Akkor a korábban írt lehetőségek közül fennállhat valamelyik, ami hibaáramot okoz a FI relénél.
(Valamikor egy régi Elekthermax villanytűzhelyet használatba vettünk a hétvégi telken, ahol már aFI relé is üzemelt addig nem tudtuk használni amíg egy utólagosan beszerelt fémházas zavarszűrő kondenzátort ki nem dobtam belőle.
(A kondi szivárgó árama meghaladta az akkori FI relénk 16 A / bb 15 mA es hibaáram értékét. Később ezt 25 A / 30 mA esre kellett cserélni, mert zivataros időben nem győzött leoldani.
Nagyobb teljesítményeknél 300 mA is lehet a hibaáram érték.)
Köszönöm a linkeket, de én is találtam beszerzési forrást, csak előbb megpróbáltam bontottat szerezni. Az idő nem sürget, mert előbb a tápellátását kell megoldani és a régi gépemen el tudom végezni a marási munkáimat. Még egyszer köszönöm!
Gyárilag??? Ezt kétlem. Ha egy gépnek szüksége van Nullára, az az 230V feszültséget igényel,pl egy fázisú szivattyú,ventilátor ,klíma,stb..azt egy ötpólusú dugvillával kell csatlakoztatni,a hálózatra. Úgy lesz 3~;N;PE.(PE védőföld)
Fixen kötve,dugvilla nélkül elképzelhető lenne hogy a negyedik vezető ér az un.PEN vezető lehet(-ne),ami a gép szekrényében lenne szétválasztva,N;PE-nek,de annak kritériumai vannak.Legfőképp a keresztmetszet.
Mivel a PEN vezetőt megszakítani nem szabad, ahogy dugvillával sem, eleve nem szabványos az a kötés amit írtál.
"Az előző helyén tökéletesen működött, mert ott a háromfázisú rendszer nulla nélkül volt kiépítve."
Én inkább úgy gondolom hogy a régi helyén nem volt felrakva áramvédő relé,és valszeg a N a védőföld fele élt. Mivel nálad van ilyen relé, az lekapcsolt ahogy kell. Ha a villanyszerelő kiiktatta,vagy valami más módon kényszerítette a rendszert működésre,és a 230V-os berendezések tönkrementek akkor valószínűsíthető hogy a te Nullád szakadt,vagy laza kötésed lehet.
Azért egy ipari szerszámgép nemigen használ nulla potenciált,ha kell neki 400V-nál eltérő feszültség azt 400/akárhány voltos transzformátorral állítja elő.
Azt sem tartom kizártnak hogy a panelt már kötözgették,(sufnituning) nem gyári kötés van benne.
Bocsánat 2 RH 01 esek vannak, ami majdnem ugyan az, csak a 2 RH 30 230 V AC és nem DC relé, amin a vasmagon lévő rövidre záró rézgyűrű eltávolításával lehet segíteni, de lehet, hogy nincs is rá szükség, ha csak kicsit melegszik.
"Az előző helyén tökéletesen működött, mert ott a háromfázisú rendszer nulla nélkül volt kiépítve. Nálam viszont leold az áramvédő kapcsoló. "
A leoldásnak több oka is lehet. Pl. FI relé hibaáramot érzékel akkor is a földelés irányába, ha a berendezés NEFH zva (O val egyesített földelőhálózat, újabban EPH egyenlő potenciálra hozás ) van és az elosztó tábláról a FI elől van megtáplálva.
Tehát O vezetékkel ki lehet a rendszer építve, de ez a O ne legyen a védőfölddel a FI relé előtt is egyesítve!
Ugyanez történik akkor is, ha utólag FI relét szerelnek fel, de előtte az elosztó táblában lévő nulla sín és a védőföld sín "gyári" zöld/sárga összekötő vezetéket nem szüntetik meg.
A FI relé leoldásának másik oka az is lehet, ha egy földelt, fémházas zavarszűrő, vagy más célú kondenzátor szivárgó árama, vagy a berendezés, motor, stb szigetelési ellenállásának elégtelensége a FI hibaáramát meghaladja. ( A FI relék általában "leselejtezik" a problémás berendezéseket.) Érdemes ilyenkor méréseket végeztetni egy ÉV méréssel foglalkozó szakemberrel. )
"A "szakember" kísérletezésének az lett az eredménye, hogy a házban és a műhelyben lévő tápegységeim leégtek a beavatkozás folytán. A gázkazántól a kamerarendszerig, szinte mindenem tönkrement."
Ez akkor következhet be szerintem, amikor O szakadás következik be és 3 fázisú rendszerben egyes fogyasztók sorba kapcsolódnak és 04 kV ot kapva túlfeszültség alá kerülnek. Ilyenkor a már megszűnt, de vélelmezett O érintése áramütést okozhat, tehát életveszélyes.
Tehát nem a nullát kellett volna megbontani, hanem az azzal egyesített védőföldet kellett volna szétválasztani.
(Szerintem a gép betáplálása is megérne egy a háztartási áramköröktől független további FI relét.)
"Azóta áll a projekt. Várok egy hozzáértőre, aki átlátja a dolgokat, vagy egy kapcsolási rajzra és egy jobb villanyszerelőre."
Ennél jobbat szerintem sem tehetsz, sőt a károkozási felelősséget is me lehet állapíttatni egy szakértővel, a károkozó pedig az okozott kárt fizesse meg!
Úgy látom 2 RH 30 asokkal van tele a géped. Ezeket polírpapírral szépen meg lehet csiszolni, és az érintkezőket is be lehet jusztírozni.
Ha tekercshibás is van és nem akarsz vele vacakolni tudok használtat, vagy újat + foglalatot is adni. A foglalatcsere sajnos forrasztással működik, de ügyesen a vezetékek felszámozásával és egy skiccel, fotóval meg lehet csinálni.
Ezeket a reléket és a 4 RH 40 eseket is egy LEDes deszkamodell "tesztkészülékkel szoktam leellenőrizni. Piros LED ek nyitó, zöld LEDek záró állapotot jelezve az összes érintkező működőképességét ellenőrzik egyszerre. Egy foglalattal, és a fenti LED ekkel, táppal + egy nyomógombbal érdemes ezt annak elkészíteni, aki ilyen gépekkel foglalkozik.
A Sz.fehérvári dunafém kftnél rendeltem az anyagot négyzetanyagból vágtak le szeleteket és csomagautomatába el is küldték nekem. A központi részhez így használtam míg a betétekhez ezeket még félbevágtam.
A FUW marógépek a 70es évek ota szolgálnak A leg több gond a hajtás szabályzó egység gyenge konstrukciójából adódott. Akkor még a freki váltó nemvolt divat Sokat tudott a gép,ehhez ősszetett vezérlése volt .Rajz ˙{meg némi szerszámgép ismeret} nélkül reménytelen volt át látni a mükődését. Kicsit lebutitva a villamosságát nagyon jo gép lehet belőle. Sok olyat tudott amit a gyakorlatban soha nem használtak.
igen-igen, ezekre rájöttem, úgy ült benne ahogy kell, meg egy csomót elpiszmogtam vele. (lásd a filmeket is). ez sajnos tényleg üt. egyszerűe n rosszul esett, mert amikor a 2mm-es fúró 0,5 mm-t üt, azért az kicsit túl van az én tűrőképességem határán is.
a nagyobb méreteket még csak fel tudnám köszörülni egy dremellel a marógépen..
Nagyon mélyen ül a patron a befogóban, nem pattintottad be a belső vékony perembe a patront. Ott van egy tojás alakú belső perem, abba kell bebillentve belepattintani, s azért tojás alakú, hogy ki is tudjad szedni belőle. Nézzél bele az anyába, látni fogod.
Ahogy látom, már voltak cserélve benne relék, a belseje szerintem nálam is ugyanaz.
Szívesen adok belőle ami kell, úgyis azt tervezem, hogy keresek egy komolyabb villamos szakembert és átterveztetem az elektronikáját. Egyébként találtam egy teljes elektronikát a szerszámpiacon motorral mindennel együtt, 70-ért, erősen gondolkodom rajta. Ha nem jó a kolléga által felajánlott, akkor megveszem azt, aztán beszélhetünk a továbbiakról.
uraim, vásároltam a Hyundai 160 (kiváló kínai) marógépemhez egy ER20-as, Morse 2-es patronbefogót, meg 1-13 között a 13 darab patront. nyilván kínait, nyilván azért, mert olcsó volt. Namármost a 8 mm-es marószerszám konkrétan 8 mm-t üt benne (a legközelebbi pontján), a 6mm-es az 16 mm-t stb.
Kimértem a befogó kúpos részének az ütését. Van neki (úgy értem, sajnos mérhető van neki), az ER20 kúpos felületén 0,02 mm, amiből azért nem kellene 0,16 mm-nek kialakulnia.
Valamikor nem számítottam éppen kezdőnek relés automatikában . Habár mikor néhány év után újra akartam indítani az esztergát , fél napba került míg rájöttem hogy benyomódott a vész gomb ...(azt se tudtam hogy van )
Amikor még gőzőm sem volt hogy működik ez a szerszámmaró , érdeklődtem a hobby cnc.n .
Valaki írt hogy van gépkönyve . De nem erőltettem mert már a motorok beszerzése is lehetetlennek tűnt .
Meg tudom oldani többféle képen , nem az a gond .
Hát ritka nagy balféket sikerült találnod .
Ügy egyébként egyszerű villanyszerelőt nem szabad ezekhez a gépekhez engedni hozzányúlni .
Már egy csillag háromszög kapcsolás is szinte megoldhatatlan , sokuknak .
Nekünk laikusoknak valóban bonyolult ez az elektronika, bár a relék hibáját magam is fel tudtam deríteni. Ennek ellenére hívtam egy villanyszerelőt, mert nem tudtam beüzemelni a gépet. Az előző helyén tökéletesen működött, mert ott a háromfázisú rendszer nulla nélkül volt kiépítve. Nálam viszont leold az áramvédő kapcsoló. A "szakember" kísérletezésének az lett az eredménye, hogy a házban és a műhelyben lévő tápegységeim leégtek a beavatkozás folytán. A gázkazántól a kamerarendszerig, szinte mindenem tönkrement. Azóta áll a projekt. Várok egy hozzáértőre, aki átlátja a dolgokat, vagy egy kapcsolási rajzra és egy jobb villanyszerelőre.
Üdv ! Az én panelom nagyon ramaty állapotban van .
Pénzt nem lehet kérni érte , és nem is kérek . Ha tudtok kivenni belőle valamit szívesen adom , de relé törött is , és talán egy van egészben .
Hajlok rá hogy a motor helyére lesz egy tengely lépcsős tárcsával , és ékszíj hajtással motor . Kapirgálni lehessen vele legalább . De van dahlander motorom is , amihez hozzájutnék olcsó motorhoz mindig szétverik a réz miatt :( Fura világ lett ez . A dahlander nek a tengelye is vastag , és a pajzsot is cserélni alakítani kellene .
Egy kocka alakú cuccnál igen. De én martam más cső jellegű munkadarabot kibontva oldalt több helyen, vékony falakkal, na azt visszadobták a hőkezelősök, hogy sósperec alakúra fog görbülni az egész.
Oké, most már értem a problémát: ezek annyira spéci foglalatos relék, és nem általános mágneskapcsolók, hogy nem csoda, ha komoly probléma cserélni őket!
Azt mondták kb másfél milliméter kéreg került rá hőkezeléskor, így nem jelentett problémát a nagyjából egy tizedes vetemedés. Eleve köszörülési ráhagyással készültek az elemek.
Ja... mert a C45 vetemedik hőkezeléskor, ha kacifántosabb az alakja, akkor kiflibe is hajolhat és nem tudsz annyi ráhagyást hagyni, hogy ne menjen tönkre az egész.
Hasonló probléma miatt áll az én gépem is, csak nekem az előtolással van gondom. Eddig nem tudtam szerezni a szükséges RELOG reléket. Volt olyan, amelyiknek csak a fegyverzetével volt baj, de a tekercshibásakat nem tudtam megjavítani.
A marógép hasonló, mint a tiéd, csak FUW 250/IV. Ha Jani301 -től megvásárolnád a reléket, átvennék tőled két darabot, ha lehet.
Ha jó a relétekercs akkor még az érintkezőket meg lehet szépen csiszolni, és sokáig fog működni.
A mérést rajz nélkül a kontaktusokra párhuzamosan próbalámpával, vagy teszterrel érdemes elkezdeni. Hidegen benyomva pedig az MK t, a kontaktusok bontó, záró érintkezőinek átmeneti ellenállását Ohm mérővel pontosan ki lehet mérni. 1-2 tized Ohm a tökéletes érték.
