Mielőtt beállítanád, próbáld meg elérni, hogy megszorítod külön a hátsót, majd visszalazítod, utána külön az elsőt, hogy megszoruljon, aztán azt is visszalazítod, így látod és érzed, hogy mit is csinálsz. Utána jöhet a beállítás. Azt viszont nem tudom, ezek mennyire kophatnak oválra, ebben kérdezz meg egy tapasztaltabb fórumtársat.
Ha siklócsapágyas akkor nem elég az egyik anyát húzni hanem a másik kontraanyát meg is kell lazítani, hogy el tudjon mozdulni a csapágy.
Ha görgős csapágyas akkor a meghúzás lehet kérdéses. Mivel itt arról van szó hogy egy csapágygyűrűt igyekszel egy kúpon való feltolással kitágítani ezért brutális erők kellenek a művelethez. Ha sima gépész rutinnal húztad meg akkor a közelébe sem kerültél annak hogy meg is mozduljon.
Ahogy Viktor Leontyev is egyik videóban, mérni kell az órát felülről és aláfeszíteni egy pajszerral diszkréten. Az enyém így kb 0.1 et mozdul ésszerű erővel nyomva. Ha húzom az ágy felőli körmös anyát nem tudok javulást elérni, ebből gondolom, hogy az enyém a végét járhatja. De szerintem itt ezt már sokszor átbeszélték, majd kijavítanak ha baromság.
Volt itt kérdés gumi forgácsolásáról. Belefutottam ebbe a videóba, ahol van egy-két értékes másodperc, amikor egy gumi hengert vág kissebb átmérőre. Talán másnak is érdekes, nem csak nekem :)
Tudja valaki, hogy a pofákon lévő szám egy konkrét tokmány típust azonosít, vagy mit jelent? Van egy garnitúra külső-belső pofám, annyi van rajta, hogy 619. Sajnos egyik tokmányomba se megy bele, a 125-öshöz közeli méret lehet.
Nem értek hozzá, hogyan lehet megállapítani, ha vége van egy ilyen siklócsapágynak, gondolom a tied is az. Úgy tudom a végtelenségig után lehet állítani. Mert ha berágódik, az látványos de amúgy hogyan veszed észre? Az az 1 század megmunkálásnál? Kínai gépeket és tokmányt is néztem, nagy pontosságúnak hirdetik, ami annyit jelent, hogy a tokmány garantált futáspontossága 0,05-on belül, a főorsó pedig garantált 0,009-en belül.
Heló. Csak kiváncsiságom üldözött,vagyis mi a mérete egy ijen gépnek ? Tokmány átmérő,elforgási átmérő,csúcstáv ? Fotón elég nagynak véltem. E1n-et láttam,de úgyemlékszem,hogy kicsi gép,max 160-as tokmánnyal.
Mindegy,hogy mejik diót húzod !! Nem ez tartja a központot,hanem a sikmenet,ennek furatillesztése,és a pofák esetleges lógás a tokmány csúszkájában.
A hiba ott kezdődik,hogy a sikmenet csapját nehéz megmérni !! Ha itt kopás van,meglehet perselyezni,de jólfutó nagy tokmány kell,ami kivül megtudja fogni. Meglehet furatban is forgatni,de ez átmérő függő,mert a nagy tokmány kilazulhat,a futásáról meg nemis beszélve. Ennek mérése megint nemegyszerű,mert a menettárcsa nemlóghat,ugyanakkor forognia is kell.
Szia! Ugyanilyen gépem van, de mint olvastam, más a főorsód. Nekem 5 tokmányom van a géphez, én is most szenvedtem velük, mindet szétszedtem, kitisztítottam, 2 tokmánytárcsát felszabályoztam. Nekem a főorsón tokmány nélkül nem mozdul meg az óra. A tokmánytárcsákon is kb. 0,005 ütés mérhető (0,01 órám van, nagyon picit ugrál, nem ér el egy osztást). Ezek a tárcsák közvetlen a főorsóra vannak feltekerve. Kitisztítás után a jelölt diónál anélkül, hogy kézzel megfognám a munkadarabot beáll 1-2 századra 3 db. A negyediknél ugyanez 4 tized!, az 5.-nél 1,2 tized. Lehet, hogy ezeknek köszörülés vagy kuka lesz a vége. Ha nem láttad még, javaslom az alábbi videót, elég hosszú, ami számunkra érdekes az kb 5-12. percben van. Én még nem csináltam meg, de ha lesz időm meg anyagom, biztos kipróbálom, lehet, hogy segít. https://www.youtube.com/watch?v=24oM3AVDSZg
Még probalgattam ezt az ütés dolgot. Sikerult talalni egy kb jo megoldast. Lazán befogom, mindhárom diót kicsit huzom meg. Órával megkeresem a maximumot, es az ottani diót megtépem. Igy 0.01-0.02 ket el tudtam érni.
Persze nem normalis, hogy bármilyen befogásnál ezt csináljam.
Ne haragudj, de ez téves elképzelés. Nem a rugó "dolgozik", az csak szorítja, pozicionálja az etalont!
A kalapácsütés ereje produkálja a benyomatokat a golyó által, az etalonban, és a mérendő anyagban egyidejűleg, és egyforma erővel! Amely erő lényegtelen, hogy mekkora, kisebb, vagy nagyobb, mert
az átmérők egymáshoz való aránya a lényeg! Ezért rendkívül praktikus az eszköz.
Még egy lényeges dolog: a mérendő anyagot elő kell készíteni olyan módon, hogy a mérés egy sík,
és síma felületen történhessen. Ez nem nehéz dolog, egy kb. 10x10 mm. felület elegendő, de pl.
rúdanyag palástján nem lehet egzakt mérést végezni!
Én igy csináltam a köszörülést. Nemrég kaptam egy használt tokmányt. A forditott pofái elvesztek,igy csak ajándékba kaptam,meg némi apró munkát bütyköltem érte. Ennek pofái egészségesebbek voltak az enyémnél,és próbára betekertem. 3tized volt az ütés,igy megköszörültem,és most szalad rendesen. A nikkelezett munkahengerszáronn mértem egy századot. Ez bőven jó.De egy koppintásra,lehet nullára állt volna.
Ez az öreg masinám,nagyon szeretem,nemrég a nortonjába bújtam bele.
Túl sokat agyalsz mindenen, nem kell újra feltalálni a spanyolviaszt.
A túl nagy golyó nem biztos, hogy jó, mivel hatalmas benyomódásokat azzal sem tudsz elérni, ellenben a lapos benyomódás széle bizonytalanul érzékelhető, emiatt romlik a mérés biztonsága, vagyis végül a mérés pontossága.
Mondjuk ez az eszköz lenne a legegyszerűbb,mert ez kivan találva,és működik is.
Egyébként van egy golyóm,ez 38mm átmérőjű,és a súlya 45dkg.
Mondjuk én nemtudom kiszámolni ennek a tömegnek a gravitációs ütőhatását , az biztos.
De nem törvényszerű itt a golyó forma,lehet ez pl 40mm-es vasrúd,mondjuk 310mm hossz,ennek a súlya kb 3 kg. Na ez szerintem megütné a kisgolyót még egy ekevasban is látni lehetne a nyomát. Gondolom az nem mindegy,hogy mijen magasból indulna !!??
Szerintem kilehetne ezt totózni,csak kellene mellé ez a hitelesitett eszköz,nomeg ennek az okuláréja is.
Egyenlóre maradok a forgács szinénél,meg a félig megbizható kereskedelem hitelességében.
Ahogy rferi tanácsolta a ket tokmányomhoz legyen ket tarcsám, most csináltam meg őket, tényleg cuppanósra sikerultek, ahogy irtam, az ezredes oravan nezve is 0.01 et ütnek.
Mondjuk rferi azt is javasolta hogy hajitsam ki ezt a tokmányt :)
Az egy századdal meg tudnék barátkozni de az még csak a foorso +a tokmanytarcsa. Ha felteszem a tokmanytarcsara a tokmanyt az ut 0.05-0.2 t.
Úgy mértem, hogy befogtam egy tengelyt amit nem is ezen a gepen csinaltak, azt óráztam. Megjeloltem hol üt maximumot. Kilazitottam, ujra meghuztam, mértem. Kilazitottam es elforgattam a tokmányt a tengely körül egy felet. Neztem hogy ugyanott üt-e, de nem volt jellemző. Probalgattam, hogy ha sorban huzom meg a tokmány három pontját egyre erosebben akkor milyen, de szintén semmi tanulsag. El lehet érni hogy csak 0.04 et üssön.
Ez a csőben elengedett golyó nem jó, mert a gravitáció kicsi lenne hozzá, akár méteres csö esetén is, hogy elég nagy lukat üssön egy keményebb anyagba. Az meg kell, hogy mérhető legyen az átmérője.
Igen igy érthető.tehát ha nagyobbat ütök nagy obb lesz a lenyomat az etalonanyagban,de nagyobb lesz a mérendőbenis .Csak akkor kell még egy mikroszkóp,meg sok-sok etalon. Teljesen logikátlan.
A 3P tokmányt szétszedtem, lepucoltam, es megnéztem jogy a sikmenetes tarcsa kotyog-e a tokmánytesthez kepest, de nem. A menetet nem ellenőriztem, 1:1 nek kene lennie a menet/köz aránynak?
Ha köszörülök letakarok mindent, utána szetszedem a tokmányt megint es lemosom diesel olajban megint.
Kaptam igeretet egy kedvezményes Bosch egyenesköszörűre is, annak van perem a nyakán megfogni. Egyelőre nincs hir róla.
Hát ,hogy én a 130 kilommal nagyobbat ütök mint egy 80 kilos az hétszentség.Viszont egy rugot ha azonos pontig összenyomsz ,az több tizezer elsütés után is azonos lökőerőt produkál.Légpuska versenysportban ,mérik a lövedék sebességet,és ez rugós légfegyverek esetében nagyon-nagyon soká állandó.
