Köszönöm az átfogó válaszod, mindenképp keresni fogok valakit, aki egy gépen megmutatja az általad leírt hibák kiszűrését. Esetleg még azt megtudnád nekem írni, hogy mi a jelentős különbség
az EMU és az EAN gépei között? Azért kérdezem, mert azt látom, hogy az EMU javarészt műszerész eszterga, és kisebb az elforduló átmérő, de ha ettől függetlenül úgymond mindent le lehet gyártani
rajta amit egy EAN-on (természetesen méretben kisebbet) akkor lehet, hogy számomra jobb lenne, mivel árban olcsóbbak sokkal, így ha egy esetleges felújítás is becsúszna, akkor nagyobb tartalék maradna
a "spórolásból" a felújításra. És még annyi, hogy ha van tapasztalatod, hogy mely típus a legjobban/könnyebben javítható, kérlek oszd meg velem.
Az EAN 340/1000 es jó kis gép, de azok legalább 50 évesek. Hasonlóan jó masinák és korúak az E-1 N, E-2 N, EMU gépek.
A csapágyak fogaskerekek, ékek, reteszek hangjára és a főorsó lógására járatás közben figyelni kell.
Kézi ide, oda mozgatással, megemeléssel a lógást, kotyogást lehet érezni.
A forgó alkatrészek vizsgálata után a csúszó mechanikai részeket is át kell nézni, így a szánszerkezetek vezetékeit, orsók/diók kopásait, hogy a nóniuszoknál vissza lehet e pontosan állni.
Nagy probléma lehet még az ágyazat és a prizmás vezetékek kopása, mert ha az teknősen ki van kopva nem lehet a szegnyereggel pontosan kitámasztani, vagy központba fúrni.
Ezt a prizma tetejétől mérve végig kell ellenőrizni.
Aki már dolgozott leharcolt gépen ezeket a hibákat munka közben megérzi.
Ezeknek a fenti gépeknek nagy része már a rendszerváltás idején is nullára leírt, több korábbi TMK felújítást megért masinák, a magánforgalomba különböző állapotban kerültek ki, így a választáskor egy esetleges újabb felújítást is lehet, hogy be kell kalkulálni.
Végezetül, ha sikerül valami jó vételt összehozni, a tartozékok meglétére, jó állapotára is oda kell figyelni.
Ha van géplakatos, esztergályos szaki a közelben a segítségét még a vétel előtt kérd ki.
Esztergagép vásárlás előtt állok, és szükségem lenne pár jótanácsra, tippre, hogy milyen tipust is keressek, és mik azok a hibák amikre figyelnem kell.
Régebben tanultam esztergálni, de az már túl rég volt ahhoz, hogy meg tudjam állapítani egy gépről, hogy milyen állapotban is van. Ezért szeretném
kérni a segítségeteket, hogy javasoljatok típusokat, amikből érdemes lenne választanom. Jelenleg amit hozzáértőbb ismerősök javasoltak, azok az
EAN 340/1000 illetve az E400-as volt, de utóbbi termetes súlya miatt nem igazán megoldható, hogy gazdaságosan haza szállítsam. Árakat tekintve
300- max 400-ig tudok elmenni, ez főként a hazaszállítás távolságától függ. Felhasználást tekintve nem tömeggyártást akarok, egyszerűen csak azokat
az alapvető műveleteket (oldalazás, leszúrás, beszúrás stb..) elvégezni ,ami az itthoni gépparkhoz (mezőgazdaság+finomabb gépek) alkatrészeinek
pótlásához szükségesek.
Kérlek benneteket, hogy ha van ötletetek géptípusra, illetve, hogy milyen árat szabad érte kiadni, és mire kell odafigyelni vásárlásnál, osszátok meg velem.
Az elméleti számítás még rendben is lenne, de gyakorlatban, hogy az ellendarabra megfelelően illeszkedjen a menet, az 1,5 emelkedésű menetnek nem elég az 1,3 mm mélység , legalább 1,6mm kell/ a nóniuszon átmérőben számolva/.
A menetmagasság kiszámításának a legegyszerűbb módja az alábbi:
"Példa: 1,5 mm menetemelkedés menetmélységének számítása varázsszámmal:
A varázsszám = 1,1538 (bármilyen emelkedésű 60 fokos menet esetén)
menetmélység = menetemelkedés / varázsszám
1.5 / 1,1538 = 1,30005 mm ~ 1,3 mm "
Ha a műhely falára ezt a számot (1.1538) felírjuk, akkor egy osztás segítségével azonnal rendelkezésre áll a menetmélység értéke.
A varázsszám elnevezést csak az iparitanulók kedvéért írom, tulajdonképpen az a képletből kiemelt konstans érték. Azt is ki lehet számolni minden esetben, de minek, mikor minden esetben ugyanaz az eredmény!
Kapásból nem tudom a választ, de van egy tucatnyi esztergályos, illetve műszaki táblázatokat tartalmazó könyv azokban megtalálhatod. Úgy gondolom egy két tizeddel kellene csapnál a magméret alá, illetve furatnál a menetátmérő fölé menni.
Anno úgy keresték meg egy gépben a hibás csapágyat hogy egy nagy csavarhúzó pengéjét rányomták a csapágy házára míg a nyelét odaszorított füllel meghallgatták. ( hajra vigyázni )
Így könnyen meglett akár egy tucat csapágy közül is a hibás.
Érdemes volna egy kicsit fülelned, hátha találsz valamit.
Ha a szíjtárcsa csőtengely reteszére gyanakodsz akkor a retesz mellé egy próba erejéig tegyél sörös dobozból kivágott hézagoló csíkokat. Ha erre jelentősen megváltozik a hang akkor ideje egy túlméretes reteszt készíteni.
Az ékszíjak jó állapotban vannak. A zaj a főorsó fordulatával van szinkronban, van valahol egy lassított videóm, amit persze most nem találok, amin látszik/hallatszik, hogy a zaj mindig "ugyanannál a tokmánypofánál" jelentkezik, vagyis a főorsó fordulatával van szinkronban.
Nem lehet hogy az ékszij van kirolytosodva és az ér el valamit. Hangot adhat még a motor kuplungja is meg még több minden.Melyik fordulattal van szinkronban a
Köszi a gyors választ. A billentés jó ötlet, kipróbálom. A lehajtó fogaskerék szerintem nem okozza, mert az stabilan van rögzítve az orsóra, az nem mozog, és az előtolást is csak ritkán kapcsolom be, de akkor is csattog ha nincs bekapcsolva.
Talán még jobban fel kellene lazítanod a motort, hogy egy kicsit billenjen is. Azután egy csavarhúzóval biztatva le kell hogy jöjjön a szíj. A csattogást nem hiszem hogy a retesz okozza, nekem látatlanban gyanúsabb az előtolás lehajtó fogaskereke.
Sziasztok! Megpróbáltam kiszerelni az E1N esztergámból azt a két nagy gördülőcsapágyat, ami a főorsó körüli szíjtárcsát tartja, mert elég ütött-kopottnak tűnnek, és az egyiken még flex-nyomok is vannak. Sajnos az ékszíj meglazításánál elakadtam. Jól gondolom, hogy úgy kéne működnie, hogy a motortartó vastag lemezt rögzítő két anyát meglazítva a motort (és vele együtt a váltót) megemelve meg kellene lazulnia az ékszíjaknak annyira, hogy ki lehessen akasztani a váltón lévő szíjtárcsából? Sajnos hiába emeltem meg ütközésig a motort és a váltót, a szíjak kicsit meglazultak, de nem annyira, hogy ki tudjam akasztani őket a tárcsából. Lehet hogy túl rövid szíjak vannak beszerelve? Vagy más a trükk?
Másik problémám: A főorsón a körmöskapcsoló tárcsája (ami a főorsóra retesszel viszi át a nyomatékot, ha közvetlenül van hajtva, nem pedig az alsó lassító áttétellel) egy egész picit kotyog, és szerintem emiatt állandóan csattog a gép, ha a főorsó forog. Mármint a furat átmérője jól illeszkedik, de a retesz a reteszhoronyban néhány tizedet tud mozogni, ezért a tárcsa is el tud fordulni egy kicsit a főorsó körül. Ha kézzel kotyogtatom a tárcsát, akkor nagyon hasonló hangot ad, mind amikor csattog a gép. Ez normális? A csattogás közvetlen hajtás esetén és lassítóáttétellel is jelentkezik. Ami azért fura, mert közvetlen hajtás esetén annak a retesznek az egyik oldalra kéne feszülnie, ahogy átadja a nyomatékot.
Azt javaslom, hogy sebességváltósat nézz ebben a kategóriában, mert nem komfortos az ékszíjakat pakolgatni. Nyomatékváltásra pedig feltétlenül szükség van. Ha nincs váltó, akkor hajlamos az ember az éppen beállított fordulaton végezni a műveletet.
Üdv! Még nem írtam erre a fórumra, és kezdő vagyok a forgácsolás témában.
Abban a helyzetben vagyok, hogy meg szeretném vásárolni első esztergagépemet, amit még nem döntöttem el, hogy milyen típusú lesz.
A következő gépek vannak a terítékemen: Hyundai hyd500c, BV20-1L, BV20L.
Ha esetleg valakinek van valamelyik géppel tapasztalata, vagy talán tudna ajánlani hasonló méretben hasonló árkategóriában gépet, azt megköszönném, ha megosztaná tapasztalatait/ véleményét.
Nem gyanúsítottalak meg, csak olyan lelkesnek tűntél a 140.000 forintos árral, hogy gondoltam még az elején szólok.
Amúgy meg mi a baj a műanyaggal?
Ha meg fémből kéne, akkor már nem vas hanem minimum acél, de jobb ötlet egy komolyabb alumínium ötvözet. Pedig igen kemény műszaki műanyagok is vannak.
Csak irányárnak, egy ilyen 4 részes garnitúra CNC-vel valami puhább anyagból (műanyag, alu) az első 10 szett esetén tán kijön úgy 40-50 ezer forintból, de akkor már kellenek a kész tervek, ami szintén nem 2 fillér.
Hol van hogy én eredetiként árultam volna? hol van hogy én át akartam vele volna valakit? Azért álljon már meg a menet. Itt a link egy példányról. Én csak azért gondoltam elkészíteném vasból mert régen voltak ilyesmi Beybladeim gyerek koromba és hát a műanyag mindig tönkre ment. Én a eladásra kináltam volna leírtam volna hogy házilag készített meg minden, nem azért árultam volna hogy átcseszek vele bárkit is.
Azért gondoltam lemásolom és felteszem ebayre, mert műanyag társai is amik elég ritkák 140.000 Ft-ba vannak fent és van aki el is viszi annyiba. LOL
Jaaa...
Egy fillért nem fognak adni érte, ha meg valakit beetetsz, hogy eredeti, még perre is megy. Ezek a cuccok csak eredetiben érnek ennyit, másolatban nullát.
Mondjuk ne higgyél ezeknek a kóklereknek, nem egy évi fizetés. Nálam negyed évnyi fizetésből kijön, igaz, én négyszer annyit keresek.;-)))
De mi a célod vele (ez valamelyik gyerek játék, volt az enyémeknek is) és mekkora összegig tudsz elmenni, nagyságrendileg? Ugyanis CAD programban megtervezni sem 5 perc, kompletten az egész szett úgy egy heti munka. Mármint a tervezés.
Hát ez ilyen összerakható dolog, alkatrészekből áll és a végén kell összerakni. Oké köszönöm a választ csak erre voltak kíváncsi nosztalgiáztam kicsit.
1 évi fizetés ezért a kis szerkengyűért? :D Jézusom akkor ez nagyon drága dolog. Csak kíváncsi voltam hogy ki vitelezhető-e vasból ez a egész. azt nem tudtam hogy ilyen drága lenne, akkor azért nem árul senki se ebayon ilyesmit. Azért gondoltam lemásolom és felteszem ebayre, mert műanyag társai is amik elég ritkák 140.000 Ft-ba vannak fent és van aki el is viszi annyiba. LOL
Egyszer régen csináltunk egy SZILORKA nevű önthető szilikongumi szerszámot, amit műgyantával öntöttünk ki. A szilárdsága persze nem volt egyenlő a műanyagéval, de a szerszámmal lehetett ismételni.
Egyébként a 3 D s nyomtató ilyenkor nem jöhet szóba?
Ugyanilyen megoldást használtunk pl. a Blaha-téri 4 OK mozgólépcsőnél. 1-3 / 2-4 es számú gépekhez tartozott spórolásból 2 db DIETZ frekiváltó szerviz üzemre, ami csak az egyik 36 kW os motort vitte 8 Hz el. A gépeket választó kapcsolóval lehetett csatlakoztatni, a vezérlésük pedig a frekiváltó kimeneti MK k aktiválását és reteszelését működtette.
A normál üzem 2 x 36 kW os motorjait egy ARC berendezés vitte, ami mára visszatápláló üzemű Schneider frekiváltóra lett átszerelve.
A régi ARC egy nagyon durva megoldás volt, mert a tirisztoros lágyindító váltó kimenetére a kikapcsolást követően 0.1 sec időkésleltetéssel egy tirisztoros hídegyenirányítót kapcsoltak a motor V o ig történő örvényáramú fékezésére.
Ha az időzítő csak egy hajszálnyit hibázott a hídegyenirányító azonnal tönkrement.
Az OMRONos szöveghez: A két védő MK a vezérlésről van állandóan meghúzatva.
Ha kiesik a betáp azonnal kiesik a két védő MK, de ezzel együtt a két irányválasztó (öntartó) relé is.
A feszültség megszűnik a kimeneten, de a MK k is bontották már a motor kimenetet is,így nem tud a motor visszatermelni.
Ha ismét megjelenik a hálózat nem történik semmi, mert a vezérlést először újra kell nyugtázni és majd ez után lehet a védő MK kat behúzatni, a motor viszont csak az irányváltó, öntartó üzemű segédrelékkel fog elindulni.
Amire ez a folyamat lejátszódik a zárlatvédelemnek is van ideje feléledni.
Egy korrekt vezérlőáramkörrel nem fog az OMRON os frekiváltó sem tönkremenni.
(Indítottam már befogott fékkel 2 x 38 kV os motorokat is mire csak annyi történt, hogy MOTORZÁRLAT hibajellel kiállt hibára a gép.)
ha valóban baj van, akkor VALAMILYEN biztonsági kapcsoló jó ha van. ha tönkremegy tőle a frekiváltó, ha nem.
nekem egyébként egy 1,5 kW-s, egyfázisú hálózatról működő frekiváltóm van egy dobozban, aminek 2 darab 4 pólusú aljzata van kimenetként, meg egy 3 fázisú váltókapcsolója, mert két kis esztergát működtetek róla, és nincs kedvem átdugdosni. Hát nyilván csak akkor kapcsolom át, amikor ki van kapcsolva a főkapcsolója, és le is állt a frekiváltó (ez néhány másodperc késéssel történik).
"Ha jól értem akkor szerinted két kapcsoló eszköznek kell lennie sorosan a frekiváltó és a motor között?"
Jól érted ez biztonsági soros védőkapcsoló, amiből ráadásul nem véletlen van kettő. Ha az egyik netán beragadna biztonságként ott a másik.
