Szerintem is a forgácstörő,és holker elnevezés a szakmában ugyanazt jelenti. A kések fenését egy kaszakő szerű finom fenőkővel oldom meg, a forgácstörő kialakítása a kő rádiuszosra szabályzott sarkával, majd a gyémánt korongon való simításával történik. A különböző méretű nyeles köveket a negatív rádiuszos kések simító kialakítására használom.
Ma tettem szert a képeken látható olajozószemekre, zsírzószemek között voltak. Az lenne a kérdésem, hogy ezeket hol szokták használni, talán siklócsapágyaknál? A másik kérdés, hogy ebbe kell filcet is rakni, mert különben csak átrohanna rajta az olaj.
A csapos köszörűről jut eszembe,hogy az eszterga kés azon részét ahol a forgács képződik (csiga alakban) meg szoktam fenni ilyen eszközzel,olyan 6mm átmérőjű kővel. Egyszer egy esztergályos ismerősöm látta mit csinálok mire azt mondta minek eme flancolás, ha élesen van köszörülve nem kell eme művelet.
Én azt tapasztaltam sokkal jobban forgácsol szebb a keletkezett forgács alakja.
Ennek a műveletnek van neve,ha egyáltalán külön műveletnek tekinthető?
Mi több ha gödrös a golyópálya azon is lehet segíteni egy csapos köszörűkővel, kézben tartott egyenes csiszolóval megigazítva a pályát. Majd hézagolással a golyók munkapontját a pálya elejére érdemes átigazítani. Ha az íves tárcsák nem durván sérültek akkor javítható a váltó. Zörgést okozhat ha valamelyik talpcsapágy tönkrement. Elég brutális terhelés alatt futnak, mert azok veszik fel azt az erőt ami képes edzett köszörült olajban futó tárcsákat úgy összeszorítani hogy az átvigye a 2.2kW motor nyomatékát. Lehetnek még a karok sérültek ha valaki álló helyzetben tekergette a fordulatszám állító kart.
Ezen a videón láttam: https://www.youtube.com/watch?v=znT7UP_KCno megjegyzem hogy itt nincs jól beállítva mert töri a szalagot. A hátsó támasztás a videón peremes csapágy, de lehet arra harmadik csapágyat berakni. Ez esetben szerintem elég lehet 8..12mm függőleges eltolás a két oldalsó csapágy között.
Még olyan megoldást nem láttam . Kb. mennyivel volt eltolva ? Én 0,2mm-es hézagot szoktam hagyni . Volt már , hogy gyantásabb anyagot vágtam , és rávasalódott a fürészpor a lapra , de nem szorúlt meg a technika . Azt viszont nem néztem , hogy melegedette a csapágy .
Akadozik az mit jelent? Csúnya hangja van vagy időnként kihagy? Az utóbbi esetben nagy valószínűséggel néhány lemez hézagoló gyűrűvel megoldható a hiba. Rajzok, fotók vannak a neten a váltóról, annak alapján megjavíthatod magad is.
Láttam ennek egy módosított változatát, ahol az oldaltámasztó csapágyak nem egymással szemben voltak, hanem függőlegesen eltolva. Így ha valami forgács, vagy szilánk kerül a lap és a csapágy közé akkor annak van lehetősége kitérni.
Ez volt a nyerő, most érkeztem vissza. Vettem 25*4 szalagot, illetve vettem 10*1.5 csíkot is amit az előbbi szalag alá tervezek középre felragasztani, remélve hogy ezzel a hordósítást is remekül megoldom.
Igen , szükséges . Van , hogy az asztal lapjára szerelem fel , a csapágyak felett 2-3mm-re felszerelek egy 200mm rádiuszú gömb felületű tárgy asztalt , és azon bűvészkedem úgy , hogy tükör segítségével nézem az alsó részre ceruzával rajzolt vonalat + a felső ceruza vonalat ....
Ilyen alkatrészekhez használom .
Sokat agyaltam rajta , mire kitaláltam a legpraktikusabb segédeszközt .
Nekem is van egy 700 mm-es szalagfűrészem, azon 3-4 mm vastag gumi szalag van, a gumi felületén rácsosan kidomborodások vannak. A ragasztást a gumis barátom végezte el. A gumiszalag végei ferde szögben illeszkednek nem egyenesen. Legalább 15 éve lett rá ragasztva a gumiszalag, és még mindig bírja a harcot, pedig a tűzifa vágáson kívül másra is használom, a parafa nem bírt volna ki időt.
Ha már szalagfűrész. Ma eljutottam oda hogy megforgattam a gépet szalaggal. Rögtön kiderült hogy a kerekeken levő már homorúra kopott bőr bandázs nem ad stabil futást a szalagnak. Milyen anyagot javasoltok felragasztani a kerekekre? Öntöttvas peremes tárcsákról van szó amikre 25mm széles bandázs fér el. Bőrt nem szeretnék, parafát illetve gumis parafát csak vastagot találtam. 8mm réteg ormótlannak tűnik egy 260-as tárcsán. Most úgy gondolom hogy 4..5mm vastag poliuretán vagy gumi szíjat próbálok majd palmatexel felragasztani, ha sikerül ilyent vásárolnom valahol.
Én vettem egy párat ( alsó-fölső ) a 315-ös kétkerekes szalagfűrészemre , de még nem szereltem fel . . 3 féle méretben készítik itt . http://www.horvathcnc.hu/index.php/en/
Annyit csináltam idáig vele , hogy az összes csapágyat ( cseh csapágyal szerelik ) szétszedtem , kimostam és minőségi kenőanyagal összeraktam + az összes alkatrészt lesorjáztam .
A tokmány illesztő peremét csak akkor piszkáld ha konkrétan sérült. A főorsód végén alighanem menet van. Ha nincs sok tokmánytárcsád, akkor a helyedben egy tokmánytárcsát fixen felragasztanék és azon vagy egy szabványos vagy egy általad kitalált saját szabványú rövid kúpos végződést készítenék erre a kúpra már egyszerű olcsó hátlapokkal mehetnek a tokmányok. Azt a pofacserélt tokmányt használd, és esetleg ha olcsón hozzájutsz egy új darabhoz akkor vedd meg és rakd el spéci munkákhoz. Alapvetően egy hárompofás, egy független négypofás, és egy síktárcsa kell a leggyakrabban.
Ha jól fut, azaz koncentrikusan, ütés nélkül, akkor jó az. Befogsz egy darab köszörült tengelyt (pl. 20-as lineráris vezeték tengelyt) és órával megnézed.
Egy kicsit függ attól hogy mennyire robosztus a géped. Egy orosz 1000-es esztergára üzemszerűen mehet ekkora tokmány, de egy filigránabb gépen inkább 160-ast használnék. ( Pl a saját e2n 750 gépemen a 125-ös tokmány a mindennapos, de ritkán egy egy munkára felrakom valamelyik 160-ast, de nem hagyom fent mert nem arányos azon a gépen.)
Érdekes amit írtok. Nekem a most felújítás alatt álló öntöttvas 3 kerekes gépen (3x260mm) hátul bronz perselyes tárcsa egy golyóval támasztva míg oldalt fa támaszték van alul pedig semmi. A paláston támasztó csapágyat hátra nem akartam hogy ne marjon bele a szalag ( bár erre a megoldás az hogy el kell billenteni a csapágyat ) oldalra pedig azért nem mert a csapágy ráhengerli a gyantás fűrészport a lapra. Ezzel szemben a tárcsás elvileg lesodorja a szutykot. A tárcsásra azt írták hogy nagyon kellemes a beállítása, mert megszorítod a lapot majd visszatekersz egy fél fordulatot kontrázod és kész. Szerszámot sem igényel a művelet.
Ez pont egy olyan megoldás, aminek egyetlen pontja sem szimpatikus számomra, ez egy max. 200-300-as fűrészen lehet jó. Egy normális 600-700-as vagy nagyobb fűrészen másképp oldanám meg.
Nekem mindegyik fűrészen a lap két oldala két-két csapággyal van vezetve, hátul szintén, a csapágy palástjával. A homlok megtámasztást nem tartom jónak, bár esküsznek rá sokan. Nekem nem jött be, pedig nagyon pontosan feküdt a lap. Az asztal alatt szintén, de oldalról már csak akácfa csúszók vannak, valamennyire tisztán tartja a lapot, kevesebb fűrészpor tapad a kerékre. A kerekeket kefével kell dörzsöltetni.
Ez fafűrészhez való, és a leggagyibb megoldások egyike.
A legjobb fa szalagfűrészvezetők mindenhol golyóscsapágyasak.
A szalag oldalának kétoldalról egy-egy v. két-két csapágy támaszkodik, és a szalag hátsó éle szintén egy csapágy(ra húzott v hornyos vagy sima henger)palástnak feszül neki vágáskor.
Kérdésem hogy tudja-e valaki ezen tárcsák csapágyazási megoldását? Gördülő csapágyban fut a tengely, vagy csak egy bronz persely a végében egy támasztó csapágygolyóval?
Segitséget szeretnék kérni, mégpedig egy Kv 100 satuval kapcsolatban!
A diója szétszakadt, Nagyon megerőltettem és a menet kiszakadt belőle, Valaki tud ajánlani egy Szakit aki tudna csinálni egy újat vagy esetleg ajol lehet kapni, alkatrészt használtan vagy valamit?
Sajnálnám kidobni, Az orsó az teljesen ép, hibátlan..
Egy Hobbim már van, a munkám: (http://fxmason.blogspot.hu/) De lehet lesz még egy, ráadásul mivel grafikával foglalkozom (bár inkább ma már csak szimulációkat), ennek ellenére sose felejtettem el modellezni festeni rajzolni stb. Még anno 2003-ban csináltam ezt az órát. :D Persze azóta, illetve most egy kicsit más extrább dizájnban gondolkodom. :)
Igazából én azért szánnám rá a pénzt, mert bármelyik svájci órát megveszed amelyikbe legalább Valjoux 7750 van betokozva, akkor az kb 1 milliótól 5 millióba kerül... És van még drágább is... És gyakorlatilag csak annyi a történet, hogy 450 dollárért te is meg tudod venni azt a svájci szerkezetet, csak a tokot a rotort és a gombokat kéne dizájnolni. Persze mivel ezek nyers szerkezetek, ezért még azt is szét lehet akár szedni és dizájnolni magát az óraszerkezetet, pl skeletonizálni.
Szóval ilyen értelemben, akár már egyetlen óráért is megérné összességében 4-500 ezer forintért ilyen kisebb gépekbe beruházni.
Én azt találtam ki, hogy veszek pár szutyok régi óraszerkezetet, első pár próbálkozásnál ezeken az olcsó szerkezeteken gyakorlok egy kicsit, betokozom stb, és amikor már megy a dolog akkor veszek egy új valjoux szerkezetet, és betokozom feldíszítem stb.
Szerintem még időtöltésnek kikapcsolódásnak sem lesz rossz egy ilyen projekt.
"bár ami "mellékes" cucc van az órás honlapján a gép mellett az még ennyi pénz mint a gép"
Konkrétan tudom mennyi annak az osztófejnek meg egyéb tartozékoknak az ára, igazából sajnos félreértetted amit mondtam, mert nekem a micromill ugyan tok készítéshez kell, de díszítéshez, emellett lesz egy Proxxon FD 150/E microlathe is, bár gondolkodom rajta, hogy lehet jobban járok ha a jó régi órás fűrésszel oldom meg a skeletonizálást és egyéb feladatokat nem pedig micro marással. :D De mivel programozó vagyok, így hát azért erősen bízom benne, hogy egy léptető motorral és szgép vezérléssel simán kimaratom ami kell még azzal a kis géppel is... Ha nem akkor marad a kézi megmunkálás.
Még mindig nem érted. Korlátozott feladatokra alkalmas.
Te óratokot akarsz készíteni, azt elvileg sem lehet marógépen, csak ugye ezt az apró észrevételemet átugrottad. Ha nem érted akkor jelezd, bekarikázom azt a részt amit nem lehet megcsinálni.
A körkivágás az óra hátlapján más történet, ráadásul arra nem is a marógép a helyes választás hanem az eszterga. Mindattól függetlenül meg lehet csinálni marógépen is, végül is kombinált fogóval is tudunk szöget ütni a falba, de valahogy kalapáccsal mégis célszerűbb és vélhetően sikeresebb.
A megadott linken a munkák abszolút nem CNC megmunkálások, sőt CNC-vel tán meg sem lehet csinálni ezeket így, maximum a gépi előtolást lehet használni a CNC-sített gépből. Kézzel, aprólékos munkával lehet, de az meg nem CNC, te viszont ezzel indítottál.
Te nem láttad azt sem, hogy például én miket csináltam meg különféle gépeken, de akik ide írogatnak azok néha olyanokat alkotnak, hogy leesik tőle az állam. Az, hogy egy órás a sok-sok éves gyakorlatával meg tud csinálni egy trükkös megmunkálást, az nem érv azzal szemben, hogy az általad vágyott feladatra szerintünk alkalmas-e a gép vagy sem. Az órásod azt mutatta meg, hogy lehet kisebb lyukakat fúrni a géppel és ha van osztófejed, akkor az is használható rajta.
De ismétlem, vedd meg a gépet (bár ami "mellékes" cucc van az órás honlapján a gép mellett az még ennyi pénz mint a gép, ráadásul a CNC-vel ki sem tudod váltani), ha kérdezel akkor segítünk, de harcolni itt felesleges, mert azzal senki nem foglalkozik errefelé.:-)
Most megleptetek, nem én találtam ki, de tényleg a világ minden táján használják órások ezt a kis proxxon mf70-et pl itt egy magyar, konkrétan itt egy panoráma ablakot vág bele az acél tokba egy proxxon mf70-el:
Ezt a képet csak azért, hogy lásd, amit te nem tudnál megcsinálni még jó gépen sem, azt egy órás még ezen az általad gagyinak nevezett gépen is röhögve megcsinálta.