Én is gondoltam a te elméletedre,de szerintem nemhinném,hogy egy változó erejű rúgóra biznának ijen ezközt. Szerintem mindegy az ütés erő,mert mindkét felületre azonos erő hat,és igy ezek átmérökülömbözetei a lényegek. És ez látható a táblázatban !!! Legalábbis szerintem.
Betolod a golyo alá a negyszöget.Ez felhuzza a rugót.A kalapácsütés csak a ravasz ami elsüti a rugót. Igy a rugo ütése hagy nyomot ,nem a kalapácsüzés ami emberfüggő.Megkérjük toolontul olvtársat nézzen ennek otána.Csak feltételezem ,hogy igy működik,mert szerintem igy lenne logikus.
A tokmánytárcsa felszabályozása (a 3P meg a 4P tokmány tarcsai is kb 0.01et utnek most) után se lett jobb a tokmány ütése, 0.05-0.2 ig valtozik. Erdekes jogy a 4P is rossz pedig azt biztos nem koptatták agyon. Valoszinuleg ezen már csak uj tokmany segitene, de azért kiprobálnám hogy felköszörülöm a pofákat. Azt hiszem akkor lesz nekem szupportköszörűm ha csinálok mert neten inkabb nincs, vagy draga.
Pár dolgot mondanátok ahhoz, hogy tervezzek?
-mennyi legyen a kő fordulata/min?
-milyen tipus legyen a kő?
-milyen átmérőjű legyen a kő? (Gondolom ami befér a tokmányba)
-pontosan a főorsó tengely magasságába essen a tengely magassaga?
-lehet ékszij a motortól jövő hajtás? Mindenhol lapos szijat lattam.
Van egy teljesen jó kis 3F motorom erre 1400 fordulat/min, egy csőbe beleesztergálok két zárt csapágyat, egy tengelyt, sikerulhet.
A kő lyukától függően még gondoltam, hogy a tengelyt olyan kuppal fejezem be amire egy furotokmányt fel tudok tenni, egyelőre nem tudom még miért.
Azon is agyaltam hogy mi lenne ha a kő egyaltalan nem lenne meghajtva és a tokmányt forgatnám gyorsabban, de belattam hogy a kő gyorsan kopna egy ponton, kívül már más lenne a mérete mint mire beérek belulre vele.
Igaz az irásod,és a megérzésed is. Nemakarok feltalálónak tűnni,de szerintem van(lenne)mód etalon nélkül is hasonló mérésre,csak az én elkpzelésem nemfér bele egy zsebbe. Nemvagyok fizikus sem,de én úgyvélem,hogy a föld vonzása azonos minden időben,bárhol. Ha egy függőleges csőben megindul egy lazaillesztésű golyó(azonos hosszban),gondolom,hogy ez azonos ütéserejű !? Ha igen,akkor máris továbbképzelhető a golyóütés mélységei külömböző keménységű anyagokban,és nincs szükség etalonra,csupán egy pontos mélységmérő eszközre,vagy ahogy a régiember irta................ókuláréra,ami átmérőt mér tized pontossággal.
Megmondom őszintén,hogy miért fogott meg ez a keménységvizsgáló .: Úgykezdem,hogy tiztelet a kivételnek. Sajnos létezik evilágban ojan kereskedő,aki összekeveri a vassait,és igy a maradék szálanyagjai nem mindenesetben külömböztethető meg. Pl , hogy mejik a c45,vagy mejik az st50,vagy sorolhatnám. A leggázabb itt az,hogy mikor a kés levágja az első forgácsot,én már megis saccoltam,hogy megint (bocs) fost forgácsolok,a C45 helyett. A másik gubanc,hogy az ember minőségi anyagot tervez oda,ahol tonnák,vagy emberek testi épsége a tét,és igy mindenki becsapva érzi magát,csak nem a boltos. Sőt...............őjár a legjobban,mert a fost eladta drágábbért !!! Hát ezért fogott meg ez a vizsgáló ezköz,csak a hiba ott kezdődne,hogy a boltos ijen mérést a boltjában minden bizonnyal nemengedne meg !!!!
Azért van a rugó, hogy nekiszorítsa az etalonnak a golyót. Ez kell, mert különben elnyalódhat ütéskor a kör, mivel össze-vissza csúszkálhat az etalon a készülékben.
És pont megválaszolod a kérdésedet: ennek az az előnye a többi keménységmérőhöz képest, hogy elfér a zsebben, de ennek ára van: nem egy gép adja a mindig fix erejű ütést, hanem te. Emiatt az mindig más erejű, de mivel ugyanaz az erő üti a golyó két oldalát, egyiken az etalont,másikon a mérendőt, így az ütésből eredő mérési hiba minimálisra csökkent.
Nagyon kössz az útbaigazitásod,igy már értem. Az a mód lehetetlen lett volna,ha van egy táblázat,amiben közlik az összes anyagkeménység körátmérőit,és igy nemkéne az etalon !? Mert gondolom,hogyha az etalon felülete megtelik körökkel,máris másik kéne belőle !! A táblázat,meg egy örökös darab.
Egyébként az sem egyértelmű,hogy a kalapácsütésből nincs kettő egyforma ! Vagy épp ezért kell az etalon ? Meg úgyértelmeztem,hogy rugó is van az eszközben. Erre miért van szükség?
Ebben egyetértünk, és a fórum célja sem a szóforgatás és a kioktatás! Már megbocsáss, ha értelmesen elolvastad volna a hozzászólást, benne volt, hogy esztergálással méretközeli értékre munkálta meg a gumihengert! A pontos méret beállítását, és a végső felületsímítást végezte csak csiszolópapírral! Mint ahogyan időnként előkerül a reszelő is a szakmában. Ha tanultad volna a szakmát, találkoztál volna vele te is! Én a hozzászólást teljesen korrektnek ítélem meg, ezért, ha egy mód van rá, kerüljük az indokolatlan fikázást!
Ijen holmit még nemláttam,igy kérdeznék. Miért kell becsúsztati a négyszögprofilt a golyó fölé ? Ha azt a kis kengyelt rövidebbre gyártják,igy elérné az ütőrudat,és nemkéne közberakni semmitsem. Vagy a golyó a betolt profilanyagban is nyomot hagy ?
Na ugye! Én is fölhasználtam az egyik megoldást egy régi öngyújtó használhatóvá tételéhez. De arra már nem emlékszem, hogy melyik megoldást használtam föl. Viszont a kész öngyújtó képe megmaradt.
A legszélső kis keskeny kapszulában van a trükkje. Előfeszítesz egy rugót, aztán egy út megtétele után a rugó elszabadul. Tökéletesen működött. Fölnyitotta a kupakot, aztán küldött egy szikrát a kanócra és az öngyújtó meggyulladt. Kár hogy nem tartottam meg.
Én 1985-ben kaptam egy használtat , azóta használom , nagyon praktikus dolog . 2-3 éve vettem egy piaci kivitelt , annak kicsit gyengébb a rugója , de előpontozni az is jó .
A legnagyobb élményem akkor volt vele , amikor egy kézzel kapaszkodva fej fölött kellett használni . Amikor felértem a szerkezetre és mondtam , hogy pontozni fogok a lent maradt segítség elindult utánam egy kalapáccsal ... Nem mondtam , hogy automata pontozóm van . Aznap ez volt az újdonság a munkaterületen .
Magánütő pontozóval találkoztatok már? (Ez nem Poldi kalapács. Ehhez nem is kell kalapács.
Régi találmány, én kétféle megoldását ismerem, de már csak az egyik féle van meg nekem. Németül Körner, magyarul kirner - ha apám szóhasználatára visszaemlékezem.
Szerintem azok a Poldi feliratû valamik nem etalonok hanem sima HSS eszterga kések. Kb 2 éve vettem egy MÉHtelepen egy vödörnyi vadonatuj GÜH gyártmányu M8 as titánnitrit bevonatú gépi menetfurót kb 30 kilónyit.Odaadtam egy adagot az egyik bolhapiacon szerszámot áruló kereskedőnek. Elfogy kb évi 20 -30 darab.Én 200 huf ot kértem tőle. Ő 300 huf ért adta.Sajna ilyenek az árak.
Kicsit én is belevau.A dugos idomszer ha csak kicsit is megfogta a rozsda : nullához közelitő értékkel bir ,a gyorsacél kés ha kereskedőnek adod el jó ha ad érte 200 forintot.Ha te adod el piacon,talán adnak érte 500 at.Pittler metsző árát nem tudom.A POLDI az egy gyártó cég márkajelzése.Mintha zt mondanád :FORCON,vagyNAREX stb.
A Poldi kalapácshoz tartozik egy etalon. (Ott van a dobozban egy négyzetes keresztmetszetű lecsapott végű acélanyag.) Nem tudom, hogy önmagában mire lenne használható.
Bocs, csak pontosítanám. Ezek úgynevezett dugós kaliberek, amelyeknek a két oldala olyan méretű, hogy az egyiknek bele kell mennie a furatba, a másik oldalnak pedig nem szabad belemennie!
Akkor van a furat a kívánt tűrésmezőben. Ezeket vulgárisan megy-nem megy oldalaknak hívják!
Poldi ügyben lásd még Csuhást, innentől katalógus vagy olyas valaki, akinek van ilyenje és leteszi rá a nagyesküt.:-)
A 20x20x160-as az már ipari nagygép méret, van persze ilyen hobbistáknál is, de kevésbé jellemző, ott azért lehet 3-4.000 is az elérhető ár. Bár igazából gyorsacéllal csak a nagyon régivágású szakik dolgoznak, a lapkás kés nagyságrendekkel egyszerűsítette a munkát, és cégtől lapkát a legkönnyebb "hazatermelni", mert kicsi és lehet trükközni az élettartammal (persze szar lesz a termék, de az meg nem érdekli azt aki viszi a lapkát), így olcsón van a szerszámosoknál.