"Szerintem pedig nem lehet ilyen kapcsoló.."
Szerinted lehet, hogy nem, de azért az ott van a komolyabb gépekben. Az ÉMI át sem venné őket.
"..vagy ha mégis akkor biztosítani kell hogy üzem közben ne lehessen megszakítani az motor áramát."
Ez evidens, a vezérlő áramkör ami biztosítja, többek között azért is van.
Magam egy gépkönyv részlettel próbáltam a magam véleményét igazolni. Te mit tudsz felhozni az igazad védelmében."
Napi szinten foglalkozom 20/30 - 150 kW os hajtásszabályzókkal járatott gépekkel a védő MK-k mindenütt ott vannak bekötve. Na meg a franciák és a németek se hülyék, hogy így tervezték.
Tökön is rúgna az ÉMI, ha kiszedném őket.
A hálózati csuklás/átkapcsolgatás ami igazán ártalmas lehet ezekre az áramkörökre.
A félvezetőkhöz való gyors biztik sem védenek ilyen esetben.
Ha jól értem akkor szerinted két kapcsoló eszköznek kell lennie sorosan a frekiváltó és a motor között?
Szerintem pedig nem lehet ilyen kapcsoló vagy ha mégis akkor biztosítani kell hogy üzem közben ne lehessen megszakítani az motor áramát. Magam egy gépkönyv részlettel próbáltam a magam véleményét igazolni. Te mit tudsz felhozni az igazad védelmében.
"Előtte egy hőkioldós motorvédő főkapcsoló is lehet, sőt kell! Ezt még egy félvezetőre való főbiztosító is meg kell előzze!"
"
Ezeket a mágneskapcsolókat biztonsági védő MK nak fel lehet használni.
Az irányváltásra meg elég két db. MY- 4 24 V DC relé.
Ezeket a reléket lehet reteszelni, bár nem fontos, mert a frekiváltó úgyis csak az egyik korábbi parancsot fogja figyelembe venni."
"A betáplálásnál ott valóban nincs főkapcsoló helyett MK- hacsak a betápszekrényben nincs - csak főbiztit + hőkioldós motorvédő kapcsolót + karos főkapcsolót használnak egy komolyabb berendezésnél."
Ez mind-mind így van, nálam is.
""Ha van mágneskapcsoló a frekiváltó előtt,vagy után,azt semmi esetre sem célszerű gyakorta ki-be kapcsolgatni üzemszerűen. Pláne hogy nem is szükségszerű,mert nem a villanymotort kapcsolgatjuk,hanem a frekvenciaváltó digitális bemenetét."
Így igaz, azt csak a vezérlés kapcsolhatja be, vagy ki üzemzavar, vagy áramkimaradás esetén, akor a frekiváltó meg rámpa nélkül azonnal le fog állni."
"
"A frekiváltó után pedig kifejezetten ellenjavallt bármilyen kapcsoló használata abban az esetben, ha a frekiváltóból áram megy a motor felé."
Ne haragudj, de ez nagyon nem így van.
Nem ellenjavallt, hanem kötelező, ráadásul sorba kötve kettő biztonsági okokból!"
Itt viszont önmagadnak mondasz ellent, vagy nem értetted meg a mondanivalómat.
Teljes nyugalommal használhatod az irányváltás lehetőséget.
Nézzük mi történik egy frekiváltónál fékezéskor.
A: Simán lekacsolódik a végfok, a motor és a rákapcsolt gép szépen kifut.
B: A frekiváltó egyenfeszültséget kapcsol a motor tekercseire, ez analóg a zérus sebességű forgatással.
C: A frekiváltó valamilyen rámpa szerint csökkenő frekvenciával vezérli a motort. Ha a lendület miatt a hajtás nem követi ezt az ütemet akkor a motor generátorként energiát táplál vissza a váltóba. Ez emeli a az egyenáramú sín feszültségét. ( Csak a kondikét, a hálózatba nem táplál vissza ( a nagy ipari hajtások, mondjuk a járművek persze tudnak visszatáplálni )) Ha a sín feszültsége elér egy határt akkor vagy elengedi a váltó a motort és túlfeszültséget jelez, vagy ha van fékellenállás akkor azt kapcsolja a sínre és hővé alakítja a túlfeszültséget. Az első esetben a motor egy ideig fékeződik azután kifut, a másodikban végig a rámpa szerint lassul.
Nekem van a frekiváltón egy gomb a forgásirány váltásra.Nem kiabált még hibát a frekiváltó.Lehet hogy van benne ellenállás?Vagy az kizárt?Lehet hogy így kivégzem a frekiváltót?
"A frekiváltó után pedig kifejezetten ellenjavallt bármilyen kapcsoló használata abban az esetben, ha a frekiváltóból áram megy a motor felé."
Ne haragudj, de ez nagyon nem így van.
Nem ellenjavallt, hanem kötelező, ráadásul sorba kötve kettő biztonsági okokból!
A betáplálásnál ott valóban nincs főkapcsoló helyett MK- hacsak a betápszekrényben nincs - csak főbiztit + hőkioldós motorvédő kapcsolót + karos főkapcsolót használnak egy komolyabb berendezésnél.
"Lehet előtte és utána is mágneskapcsoló. Előtte azért hogy üzembe helyezzük, utána esetleg biztonságtechnikai okokból."
Jól írod.
Előtte egy hőkioldós motorvédő főkapcsoló is lehet, sőt kell! Ezt még egy félvezetőre való főbiztosító is meg kell előzze!
Nagyobb teljesítményű motoroknál egy kimeneti fojtó is betesznek. (visszatápláló egységnél kettő is kellhet, elejére és a kimenetre.)
A kimenetre 2 db soros biztonsági védő mágneskapcsoló is kell aminek a vezérlés szabad utat enged.
Aztán, ha ezt akarjuk fokozni, akkor egy 3 fázist ellenőrző modult is be szokás iktatni.
"Viszont a mágneskapcsolók elvesztik az eredeti funkciójukat,mint pl:az irányváltást,indítgatás."
Ezeket a mágneskapcsolókat biztonsági védő MK nak fel lehet használni.
Az irányváltásra meg elég két db. MY- 4 24 V DC relé.
Ezeket a reléket lehet reteszelni, bár nem fontos, mert a frekiváltó úgyis csak az egyik korábbi parancsot fogja figyelembe venni.
"Na ezt el kell felejteni,ha szükséges fék ellenállást kell a frekiváltóra kötni,ami már nem egy általános üzem."
Emellett a felfutási és lefutási rámpát érdemes a lefutásnál rövidebbre paraméterezni, vagy teljesen kiiktatni így a forgás irányváltásnál időt lehet nyerni.
Vannak helyek ahol a frekiváltóval vezérelt elektrománeses rögzítő féket, vagy fékmotort szoktak használni. (emelőgépeknél)
Egyébként a forgásirány azonnali oda,vissza kapcsolásnál csak egy kis idő múlva fog megváltozni erről a frekiváltó gondoskodik.
"Ha van mágneskapcsoló a frekiváltó előtt,vagy után,azt semmi esetre sem célszerű gyakorta ki-be kapcsolgatni üzemszerűen. Pláne hogy nem is szükségszerű,mert nem a villanymotort kapcsolgatjuk,hanem a frekvenciaváltó digitális bemenetét."
Így igaz, azt csak a vezérlés kapcsolhatja be, vagy ki üzemzavar, vagy áramkimaradás esetén, akor a frekiváltó meg rámpa nélkül azonnal le fog állni.
Az írásod második fele tartalmaz mondanivalót, helyesen.
Az első részéről nem érdemes beszélni.
Az, hogy melyik "szaki" hogyan kontrázza a gépét, az az ő dolga. Frekiváltóval nem lehet, tudniillik, a frekiváltó a lefutás után még egy stop parancsot is kap, ha hirtelen visszavált az ember, a stop parancs ugyan törlődik, de még a lefutás parancs is, de az ellentétes irányú (tehát a fázis sorrend vátoztatást előidéző parancs) nem aktiválódik. Tehát újra üresbe és újra vissza. Meg kell tanulni vele együtt élni. Egyébként, hosszabb idejű saját tapasztalatom alapján jobban kezelhető a gép vele, mint nélküle. És igen, nekem is van rajta fékellenállás, ami egyébként inkább csak menetesztergálás alkalmával játszik.
Azt is tudomásul veszem, hogy Csuhás kolléga az igazi hozzáértő (mármint szerinted) (egyébként szerintem is, de veled ellentétben én nem csak az ő tudását ismerem el), az én gyakorlati tapasztalatom, a kapcsolószekrényem és egyebek az biztos nem úgy van.
Nem vitatkozom, nincs értelme, egyre gondolunk, csak én nem szoktam egyeseket mások fölé helyezni.
Pontosítok, közvetlenül mágneskapcsolóval nem javasolja senki (mármint akit én ismerek villanyszerelőket, illetve van egy mechatronikai mérnök barátom és ő sem), hogy a frekiváltót közvetlenül mágneskapcsolóval helyezzük áram alá, a kettő közé javasolt beszerelni egy mechanikus kapcsolót. A frekiváltó után pedig kifejezetten ellenjavallt bármilyen kapcsoló használata abban az esetben, ha a frekiváltóból áram megy a motor felé.
Tegyük hozzá hogy marógépről van szó, ahol a főorsó hosszabb kifutása nem zavaró, az előtolásnál pedig nincs annyi lendkerék jellegű alkatrész, viszont több a súrlódás, szóval lehet hogy az is elmegy tűrhető lefutási meredekséggel fékellenállás nélkül.
Ha nem használsz fékellenállást megnőhet a lefutás, mivel ha túl gyorsan akarod megállítani a motort, a tehetetlenség miatt generátorként viselkedik, áramot táplál vissza, ami megállítja a frekiváltót. Így a lassulás szabadonfutássá változik. Ezért kell a fékellenállás, mivel a motor által visszajuttatott energiát hővé alakítja így nem fut hibára a frekiváltó.
Lehet előtte és utána is mágneskapcsoló. Előtte azért hogy üzembe helyezzük, utána esetleg biztonságtechnikai okokból. Viszont a mágneskapcsolók elvesztik az eredeti funkciójukat,mint pl:az irányváltást,indítgatás. Ahogy Csuhás írta,egy ellenáramú fékezés akár tönkre is teszi a frekvenciaváltót, sőt.... Mert ugye egy esztergát úgy is fékez a szaki hogy egy pillanatra forgásirányt vált ami gyors fékezést eredményez. Na ezt el kell felejteni,ha szükséges fék ellenállást kell a frekiváltóra kötni,ami már nem egy általános üzem.
Természetesen az üzemelő frekiváltó és a motor között a villamos kapcsolat előbb kell hogy létrejöjjön mint a digitális bemenetre adott parancs.A legjobb ha az irányváltó karral működtetett érintkezőre közvetlen tesszük a vezérlő jelek vezetékeit.
Ha van mágneskapcsoló a frekiváltó előtt,vagy után,azt semmi esetre sem célszerű gyakorta ki-be kapcsolgatni üzemszerűen. Pláne hogy nem is szükségszerű,mert nem a villanymotort kapcsolgatjuk,hanem a frekvenciaváltó digitális bemenetét.
A mágneskapcsolót nem a frekiváltó kimenetére kell tenni! A váltó és a motor között nem lehet kapcsoló. A gyári szekrényben lévő mágneskapcsolóval kap áramot a relé, ami megvezérli a frekiváltót. Törpe feszültséggel működik. Így nálam nem kellett szétcseszni semmit, csak két relét kellett még betenni a szekrénybe. Nem én csináltam, de nem vagyok teljesen vak a dologban. Villanyhoz elvből nem nyúlok.
Mágneskapcsolót közvetlenül még a frekiváltó elé sem javallott tenni.
Jogos. Amúgy ami kérdéses az előtolások, egy frekiváltó bekötése nem egy nagy kaland a legtöbbet széles tartományban lehet programozni, felfutás, lefutás, stb. A forgásirány váltáshoz ráadásul olyan frekiváltó is kell, ami tudja a külső egységről való vezérlést. Az egyszerűbb frekiváltók azok csak billentyűzetről tudják az irányváltást, üzem közben nem.
Ami kérdéseket vet fel, az az előtolások vezérlése.
Nem szoktak mágneskapcsolót rakni a frekiváltó kimenetére. Egyrészt mert a váltó vezérlésével szabályozottan korrekt módon lehet irányt váltani, másrészt egy kimenetre kötött irányváltó átkapcsolása szinte bizonyosan letiltja de akár még jó eséllyel tönkre is teheti a váltót.
Alap, hogy a frekiváltó erősebb legyen mint a motor. Forgásirány váltáshoz mágneskapcsolók és a relék legyenek rendben.
A frekiváltó max. frekvenciáját programozáskor be tudod állítani. Nálam 60 Hz-re van állítva. A nyomaték nem változik érezhetően, kivéve kb. 10Hz alatt.
Jajj de szép, az enyém sokkal kopottabb. Amúgy teszi a dolgát, csak az elektronikától félek egy kicsit. A motorfordulatok hogyan állnak össze? A frekiváltónál eleve az 50Hz a max sebesség és nyomaték, tehát a motor teljes fordulata, onnan tudom csökkenteni! :)
Szerintem azt kell figyelembe venned, hogy mi lesz a nagyobb, időigényesebb munka.
A reléket, mágneskapcsolókat is rendbe lehet tenni és régi rendszer is megbízhatóan teszi a dolgát, viszont az átalakítás mellett szól, hogy lesz egy modernebb és egyszerűbb elektromos rendszered, de motort (motorokat ?) is kell cserélned. Én idő hiánya miatt, a gyári elektronikát tartottam meg , de ha rászánod magad az átalakításra, akkor lesz egy szuper géped, mint ez:
Ha mondjuk egy FUW-200-as esztergát szeretnék átszerelni frekiváltósra, miket kell figyelembe vennem? Sajnos elkezdett egy másik mágneskapcsoló is rendetlenkedni, nem tudom mi lesz a vége.
Esztergályos megcsinálja ha kerek, ha szögletes akkor kevésbé. Ár ezer forint vagy hárommillió, ki tudja. A kérdésed összevethető ezzel: Autót szeretnék, pirosat. Milyent vegyek? Te mit tanácsolnál neki?
Legalább valami fotót, darabszámot, pontossági igényt, határidőt stb megadhatnál..
Üdv! Arra lennék kíváncsi esztergályós képes valamit ami műanyag lemásolni és vasból elkészíteni? És ha igen mennyibe kerülne? Még régen nővérem barátja mondta hogy azok csinálnak ilyesmiket.
Saját, barkácsolási célra szeretnék vásárolni:500-750 mm csúcstávolságú ,pontos,jó állapotú 220 V-os vagy 220V átalakítható esztergagépet .200-250 000-max 300 000 Ft árfekvésben.Dél Baranyában vagy szállítását vállaló eladótól. Magyar gép is érdekel Emu-E1N- E2N-EAN 750 -stb amely nem hosszabb mint 2 méter Fotó előny.
