Nekem ilyen "egyszerű" kékre festett forrasztott lapkás késeim vannak túlnyomó többségben.
Jelölésük DA10-20-30, vagy P10-20-30. Nagyobb szám, keményebb kivitel elvileg.
De van sárga, DU vagy M jelzéssel szinte bármire, de savállóhoz is jó, illetve van a piros DR vagy K jelzéssel többnyire öntöttvas esztergálására.
Aztán van még a számomra ismeretlen zöld és fehér jelölésű kés, azokat a lángvágott bugák, pogácsák szabályzására használom. Bírják.
Én személy szerint cserélhető lapkás kést nem nagyon használok, nem gyártok sorozatban, egyedihez pedig tökéletesen megteszi a forrasztott lapkás is. Sok dologra pedig gyorsacélt köszörülök, pld-ul belső menetkés, belső beszúró kés, seeger-gyűrű helyét azzal esztergálom, stb. Nem kell azt túlragozni, a forrasztott lapkás kések egy házi műhelyt ki tudnak elégíteni.
Ez viszont nagyon pozitívnak tűnik, nem mertem volna fogadni :) Itthon én is hobbista vagyok, csak a tapasztalatokat próbálom megosztani - ha valakinek segít akkor az már siker.
egyenlőre jól teljesít a lap! nem bírtam magammal és kitágítottam az egyik lap, belsejét esztergán, egyik befogó szerszámom méretére. feltettem a gépre és pár próba után, úgy tűnik, hogy beton lap ide, vagy oda, de elég szépen viszi a felületet! mondhatni szebb, mint köszörűlve. azaz, nem annyira csíkos. azaz vannak csíkok, de amolyan cnc-és kinézetű, még tetszik is. szoval van perspektíva a dologban úgy tűnik, de van két kérdés, az egyik, hogy amikor a vassal érintkezik a gyémánt, mennyire ver oda neki, hosszútávon? egyenlőre viszi, mint vajat! a másik, meg inkább probléma, hogy nagyobb fogásnál lélegzik a tárcsa, úgy veszem észre. lehet, hogy vastárcsára kellene, az gyémántozott szeletkéket felfogatni valahogyan, ha amúgy beválik a dolog.
"Mi a baj a keményfém lapkás síkmaró fejekkel?"
nekem csak az a bajom ezzel. hogy nagyon drága egy ilyen fej és, nem mernék beruházni ilyenre, mert sosem térülne meg és amiket próbáltam eddig lapkákat, nem túl sokáig bírták a vasperselyt faragni, hamar leéleződtek. ezek a persejek nem egyszerű öntvény, hanem olyan anyagúak, mint a szelepek a hengerfejben. és a meleg még edz is rajtuk, amit az égőtérben kapnak. és amúgy, átmérőben is kicsik a síkmarófejek, nekem, kell legalább, 180-200-as. lehet létezik aranyárban olyasmi cucc, mint a tied ebben az átmérőben, de az százezrek lehet... szoval ez a gyámánt elsőre tetszik!, egy szélességben lenne jó megsíkolni a fejeket, nem több sávban. persze én nem vagyok profi, csak amatőr hobbista, ezért röcögősen mennek még a dolgok... próbálkozok a lehető legjobb eredményt elérni.
Akkor ennek a beállítása egyszerű. A mérőóra tapintót (gömb végű) a képen látható módon a lapkához tesszük, majd pár századon belül beállítjuk. Ez úgy történik, hogy a felső feszítő csavart és a rögzítő csavart oldjuk, majd a lapkát ujjal (véletlenül se szerszámmal) a feszítő lapka irányába felfelé toljuk. A lapka rögzítő csavarját finoman meghúzzuk. Ezt mindegyik lapkával megtesszük. A feszítő csavarral a ferde hatásvonalnak köszönhetően a lapkát lefelé kényszerítve előfeszítjük. Erősen nem szabad, mert könnyen pattanhat a csavar is akár. Ha sokat kell, akkor oldjuk a lapka rögzítését (lapkát ujjal felfelé tolva), majd újra meghúzzuk. Ha pár századon belülre állítjuk, akkor lehet egyesével az összeset nullára állítani.
Az órához még véletlenül se érintsük, a marófejet pedig mindig forgácsolási iránnyal ellentétesen forgassuk a lapka és a tapintó épsége miatt.
Értelemszerűen azért kell minél pontosabban beállítani, mert amekkora a lapkák homlokéle (főéle) közötti különbség, annyival mélyebb/magasabb árkok keletkeznek a munkadarabon ahogyan halad a szerszám. A fogankénti előtolás értéke lesz az árkok közti távolság. Ez vizuálisan is és mérve is látszik.
A fix lapkásakhoz már azért jóval biztosabb kéz és akaraterő is kell :D
A képért elnézést, csak a vizualizálás miatt készült.
Ezek az egyszerű, kékre festett, forrasztott lapkás kések mennyire használhatók?
Nagyjából 2-3 ezer forintért lehet kapni rengeteg félében.
Van már itthon dcmt11-es, és wnmg0804-es lapkás külső megmunkáló kés, ugyanolyan wnmg furatkés, és néhány gyorsacél.
Elvileg ezekkel tudok hossz-és síkesztergálni is, ahova odafér a kés, de ajánlott még valamilyet beszerezni a menet-és leszúró késen kívül?
Szinte minden fórumon olvastam tucat helyen, hogy a wnmg formát nagyon alázzák, mert gyengének tartják a lapka ülékét, meg hogy könnyen széttörik, és akkor egészen használhatatlan lesz. Érdemes lenne itthonra cnmg-re cserélni, vagy ha nem veszek le centiket egyszerre gyors előtolással, akkor nem számít?
Tanultam az éltartamról, képleteiről, meg hasonló elméleti ismeretekről, de a gyakorlatban mégis megéri két darab hat élű lapkát megvenni egy forrasztott kés árában? Újra élezni csak lehet tizenkétszer, nem?
Ti forrasztottal vagy cserélhető lapkás késsel esztergáltok otthon?
Ha legközelebb csinálom, akkor készítek. Az igazsághoz hozzátartozik, hogy ezen a marón be lehet finoman állítani a lapkák feszítésével. De fix lapkással sem lehetetlen, csak rettentő sok idő :)
Csak példaként említve acélperselyes aluöntvény Hi**i gépalkatrész keményfém lapkás fúrórúddal Rz6,3 alatt tartósan (4-500db), vagy Ebersp*** alkatrész kb. 90x90 többszörösen megszakított szegecselt lapkás (1,5mm!) felületen 3-8mm-ig kúpolt vastagságban 0,03 síklapúság alatt, inkább annak 2/3-án tartva több ezer darabon át - először keményfém lapkával...
Az aluhoz jó a gyémánt, meg az összes nem vas tartalmú fémhez - beleértve a keményfémet is - de ez betonhoz való. Én a síkmarófej lapkáit 5 mikronon belülre szoktam állítani, mert egyébként rettentően csúnya lesz a felület - ezt nem hinném, hogy nagyon állitgatni lehetne. Mi a baj a keményfém lapkás síkmaró fejekkel? Olvastam a hengerfej marási terveket, keményfém is tökéletes arra a célra. Jó beállítással és helyes paraméterek választásával nagyon pontosan lehet velük dolgozni és nem mellesleg az acél persely sem árt nekik.
azaz tárcsák!, mivel akitől vettem, egyet nem akart eladni, meggondolta, pedig telefonban ezt beszéltük meg... így megvettem mindkettőt, igaz olcsón vettem, gyakorlatilag 1 árában kaptam a kettőt. az egyiket, ha kellene valakinek, átadom. 10 000/db volt. még nem sikerűlt kipróbálni, mert rápróbáltam a szerszámra, de nem jól szalad, kell flex méretű betétet csinálnom a tárcsához. a tárcsa 180 mm-es. sajnos nincsen egyenlőre anyagom a betéthez, holnap kell mennem méhtelepre, vagy haszonvastelepre, aztán esztergálok betétet és kiderűl, jó e aluhoz a gyémánt? először csak alun szeretném kipróbálni. vélemény?
Meg lehet mérni a szán elmozdulását egy fordulatra, de 10 fordulatra pontosabb méretet lehet venni. Nem számít ha nem egész mm az egy fordulatra eső méret. Nálam 17,6 mm az egy fordulatra eső elmozdulás, az az 176 tized mm. A nóniuszra rá osztottam 176 osztást, 17 db 10,és még marad 6 db. A 10 osztás 1mm. Egy fordulaton belül pontos az osztás, több fordulatnál a maradék 6 osztás miatt állítani kel a nóniuszt, vagy a 6 tizedet is számolom. A nóniusz tárcsa nálam 130mm,így elég széles egy osztás/kb 2-3mm. Az osztást osztófejen a 88 lyuktárcsával.
Egy olyan kérdésem lenne hogy szerintetek jobb megoldás volna-e ha az Ean omhoz vett siktárcsát a menesztőtárcsára illeszteném fel?
Tehát a főorsóm menetes és arra gondolok hogy könnyebb/jobb lenne úgy tokmányt cserélni hogy a menesztő tárcsa mard és csak tokmány le/tokmány fel.
Tudom nem volna egyszerű embert keresni aki egy 250mm es siktárcsát megszed hogy ....
A siktárcsa menettét megméri holnap a gazdája de valszeg nem egyezik,persze van Ean hoz való siktárcsa de én idegenkedek valahogy a menetes felfogástól. (kicsit kételkedem abba hogy egy leszedés után a menesztő tárcsa ugyan úgy fut).
Tegnap voltam lent a helybéli esztergályos isminél,E400 a van és tudtam hogy ő csinált a hosz szánhoz nóniuszt.azt mondta őneki bent a munkahelyén (mezőgép) kiszámolták hogy kereken 36mm-t mozdul el szán,igy felosztatta maróssal és kész.
igen! jó cég én is ismerem! pár napja vettem tőlük 1 korongot. bár igazából nem tudták ők sem nyújtani amit szeretnék. ennyiben kicsit csalódtam, de ez van...
Szerintem hárman elegendően vagyunk egy vásárláshoz, a többit inkább intézzük emailen, email címemet ismeritek. Írjátok meg mit vennétek és kérek rá árajánlatot szállítási költséggel együtt.
Magam részéről köszönöm a címet. Köszörűkorongot és sok egyéb csiszól-polírozó anyagot érdemesnek látszik tőlük rendelni (különösen mivel már régóta jó tapasztalatod van velük!), de gyémántszerszámuk ára nekem elég borsos. Biztos megéri és talán klasszissal jobb az ukránnál, de nekem ez magas.
Ma sikerült végre az eszterga padhoz jutnom, vegyes eredményekkel.
Írtam nem rég, hogy igyekszem becserélni az eredeti szánra, hát nem sikerült sajnos. Bár meg ígérték hogy kicserélik, mikor oda vittem a csere alkatrészt, csak hümmögtek jó magyar szokás szerint. Csatolok egy képet az alkatrészről, ami nekem van, talán valaki fel tudja ismerni a típusát.
A mérete egyébként éppen megfelelő, holnap beadom a műhelybe, ahol síktárcsán leszednek az aljából néhány millimétert meg tesznek rá egy üreget a forgó csapnak a keresztszánon.
Úgy gondolom kielégítő lesz, de mindenképp indikátor órával szeretném a mozgásokat majd mérni mágneses rögzítéssel úgy is.
Egy másik kérdés: Az normális, hogy ezek a régi gépek millió fogaskerékkel 1500-as fordulaton félelmetesen hangosak?
ha jól láttam a táblázatban, akkor egy 200-as 10mm rétegű anyaggal egy fazékkő, olyan 4000 körüli áron meglehetne! persze, nem tudom eldönteni, hogy az én feladataimhoz, hány %-os cucc lenne e legjobb. mindenesetre, szolj, ha megvan a koreográfia, pontosan hogyan juthatunk a cucchoz! cuccokhoz.
Egyébként nem kalandvágyból kacsingatok az ukrán forrás felé, hanem mert egyszerűen nem bízok a piacos árusokban. A szomszédom vett pl. egy 2 tányéros rezsót, az első levest nem tudta megfőzni rajta. Nem tudom, hogy vissza ment-e reklamálni vagy sem, de szervízbe elvitte, ott közölték vele, hogy a javítása többe kerülne mint a rezsó ára volt. Tehát olyan dolgot, amit nem ismerek nagyon jól és én magam helyben nem tudok megitélni, hogy jó vagy sem nem veszek piacon, mert érdemben nem lehet reklamálni.
A koncentráció jelentésére csak tippem van : a szemcsék fele ipari gyémánt, a másik fele valamilyen töltőanyag. Vagy egyszerűen több a kötőanyag és fele annyi a gyémánt. Az árak a táblázatban vannak, a 2. oszlop a darab ár 10 darabtól, a 3. a darab ár 5 darabtól, a 4. pedig a darab ár 1-4 korong rendelése esetén egy fajtából. A 150-es korongod ha igazi Poltava korong akkor akár 100% koncentrációjú is lehet. Az ár Ukrán Hrivnyában van, egy Hrivnya = 11,22 Ft. Pilisvörösváron lakom, de Bp-re járok dolgozni. Gyál nekem 40km, oda vissza a benzin kb 2000 Ft.
mivel nekem kínai, az orosz duma, ez mit jelent, hogy 50% és 100% a konzisztencia, koncentráció? és árakat honnan lehessen tudni? mellesleg merre lax?, mert praktikus lenne hozzád postáztatni, és onnan szétosztani?
Remek! Nézd át jól a google doc fájlt, van benne 200-as az 50% koncentrációjú kategóriában és persze a 100%-ban is. A postaköltségre még várni kell, de majd noszogatom az ukrán kereskedőt, hogy kinéz valami üzlet. Nekem személyesen nincs ismerősöm, akinek szólni tudnék korong ügyben, talán neked vagy még itt a fórumról jelentkezik valaki.
benne vagyok a buliba!,mármint a postaköltséget szétdobjuk! kellene még partner és mégolcsóbb lehetne a posta! megnézem, hogy van e 180-as, mert lagalább akkora kellene! kisebbek már vannak!, tegnap vettem 150-est ruszkitól, a gyálin, 4000-be fájt, de szerintem anyit megért!? 10 mm-es az alukorongon a dolgozó él.
A nagyobb korongokat persze hogy kiegyensúlyozunk, de kérdés az hogy a tenyérnyi kis korongokkal érdemes-e szórakozni. Tekintettel arra hogy nincs (még) kiegyensúlyozó állványom.
A volt cegemnel az egeszen kis korongokat is kiegyensulyoztuk, mert csunya feluletet hagyott ha a korong palastjaval dolgoztunk, pedig a max fordulata 6-7e korul volt. Fazak korongoknal elhanyagoltuk.
De minden az atmero, tomeg, es fordulatszam fuggvenye.
Talán van itt valaki aki tudja, hogy a szerszámélezésre használt kicsi max 100..150mm korongokat szokták használat előtt kiegyensúlyozni, vagy egyszerűen csak lehúzzák a felszerelés után?
Esetleg - mivel a gép méreteit nem ismerem - szükség lehet olyasmire, hogy a kézikerék tengelyéről 1:1-ben elhozni a forgást, mert egy menetben 1:13-at megvalósítani nem egyszerű, kicsi modul kell hozzá, ha nem akarsz brutál nagy kerekeket. (ha a kisebb kerék 15 fog, ami azért már elég kevés, akkor is 195 fog a másik! ) De ha a kézikerék tengelye mondjuk 10mm, akkor arra nem tudsz feltenni fél modulos kereket 15 fogban pl.