"A Taylor-elv szerint a megy oldalt úgy kell kialakítani, hogy a munkadarab összes illeszkedő méretét egyszerre ellenőrizze. A nem megy oldali idomszernek minden méretet külön kell ellenőriznie, mivel a nem megy oldali határméretnek egyes helyeken való túllépése (kúposság, ovalitás) csak így mutatható ki."
A digitális tolómérő, mérőóra nem helyettesi az idomszert, csak pótolja!
Miért:
A mérési feladat során a tűrésnél egy fokozattal pontosabb mérőeszközt kell használni! (Lásd. Gauss-görbe)
Általában a digitális tolómérők pontossága, ha feltüntetik ±0,02 mm. Egy nagy előnye van a hagyományos tolómérőhöz viszonyítva, nincs paralaxis hiba a leolvasásnál.
Árat sajnos nem tudok írni, pedig láttam a neten az egyik szerszámkereskedő ajánlatában hasonlókat. Ő is azt írja, hogy egyedileg kell árban megállapodni.
Egyébként dugós idomszerek, amiknek az egyik végén van a "megy oldal" a másik végén a "nem megy oldal". Vagyis ha köszörülsz egy furatot és le akarod ellenőrizni, hogy a köszörülés a megadott tűrésmezőn belül van-e, akkor a dugós idomszer "megy" oldalát beledugod a furatba. Ha belemegy, már félig jó. Ha a "nem megy" oldali dugó nem megy bele a furatba, akkor a furat az idomszer szerinti tűrésmezőn belül van. Tehát jó.
A tűrésmezőket nem biztos hogy ismered, de más értékek vannak az alaplyuk és más értékek az alapcsap rendszerben. Továbbá a tűrésértékek több fokozatban vannak meghatározva. Ezért ezeket - bár qrva drágán állítják elő - nehéz eladni. Ezredmilliméter pontosságúak. Kinek mire van szüksége, olyant rendel. Nagy szerencse kell, hogy megtaláld a vevőt.
"A minusz ötszázad azért kellett,hogy a szaki érzékelje,hogy igencsak keveset kell még kivenni !!!!"
Ez az állítás felejtős, mert nem igaz!
A kalibereket a tűrésmező (pl. H7, H8,...H11 stb.) szerint, és megadott saját tűrés szerint gyártják, mivel halálpontosan nem tudjuk legyártani.
Ezért előfordul a gyártásban, hogy két azonos mérethez tartozó és azonos tűrésmezőt ellenőrző idomszer ezredmilliméterekben eltérhet. A kopási határig, viszont használható!
A "jó" oldal alak-, és mérettűrés ellenörzésére való, "selejt" oldal ezen felül ovalítás mérésére is alkalmas.
A kopott kaliberek, átkristályosítással elvileg javíthatók.
Amire a RIDGID felirat van írva/vésve/gravírozva, azok Pitler fejbe való kések, akinek van feje de nincs ilyen kése, annak szerencsés vétel.
Amire POLDI van írva, az keménységmérő etalon, Poldi kalapácshoz, nehogy esztergakésként kezeld.
A gyorsacél késeket megtalálod pl. a Fairtool oldalán, de épeszű ember ott nem vesz, piaci értékük 1-2.000 Ft/db.
A dugós idomszer érdekelhet engem is, főleg ha látom, hogy milyen értékek vannak ráírva. Áruk változó, én vettem már 1.000 Ft/db áron is zsír újakat, boltban horror.
Ezekre mind jellemző, hogy boltban iszonyat áron vannak, de oda meg nem megy hobbista illetve kisiparos, viszont akik (termelő cégek) megveszik mondjuk 15.000-ért az idomszert a boltban, azok meg nem vásárolnak ezerért házaló szerszámosnál.
Amikor nekem termelésbe megy a szerszám akkor olyan összegeket költök, hogy a hobbiban gépre nem adnak ki annyit, nekem meg egy munkához ez csak a szerszámköltség. De a munka kitermeli a szerszám árát.
Amikor a piacon/szerszámosnál lógok, ott "fillérekért" vásárolok, aztán vagy használom, vagy nem, vagy hobbizok vele vagy sem, van pár száz ilyen ujjmaróm, fúróm, késem ami dobozokban hever 5-7-10 éve, , pedig jók. Néha a piacon is van rendes szerszám olcsón és nem egy darab, na olyankor van ünnep, mert azzal lehet termelni de spóroltam 100.000-es nagyságrendben egy kis pénzt.
Szóval gyakran a bolti ár 10-20%-a amit kapni lehet érte, ugyanis a szerszámos adja őket 20-30% körül. Persze errefelé bármiféle számla emlegetése illetlenségnek minősül, s akár még az úri társaságból való kigolyózódással is járhat, magyarul a szerszámos nem ismer meg legközelebb.:-)
Engem is meg szoktak találni ismerősök különféle dolgokkal , de nekem már nincsen annyi időm hogy mindent elvállaljak , pláne általában átgondolatlan nem hozzáértő által "megtervezett" dolgokat .
Én is elmegyek néha esztergáltatni olyan dolgokat ami nekem sokkal tovább tartana , mert nem csinálom napi szinten ,és nem vagyok minden eszközzel felkészülve . (még ha akár vannak is eszközök)
Viszont nekem is vannak dolgaim amit gazdaságtalan legyártani , na azt kénytelen vagyok megoldani ,és még örömet is okoz általában ha elkészült .
Tehát ha elvállalok munkát legalább a minimálbért és a rezsimet meg kellene tudni keresni .
Ez így elég bután hangzik ,de vannak érdekes emberek .
A hagyományos szerszámgépeknek az iparban vége , simán kidobálják .
Más szakmákhoz kapcsolódó kisipari tevékenységnél van jelentősége még ezeknek a gépeknek ,és persze a hobby .
De ha írsz hogy szeretnél forgácsoló munkát végeztetni ,általában van jelentkező .
Az hogy mibe kerül és érdemes e megcsináltatni az nem a forgácsoló hibája ,ő is csak megélni szeretne .
Az első fotód egy érdekes mérőeszköz. A ráirt méretet furatban produkálja. Egyik vége úgyemlékszem (betűvel irom,hogy megértsd) minusz öt század a ráirt mérettől,a másik vége a ráirt méret . Vagyis,ha ez cuppanósan illeszkedett a kiesztergált furatba,akkor volt hiteles a munkadarab. A minusz ötszázad azért kellett,hogy a szaki érzékelje,hogy igencsak keveset kell még kivenni !!!!
Köszi a választ, de az első az mi lehet?Nem találom sehol a neten.Vagy valami árat valamelyikre tudnál írni csak kb érdekel
Ez mind örökség az édesapámtól ,vállalkozó volt.....semmiféle képen nem akarom el kótyavetyélni.Ezért is kérem ki más emberek véleményét ,hogy manapság mennyit érnek.
Az első fotód egy etalon,vagyis sorozatgyátráshoz használható mérőezköz.
A harmadik-4, csőmenetvágónak a kései,ha megvan a befogó hajtóvasa is,igy érhet valamit. Igy külön semmire sem használható. A gyorsacél késeket esztergályos fogja megvenni,főképp,ha puhafémeket forgácsol szériában.
Irj egy listát,és egyetlen fotóval tedd fel egy hirdetési oldalba. Egyben kéne meghirdetni,mert a pósta egy kés áráért szálit egy db-ot !!!!
Egyébként pedig talán a legjárhatóbb út lenne egy tisztességes szerszámkereskedőt megtalálni. Nyilván ilyenkor le kell mondani a kereskedői haszonrés összegéről, de viszont egy üzlettel túl lehet esni az eladáson. Sajnos én olyan mélységig nem ismerem ezeket a szerszámkereskedéseket, hogy bármelyiket ajánlhatnám.
Hogy egy kis elkeserítő körülményt is szóbahozzak: Ezeket a szerszámokat (az én elképzelésem szerint) egy vegyi gyár forgácsoló üzeme fizetné meg. Azonban - ha ez a gyár állami tulajdonban van és így legalább részben közpénzből működik - csak közbeszerzési pályázaton nyertes beszállítótól vásárolhatnak.
Remélem tévedek. Mindenesetre egyelőre ne kótyavetyéld el. Meg kéne találni azt a vállalkozót, aki hasonló szakmai területen dolgozik, mint az örökhagyó.
Ezek szintén minőségi szerszámok. Sajnos egy átlag barkács-esztergályosnak nincs szüksége ilyenre. Viszont ha valaki egy olajfinomító üzemnek szállít rozsdamentes és más minőségi alkatrészeket, tudná használni. Dolgoztam fiatal koromban 8 hónapot egy olajfinomítóban, ott használtak ilyen profi szerszámokat. Gondoljatok bele: 40 bar nyomáson, 400°C hőmérsékleten megy a benzin egyik üzemből a másikba.
Még egy utolsó pár dolgot felraknék.Ha tudnátok ezekre is "saccokat",azt megköszönném!Aztán már nem "zavarnám" ezzel a fórumot!
Mivel túl sok cucc van(kb 20×ennyi),ezért csak párat emeltem ki,amik után nem nagyon tudtam "árak" szerint utána nézni a neten .Mert már belezavarodtam a sok számozásba,+,hogy az egyik "g" a másik "a" a harmadik cobalt........stb!Nem vagyok esztergályos szóval sok minden kínai.
Itt van egy dolog amiről halvány fogalmam nincs ,mi a frász lehet?Ér ez valamit?
Ez pedig tudom,hogy értékes csak külföldi árat találtam.De azt nem tudom,hogy itthon mennyi?
Tudom,hogy a menetfúróra azt írtátok,hogy nem sokat érnek,de ez elég nagy :
Viszont ezeket se tudtam beazonosítani csak szlovák ár szerint:
A végére hagytam egy pár "gyorsacélt" EZEK UTÁN VAN ÉRDEKLŐDÉS ÁLTALÁBAN?És milyen árban?
