A fogasléc méreteit számolni is lehet, de az egyszerűbb megoldás a régi léc ép részének a lemérése. Készülhet a fogasléc marógépen,és gyalugépen is, marásnál a szerszám adott{a nagyobb fogszámú fogaskerékhez tartozó marót válaszd} gyalulásnál a kést be kell köszörülni.
Beírom erre a fórumra is hátha valaki ötletet merít belőle:
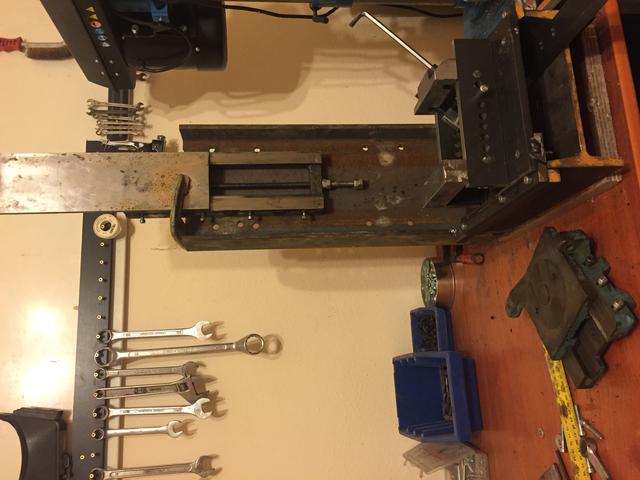
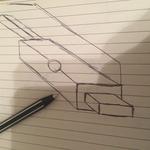
Néha sorozatban kell kis műanyag mütyüröket esztergálnom patronos befogással. Ilyen esetben nagyon hatékony ütközőre dolgozni. A gondom az volt hogy a szán előtt nem igazán fér el, szimpla ütköző sem, és pláne nem egy többszörös méretet tudó megoldás. Ezért készítettem az alábbi szerkezetet. A szánt levéve fúrtam egy M8 menetet amibe tőcsavar került. Arra tekerhető fel a az ütköző rúdja. A rúd végén egy revolver rendszerű dob van amit egy rugó által nyomott golyó rögzít hatvan fokonként. A csavarok egy gyári szerkezetből származnak. Az ütköző tömbje egy átalakított gyári ütköző. A szerkezet előnye hogy hátul forgácstól védett helyen van. Kevésbé merev ütközést ad mit a szán előtti kivitel, de így is 3..4 századon belül van a méret.
Készitenék egy fogaslécet egy M1 modulu z18-as fogaskerékhez!A kérdés,hogy a képen lévő adatok átvihetők e egy fogaslécre azaz passzolni fognak e a fogak vagy "darálás" lessz?
Szia! Még egy segéd tengely nem hiányzik róla a váltó kerekekkel? Így csak fa esztergáláshoz használható. Nem hinném hogy 2-3000 fordulaton kellene esztergálni.
Lehet meghaladja a képességeimet az üzembe helyezése... a kersztszánt be kell állítani, a szegnyereg rögzítő tengely el van törve, illetve ki kell szedni a főorsót, hogy egy 6PK915 gumi laposszíj menjen a bőr helyett, persze a utána be kell állítani, illetve ellenőrizni a siklócsapágyak kenését.
Összebaxni nem akarom, lehet eladó lesz. :(
Az eredeti villanymoci már nincs meg sajnos, mennyi lehet a reális ára villanymoci nélkül? Természetesen az összes kiegészítővel.
Lehet hülye vagyok, de annyira jópofa, egyben lévő gép, megérdemelné, ha valaki gyönyörűen felújítaná. Én süti vagyok, még a használathoz is. :)
Magam is filcet akartam, de meggyőztek hogy nem szerencsés, mert a filcbe ragadó szemcsék tartós koptató hatásnak teszik ki az ágyat. Így lett az az ágyazatra lapos szögben rásimuló bronz lemezke a szutyoklehúzó. ( Lásd a fotókat a cnctáron. )
Ha nagyon nem boldogulsz a munkahelyemen meg tudom nézni. Ott van pl. egy másik He-Ne lézer. Van egy nem használt, kissé gagyi kék lézer, azt esetleg kölcsöm tudom adni csövet állogatni, de a kék lézernyaláb átmérője legalább 1mm.
8-10 körüli köracéllal ki lehet ütni felülről is, de ahhoz ki kell venni a szorítót a gépből. Ezt elrontottam, a képen szereplő viszont jól működik. Köszönöm.
Ha beszorul, akkor megkoccintod kalapáccsal és kiugrik. Nekem egy Schaublin patron szorul így meg a kis marógép befogójában, majd megkoccintva kiugrott, majd - mint a vicces filmeken - másodpercekig pattogott a műhely tereptárgyai közt (tudnak a kurva svájciak rugóacélt készíteni!) és azóta nem lelem, pedig már a nagy gép is kiköltözött. Ennek úgy 3-4 éve, mire nyugdíjas leszek, meglesz.:-)))
Sajna ezzel tönkre tetted a szorítót. Ugyanis az úgy működik hogy előbb a patront az anyába pattintod be egy kicsit oldalra billentve, majd így használod. A excentrikus peremnek a lazításnál van szerepe mert az húzza ki a patront a kúpból, anélkül rossz esetben örökre beszorítottad a patront és a szerszámot a kúpba.
Igazából két másik dugót kell gyártanom, mert kb a kapilláris méretével fúrtam ki őket. Ezeket berakva a segéd lézert be tudom tengelyvonalba állítani. De ha berakom a csövet akkor menthetetlenül sok visszaverődés lesz a csőfalon amiből egy szép kerek fényfoltot maszkol ki a hátsó dugó. Magyarán nem csak akkor megy át a fény ha jól áll a cső. Így nem tudom beállítani.
Megpróbálhatok kisebb furatú dugót készíteni de az nagyon lecsökkenti a fényerőt a gagyi a pointer miatt. Keresnem kell egy másik pointert amivel lehetne egy intenzív kb 0.5 mm átmérőjű nyalábot készíteni. Plusz az egész beállítást át kell helyeznem a szobából mondjuk az eszterga ágyazatára hogy stabil legyen a rendszerem.
Aliról rendeltem ER25 és ER40 szorítókat. Mindkettő alsó részében fix excenteres kiképzés van a kúp előtt. A ER25-ből furatkéssel ezt megszüntettem, klasszul szorít. Ennek egyébként ilyennek kellene lennie? Köszönöm előre is.
Nem párhuzamos optikai és csőtengely azért is gond, mert a lézermódust maszkolja a cső fala ("ütközik" a fallal), ami nagy veszteség. Ha a csövet tartó foglalatot elmozdítottad, akkor elég nehéz újra jól beállítani. Ehhez használod a lézerpointert ? A lyukas betétek a tükrök helyén ezt nagyban segíthetik. Lézerrel átlőve mindkét lyukon és nézve a csillást a falon be lehet állítani, hogy a fallal ne találkozzon. Ez után nem venném el a csőbebeállító lézert nem a He-Ne lézert és a beállítót is jól lerögzíteném (már a kezdetektől). Majd ha a cső jól áll, beraknám a hátsó tükröt (mert az a nagy reflexiójú), azt is beállítanám, majd az elsőt. Ha ezután bekapcsolod a He-Ne lézert már csak picit kell állogatni az első (kicsatoló) tükröt.
Nagyjából igazad van. A végablakok helyzete nem változik a fényúthoz azaz a kapillárishoz képest hiszen fel vannak ragasztva a csőre. Másrészt plánparallel lemezek elvileg nem befolyásolják a fény útját ( Elhanyagolható mértékű párhuzamos tengely eltolódástól eltekintve. ) A fény így is úgy is polarizált lesz mert az ablak az egyik polarizációs síkban mindenképp lerontja a rezonátor jóságát, akkor is ha pár tizedfokkal elfordulva van az optimumhoz képest. A tükrök foglalatához képest a helyükre beillesztett kifúrt sablonnal igyekeztem a csövet tengelyvonalba hozni, bár ez elég keserves részben a cső ügyetlen befogása másrészt a kapilláris belső falának visszaverődései miatt. Még a legjobb metódus az volt hogy egy ledes lámpát tettem a maszk külső oldalára majd átnézve a csövön addig állítottam a csövet míg a csö túlsó végén középen láttam a maszk furatában a lámpa fényét. Ezt mindkét oldalra elvégezve tűrhető pontossággal tengelye állítható a cső. A tükrök pedig egy lézer pointerrel már könnyedén beállíthatók. ( Csak ehhez ki kell venni a csövet, ami a fránya befogás miatt már nem illeszthető elég pontosan vissza. )
Amikor legközelebb játszom a lézerrel készítek egy állítható csőtartó lemezt a mostani lemezke átalakításával. ( Csőhöz illeszkedő rádiusz, bővített csavar furatok, és inbusz csavar amit szétbontás nélkül meg lehet húzni )
Úgy értelmezed a tapasztalataidat ahogy jónak látod. Amit a Brewster-szögről írtam az tény. A cső elforgatásával bizonyára azért aludt ki a fény, mert a tökrök által meghatározott optikai tengely és a cső forgástengelye a beállításod mellett nem esett egybe. és így a végtükrük és a Brewtser ablak relatív szöge megváltozott. A lézer működését az elektronikán kívül még befolyásolja a tükrök visszaverő képessége (ha sokrétegű dielektrikum akkor valószínűleg nem romlott le) illetve a gáz szökése az üvegcsőből.
Nagyjából igazad van. A cső beállítás elsősorban a kapilláris teljes térfogatának kihasználása miatt fontos. Nem is értem miért nincs egy értelmes állítható rögzítése a csőnek.
A tükör elvileg igen nagy sugarú gömbtükör, pár méter távolságból is alig változtatja meg a pointer fényfoltját. Magának a beállításnak a módját írtam már korábban.
A lézercső egyik vagy mindkét végén van ferde üveglemez, ezek ún. Brewster ablakok. Az a feladatuk, hogy az egyik polarizációs irányú fény átengedjék, a másikat visszaverjék, így csak az egyik pol irányú fény erősödik. A külső rezonátor tükrök (ha jó értem kettő van) meghatározzák az optikai tengelyt. Ehhez képest olyan 33.7 fokban kell állnia a kilépő ablakoknak. Ha a külső rezonátor tükrök síktükrök, akkor nagyon nehéz őket pontosan párhuzamosra állítani. A lézerpointer jó ötlet, jó távoli ernyőn kell nézni a visszavert fényüket.
"Végül több óra munka után beindult a lézer. Igyekeztem optimalizálni, de minden nagyon érzékeny. A tükör állító csavarok két három fokos elfordításra már leállítják a lézert. De hasonlóan érzékeny a cső helyzetére is. Sajna a csövet a tükrökkel szemben csak nagyon körülményesen lehet állítani.
A beállítás tényleg nagyon kényes művelet.
A MOM ban a lézerszobában egy nagy, menetes furatokkal teli vastag kazánlemez asztal volt, amire egy jó nagy U vasat rögzítettek és ezen rögzítették állítható módon a lézercsövet.
( A beállításkor még az asztal körül sem szabadott járkálni.)
Ezen kívül a cső alatt, vagy mellett egy olyan mágnes "rudat", vagy inkább oszlopot is elhelyeztek, amit ajtómágnesekből ragasztottak össze.
A tükröt és az optikákat is általában kanada balzsammal ragasztották a MOM ban, mi viszont 825 / T, vagy 815 / Z beégetős műgyanta ragasztókat használtunk, pontos méretarányban a száloptikánál.
Sajnos én csak kíváncsiskodtam ott a lézereseknél, nekem akkor nem az volt a szakterületem, de remélem találsz majd hozzáértőbb embert.
Csak ötletelés: Igazából ez egy másoló maró. A mintát az osztótárcsára fogod fel, a munkadarabot a marómotorral szemben. A jobb oldali hajtómű forgatja mindkettőt. Az osztótárcsa előtt levő tengelyrögzítő tartja majd a letapogatót. Ezután kézzel vezetve másolhatod is a darabot. Valami ilyesmi készül csak motoros tárgyforgatással: https://www.youtube.com/watch?time_continue=1&v=dskTOlmPJ0o
Üzenem Csuhás olvtársnak:jöttek ilyen doksik, tavaszra utolérem magam, másolom, ės eljuttatom nekedMost megyeknyögdijjba.Lett mikrofilmolvasom, ha kell avval is tudok segiteni, ha valami azon van.