Egyébként a legELEGÁNSABB megoldás az lenne, ha a kézikerék tengelyén lenne az egész biszbasz úgy, hogy az osztásos tárcsa belső fogaskoszorúval van szerelve, arra hajt rá a kis kerék, és a kis kereket éri el a kézikeréktengelyről az 1:1-es kihajtás.
És minden ott van belül, nem esik bele a forgács, kézreáll, klassz!
De ez lenne a legdrágább is a belső fogaskoszorú miatt.
Ha a Nap alatt nincs is, de nekem újdonság a magyarországi forgalmazó, mivel nem olyan régóta kezdtem hobbiból komolyabban "gépészkedni". Köszönöm a címet, árak felől ott is érdeklődöm. Érdekes, hogy csak a CBN szerszámokat listázzák, a normál gyémántokat nem. Akit én találtam ukrajnai, árak is vannak a katalógusában, nem is rosszak összehasonlítva az itthon kapható kínai cucokéval. A minőség gondolom ég és föld.
A P.D.T. címét megadta az ukrán, letöltöttem a katalógusukat, nagyon sok hasznos infó van benne a gyémántszerszámok használatáról.
Találkozott már valaki a Poltava Diamond Tools cég termékeivel? Találtam egy ukrán kereskedőt, aki ezeket forgalmazza. Semmit nem tudok róluk de korrektnek tűnik. Amit konkrétan nézegetek az 50% koncentrációjú fazékkorong. Az 50% koncentráció a köszörülés sebességét csökkenti a 100%-hoz képest?
Időközben haladtam a köszörűgéppel. Megigazítottam a körmös anyákat. Magam az egyik kőfelfogóra tekertem fel az anyákat úgy hogy gömb felületű alátétpárt tettem az anya mögé. A két egymásba simuló gömb megengedi hogy az anya beálljon a menet szerint, így le lehet oldalazni. Készítettem egy kulcsot is amivel meg tudom húzni az anyát egy fazékkő mélyedésében is. A letekeredés ellen pedig egy elfekvő lágyindító beépítésével védekezek. Most a köszörű kb 4 másodperc alatt pörög fel induláskor, míg megálláskor ennek majd a duplája a kifutás. Azt hiszem így nem fogja meglazítani a korongot. Üzemszerűen igyekszem majd a jobb menetes oldalt gyakrabban használni.
Attól hogy egy jó késtartó van rajta és lefestették attól lehet hogy igencsak kopott,(lehet nyomták napi 12 órába),de ha pontos jó állapotú akkor nagyon jó ár szerintem.
Alapeset: tokmány 3 vagy 4 stb. külső+belső szorítású kemény pofa (esetenként csak egy garnitúra pofa, átfordítható külső és egyúttal belső szorításhoz) illetve puha pofákkal, központi állítási lehetőséggel.
Speciális: -kifejezetten puha pofás tokmány pl. 2-3- stb. pofa.
-több pofával rendelkezik, mint az alapeset.
-külön állítható pofás tokmány, általában 4 pofás.
-központilag és külön is állítható pofás tokmány, általában 4 pofás.
A pofák meghúzási többféle módon történhet:
Kézi, hidraulikus, pneumatikus úton.
Ezekhez, vagy hátlapot kell gyártani (venni), vagy direktbe szerelhetők a főorsóra.
Szabványos átmérőkben kapható, egy géphez, több méret is használható.
Általában megadják a fordulatszám tartományt.
Síktárcsa: a géppel adják (egyedi) 4 külön állítható kivehető, átfordítható pofákkal, a rögzítéskor a hátsó anyákat meg kell húzni. Alacsony fordulatszámmal használható. Használható tárcsa jelleggel is, pofák nélkül.
Nagysága a legnagyobb elforduló átmérő közelében. Kezelése csak manuálisan.
Köszönöm!Igazából a keresésnél őrjít meg,hogy nem tudom,mit is üssek be?
Az előbb említettek mellé,még jön az automatikus és a kézi beállítású 4pofás tokmány.(ezt is kereskedők használják)Persze,csak azért,hogy egyszerűbb legyen a dolog! ;-(
A tokmány esetében a pofák tokmány módjára vannak megvezetve, az egész eszköz arányaiban is hasonlít a tokmányra, és néha van lehetőség a pofák együttes mozgatására is. A síktárcsa inkább tárcsa alakú, gyakran csavaroknak való hornyokkal. A pofák kevésbé precízen vannak megvezetve, de hátulról csavarral megszoríthatók. Kereshetnék képet neked de most nincs időm. A két eszköz közötti határ nem teljesen egyértelmű, így a szóhasználat sem az.
Ez hogy van csapágyazva? A szögletes részben van a csapágy és az egész látható hengeres rész forog, vagy a kő mögötti henger csak egy álló csapágyház amiben egy tengely forog?
Tanácsot szeretnék kérni. TOS MN80-asra szereznék be magassági szánt.
Gyárit csak fényképeken, és a gépkönyvben láttam, beszerzése kb. esélytelen.
Találtam több félét a brit chronos, rdgtools stb. cégek kínálatában. De ezek egyrészt kínai, indiai termékek, másrészt brit Myford 7-hez reklámozzák. És ahogy néztem, a késtartó helyére ezeket nem lehet felfogatni a TOS-on.
Van olyan, aminek a vinklijét elvileg be lehetne fogni a késtartóba, de nem tudom, az nem okozna-e komoly vibrációt például.
Úgy látszik ennél egyszerűbb megoldás nincs,tegnap még elképzeltem hogy hogy lehetne megcsináni azt a 13 as áttételt,de nekem nem ér annyit,mindegy azért leirom hogy csinálnám.
Kézikerék tengelyére szerintem felférne még egy elég kis méretű fogaskerék,ehhez csinálni egy párját ami adja az 1:13 as át tételt,bemérni a tengelytávot majd fúrni egyet a lakatszekrénybe,furatba bronzpersely,bele egy c45 tengely,hernyóval vagy zégerrel megfogni,ezekre fel a danamid kerekeket és kész.
Nem nagy dolog csak én nem birom kifogazni a keekeket,igy nem biztos hogy nekifogok.
Ha a 84 fogas tengelyre tenném a nóniusztárcsát meg "köcsög" elmozdulási érték jön ki.93,4135,durván 500mm en 2 milkó.
1: Csinálj egy áttételes menetórát. A dolog előnye hogy a vezérorsó mint fogasléc legalább kerek fogosztással rendelkezik.
2: Az ágyazat mögé tegyél egy rugó feszítette vékony bovdent, vagy rugóacél huzalt ami egy két menettel egy edzett könnyű tárcsára tekeredik amin a skála vagy a mutató van. A huzal rugóval szorított filc között megy be a szerkezetbe így nem visz be forgácsot.
Eddig igy csináltam,tolómérővel karcoltam,most rakosgatom össze a gépet és gondoltam jó lenne a hossz szán kézikerekére egy nóniusz ami meg könnyitené az életem,de mivel ez nem olyan egyszerű mint gondoltam igy marad az hogy a kés szánnal méretezek.
Keresnék egy fórumtagot, aki tudna nekem segíteni egy kis vas lap síkba köszörülésében. A lap 10cmX6,4cm, a vastagsága pedig 4mm és ezt kellene nagy pontossággal levinni 2,43mm-re. Előnyös lenne, ha Miskolchoz közeli lenne, de ha messzebb van sem gond, eljuttatom valahogy. Köszi előre is!
Mire kell pontosan, hogy direkt a kézikereket skálázd? Az nem jó, hogy befested az anyagot, és tolómérővel bekarcolod meddig kell menned? Nagyolásra még pontosabb is, mint egy durva osztású skála szerintem?
Nagyon köszi hogy kiszámoltad meg minden,de tényleg,ha jól értem nem elég a 84 fogas kerék tengelyére a nóniuszt rakni,hanem még arra egy 17 fogast meg még az hajtson egy 50 fogast?
Hát azt hiszem ennyit nem ér az egész!
Plusz fogaskerekek,meg tengely hmmm
Az ha csak a kézikerék tengelyée kellett volna a nónusz akkor király :)
Ha most azt akarod, hogy az osztásos tárcsád pont ötven fogra forduljon egyet, akkor arra a tengelyre, amit a 17 fogú kerék forgat (és még rajta van a 84 fogú is) a külső végét meg kell hosszabbítanod, és rá kell tenned egy 17 fogú kereket, ami meghajt egy 50 fogút, és azon az 50 fogúnak a tengelyén legyen az osztásos tárcsa.
És akkor az kábé pont 275mm-re forog egyet.
Azért mondom, hogy kábé pont, mert az 50 fog az pontosan
274,88935718910690836548129603696 mm.
Tehát neked 275 mm-enként lesz 0,1106428108930916345187039630435 mm hibád.
Véleményem szerint ez azért elenyésző, mert:
- ezt az osztásos tárcsát amúgy is csak nagyolásra lehet használni, mivel mm osztása van. A pontos munkához majd úgyis használsz vagy ütközőt, vagy késszánt a menet végén. És persze mérsz közben.
- az egy osztástávolság 1mm körüli az ajánlott tárcsaátmérővel, ebbe behúz a marógép egy pár tized vastag osztásvonalat. Már az osztásvonalad szélessége nagyobb hibát eredményez, mint a fogaskerékrendszerből adódó hiba
Na, mit szólnál hozzá, ha a skálás kerék egy fordulata 275mm elmozdulásra történne meg.
Nem túl köcsög szám, elég ritkán is kell egy fogásból ennél hosszabbat drehálni. Azért ezt választottam, mert ez egyrészt egész többszöröse a fogosztásnak, és viszonylag könnyen lehet hozzá adni a második megkezdett körből a skálán olvasott értéket (gondolok itt arra, hogy pl 300mm drehálandó hossz, az egy fordulat, meg 25 osztás)
Aztán ha egy osztás kb 1mm-re akarsz venni a kerék kerületén, hogy olvasható legyen, akkor egy kb 90mm átmérőjű kereket kapsz, ami nem túl nagy, nem túl kicsi.
Mondjuk osztófej kell majd megosztani 275-re azt a kereket, de ez van.
A kézikeréken van egy z1=17 fogszámú kerék, ami csatlakozik a z2=57 fogszámú kerékhez, ennek közös tengelyén van egy z3=17 fogszámú kerék, ami csatlakozik a M=1,25 fogasléchez.
Magyarul: z1*z3*1,25*¶ /z2=19,9153, tehát jó közelítéssel 20mm, ergo nóniusz szerkeszthető hozzá! Ahol ¶=3,14.... "
Innen vettem.
Én már úgy meg kavarodtam hogy azt se tudom mit akarok :)
Szóval nem tudom hogy lenne a le egyszerűbb a hossz szánra egy nóniusz csinálni.
Mellesleg, ha 1,75 a modulod, akkor elég pontosan 5,5mm egy fog osztása. Mivel csak egész fogú lehet egy fogaskerék, ezért a fogasléchez kapcsolódó fogaskerék elmozdulása csak 5,5mm többszöröse lehet.
Nekem ez baromira egésznek tűnik, sehogy se tudom kihozni belőle ezt a 21,129-et!!
Ez hogy jött ki neked?
Nekem az jön ki, hogy ha például egy 20 fogú kerék hajt rá, akkor annak egy fordulata, 110mm.
Szerintem az nem állja meg a helyét, hogy ha nem egész szám,akkor bakfitty!
A legnagyobb hiba, ha ilyen áttételszámoláskor áttérsz a tizedes törtek világába, hiszen két fogaskerék, ami kapcsolódik egymáshoz, valódi tört szerint oszt.
És annak az eredménye legtöbbször valami nem egész szám, sőt néha egészen köcsög érték. Miközben a két fogaskerék egész számú foggal bír.
pl.
17 és 43 fog. Egyfelől 17/43 az áttétel, ami 0,39534883720930232558139534883721
másfelől 43/17 az áttétel, ami 2,5294117647058823529411764705882
Mindkettő totál idióta érték, és megoldottat volna két fogaskerékből.
Szerintem át kéne ezt gondolni, és keresni olyan valódi törtértéket, amivel egészre jön ki az elmozdulás. Aztán ha az a törtérték megvan, akkor azt össze lehet rakni több valódi tört szorzataként.
És ha megvan a több tört szorzata, akkor megvan minden fogaskerék fogszáma is, mivel mind a nevező, mind a számláló megfelelhet egy-egy fogaskeréknek. Legfeljebb nem egy áttétellel oldódik meg a dolgod.
Hétfőn mennék becserélni a késszánját az esztergapadnak
Vettem a Sas-géptől egy késszánt, ami nagyjából jó lenne eleve a Reiden esztergára, direkt ilyet kerestünk. Nem pontosan illeszkedik, de meg lehetne oldani. Egyébként az állapota láthatatlan, el lehet tekergetni, de az nem tudom mennyit jelent, esztergálni nem esztergáltam vele.
Abban kérnék egy igen/nem tippet, hogy cseréljem-e vissza az eredetire, amin kicsi módosítások vannak ugyan, és tudom mire használták az elmúlt években, de mégis csak gyári és a géphez van illesztve.
A négy késes késtartó felfekvő felülete fel lett köszörülve, hogy jól illeszkedjen rá az alumínium lemez, amit rá rögzítettek, de azt mondta a műhely vezető, hogy nem milliméterekről van szó, csak a felülete lett síkra csiszolva. Illetve a késszán "homlokfelületére" ami alap esetben szemben áll a tokmánnyal, lett két menetes zsákfurat fúrva, amibe egy csavaros ütköző féleséget szereltek. Ezt megnéztem, de működésben nem változtat semmin, csak kozmetikai dolog.
A szánt egy oszlopos fúró+maró gépen használták, és vékony műanyag lemez budipapír-tartókra vágtak vele ujjmaróval 45mm-es nyílást. Ebből kifolyólag gondolom, hogy a vashoz képest ez nagyjából semmilyen terhelést nem jelent, de mégis csak évekig napi sok-sok órában pontosan ugyan azt a 45mm-es prizma és orsóhosszt tekergették. Nyilván ez csak néhány év az ötvenből, ami megint csak ismeretlen.
A teszt annyiból állt, hogy oldalra megmozgattam, meg megforgattam az orsót, de ez megint csak nem árul el sokat, jól gondolom? A holtjátéka nagyjából negyed fordulat volt, ami szerintem jónak mondható, mert a keresztszáné dupla ennyi, és az orsójának emelkedése is elég nagy ráadásul.
Szóval azt szeretném tudni, hogy lehet annyira elkopott főleg az orsó, hogy érdemesebb legyen egy másik, szintén teljesen ismeretlen szánhoz adaptert készíteni,felszerelni, beállítani, mint vissza kérni a régit?
Egyébiránt ha rutinosabb leszek, lehetséges menetes orsót készíteni önmagán neki? Vagy ha más készíti, mekkora nagyságrendbe szokott kerülni?
Én úgy szoktam leoldalazni , hogy esztergálok egy menetet amit nem fogok ki , a helyén felhasítom , és egy ékkel ( mint egy patron , csak fordítva dolgozik ) rögzítem az anyát . Ha válra ütközteted akkor másolod a hibát .....