Ha MK t akarsz cserélni tapasztalatom szerint vigyázni kell a GANZ KK DIL ekk egyes későbbi szériájával, mert egy idő után (be)ragadnak és, mint egy időrelé, késve, vagy egyáltalán nem bontanak!
A problémát a vasmag valami újfajta szigetelő anyaga okozhatja, ami meglágyulva kipárolog, rákenődik a vasmagra a meleg hatására.
(régen selakkot, vagy - trafóknál - rozsdát használtak erre a célra.)
Ha szétszeded a régi MK t érdemes a vasat is az esetleg rárakódott szennyeződéstől, olajpárától, rozsdától megtisztítani, kevésbé fog zúgni.
Hello Hasonló volt a főhajtás meg az előtolás is. Sok gyerekbetegséggel élt amig élt.Amai világban a frekiváltó kigyogyithatja ebből a betegségéből.A nagycsatlakozok hajlamosak a kontakthibára.Egyébként jo kis masinák voltak.
" Bár jövőre lehet hogy rakok fel osb lapokat valami kőzetgyapot rétegre, vagy valami lépésálló lapokat fogok felrögzíteni."
Ha kész lesz annak védelmére érdemes lesz valamilyen falvédőt feltenni. Nekem egy az iskolai táblákhoz hasonló táblákhoz fél tábla 1.5 ös AlMg Si fk lemezből, alul 100 mm re, majd 25 mm re visszahajtott védőlemez van feltéve a pad mögötti tiszta meszelt falra.
Nagyobb géphez egy teljes tábla is lehet, ha van 2000 es hajlító géphez lehetőség a közelben, és persze vékonyabb horganyzott lemezből olcsóbban is megúszható a falvédelem.
Adok belőle relét (mágneskapcsolót ) kint van a falnak támasztva a panel régóta , de a tekercse még jó lehet , nekem nem kell , viheted . Asszinkron motort kellene tenni a gépre , de régóta áll a dolog .
Most hétfő óta elkezdtem magamnak ügyködni , játszogatni , végre .
Nekem is ez volt a tippem, de valami helyettesítő relét szerettem volna, ezért kellene a rajz. Attól, hogy rámérek, nem biztos, hogy kiderül a hiba, mert ha mondjuk két kontakt pont nem kapcsol, aminek kellene, ugyanazt mérem, mintha ott nem kellene kapcsolnia.
Semmi baj, nincs harag. Csak elég nehéz a marógépben matatni, ha nincs időd. Valószínűleg meg tudnám csinálni, ha belebújnék, de csak a reléhez kerestem volna valami helyettesítő típust.
Irányváltó kapcsoló, kattan a relé, de nem kapcsol, csak ha kézzel betolod. Itt nálunk nem olyan könnyű villanyszerelőt találni, főleg aki ért gépekhez is. Somogy megye déli határ mellett.... Ha pedig kattan a relé, akkor szerintem meghúz a tekercs, bár menetzárlatos még attól lehet.
Léptetőmotoros vezérlést csináltam OMRON CP1E PLC -vel, soros kommunikációval és kb. 16 féle szenzorjellel, úgy, hogy a PLC-t is én programoztam fel. 9 gépsoron megy az egyik multinál egy éve gond nélkül, ha nagyon kíváncsi vagy, referenciát is adok. Talán nem vagyok annyira hülye, én sem szóltam le senkit. Nincs időm bogarászni a gépben,másrészt csak gyengeáramú dolgokkal foglalkozom, azzal sem tervezői szinten, ez meg egy szar régi elektronika. 40 éves orosz ellenállások, amiket utoljára a honvédségben láttam. Csak egy rajzot kértem volna, talán még én is ki tudok rajta igazodni.
Remélem nem sértődsz meg azon amit írok, de már a kérdésedből is látszik, hogy nem állsz a helyzet magaslatán ilyen ügyekben, pedig ez nem is olyan "komoly vezérlés"...Itt rajz nélkül is lehetne az alapvető méréseket elvégezni, aztán ha kell jobban belemászni. (Ezzel természetesen nem azt akarom mondani, hogy nem jönne jól egy rajz, persze, ha nem tudom értelmezni akkor kevésbé hasznos)
Igazuk van a fórumtársaknak, hogy így távvezérelve nehéz lesz segíteni, pedig hidd el segítenének.
Keress egy hozzáértő szakit az megoldja a problémát ez célravezetőbb szerintem.
Azt írtad, ha kézzel megnyomod a mágneskapcsolót, akkor megy. Tehát hol itt a probléma??? Rámérsz multiméterrel a DIL kapcsaira, a kisebb csavaroknál lesz a behúzómágnesé, és látni fogod, hogy mekkora villannyal működik.
Villanyszerelővel nézettem meg, én se értem, mit molyol rajta. :D
Én egész komoly vezérléseket kötöttem relével, plc-vel, de nem igazodok el a cuccon, nincs kapcsolási rajzom. Azon is gondolkodtam, átkötöm frekiváltósra.
FUW-200-as marógépemnek az egyik irányban nem forog a motorja. Nem tudjátok véletlenül, hogy milyen relék vannak benne? Hány voltos a behúzótekercs és hány voltot ,ampert kapcsol? Valószínűleg a relé ment tönkre, ha kézzel nyomjuk be, akkor kapcsol.
Már nemigen vakolnak új házat, kívül a hungarocell, belül a gipszkarton megy, gyorsabb, olcsóbb, nincs benne annyi köbméter víz, amit el kell párologtatni!
A kisöreg se rossz, de ebben nekem a csúcs egy fiatal fickó volt 1998-ban, a Keveháza utcában.
A szomszédban dolgoztam, mikor felújítást végeztek egy családi ház tűzfalán.
Volt két kigyúrt csávó segédmunkásnak, meg ez a gyerek. Ez volt a főnök szerintem. De hihetetlen laza volt.
A két melós robotolt egész nap, dőlt róluk a víz, keverték és hordták a matyát egész nap a másik keze alá.
Az meg fenn az álláson vakolt.
De hogy!
Volt rajta egy olyan farmer, amiben én simán elmentem volna akár egy első osztályú étterembe is, patyolattiszta volt. Felül semmi, csak inas izmok, kockahas, barna bőr. Bal kezében telefon, jobban a fándli, szája sarkában cigi lógott.
Miközben be nem állt a szája a telóban, a fándlival egy perc alatt felcsapott kábé egy négyzetmétert, de úgy, hogy egy gramm nem ment se mellé, se rá, se sehova máshova, csak a falra. Akkor letette a fándlit, jobb kézbe kapta a fa kartecsnit, lehúzta, amit felcsapott, majd ment arrébb, és ott folytatta ezt is, meg a dumálást is. És ezt egész délután. Pár óra alatt feldobta a kb 30m2 felületet, de olyan egyenesre és síkra, hogy majd a guta ütött meg! Hazafelé az utcából a fal élébe belenéztem, sík volt, mint az asztal.
Csak ilyent láthatsz, mert nem értek a vakoláshoz. Bár jövőre lehet hogy rakok fel osb lapokat valami kőzetgyapot rétegre, vagy valami lépésálló lapokat fogok felrögzíteni.
Késtartó fölé nem használtam még plexit. Egy kis lemezt szoktam közvetlenül a kés éle főlé hajlítani ha sárgarézzel dolgozom, ami nem véletlenül kapta a spriccréz becenevet. Kenni csak egy flakonból szoktam. Ha nagy ritkán kell bőséges kenés akkor azt inkább a tokmány szokta szórni így oda ilyen védőt használok:
Szerintetek ha 3mm vastag plexiből (ilyenem van itthon sok),csinálok a késtartóhoz egy forgácsfogót,az meddig lesz átlátható?Vagy nem érdemes ezzel foglalkozni?Maradjak a szemüvegnél?
Megérkezett a 14x1.5-ös balos metszőm,meg a 14x1.5-ös fúró is,de az meg jobbos.Írtam az eladónak,azt írta küld helyette balosat.Remélem az már tényleg balos lesz.A 2-es emelkedésűekről még semmi hír.
Van egy 30-as években gyártott 1000-es dupla prizmás kemény ágyas lapos szíjas gépem amihez nincs meg a híd .
Szia!
Nemrég regisztráltam de nekem is van egy ősrégi (felújítás alatt álló) dupla prizmás gépem amihez a betét is megvan. Szintén lapos-szíjas. A motor viszont szíjtárcsástól hiányzik.
Tudnál-e képeket felrakni a hajtásról? Cserekerekekből is csak 5 db van rajta.
A vída azért kell mert a dörzsár éle csak belevágna valamilyen puhább fémbe és az él fémnyomása nem következne be.
Satuba, vagy a pad tokmányába lehet rögzíteni és mondjuk egy angol oldalazó kés élét az élszalagra párhuzamosan fektetve, majd kicsit kifelé döntve, vágó élenként egyforma mértékben rányomva végig kell az élen a nyakrésztől a szerszám végéig lassan húzogatni.
Nem tudom mennyire volt így érthető, de ha gyakorolsz egy régi dörzsáron, a mozdulatokat begyakorolhatod
A véleményemet írom a dörzsár élének felhúzásával kapcsolatban, azért kell éles keményfémmel felhúzni, hogy kicsit élezzük a dörzsár élét , akkor nem nyom és így pár századdal/ezreddel/ nagyobbat visz. Érezni is lehet amikor a furatból kihúzzuk, kevésbe szorul. Az élek oldalát kell felhúzni,nem az átmérőt. A lényeg az , hogy éles legyen a dörzsár.
"A dörzsárról jut eszembe, ha kopott már, vagy nincs állítható dörzsár kéznél és kicsit nagyobb átmérőt kellene pár tizeddel dörzsárazni, egy vidia késsel az éleket kismértékben "fel lehet húzni". "
Nem értem...
Ha kopott a dörzsár, akkor azzal kisebb átmérőt lehet megdolgozni, nem?
És hogyan húzzam fel a vídiakéssel az élét? Erről mesélhetnél kicsit, mert elképzelésem sincs.
"A múlt héten egy nyolcas dörzsárat törtem el mint a pinty, mert a hajtóvas hosszabb szárú volt, hogy elforogjon, és ahogy beakadt a dörzsár a furatfenékbe, vitt mindent."
A dörzsárról jut eszembe, ha kopott már, vagy nincs állítható dörzsár kéznél és kicsit nagyobb átmérőt kellene pár tizeddel dörzsárazni, egy vidia késsel az éleket kismértékben "fel lehet húzni".
Hasonló megoldást használtunk a MOM ban mi is, csak a recézett befogó hengeres szárát a szegnyeregben lévő fúrótokmányba fogtuk be. Ennél persze fennállt a megcsúszás veszélye.
Nagyobb 12-16 os meneteknél maradt a metszőhajtóvasas, szegnyereg hüvellyel nekinyomós, ágyazatban megakasztott módszer.
Pass, nem hiszem hogy eszterga cucc volna. Fél osztással eltolt kettős racsni? Inkább tényleg egy félkész maró ahol edzés után észrevették hogy kimaradt a reteszhorony..
Na, ami nekem van megoldás, az ugyanezen elv alapján dolgozik, de metszővel, nem fúróval.
A fúrós verziót is meg kéne csinálni.
A múlt héten egy nyolcas dörzsárat törtem el mint a pinty, mert a hajtóvas hosszabb szárú volt, hogy elforogjon, és ahogy beakadt a dörzsár a furatfenékbe, vitt mindent. :(
Na erre nem is gondoltam.Én a rendes kézi metszőt akartam a szegnyereghüvellyel megtámasztani és nekitolni az anyagnak.A metsző szárát meg megakasztani a szánban hogy ne forogjon el,vagy fogni. Az emcohoz olyat kaptam amit a szegnyeregbe kell tenni,és egy cső a vége egy hosszanti bevágással.Ebbe kell beletenni egy vékonyabb csövet aminek a végébe van befogva a metsző.Ahogy fut rá a metsző az anyagra,úgy csúszik ki egymásból a két cső.De elforogni vagy szalajtani nem tud az sem,mert a metszőt a belső csőben rögzítő csavar fut a külső cső bevágásában.
Nem sok a 80, ha a metszőhöz csinálsz egy olyan befogót, ami tud szalajtani.
Kell egy kúp a szegnyeregbe, arra a másik végén kell egy 10-15mm átmérőjű hosszú csap, ezen foroghat el a metsző tartója, és ez vezeti a tengely mentén. Ezen tud hosszában is elmozdulni, menetvágáskor.
A metsző tartója pedig egy henger, ami a szegnyereg felé illeszkedik lazán a csapra, a tokmány felé pedig egy fészek van benne a metszőnek. A külső átmérője pedig legyen olyan jól kézreálló, 35-50mm, lehetőleg recézve, vagy gumimarkolatnak valami ráragasztva.