Nem sokra. Visszarajzoltam a kapcsolás áramfigyelő részét, majd merészebben megtekerve az áramérzékelő potit megszűnt a vibrálás. A cső árama kb 7..8mA. Határozottan melegszik a kapilláris, és korlátozó ellenállások is. Készítettem két kifúrt műanyag dugót ami a tükrök helyére illeszthetek. Ezzel egy lámpát használva tengelyvonalba állítható a cső. Majd pointerrel beállítottam a tükröket is. Végül több óra munka után beindult a lézer. Igyekeztem optimalizálni, de minden nagyon érzékeny. A tükör állító csavarok két három fokos elfordításra már leállítják a lézert. De hasonlóan érzékeny a cső helyzetére is. Sajna a csövet a tükrökkel szemben csak nagyon körülményesen lehet állítani. Már visszadobozolni készültem amikor tengely körül elfordítva a csövet ( hogy elférjen a puffertartály ) megállt és nem indult újra. Szóval vagy ki kell találnom valami hatékony metódust vagy megint rá kell szánni pár órát hogy újra működjön. Most félre raktam egy kis időre.
Köszönöm, de nem értem miért, a beérkezett üzeneteket hiába néztem nem találom az üzenetedet. Elvileg rendben volna minden és jól adtam meg a mail címemet.
Hozzá nem értésem miatt fordulok hozzátok, hozzáértőkhöz!
Édesapám hagyatékából származó Schlesinger, 220 Voltra alakított esztergagépet szeretném értékesíteni, ehhez szeretnék információkat, lehetőségeket, tippeket kérni! A pontos típust sem ismerem, nem hogy hol, mennyiért lehetne hirdetni! Minden információt köszönettel, szívesen veszek!
Olvass vissza (elég sokat), jó pár hónapja ki lett tárgyalva. Olyan a gép mint anno a DACIA autó, neked kell befejezni a gyártását, akkor barkács célokra jó lehet.
Sziasztok!Kérdezem Tőletek hogy tervezem egy Hyundai500C eszterga megvételét.Nem lesz nagy üzem,sem sorozat gyártás,kimondottan barkács célra,Rc modellezés segítésére tervezem.Tudja valaki hogy mekkora kés keresztmetszet megy bele?Milyen késekkel érdemes felszerelni alapból?Ha van segítő ötlet,jó tanács azt szívesen fogadom.Üdv
Vegyél nyers fogaskereket pl a powerbelltnél és esztergáld meg. ( Ha retesz van benne akkor előbb a retesz helyén fúrd át és azután esztergálj, mert így kevesebbet kell reszelned. )
Nevekre majd 30 év után alig emlékszem. De ha dumálnánk mondanék párat, leírni nem akarom. Én 91 január környékén jöttem el, bejárni alig jártam be, az egyetemen farigcsáltam a disszertációt.
Igen rémlik. Akkor a Kálmánt, Bandit, Csabát, Istvánt, Dórát is ismerhetted.
Az A épületen belül kisebb "átépítések" irodaátalakítások voltak.
Szegény K. Janinak az egyik WC ből alakítottak ki külön szobát és valamikori jó barátom Bandi és társai azzal ugratták, hogy amikor benyitottak hozzá elkezdték a sliccüket lehúzni.
Abban a feszült időszakban is képesek voltak ezek az emberek a humorukat megtartani.
Bocs, hogy offra sikeredett, de ezek nekem régi, fontos, szép emlékek.
"26 éve léptem ki, kb. egy évvel húzták tovább. A Fizika tanszéken az egyetemen volt MOM lézer, egyet összetörtem én is, akkor a prof szerzett csövet a MOM-ból, de annak meg 30 éve.
Az Atomfizika tanszéken kérdezd meg, hátha tudnak valamit, azok nagy lézeresek. A BME-ről beszélek.
Amúgy a Globios Kft. csak a leválasztott Kutatás-Fejlesztési Osztály volt, nagyjából 20-30 ember, most a MOM park nevű szatócsbolt van az épület helyén, tehát doksik esélytelenek onnan."
Dolgoztál a Globiosban is?
Én is 92 ben hagytam el a süllyedő "zászlós"hajót, ahová 81 ben léptem be, amikor egy szakmai versenyen az = ML = t képviseltem.
3 fejlesztési területből választottam a KOKL - t. (Központi Optikai Kutató Laboratóriumot ), azon belül a száloptika fejlesztő-gyártó részleget.
Az akkori lézeresekkel is jó kapcsolatban voltam, sajnos az a két jó kolléga, aki közvetlenül a csöveket, és az elektronikát fejlesztette, gyártotta már régóta nincs az élők sorában.-:((
Ha valakik, Ők tudtak volna igazán most segíteni.
( A "szatócsbolt" tetszik, én megfogadtam rég, hogy a lábamat oda soha nem fogom betenni. Sokkal inkább a költekezést, mint a jövedelemszerzést szolgálja az a műintézmény! )
Hát ebben sajnos nem tudok segíteni, mert ehhez én sem értek komolyabban.
Én már akkor ezt a megosztót használtam, amikor még ingyenes volt (most is az, csak telefonról kell feltölteni képet), eddig működött, de nem tudom mi galibája lehet
Na, nekem meg hézag nincs, de az illesztőszegek helyén is pont látszik a lemezvastagság. Már ha eredeti a fogasléce, mert sorozatszámot nem láttam rajta, ahogyan az alapszánon sem.
A fogasléc tetején nincs hézagolás, csak hézag van ha jól emlékszem. A pozicionálást illesztőszegek biztosítják. Neked benne vannak a lécben? Ha nincsenek akkor a furatok eltolódásából adódó lépcső mutatja mennyit változott a léc helyzete a gyári állapothoz képest.
Ha lesz időm, úgy tervezem kiglettelem, lefestem, csak saját megelégedésemre.
Végül is mostanra tudtam megnézni olyan dolgokat is, amit érthetően az eladónál nem tudsz megnézni, belül. Hát.., kb olyan állapotú, amit mondtatok is, hogy ennyiért lehet várni. Van rajta kopás, viszont ez legalább becsületesen karban volt tartva, gyorsan kopó alkatrészei alig használtak, nincsenek szétdzsalva a fogaskerekei végérvényesen, vonóorsóban nem kopott millimétereket a reteszhorony, satöbbi.
Ennek is meg volt a betegsége, hogy ki lehetett húzni a Norton tengelyét, de visszatettem bele a csavart mielőtt szétesett, így már tökéletes lett.
Ami nekem furcsaság, egyrészt, hogy az albumban is látható olajcsőrendszer van a szánszkrényben, amit nem tudok hogy gyári-e, illetve hogy ki van bejlagolva a fogasléce, de olyan mesterien, hogy ma is csak véletlenül vettem észre, nem egy hiltiszalag.
Bár nem méregettem, de nekem az a 1.5mm-es lemez brutálsoknak tűnik a fogasléc alatt. Az ágyon annyi kopás van, mint amit láttatok is anno a képen, meg az alapszánon is, egy olyan 0.1-0.2mm maximum. Ez látszik abból, hogy az első prizmára úgy fekszik fel az alapszán, hogy "üresen" hagy egy kis vállat felül, illetve a szánon meg alul van ez. Megnéztem a Te e2n-es képeid, és az alapszán prizma aláköszörülése sem látszik számottevően kisebbnek, mint a Te képeiden, tehát anyag sok nem hiányozhat a szánból.
Most vagy találomra tették alá ezt a vastagságot, mert ez volt készletben, vagy köszörülve volt az ágy, és amiatt került az egész szekrény lejjebb, és ugye az nem vállas kopásként látszik, vagy pedig kisebb fogszámú kerék került a szánszekrényre.
Igyekeztem összenézni az orsókat még az eladónál is, hogy szépen forogjanak a szekrényben, ne hajoljanak, ne legyen megkopva, ne azon fusson a szán, és ott jó volt, szóval ez a bejlagoglás az elmúlt 40 év rejtélye marad. Esetleg abból következtethetek rá, hogy köszörülték, hogy nincs sehol hántolásnyom az ágyon, se a szegnyereg pályán, pedig ez nem kemény ágyas. Persze le is kophatott a forgácstól, használattól ennyi idő alatt.
Egyébként müködni fog, szóval minden oké. Hát ha gyári állapotút várhattam volna el, akkor ez nem az, de úgy sejtem hogy pont a karbantartás miatt teljesen használható lesz.
Jelentem sikerült kihozni az alagsorból a bennszülött E2N-t :D
Hát egy napos munka volt a gépet egy hűtőgépekre méretezett felvonón, szétszedve és élére állítva, de így legalább rögtön látom, mit lenne érdemes kicserélni benne.
Ígértem képet a maró-recézett felületről. Nem tudom, hogy mennyire rontja le a képet a fórummotor vagy mennyire lehet belenagyítani ezért kivágtam egy részt és ezt külön beillesztem. Ezt a felületet a gépkezelőn kívül senki más többet nem látja, tehát nem volt szempont a szépsége inkább csak a nagyobb vágósebesség és a kisebb terhelés - aluöntvénybe lesz öntve és a recézett felület is csak a megkapaszkodását szolgálja. A felületen így képen látszik, hogy a két görgő nem azonos mélységben forgácsol, szemre nem is vettem észre :) A 15°-os görgőkkel nem csak 45°-os mintát lehet készíteni, sikerült úgy először 30°-osat, hogy a dokumentáció hiánya miatt fordítva raktam be a görgőket :) Gyakorlatilag erre semmilyen doksit nem találtam, a szerszámon sincs semmilyen jelölés. A görgőtartó forgatásával a minták párhuzamosságát lehet beállítani a főorsó tengelyéhez képest, a görgők által készített minta egymáshoz képest mindíg 90°-os lesz.
Igen, ezt a képet onnan másoltam, de más más helyeken is megtalálható.
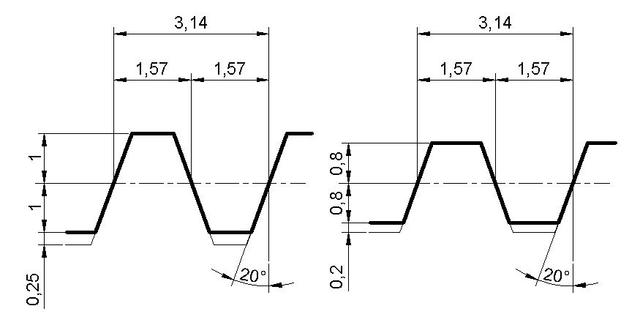
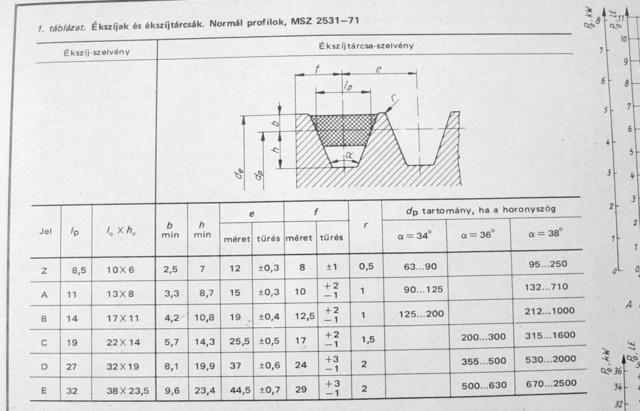
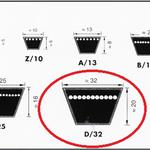
Az alap profilméreteken túl kezeli azt a tényt, hogy minél kisebb a tárcsaátmérő, annál inkább torzul a szíjon a névleges ékszög és változnak a szélességi méretek.
Nem a hiányolt alsó szélességi méret a fontos, hanem az, hogy a teljes oldalfelületén tapadjon a szíj.
Viszont itt nagyon OFF ez a téma, amiért elnézést is kérek. Szóval ha lesz valami érdeles azt a hobbycnc fórum lézer topikjába fogom beírni. Köszi az ötleteket!