De tényleg használják nem magyar órások is, vagy a kis sherling-et (az 5400-as) vagy a proxxon mf70 micromill-t szokták használni, persze sok egyéb kivénhedt 100 éves gépek mellett.
Fontold meg az urak tanácsait, érdemes! Mondanék viszont pár személyes dolgot, mivel látszik, hogy bánt ami itt elhangzott: Ezek a tanácsok ne törjenek le, ha van elképzelésed próbáld megvalósítani! Legföljebb hibázol, nagy ügy, a kudarcok tömege vezet a sikerhez, hibázni kötelező! Csak ne vedd meg azt a szart, ezt a hibát máris elkerülheted, jól tetted, hogy benéztél ide!
én nem patek philippe minőségű óra szerkezeteket akarok ezzel gyártani, hanem olyan tokot, gombot és díszítőelemeket ami nekem is tetszik és én csináltam
És még egy apróság.
Semmilyen, ismétlem semmilyen óratokot nem fogsz tudni gyártani marással, aminek roppant egyszerű oka van és itt a topikból bárki azonnal rá is vágja, hogy miért, ha látja a rajzot. Hidd el, járt már nálam ilyen feladat, 5 tengelyes géppel sem oldható meg.
Berakok egy képet, ezen pontosan látszik a probléma gyökere:
Én pontosan tudom, hogy te miről beszélsz, különösen az anyagi részét illetően. Te nem tudod, hogy mi miről beszélünk.:-)
Van egy különbség köztünk: én már jártam abban a cipőben amiben te, te nem jártál abban amiben én. Ez olyasmi, mint amikor a gyerekemnek mondom, hogy "fiam, te engem nem viszel a jégre, mert én már voltam 7/14/18 éves, de te még nem voltál 40/45/50 éves!"
Ami neked így szóban elfogadható pontosság (pl. a 0,1 mm), az a gyakorlatban neked is elfogadhatatlan, mert nem arról van szó, hogy egy tizeddel nagyobb lesz az óra tokja, hanem hogy nem tudod összerakni az alkatrészeket és a hiba nem csak egy irányba értendő, hanem egy szemmel láthatóan torz, mérethibás alkatrészed van, mert a párhuzamos nem lesz párhuzamos, a derékszög nem lesz derékszög, a kör nem lesz kör és ezt a szem azonnal látja.
A lentebb említett BF20-asból nekem is van egy, szívesen odaállítalak mellé, de hamar csalódnál. Ezek a kis gépek rettenetesen korlátozott képességűek és ott a csapda, hogy van amit ki lehet hozni belőlük, de ahhoz viszont komoly gyakorlat kell, azaz értened kell a forgácsoláshoz és te pont ahhoz nem értesz.
Ha be tudsz állni egy ilyen gép mellé, konkrét kérdésekre szívesen vállalkozunk, de komplett tanfolyamot senki nem tud neked tartani. Ha olyan problémád van, hogy 10.000-es fordulaton SCT 3-as ALU maróval z=3-nál milyen előtolást és fogást adjál, azt meg tudom mondani és megadom a képletet is, hogy mi alapján számolhatsz. Sőt azt is elmondom, hogy mivel/hogyan hűtsél, illetve hogyan változtasd az ap és ae értékeket ha rezonál az egész miskulancia. De utána neked kell eltörni azt a 3-4 db marószárat, hogy rájöjjél a valódi korlátokra, nem beszélve a 8-10 munkadarabról, amik ilyenkor gajdeszra mennek.
Én gyűjtöm a trófeákat, s amellett, hogy roppant óvatos duhaj vagyok, 1 kg fölötti a törött marószárak dobozának a tartalma és csak azért, mert inkább kicsi marókkal dolgozok és ugye azok könnyűek.
Még egy mondat: műanyagot még alu gépen is tűrhetően meg tudsz munkálni, talán még alut, sárgarezet is, de korr. acélt már nem, titánt pedig végképp nem. Ha nem hiszed fogj egy darabot ezekből satuba és próbáld elvágni őket kézifűrésszel. Rögtön érezni fogod miről beszélek.
Az a baj hogy az alu gépeken egy újjal tized mm lehet deformálni. Egy öreg nem cnc marón ami közel 1 tonna még mindig lehet 1..2 századot mozdítani. Az itt emlegetett ipari cnc gépeken ez alighanem ezred mm vagy az alatti. A te szempontodból nem az óratok átmérője lesz az érdekes ( bár egy bepattintós hátlapnál az is számít ) hanem az a mintázat amit rámarsz. Ott egy ferde felületnél egy tizedes hiba rögtön megnő akár mm nagyságúra, és a szabályos minta ezeket a hibákat még ki is emeli. A másik gondod az a rezgés lesz. Nem fogsz tudni megfelelő felületet készíteni mert a rezgés "rámásolódik" az anyagra, ráadásul a rezgési hajlam ráadásul könnyen lehet irányfüggő, így nehéz rá mondani hogy így akartam. Még a nagy esztergákon is oda kell figyelni pl leszúráskor a rezgésre, rengeteg múlik a szerszám élezésén és a befogásán is. Szóval hallgass a többiekre, hiába jön ki hogy a mikrolépés az adott orsóval ezredes felbontást jelent, ha az első tucatnyi lépés hatására csak a szán deformálódik, majd később egy további lépéskor kirugózza magát.
Fogadd meg az urak szavait! Nézd meg az optimum bf 20-at. Van hozzá léptetőmotor meg egyebek, rá lehet tenni. Ez is egy hobbigép, de már lehet használni. Nekem van egy, igaz nem használom sokat, de a pontosságával elégedett vagyok. Csodát ettől se várj, de el lehet indulni vele kifizethető áron. Ne vegyél műanyag-alu gépet, az egyszerűen nemistudommi!
"És ne érts félre, nem baszogatunk, nem ledorongolunk, csak próbálunk a helyes irányba állítani"
Nem ti, hanem te. De nem is ez a lényeg most. :)
"Rendes CNC gépen legfeljebb 30-40 másodperc egy olyan zseb sor kimarása"
Igen, tudom! De bocs, mennyibe is kerül egy rendes cnc gép, most őszintén? 10 ezer euró vagy 100? Persze én is ki tudnék egyezni a 10 meg 100 ezer eurós ipari gépek pontosságával, meg azzal is, hogy azzal mennyi idő lenne megcsinálni valamit, meg hogy azok milyen termelékenyek stb... De mi értelme volna most erről beszélni, ha nekem nem csak konkrét elképzeléseim vannak hanem konkrétan határaim is, tehát pl nem akarok sem 5 meg sem 50 milliót költeni felső kategóriás ipari gépekre. Mondom, szerintem is sok egy picit a marketing ennek a viszonylag olcsó kis mikró maró leírásban, de tudod mit, jó lesz nekem akár a 0.1 milliméteres pontosság is. :D Ami amúgy az én szememmel még mindig pontos, és hidd el, mások sem fognak 70 ezres tolómérővel a kezükben az utcán odaszaladgálni hozzám, hogy lemérjék biztos 0.1 az a 0.1? :D
Nem is tudom, hogy fogok most elaludni azzal a tudattal, hogy lehet nem pont 44 mm lesz az óratok átmérője, hanem mondjuk 44,01. :D
Szóval lehet félreértetted, de én nem patek philippe minőségű óra szerkezeteket akarok ezzel gyártani, hanem olyan tokot, gombot és díszítőelemeket ami nekem is tetszik és én csináltam, nem mellesleg pedig nem kell 10-20 ezer eurót kifizetni pár kimart 316-os vasdarabért mert beletokoztak egy olyan 450 eurós óraszerkezetet, amit én is fogok. Meg ugye nem is ezer darabokat akarok gyártani valamiből (hanem csak párat), hogy azon kellene gondolkodni, hogy rögtön kéne venni még a 100 ezer eurós cnc mellé egy komplett óragyárat is... :D
Ami az anyagot illeti, ha erősebb anyagokat nem lehet akkor jó lesz nekem az alumínium is, na bumm, de acélt lehet vele tetszik vagy sem rengeteg videóban láttam. :) Oké aláírom lassan mar, meg ezek szerint 30-40 másodperc helyett legalább egy fél órát fog dolgozni ez a kis gép mondjuk egy ilyen "zseb sor" kimarásához. Bár én imádni fogom mind a 29:30 percet amivel tovább fog tartani :D, és nem csak azért mert hogy azzal vigasztalnám magam, hogy ugyan most majd fél órát kell várni 30 másodperc helyett de nem kellett 5 millió forintos ipari gépet venni hozzá, hanem azért, mert én csinálok egy-két órát és magamnak. :D
Szóval akkor elnézést, megfogalmazom másként, nem akarom ennek a gépnek a pontosságát és a teljesítményét összemérni az általad favoritnak tartott ipari gépekkel, én csak elmondtam mi volt odaírva, és igen tudom, nem arra találták ki, hogy ipari mennyiségben rövid idő alatt lehessen vele futószalagon gyártani ezer darabokat valamiből... Egyszerűen tök felesleges lenne most azon vitatkozni, hogy mi lenne ha... :D
Szóval én sem baszogatlak, meg nem ledorongolni akarlak, csak ismertetem veled az anyagi és egyéb lehetőségeket amelyekkel az általam kitalált projekt le tudni futni a saját örömömre, megkérdeztem mi a véleményetek erről a kis gépről, kinek milyen tapasztalata van vele stb.
Eddig azt tudtam meg, hogy neked ugyan nincs vele konkrét tapasztalatod, de a legjobb porszívóárusító ügynököket lepipálva azonnal tudnál helyette ajánlani egy komplett ipari gyártósor... :D
Proxxon MF70 CNC machining stainless steel tube for typical cavities. milling tool diameter = 3 mm, speed is 10000 RPM feed is 120 mm/min stepover = 1 mm stepdown = 0.3 mm outside diameter tube is 38 mm, thickness 4 mm cavities are approx 12 x 14 mm, 2.5 mm deep Each row took about 45 minutes machine is placed in a soundproof cabinet with lexan frontpanel
Illetve a kommentek:
Hello MrCcfly. I only use it for POM plastic, MDF or maybe brass and aluminum. Stainless steel was a one-timer.
Ez mindent elmond. Gyakorlatilag reszelőnek használja, még az is csoda, hogy az 1 mm-es oldalfogást elbírja a 0,3-as mélység mellett. Hozzáteszem, ez a marót is tönkrevágja egy ekkora megmunkálás alatt.
Ha megnézed, a kuplungok műanyagok, ott század alatti pontosságról beszélni kész kabaré.
Rendes CNC gépen legfeljebb 30-40 másodperc egy olyan zseb sor kimarása, még rozsdamentes acélban is, pedig az ritka szutyok egy anyagfajta. És akkor még hol van a titán ahhoz képest.
Most, hogy mondod... megyek veszek is néhányat.:-)))
A gyártó részéről nyilván marketing is van benne meg minden, de azért ez tényleg egy precíziós mikró maró és a pontossága a rászerelt léptető motorral minden irányban 0.005mm!
Ha most kiereszteném azt a röhögést ami bennem van, lepofozna az asszony, mert felriasztanám a gyereket. Ne viccelj már ilyenekkel! Ha kijössz hozzám, megmutatom neked, hogy mi az amire 5 mikront visszaállásit ad meg a gyártó, és hogyan lesz abból 2 század, miután nincs légkondi a műhelyben. Ha lesz, akkor az egy századot bevállalom, de ahhoz még kelleni fog egy szerszámbemérő ami hozza az 5 mikront, mert anélkül kenhetem a hajamra a gépi pontosságot.
Olyan megmunkálási pontosságokról, olyan anyagfajtákról beszélsz, amiknek eddig csak a végeredményét láttad, a termékeket, de a hozzávezető utat nem.
És igen, 150 évvel ezelőtt is megmunkáltak óramű tengelyeket a kézzel készült esztergákon, amit most is meg lehet csinálni az általad említett ipari hulladék kategóriájú gépeken, csak ahhoz előbb roppant mód érteni kell a forgácsolást és sok-sok év tapasztalat kell hozzá. Amikor mond neked majd valamit az a szó, hogy futter, akkor majd lehet egyeztetni az 5 mikronra megmunkált tengely ügyében is.
És ne érts félre, nem baszogatunk, nem ledorongolunk, csak próbálunk a helyes irányba állítani, mert a piacon árult kínai autórádióra is rá van írva, hogy 1500 Watt power (a komolyabbakra 10.000 Watt és ugyanakkora tenyérnyi a hangszórója:-DDD), oszt azt még te sem hiszed el. Jelzem, a teljes Népstadiont 8x100 Wattal hangosították be és egyszerre a teljes teljesítmény (igen a 800 Watt) soha nem ment, úgy maximum 400-at használtak.
Szia, köszi. Bár Kb 100 videót néztem eddig végig, rengetegben konkrétan acélt és egyéb anyagokat is martak vele. Itt van egy videó, amiben acélt mar vele és nem is lassan, szerintem a felülete sem kordbársonyra hasonlít. :)
Természetesen a felületet aztán lehet még polírozni stb. Amúgy legyünk őszinték, a marókés az egyik kulcs a fém forgácsolásánál és ha valaki ezt nem tudja, akkor lehet, hogy tényleg fél óráig tartana neki.
Amúgy jól látod, órakészítés a cél, és félreértés ne essen nem óra szerkezetet akarok készíteni hanem tokozás és diszités! Vagyis a tokot és egyéb dolgokat pl óra gombokat szándékozom majd precízen elkészíteni vele, nem nagy mennyiségben...
