A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
:))) a látszat néha csal!! ez egy zsír új óra, a vaspálya utcában vettem! csak közben kaptam még 2-öt! annyira nincs szükségem! :) mellesleg a melóimnál is ilyet használok. lehet a másik 2-őt is elfogom adni, csak azok drágább kategóriák és talán nehezebben veszik meg, mindenki az "ócsóbbat" keresi mindenben! persze ezzel az ócsóbbal is ugyanúgy lehet hegeszteni, mint a drágábbakkal...
Fából készült rácsos tetőszerkezetet,kettő találkozásánál közepén alá kéne támasztani egy vasból készült rácsos gerendával ami 6 méteres volna és közepén 1 pár rácsos tetőelemet tartana!A képen háromdarab zártszelvény van berácsozva,ez lehetne kettő darabos is!?Kérdés van e valakinek tapasztalata,esetleg mérnöki rajza hasonló tetőelemekről,esetleg valami erős ötleteket is szivesen várok! :)
Csak infó jelleggel közlöm, hogy ma cseréltem argón palackot Győrben a Hegesztésboltban. 2,1 m3-es kerül 15.400akárhány Ftba. Vettem mellé 5méteres bowdent is, oszt együtt volt 13.000.- Ft :-) Persze nem kértem róla "dokumentációt".
10-12 porcelánnal könnyebb mert nem kell olyan gyorsan tekerned, mivel nagyobb az íve azonos sebességen több utat tesz meg mint pl egy 7-es:D ezt nekem olyan awis kolegák mutatták mondták akik profik én csak sajátmagamnak szoktam awizgatni.
Pár napja kezdtem el tanulni a porcelánozást, a gyök, ill töltő már nem gond, a takaró, még nem az igazi, többször meg kell állnom, ill forgatni a csövet, így nem egybefüggő...A kérdésem az lenne, hogy milyen méretű kerámiákat használsz, illetve, hogy mikor melyiket alkalmazod? Várom a képeket is! Üdv P
Hát egy min 40-50l jó csinálni lehetőleg duplafalút mert a két fal közé betöltöd az olajat így a láng nem közvetlen a cefrét fogja érni ezért az anyag nem fog lesülni .Az aljára érdemes behegeszteni egy 2" csonkot azon egy leeresztőt hogy a forró cefrébe ne keljen nyúkálni kimeregetni hanem le tudod engedni egy vödörbe . Teteje legyen félgömb alakú ha lehet mert így jobban összetud gyülni benne a göz .Az elvezető cső meg legalább 18 rézcső a spirál hőcserélő is az legyen. az 50l főzőhőz legalább egy 100l hűtő kellene én ezeket tervezgettem ki . Nemrég kellet volna csinálnom egyet de visszavonták 10éve még a nagyfaterommal csináltam hasonlót .
Én is ritkán iszok, de tavaj főztünk kökény pálinkát és nagyon jó lett idén szeeretnék minnél töbfélét főzni, ahhoz meg kéne egy jó főző:D Amit lehegesztenék csak kellene valami rajz:D Tervezéssel az a bajom hogy nem tudom mire kell odafigyelni, milyen paraméterekkel kell rendelkeznie egy jó pálinkafőzőnek.
Lényegében egy kukta aminek a tetején van egy kivezetés,ami egy csőkígyóban folytatódik,a kígyó meg egy másik edényben van amifolyamatos hűtést biztosít (hidegvízben).
Képem sajnos nincs,de annao mesteremnek is volt házi készítésű.
Googli ismer egy csomó képet!
Itt meg van egy készen,megvásárolható is (szerintem otthon olcsóbban ki lehet hozni).
Tudom, meg szoktam olvasgatni, de ott nem találtam rajzot, gondoltam nem ott kell keresni, hanem azok között akik a gyártásában részt vesznek (hegesztők) :D
Youtube-on láttam egy ilyen gépet, de már nem tudom a nevét. A hapi mindent vágott vele. Fa, fém, kő mindent, felépítése inkább hasonlított egy gérvágóhoz, mint egy fém darabolóhoz. Nem tudom, hogy ott a korongot reklámozták vagy a gépet is mellé... nem emlékszem már.
Fizikai munka ez is... 8 órás műszakban 800-2800 kg alapanyagot mozgatunk kézzel + a tároló amire rakjuk a terméket (alu tálca 1m-es 5 kg),normában vagyunk,de még így is norma alatt vagyunk néha néha.Szóval nagy választás nincs.Melóhely terén sincs.Tavaly zátak be egy üzemet a környékben 2000 ember utca,most a másikhelyről is küldenek el,onnan is menesztettek kb 800 embert,nálunk meg feleződött a létszám 2 év alatt.
Pótlékokkal (20% minőségi+20%mennyiségi)ha nincs levonás,de mindíg van ok miért vonni 5-10-15%-ot.ha nincs levonás,van túlóra akkor 160 000 körüli a pénz 3 műszakban.
Tudom, güde meg minden, de kopogjam le, eddig még nem volt gondom vele. Kicsit nagy a motor fogyasztása, de azért nem égnek el a kábelek a falban. Unokatesómtól vettem meg kb 3 éve. Kb 5x vágott vele, aztán túl gagyinak látta és vett egy hasonló asztali Bomar-t. Igaz, minőségibb gép, de kb 130 eurómba került, röhögve hoztam el tőle. Azóta már sok pénzt kitermelt gond nélkül úgy rozsdamentesből mint acélból. Csináltam neki egy állványt, meg mellé egy tartó hengert a hosszabb anyagoknak és annyi. Eredeti szalagárak töredékéért rendelek itt nálunk sokkal jobb minőségűt. Igaz, nem óriás profilokra van gyártva, de nem is épület konstrukciók gyártásához vettem. Korlátok, kerítések meg hasonló vaskonstrukciókhoz nekem bőven elég. A szögskálája nem túl pontos, de a Bomaré sem tökéletes. Melóban volt, hogy 2 fokot is sikerült vele elcseszni. Egy 80-as lapos anyagra szögmérővel rákalcoltam az általában használt szögértékeket (vagy az épp aktuálisat), azzal állítom be és kész. Fogok itt vele manőverezni... :-)
Egy hegesztő kollégának is van egy állványos otthonra, de az szarabbul van megoldva, nem a fűrészt kell rajta fordítani, hanem az anyagot!!! ha szöget akar vágni. Beszarás, mikor egy 6 méteres szálanyaggal verekszik forgatás közben :-D
Nem tudom merre dolgozól, de ott ahol én dolgoztam 12 órát, ott 2x30perc kajaszünet volt fizikailag megterhelő volt nem a hegesztésen volt a hangsúly. De még ott is fizettek 7,5 eurót, most az utólsó munkahelyement 9,5 órát dolgoztunk nappal éjszaka pedig 10-et, de kajaszünet ott is volt mellékhelyiségre meg akkor mentél amikor akartál. Mindig van másik munkahely csak keresni kell. Én itthon nem is nagyon tervezem, hogy emegyek hegeszteni van, hogy eljátszok a gondolattal, hogy de jó lenne itthon lenni, de mikor belegondolok hogy szarér-húgyér szívjam a füstött és még basztatnak is meg az ember fejéhez vágják ha nem tetszik el lehet menni, akkor gyorsan elszál ezen gondolatom.
Az éjszakázással nincs gond,a nappal húzósabb,mikor jönnek a főnökök,hogy miért nem takarítunk (is),meg kitalálnak csupa más dolgot "ide menj,ezt hozd el,azt készítsd elő,stb..."
Amúgy nem volna rossz hely (vagy csak én nem látom már reálisan,hogy mi az a jó hely),csak sok a bírka főnök.PL. Akik előírják,hogy hogyan dolgozzak,fingjuk nincs arról valójában mit is csinálok...
De most már nem offolom szénné a topikot :-)
Viszont van valami ami nagyon érdekel!
Lehet kapni gérvágókat 20-30 000 ft körül,de mindegyiken fa vágó korongott láttam!Lehet hülye kérdés,de ha fémvágót rakok rá akkor lehet használni vas darabolására is?
Fém szalagfűrészt láttam,meg használtam,de az húzós nagyon,meg lehet lenn egy szívesség keretein belül.
Ott ahol éjszaka dolgoztatnak, ott ahol kétnaponta váltogatják az éjszakás és a nappalos műszakot, ott ahol 12 órában a gép mellett eszed meg a kajádat (ha jut rá idő), ott ahol 12 órában nincs pihenőd. És végül ott ahol mindezért kilökik a szemed valami kevéske pénzzel mondván, ha nem tetszik el lehet menni.
nekem az áram lefutást sec lehet állítani és 4sec van állítva a gáz uán áromlás is sec van megadva az fel van véve 7 sec és addig ott tartom a hegesztés befejezésekor még a gáz áromlik aztán veszem csak el.
Munka közben vannak szünetek?PL. Kajaszünet? Azért kérdezem,mert mi is 12-ben nyomjuk,2nap nappal,2 nap pihenő,2 nap éjszaka 2 pihenő.Viszont a szünet mint olyan csak papíron van.3-an vagyunk 2 sorra,de igazából 1 sor 1 ember (600m2-es területen),ha jobb tétel van akkor van csak idő kimenni wc,kajálni meg a sor mellett szoktunk... már ha van idő.
A bérezés az hogy működik,db van benormázva a munka,vagy órabér?
Úgy vagyok vele meg a tanfolyammal is,hogy most magyar viszonylatban jó munkahelyem van,bár nem kapcsolódik a hegesztéshez,de a cégnél is vannak változások és elég bizonytalan minden.
Ha lerakom az awit,van egy gépem,amivel gyakorolhatok,esetleg befigyel majd egy kis környékbéli maszek akkor akár később ha már itthon tarthatatlan lesz a helyzet akkor irány ki!(Ahoz nyelv is kell,majd lassacskán tanulom,már el is kezdtem,ha suliban nem a pinákat kergettem volna,hanem bejártam volna rendesen :D... akkor most nem lenne ilyen nyelv gondom).
A gép mellett még az is dominált,hogy a suliban is lehet venni + délutáni gyakorlást,csak én már ezeknek több pénzt nem fogok/akarok adni.Ha csak azt veszem,hogy egy alkalom (nem tudom mennyi) legyen mondjuk 4 ezer+ a feljutás üzemanyaga akkor kb 7 000
10 délután az 70 000 és csak annyi,hogy gyakoroltam.Ráadásul nem szimpi az oktató,és a szaktudását is meg lehet kérdőjelezni.Ha korábban találom eg a fórumot akkor innen kerestem volna valakit aki rutinos és megbeszéltem volna vele,a tapasztalat cserét...
Így meg van egy saját gépem,akkor ésaddig ülök rajta ameddig akarok.
Van,minden,a gépen,meg most csinálok neki állványt,ha meg lesz rajta kerék akkor már kocsi :-)) A kocsival még van meló,kábeltartó,belécezni az alját,kerekek,plazmavágónak nyomscsökkentő helyének kialakítása,tépőzáras palack és Tucana rögzítő hevederek megcsinálása,PVC csőből pálca tartók,meg lesz egy kis zsivány műanyag doboz a wolframoknak/porcelánoknak/stb...nek.
A gépből amit hiányolok,hogy megoldhatták volna úgy,hogy ha valamelyik potmétert az ember eltekeri akkor a kijelzőn egy rövid időre az aktuálisan eltekert dolgot mutassa...
Van a gépeden árom lefutás ? Meg gáz utánfúvás? Ha van álícsd hosszab időre és tarcsd a pisztojt tovább a hegesztés végénél míg kihül az anyag ne érje a levegő akkor elkerülhető a kráterosodás.
Egyenlőre ilyeneket varacskolok,már ha tiszta minden.A végén mindíg hamar elveszem a pisztolyt,erről még le kellene szoknom.
Jobb kezes vagyok alapból,de az alsó képen kénytelen voltam ballal hegeszteni,mert másképpen nem férek a helyhez.Azzal a kezemmel 3. alkalommal hegesztetem.
Én meg egy pince liftet gyártok egy ismerősnek. Pár napja "céózás" közben rettenetesen elkezdett akadozni a huzal az 5 méteres kábelben. Na, mondom mi a bánat? Akkor nem volt sok időm foglalkozni a dologgal, gyors kábelcsere és folyt. köv.
Tegnap viszont kínomban és persze húsvéti hangulatban szétszedtem, hogy rájöjjek a gondra. Áramátadó új volt benne, így ezt kizártam. Ahogy bontom szét, látom ám, hogy a bowden sokkal rövidebb, mint kéne, kb 10-12 centivel. Na, mondom valószínűleg ez lesz a probléma, veszek neki egy újat. Túl nagy szabad tere volt a huzalnak és szerintem a pisztoly nyakánál beleért a nyakba és itt beragadhatott néha. Na majd kiderül. Nemtom milyen világ ez, így vettem. Úgy látszik aki összerakta, nem foglalkozott a dolgokkal eléggé. Pedig Binzeles...
Megpróbálok jobban odafigyelni a pisztoly tartásra (volt olyan rész ahol balkézzel tudtam csak hegeszteni annak ellenére,hogy jobb kezes vagyok).
A rotaméter annyit mutat a reduktornál amit beállítok,nem "mászik el".A tömlő is tömített,nem szivárog.
Vagy is egy nap után elengedi a nyomást.Ezt értem úgy,hogy ha elzárom a palackot,de a rotaméteren a szelepet nem tekerem vissza (hogy másnap ne keljen újra feltekerni),akkor ami a primer oldalon van nyomás/gáz az másnapra eltűnik.
Igaz ez nem AWI, hanem fogyóelektróda, de kb ugyanez vonatkozik az AWI-ra is. Másik dolog ezekkel a beállításokkal próbálj meg hegeszteni egy teljesen más munkadarabot aminek persze ugyan az az anyagvastagsága ha ott is jelentkezik a varrathiba és a pisztolyt is jól tartod akkor vagy sok a gáz vagy kevés, szerezz be egy rotamétert és mérd meg a pisztoly végén kiáramló gáz mennyiségét.