A metszőt belerakod, az anyag a tokmányban, ráhúzod a tartót a metszővel a munkadarabra, az belekap, és szorítod, hogy ne forogjon el, szépen vágja a menetet. Amikor neked elég, vagy esetleg megszorul, vagy felütközik valami vállon, akkor meg egyszerűen megcsúsztatod a tenyeredben.
Van itt esetleg valaki, aki a dél-budai régióban érhető el (de Budaörs, Törökbálint, Szigetszentmiklós felé is jó) és vállalna némi munkát. Hozzám került pár fékcsőperemező betét és annak szeretnék majd befogót csinálni. Csináltam gyorsan egy skiccet róla, majd próbálok műszaki rajzot is csinálni később.
Ez csak az alap, majd menetek is kellenek bele ide-oda. :-)
Természetesen valami ár is érdekelne majd, csak hozzávetőleg.
Megjött az ékszíj!Persze hosszú lett,nem lehetett megfeszíteni.De gyártottam hozzá egy távtartót,és végül nem kell másikat rendelni.Ki is próbáltam,nagyon jó lett.Van 3 fokozat a laposszíj átrakásával,meg minden fokozatban lehet kapcsolni lassú fordulatot előre-hátra plusz gyors fordulat előre.Kicsit maszekolni kellett a kapcsolón is,de most van hátra lassú-üres-előre lassú-üres-előre gyors állása.A fordulatok:
1:80-470
2:160-918
3:318-1770
Az alacsonyabbak vannak oda-vissza.Így ha szükséges menetmetszővel lehet menetet vágni úgy is hogy nem kézzel forgatom a tokmányt.Vagy még a 80-as fordulat is sok hozzá?
Csapágy felrakásnál kímélni kell a golyókoszorút, ezért ha a tengelyre ütjük fel, érdemes leszúrni hozzá egy a tengely átmérőnél kicsit pluszosabb, de a külső csapágy gyűrűt el nem érő csövet. kb. 1/2 " os cső lehet, hogy jó lesz. Amikor a csapágyfészekbe kell a csapágyat benyomni akkor meg a tejes átmérőnek megfelelő benyomó "szerszámot" érdemes használni.
Tegnap az emco motorkérdése is megoldódott.Vettem a jófogáson egy 0.75kW-os frekiváltót.Tegnap jött meg.Nagyon jó lett.Mivel tegnapelőtt még használtam simán 220-ról kondival,így nagyon szembetűnő a változás.16ezerért árulták a frekiváltót.Ilyen fajta:https://www.galco.com/buy/Control-Techniques/SE11200075
A telefonba mondta az eladó hogy hibátlanul működik,de a háza össze van törve.Külön kihangsúlyozta többször hogy nagyon szarul néz ki,úgyhogy meglepődtem mikor megérkezett mert csak egy 200Ft-osnyi darab hiányzik a balfelső sarkából,az is hátulról a hűtőbordától.De adott egy másik nagyon összetört burkolatot aminek az a része ép,így abból ki lehet pótolni emezt.
Így maradhatott minden gyárilag az emcon kivéve a motort,mert azt át kellett kötni belül.Mégegyszer köszönöm aki javasolta a motor szétszedését és a tekercsek átkötését.Így az olcsó frekiváltóval ez lett a legolcsóbb megoldás.És persze jó is lett.
Ma meg megérkezik elvileg az ékszíj a kis oroszhoz is,és az is kész lesz.
Ja és a motorházat középen nem kell szétszedni. Az egészet függőlegesen egy annyira kinyitott satura kell felállítani, hogy a csapágy ki tudjon bújni. Ha nincs lehúzód, akkor két félfuratos, 4-5 mm es laposacélt kell a tengely mellett két oldalról a csapágy alá dugni, a házon feltámasztani és a tengelyt tovább ütve a csapágy le fog jönni.
Ezután ugyanígy a másik oldallal is ezt kell tenni, ügyelve, hogy a tengely ne menjen be túl mélyen, nehogy a csapágy megsértse a tekercset!
Ez van nekem is, úgy lehet szétszedni, ahogy írtam, csak a menetre vigyázni kell a tengely végén. Érdemes hozzá egy zsákfuratos kiütő réz, vagy bronz dornit esztergálni.
Köszi a segítséget, hasonlóra gondoltam én is, csak nem mertem nekiállni ütögetni a tengelyt. Az zavart meg, hogy amit te is írtál csapágyfedél itt nincs, illetve van, de a belső lyukon pont átfér a csapágy. Olyan, mintha 2-3 helyen rá lenne hegesztve a fedél a házra. Valamiért nem töltődtek fel a képek, de megpróbálom újra, ha látod hátha emlékszel rá, mielőtt elkezdem ütögetni.
Óh, de sajnálom, nagyon vidám barátságos kollégánk volt. Sajnos a régi MOM osokról is manapság hasonló híreket kapok. Hiába mi akkor még fiatalok voltunk, ők meg kicsit idősebbek nálunk.
Külön szomorú, hogy sírba visszük mindazt a szakmai tudást és tapasztalatot, amit egy életen át szereztünk és nem lesz kinek tovább adnunk.-:((
Pár éve a Puskás suli amatőr börzéjére vittem ki pár kacatot és nagy örömömre régi ML esek is voltak ott.
Arra is emlékeztek pontosan kinek hol volt az asztala a műhelyben és melyik sorban.
(az ML magnókból egyébként egész sorozata van egy terényi gyűjtőnek a világ legnagyobb magnó gyűjteményében!)
Jó rég szedtem szét ilyet, de emlékeim szerint a csapágyfedelek leszedése után óvatosan el kellett kezdeni (rézdornival, vagy bronzkalapáccsal ) egyik irányba, amerre könnyebb kiütni a tengelyt az állórészből, amíg a csapágyházból ki nem jön annyira, hogy a csapágylehúzó a külső koszorút már megfogja. Utána a másik irányba ugyanez a művelet.
A Borsosnál nem nagyon volt szimpi nekem a társaság, de az öreg Udvardi valamiért nagyon kedvelt.
Mikor a mérőben a többiek megtudták, hogy használhattam az esztergát a műhelyében, el voltak képedve, állítólag ott még senki más nem dolgozhatott, csak az ottaniaknak volt megengedve.
A mérőben Peszlen, Böbe, Kocsány, Zámbori, Liebszter, Gálpityu stb. voltak. Talán emlékszel rájuk, ha ismerted őket.
Egyébként gyakorlatilag minden műhelyben, akár mechanikus, akár elektronikus volt, mindenhol volt valaki, aki olyat tudott, amitől elállt a többiek lélegzete is, és lehetett tőle tanulni. Ettől volt az egész olyan profi.
Aztán vagy tíz éve az egész telken az összes épületet legyalulták a földig. Most autóparkoló van a helyén. Siralmas.
Az Udvarditól balra volt a Borsos- Horváth Bandi részleg. Középen ült a fúrógépsor végén Peca a meós. A műhely végén volt egy pad, amire egy állandó esztergályost alkalmaztak.
Emlékszem az Udvardinál volt egy heveder hajtású szerszámélezőgép, amit lakat alatt tartott és a kulcsát ki kellett nála érdemelni. Volt nála egy idős rugókovács szaki is, akitől egyengetési munkáknál szintén lehetett tanulni.
Szóval nem kutyaütők társasága volt ott sem, tiszteltük is a nagy öregeket.
A bemérőben talán Herczegnek hívták az egyik jófejet, akit ismertem.
Akkor még nem szereztem meg az elektronikai műszerészséget, - ami csak később a MOM ban lett meg -de már régóta amatőrködtem, ezért a bemérőben is kicsit legyeskedtem.
(Miután az ML nem támogatott ebben a MOM által kínált lehetőséggel élve 82 ben továbbléptem.)
Tudna valaki segíteni, hogy hogyan lehet szétszedni a képen látható köszörűt? Csapágyakat szeretnék cserélni, de az istennek nem jön szét. Úgy gondolom, középen kellene neki. Villgépes.
A laposmenet logikus. Annál ui. nem keletkezik radiális erő meghúzáskor, és mivel 90 fokos a menetfal a tengelyre, nem fog a nem létező erő által radiálisan elmozduló orsó/anya hatni a tokmánypofára, nem mozdítja el azt.
Már persze ha nem bilivasból és atomkotyogósra csinálják.
Én 88-92 között, szintén a Gorkíjban, a Frajka mérőben. De be-be kéredzkedtem az Udvardi műhelybe is drehálni, meg a kisérleti mechanikára is, ezt azt megfusizni.
Az a tokmány viszont érdekes, és gondolom azért is készülhetett lapos menettel, mert külső, belső pofánál, illetve külső, belső befogásnál azonos szorító erőt kell elviseljen.
lehet, hogy hülyeség, de azon gondolkodtam, hogy a pofákat nem tudták volna pontosan egyforma mozgásra is szinkronizálni, mondjuk a tokmánykulcs forgatásakor fordulatonként érezhető belső golyós arretálással, vagy valami helyzet jelző segédskála gravírozással.
79-82 ig dolgoztam a Gorkij Fasorban, ami ráadásul katonai üzem is volt.
Alkatrészgyártó és végszerelő műhelyben dolgoztam, ahol finomlemez munkák is voltak, és ezt az új területet is megtanulhattam. Elég szigorú minőségi elvárások voltak ott. A műhelyben állandóan ott volt a MEÓ-s és amikor pl. az első menetet kifúrtuk oda kellett hozzá vinni, hogy kaliberrel ellenőrizze, csak aztán folytathattuk, ha a menetfúró nem volt már kopott.
Sajnos a krémből a Gamma, FMV, KFKI a rendszerváltás miatt már kimaradt.
Gyakorlatilag a földdé tették eggyé a műszeripart. Persze ez sajnos a gépiparra is igaz.-:((
" A Chinoin műhelyében az ősszel voltam, szintén külsősként."
Nemcsak a nagy tudású szakoktatónak, hanem az akkori, már 60-as évek végi modern gépparknak is köszönhetően lehetőségünk volt sokféle szerszámgépet megismerni és azokon a forgácsolást gyakorolni.
A cég műhelyeit a kovácsműhelytől kezdve a forgácsoló és szerszámműhelyen át a mérőszobáig rendszeresen látogattuk gyakorlat céljából.
Ott láttam először horizontál, karusszel padot, szikraforgácsoló gépet, légpárnás köszörűt, rugóskalapácsot, amit más gépekkel együtt működő kis modellként elkészítettünk.
Múltkor használtam először, és féltem is tőle, hogyan tudok központozni, de olyan volt, mintha a Gellérthegynek toltam volna neki a pofát! Mikor elérte a munkadarabot, az nem tolta át a túloldalra, hogy onnan is szórakoznom kelljen.
A MOM-ban a kutatáson voltam, de a RabolMIM-ben (az akkori belső elnevezése :-D) már külső partnerként, a szoftverekbe ütöttem bele az orrocskámat. A Chinoin műhelyében az ősszel voltam, szintén külsősként.
A Labor MIM ben egy kisebb oszlopos fúrógéphez hasonló menetfúró gép cserekerekekkel biztosította a menetfúrónak és persze a metszőnek a megfelelő nyomatékot, ill. emelkedést. Jól lehetett vele szériázni.
Az sem volt semmi, amikor az asztali fúrógép karjának végére irányváltó kapcsolót szereltek és azzal fúrtunk zsákba M 2 es retesz rögzítő menetet tengelyvégekbe. Hát ahhoz kellett a jó reflex, meg a TITEX.-:))
Voltam az A épületben is, ami a 3-as portánál volt.
82 ben ott kezdtem, miután egy Ki minek mestere szakmai vetélkedő alkalmával ajánlottak fel 3 helyet. A 15-ös, Kollimátor o. és a Központi Optikai Kutató Labor közül választhattam.
( A MECHLABOR bó jöttem ide, de előtte megvolt a Labor MIM is, mert szerettem vándorolni -:)) )
Én KOKL -t választottam, ahol Hegyesi Géza irányítása alatt a száloptika gyártást fejlesztettük. Ott egy E 1 N es gépünk volt, azon készítettünk különböző dolgokat, amit Géza néha a tízórais csomagolópapírunkra leskiccelt nekünk.-:))
A nagy épület, a B-C akkor épült és pár év múlva mi is oda költöztünk.
Közben a Kísérleti műhellyel, TMK val is megvolt a kapcsolat, utóbbi az üvegszál húzó gépeket gyártotta le a zalaegerszegi gyárnak.