Az óraszerkezeteket amiket be fogok tokozni azokat meg természetesen vásárolni fogom, és a rotor marása még fontos lenne nekem, de az alapján amit eddig láttam az MF70-től bizony ezt meg lehet oldani vele. Persze egyéb gép is kell majd pl lathe FD 150/E.
Nem egy órásnál pont a mikró sherling marót és vagy mf70-et láttam... A gyártó részéről nyilván marketing is van benne meg minden, de azért ez tényleg egy precíziós mikró maró és a pontossága a rászerelt léptető motorral minden irányban 0.005mm!
Szóval azért azt szerintem precíznek lehet már nevezni, ugye konkrétan rc-ben való motorokat is lehet késziteni vele tehát elég pontosnak mondható.
Ami meg az órakészítést illeti, semmivel nem voltak pontosabb gépeik az órásoknak abban az időben amikor még a fogaskerekeket is "kézzel" esztergákon készítették, pont körbenéztem milyen órás esztergák voltak és vannak amiket meg is lehet ma venni, és bizony ha azon meg tudták csinálni, akkor akár ezen is meglehetne.
Mondom ezt úgy, hogy óraszerkezeteket mint mondtam nem akarok csinálni, mert minek, megveszem a valjoux 7750-53-as szerkezeteket, maróval és esztergával el lehet készíteni a tokot a gombokat, fel lehet díszíteni a rotort és egyéb dolgokat és gyakorlatilag kész is volna. :D
Ez a kis gép se nem precíz/pontos, sem pedig az általad említett anyagok nagy részét (a bilivastól fölfelé keménységben, szakítószilárdságban, különösen a titán) nem tudja megmunkálni.
Amiket írok, azokat CNC aspektusban kéretik értelmezni, ha neked elég 0,1-0,2 mm pontosság, felületi érdességben a kordbársonynadrág az irányadó, az acélt meg csak kapirgálja de fél óra alatt lereszel belőle valamennyit, akkor persze nem szóltam, de század pontosságot, értékelhető felületet, emberi megmunkálási időt nem várhatsz tőle.
De ahogy nézem óra ügyben utazol, nos ott bármihez is komolyabb pontosság kell mint amit ez a cucc tudhat értő kezekben is. Ha elmondod, hogy pontosan mit akarsz megmunkálni, megmondom, hogy mi a teendőd, mivel hogyan lehet megoldani a problémádat.
Sziasztok, új vagyok ezen a téren és érdekelne, hogy mi jót tudtok a Proxxon Mf70 cnc ready-ről? Van vagy volt itt valakinek? Nagyon apró és precíz egyedi alkatrészekre volna szükségem titániumból, alumíniumból és netán vasból, és ahhoz kéne ez a cnc ready proxxon.
Szóval érdekelne kinek milyenek a tapasztalatai, ugye az a gyártó által cnc-re felkészített kit-el van ellátva, gondolom, hogy nem lehet rosszabb mint az egyéb kit-ek.
Bridgeport marógépnél cserélnék variátor szíjat. Az eredeti Bando VS Belt 875VC3830. 30 fokos profilszöggel, 875mm hossz. Mibim, powerbelt - csak 27 fokosat találtam. 850mm hosszban.
Ez az első variátor szíjas gépem, tanácsot szeretnék kérni, hogy ezt a szóban forgó szíjat használhatom-e?
Beszkenneltem, bár sanszos, hogy rossz formátumban (a múltkor felraktam egy-egy oldalt és elég rossz minőségnek tűnt nekem). Már csak át kéne küldenem Csuhásnak. A héten nyaraltam, jövő héten elküldöm neki.
Igen a retesz. Az ékszíjtárcsában belül van egy horony ami nem látszik kívülről. Forgatni kell a főorsót, hogy az abban lévő retesz külseje becsússzon a tárcsa eme hornyába. Nem kell erőltetni szépen kijön ha irányban van. Mármint ha jól emlékszem.
Sziasztok! Segítséget szeretnék kérni. Egy e1n eszterga renoválásán dolgozom. Mondhatni maraz elején elakadtam. A főorsót kezdtem kibontani, papírforma szerint haladtam. A siklócsapagyak szépen lelazultak, kb 10mm elindult az orsó előre aztán se tovább. Megfeszulnek a belső golyoscsapagyak az ékszíjtárcsával együtt. A metszeti rajz alapján semmi közük egymáshoz nem értem?!
Olyan reg ota nem jarok ide. En inkabb veteranozok, magyar motorok.
Szep gyujtemeny gratulalok. Es koszonom.
Meg fogom csinalni. A hantolo kest azt mibol tudom megcsinalni?
Nekem nem szakmam az esztergalas de szeretem hobbi szinten a farigcsalast.
Tanmuhelyben meg anno tanultuk csinaltuk az alapokat martunk gyalultunk de csak ismertetes celjabol. Azt hiszem talan csak kapu zsanert esztergaltunk :)
Van egy David esztetgam is azon mar egy idelye dolgozgatok amennyire au idom engedi.
A pici hántolót érdemes megcsinálni, a fő alkatrész egy autós kis dc motor és egy golyós ajtósín. Nagy darabokhoz nem való, de pl késszán prizmák belső felületinél nagyon sokat segít.
A legegyszerűbb gyors állapot saccolást nem is mondtam: A legtöbb gépnél az ágyazat hátsó felén felül van a sík csúszófelület, amivel szemben alul csúszik a szán biztosító lemeze. Nos az ágyazatnak ez a két egymással párhuzamos felülete jól hozzáférhető. Egy mikrométerrel méregesd végig és amennyivel kevesebbet mérsz a tokmány előtt mint az ágyazat végén az a kopás.
Dehogy, ez egy nagyon szép öreg gép. Ezek még generációkat tudtak kiszolgálni, minden részük tökéletesen rendbe rakható. Csak rajtad áll hogy mennyire lesz szép és pontos.
Sok lehetőséged van. Pl letölthetsz némi szakirodalmat. Nekem van fenn egy pár idevágó könyvem pl "Dr Baráti Antal Szerszámgép vizsgálatok"
Másrészt ha hántolni akarsz akkor nyilván van egy hántolóléced. Azt két egyforma hasábbal alátámasztva rárakod a prizmára és órával, hézagmérővel, digit tolómérővel, csőrős mikróval stb végigtapogathatod a hézagot. De egy ideiglenes prizmához illeszkedő ( két összefogott vasdarab ) közdarabra rakott órával végigtapinthatod a tusírlécet, vagy a prizma megmunkált de nem használt részét. De letapogathatsz egy főorsóba fogott mérőhengert, vagy egy vasdarabot amit több helyen századra azonos átmérőre esztergáltál. Használhatsz gépbeállító vízmértéket amivel szintén letapogathatod a prizmát. Vagy építhetsz mérő eszközt ( google: kingway alignment tool ) pár képet itt mutatok a sajátomról: http://cnctar.hunbay.com/Csuhas/hantolas/ És így tovább. Egy gépágy hántolása egy szakma, és ha első alkalommal csinálod akkor hetek fárasztó munkája után sem biztos hogy jobb az eredmény mint a kiindulás. ( Nem tévedés egy ágy rendberakására el megy néhány hét )
Én a legszívesebben kivenném a reteszt,levenném a távtartó gyűrűt,kiszerelném a csapágyat,beszerelnék egy 1 vagy 2 rs zárt csapágyat,ezek után vissza a távtartót,ami egyben a szimering futófelületét is tartalmazza,ezt követően a meglévő házba ami látható beszerelnék egy szimeringet,ezt követően tömítést készítenék kb 1-mm es klingeritből,és visszaszerelném.
Egy kis segitségre lenne szükségem e400 at illetőn.
Friss tulaj vagyok és vannak apróbb hibák,illetve átnézem az egész gépet kitakaritok mindent amit ki lehet stb
Szóval:
A képen látható részen milyen olajtömitőt alkalmaztak?mert bizony nekem nincs benne semmi és igencsak engedi az olajat. Gondolatom szerint itt egy filc gyűrűnek kellene lenni. Köszönöm a segitséget.
Sárga fórumon már feltettem a kérdést de lehet itt akadok olyan emberkére ami ezt tudja.
Ha az ekezet az eszreveteled, akkor nincs! Nem magyar bill hasznalok, ha valami miatt feldobja a helyesiras javítást, akkor van ékezet. Köszönöm a választ.
A szerelő betekert egy 6x0,75 zsirzogomb helyére, egy 6x1-es zsirzogombot, ez most tart. Ha veszek 6x0,75-os gombot és a szerelo sztárját kötekedés és a belevalót betekerem, az fog tartani, vagy már a menet kuka. Kb 4-5 menet mély.
Azt hiszem egy ilyen szerszámpáros legyártatása horror összeg lehet.Egy katonai,müszeripari,űrtechnikai eszköznél el tudom képzelni.De egy mezei M5-nél?Az eszem azt mondja:jó meg kell adni,de a gyakorlati szerelő lényem tiltakozik ellene.Pláne ha ez csak egy rögzitő csavar.Ha ez mondjuk egy finombeállitó vagy egy miniatűr huzoó vono orsó egy vándoranyával,ott a kotyogás kizáråsára megadnám.,egy valamit valamire rögzitőnél nem.Ez egy jó fogas elméleti kérdés.Bár én csak egy hobbysta műszerész vagyok.
Az előírt tűrések betartása mellett még jó is lehet, de az anyamenet fúrásánál nincs sok lehetőség a korrekcióra,éppen ez miatt a külső menetnél lehet nagyobb változást elérni. Hasított metsző, pitler fej,menethenger, mángorlás, ezek az eljárások állítható menetkészítést tesznek lehetővé. A gyári metsző, és menetfúró, próba- szerencse.
Annak idején az =ML=ben az ilyen szituációkra, amikor kikészített csavarokról volt szó, olyan túlméretes menetelő szerszámokat használtak, ami pont a megfelelő mérettel vágta túl a menetet. Arra nincs infóm, milyen tűrésezésűek voltak ezek a szerszámok, de a saját galvánüzemmel pariban voltak, azaz a végeredmény jó volt.
Azt azért megkérdezném ,hogy melyik galvánüzem ad garanciát a 8 mikronra!Avagy ki az aki késsel vág M5-ös menetet?Egy boltban vett metsző -furó párossal gyártott menet galvanizálås után is szerelhető marad.Szerintem mind géppel mint kézzel való meghuzásra is.Bár egy tervező mérnöknek illik ilyet megadni ,de minek?
Nem biztos, hogy ide tartozik, de valaki hátha tud segíteni. Van egy M5 csavar és egy anya, amik 8 mikronos zinkbevonatot kapnak. Ha a tűrésekre 6e-t és 6G-t írok elő bevonatolás előtt, bevonat után szerelhető marad?
Elvilega legrosszabb esetben 24 mikronos, azaz 2 és fél százados lötyögés van, ebből lejön 2*8 még, azaz a galvanizálás után van 8 mikron mozgástered. Elvileg még lötyög, gyakorlatilag nem kizárt, hogy egy leheletnyi zsírral tudod majd betekerni, mert a 8 mikron már összemérhető a felületi érdességekkel (a menetvágás sohasem ad sima felületet) és az egyéb tűrésekkel, egy gyengébb/kopottabb esztergán már az ovalitás is könnyen lehet benne ennyi.
Leirnad meg a foorso csapagy tipusat? Gondolom a tokmanytol tavolabb levo hasonlo elrendezesu lehet, mint a siklocsapagyas. Tamcsapagy, golyos gordulocsapagy.
Koszonom! Ha lehet, meg nagyobb erdeklodessel varom a gepkonyvet! (:
Talán még az lehetne, hogy az "egyéb" szót egy darab "b" betűvel, a "tanúlnivalód kishazánkról" pedig tanulnivalód kis hazánkról formában kell helyesen írni. Bizony Tanár úr. Mert, mint néhány helyen írtad, valaha tanítottál. Remélem nem magyart...
Alnibell hozzászólása pedig helyénvaló humor volt a korábbi kioktató válaszod után. Tudod, aki nem tud arabusul...
Nem biztos, hogy ide tartozik, de valaki hátha tud segíteni. Van egy M5 csavar és egy anya, amik 8 mikronos zinkbevonatot kapnak. Ha a tűrésekre 6e-t és 6G-t írok elő bevonatolás előtt, bevonat után szerelhető marad?
Kisbér az a település, ahol nem rejtik véka alá, hogy nem nagyon fizetnek.
Anno mondtam is az önkormányzat munkatársának, hogy legalább tegyenek a településnév tábla alá egy kiegészítő táblát, "Még mindig" vagy "Sajnos" szöveggel. De hát a dzsentri mentalitás ...
Megtenned kerlek, hogy megnezed a gepkonyvben mekkora orsofurat szerepel? Esetleg errol egy fenykepet soron kivul?
Azt mondta nekem ma egy idosebb ur, hogy a gordulocsapagyas orsohoz 45mm-es ateresztofuratu foorsoval szereltek a gepet. A szoban forgo gepnek viszont csak ~42mm.
Vásároltam egy fúrógépet. Nem volt leharcolva,de régóta pihent olyannyira hogy a csapágyakban a zsír kemény volt.(szinte ragadtak.(a csapágyakat kimosva,azok szinte újszerűek voltak)Valaki újra festette,de a zöld festék a széleken sárgává alakult. A brigéciolos lemosástól a zöld még sárgább lett. Így teljesen újra gondoltam a felújítást.
Más gépeken láttam az öntvénybe süllyesztett világítást,és gondoltam jól jöhet ezen a gépen is. Kicsit morfondíroztam rajta hogy gyengítem-e az öntvényt ha furatot készítek amibe a világítást besüllyesztem,végül arra jutottam hogy nem befolyásolja,mindenhol nagyon vastag (talán túlon túl is) az öntvény fala.