:
Ezt külön ki szeretném emelni,mert szintén nem találtam meg neten!:
Azért kérdeztem, mert engem időnként megtalálnak különböző társaságokból barátok vagy ismerősök, hogy elvállalnék-e munkát. Hol egy darabos, de nagyméretű alkatrész lenne, hol pedig kisméretű, de sorozat. Itt a darabszám kb. 100÷200 körül lenne.
Próbáltam felmérni itt a lehetőségeket. Ha kapok olyan megrendelést, amit nem tudok elvállalni, fordulhatok-e ide. Kiöregedtek a jó és tisztességes esztergályosok és ha nincs is tömeges igény ilyen szakik után, azért néha akad.
Szeva. Jóérzés volt a leveled,és ennek tartalma,akár ez lehetne az én levelem is. Vagyis 1976-ban végeztem a vas,és fémszerkezet lakatos szakmunkáskébzö sulit. Egy évig dolgoztam benne,mivel volt a cégnél forgácsoló műhely,sokat lóflártam , bámészkodtam az akkori melósok,és gépjeik közt. Látta ez az akkori cégvezető (akkor még a vezetők is úgyanúgy munkásruhában dolgoztak,éltek ugyanúgy mint a beosztottak),és javasolta,hogy áljak oda egy gép mellé,és dolgozzak vele. Ez egy E400-as volt (ojan hajtóműve volt,ami elektromágneses irányváltású,vagyis a főmotor állandóann forgott)nagyon megszerettem,bár a menetvágás érdekes volt,mert előbb megkellett állitani,és eztkövetően hátraváltani. De később már ment ez is. Mindennek az a lényege,hogy az esztergályos szakmát,és a jelenlegi tudásomat nem könyvből tanultam. Itthol van egy EU215 1000-es gépem 87 óta. Igaz..............csak az elmúlt kb 15 évet használom,használtam majdnem minden nap,nemlettem miliomos,de a mindennapi betevőm megvolt. Sajnos az egészségkárosodásom miatt nemvolt módom napi 8-12 órát munkadónál végigtalpalni megállás nélküli munkában. Az utólsó munkahelyem 11éve volt. Itt is egyetemes esztergán dolgoztam,csak a gazdánk ojan fúróolajjal dolgoztatott,ami CNC gépekbe való. Vagyis többünknek körömgombája,körömleválása alakult ki a habitol nevű szarságtól. Igy feladtam kb 2évre ezt a munkahelyet.
Én is többnyire saját kisgépeket barkácsoltam. Csináltam 2 db Tz-4k forma kistraktort,egy éve bütyköltem egy fekvőelrendezésű fémipari szalagfűrészt,most az ünnepekben (karácsony) készült egy szalagfűrész élező autómatta. https://www.youtube.com/watch?v=V2efU8Rjifo&t=83s Ez csak illusztráció. Ennek két hibája van,nem azt a fogat tolja,amit köszörül,a másik meg a hátszöget primitiven oldotta meg.
Ezen kivűl bütyköltem kézihajtású laphajtogatót, kéziköszörű meghajtásával billenő darabolót, jelenleg egy láncélezővel bajlódom.
A mai bolhapiacon vettem egy műszerkatalógust, jó vastag, nem tudom hány oldal összesen, mert termékenként minden lapnak van egy jelzete, tehát a katalógus-gyűjtemény nem oldalszámozott.
Van benne lemorzsolódásvizsgáló műszer lágy gumihoz, majd talán azt is beteszem, ha erőt veszek a lustaságomon és szkennelek.
Most viszont mutatok egy szinusz vonalzót - már csak azért is - mert ezideig még nem is hallottam róla. Hátha nektek ismerős.
Szerintem leírtad a lényeget, számszakilag sokunknak nem hozza meg a gép az árat, de ez inkább hobbi, az alkotás öröméért, no meg ahogy Te is írod a gyerkőc mosolyáért csináljuk.
"Közben látom azt is, hogy vannak közöttünk topiktársak, akik nem igazán hobbi célra való, hanem komoly ipari termelésre is alkalmas gépet keresnek. És én nem látom a célt."
Kérdés mi a hobbi .
Nekem sem ceruzahegyezőm van ,mégsem dolgozom másnak a gépekkel .
A nagyobb gép azért van mert kell ez a méret a munkákhoz .
Más jellegű munkákhoz kell forgácsolni , és nem buli máshoz menni , magyarázkodni ,várni ,visszamenni .
Az hogy meghozza e az árát nem releváns kérdés .
De lehet hogy már csak a megtakarított idővel behozta az árát .
De biztos vagyok benne hogy vannak akik csak a cigarettájukra többet költöttek már életükben , én azt nem tudom megérteni hogy az minek .
Hogy mennyire hozza be az árát a gép, már egyszer leirtam. Kb 500eFt ben van mire megvettem hozzá mindent. Megcsináltam a gyerek játékfogójához egy csapot rajta. A játék 1200 Ft volt. A készlet :)
Tehát, semennyire. Nem is fogja nyilván soha, de megérte.
A kiindulási anyag 12-14 mm. vastag lap, vagy kb. D 30 rúdanyag, keménysége cca. 80-90 Shore A.
A lapból fűrésszel kivágott darabot a tokmányba fogott hengeres anyagra helyezve, a szükséges átmérő alatt 1mm-es átmérőjű lappal, a szegnyereggel megszorítottam.
Nagyon vékony és nagyon éles kicsi gyorsacél késsel, kb.2000-es fordulaton, 1mm-es fogásokkal átmérőre esztergáltam egész lassú előtolással. Híg olajjal kentem. Helyesebb a hántolás kifejezés erre a műveletre. A felület fényes sima.
A kés 2-3 fokot zárt be a palásttal, működő hossza 8-10 mm, vastagsága 1-1,3 mm.
A táguló ajakgyűrűt már futterbe fogva alakítottam ki a véglapon.
Talán szemet szúr a magas fordulat.
Ehhez azt kell tudni, hogy a műanyagoknál mennél nagyobb a deformáció frekvenciája, annál ridegebben viselkedik az anyag. (Ha lassan nyomod, szépen hajlik, ha ráütsz törik.)
Nem kell ehhez mélyhűtés, hiszen a műanyagok nagy hőtágulása, a gyorsan változó hőfok miatt a méretre esztergálást ellehetetleníti.
Egyszóval nem lehetetlen, találékonyan hozzá kell fogni...
A környékemen 2 esztergályos is van aki ebből él. Van 2-3 gépe a műhelyben azt vállal amit meg is tud csinálni. Nem tegnap kezdték. Egy időben dolgoztattam velük, aztán egyre macerásabb lett elmenni elhozni ami elkészült vissza vinni mert mégsem jó vagy mégsem úgy csinálták meg. Meguntam a "huhogást" és 1 éve vettem egy komolyabb esztergát. A büdös életben nem fogja megkeresni az árát, és nem is tervezem hogy bárkinek dolgoznék vele, de jó érzés ha valami kell akkor ott van. É nem is huhog :) Amúgy ha valaki ügyes biztosan megél belőle de nem könnyű kenyér ez. Én úgy látom a telefon nyomkodás, az online játékok egyre jobban érdeklik az embereket a barkácsolás és alkotás helyett.
Én hobbizással kezdtem, de azóta pénzkeresetként űzöm. Persze vannak haverok, akinek olyan is elkészül ami másoknak pénzért sem, vannak hobbi projektek is.
Alapvetően egyedi illetve kis szériás dolgokat gyártok, tervezek (ez a jó buli mert úgy tervezem, hogy gyártani is tudjam:-DDD), de valóban más kategória a pénztermelő tevékenység és a hobbizás.
Érdekelne engem, hogy az a készség, szakmai tudás és gépi lehetőség ami rendelkezésetekre áll, számotokra jelent-e bevételi lehetőséget? Nem akarok senki pénztárcájában kutatni, de egyes körülmények miatt ez érdekes lenne számomra.
Azzal kezdem, hogy a korábbi évtizedekben én sokat dolgoztattam forgácsoló üzemekkel Győrben és Dunaharasztin. Ipari parki komoly forgácsoló üzemek voltak ezek. Mindig örömmel várták a megrendeléseimet. És amit furcsának tartottam akkor - tán tíz éve - az egyik üzem tulajdonosa így január-február táján fölhívott engem barátilag, hogy rendeljek tőlük valamit, mert különben el kell küldenie néhány alkalmazottat. Furcsának tartottam, mert jól dolgoztak, precízen, pontosan, határidőre és nem drágán. Persze rendeltem tőlük a kérésükre, mert tudtam, hogy néhány hónap múlva az én vevőm is jelentkezni fog. Én pedig kibírom azt a pár hónapnyi kintlévőséget.
Én ma már csak hobbiból forgácsolok régiséggyűjtő barátaimnak - semmiképpen sem pénzért - csak kedvtelésből. Ők persze viszonozzák olyan régi tárgyak ajándékozásával, ami nekem örömöt szerez, de ezeket a tárgyakat nem nagyon keresi a régiségpiac. (Azt is tudom, hogy Csuhás szívesen segít bárkinek egy tábla csokiért, tehát az ő tevékenysége sem tekinthető mindig üzletnek. Ámbár a többi vállalásáról nem tudok.)
Közben látom azt is, hogy vannak közöttünk topiktársak, akik nem igazán hobbi célra való, hanem komoly ipari termelésre is alkalmas gépet keresnek. És én nem látom a célt.
A kérdést tehát oda szűkítem le, hogy meg lehet-e élni ebből a tevékenységből. Amikor előgyártott (csak testreszabásra váró) fogaskerekeket lehet venni az online kereskedői oldalakon. És sok mást.
Egy saját eszterga hobbinak nagyon jó. Az arra vágyó emberek alkotókészségét ki lehet vele élvezni. De pénzkereseti eszköznek is jó? Ezt nem tudom.
Hát bocs hogy ilyennel tartalak föl benneteket! (Bár lehet hogy az van mögötte, hogy szívesen mesélnék arról a magyar Telluriumról, amivel most dolgom van. De nem teszem, mert annak nem is lenne vége.)