További fejlemény: Elkezdtem visszarajzolni a kritikus részét a kapcsolásnak. Ebből kiderült hogy melyik az áram poti. Ez határozottabban megtekerve megszűnt gerjedés ( Egyébként a kondit is kicseréltem nem volt kapacszegény és az esr is jó volt ) Viszont most elég forró a kapilláris. mondjuk nem néztem milyen volt előtte.... Mos volna jó tudni mekkora árammal járnak ezek a csövek.
"Sajna a tápszűrő elkók jók, alig van brumm a tápon. Ezen kívül csak egy elko van ami az áram visszacsatolás jelét szűri. azzal párhuzamosan rakva egy másikat semmit nem változik a helyzet. Egyébként itt lehet a kutya elásva mert amikor vibrál akkor az egész inverter átmegy kapcsolgatós üzembe."
Csak a csere segít.Ha jó értéket is mérsz az impulzusokkal nem boldogul, nagyobb frekinél (kapcsitáp) nem látja el a feladatát...
Sajna a tápszűrő elkók jók, alig van brumm a tápon. Ezen kívül csak egy elko van ami az áram visszacsatolás jelét szűri. azzal párhuzamosan rakva egy másikat semmit nem változik a helyzet. Egyébként itt lehet a kutya elásva mert amikor vibrál akkor az egész inverter átmegy kapcsolgatós üzembe.
Magam a horony mélységére adnék meg egy 25..35 közötti értéket. ha elfér a tárcsában akkor inkább mélyebbet. ( A szélesség kiadódik ) Nem kritikus méret, csak az a fontos hogy a kicsit kopott szíj se üljön fel a horony aljára.
D/32 klasszikus 32mm-es ékszíjhoz szeretnék esztergáltatni ékszíjtárcsát.
Milyen méretet adjak meg az alsó szélességhez? Mert az ékszíj gyártó nem ad meg ezeknél a típusoknál (alsó szélesség) adatokat. Vagy majd ezt az esztárgályos tudni fogja?
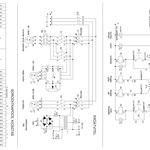
Nálam a lézer, tegnap már pár pillanatra be is indult. A tápja hidegen jó, de üzemi hőmérsékleten gerjed, cicereg. Nyilván visszarajzolom. Csak gondoltam ha valakinek ott a polcán egy gépkönyv akkor kattintani egy fotót és elküldeni emailben az sokkal egyszerűbb volna. Igazából ez egy fellelt állapotú lézer, és csak számomra érdekes játék működésre bírni.
Próbálok segíteni, ezért kérdezek: a cucc nálad van, csak nem műkszik?
Ha nálad van, nem lehet arról visszafejteni a rajzot? Én fejtettem már vissza négyrétegű panelt, amin kétoldalon SMD-zett ültetés volt. 15x30 centis méretűt. Nem hinném, hogy a MOM cucc kétrétegnél erősebb lenne, sőt, az smd-t is kétlem.
Gyanítom, hogy hamarabb lesz rajz így, mint valahonnan
26 éve léptem ki, kb. egy évvel húzták tovább. A Fizika tanszéken az egyetemen volt MOM lézer, egyet összetörtem én is, akkor a prof szerzett csövet a MOM-ból, de annak meg 30 éve.
Az Atomfizika tanszéken kérdezd meg, hátha tudnak valamit, azok nagy lézeresek. A BME-ről beszélek.
Amúgy a Globios Kft. csak a leválasztott Kutatás-Fejlesztési Osztály volt, nagyjából 20-30 ember, most a MOM park nevű szatócsbolt van az épület helyén, tehát doksik esélytelenek onnan.
Ami még esetleg... valahol létezik még egy MOM szerviz Kft, ők a termikus műszereket vitték még tovább (talán mást is), de róluk is úgy 15 éve olvastam, 20-25 éves technikákkal próbálkoztak akkor. Ha valami még lehetséges, akkor náluk.
Talán valakinek van valami kapcsolata az egyik MOM utód kft-hez a globioshoz? Igazából kapcsolási rajzot keresek egy HeNe lézerhez. A típusa Globios He-Ne 761 A Tudna valaki segíteni?
Szoktál írni cikkeket? Otthonosan mozogsz a forgácsolásban és a forgácsoló szerszámok világában? Szeretnél mellékállásban ezzel foglalkozni?
Akkor Téged keresünk!
Cégünk és webshopunk marketing folyamatának támogatására keresünk érdekesen, akár komoly témákról is megkapóan, viccesen is írni tudó szakmailag tapsztalt szakírót blogunk folyamatos feltöltésére.
Szeretnél jelentkezni?
Az iroda@bravotools.hu e-mail címre küldött min. 100, max. 300 szavas bemutató szöveggel teheted meg, melyet a forgácsolással, forgácsoló szerszámokkal, esetlegesen a mérőműszerekkel kapcsolatos témáról várjuk! Ha vannak referenciáid, azt is küldd meg kérlek, hogy jobban elmélyülhessünk a kiválasztás során a stílusodban.
Gépkereskedőknél, vagy aprón bontásból lehet kapni, én külön nem tudok. De azért arra készülj fel, hogy mire mindent megcsinálsz, még költesz rá annyit, mint amennyiért a gépet vetted, vagy többet.
Atomjaira szedni, megnézni mi rozsdás, mi nem, azokat kicserélni, összerakni, megvenni a késszánt, késtartót, tokmányt, szegnyereg hüvelyt készíttetni, ágyat valahogy rozsdátlanítani. Szóval hetekben mérhető munka teljes munkaidőt feltételezve.
Én a helyedben először rendesen szétszedném, sorra venném mi kell hozzá, aztán érdeklődnék mennyibe kerülnek ezek, aztán döntés. Én vettem számomra ismeretlen gyártmányú késszánt késtartóval régebben, 40eFt volt, szóval nagyjából erre az árszintre kalkulálj.
Láttam ,hogy egy olyan képet osztottál egy esztergáról ami hasonlít az én esztergám. Meg akarom tudni a tipusát mert alkatrészt szeretnék hozzá venni de tipus nélkül nem tudok semmit tenni.
Most nem rég vásároltam egy esztergát és nem tudom semmit róla csak hogy Ean eszterga és a burkolaton pont ugyan ilyen tábla van az oldalán és meg szeretném kérni , hogy tudna e nekem segíteni ?
Akkor csak az első lesz. CNMG09T304 való bele, ami nem gyakori méret. Persze terjesztőtől tudsz rendelni lapkát, csak apróban vagy kínából nehezebb, ha olcsót akarsz
Ja, mondjuk azt még nem számoltam bele, hogy ez furatkés-e, mert abban mindegyik fajta döntve van. Szerintem ha dobnál fel egy képet, én is, Te is meg más is okosabb lenne :)
Sikerült szert tennem egy TSK60 szupport köszörűre dobozostól mindenestől,és jó lenne hozzá valami könyv. Egy korábbi bejegyzésben pityesz001 nevű fórumtársunk azt írta neki van ilyen. (Precíziós Szánköszörűk néven) Ha bárkinek meglenne azt nagyon megköszönném ha megkaphatnám. Köszi
Igen csak az 50 es kell, mert jott egy 50-75 mikro es nincs hozza. De egy 50 es mikroval is be lehetne kalibralni egy hasabot. Ha van 1000ft ert akkor nem erdemes kinlodni...
Filmezd gondosan a folyamatot legalább 2 kameraállásból, ha szerencséd van, a youtube nézettségből visszajön annyi pénz, hogy a MÉH telepre a fuvart fedezze...
Rendkívül durva megoldásnak tartom, ami alkalmas a gép gazdasági totálkárossá tételére. A gépkönyvekben nem véletlenül szerepel minden esetben emelési vázlat.
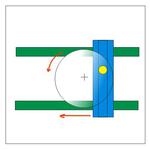
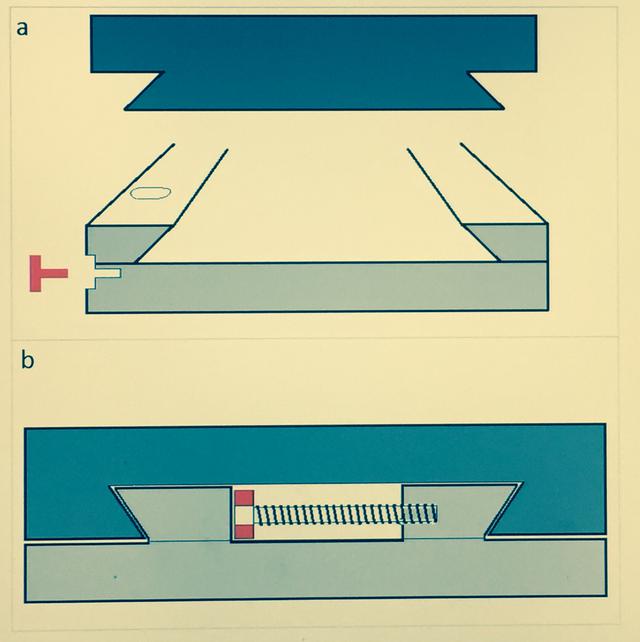
Az egyenesvonalú mozgást egy forgattyús hajtóműhöz hasonlítható megoldás biztosítja. A kék alkatrész (nevezzük léptető villának) két rudazaton (zöld) mozog. A hátán van egy horony, amelybe az áttetsző fogaskerékbe rögzített sárga stift illeszkedik. Két ilyen együttes (különböző lökethosszal) van a váltó fedelére rögzítve és emlékeim szerint a két fogaskereket forgatjuk meg egy harmadikkal, amely a fokozatváltó kerékhez kapcsolódik. Lehet, hogy nem teljesen pontos a leírásom, de már rég volt, amikor a váltómat felújítottam.
Sziasztok! Nem tudnátok megszánni egy garnitúra EMCO 160/3 normál pofával? Csak külső pofám van hozzá, de annyira pontos jó kis tokmány hogy sajnálom lecserélni. Van 2 garnitúra normál pofám, de nem jó hozzá. Valószínű Lengyel tokmányhoz való. Adnám érte ha kell valakinek. Ha nem kell pénzért is megvenném. Vékonyabb anyagoknál nem stabil. Nem lehet vele szépen dolgozni.
Én megnéztem a pluszba kapott "sebességváltót", ami mondjuk inkább sebességváltó-maradvány csak, majd holnap tudok róla képet csinálni, bár erősen hiányos.
Rajzról is tök egyszerű. Van két elcsúszó fogaskeréktömb a behajtó és a kimenő tengelyen, köztük egy fix helyzetű fogaskerékcsoporttal. Ezeket két rúdon elcsúszó villa tologatja. A villa pedig két bütyök által van mozgatva amik egy egy a kézi tekerőhöz kapcsolt fogaskerék párral csatlakoznak A két áttétel eltérő így amíg az egyik oldal végiglépi a három pozíciót fél fordulat alatt addig a másik a fordulat egyik felében az egyik keréknél van kapcsolódva míg a másik felénél a másiknál, így ki is jön a hat sebesség 2*3
Van hozzá még egy elvileg szinte teljes váltóm darabokban, amiből megnézném melyik fogaskereket éri meg esetleg kicserélni.
Ezen kívül egyszer találkoztam vele, hogy nem vette be a sebességet. Nem korholt, nem recsegtek a kereke, simán mintha üresben lett volna, és szerintem valami le lehet benne lazulva, vagy retesz elnyírva, mert tegnap is próbálgattam az eladónál, és egyszer sem sikerült újra előidézni a hibát esztergálás közben.
Na meg érdekel a váltó engem is, mert rajzról baromi összetettnek néz ki, valójában meg szerintem biztos tök logikus és egyszerű szerkezet.
Nem tudom. Nem szedtem még szét az ágyazatot így nem tudom hogy érhetők el a csavarok. A váltót se nyitottam még ki, de feltételezem hogy nem esik szét semmi. Egyébként miért akarod kibontani? Ha nem zörög, és viszonylag tiszta volt benne az olaj akkor nem érdemes bolygatni. ( Ha kinyitod akkor fotózd körbe mert érdekelne engem is )
Már én is nézegettem, ötletes kis szerkezetnek néz ki, illetve kaptam egy pótvillát is hozzá, de elsőre inkább a leszerelése edekelne most. Vannak a tengelyeken ilyen hengeres, recézett kézi csavarok, de hiába tekertem, mintha nem nagyon akarnának lejönni.