Igen , Nekem már több ízben bejött . Főleg csúcsköszörűnél vettem igazán hasznát ... Flex-re (125-ösátmérő ) fogható gyémánt vágótárcsával szoktam megvágni . A 35mm széles köre csak 1-1,5 menetet vágok . Minnél kevesebb a menetszám , annál elöbb viszi ki a szemetet . Erre a kkor jöttem rá , amikor revés vackokat köszörűétem . A kőre felrakódott szemét is forgácsol egy keveset és kiszámithatatlan , hogy mennyit .
Szegmensel még nem próbálkoztam , de tuti kipróbálnám .... Ott is beszorul egyik alól a másikra , ha nincs elterelve . Lehet , hogy a hangja kicsit brutál lessz .
Most kivehető fogsoron kisérletezek , hogy a hangképzéskor ne legyen susogó mellékhang .
Megnéztem a csapágyanyákat én is, olyanok a menetek mint az ökörhugyozás :-( Hogy a csudába lehet csapágyanyát ilyen menettel gyártani. Most valami menetes tüskén le kell szabályoznom őket mert így alig használhatók.
köszönöm a válaszokat4 azt sejtem, hogy a kő miatt lehet, bár próbáltam másikat is, , az is fazékkő volt, annál is van a jelenség, csak, van mikor egész szép, a felület, szinte makulátlanul egyenletes karcmentes, több centin keresztűl aztán egyszercsak belekarcol! nem túl mélyen, de márcsak a lelkemnek is jót tenne, ha nem lennének karcok! a sikerélmény tökéletessége miatt! a hengerfej amúgy vasbetétes, és végigmérve, 2-3 századon belűl fut a sík, az óra szerint teljes hosszban. ez megfelelő lehet?
A mérési módszer nem igazán korrekt, de egy hobbistától elfogadható.. :)
Ha a mért értéket elosztod PI-vel (3,14), és az 'eredményt' KEREKÍTED a legközelebb eső SZABVÁNYOS modul értékhez, akkor nagy valószínűséggel Neked is a 1,5m jön ki... :))
A példánál maradva..: 5,31/3,14= 1,69
Mivel 1,69 -s szabványos modul nincs, a közelében csak m1,5 van...
Gondolom az EAN fogaslécről van szó, mert előfordulhat hogy más(esetleg) angol-szász fogaslécnél nem modul van, hanem dp (diametral pich) vagy cp (circular pitch) de az egy kicsit bonyolultabb ...
Ha nem túl mélyek a karcok akkor ez is csak szépséghiba, de ez az amit nem tudok a kép alapján. (A hagyományos hengerfejtömítésekkel az elmegy, az új típusoknál már nem volna jó, oda hibátlan felület kell.)
a síkolásos témában, elakadván, kérdezném, hogy ezek a csíkok köszörülésnél, mitől lehetnek?
a felület egész jó lenne, ha nem lennének ezek a csíkok és akárhogy próbálkozok, lassabb előtolás, vagy kisebb fogás, (próbáltam, 5 századot és 0,2-03 századot is) a csíkok vannak és vannak... fordulatot is variáltam, 280-1000-ig bezárólag. valaki, 5-let? tipp?
Köszi a biztatást, hát majd kiderül mi lesz a jövőben. Már így se lenne semmi, ha sikerülne vissza kupeckedni az eredeti alkatrészt!
Elnézést kérek, ha többször kérdezek valamit, sajnos nem tudok minden nap az eszterga közelében lenni, kinn van azért a műhely néhány 10 km-re, így főleg a fórumozás marad, amikor nem vagyok kinn.
Igazatok volt, nem váltottam közé, hanem a fogaskerekekkel van gond, ráadásul pont az első előtéttengelyen, ami miatt sok sebesség kiesik. Írtam is, hogy két fogaskerék elforog a tengelyén, de kívülről semmit sem lehet látni, hogy el lenne nyírva. A hajtómű három fogaskerekes osztó/szorzó dologból áll, amik függetlenül működnek, nincsenek karok vagy rudak, amik összekötnék, szóval szerintem nem kellene hogy befolyásolják egymást.
Feltérképeztem a kombinációkat, de egy olyan furcsa dologba ütköztem, hogy az egyik "rossz fogaskerék" működik bizonyos esetekben. Beváltok ebbe a rossz fogaskerékbe. Az utolsó áttétel egy 1,5:1-es gyorsító és egy 4:1 lassító között váltható. Na már most a lassító áttétellel működik, de a gyorsítóval nem.
Ez csak kézzel forgatással lett kipróbálva, be azóta nem indítottam.
Eljött egy "szaki" a szomszédos forgácsló üzemből, ő szerinte lehet egy szabadonfutó,vagy nyomatékkapcsoló a fogaskerekek agyában, ami tönkrement, az okoz anomáliákat.
Egyébként már nem a gyári motor van benne, így szerintem a gyári fordulatszám-adatok sem stimmelnek már.
Minden esetre volt már olyan, még régen, hogy nem mertem megvárni míg teljesen felpörög a motor, annyira hangosan sivított.
Az van ugye, hogy a szánt általános használatban nem tologatod mindig végig a teljes hosszában. Ezért lesz egy szakasza, jellemzően kb középen, ami jobban kikopik. Ha ott belövöd a csavarokkal az éklécet, akkor az szűkebbre veszi a figurát, mint ami kell neki a kopás nélküli széleken, ezért a végek felé olyankor meg szokott szorulni.
Az orsó is kopik, meg az anya is, de az orsó is középen jobban. Az anya viszont csak szimplán kitágul. De az anya legtöbbször réselt, hogy meg lehessen kicsit húzni, ezzel némi kopásnak utánaállítani. De ez is csak akkor nem szorul majd meg, ha az orsó kopás nélküli részén állítod be, viszont ekkor a kopott részen meg kotyogásod van, amit abból vezsel észre, hogy a kés befelé tolása után, ha megindulsz kifelé, akkor egy darabig csak tekered a kart, vele az orsót, nem mozdul a szán. ennek mértékét a nóniuszon le is tudod olvasni.
Ez a kopás egyébként kevésbé szokta zavarni az esztergályosokat, mert úgyis minden művelet elején először érintőt vesznek az anyag felszínén, esetleg ott be is tekerik a nóniuszt nullára, és onnantól aszerint vesznek fogásmélységet.
Ne keseredj el, kinézetre az a gép azért messze van a hulladéktól.
Azt persze, hogy mennyire kopott egyelőre még nem tudtad megállapítani, mert nem mértél rajta semmit, de nem tűnik annyira leharcoltnak, hogy például az ágyában olyan rettenet kopás lenne, ami a munkát lehetetlenné teszi.
Persze addig el kell juss, hogy a kapcsolókarokkal rendben tudd működtetni a gépet. Lassan vége a vizsgaidőszaknak, lehet nekilátni a rajzolgatásoknak, fogaskerék fogszámolásoknak, hogy feltérképezd, mi hajt mit, mekkora áttétellel.
Szépen ki fogod találni a fordulatszámokat, és azt is, miért tudsz közéváltani a fokozatoknak. Nyilván itt-ott majd meg kell bontanod, de ettől csak okosodsz.
Ezek szerszámgépek itt a szánokat nyugodtan szétszedheted megpucolhatod és gond nélkül összerakhatod. Ha csak pucolod akkor különösebb mérést beállítást sem igényel az összerakás. Elvileg a betétléc csavarjait nem kell megmozdítanod a szétszedéshez. Ha mégis akkor a csavarok egyesével meghúzandók addig amíg szorítani nem kezdenek majd egy kb negyed fordulatot visszatekerve lehet őket kontrázni. A gond az egyenetlen kopásból adódik, azaz ha középen jó akkor a szélén szorul, ha pedig a szélén jó akkor középen lötyög. Ez is javítható de ez már csak hántolással (köszörüléssel) ami azért egy kis gyakorlatot igényel.
Visszaolvastam kb 100 oldalt a fórumból, hát hihetetlen szakértelem gyűlik itt össze némelyekben, főleg restaurálásokkal kapcsolatban.
Mikor elkezdtem pár hete foglalkozni a műhelyben pihenő régi esztergával, úgy gondoltam, hogy hát nincs szétverve,svájci, biztosan jó és viszonylag pontos lesz.
Sajnos nekem nem magyar gépem van, így nem hiszem hogy sokan láttatok ilyen fajtát, de minnél többet olvasok a fórumon profi restaurálásokról, meg köszörülés,hántolás, fordulatszámok, késfajták stb. annál jobban úgy érzem, hogy egy félig hulladék masinám van.
Egyszerűen annyi kérdésem lenne, hogy nincs is értelme mindet feltenni, mert a végén csak az jönne ki belőle, hogy még kevésbé jó a gép.
Talán sikerül megszerezni a pad eredeti, hiányzó késszánját, ma voltam megnézni, megmozgattam. Hát mozogni mozgott, közepesen nagy ellenállással, mást meg mit lát az ember rajta gy elsőre.
Ha sikerül megszereznem, és ki szeretném pucolni, újrazsírozni,satöbbi, akkor a menetes orsó kiszabadítása után le tudom húzni a szánt az alap prizmájáról, a hántolt betétek elállítása nélkül, majd visszatenni?
Úgy tudom, hogy ha elállítjuk a csúszó betéteket, amikhez egyébként van csavar, utána nem túl egyszerű visszacsinálni hogy ne legyen se túl laza, se túl szoros.
A keresztszánt is meg szerettem volna takarítani, ami már a gépen van, csak szintén emiatt, hogy vissza tudom-e tenni,inkább nem mertem levenni a prizmáról.
Majd teszek egy próbát, egy enyhén meghúzott anyával indítom a gépet egy tucatszor, azután az eredmény alapján döntök.
Magának a kőagynak a kúpját behúzó csavar természetesen jobbos/balos hiszen ott igazodnom kell a tengelyben levő menethez.
A készítési sorrend a következő volt:
Kifúrtam a tengelyt, majd elkészítettem a kúpot. Ezután egy frissen esztergált kúpra annak kifogása nélkül rendre felfogtam a darabokat és besimítottam a külső felületeket. Végül lágy pofás tokmányban ezt a simított felületet megfogva vágtam a menetet.
Kulcsot kell készítenem, mert ugyan van körmös kulcsom de azzal nem lehet egy fazékkőbe belenyúlni. Azon még gondolkodom hogy egy anyára illeszkedő csőbe az egyszerűség kedvéért csak egy menesztő fogat teszek.
Szerintem szerszámgépekre a legjobb a Rezakril 2K.
Valamikor ez volt a Rezisztán. Benzinkutak kútoszlopjait festették vele, meg különböző olajipari berendezéseket ,
ahol kellett az olajállóság , meg az esztétikum. Az "B" komponens arányától függően lehet selyemfényű , vagy
magasfényű. Ez egyéni ízlés . Én a félmagasfényűt szeretem, mert nem vagyok olyan ügyes , hogy teljesen sima , hibátlan
felületet tudjak csinálni , mint az autófényezők. De szerintem szerszámgépnek megfelel.
Az öntvényből az olajat kiszedni elég macerás. A kisebb alkatrészeknél az alkatrészmosóban kb 30 liter- áztatom 1-2 nap.
A nagy géptesteknél a hőkezelés után ( gázperzselő kb 100-150 fok ) elkezd könnyezni az olaj , majd az AKRÁT ráfújni szobai ,vagy kiürült flakonos permetezővel.
Ezután állni hagyni. Megismételni. Utána jöhet a forróvizes mosás. Ha szépen megszáradt csiszolni , utána az egészet 2K-alapozóval lefújni. Ezután a leírtak szerint.
gitt, alapozó, fedő.
Én is megszenvedtem mire sikerült . Mindent így csináltam. de , hidegvizes mosással.Hidegvizes mosással minden feloldott olaj, zsír kicsapódott.
Utána külön csapot szereltem az alsóépület boylerére és így sikerült ezt a tisztítást megoldanom.
Még nem próbáltam , de a trisós melegvizes mosás is eredményes lehet, azt olvastam valahol.
Üdv: Sanyi
Festékégetés után alapozásra előkészítve. Utána alapozás.
Én készitenék jobb-bal menetest , és ha lehet egy felfogásból oldalaznám és menetelném .Ezzel elkerülöd a veszélyes túlhúzást és a kontraanyázásból adódó lelazulást .
Pár hete vettem a XV. ker-ben 10db 25-ös SKF tengelyanyát , és 7db kuka volt , nem volt merőlegessen belefúrva a menet . Ilyen esetben még a köszörűkő is elpattanhat ( hiába raksz alá papíralátétet ) .
Ha már ennyit dolgozol vele akkor ne add alább , és egy jól illeszkedő dugó kulcsot is készíts az anyákhoz ... Szarul néz ki , amikor leugrik a körmöskulcs , és szétbarmolódik az anya ...
Van nekem egy fortunám valami német köszörűröl amely 460 mm hosszú 40 mm átmérőjű Van rajta egy 130 mm x 250 mm-es fogótalp,ezzel kapcsolódik spindelstochoz, vagy asztalhoz. Tehát a munkahossz úgy 330mm. Ha valakit komolyan érdekel akkor mérek fotózok.
Sora van annak mint a rétesevésnek :-) A tárgyforgató motort most építettem rá a befogóra. A befogóban egyelőre csak egy mk5 kúp van, tokmány illesztés még hátravan. Fortunám van de nem ehhez a géphez való, így a felfogatást meg kell oldanom. Univerzális gépet akarok összehozni ami alkalmas az élezésen kívül apróbb nem precíziós síkköszörülésre illetve furat és henger köszörülésre is. De ez hobbi szóval kell egy kis idő de szeretem csinálni.
Lehet hogy frekiváltó lesz a vége mert elég körülményes sebességet váltani. Most ezen a gépen a talaj közelben van egy nem valami bika erős motor (750w) ami lapos szíjjal hajtja a méterrel felette levő köszörűorsót. Elég kis átmérőjű tárcsákkal így szerintem megcsúszva lágyan indul az orsó. Erre majd rásegítek egy kicsit lazítva a szíjon.
Ha frekiváltóval és lassú felfutással indítod, nem gond, de ha rávágod a 3f-re, az egyik oldalon a kő és annak tömege úgy ledurrantja az anyát a menetről, mint a huzat!
Szerintetek mekkora gond az ha a szerszámköszörű orsójára mindkét oldalon jobbmenetes finommenetű csapágyanyával rögzítem a köszörű korongokat? A gyári korrekt megoldás az hogy egyik oldalon balmenetes a rögzítés, hogy az indulási gyorsulás ráhúzza az anyát. Viszont balos csapágyanyát nem kaptam, gyártani pedig nem volt kedvem.
Köszönöm válaszod! Van technológiai leírás, fordítok egy amerikai praktikus használati útmutatót. Elég lassan halad mert fő szezon van a ház körüli munkákban (és az esti gépészkedésben is, mivel nincs fűthető műhelyem:))) de ha kész lesz elküldöm annak, aki kéri. Visszatérve az olajtalanításra, a felületet nem kell feltétlenül marni, homokfúvást ajánlják legjobb megoldásként, de bármi jó, ami durva felületet hagy maga után. De a pórusokból amelyek néhány milliméterre vannak a felülettől a marás, homokfúvás nem veszi ki az olajat. A leírást készítő amcsi cégnek van egy olajat "kiszívó" terméke, de ők messze vannak, jó lenne itthon kapható anyagot vásárolni. Biztos, hogy gond a pórusokban tárolt olaj, mivel a gépfestő felújítók is küzdenek vele, átkúszik a friss glettelésen, ha jól értek egy nemrég írt posztot.