Én ha csak egy mód van rá, elkerülöm a kő esztergára szerelését. Nagyon régen azt hittem, hogy elegendő az öreg szakik által javasolt rongy az ágyazatra. Gondos tisztítás ellenére is a szán és az ágyazat közé került szemcse, ami azonnal csíkot húzott az ágyazaton. Semmilyen módszerrel nem lehetett kimosni a szemcséket, ezért le kellett szerelni az egyébként bonyolult szánt és hántolóval eltávolítani a szennyeződést.
A Lidli-ben lehet kapni (a múlt héten) 200W-os kettős köszörűt, ami a késköszörülési igényeket kielégíti.
Két szürke kő van rajta, egy durva és egy finom. Majdnem mindenre jók.
Az ára 7000Huf. ennyiért nem érdemes kockáztatni az eszterga ágyazatát!
Fogalmam nincs mit árulnak ott.Nem igazán van időm ilyen helyeken bóklászni.Bár a nyáron egyszer voltam ott,láttam egy fűkaszát amihez volt sövényvágó és láncfűrész adapter is.Az ára sokkal magasabb volt mint a jófogáson szállítással együtt.Szóval nem vettem semmit.Azon kívül meg egy csomó rozsdás vackot láttam,inkább lomoknak tűntek.
Meg a fene se tudja milyen követ sóznak rám.Lehet az eladó se tudja milyen,vagy tudja de rámsózza.Mivel én nem értek hozzá,inkább megbízhatóbb forrást keresek.
végül is a köszörülés, mint minden forgácsolás adott sebességtartományban végezhető, mondjuk 30 m/s. Ha ebből kezdek visszafelé számolni, akkor 1500 1/min fordulatszámhoz 400 mm átmérőjű kő jönne ki (v=2.PI.f.R). Hát ekkora követ nem fogsz felrakni, az biztos. A 200 mm egészen baráti méret - ahhoz meg akkor kell a 3000 ford / perc. De hát a 30m/s az ideális, mi meg általában nem gépműhelyt működtetünk.
Maradjunk abban, hogy a szánnal előtolt, merev befogással tartott kés egy gyémántkővel élezve még lassabb fordulaton is biztosan jobb lesz, mint gyorsacélhoz való kővel szarakodni kézből.
tapasztalt barátomtól tanultam, hogy ha nincs egy normális köszörűd, akkor készíts egy szárat az esztergádba, arra fogd föl a követ (alumínium gyémántozott fazekat), akkor teljesítmény lesz dögivel, a fordulatszámmal is játszhatsz, arról nem beszélve, hogy ha készítesz egy megfelelő szögű ék alakú alátétet, akkor a késtartóba fogva a kést még a megfelelő szögeket is beállíthatod, meg lesz az élezéshez halálpontos vezetésed, manuális előtolásod. Tiszta hi-tech.
Mondjuk nem árt védeni a gép szánjait, orsóit, de arra még egy bevizezett majd kicsavart pamuttextil is megfelel.
Valamikor úgy tanultuk, hogy kemény acélokhoz "puha" követ kell választani, olyat, aminek a kemény szemcséi puha hordozó anyagba vannak ágyazva, aminek köszönhetően a már megkopott csiszoló szemcsék folyamatosan távoznak, helyet adva az újabb dolgozó csiszoló anyagnak.
Tehát az egyéb tulajdonságok mellett másik fontos tényező a kő puhasága.
Forrasztott lapkás késekhez szilícium karbid követ keress /Gugli a barátod/ Ez általában sötétszürke ahogy Csuhás írta. A magyar jelölése: 1C . Meg kell még adni a szemcsenagyságot is attól függően, hogy simítani, vagy durvázni akarsz-e vele. Ha jól emlékszem a 60-as egy közepes szemcsenagyság. A furat nagysága nem mindig jó, /sőt/ de adnak szűkìtő betéteket a kőhöz, legrosszab esetben külön kell megvenni, vagy a legegyszerűbb ha az esztergályos saját maga állítja elő, és illeszti a tengelyre. A rózsaszín az korundszemcsékből áll, jelölése pl:6A . Az előttem említett gyémántszemcsés fazék "kő" ami alumínium testre felhordott keménygumiszerű anyagba ágyazott gyémántszemcsékből van szerintem nagyon jó. Pl. Bp-en a kőbányai úti, vagy a gyáli, nyíregyházi stb. piacokon olcsón beszerezhető.
Nekem is csak a kis 150w-os van,tehát azon kell megoldani.Nekem is 10x10 a legvastagabb késem.Szóval ezen oldottam meg eddig is,de mostmár nagyon elkopott és gondoltam feladat orientáltan választanék rá követ.
Mindent összevetve ha csak egy kétkorongos kis köszörűje van az embernek akkor egyik oldalra egy rúzsaszin vagy fehér korong kell hss és acél köszörüléshez, a másik oldalon egy szürke vagy zöld kő legyen vídiához, de ide célszerű egy kis ügyeskedéssel egy kicsi gyémánt fazékkövet is felfogni amin le lehet simítani az éleket. A felfogáshoz lehet hogy kell valami közdarab, illetve a védőburkolatra is kell egy kivágás, meg egy asztalka.
én egy kis 150 wattos einhell köszörűn használom a 100 mm-es gyémánttárcsát, 2800-as fordulaton. biztosan nem lehet vele bányaipari szerszámokat köszörülni, de a 10x10-es késekhez teljesen jó. és, kövezzetek meg érte, rapidacélhoz is ezt használom. meg fúrókhoz.
Ismeri,vagy dolgozik valaki ilyen gépen? Talán CU 400 a tipusa. Jó gépek ezek, van gyenge pontja? Az mennyire igaz,ha egyszer ki volt véve a "kivehető ágy" akkor már többé nem lesz pontos? Előélete, állapota,pontossága ismeretlen,de van egy ilyen kilátásban... Mennyit szabad érte adni? 3-4 pofás tokmány az jár vele,bábok síktárcsa az nincs.
Kellene nekem 10 darab 160 cm hosszú 30mm-es tengely. Néztem vaskereskedésbe és van is csak a vége nekem egy kicsit hajlottnak tűnik (melegen hengerelt köracél), sőt az is amivel így már a tengelynek ki is van lőve. Lenne húzott anyaguk is, de csak 3 méterben, ott sok lenne a selejt.
Tanácsot szeretnék kérni, hogy lehetne ez megoldani vagy tudtok-e pest menyében olyan helyet ahol lehetne ilyen tengelyanyagnak valót venni jó árban?
Erősségre egyébként egy sima vaskeres köracél is jó, csak az egyenesség miatt itt nem jó.
Vagy azt mennyire lehetne megoldani, hogy a húzott anyaghoz toldásnak beleesztergálni egy 10 cm-es rudat?
Jövőhéten vennék köszörűkövet a kis köszörűmre.Ez egy kínai kis "körömreszelő"150mm átmérőjű kő kell rá.Csak ez van,ezért ezzel kell beérnem.Gyorsacél és forrasztott lapkás késeim is vannak a kisesztergákhoz,azokat kellene megéleznem vele.A mostani kövek már nagyon kicsire koptak.Az a kérdésem hogy milyen követ keressek amivel a forrasztott lapkás kést is tudom élezni.A hss-t vitték a mostani kövek is,de a forrasztotthoz hozzá se szagoltak.
Szeretném megköszönni a segítséget a múltkori TOS MN80 szétszereléssel kapcsolatban. Szétszedni és összerakni is sikerült. Kicsit ügyeskedni kellett az öt darab távtartó visszarakásával.
Még egyszer köszönöm a segítséget a topiklakóknak!
Ilyen típusú orosz kis gépem van, amit a 90 es évek elején vettem újonnan, de kicsit hiányosan, szállítási sérült burkolattal.
Ronda szürke volt és úgy volt összerakva, hogy még az öntőhomok maradékok sem voltak teljesen kitisztítva az ágyazatból.
A fogaskerekeket sorjázás nélkül szerelték be, ahogy lejöttek a gépről.
Szóval szétkaptam elemeire, újra festettem kékes-zöld színűre, az összes vágott sliccelésű orosz csavart imbuszra cseréltem és a nyomógombos kapcsolós vezérlést egy irányváltós GANZ ra cseréltem.
Még egy dahlander motort megérdemelne, hogy még nagyobb sebesség választéka legyen.
Gyalugép: Szerintem elég olcsón beszerezhető, filléres szerszámokkal dolgozó, egyszerűen felújítható, és nagyon jól használható gépek ezek. De ha a hatékonyság is szempont akkor inkább marógép.
Egy mozdulattal lehet egy kis plusz fényt adni oda ahol épp szükséges. Normál fénynél nem ilyen zavaró az esetleges becsillanás. Ahogy írtam nekem két gépen bevált és tervezem a többi gépre is hasonlót felszerelni.
ilyenem van, de csak 4 pofás 120-as tokmányt kaptam hozzá, ami köranyagokhoz nem igazán jó, mert kifogás után visszafogni hogy ugyanúgy álljon, nem lehet vele.
Már egy jó ideje akarok venni géplámpát,de soknak találom az árat amit kérnek értük.Most a hétvégén sikerült vennem egyet.A cimkéje szerint a Lenin MGTSZ gyártotta Balmazújvárosban.Ráadául itt helyben hirdették.Végre látom is hogy mit csinálok!!!
A szíjat le szoktam venni a gép és a szíjtárcsa közül mikor nem használom.Meg persze a párától is próbálom védeni használaton kívül.
Már csak a másikra kellene találnom szintén olcsón egyet,aminek hosszabb a szára mint ezé.
Ha teszel valami lapátot a fogaskerékre akkor hatékonyabb lesz az olajszórás, amiből jut majd a csapágyakba is. Kérdés hogy a csapágy külső oldalán mi fogja fel a kenőanyagot. Ha gyárilag nincs akkor mindenképp kell valami peremet tömítve felszerelni, és a perem alsó részére fúrni egy lejtős olaj visszavezető furatot az orsóház belseje felé.
Gyakorlatilag én is azt tettem, hogy a gyári olajszinttől indulva növeltem a mennyiséget egészen addig, amíg elértem a főorsó csapágyakat. Ekkor viszont a java kifolyott. Most beállt egy szint, ahol már nem folyik kifelé, de több van benne, mint a gyári volt. Az olajszórás itt sem működik meggyőzően, szóval kicsit rá kell segíteni.
Láttunk már olyant hogy a menetes furatba becsavart olajszintjelző mögött a az öntvény sorja miatt mindig megállt annyi olaj hogy elől mindig az ideális szintet mutatta. Mondjuk az e2n gépemen is fura a szintmutató mert optimális szintnél még nem ér bele a segédtengely fogaskereke az olajba így alig van olajszórás. Megoldásként megemeltem az olajszintet egy fél arasszal.
Természetesen, félig van az olajszint az ablak szerint is. Bár ebben meg az a vicces, hogy amikor anno betöltöttem a gyárilag mellékelt olajmennyiséget, akkor is felesbe volt az olajablak és most olajcsere után is ennyit mutat. Első esetben ha jól emlékszem max fél liter olajat töltöttem be, most pedig egy litert.
Úgy értettem, hogy létezik-e olyan, hogy zsírkenésű a csapágy és ennek ellenére nyitott és olajos hajtóművel kapcsolódik. Amit írsz az olajkenésről tisztán tanúskodik.
"Vagy létezik olyan, hogy nyitott a csapágy (rálátok a görgőkre), és egy olajkenésű hajtóműhöz kapcsolódik?"
Mi az hogy! Látnád egy nagy mozgólépcső gyorsjáratú hajtóművét, ahol a hengergörgős és kúpgörgős csapágyak szinte olajban állnak és ha tönkremegy a szimering az olaj kifolyik.
A tokmány a hátlapra 3db hatlapfejű csavarral van felfogva. A hátlappal együtt pedig az M39 menetes végű főorsóra van tekerve. Valahol láttam, hogy egy szorítógyűrű is van a hátlap orsó felőli végén. A hátlappal együtt - ha szembe állsz a főorsóval - az óramutató járásával ellentétesen tudod letekerni. Meg tud rendesen szorulni.
Az olaj szórás mértéke függ a fordulatszámtól, van ahol nagyon csapja, van ahol szinte csak egy olajköd alakul ki. Ha gondolod csavarozhatsz egy két kis fület is az olajba érő kerékre, az már szórnii fogja az olajt rendesen. A fogak közé gyors forgáskor alig megy be az olaj, míg egy kis kanálszerű lemezke mindig ki tudja kapni az olajt ami azután verődik mindenfelé. A magyar kis gépeken a csapágyház fedelébe egy kis tálca van rögzítve, ami összegyűjti a verődő olajt és onnan két kis rézcső viszi el a két főorsó csapágyhoz. ( Lásd eXn sorozat letölthető rajzait )
Ilyesmire gondoltam én is, vagy arra, hogy kint elhelyezett tartályból vezetem be az olajat. A szivárgás annyira nem zavarna, mert ha sikerül jól belőni az olajáramlást, akkor kevés fog kijutni, ami meg kijut, azzal együtt lehet élni.
Nem hinném, hogy zsírkenésűek, akkor szerintem zárt csapágyak lennének. Vagy létezik olyan, hogy nyitott a csapágy (rálátok a görgőkre), és egy olajkenésű hajtóműhöz kapcsolódik?
Azt furcsállom, hogy három éve hajtom a gépet és elég sokat pörgetem a vasat. Mikor megvettem, beöntöttem a gyárilag mellékelt olajat és abban a hitben, hogy szóró olajozású a kenés, használtam. Hogy a fenébe bírta ennyi ideig rendes kenés nélkül? Egyszerűen nem értem. De ugyanakkor nehezen tudom elképzelni, hogy kap rendesen olajat a csapágyazás, mivel láttam, hogy mi zajlik a hajtóműben amikor levett fedéllel teszteltem.
Hajlíts egy egy leszedő lemezkét a fogaskerék tetejénél mindkét oldalra, majd két vályúval elviheted az olajt a csapágyakhoz. Trombitarézből egy ollóval kivághatod. Persze a következő gond az lesz hogy mit kell tenni ha a főorsó mentén elöl hátul szivárog az olaj. Egyébiránt nem zsírkenésűek ezek a csapágyak?
Nincs rajta zsírzószem, néztem. Az eseti, időszakos kenés egy lehetőség, de macerás lesz mindig lekapni a hajtóműház fedelét. Még arra gondoltam, hogy teszek egy apró furatot a fedélre, azon át bevezetek egy vékony szilikon csövet a csapágyakhoz. Előtte beállítom, hogy szép lassan csöpögjön majd az olaj a csövön. És használat során egy pár köbcentis olajtartályba teszek mindig egy kevés olajat.
Olajcsere után valamivel többet öntöttem bele, mint amit vásárláskor mellékeltek hozz. A sűrűsége is egy picit tán kisebb, mint a gyárinak. A hajtóműház fedél leszerelése után látszott, hogy nem szóródik az olaj. Gyanús volt, úgyhogy bekapcsoltam a gépet fedél nélkül. És meggyőződtem róla, hogy nem mászik olaj a csapágyak felé. Friss olajjal és magasabb olajszint mellett sem. Az is igaz, hogy jellemzően alacsony fordulatszámon használom (300 ford/perc), felvittem kb a duplájára és még ott se fröcsögött az olaj.