Illetve a kapcsoló a motor kapocsdeknijére volt szerelve,ami messze volt.(nekem) A meglévő gépen csak a kapcsoló tengelye van kifúrva,de az csak három pólusú így az befordult az üregbe. Amit találtam korhű kapcsolót az négysarkú így az mélyebb. Annak is készítettem furatot hogy besüllyeszthető legyen.
A lámpa kissé dönthető,a felfogatása talán nem fantáziadús...... egyenlőre ez a történet.
Akkor mondanám is: Eladnám kihasználatlanság okán, meg egyébb okán is picinyke orosz műszerész esztergám, ami némi felújításra szorúl. (Leginkább a hossz szán mozgatása, és néminemüleg a kereszt-szán mozgatása is. Nem egy bonyolúlt megoldás.) Fő paraméterei: Hossz-500 mm, csúcsmagassága-60 mm, Tokmány- átmérő 85 mm (csak hárompofás, fordított pofák nincsenek) Szélessége-190 mm. A főorsón 10 mm-es átmérőjű rúdanyag fér át.
Egy-két képecske róla:
A gépecskéért 40000 Ft-t kérnék. (Alkuképes!)
Fellelhetősége Tárkány községben. (Bábolnától 6 km-re Kisbér irányában.) Átvétel személyesen. (Jó pár kiló, de nincs több 30-40-nél. (nál.)
...A villanymotor sem olyan hogy elkezd öregedni...
Hát az a nem kevés idő, amit eltöltöttem a szakmához közel, picinyt mást mondat velem... No, de hagyjuk! :-) Egyébbként én is az újratekercselésre gondoltam... De, hát az a mai árakon egy szakműhelyben....! Persze más lenne a leányzó fekvése, ha még aktívan a már nem létező Oroszlányi Szénbányák KGÜ-jének Tekercselő részlegében dolgoznék! :-) No, spongyát rá! Azt hiszem, rentábilisabb, ha egy megfelelő motorocskát vásárolok...
A frekiváltó az leginkább a korszerűbb hajtásmegoldás felé való menetel lenne, de az árak okán valszeg marad a régebbi technika áttételes hajtásvariációja.
Eme művelet frekvenciaváltóval lett kezelhető fordulatra redukálva. Olyan 5Hz körüli frekvenciával volt optimális. A fúrógép motorját nem lehetett megfogni olyannyira felmelegedett. (a körkiszúróban a kés egy törött menetfúró szárából lett, amibe kissé forgácsoló élt köszörültem. Végül is bevált, a kéreg rétegnél kellett háromszor újraköszörülni, de amikor átrágta magát rajta, utána vitte.)
A fúrógép egyébként 1 fázisról megy, ritka ha a frekvenciaváltóról üzemel.
Tud valaki nekem ajánlani precíz faesztergályost (akár hobbistát is) kemény egzotikus faanyag kis szériájú pontos megmunkálásához? E-mailben is lehet: nicknév@gmail.com
Az 500W alatti motorok nem biztos hogy rendelkeznek hűtőbordával,vagy külső ventilátorral,pláne ha az üzem állapot nem feltételezi azt hogy a motor huzamosan terhelve jár,órákon keresztül.
Természetesen áram méréssel behatárolhatod a melegedés okát. A villanymotor sem olyan hogy elkezd öregedni, ha hibás akkor a tönkremenetel egyik pillanatról a másikra szokott végbemenni.A menetzárlat is tartós marad ha egyszer megtörténik,nem múlik el csak újra tekercseléssel.Az utóbbinál még foroghat a motor de néhány jellemző tünete van.
A frekvenciaválóval is csak óvatosan az alacsony frekvenciával,segédventilátor nélkül könnyen leégethető a villanymotor.A saját ventilátora ha van nem elégséges,hiszen az a névleges fordulatra van tervezve. (a motorköpeny hőmérséklete alacsonyabb,mint a tekercsfej hőmérséklete.ezért tesznek termisztort,vagy egyéb hőre aktív elemet a tekercsfejbe amit a frekiváltóba,vagy lágyindítóba be is kötnek ha van.)
Köszi a tippedet, ill. a javaslatodat. De, halkan megjegyzem: Ez a villanymotor konstrukció gyárilag ilyen. Vagyis: Már a tervezője sem gondolkodott a forrszírozott (ventillátoros) hűtésén!
Még egy ötlet azután hagylak a saját fejed után menni: Ezen a motoron nincs ventilátor. Talán csak az hiányzik, hogy tartósan tudj vele dolgozni. ( Nekem is van egy oszlopos fúrógépem amit évek óta használok. Valami egyedi prototípus motor van rajta. A múlt hónapban volt egy munka több száz furattal, szóval vagy másfél órát ment a gép, és igencsak forró lett a motor. Azóta nézegetem a méh telepet, hogy egy szétverésre szánt motornak megmentsem a ventilátorát és annak burkolatát. )
A "döglődik" az úgy jelentkezik, hogy bizonyos idejű munkavégzés után kezd egyre melegebb lenni. Az azt jelenti, hogy a szigetelése már nagyon leromlott, nagyobb (terhelt) áram felvétel esetén ez a romlás a melegedés hatására még jobban bekövetkezik. Egy majdnem 100 éves villanymotor szigetelése esetén ez érthetően bekövetkezik. (Egyébb mérésem szerint ez a motor amúgy csak 130 W körüli teljesítményű lehet.)
Mit jelent ez esetben a "döglődik"? Ha igyekszel korhű javítást felújítást végezni akkor nem volna jobb megtekercseltetni, csapágyazni az eredeti motort? Persze a gép akkor is üzemelhet egy mellé rakott frekiváltóról.
Régóta megelégedett tulajdonosa vagyok egy E-75-ös műszerész esztergának. Rádióamatőr tevékenységemnek teljes mértékben megfelel. Sajnos eredeti villanymotorocskája "döglődik"! Mivel ez a gépecske a múlt század első negyedében gyártódott, így a villanymotorjához már sok reménybeli üzemórát már nem gondolok. A villanymotorocska adattáblája is az idő elteltével nagyon megkopott. Ami még bizton olvasható: ADAM SCHNEIDER AS BERLIN 65. A gyári száma is, meg, hogy 220 V-os. Teljesítménye, és fordulatszáma már megkopott. (A fordulatszáma mérésem szerint 1380 f/n.) Van egy 1440-es fordulatú 0,55 KW-os VZ 80 tip. villanymotorom, ezzel váltanám ki. Ha már motorcsere, én az eredeti meghajtást meghagyva, egy frekvenciaváltós megoldásban gondolkodom. Javaslataitokat, tippeiteket kérném, és várom szívesen. Ha a E-75 gépnek, netán ezzel kapcsolatosan Valakinek dokumentuma, avagy más leírása van, és azt segítségnek átadná (akár ellenértékkel) nagyon megköszönném. Ha netán ez a muzeális gép valakinek félre van "dobva" akár tartalék alkatrésznek szívesen megvenném. (Az enyémnek szegnyerge pölö házilagos kivitel, hegesztve...)
Az eredeti gépkönyv sem volt mindig nyomdai termék. Akkoriban valami kék színű talán ammóniás másolás volt elterjedve. Amikor műszerészkedtem minden rajz ilyen kékeslila volt.
Egy időben pár ezer forintért árultak vaterán gépkönyveket. Ezzel szemben ha valaki esetleg beszkenneli akkor bekerülhet az ingyenes gépkönyvek közé, azután már csak kb a nyomtatás ára az értéke, viszont mindenki használhatja akit érdekel.
Azt tudom, hogy eredetileg adták hozzá. Sőt kettőt. Viszont a birtokomban van két ilyen gépkönyv és kíváncsi vagyok milyen értéket képvisel. Milyen áron adják-veszik őket?
Még ne add fel .... A forumra szokott írni néha Ívfény szaktárs, Ő már alakított át valami réri transzmissziós siklócsapágyas gépet görgőscapágyasra . Vele kéne beszélned , hogyan oldotta meg az átalakítást .
Lehet, hogy félre értetted írásom, nem lett átalakítva az E1N gördülő csapágyasra. Csak azt szerettem volna bemutatni, hogy az E2N főorsó csapágyazása,olajozása sokkal fejlettebb. Az EAN gépeket át lehet alakítani gördülő csapágyazásra, ott adott az orsószekrény mérete, és a szóró olajozás megléte, a gördülő csapágy beillesztéséhez fel kell fúratni az orsó házat, az E1N gépnél ezek a lehetőségek hiányoznak, illetve nagyon körülményesen oldhatók meg.
Szia! Mekkora csapágy kellet és hogy lett megoldva E1n esztergán mert én is gondolkoztam rajta mivel kopott a siklócsapágy hiába állítok rajta. Köszönöm
Ameddig nem kopott a siklócsapágy nincs is gond, de ha, elkopik a javítás a gördülő csapágyéhoz képest sokkal nehezebb. Főorsót kell köszörülni, új csapágyat beszerezni, azt hántolni. A fordulatszámra is igen érzékeny a siklócsapágy. Az E2N gép az E1N képest óriásit javult, a főorsó csapágyazásának köszönhetően, mert az is gördülőcsapágyas lett.
Meg nincs nalam a gep, hogy tuzetesebben megvizsgaljam. Munkahelyen hasznalom es ugy tunik log a foorso (ovalis kopas foorso csapagyban). 36-, vagy 38mm orsofuratra emlekszem. Holnap ez pontosan megmerem. En orulnek, ha gorgos csapagy lenne benne.
Ha nagyobb az áteresztése 40 mm-nél, akkor nagy eséllyel hengergörgős. Annak meg -állítólag- nem szokott baja lenni. Gépkönyvem sajnos ahhoz nekem sincs (még).
Nem tudom 100%-os biztonsaggal. A tokmany feloli oldalon olyannak tunik, mint a bubos E400. Nagy feszito anyaval. AZ orsofurata mas. Gepkonyvem meg buboshoz van csak.
A csapágyfémnek nyomás alatti olajozásnál mint a belsőégésű motoroknál is jó siklási tulajdonságai vannak, de olajszegény helyeken,és nagyobb felületi terhelésen nem megfelelő. A jármű motorok főtengely csapágyazását is úgynevezett szendvics megoldással gyártják, ahol az acél perselyre bronz, majd erre vékony csapágyfém kerül futófelületnek. Szerszámgépek esetében nem tartom megfelelőnek a csapágyfémet a fent leírtak miatt. Más anyag esetében, mint a bronz elfogadhatónak tartom a kiöntést.
Köszi, lehet megkeresem majd ez ügyben. Egyelőre bekerül minden egy ládába, megyek vissza a kánaánba, vége a szabinak! Még az sem lehetetlen, hogy beviszem a szentendrei skanzenba, úgy hallom ott van ilyesmi.
Ajánlom figyelmedbe alaposan végigolvasni ezt a cikket.... nekem sokat segített, amikor elolvastam kicsit gondolkodást váltottam, és szelektálok, mi az amit érdemes tartogatni, mi az ami csak a helyet foglalja egy életen át.
Próbálok minden apróságot megmenteni, elhoztam a sablonokat is, kis ékeket, mindent, hogy az egész meglegyen egyben, de sajnos máris sok hiányt látok, sok minden rossz állapotú. Bár valszeg nem fogja ezeket már senki használni. Igazából szívesen megtartanám, van pl120cm-es óriási gyalu is, csak hát nincs annyi hely a földön, már így sem férek el
Kádárműhely esetében a szerszámok együttartása az igazán fontos cél.
Mégpedig azért, mert a kádárok szerszámai egymás között nem csereszabatosak. A kádárok a szerszámaikat saját maguk csinálták, vagy saját maguknak csináltatták.
Az egyes darabok összetartoznak méretileg és _arányokban_!
Mert ha például egy kétakós hordót akartak csinálni, akkor annak a méretei viszonylag tág határok között mozoghatna, és emiatt nem mindegy a dőlésszög a dongák oldalán, és ezeket ők nem milliméteben, vagy fokban mérik, hanem arányban.
Mindegyik kádár a pályája elején összehozza a saját arányait, ahhoz pászítja a mérőeszközöket, a gyalukat, mindent. Aztán egész életében azzal dolgozik.
Igen, a furat is más helyen van, bár az a képemen nem látható. Mindenesetre nagyon hasonló. Nincs sok esély a többi alkatrész fellelésére, de a lábak önmagukban is használhatóak, akár egy mai kis eszterga lábaként is. Egy kádár műhely felszerelése került a tulajdonomba, annak a megmentésén fáradozom, rádöntötték a házat. Ott volt a romok alatt ez a láb is, talán a többi alkatrész is ott hever. Nem nagy érték, de régi, 19. 20. század eleji szerszámok. Nincs sok helyem, nem is tudok ilyesmivel foglalkozni, írtam egy múzeumnak, de nem válaszoltak még. Pár szerszámot mindenképpen megtartok.
Egy Stanko 16B16 gépre keresnék álló meg futó bábot. Mellékelem a gép rajzát hátha át lehetne alakítani egy másik típusú bábot ha hasonló paraméterekkel rendelkezik....
Jó gondolat ez a falap, tényleg az lehetett ott. Varrógépnek szerintem túl masszív, nagyobb mint a képen látszik, magas is, majd lemérem, de szerintem van vagy 90 cm! A közepén a lyuk menetes.
De igen, vannak rajta furatok ha jól emlékszem 3-3. Valami föl is volt rajta fogatva, látszik a felületen. Egy hajdani hordókészítőé volt, ezért valami fás cuccnak gondoltam.