Én hasonlóképpen jártam. A gépállványt nem volt módomban teljesen megtisztítani, mert ahoz föl kellett volna vinni a pincéből, vagy mindent beborított volna a por. Ugyanezen megfontolásból ecsettel festettem mindent. A legnagyobb darabokról, amiket nem tudtam könnyedén felvinni, csak lecsiszoltam a festéket, de a rózsaszín gyári gittet rajtahagytam. ahol repedezett volt, ott kalapáccsal levertem róla. Nitrós mosás, aztán jött a 2K-s gitt. Felcsiszolás után 2K-s alapozó két rétegben, de még ezen is átütött néhol az olaj. Ezzel nem törődve lekentem 2K-s festékkel. A marógépet több mint két éve csináltam, eddig nem vált le sehol.
A Moglice használata előtt a felületet lemarják, méghozzá minél durvábbra, hogy az így keletkezett barázdákban meg tudjon kapaszkodni az új réteg. Marásnál gondolom eltávolítják az olajjal átitatott réteget. De biztos van az anyagnak technológiai leírása, abban meg biztos kitérnek a felület előkészítésére, zsírtalanítására.
Egy kezdetleges oktatast en is kaptam vagy 20 eve.
A cegem vett kilora egy elezogepet, es hivatott hozza egy tagot Nemetorszagbol. Sok mindent nem tudott megmutatni, mert elegge hianyos volt a felszereltseg. Ugy megsajalt (latva az allapotokat)
hogy minden szerszamot ramhagyott, amit hozott magaval.
Itt többen tárgyaltátok hogy milyen fogasléchez lehet nóniuszt késziteni,valaki ebben jártas emberke segitségét kérem hogy az Ean-omra lehetne-e a hosszánra nóniuszt késziteni.
A meglevő gyári kúpot tapogattam le esztergán órával, majd az orsó kúpját tusírfestékezve pontosítottam. Semmilyen doksit nem találtam a neten sem a gépről, sem a kúp méretekről.
Ez igen,jól belekezdtél és amint látom igényesen megadod a módját.
Azt hittem csak én vagyok ilyen,hogy nekiállok ripityára szedni egy szerszámgépet és napokig csiszolás,gittelés,szórógittelés majd festés.
Én kicsit szerényebben,és szerényebb anyagokat használtam.
Biztos hogy festés sem fogja úgy állni a sarat/igénybevételt mint a szivós gyári festék de ...
Ami az egész festés alatt az agyamra ment hogy sehol nem akart megállni semmi,rozsdás olajos helyeket kiflexeltem fémtisztára,majd bőségesen lemostam nitrohigitóval,majd jött a gittelés,de sok helyen egyszerűen nem maradt rajta,ezeknél a kényes helyeknél jött az hogy megfújtam flakonos spray alapozóval,ez előtt kb a falra másztam a gitteléstől.
Mivel a festés igy nem egy kopásálló cucc meg én kevertem ki és a kis mennyiségben hozzáadott olajfesték miatt kicsit fényét vesztett,igy arra gondoltam hogy egy 2K-s lakkal lefújom az egészt összerakás után (persze leragasztom ujra a csúszófelületeket).
Jó kemény cucc lehet a rezakrik lakk?
10-en éve használtam autóra de már nem emlékszem hogy kemény szivós réteget adott-e.
Arra van recepted, hogy a vasöntvény pórusaiból az olajat hogy lehet "kiszívni"? Ez a Moglice műgyantás-fémporos felületjavító anyag használata előtt tanácsos, hogy jól megtapadjon.
Az olaj gyűjtését ami csak úgy lecsorog a kos ágy pereméről a géptestem,valahogy meg akarom oldani.Vagy egy felerősített filcel vagy olajcsatornával,mint a mai korszerű gyaluknál.
Az a vöröses réteg az a régi míniumos gitt. Ha jól tapad elég lecsiszolni a fedöfestéket , de általában már az évtizedek alatt megszívja magát olajjal.
Ha le akarod szedni , akkor az én tapasztalatom szerint a legcélravezetőbb a gázperzselő +spakli +drótkorong.
Az alapozás azért kell mert a gitt páraszívó az öntvény pedig porózus. Ez a pára lehet víz , olajgőz, ezért a fémet , ha tiszta is , le kell zárni.
Én a Budalakk Epodur alapozóját használom, de jó bármilyen 2K-s , csak olajálló legyen.
Egy pár kép a marógép alsórészröl. Az évtizedes emulziósarat csak gázperzselövel tudtam eltávolítani.
Persze előtte amit tudtam kiszedegettem , de a rejtett részekból csak ezzel a módszerrel ment.,
Zsírtalanításra ezt használom .Ez azért jó mert fémalkatrészek tisztítására alkatrészmosóba ( csapágy , fogaskerék kényesebb részek ), valamint vizes tisztításra is jó.
Először levegős lefúvópisztollyal lefúvom a géptesteket , majd boylerre kötött nagynyomású
mosóval lemosom. A csúszófelületeket azonnal le kell törölni és így nem lesz fátyolrozsda.
Az még nekem is hátra van ... Milyen anyagból készíted ? hőkezeled , vagy natúr marad .
Vaskukac , a Tie és az Én gépem közül a Tiéd a legjobb-legprecízebb gyártmány !!!
Lehet , hogy hármunknak értekezletet kéne tartani a gépek használatáról ... Természetessen csatlakozhatna bárki akit érdekel a téma . Vácegresen volt egy idős szerszámélező úr , fel kéne kutatni ... Biztos mondana okosságokat .
Az Én szakoktatóm a MÜM.21-ben (Katona József XIII.Váczi út 107.) azt mondta a szerszámélezési gyakorlati foglalkozás első percében , hogy ez egy színtén nagy kreativitást igénylő terület , nem lenézni a dolgot .....
Multkor a MÉH-ben talált szerszámköszörű tartozék beazonosítása után visszamentem a telepre , és kinyomozta , hogy ki vitte be ...
Megtaláltam az embert ... A cég szerszámélező gépének azon tartozékait amit nem használnak rendszeressen szépen hazacipelte , jó lessz majd otthon .... A képeken látható tartozékokat megvettem tőle MÉH áron .
Na ilyen alkalmazottat az ellenségemnek sem kívánok ...
A drótkorongozás - kapirgálás után Én még szemcseszóratni szoktam , hogy jobban tapadjon az alapozó , de alapozás elött zsírtalanítani . Csak 2K-s alapozót , gittet és spriccgittet szoktam használni . A végén 2K-s ipari festéket fújok , de nemrég mondta valaki , hogy Ő 2k-s Rezakrilt használ .
Az a gond az 1k-s festékekkel és a szintén 1k-s késtapasszal , hogy némelyik fúró-üregelő spré megoldja és bekúszik a fedőfesték alá .
Na ekkor van az , hogy jobb lett volna 2K-s rendszer rétegrendjét alkalmazni . De vigyázz , hogy mire mit fújsz , mert vannak festékek , amik agresszívak egymással ... Ez végül is komoly vegyípari tudomány . A hazai nagy Veteránjármű restauráló cégek is itt baltázzák el a dolgot ... Gyönyörű autó , a futómű alkatrészek 1K-s sprés festékkel vannak kezelve , végigfolyik véletlenül rajta a benzin , fékolaj és lehet 0-ról kezdeni a bevonatot .
Ha viszont csak 1K-val akarsz festeni akkor kár annyit költeni , dolgozni a gitteléssel .
Lattam olyan keseket, aminel a lapka tamaszto oldalt nem kimartak, hanem lemezbol kireszeltek, es ugy hegesztettek ra a kesszarra. Csavaros rogzitessel amire kellett nekik jo volt.
Szerintem nem. Persze a lángvágott anyagot ne ilyen lapkával esztergáld tisztára. Nekem is van több saját készítésű késem. Sőt nemrég linkeltem egy oldalról is csavarral szorított megoldást ami egyszerű eszközökkel is elkészíthető.
Szvsz nyugodtan lehet lapkás kést használni kis gépen is. Amit érdemes figyelembe venni: A csúcsrádiusz miatt a legtöbb lapka akkor ad szép felületet ha legalább 1mm fogást veszel, ami azért a nagyon kis gépeket kiejti. Illetve egész szépen lehet dolgozni alumíniumhoz készült lapkákkal acélon is.
Ha elég erős a géped, akkor bírja a váltólapkást. Az erős itt nem a nagy motort jelenti hanem a stabilitását, ha megnyomja az anyagot oldalról, akkor ne mozduljon el semmi akár egy századot sem. Magyarul kis gépre nem jó, mert az deformálódik.
A tej szakzsargon csak. A MOL-os szintetikus emulziot mi citromlenek csufoltuk az allaga miatt. :D
Nagyon ritkan lehet hagyomanyos (akar a ma gyartott) esztergakon kihasznalni a modern valtolapkak tudasat. Vannak gyartok, akik keszitenek lapkakat olyan profillal, hogy siman jo hagyomanyos gepen is.
De a pozitiv lapkak java azert elketyeg hagyomanyos gepeken is. A tipikus negativ geometriaju lapkakhoz tenyleg massziv, eros gepeket igenyel. Ezt ugy jellemezte egy oreg szaki, hogy nyomnak a valtolapkas kesek.
Szia! Köszönöm válaszod,kicsit utána jártam, van vastagabban felhordható kétkomponensű kitt(vagy gitt),van általános vékonyabb,ill egykomponensű finiseléshez.
Nálam teljes mértékben elválik a gyári tapasz,néhol nem is tudom mi tartja fent a géptesten.
Én úgy gondoltam ha leszedem a rétegeket, drótkoronggal lesöpröm a maradék darabokat,közel fémtiszta lesz.Ekkor zsírtalanítom,(brigéciol? hideg zsíroldó?)majd a száraz öntvényre közvetlenül felhordom a gittet.
De nem,azt mondod előbb alapozni kell!
Ez milyen anyag? Festék?
Mert én úgy gondoltam a fémre jól tapad a tapasz, bár öntvénnyel még nem volt dolgom.
Neten olvastam a hűtőfolyadékokkal kapcsolatban, hogy "milk". Most akkor tényleg tejjel hűtik a szerszámot, ami szintén emulzió, vagy csak ezt a kifejezést használják a folyadékra?
Egy másik dolog:
Kaptam egy-két keményfém váltólapkás kést, vegyes állapotban,méretben, stb.
Neten olvasgatva mindenhol írnak arról a jelenségről, hogy a nagyon régi esztergapadokba, amik még a gyorsacél kések korában születtek, alapból nem építették bele az ezekhez a szerszámokhoz szükséges sebességfokozatokat. Ebben van is valami, amit eddig láttam, keményfémhez mindenhol 100, de inkább 150 m/min sebességet vagy nagyobbat írnak elő, az én padom is csak 1350rpm-ig megy, amivel jó 4 centi feletti átmérőjű munkadarabnál éri el a minimum ajánlott forg. sebességet.
Gondolom ez alatt élsisak képződés és társai jelentkeznek, de akkor most ne használjak keményfém késeket?
Számíthatok valamiféle minőségi munkára alacsonyabb forgácsolási sebességnél?
mivel csak lelkes amatőr lennék, valaki felvilágosíthatna, közületek, hogy az emulsiót milyen arányban érdemes keverni?
hány % víz mennyi olaj, esetleg egyebek, elsősorban köszörüléshez, de marási feladatokat is végeznék, olykor... mivel megvettem a flexicsövem, jó lenne kipróbálni, a munkákat emulsioval folyatva.
Az jutott eszembe hogy a tekercseket egyenként megtáplálva mondjuk egy pákatrafóról és az áramot műszerrel vagy egy soros izzóval mérve, saccolva jelentős eltérést kellene kapni a menetzárlatos tekercsnél, hiszen az majdnem egy rövidre zárt szekunderű trafó.
Másik lehetőség mikor a menetzárlatos rész megszakad,viszont a tekercs kevesebb menettel működik tovább,de a gerjesztett mezőből ugyan akkora teljesítményt akarunk kivenni,azt nagy áramfelvétellel produkálja ami szintén leégéshez vezet.
Ilyenkor a motor morogva jár ,és terhelésre lefullad.
Bizony az van, hogy egy rövidrezárt menet - vagy pár menet, tök mindegy -, ugyanakkora bajt okoz, mintha a fél tekercs kiesett volna, mert a zárlat miatt a főáramból kisöntölődő menetekben is folyni fog áram az indukció miatt!
RÁADÁSUL azokban nem üzemi áram fog folyni, hanem ZÁRLATI, tehát először le fog égni az a pár menet, és ahogy leég, leégeti maga körül a szigetelést a többi menetről is, ami még jó volt, és akkor azok is zárlatosak lesznek, és a folyamat így szépen eszkalálódva, leégeti az egész motort.
Effektíve ki is lehet számolni azt az áramot, ha tudjuk, hány menet zárlatos, és mennyi menetre jutott eredetileg a 230 volt.
Ha mondjuk 230 menet volt egy fázisnyi tekercsben, akkor egy menet=egy volt, és ha egy menet ellenállása mondjuk 600mm hosszú 0,5mm átm rézdrót ellenállása = 0,056Ohm ( http://skory.z-net.hu/tablazatok/huzal.html ), akkor I= 1/0,056 = 17 Amper!!!!!!
Hát jó, hogy leég szerencsétlen.
Ezek a menetadatok kábé 500 wattos motornak megfelelőek - egyébként - emlékeim szerint.
Így van, jól gondolkozol! A rövidre zárt menetek saját áramhurkot képeznek, amiben nagy áram indukálódhat,amit a korábbi menetek gerjesztenek, természetesen nagy áramfelvétellel.(mint egy rövidrezárt transzformátor) A dolog öngerjesztővé válik,ahogy a többi tekercsről is leég a szigetelő bevonat, mígnem testzárlat keletkezik.
A menetzárlatot nem orvosolhatjuk kisebb feszültséggel,ill ellenállás áramkorlátozásával.
Néha ki is használják eme (transzformátoros) effektust,amikor független tekercset raknak a horonyba ami például géplámpa 24V 60W-ot produkálja.
Mértem, azzal kezdtem 14 óhm körüliek de nem teljesen egyformák 1-2. ohm eltésés volt. Induktivitást is mértem, szintén nagyom hasonló érték volt mind a 3.
A fél tekercs kiesését viszont ohm mérővel ki lehet mérni, rferi tétele szerint pár menetes rövidzár is okozhat leégést, ami viszont nem mérhető ohm mérővel.
Eszembe jutott valami: ha beteszel egy pár menetes zárt hurkot a tekercsbe, akkor a tekercs "működő" része indukál benne is áramot, ami viszont felmelegíti, mivel kicsi az ellenállása. Hirtelen nem tudnék nagyságrendet becsülni, hogy mekkora áram keletkezhet így, de ez az effekt biztosan jelen van.
Ha kiesik két menet,zárlat miatt,rövidebb lesz az "aktív" tekercs.Ezért jobban melegszik,mert csökken az ellenállása.De két menet kiesése nem hiszem hogy mérhető melegedést produkál...