Most meg aggódok, hogy nincs normális kenés, vagy én nézek be valamit nagyon és valahogyan mégis eljut az olaj a csapágyakhoz. Lehet, hogy kétezres fordulatszámon már eljutna a csapágyakig a kenőanyag, na de akkora fordulatszámon sosem használom.
Én is erre tippeltem, de amikor levettem a hajtóműház fedelét olajcsere előtt, akkor nem láttam az olajszórás nyomait. Aztán beindítottam fedél nélkül és csak annyi történik, hogy a fogaskerekek kavarják az olajat, de a csapágyakhoz nem jut el. Fogalmam sincs hogy bírta eddig a gépem, mert 3 éve használom abban a hitben, hogy a fogaskerekek hordják fel az olajat, de látszólag ez nem így van.
Az olajzószemek helyéről csináltam egy ábrát. Ha a gép még nem volt átfestve akkor piros pontokkal jelölték gyárilag ezeket.
Én is a tokmány levételével kezdeném. A hátlapról kellene levenni csak, és az illesztőperemre órázni. Ha az üt, akkor újra kell a peremet esztergálni, fent a helyén. Az is lehet, hogy a perem nagyobb, így a tokmány lóg rajta.
Köszi, már láttam ezt az oldalt. Ötletes megoldást mutat a sima asztali köszörűn történő élezésre. Ehhez képest én már előrébb vagyok, hiszen van egy profi szerszámélező köszörűm. Ilyen: http://www.machinedeal.com/en/tool-grinding-machines/albula-103141/ Most a hozzávaló tartozékokra vadászom, illetve igyekszem kitanulni egy kicsit ezt a szakmát is.
Segítséget szeretnék kérni elsősorban olyantól, akinek van Hyundai HYD500as esztergája, vagy ismeri ezt a típust. A nagyobbikról van szó, konkrétan ez:
A kérdésem, hogy a főorsó csapágyazás kenése hogyan valósul meg ennél a gépnél? A gyártó által mellékelt olaj nincs fél liter, azt betöltve a csapágyak alsó része még messze nem ér bele az olajba, csak az alsó fogaskerekek. Ha feltöltöm olajjal addig, hogy elérje a csapágyakat, akkor meg a többlet kifolyik...
Mi a trükkje, hogyan jut el a kenőanyag a csapágyakba?
Ez bizony jó tanács, én is lecsapom az esztergagép főkapcsolóját például tokmánycserénél, vagy ha tisztogatom, stb, mivel a már említett indítókar éppen bal térdnél van, ami jól jönne baleset esetén, hiszen lábbal le lehet rugni a gépet, de nem nyerő, ha éppen ettől indul el.
Vannak begyakorolt, és beidegződött mozdulatok az esztergálás területén is, melyek a baleset esélyét a minimumra csökkentik, ilyen a tokmánykulcs esete is. Ellenben a nem begyakorlott mozdulatokkal vigyázni kell, példának említem a velem történt , majdnem balesetet. Marógép függőleges fejben felfogva a kis flex, patron hasítás céljából. Indítás rutinból, szerencse , hogy kis fordulaton volt a marógép, és hamar meg tudtam állítani. A tanulság ebből, hogy a gépet ilyen és hasonló esetekben áramtalanítani kell, tehát egy lépéssel a baj előtt cselekedni.
Baj nem hiszem hogy történne, de az öreg szakikat biztos zavarná egy orruk előtt fityegő tokmánykulcs. Egyébként a tokmánycsere alkalmával a kulcsot is cserélni szoktad?
Persze. Egy végálláskapcsolónak kell benyomott állapotban lenni, ahhoz, hogy a vezérlőáramkör az indításhoz zárva legyen.
A biztonsági áramkörök hasonlóan vannak kialakítva egyes gépi berendezéseken, pl. a szerszámélező asztali köszörűk lehajtható védő plexije is a motorvédő kapcsoló KI áramkörét szakítja.
hat ,kedvem az nincs lefordítani az egész gépkönyvet.idom sincs olyan sok.de szívesen segítek.
innen letölthető a használati ,és ami érdekel lefordítom ,jó nem szószórós értelemben mert nem vagyok író.
a hrmadik abrazolasban irja hogy a bronzperselyekben futó alkatrészeket az ott elhelyezett szemeken keresztul minden nap fel kell onteni a megfelelo kenoanyaggal.
6 os kepen mutatja hogy 26os jelzesu csavar kiengedesevel megengedheto a 27es szammal jelolt kormos anya.azutan a 28as szamu anyat kell meghuzni.pont hogy ne legyen logasa.az egesz egy konuszos valami.
nem egy nagy leiras a z tuti.egyepkent en meg nem lattam ilyen gepet kozelrol,.
Egy kis segítséget szeretnék kérni Tőletek!. Nemrég hozzám került egy TOS SV 18 R típusú eszterga. A neten csak Cseh nyelven íródott kezelési könyvet találtam hozz. Esetleg tud-e valaki lefordított példányról, honnan is szerezhető be. Segítségeteket előre is Köszönöm.
Az egész érdekelne. Most főleg a kenési helyek érdekelnének. A főorsót is pucolásra szétszedném. Valószínüleg be kell állítani vagy csapágyat cserélni mert kicsit kóvályog a tokmány. A tokmány levételével kezdenék.
Indítás előtt van úgy, hogy kétszer is meghúzom az anyagot, főleg, ha nem hengeres anyagot fogtam be. Ez is reflex szerűen megy, pedig nem drehálok, fúrok napi szinten.
A fúrás, ha kézben végzi az ember, még veszélyesebb olyankor a szerszám élezésének, élkialakításának, vágósebesség megválasztásának óriási a jelentősége.
Tudjuk jól, hogy ez egy veszélyes üzem észnél kell legyen az ember.
Amúgy láttam már horpadt homlokú esztergályost, elrettentő látvány volt.
Az én kis orosz tanulógépemen a tokmány fölé hajtható VÁK os, eléggé zavaró védőburkolat volt, tettem róla, hogy ne sokáig zavarjon.
Nem is kell az ilyesmi oda, csak zavarja az embert.
Szerintem az alapreflex kell legyen, hogy indítás előtt a tokmányra egy pillantást vet az ember.
Ami persze egyúttal megvéd attól is, hogyha valami menet közben kirepül a befogásból.
Én csak azért élek, mert lusta vagyok és nem csináltam pótkulcsot a géptér ajtó reteszéhez (mindig csak akargattam), s egyszer amikor rosszul fogtam be valamit akkor bizony használtam is volna, hogy lássam, mit is csinál a síkmarófej, hogy kapja el az anyagot. A kirepülő 3 kilós alumínium tégla az arcom előtt csattant a plexin. Azóta nem akarok pótkulcsot csinálni a biztonsági reteszhez...
Csak egy kérdés, bár lehet butaságot kérdezek, mert az adott gépet nem ismerem:
nem lehetne azt a kart egy fix kapcsoló helyett nyomógombok működtetésére átalakítani?
Mert akkor máris megoldható elektromosan, hogy a mágneskapcsolók elejtsenek minden kikapcsoláskor, és utána a kart meg kelljen nyomni/forgatni az indításhoz.
A benti orosz gépünkön is ilyen karos indítás van, négy állású a kar, baromi jól kezelhető, és reteszelt a véletlen indulás ellen.
Jobbra húzom, előre forog a gép; balra húzom, hátra forog; lenyomom kicsit, leáll kipörögve; lenyomom teljesen, fékezve áll meg a főorsó.
Mindezt mágneskapcsolókkal és nyomógombokkal tudja.
Minden kapcsolás után a kart rugó visszahúzza középállásba.
Ha nagyon aggódsz akkor építhetsz egy tokmánykulcs tartót amiben van egy mikrokapcsoló, és kulcs nélkül nem engedi indítani a gépet. Meg lehet ezt is szokni, de ha megszoksz valamit akkor inkább az legyen hogy odafigyelsz a gépre indítás előtt.
Ez egy régi kenési mód kanócos olajozás néven találhatsz róla egy két sort. Lényege hogy az olajba egy kenderkóc merül ami vagy kapilláris hatással felszívja az olajat vagy egyszerűen eltömi a csövet és csak szivárogni engedi. Az ean-on inkább az lehet a szerepe hogy a beöntött olaj ne fusson le azonnal a kisebb ellenállás irányába, hanem legyen ideje minden cső felé szivárogni. Ha nem olajosak a csővégek, illetve nem megy le az olaj egy két nap alatt akkor lehet hogy elgyantásodott, eltömődött a kóc. Ha így van cseréld ki, kócra, vagy filc dugóra. ( A me250-es vertikálon pl van egy olajtartály felül amibe alulról van befúrva az olajelvezető. A furatba egy kis réz cső van beütve ami felér az olajszint fölé. Ezután egy rézdrótra tekert kanóc van ami furat aljától indulva felmegy a cső tetejéig majd a csövön kívül lelóg az olaj aljáig. Itt szintén a kapilláris hatás viszi az olajat. Ha egy két napig meleg időben áll a gép akkor mindig van pár csepp olaj a gépasztalon, mert akkor is szivárog az olaj ha nem megy a gép )
"Új tokmányhoz - már nem tudom, hogy a Bisonhoz vagy TOS-hoz jártak - a kulcs végére rugót tesznek, hogy a tokmányból lökje ki. Már az is idegesítő és kényelmetlen."
Ezt a rugós kulcsot mi sem használtuk. Tanműhelyekben láncra volt felkötve a kulcs.
Az én kis orosz tanulógépemen a tokmány fölé hajtható VÁK os, eléggé zavaró védőburkolat volt, tettem róla, hogy ne sokáig zavarjon.
Szerintem az alapreflex kell legyen, hogy indítás előtt a tokmányra egy pillantást vet az ember.
Bocsánat hogy belekotyogok, én az E2N gépről beszélek, de bármelyik gépet biztonságosabbá teszi ez a megoldás, mert véletlenek vannak. A bajt jobb megelőzni!
Jani,mesélj légyszives nekem ha már igy benne vagyunk az Ean norton kenéséről.
Tudod vannak a rézcsövek,elvileg ha jól tudom ezekbe vékony rézszál volt ami körbe volt tekerve valamilyen olajat felszivó madzagszerű,valami rezgős olajzás a neve,megigértem az Ean-kámnak hogy ha jó lesz a főorsó akkor ezt megcsinálom neki,szóval jó lenne tudni mit tegyek bele milyen hosszon és mit tekerjek köré hogy a feltöltött olaj ne 1 nap alatt szaladjon le.
Van még magyar gép aminél igy oldották meg az olajzást?
Az elektromos része ezek szerint már egyszerűsített, hiszen annak idején a magyar gépeknél kötelező volt a mágneskapcsolós nyomógombos kialakítás, hogy egy esetleges áramszünet végén váratlanul ne indulhasson el a gép.
Én arrol az esetről beszélek amikor a gépet a főkapcsolóval bekapcsoljuk és utána a nyomógombot megnyomjuk. Ha ilyekor az inditókar nem középállásban áll, atokmány azonnal felpörög.Tanuja voltam ilyen esetnek Szerencsére nem sulyos dekomoly esemény volt.
utána rögtön át alakitottuk a gépet hogy ilyen eset ne történhessen meg.
Szerintem ez egy örök téma lesz még csak lesz a földön eszterga pad,én a kezdetektől fogva szoktattam magam ahhoz hogy soha ne hagyjam a tokmányba a kulcsot.
Új tokmányhoz - már nem tudom, hogy a Bisonhoz vagy TOS-hoz jártak - a kulcs végére rugót tesznek, hogy a tokmányból lökje ki. Már az is idegesítő és kényelmetlen.
Ki lett javítva a végén csap. Egy szaki (elvileg nagyon érti a szakmát) látta már és azt mondta ilyet még nem látott.Azért köszönöm az eddigi segítséget is , a reteszt kicserélem hátha.
"a csigatengely elvolt törve , illetve a vonóorsó végén lévő csap elvolt hajolva. Elvittem a lakatszekrényt és a nortont is felújítani."
De ugye a vonóorsó végén már nem görbe a csap? Magyarán ez nem egy kopott gép hanem olyan ami ütközött és ez-az összetört benne. Nos ilyen géphez tényleg keress egy szakit, mert ez nem távgyógyítási kategória.
( Sajna nekem messze vagy így még a megnézem és tanácsot adok jellegű segítség sem megy )
A gép előtörténete az , hogy megvételekor nemvolt rajta előtolás...a csigatengely elvolt törve , illetve a vonóorsó végén lévő csap elvolt hajolva. Elvittem a lakatszekrényt és a nortont is felújítani.
Nekem is emelgette az egész szánt de csak akkor ha bekapcsoltam az előtolást és jól bementem a tokmány alá (csak itt emelgette).
A kúpos stift nekem el volt barmolva és a norton kihajtással a vonóorsó nem volt egytengelyű.
Ha jól olvasom neked középtájt is emelgeti és akkor is ha csak forog a vonóorsód de nincs tolás kapcsolva a lakatszekrényen ez esetben mint Csuhás is irta a lakatszekrényben lévő vonóorsó ék felélé keresd a hibát.
Az ék nekem is marhára el volt kopva de akkor sem produkált ilyet.
Ezt a jelenséget a lakatszekrény felújitása óta csinállja?
Ha a vonóorsót üresbe rakod a nortonon, és a szánon se kapcsolsz be előtolást, akkor kézzel könnyen forgatható álló gépnél a vonóorsó. Ezt elvégezve érezned kell a hiba okát. Szorul, görbe, lötyög stb.
A vonórsó reteszhornyos. Megnéztem , középre tolva van egy kis mozgástartomány ami pár tized, viszont el tudom forgatni egy kicsit a vonóorsót ha kiveszem üresből a nortonnál. Ebben az esetben a retesz lehet elkopva a lakatszekrénynél szélességben?
Nos akkor a lakatszekrény felújításából kimaradt a vonóorsó hüvelyének és reteszének rendberakása. Alighanem szorulhat valami a lakatszekrényben, vagy nagyon meg van kopva a csúszóretesz. Ezért a vonóorsó amikor hajtani akar akkor excentrikusan befeszül a hüvelyébe és ezért emelgeti a lakatszekrényt. Ha a lakatszekrénnyel az ágyazat közepére mész akkor mennyi mozgási lehetősége van a lakatszekrényben a vonóorsónak? Álló gépnél kézzel megrángatva az orsót az rugalmasan el tud hajolni egy kicsit így érezheted hogy mennyi mozgástere van. Elvileg csak pár tizednek szabadna lenni. Apropó milyen a vonóorsó, egy retesz hornyos, lelapolt, hatszög stb keresztmetszetű?