Én varrógép lábnak gondolnám. A középső furat a távtartó rúd helye,az alsó részen lévő furaton lévő tengelyen lennének a kezelő pedálok.Csak távtartó furatnak nem kellene olyan cirkalmasan kunkorítani. A felső részen a cingár nyúlvány az asztallapot támasztja,a benne maradt csavar a vastag faasztallapot pont átéri,persze a fej besüllyesztve.
Ha széket tolsz elébe és beférsz a nyúlvány alá talán varrógép. Kb 70-80cm-es egy varrógép asztalmagassága.Ez a magasság hozzáadva a feltételezett gépmagasságot álló helyzetben kényelmetlen kezelni, ha például eszterga lenne.
Ismét segítségért néztem be. Birtokomba került egy pár öntvény láb. Ha esetleg látott már valaki ilyet segíthetne a beazonosításában. Semmi felirat sincs rajta:
Sziasztok. Szeretném a segítségeteket kérni. Vettem egy Strigon me250-es marógépet és a villám elindítását működtető része hiányos. Esetleg van valakinek otthon elfekvőben vagy nekem úgy is jó, ha kölcsönkapom addig, amíg legyártok magamnak egyet. Csatolok két fényképet, amin látszik, hogy valami hiányzik. Még tanácsokat is elfogadok azoktól akik már láttak ilyet. Köszönöm.
Köszi szépen mindenkinek az értékes infókat, ma eljön egy mérnök ismerősöm, aki a marógépéhez ilyet illesztett és segít a bekötésben. Megmutatom neki a ti "tippeteket" is, így biztosan könnyebb lesz...
Sikerült beszkennelnem a Szakmunkás zsebkönyvek - Esztergályos nevű kiadványát de úgy, hogy egyszerre egy képen 2 oldal látszik, tud vagy akar vagy van valakinek ideje kicsit foglalkozni vele, hogy dolgozzon vele egy kicsit, hogy oldalanként legyen egy pdf-ben? Ha igen akkor elküldöm és fel lehetne tenni Csuhás mester "irodalmi" gyűjteményébe.
A frekiváltó kimenete és a motor között nem lehet üzemszerűen használt kapcsoló, pláne nem irányváltó. Egy ilyen kapcsoló a frekiváltó letiltását vagy akár meghibásodását is okozhatja.
Nem ismerem az esztergádat,de ha egy fázisról volt hajtva,feltétlenül távolítsd el a kondenzátort mielőtt a frekiváltót rákötöd.
A régi kapcsolóból kösd ki az összes vezetéket,és egy három eres kábelt vigyél a Csuhás által megadott pontokra.A kapcsoló ezeket fogja kapcsolni.Elméletileg a pontok gyárilag az irányváltásra vannak programozva,hacsak valaki nem programozta át a funkciójukat.
A kapcsolóról lekötött kábelt ami a motorhoz ment, az a frekiváltó kimenetére kell kötni. A másik kábelt a frekiváltó bemenetére kösd.
A potenciométert a V+,A1,AC-re kell kötni.
Javallom kösd be a motort a frekiváltóba, adj rá tápot.A motor szabadon forogjon ne hajtson semmit. Egy egyszerű vezeték darabbal hidald át az SC-S1 pontot. Ha potenciométer is van rajta el kell induljon valamerre. Remélni kell hogy nem kell programoznod, egyszerűen volt konfigurálva.
A frekiváltó kimenete 3 fázist ad!Az esztergán kösd vissza a motort 3f-re.Utána minden az eredeti kapcsolókkal kezelhető.Nem kötelező a frekiváltót kapcsolgatni.Én mondjuk azt használom az eszterga kapcsolói helyett.
Egészen biztosan jó az eredeti kapcsoló. Keress rajta olyan kontaktust ami zár az egyik irányban, és egy másikat ami a másik irányba zár. Az egyik pont lehet közös, majd a két kontaktot a forward S1 és reverse S2 pontra míg a másik végüket az SC-re kell kötnöd. Ezután már csak a bemenetek funkcióját kell beállítanod.
Nos, "megléptem" a jó tanácsot és a jófogásról én is lőttem egy 750W-os frekiváltót...JASKAVA J1000...sajnos nem adták "ócsón"...20-ropi volt...de megvan hozzá az eredeti angol könyv és magyar nyelvű leírást is kaptam bekötési rajzzal együtt...
Ez az UNIVERZÁL-3 műszerész esztergát, simán fogja szabályozni, mert csak 550W-os a motorja...viszont az oda-vissza forgatást, jó lenne az eredeti (megszokott) irányváltós kapcsolójával bekötni, csak még nem tudom, hogyan kellene...
Arno Plauert 1901-ben termelési menedzserként csatlakozott egy kis kötő- és varrógép üzemhez, mely 1895-ben indult. Az üzem azonban csődbe ment 1903-ban, majd Plauert tulajdonába került. Halála után a család vitte tovább az üzletet, egészen 1950-ig, amikor is egyesült a TOS-sal.
A 400-as gyalumon a gyári kétfordulatú motor kis fordulaton 750W, a nagy fordulaton olyan 1.5KW körüli.
Mivel nincs három fázisom, így nem került felszerelésre felújításkor.
Egy 1.5KW-os motort keresek majd reá,ami frekvenciaváltóval lesz hajtva. A hajtásláncba lehet beillesztek egy tengelykapcsolót, amivel a kost a hátsó helyzetben állítom meg, amikor kell. Finom munkánál jól jön az ilyen,és az egyes löket is hasznos lehet.
Emlékszem a kapcsolót milyen rutinosan kellett időzíteni (kikapcsolni), hogy a kos hátul álljon meg, vagy kézzel kellett az ékszíj tárcsát forgatni. Kissé bosszantó amikor a munka lendülete megtörik a pozicionálással.
A saját 300-as gyalumon gyári dahlander motor van, azt hiszem a nagyobb fordulaton 750W-os. Gondolom a tiéden kívül van a motor, és azt lecserélték arra amit találtak a műhely sarkában.
Természetesen nem vitát akartam generálni az olaj kérdésből összesen annyi van, hogy szó szerint fillérekért jutok pár fajta olajhoz. Ha valamelyik "megfelelne" a szerszámgépekbe (E400-MVE) akkor beletenném. (nagyjából ennyi). Arról nem beszélve ha valamelyik alkalmas lehet szán-kenőnek.... :DDDD Köszönöm mindenkinek a konstruktív hozzászólásokat! :D Zoli
Nem kell többfokozatú olaj, viszont a viszkozitása lefedi a szerszámgép olajét. Motorolajat pedig minden sarkon kapsz.
És igen. Télen reggel ha bemegyek a műhelybe, 6-8 fok van, meleg később lesz, de a gép indul és van kenés.
Elégedett vagy?
Ha egy motorolajtól megy tönkre a csapágyazás, akkor ott nem az olajjal van a gond... Egyik. Másik, hogy raktunk már be esztergába, konkrétan E 400 főorsóházba csapágyat úgy, hogy a gyári RS tömítést és a gyári zsírt is úgy hagytuk. És semmi gond vele, nem olajjal, hanem zsírral van kenve. Oszt?
A gépjármű olajat szinte mindenhol be lehet szerezni , ha a sűrűsége megfelel miért ne lehetne használni egy szerszámgéphez. A gépgyártó amikor kiadja a gépet előír egy olaj márkát, minőséget, de a világ állandóan fejlődik, lehet holnap lesz egy másik jobb olaj. Nem hinném, hogy a mai gépjármű olajak rosszabbak lennének a régebbi szerszámgép olajaknál.
A motorolaj több fokozatú. Semmi gond nincs vele. Az ATF olajjal sincs gond. Nekem ezekkel a világon semmi bajom nincs.
Ha kuplungos a gép, akkor lehet bele tenni 4T olajat, annak mindent tudni kell, abban forog a kuplung, az keni a váltót és motort is. 4 - 5 000 km-t simán kibír a GSX-ben is. Mondjuk az nem olcsó.
De akkor ha valaki ezekben nem bízik, akkor Spinol.
Nekem nincs kuplung, frekiváltó van (és siklócsapágy). Bármilyen kuplungos megoldástól jobbnak tartom.
Volt akit azzal gyoztem meg, hogy a MOL Spinolba nem kell tenni semmi surubb olajat, hogy a forro motorolaj meg higabb is mint az uzemmeleg orsoolaj.
Es jol irja a Csuhas, sot a motorokban lokalisan akar a 160 fokot is el kell viselnie a motorolajnak, mig egy eszterga, vagy koszorugepben max 50 fok ha van.
Azért egy apró megjegyzés: Az autó motorja melegebb mint egy eszterga, valahol 90..100 C körül üzemel. Egyébként a saját gördülőcsapágyas kuplung nélküli gépembe sima autós hajtóműolajat szoktam tölteni. Siklócsapágy és kuplung esetén azért óvatosabb volnék.
Egy autónak a motorjában hány siklócsapágy van, mennyi a fordulata és milyen teljesítményű? Mégis jó oda a motorolaj, így -szerintem- egy eszterga főorsó siklócsapágyának a kenését bőven el tudja látni.
TOS SV-18RA esztergának mennyi az ideális főorsó holtjátéka? A gépkönyvében szépen le van írva, hogy úgy állítsuk be ne szoruljon, de ne is melegedjen túlságosan.
Szia! Találkoztam hasonló köszörűvel,még a szerszám felfogás is hasonló volt , azt Aghaton-nak hívták svájci volt gyémánttárcsás folyós petróleum hűtéssel.
A véleményem írom. A kúpcsapágy, és az ívelt fogazású fogaskerekek beállításán kívül nem kell tenni semmit. A hátsó meghajtású autók esetében is nagyon pontos hézagolásra van szükség , különben nagyon zajos lenne a hátsó híd, vagy a nagy holtjáték nagyot rántana. A gyárilag kialakított zsír kenést elfogadhatónak tartom, az olaj kenés is jó lehet, de a tömítése problémás. A hátsó híd beállításánál egy zsír papír vastagság megy el a kerekek közt, ehhez azonban jó egytengelyűségre van szükség.
A kukucskáló ott van nekem is, ahogy írtad. A csapágyak nem nagy tétel, két 30206-os, bár ezek még maradhatnának is, ami megégett az a 30210 és a 30207-es kúpgörgős. A foghézagot pedig szintén ahogy írtad, mert a kopásnyomokból azt vettem le, hogy nagy volt a foghézag. Nagyon nagy. A fogak felső fele fényes csak. A behajtó kerékpár jónak tűnik, de ezen van illesztőszeg, azt nehéz elcseszni.
Ami nem teszik ebben az egészben, hogy minden zsírkenésű. Átfolyó olaj jobb lenne. Agyalok rajta.
Huhh, kár a csapágyért. A fogaskeréken talán csendesíthetsz ha ellenőrzöd ész szükség esetén beállítod a foghézagokat. A kúpkerekek alá rakott pár tizedes hézagoló gyűrűkkel beállítható a kapcsolódás. Ha jól emlékszem van a fejen egy dugó oldalt amit kitekerve pont látható a két kerék profilból. Magam úgy állítottam hogy a két kerék kontúrja egymás fojtatását adja és a kapcsolódás szinte kottyanásmentes legyen. nekem így volt a legcsendesebb. Zörögni inkább a behajtó kerék pár szokott. Az én gépemen nincsen illesztőszeg, így az asztalra rakott fa hasábbal emelve a vertikált ennél a kapcsolódásnál is zajminimumot szoktam beállítani.
Itt körül számítottam az árra, de még használható az enyém, csak zajos. Előbb-utóbb cserélni kell, de mindenképp ehhez valót teszek bele, nem akarok alakítani ha nem muszály. Mondjuk a csapágy is rendesen szólt benne, valami hozzánemértő olyan szorosra állította, hogy kézzel szinte nem is lehetett megmozdítani, szépen el is színeződött.
A frekiváltóval kapcsolatban teljesen igazatok van, messze a legjobb megoldás.
Me1000 kúpkerékpár gépkereskedőknél szokott lenni de elég húzós az ára, 40..50eFt körül kapod meg. Ha belefutnék ebbe a helyzetbe inkább átalakítanám valami nagyobb motoros fűkasza vagy kapálógép fogaskerékpárját.
Igazad van, ez a -szerintem- egyetlen helyes megoldás. Nekem van három fázis, de nekem így is van frekiváltó a gépen, a marógéphez is megvan, egy-két hét és rá lesz kötve.
A frekiváltó 230-ról való három fázisú motor meghajtásán kívül tökéletes megoldás a meddő fogyasztás ellen, teljes körű motorvédelmet biztosít, továbbá az indítási és lefutási paramétereket ízlés és igény szerint lehet állítani. A hálózatot nem üti a hirtelen nagy áramfelvétel, és végső soron a motor energiaigénye is kisebb. Tehát frekiváltóval olcsóbb, biztonságosabb, kényelmesebb. Sokan drágállják, pedig visszahozza az árát.
Én átkötöttem az emco motorjának a tekercseit,ahogy itt a fórumon ajánlották,és kapott frekiváltót.Ég és föld.Ha most egy fázisról használva bírja az általad elvárt terhelést,akkor frekvenciaváltóról olyan erős lesz hogy meg fogsz lepődni mire képes.Én a jófogáson vettem 750w-os frekvenciaváltót 16ezerért,és el is postázták.Nagyon megérte.Előtte próbáltam többféleképpen bekötni egy fázisra a gépet,de gyenge volt.Illetve teheted a szíjat a leglassabb vagy esetleg a középső fordulathoz tartozó tárcsákra,és akkor nem kell annyira levenned a motor fordulatát,így nem lesz elgyengülés,és hűtési gond sem.A magasabb fordulatot meg bírni fogja a motor.
Érdeklődnék az Uraktól, hogy ME1000 marógép vertikálfej nincs-e valakinek elfekvőben, láb alatt. Pontosabban a kúpfogaskerékpár kellene, az enyémben megy, működik, de kissé kopottas már, hangja van. Gondolkodom rajta, ki kéne cserélni. Most szét van szedve, csapágyat cserélek benne és egyúttal kicserélném ezt is. 16x22 fogszámú ívelt fogazású kúpkerék.
Hát igen, egy jó szervómotor kéne rá elektronikus vezérléssel, de az annyiba kerülne, mint a gép fele volt...
Már több, mint tíz éve a németeknél láttam egy gőzgép modellező kiállításon Sinsheimben, ami egyben vásár is volt, ugyanezt a ruszki gépet, így átalakítva. Talán fillérekért megvették az eredeti vázat, meg a mechanikát (mert az azért klassz) és korszerűsítették egy kis szervó motorral. Nagyon szuper lett...
A szervómotornak nem az a jó tulajdonsága, hogy minden fordulaton nyomatékos marad?...mert erre a kis gépre, így talán egy kb. 300W-os motor is elég lenne...hiszen ha jól tudom, az 550W-os háromfázisú motor is csak talán csak ennyit adhat le egy fázissal, 230V-al üzemeltetve...
A SRY-féle modellező oldalon láttam egy ruszki átépítést szervómotorra, de ott még a vonóorsót is az hajtja...
Kicsit sűrűbb lett az ATF a motorolajtól, de ugye én E 400-ban használom, itt nincsen nagy fordulat, mehetne bele a motorolaj tisztán.Az ATF is tökéletes önmagában is, főleg, ha nagyobb fordulatú gépben használod.
A 80w-90 kicsit kemény lenne neki, és a siklócsapágynak a motorolaj amúgy is sokkal jobb. Milyen gépbe teszed?
Igazságod vagyon...DD...és tényleg ott van, csak nem voltam elég figyelmes...nagyon köszi...
Arról nem tudsz véletlenül, hogy az eredeti orosz 550W-os, háromfázisú motort, amit ugye 230V-on használunk, használja-e valaki frekiváltóval? Mert akkor nem kellene "buziskodni" a szíj áttételekkel...
Régóta agyalok már rajta, de egy haverom azt mondta, hogy alacsony fordulaton nem lenne ereje, pedig sokszor lenne szükség az alacsonyabb fordulatra...
Meg aztán egy frekiváltó, ami 550W-os, ku.va drága...ha meg is venném és nem lenne jó, tökön szúrnám magam...:):)...
Az ATF és a motorolaj keresztezéséből milyen állagú olaj jött ki Neked? Én is olajcsere állok és nekem ATF olajam van meg 15-40-es motorolajam meg 80-90-es váltóólajam amit olcsóbban tudok megvenni ebből kellene valamit kihozni...
Most a szakmátokba (hobbitokba) vágó dologban kérném a segítségeteket. Kb. 20-éve vettem egy zsír új, Orosz vagy Ukrán műszerész esztergát, amit gondolom többen ismertek. (Tyehnika), vagy régebbi nevén UNIVERSAL-3.
Én akkor modellezésre vettem (működő kis gőzgép, gőzhajó), de ma már sok minden mást is meg tudok vele csinálni, amit a méretei engednek...de sajnos a főorsó csapágyai már cserére szorulnak és nem tudom, hogyan kezdjek hozzá, mielőtt valamit nagyon elcsesznék...:):)...
Az eredeti ruszki kiskönyv számomra nem sok használható infót közöl. Lehet, hogy le van írva, de nem találtam.
A tokmány felőli kúpos csapágy az látszik az utolsó rajzon, a helyét könnyű kikövetkeztetni a főorsón is.
A másik talán ugyanakkora és az M30-as felületen fut, ha jól látom...és talán a tokmány felé jön ki, de ebben nem vagyok biztos...a csapágyakat jó lenne megvenni, mielőtt szétszedem, mert szinte napi használatban van...
Sajnos nyuggerként otthon dolgozgatok, mert kicsi a "nyögdíj"...DD...
Köszi, de már túl vagyunk rajta...teljesen zárt a motorocska és csak 3-spagóca jön ki belőle, úgyhogy nem lehet semmit ide-oda kötögetni...sajnos......imhol a kis aranyos, róla van szó...D...
...de már büszkén "trónol" a neki tervezett tartón, a páleszfőző üst oldalán, merthogy cefrét fog kavargatni a lelkem...:):)...a tulaj végül is talált egy egész jó 230V 3-fázis frekiváltót, azzal fog menni...
De azért köszönöm nektek a tippeket, sokat tanultam belőlük...
3f frekiváltó is jó neki, csak a paramétereknél be kell állítani a max kimenő feszt 3x230-ra.
Meg még megnézhetnétek, hogy a motoron a három tekercs hat vége mind ki van-e hozva!
Ha igen, és ha deltába van kötve, akkor még egyszerűbb a helyzet, mert akkor csak át kell kötni csillagba, és mehet közvetlenül a 3f hálózatra, mert akkor 230 voltos tekercsei vannak, amiket csillagba kötve rámehet a 400 volt!
Nekem ugyan nincsen, csak egy fázisom, de akinek csinálom a keverő beépítést, annak van 3-fázisa...ez lett volna a legjobb, de ehhez a motorhoz (amit már te is tudsz) 3x230V-kellene...úgyhogy a csökkentő 3-fázisú trafó jó lenne, de ilyet csak tekertetni lehetne, kb.30-40-ropiért...marad a frekiváltó, ha kap "ócsót"...
Nos a kis keverőmotor bekötése okoz nem kevés fejtörést...(Koreai SPG hajtóműves)...mert a címkéjén 220V-os
felirat van, de a német nyelvű adatlapján 3x230V-osnak feltüntetve...nem elírás, nem 3x400V-os...
Többféle is van belőle---1x230V---3x230V---és van 30x400V-os is...tökre egyformák, egy betű eltéréssel a típusban...de ez amit a haver vett, az 3x230V-os...
Melyik körasztal volt rajta , a szögben dönthatő vagy fix ? Optikát használtál rajta ? Eredetileg még szuport köszörű is volt a tartozékok között , amivel hőkezelés után méretre lehetett köszörűlni a munkadarabokat .
Én a Danuviában dolgoztam kapagyalun , 23ft-os szerszámkészítő órabérre + 4ft-ot adtak óránként . ha kapagyalun dolgoztam .
Bár nem szokás itt eladó dolgot közzé tenni mégis itt a célközönség. Lenne 3db c méretű, használt de jó állapotú német multifix késtartó betétem amitől megválnék hátha valaki pont ilyet keres jó áron. Kérem ha zavaró a hozzászólás töröljétek!
"Valami térhálósítható szilikongumira gondoltam, mintha ott lehetne befolyásolni a végső keménységet."
SZILORKA volt a neve és a hozzávaló herter anyaggal - méréssel keverve - kiöntés után gyorsan kikeményedett. Valamikor a REANAL gyártotta és forgalmazta.
A megfelelő keménységet kvarcliszt hozzáadásával lehet elérni.
elolvastam, ez végülis valami ásványolaj - sűrítőanyag keverék - vagyis eljutottam oda, hogy a legegyszerűbb talán egy tubus közönséges szilikonzsír :) nem is büdös, a gumit sem támadja meg.
uraim, tudna nekem valaki olyan zselés állagú anyagot javasolni, amit egy kis hidraulikus hengerbe tennék, amiből nem folyna ki, csak annyi lenne a szerepe, hogy a szintén abba szerelt nyomásérzékelő lapkának átadja a dugattyú benyomásakor keletkező nyomást - ezzel mérném az axiális erőt. Ezer éve, mérnökhallgató koromban volt egy "hidroplaszt" nevű anyag, amivel a hidraulikus befogókban helyettesítette az olajat, mert nem kellett tömíteni.
Valami térhálósítható szilikongumira gondoltam, mintha ott lehetne befolyásolni a végső keménységet.
A hatszög szikraforgácsoló gépre való. Esetleg kilágyítva, vagy újra legyártva és azután megedzve elkészíthető, de a legegyszerűbb a szikra. Zsákfurat valószínűleg keményfém fúróval befúrható. Egy masszívabb asztali fúrógépen még átköszörült vídiás falfúróval is sikerülhet.
Főleg kivágó szerszám bélyegeket,de mindent ami adta magát. A GMM Kispesti EKM gyárában dolgoztam a 70-es években. A hozzátartozó körasztal is nagyon jó volt. Tulajdonképpen marós voltam ,mert a kapán nem volt folyamatos a munka.
Nagyon szép munka! Bizisten több tucatnyit eladhatnál belőle ha nekiállnál és más magyar gépek tábláit is elkészítenéd.
Nem tudom mennyire bírja ez a kivitel az olajat, és főként az emulziót? ( Nekem a gépemen az eladó talán hemerittel kente le pirosra a forgácstálcát ami kb fél év elteltével már fémtiszta lett az emulziótól, pedig csak ritkán használom a hűtést. )
Egy lineáris tengely porkohászati perselyben mozgatva talán előnyösebb lenne.
Műanyagoknál könnyebben létre jön a felület dadogása.
De a lineáris tengelyt lehet mozgatni tűgörgős csapágy futógyűrűjében is A tengely h6-os tűrésű, a csapágy furat meg 0-ás. Kell ennél finomabb illesztés ?
"Elkészült a +5 század talán egy picit sok is. Most egy menetes szárral szépen behúzható a helyére, és egy vastagabb csőbe ki is húzható onnan. Az alu tömböt elég nehéz volt forgácsolni, mert egy oldalon befogott kés az berezgett. Elsőként a szánra lefogott tömböt a főorsóba dugott kiesztergáló fejjel próbáltam megmunkálni de akárhogyan éleztem a kést rezgett. Végül egy félméteres 30-az rúd közepébe tettem egy betétkést, egyik végét tokmányba fogva másik végén csúccsal támasztva már szép felületet tudtam esztergálni, de így a betétkéssel kell fogást venni ami minden csak nem kényelmes megoldás. ( Persze ha gyakran volna ilyen melóm akkor lehetne valami csavaros állítást ráépíteni )"
A műanyag ZX100 cső. A belső mérete még nyers. Az egész szerkezet egy szerszámélezőhöz való maróbefogó kísérleti csapágya lesz. Úgy képzelem hogy felesztergálom a belsejét is kb 5 tizedes ráhagyással Majd kívülről kap három három kb zeeger gyűrűnek való beszúrást a hossz negyedénél és felénél. A két szélső gyűrűbe fúrok három .5-ös furatot 120 fokra majd az egészet beragasztom az alu házba. A két szélső gyűrűhöz sűrített levegőt vezetek. Ami a két vég illetve a közpső gyűrű nagyobb furatain a szabadba távozhat. Ha sikerül akkor egy légcsapágyat kapok ami súrlódás mentesen engedi a rudat mozogni forogni, és így tudom majd kis marók spirálját is élezni.
Ha elcseszem és nem működik a légcsapágy akkor két rövidebb műanyag persely lesz a tömb két végén enyhén kúpos furatban úgy hogy egy gyűrűvel beljebb tolva pár századdal össze lehessen nyomni, és így remélem beállítható lesz egy könnyen mozgó de szinte kotyogás mentes csapágy.
Urak egy gyors kérdés: Egy alu tömbbe 200mm hosszú d40 furatba illesztenék egy műanyagperselyt aminek a falvastagsága 2.5mm Kérdés mennyivel legyen nagyobb a persely a furatnál ha azt szeretném hogy kézzel, esetleg egy kis fadarabbal való ütögetéssel a helyére menjen, és télen hidegben se essen ki belőle? Saccra 5 századot gondoltam, de erősítsetek meg ebben.
Sziasztok!Tudna valaki segíteni ennek a marógépnek a beazonosításában?Annyit tudok róla,hogy magyar gép.Illetve mennyit érhet?Az eladó állítása szerint jól működik van rajta gépi előtolás.A vertikál fej házi,de adja hozzá az osztókört,gépsatut,csúcsot meg egy körasztalt.Még személyesen nem voltam megnézni.Minden hozzászólást köszönök!:)
Értem, tehát kettővel kell szorozni, ha átmérőben akarsz számolni. Az EMCO után meg a típus is kell (8.6), mert ezek szerint nem mindegyik átmérőben mér.
Emlékszem egy régi bejegyzésedből ,volt neked egy bélyeg gyalugéped, nem tudom meg van e még ,de én dolgoztam ilyen gépen pár évig ,nagyon szerettem ,igen pontos volt !
Látod, látod, azért jócskán benne van a kezed abban, hogy félreérthető amit írsz.
Most 0,025-ot írtál, előtte 0,25-ot.
A félreértés abból adódott,hogy 5 százados (0,05) , mint legkisebb osztást ajánlottad esztergához. Magam is elfogadhatónak gondolom egy átlagos méretű esztergához.
Utána meg 0,25 , 0,5 ,1 mm-es vonalhosszúságokat írsz. Bevallom nem kapcsoltam azonnal, hogy itt osztástávokra vonatkozó más-más vonalhosszúságokat akartál jelezni.
Két dolog van ami miatt nem kapcsoltam azonnal.
1 - elfelejtettem, hogy hová tettem az alzheimer tablettáimat.
2 - a negyed milliméterenkénti vonal elég hobbiosztásnak számít, meg egy kicsit már túlzásnak érzem a 4 féle vonalhosszúságot egy 5 százados alaposztású nóniuszon. Ha 1 százados az alaposztás, mint egy köszörűgépnél, ott már más a helyzet, de ott egy teljes orsó fordulat is 2mm-re vagy 1mm-re van kalibrálva, nem úgy , mint egy emberi méretű esztergánál 5-6 mm-re.
Nem szabad egy nóniusz osztásnál ugrálni a tized,ketted , ötöd és a negyed osztások közt, mert zavart okoz.
Jó választás a tized , ötöd , ketted- osztás
Jó osztás például: 1mm , 0,5 mm 0,1mm , 0,05mm , 0,01 , 0,005 , 0,001
Értelemszerűen a gép jellegének megfelelően kell kiválasztani a legkisebb alaposztást.
Nem tudom ki dolgozott már 0,025-os osztású tolómérővel. Egyszer véletlenül vettem egyet. Nem akartam összeverni kalapáccsal, de már alig vártam, hogy egyszer leessen és komoly sérülést szenvedjen.
Van egy gyors osztófejem . A hátuljára fel tudok tenni egy 30-as vagy egy 40-es fogaskereket, azzal le tudom osztani a nóniuszt 1.5 ,3 ,6 illetve 2 ,4 mm-es emelkedésű orsóhoz. Általában a nóniusz gyűrűt öntöttvasból vagy alumíniumból praktikus 0.3 -0.5 mm fűrésszel 5-6 tized mélyen befűrészelni. Körasztalnál lényeg hogy hány fok egy kör a mozgató keréken pl.90-es áttételnél 360/90 =4 fok a 40 -es fogaskerékkel 1 osztás 10 perc.
Én sem dolgoztam még vele, de amit a neten találtam annak alapján tökéletes erre. Nehéz körülmények között üzemelő golyós lineáris kocsikat cserélnek le ilyen műanyag csúszópapucsos kocsikra. A jövő héten kapok két perselyt egy másik munkához akkor majd tudok előzetes véleményt mondani róla.
Szerintem a megoldás egy új gömbszelet dugattyú drylin vagy esetleg ZX100 műanyagból. Ügyes esztergályos készít neked dugót, célszerűen rögtön egy fél tucatot. A drylinből lehet hogy csak perselyt lehet kapni, ez esetben két alu tárcsa közé kell befogni egy gyűrűt, aminek a külsejét gömbre kell esztergálni.
Nekem is ilyen van. Elég fura megoldás. A kb 1 Cm vastag dugattyúja fixen van rögzítve a hajtókaron ezért kóvályog mint a gólyafo....( lengő dugattyú) ha valaki nem ismeri. Én sem találkoztam még hasonlóval korábban. Nekem is vagy 8-10 éve meg van, már 2 x vagy 3 szor cseréltem rajta ékszíjat. Én is meglepődtem amikor megláttam. Mivel a dugattyúja domború, vagy inkább rugalmas, csak nagyon kicsi felületen érintkezik a hengerfalával. Még nem tapasztaltam hogy kevesebbet töltene de ha fogja, el sem tudom képzelni hogy mivel lehetne helyettesíteni. Esetleg valami könnyűfém dugó, a közepén teflon gyűrűvel.
ugy ertettem, hogy mi okozhatja a valtozast, hogyan lehetne visszaforditani? pl vannak muanyagok, amik kiszaradnak, lehet az aztatas ezt visszaalakithatna.
A harmadik felvetés nem is rossz! Ha olajoztam volna,attól is kikeményedhet volna. De nem kentem semmivel mivel tilos!A kikeményedést nem úgy kell érteni hogy kemény mint a bakelit,csak nem rugalmas úgy mint régen.
Kerestem a papírjait de nem találtam,úgy saccolom hogy legalább 8 éves lehet.
Amikor kiszereltem mindenki fogdosta, nyomorgatta,méregette, és mikor vissza helyeztem határozottan lehetett érezni az ellenállást, a gépet kézzel forgatva. Ez az ellenállás szinte megszünt néhány feltöltés után. Szerintem a hibás alkatrész behatárolva. Mert ugyebár lehetnének a szelepek is hibásak.
"Szerintem akkor túl lenne feszítve" Nem feltétlenül, csak rajtad múlik milyen erős rugó gyűrűt raksz bele. Rakhatnál fel képet a dugóról hogy ötletelhessünk.. pl lehet hogy elég a szoknyát belülről egy kicsit levékonyítani ha az olyan elrendezésű mint a bicikli pumpa. A vékonyabb anyagot újra oda tudja szorítani a nyomás akkor is ha az megkeményedett. A dugattyú egyben szelep is? Ha nem akkor valami ipari műanyagból zx100, teflon stb lehetne egész dugattyút gyártani.
Szerintem akkor túl lenne feszítve. Tulajdonképen a hengerben keletkező nyomás feszíti a műanyag (feltételezem teflon) ajkat a henger falához. Tulajdonképp olyan mint egy motor vagy kerékpár pumpa, amiben bőr van.Csak az nem fut szárazon,sőt ha kiszárad veszít a rugalmasságából és akkor az sem nyom.
Gondoltam hogy bőrt teszek bele,de nem fogja bírni a fordulatszámot,ill kenni kellene.
Az alkatrész kiszedtem,és jártam vele ott ahol ilyen kompresszort forgalmaznak,adjanak valami szerviz elérhetőséget,de nem jártam eredménnyel. Mikor visszatettem első alkalommal azonnal feltöltött de harmadik töltés már sokkal hosszabb volt. Mint írtam,mértem és egy szemernyit sem kopott,hanem veszített a rugalmasságából.
most eléri a kikapcsolási nyomást,de kínlódva teszi. A kicsi festőpisztolyt sem képes így kiszolgálni.
Egy párszáz forintos alkatrész.....de legyen ezer forint,és újra teljesértékű gép lenne,a következő 6-8 évre, ha lenne....
Kétszer is megnéztem ,hogy te írtad,ezt azért nem gondoltam volna, de ha csak vicc akart lenni az más. Nagyra becsüllek, gondolom én, hogy fél szavakból is megértjük egymást, nem hinném, hogy a vonal hosszúságára gondoltál volna a 0,025 esetében.
Csak egy ötlet, a dugattyú szoknyájába egy rugó gyűrűt ( zéger gyűrűt ) berakva talán feszítene rajta annyit ami kompenzálná a kopást. ( Egy kis beszúrás persze kell nehogy kirázódjon a gyűrű )
Mesterek! Gondolom mindenki ismeri az úgynevezett olajmentes "barkács" kompresszort,különféle fantázianéven.
Ami nekem van teszi a dolgát, de már olyan lassan tölti fel a tartályt hogy félő egyszer csak sosem majd tudja feltölteni.
A lelke az egésznek az a teflon csésze ami a voltaképpen a "dugattyú". Maga a csésze nem kopott semennyire, a henger fala sem, maga a csésze veszített a rugalmasságából , az idő múlásával.
Sajnos ezt az alkatrész nem tudtam beszerezni.
Kérdésem valaki javított-e már sikerrel ilyen kompresszort, akár új tömítéssel,vagy némi átalakítással?
Még sajnálom lecserélni,csak mert egy "tömítés" nem teszi a dolgát.
Csak érdekesség: mérőgépen, helyzetfúrón, illetve más precíziós gépen alkalmazták azt a megoldást hogy az orsó mellett volt egy csúszópálya aminek a felületére az anya támaszkodott egy karral. A felület egy olyan egyedi görbe vonal volt ami az elhaladó anyán mindig annyit fordított hogy az pont kompenzálja az orsó bemért emelkedési hibáit. Így tudtak mikronra dolgozni a digitális mérőlécek előtti időkben.
Nem vagyok esztergályos, de van egy kis műhelyem ahol barkácsolok. Ha valakinek így is megfelel, akkor szoktam segíteni, gyakran egy egy tábla csokiért cserébe.
A lényeg az , hogy a vonalak bekarcolása legyen elegendő mély, de a lehető legkeskenyebb. A nóniusz átmérője lehetőleg legyen nagy , így nem lesznek zsúfoltan a vonalak. Az osztásokat 0,05mm-nél nem kell sűrűbbre tenni, osztófejen leosztani az orsó emelkedéséhez viszonyítva. A vonalak hosszúságát lehet változtatni( 0,25 , 0,5, 1mm).
Készítettem már ütőkéssel is, de jobban bevált egy leélezett .5mm vastag hss fűrésztárcsa. Marásnál igen gondosan ki kell órázni a nyers darabot mert egy kis ütés miatt is csúnyák lesznek az osztások.
Annyi kimaradt, hogy van az inbus csavarok mellett egy kb 25mm átmérőjű menetes dugó (csavarhúzós) , ott nagyon ki kell takarítani (kis drótkefe, sűrített levegő..stb) akkor ki tudod tekerni és alatta is van egy inbus csavar az fogja a mellső tappancsokat.
Köszi. Azt nem néztem, hogy más fokozatban milyen hangot ad. Holnap megyek a műhelybe, akkor meghallgatom szétszedés előtt, hogy más fokozatban milyen hangot ad.
Amúgy, ha már ennyire szétszedtem, akkor szerintem megnézem a váltóban is a csapágyakat, és cserélem amelyiket kell.
Elég rég csináltam, ha emlékeim nem csalnak, le kell szedni a motort, de azt könnyű. A váltót ki kell játszani, szerintem kb 25 kilós lehet. Kicsit macerás, de nem vészes. Azt a hangot adja a váltó minden fokozatban, vagy csak egyben? A kuplungban lévő gumipogácsák cseréjére számíthatsz, ha még nem cserélted.
- A hosszszán alumínium végzáró elemeit leszeded és az alatta levő szemétgyűjtő filc csíkot kicseréled még összerakás előtt.
- A hosszszán hátsó-alsó felén leszeded a tappancsokat
- A hosszszán mellső felső részén levö inbus csavarokat kitekered.
- Ugyanitt a kúpos stifteket kirángatod a helyéről
- A hosszszán és a lakatszekrény közt van egy kb 5mm vastagságú hézagoló lemez. Oldalról látható és az inbus csavarok fellazítása után mozdítható meg kifelé.
- Letisztítod a hossz prizmákat , majd a hosszszán tömböt elöl megemeled ekkor oldódik a keresztorsó fogaskerék kapcsolat és oldalra elcsúsztatod a tömböt.
Azt hiszem nem hagytam ki semmit. a lakatszekrény belső tisztításához a legfontosabb a gép hűtőfolyadéka, azzal kimoshatod, meg sűrített levegő, meg autósboltokban kapható féktisztító spray.
Ami nagyon fontos. Az előtolás ki-be kapcsolóját szedd le és az ovális fedelet is. A fedél alatt van egy csapágy, azt vesd alá alapos vizsgálatnak. Ha az a csapágy megszorul akkor se szó se beszéd elindul az előtolásod. Nálam 1db teljes, de sérült golyó volt benne és 2db fél golyó.
Ha már eddig megbontod akkor jobb ha kipakolod az egész lakatszekrényt. Van benne egy differenciálmű, azt viszont nehéz szétszedni. Csináltam anno dokumentációt (lépésről-lépésre)
Összerakáshoz egy kis tömítőpaszta kell és egy kis filc anyag a hossz-szán szemétgyűjtőjéhez.
Azt a tengelyt még nem szedtem szét sosem, de ha ott folyik akkor csak egy O-gyűrű lehet a tengelybe beszúrva. Ha az egész előlapot leszeded, ott szilikonnal tudsz tömíteni, vagy valami névjegykártya vastagságú zsíros kartonpapírt vágsz ki.
A lakatszekrény szivattyúja, valószínűleg nem hibásodott meg, inkább a kapilláris csövek vannak eldugulva.
Hát ezt nem mondanám! (:-)) kb 200 db ilyen órát üzemeltettem Ferihegy 2-n. Még amikor LRI volt a cég neve. De ez egy pofonegyszerü szerkezet volt. percenként kapott egy polaritásváltó négyszögimpulzust, és egy lapot ejtett,majd a mechanika adta a 10 perceket és az órákat. A lemezek karbonszálasak voltak. ,és ebből volt kialakitva a forgópont. Időnként ezek eltörtek és akkor gemkapocsból levágott darabkával javitottuk. Sok bajunk nem volt vele. De a járatinformációs táblán is hasonló volt ,de azt más csoport javitotta .Az már számitógép vezérelt volt.
Ha nem tudod akkor nem te vagy a keresett ember :-)
Ha jól tudom az a kijelző amit pályaudvarokon szoktak használni fekete alapon élénk zöld betűket jelenített meg. Pici egyik oldalán feket míg a másik felén uv zöld fém lapkákat forgattak át elektromágnessel.
Urak, van-e esetleg valaki aki részt vett a régi típusú elektromechanikus kijelzők gyártásában, vagy esetleg tud valami infót ilyen cégről, személyről. Külföldről lenne esetleg jelentős igény erre. Lehet split flap vagy flip disc is.
Nem a lakatszekrényből folyik az olaj hanem a Norton szerkrény elején van egy előtolás állító és az alól-mögött ! A lakatszekrénybe meg van egy kézi szivattyú az meg nem is müködök! :( erről a szivattyúról tudsz valamit ? :)
Az olajakat egyébként lecseréltem nincs benn több és gyönyörű tiszta! Kb 2 hónapja van nálam ez a gép és teljesen át van szervizelve !
Most jut eszembe, hogy az angoloknál nagyon divatos a különféle 0,000 meghatározású menetek. Azoknál amik nincsenek benne a "kerek méretek táblázatában".
Igaz, hogy azok 55 fokosak, de hátha kisegít.
Például WF 0,130 jelzéssel keresgélj az Angol ebay-en.
Nem kell semmi különöset csinálnod. A lakatszekrény alján van egy leeresztő csavar. Túl sok olaj van benne. De a mi valószínűbb, hogy megtelt hűtőfolyadékkal. Ereszd le a trutyit alul.