De ha kiesik a fél tekercs,attól már könnyen leéghet a nagy hő termelődés miatt.
Hoppá, valamit nem értek. Ha van egy 100 menetes tekercsek, kettő menetet rövidre zárok, az miért okozna extra melegedést? Naívan azt gondolnám, hogy az a két menet egyszerűen nem vesz részt a tekercs "működésében, pl. nem csinál mágneses mezőt. Melegedést csak akkor okozna, szerintem, ha bizonytalan a rövidzár és szikrázgat. Hol a hiba ebben a gondolatmenetben?
Igazad van, pár menetes hibát biztos nem mutat ki a módszer, mert pl. nem is pont egyformák voltak az ellenállás értékek. A motor nem melegszik, szépen jár. Egyébként elég régi darab, öntöttvas háza van, Siemens-shuckert típusú.
Nem rég beüzemeltem egy 3 fázisú motort, amely egy ideig állt nálam. Mielőtt rákapcsoltam a 3 fázist kimértem a tekercseket. Ehhez lekötöttem a kapcsolót, hogy ne zavarja a mérést és közvetlenül a kivezetett pólusokhoz érintettem az ellenállásmérőt. 3x ugyan azt az értéket kaptam, kb 30 ohm, ami megnyugtatott, hogy nincs zárlat. Te csináltál ilyen egyszerű ellenőrzést ?
A szigetelőanyag nem csak ott van megolvadva, hanem kb. mindenhol többé kevésbé. Van ahol csak ráolvadt a tekercsre, vagy átolvadt és kiesett egy kis darab. Szerintem oda csak több madzag jutott, de ilyen szenesedés is van több helyen.
Még nem tudtam kipróbálni 3 fázisról, de majd beszámolok, hogy mi lett a végeredmény.
Sajnos az első képen látszik a "megnyomva felírat" alatti horonynál meg van olvadva a szigetelő anyag. Szerintem ott van a menetzárlat.(ha jól látom el van szenesedve) A forgórész alumínium alakja nem számottevő,attól ugyan nem melegszik.
Az ukran korongokrol mondta a metalmaros tag, hogy CNC szerszamkoszorukon gyakorlatilag hasznalhatatlanok. Inkabb megveszi a nagynevu gyarok termekeit.
Amugy a mai napig mukodik a ceg, es a Technocarat kft forgalmazza a termekeit.
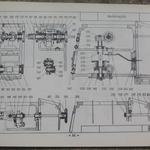
A korábbi EKM, EGM, stb gépekről szóló prospektus mellett kölcsönöztem egy műszaki rajzokat és alkatrészlistát tartalmazó füzetet is a magyar finomesztergákról. Alább beszúrok három képet a füzetről:
Az eredeti fotók ezeknék 2x nagyobb felbontásúak (és 4x ekkorák :))) Érdekel-e ez valakit?
Leginkább egy kínai áráért megvételeztem egy 16 U03-vagy U04 (mittudomén mitől függ)P-t.
"Megörököltem" vele egy rakat sosem használt cumót,amit én felkészültség és egyebek okán,garantáltan sem fogok sosem használni.Úgymint:20-30 kilógramm vídiáskés késtartók,tokmányok,gyémántos köszörű korongok,szupportköszörű,patronok,stb,stb.Ezzel szemben,nincs síktárcsám,bábjaim,illesmik!Segítségeteket kérném!Mihez,hogy tudnék hozzájutni?Mit,hogy lehetne el csere-berélni,mit-mennyiért lehetne venni-eladni?És főként:Hol és hogyan?
Pass, neten találtam, csak az volt a szempont hogy Fóti legyen. Valami sima kisgépjavító, akitől hetente egyszer elviszi a tekercselő az addig összejött munkát.
Ha nagyon kell keresgélhetek talán megvan valahol a telefonszám.
ezt ki követte el? elérhetőséget tudnál adni? nekem is be kéne mérni egy motort, mert veri az év relém, és egyet meg tekercselni, kellene az állványos fúrógépemre.
Úgy értettem, hogy a csillagbekötés közepére nem kell a 0-át rákötni. A védőföldet bekötöm a motortestre. Most hogy végiggondoltam és jól számolom, a 4 pólusú aljzatban (ilyen van otthon) nincs is nulla, csak a 3 fázis, és a föld. Szóval ha akarnám sem tudnám a 0-át bekötni.
Alapvetően az oroszoknál más a3 fázis-. ott nem 380 van afázisok közt hanem csak 220. Neked ezért ég le .itthon ez kétszer annyi mint amire a motort tervezték.
Akkor lehet, hogy érdemesebb újratekertetni, mert ha másikat veszek, akkor még a felszerelés is macerás lehet. Közdarab kell, jó eséllyel a tengelyvég se fog stimmelni.
Nekem 750W régi ( van benne anyag ) köszörű motort 15eFt -ért tekertek újra. Korrekt szép munka, tekercsfejek leszalagozva, impregnálva. Egy életet ki fog szolgálni.
Értem, köszi, tehát akkor a védőrelé nem a motorban van, hanem a dobozban.
Akkor ezért van az hogy nem is akkor volt a legmelegebb, mikor lekapcsolt, hanem utána még egy kicsit melegebb lett. Gondolom a hőtehetetlenség miatt akkor ért kívülre a meleg, és ha ott lenne a bimetál, akkor már késő mire kikapcsolna.
A forgórésszel nem lesz gond, igénytelen szerelés miatt görbült meg, ha zavar kiegyengetheted. A tekercs viszont biztosan hibás, amit a leolvadt kötöző zsinór mutat.
Mindent összevetve legjobban egy olcsó használt 3 fázisú motorra való cserével járnál. ( Esetleg frekiváltóval kiegészítve. )
Sajnos úgy néz ki, hogy a motorral lesz valami gáz. Éjjel még szétszedtem, és elég csúnya dolgokat láttam. A csapágyak egész jók, bár az egyik végén nagyon laza a belső gyűrű. Az állórészen lévő "bálamadzag"-szerű anyag több helyen rá van olvadva a tekercsre. Pár helyen a tekercs is meg van kicsit nyomódva, mintha ráütöttek volna. A forgórész "szoknyája" is össze van verve, el van hajlítva befelé, nem tudom mi okból, talán centrírozás miatt(?), vagy nem tudom, de üzem közben ilyen sérülés nem tud keletkezni.
Még egy próbát teszek a 3 fázissal, bár nem tudom érdemes-e tovább kínlódni vele, vagy kezdjek el új motort keresgélni hozzá. Lassan többe lesz, mintha újat vettem volna. :(
Vannak úgynevezett motorvédő relék, amiknek az a feladatuk, hogy megvédjék a motort a leégéstől.
Ezt kétféle módon teszik meg.
Egyrészt ha hirtelen nagy áramot vesz fel a motor, akkor azonnal levernek, illetve ha csak lassan melegszik fel a motor, akkor lemodellezik a motor hőviselkedését, és akkor kapcsolnak le, amikor elérnek egy bizonyos melegedési fokot. Ezt csinálják a bimetállal. Mivel közel ugyanúgy melegednek, mint a motor, jó eséllyel akkor kapcsolnak le,amikor már a motort is forrónak érzed.
A motorvédő kapcsolókon ezért is kell beállítani a motor névleges áramát, mert azzal éred el, hogy jól modellezze azt, és jókor kapcsoljon ki.
Gondold el, például egy magyar ipari esztergánál, ami az "ánti" világban készült, adatlapon leírt követelmény volt az, hogy óránként max 600 indítást/leállást bírjon elviselni tartósan.
Ez brutális. 6 másodpercenként változott a motoron a feladat! Minden indításkor a motor egy komoly áramlökést kap, amíg fel nem pörög, a névlegese többszörösét. Emiatt sokkal jobban melegszik, tehát erős terhelésnek van kitéve. hogy baj ne legyen, valamivel védeni kellett a mocit.
Önszervezett pár óra egy öreg szakinál. Szóval ilyen tanfolyam valójában nem létezik (pedig létezhetne, de hát IGAZI GYAKORLATI tudásra ebben az országban már senki sem akar oktatni senkit).
Van 3 fázis itthon, de a gép csak 1-et használ. Sima 220-as dugója van. Elég volt a teljesítménye így is.
Nem akarom 3 fázisosra megcsinálni, csak most ideiglenesen, egy próba erejéig, hogy az elektronikát kondikat, stb. ki lehessen hagyni, hogy úgy is melegszik-e.
Nem a lassú bimetál kapcsol hanem csak kiváltja a kapcsolást. A kézzel való gombnyomással húzod fel a szerkezetet, és a rugó végzi a kikapcsolást. A bimetál nem kapcsolhat vissza mert balesetveszélyes volna a váratlan elindulás. ( A magyar esztergákon is van ilyen jellegű védelem: azokon egy esetleges áramszünet után a bekapcsolva felejtett gép sem indul el az áram visszatérésekor. )
Szia! A rajzon látszik ez 3fázisú motor 1tekercset 220v-ra használtak a fiatal szovjet mérnökök 2tekercst indításra most nem tudom van 3fázisod otthon vagy csak 1fázis van. A teljesítménye viszont kb1/3 lesz a motornak 1fázison.
Ja értem, csak az volt a fura, hogy a dobozban is lekapcsol az öntartó relé, azaz ha visszahűl a motor, akkor már nem indul el, csak ha a dobozon újra benyomom a bekapcsológombot.
Akkor az csak úgy lehet, hogy a doboz valahogy észreveszi, hogy megállt a motor (nem folyik áram).
Az első indíttatás az volt, hogy kipucoljam a szán alá rekedt valamit, ami kicsit karcolta az ágyat. Ezt mondjuk szerintem sikerült megoldani a szán hátsó felének megemelésével. De ha sikerült volna jobban szétszedni, akkor legalább jobban meg is ismertem volna a gépet. Meg szükség esetén meg is tudtam volna pucolni, újraolajozni a lakatszekrény belsejét. Nem vagyok benne teljesen biztos, hogy az olajozó szemek nincsenek eltömődve
Jobban beleástam magam. Ez egy 3 fázisú motor, csak csillagkapcsolásban mehet,és úgy 370w-os. Jelen kapocsléc állás mellett 220V-al üzemeltethető kondenzátor beiktatásával. Nna ezért melegszik. Át kell kötni csillagba.
Szia! Ez a motor tábla szerint 220v de a kapocstestbe 6 szál jön ki az pedig 3fázisú. Nem lett elcserélve valami a motoron ? 220v akkor lenne 4szál jön ki 2 fő és 2 segéd fázis, még a kondi érték is rajta van.
azt ne tedd! Ellenben a motor most delta üzemmódban van. Próbáld meg csillagba kötni. Úgy kell, hogy a motor kapocslécén a 3 db függőles.
összekötőt leveszed. és a bejövő árammal szemben vízszintesen rakod fel. Ide ugyan 2 is elég,de tedd rá a 3,-kat is,hogy el ne kallódjon. Ekkor ugyan a teljesítmény kisebb lesz, de hátha azért kötötték így mert rövidebb igénybevétel mellett nagyobb teljesítményre volt szükség
E.ként ilíen kicsi motoroknál nem gyakori a delta üzemmód.
Ha a deltába kötött 220 voltos tekercsekre rá kötöd a 400 voltot borítékolható hogy nem lesz többé gond a melegedéssel, mert kiszál belőle a füst, és már sokan tapasztalták, hogy ezeket a motorokat a füst " működteti" :) Amikor kiszáll a füst a motorból akkor már nem forog tovább.
Nem tudja hogy meleg a motor, csak érzékeli a tartósan a névlegest meghaladó áramfelvételt. A motorvédőben egy cekász szép lassan megmelegít egy bimetált ami idővel elhajlik és lekapcsol.
Én csak azt tudom elmondani, amit a tavalyelőtti hántolásitanfolyamon láttunk: az öregnek sandvik lapkája volt. Ezt egy szokványos alutárcsára felvitt gumiszerű gyémánttal élezte (szokvány piacos gyémánt, Kőbazárban az összes ukrán árulja). A tárcsa egy kutyköz, barkácskinézetű kétszarvú köszörűn volt, kb 100-as, 120-as átmérőn, 3000 fordulattal.
A lapka mindig tükörfényes volt ettől az élezéstől is, külön nem polírozta. Mondjuk nagyon durván kemény az a lapka.
A gyémánt finomságát elfelejtettem, de szerintem többszázas volt, mivel igen finom volt tapintásra.
Kézi hántolóval hántolom az esztergám vezetékeit. Eddig HSS kést használtam, át szeretnék térni karbid lapkára (van egy Sandvik lapkám). Ezt már használtam egy párszor és kezd kopni az éle. Mit javasoltok, milyen finomságú gyémánttárcsán érdemes fenni, milyen sebesség mellett? Érdemes tükörfényesre polírozni, mit nyer ezzel az ember, tartósabb lesz az éle?
Ez ráadásul a 6mm-es. Sokkal ritkább, mint a 8mm-esek. Nehéz lesz bármit is megvenni hozzá. Új patront a kínaiak is csak a 8mm-eshez gyártanak, mondjuk azt is metrikus menettel.
Amennyiben ez a vaterás, amiről lebeszéltek, akkor a kézi késtartó is keskenyebb, mint a szokásosak. Erről tengely esztergálásnál könnyű leszaladni.
Ilyesmi kellene az órás munkákhoz minél komplettebben:
A billegő tengely esztergálásához elég a behúzószár-patron-kézi késtartó. De a megelőző műveletekhez ( csapfúrás stb. ) sok minden kellene még.
Még olyat furcsaságokat tapasztaltam hogy pl. a vezérorsó kereke 40-es osztású, de a vezérorsó emelkedése 2mm. Azaz duplán kell számolni, ez normális, bár ez még elmegy, de a szegnyereg 30-as osztású de 2 mm megy ki egy fordulatra, ha jól emlékszem.
Milyen nagyobb tokmányt érdemes rá venni? 100-asra gondoltam. A rajra lévő 80-as elég kicsi, elég sokat üt a befogott anyag, és nincs fordított pofa.
Nem hiszem, hogy mechanikai hiba lesz. Kézzel könnyen forog minden, egyedül a lépcsős tárcsában kotyogott az egyik csapágy, de az sem volt vészes, de azért kicseréltem.
Több mint 25 éve használok Universal 3 esztergát eddig soha nem volt vele semmi gondom. Eredeti csomagolásban vettem. Még senki se próbálta ki előttem. A motor adat táblája szerint 1 fázisú aszinkon motor van rajta. A gyakorlatban 3 fázisú 220 voltos tekercselésű. Ha jól emlékszem 4 db kondenzátor van beépítve. Ha nem az eredeti kondik vannak, vagy más értékű kondik attól is melegedhet. Az eredeti bekötés sem a legegyszerűbb. De lehet az is, hogy a forgórész menetzárlatos, vagy szakadt.
Ha a szíjat levéve könnyen forog de terheletlenül is így melegszik, és nemrég átkötötték akkor valószínűleg azt rontották el. Ha a bekötés jó akkor menetzárlatos lehet.