Nézzük csak: Az emelgetés látható, mérhető mértékű? Az emelgetés üteme megegyezik a vonóorsó fordulatával? Ha a szánnal végigmész az ágyazaton akkor a vonóorsó nem mozdul meg? ( Azaz ha feszül a vonóorsó és csak a szán húzza pozícióba akkor a szánt a szélre mozgatva az orsónak ívbe kellene hajolnia. ) A vonóorsót kézzel megrángatva nem lóg érezhetően valamelyik oldalon a csapágy, vagy középen a lakatszekrénynél? A vonóorsó reteszhornya vagy lapolása ( nem tudom mi van az ean-on ) nincs annyira kikopva hogy a terhelt vonóorsó már nagyon excentrikusan befeszül? Egyáltalán hogy emelgetheti a szánt? Azaz megvan-e illetve mennyire kopott, vagy mennyire lötyög az a biztosítóléc ami a szán emelését gátolja meg? No ezekre válaszolva magad is megtalálhatod a hiba okát. ( Látatlanban a csúszó retesz kopására tippelnék )
Segítséget szeretnék kérni. Van vagy ismer valaki olyan szakembert, aki értene az Ean esztergagép javításához , illetve házhoz is jönne? Fél éve javíttatom a gépet és még msot se jó. A hiba az hogy a vonoórsó mintha excenteresen mozogna, és emelgeti a lakatszekrényt előtolás közbe.A vonóorsó nincs elhajolva , a Lakatszekrény illetve a norton szekrény is teljesen fel lett újítva.
Két bekapcsoló karral nem sokat lehet kezdeni. Esetleg kiakaszthatóra készítheted a lakatszekrény karjának reteszelését és akkor azt kiakasztva lehet használni az orsóháznál levő kart reteszelés nélkül.
A kapcsolókar a lakatszekrény oldalán reteszelve van véletlen bekapcsolás ellen. Először el kell nyomni jobbra és csak azután lehet le ill. fel kapcsolni.
Gyárilag sehogy sajnos,de én is akarok rá minden képp,sose hagyok kulcsot a tokmányban de behajolt mérésnél stb stb véletlen is meg nyomhatja az ember úgy hogy bekapcsol.
Sziasztok.boldog tulaja lettem egy asist ae9se37m gepnek (ferm md-500).kezdo letemre a sok kiegeszito melle kaptam par drb "vasdarabot". Nem tudom beazonositani,ebben kernem a segitsegeteket.
Oszlopos fúrógépen (Dunavecsei FO-15) tokmányt cserélnék. (B18-as végű morze2-es kúp) ha leveszem a régi tokmányt, akkor az új felrakásánál kell valamit kenni a kúp végre? vagy zsírtalanítani kell? Hogy szokás ezt csinálni? Mi tartja a helyén a tokmányt? Rászorul és kész? Semmilyen rögzítőanyag nem kell?
Bocsánat hogy beleszólok,de egy kis veszélyre figyelmeztetnék.A gép bekapcsolásakor ,ha ez az inditókar nem középállásban van a tokmány azonnal fölpörög.S ha véletlen a tokmánykulcs a tokmányba maradt veszélyes helyzet alakulhat ki. Szemtanulya voltam az esetnek.Közönséges irányváltó kapcsolót ide nem szerencsés felszerelni! Esetleg kibővitve egy reteszérinkezővel,majd ezt az inditógombbal sorbakötni. Lehet hogy az "eredeti gyári"n volt, de én még nem találkoztam vele.Kezdőknek ajánlanám a BALESETEK MEGELŐZÉSE ÉRDEKÉBEN!
Kérdezz, válaszolunk... Úgy működik, hogy a kapcsoló rúd végen egy fogasív hajt egy kapcsoló tengelyére szerelt fogaskereket. A rúd vagy lelapolt, vagy reteszhornyos, vagy hatszögletes. Ezen csúszik egy egymásban elforgó kettős hüvely. A külső a lakatszekrényhez rögzített. A belsőre csatlakozik a kar. A karon van egy pöcök ami középen a kikapcsolt helyzetben a külső hüvely hornyában akad meg. A kar elbillenthetően kapcsolódik a hüvelyhez így egy rugó ellenében ki lehet akasztani a pecket és így kapcsolható be a gép. Ami nem látszik a rajzon az hogy a kar egy laza gyűrűhöz kapcsolódik, ami két stifttel elbillenthetően kapcsolódik a hüvelyhez. A stiftek a rajz síkjára merőlegesek ezért nem látszanak. Szóval a gyűrű egyik átmérője mentén van a két stift, míg egy erre merőleges másik átló mentén egyik oldalom van a rugófészek, a másikon a az arretáló pöcsök és maga a kézikar. Ha még így se érted akkor lefotózhatom a gépen.
Egy robbantott ábra, vagy kép kellene amin az a mechanizmus látszik ami a lakatszekrény jobb oldalán van és indítja a motort az esztergán ha jól tudom.
Egy 3 állású kar amit kibillentve lehet működtetni.
Bocsánat a pontatlan ( szakmaiatlan) beazonosításért!
Köszönöm a segítséget! A küldés funkciót évek óta használtam, csak egy ideje nem működik. A jobb egérgombos másolást viszont nem ismertem. Sokat segítettél.
Sajnos az eredeti motor is hiányzik, így anélkül nem szükséges, köszönöm. A frekiváltó megoldja a problémát.
A készített kép alapján megnézem mi az ami hiányzik és csinálok róluk rajzokat. A cserekerekek Modul 1-esek, a fogszám alapján azokat leginkább rendelni érdemes és az agyátmérőt igazítani az esztergához, ezt sajáton is meg lehet csinálni, vagy ha aukciós oldalakon van akkor ki lehet fogni olcsón. Ezeket legyártani mindenképp drágák.
Az e2n gépnek volt kivehető ágyas és magasított kivitele. Azoknál főorsó fordulatszám osztó tengelye is ki volt vezetve a tokmány mögé. Azt nem tudom hogy állandóra vagy csak egy fedél levétele után volt oda felrakható egy fogaskerék. Ez a kerék képes volt egy fogazott síktárcsát meghajtani. ( A főorsó ilyenkor szigorúan üresbe volt rakva. ) Ezzel a megoldással lehetett ezen a relatíve kis gépen teherautó fékdobokat szabályozni. Ezek a gépek katonai műhelykocsikban voltak ahol kellett ez a funkció.
Egy baja van, méghozzá a gyári dahlander motort kiszedték belőle, a kapcsolószekrényt is szétberhelték és beletettek egy 2,2kw-os 2620 fordulatos motort, kellett matekoznom mire forgásirányt tudtam vele váltani, a tekercsvégeket is szét kellett hozzá választani. Kis fordulaton nem tudok emiatt vele dolgozni, a menetvágás se megy így vele. Tervezem emiatt frekvenciaváltó beépítését.
Köszönöm az elismerő szavakat :) Solidworks-szel dolgozok.
Szeretem én is a gépet, igényesen van megcsinálva - 50 évvel ezelőtt még foglalkoztak az ilyennel. Nagyon pontos és merev is. Sikerült egy olyat kifogni amit nem használtak túl, kisgép szervízben volt perselyeket és kisebb dolgokat csinátak vele, aztán került magánkézbe, de külföldi munka miatt nem volt idejük foglalkozni vele és azonnal továbbadták. Egy pár kiegészítőn még a gyári konzerváló zsír volt rajta, pl. a vertikálszánon és a gyorsfúró szegnyergen is.
Vásároltam egy E2N egyetemes kisesztergát, és ami az eddig általam is ismert típusokhoz képest szembetűnt rajta, hogy a FÓORSÓ FORDULATSZÁMOK című géptáblán, van egy pirossal feltüntetett felső mező is ahol az alábbi fordulatszámok vannak: 20, 30, 42, 60, 84, 120 1/min
Egy netről letöltött gépkönyv szerint pedig a legkisebb fordulata 46 1/min
A géptáblán az áll, hogy E2N-750-F
Tudja valaki, hogy a típusjelzésben az F betű mit akar jelenteni? Gondolom nem a "fokozott pontosságú"- ra akar utalni, mert azt tudomásom szerint "FP"-vel jelölik... ha egyáltalán az E2N-esek között létezett olyan...
Régebben ezt a kis esztergát (MN80A) kb 15 évig használtam varrógép szerviz munkákra. Nagyon szerettem vele dolgozni. Most is szép emlékeket ébreszt bennem.
Nagyon szívesen segítek, nekem ugyanilyen full felszerelt gép van itthon :)
Meg van ég egyéb is, így akár - ha szükséges - gyártási rajzot is tudok belőle készíteni az alkatrészekhez. A modellt egyenlőre nem szeretném "közkinccsé" tenni, mert rengeteg munkám van benne és még kész sincs teljesen, ezért elnézésedet kérem.
A kis karral mozgatható két kis fogaskerék az előtolás irányváltója. A cserekerék egy karra került ami a vezérorsó körül tudott elfordulni. Ez a kényelmesebb szerelés miatt van, mert így előbb a karon a tengely távolságával lehet beállítani a vezérorsó felé menő hajtás kapcsolódását, majd az egész kart elfordítva úgy lehet a másik kapcsolódást beállítani úgy hogy az előző már nem állítódik el közben.
Egy, az öntvényben rögzített állócsap lehetett. Arra lehetett feltenni a cserekereket zégergyűrűvel rögzítve. A kis karral mozgatható kis fogaskerékkel lehetett létrehozni a kapcsolatot.
Pesten a Határ út vége felé a Gubacsi útnál van egy gép-szerszám kereskedés. Érdemes lenne ott is érdeklődni, van e náluk alkatrész, esetleg tanácsot tudnak e adni. Az épület falára egy szép nagy drehapad van pingálva.
Nagyon köszönöm! A gépkönyv 27 oldalán megnéztem a nénit és a mellette lévő jobboldali fiókban lévő cserekerék készletet is. Ezután kihúztam az én ugyanilyen fiókomat és megnéztem a cserekerék készlet helyét. Se néni, se kerekek! Mi lesz így? :)
Keresek valakit, aki polyamid rudat tud esztergálni. Kb 10mm-es átmérőben kellene, 10-15 magas hengereket, közepén egy 3-4mm-es lyukkal. Ebből kellene 8-10 darab. Pontos méretek lesznek, ha lesz jelentkező,meg ár.
Ha, csak előtolást akarsz, akkor szíjáttétellel is megoldhatod, ráadásul csendes lesz.
Csak az áttételt kell hozzá kiszámolnod! Pl. egy főorsó fordulatra 0,05-0,12 előtolás (választható érték) essen. Ez lehet ékszíjas, bordás szíjas stb., amit választól.
Beszerezni csak nagyon nagy szerencsével lehetne, de nyers fogaskerékből legyártani nem olyan nagy feladat. A villa is elég egyszerű szokott lenni valószínűleg pár húzott négyszögacél egy esztergált gyűrű és egy kis hegesztés kell hozzá. Szakember nem hiszem hogy elfogadható áron vállalja, de saját kezűleg elkészíteni úgyis nagyobb öröm.
Szerintem a főorsó és a vezérorsó közötti közlőkerék hiányzik.
Ezt cserekeréknek is hívják, és ez, illetve ezek határozzák meg az előtolást.
Mivel több különböző fogszámú, így átmérőjű kerék is tartozik a gépekhez ezért a közbeiktatásukhoz kell egy íves pályán mozgatható "olló" szerkezet. Ennek a tengelycsapjára helyezik fel a menettáblázat segítségével kiválasztható fogaskereket, amit aztán csatlakoztatás után csavarkötéssel rögzítenek. A fotón látható két pötty szerintem az olló menetes furatai lehetnek.
A cserekerék készlet a táblázat szerinti menetemelkedéseket, ált. A, B. C, D jelöléssel adja úgy, hogy a nortonszekrény áttételei azon még módosítani tudnak.
(Sajnos az én padomhoz sem kaptam meg a cserekerekeket, így csak az egy darabbal ami a gépen van + a nortonon lévő választékkal menetelhetek.)
Sziasztok! Van egy Tos MN80 műszerész esztergám. A vezérorsót nem tudom működésre bírni, így csak kézi előtolást tudok használni rajta. Mi hiányozhat a hajtás szekrényből?
A főorsó körüli ékszíjtárcsán kell lenni egy jelölésnek, ami egy benne futó horony irányát jelöli. Ezt forgasd felülre, valamint a főorsót forgasd úgy, hogy a hátsó reteszhorony (ami az előtolást hajtó fogaskerék alatt van) is felül legyen. A hátsó fogaskereket és a reteszt persze vedd le. Ezután a főorsó a tokmány irányába ki kell hogy jöjjön, enyhe gumikalapácsos unszolásra. Nekem annyi trükk volt még, hogy az ékszíjtárcsa és a tokmány felőli bronz csapágy közötti nagy fogaskerék rögzítésére valaki berakott egy hernyócsavart a fogaskerékbe, amit szintén lazítani kellett.
A szétszerelésnél figyelj arra, hogy a támasztó talpcsapágy ne essen le amikor kihúzod belőle a főorsót.
Ha a hozzászóló nevére kattintasz megjelenik egy adatlap.Ott van egy olyan hogy email cím.Arra kattintva lehet emailt küldeni,vagy azon jobb gombbal kattintva email cím másolása opcióval már akármilyen levelezőbe bemásolható a cím.
Köszönöm a lehetőséget, de valamiért nem tudok privát üzenetet küldeni. Nem jelenik meg az e-mail címed. Lehet, hogy az én postafiók beállításaimmal van baj. Korábban gond nélkül működött, de most valami nincs rendben. Dolgozom rajta és ha jó lesz, keresni foglak.
Gondolom nem pár századot kell leszedni, szóval a köszörű nem célszerű. Marás után köszörülni meg felesleges. Ha esetleg nagyon kell vigyázni a hajlított lemez felületére akkor egyszerűbb egy papírt fölé rakni.
Ehhez azért előtte szét kellett szedjem a hatvan éves hajlítógépet, mert valami oknál fogva teljesen csálén állt minden alkatrésze.
Még nem tökéletes, de már nem hajlít kardot....
Szóval ennél a gépnél a hajlítási vonalnak az egyik belső méretet kell megadni, azt, amit alászorítunk a gépnek. A teljes hajlítás ezen a vonalon kívül történik, szóval ezért.
A táblázatnál meg a teríték úgy számolandó, ahogy írtam.
Ütköző nincs a hajlítón sajnos, így a hajtásvonalra állást szemmel kellett belőnöm, ezért van pár tizednyi szórás a 10 munkadarabon, de több is sikerült egy tizeden belülre, ami szerintem ezzel a szegény, lestrapált géppel jónak mondható.
Fel kéne marni, vagy gyalulni a gép lemezleszorító pofáját.
Nem tudtok valakit, aki meg tudná csinálni? Számlás, rendesen fizetős meló lenne, de akkora gép kell hozzá, hogy a méteres darabot egyben fel lehessen rá tenni. kb. 30-40 fokban döntve kéne az élét kijavítani, mert néhány "mesterember" olyanokat hajlított szegény géppel, hogy teljesen ledúrták az élét.
E1n esztergán szeretnék ékszíjat cserélni. Ahhoz ki kell venni a főorsót, (mondjuk akkor már csapágyat is cserélnék), de megakadtam. A főorsón mindent kilazítottam, a hátsó szorítócsapágy kint van, az első előre gyakorlatilag kint van, mozog is a főorsó, de a két csapágy és a ékszíjtárcsából nem tudok kihúzni. Van valami trükk, hogy szépen kicuppanjon?
Az gyanítom két külön vezérlés, nézd meg a kapcsolóját. Nekünk volt olyan, hogy bement a forgács a kapcsoló mellé és egyszer csak elindult a villámjárat. Még szerencse, hogy a kést ki nem vágta.
