jo penzen hozzajutottam awi palcahoz kapasbol 15kilohoz.... viszont az eladonak is anyi tudomonya volt a dologhoz mint jelenleg nekem... szal a * wsg2 jeloles van a palcan latszatra ugyanolyan rezszeru bevonattal mint a co2 gepek fogyoelektrodaja de szerintem nem az ... szoval mit tudtok errol a palcarol elmondani tudom ugyanolyan femszerkezeti munkakra illetve konyebb badogos max 130 amperes munkahoz hasznalni??? mint a jol bevalt palcam ? ok 46.16? es meg valami tudnatok valami jo linket adni awi palcakrol? es aki nagy kocka fej tudna roluk valami tudomanyost mondani? vagy csak egyszeru anyag palcak amiken nincs tobb korrodalas vedo feluletnel?
Ki fognak halni a Magyarok!!!!! Meneküljön ki merre lát!!!! Egy kicsit mintha túldimenzionálnád a dolgokat. Szerintem Te viccelsz. Egész Európának szerencséje van. Télen fel akartak venni egy élelmiszeripari üzembe, ahol olyan termék készül amit szerte Európában fogyasztanak. Mindenesnek. Most is olyan srác hegeszt náluk akinek nincs se minősített papírja, se hegesztő végzettsége, csak egy egyszerű technikusi végzettsége. Mégis awi-zik. Ajjjajjjjajjj! Hát hogy lehet ilyet tenni, fertőzni egész Európát. Emberéletekkel játszani. A tulajnak is csak az a fránya luxusautó jár az eszében, (vajon miért szerette volna ha egy ilyen felelőtlen ember neki dolgozik? hm, lehet örök kérdés marad) minthogy felvenne egy ilyen gondoskodó embert mint Te vagy. Akkor azért is elmondom, hogy úgy 10 évvel ezelőtt meghegesztettem egy 10 bar-os kompresszor tartályt is. Egyszerű ívhegesztővel!!! És még azóta sem pukkant ki. Tovább nem szeretnék erről a témáról beszélni, inkább megyek hegesztek valamit.
Utánna meg kiderült, hogy még élemiszer ipari gépsort is hegeszt. Az meg már vaszélyes is lehet, mert ott már emberéletekről van szó. Gondolom a baktériumok szerepe az élelmiszer- és gyógyszeriparban nem kíván bővebb magyarázatot...
Remélhetően csak az óra nem hiteles. Próbáld elképzelni: Egy literes zacskót felfújsz, majd (legyen most) 8mm átmérőjű furaton egy perc alatt juttatod ki. Nem lesz elsöprő a kiáramló sebesség, e felől biztos vagyok.
Nagyon is jól értettem, hogy mire írtad! Az általad leírtakról csak az a véleményem, hogy ha Magyarországon élemiszeripari gépsor tervezéséhez nem kell gépésznörki végzettség arról én nem tehetek! Ha Magyarországon az általad leírt módom meghegesztett varratok jegyzőkönyvét és minőségellenőrzési bizonyitványát aláírja az illetékes hegesztőmérnök az nem az én bajom! Ha Magyarországon mindezt a TÜV (vagy minek nevezitek ezt magyarul) átveszi az nem az én szégyenem...
Ezek szerint az országban mindenki azt csinál amit akar és úgy ahogy akarja. De ez meg is látszik...
Felőlem hegessz úgy ahogy akarsz, akár 1 l/p hegfürdővédelemmmel még az élelmiszeriparban is! Nem az én dolgom. Mint ahogy írtam is: nekem azzal nem lesz se jobb se rosszabb ha itt hobbyhegesztőket meggyőzök bármiről is.
Doxa, a gáz valóban minimális, az óra 1 l/percet sem mutat, de nem szabad levegőn hegesztek .Nem lopom én a pénzt, hogy a széllel küzdjek hegesztéskor.
Asx-nek: emlékszel még arra amikor annak idején adáshiba volt a TV-ben? Mindig kiírták: A hiba nem az Ön készülékében van! Ezt csak egy hülye szóviccnek szántam, aki érti az érti, aki meg nem az nem. (vagy nagyon fiatal) Hegesztőmérnökkel én sem vitatkoznék, sőt gépészmérnökkel sem. Merthogy nem egy pályán mozgunk. Míg gépészmérnök unokaöcsém álmában is elmondja a vas-szén állapotábrát, az ausztenites, martenzites, stb acélok ilyen-olyan diagrammjait, amíg előadást tart nekem a süllyesztékes kovácsolásról, addig én ha valamit készíteni akarok, akkor elmegyek a vasbótba, és veszek általános használatra szánt acélt (mondjuk kovácsoláshoz, és készítek, egy szép asztalt, vagy ágyat), vagy ha forgácsolni kell, akkor a szükséges igénybevételnek megfelelő C-s vagy bármilyen anyagot, és kiesztergálom az általam elkészített rajz alapján a munkadarabot, vagy megveszem a KO 33-as rm acélt, és elkészítem belőle azt a működőképes élelmiszeripari gépsort, amivel mostanában elég sokat foglalkoztam(ventillációs mosótól kezdve a szalagos présgépig, pasztőrözőig bezárólag, a saját tervrajzaim alapján). Vagy ha ehhez kell esztergálni akkor a KO36-ot. Készítettem már motorokra tucatnyi lábtartórendszert, kipufogót, egyéb alkatrészeket. Sőt lehet hegeszteni sem tanultam meg az elmúlt 17 év alatt (akkor fogtam először pajzsot és elektródát), tapasztalatot meg főleg nem szereztem. Használtam már dinamót, egyenirányítót, Hetra 160-ast, 200-ast, lángot, a szükségnek megfelelően elsajátítottam(tom) az awi-t. Mert haladni kell a korral. Pár hete én is dumáltam egy idősebb minősített hegesztővel, csöveket hegeszt(ett) sokat, németben is. Nem talált fogást rajtam, erre büszke vagyok, nem tudott olyat kérdezni, amire ne tudtam volna megfelelően válaszolni, csak azután vett komolyan, és tudtam vele "érdemben" beszélgetni. Valóban eltaláltad, kínai gépem van, 140-ért itt nem árulnak 200A-es ac-dc gépet. Még jó hogy ilyet veszek(ár- érték), lekopogjam eddig nagyon jól szuperál. Nekem azt mondták ezzel igazából nem is lehet alut hegeszteni. Lehet. A mérnök urak pedig csak mormolják az iskolában tanultakat. (hozzáteszem én is mérnök vagyok, csak sajnos nem hegesztő, vagy gépész) Mindenki hegesszen úgy ahogy akar. Ezért is nem szoktam hozzászólni sok témához, de gondoltam megosztom a gyakorlati tapasztalatomat, hátha valaki tudja hasznosítani.
Én nem akarok itt vitatkozni senkivel! Ha te egy argon védőgázas hegesztőgéppel jobb varratot csinálsz argon nélkül, akkor minden további eszmecsere teljesen felesleges.
Ha egy hegsztő (a hegesztő alatt olyan szakmunkást értek akinek ez a szakmája!) nem a WPS lapon (vagy magyarul: Hegesztéstechnológiai adatlap) előírtak szerint hegeszti meg a varratot és emiatt javítani kell és arra fog hivatkozni, hogy a kopirnyák az indexen azt mondta, hogy jó oda a majdnem nulla argon is, akkor az nagy ívben repülni fog!
Te a hobby-barkács pincédben úgy hegesztesz ahogy akarsz, de nyilvános fórumon hülyeségeket ne írjál!
Az utolsó gúnyos nagyképű megjegyzésed pedig arról árulkodik, hogy a hegesztéshez fogalmad sincs! Attól, hogy veszel egy kínai gépet és összegányolsz vele két darab vasat még nem jelenti azt, hogy jobban értesz a szakmához mint egy EWF (vagy EWS) minősítéssel rendelkező hegesztőmérnök (vagy technológus).
És végül itt van egy WPS lapnak a részlete, ha akarod megnézed ha nem akkor nem, te dolgod! Ezen egy melegszilárd, 100% röntgenre készített varrat (kazánbefúvató ammóniákvezeték) hegesztési utasításai vannak. Itt 10-12 liter/perc van megadva hegfürdővédelemnek! De neked a kollégáddal együtt elég a majdnem nulla is...
Nekem azzal nem lesz se jobb se rosszabb ha itt hobbyhegesztőket meggyőzök bármiről is.
Én is kipróbáltam a kolléga által javasolt, majdnem 0 gáz mennyiséget. Tökéletes, szép, tiszta rozsdamentes varratokat készítettem vele, sőt alun is kipróbáltam, és ott is tökéletesen bevált. Sőt a rozsdamentes varrat hozaganyaggal, sokkal szebb lett mint amikor az itt mindenki által preferált 6 literrel készítettem. Egyálatlán nem égett meg a varrat. Legfeljebb a vége, ha hamar felemeltem a pisztolyt, és nem tartottam rajta az argont. Már csak azt bánom, hogy hamarabb nem próbáltam ki alacsony áteresztéssel. Lehet a hiba mégiscsak az Ön készülékében van?
Alut nem, mert AC áram nincs. A többire ( amit írtál) megfelel. Bár a kazán kategória kérdéses az anyagvastagság és legfőképpen a gazdaságosság miatt. Kérdéseidre zömében megkapod a választ, ha végig olvasod a fórumot. Közben találsz sok hasznos linket. Véleményem az általad írtak tükrében: magasabb vételár mellett AC/DC AWI gép vásárlás. Ne kérdezd milyen márkát. Dömping van a piacon. Közelíthetném alulról-felülről: egyik rosszabb mint a másik, vagy hogy ne keseredj el: egyik jobb, mint a másik. Olcsó és drága? relatív. Nem feltétlenül a drágább a nyerő. Legyen számla, garancia, szerviz háttér. Te döntesz! Sok sikert?