Aztán 91-92 ben a száloptikának vége lett és a Kollimátorba kerültem Gyimóthy Kálmánhoz aki egy nagyon jó képességű esztergályos végzettségű régi optikus szakember volt. Na többek között ő vette meg otthonra az egyik Kärger padot.
Azon az osztályon optikai műszerek bemérő készülékei és egyedi gyártmányok készültek. Az egyik kedvenc gépem egy NDK MLW, vagy milyen típusú elektronikus fordulatszabályozással hajtott egyetemes marógép volt. (Szerencsés ember lehet, aki azt megvehette.)
Az első drehapad, amin tanulóként 68-71 között a Chinoin tanműhelyében dolgozhattam egy EAN 340 es volt és bizony mi is gyakran kivettük belőle a hidat.
Ehhez a géphez készítettünk egy, a késtartó helyére a kézi szánra szerelhető merőleges felső szánt is rajta gépsatuval kisebb marási munkák céljára.
Soha nem felejtem el, az eredetileg szerszámkészítő Karcsi bácsit akitől olyan szakmai trükköket tanulhattam, amikről még a MOM ban sem hallottak és még ma is hálás vagyok neki, hogy - időnként szó szerint - belénk verte a mech.műszerész szakmát. Azt sajnálom, hogy lassan nem lesz kinek a tanultakat tovább adni, mert ez már nem érdekel senkit.
(Ma sem maradtam pad nélkül, mert 91 ben sikerült vennem egy kis vadi új orosz, tanulóknak kifejlesztett padot, így megvan rá a lehetőségem, ha néha valamit gömbölyítenem kell.)
Íme pár kép a csodatokmányról . Gyárilag mindene lötyög így elkerülhető a kenetlen alkatrészek összerágódása . Lapos menetet alkalmaztak .
A Danuviában volt hasonló rendszerű RÖHM 200-as tokmány , de az precíz volt és használható ! 100-200db kis szériáknál ha nem készítettek felfogó készüléket simán elkészítették és a MEO át is vette . A legjobb viszont egy ruszki tokmány volt aminek egyenként és egyszerre is lehetett állítani a pofáit . + az egyenként állítható pofákat rögzíteni is lehetett . Ezt Én sosem használhattam , még segéd koromban sem . Csak az öreg szakik .... Az egyik készített alá agybillenthető felfogót ( valaki már tett ilyenről fel képet ) . Komoly dolgok voltak ott és mind-mind szerterfoszlott a felszámoláskor mint a MOM , REMIX , Csepel .... stb .
Ezzel az Unimax-os csodával egy bepontozott bronz keresztszán anyát próbáltam központba rakni , majdnem 3 órát játszottam vele úgy , hogy mérőorát raktam a két szembelévő pofákhoz és úgy próbáltam állítani a darabot . 0,4-0,6 mm-t tolta át a darabot amikor lazítottama szemben lévő pofát . Két tokmánykulcs egyidejű ( egymással szembeni pofáknál) használatával egész belejöttem a végére . Pár nap múlva azért maradt a síktárcsás bevált módszer .
Annyit újítottam ( lehet , hogy már más is csinálta így ) , hogy a gondosan bepontozott darabba központfúró használatával belefúrtam és felfúrtam átmérő 8mm-re , és ezt a furatot óráztam ki . Szerintem így pontosabban lehet eltalálni a közepét . Természetesen körbemunkált és a helyén órával beállított darabnál tökéletes .
2014-ben felvásároltam egy hagyatékot , és onnét hozzám került egy ilyesmi menet másoló gép ami a MOM-ból lett kimentve . Megvannak hozzá a menet etalonok is . Volt még a hagyatékban egy spéci kúpos menetet esztergáló gép , forgó zsámolyon volt a főorsója , kardánokkal volt hajtva az előtolómű . Egy Gyula nevü úr hagyatéka volt . Valami rövid vezetéknevü .
"De azért vannak érdekes dogok is .... Van egy 30-as években gyártott 1000-es dupla prizmás kemény ágyas lapos szíjas gépem amihez nincs meg a híd . nincs elcsavarodva és 0.003mm-en belül van ."
A MOM ban a cég bezárásáig is használatban voltak Kärger padok, amiken nagyon pontosan lehetett az optikák több bekezdésű meneteit után szabályozni.
Mivel sem vonóorsó, sem nortonszekrény nem volt rajtuk, a szíjjal hajtott főorsó különböző menetemelkedésű két félből álló, cserélhető betétekkel előre, hátra járva vágta a menetet az ágyazaton fixen rögzített menetkéssel. Fogasléces hossz szán sem volt rajta, a kézi és a keresztszán tartót egy nagy öv. szárnyas anya rögzítette a kívánt pozícióban az ágyazatra.
Barkács célokra 10-12 ezerért árusította ki a cég őket 92 ben. Ugyanakkor E 2 N felújított gép 50 000-ért ment.
(Egy ismerősnek a kis kofferes órásesztergánkat 25 000 ért vásároltam meg, mert mindenáron csapfuratokat akart rajta furkálni óra fogaskerekek tengelyeibe.)
Csak ha értesz - van rálátásod a géplakatos szakmához valamennyit !
Én rendszeresen kiveszem a hidat ( 1-2 hetente de volt , hogy visszatettem - beállítottam és vehettem ki megint ) . A beállítást kezdetekben 300-as tusírlécel ellenőriztem , mostanában 2 mérőórával egyszerre . Kipucolással beállítással együtt kb.5 perc . Egyik E400/1500-as gépemen kúpos szegekkel lehetett poziciónálni , annál nehezebb volt a művelet , aztán szegek nélkül pontosabb volt a visszahelyezés .
Való igaz , hogy a honvédségi készletekből előkerülő EAN gépeknél rendszeresen előfordult , hogy a híd alatt sorja vagy piszok volt . A csúcs az volt , amikor nem volt az ágyon lévő felfekvő felület megmunkálva , 4 sarokra tett csavar fején feküdt fel a híd .
Munka után tedd vissza a hidat még akkor is , ha másnap újra kiveszed . Télen főképp , amikor reggelre kihűl a műszak alatt fűtött műhely .
De azért vannak érdekes dogok is .... Van egy 30-as években gyártott 1000-es dupla prizmás kemény ágyas lapos szíjas gépem amihez nincs meg a híd . nincs elcsavarodva és 0.003mm-en belül van .
A véleményem nekem is az, hogy nem érdemes kivenni a hidat. Nem biztos, hogy vissza lehet tenni oda ahogy volt. Mi van akkor, ha már a gyártáskor is került valami szemét a híd alá,és úgy lett összemunkálva, vagy a csavarok nem úgy lettek lehúzva mint még egyszer. Annyit nem ér meg a kiszedegetés, hogy az után bizonytalan legyen az ágy. Nem azt mondom, hogy nem lehet újra pontosan visszatenni a hidat, de a pakliban bent van a rossz eredmény is.
T.Hirdeto!Ha mar hirdetsz,tedd ugy,hogy a vevo is kepben legyen! Mekkora az a Morse kup? Ha nem tudod tehettel volna melle egy centimetert vagy egy doboz gyufat.Udv:szormok
Nekem is bő háromnegyed éves munka volt egy késtartó és egy tucat betét elkészítése. Ha volt egy kis időm dolgoztam vele. Írtam a munkáról a cnc oldalon.
Bocsánat, én csak a képet láttam és fel sem tűnt, hogy alumíniumból készült levél nehezékről van szó. Én E2N -en az olaszhoz hasonló (Dózsa TSZ által gyártott) késtartót használok. Van hozzá nyolc késbefogóm, de sokszor az is kevés. Jó lenne továbbiakat készíteni, de idő hiányában, még nem került rá sor (kb. 16 éve).
Acéloknál a rugalmassági modulus közel állandó (elhanyagolhatóan változik), függetlenül a szakítószilárdságtól.
A nagyobb szilárdságú anyag alakváltozása valóban kisebb lesz. (Hooke törvénye)
A probléma csak az, hogy a rugalmassági modulus egy nagyságrenddeel nagyobb, a szilárdságot emiatt nem lehet olyan mértékben emelni, hogy az a merevség csökkenését ellensúlyozni tudja.
Amúgy az öntöttvas sem túl jó e téren, csak annak meg a rezgéscsillapító képessége a nagy. :)
Én is, főleg amikor menetet kellett bele fúrni. Menetfúró gyilkos. Csak a titexet, és a fúró- vágó sprayt szereti. Mondjuk a KO 8-11 még mindig jobb a KO 36 nál. Annál minden pofa és satunyom meglátszik, így érdemes alu "pofát" használni.
Tipikusan ez az a hely, ahol a legjobb menettipus a laposmenet lenne. Gondolom trapéz van benne, és az alkatrészek tűrése meg olyan, amilyen, tudnak hová elmozdulni a trapézon elcsúszó alkatrészek
Oké, de korrelál a merevség a szakítószilárdsággal. Mondjuk a korracélnál nem, az olyan mint a takony, nyúlik, mállik, tapad, de legalább nehezen szakad. UTÁLOOOOM...!!!...:-)))
Azt hittem , hogy valami precíz dolog ... Beállításkor olyan , mintha nyúlnának a menetek . A pofák alsó felületébe van belemarva az állításhoz szükséges menet ( nem zárt vonalú a menet , olyan mint a lakatanya félbevágott fele ) . Meghúzáskor a menetes orsók próbálnak kitérni a tengelyvonalukból , ezáltal megnő a menetek hézaga és ekkor tapasztalható a nyúlás .
Kisebb méretű fenyőfákhoz jó karácsonyfa talpnak .
mert esztergakéstartónak ugyan nem jó, másra (mondjuk fényképezógéphez vagy pl modellező kis maróhoz) viszont igen, nyilván azért nem dobtam el. amúgy kötve hiszem, hogy ez a szilárdság, merevség elég lenne ezstergáláshoz.
Nehogy valaki ilyet rendeljen, ez egy akkora átverés! Banggoodon rendeltem, aztán vissza is kértem szépen az árát (és visszaadták :) ), azóta is az asztal alatt van. Az egy dolog, hogy alumínium (?!), de olyan pontatlan a mérete, hogy a fecskefarokból majdnem kiesik a késtartó. De ha valaki nagyon vágyik rá, fele áron odaadom. (más célra amúgy biztosan nagyon jó, esztergakést tartani nem.
E-400 -as lakatszekrény alkatrész látható egy pár képen ami az előtolást kapcsolja amelyik a homlokán van bordázva sűrűn,nincs számozva ezért csak így tudom azonosítani,ja van benne egy retesz.
ha jól értem ez egy 40mm vastag korong, 150mm átmérő, 30mm furat. baromi sok benne az anyag, nagyon nehéz is lesz. lehetne a teste valami olcsóbból, és azon két gyűrű, lehet venni danamid csövet. de nem tudjuk mi indokolja hogy danamidból legyen.
Hatezer egy kiló ilyen anyag. egy tábla (150x150cm) 10mm-es tábla 60 000.- volt pár éve. Szerintem egy fél négyzetméter 40mm anyag pont annyira lesz drága, mint amit először sokallottál.
Sokféle anyag létezik még, kérdés mire fogod használni? A textilbakelitből perselyek, fogaskerekek is készülnek, amit olajban ki lehet főzni.
De van sok más műanyag a danamidon kívül is, szusztamid, bonomid, PVC (lemezben is ). Némelyiket négyzetes rúd anyagból is le lehet szeletelni. Különleges igényekhez teflont is szoktak használni ( hő, vegyianyag kitettség, csúszás igény ), de azt pláne nehéz megfizetni.
Ha a fa is elég, akkor ragasztott rétegelt lemezben is lehet gondolkodni. Az orosz mozgólépcsőkben is használatos pl. fa-műanyag (impregnált) lánckerék. -:)) A vonóláncból ez adja át a mozgókorlát hajtást. Újabban már ezt danamidból gyártják.
Az olaj viszkozitása sokszor befolyásolja a szelepek működését,persze,ha a szűrő tele volt,és esetleg a csőkötés laza beszívja a levegőt,és nem kap olajat.
Oké, tehát a közepén a 30 mm (nálad 3 cm) az nem sugár hanem átmérő.
De ehhez te miért kalkuláltál 1 m hosszú rúdanyaggal? A 160 mm átmérő pont jó, de neked elég lenne kb. 200 mm hossz is. Nem csak 1 métert lehet kapni ám...:-)
Köszönöm a segítséget, még aznap megoldottam amikor az előző üzenetemet feldobtam a fórumba, de az volt a probléma amit írtál. Levegős volt a szívó rész. Azt leszereltem, ami nem is volt felesleges mert szerintem az még 1965 óta nem volt levéve soha és a szűrőkosár tiszta dzsuva volt, és miután kitakarítottam feltöltöttem olajpréssel, majd visszatettem a helyére, ezután elindítottam a gépet és 10 másodperc után már vitte az olajat :D
Néztem milyen olaj kell a hajtóműbe, a gépkönyvében le van írva, dehát olyan olajat már a világon sem lehet találni, ezért azt az alternatívát választottam, hogy az mégis csak egy sebességváltó, tettem bele jó minőségű német sebességváltó olajat, ami a 75W90-es olajnak felel meg, ami hígabb mint ami volt benne.