Cserekerékről írok mert ötletes megoldás. Szóval a norton tengelyével megegyező tengelyen van egy elforduló kar amire a cserekerekek szerelendők. A trükk ott van hogy ha felfogsz a villára egy kereket amit szépen illesztesz a norton kerekéhez és rögzíted akkor ezt a karral együtt nyugodtan elforgathatod az illeszkedés nem fog változni. Tehát első lépésben a villa hornyába rögzíted a kereket a nortonhoz illesztve, majd a villát elfordítod a kerékkel együtt hogy a kerék illeszkedjen lehajtó kerékhez is. Az illesztést érzésre, vagy ha bizonytalan vagy akkor egy hézagoló papírcsíkot a fogak közé görgetve és azokat összenyomva tudod beállítani.
Igen onnan van, innen Debrecenből, nem amit pár napja linkeltek ide is.
Most nem tudok de ha ráér pár hetet, majd küldök. Amúgy nemjó a megadott e-mail címed.
Egyébként a gép szerintem jó, a főorsó nem lötyög, az ágy olyan amilyenről a képet is tettem fel. A cserekerekek csörögnek, de nem tudtam hogy kell meghúzni picit őket. Majd jövőhét végén hozom el. Vannak apróságai, amit észrevettem, amit majd inkább alapos teszt után kérdezek csak itt meg, ha egyáltalán hiba(baromira aggódós vagyok, aludni akarok még a héten).
Na megvettem végül az E2N-t, átnéztem újra, hogy mi milyen állapotban van, aztán igy döntöttem.
Elhoztam minden tartozékát, bábot, patronkészletet, késtartó betéteket, meg kaptam hozzá kihúzós menetelő késtartót, rengeteg kúposfúrót, fúrótokmányt, homlokmenesztőt, fél kiló vidia lapkát, meg vagy 50 rapidot, recézőt, illetve két érdekes, valami rezgéscsillapított féle rapid befogót is, meg egyéb apróságokat.
Az lenne a kérdésem, hogy a képen látható alkatrész, az vajon e2n tartozék, vagy valami maróé lehet? Mert akkor visszavinném az eladónak.
Látom még gyermekcipőben jársz a fórumon .... Ha lehet magánszemély nevét ne írd ki ilyen esetben ,Neked sem esne jól , ha hasonlót olvasnál magadról !
Szerintem ezzel a "nem kötelező" szöveggel te rúgtad be az ajtót. Kor ide vagy oda, a tiszteletet az kap aki ad is. ............ - de ez sem kötelező :)
Mielőtt le taknyos kölyköznél 79 ben kezdtem a melót, ha már ennyire fontosak az évek.
Én nem akartalak meg bántani csak nem tudtam,hogy a fórumra nem lehet elküldeni.Szebben írhattad volna a választ mivel elég idős ember vagyok és 1980-tol dolgozom a szakmába de még ilyent nem kaptam az SZ betűs szó rád is illene. Kösz a szép választ.
Kútfúró gépben szivattyúkban kutas szerszámokban tudok segíteni most is mert a múlt eszközeit túlléptük, fém megmunkálásban fejlesztési fázisban vagyok, én is veszek, vennék időnként ezt-azt. De ki tudja mit hoz a jövő :)
Igazából nem a meló vállalás a cél hanem hogy ne szoruljak másra, no meg a barkácsolós hobbi. De ha nagyon bele jövök nem kizárt 1-2 év múlva. Térjünk rá vissza akkor :)
Legyen a somet két és félszer jobb. Akkor az eladónak kedvező ár mondjuk 7500Ft. Különösen hogy ennyiért már mitutoyo is akad a vaterán ami azért mégse somet :- ))
Ami én tudok hogy nálunk Fehérváron már csak 1 kicsi telep értékesít lakosságnak, a nagy volt Méh már nem de egykor még igen. Várpalota pár éve még igen, aztán jött hogy csak láthatósági mellényben mehetsz be amit adtak is, aztán most sehogy, csak eladni tudsz.
Semmi nincs hozzá. Én úgy csináltam, hogy a csap rögzítését oldottam majd a szálanyaghoz érintőre húztam a görgőt. Ezután húztam meg a görgőtartó csap rögzítését - mindkét görgőnél ezt megcsináltam. Kíváncsi vagyok én is, hogy ilyen "buta" beállítással kijön-e a 45°-os keresztirányú minta. Ha nem akkor gondolom a görgőtartó homloksíkjának a távolságát kell változtatni, majd ugyanígy hozzáállítani a görgőket az anyaghoz de ez már szériánál kivitelezhető csak, mert próbálkozni kell hozzá. Pláne, hogy akkor átmérőnként más a távolság/görgők szöge.
Van olyan görgőtartó ami mindenhogy tárcsával állítható, de az tízszeres áron volt.
Csak az a probléma, hogy a legtöbb MÉH-telep nem kereskedelmi Kft. hanem valami más szövetkezet, azért nem adhat ki árut hivatalosan, már 5-6 éve talán. Pont a lopások, meg szinesfém-kereskedelem miatt.
Persze ha odaviszel egy tonna vashulladékot, ledobod, meg felszedsz helyette néhány dolgot biztos nem szólnak, főleg kis anyagoknál. Majd azt mondod hogy azt inkább mégse adom le.
Nekem is lenne egy kérdésem,kinek miből van a szegnyereghüvelye? (tegát ami mozog,amibe morze kúp van),ha oda érek akkor ezt is megcsináltatom cnc-n de jó lenne tudni hogy miböl jobb,én 42crmo4 vagy valami hasonló anyagra gondoltam,egész jó csúszópárt alkotna a szegnyereg feiss furatával de van aki azt mondja hogy gyárilag öntvényből van.Nem tudom de az Ean om on elég kajak anyagból volt.Talán ha megfelelne öntvényből akkor az mellett két pozitiv dolog szólna,az egyik a grafit,tehát a kenés a másik pedig ha netalán megfordulna a kúpban valami akkor azt tuti lehetne könnyedén javitani kúpos dörzsárral.
Hát nem egyszerű ilyen tüskét beszerezni,venni esetlegszerszám/ gépkereskedőktől talán,dw nem olcsó,néztem külföldi oldalakon is hát még ott is húzós az ára,én morze 5 öst kerestem,végül ott kötöttem ki hogy csinálltatok egyet cnc esztergán,de közbe öcsém (gépésznek tanul) hozott egyet a suliból,hát az sem gyári de az a lényeg hogy ha beteszed a főorsóba akkor se elől se hátul semmit ne üssön,nekem hál istennek full nullás,és ugye egyforma legyen az átmérő.
Egyépként megoldható ez nélkül is a főorsóház beállitása,egy anyagot a tokmányba fogva elől és hátul kb 30mm hosszon egyforma átmérőrw esztergálsz és ahhoz órázol.
Egy pár kép róla amin a típusa látszik. Ez volt a legolcsóbb amit találtam (190,6EUR + 18,67EUR/görgő nettó), 20-as késszárral, D20x5 görgőhöz. A görgők a csapon 30°-kal vannak megdöntve, így a 15°-os görgővel 45°-os, a 30°-ossal 60°-os mintát lehet készíteni.
Még nem tudtam kipróbálni, valószínűleg hétfőn kerül rá sor.
A gyári ajánlása is megvan táblázatban vágósebességre illetve előtolásra.
Köszi ! Ennyi idő után inkább a szivattyú lett teljesítmény szegényebb szerintem. de nyisd a csapot aztán ha bekoszosodna a víz akkor ott a vége ahol még tiszta. Annyit tud a réteg ami adja a vizet. Persze az sem kizárt hogy a vízszint az eredeti állapothoz képest már alacsonyabban van és ez miatt csökkent a szivattyú szállított mennyisége.
Kicsit megnövekedett a helyigényünk azóta, bővebbet itt találsz :
Útmérő az kb 50..60 eFt. Ahogy írták, a legfontosabb hogy legyenek meg a bábok, cserekerekek. Jó ha van patron, síktárcsa, esetleg tokmányok.
A kút remekül működik, hozzá se kellett még nyúlni, Bár gondolkodom hogy kiemelem a szivattyút egy átnézésre, meg egy hangyányit nyitni a csapon, mert idővel csökkent egy kicsit a vízhozam. ( Talán koszolódtak egy kicsit a csövek )
Azt rohadtul nem szokás leszedni róla, s azt írja, hogy "a képen látható állapotban", azaz géplámpával, útmérővel, stb.
Szerintem próbálj meg letölteni valahonnan adatokat róla (pl. gépkönyvet, 99,99%, hogy nincs meg hozzá), hogy patron, cserekerék, stb. mi kéne, hogy legyen hozzá.
Hát az az útmérő vagy van vagy nincs mert nem említi a tartozékok közt. Amúgy kb mibe fáj 1 ilyen útmérő ha utólag akarjuk, ha esetleg alku tárgya lenne ?
A kinaiak vérprofit is gyártanak mindenből , az sajna nem a: occo, pont jó kategoria.A 200 alatti kategoria az otthoni barkácsgép kategoria.Viszont ha hazai boltban veszed , legalább garancia van rá.Tanulni, első gépnek alkalmas lehet, de sokan hamar tullépnek rajta, és vesznek komolyabbat.
Akkor ha jól gondolom te a legősibb recézővel dolgozol,amit bizony nyomni kell a keresztszánnal,esetleg készits egy ilyet,pár óra alatt megvan és a géped orsója is megkönnyebbül,plussz hosszabb vékonyabb anyagokat is meg lehet vele recézni támasztás nélkül.
Esetleg maga a szerszámról tehetnél fel egy képet,meg ha kezedbe akad az a recézett darab is.
Sajnos nem tudok mutatni, mert a szerszámmal együtt megvásárolt egy pár görgő kopott volt és az osztásuk is 1,2 mm -es, ezért csak egyszer próbáltam ki. Azt a munkadarabot még elő tudnám keresni, de az eredmény a fenti okok miatt nem nyűgözött le.
Recézéshez 0,6 - 0,8 mm-es görgőket szoktam használni. Tapasztalatom szerint a nyomó görgővel is szép felületet kapunk. Én a forgácsoló eljárást az E2N megkímélése céljából preferálom. Gyakran recézek 12 mm -es átmérőjű C45 -ös anyagot és az eléggé igénybe veszi a keresztszán orsóját, anyáját.
Eddig nem találtam emberi áron a megfelelő méretű (21,5 mm átm.) és osztású görgőket, így a jól bevált, régi technikát alkalmaztam. A jövőben kiderül, hogy a szerszám képes -e dolgozni a 15 mm -es görgőkkel, vagy sem. Lehet, hogy az eltérő méret miatt nem csak a megmunkálható munkadarab átmérő tartománya változik, hanem a forgácsolási szögek is módosulnak. Akkor viszont nem marad más, mint egy új befogó készítése.
A Vaterán hirdetett görgőkből magam is rendeltem, annak ellenére, hogy a készülékembe az egyel nagyobb méretű kellene. Ennek ellenére nem sokat haboztam, mert az ára nagyon kedvező volt. Tegnap meg is érkezett.
Lehet, hogy lesz még egy álmatlan éjszakád, a jófogáson hirdetnek E2N esztergát, E3N lakatszekrényes, vélhetően kemény ágyas, hagyatékból az örökösök adják el,és talán még szétszedni sem kellene, az ára is olcsóbb.
Azt szeretném még megtudni, ha a Tisztelt fórumtagok esetleg szedtek szét E2N-t behatóbban, hogy meg tudnátok-e mondani, hogy a gépágyat az öntvény gépalapra rögzítő csavarok a tokmány felőli oldalon hol vannak? A szegnyereg felől a 3db tiszta sor.
Az első két darabot megtaláltam, hogy a Norton levétele után tűnik elő, de szerintem lesz még ott 1-2, csak nem tudom hogy az orsóházból lehet elérni, vagy az alatt lesz esetleg, vagy mire számítsak.