Ha kevés lenne az áramerősség, nem olvadna meg az anyag.
Vagy távol tartod az elektródát, vagy nagyon megdöntöd a pisztolyt és levegő jut az ömledékhez. Vagy gázmennyiség mérővel meg kéne nézni, hogy ki jön-e a beállított gázmenyiség a pisztoly végén.
2-es elektródát használok,pirosat is,aranyat is.70-95 A amivel hegesztek.
Az iromány szerint inkább kevés az amper,mint több.
Amikor "ki gallérosodik" akkor már szórja az ívet,hiába van meg a hegye,akkor már a varrat is csúnya,az olvadékot sem lehet terelgetni.A hegye nem ér bele az olvadékba,szóval nem az a baj,hogy beletolom.
Értem! Akkor esetleg tiszta argonnal megpróbálom. Vagy az már sok neki?
Ívhgesztő!
A vezetékek rendben vannak, Pár éve cseréltem le 2,5 mm2-es rézdrótra mindet. Ez a 16-os cseréje már régóta érett, mert van egy 200A Stahlwerk inverterem is és 160A fölött az is mindíg leverte. A hang után való beállítást én is alkalmazom, de azért kell még némi gyakorlás hozzá :)
:) én meg azt hittem te árulod:) amugy tuti hogy nem áfás ár. ahoz olcsó lenne, ez gép nettó ára azért kevesebb mint a többi boltban, mert nincs hozzá co munkakábel.
Sikerült kicserélnem a kismegszakítót 20-asra és így már nem üti le. Az 1-es huzal pedig megoldotta a problémát, most már tolhatom neki métereken át beégés nélkül :) A beállításokat még gyakorolnom kell, mert ezt a finomcseppes átmenetet nem sikerül öszehoznom, de majd csak ráérzek a lényegére. A varrataimat még inkább nem publikálom :) a csöveket meg egy fűtéskiegészítő berendezéshez hegesztem.
Mindenkinek nagyon köszönöm a segítséget (tényleg sokat tanultam most tőletek!) és kellemes húsvéti ünnepeket kívánok!
Ha lejjebb tekered az oldalt fogsz látni egy olyan hsz-t amiben vannak képek,az egyik színes! :-)Én már lementettem 2 helyre is,meg ki is nyomtattam!!!
Húzd ki 5-6 mm-re nyugodtan. A jelenlegi állapotban ahhoz hogy lássad mit csinálsz nagyon el kell tartani az ömledéktől és lehet, hogy ezért gázosodik. Az 1-2mm az ömledék és az elektróda közötti távolság legyen (vagyis az ívhossz).
Azt gondoltam,hogy 10mm anyagvastagság környékén használod,mert ott már saroknál kellene az 1.2-es meg a 300A-es binzel!
Az 5-6 -os anyagot milis huzallal meseszerűen kell hogy vigye megfelelő beállitással 100%-on!Olyat hallottam már ,hogy 16-os biztit induláskor levágja,volt olyan is,h nem a gép hőkioldója kapcsolt le hosszab hegesztés után hanem a biztit nyomta le,a gép birta volna még csak hát...!Szerintem kicsi a biztositékod mellesleg nagypénteken ez várható volt! :)
Szerintem igenis van értelme,haladni kell!
Mellesleg milyen célt szolgálnak majd ezek a csövek?
A "kicsi buborék" azt jelenti, hogy kigázosodott a varratod. Nincs megfelelően védve a levegőtől az ömledék. Vagy nem megfelelő a gáz mennyisége vagy távol tartod a gázterelőt. Mennyire lóg ki az elektróda a gázterelő végétől?
Az elektróda végén a szennyeződés az ömledékből kerül oda. Vagy bele bele érsz a folyamat során vagy ha nagyon gázos a varrat szokott fröcskölni is. Ilyenkor is rákerülhet.
A lefutó áram nem lehet probléma. Az a krátelfeltöltés miatt hasznos. Ezzel lehet kivezetni a gázt is a varratból, de ezzel most még szerintem ne foglalkozz.
Még annyit, hogy 5-6mm az anyagvastagság és 160-250mm átmérőjű csövek körbevarrásáról van szó, 5 bar nyomásra. Eddig MMA-val csináltam ,de gazdaságosság és a szebb varrat reményében próbálkozom a CO-val. Lehet, hogy nincs értelme?
Ez rendben is van, de miért üti ki az előírt automatát vajon? A vastagabb huzal ennyivel nagyobb áramfelvétellel jár?
Noby1!
Elnézést, hogy elsiklottam a válaszod fölött, de Degumentes videói teljesen elvonták a figyelmemet! :)
Természetesen ezt a tanácsot is figyelembe veszem és a fejleményekről/megoldásról mindenképpen tájékoztatást adok! A varratról is dobok fel majd képet, ha úgy látom hogy nem égetem le magam nagyon :)
Belül is? Mert valamilyen szennyezőséd okozhatja a zárvány esetelg ha a zártszelvényen belül olaj filmréteg van az a meleg hatására párologhat és pont a varratba kerülhet.
Hát nem sikerült letesztelnem ma a gépet. Vettem hozzá 1-es huzalt, teljesen másképp viselkedik vele a gép, de érdemben nem tudtam kipróbálni, mert így 10 másodperc alatt leüti a 16-os automatát. A vastagabb huzal ennyivel nagyobb áramfelvétellel jár, vagy valami gond lehet a gépemmel? A 0,8-as nem verte le egyszer sem, ha csutkára tekertem akkor sem. A gyári előírás 16A, de zárójelben van egy 32A bejegyzés mellete, amit nem tudok hova tenni... Holnap kipróbálom egy nagyobb kismegszakítóval (20A)
8L/perc PA,PB,PC pozíciók,de rövid szakaszok (20x40-es zártszelvény)8-7-6-os porcelánokkal is kipróbáltam.A hólyagosodás csak alkalmanként jön elő,az elektróda hegyére pedig az a gallér szerűség az bár mit csinálok,mindíg.
Lefényképezni nem tudom,nem tudok olyan jó képet csinálni.
Próbáltam a hegycsúcsokat is változtatni a nagyon hegyestől,a derékszögig.Az a cucc valahonnan ráég,de a fém is tiszta,a gáz meg szűrt.
Az elektróda végén valami fúrcsa képződmény keletkezik,olyan,mintha egy kis gallér lenne a hegy végén kúpos alakban a szélesebbik fele a hegy felé néz.
A másik problémám,hogy a varrat végén kis ömledék buborék keletkezik ami ki is fakad :-(
Van egy kicsit lefutó áram állítva,az lehet a baj,mert amúgy nem minden megálláskor csinálja. :-(
Köszönöm a videokat, nagyon tanulságosak! Kezdek már megvilágosodni! :) Azt hiszem holnap veszek egy tekercs 1-es huzalt, meg egy csomó áramátadót és bősz állítgatásba kezdek :) Holnap majd megírom mire jutottam!
Az X a bekapcsolási idő 100% azt jelenti az az áram amivel folyamatosan hegeszthetsz 194A. 60% 250A pedig azt, hogy 10 percen belül 6 percig hegeszthetsz vele folyamatosan utánna 4 perc pihi, ez 40C°-on. Ezt tartsd be így nem károsodik a gép. Egyébként jó kis gép ez, de corgon az jó lenne hozzá. A második videó eleje, rövidzárlatos ívet lától közepénél átmeneti ív ott fröcsköl a legjobban a végén pedig finomcseppes átmenetet lától. Szórt ívet a te géped nem fog tudni, de a finomcseppes átmenet is tökéletes. A kemény ív(rövid ív), a lágy ív(hosszú ív) a kettő közé kell beállítani.
Szia!A megoldás vastagabb huzal lessz a 0.8-as kb 4mm es anyagig muzsikál szépen utána már érezni,hogy kevés az előtolás mivel nem te állitod a huzal sebességét hanem a gép maga,ezért ragad be az áramátadó vége!Nemtudom milyen vastag anyagot akarsz hegeszteni de lehet,hogy az 1 milis huzal is kevés lessz,a gyári testkábel és csipeszről nem is beszélve,ha elkezd füstölni a szigetelés ne lepőgy meg!
Hát vascsövet nem próbáltam vele forrasztani még sárgarézzel azt csak oxigán propán keverékkel csináltam de avval lehet tökéletesen. Lehet kapni nagyobb barkácsáruházban Oxigén propán forrasztó szettet azzal lehet kisebb acélcsöveket kemény forrasztani .
Hát nem tudom nekem elég jó szokott lenni klímacsőhöz is meg a napkollektoros rendszerhez is teljesen fel kell izzitani a vörösrezet és akkor körbefut mintha cin lenne igaz függ a pálcátol is az a jó ha minnél több ezüst tartalma van mi a 40% szoktuk használni igaz ebből egy szál 2000ft de van a szilfosz pálca az egy négyszögletes páca vörösréz forrasztáshoz az is jó és sokkal olcsóbb.
itt találsz jó forrasztó pisztojokat nekem ilyen is van 5kg pb palackhoz 22mm rézcövet lehet vele forrasztani kemény forrasztással.http://www.ballun.hu/?q=termekek/50
Hát igen, mivel sosem tanultam, az ilyen kifejezésekkel nem vagyok teljesen tisztában mint átmeneti, szórt, kemény, lágy ív. Talán nem tévedek nagyot, amikor a kemény ívnél a sercegő pattogó hangú ívre gondolok, a szórtnál pedig, amikor egyféle sziszegő hangon húzza az ívet, kicsit hasonlatosan az AWI-hoz? Holnap kipróbálom ezt a max. feszültségen való hangolgatást. Remélhetőleg a gép nem fog lefüstölni, bízom benne,hogy a hővédelem működni fog rendesen. Erről a gépről van szó:
Ha van othol oxigéned akkor jó mellé egy propán bután palack a 20kg lehet propán reduktort kapni tömlőcsatlakozása ugyanaz mint az acetiléné. Ugyanazt a varga pisztojt lehet használni mintha acetilénnel forrasztanál . A lángot kicsit nehezebb begyújtani mint az acetilénnél itt csak tiszta gázzal tudod begyújtani utánna lassan adagolni hozzás az oxigént.A láng sokkal kékebb mint az acetilénnél tudsz vele forrasztani vörösrezet vashoz ezüst pálcával sárgarezet ,vasat sárgaréz pálcával. Ha vágni szeretnél vele akkor lehet vele azt is csak ahoz kimondottan propánhoz való vágópisztoj kell .Vasat hegeszteni nem lehet vele mert mikor próbálsz hegeszteni habosodik a vas . Én forrasztáshoz ,vágáshoz ,és melegítéshez használom .Ha gondolod lefényképezem a propán reduktort igaz már megélt néhány balesetet.
Van a rotenbergernek egy turbós pisztoja propánhoz azzal lehet vörösrézcsövet forrasztani 22mm ig szilfosz pálcával.Ha kérdésed van válaszolok .
A gép paraméterei jó lenne tudni mert az is lehet, hogy 0.8-as huzal esetén már nem tudsz nagyobb előtolást állítani a maximális feszültséghez, ilyenkor nagyobb átmérőr váltással tudod orvosólni a problémát.
Igazából nem a gép a hibás hanem az hogy 200-230A az pont az átmeneti ív tartománya, már nem rövidzáralatos az ív, de még nem szórt ív és ebben a tartományba a legnagyobb a fröcskölés. A tiszta argonnal az lesz a baj, hogy nem lesz normális beolvadási mélységed, esetleg egy próbát lehetne teni, hogy egyáltalán a gép képes lenne e szórtívű tartományba hegeszteni és akkor talán megérné beruházni corgonra. Lehet hogy nincs szükség az 1-es huzalra mert nem a huzal okozza a problémát, hanem az átmeneti ív amin csak úgy tudsz változtani, hogy a feszültséget beállítod a maximum állásba és az előtolást hegesztés közben egy próbadarabon folyamatosan állítod az egyik kezeddel és figyeled az ívet hogy nem legyen lágy, de ne is legyen túl kemény ezt így leírni nem egyszerű hogy mit is kell látnod, megpróbálod a munkapontott beállítani. Lehet hogy segít a nagyobb átmérő is így látatlanban nehéz eldönteni mi okozza a nagyobb problémát, de egy biztos az átmeneti ívet kerülni kell! Egyébként mi a gép pontos típusa? A bekapcsolási időre figyelj oda, ha maxon használod a gépet nehogy lefüstöljön:D
Azt hiszem lehet ügyetlennek nevezni azt aki nem műszaki beállítottságú munkát,vagy szakmát végzett.
PL. Festő,kőműves,taxis,pék...
Akikre konkrétan gondoltam azok nem igazán tudják,hogy mi is az az Amper.A suli meg olyan,hogy itt a 3-as anyag,ott a gép,2-es wolf áramerősség tekerő oszt csináld!
Egy nap 2-es lemezt kaptunk :-D,mindenki szénné luggatta!Senkinek meg sem fordut a fejében,hogy visszáb kéne venni az áramból 100-110 A val neki estek úgy,hogy előző alkalommal a 3-as anyagot sajtszerű valamivé alakították.
Jöttek át leskelődni aztán átták,hogy én meg viszem ki a lemezem amin nem volt lyuk.
Aztán kérdezgették,húú ezt hogyan csináltam?!Szerencsém volt,véletlenül összejött :-D
Kicsit visszább vettem az áramot és úgy.De még ezek ut is 100-110A val próbálták.
Szóval nem hiszem,hogy ők lesznek a szélmalom lapát varrók.
Kihegyeztem mindent amit találtam :-),kisflex+lamellás korong a satuba,a wolfram meg az akus csavarozóba és szépen kifaragtam :-) Sima zártszelvényen gyakorlok,de vanak hézagok a rendszerben.Piros/arany 2-essel.
Alut is kipróbáltam,de csak melegítgettem zöld2-essel.Ha letekertem a pulzálást,a frekvenciát kkor pikkelyesebb volt a csíkom,ha meg feltekertem mindkettőt akkor meg lapos és tök sima.Ezzel lehet mókázni :-).