A szivattyú szívó részének feltöltésével sikerült megoldani a problémát. Úgy veszem észre, az olaj tekintetében jól választottam mert, ha nagy fordulaton járatom a gépet, akkor a hajtómű házban szó szerint sűrű olajköd keletkezik, így olyan helyre is eljut az olaj ahová eddig nem jutott el a réz vezetékekből csak csepegő sűrű gépolaj. Emellett persze az egész gép csendesebben jár.
Nem vagytok elég kreatívok: Asztalos szorítóval, vagy menetes szárral pár keményfa darabot felfogva az ágyazatra simán lehet egy ideiglenes bábot csinálni. Nyilván durva melóra nem jó, de egy kúpot besimítani bőven elég.
Szeretnék esztergáltatni 4 cm vastag, 15,4 cm széles és 3 cm belső furatú/sugarú perselyt egy pár darabot. Ehhez pont elég is lenne egy 160mmx1000mm danamid rúd, viszont az árát sokallom. Kb. 50 ezer, így hobbi eszközre nekem kicsit sok.
Kérdésem, hogy milyen anyaggal lehetne ezt kiváltani? Még ha negyed ennyire tartós az se lenne gond. Vasat azért nem gondoltam, mert az túl nehéz lenne.
Nem jutottam semmire!Úgyhogy rendeltem ebay-ről 14x1,5-ös balos metszőt,meg fúrót.Igaz nem trapézmenet lesz,de legalább lesz mivel újat gyártani ha elkopik. Ha meg találok gyárit akkor majd kicserélem.Ez nem mellesleg a legolcsóbb megoldás is volt.7ezer volt postával együtt a kettő,úgyhogy rendeltem 14x2-es balosakat is a kis orosz géphez.Az meg 4 ezer volt a kettő.
A kis orosz esztergán megoldódott a motor kérdés.Eredetileg 180w-os motor van rajta ami 1400-at forog.Nem akartam drága motort venni rá,így vettem egy régi kétsebességes mosógép motort.A kisebbik fokozata 320w 420-as fordulattal,a nagyobbik 750w 2800-as fordulattal.Már csak egy felező áttételt kell beiktassak a motor meg a gép közé és az jó is lesz.
Az emcora még mindig nem eldöntött milyen motor menjen.
Ma lecseréltem az ME-1000-es marógépemben az olajat a gép fő olajtartályában, miután kifolyattam az összest átmostam benzinnel ahogyan a gépkönyv írja. Ezután felöntöttem a szükséges mennyiségű olajjal, míg annak szintje el nem érte az ellenőrző ablakban a 2/3-ot.
Ezután elindítottam a gépet és azt tapasztaltam, hogy az olajszivattyú nem szállít egy csepp olajat sem, nem keni a sebességváltó fogaskerekeit.
Valakinek van ötlete mi lehet a hiba oka? (Persze addig jó volt, hibátlanul működött a szivattyú csak már az olaj volt benne nagyon rossz állapotban)
Egy 3 pofás fém esztergatokmányhoz keresnék lágypofákat, vagy olyan pofákat, amelyekben menet van. Csak ennyit találtam rajta: átmérő jel utána S100 ZJ és alatta No1523 még alatta: 79
Gyürüstokmányt készitenénk, ahhoz kellene. Interneten nem találtam igy semmit róla...
Van rajta 3 külső pofa... Végső esetben hegesztenénk rá, és abba menne a menet, de aki vállalná-esztergályos- nem bizik ebben, hogy jó lesz. Lágyitást sem csinált.
Meg tudom csinálni, de ne kérj határidőt. Ebben az évben biztos nem lesz időm rá, a saját fűrészemmel is alig haladok. Ha valaki hamarabb, azzal beszélj.
Megvan az eredeti darab, amiről a műszaki rajz készítve lett, csak le kellene másolni egy anyagból, aluból vagy rézből, és megvannak a menetes orsók is amire rá kell menjen!
Feldobok mondjuk a kettőért (egy balos, egy jobbos) 40 rugót, ha szépen legyártja valaki!
Szia. A méretek nagy vonalakban: Az alja 10x65x135mm. A hosszanti tengelyén az egyik végétől mérve 45mm-re kellene e 8mm-es furat 5mm mélységben (nem átmenő) és e furat középpontjától felfelé és lefelé egy egy 6mm-es átmenő furat imbusz csavarnak .Ez az egész felfogatása a keresztszánra. Az egész szerkezet teljes magassága 56mm.Ez a csúcsmagasság. A forgó zsámoly 60mm átmérőjű a központja a talprész másik végétől mérve a hossztengelyen 35mm-re esik. A zsámoly magassága 25mm. A négyszög betét 15x15-ös. A kar az 90x10mm-es a zsámoly hossztengelyéhez viszonyítva jobb oldalt 45 fokban. Te megtudnád csinálni esetleg??? Vagy valaki? :) Persze kifizetném...
Tudnátok segíteni? Keresek mesterembert aki legyártja nekem az alábbi alkatrészt! A dologban a csízió, hogy kettő darab kell, ez egyikben balos, a másikban jobbos laposmenettel! köszi! anonymemeister@gmail.com
Faesztergához csináltam már vagy két-három darabot. Itt is az a kérdés, hogyan, hova lehet felfogatni, mekkora a csúcsmagasság? Milyen kést szeretnél használni? Stb....
Sziasztok. T.I.P. műszerész esztergapadhoz kellene nekem gömb esztergáló. téglalap keresztmetszetű karikagyűrűből kellene féldomborút esztergálnom 6-7-8-9-10mm. Eddig mindig köszörültem profilkést de nem az igazi. Tud valaki segíteni?????
Nekem is ilyen késtartóm van, ez az úgynevezett olasz késtartó! Jópofa cucc amúgy, pillanatok alatt lehet kést cserélni, ha van pár tartalékban. Mondjuk nem könnyű beszerezni használtan, újonnan meg drága.
Szia! Majd megadhatnád a mailedet, ha nem gond, van egy Skywatcher 200/1000-es newton távcsövem, egy pici segítséget szeretnék kérni, mert eddig nem sokra mentem vele. Mondjuk tegnap sikerült jusztírozni, csak ma meg felhők vannak! :D
Elkészült a tokmányhátlap, csináltam egy videót az ellenőrző mérésekről:
A tárcsa többszöri levétel-felrakás után is két századon belül fut tengely- és sugárirányban is. A tokmány palástjában van 0.05mm hiba, amit sokallanék, ha nem külön állítható pofájú 4 pofás tokmány lenne, amivel pontosan tengelybe lehet állítani a munkadarabot. Ami fontosabb, hogy a tokmány homlokfelülete körben egy századon belül fut, így a munkadarab tengelye kellően párhuzamos lesz a forgástengellyel.
A tokmányon sajnos látszik hogy kínai, a tokmánypofák vezetékeit is milyen szépen megmunkálták:
Csak nagyolva van, az élek sorjásak, majdnem megvágtam vele magam pucolás közben. A homlokfelületen a logónak készített furat széle is sorjás, kiemelkedik a tokmány síkjából.
Jol irja a Gabor. A videon azert nem huzta meg az excentert, mert a kezeben volt a kamera.
Viszont, ha meg nem esztergaltal, kerj meg egy tapasztalt szakit egy gyors kioktatasra, mert nem jatekszer egy ilyen gep!!! Rusnyan el tud banni az emberrel!
Sajnos én nem láttam még közelről ilyen késtartót, de ahogy a netes videókban láttam, a hátsó hatlapfejű excenterrel meg kell lazítani a késtartót, azt ki kell emelni a bordákból, és ezután lehet elforgatni a rögzítő szerkezetet a bordás henger körül.
Sajnos mint látható a felső oktatási rendszerben még a tanerőknek is lenne mit tanulni. Mit lehet elvárni egy szakmunkástól ha van ilyen képzés?? Vagy az OSKOLA csak papírt ad tudást az élet netán az idősebb szakiktól kell ellesni,ill.megtanulni. Kövezzetek meg, de hiányos tapasztalatom, hogy csak mellényt és nagy arcot kap a leendő mérnök ÚR-HŐLGY az e fajta képzéstől. Hozzá tenném nem a diák hibája hanem az oktatási rendszeré. SAJNOS!!!
Én már arra is gondoltam hogy viccelődik itt az öreg szakikal , esetleg leányzó .
Ha nem vicc , akkor elég elkeserítő .
Nem az Ő hibája ha a hagyományos megmunkálást , ennyire nem tartja fontosnak az oktatás , evvel egyetértek . Azt hittem érintőlegesen , de legalább megemlítik , hogy a régiek is szinte mindent el tudtak készíteni . Meglepődtem a dolgon , nagyon rövid élettartalmú hulladékot gyárt az ipar manapság sajnos .
Sokszor elgondolkodom hogyan egyeztethető össze a tervezett avulás , a környezetvédelem látszólagos erőltetésével .
"A tengely így lett legyártva, kész alkatrészről méreteztem a rajzot."
Azt gondoltam te tervezted, de ez így akkor szerkesztő munka, nem tervezés.
A kifogásaim az eredeti konstrukcióval kapcsolatban is igazak, nem véletlenül kérdeztem, hogy mi a cél.
Attól, hogy így lett legyártva, nem biztos, hogy ez a legjobb megoldás...
Most már kíváncsi vagyok, hogy vajon mi lehet a szereléstechnológia, van erről a tengelyről egy komplett összeállítási rajzod, vagy fényképed összeszerelve?
"sima egyszerű vízszintes marón nem hiszem hogy a gerenda elfordítható lenne :)"
Azon nem forgatható, de nem is említettem vízszintes marógépet. Elkerülte a figyelmedet az "egyetemes" kifejezés. Azt meg már mások írták, hogy nem a gerenda forgatható.
Nameg azzal még nem lenne a probléma megoldva, mert a maróorsó a gépállványba van beépítve. :)
Segítsünk neki hiszen lehet hogy nem sokára a főnökünk lesz belőle: Szóval az a maró egy horizontál tüskére van rögzítve. Azaz a gépbe egy kúppal csatlakozó reteszhornyos tengelyre van felfűzve a maró szintén reteszhornyos gyűrűkkel támasztva. A tengely végén egy hengeres széles gyűrű illeszkedik a támasztó csapágyba majd a végén egy finom menetes anya szorítja össze az egészet.
Ma megvenni akarod, horror. Ha eladni, akkor kínlódva a töredéke, akár a tizede. Ha "égeti a kezedet", akkor dobd fel az ebay-re 1 EURO-ért és beárazza a piac. Ott azt vettem észre, hogy egy új/újszerű cucc a listaár 70-75%-áért megy el, ha keresett termék.
Az a baj ezzel, hogy értékes cucc, de egy rendszernek csak a része. Kell hozzá a vevő is. Ha nem bemérőgépre megy akkor meg a szerszámbemérő nélkül csak félkarú óriás a CNC-d.
Valóban, igazad van :) tudnál esetleg egy ilyen típusú marógépet mondani, amelynek a teljesítményét, beállítható értékeit interneten is megtalálhatom ? :) Az ME-1000 es típusú marógép ilyen?
A videóban látott marószerszám hogy kerül rögzítésre a marótengelyre ?
Pár észrevétel a rajzhoz (sajnos nagyban nem tudtam megnyitni):
- A mérethálózat szerintem áttekinthetetlen, különösen az átmérők. Inkább több nézetet, metszetet, szelvényt csinálj. Már csak azért is, mivel pld. 52 mm-nél, 93 mm-nél, stb. jelölve van a szelvény középvonala, de mégsem látszik. Amit berajzoltál (A-A) az nem metszet, hanem szelvény.)
- Figyelj a méretek olvasási irányára, a méretvonalat nem metsze semmi.
- Félnézet-félmetszet esetén nem kell berajzolni a nem látható élhez tartozó méretsegédvonalat és méretnyilat.
- Ha jól emlékszem, akkor a lábkörátmérőt nem méretezzük, csak a táblázatban szerepel.
- A tűrésezett méreteknek csinálj táblázatot.
- Hiányoznak középvonalak (3-as furat).
- A szelvényen lévő három furat szöge nincs megadva (120o).