Nemrégiben vettem egy Universal 3 esztergát. Olyan gondom (is) van vele hogy nagyon melegszik a motorja. Kb. 15-20 perc használat után kikapcsol a (gondolom a hővédelem miatt). Tényleg meleg, alig lehet megfogni a motort. Pár perc pihenő után megint megy pár percet. Nem terhelem túl, kis fogások, nem is szorul semmi, stb.
Normális jelenség ez, vagy valamit elkötött az előző gazdája? (cserélgette a motort, de most az eredeti 370W-os van rajta).
Mi lehet a gond?
Majd még lenne egyéb kérdés is, van valakinek itt ilyen gépe?
Teljesen mindegy hogy Lorch vagy Boley eszergàhoz való a patron; a lényeg hogy ilyen külső menetes és 6 mm legyen.Remélem valakinek lessz eladó készlete vagy pàr darabja :)
Volt dolgom olyan hengerfejjel is és arra való lapkát sikerült szereznem és lekenetem petróval és így olyan hamar nem verte ki a lapka élét! Mostanában az alu hengerfejet sík köszörülni szoktam.
Üdv! 8éve síkolok hengerfejeket! Öntvény hengerfejet 250 marótárcsával csinálom! Alu hengerfejet 125 marótárcsával csinálom és lekenem petróval! Gép egy Strigon Mu 250!
Igen, fejben volt tartva a tanács és kerestem is a keresztorsó alatt csavart, de nem találtam ott semmit. Csak 4db csavar van, ami a lakatszekrényt rögzíti a szánhoz, szerintem nincs más csavar. Valószínűleg az lehet amit velyron is írt, hogy az E1N esetében nem lehet kívülről lazítani a biztosító lécet a lakatszekrény felőli oldalon. Le kell szedni a vezér- és vonóorsó rögzítőjét, és egyben le lehet húzni a szánt és a lakatszekrényt az ágyról.
Képet elfelejtettem készíteni betekert keresztszán mellett, csak kitekert állapotban fotóztam le:
Magán a tengelyen lévő hosszanti retesz jó állapotú, de ebben a bizonyos szerkezetben lehet hogy van valamilyen hasonló elem, ami tönkre mehetett. Valami egyébként biztosan van az említett agyban, mert kézzel viszont nem tudtam megforgatni a fogaskereket ha két kapcsolási helyzet közé állítottam.
Még egy kérdés, ha nem veszed zokon:
A sebességkombinációk száma 24 lenne a karokból adódóan, de a gépkönyv szerint 20 van, ezek fel is vannak sorolva. Ilyen esetekben akkor van több kombináció, ami ugyanahhoz a sebességhez vezet végeredményben?
Sziasztok :) Új vagyok a témába de a segítségetekre lenne szükségem . 6mm órás eszterga patron készletet keresek azonnali megvételre . Ha csak 8-10 darab lenne valakinek az is jó.
Szia! A lakatszekrény alját a hossz szánhoz kb 4-6 csavar fogja a szekrény felől az alja csak úgy jön le ha az ágy végén kiveszed a tartót amibe a vezér és vonó orsó van. A hosszán rögzítő lécet csak így tudod kivenni, vagy egyben az egészet.
Ha jól értelmezem az általad leírtakat akkor a az a bizonyos kerék ami szabadon elforog a tengelyen az elnyírta a reteszét. Nem szokás szabadon elforgó kerekeket építeni a gépekbe.
Szoktam néha gyémántos tárcsával acélt köszörülni, nem fogy olyan gyorsan. Ebben az esetben én csak az utolsó pár századot szedném le gyémánttal, előtte korundos kővel azt, ami megmaradt a vidiás síkmarás után. Szóval 3 lépéses az ügy.
Ma sikerült az esztergapad közelébe jutnom, megnézem a hajtóművét, ahogyan javasoltátok.
Végig próbálgattam a 4x3x2 kombinációt. A felső "nagy karnak" megvan a négy működő sebessége, ugyanúgy a kétállású is egy 1,5:1 és egy 1:4 választó, amin nincs minek elromlania szerintem. Nem hiányzik belőle fogaskerék, és a tologató "villák" is jók.
Küldök néhámy képet, hátha a tapasztaltabbak többet látnak belőle.
A harmadik kar egy három egymáshoz tolt fogaskerékből álló csoportot tologat egy előtéttengelyen.
Ebből a három fogaskerékből egy(jobb szélső a képen) tökéletesen működik, és úgy néz ki, mintha sima fészkes retesz adná át a nyomatékot, akár csak az összes többi fogaskerék esetén a gépen. A csoport másik két tagja, amiről a képet is küldöm, valamilyen különleges készülékkel kapcsolódik a tengelyre, szerintem valami kilincsmű, szabadonfutó féle lehet, vagy nem is tudom pontosan, de egy zégergyűrű is van az agy részén.
Na már most, ha kézzel forgatom az ékszíjakat, vagy a tokmányt, akkor ezek a fogaskerekek elforognak a tengelyen mindkét irányba, ezért volt az "üres" sebesség érzet, amit mondtam is, de csak az az egy forog szabadon, ami éppen kapcsolatban van, tehát nem együtt a két fogaskerék.
Ha az ékszíjakat fogva forgattam a gépet, volt, hogy néha elkezdett forogni a tokmány, de kézrátétellel meg lehetett állítani, és elkezdett elforogni a fogaskerék a tengelyen, mint ahogy mondtam.
Természetesen tudom, hogy szét kellesz szedni a gépet, ha meg akarom csinálni, de nem lenne rossz epméletben is tudni, valószínűleg mivel fogunk szembesülni. A gép 20 sebességes, amiből 12 működik jelenleg, szóval valaminek mindenképpen üresnek kell lennie, de akkor minek építettek volna be hozzá fogaskereket 😕
Sajnos a képeket csak külső tárra tudtam feltenni, és köszönöm ha veszitek a fáradságot és megnyitjátok!
Ráadásul, ahogy itt azt már mondták: a gyémántot megoldja az acél, és ez a köszörülésre is igaz, ahogy eléred a betétet, pillanatok alatt megy tönkre a tárcsa - szerintem.
Az emun, e2n gépen egyaránt 3 imbusz csavar fogja a lécet felülről, ebből kettő látszik de a középső az nagyjából a kereszt orsó alatt van így a keresztszánt teljesen be kell tekerni hogy látható legyen a csavar. De ezt írtam is már neked..
És ritkán is állnak rajta szemcsék. A kőnél nem érdekes, mert az kitörik, vagyis a felületen egymás mellett nem túl messze elkaristoló két szemcse között kijön az anyag, de egy ilyen alu felület ettől olyan lesz, mintha acélkarmú macskák markolászták volna össze.
van gyémántozott tárcsám, amivel vágtam már fémet. azért szeretném megpróbálni, mert hátha ki lehetne hagyni a köszörűport? ha nem okés, akkor még mindíg mehet a köszörnye. vagy teljesen imposible mission?
ha nagyon drága, akkor amúgyis felejtős! próbálkozni nem akarok nagy pénzért. csak, ha biztosra mehetek!
mondtátok visszább, hogy a gyémánttal lehet puha fémet munkálni! ezért gondoltam, megpróbálom és hátha viszi a vas kamrákat is egycsapásra!? mellesleg nem is tudom mit gondoljak, meg vagyok keveredve! mondtátok gyémánttal nem lehet vasat, mert a vastartalom átalakítja szénné a gyémántot, de én gyémántozott cuccal, vígan hónolok kismotor hengereket, évek óta és nem hatja meg a szerszámot, hogy vasat kell neki megmunkálnia! vagy a gyémántozott cucc, az nem ugyanúgy viselkedik, mint egy darab gyémánt? viszont, ha a gyémántozott cucc, hónolja a hengereket, akkor ez a kőzet csiszoló, ami szintén gyémántozott felületű, mint a hónolóm, akkor annak vinnie kellene, a hengerfejem is!? mellesleg, alu flex csiszolókoronggal, ma értem el sikereket! csak kissé vékony a korong és tud lélegezni, de egy megfelelő vastárcsára szerelve, vannak perspektívák a dologban! nagyon szép felületet tudtam vele csinálni, csak a lélegzés miatt, valószínűleg 2-3 század eltéréseket mértem a sík felületen!
Sziasztok. Sikerrel jártam, de nem úgy, ahogy szerettem volna. Teljesen szétszedni nem sikerült, mert a lakatszekrény felőli biztosítólécet nem sikerült kiiktatnom. Nem is találtam meg hogy mi rögzíti. Mellékelek egy képet róla. Arra gyanakszom, hogy az E1N-nél csak egyben lehet lehúzni a lakatszekrényt és a szánt az ágyról, és csak utána lehet szétszedni. Egyébként a lakatszekrényt a szánhoz rögzítő csavarokat sikerült kiszedni, és a lakatszekrény meg is mozdult lefelé pár mm-t, ameddig a vonóorsó engedte, de az nem volt elég ahhoz hogy az illesztőszegek teljesen kijöjjenek, így nem tudtam a szánt elmozdítani oldalirányban a lakatszekrényhez képest, hogy jobban alánézhessek.
A történet siker része: A szán hátsó végén a biztosítólécet leszedve sikerült a szán hátsó felét megemelni annyira, hogy egy rongyot át tudjak húzni alatta párszor, amivel ki tudtam pucolni a forgácsdarabokat alóla.
Köszörűhöz szeretnék korong felfogó tárcsákat készíteni. Nagyjából átmérő 60 körüli 8..10mm vastag tárcsákra volna szükségem. Hol lehet ilyesmit beszerezni? Van más megoldás a lézervágások kívül?
csak az a baj, hogy dobálja szanaszét. több porszívó kellene. de gondolkodom, hogy kellene csinálni egy lemez kerítést a kő köré valahogyan, mert az emulsiót sem ok, ha szétdobálja a kő, ha lesz. addig is csinálom a hagyományos módszerrel!
régebben csináltam párat így is, csak hátt a gépek korában...
Lehet, hogy a te bronzod is alumíniumbronz, nem vicc , nagyon kemény szívós bronz. Nálam még a mozsár törő rúdja is ebből van, inkább erre használom mint , hogy perselyt csináljak belőle.
pontosan ezt tettem!, de nem nagyon használtam, mert gyenge előtolással ment a gép, 0,5 százados fogással és nem akartam melette ülni fél órát, míg végigér... szárazon, is tűrhető a felület, csak kicsit talán durva és 1-2 helyen van , a kő és az anyag közé tévedt, aludarab, kőszemcse, miatt kis karcokat vitt a felületbe, a fordulat 1350 volt. az emulsióm még nem megy a gépen, mert nincsen még flexi csövem, ha lesz időm veszek. azért, így nagyságrendekkel lassúbb, egy több tizedes lemunkálás, akár fél napot is igénybe vehet köszörűvel. lehet ki kéne nagyolni késsel és, a végső réteg lehetne a kő? még pár kép.
Találkozott már valaki edzett bronzzal? Egy szűkítő gép szerszámja. Pár darabot szereztem,gondoltam majd esztergálok belőle perselyeket! Akkor lepődtem meg,mikor nekitoltam a gyorsacél kést...
ez a betét amolyan inoxos, csak jóval keményebbe. nem tudom miért kell ilyen keménykedés a részérűl, de csak arra tudok gondolni, hogy jól bírja a rengeteg hőt amit élete folyamán el kell viselnie...
szarszám így néz ki!
sajnos csak 125-ös fazékkövem van itthon, így 2 egymás melletti fogásban kelett ugyanazt a beállított méretet végigvinni!
és íme az eredmény!
elég jónak mondható!, a kis vaskarimák, mostmár teljesen szintben vannak az aluval! de a tetszetős eredmény ellenére, nem tetszik, hogy minden csupa köszörűpor!!!!!!!!! még gondolkodom hogyan lehetne mégis kiváltani a köszörülést esetleg, lenne valamelyíkőtöknek jó gondolata 5-lete, szivessen venném!
Az asszonyok használnak ollan spriccelős flakont ha takarítanak. nyúljál le egyet,töltsd meg emulzióval,és fújjad. víz csak kevés, vagy semmi. Nem kell 3000 fordulat. 1400----1500,
A végére eltaláltad a legpontosabb eljárást amit az adott géppel végre tudsz hajtani. Nagyol késsel, érintővel simít kővel.A probléma más esetekben is fenn áll amikor két különböző keménységű anyagot akarunk egy méretre hozni, akár esztergálás, gyalulás, marás legyen a feladat. A jobb szerszám anyag mérsékelheti a méret különbséget, de teljesen nem tünteti el.
semmi gond nem lenne, az anyagkülönbségből, ha nem lenne annyira kemény, a vas ami a hengerfejbe van! eleve nehezen forgácsolható, alapból, kipróbáltam az esztergán is. hátt törölgeti a homlokát a tbc-és késem, vagy mi a neve... .)) és megnéztem több hengerfejnek is a vasbetétjét, mind marhamód kemény! nem a hőtöl vagy egyebektől kemény, hanem, mert így született. most, csinálok próbaképpen egy fazékköszörű, felfogatást a gépre és 2800-as fordulaton bepróbálom a síkolást, gyenge érintővel. a kő elég durva, kb 40-es szemcse lehet. nem tudom az alu mit fog szólni a köszörnyéhez. lehet emulsiózni kellene, egyenlőre szárazon, vagy max sprai fújással próbálom. gépet jól lenejlonozom, aztán gyia... gyanítom azt is, hogy az alu miatt lehet, hogy kisebb fordulaton kellene, köszörűlni? hogy ne kenje az alut? vannak kimondottan aluhoz kövek, de mielőtt beruházok, ezt a próbát megejtem! a hegesztésnél is ég és a föld, ha alu tisztítókoronggal, vagy hagyományos vasra valóval dolgozik az ember.
Jah, a lakatszekrény a helyén maradhat. Figyelj hogy az imbusz csavarokon kívül két illesztőszeg is köti a szánt a lakatszekrényhez. Ezt lehet hogy a festék teljesen eltakarja.
Csak e2n tapasztalat alapján: A keresztszán orsó közelében is van egy csavar ami fogja a biztosító lécet. Ezt lehet hogy nem veszed észre azonnal. Ha leveszed szerintem készítsd elő szutyoklehúzó, takarógumi, és olajzószem beépítésére. A könyvtáramban láthatod hogy nekem mi volt a bevált megoldás.
Csodák nincsenek: az alu és az acél forgácsolási sebessége között kábé ötszörös a viszony, a keménységük között is van jópárszoros érték, ami miatt pedig a szerszám élszögének kellene megváltoznia forgácsolás alatt.
Tanácsot szeretnék kérni, hogy keményfém lapkát milyen finomságú gyémánt koronggal és milyen sebességgel kell köszörülni? Hántoló szerszám lapkáról van szó, jelenleg tükörfényes, de kezd kimenni az éle. Milyen korongot vegyek? A HBM (doplphincadcam.hu) fazékkorongjaira is gondoltam, ott van 180, 800 és 1600 finomságú. Csak nem kell megvennem a teljes sorozatot az újra élezéshez? Vagy igen hasonlóakat láttam az aliexpress.com-on, vásárolt már ott valaki, mi a tapasztalat? Mit jelent a nulla forint postaköltség? Tényleg nulla (azaz benne van az árban) és címre kihozza a posta ?
megyeget! de röcögve! köszörű korongot nem szivesen raknék fel a gépre, mert az ágyazat és gépgyilkos a köszörűpor! kár lenne ezt a jó kis gépet hazavágni egy köszörnyével! annyira pontos a masina, hogy sima alu hengerfejnél, 1 századon belűl , mocorgott az indi óra keresztbe és hosszába mérve! a kézzel huziga, tökéletes lehet, ha van megfelelő alap, amin érdemes rángatni. csináltam már én is ilyet, csak ha több tizedet kell leszedni azért eltart egy darabig.