90 fokos hajlításnál két anyagot kell levonni,ez lesz a teríték méret!
30x30-as szögprofil terítéke kettes lemezből 56 mm széles lesz. 45 fokos hajlításnál már csak az anyag felét kell levonni oldalanként.
Ennyi a trükkje,de ez sarkos hajlításra vonatkozik,nagy rádiusznál már nem működik. Kalapprpfil hajlításánál már 8 anyagvastagságot kell levonni.Mindig hajlításonként kettöt. Így számolják a hajlítógépeken. Én is így számoltam vagy 10 évig,és hajlítás után jó lesz a méret,holott a teríték sokkal keskenyebb.
"A kollégám az előző adagra úgy számolt, hogy összeadta a két befoglaló méretet, majd kivonta belőle az Lv=1,5 sorból az R=1 oszlopban található 2,5mm-t. (már ahogy silabizálom a rajzon a firkákat). Megkérdezni nem tudom, meghalt...
De, ha ennyi a teríték, és ez jó így, akkor hova kerüljön a hajlítás vonala? nincs prizmás hajlítónk, csak ilyen bádogos, felhajtós Mohácsi gépgyári, az lefogja az egyik felét a munkadarabnak, ott hogyan szokták ezt?"
Nekem is megvan még az a kis szitázott alulemez táblázatom az ML ből.
Jól mondta a volt kolléga, hogy hajlításonként le kell vonni a táblázat ajánlott értékét, a kiterített méret számításához.
Az ütközőt a számított hosszból levonva(pl. a 2.5 mm ből) 50% ban, tehát 1.25 mm mínuszra kell beállítani.
Ha csak egy hajlítás van egyedi daraboknál kis ráhagyást is lehet hagyni és a pontos méretet visszavágással lehet elérni.
Persze próbahajlítást nem árt egy kisebb lemezzel végezni.
Nagyon pontos, többszörös hajlításhoz még raportert is bevetettünk.
A bádogos hajlítónál hasonló a helyzet, a pontos méretért ott pláne próbálgatni kell.
Igen, pont az ilyen anyagoknál számít. A vörösréz amúgy is utálatos anyag, ha kicsit sorjás a kés, vagy nem elég éles a vágószög, az anyagot elkezdi túrni és rendesen felmelegszik.
Köszi a felajánlást, azzal nem vagyok ki a wasszerból, mert ettől még itt kell a mi kispályás hajlítónkon dolgoznom.
A cuccodat vissza fogom vinni, amint levegőhöz jutok, mert gyakorlatilag tisztán látszik, hogy nem megyek semmire a témában. Már nagyon ég a pofám.....
Még annak idején az =ML=-ben csináltak a kollégák egy ilyen táblázatot, alulemezre, műhelybeli segédletnek:
Kunyiztam egyet én is magamnak, de azóta se kellett használjam, mostanáig.
Ismeri ezt valaki?
Elfelejtettem, hogyan is kell értelmezni a dolgokat.
Az első függőleges oszlop a lemezvastagság, a felső sor a hajlítási sugár - gondolom.
A metszéspontban megadott érték viszont nem tudom mi: a rövidülés? És, honnan mérendő?
Teljesen elveszett vagyok már ebben...
Újra kell gyártanom egy L hajlított lemezt, másfeles lemezből. A kollégám az előző adagra úgy számolt, hogy összeadta a két befoglaló méretet, majd kivonta belőle az Lv=1,5 sorból az R=1 oszlopban található 2,5mm-t. (már ahogy silabizálom a rajzon a firkákat). Megkérdezni nem tudom, meghalt...
De, ha ennyi a teríték, és ez jó így, akkor hova kerüljön a hajlítás vonala? nincs prizmás hajlítónk, csak ilyen bádogos, felhajtós Mohácsi gépgyári, az lefogja az egyik felét a munkadarabnak, ott hogyan szokták ezt?
Láttam is a fent nevezett műszert, de nekem tényleg kis méretű és súlyú ( max 50-60 kg ) mert nem lenne fix helye. Ha kell az asztalra rakom, ha pedig nem kell, akkor a polcon figyelne. ASIST . EINHELL. EMCO. OPTIMUM. AT125.
Stb. Csak a nagyságrend szemléltetése végett pár tipus.
A HSS kések köszörülése után az élek minőségét fenéssel lehet tökéletessé tenni, amihez missisippi, arkansas fenőköveket szoktak használni.
Ezek durvább típusa elektrokorund, vagy karborundom fazonkövek is léteznek.
A jól megfent késekkel szép felületet lehet elérni műanyagok, alumínium esztergálásakor.
Sárgarézhez (spriccréz ) viszont mindig kicsit negatív élkiképzés kell, különösen fúrásnál, menetfúrásnál, de metszésnél sem árt. Nem fogja az anyagot "felkapkodni" vagy pl. a menetfúró sem fog beletörni, ill. szorosan nyikorogva vágni.
A metszőnél boschkővel lehet az élszöget változtatni.
Szóval a szerszámélezést, vágóélkiképzést gyakorolni kell és a különböző anyagokhoz alkalmazni kell tudni.
Az mitől van hogy a váltólapkás késem mindig beremeg?Nem tudok kést élezni,ezért akartam ilyen késeket.Van persze hss késem is,meg élezem is ahogy sikerül.De az csak olyan hasonlítson a fényképeken látottakra alapon történik.Ha nem vág szépen,akkor igazítok rajta míg könnyen nem vág.Na ezekkel a késekkel remegés zizegés visítás nélkül szépen lehet esztergálni,a felület is elfogadható.Ha viszont a váltólapkás kést fogom be,akkor remeg zizereg.A felület is pocsék lesz.De még az emco-n is képes rezegni a váltólapkás kés.
Szerintem nem lesz vele gond , ha vannak Őrangyalai a szakinak . Legalább fejel lefelé rögzítette volna a kondit , hogy a hűtőfolyadék és a védőital ne okozzon gondot .
Érdeklődnék. Szeretnék venni egy kisméretű asztali esztergát, 230V kb: 300-500W-os motorral. A tipusa, gyártmánya végül is majdnem mindegy de jó lenne ha meglenne mindene tartozékokkal. Nem újra gondolok, hanem működőképes állapotban lévő használtra, vagy egy kis felújításra szoruló, amit esetleg valakinek otthon már kinőtt, vagy porfogó. Hobbi célra használnám , így az árában is ehhez mérten gondolkodom. Email címem: jetkarcsi@gmail.com
Nálunk is volt két elektroműszerész tanuló leányzó, akiknek nem állt túl jól a kezében a reszelő, de hát egy évig nekik is kellett egy kis mechanikát tanulni.
"B.U.É.K! Kezdőként tavaly vettem egy kínai digitális tolómérőt tanuláshoz, (de azt ameddig nyomtam, annyit mutatott) most szeretnék komolyabbat vásárolni, nagyságrendileg 40.000ft-ot szánnék rá, merre induljak, órás legyen vagy inkább digitális?"
B.U.É.K. Neked is.
Ha jó a szemed, kezdőként tanuláshoz mechanikus mérőeszközöket is vehetnél. Sima sublerből van 0.02 mm pontosságú is. Ha ez kevés órásat is lehet venni. Mikrométerből is van nagyon pontos lengőnyelves is, abból sem muszáj a digitálisat megvenni.
Tanuláshoz és a gyakorlati munkához magassági tolómérőt és mechanikus szögmérőt sem árt venni. Ezeknek a mérőeszközöknek a használatával ugyanolyan pontos, szép munkát lehet végezni. Nekem vannak digitális sublereim is, de azokat csak ritkán használtam eddig, most már a gyengülő látásom miatt leszek kénytelen rászokni.
( Valamikor tanulóként az első sublerünk egy 0.05 mm pontosságú rozsdás MOM gyártmány volt, amit, hogy jól lássuk a nóniuszt olajos csiszolóporral áttisztítottunk, mielőtt használatba vettük. A tapintókat összezárva átláttunk rajta, vagy át lehetett köpni közte, ahogy a mester viccesen mondta.)
Tolómérő témához tenném hozzá a tapasztalatomat. Kínaiban is van olyan ami legalább olyan jó mint a legjobb Japán. A hátránya az, hogy az új elem 3 hét múlva már villogtat, de 1-2 évig még működőképes. A híres Japán pedig kikapcsol ezért kevesebb elemet fogyaszt, de munka közben folyton kikapcsol, és emiatt a pillanatnyi érték elveszik.
A legjobb tolómérő amit használtam az egy Mitutoyo órás és számlálós műszer volt. Az óra 1 százados osztású, a mechanikus számláló pedig milliméteres beosztású 3 számjeggyel.
B.U.É.K! Kezdőként tavaly vettem egy kínai digitális tolómérőt tanuláshoz, (de azt ameddig nyomtam, annyit mutatott) most szeretnék komolyabbat vásárolni, nagyságrendileg 40.000ft-ot szánnék rá, merre induljak, órás legyen vagy inkább digitális?
Igen ami itt volt nálam az is magas volt kicsit, de ha csak azon múlik akkor annyit alakítok a befogón, nálam megoldható.
Naponta látom a kollégát használni ezt a kést és néha engedi a gépén nekem is próbálni.:-) Nem semmi anyagokat is leszúr vele. Persze rutin, jó gép, hűtés stb. köztudottan az is kell, de tényleg nagyon jó kés.
Akkor inkább megmarad, csak a leszúrókés ahogy a képen van kulcsostól, pengékkel több mint 350 Euró, én az összes cuccért kérek 40e-et, ami töredéke az új árnak, és a többi pedig grátisz.
Szerintem a V horonyba is meg lehet fogni rendesen,csak kicsit tényleg macerás beállitani hogy az tényleg egyenesen álljon,én vettem egy pengetartót,még nem jött meg,kipróbállni még nem tudtam.
Eddig csak 30 as anyagot szurkálltam le köszörült rapiddal.
Egyrészt a YES gyorsbefogómhoz nincs ilyen vékony késhez befogóm, így a körhöz valóval próbálkozom.
De emiatt nem százas a befogáskor a kés függőlegessége.
Ettől elkezd oldalazni a kés befelé menet.
Aztán a rapid élezésekor ha nem totál derékszögű az él a hossztengelyre, akkor megint csak elkezd oldalazni a kés befelé menet. És az eredmény az, hogy csámpás a leszúrás, ráadásul nem is előre tervezhetően, mert az, hogy mennyire megy el oldalra, függ attól, hogy mekkora átmérőn van éppen, és mennyire nyomom befelé.
Szerintem semmi gond a rapid leszúróval,bár még lapkásat nem próbálltam de ugye annál nagyban számit a minősége és a szögei.
Leg olcsóbb megoldás számomra hogy veszek 1000ft ér 16x16 os rapidot,ezt huzalszikrán fel szeleteltetem 3 vagy 4mm es trapéz alakú csikokra,igy van 5db leszúró pengém ami bedobok egy tartóba és használható is.
Nekem van ilyen késem. Az elejét egy kicsit bemartam ívesre, így kb 40mm átmérőig jól tudok leszúrni, ami pedig ennél vastagabb az úgyis inkább felrakom a fűrészgépre. Ha mégis lemez leszúrópengéket szeretnél használni akkor fogd be a hátsó késtartóba.
Konkrét típus ismeret nélkül azt látom hogy az asztalban elhelyezett hajtómű és a felső géprész között csak ékszíj kapcsolat van. Az alsó rész nem merevíti a gépágyat, így szerintem nyugodtan szétszedheted ha akarod.
Olyan kérdésem lenne, hogy szerintetek szét lehet-e szedni úgy egy tos mn 80-ast, hogy az asztal és maga az eszterga a tálcájával külön pakolható legyen. Most precíz és pontos, nem szeretném ezt a szétszereléssel elrontani, viszont már két darabban is könnyebben szállítható lenne személyautóval.
Mert a nyitott mágneskörnek kisebb az induktivitása ezért nagyobb áram folyik át rajta mint a meghúzott zárt mágneskörű állapotban. Persze ez nem kézi gyakori kapcsolásnál gond hanem ha valami bizonytalan helyzet miatt percekig prellezik a vezérlés.
mert addig megy rajta nagy áram, és addig melegszik igazán, amíg nem pattant a helyére a vas. amikor záródik a mágneskör, akkor magától lecsökken az áram. váltóáramú tekercsről beszélve.
Alapvetően az a lényeg amit "rferi" leírt 21204-ben.
Ugyanakkor egy relé,és mágneskapcsoló névleges árama megegyezhet,pl:12A de motort csak utóbbival kapcsolunk.Egy esztergánál az induló motor a névlegesnél nagyobb áramot vesz fel, nem beszélve amikor a mester fékezésként a másik irányba kapcsolja egy pillanatra a gépet, egy relé biztosan összeragadna. Talán még hozzátehetnénk hogy a relé alkalmas sűrű ki-be kapcsolásra (kisebb a működtető elemek tömege),míg a mágneskapcsoló a sűrű ki-bekapcsolást a tekercs leégésével,vagy a mechanikus részek szétesésével járhat. A relé ismérve hogy foglalatba illeszthető,(panelba forrasztható) valamilyen burkolat takarja az érinkezőt,tekercset ,vasmagot,horgonyt,stb-t. A mágneskapcsoló magán hordozza a csatlakozó részeket,ritkán burkolják,a nagy teljesítményűek érintkezői általában cserélhetőek.A meghúzási áramuk is nagyobb.....például relével kapcsolják. A relé érintkezői között olyan 2KV,a mágneskapcsoló érintkezői között 6KV vagy nagyobb az átütési szilárdság. Szükség esetén egyfázisú kis teljesítményű motorokat megfelelő relével is indíthatunk,olyan 300W-ig.
A szakirodalom tiltja az érintkezők felcsiszolását, bár elméletileg az egész érintkező pogácsa teljes anyagában homogén,nem csak bevonat,magam nem egyet javítottam fel.De csak akkor ha kivehető az érintkező.(igaz ez csak elodázza a cserét)
Ez a papiros szåraz csiszolås pedig a gyengeåramban bevett dolog volt .Ėn a 70-es években javitottam kulcsos telefonokat ezzel a modszerrel. Bår az ugye gyengeáram.
Nem, én tényleg papírra gondoltam! Azzal javította a kontaktot a műszerész, hogy vékony kartonból vágott csíkot, és azt ráncigálta az érintkezők között. Ez nem sértette meg a platina felületét, de sajnos hagyott rajta parányi papírrostokat ami az átmeneti ellenállást növelte. A reszelő vagy más fémtárgy azért nem megengedett, mert megsérti az érintkező lencse vagy pogácsa felületét, ezzel jelentősen megnöveli az átmeneti ellenállást. A szakik azért fanyalodtak egyébként a papírcsíkra, mert szarvasbőrhöz főleg a puszis élmunkások jutottak.
Ide tartozik még a szénkefés motorok vagy generátorok karbantartása is. Ott sem szabad a rézgyűrűt vagy a kommutátort csiszolgatni, mert attól kezdve rohamosan koptatja a szénkefét. Ha rossz az érintkező felület, akkor azt szakszerűen fel kell újítani. A jelfogókhoz a raktárból lehetett platina érintkezőket vételezni, és azt a régi rossz érintkező helyére kellett szegecselni.