- A beszúrásoknál ne mélységet, hanem átmérőt adj meg.
- A menetre és a belső furatokra is kell az 1,25-ös érdesség? Lehet, hogy megoldható, nem tudom. Ha nem kell, akkor az általános érdességet lehet nagyobbra venni.
A tengely így lett legyártva, kész alkatrészről méreteztem a rajzot. A fogaskerék nem kötőelemmel van rögzítve a tengelyre, nem összeszerelés útján kerül rá, hanem a tengelyre van munkálva. A radiális irányú hornyok is így helyezkednek el az eredeti váltótengelyen :) beszúrások méretei, helyei szereléstechnológiai szempontból vannak kialakítva, helyük nem módosítható, kialakításuk nem mellőzhető. A borda tűrése jogos, utánanézek az illesztésnek és javítom. :)
Az egyetemes ferde fogazat marása a videón nem tudom melyik gépen valósítható meg, egy sima egyszerű vízszintes marón nem hiszem hogy a gerenda elfordítható lenne :)
A saját kérdésedet válaszoltad meg, egyetemes marógépen meg lehet csinálni a ferde fogazást.
Sajnos a mai oktatás ezeket a technikákat kezdi elfelejteni, így a gondolkodásra sem tanít meg.
Hiába a legkiválóbb cnc gép, ha a munkadarabot se tudja megfogni a muki, és fogalma sincs a gyártási sorrendről.
A rajzi hibák, a teljesség igénye nélkül:
(Nem is olyan kis hibák, jobban megnézve.)
- Méretnyilat, méretszámot nem metszünk semmilyen vonallal. Szarvas hiba, ezért karó jár már szakközépben. :)
- A mérethálózat vasvillával van felhányva.
- El kellene dönteni, hogy ez most összeállítási, vagy alkatrészrajz.
- A fogaskerékről külön alkatrészrajz kell.
- A félmetszet/ félnézet esetén mit keres itt a kitörés? Minek? Zavaró, ráadásul rossz is.
- A fogaskerék agya mekkora átmérőjű, miért nincs metszve? (A fog felületi érdességét a pontvonalon már nem is mondom.)
- Egyéb kerékméretek, nyomatékátvivő kötés?
- A beszúrások célját bár nem tudom, de ha egy mód van rá, a bordáknál kerüljük. A 1,5 mm-es váll átszakad könnyen a két beszúrás között, az esztergályos meg idegbeteg lesz, ha ezt meglátja. (Gondolom seeger horony, de minek ennyi? Nameg annak mély.)
- A borda szélességének van tűrése.
- A 3 furatnak mi a szerepe? Ha kenőfurat, azt nem fúrjuk egy síkba, osztásba meg pláne nem, minek? Gyengíti is a tengelyt, aminek a fala amúgy is vékony.
Lehetne még sorolni...
Műhelyben látták már ezt a rajzot? Egyelőre ne mutogasd, dolgozz még rajta egy kicsit.
Igen a beta szög valóban lemaradt, javítom is, milyen más hibákat fedeztél fel a rajzon ? vaskukac
A fogaskerék megmunkálása az alkatrész utolsó forgácsoló megmunkálása a hőkezelést és a köszörülést megelőzően, a céggel pedig megpróbálom felvenni a kapcsolatot. Hagyományos marógépen ferdefogazat kialakítása tudtommal nem megoldható, bár már láttam egy két egyedi esetet ( pl https://www.youtube.com/watch?v=mfCL00MgJlY )
esetleg cnc megmunkáló központ hajtott szerszámmal és vagy a szerszámtartónak kell tudnia tengely körül forogni rferi
Nagy bajban vagyok !! Végzős hallgatóként a szakdolgozatomhoz lenne szükség segítségre. A leadási határidő nov 30. és a tengelyemen amely a diplomamunkám tárgya található egy ferdefogazat, 20°-os profilszöggel, és a gyakorlati helyemen ahol írom a dolgozatot (kötelezően választani kell) most kijelentették, hogy egyik megmunkáló központ sem alkalmas az előállításához, holott a kezdetek kezdetén letisztáztuk, hogy miről lenne szó, és akkor azt mondták csak a köszörülést nem tudják megoldani. Szóval szükségem lenne bármilyen gépre, amin ezt elő lehet állítani és kellene egy szerszám is hozzá. A fogaskerék adatai:
Én nem értek hozzá,de a rádiusz a feszültség gyűjtés elkerülése végett kell mint az autóalkatrészeknél.(autószerelőként végeztem)Azt a leszúrókést teljes félkörben köszörüld meg,és 45 fokban csinálj egy beszúrást a sarokba.A rádiusz lehet minuszban is az átmérőhöz képest szerintem.A lényeg az éles sarkok elkerülése.
Végül egyelőre nem alakítottam rádiuszosra a nyak tövét, mert nem akartam tovább vékonyítani sem átmérőben a nyakat, sem vastagságban a tárcsát, pedig már a kést is megköszörültem hozzá, de aztán meggondoltam magam.
A tárcsa teljes vastagsága most 16 mm. A nyaknál 56 mm a külső átmérő a furat pedig 40mm, így csak 8 mm vastag az anyag ott. Szerintetek inkább ezeket a vastagságokat hagyjam meg, vagy inkább a rádiusz a fontosabb? És ha a rádiusz, akkor mekkora? Első nekifutásra egy 3 mm széles leszúrókésből csináltam r=1.5 mm rádiuszú kést, az elég lenne?
Gondolkodtam azon is, hogy az illesztőperem tövénél egy nagyon vékony beszúrókéssel 45 fokban beszúrok, hogy ne ütközzön fel a saroknál a tokmány, de szerencsére nincs rá szükség, mert elég nagy letörés van tokmányon, nagyobb mint a kés csúcsrádiusza.
Nem akarok okoskodni, de egy ilyen tengelyt sokkal drágább leméretezni és legyártani (méret, anyagminőség) mint újat vásárolni. Nem beszélve az esetleges hőkezelésről...
Igazából az említett tengely , a képen látható módon meg van nyalva az ékpályán de még a kupon is. Ha ki van szerelve könnyebb javítani, de érdemes-e. Lehet újat kellene gyártani.
A 45 LE kis traktorhoz készítettem egy 3 tengelyes fűnyírót, a tengelyek 25mm belső méretű csapágyakon futnak, az anyaguk C45. A tengelyek méretezése nagyon fontos, hiába jó az anyag nem biztos, hogy bírni fogja a terhelést, ha nem a használatra lett tervezve.
Mennyibe kerül egy BMW? Hülye kérdésre hülye válasz! Bocs ezt nem tudtam kihagyni. Válaszolni csak rendes kérdésre lehet.
Mit hajt a tengely? Mivel hajt? Van-e másik amit le kell másolni? Honnan jön a hajtás, hová megy? Látom nyitottál korábban egy topikot, egy alternáló kasza képével indul, és? Hogyan tovább? Mi volt vele a célod?
Betettél két gk. tengelyt képen, miért? Hogy jön a kérdésedhez? A hajlítógép mit hajlít? Milyen hajlítógép? Milyen anyagot, milyen vastagságban, milyen elven? Az mit jelent hogy "a C45 nyomásra megfelelő legénység"?
Esetleg ha össze tudod szedni a gondolataidat és szépen megfogalmazod, akkor kaphatsz rá olyan választ ami segítséget jelenthet.
A tokmány általában morse kúppal csatlakozik. De mert a morse kúp hosszú ezért nem fér el a tokmányban, így a kúp elejét vagy végét szokták használni. Jellemzően a nagyobb átmérőt megadva. Szóval mérd meg a fúrógépen a tokmány felett közvetlenül a tengely átmérőt. Vagy 16mm vagy 18mm körüli értéket kapsz. Ez pedig B16 vagy B18 kúpos tokmányt jelent.
Én még szoktam használni a drogériában kapható, csajoknak való körömpolírozó (banán formájú,lapos) cuccot, az egyik oldala nagyon finom polírozó felület, azzal finiselem.
Van itt valaki aki regisztrálva van a HobbyCNC fórumon (http://forum.hobbycnc.hu)? Megkérném, hogy kérje el egy - az Adok-veszek topikban hirdető - felhasználó elérhetőségét.
Sajnos én nem vagyok fórumtag, regisztráció meg már régóta nem működik az oldalon...
Szerintem igen! Én legutóbb (1 hete) 15-ös sárgaréz hengert, 10-es rozsdamentes köracélt meg 8x30-as szintén sárgaréz lapot vettem és mindet vágták, de csak meg kell ereszteni egy telefont és biztosat mondanak! ;)
4..16 közötti páros méretekből vettem volna. Általános jó anyag, szeretek belőle dolgozni, csavarhúzótól, pontozóig sok mindent készítettem már belőle.
Nekem hengeres ezüstacélból nem hogy levágni, de még fél szálat eladni sem voltak hajlandók. ( Trapézanyának való bronzból viszont arasznyi darabot is levágtak. )
Köszi! Végül elhoztuk az FO-15-ös fúrógépet! Csak a talpát tudtuk levenni! 205Kg az egész gép! Ebből a talpa kb 30 kg... Pincéből hoztuk fel ketten... Nem volt gyerekjáték! :)
Akkor ha lehet valahogy össze kellene jönnünk .Az én szakmám sem ez háztartási és ipari mosógépeket hűtőket klímákat javítunk telepítünk . A tel számom 20 3349932 csengess meg . Köszi.
Először is köszönöm a válaszokat. Azután talán találtam valakit aki ért ehhez a kis géphez, és itt van a közelbe ? Talán tudnál benne segíteni hogy átnézzük.
A http://bronzker.hu/ tényleg nagyon jó van mindenük szinte rozsdamentes acél, sárga/vörös réz, alumínium, vas elég nagy méret választékban illetve ami számomra nagy előny, hogy súlyra mérnek mindent, akkora darabot vágnak az adott anyagból amekkorát kérek és az árak sincsenek elszállva én csak ajánlani tudom!;)
Tudja valaki hogy a Dunavecsei oszlopos fúrógép "feje" (FO-15) hogyan van rögzítve az oszlopra? Könnyen le lehet venni? Szállítás miatt kérdezem, hogy az eladónál mennyire könnyen lehet szétszerelni?! Azt látom hogy a talpat könnyű levenni, csak négy csavar tartja...
A lakatszekrényen kívül minden forog ha megáll kattog és rásegítesz a tekerővel megy tovább ,az a baj mindig szinte egy azon helyen az ágyon (szorulás fogaskerék?) még nem jöttem rá vagy a tengely lehet kopott perselyezni kellene a lakatszekrényt ?
Ök azok. Az akkori tapasztalataim szerint ajánlom őket. Egy oszlopos furógéphez tartozó vill.motor tartóbakot öntettem velük. Elvállalták ,és kész lett a megbeszélt időre ,és azon az áron,amit előre mondtak.
Először oldalazz, csak aztán jön a központfurat, majd a furat. Akkor nem lesz csálé a furat. Oké, tudom ezt még bővíted késsel, de akkor is.
Másik, kár elbacni ezt a jó kis öntvényt, a nyakrésznél a tokmánytárcsát rádiuszosra kell készíteni, ez sarkosan nem igazán lesz nyerő megoldás. Egy R4 mm rádiusz kényelmesen elfér, és sokkal tartósabb lesz a végeredmény.
Nem lenne rossz ha lenne olyan öntöde ami vállal ilyesmiket. A neten nézegettem öntödéket, de sajnos a honlapjaik alapján úgy tűnt, hogy egyedi dolgokat nem szívesen vállalnak, így hát feladtam.
Szia! Az E1N kattogással kapcsolatba mért is kattog gépi előtolásnál a lakatszekrény, mert még nem jöttem rá én azt gondoltam hogy szorul a szán és azért kattog és megáll kézzel rásegítesz és megy tovább. Valakinek volt már ilyen gondja?
Igen, az E1N-en a vonóorsón van egy gyűrű, amit egy hernyócsavarral lehet az orsóra rögzíteni. Amikor a lakatszekrény bal oldala nekiütközik a gyűrűnek, azt a vonóorsóval együtt balra tolja ami megszünteti a vonóorsó hajtását, feltehetőleg a leírt módon.
Még nem szedtem szét a Norton-szekrényt, ezért nem tudom megerősíteni a megvalósítás módját, de a lényeg, hogy működik. Szerintem leginkább arra való, hogy egy utolsó védelem legyen automata előtolásnál, ha netán épp nem a géppel foglalkoznál, miközben dolgozik. Mondjuk még sosem használtam élesben, csak egyszer kipróbáltam, mert amikor esztergálok akkor úgysem csinálok mást, ezért nincs rá szükségem.