Az értékeléseddel egyet tudok érteni. Ilyen menetfúróim és metszőm nekem is van, soha nem használtam egyiket sem. Valamikor megvettem olcsón, mert ha véletlenül kell, akkor nem árt ha van. De csak ennyi. Tényleg ennyi.
Sajnos nem sokat érnek. Saccra: a menetfúró 500..1000Ft/db, a mérőóra max 2000 ( nagyon megviselt darab ) az esztergakés mondjuk 3..4000. Legjobb ha odaadod ajándékba a kedves papa valami ma is esztergáló barátjának.
Szia! Ezek jó minőségű szerszámok, csak az a baj, hogy kevesen vannak vevők rá. Vagyis csak az veszi meg, akinek feltétlenül szükséges. Talán a váltólapkás késtartó több embert érdekel, de jó volna tudni, hogy mekkora a késtartó keresztmetszete.
Belső átmérőt lehet előfúrni majd lyukéssel méretre esztergálni ! Amennyiben a külső átmérő kör alakú . akkor a tokmányba befogott fém,fa vagy egyéb anyagba képezünk 1 megfelelő furatot , abba szorosan illesztjük a gumi munkadarabot és mehet a megmunkálás!A pontos eredményhez nem elég a mérés próbálgatni is kell a folyamat során .
Külső átmérő csökkentésre még el tudom képzelni hogy egy rúdra van húzva és finoman csiszolva lehet csökkenteni az átmérőt. Belső átmérőt tán fúrni lehetne, abban nem látok olyan nagy ördöngösséget.
Az általam kérdezett témában csak néhány mm lemunkálása volna a feladat, max. 30mm-es külső átmérővel.
Én tőled bocsánatot kérek, mert első olvasásra esztergályozásnak véltem az általad leírt technológiát. Most újra elolvastam, és meggyőződésem, hogy a smirglivel való csiszolás nem igazán esztergályozás.
Téged is arra kérlek tehát, hogy a kérdezőnek válaszolj és ne nekem. Okoskodni fölösleges, ha nincs eredménye.
Mikor a biliárdasztalomat csináltam a lukak koruli ivek kialakitasával voltam tanacstalan. Aztan rájottem, hogy mandinergumit, ami eleg puha, legjobb köszörülni. A végén a ko alatt maradt egy kupac ruganyos gumipor
Bocsi! Ez nekem kimaradt. Egyébként van egy emlékem jó régről. Egyik szomszédom elvállalta valamelyik banknak a betétkönyv nyomtató átalakítását. (Nem tudom vannak-e még betétkönyvek, de voltak.)
Gumihengerek vitték a nyomtatóban a betétkönyvet, csak nem volt párhuzamos a továbbítás. Sokat számított az, hogy hány oldal van a felnyitott részen és hány oldal a másik részen. Úgy tudom, ezt a párhuzamos továbbítást soha sem sikerült megoldani.
Azt már nem tudom, hogy vannak-e még ilyen betétkönyvek és azt sem, hogy végül sikerült-e megoldani a párhuzamos továbbítást.
Csak mint érdekességet említettem. Volt ilyen is.
Én nem tudok gumit esztergályozni, de aki tud gumit esztergályozni, segítsen tanácsokkal. Köszönöm!
De igen! Vagy 40 évvel ezelőtt, amikor a számítógépnek híre sem volt, keresetkiegészítésként, egy írógépjavítónak dolgoztam be. Felújítás alatt levő írógépek gumihengereit, és vezetőgörgőit kellett esztergálnom. A régi, megkeményedett gumihengert levágtuk, helyére vastag "slagszerű" tömlőt húztunk, majd annak a "megdolgozása" után, esztergapadban méretre kellett esztergálni! Nagyon fontos volt, hogy a henger végig egyenlő átmérőjű legyen, különben félrevitte a papírt. Egyébként valóban nem egyszerű a gumi megmunkálása! Nagyon éles kés kell hozzá, és min. 0.5 mm -es fogásmélység. Kisebb fogást nem szereti, tehát jól ki kell számítani az utolsó fogást. A végső símítást ezután, egész íves csiszolópapírral végezzük. Az első időkben, több selejtet is sikerült összehoznom, levágás és újragumizás előtt ezeken gyakoroltam. Később, miután rájöttem a technikára, már csak ritkán fordult elő selejt!
Bocsi, de az a vödör folyékony oxigén nem nitrogén volt, hanem oxigén. Talán nem tudod, de a Péti Nitrogénművekben nemcsak nitrogént állítanak elő a folyékony levegőből, hanem oxigént is.
Arra viszont kíváncsi lennék, hogy te házilagos körülmények között hogyan esztergálsz gumit. Meg tudsz szervezni egy bemutatót nekünk? Én olyan vagyok, mint egy jó pap - holtomig tanulok.
(Ez most vicc épp a múlt héten hallottam: "Mi van a pap sírjára írva? - Tanulmányait befejezte.")
Bocsi,de az a vödör folyékony oxigén nem nitrogén volt? Miért ne tudna gumit esztergálni? Gyakori módja ,hogy furatot képzünk benne,tüskére húzza és megfelelően köszörült késsel egész jól esztergálható!Elnézést ,nem kötözködni akarok csak én így látom.
Az első (műszaki jellegű) emlékem a gumiról a Péti Nitrogénművekben volt. Üzemlátogatásra vitt el minket a tanárbácsi. Általános iskolások voltunk. A Nitrogénművekben az oxigénüzemben kihoztak egy vödör folyékony oxigént, majd az üzemi dolgozó belemártott egy pillanatra egy szál rózsát, majd a markában szétmorzsolta a szirmokat törmelékké. A következő percben a vödörbe belemártott egy gumicsövet pár másodpercre, majd hozzácsapta a járdaszegélyhez. A gumicső, mint egy porcelán tárgy darabokra tört.
Következő emlékem középiskolai. A műhelytanárom egy darab gumit lehűtött, ami be volt fogva az esztergába. Már nem tudom, hogy szárazjéggel hűtötte-e, vagy folyékony levegővel, de tudta esztergályozni. Viszont amint a gumi fölmelegedett, kiugrott a tokmányból. Ennek - úgy emlékszem az volt a tanulsága, hogy különböző hőmérsékleteken nagyon különbözően viselkednek az anyagok. (A bemutatót lehet hogy a kémia tanárunk csinálta, már nem emlékszem.)
De neked tudok válaszolni. Gumit nem fogsz tudni esztergályozni. Keménygumit igen, amit úgy is hívnak, hogy ebonit.
Részemről is volna egy szakmai kérdés, remélem nem teljesen blődség amit kérdezek.
Sokszor előfordul velem motorkerékpár javítás vagy autószerelés közben hogy kellene rezgéscsillapító gumipersely, pl. motoridom és a felfogató csavarja közé. Mivel ezek nem mindig beszerezhető dolgok , de közel hasonló méretű persely lehet hogy beszerezhetó, így arra gondoltam hogy nagyobból esztergálással, fúrással szabnám pontosan méretre.
"Az S355 acélfajta JR, J0, J2 és K2 minőségi csoportban kapható. Az S235 és S275 acélfajtából készült terméknél a J2 minőségi csoporton belül különbséget tesznek a J2G3 és J2G4 között. (G3 és G4: teljesen csillapított acél, a G1: csillapítatlan acélt jelent) Hegeszthetőség: A JR, J0, J2G3, J2G4, K2G3 és K2G4 minőségi csoportokba tartozó acélok általában minden eljárás szerinti hegesztésre alkalmas."
Ergo ha hegeszthetőség szempontjából különbséget tesznek a különböző minőségi csoportok között, akkor lehetséges hogy a megmunkálás során sem mindegyik ugyanúgy viselkedik.
Itt kicsit bővebben írnak az ütőmunkajelőlésekről és azok értelmezéséről:
Vannak ezek az ST52-es anyagok, illetve egy másik jelölésük az S355-ös.
Az a gondom, hogy vettem egyszer ilyen anyagot és egy bizonyos váltólapkával nagyon jól lehetett esztergálni, majd később szintén vettem, de azt egészen másképp vitte a kés.
Táblázatban az anyagjelzés után még található egy-két "vegyjel" valami ütőmunka névvel illetik.
Elképzelhető, hogy ez változtat valamit a felület minőségén, illetve a megmunkálhatóságon ?
Van valakinek ez irányú tudás a birtokában ?
A rosszabbik olyan volt , mintha karcolna az anyag, a jobbik meg mintha lágyabb lenne.
Mit gondoltok? Ismeri valaki ezt a típust. A chipmaker.ru-t kezdtem el böngészni, de hátha van valami hazai tapasztalat is. Elvben ez egy edzetágyas, mindenhol gördülő csapágyazott gép.
Nagyon függ a tárgytól. Ha nagy sík felülettel tapad akkor egész erős, úgy nem tudom elhúzni, de ha kicsi, ami mondjuk csak két pólus közé kerül, azt még vasdarabbal is meg kell támasztani mert a köszörű is le tudja lökni. Jó volna ha lehetne vele mondjuk lemezollón körbevagdalt tárcsát esztergálni de arra alkalmatlan.
Ma vettem egy E2N hez hirdetett patronkészletet az E1N gépem E2N főorsójához. Nem jártam túl jól a patronokkal, pl a 7-es vagy egy mm-t excentrikus. A behúzóhüvely meg így áll a főorsómban. Gondolom nem így kéne lennie. A menetes gyűrű el kéne, hogy érje a rövidkúp szélét?
Van az embernek pár vasa, rom gépe szanaszét az udvaron, biztos lehetne tőle venni ezt-azt, én pl még egy körmöskulcsot vettem 500ért a képen is látható főorsócsapágy anyához.
Van itt valami amit még sose láttam, illetve kettő, hátha érdekel titeket:
mágneses tokmány, mechanikus működtetéssel. Eladók, nem a reklám helye de hátha érdekel valakit.