Hétfőn fogunk menni az adásvételit megcsinálni, valami olyan konstrukció mellett, hogy Dec 31.-ig szállítjuk el legkésőbb, amit aláírással igazolunk, addig az Eladó tartozik felelősséggel érte. Jövőhéten elkezdjük bontani, hogy kiderüljön mekkora teherbírásra kell tervezni, el is hozzuk a mozgatható részeit, a két nehezét meg amikorra kitaláltuk hogy, de legkésőbb December elején, mert addig nekem is sok dolgom van :D
Igen az enyém,áá még van rajta bőven mit kaparászni,talán az egésznek a 20%-nál tartok.
A Reident ne kótyavetyéld el!próbáld meg minnél magasabb áron eladni (kár volna abból lécet csinállni :) )
Hát figyelj,ha jól emlékszem azt irtad hogy egy tized kopás van az ágyon,én azt mondom hogy az egész korrekt,én lehwt ahhoz hozzá se nyúlnék (dehogynem :) )
Mutattam a képet, látszik mennyit kopott. Én is úgy voltam vele, hogy ha egy dolog, az ágya legyen hibátlan... Aztán megnéztem ezt, mutattam Nektek is, illetve kaptam félprofi felújítótól is fotót, hogy miket mondanak jónak, aztán úgy döntöttem ez nekem jó lesz. Igaz, a felhozás végiggondolását elhamarkodtam, de ha sikerül két részre szedni, azt a 300-300 kilót már megoldjuk, ha más nem elektromos emelővel.
Ha egyszer kerül a kezem ügyébe tusírléc, megcsinálom én ezt.
Ja, vagy ha csak vasba menne el a Reiden, azon van még érintetlen, elvileg köszörült rész, kivágom belőle plazmával és lesz lécem :D
Én is tisztában vagyok vele, hogy ez így nem egy könnyű eset, de mostmár ez van, majd a következő gépnél már sokkal körültekintőbben járok el. A szállítás, lerakás nekem sem gond, csak abból a helységből kell ésszel felhozni. Legrosszabb esetben kérnem/vennem/kölcsönöznöm kell egy morse beállító tüskét.
Csak hogy irigykedj: Amikor lecseréltem az emut a mostani gépemre akkor ingyen elhozták a gépet (10km) daruval beemelték az udvarra, majd felrakták az emut és elvitték a falu másik felébe a vevőmhöz. Nekem csak a járdán kellett az e2n-t begurítgatnom a műhelybe.
Hát a szekrény az sajnos muszáj lesz szerintem, mert úgy fér be a felvonóba, de megoldjuk. Kétszer tervezünk, egyszer cselekszünk.
Most már nem gondolkodok rajta, mert fogy az optimizmusom, hogy milyen jó kis gépem lesz :D El lesz hozva és kész. Köszi a tanácsokat egyébként az állapotfelmérésben!
A szán, a szegnyereg, a váltó, motor rendben van. Talán még a nortont is le lehet venni bár inkább a vezér és vonó stb orsó levétele a hasznos mert azok könnyen görbülhetnek szállításkor. Ezek gond nélkül visszaépíthetők. De az ágyazatot, nem szedném le e szekrényről , és nem venném le a orsóházat az ágyazatról. Inkább centizgetnék hogy így kiférjen. Ugyanis ezek megbontása már alapos mérést és állítgatást igényel visszarakáskor.
De a jelek szerint vittetek már nagy vasat, így meg fogjátok ezt is oldani.
Erről az jutott eszembe mikor vettük le kontíneres autóval az e400 at,ismerős azt mondja mikor hintázott a köteleken, "kicsit lejebb engedjük hogy ha le esik akkor ne essen olyan magasról?" (Kb akkor volt 1 méter a lábaitól a földig) mondom persze,gyorsan engeds le vagy 30cm re,szerintem az sem tett volna jót a gépnek ha csak onnan esik le,ha méterről abba bele se merek gondolni.
Én is úgy gondoltam ki, hogy leveszem a szánt, szegnyerget, tokmányt, utána a Nortonszekrényt, ami elvileg egyben lejön, és valóban alatta kell lennie a csavaroknak. Kiszedem a motort, sebváltót is, mert azokat amúgy is át akarom nézni. Így külön megy majd fel a géptalp, meg az ágy az orsószekrénnyel.
Valóban egyszerűbb lenne, ha targoncával felpakolnánk a kisteherautónkra, és vinnénk, de három vasas van a családban, úgy gondolom ha valamit fel lehet emelni, azt mi fel fogjuk.
Legutóbb egy 7 tonnás géfi élhajlítót tologattunk helyre egy targoncával köracélokon meg hévérrel, ez a 700kg nem lehet akadály, max hegesztünk hozzá emelőkészüléket.
Cserébe rengeteg tartozék van hozzá, és bár használt a gép, nincs szétverve.
Nem egyenes sajnos, ellenben van egy kis felvonó a földszintre. Szóval le kellesz szedni az alapról a szánt meg az orsóházat egyben, és talán azt már fel tudjuk hozni. Megalkudtam rá az eladóval. Valóban nem volt már új állapotú, de még utóljára megnéztem a szánokat, és azt mondtam hogy jó. A központfúró sem mutatott középpont alá, szóval "jó"-nak könyveltem el. Kaptam hozzá egy szekrénnyi forrasztott meg rapid kést, egy szinte új TOS tokmányt, meg ugye a sebességváltót. Igaz, hogy az darabokban van, de elvileg mindene meg kéne hogy legyen.
A Debreceni Tanért tanszergyártó tanműhelyében volt tanulógép, mint kiderült.
Ha egyenes a lépcső, akkor azon simán fel lehet húzni, legfeljebb a kiálló karokat és kallantyúkat le kell venni. Én a tavasszal egy nyolcvan centi széles helyről hoztam ki egy EAN-t. Épp kifért
Ne a gépet szedd szét hanem az ajtót. :-) De most komolyan, nem egyszerű szétszedni és pontosan összerakni. Inkább megemelném hogy mégis kiférjen. Persze a szánt, váltó tekerőjét le lehet venni, de az ágyazatot, orsóházat inkább ne piszkáld meg.
Na, sikerült egyeztetni, ma délután megyek foglalózni. Alagsorban van a gép, és sajnos a hossza miatt egyben nem fér ki, szét kellesz szerelni, de cserébe már összerakás előtt cserélhetek benne alkatrészt, ha valami kicsit kopottabb.
Alkudozni végül is anyagilag nagyon nem sikerül, de cserébe megvan ugye hozzá az összes tartozék, meg egy kisszekrénnyi tokmány, csúszok, kúpos fúrók, meg egyéb apróságok.
A szétszereléshez hol találok esetleg rajzokat, ahol megvannak szépen a csavarok helyei? Vagy adja magát majd?
Lenne egy esztergagép amit egy kedves ismerősöm odaadna nekem de nem tudom a típusát, az adattáblát valaki lecsiszolta és semmi nem vehető ki rajta. Ha valaki találkozott ilyen géppel és felismeri a képen az sokat segítene.
Ha kidobja a sebességet, az még lehet javítható kis hiba.
Az érdekes az, hogy alig látni ilyen E2-est, hogy a táblái ennyire nincsenek lekopva. Szerintem azért tolták ennek a gépnek, de ha 20 éve egy tulaja van és ő nem, akkor előtte a cégnél, főleg fusiban.
Azzal számolj, ha ezt a teljes felszereltséget össze akarod hozni egy lekopaszított gépnél, az vagy egy 100-as. Ha a csilingelésre meg a sebesség kidobásra hivatkozva lealkudsz 50-et, hogy annak annyi a javítása, akkor nekem jó vételnek tűnik.
Ma voltam megnézni, ez volt az első, hogy végül is mégis ott van a kopás, ahogy mondtátok, onnantól letört kicsit a lelkesedésem.
Ezen kívül a szegnyereg szánján van ott annyi amit láttok, de ez nem tűnik mély kopásnak, inkább csak a felület maródott meg kicsit.
A keresztszán egy kicsit feszesebb lesz, amikor teljesen magam felé tekerem, tehát gondolom kopott kicsit az ékléce, de összerágódva nincs. A késszán szintén nem rossz állapotú.
Amit még észrevettem, hogy eléggé csilingel menet közben, főleg lassabb fordulatokon. A főorsó hátsó csapágyától, meg a sebességváltótól jött. Nem zörög, hanem ilyen magas hangon csilingel, nem a leghalkabb. Néha hangosabb, csilingelősebb, máskor sebváltogatás után meg ugyan az a sebesség újra már halkabb lett. Egyszer volt olyan, hogy az alsó 6 sebességes sebváltó valami miatt szétkapcsolt. Elindult a tokmány, ahogy bekapcsoltam a gépet, utána meg a tokmány megállt, de a motor ment szép halkan,mintha kuplungos lenne, nem az ékszíj csúszott. Körbe kellett tekerni párszor a kereket mire újra működött az a sebesség, illetve a kapcsolási helyzetek sem voltak túl határozottak úgy általában. Az orsóházban viszont szerintem még gyári szíj lehet, filces felülete van, a fogaskerekek is szinte teljesen kopásmentesnek néznek ki.
Elvileg a gép keveset használt, ipari nyilvántartó pletni sincs rajta, tanszergyártónál használták, és a jelenlegi tulajnál van 20 éve, de nem tudom ezzel a tizedes kopással mennyire lehet ez összhangban, illetve az általános állapottal. Cserébe van hozzá mindkét báb, patronkészlet, sok késtartó befogó, cserekerekek, hátsó késtartó, illetve plusz egy komplett sebességváltó, kések, satöbbi. Ez 450eFt, hivatalos értékbecslő vállalkozó mérte fel ennyire, és nem nagyon lehet alkudni.
Azért írtam ide is, hogy esetleg aki több géppel találkozott, vagy mért fel ilyet, az meg tudná mondani, ennyi pénzért ez jó, átlagos, vagy rosszabb. Az én Reidenemnek több baja volt, szóval kritikusan látok rá a dologra, de gondolom ennyi pénzért nem fogok mindenben tökéletes gépet kapni. Hajlandó lennék javítgatni, ha látom hogy lehet benne előre jutni és egyre jobb a gép, esetleg hántolni is később, de nyilván szeretném a legjobbat ebből a rendelkezésre álló keretből, és egy fél kocsi ára után nem egy rögtön hozzányúlást igénylő gépet kapni.
Szerintem hobbigépnek igen, mert a kivehető ágynak és síktárcsának, - ha megvan hozzá - köszönhetően "nagyobb darabokat" is le lehet vele gyártani.
A csúcstávolsága is jó , persze jó ha megvannak hozzá a bábok is ( álló, futó ).
Nem kis gép, szerintem jól lehet rajta dolgozni. ( a kapcsolókar mindig kéznél van és ha jól emlékszem az előtolást a hossz szánnál ütközővel lekapcsolja. ) Nem egy mai darabok, - a 68-9 es években dolgoztam ilyen gépen utoljára - de ha jó állapotban hozzá lehet jutni, akkor érdemes benne gondolkodni.
Valószínű hogy inkább vele csináltatok mert szerintem jobbakat csinál mint a bolti. A bolti dolgokkal nem vagyok kibékülve mostanában. Bár nem tudom mennyiért dolgozik.
Köszönöm szépen! Valószínű hogy ezek azok amik erre a célra jók. Én csak vezetőgörgő néven találtam hasonlókat a google-n de csak ilyen műanyagból készült kapukhoz való görgőket adott ki a kereső. Láttam olyat is ahol ezeket kisméretű targoncakerekekkel helyettesítették de azok borzaszó drágák.
Bocsánat, nem láttam, hogy eleve maróról volt szó. Nyomót már csináltam, a marót most fogom. Van egy projektem, abban próbálom ki. A szerszám megvan, írok majd róla.
Az sem mindegy, hogy nyomó vagy maró recézésről van szó. A képen maró recézés látható. Nyomónál a görgők tengelyének párhuzamosnak kell lennie a munkadarab tengelyével.
Rajzolnom, és számolnom kéne, kapásból nem megy, de én saját kútfőből arra gondolnék, hogy a 15 fokossal lehessen lemenni nulla fokos vágásig, felfelé pedig ameddig csak lehet - ezt szerintem a forgácsolási szituáció fogja korlátozni.