Jó lenne egy olyan megoldás ami századra pontosan mindig ugyanott (pl. ütközőnél) állna meg és direkt erre lenne tervezve, mert azzal vállig esztergálásnál megspórolható lenne a váll előtti megállás és kézzel befejezés.
Nem 100% amit írok mert nem volt E1N gépem. Lényeg hogy a magyar gépeken azt hiszem mindben volt egy körmös kapcsoló az előtolásban ami a trapéz alakú fogak miatt egy szét tudott csúszni egy rugó ellenében. Ilyenkor élénken kattogva jelezte a hibád. Ez nem üzemszerű használatra volt kitalálva. Az e3n rendszerű gépeknél ( egyes e2n és emu gépeken is ) egy karral állítható nyomatékhatároló van beépítve ami normál üzemben használható merev ütközéssel az előtolás kikapcsolására, mert precízen működik.
Tulajdonképpen szerencsém volt a géppel, mert komoly problémái nincsenek.
Fordítva volt beszerelve egy fogaskerék a főorsón, rosszul volt összerakva a középső cserekerék tengelye, cserekerekek hiányoztak, a meglévők közül néhányon sérültek voltak a fogak, ezeket beszereztem és cseréltem. Volt egy törött retesz a cserekerekeknél, reszeltem bele újat. Tettem új filcet a főorsó bronz csapágyaiba. A főorsó tengely irányú rögzítésére beépítettem egy plusz talpcsapágyat kívülre a két körmösanya helyett, mert az eredeti megoldás vagy túl szoros volt vagy kotyogott tengelyirányban. Itt egy videó a külső csapágyról működés közben:
Ami még hátra van: főorsón a körmöskapcsoló alatti retesz megkopott kicsit, ezért kattog/kotyog. A főorsón az elülső nagy fogaskerék alatti retesz is laza, nagyon kotyog az a kerék. Ezt valamelyik korábbi tulaj egy a fogaskerékbe ferdén befúrt hernyócsavarral próbálta megoldani, ami folyton meglazul. A következő főorsó-kiszedéskor készítek hozzá megfelelő reteszt. A keresztorsó bronz anyája elég kopott, készítek majd újat. Az ER20 patronbefogós tokmányt amikor készítettem sikerült túl szorosra illesztenem a letekeredés gátló hollandihoz a menetet, amitől a hollandi úgy megszorult, hogy csak leesztergálni lehetett. Már kész az új hollandi, a következő szétszedéskor ez is be lesz építve.
És valószínű sokat kell mellette állni. Ez a kulcs mondat. Kicsit egyszerűbb volna ha valaki itt lenne a közelbe mondjuk Pécs környékén aki jól ismeri ezeket a kis gépeket.Neked mit kellett rajta javítanod vagy felújítani.
Akkor egy nagyon szimpatikus megoldást ismertetek. Ez az E3N (e2n) megoldás. Az előtolásban van egy egy bolygókerékkel kialakított differenciálmű. ( Ami ugye egy forgást eloszt két tengely között úgy hogy a kisebb nyomatékigényű forog, lásd az autók ) Itt a behajtás jön a vonóorsóról, és elmegy az előtolás felé, illetve egy tárcsára aminek a peremén V alakú bevágások vannak. A tárcsát egy állítható rugóval a bevágásba szorított görgő tartja álló helyzetben. Ha az előtolás nyomaték igénye meghaladja a tárcsa fékezését akkor a hajtás "ledifferál" azaz az előtolás megáll és a tárcsa forog. Az emu gépemen két körmös tárcsa volt rugóval egymásnak szorítva és az vitte át az előtolást. A körmök viszont háromszög profilúak voltak így egy bizonyos terhelés felett a két tárcsa széttolta egymást a rugó ellenében és élénk kattogás közepette megállt az előtolás. Az elmozduló tárcsa, illetve körmös kapcsoló egyben ki is kapcsolja az előtolást. ( hogy ezt hogyan teszi ahhoz meg kéne néznem egy rajzot mert hirtelen nem emlékszem )
Szeretnék egy kis segítséget kérni hátha tudtok :)
Eltudnátok magyarázni hogy hogyan is működik a túlterhelésre kikapcsoló ejtőcsiga? Esetleg egy vázlati rajzot is tudnátok készíteni mert sehol se találom a neten. Az ütközésre kikapcsoló ejtőcsigát megtaláltam de ezt nem.
Köszönöm örülök, hogy tetszik a videó. Igen, az eszterga E1N. Én a neten szedtem össze az alapokat, és persze rengeteg kísérletezéssel. Sok segítséget kaptam itt a fórumon is, és rengeteg videó van a YouTube-on amiből tanulni lehet. Egy kis Sieg C3 esztergával kezdtem a hobbit két éve, és idén tavasszal váltottam az E1N-re. Meg vagyok vele elégedve, precíz gép, és nagyon jól kézre áll rajta minden. Volt/van pár dolog amit javítani kellett/kell rajta, de egy nálam idősebb gépnél ez természetes, és nem utolsó sorban ezekből is rengeteget lehet tanulni.
A helyrerakás egy része abból állt, hogy lekapartam róla a festéket és újra lefestettem. Emellett volt nem kevés szerkezeti baja is: a Norton szekrény újra lett építve, mert a Norton karon lévő fogaskerék le volt darálva. A főorsó végén lévő golyóscsapágy szét volt törve, az cserélve volt. Az előtolás irányváltó karnak az öntvénye amin a 2 fogaskerék van benn, el volt törve, szintén csere. Az egyik váltófogaskerék perselye tojás volt, az is lett bele új.
A főorsó lógása minimális (ugye ez csúszócsapágyas) nagyon nem lóg, valamennyire meg muszáj neki. <- lehet ez a gond?
Senki sem szeret hosszan írogatni... Szóval, befogsz egy erősebb anyagot és a tokmányhoz közel illetve a külső végére esztergálsz egy egy ujjnyi hosszban századra azonos átmérőt. Ezt lehetőleg mikrométerrel ellenőrzöd. A két rész között nyersen hagyhatod vagy pár tizeddel kisebbre veheted. Ezzel kaptál két kis gyűrűt ami egy főorsóval tökéletesen egytengelyű hengerfelületnek a részei. ( Addig így van amíg ki nem fogod a tokmányból ) Most ellenőrizni szeretnéd hogy ez az ideális henger párhuzamos-e a gép ágyazatával. Ezért vagy a késtartóba fogsz egy óratartót vagy a szánra teszel egy mágnestalpas órát és azzal megtapintod a két gyűrű felületet ( Tengelyvonalban vízszintes és függőleges síkban is ( azaz oldalról és felülről )) Ami különbséget az óra mutat az a gép hibája. Jobb esetben csak az orsóház mozdult el, pl szállításkor, vagy a gépágy csavarodott el mert nincs igényesen (századra!) vízszintbe állítva. Rossz esetben a gépágyban van egy horpadás kopva a tokmány közelében a leggyakrabban használt részen. Az első esetben beállítással javíthatsz, a másodikban durva kopásnál köszörülés után újra hántoltathatod az ágyazatot.
Az esztergagép támasztás nélkül kúposra esztergál, először meg kell állapítani az okát, mert nem csak az ágy hibája okozhatja. Megtörténhet, hogy az orsóház állítása orvosolhatja a hibát. Befogni egy 30-40 mm vastag 150mm hosszú köracélt a tokmányba, támasztás nélkül esztergálni két KB 10 mm-széles egyforma pontos átmérőt a két végére , majd a szánra helyezett talpas mérőórával kimérni a főorsó helyzetét. Meg lehet ezzel a módszerrel állapítani, hogy a főorsó az ágyhoz képest milyen helyzetben van. Tehát mérünk felülről, és előröl is.
Fel lehet csörlőzni két rámpán, de az rögtönzött eszközökkel elég veszélyes. Legegyszerűbb fogni egy targoncát, vagy valami mezőgazdasági gépet aminek van emelővillája. Megemelni és alátolni az utánfutót.
A másik kérdésem az, hogy itt megbeszéltük, hogy miként lehet kihozni egy vásárolt esztergát a műhelyből, de vajon hogy lehetne felrakni egy utánfutóra? Ti hogy oldottátok meg a felrakást?
Nagyjavítás: ha az ágyad annyira kopott, hogy 36 mm-en tizedet kúpol, akkor azt az ágyat újra kéne minimum köszörülni. És akkor a gépet úgy szét kell dobni, hogy kábé atomjaira. Na ez a nagyjavítás.
Ami nekem is fejtörést jelentett, hogy minkét esetben kúpolt, ugyanolyan mértékben. A kéziszánt kicsit odébb fordítom, hátha legalább az párhuzamos lesz. Nagyjavítás mit takar?
Ma már próbálgattam és méregettem amit csináltam, azzal mit lehet kezdeni ha kúpol a gép? Sajnos egy 36mm-es hosszon beletett egy tizedet, ami nagyon túl sok.
Új vagyok itt, nem rég találtam rá a topicra, de látom eléggé pörög. Gondoltam beszállok, bár jelenleg inkább kérdezni fogok, mint válaszolni.
Kicsit bemutatkozok: Pest megyében élek, jelenleg 3. éve tanulok gépgyártás technikusnak.
Amiért hozzászólok, az az, hogy a nagyfaterom szervált nekem egy EAN 170/1000 esztergát, amit mára rendbe is raktunk:
Szükségem lenne hozzá egy gépkönyvre, de nem találok az interneten, megtud segíteni valaki egy példánnyal? Így ugyanis nem tudom a fordulatszámait és amúgy is elolvasnám mit írnak.
Nagyon profi munka ,főleg ha nem ez a szakmád. Milyen géped van E1 N? Nekem is van egy E 1 N-es kis gépem szeretek vele hobbizni néha a munkámhoz is kell. Sajnos kevés az időm ,hogy ilyen szinten kitalálgassam a működését. Jó lenne erre felé találni valaki régi szakit aki kicsit segítene benne.
A végébe a két furat egy fix csapágyházhoz lenne rögzítve, így a hosszával tökéletes egyenesbe kéne hogy fusson a furat. Az nem az esztergáláshoz kéne, hogy így legyen, de ha már megvan akkor ahogy írtad egy felső maróval és egy zártszelvény kerettel már tudnám otthon igazítani azt az 1-2mm-ert.
A végében a két furat csak az esztergáláshoz kéne, vagy utóbb is lesz valami funkciója?
Csak mert egy ideiglenesen összeállított esztergát otthon is csinálhatsz, és ledrehálhatod a palástot furatok nélkül is.
Hegessz két vaslapra derékszögben egy-egy féltengelyt, a platnira fúrj pár likat, és csavarozd fel a bütüre. A két féltengelynél fel tudod támasztani úgy, hogy elforogjon, és egy lassú motorral, laposszíjjal meghajthatod közvetlenül a paláston is, és egészen alacsony fordulattal, meg egy felsőmaróval szépen végiglehet menni a paláston
Ez egy elég ad-hoc esztergának tűnik, két bakon pár gerendából összeácsolva, és úgy tűnik működik
A végébe a furatot felső maróval be tudod fúrni. Megkeresed a központot, aztán már könnyű. Lényeg, hogy a vége merőleges legyen az oldalra, de az derékszöggel ellenőrízhető.
Szép egyeneseket csinál. De ezt otthon biztos nem tudnám így mecsinálni, fontos, hogy körkörösen egyforma vastag legyen.
Végül is a két végébe /hosszirányú, egyenes/ a fúrás mennyire megoldható esztergával?
Mert ha ez már meglenne, akkor itthon a két végét befognám egy csapágyházba és esetleg egy zártszelvény keretbe ott meg már tudnám igazgatni. Valóban azért senki nem rakná teli forgáccsal az esztergaműhelyét.
Kis tanácsot szeretnék kérni, hogy szerintetek ezt a munkát el lehetne-e végeztetni fémesztergával vagy faesztergást keressek?:
Lenne egy 200cm hosszú 16cm vastag gömbfa6(esztergált farönk) és ennek a két végébe kéne fúrni egy 20mm-es furatot 10-15cm mélyen, emellett még kicsit igazítani az átmérőt (1-2mm).
Szerintetek ez kivitelezhető lenne, már a befogás végett is, meg állóbáb se nagyon fogná. Van itt két nagy esztergás, de inkább megkérdem itt mielőtt elzavarnának.
Most nemrég jártam a praktikerben,és megnéztem azt az expert 400 esztergát.A vezérorsója kb 15mm átmérőjű,ránézésre az emelkedés is jó lenne,de jobbos a menet rajta.
Emlékeim szerint van itt valakinek hyundai 500 esztergája.Annak milyen a vezérorsója?