Osztálytársak között tényleg vannak emberek akik ettől a paírtól várják a megváltást,úgy,hogy most először fogtak hegesztő pisztolyt,max otthon taknyoltak valamit 1-2 alklommal. Viszont elhatározottság az van,ezért le a kalapal elöttük.
Ha csak azt veszem,hogy 2 délután alatt próbálgatom a gépemen a beállításokat,hogy mikor,mit csinál... úgy,hogy szerencsére itt is kapok meg remélem még fogok kapni kis segítséget,így sem egyszerű.
Az normális,hogy fordított polaritásnál egyből leggömbölyödött a wolfram?Vagy elbaxtam valamit?
Használtan vettem a gépet és gondolom azóta fennáll ez a probléma, csak eddig nem használtam ilyen munkára és így nem jött elő. Tiszta Co2-t használok. Corgonom nincs, de van tiszta argonom azzal érdemes próbálkozni? Kicsit bajban vagyok a beállításokkal, mert csak egy előtolás és egy feszültség állító van a gépen és még nem igazán találom az összhangot. Túl magasra állított feszültség okozhat ilyen hibát? Holnap veszek hozzá 1-es huzalt és letesztelem azzal is. Áramátadóban léteznek minőségi különbségek, vagy tökmindegy milyet veszek?
Ez azért nem teljesen így van az én tapasztalataim szerint, vagyis a külföldi munka. Én ahová most járok minősítésre jönnek sorra haza külföldről, többen is kezdőként mentek ki és kaptak állást pár nap alatt, minősítésük sem volt, most küldték őket haza papírért, így többet keresnek majd. Ha valaki ügyes simán felveszik, ráadásul Angliában van olyan hely is több, ahol több hetes betanulási lehetőség van! De hatalmas a munkaerő hiány hollandoknál, németeknél, stb.
Azt viszont én is hangsúlyozom, aki ügyetlen, nem veszik fel. Ide jönnek rendszeresen külföldi állásra pályázók, hát nem akarok senkit megbántani, de én is ledöbbentem, milyen varratokat csinálnak. Küldenek is haza sorra mindenkit, hetek óta egy jelentkező sem felelt meg! Így tényleg nincs értelme kimenni! De aki tud, indulhat bátran!:)
Próbáld ki 1-es huzzallal az az előtolási problémát megoldja, de vagy nagyobb árammal próbálod vagy kisebbel, a te esetedbe mindenféleképpen maxold ki a gépet hátha meglesz az a szort ív:D Esetleg ha CO2 gázt használsz, akkor ha van lehetőséged válts Corgonra, vagy más argonbázisú aktívgázra. Ezekben a gázokban az argon hatása miatt jobban ionizálódnak a részecskék, nagyobb leolvadási teljesítmény érhető el és nem fog annyira fröcskölni a varrat felülete is simább lesz. Az áramátadóval ha nagyon nem akarod kidobni és nem égett meg nagyon, akkor az elejét leköszörülöd, valamit lánghegesztő készletben szokot lenni fúvóka tisztító készlet, azzal meg lehet menteni:D http://hegessz.abako.hu/spd/8860/Fuvokatisztitoszett
Itt van egy pár táblázat ami esetleg segíteni fog. Alu hegesztésnél a piros volfram nem a legjobb választás, arra zöldet használnak vagy aranyat. A piros az egyenáramhoz jó. Az aki azt hiszi hogy elvégez egy okj tanfolyamot és esetleg megcsinál egy minősítést is mellé, netán még beszél valamilyen idegennyelvet is akkor se fognak vele foglakozni, ha nincs a hátamögött minimum 2 év hegesztői tapasztalat. Persze lehet kamuzni arról, hogy hol dolgozott, de amikor előjönnek a technológiával kapcsolatos dolgok, amiket még csak meg se említenek tanfolyamokon, mert nincs rá idő, hogy mindennel foglalkozzanak, elég ha egy pozíciót be tudnak gyakoroltatni a tanulóval, akkor úgy is bukik minden. Még esetleg egy kis segítség, ha porcelánozást is meg szeretnéd próbálni, akkor 10-12-se porcelánnal kezdd el mert azt nem kell olyan gyorsan tekerni:D
Köszönöm a tanácsokat, végigcsináltam mindet. A görgő jól van beállítva, az előtolásnál nem látok semmilyen akadozást, szép simán tol terhelés alatt is. A munkakábel új, de azért ki vettem a spirált, az is tiszta, filcet beépítettem, a huzalon a réz jónak tűnik, az is vadi új tekercs, AWS ER70S6. Viszont az erős fröcskölés az fennáll. A gázterelő pár perc alatt telerakódik. Úgy tűnik, hogy az előtolás sebességével lehet a probléma, mert ha visszább veszem, akkor nem ég be és nem is fröcsköl annyira. Viszont a vastag anyagokhoz szükségem lenne a nagy előtolásra és áramra. Mit lehetne csinálni? Váltsak 1-es huzalra? A beégett áramátadók már kukák, nem lehet kitisztítani? Van már egy maréknyi :) Bocsi a sok láma kérdésért, de Co-ban még kezdő vagyok!
Megnéztem!Az én gépemben is vannak instant villámok :-).
Amit nem értek a videoval kapcsolatban,hoy miért haszál olyan nagy porcelánt és vastag wolframot?
Amúgy ha kitapsztalom a gépet össze hegesztem a sörkollektoromat :-)
Lenne még egy kérdésem!
Tegnap tesztelgettem a gépet és a wolfram vége hát nem gömbölyödött,hanem csúcsos volt,de a hegy után bevastagodott,volt az elején egy kis pikli. Na ezt így nehéz lesz elmagyarázni :-D hegy az csúcsos,utána egy 1mm ées szaksz ami vastagabb mint maga az elektróda,na az miért,vagy hogyan sikerülhetett össze hoznom?
85A, 2-es arany elektróda 7-es porcelán.Ma kipróbálom a pirossal is csinál e ilyet.
Megközelítőleg melyik elektródához mekkora porcelán kell??
Még lenne egy észrevételem,hogy pl. a tanfolyam ahova járok ott olyan a gé amin csak a gáz utó áramlást és az apert lehet állítani.Olyan dolgokról,hogy áram fel/le futás nem igen esett szó,pedig kipróbáltam,megtekegettem... hát az egy kúrva jó dolog ám!!!
Ezekből a dolgokból kifolyólag sok mesés álmokra alapozó ember fog nagyot koppani,mert a nagytöbbség azt hiszi és kő keményen,izomból,hogy egy ilyen okj-s tanfolyam után kint zsíros melókat kapnak...
Vedd ki a spirált a munkakábelből fújasd ki, két végét fogd össze a spirálan rázd meg egy kicsit, majd fújasd ki megint ezt egy párszór ismételd meg még jön belőle kosz. 0.8-as áramátadó helyet tegyél bele 1-et, az előtoló elé tegyél egy filckockát csipesszel, hogy tisztitsa a huzalt! Most így hirtelen nem tudom hogy 0.8-as huzalnál 200-230A milyen előtolási sebességgel társul, de ha meghaladja a 13m/percet akkor az is lehet a probléma hogy leválik a rézbevonat a huzalról és ilyenkor betapad az áramátadóba a huzal. Ami még előfordulhat, hogy maga a huzal minősége nem megfelelő. Valamint ez az áramerősség pont az átmeneti ív tartományába esik ahol a legnagyobb a fröcskölés! Nézd meg a huzal részbevonatát, ha halványnak tartod akkor a rézbevonattal lesz a baj!
Első körben derítsd ki, hogy maga az előtoló mechanika stabilan adagolja e a huzalt. Nézd meg nem e olyan görgő van a gépen, amelyik több horonnyal rendelkezik. Ha igen, jó e a 0,8 huzalhoz a beállítás. Nem korrektül működő előtolónál már az enyhén szoruló dob, illetve a huzalfogyásból adódó átmérő csökkenés is tud ilyen tüneteket produkálni. Indítsd el úgy az előtolót, hogy nincs rajta a munkakábel, és figyeld meg a huzal mozgását. Ha rendben van, kicsit terheld a huzalt, (imitálva a spirálba csúszását) úgy, hogy a kilépési pontnál erős bőrkesztyűben egyszerűen megszorítod. Ha ez is rendben van, tedd fel a munkakábelt, de ne tegyél a pisztolyba fúvókát, és így is ellenőrizd a huzaltolást.
Segítséget szeretnék kérni! Nemrégiben vettem egy MastroWeld 250 AI Co gépet és egy olyan problémám lenne vele, hogy 15-20 cm folyamatos varrat után elkezd akadozni, szaggatni és a végén beég a huzal. Ha kicserélem az áramátadót, akkor ismét működik tökéletesen 15-20 cm-ig és kezdődik elölről a hiba. Vastag anyagokat hegesztenék 200-230 amperral, a huzal 0,8-as, a munkakábel 250A-os vadi új. Bármilyen ötletet szívesen veszek!
köszi az infókat, akkor biztos a javitásuk is olcsóbb mivel magyar gép. na megnézem hol is gyártják:) eredetileg invertert akartam kombiban. de ugy döntöttem hogy külön megveszem a co gépet. mivel megvan a stali 200 as bevontam
Az alsó görghő két hornyos az egyik a 0.8 a másik az 1.2 dróthoz de van olyan is ithol ami 0.8 és 0.5 görgő a felső meg egy sima csapágy természetesen mindkettő fém . Egyébként a for migeket pesterzsébeten gyártják itt a honlapjuk:http://www.fortrans.hu/index.php?lang=hu
szia, köszi, szoktam persze figyelni ha co val dolgozom, hogy a kábel egyenes és hurokmentes legyen, amugy milyen görgő van benne? átforditható? és fém ?
Nekem for mig 160 gépem van egy görgöpáros elötolóval a 6 m munkakábelbe eltolja a drótot most is a 4m van rajta és lehet vele dolgozni csak mindig ügyelni kell ne legyen hurok a munkakábelbe mert akkor akadozik az előtolás.
értem köszi, közben már megkérdeztem a kábelt egy másik boltban és meg is rendeltem,bírja a 4 méteres kábelt is, de a gépet csak juniusban tudom megvenni. addig megveszem az "apróságokat,,.
Fogalmam sincs, nekem 3 méterest adtak hozzá az árban, és azzal nem volt gond. Oxygén Kft nek nicns weblapja csak telo száma. Hívd fel őket tuti több mindenre tudnak válaszolni mint én. vagy ha neked pest nincs túl messzi, gyere át hozz egy 4 méteres kábelt és megnézzük hogy bírja
A lindés argon reduktor jó a magyar lindés argon palackokra.Voltam lindéseknél,megmutatták,efelpróbálták,tök korrektek voltak.A palackal volt a gond,ma visszavittem a palackot is a boltba ahol vettem,és a probléma nem a palackal volt,vagy is azzal,ugyan is a messeresek meg tök más csatlakozót használnak.
Van közdarab! :-DJó nagy lehúzás,de 4500-ért kénytelen voltam megvenni,de most már össztekertem a dolgokat ott frissen.
Szóval így most már mindegy milyen palackom lesz arra jó a reduktor magában,vagy közdarabbal!
Részemről meg csináljon magának öcsikét aki ezt így találta ki,hogy ahány palack annyi menet ugyanazon gázon belül is!!!!!!
Újra felrakom,hátha valaki nem olvasta...Vállalkozás megszűnése miatt olcsón eladó EPS TOPTIG 160 HF ipari hegesztőgép,inverter(nem "kínai gagyi",aki ismeri nem kell bemutatni) megkímélt állapotban minden tartozékával. 1év garanciával! (Új ára:291.000.- palack és tartozékok nélkül)
Jó pár év szakmai tapasztalattal a hátammögött még mindig vannak kételyeim, hogy biztos jól csinálom, mert amennyi hegesztő annyi féle varrat és mindig tanul az ember újat. Ha egy jó oktatót fogsz ki, akkor valószínű, hogy tanulsz sokmindent, amit ha nem mondják, hogy létezik, magadtól nem fogsz rájönni. Egy sarokvarrat és egy gyökre hegesztett varrat közt nagy a külömbség, pozíciókról nem is beszélve.
Szerintem olyan 150E körül lehet. és 2-3 hónap alatt biztosan megvan (heti egy-vagy kettő képzési nappal számolj).
Azonban azt nem értem, hogy "mennyire kötelező a részvétel azokon"?
Most érdekel a dolog vagy csak a papír kell?
Hidd el azért , mert napi szinten kezedben van a pisztoly, rengeteg új ismeretet sajátít el az ember az órákon.
Valószínűleg úgy tanultál hegeszteni, hogy néztél valakit, aztán megpróbáltad Te is. Amikor úgy ment, mint a "mentornak" azt mondták, na így kell ezt. És mi van, ha a betanító valamit rosszul csinál?
Nekem is van reduktor problémám nem ment fel a palackra, de mivel van egy tari reduktorom, így azt tettem fel. Szervízbe viszem a sz@rt, és leszereltetem a hollandit.
Amit nem árt tudni egy minősítés az 2 évig érvényes, az okj-s vizsga ami szakmát ad, az nem jár le soha, bár a kettő együtt ér valami. Az ár változó, a vizsgabázisok álltalában csak minősítésre készítenek fel és órabért fizetsz anyag és eljárás fügvénye pl.:http://www.weldcontrol.hu/arjegyzek.htm Okj-s tanfolyamoknál meg kell nézni, hogy az oktatást szervező intézet akreditált e, mert ha az akkor számon lehet kérni őket az NSZFI-n keresztül. A munkaügy álltal szervezett tanfolyamok ebből kifolyólag rendezettek szoktak lenni pl.: http://www.tkki.hu/training_search.php Ha nem akarsz munkahelyet váltani, akkor én az okj-s tanfolyamot ajánlanám.
Egy általános lakatosműhelyben dolgozom, ahol javítóhegesztések, normál szerkezetlakatosmunkák, feltöltések, inox alu munkák vannak. Ebből kifolyólag viszonylag sokat hegesztek awival ami tetszik is, de minősítésem nincsen, csak egy karosszéria lakatos szakmám, ami ugye semmit sem ér ebben a körben. Célom konkrétan nincs vele, leginkűáb azért lenne szükségem rá, mert ha bármilyen okból megszűnne az állásom, szeretném ha eltudnék biztosan helyezkedni, valamint egyszer talán külföldön is szerencsét próbálnék ha a sors úgy alakítja az életem. Valami olyasmi érdekelne, hogy egy ilyen általános awis vizsga, vagy valami kézés, amit tudok lobogtatni a későbbiekben egy cégnek ha arra kerülne a sor. Egyébként milyen árban mozognak ezek és mennyi idő a képzés, mennyire kötelező a részvétel azokon?
Ma voltam a Lindéseknél,Illatos u. 17-ben,a srác nagyon segítőkész volt,és neki bármelyik palackra ráment.Szóval Nem a reduktor a szar, az 100%-ig jó minden magyar szabványos argonra.
Szóval holnap viszem magammal vissza a balackot a boltba,meg a reduktort is kérek egy olyat amit össze lehet pároztatni!
Alapok alat mit értesz? Milyen eljárás, anyagminőség, anyagvastagság, és pozícóra gondolsz? Rengeteg vizsgabázis van, de nem olcsó egyik se, az a kérdés, hogy mit szeretnél kezdeni a minősítéssel mi a célod? A legjobb megoldás ha van időd és anyagi lehetőséged arra, hogy munkaügyön keresztül elvégezz egy tanfolyamot amihez, adnak minősítést, akkor az a legjobb megoldás szerintem. Helyileg merre laksz?
Valaki lenne oly rendes hogy leirná nekem a keményforrasztás menetét,igaz nem hegesztésről van szó de biztos van itt pár emberke aki nem elősször csinálja mint én!!Vidiát szeretnék beforrasztani egy előre elkészitett fészekbe,jól gondolom hogy aelősször is ha nem szita szövetet használok akkor a fészket előrezezem bórax-al majd behelyezem a vidia lapkát,melegitem még szépen öszefolyik az anyag,kihűlik és kész,zárójelbe megjegyzem nem fűrészkorong és egyéb ilyen szerszámba forrasztanék.Köszönöm válaszotokat előre is.
Holnap felkerekedek és vissza viszem a reduktort!Szerencsére a sulitól nem messze van az illatos utca,így nagyjából oda találok.
Ha nem cserélik ki,vagy nem csinálnak vele valamit azon nyomban akkor legrosszab esetben megtartom,veszek mellé egy nem rotásat és mivel erről a rotás rész lecsavarható,így majd a sima után kötöm majd ;-).
De remélem erre nem kerül sor,most nagyon nem akarok még egy reduktort venni!Viszont hétvégén meg szét akarom hegeszteni az agyam :-D :-D!!!
Az anyagok le vanak darabolva,méretre és ott röhögnek a satu padon.Ez így nem van jól...
Szia!Szikrapróbával közel meg lehet állapítani az összetevőket.Az anyag köszörülése közben a leválló szikrák mintája alapján.Csak összehasonlító képes táblázat kell,és naggyából gyakorlás után ki lehet következtetni az összetételt.Bővebben erről:http://hu.wikipedia.org/wiki/Bermann_MiksaPóczi
Ismerős a szitu! :-)Fater is néha küzd a koronglevétellel...
Én vagy a villáskulcsot teszem rá és kocogtatom,vagy a légkulcsal esek neki,meg szoktam kiskalapáccsal kocogtatni körben kicsit,és van amikor megindul utána könnyen.
na leirom hogy történt. nem kértem el, hanem épp mentem a szomszédhoz valamiért és láttam nem tudják levenni a fűrészkorongot a tengelyről, és mondták jó hogy mentem segithetnék levenni. tettem a korong fogához egy laposvasat igy megakadt, és mivel nem volt kulcs, kértem a csőfogót és paff elvált a nyakánál, épp el nem tört de azt már csak a lehelet tartja. nem kell visszavennem, csak megakarnám próbálni neki meghegeszteni. amugy sima piaci 3000 forintos darabról van szó, olyan 1 colig fog
Na ezért nem kérek kölcsön semmit!Meg igazából nem is nagyon van itt a közelben kitől kölcsön kérni.Fogókat én is akarok majd venni,de egyenlőre lenullázódtam.
Amit viszont nagyon szeretnék az valami gérvágó,vagy gyorsdalaboló,vagy szalagfűrészes....
Csak már lesz egy pár olyan szerszámom amiket csak ritka alkalmakkor használok,viszont akkor jó ha vannak :-)
a szomszédét törtem el:)) láttam megisvolt hajolva kicsit a nyakánál, és pont nállam tört el. nem kellett volna használnom, de késő bánat eb gondolat..
Az lesz. Kerítek pár db-ot és kipróbálom. Debrecenben még nem nagyon láttam ezt a márkát, de szétnézek a boltokban. Köszi!
Ja meg még, akinek trafója van és nem próbálta annak nyugodt szívvel ajánlom a Jesenic kék elektródákat. 2.5-et nagyon szépen viszi az én trafóm. Nekem ezt kimondottan ajánlották a boltban.
Vagy ha összefutok keresztapámmal akkor tőle,30 éve hegesztő,vasútnál volt,volt egy csomó minősítése,bár az űrtechnikás dolgokhz mint az awi ahiz nem ért szerintem.
Anno a west end tetejét is ő/k varták,ahova a vonatok beállnak.
na én meg arra lennék kiváncsi hogy hegesztett e már valaki csőfogót? mert megtört a nyakánál, eléggé megrepedt, nem tört el de nem sok válassza el tőlle. milyen öntvényelektródával érdemes nekiálni? azt tudom hogy elő kell melegiteni a munkadarabot, csak még nem hegesztettem öntvényt, vagy egyáltalán érdemes meghegeszteni? mivel nagy igénybevételnek van ill lessz kitéve a csőszereléskor
Ez a Magmaweld elektród vajon jó lenne trafóhoz is? Azért kérdezem, mert pl. az Elga elektródát nem igazán szereti. Viszont az ESAB-ot meg a Bhölert szereti a kicsike. :) ER23-mat is inkább e kettő mögé sorolnám.
na ez jó kérdés. én is feltettem ezt a kérdést a volt tanáromnak. azt a választ kaptam hogy lehetetlen megállapitani hogy mik az összetevők, ha van rá mód akkor próbahegesztést kell csinálni a hozott anyagtipuson, tehát nem a munkadarabon, hanem ugyanolyan anyagon, ha erre nincs mód akkor csak saccolni tudsz
Én arra lennék kíváncsi,hogy honnan tudom egy anyagról,hogy ötvözetlen,gyengén,vagy erősen ötvözött?PL. Tüzépen ha bóklászok a vasanyagok között?Bár ott elvileg lenni kéne a z anyagról papír.
De mi van akkor ha valaki hoz valamit és nincs semmi féle anyagbizonylat hozzá,csak 2 darabban van,na akkor honnan tudom,hogy milyen pálcikát használjak?
szia, köszi az infót, a burkolat zörgését nem lehet valahogy megszüntetni? én is inverterest akartam, de túl drága, meghagyom a stalwerkot is és veszek majd egy sima co gépet. erre a formigre gondoltam hogy megfelelne. amit ajánlottál céget, nem láttam hogy lenne honlapjuk. van nekik ? kb a nyárra tervezem a gépet megvenni. addig gyűjtök és nézelődök érdeklődök. mennyibe került az oxygén kft nél ?
Én most vettem egy ilyet. Eredetileg inverterest akartam, de nem jöttek be. Ezzel viszont maximálisan elégedett vagyok. kicsit ugyan hangos, nagyon rezeg a bádog kaszni, de 5 fokozaton is vígan tudtm vele hegeszeni 5ös anyagokat (7fokozata van). Birta a folyamatos nagyüzemet is 6 orán keresztül (eddig ez volt a leghoszabb idő amit dolgoztam vele, de nincs még meg túl régóta). Oxygén Kft nél adnak hozzá kábelt meg reduktort is majdnem anyiért mint máshol csak a gépet.
Jó gép,meg voltam vele elégedve.Anó leégettem a békebeli trafónkat,aztán vettem helyette az iweldet.Azért döntöttem mellette,mert egy ismerősöm egyik cégnél is ilyet nyüstölt és nem bírta/ák tönkre tenni :-),gondolom ott használta boldog boldogtalan,le ejtették és úgy is ment nekik tovább.
Na mondom akkor nekem egy ilyen kell! ;-)
Viszont most meg nemrég vettem egy multi gépet így fölösleges lett (feltéve,ha magasban nem kell valamit hegesteni).
Üdv. Mivel tudom, többen keresnek helyet tanfolyamot, én is tudom ajánlani a Sztáv zrt. műhelyét az Angol utcába (Bp.). Én munkába állás előtt savállót mentem gyakorolni a héten, nagyszerű társaság van, korrekt vezetőkkel! Parittyás kolléga említette azt az egy főt, hát egy nap alatt rájöttem ki az.:))) De a suli amúgy teljesen okés, pozitív meglepetés volt!
Én azt javaslom, ha megoldható olyan cseretelepet keres , ahol töltenek is, én a saját palackomat kapom vissza, igaz nem töltik fel rögtön , 2 x teszem meg ezt az utat, de nekem igy jobb, hogy nem használt palackot kapok, ha már egy újat sikerült szermányolnom.
Ez még szerbiában is igy van,nem kell semmiféle nyomáspróbát fizetni külön!Lejárt nyomáspróbával is becserelik csak a töltetet kell fizetni!Itt a legnagyobb Co2 palackban 25kg co2 150 bar nyomással 20euro (messer)!Felétek ez hogy van?
Mese habbal.Mivel a cserénél palackkarbantartási dijat kell fizetni ,az atöltő,forgalmazó cég dolga .(Linde ,messer,siad stb) Ki se adhat olyan palackot ami lejárt. Tehát forgalomban ,csak érvényes nyomáspróbás palackok vannak.A nyomásproba diját csak akkor fizeted ha olyan palackot akarsz töltetni aminek nincs magyarországi forgalmazója.
cserénél odakell figyelni és kérni kell olyat ami később jár le. én amikor megveszem akkor legalább 1,5 -2 év lessz rajta, másképp meg sem veszem. az ürge a cseretelepen azt mondta hogy 70 ezerbe kerül a nyomáspróba, ki termeli ezt ki ?
Ne nagyon örüljél a nyomáspróbának hogy 2013-as mert ha kifogy a palackod elviszed cseréltetni és lehet olyat kapsz ami 1-2 hónap múlva lejár pont nálad akkor van csak szívás.
én is jártam már úgy hogy a széndioxid óra nem ment rá az argon menetére akkor kellet venni egy másik reduktort így most kettő van egyik a co2 palackon másik az argonon.
Vállalkozás megszűnése miatt olcsón eladó TOPTIG 160 HF ipari hegesztőgép,inverter megkímélt állapotban minden tartozékával. (Új ára:291.000.- palack és tartozékok nélkül)
Megvan már a palackom is! :-))) 20 L-es lett.Boltból,mert senki nem tudot jó áron szerezni,éveket meg nem tudok.
Sajna így 47 ezer környékén állt meg a palack,ami viszont jó hír,hogy a legutolsó nyomáspróbája az 2013 :-),5 évig nincs rá gondom,de szerintem addig ki ürül.
Amúgy a csaj mondta,hogy ha lejár a nyomáspróba 8 000!ha esetleg valakit érdekelne ez az infó.
Megtanítanak hegeszteni, de mint minden ilyen vizsgabázis ez sem olcsó, ha az alapoktól kezdesz valamit akkor próbáld meg munkaügyön keresztül persze ha van rá lehetőséged. Én azt mondanám hogy az ilyen vizsgabázisokat azoknak ajánlom akiknek van valamilyen rálátása a hegesztésre, mert egyébként nem lesz olcsó, de meg fognak tanítani hegeszteni és még lehet hogy munkát is tudnak ajánlani.
Üdv! Mik a véleménye ezekről az árkategóriás gépekről? Munkahelyemen van egy jasic ami ránézésre nagyon hasonlít ezekre a gépekre, igazából ha azt a színvonalat tudja akkor nekem megfelelne. Otthonra kéne a gép dolgozni vele, kb ennyit tudok szánni rá.
Az ív hossza bázikus elektródánál a magátmérő fel, ez csak irányadó, de ha túl hosszú az ív akkor megszünik a gázvédelem, ami egyébként a bevonatból képződik és zárvány lesz. Újrakezdésnél hajlamos a tanuló hegesztő nem odafigyelni az ívhosszra csak hogy megtartsa az ívet, ilyenkor fordul elő ez a jelenség.
Oktatók kiválasztásánál nem mindig az a szempont, hogy toppon legyen, az ár sokat számít mert az iskoláknak is az a lényege, hogy minnél nagyobb hasznot termeljenek nem az hogy szakembereket képezzenek. A németeknél ha elvégzel egy szakmát akkor egy darabig praktikumozik az emberke, ez azt jelenti, hogy egy szerényebb fizetésér eljár dolgozni, hasonlóan mint itthon a szakmai gyakorlat. Nekem volt oktatóm aki tőlem kérdeezte meg, hogy hogyan tartom a pisztolyt PF helyzetben ha gyököt hegesztek és volt olyan is aki az iskola vezetőségének el tudta adni magát, de fingja nem volt a szakmához. Ezért kell utánna járni az iskolának, hogy akreditált e mert akkor az NSZFI-nél lehet jelezni ha valami nincs rendben.
Elektródánál az újrakezdéseknél kell nagyon figyelin bázikusnál, hogy le legyen szorítva az ív, mert ha nincs, akkor visszaszív és tiszta zárvány lesz.
Csak annyit szeretnék mondani, hogy az AWI kombinált (hegesztést) minősítést a szakma egy magasabb szinvonalának tekintik. Talán azért is, mert két eljátásból kell toppon lenned (szerintem egyébként is a bevont elektróda az egyik legnehezebb eljárás) és általában csöveken alkalmazzák ( ami szintén a legnehezebb poziciót valószínűsítni. Így akinek AWI kombinált minősítése van és folyamatosan tudja hozni a minősítés szinvonalát, nincs félnivalója a munkaerő piacon.
Én egyenlőre nem akarok minősítést,örülök,ha meg lesz az awi.
Az awi kombináltról nem sok mindent tudtam,egyik srác megkérdezte az oktatót...(megelőzött),de az oktató még nálam is kevesebbet tudott a témáról!!Na ez a szégyen :-(
Ez a hegesztő iparág,már annyire szerte ágazó alfajjal rendelkezik.... pfff akár a kórházban dolgozó orvosok,van aki ezt műt,van aki azt...
Igen jónak hanzik 1 áráért 2 minősítés, de azért a nehézségi fokot se kell lebecsülni 2 tökéletes varat minimum, 2 x nagyobb hibafaktor , amikor a mínősítésről érdeklőttem, nekem is a praktikuma tetszett 141/135 , de jött a dilema 141/awi-ből csak cső jöhet számításba 135/mig csak vastag anyag . Az oktatásszervező kicsit reálisabban fogalmazta meg nem kell először a legnehezebett, sokan elvéreznek rajta még tapasztalattal is , azt kell választani ami a legjobban megy, ha már kell mínősítés, vagy addig nyomni amire le akarjuk magunkat mínősíteni.
Az EU-Ark.nál van sima CO2 OKJ-s képzés? Minősités nem kell,mert azt szereznék a munkahelyen belül! Nekem fontosabb lenne csak simán OKJ-s papir,mert már azzal is felvennének.
Mert álltalában helyszini varratokról van szó, ha awi kombiról beszélünk, na már most, ha bevontelektródával készül a töltő takaró varrat, akkor nem szükséges másik gépet kicipelni az építkezésre, mivel a fogyóelektródás eljárás más jelleggörbéjű gépet igényel, más védőgázt, ha pl, szénacélról van szó, ezért a bevontelektróda praktikusabb. Van egyébként 141/135 kombi is de ha jól tudom ezt inkább előgyártásban alkalmazzák, vagy ha úgy van megtervezve egy szerkezet, hogy az lehetővé teszi illetve megkívánja a fogyóelektródát.
Sziasztok,új vagyok.Kérdezni szeretném hogy mit tudtok a pécsi Türr István képzőröl,fogyóelektródás védőgázos ívhegesztő tanfolyamra fogok menni .Előre is köszönet.
Én éppen ma voltam az EU-ARK-nál :D Áprilisban kezdem az awi kombit.
Nekem van 3 ismerős is aki ott szerezte a minősitést, nem panaszkodtak, azt mondták nagyon korrektek és segitenek ahol tudnak.Árban nem olcsók, de garantálják hogy 1 ember/ 1 gép/ 1 oktató és annyit fizetsz amit ott vagy.
A hely első ránézésre valóban nem egy nagy durranás, de ez nem jelenti azt hogy nincsen szaktudás és géppark a háttérben.
Felsőzsolcai Eu-Ark: Arnóczki László az ügyvezető és ha jól tudom neki van jogosultsága Tüv minősítés kiállítani. A hely mikor én náluk voltam, elég puritán volt, de ez nem azt jelenti, hogy nem fognak megtanítani hegeszteni. Az alapok elsajátítására tökéletes a hely, ezzel csak azt akarom mondani, hogy aki meg akar tanulni hegeszteni ott adottak a lehetőségek, nem úgy mint egyes csicsásan megszerkesztett honnalappal rendelkező mindent igérő cégeknél! A másik dolog ami még mellette szólhat, hogy akár munkát is tud ajánlani. Ha a közelben van hozzád, szerintem egy személyes találkozót megér a dolog.
Véleményeket szeretnék kérni a Miskolci Intern Kft. illetve a Felsőzsolcai Eu-Ark mérnökség Co tanfolyammal kapcsolatosan. Ki mit hallot róla? Van-e olyan aki ott végezte el?
Passzolom a dolog ezen részét! Nekem egyenlőre nem létszükséglet a dolog,de előre látóbb lettem,így egy esetleges "menekülési útvonalnak" tartom.
Remélem ezért a kijelentésemért nem köveznek meg a mester emberek!
Viszont van olyan ostálytársam aki 10 éve hegeszt,több rozsdamentes korlátott varrt,mint amit én életemben láttam :-),kérdeztem is,hogy hát ő mit keres itt?!
Azt mondta,most már eljöött az az idő amikor nem a szaktudás a fontosabb,hanem,hogy legyen papír... Amikor ő elment ahoz a céghez ahol dolgozik,nem kértek semmit,csak azt,hogy tudjon hegeszteni,most már kell a papír is...
Viszont ahol vagyok,ott inkább csak olyan "zöld gombot nyomogató embert" csinálnak,viszont szerintem nem attól lesz svalaki szak ember,hogy megtanul egy sémára valamit.Aztán ha a séma megváltozik,vékonyabb/vastagab anyag,másgép,stb... akkor van pislogás.
Szóval alaposan nézd meg a helyet ahol papírt akarsz szerezni,milyen anyagokból lehet dolgozni,gépekk kora,állapota,meg hogy hanyan vagytok 1 gépre...
Gransolt kerüld,mert én nagyon nem vagyok kibékülve velük!
Így utólag átgondolva a dolgot... A legjobb megoldás az lett volna,ha vagy egy cégnél,vagy egy itteni profi mestert felkeresek,rámszánna egy kis időt,anyagot,stb... persze megegyezés alapján és az megmutatná,hogy mi miből jön,meg hogyan!!!!
ha rám hallgatsz előbb OKJ, minél több gyakorlással! Magában az OKJ is édeskevés! Aztán ha vége, majd eldöntöd mire raksz minősítést. Nálunk amúgy senki nem ment tanfolyam után minősíteni, én gondolkoztam, de én is majd csak kinn..:)
Akkor jól gondoltam,h első a OkJ és aztán a minősités...de ha már felvettek egy munkahelyre sima OkJ bizonyitvánnyal,akkor ott általában megszerezheted a minősitést.
A kihegyezés még nem is akor agond,az elektróda/porcelán összepárosítás az ami még homály.Gondolom az 1-eshez a 4-es porcelán jó,a többi viszont bizonytalan...
Melyik fizetős tanfolyam éri meg a legjobban? Az amelyik OKJ-s bizonyitványt ad, vagy amelyik csak minősítést? Én ugy gondolom h érdemesebb az OKJ-s bizonyitványt megszerezni elősször és aztán a minősítést?
Nem könnyű kihegyezni, de nekem 3. alkalom után már ment, és nem vagyok zseni, szóval kis gyakorlás kérdése. Egyébként pl. két 0,8-as vastagságú kis félgömböket olyan gyönyörűen összehegesztettem vele, vastagabbal sokkal csúnyább lett volna!:)
Jelenleg még palacktalan vagyok :-(,várok egy ismerősömre még,mert elvileg ő tud szerezni,ha hét végéig nem jelez vissza,hogy mi van akkorkénytelen leszek boltban megvenni :-(.
Egyik srác megkérdezte az oktatót menniyért tud palackot,én meg pont ott voltam... hát az "olcsó,jó ár" az az öregnél drágább,mint a váci bolt na az egy kicsit dúrva...
Ha már meglesz minden felszerelés akkor kipróbálok mindent mindennel :-),csak már lenne meg...
Én úgy láttam felülről, hogy csak ezek a vas lemezek vannak egymásra téve. Hamarosan kiderül, mert egy kicsit fel akarom újítani. Új kapcsolók, külön kábel csatlakozók és akkor majd kiderül. Az a baj, hogy a burkolat csak felülről és előről "kapcsoló panel" eltávolítható. Ez a vas mag bele van csavarozva az egész burkolatba. Tervbe van az egész burkolat festése kivül-belül és akkor majd kiderül.
Áh, az AWI nagyon távol áll tőlem nem akarnám kipróbálni. :) Diódákat sem fedeztem fel eddig, amennyit láttam a gép belsejéből.
Ha nincsenek benn diódák, akkor az égvilágon semmi sem lesz kábelcsere estén. Ha egyfázisú a trafó, és van benne 4db dióda, akkor megkísérelheted az AWI hegesztést, de ez semmiképpen sem lesz tökéletes. Biztosan nincs abban a gépben tekercs? :)))
Mi van akkor ha az elektróda és a test kábelt megcserélem egy épített trafón? Az én trafómban nem tekercs van, hanem ilyen vaslemezek egymáson súlya 70 kg körül van? Mennyivel rosszabb ez a megoldás, mint a tekercs?
Majd ha már ügyes hegesztő leszel, meglátod mire is jó egy 1mm elektróda:) Egy milliméternél vékonyabb lemezek, hozaganyag nélküli varrásához tökéletes.
Igen, így van, ma megkérdeztem. Egy a bibi, olyan 2-300e ft minimum, hogy kijöjjenek, a minősítésen felül.:) De ennél több is lehet, hiába ígérték, nem küldtek pontos árat. Úgyhogy csak kinn rakom le, ez tuti lehúzás, nehogy már félmilla fölött legyen egy minősítés...
Szerintem a DNV vizsga is úgy van mint a Tüv elmész egy vizsgabázisra és az mondod hogy neked DNV-s minősítés kell és hogy őket hívják ki vizsgára. Csak keresni kell egy akreditált vizsgabázist aki ez beválalja.
Wolfram elektródáknál átmérő szerint mi az a minimális és maximális áramerősség aminél azt kell használni? Van ezeknek -tól -ig használata? Arra gondolok hogy mondjuk a piros 2.4-es 80A-180A-ig (csak hasraütésszerűen irtam a számokat) stb
Mindig úgy kalkulálj, hogy max félárat kérhetsz a boltihoz viszonyítva. Vannak profi korongok, ( INOX, és szénacél egyaránt) és vannak egészen gagyik is. Mindenképpen keress rá az adott típusra, hogy betudd árazni. Ha sokat vesz egy vásárló, megint csak kedvezményben "kell" részesíteni.
Az interneten le tudod vadászni az árakat / vásárlói vételi árak/ a kereskedelmi egységek általában számlaképesen vásárolak a kereskedők átadási áraik a nettó vételár kb 20-50%-os ez lényegében listaár, az alacsony árfekvésü föggyő dolgokra vannak másodlakos kondiciók, amit bizonyos vásárlás esetén térítenek vissza. Nagyon fontos hogy milyen mennyíséget, milyen gyorsan tudsz szállítani, tehát teljesíteni a megrendelést. De ha svarcba gondolkozol ezt mindent felül ír ott a megállapodás az amennyiért el tudod adni. Remélem tudtam segíteni.
Megérkezett a 3M félálarc, P3 aktívszenes 3M 2138-as szűrőbetéttel befér a pajzs alá nem zavar munka közbe, sőt az a jó benne , hogy nem párásodik a látómező. Abe1 betétet kihagyták a csomagból , a napokba küldik kíváncsi leszek , hogy azzal milyen lesz??? Bevont elektródázáshos milyen szakirodalmat ajánlattok főleg a elektródatartási poziciók, gyök, töltő, takaró varatok elektródavezetése??
Ezt én sem vágom. A TÜV tudom sok EU-sországban elfogadott, de pl. angliában nemigen, vagy kb. annyira mint az mhte-s? Vagy az mhte-s a határon túl már semmit nem ér? Gondolom azért a kódot látják, csak gondolják húzott már a gyerek értelmes varratot?:) Most azért én is gondolkozom nagyon, hogy itthon nem csinálok DNV-t, csak azért mert külön megnézik nem szívesen fizetek még 2-300 ezer forintot...
Istenbizony azon gondolkodom csak kinn rakok le minősítést már, itthon vagy káosz, vagy nem is válaszolnak, stb-
Szia! Szól másoknak is akik Anglián - DNV minősítésen - gondolkoznak.:)
Felhívtam őket, nem egyszerű. A vizsgát nekem kell megoldanom, ők kijönnek, megnézik a hegesztést majd ők viszik el laborba az anyagot bevizsgáltatni. Egyelőre várom a pontos árat, de csak ez a külön intézés többszázezer forint lenne. Ha jött pontos válasz még írok.
Jah, nem a hegesztésre, csak úgy általában.:) csak h írta, 30 eurótól indul kinn az órabérük, de én 200ért se mennék fel egy tízemeletes tetejére melózni.:) A magasabbra meg amúgy se.:)))
Köszi a választ! Én is így szeretnék majd dolgozni, hogy minél kevesebb szerelgetés meg ilyen legyen, bár én még messze vagyok a profi szinttől, így eleinte nyilván lehet beleszaladok.:) De amit eddig rajz alapján kellett csinálni csak is azért élveztem, mert amit elrontottak, velem csináltatták meg, h a réseket be tudom hegeszteni.:))) De amúgy ez az összeállítgatás nem kedvencem.:D
Vágom magyarok milyenek, ezért pl. nálam magyar főnök, vagy közvetítő kizáró ok. Megszokták itthon kiskirályok, külföldön már láttam, ott hagyják élni a melóst. Nekem is volt már ember, aki mondta ha megvan a papírom vinne németbe 7-8 euróért. mondom azt elhiszem, csak nem vagyok hülye.:D
Én is tériszonyos vagyok amúgy, alpinizmus kizárva, épp most mondom asszonynak felejtse el a 30. emeleti lakást.:))) Én ha most megyek, már 11-12 fontos órabérnek is örülnék, de ha sikerülne letenni gyors a parittyás kolléga által említett DNV minősítést, megpróbálnám a profi csőszerelő hegesztő melókat is, hátha. Ha nem kockáztatok kicsit, nem is nyerek soha.:)) Azok kinn 15-20 fonttól indulnak bruttó, mondjuk nem is a pénz lenne a lényeg, de imádom a tiszta hegesztő melót.:) Én awi+porbelest akarok majd minősítésre, terjed az utóbbi is úgy látom.
Én is azt mondom inkább annak szükséges aki Lakatos-hegesztőként megy ki dolgozni. Itt az izometria rajz tudása kell 100%-os tudással, de nem a hegesztőnek! Én akkor látok itt rajzot, amikor unatkozok és odasétálok átlapozgatni! Itt úgy vagyunk megosztva is, hogy egy hegesztő mellett 2 csőszerelő dolgozik és tényleg semmi más dolgom nincsen mint hegeszteni.
A bossról jut eszembe! Mi akik itt vagyunk és dolgozunk, egytől egyig főnök nélkül nyomjuk a melót! Reggel bemegyünk 7-re az irodába, a Bauleiter elmondja a reggeli szokásos dolgokat (védőszemüveg, sisakhasználat)... +ki kivel dolgozik és annyi, legközelebb akkor látok főnököt, mikor lehúzom a kártyámat hazaindulás előtt!
Viszont van itt egy Magyar állványozó cég! Ezek a szerencsétlenek reggeltől estig dolgoznak mint az állat és a bunkó Magyar főnök meg ott áll és nézi hogy dolgoznak! Egyetlen egy cégtő sincs itt semmi főnök, de a Magyar buzinak itt kell lenni vezényelni! Ráadásul 7 eurós órabérbe killódnak itt beszarásig, a rohadék meg simán felveszi a 25-öt szerintem! Rendesen sajnálom már őket mit el kell viselniük.
Alpinistának lenne még érdemes elmenni! 30 euró netto órabér alatt ki sem kelnek az ágyból!Kár hogy tériszonyom van :-D Még csajok is vannak köztük :-D
Na hát akkor is először sok sikert majd itthon! Mindenképp szólj, ha apuka lettél.:)
Még egy kérdés, ami felmerült kinttel kapcsolatba, az a műszaki rajz olvasás. Sok cégnél feltétel, te mit gondolsz erről? Tényleg olyan fontos? vagy akinek jól megy a cső, annak nem létfontosságú a rajzolvasgatás, elboldogul a nélkül is? Gondolom ez inkább a lakatos-hegesztő állásoknál fontos, engem az annyira nem vonz.:)
Az a 6300 euró az kemény nagyon, abból telik a cégnek a jó hegesztőkre, csak mondjuk itthon elrakná azt is a boss, azt adna a magyar melósnak mondjuk 3 eurót óránként, és inkább venne egy új mergát...:)
Savállóból is van itt bőven, de talán 3-4mm a legvastagann itt amit láttam! Inkább ezeket a melegszilárd anyagokat nyomják itt, de mondjuk nem csodálom, amit majd ki kell bírniuk ezeknek! Egy 500mm átmérőjű 40mm falvastagságú cső meghegesztéséért most hallottam 6300 Eurót fizet ki a cég! De abba megy cucc rendesen, gyök az awi, meg rámegy 2 gyöktámasztó (erősítő) a többi meg elektróda!
Még a jó múltkor beszéltünk arról a fajta pisztolyról, aminek a fejét el lehet hajtani! Ajánlottam, mert én is azt használom és különböző pozícióknál szinte lehetetlen is lenne egy fix nyakú pisztollyal dolgozni.
Csináltam róla egy két képet milyen is ez:
Ez például egy érdekes pozicióm volt :-D :
Egy ilyenből csináltam egy volfram pucolót, így nem éghet meg a kéz és gyorsabban is lehet pucolni! Állványos köszörünél és flexnél is egyaránt jól bevált:
Valaki kérte, ha csinálok sarokvarratot tegyek majd fel képet róla. Tartó konzolokat kellett csinálnom. Az elektróda az függő sarok, az awi pedig sima! :
Salakolás előtt: Salakolás után:
Awi sarok:
Ezt pedig a napokban csináltam és én magam is meglepődtem! Volt egy kis időm, be kellett osztani a munkát, úgyhogy kitaláltam, hogy előállok valami újjal, aminek ez lett az eredménye:
200-as Pa takaró:
De megkillódtam ezzel a pár képpel mire méretre vágtam :-D
Megpróbálom!Bár a legközelebbi alkalom az 3 hét múlva lesz,mert szünet lesz... megint.Addigra a sulihoz vezető utat is elfelejtem,nem hogy a pisztolyt,hogy tartottam,stb...
Azt hiszem holnap bepalackolok,drágaság ide vagy od,kell!:-(
Akkor már itthon is meg tudok pár dolgot csinálni,garázsajtó,hegesztő kocsi,egy polc,majd gyakorlok azon addig...
Hát akkor lehet,hogy érdemes,bár ha a növényt meg is termesztik atakarmányt állatoknak,meg maga az állatokat nem tudom mennnyire tenyésztik,szóval hús az még így is necces lehet.Kolbász,szalámi,sonka :).
Eddig a PA,PB modul megvan (feltéve ha az öreg nem dobta ki a kukába),most legutóbb a függőleges sarkot keztem el,de nem egyszerű.Ha fügőbe fogtam a pisztolyt,hgy a kábel lefele lógjon akkor rossz volt tartani a dőlésszöget,a pálcát megszemből adagolni,hát melegítette a kezem rendesen.
Az oktató segédje mondta,hogy lassan haladjak felefelé,szigorúan a sarokban fefelé enyhén bedöntve a pisztolyt.
Viszont ha oldalra fogtam a pisztolyt,hogy kézre álljon a dőlés,stb... akkor meg a kábel súlya lassan elkezdte oldalra "csavarni" a kezem.
Szóval szívesen veszek minden pozícióhoz segítséget!
Holnap lehet elmegyek a palackért 4,5 m3-ös,a nagyot nem akarom cipeln,meg kocsiba ki-be rakosgatni is könnyebb,ha meg később nagyobb palack létszüksége állna fent akkor becserélem egy nagyobbra ;-)!
Mellette megcsinálnám ebben a suliban a minősitéseket, csak ez nem ad OKJ-s végzettséget :/
Mivel itt hétköznaponként van oktatás a másikban ahol adnak OKJ-s végzettséget meg szombaton igy nagyon nem érdeklne a gyakorlati része, csak adjon bizonyitványt
Számoltam,hogy ha csak 3-4 e-t kér el az öreg a +délutánért,meg még az üzemanyag (70 km-re van tőlem a hely),akkor ott vagyok,hogy napi közel 7-8 ezer.10 alkalom az már 70 rongy,és 10 alkalom mi?!Semmi!
Pláne,ha a +foglalkozáson is többen vagyunk,meg úgy kell anyagot kotorászni akkor fizessen ezeknek többet a hóhér!Az oktatós sem szimpi,meg azt hiszem elég sok pénzt kifizettem/tünk a tanfolyamért így is.Mi vállaltuk az anyagi vonzatát a dolognak,ők azt,hogy biztosítják a dolog technikai oldalát,képzést,hogy megtanítanak!
Egy forintot nem fizetek egyiknek sem.
Ha lenne a környékben valami cég ahol a főnökkel meg lehetne dumálni,hogy rendes igazi hegesztő melós emberek tanítsanak,esetleg a melójuk egy részét is megcsinálni,akkor s okan azt választották volna!Hha ezt tudjuk....
Itt is úgy volt,hogy 8 hónap,aztán most már 10,mert ugye kimaradtak azok a hétvégék amikor ledolgozás volt,meg ünnep,meg a suliban téli szünet...Ezzel nem is lett volna baj,csak ezt a szervezők nem közölték! Talánb mert akkor jó sokan átmentek volna másik helyre!
De ha valaki lefixált volna valami kinti melót,akkor mit csinál,azt mondja bocs fiúk csak 2 hónappal később megyek,mert a két homokos szervező nem szólt,hogy kicsit tovább tart a buli!!!
Mivel mohó banda ez... így van 3 osztály,így felváltva jár a két gyakorlatos egyszer szombaton következő héten meg vasárnap a másik meg amikor mi szombaton akkor ők vasárnap,majd csere,mi vasárnap,ők szombat.
szerintem szánd rá az időt!!!És mindenkép ahova jelentkezel menjél be,nézd meg a gép parkot és fixáljátok le,hogy nem 3-an vagytok egyszerre egy gépen,mert mi úgy vagyunk!
Már baromira bánom,hogy ez t a helyet választottam,de már nincs vissza út.
Arra viszont mérget vehetnek,hogy ez az osztály összes tagja negatív kritikával fogja kényeztetni őket!!!
Hozzáteszem, magában az OKJ se sok mindenre elég... Nálunk 14 emberből kb. 4-nek van esélye majd dolgozni, akik különórákra jártak. Én személy szerint pl. megdupláztam az alaptanfolyam árát a magánórákkal, és hol vagyok én még mindig egy profi hegesztőtől...:)
Ez - a magában csak minősítés elég - a legnagyobb átverés. Se itthon, se külföldön nem elég, sehová fel nem vesznek egy egyhónapos gyorstalpaló után. Nem is értem hogy mondhatnak ilyet... OKJ, vagy szakmunkás alap, a nélkül nincs olyan hogy hegesztő. Max otthoni használatra.:)
Az volt nagy hülyeség szerintem, hogy eltörölték a két éves szakmai tapasztalatot a minősítés előtt. Most megy a lehúzás, és egy csomóan lesznek munka nélkül a piacon, a minősítést lobogtatva.:(
Arra mérget vehetsz, nekem is csak minősítésem van sehová nem vesznek fel hibába csinálom meg a bemutató darabot hibátlanul. Szánj rá több pénz, időt legyen okj bizonyítványod és nagyobb eséllyel tudsz elhelyezkedni. minősítés felülírja a bizonyítványt: nekem is ezt mondták kiröhögtek mindenhol.
A venti legfeljebb akkor indokolt ha iparszerűen fogod használni. Az ilyen masinák megbízható műhelygépek, mert nincs mi elromoljon benne. Ha viszi a bázikus elektródát, no meg az igényeidnek is megfelel, bőven megéri az árát.
Köszönöm a hozzászólást! :) Még megpróbálom több pálcával is"tesztelem" esetleg ha megveszem egy hűtőventilátort be tudnék rakni mivel a mag és az alja között 20-25 cm van...Amúgy a 25 eFt nem sok lenne érte???
Egyébként meg látom, hogy a Jasic-ról is folynak viták :).
Mi a Jasic Inverter Mig 250A-sakat használjuk, széria munkáknál ahol a szépség is lényeg és, hogy minél gyorsabban kész legyen a darab egyszerűen verhetetlen! Emellett az a 700-800 (viszonteladótól függ) euro egyálltalán nem sok egy inverteres gépért ami még jó is.
Egy kérdésem is volna, valakinek van e véletlen a DALEX GCL (W) 277, kötési sémája vagy bármiféle információja a gépről? Én már áttúrtam a netet, de semmien nyelven nem találtam..
Nekünk a froniustól TPS 3200 as van (régebbi tipus) ennél konkrétan jelentkezett ez a probléma, meg volt egy Transpocket 1500 MMA inverter teszten, csarnok szerelésnél, annál is jelentkezett, mint ahogy mondtam ez az egy hátránya van ami nem jelenti azt/nem ugy értettem, hogy soha nem kapcsolódik fel, van hogy elég 1-2 percet várni és már indul is, ugyhogy nem kell meglepődni/megiedni ha jelentkezik ilyesmi.
Annak ellenére, hogy jó néhány példány volt már a közelemben, nem ismerem a teljes modellpalettát, nekem csak a legkisebb (TP 1500) van. Ez a kis gép tapasztalataim szerint közel sem olyan kényes a vékonyabb - akár részben feltekert - hosszabbítóra, mint a nem nagy múltú (BLM, és társai) gyártmányok. Profi hegesztők nyúztak nap mint nap ilyen masinákat, így szubjektív véleményeik alapján döntöttem e típus mellett. Igaz, 2004 - ben sem volt olcsó, de nem bántam meg, hogy (persze kedvezményes áron) megvettem :)
Üdv nagyon jól válaszoltál. Igen a fróniusz nagyon jó gép, minden technológiában maximálisan teljesít, egyetlen hátrányát tudnám felsorolni: feszültség ingadozásnál nem hajlandó bekapcsolni sem..
Mivel az egy gyári gép, nyilvánvalóan megvan tervezve. Ha"békebeli"akkor meg főleg! Az alumínium nem olyan jó hatásfokú tekercsalapanyag mint a vörösréz, de ettől függetlenül hegesztőtrafónak tökéletesen megfelel. Használják olajhűtésű transzformátorokban is. A nem melegedés részben annak köszönhető, hogy egy ilyen teljesítményű gépnek 3 db 3,2 - es "virsli pálca" leolvasztása meg sem kottyan, másrészről az alu sokkal előbb leadja a veszteség meleget mint a vörösréz, tehát előbb lehűl. Jaaaa.....a Fronius is OSZTRÁK, ennek ellenére nem olyan rossz ;)
Sziasztok!Kérnék véleményeket egy olyan "békebeli" OSZTRÁK trafóról valami WEIDER SB 200 -as tipus 380/220-as 220-on 170A 380-on 200 A tud!Több állítási lehetőség van rajta,de ami nekem fura hogy 1mm e ALU LEMEZBŐL van tekercselve mind a két tekercs alu vezeték a kapcsolókhoz stb szerintetek mennyire lehet e megbízható?Kipróbáltuk pár 3,2-es pálcával nem is melegedett...
Van még lehetőség +60-ért "minősítést "szerezni,de erről annyit mondtak,hogy ez valami magyar dolog,kint azt sem tudják mi az,szóval elég érdekes a dolog ezen része...
bevalom, nem probáltam. anyi pénzem nem volt amenyibe került.
de a kereskedők annyira nem dicsérték mint ti itt a fórumon.
Igazábol ezek az inverteres co gépek egyik se gyözött meg. lehet nagy ipariban jók de ilyen pocketben nem voltak nyerőek.
talán a sthalwerk mig 200 de az 240 körül volt.
töbnyire mühely munkára kell a co, igy inkább maradtam a bevát trafos technikánál. ha kell ki tudom vinni helyszínre is, bár nem olyan kényelmes. de sokkal olcsobb. és így nem kerültem olyan messzi egy jó awi géptől.
értelek, akkor az a kérdés hogy a testvérednek sürgősen kell e a gép, mert nekem május 5 körül lessz eladó. akkor veszem meg a kombit. ha igy megtudjuk beszélni fix re akkor nem árulom senkinek sem, hanem neked adom majd el. de irhatunk imélt is hogy ne offoljunk:)
rendben visszatérünk rá , azért nem eladó még mert nem szeretnék gép nélkül maradni, kb 2 hónap és megveszem a kombit.
a stali gépek nagyon jók, nekem a ventije miatt kellett visszaküldenem, mert kb 1-2 percig zajolt de utánna magától elhalgatott, nem titkolom el mert igy tisztességes. megjavitották, most tökéletesen megy a venti is.
a stahlwerk is kinai mint majdnem minden, azzal a különbséggel hogy ezt német piacra gyártották, és ezért is erősebb a bekapcsolási idejük, az arc 200 nál 155 ampert tud 100% on. tehát 155 amperral lehet egyfolytában ugy hegeszteni hogy nem kaplcsol ki
szia, a gorillával mizu? ki is vett itt gorillát? gorilla 185a. mig gép. ha nem tudom kellő árban eladni majd a stahlwerk 200 asom, akkor lehet csak sima co gépet veszek, a stali meg megmarad hordozhatónak, co meg műhelymunkára lessz. csak az a gond hogy a sima co gépek árban nem sokkal maradnak el az inverteresekkel szemben. mert a co gépeket munkakábel nélkül árulják, ha azt hozzáadom akkor meg már kapok érte egy gorilla 185 öset.amihez co munkakábel is jár
Ok, nézem a honlapot, hátfőn rájukcsörgők, hátha gyorsak.:) Az asuztrál téma ha aktuális jöhet majd az e-mail-re, érdekel a dolog.:)
Akkor azért szted ha awi-mig-ről van papír referenciával, 6g-s minősítéssel, azért lehet jó helyet is kikapni?:) Szállás szerencsére nem gond, ketten megyünk aszonnyal, lesz időm melót keresni, és 20-nál is több cég is keres hegesztőket hónapok óta a környéken. Kívűncsi leszek mi lesz, engem érdekel sima awia, meg kombós meló is, ami viszont nagy hiányosság az a műszaki rajz. De szívem szerint csőhegesztőnek állnék, nem fabricator meg fitter, sima pipe coded welder.:)
Beszélni kell nem kicsit jól,telefonon intéznek mindent,nemigazán érdekli őket a bizonyítvány főleg hogy magyarul van.Honosíttatni lehet őket valahol de még nemjártam utánna.Az ismerősödnek szerencséje is volt meg nem is.jóhelyekre kell a papír nem elég hogy szép valami jónak is kell lennie,kitudja belül mivan.Egyébként ilyen cégek olyan kiábrándítóan kevés pénzt ajánlanak hogy az már fáj,de ez is relatív nekünk azért van tapasztalatunk(10 év) és tudjuk hogy nem annyit érünk.ugyhogy mindenkinek szerintem magától kell döntenie.
Szia, a DNv megtalálod a neten de így egyszerűbb http://www.dnvba.com/hu/Pages/default.aspx.Valamilyen Róbert az ügyintézője megmondják a telefonban a számát.Náluk kell vizsgázni de még nem jutottam el én sem odáig,elvileg jövőhéten megyünk haza mert visszamegyünk olaszba.Nekem is az lessz az első hogy csináltatok náluk minősítést,mindenből újat.Ha van kire számítanod akinél lakhatsz az első időben akkor nemlessz olyan nagy probléma.De az első szakmábavágó melót el kell fogadni tökmindeggy mennyit ajánlanak.szerintem.
Tehát akkor ha valakinek van mondjuk awi szakmunkás bizonyítványa,frissen,nyelvet kicsit tudja és tegyük fel gyakorlata is van,de schwarzarbeit :D,akkor annak esélytelen kint elhelyezkednie?
Vagy a próbamunkán dől el minden?
Egy ismerősöm ismerőse úgy ment ki,hogy nem volt minősítése,viszont kúrv@ szépen hegesztett,próbamunkát megcsinálta,röngenezték,felvették.
Húú, nagyon köszi az infókat, mióta vártam már rá Angliából.:)
na nézzük sorra: privátban megírod kit kerüljek a sztávnál? am.media.kecskemet@gmail.com ez működhet majd a végénél lévő Aus dologra is.:)
DNV-t azt kérni kell, amikor megvan a minősítés? Vagy hogy működik itthon?
Papírok: europass van MiG-ről és awiról, referencialevél van 2 évről, le is nyomozhatják, meg az awi minősítés lenne, plusz alu-ról és porbelesről egy főiskolai bizonylat, de ez annyi, hogy ezeket is csináltam. Sajna angol tapasztalat nincs, ez gyenge pont lesz vágom, de azt mondják poole-ban, ahová megyünk, olyan hiány van, hogy ne rettegjek azért.:) Majd kiderül.
Ausztrália amúgy a fő cél, Anglia egy kis gyakorlatnak van szánva előtte. Asszony vízumával mennénk, még a nyelvvizsga fellebbezést várjuk, utána elméletileg zöld jelzés van. Ha tudsz azonban akik segítenek bejutni legálisan (gondolom szponzori vízum?), azt köszönettel veszem, nyilván áldozok rá ha reálisnak értékelem.:)
Amúgy a munkakörülmények általában milyenek? nyáron voltam kinn, láttam ott is nyomni kell azért a melót, de meg voltak becsülve emberileg meg anyagilag is. (newbury)
A hegesztő minősítés angol nyelvű még a ha németül is van rá írva elölre minden.
Pl:EN 287-1 141 T BW 5 S 5,0 D56 H-LO45 ss nb,ez totál angol és ha kijössz Angliába mert olvastam hogy ide tartasz,és a kezébe adod egy agencyis ügynöknek,kb 60 % tudja is értelmezni(már aki hegesztőket toboroz).
A Sztáv nagyon jó az oktatás meg a hozzáállás szempontjából de sajnos mint mindehol ott is van egy barom!!Nevet inkább nem írnék.
Ha elfogadsz egy jótanácsot DNV-s vagy Lloyd's os minősítést csináltatsz.DNV-st lehet otthon Lloyd's-ost csak Rotterdamban.Itt minden ennek a két cégnek a minőségirányításával történik.Tiszta awi-s minősítéssel nemsokra mész hacsak nincs leinformálható referenciád sajnos ez a mániájuk na meg helyi munkatapasztalat,ennek híjján megteszik hogy elküldenek raktárba "MUNKATAPASZTALATOT SZEREZNI".Itt(Norfolk megye) awi-porbeles,awi-elektróda hegesztőket keresnek főként de ez egyébként jellemző az egész hegesztő piacra Európában(több eljárást tudsz annyival kevesebb ember kell nekik).Kiszámolták itt éves szinten 25-30e Font a spórolás egy ilyen emberen.Már valamelyik nap írtam neked csak rendszer eltüntette valahova az írásomat!!Egyébként ha valóban Ausztráliába tartasz és hajlandó vagy otthon áldozni az álmodra akkor van egy cég aki segít.Természetesen ingyen ők sem csinálnak semmit,ha érdekel írj mail címet.
Adatlapja alapján nem tünik egy erűmünek. a Mig 160 lepípálja és az csak 67+fa mellesleg ez is 5kg dobot használ. engem nem gyözött meg. az meg hogy ESAB nem vág padlóhoz. bár lehet csak azéert mert sose volt még ilyen gépem.
Szia ! A hegesztéscentrumba van esab c151 90e , kérdezd rá, ezt kültéri munkákra is tudod használni 16A biztosítékkal működik tapasztalat erre agéphasználatra nincs mert én is ezt szemezgetem gyüjtöm rá a kavicsot.
Nem akarom megjavíttatni. Össze akarom verni egy basbel ütővel, és a romjain halotti tort ülni. Nagyon sok bosszúságot okozott már eddig is, a javítási költség előzetes szemle alapján majd 40e és amúgy is uj pisztolyt kéne rá már venni.
1 szó mint 100 biztos hogy ebbe a gépbe több forintot nem ölök bele. mert mikor működik akkor is szar és utálom.
A nagy dilemma az most a For Mig 175 és az Iweld gorilla pocket mig 185 között megy. Mind kettőnek meg vannak az előnyei és a hátrányai, egyedül a Gorilla anyagminősége nem tudom, bírná e kisipari igénybevételt. Illetve filozok kell e nekem egyáltalán kis gép, elvégre a nagyobb nehezebb gépet is ki tudom vinni helyszínre, ha nagyon akarom.
Én inkább azt javasolnám, hogy ha a környékeden lakik valaki, aki a gépével hétvégén tud segíteni , hogy befejezd a munkádat, és a gépszerelő megnézi, és lehet, hogy javítható, szerintem érdemes megjavítani, mint, hogy beruházni egy új akár kissebb teljesítményű gépbe.
A Stahlwerknek is van ilyen. Igaz az sokkal drágább. De annak legalább a MIG része erős piszokul (200A 60%)
De Awit az se tud normálisan, ez meg pláne.
Egy Awi ott indul, hogy Hf gyújtás, szabályozható fel illetve lefutás, gáz öblítés előtte utána, 2t 4t, és nem árt ha esetleg pedált isl ehet rája kötni, És persze az igazán jó az AC/DC.
Ezek a koppintós, fixen előre bealított dolgok is biztos jók valamire. Biztos lehet ezekkel is szép varratot csinálni. De lehet, hogy csak hosszas kitapasztalás és kompromisszumok árán.
Az általad javasolt gépet néztem ki először, de aztán elvetettem.
bár szívesen kipróbálnám, és ha itt a Forumon van tulajdonos, meg hallgatnám az ő véleményét is.
De szerintem én inkább veszek egy jó TIG és egy jó MIG gépet külön-külön. Persze én egy gyenge könnyen befolyásolható jellem vagyok, az ellenkezőjéről is meg lehet győzni :D
épp akciós ez is, nem sokkal drágább mint a jasic, viszont tud awi-t is. Páran vettek ilyet itt a fórumban írkálók közül ahogy olvastam, és még nem panaszkodtak :-)
Én azért csak kerítenék vki villany vagy gépszerelőt, hátha javítható gyorsan a géped és nem kell az awira szánt pénzt elköltened, meg be tudod fejezni a munkát.
Beszart a Co gépem. A félkész meló, benne a vasanyag árával meg ott pihen a padon.
Sajnos instant hegesztőgépet kell vennem.
Elég szűk most rá a keret, sajnos az awira félretett pénzt is elviszi.
szar gépet neme akarok venni, olyan már volt köszönöm.
Jelenlegi versenyzők:
Iweld Gorila pocketmig 185A, Jasig mig 160. sajnos mind a 2 5kg dobot használ, ez van. Max ha a toló motor bírja akkor kap egy kiegészítő keretet és megeszi majd a 15kg dobot. De bírja ezeknek a toló motorja? A pocketmig 11kg sincs. A Jasic 2* annyi de lehet csak balasztal van teli..
Vagy maradjak a jól bevált trafós gépeknél? Nem nagyon romlanak el, ha igen én is meg tudom csinálni, viszonylag olcsó az alkatrész. (most spec épp nem, leéget a tekercs, kiment a dióda, nem akarok rákölteni már) Csak helyszínre vinni szar.. Meg a papíron a számok az inverteres felé dőlnek, de a puding próbája az evés.
ez esetben:
For mig 175
vagy mig 181A
Ez az én nagy dilemmám, és holnap meg kéne, hogy oldjam, mert a hétvégén jó volna dolgozni.
Van még valami, amit esetleg érdemes lenen felvennem a listámra?
A tetszetős varratfelszínnél fontosabb a belső szerkezete a varratnak. Ha engeded az ömledéket előre futni, növeled annak az esélyét, hogy ne legyen teljes a beolvadás. Ennek a minősítésnél lesz jelentősége. Én is szép varratfelszínt (többsoros PF) produkáltam már, amikor elkezdtem törni a varratokat. Egy világ olmott össze bennem akkor, de késöbb rájöttem, hogy ebből is csak tanultam. Persze, ha különböző vastagságú anyagokat hegesztesz a vastagabbra jobban rá kell tartani. Idő és türelem, a többi jön magától. ;-)
Én is felületesen futottam át , hasznos kis tömör anyag , ilyen részletekbe reggel nem olvastam át, mi is egyszerübben vettük a helyzeteket ABC sorrendebe a helyzetek PA... és lemez , sarok , cső , és HLO +szög csőnél, érdekes ez mert szakmailag sok informatív anyag van , de nekem is a személyes tapasztalás a legfontosabb pl azt írták a leghelyesebb pisztolytartás az anyaghoz viszonyítva a merőleges, ez okés is volt, mig a két anyag falvastagsága egyezző , de amikor változó falvastagságú anyagokat hegesztek tompavarat akkor a vastagabb anyaghoz tartom, és kis szögbe előre tolom, hogy az ömledéket a gáz előrefújja , ekkor nekem a tetszetős a varat , mert halszálkás vagyis így nevezem . Saroknál falvastagság különböző 2mm és 5mm / 180- 220 A/szintén közel 45 fokba tartom , de a vastagabb anyag fele 1-2 mm , és előre is a pisztolyt 45 fokba . Nem lesz dombarú a varat , és színtén halszálkás. Ha 45-be tartanám , mint az elején akkor, csak lyukasztom.
Vettem bele új elektródát,meg fúvókát!Az elektróda 1050 volt a fúvóka 1200,a váci bolt tényleg nem olcsó,de meg vagyok lőve,mert a közelben semmi nincs.Web shopok lényegesen jobb árakkal dolgoznak,de a cumi akkor van,ha rossz méretű motyót küldenek :-(,pestre menni meg nncs időm.
A távtartó még mindíg csak elméleti szinten van,úgy volt,hogy ma egy kicsi időt rászánok,de egyrészt 3 műszakban nyomo és most éjszakás vagyok,másrészt elmentem futni! :-)
Amit észrevettem a hegesztési helyzeteknél mintha lenne egy kis "zavar"!
Ne egy íromány alapján tanulj, mert tévútra vihet. Nekem is volt már olyan könyv a kezemben, amit amikor megmutattam a szakismeret tanárnak, majdnem dobott egy hátast (pedig középiskolai oktatókönyv volt).
Olvass több forrásból és hasonlítsd össze a leírtakat. Aztán kérdezz olyantól akinek feltétlen adsz a véleményére.
Nekem több minősítésem is tőlük van, bár nem most szereztem, de valamikor visszamegyek felújítani őket. Nekem akkori tapasztalatom nagyon jó. Nem sajnálják az anyagot, tehát amit fizetsz, azt meg is kapod tőlük.
Amelyik jobban vezeti a hőt (alumínium) jobban kell melegíteni. Anyagismeret.
És ötvözött acélnál sokszor figyelni kell az anyagszerkezet változására hő hatására (irányított, számított hőbevitel). Ez meg szamai ismeret (szén egyenérték). Ezért nem elég a gyakorlat, egyenletes kézvezetés egy jó hegesztő szakmunkás részére.
Szerintem korrektek, régebben kerestem az interneten szabványt, ők postán küldtek egyet, és nem kértek érte semmit. A vizsgabázishoz még nem volt szerencsém, de korrekt árakon dolgoznak.
értelek, mindenképpen hasznos. amit vettem a képen látható reduktort ,az alján van egy kb 3mm átmérőjü gyári luk az mi célt szolgál? nem látok benne menetet sem
http://www.eu-ark.hu/index.html ez Miskolc, de ha jól tudom akkor ők ki is állítják a Tüv minősítést, vagy Aranyi és Társai Hegesztő iskola Kft. de ez Szekszárdon van.
Anyag vastagságot úgy értettem,hogy pl. ugyan azon vastag alu,rozsdamentes és szénacél anagnál,mondjuk 1mm vastag mind a 3,akkor melyiknél hogyan kezdjek hozzá?!
PL.hogy melyiket mivel optimális?
A gázterelő,így már oké, igazából nem értem miért sorszámozzák őket,miért nem mm-ben adják meg a méretét?!
Amit szintén nem értek,hogy a nyomógomb miért a markolat tetején van?Szerintem alul jobb lenne...
A befogó is már érthető,szűk helyen necces a hosszúval operálni,az is oké,hogy a hosszú pálcát a kicsivel nem lehet betekerni :-).
Azt hittem a méreteknek van más oka is...
Az elektróda legrövidebb befogható mérete kb mennyi?Mikor van az,hogy már nem köszörülhető és már nem fogható be?
Csontra el szokták használni,már ameddig lehet?
Szerencsére eddig csak 1 alkalommmal kellett saját munkám során köszörülni,azt is azért,mert az egyik srác az asztalra rakott vagy elvitt valamit mikor hegesztettem és meglökött :-)))).
Az óra a palack nyomását mutatja, a "cső" neve rotaméter, magyarul gázmennyiség mérő liter/perc-be mutatja. Rotaméter egyébként lehet kapni külön is amit a pisztoly végére teszel és úgy állítod be a pontos értéket.
TÜV minősítő helyet tud valaki ajánlani? Egy-két nap gyakorlás kellene csak. Előre is köszi, sürgős lenne. Az eszkimót vágom, de ott lehet nem férek be időben...:(
ne aggódj még nekem sincs palackom:) előbb a gépet szeretném megvenni, mert kombi, és nem égető fontos a palack,palackot veszem meg legutoljára, a nyomáspróba érvényesség miatt is. a te óráddal mit mérsz? és mi az a cső ott jobb oldalán? láttam már ilyet de nem tudom mire is való:)
Nem az anyag fajtája határozza meg a vastagságot. Inkább az számít, mekkora árammal dolgozol az elektródával.
Értelem szerűen minél nagyobb áramerősség halad át az elektródán, annál vastagabb kell, hogy ne olvadjon el. Én a cégnél 2,4-essel dolgozom és 40A-től 160A-ig használjuk. A 40A az biztos a felső határérték talán még mehetne feljebb csak nincs rá szükség.
A kerámiát szintén az áramerősség határozza meg. Az elsődleges cél, hogy az ömledék mindíg gázvédelem alatt legyen. Tehát ha nagy árammal dolgozol (ahol az ömledék is nagyobb) ott a nagyobb átmérőjü kerámia szükséges. Se az elektróda vastagságra, se a kerámiára nincs szigoró tól-ig határ. Gázmennyiség (l/p) általában a kerámia átmérője (mm).
Áramátadóból azért van többféle, mert AWI pisztolyból is van hosszab és rövidebb is és ugyan arra a pisztolyra rakhatsz rövid illetve hosszabb zárókupakot aszerint, hogy a munka hogyan igényli.
Valaki segítsen már ki egy kicsit! Wolfram vastagság,melyik anyaghoz kb. hány A,gáz mennyisgek és porcelán méretek re lenne szükségem!
Jelenleg ilyen elektródáim vannak:
1 mm-es arany
1,6-os piros/arany
2-es arany és piros
Gázterelő porcelánok:
4,5,6,7,8
Wolfram szorítóból miért van több féle,rövid,hosszú???
Nagyon fontos lenne számomra minden AWI-s segítség,ugyan is a suli ahova járok,az elvárásaim (és más osztálytársak elvárásainak is)alatt teljesít!(NEVET DIREKT NEM ÍROK!MAJD HA VÉGEZTEM)
A tanfolyam szervezőknek is jelezve lett,deeee hát nekik mindenre van magyarázatuk!
Csak azzal én nem vagyok kisegítve!
PL. 2-es elektródával hegesztünk bent,de a tudás az nálam nem az,ha egy séma szerint valaki megcsinál valamit,viszont az attól kicsit eltérő dolgot meg képtelen megoldani.
Ha valaki nem tud hegeszteni akkor ezek ilyen "zöld gombot nyomogató embereket csinálnak",de olyan meg sehova sem kell!De most nem is másik munka miatt kell a tudás,hanem mert érdekel és régen is érdekelt a hegesztés,és most is nagyon tetszik,szóval lelkesedés és szorgalom terén nincs hiány,kézügyesség is megvan,de én szeretném tudni is,hogy mit miért csinálok!
Ezért is örülök minden információnak!
Ponyva alatt hegesztő szkik,ne féljetek,nem a babérjaitokra akarok törni!
HP 250-est én is nézegettem itt a környéken 121e Ft volt a 250A -rével elég meggyőző volt a kategóriájába, és ami még tetszett, hogy a pulzáló üzemmódot is lehet rajta állítani MMA/Awi munkakábelekkel.
A hálózati áram általában 220V vagy 380V váltakozó áram. Ekkora feszültséggel hegeszteni életveszélyes lenne. Az ív gyújtásához 50-70V, fenntartásához 20-30V feszültség szükséges. Az előállított hegesztőfeszültségnek tehát ebbe a tartományba kell esnie. Az ívhegesztés közben a feszültség az ív hosszúságának változása következtében ingadozik, de az áramerősség eközben csak csekély mértékben változik. Ezt megfelelő jelleggörbéjű gép alkalmazásával érik el. A hegesztőgépeket úgy alakítják ki, hogy növekvő áramerősség mellett a feszültség csökkenjen. Az összefüggést a hegesztőgép feszültség-áramerősség diagrammja mutatja. Rövidzár esetén (p1. elektróda és munkadarab érintkezésekor közvetlenül vagy a lecseppent fémen keresztül) az áramerősség nem nőhet egy bizonyos határérték fölé (rövidzárási áramerősség). Ívhegesztés váltakozó árammal A váltakozó áram irányát és ezzel polaritását 1 másodperc alatt 100-szor változtatja (frekvenciája 50Hz, azaz másodpercenként 50 periódus). Az ív emiatt állandóan megszakadna, mivel az elektronok a vezetőben nem egyirányban áramlanak, mint az egyenáramnál, hanem ide-oda lengenek. Hogy az ív fenntartható legyen, ezért az elektróda bevonatába olyan alkotókat kevernek, amelyek az ívköz fokozott ionizációjáról gondoskodnak, és az ívet vezetővé teszik.
Ma végre kiválasztottam 3m 6000 félálarc, és abe1 szűrő, 2138 p3 szűrő, de így is 10000e ft felet lesz, de szerintem hosszű távon megéri , nem lélegzem be a port meg kiszűr kis ózont az már haladás . köszönöm a segítséget a hozzászólóknak. A pajzsomra én is kíváncsi leszek, hogy alá fér e .
Hát most már a Volvo is kínai... megvették,és bár nem kínában gyártják,de "Kínai".
Nekem amúgy van egy "Kínai" ami kínában is készült elem lámpám... Ipari xml-t6 -os ledek vannak benne,5 db 4500lumenes,a fénye max fokozaton olyan,hogy egyik éjjel lekapcsoltam a kocsi fényszóróit és hát a zseblámpa fényével jötem haza :-)))
És van belőle 7 ledes is,a nagytesója ami 8000 lumenes :-D
Szóval a lényeg,hogy kínaiban cipőt,pólót,meg lyen zsebrádiót és egyén bóvli dolgokat nem szabad venni,de ami már komolyabb gépparkot igénylő termék,pl. turbófeltöltő,hegesztő gép,oda bizson azért oda teszik a minőséget...
Szia Nem az a lényeg, hogy Kínai gyártás olcsóbb munkaerő, hanem az a technológia,mínőségellenőrzés és a felhasznált anyag mínőség , és ebből kerekedik ki az esab bízonyos gépei. Én használtan vettem inkább egy régi tipust kb olyan áron újat is vehettem volna 200A-est vagy +Áfa és stalwerk ami egészen jó választásnak tünt . De így döntöttem, és nem bántam meg , és nyugodtan csak ajánlani tudom masszív, megbízható , ja és kevés az áram felhasználása,





 Igaz ez nem AWI, hanem fogyóelektróda, de kb ugyanez vonatkozik az AWI-ra is. Másik dolog ezekkel a beállításokkal próbálj meg hegeszteni egy teljesen más munkadarabot aminek persze ugyan az az anyagvastagsága ha ott is jelentkezik a varrathiba és a pisztolyt is jól tartod akkor vagy sok a gáz vagy kevés, szerezz be egy rotamétert és mérd meg a pisztoly végén kiáramló gáz mennyiségét.
Igaz ez nem AWI, hanem fogyóelektróda, de kb ugyanez vonatkozik az AWI-ra is. Másik dolog ezekkel a beállításokkal próbálj meg hegeszteni egy teljesen más munkadarabot aminek persze ugyan az az anyagvastagsága ha ott is jelentkezik a varrathiba és a pisztolyt is jól tartod akkor vagy sok a gáz vagy kevés, szerezz be egy rotamétert és mérd meg a pisztoly végén kiáramló gáz mennyiségét.


 Itt van egy pár táblázat ami esetleg segíteni fog. Alu hegesztésnél a piros volfram nem a legjobb választás, arra zöldet használnak vagy aranyat. A piros az egyenáramhoz jó. Az aki azt hiszi hogy elvégez egy okj tanfolyamot és esetleg megcsinál egy minősítést is mellé, netán még beszél valamilyen idegennyelvet is akkor se fognak vele foglakozni, ha nincs a hátamögött minimum 2 év hegesztői tapasztalat. Persze lehet kamuzni arról, hogy hol dolgozott, de amikor előjönnek a technológiával kapcsolatos dolgok, amiket még csak meg se említenek tanfolyamokon, mert nincs rá idő, hogy mindennel foglalkozzanak, elég ha egy pozíciót be tudnak gyakoroltatni a tanulóval, akkor úgy is bukik minden. Még esetleg egy kis segítség, ha porcelánozást is meg szeretnéd próbálni, akkor 10-12-se porcelánnal kezdd el mert azt nem kell olyan gyorsan tekerni:D
Itt van egy pár táblázat ami esetleg segíteni fog. Alu hegesztésnél a piros volfram nem a legjobb választás, arra zöldet használnak vagy aranyat. A piros az egyenáramhoz jó. Az aki azt hiszi hogy elvégez egy okj tanfolyamot és esetleg megcsinál egy minősítést is mellé, netán még beszél valamilyen idegennyelvet is akkor se fognak vele foglakozni, ha nincs a hátamögött minimum 2 év hegesztői tapasztalat. Persze lehet kamuzni arról, hogy hol dolgozott, de amikor előjönnek a technológiával kapcsolatos dolgok, amiket még csak meg se említenek tanfolyamokon, mert nincs rá idő, hogy mindennel foglalkozzanak, elég ha egy pozíciót be tudnak gyakoroltatni a tanulóval, akkor úgy is bukik minden. Még esetleg egy kis segítség, ha porcelánozást is meg szeretnéd próbálni, akkor 10-12-se porcelánnal kezdd el mert azt nem kell olyan gyorsan tekerni:D

































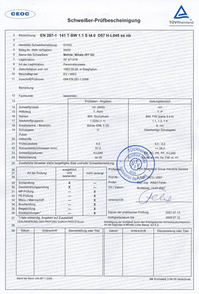


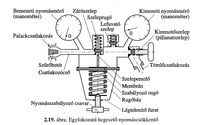 Ha jól gondolom, akkor az egy légtelenítő furat lehet.
Ha jól gondolom, akkor az egy légtelenítő furat lehet.
 Nekem ilyen rotaméterem van.
Nekem ilyen rotaméterem van.
 f
f




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}