Megszeretném kérdezni, hogy a fenti linken lévő hegesztőgéppel (ha awi hegesztő csak akkor érdekel de a képen van hozzá való awi pisztoly még régeben ki is volt írva, hogy lehet vele awi hegeszteni) milyen anyagokat lehet hegeszteni (vas, rozsdamentes acél, alumínium...stb.) Engem főleg bicikli váz, motorváz, motortank (rozsdamentes acélból), kazánhegesztést szeretnék vele végezni. <-- Ezekből melyiket tudom elvégezni a géppel? Mitől függ, hogy milyen elektródát kell használni különböző anyagok hegesztésénél? Az amper beállításánál mire kell figyelni? Kérlek titeket segítsetek!!! Köszönöm!!! Egy kis kommentálást is írhatok róla!
Nem, úgy értettem, hogy több alkalommal használtam (próbáltam) és összesen ment max 20 percet. Szóval sajna nem a lefagyás miatt volt gond vele, hanem egyszerűen vacak volt...
Hahi awi-val mit tudok elhegeszteni sima inverteres acdc 130 amperes gysmi hegesztom van tiszta argon palack a gepen az ampert tudom allitani es hotstart arcforce antisticking teknologiak vannak benne
vas rozsdamentes vas ezeket hegesztettem eddig ezenkivul?
alu magnezium rez vagy ehhez mar komolyabb gep kell?
mit szamit a wolfram ? alut csakis zoldel lehet vagy akar a szurkevel is?
Ha mindig sok co2 hegesztés után áll le az óra,és sok gázt használsz lehet hogy az áramlás miatt elfagy,használj reduktor melegítőt.Vagy csak egyszer működött 20 percig?
Mert akkor silány minőségű volt.
Amúgy szerintem érdemes belefektetni egy minőségi literes reduktorra,mert szintem az ára megtérül hamar amilyen drágák most a gáz árak.Egy kis kíméléssel (nem dobálod ,ütöd,finoman kezeled,mindíg uj tömítés palack cserénél és nem húzod agyonra kikopott kulcsokkal,használat után "feszteleníted")örök életű lesz.
Egykor (~35 éve) még a reduktor mellé átáramlásmérőt is tettek. Átlátszó csőben golyót emelgetett az áramló gáz, mellette osztások. Na az biztos, hogy át is ment. Ma a reduktoron másodnyomás helyett liter osztás. Találkoztam olyan precíz (? :-( ) kínai AWI kábellel, hogy sűrített levegő 4-5 bar körül kezdte átfújni. Ha csupán lehelletnyit át akartam küldeni az argonból, majdnem maximumra kellett tekerni a beállítást. Szerencsére gariban cserélték.
Nekem volt olyan új reduktorom, ami öszz-vissz max 20 perc hegesztés után egyszerűen beállíthatalan lett, egyszerűen nem jött a gáz... Szóval, ha megoldható, érdemes egy keresztpróbát megejteni egy másik órával. Az nem árthat...
MIG co-s geppel van hasonlo elmenyem amikor a szaki igaz kint a szabadban de o is ugy tolta lazan hogy hajamat lehetett volna fujni a pisztolyal... ok hogy kint a szel elfujja a gazt ezert jo ha felvan tekerve de amikor nincs szel... havonta viszi cserere a 10kg palackot pedig aze huu de sokat nem hegeszt a muhelyebe
Akkor pontositok bocs acdc vagyis valtoaramu az inverter elirtam...
Igy elmeletileg jo? igy mihez jo? mit tudok elhegeszteni argonal? alu vas rozsdamentes rez ? Vagyis mindenkeppen az a jo ha elektroda - test + ok Mien pajzsot hasznaltok awihoz ? nem az automata a legjobb? mer latom mikor ivgyujtok hogy hova koppintok? Alap es majd kozep szinten eleg meg a koppintos vagy azer lehet nagyon szep iveket is huzni vele csak babralosabb mint a HF? de ugyanolyan szepen lehet dolgozni?
Most vettem automata fejpajzsot es hat kicsit felek tole... mer ugy mi lesz ha kezd lemerulni az elem es nem 1bol sotetedik hanem mondjuk csak 0.5 sec alatt? ezt majd csak akkor veszem eszre ha begyullad a szemem? persze ezt annak a tudataban kerdezem hogy van rajta 2 napelem meg a kis lapos elemre ami benne van akku-t irtak... szal nem fog lemerulni?
Az elején lévő napelem tölti, az ívfény energiájából!
Akkor se lesz baja a szemednek, ha nem sötétedik be egyáltalán, csak jól elvakít az ív :-).
Az enyémnél azt írja, hogy lánghegesztéshez, kikapcsolva 4DIN, ívhez 9-14 között állítható, de az UV védelem minden esetben 16DIN fokozatnak megfelelő.
>Szoval mivel csak vasat esetleg rozsdamentest akarok hegeszteni ezer kerdem mie nem lehet awihoz CO2 hasznalni???
SEMMIRE!!! Néha az argonhoz kevernek 1-2% He-t De a Co-t felejtsd el...
>vagy az csak ha alut is akarok hegeszteni akkor kell ? no de ugy tunik argon lesz mindenkeppen mer talaltam 1 jo hirdetest ahol 30ba kapok feltoltve 14l argon 100% palackot argon reduktorral
>3mm anyagvastagsagig akarok hegeszteni erre eleg ez a gep vagy kell nagyobb??
Elvileg elég lehet ez is de az függ a körülményektől...varrat kialakítás, mennyiség(fontos paraméter a bekapcsolási idő ez mutatja meg hogy 10 percből hány percet hány amperrel tudsz hegeszteni addig hogy a hőkioldó letiltson) ha igen mit ajanlotok ? gysmi 161( ugynaaz mint a 131 csak erosebb) vagy gysmi 165 ami mar nem koppintos mint az elozoek hanem lift-es es digitalis ?
>Ha veletlen alut akarok majd hegeszteni megtehetem? argon meg zold wolfram elektrodaval persze vagy nem? ha nem miert nem ? :D A DC miatt?
Kell az AC! Az alunak van egy passzív oxid rétege na ennek az olvadáspontja magasabb mint maga az alapanyagé tehát mielőtt ez megolvadna az alumínium már szétfolyt...Na azért kell a váltó áram hogy ezt az oxidot felbontsa
>Lehet hogy balga kerdes de mit erek el awi nal ha felcserelem a polaritast? vagyis test - elektroda + ? nem megy olyan melyre a varrat?
Igen a beolvadást is befolyásolja, de a hőmegoszlás ha jól emlékszem 70-30% os tehát ha polaritást váltasz a wolfram lesz a melegebb és gyorsabban fogy...
Most vettem automata fejpajzsot es hat kicsit felek tole... mer ugy mi lesz ha kezd lemerulni az elem es nem 1bol sotetedik hanem mondjuk csak 0.5 sec alatt? ezt majd csak akkor veszem eszre ha begyullad a szemem? persze ezt annak a tudataban kerdezem hogy van rajta 2 napelem meg a kis lapos elemre ami benne van akku-t irtak... szal nem fog lemerulni?
Erre látatlanban nem tudok mit mondani...
OKe hogy elmeletileg tudom mi az a koppintos ivgyujtas de errol is irhatna valaki pontos infokat dolgokat! Majd emlékeztess ha nem kapsz választ most mennem, kell.
Ha veletlen van valakinek ien vagy hasonlo felszerelesu gepe akkor az irjon mar lecci tapasztalatot rola :D
Van 1 Gysmi 131-es inverterem amivel eddig 100 orat hegesztettem rozsdementes es sima vasat.
De egyre jobban tetszik az awi !
mer:
1 tiszta szep varrat
2 nem kell tisztogatni
3 nem frocsog
4 latom a varratot nem takarja a salak
Szoval be is szereztem lehet tul gyorsan 1 Gys AWI pisztolyt manualis gaz vezerlo (vagyis nem HF)
Tehat eddig van 1
Gysmi 131 dc inverter ami 10-130 amper
1 Awi pisztoly
2.4 wolfram elektroda piros
1.6 palca
Szoval mivel csak vasat esetleg rozsdamentest akarok hegeszteni ezer kerdem mie nem lehet awihoz CO2 hasznalni??? vagy az csak ha alut is akarok hegeszteni akkor kell ? no de ugy tunik argon lesz mindenkeppen mer talaltam 1 jo hirdetest ahol 30ba kapok feltoltve 14l argon 100% palackot argon reduktorral
3mm anyagvastagsagig akarok hegeszteni erre eleg ez a gep vagy kell nagyobb?? ha igen mit ajanlotok ? gysmi 161( ugynaaz mint a 131 csak erosebb) vagy gysmi 165 ami mar nem koppintos mint az elozoek hanem lift-es es digitalis ?
Ha veletlen alut akarok majd hegeszteni megtehetem? argon meg zold wolfram elektrodaval persze vagy nem? ha nem miert nem ? :D A DC miatt?
Lehet hogy balga kerdes de mit erek el awi nal ha felcserelem a polaritast? vagyis test - elektroda + ? nem megy olyan melyre a varrat?