Nehogy fodrász nélkül új frizurád legyen, ha közel hajolsz, vagy szétroncsolja a kezed forgás közben, vagy benne felejted az imbusz kulcsot, mert megfeledkeztél róla, hogy visszahelyezd azt a műanyag vackot.
az a baj, hogy, ha megélezem a vidiám, vagy a keménylapkám, aluhoz, akkor hamar kimegy az éle, mikor forgácsolja a vas betéteket, ha meg, megélezem vashoz a kést, akkor az alunak nem lesz olyan szép a felülete! a sima alu hengerfejek, szenzációsnak mondhatóak, de a vasbetétesek, szívatnak! igaz ki bírom ütni a vasbetétet, de jobb lenne, ha egyszerre lehetne megmunkálni a hengerfejet. és ráadásul hab a tortán, hogy nem egyszerűen kemény az a vasbetét! remegés nem látható a felületen.
Minden hozzászólónak köszönöm a megerősítést „behúzószár” témában.
Nem is értem, miért dugdossák a kis műanyag kupak alá a lapolt végződést, ha a gyakorlatban úgyis rendszeresen hozzá kell férni.
Mivel most egy kicsit utána keresgettem a neten, sok felhasználó még gépesítette is a menetes behúzószár működtetését, elektromechanikus vagy pneumatikus hajtással.
Volt aki még a BF20-t is kiegészítette egy ilyen kis szerkezettel, amiben egészen biztosan Morse csatlakozás van.
Általában egy kis műanyag stampedli alatt van, egy kis szürke műanyag kupak van rajta. Meg ne próbáld rögzítés nélkül mert letép rólad valami testrészt amikor elszabadul...
Szerintem is feltétlenül kellene behúzószár a Morse kúpos maróorsókban is, de spórolás oltárán már sok mindent feláldoztak. Ezért szeretném, ha néhány géptulajtól biztos infót kapnék.
Szia! Természetesen igen. Mérnökhallgató lennék, nem idegenek az ilyen gépezetek, de azért a hibakeresés még elég idegen, ezért is kértem segítséget tőletek.
Azt hogy hiányzik-e belőle fogaskerék nem tudom, azt mondanám, hogy valószínűleg nem, és eltörve sincs benne semmi, működés közben sem kerreg vagy rezeg,zúg. Csak az volt a kérdés főleg, hogy nem kéne-e hogy a karok összes kombinációjához tartozzon sebességfokozat.
A mellékhajtóművében egyébként vannak olyan kombinációk, amik az adattábla szerint is üresek, bar azt még nem próbáltam, hogy ilyenkor nem is megy a mellékhajtómű, vagy csak nem felel meg egy szabványos menetemelkedésnek sem,azért húzták ki a táblán.
Amit láttam ott volt egy két állású előválasztó kar ami két tartományt jelölt majd a további karokkal lehetett szelektálni. Az előváltás az néha elektromos (dahlander motor)
A karoknak elvileg elég határozott reteszelésüknek kellene lenniük. Ami persze kikophatott az évek alatt. Viszont a karokat mozgatva és nézve az orsóházon belül a mozgást láthatod hogy egy egy fogaskerék, vagy körmös kapcsoló mikor van ideális kapcsolási helyzetben. Az ehhez tartozó arretálási helyzetet kell megerősítened, illetve ezt a kar állást kell megjegyezned. A fordulatszámokat pedig egy olcsó lézeres mérővel ellenőrizheted, vagy akár a fogaskerék fogainak számolásával, majd számítással, vagy a motor helyett kézzel hajtva a motortengelyt a tokmány egy fordulatához tartozó motor fordulatok számát is megszámolhatod és ebből is tudhatod fordulatszámot. Szóval nem is igazán értem mi a gondod a kezelőszervekkel? :-)
Igen, ahogy írtad olyan nagy kúp felületet kell esztergálni, a forgócsúcsra meg rá kell húzni egy nagyobbítót. Ezek a dolgok máskor is használhatóak lesznek.
Úgy tudom elküldeni, hogy nem teszed fel a könyvtárba. Eredetileg pénzt kértek volna érte, és amikor megírtam, hogy újabb gép könyve, mint a tiéd, akkor lemondtak a pénzről. Ugyanakkor megírták a kúp típusát. Ilyen korrekt ügyfélszolgálatot meg kell becsülni, úgy hogy nem teszem közkinccsé a küldött doksit. Tehát ha megtartod magadnak és csak esetleg érdeklődő látogatóidnak mutatod meg, akkor küldöm a PDF filet.
Abban egyetertunk, hogy nem egyszeru feladat. De ez nem azt jelenti, hogy azt a nehany darabot ne lehetne megmunkalni megfelelo minosegben meg az ilyen halmozottan hatranyos helyzet ellenere is.
A nagy sorozat (gyartas) azert mas teszta.
Azt meg nem gondolom, hogy annyira feledzodne az a betet. Megha el is eri azt a hofokot, hogy fel tudja venni a szenet, nem hiszem hogy kapna olyan hirtelen hutest, hogy be is tudjon edzodni.
Az SiC korong is viszi a vidiat, de az valojaban nem koszorules. Es eltartamban sokat tud jelenteni, ha az elek rendesen koszorultek.
De mivel az Ivfenynek valtolapkas eszkoze van, ez a problema kiesik. Sokkal inkabb a megfelelo minoseg/geometria megtalalasa a nehezebb (es koltsegesebb) feladat.
Azt sikerult kiderítenem a mullermachines.com ügyfélszolgálatán, hogy W20 kúp van ezen az öregebb fajta Hispano Oerlikon Albula gép tengelyén, mely a Chaublin esztergákon. Érdekes volt a levelezés az ügyfélszolgálatossal, Svájcban az adott szó ér annyit mint egy szerződés itthon (illetve idönként többet, sajnos). Ha kell el tudom küldeni az újabb fajta Albula gépkönyvét.
Képes vagy kidobni a jó kis hidrós hengerfejet ? :)
A szelepek meg felőlem maradhatnak ... :)
Komolyabban ... A gyári hengerfej síkológépek is köszörű koronggal dolgoznak előkamrás hengerfejeken , gondolom tudod . Ez azért nem lehet véletlen .
De ha megoldod az ütőkéses marást az csak jó .
Én már nem viszem síkoltatni , tusírlapra ragasztott smirgli csíkkal csinálom azt néhány darabot ami néha szükséges . És így is ellenőrzöm mennyire vetemedett a hengerfej . Fél óra til- toli és megvan .
Talán nem túl sokan háborodnak fel ezen barbárságon :)
Vídiát a zöld SiC korongok is viszik, gyémántot vagy a CBN korongot inkább csak simításra használják ( kézi köszörülés esetén )
A hengerfej síkolásnál a belógó vas részek alighanem a folyamatos hőnek, és magas szén tartalmú közegnek a hatására alighanem üveg keményre edződtek.
Az alu hengerfejben az ilyen betétek akkora megmunkálhatósági eltérést jelentenek hogy szerintem nem lehet optimálisan egyélű szerszámmal megmunkálni ezeket.
valahol azt érzem, hogy a gépen a külső jóval nagyobb kúp, mint a morse 4-es pont erre a célra szolgál? mármint, hogy az ilyesfajta szélesebb marófejet felfogatni? kb 3x-or akkora mint a morse 4-es.
konkrétan most, próbáltam a cserélhető lapkást, de nem tudom, hogy miféle, csak anyit tudok, hogy az ember akitől vettem, azt mondta, hogy keményebb, mint a vidia és eredetileg sárga színű volt, mond ez valamit? forasztott lapkásban, van gyári vidia késem többféle alakzatú is. a fordulatot próbáltam, 500 és 350 között, nagyjából egyforma a végeredmény. próbáljam kisebbel? a köszörű korongom az , (én csak gumikőnek hívom, a régi öregektől hallván) olyan szürke színű, nagyon apró finom szemcsés. viszi is szépen vidiákat és a keménylapkákat, csak lassan, de tükrös felületre köszörüli. alumínium alapanyagra van felhordva a szemcsézet, amolyan fazékkő alakja van. és a szemcsézet, csak 3-4 mm lehet rajta.
Kutakszom az emlékeimben, mert annak idején én is kerestem ezt, és már arra sem emlékszem, meglett-e.
Azt azért nézd meg, hogy amit neked küldtem annó pantográfos marógéphez való kis szerszámköszörű doksit, hogy abban nincs-e benne a mérete/tipusa, mert azon is hasonló van.
És ez is egy sor lehetett, mert nekem ahhoz a köszörűmhöz volt a dobozban egy olyan méretű kőfelfogó is, ami legalább egy márettel nagyobb, így nem is jó semmire nekem.
Ezekhez olyan volt a kőfogó, hogy egy széles galléros kúpos darab, benne sok lukkal sugárirányban, vagy lapirányban, a lukakban menettel, és azokba lehetett hernyócsavarokat tekerni, és azzal kiegyenlíteni a követ tömegre.
A gallérnak nekitámaszkodott a kő, és a kilógó részen menetes nyakra pedig fel lehetett tekerni a kőszorító tárcsát.
Lehetséges hogy ez a szabvány kúp, de nekem ez az első ilyen gépem, szóval nekem minden újdonság. Hogy keressek rá, kellenének a méretei. Most egy meglevő kőfelfogó kiórázásával kezdtem, de az első próba kúp még billeg. Majd pontosítok a következő körben, csak már túl álmos voltam tegnap.
Meghaladta a morse kupot a maras. Jobbara csak furogepeken, es esztergakon latni (meg oreg marogepeken).
Az ISO (BT, SK) meredekkupos, HSK, Capto, stb befogasokra mondjak, hogy a kup atmerojenek a 2,5-szerese a max marofejatmero. Persze feltesznek nagyobbakat is, de azaz optimalis hatara.
Konkertan most mit hasznalsz a marofejedbe? Forrasztott lapkas kest lehet venni tobb minosegben is. Az altalanosan hasznalt a kek szinu.
A helyedben elso korben a fordulatot csokkentenem, es ket hegesztes kozott kiertekelnem a kes koszorulest. :)
Ja, meg egy gondolat: Ha tudsz szerezni gyemant koszorukorongot, az jot tesz a folyamatnak, mert csak azon lehet igazan szepen megkoszorulni a vidiat.
a kés kopik, nem csorbul. elkopik, legömbölyödik az éle a munkamenet vége felé érve. próbáljak más féle váltólapkát? van köztük különbség anyagban? amúgy a gép pontosan dolgozna, kiórázva keresztbe hosszába 1 századon belűl maradt a mutató, így részben van kifliszáj...
Nem egészen értem amit mondasz, miből következtetsz erre?
A mellékmozgások beállítása működik, csak a főorsóé nem. Néztem már meg párszor a fő hajtóművet és nem láttam benne hibát. Ha kifejted esetleg bővebben, megköszönöm :)
Eddig még nem írtam ebbe a topicba, most megtöröm a jeget :)
Hobbi szinten nagyon rég óta érdekelnek a forgácsolásos megmunkálási módok,tanultam róla sokat, most talán gyakorolni is elkezdhetem.
A probléma a következő:
Adott egy nagyon régi(1960') Reiden T185 típusú esztergapad, a képen látható állapotban. Nem hullik szét,működik, de azért használt. Hiányzik a késszánja, de több gépkereskedővel is megbeszélés alatt áll, hogy veszek egyet külön, majd egy adapterrel felszerelem a gépre, mert az eredetit nem biztos hogy meg tudom szerezni.
Több kérdésem is lenne, de így elsőre egyet-kettőt tennék fel. Ha nem megyek a többiek idegeire, igyekszek még tanulni,kérdezni tőletek a későbbiekben.
Először is, ahogyan látható a képeken, a gépen lévő német feliratokat az eredeti tulaj egyrészt lefestette, másrészt lekoptak. Nagyon nehezen megszereztem a régi gépkönyvét beszkennelve, tudom melyik kezelőszerv mire való,de azt, hogy pontosan mit hova állítva kapom meg a végeredményt,nem tudom. A gépen nincsen jelölve, a gépkönyv ide vonatkozó melléklete pedig hiányzik.
Az előtolás és menetelés kombinációi megvannak, de a főorsó fordulatszámáé nincs, így a beállításokról fogalmam sincs. Ezen felül a gépen semmilyen jelölés nincs, hogy konkrétan merre kellene állnia a kapcsolóknak. Van ugyan kattogós reteszelésük, de jelölés híján 5-ből 3-szor a fokozatok közé sikerül váltani, vagyis hiába pörög a motor, a főorsó nem mozdul, a fogaskerekek nem érnek össze. Erre lehet valami megoldás, vagy csak a próbálgatás, és bejelölés útján?
Másik kérdésem is a sebességváltóval kapcsolatos: A gép húsz sebességet tud elvileg, de ugye nem tudom, hogy hova kellene pontosan állítani a kapcsolókat, így jó 2-3-at sikerült eddig előhozni. Három karral lehet beállítani a sebességeket. Az egyik kar két fokozatú, a másik három, de akkor a harmadikkal együtt sehogyan sem lehet húsz összesen, ha csak nincs "üres" sebesség. Hogyan szokták megoldani a kapcsolók működését, szorzás szokott közöttük lenni? Vagy máshogyan?
Remélem nem tettem fel buta kérdéseket, köszi a válaszokat előre is!
ahogy látjátok, nem lóg ki annyira a szerszám szára.
ez volt az első nekifutás, ami nem is lett olyan rosz, ahhoz képest, hogy az első!
még mielőtt megkiabálja valaki, hogy miért vannak benne a szelepek, csak... :)) mert lusta voltam kivenni, meg felesleges is, mert útban nincsen és, pár gyakorló réteg lemarása után ,megy a levesbe a hengerfej. :)) ahogy a képen látható, nincsen benne a hengerfejbe az előkamra dugója, így sima alu hengerfejet síkoltam, ami elég türhető lett, de van még mit tanulni késélezés terén, a maráshoz. viszont próbáltam keménylapkával is, csinálni egy fogást, amikor beleütöttem a vas kamradugót a hengerfejbe és, az is tűrhető volt, csak az a baj, hogy ahogy halad a gép, 1-2-3-4 vasbetét felé, egyre fogy az éle a szerszámnak és, kezd szintben, egyre magasabb lenni a vasdugó, az első dugó szinte tökéletesen sík a hengerfejjel, a második mér kissé tapinthatóan kiáll, a harmadik, kézzel röccenős szélű, a negyedik , meg, azt hagyjuk. nem tudom, hogy a vidia, vagy a cserélhető keménylapka a keményebb? vagy esetleg lenne olyan anyag ami kibírná a 4 vasdugót élvesztés nélkűl? mert, ha nem mozog a hengerfejben az említett vas dugó, akkor simán bennehagynám, a síkolásnál. vagy rosz élszögben köszörülöm a keménylapkát? mi lenne az ideális?
