Minden gépészmérnök, leendő gépészmérnök vagy akár már nyugdijas, de még érdeklődő szakmai és szakmát érintő közéleti támák fóruma. Induljon hát utjéra. Rajtunk múlik hova jutunk.
Anyagmérnökök tanulnak mechanikai technológiát, ami az általad említett mérési eljárásokkal foglalkozik. Az anyagmérnök régi néven mechanikai technológus.
Jelenleg technikus(gépész) végzettségem van és egy olyan helyen dolgozok ahol különböző méréseket végeznek(fárasztás,felületi nyomás,szakitó,röntgen,).
Annyi érdekelne hogyha ebben az irányban szeretnék továbbtanulni melyik lenne a legjobb:
Nem bonyolult feladatrol van szó! Csak kevés az időm, ezért kellene valaki aki segít. Eddig még senki nem jelentkezett... Te sem. :) Viszont a héten lejár az idő ezért kérem aki segítene, ne habozzon felvenni velem a kapcsolatot.
Rendben köszönöm. De nem azt szeretném, hogy itt filozófálgassunk, hanem lenne két alap feladat amiben kérném valakinek a segítségét egy kis ellenszolgáltatás fejében. Ide várom a levelet:smith5142347@citromail.hu bővebb információ emailen. Egyébkénk automatika alapfeladat és egy alap alkatrészgyártásról van szó.
Új vagyok a fórumon, de gondoltam megkérdezlek titeket, hogy tudtok-e nekem segíteni egy feladat/feladatok megoldásában? Persze nem lennék hálátlan, előre is köszönöm annak akit érdekel!
Szép napot mindenkinek! Egy beadandómhoz kell közvetetten az alábbi témában információt gyűjtenem, de nem igazán jutottam előrébb, ezért gondoltam felteszem itt a kérdéseimet. Többfázisú acélok ismertetése? jellemző tulajdonságaik? feldolgozási technológiák? felhasználási területük? Előre is nagyon szépen köszönöm a segítségeteket!
Ez elvig úgy működik, mint egy forgódarú. Azt hiszem úgy is nevezik, hogy forgódarú típúsú adagoló.
Ez teljesen automatizálható. Pneumatikus. Plusz persze végállaskapcsolók.
Ezzel elvileg az egész gép helyigényét tizedére le lehet csökkenteni. Ugyanis az se világos, miérz nem
Lehet függőleges tekercsről függőleges spullnira tekercselni. Mert ez ugye nemcsak pendlizik, hanem akár le és fel is tud mozogni két adott végállás között.. Függőlegesen adagolva akár két tdkercsről le
Lehet spullnikra. tekerni az anyagot. Majdnem dupla lesz a termelékenység.persze ekkor mar lehet 4 karos is, vagyis majdnem 4 szeres teljesítmény. Legyen akkor 2n karos. Persze üzemzavar esetén vagy
Selejt is több lehet. A mohóság is felülről korlátos.
Na. Akkor így gépész szemmel még lehet húzni azért a konstrukcióból.
Persze méretekről, tömegekről még szó se volt.
Ott lehet belenyúlni, hogy Kb. 700 mm az állvány magasság. Erre egy olyan manipulátor elképzelhető,
hogy csak adott szöget fordul el és vissza is ugyanannyit. Ez két kar. Egy 60 as tengely ilyen hosszon simán átfúrható hosszában akár 6x is. Ez pendliző mozgás ellentétesen áttranszformálható.
A feltoló és lehúzó hely ellentétes lesz mindig. Ezzel két kar kell csak. Egy lehúzó. Egy feltoló.
Ezvazt jelenti, hogy két helyre kell egy egy késztároló. Azaz például dupla annyi időnként kell két
ládát elszállítani. Ez is ktg csökkentés mert egy mellékidőre esik két főidő. Ha a feladat ládát elszállít.
Először is köszönöm a tartalmas hozzászólásokat, volt ami segített. Ez egy 5 perces kezdetleges vázlat, ami kifejezetten csak az általánosítást helyezi előnybe és könnyen érthetővé teszi az általam feltett 2 kérdést. Ezen kívül egyébként minden jól halad, a frekvenciaváltós motortól a vészstop gombig, mindenre gondoltam már. Tényleg az utóbbi 2 kérdés ami miatt írtam: henger rúdon való rögzítése-elengedése, és fogaskerekek illesztése. :)
Ekkor a feltekerendőt tartalmazó spullni áll, a fólia laza, majdelső spulni hajt, hátsó fékez, hogy a fólia sebessége állandó legyen, így nulláról szépen felgyorsul mindkettő.
Kérdés mennyit kell feltekerni? Ezt szabályozni kell. Ez a bemenőjel a leálláshoz és a vágás visszahajtás
Megkezdéséhez. Ehhez vagy időt mérsz, és s=vt vagy kiszámolod a folyamat paraméterekből a feltekert hosszt. Ez a fordulatok száma fóliavastagság és egy ronda képlet eredménye.
Akkor ugye dörzshajtás. Ez lehet kúpos, vagy hiperboloidos.
Ha fogaskerék, akkor azzal még nem mondtunk semmit.
Pl. Bordás tengellyel meghajtható direkt. A probléma a fordulatszabályozás, indítás és fékezés illetve levágáskor állnia kell, reteszelt tehát.
Ugyanez egyszerű hengeres külső fogazású keréknél is.
Ekkor mind az orsót, mind a hajtást poziciálni kellene célszerűen reteszelésnél.
Egyszerűbb, ha mindig forog és reteszelésnél a hajtást tengelykapcsolóval leválasztod.
Ezzel egyetlen reteszelésre redukáltuk a kérdést.
A hajtómű tetszőleges lehet. Pl globoid, feltűzhető.
A lényeg, hogy a fordulatszámot tudd szabályozni. Ezt a motoron lehet. Fokozatmentesen. Frekvenciaváltó kell.
Szóval mechanikus fokozatmentes fordulatszámszabályozás az dörzshajtással megoldható.
Kúpos vagy hiperboloidos. Ezt csak számolni nehezebb. De klasszikus megoldás.
Na tehát kell egy manipulátor, amin három kar van és mindig százhúsz fokban elfordúl, miközben
Kettő karon két belsőkúpos vonórúd behúz és egy kienged. Ez egy egység. Egyúttal állványa is az asztalnak azon a vágókésnek, a visszahajtogatónak pl. 10 mm visszahajtva egy vékony fólia ami elegendően széles pont elég ahhoz, hogy egy élráhúzóval rátekerjük az első menetet a spullnira,
Hát azé, még a folymatot rendbe kellene tenni. Az nyilvánvaló, hogy szeretünk hüvelyekbe ezt azt bedugni, de valahogy mégiscsak ütemes együttműködés kellene...
Szóval a nagy tekercset hogy rögzíted?
Ugyanúgy lehet a kicsit is.
Az hogy csak úgy lehullik a feltekert fólia, az már több selejt: maga ami ráesik azokra amire esik.
Másrészt ha mefigyeled, akkor a sebességnek állandónak kellene lenni és ez a két henger átmérőjének
függvényében a fordulat számot szabályozni kell, de tekerés kezdetén a nagyobbé kisebb, vagyis fékezni
kell, a kisebbhez képest. Adódik egy előfeszítő erő. De ez csak akkor, ha valamilyen módon felfűzöd az első menetetet a spullnira.
Egyébként dörzshajtással is lehet hajtani.
Addig nincs mit automatizálni, amig nincs rendben a folyamat és a paraméterek.
Ez ugye sorrend, idő, szabályozott jellemzők, input output....
De mi fogja feltolni az üres spulnit a kérdéses feszítőműre?
Mi fogja mozgatni a lehúzót?
Mi dogja elforgatni a forgó tengelyt éppen mindig 120 fokban?