Most vettem automata fejpajzsot es hat kicsit felek tole... mer ugy mi lesz ha kezd lemerulni az elem es nem 1bol sotetedik hanem mondjuk csak 0.5 sec alatt? ezt majd csak akkor veszem eszre ha begyullad a szemem? persze ezt annak a tudataban kerdezem hogy van rajta 2 napelem meg a kis lapos elemre ami benne van akku-t irtak... szal nem fog lemerulni?
OKe hogy elmeletileg tudom mi az a koppintos ivgyujtas de errol is irhatna valaki pontos infokat dolgokat!
Ha veletlen van valakinek ien vagy hasonlo felszerelesu gepe akkor az irjon mar lecci tapasztalatot rola :D
Igen ez az utp8 Így van rövid szakaszok!! Az nem helyi felmelegítés hanem helyi túlmelegedés: kis alkatrész több réteg rossz hővezetés akkor a sorok, rétegek között rá kell gyújtani egy cigire vagy nótára;-) míg visszahűl.
Na: E Ni BG 12 ez egy nikkel elektróda (akkor ez hideg hegesztés lesz) Na meg is van a leírás is:Grafitbázisú Öntvény hideghegesztő Rövid varrathernyót hegeszteni (maghuzal átmérő 10x-e) és ezeket melegen kalapálással nyújtani,az erős helyi túlmelegesést kerülni kell ...
Na, ma meghozták a hegesztőpálcát, ami a turbó csonkjához kell! De van egy kis bibi, az általatok ajánlott típust nem találta a mi drága anyagbeszerzőnk....
Salak-bevonatú öntvényelektródát hozott, aminek 900 forint volt darabja.
A hegesztés kreativitás webshop-on a képet ki is nagyíthatod, ott az iweld-en a gázcsatlakozás, és HF-et írnak, 115az ár
ugyanez a gép 200A ugyanott koppintós gyújtás gázszelep nélkül csak 55,
úgyhogy biztosan HF, a GYS lapján szintén kinagyított képen a 165 és írják is hogy LIFT ( koppintós) gyújtás, írják is hogy külön megvásárolható a gázszelepes AWI markolat, tehát nem a gép intézi.
Albionlix: a LIFTgyújtás természetesen a koppintós angol megfelelője.
Pl: haverom nem töri le minden ívgyújtásnál a wolfram tű hegyét, neki nem ragad le, másik kolléga ugyanazzal a géppel semmit sem tudott csinálni.
mondjuk a gyakorlott hegesztő srác is vett közel 400-ért egy HF gyújtású 315A-es AWI-t Jasic márkájú. Előtte egy olasz Cemont koppintóssal "kínlódott",ami MMA hegesztésnél egész napokat ment nem kapcsolt le a hővédelem, volt hogy közösen dolgoztunk. Neki az ALU hegesztéshez kellett a nagy gép. Majd infarktust kaptam kínai gépért 400, de hasonló Fronius 1,2M lett volna, és a Jasic jól működik neki.
"Ha nem vagy gyakorolt hegesztő a koppintóssal csak szenvednél."
Ahhhaaaa....
...aztán szerinted a "gyakorolt" hegesztő ameddig gyakorolt addig mivel gyakorolt? Koppintóssal szenvedett, utánna minkor már eleget gyakorolt akkor nem szenved vele?
A hegesztőgép is pontosan olyan mint a többi munkagép. Ha jót akarsz azt meg kell fizetni, ha jó az olcsó is akkor meg szenvedsz vele...
Pont fordítva van, a gysmi az csak liftes ( koppintós ) gyujtású, az iweld pedig HF gyújtású.
a gysmi digitális kijelző, nyomógombos hot-start, és áramerősség állítás, koppintós gyújtás, nincs a gépen gázszelep, és awi kábelt is venni kell hozzá.
az iweld HF gyújtás, potis áramerősség állítás, beépített gázszelep, és alapáron awí kábel.
Az iweld kínai, de jól működik, a 140A-es inverterét próbáltam, a gysmi francia. A koppintós gyújtású 200A iweld csak 55E Ft a HF gyújtású 115E Ft
Talán már látod a különbséget a két márka között közel azonos pénzért mit kapsz.
Ha nem vagy gyakorolt hegesztő a koppintóssal csak szenvednél. Szerencsés választást.
Sziasztok! Segítséget szeretnék kérni, kinéztem magamnak két inverteres gépet GYSMI 165 a másik IWELD TIG 200 nem tudok dönteni melyiknél maradjak. Elsősorban bevonat elektródás hegesztésre használnám, de ha kiadok érte ennyi pénzt akkor már tudjon többet. Az IWELD-nél az egyik helyen azt olvastam, hogy HF gyújtása van a másik leírás ennek ellent mond! Véleményt szeretnék mind a két gépről. Köszönöm!
Van-e valakinek Castolin-Eutectic POWERMAX roncsa? Vagy rajz, doku? Nemrég hozták "javítani". :-( Erősáramú rész jó, de a vezérlőpanel teljes egészében hiányzik. Lomizóktól vette a gazdája, azt hitte, minimális ráfordítással meg lehet javítani. Rólam meg azt hitte, maszáj vagyok. Azok szoktak ugyanis sz@rból várat építeni. :-(
Nézd meg a hegesztés kreativitás oldalt, klikk a nagy feliratra, jobb felül a webshop piros felirat-hegesztőkészülékek,-MIG stb. már 63-tól normális van a 45-östől félnék és az einhellt sem javaslom. A 75E FT-ra már nagy 15 kilós dob való a 63-asra 5 kilós.
Kérdezz rá nehogy 1 görgős huzaladagolója legyen. A palackot máshol vedd használtan olcsóbb, úgyis helyben tölteted.
Tanácsra lenne szükségem gépvásárláshoz. Egy munkához, ahol alu lemezeket (0,8-1-es) kell összehegeszteni szeretnék venni egy gépet. Védőgázosra gondoltam - MIG170. A célom, hogy ár érték arányban a legjobbat vegyem és későbbiekben is karbantartási feladatokhoz is tudjam használni. Nem ipari mennyiségű hegesztésekről van szó.
A munkaasztalod fölé szerelj kürtős elszívót, fej magasságba, de nemigen hegesztesz Te annyit hogy az ártana, előbb halsz meg nyaraláskor ha kókuszdió esik a fejedre. Szerezz egy kiselejtezett konyhai páraelszívót és gégecsövön vagy 110-es PVC csövön vezesd ki a műhelyből.
Jó már ez mind, valószínűleg kínai, de biztosan jó, én 2 féle kínait próbáltam, jók voltak.
Itt már csak jó és mégjobb van, akár az autók között, ha félretesszük az előítéleteket, a 20évvel ezelőtti házi tekercselésű trafókhoz képest ez egy pehelysúlyú erőmű, én kínai 160-assal 5mm-es elektródával pirítottam, alig hittem a szememnek.
Ezt a régi 100A-es hetrával nemigen csinálnád meg.
A saját gépem,amikor tisztítottam (levegővel kifúvatom) akkor csináltam pár képet a belsejéről.Van benne cucc rendesen.Ezért is fontos a renszeres tisztítás főleg ha poros,flexelős környezetben dolgozol vele,mert a por+nedvesség zárlatot okozhat.
Tudtommal 25mm2 a munkakábel szabvány, de mivel csavaros a rögítés, cserélhető. AWI(koppintásos gyújtás) szettet már próbált valaki ilyen vagy hasonló kütyühöz?Használható?
Elmentem egy helyi üzletbe, kínai gépek voltak 160A amit próbáltam, egyszerűbb kivitel, 5-ös pálcat vitte mint a vajat, csak pislogtam, 65 volt az ára, voltak drágábbak is.
Mentem utána kollégámmal máshová, óriási választék, 2 tipust néztem az IWELD ZX7 140A, 40E és az EP system energi@ 130 ,45E
Az iweld baromi erős gép, nagyobb méretű, 3m munkakábel,nagy csipesz, profi elektródafogó, vastag keresztmetszet, de nem ferde a szemölcs a csatin, nem szorul meg az aljzatban. Jól gyujt,egyforma stabil az ív még 140A-nél is, nagy ventillátor, alul gumitappancsok. A ház csavarjai ferdén becsavarva, a kapcsoló csámpásan áll félig kint a lemezből, a túlfesz led foglalata kotyog. Marha nagy bekapcsolási időkkel nagy áramok. És csak bennünk a félsz hogy kínai.
Az EP System könnyebben gyújtja az ívet ( nálam ez döntő szempont volt) kicsi könnyű ház,kis ventillátor, csak műanyag rács a venti előtt, precíz kidolgozás, Maxi gázon kicsit zúg a a gép és hangosabb az ív , sercegőbb, de ez is vitte a 3,2-es pálcát. A ház alján saját anyagból nyomott dudorok, ez olcsó megoldás, a test csipesz az vicc, jó ha 20mm-ert átér, a munkakábelek vékonyak, de legalább könnyű hajlékony "vállpánt" nagyon rövid duplája kellene, a munkakábel szűk 2m az elektródafogó is elég barkács szagú a test kábel talán 1,5 m. De ennél legalább szorul ha forgatom az aljzatban, nem lötyög 130-140 A nél.
Haver a kínait preferálta ipari hatás az olasz mellett, erősebb stb. , de én 2,5 nél vastagabb pálcát nem használok ( 90-100 A ) , az olasz ezt tudja bőven szinte magától gyújt, precízebb és NEM KÍNAI.
Úgyhogy boldog tulajdonosa lettem.
Ha más a másikat választaná azt sem hibáztatnám, mert Én sem tudtam sokáig dönteni több pálca elégetése után sem, kb. megéri mindkettő az árát.
Na kicsit belepofázok én is....:-P Először is nem saválló hanem rozsdamentes.....pl a sósav előbb megeszi mint a mezei szénacélt...:-) soká tartott míg rá állt a nyelvem nekem is a szlengről, azóta mindenkit kijavítok:-P Szóval rozsdamentes hegesztés: Nem árt tudni milyen az anyag:ferrites martenzites ausztenites duplex .... A martenzites már nem igazán hegeszthető, ausztenites a legkönnyebben. Alapanyaghoz illesztett rozsdamentes huzal(általában a kiégés miatt kicsit jobban ötvözött mint az alapanyag) de ez otthon hobbi/barkács szinten talán nem annyira érdekes. Gáz: tiszta argon vagy kevert gáz, lehet corgon (82/18) is de nem a legjobb 1-2 % Co,vagy O2 keverésű a legjobb. A másik a felület kezelés, ha egyszer hozzáért szénacélhoz, vagy csak rászáll a köszörű szikrája, már szennyezett és rozsdásodni fog, gyárakban ezért különítik el a rozsdamentes műhelyt ha tehetik... Ugyanez érvényes a szerszámokra vágó csiszoló- korongokra, csak rozsdamenteshez valót... Szóval ezeket kerülni kell.De mivel nem mindig sikerül és hegesztés közben még a futtatási szinek is látszódnak ezért szokták felületkezelni. Ez az a paszta,folyadék, vagy valami(sokfajta van, van amit szórnak, van amibe mártják kádakban), ennek az a lényege hogy a pácoló szer a felületről lemar 1-2 mikron réteget ezzel eltávolítva rozsdát okozó szennyeződést, ezután szokták még passziválni egy másik szerrel ami meggyorsítja az anyag saját passzív oxidrétegét visszaállítani.
Ja, ami még eszembejutott! Annó a cégnél a Hünnebeck zsaluk és összeszerelhető állványok készültek. Az állványoknál a csatlakozócsonkok, acélöntvényből voltak, amit mezei acélcsőhöz (hidegen!!!) hegesztettek MIG/MAG impulzus hegesztőgéppel! Állat hangja volt! :)
Nekem is volt ilyen hegesztőm ( CLOOS GLC403 ) azzal most símán megpróbálnám. Csak már nincs meg, mert a barom agyammal eladtam! Akkor azt gondoltam, hogy elég lesz nekem a CLOOS 350-es fokozatkapcsolós változata. Életem legnagyobb tévedése volt... :(
Én már nem utazom a hegeszőiparban, immáron 5 éve. Most jelenleg a nyomdaiparban utazom. Amúgy megaadhatnál valami típust. Mihez kellene a rajz? Az, hogy MIG/MAG, elég tág fogalom...
Én csakis turbó csonkok hegesztésénél gondoltam erre, mert többen csinálják. Nem arról van szó, hogy megrepedt, hanem arról, hogy egy másik talpat tesznek rá.
Ha tudnám a technológiát, akkor nem firkáltam volna ide! :)
Ha folyadék akkor lehet, hogy felhígították vízzel?
Régebben fehér volt, most újabban -vagy is közel tíz éve kék, de lehet, hogy van belőle rózsaszínű is, én még nem láttam. Persze ez még nem jelent semmit mert mi hobby anyagokkal nem foglalkozunk.
szia asx 160X60x7 u vassat szeretnék hegesztenni sima mezeit. folyamatosan szeretnék velle dolgozni milyen teljesitményü CO2 hegesztőgép kell? eddig 5 lakattost kérdeztem mindegyik azt mondta minél nagyob annál jobb........csak minnél nagyob annál kisseb a pénztárcám vastagsága köszi
Szia! Nekem közel 2éve van EPS-Fidaty1600-as inverterem.Vegyestüzelésű kazánokat készítek vele (5mm-lemez),nem sokat, éves szinten kb:8-10-et.Egy kis maszekpénz kiegészítés. 3.2-es pálcával gyűröm, van mikor egész nap ,és eddig nem volt semmi baja(lekopogom).Néhanapján AWI-zni is szoktam vele.Titok a rendszeres portalanítás,száraz hely,jó kontaktok.
Amiről Te beszélsz az ENERGI@ tipus az barkács szintű készülék,de elég jó bekapcsolási idővel.Ha megnézed a honlapon ezekek az időket 40C-fokon mérik.
Ellentétben sok más készülékeknél sokszor 20C-fokon mérik ezért tűnik erősebbnek.
A következő a Fidaty gépcsalád ami viszont már un.farmer gépek,ezért ezek tartósabb munkákra is alkalmasak.
A többi EPS gépcsalád(Cycle, Special,Bigtre)már ipari jellegűek.
Sziasztok! Szeretnék pár kérdést feltenni nektek. Bevallom, alig értek a hegesztéshez, mi több, az elméleti alap abszolut homályba veszett, csak valami autodidakta gyakorlat van.
Namármost azt szeretném kérdezni, hogy ha jól vettem ki a visszakeresésemből, hogy CO hegesztővel lehet savállót hegeszteni. Ehhez szeretném kérdezni, hogy más huzalt kellene bele vennem? Esetleg más gáz is szükséges? Tulajdonképpen próba már volt, minden változtatás nélkül, könnyen, szépen hegeszthető, csak rozsdásodik a varrat. (nem nem voltak illúzióim, hogy nem fog, csak haver erősködött, hogy mindegy, csak hegesszük fel a kipufogódobot a motorjára...)
Esetleg valaki boltot is tud mondani Siófok környékén, (esetleg Kezsthely, bár ott van tippem) ahol lehet kapni hozzá ilyen huzalt? Mibe kerülhet? (emlékszem, amikor a gépet vettük, valami 8 e Ft volt a Praktikerbe a huzal bele, aztán szakboltba találtunk 3 e körül. A huzal persze még messze nem fogyott el, keveset használom, kis barkácsgép, a palackot ellenben tölteni kellet, de kis palack. )
A szegmenseket (ugyan úgy mint a csövet) a heftelés után öblítsed argonnal vagy nitrogénnel, akkor nem ég meg a gyök.
Az eddigi varratok nem rosszak, a sarokvarratot hegesszed inkább hozaganyaggal. A saválló csövön el lehet tüntetni az éleket, utánna felpolírozod és kész.
Az a komolyabb széria, most is van, az energia a fidality alatt van, barkácsabb osztály.
A hegesztés lap.hu-n ott az EP System , és van olasz honlapjuk, de az iWELD ( ZX7) kínai, nem is említik a heg lapon.
Kínai oldalon láttam a ZX sorozatot, haver szerint a nehezebb jobb ( több anyag van benne ) pechemre pont a kínai a nehezebb, olcsóbb, 10A-el erősebb , de akkor is fázom tőle.
Ha jól látom akkor az saválló lemez. Tegyél alá rézlapot akkor nem lesz olyan. Egyébként a 0,8-as lemezt nagyon nehéz hegeszteni, miért ilyenen gyakorolsz?
sziaaztok szeretné venno cot GÜDE 192/6K KOMBI VÉDŐGÁZAS mit szoltok ehhez a géphez 160X60X7 uvasat is kénne velle hegesztennem meg hasonlokkat elég lehet hozzá? köszi
Varrathibák , Kifutólemez. A bal oldali menüből választhatsz más témát is. ...de mintha ezek már mind lettek volna. Az egész topic-terjedelem nem több egy napi lapénál. Olvasd vissza, megéri.
A lényeget leírta az előző hsz. A kifutó lemez 3mm esetében nem feltétlenül. Ampert kicsivel lejjebb, de ahhoz markolat vagy lábszabályozó kellene. A horpadás a másik oldalon dudor valószínűleg. Sokáig van hevítve, vagy lassú vagy. Majd kialakul minden. A púpos varrat oda csúnya.
3mm-es lemez sarokvarratához kevés a 75A és a 6mm-es gázterelő is. Tegyél fel nagyobb gázterelőt, a tűt állítsd be úgy, hogy ha a gázterelőt hozzáteszed a lemezhez akkor ne érje el az éleket, az argont állítsd 6-7 literre, az áramot 90A körül, a porcelánt tedd rá a lemezre, óvatosan gyújtsál ívet és hozaganyag nélkül miután összefutott az anyag jobbra-balra tekergetve a porcelánon haladva lassan menjél vele előre.
Ha jól csináltad akkor a végén nagyon fogsz csodálkozni...
A gyakorlati kérdéshez:
gondolom maga a varrat marad horpadt ha anyagában hegeszted. Lényegében nem gond, ha nem tetszik akkor tegyél hozzá hozaganyagot.
Milyen vastagságú lemez? Beállítások? Wolfram milyen vastag, mennyire áll ki? gázterelő mekkora? A habzás talán már a kiégést jelenti? A sarokvarrat biztosan az aminek látszik? " T " is lehet , avagy élvarrat, csak derékszöget bezáró lemezekkel. Ha az elején és végén történik, akkor érdemes "kifutó" lemezt tenni. Az ívet jól kell szögelni stb. Szal. nem lehet telefonos segítséggel orvosolni a problémát. Próbálni kell más és más módon. Szakirodalom támogatásával. Jobb híján.
Én még új vagyok a fórumon és még nem olvastam végig lehet, hogy volt már szó róla: MIG/MAG max 200 kapcsolási rajz kellene. Illetve főleg a fokozatkapcsoló bekötése, igazság-táblázata. Sűrgő lenne!!!
Én egy hobbi barkácsoló vagyok. Teljesen autodidakta módon tanultam hegeszteni. Elsőnek ez Öregem régi hobbihegesztőjén (Hetra 130), utána a saját DC inverteres gépemen (Gys), de csak bevont elektródával. Egy ideje szeretnék már kicsit tovább lépni és kinéztem magamnak egy gépet a vaterán. Az iránt érdeklődnék, hogy szerintetek meg lehet-e venni? Nem hullik-e szét rövid időn belül? Továbbra sem ipari célra kellene, hanem néha aluminiumot is hegeszteni pl. Ha volt már, akkor elnézést, nem találtam meg.
Szerintem már minden formát próbáltam. - Ide is elküldtem. -ismét. Néhány napig ott kellene legyen. Vagy legalább néhány letöltésig. Talán ha egyszerre több IP címről éri megnyitás, akkor blokkol. De azt én nem tudom befolyásolni.
A mai napon, hobbi célból én is beruháztam egy védőgázas hegesztőre, szerény ívhegesztési "gyakorlattal". Ha nem lenne nagy pofátlanság, elkérhetném én is azt a hegesztési kézikönyvet?
megkaphatnam en is a hegeszto zsebkonyvet? Sajnos a freemailes postafiok ures (valaki humorzsak letorolte volna belole???), a linkek meg egyik sem el mar...
Hali, az átmeneti pálca ok, de inkább 307es!! mondjuk a Böhler A7, jó a nyúlása a Mn miatt ezért hegesztenek(javítanak) vele öntvényt, előmelegíteni nem nagyon kell, de az mástól is függ (pl repedés helye mérete mert ha olyan helyen van a repedés, hegesztés közben a javítással szemben repedhet el) Lehet még Ni bázisú pálcával is szintén hidegen.Öntvénypálcával szokták melegen hegeszteni de oda pontosan kell ismerni az öntvény anyagát ötvöző tartalmát és ahhoz illeszteni a pálcát.
Öntvény hegesztésnél szokták használni a hideg meleg hegesztés fogalmát az előmelegítésre: meleg az több száz fokos, a hideg meg 50-150fokos..
T. topictársak! Eddig csak olvastam, viszont most kérdeznék... Idén nyár végével bezárólag rendbe kéne raknom az erkély korlátját, és úgy gondoltam, belevágok saját magam. Kezdő barkácsolónak milyen berendezést, milyen módszert tudnak a szakik javasolni? Van némi villanyos előélet, úgyhogy az occokinainak nem dőlök be, de nem akarok 40-50E Ft fölé sem menni, bár az is "határeset"...
Sok érdekes dolgot találtam benne. Látom, hogy elég sokan favorizálják a Fronius gépeket. Való igaz, nagyon jó gépek. Viszont a CLOOS (szerintem) leveri őket.
Én körülbelül kilenc évig dolgoztam hegesztőiparban. De nem mint hegesztő, hanem, mint elektromos szerelő. Nálunk volt Fronius, ESAB, KEMPPI és CLOOS.
Az utóbbi vitte a prímet, mint minőségileg, mit megbízhatóságilag. Viszont az alkatrész marha drága hozzá. :(
A lényeg, hogy nagyobb turbóval nagyobb turbónyomást lehet elérni (a gyárival is, csak akkor annyira sokat pörög, hogy leesik) illetve több levegőt lehet bejuttatni a motorba.
De offolni nemakarok, inkább a megoldásra koncentrálni, ami ebbe a topicba tartozik. :)
És szerinted mennyi értelme van ennek a nagyobb turbónak? Szerinted mi hajtja a turbót,? Hiába növeled a turbót ha nincs mi meghajtsa ! azaz nincs több kipuff gáz! jobb hatásfokú turbón gondolkodjál !
Letezik jofajta bevonatos palca hozza (pl. ESAB OK92.18, OK92.58), de azok inkabb csak javitasra szolgalnak.
Ha olyan öntvenyt hegesztesz, ami elötte sok höt kapott, akkor ugyis szet fog repedni. Csepel gatrepedt hengerfejet javitottunk mar vele, jol sikerült.
Ehhez nem kell elömelegiteni, hideg eljarashoz van.
Az a legnagyobb baj, hogy nem fér el, egyszerűen nincs hely... Csak hegesztés lehetséges.
De azt mondták, hogy magas Nikkeltartalmú öntvénypálcával kell hegeszteni, oszt' jóccakát. Szügség szerint elő melegítem is ha kell. A hőfokot is megtudom mérni, ha szükséges, csak kérdés, hogy mennyire kell felmelegíteni a cuccost.
Azért, mert egy nagyobb turbót szeretnék rárakni egy olyan autóra, amin kissebb van. A talpak nem egyeznek. Csinálnak ilyent, többen is! Jelenleg is nagyobb van fennt, mint a gyári, immáron több, mint 2 éve. De a következőt már magam szeretném csinálni, mivel minden technikai felszerelésem megvan hozzá.
Miért kell hozzá hegeszteni a talpat? Van az öntvényben menet, vagy nincs, akkor átmenő csavarral fogatni hozzá a talpat. Véleményem szerint nem nyerő megoldásban gondolkodsz.
Tanácsot szeretnék kérni... Lenne egy turbóm, amin a kipufogóoldali csonkra akarok hegeszteni egy másik talpat. Van AVI-m, inverteres ívhegesztőm (MIG-is, de az jelen esetben kilőve) :)
Én AVI-t részesítem előnyben, csak azt nem tudom, hogy -milyen típusú- pálcával álljak neki a dolognak. Ugyanis hidegen szeretném hegeszteni és nem akarok foglalkozni, előmelegítéssel hőntartáással, stb...
Tehát várom a véleményeket, hogy melyik típusú géppel (AVI- ÍV) álljak neki és pontosan melyik típusú pálcával. A pontos típus azért kellene, mert a cégen keresztül azt hozatnám be! :)
Urak, értem már hogy kell embernek lenni a gátok, és nagyot villantani. Meglesz!
Nem is kell nagy angoltudás, ahoz a linkhez, értek mindent rajta...
Köszönöm a hozzám való nagy segítséget, 0 -tól eljutottam 72 óra alatt a Co-val való hegesztésig saját gépemmel. Elégedetten távozom vissza a csendes olvasói rétegbe. Mailom marad nyitott kiskapu hozzám, és ezúton üzenem az oda nekem írónak, hogy sajnos már nem vagyok vevőjelölt, és mint látja nem is nagyon akartam belépni a 6 számjegyű árvilágba. Mint ahogyan kínálta ő a gépét. Azért kössz.
Bocs, hogy nem voltam fenn megköszönni, de kicsit problémás volt gépközelbe kerülni.
Mindent köszönök a cellel kapcsolatban, elmentem, elcsesztem, de nem szomorkodom. Sikerült annyira felhúznom magam, hogy eldöntsem, azért is megtanulom, bár valóban elég gané meló. Ezúton szeretném megkérdezni, van- e valakinek cel pálcája, mert vevő lennék rá. Bevallom, konkrét árajánlat kellene a madarasimiklos@gmail.com címre. Ha megegyezünk küldöm a pénzt és ha megkaptad add fel a pálcát!
Köszönettel: Miki!
Ui: Aki kérdezte, hogy hogy állítson áramhoz tolást, ill. gázt CO- nál: A tolást hallod a hangján, látod a cseppleolvadáson, stb. Ha nagy cseppekben olvad és ragad a cunder adj neki huzalt! Ennél laikusabban nem tudom megfogalmazni. A gáz huzatfüggő. A lényeg, hogy elzárd az ömledéket az oxigéntől (levegőtől) Az általad említett gépen szerintem elleszel kb. 8 liter/ perccel, de ha kint dolgozol, lehet, hogy rá kell fújnod 18 litert is percenként. A gépeddel kapcsolatban: azért jó, ha szerelhető a munkakábel, mert szükség esetén tudsz huzalvezető spirált, vagy bármi más kopó ill koszolódó alkatrészt cserélni. Házi célokra, sima szénacélra és nem túl combos anyagra elég lesz a géped, ha van türelmed kivárni, hogy 100 A környékén már 8- 10 percenként leold 20 percre. Tartsd mindíg tisztán, legalább hetente egyszer fújd át levegővel és sokáig nem lesz vele problémád. Ha komolyabb melókba is bele akarsz vágni, keress rá egy jó állapotú használt Fronius- ra, vagy a másik tippem a karcagi Weld- Impex. Aránylag olcsón hozzájuthatsz és lehet vele dolgozni.
"....Más kérdés, hogy ebből van egy olyan üzemszakasz, amit a gyártó megad, mi szerint egységnyi áram mellett ez az üzemszakasz (már tudjuk, 10 percnek) x %-a lehet. Ezalatt az idő alatt folyhat rajta az egységnyi áram. Ez nálam mondjuk 6-8 szor 1 perc a példánkban, amíg ív alakul ki, a bakapcsolási időm meg a hegesztőgép bekapcsolásától az asszony dirigálta kikapcsolásig tart, tehát estig...." - Ne komolytalankodj már ilyen egységnyi átfolyásokkal ! Nyomjad neki. Villamosipari embernek ez nem jelenthet problémát. A hővédelem majd végzi a dolgát.