Tehát lefelé 15 fokot kéne tudni forgatni, de még ekkor is el kell tartsa a kereket a tartó annyira, hogy kialakuljon forgácsolás.
Ezt le kell rajzolni, és ki kell számolni, csak trigonometria.
Most nincs rá időm, de érdekes feladat, ha lesz rá, rajzolgatni fogok. Érdekel a téma.
Első kérdés: A görgők egy egy szögben lemunkált végű, a befogóban elfordítható henger végére vannak szerelve. Valahol láttam hogy a hengerek fogaskerékkel voltak összekötve így azonos mértékben fordultak el. Szóval a kérdés a hengerek végén a lelapolás milyen szögű?
Ha elkészítek egy egyszerű befogót a két hengernek akkor már tudok kísérletezni esztergán a recézéssel.
Sőt, ha például olyan recét akarsz,ami a munkadarab hossztengelyével párhuzamos, akkor pl egy 15 fokos görgőt kell felrakni, de 15 fokkal megdöntve ellenkező irányba. Így a két szög kinullázza egymást, s meglesz a párhuzamos horony.
Megnéztem ma az E2N-t, de elengedtem, valóban kopás is volt ott ahol a képen mutattátok. Nem teljesen akkora, illetve csak tolómércével mértem, de egy olyan 0.08-0.1mm érzetre és mérésre is.
Nem tudom ez mennyire számít komoly kopásnak egy 40 éves gépen, majd ti megmondjátok de ez így nekem nem ért 450eFt-t, maximum felét. Tudnék ennyit fizetni egy gépért, ha az valóban kopásmentes :(
Kaptam engedélyt a vásárlásra, úgyhogy ha aprón meglátnék esetleg egy jót, nem embertelen áron, akkor le tudok rá csapni, de sajnos pont a nyáron-szeptemberben ment el több is amit láttam, nem tudom mennyire szoktak felbukkanni ilyenek, illetve milyen gyorsan viszik el őket.
Szerintem az mindegy, csak a dőlésszög változtatásával változni fog a vágott rece mintája és fekvési szöge.
Ez a kép jól példázza:
(a kép a .homeshopmachinist.net -ről van)
A rece szöge a munkadarabon megegyezik szerintem azzal, ahogyan a görgőn áll a rece abban a síkban, amit a munkadarab hossztengelye és a recézőgörgő érintési pontja meghatároz.
Ez egy egyenes görgő, mégis halpikkelyes recézést alakít éppen.
Két görgő van, és ezért egyszerre elkészül a kétféle szögből a rece.
Nyilván azért létezik többféle szögű görgő, mert szerintem akármeddig nem lehet a vágási szöget emelni, így a nagyobb szögekhez olyan görgők kellenek, amiken meredekebb az él, és ezért kevésbé kell őket befordítani a munkához a tartóban.
Vateráztam ma quick recéző görgőket. Két pár 15 és 30 fokos dőlésű. Meg tudná valaki mondani milyen pozícióba kell ezeket befogni? Egyáltalán érti valaki forgácsoló recézés geometriáját?
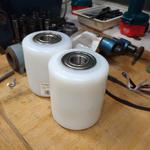
"Gyanítom, hogy szalagvezető vagy szalagfeszítő görgő a hivatalos neve."
Nemcsak vezetésre és feszítésre használták, hanem meghajtásra is a régi hevederes, laposszíj meghajtású gépeken.
Az ML nél is volt egy ilyen heveder meghajtású szerszámélezőgép. A hordófazonú kiképzés valóban elengedhetetlen ahhoz, hogy a szíj ne fusson le, mindig a helyén maradjon helyes görgő beállítás mellett.
Valaki esetleg felismeri a képen látható logót vagy a gépet? Egy kisméretű harántgyaluval lettem gazdagabb ma és a hirdetést nézegetve is megpróbáltam az elmúlt napokban azonosítani - sikertelenül.
Az előző tulaj sem tudta megmondani, a 80-as években vette. A gép laposszíj hajtású volt eredetileg, az asztal 180x200-as, a lökethossz kb. 230mm.
Sziasztok! Új vagyok itt. Azt szeretném kérdezni tőletek hogy valaki tudja e hogy mik ezek a képen lévő görgők? Mi ezeknek a pontos megnevezése? Hol lehet ilyeneket kapni vagy csináltatni? Van valakinek ilyen vagy foglalkozik valaki ezeknek a gyártásával? Szalagcsiszoló gépet akarok építeni.
Esetleg nem találkozott valaki azzal a jelenséggel, hogy DIGI internetszolgáltatóval nem éri el a cnctár-t? Ennek ellenére ugyanekkor ugyanitt mobilneten tökéletes, illetve a szüleimnél valami más internetkapcsolaton is?
Holnap mennék tesztelgetni az e2n-t, és keresgettem volna képeket másokéról is, hogy mire számítsak, nyilván a Csuhásé az etalon, de mégis hogy valódibb kritikus szemmel tudjam nézegetni, erre nem hozza az oldalt.
Alapvetően müködhet, de telibe marni nem fogod tudni kézi előtolással. Illetve a forgácselvezetésről ne feledkezz meg. Sokkal célravezetőbb lenne szerintem, ha nem erőltetnéd a fecskefarkat. Lapos vezetékkel is lehet dolgozni.
Hozzá kell tegyem a szerény hobbista tapasztalataim szerint, hogy ez nem az ésszerűen használt, kicsit kopott gép kategória, hanem a magyar valóság, ahol addig gurítanak valamit amíg csak forogni tud.
Szia! Ez, hogy egyenletesen kopik nem igaz, legalábbis én tudnék rá több példát mutatni neked.
Azért nem igaz, saját gondolatmenetem és tapasztalatom szerint, főleg nagy gépeknél, mert a késtartó és a kés hegye általában nem az alapszán hosszának közepén van, hanem az első felén. Emiatt ha nagy forgácsolóerővel drehálsz, a szán elejére jóval nagyobb lefele ható nyomóerő jut, mint a szegnyereg felőli végére, ezért a kopás is nagyobb lesz.
A szomszéd műhelyben is vannak ilyen, már leselejtezett régi, 8-10-15kW-os gépek, amin oldalanként 5-6-8-mmes fogásokkal dolgoztak éveken, évtizedeken keresztül. Ott az alapszánon a csúszófelületek között lévő aláköszörülés a "háromszög" tetején elől már szinte eltűnt, hátul meg legalább 2mm. És ezek karban tartott gépek, nem a köszörűpor csiszolta így ki. A Reidenem is ilyen, csak ott azért nem 2-3mm a kopás.
Én nem aggódok :) pontosan valahogy én is igy gondolom ahogy te,öreg ismerősöm is oda vissza van az edzett ágytól,én nem.Tudom hogy kb mennyit fogom használni (ÉS HOGY),és úgy gondolom nem az egyik pillanatról a másikra fog az elkopni.
Ezt nem értem de de pl a kereszt szánomba abszolult nincs olajhorony,se semmilyen olajzó pont,szerintem ez óriási hiba!!!
Eddig a kopott csikos rágódott "száraz" felületek mozogtak,mindenféle szennylehúzó nélkül.
Ez helyett most egy friss hántolt felület,olajtáskákkal és két hullámos olajhoronnyal,és szennylehúzóval,ha ezek után tisztán tartom a szánt,redszeresen olajzom akkor nem 2-3 évig fog engem kiszolgállni,persze a műhelybe nincs úgy köszörülés (4 méterre van a padtól) hogy a gépet le ne takarjam alaposan.
Valahogy most hirtelen a régi felületeket és a használatát ahhoz tudnám hasonlitani mint ha egy szánkót a betonon húznánk vagy a hóba ;)
Én azon gondolkodtam a minap, mert a Reiden is ilyen(az ágy nagyon jó, a szán kopottas), hogy ki lehetne marni az alapszánból a kopott részt, utána meg beleragasztani egy lágyacél, vagy akár hardox lemezt, és azt beköszörülni vagy hántolni. Vagyis kipótolni a szánból elveszett anyagot, csak nem Moglicével, hanem fémmel.
Röviden, megfelelő, A keményített ágyas esztergán az ágy keménysége 500-600 HB, ellenben a szán keménysége 180-200 HB, mert edzetlen marad. A régi puha ágyas gépek több évtizedet elmentek ipari termelésben 2-3 műszakban, akkor meg a miért aggódik aki otthon néha használni fogja a gépet. Szerintem, ha kifogunk egy jó állapotú nem edzett ágyas gépet és vigyázunk rá nincs azzal gond.
A minap tárgyaltátok ezeket a keménységi számokat,tegnap ahogy neki kezdtem a kereszt szánom alsó részét hántolni én is észrevettem hogy egy HB 205 ös felirat is van beütve oldalt az öntvénybe,akkor ez a keménységet jelöli?Ez jónak számit?
Aha... tehát te sérült fecskefarkas vezetéket javítasz!
egy olyan kis mozgásterjedelmű célgépen agyalok, ami lemarná a fém szélét a megadott szögben
Neked egy kicsi marógép kéne, de ilyen tényleg csak célgépnek létezik, mert a kis gépek még alumíniumnál is hajlanak-nyeklenek, neked meg acélt kéne telibe marni. Ehhez leginkább egy kicsi szerszámmarót lehetne átalakítani, egy kis-Rákosi méretűt.
Lemérem szögmérővel az aktuális szánt, ami pl hiányos. Aztán a gördülő kocsin lévő dönthető asztalt beállítom a szögre aztán leszorítom a darabot....15 perc elvágni úgyhogy hanyagolom az ötletet, most egy olyan kis mozgásterjedelmű célgépen agyalok, ami lemarná a fém szélét a megadott szögben
Tehát te a 45 fokos szögben lévő oldalt is akarod vágni? Mert azzal a karos cuccal csak akkor fog menni, ha ebben a 45 fokban beforgatva tudod befogni az acélt az asztalon.
Már mindenre válaszoltam, a képeken is látszik mit vágok. Húzott anyagot kellene de ez nem az. 6 felületet kell beköszörülni ha a silány szánból kevésbé silányat szeretnénk :)
Vagy maga a fecskés vezető külön van felcsavarozva? De akkor neked nem merőleges vágás kell (amit sugall a gépezet rajzod) hanem szögben, megbillentve kell vágni a flexszel.
Úgy hogy rétegelve van összerakva a fentin ovál furat, oldalról a feszítő csavar. A lentit még nem próbáltam. Két vágás elegendő egy szánnak mert az ellendarab a párja. persze tudom.. ezek silányabbak gyengébbek.
Érdekes elképzeléseid vannak, megoszthatnád biztos volna aki kedvet kapna az elkészítéshez. Illetve ha van hasonló elvek mentén már elkészült bevált masinád az még inkább érdekes volna.
Ugyan ez a lin sines dolog fogalmazódott meg bennem tegnap este,de valahogy "fogást" vágásmélységet is kell venni,vagy a sint kellene bólintani egy vázszerkezeten vagy az asztalt emelni párhuzamosan.
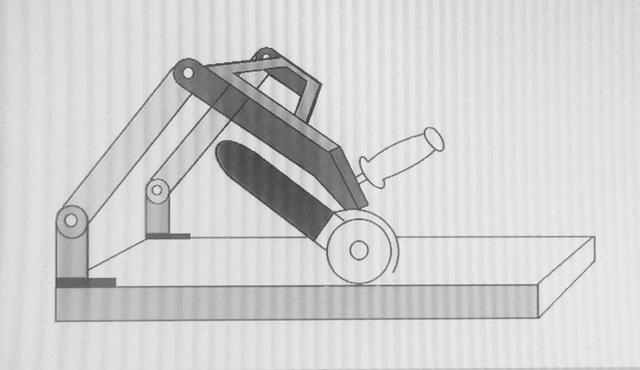
Miért jó ez a csuklós mechanizmus? Nekem jobb ötletnek tűnik venni egy erősebb használt lineáris sínt egy kocsival. A kocsira szerelném a flexet a sínt pedig befognám a lemezzel párhuzamosan azután csak húznám. Olyan volna mint egy görgős olló.
B verzió vennék egy használt ma már kidobásra szánt rajzgépet derékszög mechanikást ( nem pantográf rendszerűt ) és arra fognám fel a flexet és máris kész a lapszabászgép.
A két laposvas helyett szögvassal is eltudom képzelni, esetleg azokat még + is össze lehet 2 ponton kötni, vagy az egészet egy U fazonú hajlított "lemeztepsivel" is meg lehet oldani.
A forgáspontokba peremezett, vagy behegesztett hüvelyekkel, vagy pontosan méretezett csapos csavarokkal, jól megvezetett, stabil forgáspontokat lehetne biztosítani.
Egyrészt tengelyekkel kell összekötni a csuklós részeket, másrészt jól jönne oda 1-1csapágy is, mert akkor nem tud kigatyásodni, kotyogni kezdeni. A karok természetesen nem lehetnek vékony lemezből, viszont szóba jöhet az alumínium is.
Megnézegettem a szánjait, láttam rajta sok helyen ilyen olajnyomot, letörölhető volt, de úgyis megnézem kislámpával minden porcikáját még, főleg hogy így mondtátok, mert elbizonytalanított.
Laci, a Reidenben valóban sok munka van! Ez sajnos nem von le abból, hogy sokat dolgozott már a 7.5KW-jával, ez látszik is rajta, de sikerült legalább működőre összehozni minden funkcióját, simán használható, nem a kertben állt évekig. Ha a beletett pénzem visszajön, az már nekem elég, úgy is inkább kedvtelésből javítgattam én.
Tervezz bele előfeszítő rugót, ami használaton kívül megtartja a szerkezetet és használat alatt kicsit ellent tart (majd visszaáll alaphelyzetbe) és a flexet úgy tervezd bele, hogy a védőburkolat a használója felé álljon.
Ha sikerül megdumálni a hétvégén, akkor jövőhéten elmegyek esztergálgatni vele, és ha tetszik igyekszek megalkudni.
Remélem nem nyúlja addig be valaki, bár nem tudom mennyire szoktak az ilyen hirdetések napok alatt lezárulni.
Még egyezkedek az apóssal, hogy ugyan legyen már hely a műhelyben, meg finanszírozzuk meg, és akkor utána lesz idő a Reident nyugodtan meghirdetni, eladni. Nem tartom nagyra, de azért nem akarnám kapkodva 150eFt-ért elkótyavetyélni.
Igen jól hallottad, az E2n gép gyengéje a sebességváltó kerekek kopása, vagy törése. Ezek a gépek 40-50 évesek, a váltó kerekei már biztosan ki lettek cserélve lehet, hogy nem is egyszer,de nem nagy ügy be lehet hozzá szerezni, a munka sem eget rengető. Érdekes módon a nem edzett ágy, még mindig jól állja a sarat. Nagyon sok múlik a gép használatától, megkímélésétől. Védeni kell az ágyat, keresztszánt, én pl takarással védem a revétől, csiszolástól, reszeléstől. A gépet az indokolatlan irányváltástól is meg kell óvni. Amikor a gépen már nagyon zajos kezd lenni a sebességváltó, a sebességváltó szerelés fog következni, egyébként nagyon csendes a váltó.
Az összes magyar kisgép szegnyerge mk2. Szerintem ebben a mérettartományban ez a legpraktikusabb.
Az ágyazat esetleges durva kopásán kívül nem hallottam olyan hibáról ami ne volna könnyen orvosolható.
Esetleg az orsóházban érdemes a fogaskerekeket megnézni hogy van-e törött fog. Jó ha van a gépben olaj, mert ha szárazon futott akkor
sok kopott alkatrészt kell javítgatni. Állítólag az én gépemben is cserélték a váltó valamennyi fogaskerekét, ilyen kopás okaként csak évekig tartó száraz futást tudok elképzelni.
Csak opcionális kiegészítő a kúpvonalzó. A gépek egy részén meg van munkálva a rögzítés helye. Az én gépem új lakatszekrényes, de még a felöntés sincs meg az ágyazaton ott ahova kúpvonalzót szerelni szokták.
Már beleástam magam egy kicsit, és meg tudtok erősíteni, hogy csak a leg"újabb" E3N lakatszekrényesen van meg hátul a kúpvonalsó vezetőléce? Vagy ez is csak egy felszerelhető alkatrész?
Köszönöm a tippeket. A hengeres megoldást is ki próbálom majd egyszer :) Ha valaki még csinálja máshogy akkor szívesen elolvasom, hisz így tanulhat többet az ember :) Még annyit, hogy végelésnél mi úgy szoktuk, hogy felállírjuk, kiórázzuk a darabot, megmarjuk tisztára, utána megfordítjuk, leütögetjük ls méretre marjuk. Így az is merőleges lesz.
Ja és az tényleg stekni? Amit írtam az előző hozzászólásban, hogy nem a satura rakjuk, hanem alá rakunk két köszörült egyforma darabot és arra rakjuk a kisebb darabokat, amik simán a satuba rava nem lennének elég magasak.
2: A mart felületet az álló pofának támasztva hengeres közdarabbal szorítva marok egy előzőre merőleges síkot.
3: Elfordítva 90 fokkal az előbb mart felületet egy derékszögbe állított támasztónak ütköztetem, és marok az előző kettőre merőleges harmadik síkot. Ez a lépés van a képen.
4..6: A mart felületeket az álló pofához ütköztetve hengerrel támasztva méretre marom a másik három oldalt.
Röviden, én is így csinálom annyi különbséggel, hogy a mozgó pofa elé teszek egy köracélt, ez azért szükséges, hogy az anyagot pontosan neki lehessen szorítani az álló satupofának, ha nem így tennék akkor a mozgó pofa elhúzná az anyagot a pontos derékszögben álló fix pofától. Elméletileg, ha a satupofák tökéletesek lennének, nem lenne szükség a köracél használatára.
Ma megnéztem egy 1972-es E2N-t, és abba is 190HB volt beütve.
Ennek ellenére a gépágyon egy darab barázda nem volt. A szegnyeregnél egy nagyon kicsit a tologatás miatt, de edzetlen anyaghoz képest szerintem simán jó. A szépséghibája hogy csak Morse2-es szegnyerge volt, de ezt bevállaltam volna, ha rendesen kipróbálom, és zsebemben lett volna az ára.
Sziasztok! Gépi forgácsolónak tanulok. Leginkább a marás érdekel jobban. Hagyományos marógépen tanulok. Gyakorlati helyen sokat segítenek de azért kérdeznék itt is ha nem gond. Elsősorban a kérdés a hagyományos marósokhoz meg az ebben jártasokhoz szól. Szóval, hogy csináljátok, hogy a nyers anyag (fűrészelt) méretre marásakor (pl egy 30x35x60 méretű munkadarab) az oldalak párhuzamosak meg merőlegesek legyenek? Azt mondták az ott dolgozók, hogy a satu közé berakjuk, alárakunk "stekni-t" (ilyen magasító féleség, sose tudtam hogy ez Stekli vagy stekni, meg mi a hivatalos megnevezése), nem "ütjük", kalapáljuk le, hanem ahogy fogja a satu, úgy tisztára marjuk az egyik oldalt, majd befele fordítjuk, tehát az támaszkodik a satu álló pofájához, majd az itt "fent" lévő oldalt is megmarjuk tisztára, ezáltal a két megmart oldal már derékszöget fog bezárni, így megint befele fordítjuk, az előbb az álló pofánál lévő mart oldal kerül alulra, a legutóbb mart felület meg neki fekszik az állópofának, így le lehet ütni a "stekni"-re és nem fog mozoni alatta, tehát biztosan rajta fekszik, nem nyomja fel a satupofa egyik oldalt se így mehet a méretre marás, majd megint befele fordítjuk utána az utolsó nyers oldal is mehet méretre. Majd a végén a munkadarab "levégelése", a hosszának marása.
Ti is így csináljátok vagy valamilyen másik módszerrel ? (remélem érteni lehetett mit akartam leírni.)
Sokkal nehezebb beállni méretre, ha forgatod a szegnyerget. Ha csak eltolod, akkor annak mértéke egy szép szám. Ha be is akarod forgatni, akkor már mókuskodni kell a mérettel, mert a forgatás visszavesz az eltolásból.
Igazából az eltolásnál is kicsit más lesz az igazi méret a gömbnél is, mert valamennyi szöghibát bevisz a gömb a rendszerbe, eltolja a méretvételi pontot közép felé, de ez sokkal kisebb, és valszeg elhanyagolják.
A gépeden a HV549 az az vickers keménység nagyon jó adat, hiszen a K1 anyag edzetten is kb ennyi, ugyan más keménységi eljárással a rocwel méréssel mérik. Az átszámítás ,a HB,és a HV nagyjából egyező, a HRC a tizede a másik két keménységi eljárás adatánál.
A csúcs fúrat egyébként egy jó nagy normál csúcsfurat. A csúcsok gömbölyítettek, akkor nem kellene gömbölyített csúcsot alkalmazni, ha az orsóház, és a szegnyereg szögben fordítható lenne. Egyébként lehet kúpot esztergálni olyan gépen ahol forgatható az orsó ház az ágyhoz képest. Van olyan speciális gép amelynél elforgatható az orsóház, a normál esztergánál csak kis mértékben, vagy sehogy sem.
Ha nem sürgős a vásárlás én kivárnám míg akad ilyen gép. Az előző emu gépemen is volt előtolást kikapcsoló csavaros ütköző. Azt úgy használtam hogy egy millivel a méret előtt kapcsolja ki az előtolást majd kézzel mentem a szán ütközőig. Az e2n esetében csak a szán ütköző van. Nekimegy a szán, és már kattan is az előtolás kikapcsoló. Simán lehet vele órákig századra dolgozni. Tervbe is vettem egy revolveres szánütköző készítését.
Igen, hát a ME0 egyértelmű, az nagyjából a mai "QC checked"-nek felelhet meg.
Ha edzett ágyas a géped, akkor lehet akár a keménység is szerintem a betűs jelölés.
180 Brinell a nyers része, meg 549Vickers keménység az edzett része, ami 500 Brinell körül lehet.
Most hogy így mondod, a suliban az e400-ak végében is voltak ilyen HV számok, csak sose figyeltem annak idején, de az is 500 körüli lehetett.
És az utolsó kérdésre válaszolva jön az én kérdésem is :)
Szerintem is a gyári szám a 9274, főleg ha '73 utáni edzett a géped, és a fém táblácskáján is ez a szám :)
Én pont most nézek egy hirdetést, ahol '72 az évszám, és 7808 lehet ez a négy szám.
A kérdésem ezzel kapcsolatban az alábbi lenne: Mondtad az E3N szerű lakatszekrényt, hogy az mennyire jó. Véleményed szerint megéri csak amiatt ejteni egy-egy egyébként jó állapotú gépet, hogy direkt olyant találok majd?
Valóban, ez a kiesztergálófejes megoldás nem rossz, könnyen,pontosan eltolható a tengely. A pontos beállítás érdekében itt is kell a mérőórát használni, valamint a kiesztergálófej is vízszintesen álljon.
Még egy kis adalék az ágyvezeték edzéséhez. Az edzetlen ágyvezeték 180-220 HB, ez megedzve 400-500 HB is lehet , ez azt jelenti, hogy 4-5 ször kopásállóbb lesz az edzett ágvezeték. Az edzés mélysége kb 3mm.
Vagy ha van marógép akkor annak a kiesztergáló fejét lehet a szegnyeregbe tenni és abba gömbvégű csúcsot. Egyébként van létjogosultsága a módszernek, mert a morse kúpok pont beleesnek az így esztergálható tartományba.
Ez természetesen így igaz. Itt csupán az oldalirányú eltolás lehetőségéről van szó. Annak idején, inas koromban, mester elvtárs csesztetett a két csúcs közötti kúp készítésével. Mi. kis majmok állitgattunk oda vissza a szegény szegnyergeket,mint a csendes őrültek.
A régebbi E2N gépeken még más fajta keresztszán orsó, és anya volt, az anya nem állítható, az orsó menetemelkedése nem 3mm, hanem 2mm. Az állítható anyának is van egy olyan velejárója, ha kopott az orsó, akkor van olyan rész ahol szorulni fog, a túl nagy kopásnál az állítás már nem működik, kicsinél még elmegy.