Na most ezek után az egész folyamat ebből fog összeállni. Mit mivel mikortól meddig
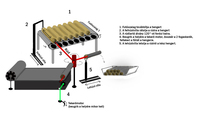
Villamosmérnök szakdolgozatom csinálom, egy alufólia tekerő gép. Segítséget szeretnék kérni: Csatoltam egy képet: 1. kérdés: Hogy lehetne megoldani, hogy a rúdra "rászoruljon" a henger annyira, hogy a
fólia tekerés pontban se csússzon rajta, illetve hogy egyszerűen le lehessen tolni róla a végén. 2. kérdés: A négyes pontban lévő tekerőmotorral hogy lehetne megoldani, hogy mikor beugrik, a
rúdon lévő fogaskerék fogaihoz egyből illeszkedjen (ne koptassák egymást, ne ütközzenek a fogak).
Ha az utóbbit nem lehet megoldani, akkor valószínűleg lekerül a rúdról a fogaskerék, illetve kiveszem a tekerőmotort,
és mindhárom rúdba forgatómotort építek. Azért lenne így célszerűbb, mert sokkal olcsóbb. Elnézést a szakmai kifejezések
hiánya miatt, én az automatizálás részét csinálom a gépnek. Előre is köszönöm a tippeket! :)
ilyen alapon mondjuk, hogy öntvényrajz, kovácsrajz , hegesztési rajz.... sőt egy lemezaljatrésznél
a kiterített rajz és a hajlítási rajz is említhető. Például a hajlítsí rajzból a kiterítési rajzot (teríték)
Ez ugyea kiindulás. Egy cad rendszerrel kiterített rajz nem érvényes méretezés, ott a lemeztechnológusnak van dolga. Hogy a hajlítási rajz ami a gyártmány az adott tűrésen belül az legyen amit a vevő kér.
Továbbá az öntvény és kovácsdarab rajzán az előírások eleve meghatározzák sok 10 € gyártási töblettköltséget vagy elegendő normál költséget alkalmazni. Azért kell mindn részletét átgondolni.
Mertakkor a megmunkáláskor előjön, hogy mi van az öntvényrajzon: ráhagyások, techn hozzáadások,
ennek hiánya stb. Ott a megmunkálási rajz előírásaihoz rajzolnak kovácsdarab rajzot vagy öntvényrajzot.stb
Adott egy gepelem. Azt egy mernok megtervezi, meghatarozva az alakjat, a funkciok es az igenybevetelek fuggvenyeben. A technologus feladata az, hogy kidolgozza a gepelem gyartasi muveletsorat. Pl. az onteshez meg kell tervezni a ontoformat, az ontes a gepelem atkerul egy masik reszlegbe, ahol forgacsolasi muveletsoron esik at. Kell egy muszaki rajz minden fazisra, amin meg van hatarozva a meretezesi bazis, a rogzitesi sikok es feluletek, az egyes meretek megmunkalasi turesei. Ez a megmunkalasi rajz. Ez alapjan dolgozik a szakmunkas. Pl. Ha egy tengelyen van egy csapmeret, amire golyoscsapagyat kell illeszteni es ez megfelelo keppen ra van irva a meretvonalra, akkor a japan is fogja tudni, hogy esztergalas utan azt meg koszorulni is kell.
Egy találmány megvalósításához szeretnék segítséget kérni. A találmánynak köze van az elektromágnesességhez és az atomreaktorokhoz. Aki ismer vállalkozó szellemű mérnököket, programozókat vagy aki hasonló területen tanul, az vagy itt írjon, de inkább erre az e-mailre : no1dmaster@gmail.com. További infokat majd megkeresés után adok. A találmány nehezen megvalósítható szóval elméleti és tervezési fázisban kell segítség a megvalósítás már más tészta.
Kezdő gépészmérnök vagyok, nemrég helyezkedtem el a szakmámban. Szakirodalmat keresek, vennék pár könyvet, amik segíthetnének munkám során. Például hol tudnék választ kapni arra, mi az a megmunkálási rajz? Így, ilyen néven nem találtam a gugliban sehol. Értem én, hogy műszaki rajz, összeállítási rajz, alkatrészrajz, hegesztési rajz, de ez mi?