"Nem feltétlenül kell kikapcsolni, elég ha csak üresjáratban marad, azaz nem hegesztesz. "
Nem szoktam kikapcsolni. Ha mondjuk egy kapukeret összeállítása 3 óra, amiben a hegesztésen kívüla mérés flexelés, igazgatás, csiszolás is benne van, akkor az első hegesztéskor bekapcsolom a gépet, majd jó esetben a végén kinyomom, rossz esetben az asszony kérdésére: Mindent kikapcsoltál? a pákát is, hegesztőt is? Ja, basszus, máris megyek vissza kikapcsolni.
Más kérdés, hogy ebből van egy olyan üzemszakasz, amit a gyártó megad, mi szerint egységnyi áram mellett ez az üzemszakasz (már tudjuk, 10 percnek) x %-a lehet. Ezalatt az idő alatt folyhat rajta az egységnyi áram. Ez nálam mondjuk 6-8 szor 1 perc a példánkban, amíg ív alakul ki, a bakapcsolási időm meg a hegesztőgép bekapcsolásától az asszony dirigálta kikapcsolásig tart, tehát estig.
A fogalom kitalálóját meg úgy seggbe rúgjuk, hogy a holdig repül, csak előtte a kezébe adunk 2 vasdarabot meg egy hosszabbító véget. A holdon meg kivehetei a gépet a seggéből és kezdhet a bekapcsolási időben dolgozni. :)
Na a fogalom pocskondiázást befejeztem, nem sértegetem tovább a szakmátokat...nem érdemli meg.
Bajban vagyok. Én csak szakmai angolt tanultam, viszont az én két szakmám villamosipari természetű, ezért vért fogok izzadni az olvasni valóval. Azért ha nincs más, átizzadom magam rajta. :)
Hűtése van a gépnek? Egyébként a bekapcsolási idő téma nem az egyetlen amire nincs jobb kifejezés, mint a KRESZ vagy akár a jogban. Nem feltétlenül kell kikapcsolni, elég ha csak üresjáratban marad, azaz nem hegesztesz. Ez a vastag anyagok (max. amper) esetén lehet problémás.
Köszönöm az anyagot, azt is befalom majd a szememmel. :)
Igen, ezt is mondtam az embernek, hogy 3-4 mm-es anyagok fordulnak elő egy házi barkács műhelyben, mint jellemző legvastagabb anyagféleségek. Persze ritkán, évente 1-2 szer akadhat ennél combosabb anyag, de évi 2 esetre újabb 100.000-t elkölteni szerintem messze nem gazdaságos. Ilyenkor kell átmenni a szomszéd karosszériáshoz.
Már csak az a kérdés erre az anyag vastagság intervallumra, és a következő 15-20 évre megfelelő berendezésre költöttem el ennyit?
Így selytettem. De azért aki a szakmába bevezette ezt a kifejezést, "bekapcsolási idő" annak egy kompett hegesztő gépet dugnék a seggébe, és elküldeném Grécsi tanár úrhoz, aki mellé tolna egy CO palackot, de a nagyot. Annyira értelmezhetetlen erre az eseményre ez a kifejezés, hogy csak na.
Mert ha ez lenne, hogy mondjuk hegesztési idő; vagy aktív üzem idő; vagy folyamatos elektromos ív ideje;
Én a gépet egyszer szoktam bekapcsolni, ekkor elkezdi a berendezés az üzemidejét, amin belül vannak különböző üzemállapotai, akár csak a mosogépnek, aminek a cetrifugázás időtartamát a teljes ciklushoz képest nem szokták bekapcsolás néven viszonyítani, legfeljebb a centrifugálás idejét.
A hegesztés és a pihentetés aránya. 35 A-ral folyamatosan hegeszthetsz, viszont 80 A-rel csak 15%-nyi időben. Pl. 15 mp hegesztés, 85 mp pihi (hűlés), különben túlmelegszik, és kikapcsol, vagy ha nincs hővédelme, akkor leég. Azt nem tudom, hogy milyen időegységre van megadva a százalék, mert ha 2 órát hegesztek egyszerre, majd egy napig nem, akkor az sincs több 15%-nál. :)
Ott voltam, vettem. Igaz nem használtat, de mivel mertétek ajánlani az üzletet, én mertem magam rájuk bízni. Ők meg a szlovén gyártmányú piros kütyüt ajánlották 150 amperes kivitelben. (az igényeimre igazítottan)Újonan, garlevéllel, új, tele palackal (kicsi, könnyített) 5 kg huzallal (0,8). 85000 HUF tréfa nélkül.
Namost nem lett szerelhető kapcsolódásu munkakábellel
Nem lett alakalmas nagy huzaldobra
Nem lett 230/400 verzió
És még sokminden nem lett, amiket külön külön ajánlottatok a topic előélete során a sok érdeklődőnek, de hamar felmértem, ha ezeknek meg akarok felelni, akkor tréfa nélkül is súlyosan 6 számjegyű árral indíthatok. Ugyanez volt igaza nagykörösi gyártmányaira is, még a legkisebb esetén is. Arról nem beszéle, hogy a garérvényesítés esetén a cuccnak le kell oda kerülnie akárki által is, így meg 40 percre van a lakhelyemtől a bázis.
8 perc alatt betanítottak, helyben vartam az első pár centimet, de otthon azonnal barkácsoltam egy törött lombgereblyét, egy pár szál szögvasat a régen letört helyére aplikáltam, és egy épülő cuccomon (másik nick alatt az indexen tárgyalt) azonnal hegesztettem nagy boldogan egy csíkot...(ennél elfelejtettem a palackot kinyitni, mégis lett varrat. hmm?
Kérdése(i)m:
A 3 állítható tételt milyen logika mentén kell egymáshoz képest állítani? gáz; huzaltolás; áramerösség; Van elképzelésem ugyan, ám valami rövidítet tananyag erről? (1-2 oldal pdf pl) Gondolom nagyobb áramhoz növelni jó a tolást, de a gáz? STB
Másik kérdésemre is van elképzelt válaszom, de meghallgatnám a szakembereket.
Hogy is kell érteni az x % bekapcsolási idő y áram. Ezt már más is kérdezte korábban, de válasz nélkül maradt.
Sajnos a sok einhell/TIP onnan való, azokon kell áthámoznom magam.
Amíg lószar van, veréb is van, tartja a mondás. Az első elektróda után rájönnek, hogy fos és szabadulni akarnak tőlük, ugyanígy a védőgázosoktól is.
Jó példa az itt is szapult Güde: az alutekercses trafó végeit rézcsavarokhoz kötik. Egy kis nedvesség, elindul a galvánkorrózió, megmelegszik a kötés, ívet húz, szétfröcsköl és dobhatod ki. Ár/érték arányban (ha újat akarsz), nagykőrösi gépet, használtra meg van betéve egy csomó link, elég 100 hozzászólást visszamenned.
Azokat rendszeresen nézem. Sajnos a sok einhell/TIP onnan való, azokon kell áthámoznom magam. Aztán vannak még a névvel nem illetett, de fennhangon jelzetten "olasz gyártmányúak" Egy két egyebet találok, de súlyosan 6 számjegyű árakért. Hát nincs még itt eléggé a válság? :)
Kössz, a linktippeket, így átfutólag a hsz-ek javát este átnézem.
Azt kifelejtettem, hogy igen, 230-as lenne jobb. Bár van 380-am, de apámhoz már hiába mennék át a géppel. Tehát 380-al térben korlátozottabb lennék. Ezért jó lehet a 230/380 vagy sima 230-as verzió. Ráadásul jelen esetben a vékonybb lemezek irányába is képesnek kell maradnom, az pedig nem igényel nagy villamos energia igényt.
"Mennyit szánsz rá."
Aranyos!
Hát 20000Ft-ot. Más kérdés mennyit vagyok kénytelen megfizetni a jó ár-érték arányúért?! :) Tényleg, tudsz mondani példát egy használt jó ár-érték arányú mondjuk 230-asra? PL legyen benne egy üres(edő) palack reduktorral, némi maradék huzal. Egy félig leharcolt munkakábellel. Viszont legyen az a márka/tipus, melyben nem akadozik a huzal, reggel-este is hajlandó működni, de mondjuk nem kell feltétlen bírnia a 15 kg huzal lehegesztését egyetlen varratban. :) Egyszerűen egyenértékű mondjuk az öreg hetrával a saját feladatához képest.
No amit írtál, azt ne! Anyagi oldalról közelítsd meg. Mennyit szánsz rá. A kínálat nagy, ennek megfelelően sokféle árral. Egy fázis esetében, ha jól sejtem, elérhető áron juthatsz akár újhoz. Számold a palack és reduktor árát, valamint lehetőleg 15kg huzalt. Mert ilyenre alkalmast ajánlok. És nem fix munkakábel.... Konkrét gépet? A topicban sok hsz. tartalmaz ilyenekre mutató linket.
Olyat kérdezek, amit gondolom előttem 2617-en kérdeztek már. Sajnos hiába próbáltam topicon belül kulcsszavakra rákeresni, az index 2 keresője anyit se ér, mint a lukas szélű, kopott sarkú beugrós munkáscipőm, amiben egy óra után fáj a lábam. (a kutyám se veszi a szájába, játszani)
Szóval a rendszervátás idején vásárolt Hetra U 100 hegesztővel hajtottam ezidáig. Havi 2-3 hegesztés a hobby műhelyben, változó anyagfélékkel. Igazi otthoni barkácsolás célját szolgálta. Igazából a vékonyabb anyagok esetén kerültem szembe a Hetra határaival, s csak kevesebbszer állt elő az az eset, hogy a túlzott vastagság miatt fordult kudarcba, lett kifogásolható minőségű a hegesztés.
Most elhatároztam magam egy co2 gép mellett. Hasonló igénybevétel esetén és az nálam megismert anyagvastagságokhoz mi az ajánlatotok? Vagy mi az amit NE!??
Nem akarok túl sokat költeni, (szívesen vállalom a használtat) de keresném az igényeimhez a jó ár érték arányt.
Használt piacon, neten legtöbbet az ismert einhell; TIP STB márkát látom, nagy ritkán látható egy két monstrum, de talákoztam már valami házi készítménnyel is.
itt van bővebben a tanfolyamról, 06-96-528-760 ha esetleg érdekel vagy többet akarsz tudni itt tudsz érdeklődni. Szerintem még mindíg lehet jelentkezni.
Mint tudatlan kezdő, arra gondoltam, hogy a gázterelő átmérője is hatással van a hegesztési folyamatra. A kérdésem arra vonatkozott volna, hogy hogyan. De abban igazad van, vannak ennél izgalmasabb kérdések is.
Miért ilyen összefüggéseket keresel? A gázterelő átmérő javallott ...mikor milyen anyag, gázigény (liter/perc) stb. Fogadd el, vagy akár kísérletezhetsz is. Ha sikerült jobbat elcsípned, aakor alkalmazd és kész. Hegesztéseknél csak a varrat minőség lehet 1.szempont.
Azzal kezdtem a hegesztési tudomány gyakorlatát, hogy először elolvastam a fórum teljes anyagát. Most (először) szeretném megköszönni mindenkinek azt a sok hasznos információt, ami összegyűlt az évek alatt. Egy kezdőnek ez kincsesbánya!
A második egy kérdés: AWI hegesztésnél milyen szerepe van a kerámia átmérőjének? Próbáltam kisérletezni, de nem találtam kapcsolatot a kerámia átmérője és a varrat szélessége, vagy milyensége között.
Bocs hogy eddig nem válaszoltam, de én magam sem tudtam pontosam hogy milyen szintű lesz a tanfolyam. De a héten elindult, és végre kiderült. Hegesztő szakmunkás végzettséget fog adni, reményeim szerint sikerül megtanulnom, szerintem kézügyességgel nincs gondom, és hegeszteni is szeretek, és azt is tudom hogy idő kérdése is mire rendesen menni fog.
Nem tudom hogy hova valósi vagy, csak azért mert én most kezdem el Győrben egy hegesztő tanfolyamot, ha végzek hegesztő okj-s bizonyítványt ad. Ha érdekel lehet még csatlakozni.Ha érdekelnek a részletek írj.
Üdv mindenkinek! Lenne egy olyan kérdésem hogy mi az hogy gyökhegesztés? Meg eladó egy Böhler fox cel hegesztőelektróda(9.6kg) amiről az előbbikeben kérdeztem itt a fórumon. Ha érdekel írj és megbeszéljük! A választ előre is köszönöm!
Nemnagyon volt időm gép elé ülni, de néha azért ránéztem a fórumra. Valaki megkeresett mailben, a hegesztési zsebkönyv miatt, válaszoltam is rá, de nem kézbesíthető az üzenet. Remélem olvassa a fórumot. Újból feltettem egy oldalra, de ezeknek az a hátránya, hogyha senki nem tölti, idővel törlik. Most 10 alkalommal lesz letölthető, 90 napon keresztül. Jó töltögetést! :)
Szó szerirnt SZAR munka cellel hegeszteni én láttam őket a Kraftanlagénál amikor műhelyben előregyártáson nyomták nem birtak úgy beöltözni hogy ne menjen be a szikra semmi pénzért nem csinálnám.A jó kis AWI-s munka lehet azt is találni.Integral/Unistahl/Kremsmueller, meg még sok cég keres hegesztőket.Én most lizing cégtől az Integrálnak dolgozok de csak AWI-val Linzbe.
Gőzkazángyártásnál tényleg így van. Az összes varratott rötgenezik meg ultrahanggal vizsgálják, elég ciki, ha szétrepül egy 100 baros kazán. (Korábban a gőzmozdonyok 10-15 barosa is elég rendes pusztítást végzett, ha szétszállt.)
Videón láttam cellhegesztést, kb. egy méter átmérőjű csövet csináltak öten, ebből egy ember volt alul a gödörben. Ketten elkezdték fölül, amikor negyednél jártak, a másik kettő akkor zendített rá a következővel. Nem irigylem az alul lévő embert, mennyi "áldás" hullik a fejére...
Itt is van olyan, hogy a hegesztő csak hegeszt, de csak előgyártásban a műhelyben ahol olyan munka van ami 100% röntgen. Akkor nem is csinálhat mást! De az általában nem Cell...
A Cell-hegesztést általában távvezetéken alkalmazzák, 10% röntgen van és aránylag hamar készen van a varrat. A többieknek van elég más dolga, a hegesztő nem ülhet le a varrat mellé ha készen van. A nagyobb csövet amúgy is ketten hegesztik (szembe egymással) és így is van elég szabad idejük, hidd el.
Gondolom, nem két ember munkabérét fizetik odakint. (Igaz, 5-6-szorosát a hazainak).
Akkor már azt is tudod, hogy miért mentek tönkre azok a gyárak! :)))
Erről jó viták voltak a vasúti topikokon, örökké előjövő téma :-). Aztán a Ganzról volt egy kiváló előadás a gyár volt főmérnökének vezetésével. A rövid lényeg: a 80-as évek elejétől indult a hanyatlás és ennek a gyár saját maga volt az oka. (Nem az, hogy segédmunkás tisztít varratot.)
Északi most (erős hátszéllel és kötelező érvényű állami megrendelésekkel) úgy-ahogy működik még. Annyit mondtak a varratpucolásra, hogy a hegesztő csak hegesszen, ne gyilkolja le a kezét a kalapálással.
A KÖZGÉP-nél is külön ember tisztít varratot. Igaz, ott a hosszú, folyamatos varratokat fedettívű automatákkal csinálják. (Előadáson volt téma: vasúti híd a Rábca felett, mint első hazai hegesztett híd, M8-as "semmibe vezető" híd, illetve M0 Megyeri híd).
Ha készen van a varrat akkor a hegesztő pucolja le drótkoronggal.
Ide jutottunk? Jártam gyárlátogatáson (Csepel Autógyár és Ganz-Mávag a végnapokban, mostanság MÁV járműjavítók), a hegesztő nem pucolt varratot. A segédmunkás drótkorongozott meg verte a salakot, illetve köszörülte ki az újrakezdési dudort.
Mit tudnék tanácsolni úgy, hogy azt sem tudom mennyire ismered a Cell-hegesztést?
Gondolom azt már kiderítetted fentről lefele kell hegeszteni vele (Fallnaht), és a távszabályzónak mindig a bal kezedben lenni (ha a jobbkezedben van a markolat :) és az áramot a hézagnak megfelelően kell állítani. Azt, hogy a gyök rendesen bent van-e az elektróda égésének a hangjáról hallod. Ehhez (is) kellene a gyakorlat...
A gyököt más polaritásról kell hegeszteni mint a töltőt, takarót. Tehát ha készen vagy a gyökkel akkor meg kell fordítanod a test és a munkakábel polaritását, de hogy melyiket kell negatívról és melyiket pozitívról azt nem tudom most (ha akarod akkor megkérdezhetem)
És végül egy jó tanács: fejvédőt (vagy valami sapkát) vigyél mert különben véged lesz a próbahegesztés után!
És még valami:
ha érdekel a hegesztés és már (ahogy írtad) van minősítésed (111 és 135) akkor ha gondolod kitöltheted a következő adatlapot: online jelentkezési lap
Nekünk is van munkánk Ausztriában (is) bár most elég rossz a helyzet mert azt akarják, hogy (majdnem) ingyen dolgozz a válság miatt, de majd csak lesz valahogy.
Az egyéb üzenethez írd oda, hogy az indexen talákoztunk.
Szia asx! Hozzászólásod előtt kezdtem el írni az enyémet, úgyhogy csak küldés után olvastalak. Nem szivesen csapok bele ebbe a szarba, de felénk Qrvára nincs munka mostanság. H.halomban kell próbáznom, utána kéne kitaposni ha sikerül. Ha van tanácsod megköszönöm, de asszem muszáj megpróbálnom.
Kösz nyunyuka! Ránéztem a topic- ban és a google- n is. Ha jól értem, ez valami fütyülős- tapsolós elektróda, ami ragad mint állat (már úgy értem nem folyik meg az ömledék) büdös mint az égetett gané, fröcsköl, mint nagy feszültséggel fej felett a CO, viszont elfogadott awi gyök helyett mert megvan a rugalmassága és gyors.
Még egy apró kérdés: Ha esetleg Bázikus elektródával bármilyen pozícióban átmentem párszor RTG- n és ultrahangon meg merjem ezt próbálni? Kedden kellene próbaarbeit, aztán menni ki Labancország.
V.mint megköszönném, ha megírnád mire figyeljek pirítás közben.
Ha még nem próbáltad a Cell-hegesztést akkor szerintem ne vállald el!
Biztosan távfűtéshez kell, árokban vannak az előre szigetelt csövek amin a varrathoz jobb esetben fejgödörrel férsz csak hozzá. Ha nem lusták kiásni...
Gyakorlat nélkül nem fogsz ott egy fél napig sem hegeszteni!
Először tudni kellene, hogy milyen összetételű a hegeszteni kívánt anyag. Fontos hogy a munkadarab megfelelően meg legyen tisztítva!
A hegesztőhuzalnak megfelelő keménységűnek kell lenni. Az alábbi összetételeket javaslom: AlSi5, AlMg5
Az előtoló szerkezetben a görgőket „U” profilúra kell cserélni. Legjobb, ha 4 görgős a szerkezet (2 vezető és 2 nyomógörgő). A toló nyomóerejét minimálisra állítani. A tolóban a huzalvezetőket műanyagra cserélni.
A pisztoly minél rövidebb legyen! 3m–nél semmi esetre sem hosszabb! A pisztolyban a huzalspirált szénszálas–teflonra cserélni. Az áramátadó dűznit Alumínium–hegesztéshez használatosra kell cserélni (jelölve van a dűznin „AL”).
A védőgáz „négykilences” Argon (99,99%-os tisztaságú).
Hegesztés megkezdése előtt mindíg csípd megfelelő hosszúságúra a kilógó huzalvéget!
A hegesztési anyag megtalálható: mmawiplazma kukac freemail.hu címen. jelszó: hegseged - Ha valaki rossz célokra felhasználná az email címet, felhívom figyelmét az IP címe után lenyomozható. A regisztráció pedig nem konkrét névre szóló, akár a Nemzetbiztonsági Hivatal is lehetne.
Közben visszanéztem a korábbi beírásokat, és látom hogy nincs jó véleményetek az Einhellről.
Akkor mit érdemes venni ami jó és olcsó? Nem ragaszkodom az inverteres kialakításhoz, de a túl sokat valószínűleg nem fogom használni. A kerítésprojekt után lehet, hogy évente 1-szer húzok vele egy 5cm-es varratot.
Vagy arra a célra amire nekem kell, azért mégiscsak jó választás?
Hagyományos gépeknél azt már tudom, hogy csak olyat szabad megvenni ami réztekercses, és van beépített ventillátora. Típust esetleg tudtok ajánlani?
Érdeklődnék, hogy az Einhell BT-IW 100 -as inverteres gépről mi a véleményetek, esetleg van-e valakinek tapasztalata vele.
Erősen gondolkodom azon, hogy a kerítésemet sk csinálnám, és ehhez pl. 40x40-es zártszelvényeket kéne oldhatatlan kötéssel egymáshoz rögzíteni. :)
Szóval mennyire megbízható, lehet vele normálisan dolgozni?
Lenne mégegy kérdésem, hogy ez mit jelent:
Bekapcsolási idõ 80 A esetén: 15%
Bekapcsolási idõ 40 A esetén: 60%
Bekapcsolási idõ 35 A esetén: 100%
Mi az a bekapcsolási idő?
Azt honnan lehet tudni, hogy a bekapcsolási idő mennyi, ha pl. a gyártó oldalán sincs feltüntetve?
Köszönöm!
A 23diki kérdésemben lehet rosz helyre tettem a hangsúlyt, ezt most korrigálom.Tehát adott egy Co hegesztőgép.Ezzel szeretnék alut hegeszteni.Hallottam már minden félét,pl hogy a polaritást meg kell fordítani,meg hogy teflonbetétes munkakábel kell, argongáz,de senki nem tudott pontosat mondani.Van itt olyan aki segítene ebben,vagy legalább utat mutatna melyik könyv hol.Minden infó segítség lenne.
Hát ez a fólia nem túl jó ötlet! Merevítések természetesen lesznek benne alul is, oldalán is! Mint mondtam a keringetést megoldja egy keringető szivattyú! Co2-vel könnyen megoldható a vízzáró varrat? Ez lenne a legcélszerűbb? Elég az 1-es lemez? Fólia és hasonló mókolás kizárva. Köszi a segítséget!
Szeretnék elvégezni egy hegesztési tanfolyamot főleg papír miatt érdekelne ez a dolog. Mert lenne egy munkahely de oda a papír kellene. Lakatos a végzettségem. A hegesztőgépet tudom kezelni.
A normál pálcás hegesztés és a CO hegesztés nem okoz gondot. De azért még tudnának újat mutatni szakik nekem az tuti. Ami jobban érdekel az az AWI.
Ha tudna nekem valaki segíteni ebben kihez vagy hova lenne érdemes fordulni akkor szóljon.
-Akkor a fólia olvad meg! (az érv :-)) De szerintem a fűtőszál nem érhet hozzá, és ha csak egyébként 30°C a hőmérséklet, akkor nem lehet gond akármilyen hőre lágyuló anyag legyen az. És biztos szükséges lesz a folyamatos keverő is bele.
Hegeszd meg a vázat meg a borítást rá lemezből.A lapok közepén azért legyen még egy merevítő zártszelvény függőlegesen, mert kinyomja a víz az oldalát.
Aztán vegyél obiban 1mm vastag tófóliát, és béleld ki vele.
Melyik volt ez az ominózus jegyzet? Konkrétan a címe és mérete ismeretében tudom azonosítani. Nem emlékszem már, mert nekem van bőven gyűjteményem. Arra gondoltam valahová feltárazom az általános ismereteket tartalmazó állományokat.
Azt sem bánom ha átküldöd, az a legegyszerűbb.
20x20-as zártszelvényeket kell összehegesztenem, egymásra merőlegesen. Úgy képzeljétek el, mintha egy kocka 12 élét kellene összeállítani. Szerintetek hogy lenne érdemes vezetni a varratot? Elég kicsinek érzem a 20mm-t, nem tudom itt is lehetne-e a klasszkus Z alakú pálcavezetést csinálni?
Nem akarom én mindenáron megcsinálni,ha szükséges keresek vkit akinek van megfelelő eszköze hozzá. Azt mondod co-val könnyen megoldható? A rozsda tiszta sor, elég vastagon lekezelném,1-2 évet csak kibír! Rozsdamentesből lenne az igazi,de annak az anyagköltsége egy 0-val több lenne! A műanyag szerintem nem kivitelezhető a fűtőszál miatt, ha legkisebb fokozatra állítom a termosztátot szerintem a fűtőszál akkor is megolvasztaná.
Elektródával nagy szívás lesz. Következő lehetőség a CO. Rozsdásodni fog egyébként is. Vegyél műanyag tartályt. Nem drágább és a 30°C nem gond . Egy ötlet volt.
Üdv mindenkinek! Még nem írtam ebbe a topikba, de már nagy részét átolvastam! Segítségre,tanácsra lenne szükségem! Egy 130cmx100cmx115cm kádat kellene készíteni! Úgy nézne ki,hogy lenne 30x30x2 zártszelvényből egy keret, ezt az Eltra trafós hegesztővel meg is oldanám! A tartály részével vagyok kicsit gondban! A keret belső felére kellene hegeszteni lemezből, én 1mm-es lemezre gondoltam, ha ti úgy gondoljátok vastagabb kell,ne tartsátok magatokban! A kérdésem az lenne van esély rá, hogy a pálcás csodával tökéletesen vízzáró varratokat készítsek? Tiszta víz lesz a kádban, illetve egy bojler fűtőszál, egy csövel kapcsolódna a tartályba egy keringető szivattyú! A cél állandó 30 fokos víz a kádban. Mivel lenne célszerű ezt hegeszteni? Nem vagyok közel sem profi, de hobbi szinten elfogadható amit hegesztek. Előre is köszönöm a segítséget!
No problemo. Egyébként valóban érdemes visszakeresni a bekötést a motornál, ki tudja, hogy hogyan kötötték be, esetleg toldozták-foldozták valha. A múltkor találkoztam olyannal, hogy 3 fázist + nulla + föld hoztak le 4 eres kábelen + 1 külön piros vezetéken a földelést (régi szabvány). Igen ám, de a 4 eres vezeték egyik ere is piros. Így aztán a végén kb 15 centi hosszan betekerték fekete szigszalaggal, jelezvén, hogy márpedig azon hozzák az egyik fázist...
Na mégegyszer: N- nulla, L1,L2,L3 a fázisok Öt pólusnál a vastag láb a földelés (ami a vezető horony irányában van) ez a zöld-sárga szabvány szín. A többi fekete(esetleg egy barna) A nulla kék színű. Ezet kövesd a motortól. Ehez nulla nem kell, de lehet jobb az ötszálas,m mert akkor már a munkalámpa is beköthető.







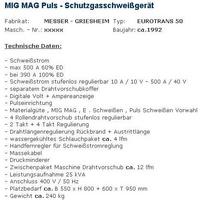 http://www.maschinensucher.de/ma2/A568953.html
http://www.maschinensucher.de/ma2/A568953.html
















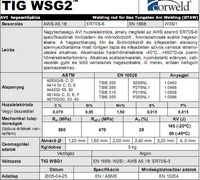

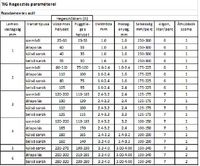









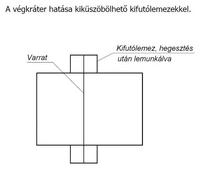 ...de mintha ezek már mind lettek volna. Az egész topic-terjedelem nem több egy napi lapénál. Olvasd vissza, megéri.
...de mintha ezek már mind lettek volna. Az egész topic-terjedelem nem több egy napi lapénál. Olvasd vissza, megéri. - ha ez mond valamit:-)
- ha ez mond valamit:-)

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}