Nem rontja használati értékét a lyuk, de szeretném eredeti állapotába visszaállítani, restaurálni, már amennyire lehet! Az egy dolog hogy tökéletesen használható, de miért nézzen ki úgy mint egy ócskavas? Minden szerszámom, gépem tip-top állapotú!
Még egy dolog: ha a közelemben laknál és nekem lenne 600x400 méretű jó felületű tusírasztalom, akkor felajánlanám, hogy gyere el és nézd meg mi a helyzet a tiéddel. Még azt is lehetne, hogy hozod a hántoló cókmókodat és itt javítod a tiédet. De mivel nincsen, ezért sajnos nem tudom felajánlani.
Viccet félre téve átérzem a probléma súlyosságát, hasonló cipőben járok. Több sík mérőeszközöm van, de csak egynek a pontosságában vagyok biztos, az viszont aránylag kicsi 300x200 lap. Egy 400x400-t köszörültettem, de az a benyomásom, hogy van benn 1-2 század homorulat vagy nyereg. Egy kisebb marógép asztalt is köszörültettem, 600mm hosszú, annak két oldala pontos. No ezzel ügyeskedve hántolom a hosszab tusírlécem és prizmám. Igazából ez a legnagyobb rákfenéje az otthoni gépfelújításnak, már ami az egyenes csúszófelületeket illeti: a hántolási fogásokat egy kis öntöttvas darabon, vagy szétkoptatott eszterga késszánon, stb jól be lehet gyakorolni, de a mérőlécek nélkül meg vagy lőve. Arra bizony áldozni kell. Új vétele meg sem fordult a fejemben, de egy-két darabot szakemberrel vagy jó minőségű (= nem olcsó) síkköszörűssel meg kell csináltatni. Valaki itt írta, hogy a köszörülés után érdemes megnézni, mennyi szemcse maradt a felületben, de gondolom díszítő hántolással attól meg lehet szabadulni. Én most itt tartok, a befektetett munkámon múlik, hogy hogyan sikerül hántolni a többi lécet, majd a gépeket megcsinálni.
Mi történik ha a vezérorsót az emcon nem trapézorsóra cserélem?Ez a másfél mm-es menetemelkedés mintha nem is létezne.Viszont 14x1.5 balos orsó és anya könnyen beszerezhető volna.Sőt ilyen menetfúrót is lehet venni,így lakatanyát is lehetne könnyen pótolni.Ennél a gépnél minden gépi mozgatást a vezérorsó csinál,így többet van használva mint a normál gépeken.Ezért lenne jó könnyen pótolható orsóra és anyára cserélni.De a normál élesmenet nem tudom nem nyitná-e ki a lakatanyát.
Bezzeg az eszkimóknál, ott még ajánlották is az asszonyt a vendégnek (már ha hinni lehet a filmeknek)...
Én bizony nem szívesen adnék kölcsön tusírlécet avagy lapot csak olyannak, akiben nagyon-nagyon megbízom, mivel:
Ha megsérül, hogy lesz rendbehozva ? Még ha profi hántoló lennék akkor is gond lenne, mert szerezni kéne egy hasonló méretű másik etalont. Ki fog ennek utána járni? Arról nem is beszélve, hogy nem vagyok profi hántoló.
Hát igen, ez van nálam is, a 3-as pont. A cégé, és nem adnám kölcsön senkinek, pláne, hogy ezzel soha senki nem végzett, csak rendes munkát, ez hibátlan.
Ez valahogy olyan, mintha az asszonyt kérnéd kölcsön. Akit odaadnak, azt nem kéne elvinni :)))))
Félreértés : a korong nem alu-ból lesz, hanem rétegelt lemezből. A peremes tárcsa legfeljebb 100-120 mm átmérőjű. De valóban úgy tűnik legyártatni egyszerűbb, mint venni.
Ez csak szériában olcsó, mert akkor öntvény. 1 darabot forgácsolással legyártok, de annyiba kerülne mint egy kész ilyen csiszológép. Egy 300x300-as alu lemez, 15 vastagságban 8.000 Ft körülre jön ki. majd utána legalább egy óra gépidő. De előtte megtervezni és a CNC programot is megcsinálni a CAM szoftverben. De akkor rendesen meg van csinálva.
Keress egy esztergályost aki készít egy közdarabot ami szorosan megy a tengelyre ( és egy hernyócsavarral biztosíthatod ) A közdarab egy illesztőszeggel pozicionálja a tárcsa közepét, és mondjuk 6db M5 süllyesztett fejű csavarral rögzítheted rá a tárcsát. Készen ilyent nem nagyon kapsz, esztergályosnak pedig ujjgyakorlat.
Segítséget szeretnék kérni. Építek egy korongcsiszolót, de nem tudom, hogyan rögzítsem a korongot a tengelyre.
A lényeg : a motor tengelye 19 mm átmérőjű, 40 mm hosszú, retesz horonnyal. Olyan peremes tárcsát keresek, ami erre passzol és amire egy 300 mm átmérőjű korongot fel tudok csavarozni. A korongra majd tépőzár kerül, arra pedig a csiszolókorong.
Hol lehet ilyen hajtáselemeket venni ? (powerbelt, mibim, rollplusz megvolt)
A leghasznosabb gép a műhelyemben ( kb.31 éve) !!!
A lényeg , hogy legyen hozzá fűrészlap tompa hegesztőd .
Nekem két saját építésű gépem van . Egyik mindenféle lakatos munkára van befogva , a másik főleg komolyabb munkákra , ennek billenthető az asztala .
Javaslom a golyós csapágyakkal megoldott lapvezetőt .
Az ütöm-vágom gépemmel 0,5mm vas és rozsdamentes lemezeket is fűrészelek rendszeresen .
A komolyabb gépemen a legkisebb szalagsebesség 8m/perc és kb. 120m/perc a legnagyobb( 18 fokozattal ) . Cserélni tudom az ékszíj tárcsákat . Ha veszel majd fűrészszalagot akkor a dobozán rajta szokott lenni az optimális szalagsebesség különböző anyagokhoz . Tudok adatokat is , de függ a fogotáatól is .
Ha építsz gépet akkor a hajtásláncból nélkülözd a homlokfogaskerekeket . 0,5-1,5mm-er anyagvastagságnál nagyon lerövidíti a fogak élettartamát ( kitörnek ) a kattogó fogcsatlakozás . Tudtam állítani a foghézagot , de amikor átalakítottam a hajtást csiga-csigakerékre onnétól megszűnt a fogkipattogás .
Ezt a gépalkatrészt kb.1,5 óra alatt fűrészeltem ki 40x60x155mm-es hasábból .
Aztán átreszeltem .
Ez 40mm-es anyagvastagság ....
A belső kibontásoknál van nagy haszna a laphegesztőnek . Amit kifűrészeltem anyagot azt marás után kivittem volna forgácsként ! Hasonló képpen lett a karos lemezollómba új penge . K1-es anyagból kelett lemunkálni 23mm-t . Levágtam , körbemartam és hőkezelés után átköszörűltem ... Volt , hogy 20db-nál is több alkatrész volt felfűzve és lapvágás nélkül fűrészeltem ki őket cserélgetve ( burkolat le , szalag le átrendez - várakozók segédasztalra , szalag vissza és így tovább ) .
Holnap felhívlak,és megbeszéljük.Az eredeti orsó tr15x1.5 Ennél nem kellene vastagabb,mert beleér a hossz szánt mozgató fogaskerék.Így vagy 15 vagy 14mm átmérő kellene.Akár az eredeti orsó újravágásával is.De ezt majd megbeszéljük,meg elviszem majd az eredeti orsót meg anyát is.
Drótköteles kézi csörlő(KGST piacon kapható ,szerintem orosz) két 50x50 es zártszelvény ,zsir ,pajszerek. Vaslánc hosszu ,pár lánctoldó szem. Én az enyémet csónakszállitó futón hoztam haza. Mivel nálunk homok van a két bezsirozott zártszelvényen huztam be az esztergát. Fixpontom amihez a láncot kötöttem a ház lábazata garázson belül. 30 méterről vittem be. De vittünk igy be 3,5 tonnás gépet is. TAV 400/1000-est
A szalagfűrész feszítéséhez megfelel az egyszerű, M20-M24 csavar, amely kapható a csavar üzletekben különböző méretben, Nem kell oda lapos, meg trapéz menet.
Sokszor látni a hírdetést, hogy mondjuk Ean vagy hasonló gép eladó műhelyből, vagy olyan helyről ahova csak a kapuig tud beállni a szállító jármű. Ilyenkor hogy oldják meg a mozgatást? Ki a műhelyből,- be a kocsiba. Milyen eszközökkel érdemes menni ilyen gép felrakásához, mert ugye 800kg-ot nem olyan könnyen mozgatni.
Nagy gondban vagyok megadta magát a lakatanya az emco-n.De a vezérorsó is hitvány,és ezért adta meg magát az anya.Az orsó 15 vagy 16mm átmérőjű,és 1,5mm a menetemelkedése.Ilyen méretű orsót lehet venni valahol?69centi hossz a menetes része.Elvileg elég lenne csak ezt a részt kicserélnem.Meg anya kell hozzá.
A vékony penge olyan 1mm vastag, a vastagabb olyan 15-16mm. A Deszán Kft-től már kaptam telefonon visszajelzést, elvileg személyes találkozó után majd kiderül hogy tudnak-e a kérésemmel mit kezdeni. Köszönöm a tippet! :)
Kb fél mm a lemez+fél mm a formát kivágó él. Az anyag vmilyen acélötvözet lehet, ami bírja a préselést. Nekem nem egy ilyen forma, hanem egy ballerina/nőalak kellene.
Valaki tudna tanácsot adni hová forduljak Kecskemét környékén esetleg?
Nagyon köszönöm előre is annak, aki érdemleges válasszal tud segíteni!
Valóban nem kérdezni akartam, hanem, hogy meséld el részletesen. Ez nyelvtanilag felszólítás, ezért a felkiálltójel.
Nem sértésnek szántam, nehogy úgy vedd, csak szimplán szerettem volna, ha elmeséled a tudásodat. Maga a számítás levezetése nem érdekel, csak hogy mért is ennyire vizsgadolog ez, meg miért van rá szükség.
Lehet, hogy kérdezni akartál, de nekem felszólításnak tűnt/nem kérdőjel van a mondat végén. A kés szélesség számítás csigamenet esetén,a hasonló háromszögek és a derékszögek számításán alapul. Le tudnám vezetni egy élő példával a számítási folyamatot, de erre ott a GOOGLE biztosan van példa.
Valóban jól hitted a kés mélységével kapcsolatban, de ehhez fontos a kés szélességének a kiszámítása. A kés szélesség számítására van a megfelelő képlet, az esztergályos tanulók ennek számításától féltek a legjobban, hogy a vizsgán nehogy ezt a tételt húzzák.
hátt, azért ez sajna nem ennyire egyszerű! kell hozzá a nagy kerék, ami lehet több, mint 40 kg. nehéz csomagolni, macerás, aztán postával oda-vissza már lehet annyiban, van, mintha vennék készen egyet ami egyből működik?25-ért éppen lenne is egy. lehet megveszem azt, hátha még allkudni is lehet belőle?





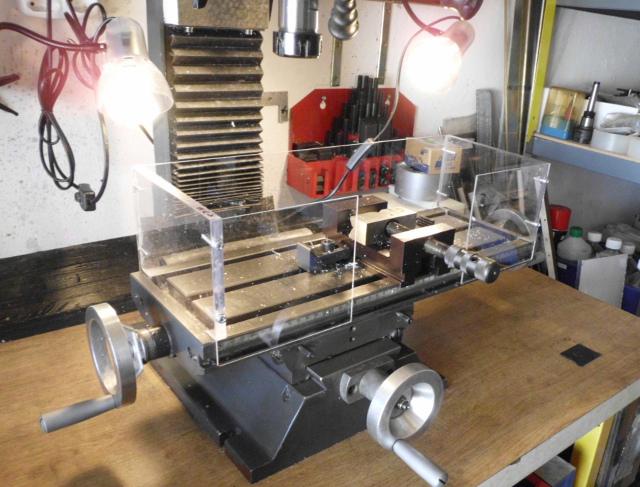





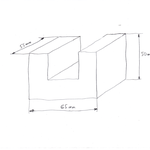




















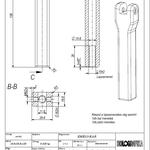

























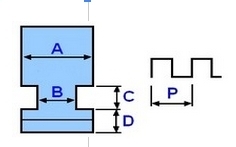



{kind=link}