De ez már a múlt! A jelfogó a XX. század technikája, a XXI.-be már csak átszivárog.
Az a baj ,hogy mire ezek az 50-es években gyártott ģépek hozzánk kerülnek ezeken a nem szakszerü karbantartásokon mind tulesett. (:-))) ( papiron te gondolom csiszolo papirt értesz ?) Anno ėn ilyeneket nem szöszölől kemėny papirra csöpögtetett kontakt tisztitôval takaritottuk,majd ezt az olajos trutyit egy elpårolgô sprayel mostuk le.A tisztito talán az Elektrolube volt a sprayre nem emlékszem.Kissebb ėrintkezőkhöz magamnak gyártottam reszelőt Ôrarugó kėzben keresztbe köszörülve és csak erre használtam.Ezt a modszert egy a háboruban is telefonközpontos szakitôl tanultam.
"erre kell az érintkezők nagyságát és távolsågåt méretezni.Erre vannak a mėrnökök."
A szikraoltásra nem minden esetben elegendő a szikraköz méretezése. Az iparban azokat az érintkezőket amelyeknél számítani kell a szikra által előidézett nagyfokú erózióra vagy az "áthúzásra", C vagy RC szikraoltó taggal védik. Az áramkör javításakor a nyitott érintkezőnél is mérhető áram ami a szikraoltón megy át és meghamisítja a mérést. Kivéve azokat az áramköröket ahol a szikraoltót is kapcsolják.
Az érintkezők karbantartása külön tudomány. Reszelni csiszolni nem megengedett. A "pogácsa" típusú érintkezőpárnak teljes felületével kell érintkezni záráskor. Az érintkezők öntisztítók, amit úgy érnek el, hogy záráskor az álló rugót kiemeli a mozgó, így az érintkezők nem csak egymáshoz érnek hanem súrlódnak is egymáson. Tisztítíni tilos papírral, szarvasbőrt kell használni. A papír anyagmaradékot hagy az érintkezőkön megnövelve az átmeneti ellenállást. A zárt érintkezők elektromos vizsgálatára nem elég jó a DMM mert kis árammal mér.
Nem tanítok, csak gyakorlatban használok MK kat is max. DIL 8 22 ig. A rápakolt bontó-záró segég érintkezőkkel, pneumatikus időzítőkkel, bistabil megoldásokkal, ( polár relékkel ), feszültségszelektív relékkel REED relékkel, stb. nem akartam egy egyszerű alapkérdést bonyolítani.
Ez igen könnyen igaz lehet,pont az induktiv terhelés miatt.Ne menjünk bele a fizikåba mert 45 éve tanultam,de induktiv terhelés lekapcsolåsakor jô nagy fesz keletkezik ,és erre kell az érintkezők nagyságát és távolsågåt méretezni.Erre vannak a mėrnökök.
Ehyébbķént akår ugy is mondhatnánk,hogy a mágneskapcsolôk erősen induktiv jellegű fogyasztók kapcsolåsåra szolgált.És ezt azért ezt lassan mult időbe is lehet tenni. Ės biztos van még vagy tizféle ismérv ami alapján el kellene különiteni őket.
Az egy kontaktos nyitó záró Morse érintkezők , és a mágneskapcsoló kétkontaktos , főáramköri , és segéd érintkezői még néhány mondatig említésre méltóak :)
De beleszólni sokkal könnyebb , nem véletlen hogy nem akartam bevállalni :)
A reléket eredetileg jelfogónak is hívták és jel erősítésre, továbbításra találták ki, ill. Morse találta ki a távírójával.
Ezért hívhatják az érintkezőket morse érintkezőknek.
A mágneskapcsoló azon túl, hogy a nagyobb teljesítményekre való, - a relékhez hasonlóan - egyen, vagy váltó áramú vezérléssel, illetve egyen / váltó áram kapcsolására is használható.
A nagy áramok és feszültségek kapcsolása közbeni ív kioltására ezekben ívoltó berendezést is kialakítottak, és a vasmagok kialakítása is egymástól szigetelt lemezelt vasmagokkal van megoldva.
Röviden ennyit tennék hozzá, nehogy túlbonyolítsam.-:))
Bocs én a RELOG relére gondoltam. Az NDK mágneskapcsolóból nekem nincs, csak valami hasonló 25, 40 A es, más ( cseh, német, magyar ) gyártmányt tudnék 220- 230 AC tekerccsel nézni. Pl. DIL 2 - 22 est. (A feszültség / áram értékét, méretet pontosan kellene tudni, meg, hogy mennyi a férőhely a panelon.)
" Az egyik szekunder oldalon földre kötött trafóknál fellépő hiba feszültség nem halad át a FI relé összegző vasmagján ezért leoldást az nem okozhat. Ugyebár a PE nincs ama FI relén átvezetve,így annak nincs hatása reá."
Szia!
Utána gondolva igazad van. Csak vélelmeztem, hátha az a földre kötött szekunder vezérlőfesz bezavarhat testzárlatkor a rendszerbe, de tévedtem.
A probléma még mindig az lehet, hogy a bekötött N összeköttetésbe kerül a PE vel.
A rajz szerinti kék N és a zöld-sárga PE valahogy összeköttetésbe kerülhetett a gép bekötésével. (függetlenül attól, hogy a FI elé, vagy után kötötték be a gépet.)
A N t csak oda kellene bevinni szerintem, ahol feltétlen szükséges, pl. 1 fázisú hűtő ventilátor ha van.
A főáramú résznél a felső jobb sarokban mintha két fémházas kondi lenne a panelra kötve. Hátha, esetleg az játszhat közre.
Arra gondoltam, aminek a közepén van egy fehér gomb, amivel meg lehet húzni a relét! Elvileg egy kellene, mert igaz meghúz, mert kattan, de valószínűleg ennek is beégtek az érintkezői.
Csak a félreértések elkerülése érdekében, idézőjelbe raktam a N megnevezést.
A transzformátor primer oldali kapcsait is nevezni kell. Ugyebár van az az oldal amit biztosítunk, az lehet egyenáramnál (legtöbb esetben ha egyenirányítva van) a pozitív oldal,a másik a mínusz, ami nem is mínusz hanem a negatívabb oldal.
Váltakozó fesznél a biztosított ágat fázisnak nevezzük függetlenül a feszültség szinttől, a másik ágat nullának,igaz az a hozzá tartozó áramforráshoz értendő nem a hálózat nullájának.
A 3~szerszámgépekben a transzformátorok is azért 400V-ak,(kétfázisúak)hogy a szekunder oldaltól potenciál függetlenek legyenek.
Az egyik szekunder oldalon földre kötött trafóknál fellépő hiba feszültség nem halad át a FI relé összegző vasmagján ezért leoldást az nem okozhat. Ugyebár a PE nincs ama FI relén átvezetve,így annak nincs hatása reá.
Vezérlőkörben a transzformátor után újra lehetne FI relét alkalmazni de annak nincs értelme.
"Pontosabban azt írja a fáma, hogy azt figyeli, hogy a fázistól befolyó áram azonos e a O felé folyó áram nagyságával és ha ebből egy kicsi is - a PE - felé elfolyva hibádzik, akkor védekezik.
Ha a vezérlőfesz trafó szekunderének egyik fele PE re csatlakozik akkor ha áttételesen is ez bekövetkezik. Szerintem. "
Evvel kapcsolatban hiányosak az ismereteim . részleteznéd ezt nagy vonalakban ?
Capacitív csatolást még el tudnék képzelni , ez ellen középleágazású szekunder lehetne megoldás , a középleágazást földelve , akár .(testre kötve)
De nem értem hogyan következne be áttételesen hibaáram !
"Vagy egy végállás kapcsolót ahol csak két vezeték van,a testhez képest lehet feszt mérni. Lekötés nélkül a szekrényből kellene hozni az áramkörhöz tartozó "N" potenciált, amihez mérnénk. Jó hosszú mérőzsinór kellene."
Ha trafóval galvanikusan leválasztott fázisfüggetlen a rendszer, akkor ehhez a (vezérlő)áramkörhöz nem tartozhat semmiféle O potenciál. A VÁK vezetékét mérheted PE hez is, ami amúgy a betápnál már PEN kötésben van.
Ha a vezérlőáramkört trafós rendszer helyett FI relével oldják meg ott van az áramkörhöz tartozó O nak jelentősége. Szerintem.
" A FI relé csak a rajta átfolyó áramokat érzékeli."
Pontosabban azt írja a fáma, hogy azt figyeli, hogy a fázistól befolyó áram azonos e a O felé folyó áram nagyságával és ha ebből egy kicsi is - a PE - felé elfolyva hibádzik, akkor védekezik.
Ha a vezérlőfesz trafó szekunderének egyik fele PE re csatlakozik akkor ha áttételesen is ez bekövetkezik. Szerintem. (Ugyanazon a trafón más feszültségek tekercsei - DC táphoz, stb. hez földeletlenül is rajta lehetnek.)
A transzformátor szekunder egyik sarkának PE-re való lekötése nem okozhat problémát. A FI relé csak a rajta átfolyó áramokat érzékeli. A szekunder áramkör áramainak semmi köze hozzá. Szerintem.
Az áramforrások egyik sarkát bármikor összeköthetjük, függetlenül a feszültségszintöl,és az áramnemtől. Tulajdonképp ajánlott, pláne szerszámgépnél ahol akár többféle feszültségszint is lehet, hiszen enélkül a voltmérő igencsak érdekes feszültségeket mutatna a független áramforrások sarkai között.
Vagy egy végállás kapcsolót ahol csak két vezeték van,a testhez képest lehet feszt mérni. Lekötés nélkül a szekrényből kellene hozni az áramkörhöz tartozó "N" potenciált, amihez mérnénk. Jó hosszú mérőzsinór kellene.
"Az egysarku testzárlat is kiviszi a biztosítékot, de ha nincs letestelve akkor ez nem tünik fel"
A földelt szekunder oldalnál a PE re csatlakozássalaz a cél, hogy a biztosítékkal védett vezérlőfeszültség testzárlatakor létre jöjjön az a zárlati áram, ami a szekunder oldali biztit biztosan kioldja. Akárhogy nézem, a gyakorlatban ezt tapasztaltam.
(Hogy kíméljem a bizti felhasználást és a paneleket készítettem egy a weidmüller bizti aljzatba csavarható álbiztosítékot amivel a körbe sorosan egy 15 W os parfümizzót az áramkörbe sorba kötök. Az izzó mindaddíg teljes fénnyel világít, amíg a zárlatos részt meg nem sikerül találni.)
Ha mindkét vég földfüggetlen akkor valószínűleg csak induktíve jelentkezhetne túlterhelés a primerkörben, ahol szintén van zárlat, ill. túláram védelem.
Kérdés miért történne ilyen, ha "csak " a földfüggetlen szekunder feszültségnek csak az egyik vége kerül a testre és nem záródik rövidebb úton a vezérlőfesz másik vége?
A O vezetőt egyes gépeknél, csak azért viszik be, hogy egy külön, védett áramkörrel a 230 as szerviz célú dugalja(k)at, viágítást árammal ellássa.
Üdv ez nem biztonsági trafó legalábbis ez a része. A géplámpa tekercse már nincs testelve.Az áramvédő kapcsolót sokakkal ellentétben én nagyon tisztelem,még nem csalódtam benne.Sokat tanultam tőle.
A jo kivánságodat kőszönöm, viszont kivánom neked is és minden FÓRUMOZÓNAK
Az egysarku testzárlat is kiviszi a biztosítékot, de ha nincs letestelve akkor ez nem tünik fel.Ezt a rendszert késöbb lecserélték 110vra. Elég sok gondot okozott a"magas feszültség" az előnyei mellet. Nem nagyon értettem igy testelve a rendszer lényegét. Talán a zárlati teljesitmény?
Nem láttam még hogy tévedtél volna , nincs mit elnézni .
Gondolom Pécs környéki vagy és szervizeltél már ilyen gépet . (Látszik az írásaidból )
Megnéztem ma 3db keskeny relém van , a panelban , és egy burkolat nélküli .
A vezérlés leválasztó trafójának földre kötésével még nem találkoztam , de nem szerszámgép javítással foglalkoztunk , új elosztókat vezérlőszekrényeket gyártottunk , jó pár évig , de már csak magamnak foglalkozom evvel .
Ez a Fi relédolog ... hát nem tudom . Nekem nem kellene , de új szerelésnél lehet kérik ?
Nemrég szereztem egyenáramú tirisztoros vezérlőket is , kicsit talán modernebbek . De nem fogom egyenáramúra vissza alakítani, biztosan . Figyelem mit írtok , de nem akarnék már beleszólni .
"Egy nem, de tegyél fel öt-tíz energomatot ugyanarra a fázisra. És ha mondjuk ötöt elbír a fi relé, és bekapcsolják a hatodikat, és akkor leold a relé, hol keresik majd a hibát? A másik ötben, vagy a hatodikban?"
Nézd csak, erre ezt találtam: "nem kívánt leoldást okozhat az is, ha túl sok készüléket fogunk össze egyetlen áram-védőkapcsolóval. Ebben az esetben célszerű kisebb csoportokat alkotni, és ezeket külön-külön 30 mA-es ávk-val védeni. "
Ha van eszük egyesével lepróbálják őket egyesével. Egyszer a szimering mellett csöpögött a víz a fűtőbetét bekötésére, a FI relé máris selejtezett. Volt úgy, hogy fűtőbetét belül időszakosan zárlatos lett és ahibát meggerrel találtam meg.
Egy nem, de tegyél fel öt-tíz energomatot ugyanarra a fázisra. És ha mondjuk ötöt elbír a fi relé, és bekapcsolják a hatodikat, és akkor leold a relé, hol keresik majd a hibát? A másik ötben, vagy a hatodikban?
Én is vettem egy ilyen sorozatot. Van bennük sz@r illetve nagyon sz@r. Az áruk miatt nem voltak nagy elvárásaim, de nem gondoltam volna, hogy ennyire pocsékok. Külön polcot fogok berendezni a sok ebay-s szemétnek. :-)
Egy hálózati szűrőblokk mindig tartalmaz egy kondit, ami a föld felé van kötve. Attól lesz féloldalas az áram a fázis és a nulla között, így ha ez eléri a fi megszólalási küszöböt, az leold.
Ez még csak nem is hiba, csak régi fajta kapcsolástechnika.
Teljesen jó alkatrészekkel is le fogja oldani, egyetlen megoldás, ha kiveszik az egészet, és modernebbet raknak a helyére.
A kondikkal akkor lehet baj ha fémházasak és galvanikusan a panelon vannak. Ebben a tirisztoros gépben szűrések, tranziens levezetések céljára biztos, hogy kondik is kellenek, ráadásul az ilyen tirisztoros áramkörök visszarugdosnak a hálózatra, ha nincsenek jól, L-C tagokkal megfogva.
(Frekiváltóknál is ott vannak elöl- hátul a fojtók.)
Ezek a hibák már inkább üzem közben jelentkeznek, de itt már, - ha jól olvastam - bekapcsoláskor a FI védekezett.
Szerintem azért nem reménytelen a helyzet, csak alaposan át kell vizsgálni a gépet.