Ezt a fajta kúpesztergálási formát elég ritkán használják. Elég macerás a kúpszög beállítása, és a szegnyerget ha jól be van lőve ne állítgassuk. Ha mindenáron ilyen módon akarunk kúpot esztergálni két csúcs között, akkor jobb ha gömb végű csúcsokat használunk.
Ez a kivehető acél tányér, amiben benne van az anya, nem excenteres?
Az én gépemen úgy van megoldva, hogy ezt a tányért a 4 csavar miatt 90 fokonként elforgatva(nálad 180) is vissza lehet tenni, így valamennyit állít az anya helyzetén az orsóhoz képest(gondolom).
Az én gépen ilyen az anya. Első lépésben csak az egyik oldalban levő négy furatot fúrtam át a másik oldalra és stifteket tettem bele, így nekem normalizálódott a kotyogás, gondolom csak egy két évig.
Ha felhasítod az anyát akkor ne vágd át teljesen és csak a teljesen átvágott oldalon húzd össze csavarral. A dolog persze két esélyes, hiszen lehet hogy a menetprofil már vállasra kopott, illetve a menet teteje is megszorulhat a menetárok alján, ilyenkor előbb fog megszorulni minthogy a tengelyirányú kotyogás megszűnne. Szóval ha lehet jobb a kereszt vágás és mondjuk valami kemény gumi ellenében két három csavarral való összehúzás. A gumi csak előfeszít hogy az összehúzó csavarok ne lazuljanak ki.
A kersztszan anyaja nekem is kopottas cserelni egyenlore nem szeretnem. Az jarhato ut hogy kettevagom az anyat es kihezegolva osszecsavarozom csavarokkal?
En hosszaba gondoltam elvagni.(mint egy lakat anya)
Az én E2N gépem szerintem nem edzett ágyú, a végében az ágynak 190 HB van beütve, és 1975 előtt lett gyártva. A mai napig nagyon pontos megkímélt gép. A nagyobb gépedet hacsak nem kell az ára nagyon, tartsd meg, jól jöhet az még. Van olyan munka amelyhez a nagyobb gép jobb lenne, Nálam is a finomabb, kisebb dolgokat az E2N végzi, a nagyobb durvább munkára van másik gép egy E400 tol kisebb kínai gép.
Sziasztok! Új vagyok itt. Azt szeretném kérdezni tőletek hogy valaki tudja e hogy mik ezek a képen lévő görgők? Mi ezeknek a pontos megnevezése? Hol lehet ilyeneket kapni vagy csináltatni? Van valakinek ilyen vagy foglalkozik valaki ezeknek a gyártásával? Szalagcsiszoló gépet akarok építeni.
Az előző gépem egy edzetlen emu volt, tűrhető pontosságú volt pedig öregebb volt mint én. A sima ágynak megvan az az előnye hogy gyári pontosságúra újra lehet hántolni. Edzettel ez nem megy, azt csak köszörülni lehetne az pedig többe kerülhet mint maga a gép. Ráadásul sokan mindenféle jobb rosszabb megoldással köszörülnek háznál is. De azért egy tisztességes vezetést rábarkácsolni a gépágyra az nagyon sok tapasztalatot igénylő munka. Szóval a köszörültetéshez szerencse is kell.
Az e3n rendszerű lakatszekrény is jó dolog mert nagyon precízen lehet ütközőre dolgozni vele. Egy ravasz differenciálműves nyomatékhatárolója van. Sajna a hossz tekerő fogaskerekei még nem az e3n szerintiek ezért nem lehet kerek értékű hossz nóniusz készíteni a gépre. ( Amióta megvan a gép azóta töröm a fejem az áttételek átfaragásán mert nagyon jó volna a hossz skála. )
Na meg esetleg ha sokan olvassák, a használtpiaci árakat is megkeverhati, mert ezután mindenki csak az edzett ágyasakat keresi majd :D
Mondjuk otthoni, nem 7-24 felhasználással szerintem a hagyományosnak is működnie kell, szóval ha találkozok egy régebbi, de nagyon jó állapotúval, nyilván nem fogom otthagyni.
Egyébként én aprón talán 81-essel találkoztam már, annak már e3n szerű lakatszekrénye volt. Az ára is valami 500eFt volt, de már lejárt.
Mostmár csak azt kellene kifundálni, mi legyen a Reidennel, bontó, vagy hónapokig hirdetés, vagy méh.
Akkor nem csak téged, engem is eléggé összezavart az E2N ágyának keménysége, gyártási év vonatkozásában. Ha valós, hogy 1975 után keményítettek akkor az 1974 benn gyártott E3N lakatszekrényes gép is még puha{ezen dolgoztam} felveti a kérdést akkor nagyon kevés E2N lehet amelyik kemény, mert hamarosan jött az E3N. Nem tudom mikor kezdték el gyártani az E2N gépet, én találkoztam vele már 1966 év benn.
Mert az én Reidenem is az, az ágy ott is nagyon jó, cserébe az ellendarabja, az alapszán anyaga kopik. Emiatt nem is kúpol, de ez sem hiszem hogy olyan jó megoldás, vagy igen?
Ez edzett ágyas. A keresztszánt azért hántolni kellett mert középen lötyögött, szélen szorult ( ez edzetlen ). Keresztszán anyát is buheráltam ( az orsón már cserélték a menetet ), de hamarosan gyártani kell másikat. Amikor hozzám került fél fordulat holtjátéka volt. Átalakítva az anyát most tűrhető. Egyébként ez sem új gép, csak a kereskedő lefestette. Szerencsémre a festés előtt sem volt nagyon leharcolva.
Otthoni használatra , mind használati, mind szerelhetőség szempontjából, jó választás az E2N. Ismereteim szerint készült a következő típus. E2N, E2N-H, E2N-M, E2N-MH, E2N-FP, sorjában, normál, hidas, magasított, magasított-hidas, és fokozott pontosságú. Ezeken kívül minden típusnál kisebb változtatások történtek{lakatszekrény E3N, csúszócsapágas főorsó}. Megvételre, a normál, gördülőcsapágyas, E3N lakatszekrényes változatot javaslom, ez a típus a legfiatalabb, ezek után jött az E3N ami lényegesen nem jobb.
Akkor csak az E2N marad az én lehetőségem. Azokból tudtommal készült edzett, és "sima" változat is. Már kérdezték régen itt a fórumon, csak nem érkezett rá válasz, hogy honnan lehet megállapítani, melyik milyen?
Illetv láttam több E2N hidetést is, és feltűnt, hogy a tokmány mögött az orsószekrény némileg különböző. Van, amelyik "beleillik" az orsószekrény kontúrjaiba, és olyan is, ahol az orsószekrény egy kicsit meg van hosszabbítva kifelé a tokmány felé, egy kis búbja van. Ez évjárati dolog lehet?
A berágódásokról jut eszembe: Csak nagyon kevés gépen láttam gyárilag szutyoklehúzót, és forgácsvédelmet. Miért van az hogy a gyártók ennyire nem foglalkoznak a forgácsnak, öntvénypornak kitett gépágy védelmével?
Nem merem állítani. hogy ez a berágódás az ágyon, ennek a gép típusnak az egyik velejárója, de amelyiket én néztem, annál is volt ilyen gond. A kemény ágyas gépek azok mások. Észrevételem, sok orosz gép esetében a vezetőprizma a magyar géphez képest kicsi, a szánszerkezet viszont nehezebb. Az általad említett gépnek kisebb a ágyvezeték felülete mit az E2N gépnek, pedig a két gép nincs egy súlycsoportban. A nagyobb felületi terhelés, valamint a puha anyag, a bekerült szennyeződés hamar bajt okozhat. Azért nem minden orosz gép egyforma, ismerek 40 évet használt nagyon pontos ágyú géptípust is.
Tegnap este odáig süllyedtem , hogy nagyjából 1.5 óra alatt egy alátétből tűreszelővel készítettem egy a bordás tengelyre passzoló alátétet. Mivel az nem rozsdamentes, ezért lefestettem ,így biztos kibír majd egy kis időt a víz alatt. Addig is keresgélem az eredeti alkatrészt, hátha előbb utóbb szembe jön egy és akkor kicserélem majd arra.
Köszi! Akkor ha legközelebb arrajárok, és még meglesz, akkor feltétlenül megmérem.
Egyébként a szánoknak a hosszirányú ilyen összerágódása normális? Vagyis a többi hasonló használt gépen is ilyet fogok látni, vagy az edzetteknél ez már más? Esetleg anyagtól függ?
Mérd meg a hátsó lapos prizmánál az ágy vastagságát. A legtöbb gépen az kényelmesen mérhető egy tolómérővel vagy mikróval. Az eltérés értéke egy jó becslést ad a kopás mértékére.
Én a nyeregre tennék órát és a nagy prizmát tapogatnám le vele,ebből már rögtön kiderül hogy....,de forditva is csinállhatod,hossz szánra óra és nyereg pályát órázod.
Hát ez 450eFt-ra volt irányadólag kitéve. Ezen kívül igazából valóban nem volt nagyon rossz, de ez elriaszott, hogy most vagy nem jó az anyaga, vagy ami nem edzett az mind igy kopik, vagy mi okozhatja ezt az összerágódást. Hántolni meg nem szeretném rögtön, no nem mintha nem merném, csak egyszerűen nincs hozzá etalon lécem, meg időm se igazán.
Ha megmérném a hézagot a gépágy-prizma alsó síkja, meg a lefogó alkatrész között, az alapszánt mozgatva több ponton, az mutatná esetleg, hogy hol mennyi a kopás az ágyban, vagy ezt csak egy legalább 80cm hosszú tusírléc adja ki?
Ilyen távolságból elég nehéz tanácsot adni, de azzal is tisztában kell lenni, hogy3-400 ft-ért kifogástalan gépet nem lehet venni. Egyébként, ha neked tetszik, aránylag pontos, csendes, és a tiédnél jobbnak tartod, hozd el.
Szia! Volt alkalmam megnézni a gépet, meg futólagosan ki is próbáltam.
Nem igazán tudom sajnos, hogy mit kellene látnom, nekem működött a gép, szinte új kora óta egy gazdás, legalábbis agyonkopott, megsüllyedt szánú nem volt. Az elektromágneses fékje nem működött, ahogy a késszán is kicsit nehezen járt, de a keresztszán prizmán még látszott szinte a gyári hántolási nyom.
Annyi, hogy szerintem ez nem edzett ágyas konstrukció, mert a vezetékeken látszanak néhány tized mm mély hosszanti barázdák, ami még az én Reidenemen sincs egy sem. Ezek mennyire veszésesek egyébként? Vagy hogy kellene kinéznie egy jó, de nem millió körüli állapotú használt esztergagépen?
Persze, a gépkeresés mérőórával, hézagmérővel, meg a kúpolás ellenőrzésével kezdődik, de szeretnék tisztában lenni vele, mikor kell rögtön szaladni :)
Igyekeztem végigolvasni a google-fordított chipmaker topicot erről a gépről, és nagyon azt írják, hogy a Yerevánban készül gépek anyagminősége, hááát, nem a SZ.U. legjobbja volt.
Szerintem ez a kis alátét a bordás tengelyel együtt forog, és tart valamit. A belső kialakításnál biztosan el lehetne térni, lehet, hogy elég lenne egy kisebb maróval a sarkoknál kimarni. Több adatra, vagy a bordás tengelyre lenne szükség az elkészítéséhez.
Nem látszik a képről hogy mi ez, pl milyen vastag stb. De a helyedben vagy vágatnék piszok drágán huzalszikrán vagy kitalálnám hogyan lehet helyettesíteni, valami gyárható alkatrésszel, vagy jó esetben közönséges pár forintos seeger gyűrűvel.













































































 (a kép a .homeshopmachinist.net -ről van)
(a kép a .homeshopmachinist.net -ről van)

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}