A Unified Thread Standard UNC thread is mechanically interchangeable with a USS thread of the same diameter. However, there are tolerance and other differences between a thread compliant with the USS thread and a Unified Thread Standard UNC thread.[7] The Unified Thread Standard for quarter inch and larger threaded fasteners was adopted on November 18, 1948,[8] and was subsequently adopted for smaller thread series.
Erre egy 10-es számú csavarméret adódott, azaz 10-28 UNS a megnevezése.
De lehetséges ez egy 1900-1910 között gyártott gépnél?
Ráadásul egy másik csavar erősen erodált menettel 0,265" átmérőhöz 20TPI-t ad, amit viszont semmilyen táblázatban nem találok. Többet még nem próbáltam, mert sokat ki se tudok tekerni, ill. olyan rövidek és elnyaklottak, hogy rendes mérést nem tudok rajtuk végezni.
De ha legalább két-három csavart be tudnék azonosítani, akkor kiderülhetne, melyik szabvány szerintiek a csavarok.
A tolómérő nem igazán szerencsés megoldás. A forró forgács beleolvad a kijelző ablakába, a hűtőfolyadéktól meghülyül, és csak alapos pucolgatás után működik, frekiváltó, vagy egyéb elektronikus hajtás megzavarja. A betekintési szöge ritkán teszi lehetővé a kényelmes használatot. Ráadásul munka közben mindig útban lesz. Saját elemével mindig lemerül, ha meg vezetékezel akkor a fentiek még inkább igazak.
Nekem van mágnessel felrakható mini dro a géphez, de évente jó ha kétszer használom, mondjuk nem kerek értékű osztásokhoz. Kínai gumi profil mélységmérőből készült
Huzamosabb ideig használtam, nincs vele gond. Attól tartottam, hogy kikapcsolt kijelző mellett megszűnik az útmérés is, de nem. Azért köszönöm és sok sikert a tolómérős verzióhoz!
Nem. Most akarok egy sérült csőrű tolómérőt felszerelni.
> Az érdekelne, hogy létezik-e megoldás az automatikus kikapcsolás megszüntetésére?
Szerintem egy multivibrátorral lehetne macerálni a bekapcs. gombot, de lehet annak a fogyasztása nagyobb lenne a tolómérőénél.... ha útmérő ott már lehet bármekkora külső telep. :-)
Én még dolgoztam , ilyen régi hosszgyalu gépen, valóban úgy működött ahogy írtad. Volt a mozgó asztalnak két állítható végütközője, és az vezérelte a lapos szíj áttolását. A régi transzmissziós hajtások is ilyen elven működtek, mikor egy nagy gép hajtotta az egész műhely gépeit. Volt előre, hátra,és szabadon futó állás, nem igaz, hogy nincs hátra felé forgás, mint ahogy írta valaki.
"én azt szeretem amikor a gép viszi a szánt, nem én tekerem vissza/hosszú menetek/." Persze ha van hátra meneted. De ennél a gőzgépesnél nemjellemző. (HI)
Van olyan esztergagép amelyik gyárilag fel van szerelve menetórával, az én gépeimen nincs, nem is vágyok rá. Sok értelmét nem látom, a menetárokban kézi szánnal is visszatalálok. Forgás közben meg nem babrálok a lakatanyával, mert terhelés alatt nem tesz neki jót a nyítás-zárás. Több bekezdésű menet vágására nem alkalmas. Ritkán lehet,hogy hasznos is lehet, de azért én azt szeretem amikor a gép viszi a szánt, nem én tekerem vissza/hosszú menetek/.
Van sok dolog amit máshogy használunk mint a nagy vízen túliak. Pl ők inkább szeretik a független négy pofás tokmányt, mint a hárompofásat, elboldogulnak egykéses késtartóval, szeretik kb 45 fokra elforgatni a késszánt, használnak menetórát, rugalmas szárú menetkést, hűteni elvétve szoktak, de egy kis fémdobozból ecsettel szereik összemaszatolni az anyagot, ja és leginkább mindenféle régen élt királyok végtagjai szerint mérnek mindent, lehetőleg nem tizedestörtben.
Tehát a sommás ítélet: a menetóra segíthet a többekezdésű menet készítésében, de rengeteg feltételnek kell teljesülnie, hogy egyáltalán létrehozható legyen az a menet.
Az orsóházban benézel a jobb oldali 1:8 -as fogaskerék osztóba. Leszeded a csövecskét ami viszi a foskerekekhez az olajat, onnan ha 2-3cm-re "kilő" az olaj akkor az elég lesz. Nyomás ismeretlen. MOL SPINOL 15 orsóolajjal számolva.
A nyomásprobléma először ott jelentkezik, hogy a szivattyú nem kapja fel a tartályból az olajat a reggeli műszakkezdéskor. Ha mindig felkapja akkor nyomás gondod nem lehet.
Minden olyan több bekezdésű menet tudsz így vágni ahol a menetek távolsága a vezérorsó menetemelkedésének egész számú többszöröse. Hmm, a menetek nagy része sajnos nem ilyen...
Ha be tudok állítani a gépen a hatos orsóhoz mondjuk 12mm-es vágandó emelkedést, akkor minden további nélkül megvágom a kétbekezdésűt. 18-nál a hármasat.
De arra azért nem vennék mérget, hogy ekkora emelkedéseket ki tudok kerekezni a cserekerekekkel...
Most direkt végigzongoráztam a gépen a lehetőségeket:a vezérorsó menetemelkedése 6mm, ha vágok egy 3-as menetemelkedést, akkor simán visszatalálok a menethoronyba a lakatanyával, de csak minden második menethoronynál van keresnivalóm. Sehol máshol nem megy a dolog.
Ha vágok egy 1,5-ös emelkedést, akkor csak minden negyedik menethoronynál van keresnivalóm.
Tehát abban az esetben, ha olyan emelkedést vágok, ami osztója a vezérorsó 6mm-ének, akkor nem jön össze a több bekezdés.
Ellenben, ha olyan emelkedést vágok, ami nem osztója hatnak, akkor bizony el tudom szúrni a menetvágást, mert akkor a szegnyereg felé haladva ciklikusan vagy az eredeti horonyba találok vissza, vagy mellé. És mellé tudok találni úgy is, hogy nem szimmetrikus többekezdésű menetet vágok!
Ezt ugyan szerintem nem használná senki, tehát gyakorlati haszna nincs, csak jó tudni, hogy ilyen is lehetséges.
Van olyan kombinációm a hatos vezérorsóval meg a vágható menetekkel, esetleg cserekerék-cserével, hogy akár szimmetrikus többekezdésűt vágok, de ez nagyon-nagyon korlátozott emelkedéssel lehetséges csak, hasraütött mérettel nem, vagyis sok értelme nincsen.
Próbálkoztam például 1,35 emelkedéssel. Ez ugye nem osztója hatnak.
Ilyenkor teljesen szimmetrikusan, kilencbekezdésű menet keletkezhet.
Készítettem táblázatot.
Első oszlopban a vezérorsó szerinti lehetséges ugrások, a másodikban a menet szerinti menethornyok, a harmadikban pedig az eltolt bekapcsoláskor keletkező különbségek láthatók.
Ebben az látszik, hogy az 1,35 emelkedéssel a hatos vezérorsónál kilencbekezdésű menet keletkezik. Persze nem sorban fogom végigvágni a kilenc bekezdést, hanem ugrálva. De a végére összejön.
Persze ez jóformán nem menet, ez egy vacak lenne, szóval sok értelme nincsen, 0,15mm-ként volna egy menetprofil
Mindenesetre 54 mm-ként kerülünk vissza ugyanabba az első menetprofilba. És az is látszik, hogy ez a legkisebb közös többszöröse a hatnak és az 1,35-nek.
De ha megnézzük a sorbarendezett harmadik oszlopot:
0
0,15
0,3
0,45
0,6
0,75
0,9
1,05
1,2
1,35 (ez már újra az eredeti menetprofil)
akkor látjuk, hogy három bekezdésű menetet tudunk vágni így, csak az aláhúzott számokhoz tartozó 18-36-54 mm-es ugrásokkal kell bekapcsolnunk a lakatanyát!!!!!
De igazából ehhez nekem nem kellett a menetóra, sokkal inkább a matek, és leszámolni a vezérorsón az ugrásokat.
"Nem azt mondtam, hogy negyed fordulattal odébb zárom a lakatanyát, hanem azt, hogy negyed fordulatnak megfelelő távolsággal (azaz 90 fokkal) tolom odébb a hossz-szánt, majd ott zárom a lakatanyát, nyilván a vezérorsó 90 fokkal elfordult állapotában."
Mivel a vezérorsó és a főorsó kapcsolatát nem bontod meg ezért az eltolom a szánt és elfordítom a főorsót akkor beláthatod hogy pont ugyanoda jutottál.
Amit remekül mutat a menetóra is, hiszen amikor elmozdítod a szán akkor elmozdul a menetóra tárcsája, majd amikor elfordítod negyed fordulattal a vezérorsót akkor az a fránya menetóra visszaáll a kiindulási helyzetbe. Hiszen a "fázishelyzet" nem változott mert nem bontottad meg a főorsó vezérorsó kapcsolatot.
Nem azt mondtam, hogy negyed fordulattal odébb zárom a lakatanyát, hanem azt, hogy negyed fordulatnak megfelelő távolsággal (azaz 90 fokkal) tolom odébb a hossz-szánt, majd ott zárom a lakatanyát, nyilván a vezérorsó 90 fokkal elfordult állapotában.
De ismétlem, a menetóra mindössze a vezérorsó fázisáról (szöghelyzetéről) ad információt, ha egy szorzóművel (fogaskerék áttétel) ezt a kijelzőre transzformálod, attól még az alaphelyzet nem változik, csak csökken a leolvasási pontosságod, bonyolultabb a leolvasás (hasonlóan azon nóniuszokhoz ahol az orsónak mondjuk 5 mm az emelkedése de a nóniusz 4 egységre van beosztva) cserébe kevesebbet pörög az óra egy fordulatra (értsd: kisebb a kopás).
Üdv ! Elmondtál mindent ... Az Mve ben alapból be van építve pl a cserekerék lehajtásba egy fokbeosztású állítási lehetőség , erre a célra . Eanhoz van ilyen főorsóra szerelhető osztóm is .
Egy. Nem hiszem hogy tudsz mutatni olyan menetórát amiben belső áttétel van. ( pedig nagy az internet sok kép van rajta )
Kettő: nem lehet negyed fordulattal odébb rázárni a lakatanyát, az csak egész menetenként zárható.
Több bekezdésű menet vágható a késszán állításával, vagy a cserekerekek szétkapcsolásával és odébb léptetéssel ( nehézkes ), vagy spéci osztós menesztővel csúcsok között.
A menetóra a vezérorsó fázishelyzetét, az elfordulásának a szögét méri, ilyen egyszerű. Lehetne éppen prímszámokkal bohóckodni a fogak számában, de akkor 5 oldalas lista kéne ahhoz, hogy a hossz mentén melyik óraállás milyen szöget jelent.
A legegyszerűbb eset az, hogy elfordul egyet a vezérorsó és ehhez elfordul egyet a menetóra. Nyilván nem egyfogú fogaskerék van a vezérorsóra téve, de létezik belső áttétel is. Ebben az esetben értelmet nyer a 4 osztás is a menetórán, mert ahogy egy negyeddel tovább viszed a hossz-szánt, akkor pont 90 fokkal elfordítva, azaz negyed fordulattal odébb tudsz rázárni a lakatanyával. Így akár 2, akár 4 bekezdést is csinálhatsz.








































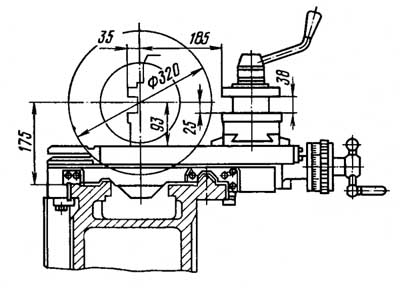













 összerakva így néz ki
összerakva így néz ki





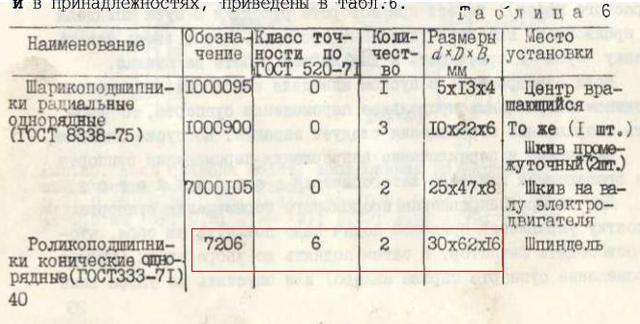

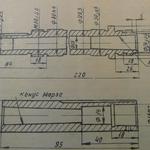

 ...imhol a kis aranyos, róla van szó...D...
...imhol a kis aranyos, róla van szó...D... ...de már büszkén "trónol" a neki tervezett tartón, a páleszfőző üst oldalán, merthogy cefrét fog kavargatni a lelkem...:):)...a tulaj végül is talált egy egész jó 230V 3-fázis frekiváltót, azzal fog menni...
...de már büszkén "trónol" a neki tervezett tartón, a páleszfőző üst oldalán, merthogy cefrét fog kavargatni a lelkem...:):)...a tulaj végül is talált egy egész jó 230V 3-fázis frekiváltót, azzal fog menni...









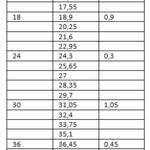
{kind=link}
{kind=link}
{kind=link}
{kind=link}