Nem volt vele semmi gondom. Amit kellett mindent meglehetett vele csinálni. Mindene működött. Nem volt új, még újra sem volt festve. Nagyobb csere miatt adtam el.
Egyértelműen keveslem. Ha az általad említett 2000Ft nettó, akkor se sok, de sokkal jobb, mint nettó 150. Én nem vagyok otthon ebben a szakmában, a hobbista létet is csak most kezdem, de ha igazak ezek a számok, akkor megint megerősítést nyer a hipotézisem, hogy nem a szakember kevés, hanem a fizetés. Ahol csak ennyit lehet keresni, az egy eltünőben lévő szakma (legalább is Mo.-ról), ha tetszik, ha nem.
Khm, egy picit más, ha megengeditek. Megrökönyödve olvasom a prohardver "CNC Topik" fórumát, ahol arról megy a beszélgetés, hogy mennyit keres egy forgácsoló, ha alkalmazásban van (nem ha vállalkozó). Azt írják, hogy olyan netto 100-200eFt között. Direkt nem bruttót írok, hogy ne zavarodjunk bele a fekete-fehér játékba. Ez igaz :( ?
Egy 750-es E2N nem lenne kicsi szerintem, de ha igen, akkor majd azt is töredelmesen bevallom és alátámasztom érvekkel. Most csak érzések vannak, de nagy-nagy irigységgel nézem a TOS és román esztergákat is, meg az olyan oroszokat, mint a IZS 1N611P.
Ezt kaptam, már jó régen. :-( Akkor úgy döntöttem, hogy nekem annyit nem ér.
"Az EAN eszterga javítására vonatkozó megkeresésére az alábbiak szerinti ajánlatot tudjuk adni.:
Műszaki tartalom:
A gép szétszerelése tisztítása
A csúszófelületek pontossági köszörülése ( ágy, alapszán , keresztszán, kéziszán) A köszörült felületek illesztése hántolással A kúpos lécek toldása és illesztése hántolással A visszafogó lécek illesztése hántolással Főorsó csapágy csere Szegnyereg ellenőrzés magasság beállítás ( külön díjtétel ha a szegnyereg hüvelyt cserélni kell) Összes orsó felszabályozás új bronz anya gyártás a megváltozott méretek miatt A gép összeszerelése bemérése
Ne viccelj, nem volt kellemetlen, sőt egy jót beszélgettünk, csak nem én vagyok a vevője. A hirdetési oldalakat napi szinten nézem, de van egy olyan érzésem, hogy majd végül megszerzett gép nem ilyen oldalakról fog származni, de meglátjuk. Nincsenek sűrűn jó ajánlatok, de ha vannak, akkor gyorsnak kell lenni. Az igazság az, hogy nem vágyom EAN gépre, főleg nem 1M környékén.
Na ez a bükkszentmártoni nepper, voltam ott szemelyesen egy olyan E1N t akart rám sózni, hogy lógott a bele de legalább dragán es tartozékok nélkül. És még meg is akarta magyarázni hogy a cserekerekek, a patronok nem tartozékok a gephez. Sot, gepkonyv is 5000 mert az se tartozek ugye. Simlis arc, akkor vennék tőle vmit ha nagyon muszáj lenne. A műhelye vagymi egy okádék.
köszi! szerintem itt is egy sima marógép melózik az elejin és ott is valahogy be központozták a cuccot. pl Csuhás mester módszerével? közben tályékozódtam kicsit és kell a mindenféle méretű tüske, méghozzá célirányos, azzal gyerekjáték a pontos pozicióba hozás, aztán már csak le kell fogatni a hengerfejet, hagyományos módszerekkel. persze némely hengerfejhez, nem árt a szögbefordító sem, de mire azt megcsinálom, akkor addigra már, csak elektronyos autók lesznek?
Beszéltem egyet a tulajjal. Azt mondja teljesen felújított, a csúszófelületek is. 900eFt környékén volt a felújítás :0. Ezt szeretné visszakapni, egy szó, mint száz olyan 1M - 1,1M körül ki lehetne egyezni. Én nem ezt keresem. De ha valaki ezt a típust szeretné, akkor megnézheti hogy van felújítva.
Félre ne érts, nem szeretnélek lebeszélni róla. Nekem is van néhány munkagép, autó, teherautó, + a családi flotta. Van eszterga, marógép, síkköszörű gyalugép stb. Nekem az a kézenfekvőbb ha hozzáértővel megcsináltatom a hengerfejeket. Csak egy vélemény volt semmi több. :-)
régi szép idők!, ilyeneket én is tudnék mesélni!, de akkor még nem voltak gépeim, annyi eszközöm, mint mostanság! és, ha már vannak, szeretném is használni őket! :))
1 hengerfejnél, én is lehet elvinném, de, hogy vannak gépeim és 4-5 kocsi a családban kb 20 év körűliek és, 4-5 motor is, és mindet nekem kell szervizelnem, így már felszorozva, egy esetleges javítást, komolyabb összeg jön, ki ahol már megéri, ha meg tudom csinálni a hengerfejeket is! tehát mindekinek más a megfeleő megoldás...
Köszönöm, igen én is abban gondolkodom, hogy éles helyzetben vinnék magammal egy tapasztalt szakit, van is jelöltem, már meg is beszéltem vele. Egyébként érdekes igény-evolúción mentem át: először jó lett volna egy E1N vagy emco gép. Az E1N-ről többekközött itt is lebeszéltek, nem volt nehéz. Jött az E2N vagy E3N. Egy jó E2N simán 600-700eFt között mozog az eddigi tapasztalatom szerint, egy E3N meg 800-1,2M között. Ha meg már elhajlunk az 1M felé, akkor meg már ott vagyunk a jó állapotú TOS vagy román gépeknél (esetleg orosz), amelyekről eddig senki sem mondott rosszat (ellentétben az ExN gépekről). 750mm-es csúcstávúnál meg nincs nagyobb helyem. Ja, hát nézelődök még, meg okosodok. Egy biztos; hobbista vagyok, leszek, de nem akarok olyan gépet venni, amit kinövök. Legyen benne tartalék ;)
Felvásárolnak gépeket, üzemeket stb. részben felújítják.
(A hibás gépeket, szemérmesen az oldalon "Beüzemelés alatt"-al jelölik.)
Az áraik érdekesek, max 10% engedményt lehet tőlük kicsikarni, a bemondott árból.
Minél nagyobb érdeklődést mutatsz, valamelyik gép iránt, annál magasabb árat mondanak.
Egy hét visszatérés után, már elfelejtette a fönök, milyen összegben egyetünk meg. (Tavaly nyári történet.) Rengeteg géptartozékuk van, amit bármelyik gépről kérésre átrakják arra gépre, amit kiválasztottál, ha vásárolsz. Szállítást is vállalnak! Ne egyedül vásárolj náluk!
Igazán nincs mit,eme sovány infóval tudtam szolgálni.
Tehát egy igazán jó állapotúgépet szeretnél.Helyes!!Mondják:"jó gépet vagy semmit"
Egy kopottab elhanyagolt gép rendbekapása rengeteg időt,energiát és persze pénzt igényel és mind hiába ha az ember valamilyen szintem nem tanul bele a felujitásba.
Magam is több gépfelújitó céggel és tapasztalt emberkével beszéltem.
Milyen gépben gondolkozol?
Azt se feledd hogy a nagyobb gépen meg lehet csinállni a kissebb darabot de forditva nem,ne hogy megbánja az ember.
Azt ajánlom ha teheted vásárláskor vigyél magaddal egy igazán tapasztalt szakit aki géplakatos téren is ott van.
Köszönöm a válaszokat! Hát most már ott tartok, hogy valamilyen 750-es csúcstávolságú használt ipari gépet. Nyitott vagyok és egyben tájékozódó üzemmódban, mármint a tekintetben, hogy vajon a keresett gép 500eFt vagy inkább 1M körül lesz (ez utóbbihoz még gyűjtenem kell).
Olyan kis elvárásokat fektettem le magamban eddig, hogy jó lenne ha a max a 70-es évek végén gyártották volna és ne azzal kelljen kezdeni a hobbi forgácsolást, hogy felújítás (ahhoz még sokat kell tanulnom vagy gyűjtenem ;))
Rengeteg gépet láttam náluk, nem /cicomázzák/, nincs rá kapacitásuk. Kereskedők, biztosan van "főnyeremény" és "ocskavas" is náluk, ki kell tudni választani.
A főnök sokkal korrektebb árat szokott mondani mint a beosztott! Összességébe nekem korrekt volt.
van tapasztalatotok a Fabekgéppel? Szabad velük üzletelni? Úgy értem, hogy a cicoma latt általában jó is a gép, vagy olyan, mint a buliban, mámorosan összeszedett szűk farmeros bombázó, aki levetkőzve (és józanodva) egy kissé szétesik.
Ez a gép tényleg úgy tűnik, hogy ment rendesen, az orsóház atom olajos, szerintem tolta ki a fedél alól a felcsapott olajat orrán száján, ami álló gépnél nehézkes.... :)
De tényleg igaza van a faszinak abban, hogy ott mellette állva kell ezt beárazni.
Hejjjesírás --- hát az már csak a "mi" úri huncitságunk marad, tudod... :) Nyelvtannácik vagyunk, azonnal megkapjuk! :)))))))))))
Fészbúkos csoportokat felejtsd el. Ha nem a barátaiddal csináljátok, csak kretének gyülekezetévé válik pár hét alatt.
Te most ennek a gépnek a"gazdájáról beszélsz, vagy a facebookos csoport megalkotójáról?
Igen sajnos a net, főleg a facebook tele van hülyékkel. Én nem találok semmi kivetnivalót a leírásában a srácnak, ne telefonban alkudjanak az emberek látatlanul.
OFF: Lakás eladás van folyamatban nálunk ott is kérdezik menynire alkuképes az ár. Azt szoktam válaszolni hogy egy komoly vevő látatlanban nem alkuszik.
Én otthon a szelepcsiszolást úgy csináltam, hogy egy mipolán csövet, vagy gázhegesztő app. csövet használtam, kívül spirálrugóval, egyik végébe egy fém tüske, azt fogtam jobbra-balra forgó fúrógépbe. Gyakorlatilag egy rugalmas kardánt csinálam. A másik végét meg rádugtam a berakott szelepszárra. Kétféle finomságú csiszolóport használtam. A szelep befele húzásával csiszoltam. Ha nagyon húztam, persze akkor lejött a mipolán cső a szelepszárról. De lehetett a szelepet ki-be húzgálni, így mindig új csiszolóanyag ment a felületre. És jobbra balra forgásirányt is használtam. Gyorsan, fáradságos kézimunka nélkül. Létezett szelepfészek maró/csiszoló készlet is. Zsiguli motor felújító műhelyt vezettem anno (IM, Paulay Ede u.)
Volt, hogy az út szélén az árokparton cseréltem szelepvezetőt a hengerfejbe (Fertő utca), mert belecsúszott a hengerbe, és a dugattyú a belógó, a szelepszár nyaka átal kitört részt beledöngölte a hengerfejbe. Komoly szerszámosláda volt a 850-es Fiatban. A megmaradt szelepvezetőt visszatoltam, Hermesol-lal beragasztottam. És hazamentem vele Gyomára. A régi hengerfejtömítést persze visszaraktam. Akkortájt készült ott a Metró.. Még emlékszem a nagyfes.z vezetékre fölöttem. Vizem volt.
A szelepfészek külön kapható volt a Zsigulihoz. (Öntöttvas) A szeleppel egy élszalagon érintkezett, 3 szög volt a letörése. A szelepmaró is 3 külön szögű volt, az középső a 45 fokos, ahol tömített.
Szimpatikus srác. "alkudni pénzzel a zsebben a gép mellett", Ár:350. Vigyél neki négyszáz forintot és akkor még nagyvonalú voltál. Annyi gyökér van ebben az iparban hogy elképesztő. Nem mondom hogy mindenki a Tudományos Akadémia munkatársa legyen de köszönés, hejjjjes írás, ezeket oviban meg a szakmukkerban is tanították. Aki nem tud helyesen írni az nem olvasott eleget, márpedig a szakkönyvek is helyes nyelvtannal vannak megírva. A kihasználatlanság gondolom az elmúlt két évre vonatkozik, azelőtt éjjel-nappal ment ez a gép ha már a hűtés is megfáradt rajta.
Egy kedves ismerősöm testvére esztergályosként dolgozott le harminc x évet. Mikor mutattam neki a gépemet kérdezi hogy mit akarok rajta csinálni, há mondom ezt-azt mindig kell, megtanulni menetet vágni stb. -Menetet vágniii? Hát te azt sose fogsz ezzel!
Mikor megcsináltam a Nortont és próbából csináltam egy ronda tizes menetet késsel, üzentem neki, hogy fog ez menni már. Állítólag nem hitte el, -hát én azt évekig tanultam, ha megcsinálta akkor egy zseni. De biztos menetmetszővel vágta esztergán!!
Jóvan.
A facebookon is az a benyomásom volt hogy a csávó azért csinálta a csoportot hogy őt meg a két haverját fényezzék mekkora szaki, ha valaki valamit kérdezett egy óráig jött ez hülye duma amit az elálló fülű svájcisapkás tanuló gyereknek nyomtak, reszelőzsír höhö, kurva vicces. Biztos remekül szórakoztak azon is mikor a rájuk bízott tanulónak lecsavarta egy-két ujját a gép. Ki is léptem onnan.
Szia! Bocs, hogy beleszólok. Nekem nem rég csinálták a V8 hengerfejeinek teljes rendbetételét, síkolás, szelepcsiszolás, szelepszár szimmeringek cseréje, nyomáspróba, stb. amit kellett, 30.000,-Ft/db. garanciával. Ennyi pénzért én magam nem kísérleteznék vele. Persze a sikerélmény is megér minden pénzt. :-)
Dörzsárazni kellene ha szorul vagy nem megy be a szelep. A szelepvezetőt meleg hengerfejen kellene cserélni, főleg a berakás tud necces lenni a szoros illesztés miatt, kifelé is könnyebben jön ha meleg. Ajánlott beütő vagy besajtoló célszerszámot használni.
A multkor csuhás által belinkelt videoban is lattam ahogy Виктор ugy ellenorzi a főorsó kotyogását hogy aláfeszit. Mit gondoltok az E1N emnek mennyit mozdulhat el a főorsója ha tokmányt kb 1000N emeli? (kb 20kg nyi erovel, kb 1:5 karral)?
ez ok! amúgyis a szelepvezető, kisebb méreten van, mint maga a szelepszár. de mivel munkálják meg a hengerfejben lévő szelepvezetőt, ha már kész a szelepülék megmunkálás, dörzsárral? vagy másegyébb?
hátt, na ja! ez, ha jól látom egy pneumatikus önbeálló, vidia tüskés masina, ami igazán erre a célra van kifejlesztve? ez már döfi!halottam ilyenről. a vidia tüskék, 2 százados lépcsőkben választhatóak ki az éppan aktuális szelepvezetőhöz, de én nem akarok nagyüzembe gyártani hengerfejeket, így nem veszek ilyen gépet, , viszont elgondolkodtató, egy köszörű megépítése a célra. jó ötlet. persze nagy többségében a maró gép is megtenné, csak a központozás megoldása gond kissé.régen egy kisöreg sorozatban csinálta marógépen a hasonló melókat és nem volt űrtechnika a gépe, csak egy sima marógép, mint az enyim, csak sajnos, kb 10 éve meghalt az öreg, így sajnos nem tudom megkérdezni, a mikénteket, de gondoltam hátha van itt is emberke, ki tud ilyen esetekre jó fogásokat, trükköket. a köszörű lehetne talán a legjobb megoldás. a gyerek motorját tuningoltuk a nyáron és, nagyobb lett a szelepfészek, ami csapágy kűlsőből lett bele fabrikálva. na! azzal szenvedtem, vagy 3 napot, mire meg lett a szelepfészek...
Emlékeim szerint külön felíratták velünk a füzetünkbe hogy a hengerfej felújítás a szelepvezetők cseréjével kezdődik. Attól nem fog tönkre menni a vezető hogy a kézi maró vezető tüskéje fordul benne "párat" és az vezeti a szelepet becsiszolás alatt. Amúgy is forog lassan üzem közben egy jól működő szelep a hengerfejben.
El kell felejteni a marógépen való munkálatot,nem fogod tudni felfogni a marógépre a hengerfejet központosra. Vannak olyan hengerfejek ahol a szelepülőke edzett,azt még a maró sem fogja meg,ebben az esetben kapható szögbe gyártott csiszolókő amit vezetve egy pisztolyfúrógép forgat nagy fordulaton{speciális fúrógép} A pontos vezetést a maró,és a csiszolókő esetében is a szelepvezetőben helyezett központosító tüske biztosítja,a tüske másik oldala kézzel vagy fúrógéppel meghajtva. De ez még csak a szelepülőke munkálata,ezen kívül lesz még más egyéb munka is.
hátt, én is pont a régi módszerrel csinálom, csak, kicsit unalmas, ha berakok egy új szelepvezetőt és elmegy a középpont, mondjuk 1 tizeddel és fél napig csiszolom azt az egy szelepet, mire körkörösen, felfexik. a gép, meg ott áll a sarokban, szerintem, max 1 óra alatt végeznék az ilyen szelepfészekkel, ha azzal csinálom... és arról nem beszélve, hogy fél napi csiszolás után nem érzem az ujjaim végét, mert eleinte kicsit rá kell spanolni a szelepre, ha újra van kenve kőporral.ha van gép, minek szenvedni, elég anyit csiszolni, amennyit nagyon muszály, a gép után!?
40 éve tanuló koromban az ilyent kézzel csináltuk és a szelepvezető vezette meg a szerszámot. Aztán szelep köszörűn megköszörültük a szelep tányért és ha köszörülés után még belül volt a limiten akkor összecsiszoltuk a biztosítékok belsejéből kiszedett olajos homokkal. Ha sikerült nem engedte át a benzint, ha átengedte akkor csiszolgattuk tovább még jó nem lett. Az hogy a szelepvezető és a szelepszár nem megy egybe szerintem elég baj mert annak nem volna szabad szorulni és megmunkálni sem szoktuk régen. Ami gépi meló volt az mikor már a szelepfészek csak perselyezéssel volt javítható. De hát ez akkor volt, azóta se csináltam.
Fordítva gondolod. Először kell egy befogót készíteni a motorblokkhoz, mert a legtöbb marógépen nincs annyi állítási lehetőség hogy az asztallal be tudj irányba állni. Azután a tüskét beledugod cuppanósan a hengerfejbe. Majd a maró orsóba fogott órával rátapintasz a tüske kiálló részére és addig igazgatsz amíg a henger tengelye nem esik egybe a főorsó tengelyével.
Ha nem valami ravasz felfogóval dolgozol akkor ez elég sok időt elvesz. Azután kiesztergáló fejjel tudod a hengerfejet megmunkálni.
Ehhez már nem értek, szóval lehet hogy dörzsölni is lehet. És persze fogalmam sincs milyen illesztési hézagok kellenek hogy összerakható legyen és melegen se essen ki vagy szoruljon meg.