"Köszönöm a felajánlást. Tekercs hibám van, a fegyverzetek működését ki tudtam méregetni."
A tekercset a vasmagról, ha ügyes az ember óvatosan le lehet húzni és a helyére akár a RELOG 30 as AC tekercsét át lehet rakni. A többi része meg ezer év, meg egy napig eltart.
Szerintem valami zavarszűrő kondenzátoros blokk lesz abban a gépben, ami leveri a Fi relét.
Elsőre is erre gondoltam, de ahogy folyik a diskurzus, egyre inkább ez a véleményem.
Az az ominózus villanyszerelő meg, aki kiverte az egész házban a berendezéseket, szerintem simán összehozott egy "nullaszakadást" a 3f hálózaton valahogy szerelés közben, és ezzel verte agyon a 230 voltos berendezések zömét.
"Láttam két trafót a panelon , nem igen szoktak szerszámgépek nullát kérni .
Egyre kíváncsibb vagyok a gép villamos rajzára ."
A két trafóhoz még annyit, hogy az én szakterületemen használt vezérlő áramkörökhöz 400/230 V os biztonsági leválasztó trafót szoktak alkalmazni.
Újabban már nem, de a régebbi berendezéseknél ennek a trafónak az egyik szekunder tekercsvégét a PE re kötötték, amivel megoldották a testzárlat figyelést. A vezérlés földzárlata esetén a primer, ill. a szekunder oldali biztosíték, kismegszakító le tud oldani.
Ha a trafón ez a kötés, amit a rajzokon is feltüntetnek jelen van és az új helyen a O t is a gépbe kötötték elképzelhető, hogy PE összeköttetésbe tud kerülni és ez is a FI relé leoldását eredményezheti.
A vezérlő áramkörök fenti védelmére olcsóbb és egyszerűbb megoldásként a főáramkörtől független FI relés védelmet is szoktak alkalmazni. (nekem a trafós megoldás inkább szimpatikus)
( a RELOG O1 típusa DC tekercsre utal, tehát a vezérlő feszültség, relét működtető áramköre egyenirányítva van, ami esetleg a tranziensek védelmére elképzelhetően varisztorral, ellenirányba kötött diódákkal lehet megoldva, bár ez hibát elvileg nem okozhat. )
Ha ez a rész rendben van továbbra is a vezérlés perifériáit ( helyzetkapcsoló VÁK ok, érzékelők kábelezések, kapcsolók állapotát- kábeleit lenne érdemes egyenként leválasztva, kiméregetni.
Elsőre egy multiméterrel kOhm- MOhn állásban is meg lehet - erek és test között mérve - próbálni, közben a kábelt, gégecsövet mozgatni, hajlítgatni, ha nem derül ki semmi egy ÉV méréssel foglalkozó szakit kellene bevonni.
Végül egy 40 A / 100 mA es, vagy akár 300 mA es FI relét sem ártana a gép betáplálása elé beiktatni, de ezt majd eldönti a hozzáértő szaki.
( az amper érték a FI esetében a terhelhetőség miatt érdekes, az ő dolga nem a túláram védelem, azt az utána sorba kötött kismegszakító oldja meg. )
Üdv.A világon sokféle energiellátás rendszer létezett. Nálunk is folyamatosan változtatják˙fejlesztik a technikát.Én még a fezültségvédő-kapcsolást tanultam mint jo érintésvédelmi megoldás.
Emlékeim szerint a FUWokban sem használták energetikai célra. Egyfézisu motorokat nemigen használtak szerszámgépekben,én nem találkoztam ilyennel
Megprobálok nyomozni rajz ügyben de nagyon ne reménykedj
"A gép villamos rajzai érdekelnének , leginkább az áramutas rész ."
Az mind szép és jó lenne, de az még mindig nem segít, ha valahol szivárgó áram keletkezik, fel kell deríteni. Földelési ellenállást kell pl. meggerrel a vez. áramkörben is mérni.
Elég sok zárlatot volt már szerencsém vezérlőáramkörökben keresni, olyankor az egyes áramköri elemeket le kell ideiglenesen választani, mert a hiba addig ott lesz mindenütt.
(ezzel a módszerrel, derékig elázott zárlatos mozgólépcső áramköröket kellett időnként kiszárítani és működésre bírni.)
Akkor a korábban írt lehetőségek közül fennállhat valamelyik, ami hibaáramot okoz a FI relénél.
(Valamikor egy régi Elekthermax villanytűzhelyet használatba vettünk a hétvégi telken, ahol már aFI relé is üzemelt addig nem tudtuk használni amíg egy utólagosan beszerelt fémházas zavarszűrő kondenzátort ki nem dobtam belőle.
(A kondi szivárgó árama meghaladta az akkori FI relénk 16 A / bb 15 mA es hibaáram értékét. Később ezt 25 A / 30 mA esre kellett cserélni, mert zivataros időben nem győzött leoldani.
Nagyobb teljesítményeknél 300 mA is lehet a hibaáram érték.)
Köszönöm a linkeket, de én is találtam beszerzési forrást, csak előbb megpróbáltam bontottat szerezni. Az idő nem sürget, mert előbb a tápellátását kell megoldani és a régi gépemen el tudom végezni a marási munkáimat. Még egyszer köszönöm!
Gyárilag??? Ezt kétlem. Ha egy gépnek szüksége van Nullára, az az 230V feszültséget igényel,pl egy fázisú szivattyú,ventilátor ,klíma,stb..azt egy ötpólusú dugvillával kell csatlakoztatni,a hálózatra. Úgy lesz 3~;N;PE.(PE védőföld)
Fixen kötve,dugvilla nélkül elképzelhető lenne hogy a negyedik vezető ér az un.PEN vezető lehet(-ne),ami a gép szekrényében lenne szétválasztva,N;PE-nek,de annak kritériumai vannak.Legfőképp a keresztmetszet.
Mivel a PEN vezetőt megszakítani nem szabad, ahogy dugvillával sem, eleve nem szabványos az a kötés amit írtál.
"Az előző helyén tökéletesen működött, mert ott a háromfázisú rendszer nulla nélkül volt kiépítve."
Én inkább úgy gondolom hogy a régi helyén nem volt felrakva áramvédő relé,és valszeg a N a védőföld fele élt. Mivel nálad van ilyen relé, az lekapcsolt ahogy kell. Ha a villanyszerelő kiiktatta,vagy valami más módon kényszerítette a rendszert működésre,és a 230V-os berendezések tönkrementek akkor valószínűsíthető hogy a te Nullád szakadt,vagy laza kötésed lehet.
Azért egy ipari szerszámgép nemigen használ nulla potenciált,ha kell neki 400V-nál eltérő feszültség azt 400/akárhány voltos transzformátorral állítja elő.
Azt sem tartom kizártnak hogy a panelt már kötözgették,(sufnituning) nem gyári kötés van benne.
Bocsánat 2 RH 01 esek vannak, ami majdnem ugyan az, csak a 2 RH 30 230 V AC és nem DC relé, amin a vasmagon lévő rövidre záró rézgyűrű eltávolításával lehet segíteni, de lehet, hogy nincs is rá szükség, ha csak kicsit melegszik.
"Az előző helyén tökéletesen működött, mert ott a háromfázisú rendszer nulla nélkül volt kiépítve. Nálam viszont leold az áramvédő kapcsoló. "
A leoldásnak több oka is lehet. Pl. FI relé hibaáramot érzékel akkor is a földelés irányába, ha a berendezés NEFH zva (O val egyesített földelőhálózat, újabban EPH egyenlő potenciálra hozás ) van és az elosztó tábláról a FI elől van megtáplálva.
Tehát O vezetékkel ki lehet a rendszer építve, de ez a O ne legyen a védőfölddel a FI relé előtt is egyesítve!
Ugyanez történik akkor is, ha utólag FI relét szerelnek fel, de előtte az elosztó táblában lévő nulla sín és a védőföld sín "gyári" zöld/sárga összekötő vezetéket nem szüntetik meg.
A FI relé leoldásának másik oka az is lehet, ha egy földelt, fémházas zavarszűrő, vagy más célú kondenzátor szivárgó árama, vagy a berendezés, motor, stb szigetelési ellenállásának elégtelensége a FI hibaáramát meghaladja. ( A FI relék általában "leselejtezik" a problémás berendezéseket.) Érdemes ilyenkor méréseket végeztetni egy ÉV méréssel foglalkozó szakemberrel. )
"A "szakember" kísérletezésének az lett az eredménye, hogy a házban és a műhelyben lévő tápegységeim leégtek a beavatkozás folytán. A gázkazántól a kamerarendszerig, szinte mindenem tönkrement."
Ez akkor következhet be szerintem, amikor O szakadás következik be és 3 fázisú rendszerben egyes fogyasztók sorba kapcsolódnak és 04 kV ot kapva túlfeszültség alá kerülnek. Ilyenkor a már megszűnt, de vélelmezett O érintése áramütést okozhat, tehát életveszélyes.
Tehát nem a nullát kellett volna megbontani, hanem az azzal egyesített védőföldet kellett volna szétválasztani.
(Szerintem a gép betáplálása is megérne egy a háztartási áramköröktől független további FI relét.)
"Azóta áll a projekt. Várok egy hozzáértőre, aki átlátja a dolgokat, vagy egy kapcsolási rajzra és egy jobb villanyszerelőre."
Ennél jobbat szerintem sem tehetsz, sőt a károkozási felelősséget is me lehet állapíttatni egy szakértővel, a károkozó pedig az okozott kárt fizesse meg!
Úgy látom 2 RH 30 asokkal van tele a géped. Ezeket polírpapírral szépen meg lehet csiszolni, és az érintkezőket is be lehet jusztírozni.
Ha tekercshibás is van és nem akarsz vele vacakolni tudok használtat, vagy újat + foglalatot is adni. A foglalatcsere sajnos forrasztással működik, de ügyesen a vezetékek felszámozásával és egy skiccel, fotóval meg lehet csinálni.
Ezeket a reléket és a 4 RH 40 eseket is egy LEDes deszkamodell "tesztkészülékkel szoktam leellenőrizni. Piros LED ek nyitó, zöld LEDek záró állapotot jelezve az összes érintkező működőképességét ellenőrzik egyszerre. Egy foglalattal, és a fenti LED ekkel, táppal + egy nyomógombbal érdemes ezt annak elkészíteni, aki ilyen gépekkel foglalkozik.





 ismeretlen,de van egy ilyen kilátásban... Mennyit szabad érte adni? 3-4 pofás tokmány az jár vele,bábok síktárcsa az nincs.
ismeretlen,de van egy ilyen kilátásban... Mennyit szabad érte adni? 3-4 pofás tokmány az jár vele,bábok síktárcsa az nincs.







































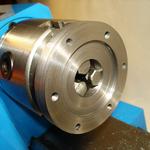

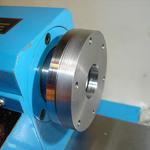

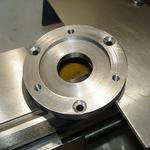


















 ilyenem van, de csak 4 pofás 120-as tokmányt kaptam hozzá, ami köranyagokhoz nem igazán jó, mert kifogás után visszafogni hogy ugyanúgy álljon, nem lehet vele.
ilyenem van, de csak 4 pofás 120-as tokmányt kaptam hozzá, ami köranyagokhoz nem igazán jó, mert kifogás után visszafogni hogy ugyanúgy álljon, nem lehet vele.














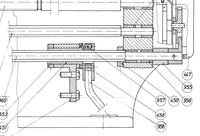

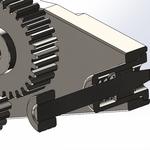
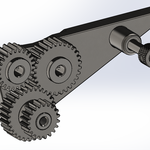
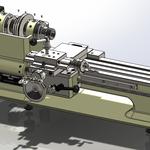
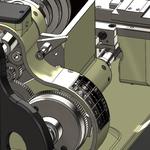
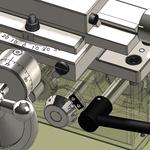

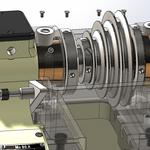
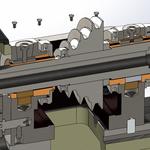
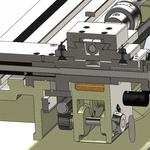
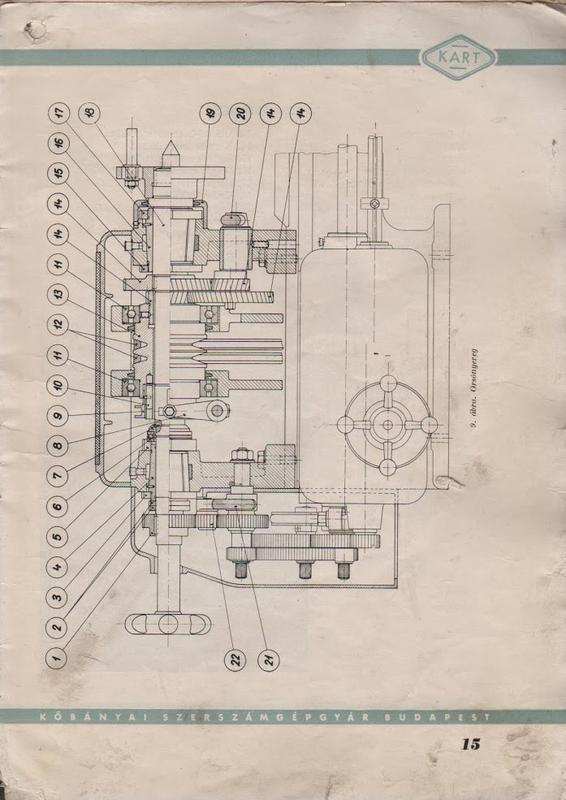

 egyszer!
egyszer!


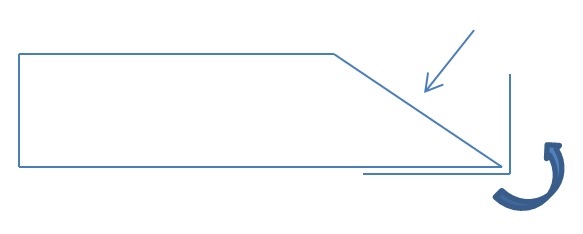

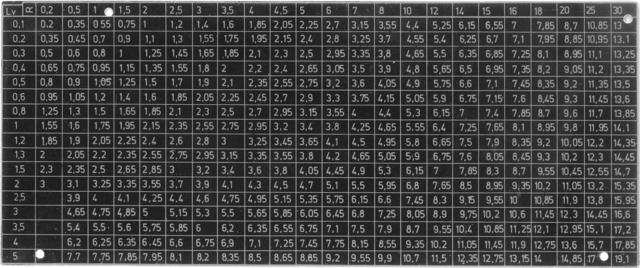


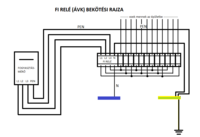
{kind=link}
{kind=link}