Ahoz a géphez kell , amit egy másik fórumon tudtam megnézni ? A Menziken (1954) M200-as esztergámon is nem szabványos kúp volt a szegnyeregbe , és egy közbetétet készítettek 3 -as morze kúphoz . Engem nem zavart , de az új tulaj átalakította 4-re a szegnyereg kúpját .
"Most már értem a nick neved. :-) Nagyon szépen hegesztesz. De jó volna ha valahol észak pesten laknál és meg tudnálak kérni egy órás awi okításra."
részemről mehet a buli! szívesen segítek, ahogy az időm engedi. én elmagyarázom neked a hegesztési problémáid okát, te pedig segítesz nekem, a gépek, körüli adódó kérdésekben, ha ez így megfelel neked? ha járok feléd, brekeghetünk egy órát a dolgokról, vagy többet is.
Awi oktatás engem is érdekelne , valamennyire tudok hegeszteni , de nem 100%-os . Nagy hiányosságaim vannak a gép beállításával (van néha szaki aki beállítja , adott anyaghoz , de kinai amit mond , hogy mit állítsak utána ha szükséges ) is . Olyan , mint ha egy sötét szobában tapogatózva keresném a lámpakapcsolót ....
Tavaly ezzel cumiztattam magam két hétig , mire összehegesztettem őket .
+ elötte egy hétig szabásmintákat készítettem , sablonokat , benyomó szerszámot , mérőeszközt ( zártszelvény keretet , amibe a mélységmérőt tudom befogni pontok mérésére ) , hajtogattam (LV1,5mm-es alu ) és hegesztőkalodát , hogy ne deformálodjon el .... Hullámtörőket is tettem bele . Nyomáspróbánál majdnem szétnyomtam az egyiket ....
Szerintem is hosszúnak, és vékonynak tűnik a befogószár, de ha már így alakult, akkor ...,
Én készítenék 1-2db legalább 8mm-es furatot a korongra, a szerszámbefogóval szembe..
A furatokba lehetne rögzíteni az ellensúlyokat, hogy a (szerintem)vézna befogószár, és maga a gép, ne legyen annyira igénybe véve a megmunkálás során..
Most már értem a nick neved. :-) Nagyon szépen hegesztesz. De jó volna ha valahol észak pesten laknál és meg tudnálak kérni egy órás awi okításra. Valamit nem jól csinálok, felhabosodik a varrat, gömbölyűre olvad a wolfram hegye stb. Szinte biztos vagyok hogy valami elemi hibát vétek és egy hozzáértő látva a munkám azonnal meg tudná mondani mit rontok el.
Amennyiben a feluleted keresztkarcos lesz, akkor nem kell az orazassal foglalkoznod. Akkor a marofej elol, es hatul is hozzaer a anyaghoz. Ha nem, a megmunkalasi nyomok mutatjak, hogy merre kell donteni a marofejen.
köszönöm a tanácsot! gondoltam rá, de elméletileg, ha jó a gép gyári derékszög pozíciója, akkor ezzel nem ekll számolnom!, gondolok itt arra, hogy van a gépen egy kúp, direkt erre a derékszög problémára, amibe egy kúpos csavarféle ellendarabot kell beütni, a tökéletes derékszöghöz. na, majd próbasíkolásnál kiderűl, hogy jó e a gyári derékszög? persze, most, hoyg említetted a dolgot, tényleg nem lenne felesleges egy órázás. persze az a terv, hogy először úgysem élesben, síkolok, hanem van rosz hengerfejem, amin tudok próbálkozni, úgy a derékszöget, és egyebeket, mint vágóél, sebesség, előtolási sebesség, stb. mint említettem amatőr vagyok, csak nagyon érdekel a téma!, no megyek csinálni a szerszámot! ha kész lesz rakok fel képeket, hogy mi a véleményetek róla.
Látom, hogy meg fogod tudni oldani a forgácsoló fej problémát. Egy tanács amire lehet, hogy nem is gondoltál. A függőleges tengely, amire a marófejet fogod nagyon pontosan 90 fokban legyen a marógép asztal mozgásával, különben a készítendő felület nem lesz sík. Tehát a forgatható függőleges fej helyzetét ki kell az asztalhoz órázni.
Én az első -és azóta is egyetlen- hengerfejet valamikor 1986 őszén martam síkba. Saját UAZ, rendszeresen kiégette a hengerfej tömítést.
Az akkori munkahelyemen lévő egyetlen Strigon maró vertikálfejébe fogtam be ütőkést, ami gyakorlatilag és eredetileg furatkés volt. DA30 Fél éjszakám ráment, de a végeredmény hibátlan lett. Utána még kilenc évig hajtottam az autót hengerfej hiba nélkül.
Szegény ember vízzel főz, örültem, hogy ezt is össze tudtam hozni az ottani lehetőségekkel.
egyenlőre úgy döntöttem, hogy megyek a könyebb ellenállás felé, mivel van egy nem túl jól futó patrontartóm, ami morse 4-es, abból csinálok szerszámot, hátha az is elegendő?21cm-es 15mm vastagacélkorongot fogatok fel a patrontartóra és arra fogom a késtartót valamely formában rátenni és kész a szerszám! aztán, hogy fog szuperálni, majd kiderűl! igazából csak a beremegéstől tartok. ha remegni fog, akkor marad a külső nagyobb kúpos felület felhasználása. valami ilyesmit szeretnék!
En a helyedben vennek egy klemmhalter nevu kutyut, amibe bele tudsz fogatni egy adott lapkat.
Olyan klemhaltert kell valasztani, ami sarokba becsavarozhato (Ez teljesen szabvanyositott dolog. Furorudakhoz, spec kiesztergalo fejekhez hasznaljak. Sok katalogusban meg benne van.),
Es ezt egy tarcsara, befogora szerelt masszivabb vasanyagra szereled, hegeszted, stb.
Egy lapka fog dolgozni, es nem is nagy sebesseggel, de gondolom nem is hajt a tatar.
Lapkat pedig eles geometriat (non ferrous anyagokhoz) kell valasztani nagy radiusszal.
Az nem esik ketsegbe, ha lagy vas kerul az utjaba, kis erovel dolgozik, es a legolcsobb lehetoseg.
Ontottvas eseten is megfelelo lapkaval boldogulsz.
Szerintem kar varialni a PCD lapkaval ilyen felhasznalasnal.
a helyzet az, hogy a gép tényleges munka kúpja morse 4-es, de a marótengelyen van mégegy kúp a főorsón, amit másolni szeretnék, a tengely külső részén, ami jóval nagyobb átmérőjű, mint a morse 4-es és , mivel a kés a tengely középpontjától elég távol lenne, kb 25-30 centire, így az én logikám szerint, jobb lenne talán ezen kűlső kúpra rakni a síkoló szerszámot, az erőkar is kisebb lenne, a tengely középpontjához képest, meg aztán a, kb 3x-or vastagabb kűlső kúp, talán nem engedne a szerszámnak semmiféle lélegzést, beremegést a munka alatt? de ezek csak az én gondolataim, ha hülyeséget írtam, javítsatok ki!
Ha gyémánttal esztergálsz acélt, akkor elfogy a gyémánt, ugyanis szénacél lesz belőle. A CBN az a köbös bórnitrid, hasonlóan kemény mint a gyémánt, csak lehet vele acélra is menni.
Alumíniumot, rezet szokás gyémánttal megmunkálni, de ott elképesztő élsebességeket lehet és kell alkalmazni, alura elvi felső határ nincsen, nekem 2.000 m/perc jól bejött, ez úgy 8.000 körüli fordulat egy 80-as marófejnél.
A cbn (köbös bór nitrid) keménysége közelít a gyémántéhoz. Azaz gyakorlatban edzett acélt is tudsz vele esztergálni de gyémánt korongon meg is tudod élezni.
A gyémánt lapkákat pontosan lágy anyagokhoz használják leginkább, mert a szinte optikai minőségű élet sokáig megtartják, így tartósan kiváló felületet lehet velük elérni. Viszont vastartalmú anyagokhoz nem alkalmas mert a forró acél pongyolán fogalmazva "oldja" a szenet így nagyon hamar elhasználódik a gyémánt. Gyémánt szerszámot házilag nem nagyon sikerült éleznem, a gyémánt korong se vitte, más korongot pedig remekül lehet velük leszabályozni.
Ha szerszámbefogó kúpról beszélsz akkor felejtős a kb 8 fok. Hogy a maró ne rezegjen be ahhoz az kell hogy a kúp teljes hosszán század milliméteren belül illeszkedjen. Ezt alapvetően egy gyári maró esztergába való befogásával és és kiórázás után a kúp szintén órával való letapogatásával tudod elérni. Majd a kész kúpot idomszer hiányában tusír festékkel bekenve tudod a maróba belepróbálni. Egy ilyen kúp illesztés egy gyakorlatlan szakinak nagy kihívás.
hmm.. mindíg tanul az ember újat! ezért is kérdezek, mert én magam, csak lelkes érdeklődő amatőr vagyok!
"Te mit esztergálsz gyémánttal? Ugye nem acélt? Vagy akkor az nem gyémánt hanem CBN."
ahogyí írtam is, fogaskereket, csapágyházat... amikor vettem a gyálin, gyémántnak adták el!, ha mégsem és ahogy mondod cbm, akkor az mi? keményebb, mint a gyémánt? vagy másegyébb? az biztos, ha nekiszaladt véletlen az anyagnak a kés, már pattant is el a cbn betét. mellesleg az a cbn, ami nekem, van, olyan szürkés fekete színű. a gumikövem is nehezen viszi! amin a vidiákat és keménylapkákat szokom élezni.
nem tudtok véletlen linket, vagy képet, pontosan hogyan is néz ki egy ilyen késbefogó szerszám? esetleg 5-let volna e, hogyan másoljam át az esztergámra a marógép kúpját? kinagyolnám eszetergálva, aztán köszörűvel lehetne finomítani a felületét a kúpnak. csak a kúp szögét nem tudom hogyan lehetne az esztergára átvinni...
igen! ez valós veszély! de én egy határozott ütéssel, kiszoktam ütni a fészkéből az előkamrát és esztergán leszedek annyit, amennyi a síkolásnál lejön a hengerfejből. mindíg megkérdeztem a gépmestert, éppen ezért, hogy menyit szedett le a hengerfejből. az előkamra amúgysem tömítő felület, csak a tömítés a helyén tartja, illetve nyomja, akár pár tizedes eltérés is beleférhet, , ha nem teljesen sík a hengerfej felületével.
gyémánt??? ez nekem új! első hallásra, furcsa info, de attól lehet, hogy jó. csak a gyémántot kemény anyagokhoz használatosak, legalábbis én a gyémánt kést esztergánál akkor veszem elő, ha, fogaskereket, vagy csapágyat kell esztergálnom... de mondom, ettől lehet igaz amit mondasz. ezt gyakorlatból mondtad?
tanácsot szeretnék kérni olyantól aki síkol hengerfejet, hogy milyen szerszámmal érdemes, marógépen nekimenni a feladatnak? én cserélhető lapkás szerszámra gondoltam, megfelelő lehet? mivel a gépem már üzemképes, meglett a 230-ra átépítés és minden szépen műxik, így szeretnék szerszámot csinálni a feladathoz.mekkora tárcsára érdemes a kést felfogni, egyáltalán hogy néz ki egy ilyen szerszám? kést állíthatóra, vagy fixebbre érdemes megoldani? milyen rögzítéssel érdemes? egyebek... vannak e buktatók, vagy amire érdemes odafigyelni?
Pontosan nem tudom, így amit írok azt alighanem te is tudod: A V alakú horonyba szorítod a fúrót, és elől az élét ütközteted valahogy a horonnyal szemben levő ütközőhöz. A skálán valahogy beállítod a fúró átmérőjét, és ezzel a bólintó mozgás tengelyét eltolod a fúró tengelyétől. Végül olyasmi mozgást végzel a szerkezetet a tengely körül elfordítva mintha kézből éleznél. Fogást vagy valami másik tekerővel vagy az alapgép szánjával veszel. Végül a fúrót 180 fokkal átfordítva a másik élt ütközteted és megismétled az eljárást. Kézbe fogva megmozgatva szvsz magad is rájössz a használatra.
Köszönöm ! Holnap visszamegyek , megtudakolom , hogy ki vihette ki .
Hogy lehet vele élezni ? Van ötleted ? Jól tudok csigafúrót élezni kézből , de a háromélű csigafúrókkal megszoktam szenvedni renessen , hogy tökéletes legyen .
Így csőből csapágyházat nem szabad készíteni, nem fog egytengelyű lenni. A készítési módja a következő. Két csúcs közt az állóbábnak , és a megfogás részére bázis felületeket esztergálunk /egy felfogással/. Utána jól szaladó tokmányban, de még jobb a felszabályozott lágy pofa. Tokmányban fog állóbábbal támaszt, és vígan esztergál még akkor is ha a főorsó csapágy nem 100%-os. Tehát a báb fontos.
A cső a megfogás alatt meg már "meg is van gyengítve" mert átmérő 100x53 hosszon ki van esztergálva. Most jönne a másik oldala 100*43 hosszon. A pontosságnak elég nagy szerepe van mert csapágy lesz benne. Mindössze három csőnek kell mindkét végét kiesztergálnom.
Oldalazást is itt kint végzem mert a hosszat ott állítom be. Igen sajnos a tokmány furatába nem fér már be a cső.
Báb az pedig már máshoz is kellene de egyszerűen nem találok. Hétvégén már vásárba is voltam de ott se találtam. Ha bárki tudna eladót az kérem jelezze. Típus nem számít csinálnék egy közbetétet és már jó is lenne erre a gépre is.
Szerintem kicsit jobban kilóg az a munkadarab, mint kellene... Első ránézésre 4-5-ször akkora mint a megfogási hossz.
Az oldalazást ugyanezen végezted, vagy a tokmány közelében?
Ha ezt próbáltad 0,5 vagy a feletti fogással oldalazni/ furatolni akkor ne csodálkozz, remegni is fog, mint a kocsonya.
(Gondolom a képből, hogy csak a tokmány homloksíkja támaszt, nincs benne az anyag az orsóban.)
Ha a tokmány közelében, alig kilógatott darabnál is remeg, akkor állíts a csapágyon, ha nem akkor sajnos ennél a csőnél kénytelen leszel bábot használni. (Amúgy se ártana, csak akkor a külső átmérőt is meg kell munkálni. A nyers felület amúgy se túl jó megfogási alap, pláne így kilógatva.)
Amúgy mi a feladat? Hegesztéshez készíted elő, vagy valami pontosabb?
A kilógásos ökölszabály az tömör anyagra vonatkozik. Te forgácsolásod pedig emlékeztet az üvegpoharakon nedves újjal előcsalogatott zenére. Sorozat melóhoz esetleg készíthetsz egy jó nehéz hasított gyűrűt amit csavarral egy mozdulattal ráfoghatsz a cső végére. Jó eséllyel megfogja a rezgéseket.
Most beszéltem a gép előző tulajával azt mondja hogy nem a főorsóval van baj hanem azzal hogy nagy fordulaton csináltam meg hogy bábbal meg kellene támasztani. Én úgy tanultam hogy az átmérő háromszorosa feletti kilógást kell megtámasztani.
Így marad a próbálgatás és az állítgatás. Majd beszámolok hogy mire jutottam. Még egyszer köszönöm.













 ?
?



 :
: