A "géphiénák" viszik el azonnal gépeket. Átlagos felhasználó mire összeszedi a pénzt, a fuvart, segítséget, darut, helyet csinál a gépnek már el is késett. Éveken keresztül jártam így én is.
A gyári ajánlás (első kép) és egy halgatói segédlet információi alapján kerestem a "9a" szemcséjű követ. Szerencsétlen volt a kilágyítást írni általánosságban, azonban sok olyan kemény, edzett nemesített penge is van ami nem gyorsacél, amire pont ez a korong való.
Egyszerűen összekeveredett a fejemben. sajnálom, én is vénülök.
Ez egy nagyon jó kérdés! Engem is érdekelne a válasz, ha egyáltalán megválaszolható. Nem tudom, hogy utána lehetne-e nézni, hogy egyáltalán mennyi maradhatott meg a mennyiböl :)
Csak azért írok, hogy a kérdésed ne maradjon válasz nélkül, mert amúgy sok biztosat nem tudok a gépről. Még pontosabban: semmi biztosat.
Abból indulok ki, hogy a gép sok olyan részletet mutat, ami a KART gépeken szokott látszani. Sőt még a jellege is. Azonban a sorozatban gyártott KART gépek közül egyikkel sem tudom azonosítani.
Viszont tudható, hogy egy sikeres sorozata volt a KART gyárnak - az E1 típusú eszterga. Erre építve készült a KART gyárban E2; E3; és E4 típusú eszterga is. Ez utóbbi három típusból csak prototípus készült. Képet sem találni róluk, vagyis nekem nem sikerült.
Ezek a gépek a 40-es évek elején készültek. Ennyit tudtam egyelőre hozzátenni, de az sincs kizárva, hogy vakvágányon járok.
Vannak akik a gép motorját lecserélték 750 vagy 1.1Kw -ra , (és) vagy tettek még áttételt a kisebb tokmány fordulatszám eléréséhez. Na oda biztosan kevés és nem a legjobb helyen van a T horony,pláne ha az a cél hogy a 20as vagy nagyobb fúrókat tekerjünk vele. De hát nem erre tervezték.....
Engem inkább a tárgyasztal melletti árok funkciója érdekelne. Olyan mintha a hűtőfolyadékot lenne célja gyűjteni,de nincs kivezetése. Inkább a forgácsot gyűjti,de amikor ki kell takarítani pont hátrafelé lehet kisöpreni pedig előre lenne praktikus egy lapátra.
Hogy miért így tervezték az olyan rejtély lehet mint a marógép asztalán a keresztirányú bordák.
Hmm... 2011-ben 50-60e. körüli volt az áruk? Ennyiért eladnám az enyémet is.
Nincs azzal semmi baj. Anno az antenna gyártó üzemben sok (fajta) asztali fúrógép volt. Legtöbbje ugyanazt a műveletet végezte éveken keresztül pl csak M3-as menetet készített.
Ama T horony rögzítette a célszerszámokat amik a munkadarabot rögzítették ill megvezették a fúrót.
A gépsatut sohasem rögzítették hiszen azt mindig új pozícióba kell helyezni,ill annak súlya is sokszor elégséges a munkadarab megfogásához.
Széria munkához pedig a satut egy közdarabbal lehet a tárgyasztalra rögzíteni.
Robusztus kivitele ellenére egy kis teljesítményű gép a legkisebb fordulat is nagy a nagyméretű csigafúróknak.
Köszönöm szépen a tanácsot, megpróbálom megkeresni az általad említett osztrák gyártót. Ha megírnád nekem linkben az sokat segítene! előre is köszönöm. Magam esztergálok is néha (van egy E400-asom) de ezzel inkább lemezeket görgőzök sablonra és ezeken leginkább vésegetek, és nagyon sok időt elvesz egy véső precíz élezése. (fémet vések, nem falat :) )ezt próbáltam rövidíteni : egy 6a60 as koronggal nagyolál után simítanám, és a gyártatott 9a120 koronggal alakítanám ki a precíz élgeometriát. Utána políroznám egy lapos SiC kövön 400 majd 800as finomsággal (ahogy eddig is).
Jelenleg előköszörülöm a 6a60-al, de ez nagyon szaggatja az anyagot és sokszor nem sikerül elsőre a precíz élgeometria (sokat fogy a kés), ezért gondoltam plusz egy lépést, egy finom kővel ami nem harap, és ténylegesen gyorsacélra való, mert nem lágyítja ki a köszörülés hőhatása. Ezután persze újra kézzel és kővel fejezném be az élezést, de ekkor már csak tényleg csak a finom köveken a felpolírozás marad a kézi munkára. (ez a lassú, így növekedhetne a hatékonyság)
Szóval, ha nem gond, küld linket, előre is köszönöm!
hátt dícséretes ez a kis köszörnye!, de! szerintem túl közel van a esztergához , köszörülés közben kaphat szálló köszörűport az ágyazat, ami nem tesz jót neki...
Most egyenlőre ismerkedek a géppel, nem szakmám, bár vasas ember vagyok...mechanikusan már látom,hogy a vertikál- fej főorsó fogaskerék hézaga nagy, kézzel érezni a kotyogást, nagyobb fordulaton hangot is ad. Hogy lehetne ezt a hézagot megszüntetni? Nem mértem műszerrel, de kézzel tisztán érezni. Csak szabadidőben,- ami nincs tudok ezzel foglalkozni, ne haragudj, ha későn reagálok. Elektromosan,- egyenlőre olyan dilemmáim vannak,hogy a végállás kapcsoló fejen lévő kontroll lámpa milyen szisztéma szerint működik, tehát mikor kell neki világítani és mikor nem....Szerinted lehet-e ehhez szerezni vésőfejet? egyenlőre ennyi. Köszönöm!
Nem, ez a kapcsoló falra volt szerelve, kb. fekvő hengerre hasonlított, amely átmérő 100 x300 hosszú,
és a jobboldali végén volt egy kb. 80 átmérőjű bütykös kézikerék.
Ha nem csillag-deltát kapcsolt, amit véltem, akkor lehet, hogy egy síma forgásirány-váltó kapcsoló volt, mert az öregnek úgy volt rá szüksége, hogy a motor hol jobbra, hol balra forogjon.
Van olyan, hogy síktárcsához belső pofakészlet? Vannak ezek, a képen rozsdával jelölt pofák amik teljesen ugyanolyanok mint az E2N síktárcsámban lévők csak a csavarjuk hosszabb. A géppel együtt kaptam. (síktárcsát később vettem rá) Csak úgy lehet berakni vele a pofákat ha a csavar válla kívül fekszik fel, akkor viszont a tárcsa palástjából kilógna, balesetveszély, talán el se forogna az ágy fölött, viszont úgy tudna bentről kifelé feszíteni a pofa. Vagy volt ebből a fajta síktárcsából 250esnél nagyobb is? Találtam jófogáson egy eladót aki pofa nélküli rövidkúpos síktárcsát árul, 4 csavarosat. Beszéltem vele, hogy együtt kéne működnünk mert pofa nélkül nem könnyen adja el, én meg a tárcsa nélküli síktárcsát nem tudom eladni könnyen. Megnéztem a főorsóvégződéseket, de olyat nem találtam, az ekkora kúppal készült "3as nagyság" 3 lukas volt, az ennél nagyobbak 4 lukasak de más kúppal.
Végül sikerült olyan köszörűt vennem amilyet szerettem volna, sőt olyanabbat mert az asztala állítható minden szögben, 27et adtam érte. Egy rögzítő orsó hiányzik, de azt már le is gyártottam hozzá. A képen látható miért volt fontos a magassága, ide kellett beférnie. Egy gépészmérnök hallgató (24) srác árulta egy 8ker 3em. lakásból, ahol sok egyéb csodálatos vasdarabbal lakik együtt, pl fogazógép a gardrobban, a dolgozószobában egy TOS kiseszterga, és árult még egy köszörűt is.
Azzal kezdem, hogy nem tudom a választ a kérdésedre.
Azonban a keresgélés irányának megválasztásában hátha segít az én tapasztalatom. Van nekem egy menetkészítő készletem, amiben teljesen szokatlan méretű menetek vannak. Például átmérő 13,5, amihez egy 2,2mm-es emelkedés tartozik - de ez utóbbi már nincs megadva - csak megmértem. A készletről teszek be egy képet is.
A készlet doboza eléggé egyértelműen katonai eszközre utal. Mivel tőlem a military témák teljesen távol állnak, nem is nyomoztam a készlet eredete után. Nem is tudtam volna, mert nem vagyok benne, aztán a katonai eszközöket gyűjtő ismerőseimet leginkább a rohamsisakok és a szuronyok pezsdítik fel. Meg a kardok. Nem hiszem, hogy technikai részletekből fel lennének készülve.
Ennyit tennék hozzá a kérdésedhez, semmi egyebet nem tudok határozottan állítani.
Sziasztok. Valaki nem tudja , hogy hol használtak vagy használnak ilyen menetfúrókat? Mindegyiknek egyforma a menet emelkedése 10 menet 1"-ba. Három méret van belőle nekem 20 x 10/1" 23 x 10/1" 26 x 10/1"
Lehet hogy indító ellenállás volt. Az ellenállások egy tartályban helyezkednek el olajban,és a fokozatokat a tartály tetején elhelyezett karral,vagy kerékkel lehetett kapcsolni.
Általában a nagy teljesítményű csúszógyűrűs motorokat indították így.
Ha az ember szerzett egy ilyen szerkezetet főáramkörben is használhatta előtétként.
Néhány dolog: - könnyen lehet, hogy több nagyságrenddel jobban értesz a témához, mint én, de mi a gond a fenőidomokkal vagy szuperfiniseléssel? Szerintem nem lehet sokkal lassabb. A képek magukért beszélnek: http://www.conradhoffman.com/advancedsharp.htm - úgy tűnik, már letetted a voksodat az Al2O3 mellett, pedig ennyiért (~20000) már kis szerencsével/türelemmel CBN korongot is ki tudsz fogni. Nem tudom, mennyire érhető el belőle a 175-ös átmérő. - az anyagjelölések sajnos gyakorlatilag minden gyártónál eltérőek (9A, 89A, 45A, EKe, EKA stb.), de ha nincs más választásod, érdemes lehet megnézni a forgalmazók katalógusait, hátha tudnak hozatni (Németo.-ban, Svájcban, Ausztriában több gyártó programjában is szerepel ez a méret ebből az anyagból) - a Granit-féle 7A jelű anyag nem sokkal rosszabb a 9A-nál
Ez már messze nem leeső darab, a Quattroplastnál az 5 centiseket is már normál, rúd árban adják. A rúdanyag sajnos ilyen. Feltéve ha a szélesség alatt átmérőt értesz.
üdv uraim Nincsen valakinek véletlenül Bonamid, metamid, poliamid,danamid vagy egyéb más műanyag rúdból leeső darabja ? 40 mm széles és 120mm hosszú 3 db ?, és 80mm széles és 120 mm hosszú ?
Új vagyok itt, de szerintem érdekelheti az információ az olvasó társakat, hiszen nap mint nap muszáj megköszörülni a gyorsacél késeket.
A következő problémával találtam szembe magam:
A köszörűmre 175mm átmérőjű, 20 mm vastag 32 mm átmérő belső furat méretű követ lehet szerelni, ez egy kis normális műhelyköszörű.
Magyarországon (itt, Budapesten) az egyetlen köszörűkő gyártó által gyártott és nagyban forgalmazott kövek (6A szemcse 60-as finomság) csak durva nagyoló köszörülésre alkalmas.
Kézi vezetésű élezésre, nagy keménységű (HRC63+) gyorsacél anyagú szerszámkések, vésők, fúrók élező, simító köszörülésére ebben a méretben csak egyedileg gyártanak köveket az igazán erre alkalmas monokristályos korundból. (9A jelű anyag) és ennek finomsága a precíz élezéshez 120-as lenne.
Szóval, a gond az hogy minimum 10 darabot kell gyártatni, a minimális adagméret miatt.
Egy kő költsége számla szerint áfával 9500 HUF, amit elfogadhatónak tartok. a gyártatott mennyiségből nekem 2 kőre (1 munka 1 tartalék) van szükségem.
Ebből nem szeretnék üzletet csinálni, bárki hasonló feltételekkel gyártathat követ, egyszerűen azok ismerettségét keresném , akik nagy keménységű pengék precíz élezésére alkalmas köszörűkő gyártatásában -ebben a méretben- parnerem lehetne.
Aki társulna velem a gyártatásban irjon privátban, hány követ kér, és a részleteket megbeszéljük.
Ennek a hirdetésnek az utolsó képén is van egy hasonló példány. Az enyémen is sok a hasonló megoldás, csak még korábbi típus, nem is egyetemes, csak horizontális.
Pontos típust nem tudok, de egyszer egy hirdetésben láttam egy közeli rokonát. Petz testvérek táblával. Mivel ezek transzmissziós horizontál gépek voltak ezért így úgy de mindegyiket átalakítgatták már.
Én meg azt hittem, hogy ritkaság... Egy - korban hozzá passzoló - nevenincs kis asztali műszerész eszterga hajtómotorjaként jutottam hozzá ugyanehhez a típushoz.
Nekem is van egy ilyen motorom kapocsdoboz és adattábla nélkül. Fogalmam sem volt milyen gyártmány. A 90-s években hoztam a MÉH telepről, újratekercseltem és azóta egy faipari marót hajt.
Kár lenne. Munka nincs sok vele, ami van az is inkább kellemes időtöltés lenne, mondhatnám szórakozás. Eredeti állapotára ha visszaállítod, mutatós, sokak számára különleges darab lehetne akár hallban, nappaliban fedett teraszon, stb. Egy szíjtárcsa párral kiegészítve még mutatósabb.
Helyileg hol van? Igaz ugyan hogy én sok pénzt nem szánnék rá, de elpiszmognék vele, hogy szép darab legyen az utókor örömére. Ez nem vételi nyomulás akar lenni, inkább neked biztatás, hogy foglalkozz vele.
Nem tudom hogyan lehetnek a tekercsei bekötve. A tetején van egy - eléggé buher kinézetű - kapcsoló. Az ékszíj segítségével berántva, kicsit felpörgetve, kapcsoló be és indult.
Végezte a dolgát több mint húsz éven át ....
Aztán újabb húsz év pihenő.
Délután egy másfél méteres spárgával megforgattam, kapcsoló be, működik.
A hangja nem valami szép, egy csapágycsere nagyon ráférne.
Az volt a tervem, hogy szépen felújítom. Műszaki és családi emlék.
És persze valami hasznosat hajthatna is. Már nem olyan biztos, hogy neki látok.
Egyelőre nem hirdetem sehol.
Ha valakinek hiányozna egy "kecskelábas" időszakból származó felújított, vagy felújítandó gépéhez egy korabeli hajtómotor, azzal bizonyára meg tudnánk egyezni.
Van egy Fúrógépgyár FPo fúrógépem. Egy netről letöltött gépkönyvben bemutatotthoz hasonlít, de több helyen kissé eltér. Pl. az orsóház a gépkönyvben ilyen:
Az enyémben a rugú jobb oldalon, azaz a kar oldalán van. A mérete d32-D36, a hossza 30, jobbos. Sajnos törött, van valakinek esetleg elfekvőben eladó?
Lehet hogy az én gépem már variálva lett ott elválik a lakatszekrény a hoszszántól. Ha a 4db M 8as imbuszcsavart, meg a 2 kúpos stiftet kiveszem. A két orsó jobboldali "csapágyát" lebontva, na meg a vonorsó kőtését megszüntetve a nortonszekrényben, akkor jobbra eltávolitható a lakatszekrény. A vezérorsó kivül szétcsuszik A két orsó együtt megy a lakattal. Sajnos a norton fedelét ehhez lekell venni, hogy a vonóorsó kúposszegét kilehessen ütni. nem kis munka.
A régi cégemnél van egy ilyen. Egy másik cég adta nekünk kidobás helyett. Szereztem hozzá gépkönyvet, elektromosan is javítgatva lett. Már vagy 10 éve használják a cnc-k előtt nagyolásra. Jó masszív gép, szeretik. Gyöngyösön van.
A vezér és vonóorsó jobboldali csapágyazását leszedve, meg persze a szegnyerget is, le kell húzni az egész szánt jobbra. Enélkül nem tudod leemelni a szánt a lakatszekrényről mert egy ugyanolyan lemez fogja fel az ágyhoz mint hátul.
Én a csúcsos végűvel használom , de az enyémek csak 80ml-ek . Napi szinten használom őket kettőbe olaj van ( vékony , vastag ) háromban meg háromféle zsír . Sajnos a minőségük csapnivaló , kb. 4-5 évet bírnak . Peremezéssel vannak összerakva ezért nem igazán javítható . Amiket a 80-as évek végén vettem azok 20-25 évet bírtak . Amiket meg az SKF partnereknél azok 4-5 év alatt tönkremennek . A piacos darabok meg 1-2 hét után elengedik az olajat .
Hintek egy kis hamut a fejemre!Az enyimen sincs zsirzofej.Ugylátszik egy másikon volt ilyenem.Ez ugy kb az5. esztergám.Volt két névnélküli kecskelábu,egy Rosenfors,egy TAV 400/1000-es,és most E1N.
Karosnál nézd meg jól mit veszel,mert elég sok silány szutyok is kapható.Nem kell feltétlenül a legdrágább,olcsók közt is van egész jó.Párat elszaggattam már :)
Tehát akkor vannak ezek a gépeken levő, golyóval záródó olajszemek, amikbe a golyót befelé be kell nyomni, és olyankor kell nyomni bele az olajat is, na szóval ezekhez való az a a kütyü, amit
MÜM.21. keres, illetve mutat?
És vannak azok a zsírzószemek, amik jobban kiállnak, és rájuk lehet cuppanni a zsírzócuccal fixen, azokhoz meg jók a karos zsírzóprések?
Tulajdonképpen nincs lényeges különbség közöttük, a zsírzószemek többé kevésbé szabványosak. Adott helyet melyikkel tudod elérni. A régiekbe nem lehetett a patronos zsírt betölteni, a manapság forgalmazottakba igen.
Ez a kis prés olajozni jó. A gépeken található olajzószemekhez való. Szerintem zsírzáshoz a legalkalmasabb az erősített kivitelű, flexibilis csövű, karos prés. Az mindenhova odafér és könnyű vele dolgozni. Olyan vég kell hozzá, amilyen zsírzógombbal van dolgunk, lapos, vagy gömbvégű.
Nekem egy legalább 45 éves, orosz zsírzóm van. Egyszer vettem rá egy új csatlakozót. Amúgy, mint az új, olyan még most is.
Viszont látom ott az oldalon a kínálatban, hogy van patronos zsírhoz való prés is. Egy olyat azt hiszem, beújítok magamnak.
Én is akartam venni ilyesmit, de fogalmam sem volt, honnan kéne!
Azt még meséljétek már el, hogy ezen a linken a különböző karos, félliteres prések közt van-e valami olyan különbség, ami miatt bizonyos helyeken csak az egyik, vagy csak a másik használható?
Igen, régen voltak olyan zsírzók, amikhez ez a prés pont stimmelt! Például a régi DEMAG futómacskákon mindenütt ilyen kenés volt. De bizonyára sok más gépen is...
Éppen néhány napja vásároltam 2 db-t különböző zsírokhoz . Egy baja van, domború az alja, nem lehet állítva tárolni. Lehet ez csak engem idegesít, majd heftelek rá egy csődarabot.
Veterán börzén vehetsz ilyen kicsit,asszem Trabanthoz,de annak nem kup a vége.Illetve nem kifele hanem befele.Esztergád meg van.A vicc az hogy viszont ilyen zsirzószem létezik.Szerintem csapágyboltban érdeklődj.
Európában (meg Japánban meg egy rakás más kontinensen) metrikusat, a briteknél is, míg az USÁban vagy az USA "működési területén" UNC/UNF meneteket (ezek lennének a "collosak"), illetve - főleg Angliában - még rengeteg a Withworth és az imperial néven futtatott collos.
Aztán vannak a cső-, gáz-, és egyéb menetek, amik rendszerfüggetlenül megmaradtak és a mai napig mindenütt (pl. a metrikus területeken is) használatosak.
Szép napot mindenkinek, egy kis segítséget kérnék, remélem itt kapok választ. Létezik olyan táblázat amiből kiderül hogy melyik országban milyen menetfajtát használnak, értem így hogy pl itthon metrikusat, az angoloknál coll stb. Előre is köszönöm a segítséget.
Már csak az autó versenyzőket kellene meggyőzni hogy felesleges a széles gumi.....
De visszatérve a kísérletre 1 dologgal nem foglalkozik, a nyomással. Mert ha lapján van a hasáb akkor fele akkora az 1 cm2 re eső nyomás mint ha az oldalán mert a súly állandó. Ezen elvek mentén szkeptikus vagyok hogy a bemutatott kísérlet alkalmas a szabály igazolására.
Szerintem a bordázás pont a μ-t változtatja, nagy nyomóerőnél a munkadarab feluletébe rugalmasan belenyomodik a borda. Akkor is igaz a Fh=Fny*μ keplet, nem a felulet csokkenése miatt lesz más az elmozditashoz szukseges erő, hanem az igy létrejövő alakzárás miatt. A nyomás képletében már benne van a felulet, mint pl a szeles traktorkerék a sáros talajon. Nagyobb nyomás, nagyobb benyomódás, nagyobb μ. Ki kéne próbálni ugyanakkora alu es vidia lapokkal.
Az alant hivatkozott Strigont két pár bőségesen szappanozott pallón húztam be egyedül a kaputól a műhelyig, közben pedig magamban irigykedtem azokra, akiknek jófajta görgős papucsaik vannak az efféle munkára. A felülettel kapcsolatban tessék megnézni az előbbi videókat.
Kezitcsókolom mindenkinek. Bevallom, hogy valamikor kora este úgy döntöttem, hagyom a fenébe a dolgot, mondván "Oktalan vállalkozás a görbe fákat kiegyenesíteni.".
Most, lefekvés előtt ütött belém a felismerés (bevallom azt is, hogy a vacsorát egy pohár sörrel öblítettem le...): kettőezer-tizenkilencet írunk! Alt-D, youtube.com:
Én sem vagyok egyik sem, csak gépész.A tanár leszólása kicsit durva volt , a másik jó meglátásod mellett ,amiben megadtad a választ a bordázásra. Nem haragszom senkire , de lássuk be , hogy az utánunk olvasók inkább a bizonyításra, képletekre , miértekre kiváncsi,ezért nem hagyhatunk helytelen választ.Bocs mindenkitöl!(ha vita , az menjen magánban ).
Nézd el nekem! Nem vagyok sem tudós,sem dr.,sem mérnök,csak egyszerű paraszti ésszel próbálok gondolkodni.Abból meg lehet hogy közben kimarad egy-két együttható.Jó pap is holtig tanul,mondják.A rossz,mint én,tán még utána is. :)
Az átmérő növelésével nem feltétlen nö a felület, azonos felület esetén,inkább kisebb erö szükséges a megfelelő nyomaték eléréséhez. De már megint máshol járunk...
A 2 tonnás gép példája sem ok.Mert más a képletben a mü, azaz a súrlódási tényező vason mint a földön.
Én sem vitatkozni akarok.Pont a sok lap miatt nagy a súrlódó felületed.Meg a mesében is...egyszer nőtt egy kicsit nagyobbra az a @va répa,oszt mi van?Az egész família nem bírja kihúzni a földből.:) Na jólvan leálltam.Vissza a forgácsoláshoz!
Azonos átmérőre gondoltam.Hisz az átmérő növelésével a súrlódó felületed is nő. Ezért építik többtárcsásra,hogy viszonylag kis átmérő tudjon maradni ugyanazon felület megtartása mellett.Szerintem akármelyik tanárbácsi mond is mást,igenis számít a súrlódó felület nagysága.Ha nincs igazam,akkor ezer bocs mindenkitől,és mondjátok meg a múltkori 2t-s esztergát bevonszolni szándékozó kollégának,hogy nyugodtan húzza teli talpon,nem kell alá fejrefordított szögvas,nem lesz könnyebb :)
Amint írtad,a felület minősége nagyon is számít.Én sajna végeztem ki többtárcsás olajos kuplungot(motorkerékpárban) úgy,hogy nagyon jót akartam neki,és a gyárilag előírt ásványi olaj helyett jóféle félszintetikust kapott.Na onnan kezdve úgy csúszott,hogy lényegében használhatatlan lett. Nem segített az ismételt olajcsere sem vissza a gyári előírtra,csak a komplett lamella csere.Tanulópénznek mondjuk jó volt :)
Akkor mást mondok,hogy ne legyen "bemelegítés". Többtárcsás olajfürdős kuplung.Vajon miért nem egy vagy kettő tárcsája van?Miért van neki 8-10?Mert egy tárcsával olyan rugó kéne bele,hogy ne csússzon meg,hogy 2db terminátor sem tudá oldani. :)
Valóban.De mi is a célja?Hogy a mély árkaiban elvezesse a vizet,ami esetünkben emulzió lesz,hogy a maradék felület tudjon tapadni.Előbbi hsz-omban is ez az én véleményem,hogy ez az asztal "esőgumi". :)
Az egy más világ. Ott pl a bemelegítéssel változik az anyag szerkezete.("ragacsossá" válik az abroncs felülete) Az acél azért nem annyira elasztikus... Nem is bír ki egy futamot :-)
Üzenem annak a tanárbácsinak,nézze már meg hogy pl a forma1-ben mi a rákért nem jó bordás téli gumival mennek,hanem sima slick-kel? Tán csak nem a tapadó felületet akarják ezek a kis buták maximalizálni?
Már végiggondoltam vagy 25 éve, mert az osztályból csak én jutottam el odáig, hogy feltegyem ezt a kérdést fizikaórán, ugyanis bevallom, egyáltalán nem tűnt intuitívnak. Én csak kérdeztem, de miután megszólaltam, mások felbátorodtak és elkezdték győzködni a fizikatanárt, hogy "ez nem lehet így", mégis neki volt igaza.
Ha voltál olyan előzékeny, hogy felírtál egy képletet, neked az általam felírtat kell végiggondolnod. Egy olyan összefüggésnél akadtál meg, aminek nincs köze a szorításhoz szükséges erőhöz. Ha lenne, minden forgácsolónak megtanítanák, hogy apró ékeket rakjanak a munkadarab alá, mert azzal kisebb erővel is le tudnák szorítani azt. A valóság ezzel szemben az, hogy akármekkora is legyen a kontaktfelület, a leszorító pracnik csavarjait ugyanakkora nyomatékkal (=ugyanakkora erő ébred rajtuk) kell majd meghúznod ahhoz, hogy a maró ne mozdítsa el a munkadarabot előtolás közben. A szorításhoz akkora erő szükséges, ami elég (tapadási) súrlódáshoz vezet a két felület között ahhoz, hogy a mdb ne mozduljon el a forgácsolás során.
Máshogyan megfogalmazva: ha az autódra kétszer olyan széles gumikat szerelsz, de közben az össztömege nem változik, nem fogsz gyorsabban megállni a jégen.
A nyomás növelése káros, mert deformálódik a munkadarab. A rögzítés nem vezethet ilyen nyilvánvalóan maradó alakváltozáshoz. A balta belenyomódó éle alakzárást jelent. Nem szabad kárt tennünk sem a munkadarabban, sem az asztalban.
Részben off, de múltkor hirdetett a Strigon hogy keresnek tervezőmérnököt. Esküszöm ha nem lenne messze megpályáztam volna. Ha összejött volna akkor most berkeken belülről tudnék információt szerezni a plénumnak.
Nem értem, miért lenne érdemes növelni a nyomást a két felület között. Tribológiát nem tanultam - és ez talán releváns lehet ebben az esetben -, de az általános iskolában ugyanabban a félévben tanítják a tapadási súrlódási erő számítását, mint a nyomásét:
Fs0 = μ0Fny
...azaz a két felület közötti súrlódási erő nem függ a nyomástól, csak a felületekre jellemző súrlódási együtthatótól és annak az erőnek a nagyságától, amellyel a két felületet összeszorítjuk. Ha feltételezzük, hogy ugyanazt a tárgyat ugyanakkora szorítóerővel rögzítjük a felköszörült öntvény asztalhoz, gyakorlatilag mindegy, hogy mekkora a felfekvő felület.
Tisztában vagyok vele, hogy ennél jóval többet is lehet tudni erről a témakörről, de abban is biztos vagyok, hogy a gyakorlatban nyugodtan elhanyagolható a különbség.
Csuhás felvetése valóban az egyik legvalószínűbbnek tűnő magyarázat a bordázatra, de:
- vajon miért csak a SZIM alkalmazta ezt a megoldást, ha még a szülő- vagy testvértípuson sincs így, nem is beszélve a többi, esetenként jobbnál jobb minőségű, kialakítású svájci, német vagy akármilyen csodákról? (2. agysorvasztó kérdés: valaki tudja véletlenül, hogy a TOS FA2-t másolták le nálunk, vagy valami KGST-együttműködés eredménye volt ez a hasonlóság? A cseh gépet már '54-ben is gyártották.)
- még a mérőállványok asztalain sem ilyen sűrűn helyezkednek el a vájatok (15-25 mm), viszont jóval mélyebbek. Ezt a 0,5 mm-t nem érzem igazán alkalmasnak arra, hogy hatékony legyen erre a célra. Sőt akár a T-hornyok és a folyadékgyűjtő árok is be tudnák tölteni ezt a szerepet.
Azt egyértelműen negatívumként tudnám felhozni, hogy - mivel a két felület közötti nyomás valóban nagyobb -, a különféle kopások és rokon jelenségek viszont - a súrlódással ellentétben - igenis érdemben függnek a nyomástól, a kisebb felületnek hamarabb kell kopnia.
Őszintén szólva tényleg csak az érdekel, hogy miért gyalultattak bele ki tudja, hány ezer ilyen asztalba egy csomó vájatot (költség!), ha a világon senki másnak nem jutott ez eszébe. Legalábbis én semmilyen más szerszámgépen nem találkoztam még hasonlóval, és Csuhás magyarázata nem győz meg teljesen.
Nem tudom, melyik rovátkolásra gondolsz (a nagyobbakra vagy a kisebbekre) - a nagyok minden bizonnyal gyáriak a neten fellelhető képek tanúsága szerint, ezeknek a célja érdekel.
Ez pl. egy ME-250:
...ezen a képen viszont egy ME-1000 asztalának a sarka látható:
Ha minden igaz, az ME-1000 a TOS FA2U koppintása. Azokon nincs hasonló bordázat az asztalon - vagy már az összesen újraköszörülték. :)
Valóban nem pontos az 50 %, de nem az általad feltételezett irányba téves a becslés. A T-hornyokat és a hűtő-kenő folyadékot gyűjtő csatornát természetesen nem számítva az "árkok" szélessége 3 mm, a "bordáké" 3,5. Viszont a bordákon további rovátkák találhatók, összességében több, mint 0,5 mm szélességben, így egy összefüggő, köszörült felülethez képest a felfekvést biztosító keskeny bordácskák biztosan kevesebb, mint 50 % kontaktot biztosítanak. Még abban az esetben is kb. 46 % a felfekvő felület csökkenésének mértéke, ha feltételezzük, hogy a bordák teljes felületével érintkezik a munkadarab. Ahogy az alábbi, erősen kopott, viharvert példányon is látszik, ez több évtizednyi tanműhelyi használat után sincs így, sőt nagyon jól illusztrálja, hogy a nagy bordákon a kis bordák 50 év alatt sem koptak le tövig. Az "árkok" 0,44-0,46 mm-es mélységéből arra tudok következtetni, hogy már vagy' 50 mikron eltűnt belőlük. Szerencsésebb körülmények között szolgált darabokon jobban kivehető ez a rajzolat.
A rovátkák majdnem olyanok, mint amilyeneket egy hosszgyalu hagy maga után.
Először én is elkövettem azt a hibát, hogy az előnézet gombra kattintottam...
Szóval gondoltam arra, amit írsz, de erősen elbizonytalanodtam benne, mert ezek a bordák csupán kb. 0,5 mm mélyek, de nagyon sűrűek még egy metrológiai eszközhöz képest is. Magyarul egyrészt mintha "túltolnák" a dolgot, másrészt viszont a mélységük szinte semmire nem elég, csak egy igen kis részét védenék ki azoknak a szemcséknek, amik szóba jöhetnek.
Nem tudom, mit tanítanak a forgácsoló szakembereknek, de meglepne, ha nem a felfogó felület és a felfogott munkadarab tisztítása lenne az első lépések egyike.
A fentiektől függetlenül van realitása annak, amit írsz.
Ehh írhatom újra mert béna az index fórum. Szóval szerintem ugyanaz a szerepe mint a mérőóra asztalkák bordáinak. Azaz ha a felrakott alkatrész alá valami apró kosz kerül akkor az a felrakás után egy kis tologatással bekerül egy ilyen árokba és nem okoz pontatlanságot illetve nem karmolja össze a felületet.
Valaki tudja véletlenül, hogy a Strigon ME-1000 marógép asztalán mi célt szolgál a finom bordázat? Mivel így 50 %-kal csökken a kontaktfelület, fajlagosan jobban kell kopnia az asztal referenciasíkjának. Van rá ötletem, hogy miért ilyen a kialakítása, de nem akarok az átlagosnál is butábbnak tűnni vagy befolyásolni a nagyérdeműt, ezért egyelőre megtartom magamnak. Más típusoknál nem találkoztam még hasonlóval.
Az alábbi képen még éppen kivehető az asztalon a hosszanti árkok és bordák sorozata.
Ez a "Paramo ERO 1070 hűtő-kenő folyadék 10 liter" eléggé szimpatikus árban, és a véleményekben. Vajon mennyire lehet romló. Én ugye nem vagyok az a tipikus forgácsoló, aki folyamatosan használja, így sajnos ez a szempont nagyobb fontosságot nyer.
Szerintem nem volt. Kapcsolő sincs kialakitva rajta.Sőt a géplámpát is csak külső hálózatról lehet működtetni. Az enyémen valaki valamikor megfurkálta a forgácstálca jobb elejét, ki igy alakitotta ki a viz visszavezetést. Én még sosem használtam hütővizet barkács célra. ismerve az előnyeit meg a velejáró gondokat is.
A fene se tudja, szerintem gyárilag is többféle méretben készült az orsó, és idővel sokat cseréltek is benne. Mérd meg az orsóvégen levő kúp nagyobbik átmérőjét. Ha kb 18mm akkor B18 ha kb 16 akkor B16 Ha egyik sem vagy kúpos furata van akkor fotót és további méréseket kérünk.
Igen ott vannak és indulásnál és megállításnál csattan.Gondolom előttem szétszedhették és elkavarodtak!Ha jobb idő lesz szétborítom a gépet és hátha tudok méretet mondani.köszönöm a segítséget.
"Valamint a hardy gumik nekem eltünedeztek(remélem így hívják őket).Esetleg valakinek elfekvőben?"
Úgy sejtem, hogy ezek a motor és sebváltó között lévő rugalmas tengelykapcsoló elemei. Ha ezek eltünedeztek, gondolom jó nagy ricsajt csinál a motor, de a gépet nem hajtja.
Van itt a szomszédos utcánkban egy hajtástechnikai cég. (Ékszíjakat, fogaskerekeket vettem már tőlük.) Rákérdezek az ügyvezetőnél, hogy tud-e ajánlani valamit. Van nekik egy több tízezer tételes választékuk, nem ártana, ha a méreteket meg tudnád adni. Szétszedted már a tengelykapcsolót?
Általában szokott kapható lenni szerszámokat árusító üzletekben szórópalackos emulzió. Én ilyeneket használok, mert egyébként a szivattyús hűtőberendezésre ritkán lenne szükségem. Nálam beváltak.
Szia. Milyen gépet köszörültettél? Csak ágyat vagy mindent? Ismerem őket, egy tusir hidat vittem nekik mert mondták fel tudják köszörülni. Erre otthon nézem a felületet és több helyen a körmöm megakadt benne. Visszavittem, hogy ez mi ez? De udvariasan leszartak. És a köszörülésért másfél órát számláztak.. Terveztem hogy oda viszem a gépet, de kicsit bizonytalan lettem... Ja meg a gépük is a tök tudja milyen pontos még, amikor ott voltam akkor is éppen vacakolt, eltelt a te eseted óta 5év, a tulaj nem igazán költ rá csak a termelés a fontos. ;)
1-Nemigazán kaptam előtolás táblázatot itt izs esztergához,de gondolom,hogy nem sokaknak van ilyen!Ami a jó hír, hogy megtaláltam a lomba a munkahelyen és olvasható is(sajnos már nem nagyon rakható fel).Szóval átírom és kész,lesz ott egy papír az alu tábla helyett! :)
2-Van nekem egy E1N-es masinám és kérdezném, hogy ahhoz gyárilag volt-e hűtő-kenő berendezés?
3-Szintén ehhez a géphez esetleg valakinek van-e eladó hátsó(leszúró) késtartója?
4-Valamint a hardy gumik nekem eltünedeztek(remélem így hívják őket).Esetleg valakinek elfekvőben?
a 3/8 az 9.52mm. Fél miliméterrel nagyobb a negyzet a szerszámban hogy pont jó? Nekem csak 1/4 es és 1/2 es keszletem van. De nezek akkor egy 3/8 os dugót. Még kevesebbet kéne kinlodni vele mint a csuhás fele megoldassal pedig az is jó.
Tisztelt urak! Elnézést ha off a kérdésem, de fogalmam sincs merre induljak. Tanácsot kérnék a problémámmal kapcsolatban. Lenne egy ilyen halom kis alkatrészem:
A képen látható sliccelt átmenő csavart kellene nekem a fotón látható törött minta alapján utángyártani max 2-3 darab mennyiségben. A kis csavar szétfeszíti a sliccelt részt elvileg annyira, hogy beszorul a menetbe a nagyobbik. A persellyel is gond van, a külső fele beszorult egy vasdarabba (holott szabadon kéne forognia), mind a persely, mind a vasdarab furata sérült, így rendbe kéne rakni a furatot és ahhoz gyártani egy új perselyt is.
Ez lenne a feladat, és kellene nekem valaki, aki ezt meg tudja csinálni, mivel nekem nincsenek meg az eszközeim hozzá. Budapest pesti oldal - Gödöllő vonalon tudtok-e valakit ajánlani, vagy tippet adni hogy hogyan és hol keresgéljek?
Magam egy húszas acélhengert fúrnék át kb 3-as fúróval a leendő négyszög sarkainál, Majd felfúrnám és felesztergálnám tízesre a közepét. Ezután az egymásba szakadt öt furatot egy kis reszelgetés után egy satuban átsajtolt hss darabbal kalibrálnám. Végül egy 10*10 négyszögvasból hegesztett T szárára hegeszteném.
Most hét végén voltam, egy fél órát nézegettem a bejáratnál lévő vasas cuccai közt. Sok szép vasdarab ázott ott kétcentis vízben, tolómérők, mikrométerek mozdíthatatlanná rohadva. De azért érdemes elnézelődni.
10-es négyszög lukú kulcsot kerestem késtartóhoz meg a síktárcsához. Nem volt neki, amúgy Kujbusz bácsi boltjának se. Persze lehet ilyen dugót kapni a bótba 1900ért, annyiért elvből nem veszek.
Kénytelen leszek csinálni, tudtok mondani megoldást rá? Arra gondoltam, hogy 4db 5mm vastag kis lemezdarabból (2db 10mm, 2db 20mm) egy 10es nyers kés+sörösdoboz 0,1-es lemez köré összehegesztem, aztán körülesztergálom 20 asra, hogy beférjen a síktárcsába. A végén hegesztek bele egy nyelet.
Gondolkoztam hogy felrakom, de annyira szívatós formátumban van ( oldalanként külön pdf file ) hogy még várnék vele. Majd igyekszem valami kezelhetőbbé konvertálni.
Én egy 3 tonnásat vittem be egyedül a garázsba.Egy orosz kézi csörlővel,pajszerral.Majd mikor eladtam kihuztam az utcára,majd bevittem egy E1N et.Igaz volt egy fixpontom.Alábazaton volt egy luk a fűtőolaj leeresztéshez.A másik irányban egy villanyoszlophoz kötöttem.Ja és volt egy 30 méteres láncom aminek a szemeibe akasztottam a csörlőt mert az csak kb 1 métert tud huzni. Húzni átakasztani ,aztán ujra. Csak idő kell hozzá nem erő.
Ugyan nem engem kérdeztél de válaszolok. Minden gépmozgatásom, küszöbön átvitel, géptalpakra emelés stb egyetlen masszív kb D30 betonacélból készült radiátorkulcs pajszerként való használatával végeztem. Kellett még egy nagy doboz mindenféle méretű fadarab amivel minden egy két centis emelés után alá lehet építeni a gépnek, és a pajszernek. ( Legtöbbet egyébként a raklapról való leemeléssel dolgoztam )
Vidéken azért ez nem probléma...még...Címet nem nagyon kéne kiírnom.Dupla áron adják,mint veszik.Mondjuk idegeneknek lehet hogy nem adnának,de nálunk mindenki ismer mindenkit.És ezmindenkinek jó :)
Én a gép talpán lévő furatokhoz csavaroztam egy jó méter hosszúságú erős zártszelvényt. A feldőlés esélye így gyakorlatilag a nullával volt egyenlő. Így eresztettem le a garázskihajtó nagyon meredek lejtőjén két hosszú zártszelvényen. Kikötöttem, hogy ha megindul, ne tudjon leszaladni, de éppen a tapadási tényező határán volt, (nem a súrlódási tényezőre gondoltam). Pájszerrel noszogattam egy-egy kicsit, és pár perc múlva már emelhettem a gépet a csődarabokra, hogy gördíthessem a műhelyben a helyére.
Nem volt ennyi fúróm (jóég, mennyi!) , se helyem, egy munkalapba fúrtam helyet 1-1 db nak pont ilyen elrendezésben, a többi fiókban van. Ha egy eltörik, elkopik, onnan pótolom.
Ha esetleg akarsz MÉH telepen shoppingolni, akkor tudok adni egy címet, de nem itt publikusan, hanem a privát vonalon. Viszont azt tudhatod, hogy hozzám közel van, tehát hozzád messzire esik. Ha kell a cím, írjál.
Ha minden jól sikerül, akkor már az idén (de talán nem is az év végén, hanem korábban) lesz esztergád. Még nem tudhatod, hogy milyen lesz, de azt tudhatod, hogy csigafúrók majd kellenek hozzá. Én úgy voltam kezdetben, hogy nem tartottam egy normális rendet, akár negyedórába is telt, mire találtam egy 6,9mm átmérőjűt a kupacban.
Ezért kiagyaltam egy jól áttekinthető csigafúró tárolót, amit fel lehet akasztani a falra. (Az ötletet loptam a szerszámáruházi tárolóról. Nem volt nehéz elkészítenem, mert van lemezhajlítóm és van ponthegesztőm is.)
Ha olyan eset adódik, hogy egy M8x1-es menetet kell fúrjál a gépen, akkor kell hozzá egy 6,9mm-es fúró. Ha éppen ilyen méret nincs, akkor majdnem megáll a "tudomány". De ez kb. igaz bármely méretre. Ezért én kb. 20 éve elhatároztam, hogy elmegyek a szerszámáruházba és bevásárolok. Gondoltam, hogy 2,0 mm-től 11,9 mm-ig tizedmilliméterenként veszek csigafúrókat. A kisebbekből 10-10 darabot, a nagyobbakból 5-5 darabot.
Mára már megfogyatkozott egy kicsit a mennyiség, de pótolható, csak össze kell írnom.
A képeket tegnap készítettem, mert - bár a stelázsi kb. 20 éve készen van és szolgál, - még nem jutott eszembe lefényképezni. Pedig új korában még jobban mutatott.
Valamit te is agyalj ki, és gyűjtögesd a hozzávalókat. Addig se teljen az idő hiába.
Viszont kérem, hogy továbbra is legyél jelen ebben a topikban, mert ahogyan és is tanultam tőled, mindannyian tanulunk egymástól valamit. És a publikus email-címedet nézd meg, miért nem fogad üzenetet.
Vasrudat (csövet) inkább ne rakj alá. Elfogadható erővel így is lehet csúsztatni, a görgőn viszont váratlanul megindulhat, legurulhat a csőről, főleg mert nem telitalpas gép és nem lesz két három gyakorlott segítőd. Jobb ezt a nagy vasat megfontoltan centiről centire mozgatni.
Fucskó Mérinek van diplomája, ezt tudom biztosan. Teljesen alkalmatlan volt Méri a gondolkozásra, viszont olyan odaadóan tudott bemagolni matematikai tételeket, hogy az egyetemi tanárainknak nem volt szívük megbuktatni. Méri az életét is adta volna, hogy tudjon deriválni.
Ezt értékelni kellett, az egyetemi tanáraink jószívűek voltak, végül Méri diplomát kapott. Soha nem dolgozott mérnökként, végzés után hamarosan családanya lett.
Nagyon köszönöm a hozzászólásokat, elkezdtem érezni az erőt :)
Azért a biztonság kedvéért rajzoltam egyet. Erre gondoltatok?
és akkor vasrudakra, mint görgőkre nincs is szükség?
Sajnos targoncát tényleg nem nagyon tudok leakasztani a környéken. Olyan meg, ami a lábán, közúton bejön ide, nem hiszem, hogy sok tízezres nélkül rávenném erre a mutatványra.
Rferi által ajánlott módszerrel simán meg tudod oldani. Én egy 550kg tömegű esztergát engedtem le egy olyan garázskihajtó lejtőjén, amin átlagos testalkatú emberek nem mernek feljönni, lemenni pedig pláne!
Az eszterga talpához csavaroztam egy szélesítést, nehogy oldalra boruljon, mert ettől sírva fakadtam volna.
Működik tehát rferi javaslata. Sík terepen gond nélkül. Csak gondold át és menni fog.
A mai nappal ünnepélyesen nekilátok csodálatos keretes fémfűrész gépem megépítésének.A mai napra MÉH telepi shoppingolás lett betervezve,eredményes is volt.Megvan a vázhoz az anyag,és a hajtómű.Folyt köv.
Szerintem is ez a legegyszerűbb megoldás, annyival egészíteném ki hogy jó ha van egy csomó deszkadarab amit a vas alá be lehet rakni, mert nélküle laza talajba belenyomja a gép a vasat. Ugyanígy deszkadarabokkal lehet az esetleges egyenetlenségeknél is aláépíteni a vas pályának. Kell még segítő is, mert ha oldalra is lejt a pálya akkor pejszerrel kell a mozgatás közben korrigálni az oldal csúszást.
Jobb volna négy szál, nem? 2-2-őt rakni párban, és akkor amikor a második párra kerül az eszterga, a "pálya" elejéről fel tudja szedni a "sínt" hogy a végére vigye.
Vennék két szál 50x50-es szögvasat, azokat letenném elé, úgy, hogy a felül legyen a szöglete, vagyis fejre fordított V-ben.
Azon húznám végig, egy láncos emelővel. A két vasat úgy raknám le, hogy a lábaknál szűkebb legyen, a gép természetesen hosszában legyen rajta, és a gépet oldala mentén húzod rajta.
Egy ilyen emelő nem egy ökör ára, a két szál hatméteres szintén nem, viszont meglepően jól halad ezzel a módszerrel a gép.
Én így kézzel simán betoltam a műhelybe hatmázsás gépet. Ezzel az emelővel szerintem a két tonna is bakfitty. A súlyát nem emeli.
Az emelőnek lehet, hogy a műhelyben valahol dűbelezni kell egy tartószemet, mondjuk a padlóba.
Ha fifikásabb vagy, laposvasakból megheftölöd a két szál szögvasat egymáshoz, a lábnak megfelelő távolságban, úgy könnyebben marad rajta.
tanácsotokat szeretném kérni abban, hogy miképpen lehetséges egy 2 tonnas gép begörgetése a rendeltetési helyére.
A gép jelenleg Budapesten, egy kerítésen belül van az udvaron egy betonplaccon lefóliázva. A betonplacról kb. 10-15 méteres egyenes út vezet a műhelybe, ami sajnos nem végig betonozott, hanem olyan betonelemekkel van kirakva, ami között kinő a fű (remélem, hogy sejthető a helyzet). A műhely régen egy autónak adott helyet, ezert ez betonelemes-füves rész nem sik egyenes, hanem egy picit látható hol mentek el az auto kerekei. A gép nem telitalpas, hanem ket nagyobb labon áll (kb.: 80cm x 70cm-es lábak). Ti milyen módszerrel próbálnátok bevinni?
Félve kérdezem, de esetleg lenne olyan, aki segítne is (nem kérem ingyen).
A helyzet az, hogy elbasztam és nem mértem fel előre, hogy egy 2 tonnás gép szállítási költsége mekkora lesz. Rendre kisebb gépekre kértem ajánlatot és beleszaladtam egy olyanba, amit nem tudtam otthagyni, viszont egy kicsit nehezebb lett :).
Olyan ajánlatokat kaptam a teljes műveletre (szállítás + begörgetés), amitől egy kicsit meghűlt bennem a vér. Ugye ehhez már darus autó kell, hátlapemelős nem jó.
Találtam valakit, aki elfogadható összegért elhozta, de csak betette a kapun belülre és már ment is. Most itt tartok.
A kínai gagyik korszaka előtt a mikrométerek mindegyike edzett és köszörült menettel készült.
Ez volt a pontosságuk záloga.
Aztán lassan devalválódik ez is.
De azt el kell mondjam, hogy nekem a belső mikrométerem, ami toldós rendszerű, tehát nem a hárompontos furatmikróra gondolok, az békebeli kínai, és nagyon nem gagyi még. Szóval a kilencvenes évek előtt a kínai ipar is képes volt űber szinten legyártani ilyesmit, csak a világ ránevelte őket a dömpingárúk gyártására.
Még jó, hogy alaposabban végig néztem a sorozatod, mert már készültem lefotózni az én ritkaságomat, egy ügyesen megoldott 0-100 mm méret átfogású Keilpart (Suhl) eszközt.
Aztán látom a tied a jobb felső sarokban.
Ezek szerint mégsem olyan ritka. Az enyém doboza egy kicsit viharvert, viszont a készlet teljes,
a 75 mm-es etalon rúd is benne van.
Jellemző az akkoriak előrelátó gondosságára, hogy az etalonrúd mindkét végén van egy ~15 mm hosszú, felhasított, rúgóacél csövecske, amely kicsit túlér az etalon végén. Így a mérő felület - használaton kívül - mindig védve, takarásban van.
A nagy olcsósítás időszakában azt is érdemes megjegyezni, hogy a gyári címkén külön kiemelik, hogy edzett-köszörült mérőmenettel készült.
Lásd, hogy nem lódítok nagyot. Beteszek ide két képet a mikrométereimről, amik között van inch mértékegység rendszerre készült is. Számomra csak érdekesség, nem használati eszköz. Ha valamikor szükségem lenne valamelyikre, persze elővenném. Azt is láthatod egyik-másiknál a bal felső sarokban, hogy mennyit adtam ki értük.
Tényleg nehéz kérdést tettél fel, sokszor még ennél egyszerűbbre sem tudunk becsülettel válaszolni. Én évekig (kb. 15 évig) dolgoztattam több forgácsoló üzemmel is, de köszörülési feladatok nem voltak.
Ezért most ne haragudj, hogy a kérdésedre nem kaptál választ, mert ha valaki tudott volna ajánlani jó köszörűst, akkor ebben a topikban biztosan meg is tette volna. Én pár hónapja vízvágót kerestem és kaptam is jó segítséget. Mások más kérdésre kapnak jó választ.
Azt hiszem nem zavarod a találataiddal a fórumot. Valóban elfordulhat, hogy fölteszel egy kérdést és valaki megelőz, leüti.
Én azonban észben tartom, hogy költözés előtt állsz, nem minden várható kiadásod ismert most és emiatt ki kell várnod. Mert első a költözés lebonyolítása, majd ezután egy jó eszterga megvétele lesz. Egy mikrométer pedig a huszadik sincs a sorban, egy mikroszkópra pedig várhatóan soha nem lesz szükséged. De egy vízszintbeállító műszerre sem lesz szükséged minden nap, ha nagyon túl akarod teljesíteni a szükségletet, talán egyszer. Ne dobáld a pénzt ilyen dolgokra, lesznek ennél százszor is fontosabb megveendő eszközök.
Én láttam az összes általad talált eszközt, értékeltem magamban, hogy jó, vagy nem annyira jó, de nem csesztetlek, mivel sejtem, hogy a költözésen túl kell lenned. Tehát senki kritikája ne riasszon vissza, hogy vágyaid és álmaid tárgyát ne oszd meg itt velünk. Én továbbra is várom, hogy a találataidat megosszad itt velünk, és kérdéseket is bátran fűzzél hozzá. Ezekből egy összefogott kép alakul ki majd, és amikor már tényleg aktuális lesz a vásárlás bátrabban felléphetsz.
Nekem van vagy tíz mikrométerem, amiket apámtól örököltem és van vagy másik tíz, amit régiségkereskedő barátaimtól kaptam egy-egy kis munkáért cserébe, mert ők tudják, hogy nem könnyű eladni. Én nem is használom ezeket, mert a szükséges pontosságot bőven fedezi egy digitális tolómérő. Mikroszkópra pedig végképp nincs szüksége egy hobbistának.
Neked kell tudnod, hogy neked megér-e annyit, amennyiért hozzájuthatsz!
Szétnézel a piacon, és döntesz.
Ne a mi döntési preferenciáink mentén haladj, hanem a sajátodé mentén. Nem biztos, hogy ezek egyformák!
Egy mikrométer nem egy űrállomás, egyszerű, mint egy faék. Ez még szocialista termék, az örök életnek készítették ezeket. Utánállíthatóak, ha nincs eltörve, pontos, vagy azzá tehető.
Innentől csak azt kell nézni, mennyiért vehetnél helyette másikat, és az drágább, vagy olcsóbb.
Vedd meg nyugodtan, jobb mint a olcsó kínai gagyi. ( Amiről nemrég írta egy kolléga, hogy a mérőfelület durva megmunkálású, nem kotyogás mentesíthető a menet, és nem állítható a dob. )
Hát ez nem valami biztató, hogy senki nem értett hozzá, én kerestem Vaskukacot, neki is ilyen gépje van, azt írta itt a fórumon,hogy rendbe akarja tenni...nem tudom, hogy van-e valaki itt a csoportban, akinek szintén MUP 320-as gépje van, és tudna nekem hasznos tanácsokat adni.
Volt nekem is ilyen marógépem! Hét határon nem értett senki hozzá! A Cs. A.-ból volt itt egy szaki ,nézegette ,igérte jön ,aztán még mindig jön. Úgy alkudtam ki, ráadásnak kaptam egy vásárláskor ,már akkor is üzemképtelen volt. Eladtuk a műhelyt és ment a levesbe!
kerestem SNB-400-as esztergáról mindenféle dolgokat és azt láttam, hogy itt évekkel ezelött volt egy poszt és abban is gépkönyvet kértek, de ahogy néztem nem kapott a kérdező.
Nem találtam Csuhás linkjei között sem, de egy román fórumon felleltem 1978-as kiadású SNB 360/400-as angol nyelvű gépkönyvet. Ezt most itt megosztanám:
Tisztelt VASKUKAC!!...látom az adatlapomon nem jelenik meg az e-mail címem, ide írom: szoszircsi@gmail.com. A MUP-320-al kapcsolatban kérném a szakmai tanácsodat.
Vásároltam egy olyan egyetemes marógépet, amilyen neked van / MUP-320 -as / szeretném veled felvenni a kapcsolatot, ha e-mailben elküldenéd a telefonszámodat, felhívnálak. Köszönöm.
Megérte a törődést. Ez egy márkás Keilpart (Suhl) darab. Mivel nincs rajta a háromszögben a kis 1 szám, vagy a Q1 jelzés, még valószínűleg a DDR előtti időkből.
Nem volt besárgulva csak nagyon retkes volt. Lemostam, a nagy karcokat meg se próbáltam kiszedni, keménypapíron mindkét oldalát befogkrémezve ugyanazzal a keménypapírral nedvesen dörzsölve. Asszem Signal antiColor, még piros csík is van benne :)
Egy youtube videoban lattam, ahol fényszórót polirozott a srac, hogy a fogkrem után mindig kicsit matt marad a különböző meretu szemcsék miatt. Odakészitettem még biliárdgolyó tisztítót is de nem használtam. Elég jónak találtam, csak használni szeretném, nem felujitani. A vaku megtevesztő lehet, messze nem tokéletes, de jobb lett, köszi.
A recékből lakkbenzinnel fogkefével szedtem ki a retket, a skálánál nem merném a lakkbenzint, azt csak egy kis dizellel töröltem meg, biztos van jobb.
Ha jól emlékszem akkor a mutatóval szemben még pár millimétert kell emelned és akkor lebillen az üveg, azután eltolható úgy hogy a mutató elgörbítése nélkül levehető legyen. Azután már látni fogod a csavarokat.
Szerintetek ezt hogyan lehet szétszedni? A perem előrefelé mozog, annyira hogy a mutató beleér a skálába. Nem látom, hogy a perem két része szétcsavarható lenne, de ha ugy jön szét akkor erősebben próbálom.
Persze akár a kukába is tehetném de egyet azért próbálkoznék.
Ha már itt tartunk, a szemem ügyébe került egy 400mm-es tusírléc. Jól sejtem hogy ezzel ellenőrízhető gépek szánjainak kopása? Mire lehet még használni?
Lényegében most azonnal nicsn rá szükségem, de azért ez sem mindennapos portéka ha jól sejtem. Így el tud állni a polcon addig a pár hónapig (évig) amíg nem lesz használatban.
Az E2N gyártása az elején nem hengergörgős főorsó csapágyazású volt,gondolom a te gépedben is perselyes főorsó lett beépítve,lehet,hogy ezek a főorsók eltérhettek a későbbi E2N gépekétől,bár azok főorsó végződése hosszú kúpos.
Esztergálnék egy gyűrűt az orsó és az anya közé, és ahhoz feszülne az anya mikor ki akarom húzni. Esetleg felköszörülni lehetne a hüvelyt tényleg de nem szívesen gyaláznám szét, nem véletlenül ekkora, inkább az orsó belső kúpja lehet más méretű. Abban is kételkedek hogy ez valóban E2N főorsó, lehet hogy az E1N és az E2N méretei megegyeznek? Különben hogyan tették volna bele? Arra gondolok, hogy ez az orsó vmi harmadik verzió.
Bizonyos mértékkel változhat a patronfészek kúp, nálam a nagy átmérő 31,5 mm, az előttem leírt 31,8mm,ez a méret különbség is jelent hossz irányba kb 5-6mm. Látom a tiéd jobban kiáll a főorsóból mint kellene,de ha egyébként illeszkedik rendesen,szerintem használható így is, a kihúzató anyát kell hosszabbra venni. A főorsóhoz,vagy a patronfészekhez nyúlni kényes művelet, {edzett}de nem lehetetlen.
Azt megértem,hogy az önkormányzatos értelmiség angol szavakat haszál a magyar polgároknak küldött levelükben,de már itt is ebbe a falba ütközöm..........................húúúúúúúúúúúúúúú ! Bocs
Ha nem baj, nem rajzolok? Ha nem voltam érhető akkor majd fogok.
A szűkítő hüvely nálam : teljes hossz 65mm ebből a menet hossza 14,3mm, a kúp hossza 50,7mm, a kúp kisebb átmérője 28,8mm a nagyobb 31,8mm a körmös anya szélessége 18mm.
A behúzó szár nálam: átmérője a belső menettől indulva 24,4mm hossza / mérőszalaggal mérve!/ 400mm majd nagyobb átmérő 25,4mm hossza 40mm majd nagyobb átmérő 32,9mm hossza 95mm majd a kézikerék.
Nem igazán értem miért problémázol, hiszen ott van előtted a főorsó a patron és a kúp, simán ki tudod sakkozni a méreteket...
( Magam egy kis (tusír) festékkel ellenőrizném a kúpot. Ha a kúpszög rendben van akkor egy tokmányba fogott vasdarabra esztergálnék egy hengert amire felszorul a kúp furata majd kifogás nélkül rászorítanám a kúpot és kis fogással leesztergálnám, és ha van van support köszörű akkor azzal simítanám. Behúzó: Sima vízvezeték cső elejére menetet míg a végére marokkereket hegesztenék. Hossz nem kritikus mert hátra annyi gyűrűt rakhatsz amennyi kell. )
Ahogy irtam mar, az E1N gepemeben rovidkupos foorso van, igy a geppel adott patronkeszletet alapbol nem tudom hasznalni.
kiscsavo81 el folytatott tranzakciónk értelmében ő felhajtott nekemE2N patronokat amit meg is vettem, de behuzoszár nem bolt hozzá. Jövő héten kiscsavo81 el mindenesetre elboltoljuk az E1N patronkeszletet. En meg csinalok az en patronjaimhoz es behuzohuvelyhez szárat.
Tehát annyi méretet kérek amennyiből meg tudom csinálni. Mivel a vasarolt behuzohuvely nem megy be annyira az orsó lukába, hogy a menet ki tudja huzni (ld korabbi kep) biztos nem lesz sima ügy.
A hüvely a menetnél, a legvastagabb pontján. 31,4mm a teljes hossza menettel egyutt 66mm.
Ha nincs idotok, akkor csak a behuzo hosszmereteit, es a behuzohuvely kupjar merjetek meg legyszi.
Ha nagyon nem boldogulsz akkor a hétvégén le tudom fotózni és ráírom a lényeges méreteket. Egyébiránt a patronhüvelynek majdnem a menetig be kell mennie a főorsóba. A menetes gyűrű segítségével lehet azt kihúzni onnan.
Vas mindenhol van, a vas relatív magenergiája a legkisebb, a nap méretű csillagok ezt tudják max előállítani fúzióval. Itt minden vasnál nehezebb anyagot egy korábban létezett majd szupernovaként felrobbant szupercsillag rakott össze. Vagy valami ilyesmi.
Úgyhogy esztergálhatsz bolygó méretű vasdarabokat mint ami pl a Föld magjában is van. Jó hír, hogy forgástest. Rossz hír hogy kamionnal bajos megközelíteni.
Bár a föld nevű bolygót nemlátom a fotódon , mégis az jutott az eszembe,hogy jólene innét távozni a jókis műhelyemmel esztergámmal egy másik galaxisba. Vennék egy jónagy kamiont,mindent felpakolnék rá,és itthagynám ezt a bonyolult világot. Csak az a bibi,hogy nem tudni,hogy a világegyetem más részein igénylik e a vasmunkást,meg egyáltalán van e vas !!??
A németek állitólag már megindultak,mert nemigen birják a "sáskainváziót"
Bocsi....................igaz van forgácsolás a levelemben,de gondolom,hogy picit feldobtam a topik életkedvét,némi mosollyal !!!
Megtenné nekem valaki, hogy az E2N patron behúzószárat leméretezi?
Ebben a linkelt hozzászólásban kérdeztem, hogy tényleg így kéne-e kinéznie a patronbehúzóhüvelynek? Ami van nekem elég gyárinak látszik de nagyon kilóg a főorsóból
Szerintem is a te tippjeid között lesz megtalálható a megfejtés - ahogyan rferi is írta. Mindenesetre forgácsolásra nem igazán alkalmas, ezt kipróbáltam ma délelőtt.
Viszont egy kis időre félreteszem ezt a különben sem súlyos problémát, mert más ház körüli feladataim vannak, amiket el kell végeznem.
A planetárium nem lesz valósághű sem az égitestek méreteit tekintve, sem az egymástól való távolságukat tekintve, sem az ellipszis pályájuk, sem a keringési idejük. Egyik égitest sem fog önmaga körül forogni, csak a Nap körül körpályán keringeni, de különböző szögsebességgel.
Mennyire lesz valósághű a planetáriumod ? A bemutatott képen az egymáshoz viszonyított bolygóméretek és a távolságok is elég messze állnak a valóságtól. A keringési idők arányai valóságosak lesznek ?
Bocsi, hogy egy kicsit eltérek az aktuális tárgytól, de biztosan nem bánjátok, ha tudjátok hogyan haladunk a planetáriummal.
A megrendelő barátom ma beszerzett egy csomó papírmasé gömböt különböző méretekben. Ezeket kell majd a következő napokban a mozgató mechanizmushoz feltennem. A következő képen egy elvi planetáriumot láttok, de majd keresek egy olyant, amit megvalósítunk. Sőt! A megvalósított planetáriumról is szeretnék képet betenni majd, de a bolygók megfestése már nem az én feladatom lesz.
Sok jó kérdést tettél fel, mind át kell gondolnunk. Egyelőre kevesen vagyunk hozzá, de reggelig sok minden történhet. Arra gondolok, hogy többünknek még csak most kezdődik a szabadidő, mert valakinek dolgoznia is kellett. Na bocs, ez poén volt, de lehet benne igazság, hogy többen is csak így estefelé jutnak gépközelbe.
Reggel folytatjuk. Én kipróbálom, amit ígértem és az eredménnyel jelentkezem.
Ha már a reszelő teszt is a szerkezeti acél irányába mutat, akkor ez egyre nagyobb valószínűséggel nem szerszám, hanem valaminek a valamije.
Olyan segédeszköz, tartó, valamilyen tartozék.
-Feltehetően egyszerre több darab is használatban lehetett (van 3 egyforma is)
-A felhasználás valamilyen méretsorhoz igazodik (van 3-4 -féle méretben)
-A nagyobb szár-része megfogási nyomokat hordoz. Ez lehet stabilan befogva.
-A spéci profilú részhez valami rendszeresen kapcsolódik, ráhúznak, feltűznek rá valamit.
-A feltűzött valamivel alakzáró a kapcsolat, az elforgás kizárt.
-A sarkokon lévő menetprofil-szakaszokon nem látszik olyan kopásnyom mint a lapokon.
-Ebből következik, hogy nem valószínű a csavar/anya használat.
-Így a sarkokon lévő menetprofil-szakaszoknak más pl. tisztító funkciója is lehet.
-Esetleg a tüskékre felhúznak valamit (esetleg több rétegben) melyeket a tüskék csak pozicionálnak.
-Valamiket feltűznek a tüskékre, ami deformációképes (bőr?) és csak átmenetileg van feltűzve
valamilyen művelet alatt. A stabilan tartáshoz elegendő a sarkokon lévő fogazat.
Mi lehet az,
-amin furatok (lukak) vannak
-nem szükséges precíz pozicionálás, de több darabot is össze kell rendezni valamilyen művelethez
-segédeszköz nélkül könnyen (gyorsan) elvégzendő az összetűzés, összekapcsolás vagy csak a pozícióba hozás, és ugyanilyen gyorsan végrehajtható a kapcsolat oldása.
Mit kell ilyen előkészületek után elvégezni. Minek lehet ez a feltételezett műveletsor az előkészülete.
Talán ezzel közelebb jutnánk a megoldáshoz.
Természetesen a mozgás relatívan értelmezendő, mozoghatnak a tüskék is.
Nos! Kipróbáltam reszelővel. Nem vagyok nagyon meggyőződve, ugyanis fogja a reszelő. Nem siklik rajta úgy, ahogy kellene. Mindegy! Holnap sárgaréz darabon egy furaton kipróbálom és beszámolok.
Ugye sejtetted, hogy a te segítő hozzászólásaidra számítottam legkevésbé. Nem a szakmai tudásod miatt, hanem a mi korábban kialakult viszonyunk miatt. Én állom azt, hogy lehettem volna lazább, de te is álld azt, hogy te is lehettél volna lazább. Most már mindegy, remélem szent a béke.
Jókat írsz, de mégis vitatkozom. Valóban nincs olyan huzagolás, hogy tolva menjen. De a vésés tolva megy.
Viszont - lehet hogy a képeken nem láthattad, de - a dolgozó rész négyzetes keresztmetszete tényleg vastagszik. Az viszont igaz, hogy az eleje a kiinduló rész már négyzetes. Nehezen lehet belemenni vele egy furatba. De holnap kipróbálom, aztán meglátjuk. Jelentkezem a tapasztalatokkal.
A reszelőtesztet mindjárt kipróbálom, pár perc múlva meglátjuk.
Orosz IZS 1N611P esztergagéphez keresek előtolás táblázatot!Elég lenne egy jobb minőségű fénykép is.Vagy,ha megvan esetleg excel,word formában az is jó.
Egyébként valóban nem elhanyagolható az a feladat, hogy négyszög alakú lyukat készítsünk. Láttam én a Youtube-on több érdekes trükköt, de amit a Youtube-on tudnak, azt én nem biztos hogy tudom.
Egyébként gumiréteget lefejteni már én is tudtam esztergán. Nem is gondoltam, hogy akkor én most gumit esztergáltam. De ez egy korábbi polémia következménye - mintha nem is írtam volna.
Azt nem tudom ellenőrizni, hogy hőkezeltek-e, de feltételezem, mert szerszámként amúgy nem lenne jó.
A tipped viszont kiváló! Hasonlít rferiéhez. Annyit még hozzáteszek, hogy én már véstem esztergával. tekergettem a hossz-szánt a késtartóban egy véső szerszámmal.
Nem tudom hogy leírjam-e, vagy inkább ne. Abból fakad a dilemmám, hogy esetleg kikapok valakiktől. Esetleg hibásan emlékszem a történetre, akkor pedig okvetlen akad itt egy ember, aki igyekszik majd belém fojtani a szót, mert közben neki már sikerült pontosabb információkat találni a neten a Google segítségével.
Oda jutottam nagy eszemmel, hogy leírom. Aztán ha belém köt valaki, hát ártani nem árthat, én pedig innen is elköszönhetek. Az sem árthat.
Tehát egy eredmény a brainstorming módszerre. Az ipari méretű diótörésre kerestek választ, ezért hoztak össze egy társaságot. Volt közöttük az édesipartól teljesen független háziasszony is és talán még könyvelő is.
A megoldásra szorítkozva az eredmény: A héjas diótömeget át kell engedni egy fürdőn, ami folyékony levegő. A fürdő után gyorsan fölmelegíteni, nem nagyon, csak annyira, hogy a dióhéjak szétrobbanjanak.
Most már öt óra eltelt azóta, hogy egy kérdést föltettem megoldás keresése miatt. Ezideig nem sokan bátorkodtak hozzászólni. Tisztelet annak a két kivételnek!
Úgy látom, ez a brainstorming itt nem fog működni.
Megnéztem az összeset. Az észrevételed egy lépéssel közelebb vitt a megismeréshez. Mert ugyan nem találtam olyan mélyedést egyiken sem, ami hernyócsavar hegyének fogadására szolgálna (erről még egyeztetnünk kellene, mert két eset lehet. Vagy a fotó megtévesztő volt, vagy én nem vettem észre.)
Mindenesetre az észrevételed vizsgálatával arra jutottam, hogy ezeket a négyszögeket valószínűleg olyan műbe foghatták be, mint esztergáknál a késtartó. Vagyis: olyan kör, félkör és ív karcolódások látszanak, amilyent a késtartó csavarjai hagynak a késszáron.
Tehát a mi képzeletbeli táblánkra ennek a tapasztalatnak fel kell kerülnie. (Ha nem hívod fel a figyelmet erre a hernyócsavar-fészekre, meg sem néztem volna.)
De hogy tisztázzuk hogy mit láttál a képen, le tudnád írni olyan pontossággal, hogy azt a darabot még alaposabban is megnézhetném?
Megpróbálok hivatkozni a brainstorming (ötletroham, ötletbörze) módszerre, ami elég sok megoldást hozott már a gyakorlati életben. (Sajnos erre a módszerre éppen ez a topik nem nagyon alkalmas, mert úgy mértem fel, hogy a résztvevők közül sokan el vannak ájulva a tudásuktól - még akkor is, ha a tudásuk nem valódi, hanem a Youtube-on látták.) Na de bocs! Ez nem mindenkire vonatkozik. Nem is erről akarok szólni.
Sokan hallottatok már a módszerről, vagy még alaposabban is ismeritek, de ha van valaki, aki még nem ismeri, kimásoltam a netről egy szakaszt az ismerkedési fázishoz. Az ötletbörzéhez meg szoktak hívni teljesen laikus résztvevőket is, mert ők nincsenek bekorlátozva a szakma által törvénynek elfogadott tézisekkel. Majd keresek példákat, hogy milyen feladatokra találtak megoldást furcsánál furcsább ötletekből kiindulva.
Akkor megkérnélek, hogy nézd meg, a többin is van e valamiféle megmunkálás a hernyócsavar hegyének fogadására?... Mert, ha igen, akkor az erősítheti a tippem valós voltát!
Valamikor olvastam itt, hogy egyes nyelvreformáló politechnika tanárok azt oktatták középiskolában, hogy a magyar műszaki életben nincs olyan szó, hogy "lyuk" (mert a lyuk másra való!). Csak furat van.
Téves állítás lehetőleg ne ragadjon meg bennünk, én most két példával próbálom igazolni, hogy a magyar műszaki életben használni szoktuk a lyuk szót. (Találnék több példát is, de nem keresgélek.)
Egyébként tudjuk, hogy a lemezmegmunkálók, kovácsok nem fúrnak, hanem lyukasztanak. (No ugyan a kovácsok időnként fúrnak is.)
Ne csak mindig forgácsolás legyen. Ez a szerszám nem forgácsol, de menetet készít lyukba. (Nem furatba.)
Arra ajánlották nekem, hogy amikor az 1mm vastag acéllemezből készült doboz lyukjaira szemet húztak, abba menetet készít. Valójában sohasem próbáltam ki. Nincs is több belőle nekem, mint ez az egy.
A dolgozó része nem kör keresztmetszetű, hanem ívnégyszög. Éle nincs. Ezt lefényképezni nem tudtam, de ha tanulmányaitokból emlékeztek az ívháromszögre, akkor könnyű lesz asszociálni az ívnégyszögre.
Több nézetből készítettem képet (az erős szélben kint az erkélyen) valamelyik nézeten talán föl fog tűnni az ívnégyszög egyik csúcsa.
A tipped nem elvetendő. Ugye ezek a szerszámok az igen negatív élszögekkel nem akármilyen anyagba tudnának menetet forgácsolni. Legfeljebb formázni. Vannak azok a menetek, amiket viszonylag vékony lemezekbe készítenek úgy, hogy a menet furatát kihúzzák egy kicsit a lemez síkjából. Hogy kicsit hosszabb legyen a menetes szakasz. (Rajzom most nincs róla.) Sokszor nem pozitív élszögű menetfúróval készítik, hanem menetformázóval.
Ennek a szerszámnak a megfejtésében segítsetek. Annyit tudok (csak amit ti is láttok), hogy négyzetes keresztmetszetű a befogó része is és négyzetes keresztmetszetű a dolgozó része is. Annyit még tudok, hogy néhány darabnál kipróbáltam, beletekerhetők-e csavaranyába. Tapasztalat: többnyire rátekerhető egy SI szerinti menetes anya. Persze különféle méretűek.
Feltételezem, hogy valaki saját speciális feladatára készítette ezeket. Amúgy a bolhapiacról való, az egyik barátom hozta nekem a Bakancsos utcai piacról. Szőrmók ismeri a helyszínt.
Ha tudtok ezekről valamit írjátok meg, ha tipp van csak - az is jó.
Teljesen igazad van. Én egy 18 tonnás Berliet kamionnal jártam, a Mozaik utcában történt műszaki vizsga után a bal hátsó kerék megállt, mint a satu. Nem folyt ki oda a diffi olaj, a csapágy (M120x3 menet után) kékre futva megállt. A helyszínen kellett a menetet megigazítanom a lángvágó után. BELZER menetreszelővel, csapágycsere. A Margit híd előtt, fél nap útlezárás. Mondjuk volt sárga lámpám hivatalól, mert túlsúlyos, túlméretes, különleges felépítményű mérőkocsi volt.
Úgy tudom, hogy panelt lehet kapni tizenezerért az Einhell szervizben. De ha valaki megjavítja neked, akkor géppel együtt vidd, mert csak úgy lehet meggyőződni a javítás során a működőképességről. Ha a biztosíték jó, akkor tirisztorhibás valószínűleg.
Van egy kis barkács műszerészesztergám. Nem tudom mikor romolhatott el, egyszerűen csak nem indul, se kép, se hang. Nagy valószínűséggel elektromos bajai vannak. Én csak annyit tudok, hogy ha a vészleállító gomb nyitott állapotban van, vagyis áram alatt van a készülék, olyankor az elektromos doboz enyhén melegedni szokott. Most ezt sem teszi. A kérdésem az lenne, hogy ha el akarom vinni megjavíttatni, elég-e ha leszerelem ezt az elektromos egységet vagy mindenképpen mozdítani kell az egész gépet? Köszönöm a tanácsokat!
A videó nagyon jó . Pont mikor leveszel egy kamion kerékagyat ,ami elég súlyos, könnyen sérülhet a csőtengelyen a menet, amivel csapágyhézagot is kell belőni..
Na látod ezt én sem tudom, egyszer talán ki kéne próbálnom. Ha negatívra sikerülne az én eredményem, azt még tudnám magyarázni azzal, hogy nem vagyok elég jártas a használatában. Azt ugyanis tudom, hogy sokféle (ma már gépre való) munkát meg tudtak csinálni kézből.
Mindenesetre a megkalapált menetek gyakran előfordultak a falusi kovácsmestereknél ha javítani kellett valamit.
Jani! Írjad nyugodtan ide, hogy mire gondolsz. Nem kizárt hogy más is ismeri, de ezt a mást meg fogod előzni. Sem az ő tudása nem sérül, sem a te szerénységednek nem szabad sérülnie.
Kaptam egy kedves biztatást (topiktársunktól - tehát fogadjátok ti is barátsággal), hogy tegyek be feladványként olyan tárgyakat, amilyenekkel ritkán, vagy talán soha sem találkozunk.
Ez itt egy szerszám. Többet nem írok róla, csak azt írom hozzá, hogy remélem a képen nem olvashatóak az árulkodó részletek. De aki tudja mi ez válaszolja meg, akinek viszont csak tippje van, tippelje meg.
Sziasztok! Most értem haza . Látom a hozzászólásokat. Igen , ezeket én újítottam fel. Most is van pár felújítandó gép.
Na én ezzel biztos nem keresek semmit,mert egyiket sincs szivem eladni. Egyedül a pantográf marót adtam el. Azt már nem akartam megtanulni. Ahhoz nagyon
sokat kellett volna gyakorolni. Hál' istennek egy fiatalember vette meg , aki ezzel az egyedi gravírozással akar foglalkozni. A felesége tárgyalt velem,mert
meglepetésnek szánta születésnapra a férjének.. Tehát még nincs veszve minden. Vannak még érdeklődő fiatalok.
Ez a pantográf maró lett felújítva és eladva.
Attila , ha rákattintasz a gépre , akkor nagy formátumban kellene megjelenni.
Nemsemmi !!! Na,a pici gép amire én emlékeztem. 1976 évszámhoz tartozik,vagyis ijen géppel kezdtem az esztergályozást. Utána nemsokkal E400-as volt a soronn,a vasat apritotta,ahogy elővan irva. Szép idők voltak,ezek már a múlt,és a történelem.
Kár,hogy picire méretezted,ha megvan még az eredeti méret,légyszi ,hogy legalább 1500-1200 méretű formában újból töltsd fel ide. Ezt is elmentettem,mert nekem ez a gép egy örök emlék .
Mielőtt beállítanád, próbáld meg elérni, hogy megszorítod külön a hátsót, majd visszalazítod, utána külön az elsőt, hogy megszoruljon, aztán azt is visszalazítod, így látod és érzed, hogy mit is csinálsz. Utána jöhet a beállítás. Azt viszont nem tudom, ezek mennyire kophatnak oválra, ebben kérdezz meg egy tapasztaltabb fórumtársat.
Ha siklócsapágyas akkor nem elég az egyik anyát húzni hanem a másik kontraanyát meg is kell lazítani, hogy el tudjon mozdulni a csapágy.
Ha görgős csapágyas akkor a meghúzás lehet kérdéses. Mivel itt arról van szó hogy egy csapágygyűrűt igyekszel egy kúpon való feltolással kitágítani ezért brutális erők kellenek a művelethez. Ha sima gépész rutinnal húztad meg akkor a közelébe sem kerültél annak hogy meg is mozduljon.
Ahogy Viktor Leontyev is egyik videóban, mérni kell az órát felülről és aláfeszíteni egy pajszerral diszkréten. Az enyém így kb 0.1 et mozdul ésszerű erővel nyomva. Ha húzom az ágy felőli körmös anyát nem tudok javulást elérni, ebből gondolom, hogy az enyém a végét járhatja. De szerintem itt ezt már sokszor átbeszélték, majd kijavítanak ha baromság.
Volt itt kérdés gumi forgácsolásáról. Belefutottam ebbe a videóba, ahol van egy-két értékes másodperc, amikor egy gumi hengert vág kissebb átmérőre. Talán másnak is érdekes, nem csak nekem :)
Tudja valaki, hogy a pofákon lévő szám egy konkrét tokmány típust azonosít, vagy mit jelent? Van egy garnitúra külső-belső pofám, annyi van rajta, hogy 619. Sajnos egyik tokmányomba se megy bele, a 125-öshöz közeli méret lehet.
Nem értek hozzá, hogyan lehet megállapítani, ha vége van egy ilyen siklócsapágynak, gondolom a tied is az. Úgy tudom a végtelenségig után lehet állítani. Mert ha berágódik, az látványos de amúgy hogyan veszed észre? Az az 1 század megmunkálásnál? Kínai gépeket és tokmányt is néztem, nagy pontosságúnak hirdetik, ami annyit jelent, hogy a tokmány garantált futáspontossága 0,05-on belül, a főorsó pedig garantált 0,009-en belül.
Heló. Csak kiváncsiságom üldözött,vagyis mi a mérete egy ijen gépnek ? Tokmány átmérő,elforgási átmérő,csúcstáv ? Fotón elég nagynak véltem. E1n-et láttam,de úgyemlékszem,hogy kicsi gép,max 160-as tokmánnyal.
Mindegy,hogy mejik diót húzod !! Nem ez tartja a központot,hanem a sikmenet,ennek furatillesztése,és a pofák esetleges lógás a tokmány csúszkájában.
A hiba ott kezdődik,hogy a sikmenet csapját nehéz megmérni !! Ha itt kopás van,meglehet perselyezni,de jólfutó nagy tokmány kell,ami kivül megtudja fogni. Meglehet furatban is forgatni,de ez átmérő függő,mert a nagy tokmány kilazulhat,a futásáról meg nemis beszélve. Ennek mérése megint nemegyszerű,mert a menettárcsa nemlóghat,ugyanakkor forognia is kell.
Szia! Ugyanilyen gépem van, de mint olvastam, más a főorsód. Nekem 5 tokmányom van a géphez, én is most szenvedtem velük, mindet szétszedtem, kitisztítottam, 2 tokmánytárcsát felszabályoztam. Nekem a főorsón tokmány nélkül nem mozdul meg az óra. A tokmánytárcsákon is kb. 0,005 ütés mérhető (0,01 órám van, nagyon picit ugrál, nem ér el egy osztást). Ezek a tárcsák közvetlen a főorsóra vannak feltekerve. Kitisztítás után a jelölt diónál anélkül, hogy kézzel megfognám a munkadarabot beáll 1-2 századra 3 db. A negyediknél ugyanez 4 tized!, az 5.-nél 1,2 tized. Lehet, hogy ezeknek köszörülés vagy kuka lesz a vége. Ha nem láttad még, javaslom az alábbi videót, elég hosszú, ami számunkra érdekes az kb 5-12. percben van. Én még nem csináltam meg, de ha lesz időm meg anyagom, biztos kipróbálom, lehet, hogy segít. https://www.youtube.com/watch?v=24oM3AVDSZg
Még probalgattam ezt az ütés dolgot. Sikerult talalni egy kb jo megoldast. Lazán befogom, mindhárom diót kicsit huzom meg. Órával megkeresem a maximumot, es az ottani diót megtépem. Igy 0.01-0.02 ket el tudtam érni.
Persze nem normalis, hogy bármilyen befogásnál ezt csináljam.
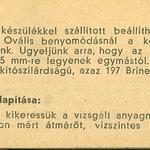
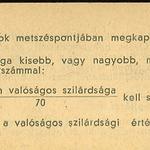
Ne haragudj, de ez téves elképzelés. Nem a rugó "dolgozik", az csak szorítja, pozicionálja az etalont!
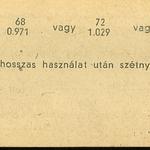
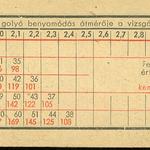
A kalapácsütés ereje produkálja a benyomatokat a golyó által, az etalonban, és a mérendő anyagban egyidejűleg, és egyforma erővel! Amely erő lényegtelen, hogy mekkora, kisebb, vagy nagyobb, mert
az átmérők egymáshoz való aránya a lényeg! Ezért rendkívül praktikus az eszköz.
Még egy lényeges dolog: a mérendő anyagot elő kell készíteni olyan módon, hogy a mérés egy sík,
és síma felületen történhessen. Ez nem nehéz dolog, egy kb. 10x10 mm. felület elegendő, de pl.
rúdanyag palástján nem lehet egzakt mérést végezni!
Én igy csináltam a köszörülést. Nemrég kaptam egy használt tokmányt. A forditott pofái elvesztek,igy csak ajándékba kaptam,meg némi apró munkát bütyköltem érte. Ennek pofái egészségesebbek voltak az enyémnél,és próbára betekertem. 3tized volt az ütés,igy megköszörültem,és most szalad rendesen. A nikkelezett munkahengerszáronn mértem egy századot. Ez bőven jó.De egy koppintásra,lehet nullára állt volna.
Ez az öreg masinám,nagyon szeretem,nemrég a nortonjába bújtam bele.
Túl sokat agyalsz mindenen, nem kell újra feltalálni a spanyolviaszt.
A túl nagy golyó nem biztos, hogy jó, mivel hatalmas benyomódásokat azzal sem tudsz elérni, ellenben a lapos benyomódás széle bizonytalanul érzékelhető, emiatt romlik a mérés biztonsága, vagyis végül a mérés pontossága.
Mondjuk ez az eszköz lenne a legegyszerűbb,mert ez kivan találva,és működik is.
Egyébként van egy golyóm,ez 38mm átmérőjű,és a súlya 45dkg.
Mondjuk én nemtudom kiszámolni ennek a tömegnek a gravitációs ütőhatását , az biztos.
De nem törvényszerű itt a golyó forma,lehet ez pl 40mm-es vasrúd,mondjuk 310mm hossz,ennek a súlya kb 3 kg. Na ez szerintem megütné a kisgolyót még egy ekevasban is látni lehetne a nyomát. Gondolom az nem mindegy,hogy mijen magasból indulna !!??
Szerintem kilehetne ezt totózni,csak kellene mellé ez a hitelesitett eszköz,nomeg ennek az okuláréja is.
Egyenlóre maradok a forgács szinénél,meg a félig megbizható kereskedelem hitelességében.
Ahogy rferi tanácsolta a ket tokmányomhoz legyen ket tarcsám, most csináltam meg őket, tényleg cuppanósra sikerultek, ahogy irtam, az ezredes oravan nezve is 0.01 et ütnek.
Mondjuk rferi azt is javasolta hogy hajitsam ki ezt a tokmányt :)
Az egy századdal meg tudnék barátkozni de az még csak a foorso +a tokmanytarcsa. Ha felteszem a tokmanytarcsara a tokmanyt az ut 0.05-0.2 t.
Úgy mértem, hogy befogtam egy tengelyt amit nem is ezen a gepen csinaltak, azt óráztam. Megjeloltem hol üt maximumot. Kilazitottam, ujra meghuztam, mértem. Kilazitottam es elforgattam a tokmányt a tengely körül egy felet. Neztem hogy ugyanott üt-e, de nem volt jellemző. Probalgattam, hogy ha sorban huzom meg a tokmány három pontját egyre erosebben akkor milyen, de szintén semmi tanulsag. El lehet érni hogy csak 0.04 et üssön.
Ez a csőben elengedett golyó nem jó, mert a gravitáció kicsi lenne hozzá, akár méteres csö esetén is, hogy elég nagy lukat üssön egy keményebb anyagba. Az meg kell, hogy mérhető legyen az átmérője.
Igen igy érthető.tehát ha nagyobbat ütök nagy obb lesz a lenyomat az etalonanyagban,de nagyobb lesz a mérendőbenis .Csak akkor kell még egy mikroszkóp,meg sok-sok etalon. Teljesen logikátlan.
A 3P tokmányt szétszedtem, lepucoltam, es megnéztem jogy a sikmenetes tarcsa kotyog-e a tokmánytesthez kepest, de nem. A menetet nem ellenőriztem, 1:1 nek kene lennie a menet/köz aránynak?
Ha köszörülök letakarok mindent, utána szetszedem a tokmányt megint es lemosom diesel olajban megint.
Kaptam igeretet egy kedvezményes Bosch egyenesköszörűre is, annak van perem a nyakán megfogni. Egyelőre nincs hir róla.
Hát ,hogy én a 130 kilommal nagyobbat ütök mint egy 80 kilos az hétszentség.Viszont egy rugot ha azonos pontig összenyomsz ,az több tizezer elsütés után is azonos lökőerőt produkál.Légpuska versenysportban ,mérik a lövedék sebességet,és ez rugós légfegyverek esetében nagyon-nagyon soká állandó.
Én is gondoltam a te elméletedre,de szerintem nemhinném,hogy egy változó erejű rúgóra biznának ijen ezközt. Szerintem mindegy az ütés erő,mert mindkét felületre azonos erő hat,és igy ezek átmérökülömbözetei a lényegek. És ez látható a táblázatban !!! Legalábbis szerintem.
Betolod a golyo alá a negyszöget.Ez felhuzza a rugót.A kalapácsütés csak a ravasz ami elsüti a rugót. Igy a rugo ütése hagy nyomot ,nem a kalapácsüzés ami emberfüggő.Megkérjük toolontul olvtársat nézzen ennek otána.Csak feltételezem ,hogy igy működik,mert szerintem igy lenne logikus.
A tokmánytárcsa felszabályozása (a 3P meg a 4P tokmány tarcsai is kb 0.01et utnek most) után se lett jobb a tokmány ütése, 0.05-0.2 ig valtozik. Erdekes jogy a 4P is rossz pedig azt biztos nem koptatták agyon. Valoszinuleg ezen már csak uj tokmany segitene, de azért kiprobálnám hogy felköszörülöm a pofákat. Azt hiszem akkor lesz nekem szupportköszörűm ha csinálok mert neten inkabb nincs, vagy draga.
Pár dolgot mondanátok ahhoz, hogy tervezzek?
-mennyi legyen a kő fordulata/min?
-milyen tipus legyen a kő?
-milyen átmérőjű legyen a kő? (Gondolom ami befér a tokmányba)
-pontosan a főorsó tengely magasságába essen a tengely magassaga?
-lehet ékszij a motortól jövő hajtás? Mindenhol lapos szijat lattam.
Van egy teljesen jó kis 3F motorom erre 1400 fordulat/min, egy csőbe beleesztergálok két zárt csapágyat, egy tengelyt, sikerulhet.
A kő lyukától függően még gondoltam, hogy a tengelyt olyan kuppal fejezem be amire egy furotokmányt fel tudok tenni, egyelőre nem tudom még miért.
Azon is agyaltam hogy mi lenne ha a kő egyaltalan nem lenne meghajtva és a tokmányt forgatnám gyorsabban, de belattam hogy a kő gyorsan kopna egy ponton, kívül már más lenne a mérete mint mire beérek belulre vele.
Igaz az irásod,és a megérzésed is. Nemakarok feltalálónak tűnni,de szerintem van(lenne)mód etalon nélkül is hasonló mérésre,csak az én elkpzelésem nemfér bele egy zsebbe. Nemvagyok fizikus sem,de én úgyvélem,hogy a föld vonzása azonos minden időben,bárhol. Ha egy függőleges csőben megindul egy lazaillesztésű golyó(azonos hosszban),gondolom,hogy ez azonos ütéserejű !? Ha igen,akkor máris továbbképzelhető a golyóütés mélységei külömböző keménységű anyagokban,és nincs szükség etalonra,csupán egy pontos mélységmérő eszközre,vagy ahogy a régiember irta................ókuláréra,ami átmérőt mér tized pontossággal.
Megmondom őszintén,hogy miért fogott meg ez a keménységvizsgáló .: Úgykezdem,hogy tiztelet a kivételnek. Sajnos létezik evilágban ojan kereskedő,aki összekeveri a vassait,és igy a maradék szálanyagjai nem mindenesetben külömböztethető meg. Pl , hogy mejik a c45,vagy mejik az st50,vagy sorolhatnám. A leggázabb itt az,hogy mikor a kés levágja az első forgácsot,én már megis saccoltam,hogy megint (bocs) fost forgácsolok,a C45 helyett. A másik gubanc,hogy az ember minőségi anyagot tervez oda,ahol tonnák,vagy emberek testi épsége a tét,és igy mindenki becsapva érzi magát,csak nem a boltos. Sőt...............őjár a legjobban,mert a fost eladta drágábbért !!! Hát ezért fogott meg ez a vizsgáló ezköz,csak a hiba ott kezdődne,hogy a boltos ijen mérést a boltjában minden bizonnyal nemengedne meg !!!!
Azért van a rugó, hogy nekiszorítsa az etalonnak a golyót. Ez kell, mert különben elnyalódhat ütéskor a kör, mivel össze-vissza csúszkálhat az etalon a készülékben.
És pont megválaszolod a kérdésedet: ennek az az előnye a többi keménységmérőhöz képest, hogy elfér a zsebben, de ennek ára van: nem egy gép adja a mindig fix erejű ütést, hanem te. Emiatt az mindig más erejű, de mivel ugyanaz az erő üti a golyó két oldalát, egyiken az etalont,másikon a mérendőt, így az ütésből eredő mérési hiba minimálisra csökkent.
Nagyon kössz az útbaigazitásod,igy már értem. Az a mód lehetetlen lett volna,ha van egy táblázat,amiben közlik az összes anyagkeménység körátmérőit,és igy nemkéne az etalon !? Mert gondolom,hogyha az etalon felülete megtelik körökkel,máris másik kéne belőle !! A táblázat,meg egy örökös darab.
Egyébként az sem egyértelmű,hogy a kalapácsütésből nincs kettő egyforma ! Vagy épp ezért kell az etalon ? Meg úgyértelmeztem,hogy rugó is van az eszközben. Erre miért van szükség?
Ebben egyetértünk, és a fórum célja sem a szóforgatás és a kioktatás! Már megbocsáss, ha értelmesen elolvastad volna a hozzászólást, benne volt, hogy esztergálással méretközeli értékre munkálta meg a gumihengert! A pontos méret beállítását, és a végső felületsímítást végezte csak csiszolópapírral! Mint ahogyan időnként előkerül a reszelő is a szakmában. Ha tanultad volna a szakmát, találkoztál volna vele te is! Én a hozzászólást teljesen korrektnek ítélem meg, ezért, ha egy mód van rá, kerüljük az indokolatlan fikázást!
Ijen holmit még nemláttam,igy kérdeznék. Miért kell becsúsztati a négyszögprofilt a golyó fölé ? Ha azt a kis kengyelt rövidebbre gyártják,igy elérné az ütőrudat,és nemkéne közberakni semmitsem. Vagy a golyó a betolt profilanyagban is nyomot hagy ?
Na ugye! Én is fölhasználtam az egyik megoldást egy régi öngyújtó használhatóvá tételéhez. De arra már nem emlékszem, hogy melyik megoldást használtam föl. Viszont a kész öngyújtó képe megmaradt.
A legszélső kis keskeny kapszulában van a trükkje. Előfeszítesz egy rugót, aztán egy út megtétele után a rugó elszabadul. Tökéletesen működött. Fölnyitotta a kupakot, aztán küldött egy szikrát a kanócra és az öngyújtó meggyulladt. Kár hogy nem tartottam meg.
Én 1985-ben kaptam egy használtat , azóta használom , nagyon praktikus dolog . 2-3 éve vettem egy piaci kivitelt , annak kicsit gyengébb a rugója , de előpontozni az is jó .
A legnagyobb élményem akkor volt vele , amikor egy kézzel kapaszkodva fej fölött kellett használni . Amikor felértem a szerkezetre és mondtam , hogy pontozni fogok a lent maradt segítség elindult utánam egy kalapáccsal ... Nem mondtam , hogy automata pontozóm van . Aznap ez volt az újdonság a munkaterületen .
Magánütő pontozóval találkoztatok már? (Ez nem Poldi kalapács. Ehhez nem is kell kalapács.
Régi találmány, én kétféle megoldását ismerem, de már csak az egyik féle van meg nekem. Németül Körner, magyarul kirner - ha apám szóhasználatára visszaemlékezem.
Szerintem azok a Poldi feliratû valamik nem etalonok hanem sima HSS eszterga kések. Kb 2 éve vettem egy MÉHtelepen egy vödörnyi vadonatuj GÜH gyártmányu M8 as titánnitrit bevonatú gépi menetfurót kb 30 kilónyit.Odaadtam egy adagot az egyik bolhapiacon szerszámot áruló kereskedőnek. Elfogy kb évi 20 -30 darab.Én 200 huf ot kértem tőle. Ő 300 huf ért adta.Sajna ilyenek az árak.
Kicsit én is belevau.A dugos idomszer ha csak kicsit is megfogta a rozsda : nullához közelitő értékkel bir ,a gyorsacél kés ha kereskedőnek adod el jó ha ad érte 200 forintot.Ha te adod el piacon,talán adnak érte 500 at.Pittler metsző árát nem tudom.A POLDI az egy gyártó cég márkajelzése.Mintha zt mondanád :FORCON,vagyNAREX stb.
A Poldi kalapácshoz tartozik egy etalon. (Ott van a dobozban egy négyzetes keresztmetszetű lecsapott végű acélanyag.) Nem tudom, hogy önmagában mire lenne használható.
Bocs, csak pontosítanám. Ezek úgynevezett dugós kaliberek, amelyeknek a két oldala olyan méretű, hogy az egyiknek bele kell mennie a furatba, a másik oldalnak pedig nem szabad belemennie!
Akkor van a furat a kívánt tűrésmezőben. Ezeket vulgárisan megy-nem megy oldalaknak hívják!
Poldi ügyben lásd még Csuhást, innentől katalógus vagy olyas valaki, akinek van ilyenje és leteszi rá a nagyesküt.:-)
A 20x20x160-as az már ipari nagygép méret, van persze ilyen hobbistáknál is, de kevésbé jellemző, ott azért lehet 3-4.000 is az elérhető ár. Bár igazából gyorsacéllal csak a nagyon régivágású szakik dolgoznak, a lapkás kés nagyságrendekkel egyszerűsítette a munkát, és cégtől lapkát a legkönnyebb "hazatermelni", mert kicsi és lehet trükközni az élettartammal (persze szar lesz a termék, de az meg nem érdekli azt aki viszi a lapkát), így olcsón van a szerszámosoknál.
"A Taylor-elv szerint a megy oldalt úgy kell kialakítani, hogy a munkadarab összes illeszkedő méretét egyszerre ellenőrizze. A nem megy oldali idomszernek minden méretet külön kell ellenőriznie, mivel a nem megy oldali határméretnek egyes helyeken való túllépése (kúposság, ovalitás) csak így mutatható ki."
A digitális tolómérő, mérőóra nem helyettesi az idomszert, csak pótolja!
Miért:
A mérési feladat során a tűrésnél egy fokozattal pontosabb mérőeszközt kell használni! (Lásd. Gauss-görbe)
Általában a digitális tolómérők pontossága, ha feltüntetik ±0,02 mm. Egy nagy előnye van a hagyományos tolómérőhöz viszonyítva, nincs paralaxis hiba a leolvasásnál.
Árat sajnos nem tudok írni, pedig láttam a neten az egyik szerszámkereskedő ajánlatában hasonlókat. Ő is azt írja, hogy egyedileg kell árban megállapodni.
Egyébként dugós idomszerek, amiknek az egyik végén van a "megy oldal" a másik végén a "nem megy oldal". Vagyis ha köszörülsz egy furatot és le akarod ellenőrizni, hogy a köszörülés a megadott tűrésmezőn belül van-e, akkor a dugós idomszer "megy" oldalát beledugod a furatba. Ha belemegy, már félig jó. Ha a "nem megy" oldali dugó nem megy bele a furatba, akkor a furat az idomszer szerinti tűrésmezőn belül van. Tehát jó.
A tűrésmezőket nem biztos hogy ismered, de más értékek vannak az alaplyuk és más értékek az alapcsap rendszerben. Továbbá a tűrésértékek több fokozatban vannak meghatározva. Ezért ezeket - bár qrva drágán állítják elő - nehéz eladni. Ezredmilliméter pontosságúak. Kinek mire van szüksége, olyant rendel. Nagy szerencse kell, hogy megtaláld a vevőt.
"A minusz ötszázad azért kellett,hogy a szaki érzékelje,hogy igencsak keveset kell még kivenni !!!!"
Ez az állítás felejtős, mert nem igaz!
A kalibereket a tűrésmező (pl. H7, H8,...H11 stb.) szerint, és megadott saját tűrés szerint gyártják, mivel halálpontosan nem tudjuk legyártani.
Ezért előfordul a gyártásban, hogy két azonos mérethez tartozó és azonos tűrésmezőt ellenőrző idomszer ezredmilliméterekben eltérhet. A kopási határig, viszont használható!
A "jó" oldal alak-, és mérettűrés ellenörzésére való, "selejt" oldal ezen felül ovalítás mérésére is alkalmas.
A kopott kaliberek, átkristályosítással elvileg javíthatók.
Amire a RIDGID felirat van írva/vésve/gravírozva, azok Pitler fejbe való kések, akinek van feje de nincs ilyen kése, annak szerencsés vétel.
Amire POLDI van írva, az keménységmérő etalon, Poldi kalapácshoz, nehogy esztergakésként kezeld.
A gyorsacél késeket megtalálod pl. a Fairtool oldalán, de épeszű ember ott nem vesz, piaci értékük 1-2.000 Ft/db.
A dugós idomszer érdekelhet engem is, főleg ha látom, hogy milyen értékek vannak ráírva. Áruk változó, én vettem már 1.000 Ft/db áron is zsír újakat, boltban horror.
Ezekre mind jellemző, hogy boltban iszonyat áron vannak, de oda meg nem megy hobbista illetve kisiparos, viszont akik (termelő cégek) megveszik mondjuk 15.000-ért az idomszert a boltban, azok meg nem vásárolnak ezerért házaló szerszámosnál.
Amikor nekem termelésbe megy a szerszám akkor olyan összegeket költök, hogy a hobbiban gépre nem adnak ki annyit, nekem meg egy munkához ez csak a szerszámköltség. De a munka kitermeli a szerszám árát.
Amikor a piacon/szerszámosnál lógok, ott "fillérekért" vásárolok, aztán vagy használom, vagy nem, vagy hobbizok vele vagy sem, van pár száz ilyen ujjmaróm, fúróm, késem ami dobozokban hever 5-7-10 éve, , pedig jók. Néha a piacon is van rendes szerszám olcsón és nem egy darab, na olyankor van ünnep, mert azzal lehet termelni de spóroltam 100.000-es nagyságrendben egy kis pénzt.
Szóval gyakran a bolti ár 10-20%-a amit kapni lehet érte, ugyanis a szerszámos adja őket 20-30% körül. Persze errefelé bármiféle számla emlegetése illetlenségnek minősül, s akár még az úri társaságból való kigolyózódással is járhat, magyarul a szerszámos nem ismer meg legközelebb.:-)
Engem is meg szoktak találni ismerősök különféle dolgokkal , de nekem már nincsen annyi időm hogy mindent elvállaljak , pláne általában átgondolatlan nem hozzáértő által "megtervezett" dolgokat .
Én is elmegyek néha esztergáltatni olyan dolgokat ami nekem sokkal tovább tartana , mert nem csinálom napi szinten ,és nem vagyok minden eszközzel felkészülve . (még ha akár vannak is eszközök)
Viszont nekem is vannak dolgaim amit gazdaságtalan legyártani , na azt kénytelen vagyok megoldani ,és még örömet is okoz általában ha elkészült .
Tehát ha elvállalok munkát legalább a minimálbért és a rezsimet meg kellene tudni keresni .
Ez így elég bután hangzik ,de vannak érdekes emberek .
A hagyományos szerszámgépeknek az iparban vége , simán kidobálják .
Más szakmákhoz kapcsolódó kisipari tevékenységnél van jelentősége még ezeknek a gépeknek ,és persze a hobby .
De ha írsz hogy szeretnél forgácsoló munkát végeztetni ,általában van jelentkező .
Az hogy mibe kerül és érdemes e megcsináltatni az nem a forgácsoló hibája ,ő is csak megélni szeretne .


























 Én így oldottam meg.
Én így oldottam meg.




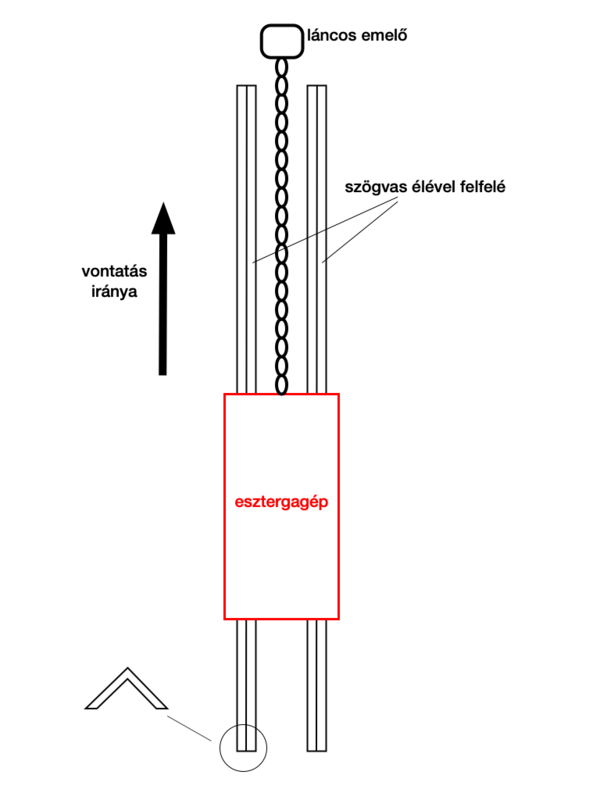

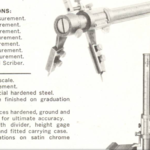










 Csak azért, hogy képek is legyenek a topikban.
Csak azért, hogy képek is legyenek a topikban.

















 Ez az öreg masinám,nagyon szeretem,nemrég a nortonjába bújtam bele.
Ez az öreg masinám,nagyon szeretem,nemrég a nortonjába bújtam bele.