ööö.. leginkább ott akad el a projekt, hogy amit esztergálok tüskét, miként fogom be a marógépbe, hogy század körűl szaladjon? ugyanis, ha nem szalad, akkor nem lesz meg a frankó középpont? a legigazibb az lenne, ha a marógépben tudnám a tüskét megmunkálni a kívánt szelepvezető méretre, így szaladna akár századra is.még az is problem, hogy van új szelepvezetőm, de 5-6 századdal kisebb a furata, mint a szelepek mérete, gondolom, direkt, van, hogy jól be lehessen illeszteni a szelepekhez? és nem tudom, ilyen kis furatot, miként munkálnak meg?7-es lyukról van szó.ezstergán nem frankó, mert, ha bepréselem a helyére, összezsugorodik pár századot, tehát a helyén lenne az igazi megmunkálni, csak miként?
köszönöm a válaszokat!egyébként én is arra gondoltam, hogy tüske kellene, azzal központozni, majd lefogatni, a hengerfejet, kivenni a tüskét és megmunkálni a szelepfészket. csak, hátha van más módszer is...
Sziasztok!Szegnyereg magassági hézagolásához milyen anyagot ajánlatok? 0,15mm kellene.Jelenleg hézagmérő kiszerelt leveleiből van benne,de kicsinyellem a felfekvő felületet.Előre is köszi!
sziasztok! lelkes amatőrként, mivel van marógépem, szeretném a hengerfejem felújítni és belefutottam egy olyan problémába, hogy, nem tudom megnyugtatóan központozni a szelepszár fészket, hogy aztán kimarjam a szelepülékeket a géppel. ha már csinált ilyet valaki, közűletek,minden ötletet szivesen fogadnék!
ritkán , de szokott Lenni csak es Kizárolagos modon A Nemzeti Dohányboltokban , es Husvet es Karácsony elott elerheto ciposboltok hátso Raktáraban is !
. . nagyon Nagy szerencsevel elofordul WebShop -an is !
Viszont ez csak emu200 ami sokkal kisebb. Ráadásul ez még régi lakat szekrényes. Aminek nem csak ügyetlenebb az ütköző megoldása, de szerintem túl keskeny is az ágyazaton felfekvő része. Indítás az ágyazat jobb szélén levő kapcsolóval történik, (olyan kicsi a gép hogy eléred ) Viszont a eredeti karos kapcsoló helyett elég rossz az a kis kapcsoló amire kicserélték. ( Feltételezem hogy maga a kapcsoló is kisebb ezért nem fogja sokáig bírni a reverzálásokat. ) A pirossal bekarikázott kar a gépi előtolás indítója.
"A festés minőségéből lehet következtetni szerintem a "felújítás" minőségére. "
Egy doboznyi kalapácslakkal át lehet kenni a gépet ecsettel,(még festékszóró sem kell,és maszkolás sem) és újszerűnek tűnik. Még egy amatőr is fel tud kenni ecsetnyom nélkül kalapácslakkot.
Volt már szó a festésről korábban, a megfelelő bevonat elkészítése időigényes (eladásra szánt gépen lelkiismeretes) feladat.
Meg kell nézni. Ha nincs különösebb baja akkor még jó vétel is lehet. ( Festés: én odafigyelve raktam rendbe a gépeim, de nem tudok szépen festeni sajnos )
Bizonyára van szlip. Működni úgy tud hogy tonnás nagyságrendű erők szorítják össze az elemeket forgás közben. ( Gondolom a rajzokat és a fotókat is nézted ) Az a két golyós, lejtős pályás talpcsapágyszerű alkatrész feszíti össze a részeket működés közben. Nekem volt emum remekül működött a váltója egy hézagolás után. Persze tönkre lehet tenni pl álló helyzetben való tekeréssel. Nem véletlen hogy rengeteg emuban már nincs már benne a váltó.
Nagy tokmány: Aránytalan, mint egy kályhacső kipufogó egy trabanton.
Emelés: Szerintem aki egy ilyenbe belefog az rendelkezik valami szaktudással, szóval feltételezem hogy jó munkát végzett. ( Az emelés a lángvágott nyers vastaglemeztől a síkköszörült betétig többféle lehet. )
Festés csiszolás: Neppertrükk, van akinek ez tetszik, más pedig azt szereti ha a ott a kosz a gép mögött a falon a tokmány síkjában. Szerintem szebb volna kopottan, de meglevő táblákkal, és burkolattal a gépszekrény két végén.
Nézegetem az oldaladról az EMU-s dolgokat, és érdekes az EMU váltója. Jól látom hogy fém a fémen kapcsolat alakítja ki a fokozatmentes áttételt? Hogy tud működni kvázi szlip nélkül? Fém a fémen súrlódási együtthatója elég kicsi.
A képek szerint meg van emelve az orsóház, és a szegnyereg. ( Egyébként e3n lakatszekrényes, és talán edzett ágyas gép lehet ) Egy kicsit furcsa azzal a böszme nagy tokmánnyal, no meg frissen van festve és csiszolva minden része, szóval kiglancolták eladásra.
Ha te gépészmérnök vagy akkor én akár fogorvos is lehetnék mert kb ugyanannyit értek is hozzá mint te a gépészethez kedves "ultraexpert életművész" úr. - Már csak diplomát kell vegyek az Ecserin hogy papírom is legyen arról amit nem kéne csinálnom.
Legalább is az irományaidból nekem ez jön át mert eddig elég jól titkoltad tehetséged és a gépészeti tudásod . Arról már nem is beszélve hogy mindezt visszaélve a valóban hozzáértő és segítőkész fórumtársak türelmével.
Köszönöm , de annak a szerkezetnek a végén van egy osztótárcsa . Nem csak hat lapot kéne marni , 3 , 5 , 7 , 8 lapot is . A párosakat fűrésztárcsával , a páratlanokat úgy , ahogy írtad lapkással .
Ha te fogorvos vagy akkor maradj inkább 2 hétvégén túlórába és akkor hamarabb lesz esztergád mint gondolnád. Ja nekem is volt hegesztő aparátom, de sajnos el kellett vinni a MÉH be, karbid hiány miatt, viszont a saját készítésű hegesztő trafóm most is jól muzsikál. Bár már van Co-m is ,meg inverterem, + gyári trafóm is. Most éppen egy kis traktor gyártásához készülök, mert kicsi a kertem és nagy bele a traktor.
"miert adnam Lejebb az igenyeket ? ? ? es mit ?" Az enyémen nincs előtolás,ezt írtam is hátránynak. Belegondoltál abba ha ki is számolod hogy x átmérőjű, y- fogszámú cserekerekek kellenek a menetvágás előtolásaihoz, azt mennyért gyártanák le. Egy ágyat vagy egy szán v csúszóit, menetes orsóit mennyért marnák, gyalulnák, forgácsolnák ki neked? Még egy sima előtolást eltudnék képzelni, de annyi. Irányváltást csak is elektromosan. Azt megoldja a freki váltó is. Ha nem te csinálod ez már 100 on felül van akkor is ha csak U húzott acélban gondolkodol.
Videót nem tudok, de elmondom hogyan gyártottam esztergán késtartó csavarokra hatszöget, gyorsabban mintha felraktam volna a marógépre.
Szóval egy hatszög anyagot kerestem ami befért a késtartóba. Annak a végébe egy menet amibe betekertem a nyers csavart. Főorsóba én egy laplás marót fogtam.
( Egyszerűbb volt mint két fűrésztárcsához befogót készíteni. ) A hatszöget egy csavarral befogtam a késtartóba úgy hogy egy merőlegesen befogott vasnak ütköztettem a hátulját.
Volt még egy hossz ütköző hogy a gép megállítása nélkül tudjam biztonságos távolságig eltekerni a hossz szánt a hatszög fordításához.
Nem akarlak megbántani ,de vannak alapvető elvárások , ezeket nem igazán látom fellelhetőnek az írásaidban .
Az is elképzelhető hogy bennem a hiba , egy dilettánstól nem is venné senki zokon ezeket a hozzászólásokat senki .
Már szembesültem egyébként azzal hogy manapság még a hagyományos gépeket sem tanítják , de ez elképesztő ha tényleg gépészmérnöki diplomát szereztél , és ilyeneket leírsz . Sajnos ez a véleményem .
Tud valaki olyan videót , ahol az eszterga késtartóba fogható osztókészüléket mutatják , miközben hat lapot marnak ( tengelyre fűzött 2db fűrésztárcsa segítségével ) egy készülő csavar fejére ....
"Az ágyhoz annyit fűznék hogy hegesztett szerkezettel utánozni kell a gyári bordás kivitelt az sokat erősíthet ." Próbáltam, nem jött be úgy elhúzta mint egy kiflit. Pedig úgy csináltam ahogy kell, szakaszosan, váltva stb. Mint írtam is a felület nem a legszebb, de ne várjuk már azt mint egy öntött gyalult ágytól. Ormótlan nagy vasdarabokat bele raktam szegénybe, pl SZ 100 as kutyagörgőt, ( te tudod miről beszélek), Kettészúrtam csapágyfészket esztergáltam bele, kerékagy pótkocsi kistraktor után, talán még mindig megy, kb 30 éve. Hátrány : nincs előtolás. Tavaly eladtuk a házat és 500 Km -rel odább költöztünk, de nem volt szívem ott hagyni. Mint látszik kis maró is van ráépítve, fát, műanyagot tudok rajta marni. Én ilyen egyszerűre gondoltam amikor biztattam az ifjú kollégát. Az én szakmám Mechanikai műszerész, és vasipari minőség ellenőr. Kicsi azért benne voltam a dolgokba.
Tudjuk, nagyon egyszerű eszközökkel is lehet forgácsot késziteni. De ez egy esztergályosnak a szakma meggyalázása. Bizonyos egyszerű feladatokat esetleg meg lehet oldani. A kézi flexelésnél pontoabb is lehet. Érdekes foglalkozás, szabadidő kitöltés. később lehet fejlesztni. Ha ez a "GÉP" saját konstrukció oriási élményt jelent az alkotónak.
Álom álom édes álom, sose válik valóra! Túl magasra tetted a mércét. Az ismeretséged némi kívánni valót hagy után. Akkor inkább vegyél egy öreg használt gépet. Ez nem így megy. Az alapfogalmakat meg kell ismerni Úgy mint : vezérorsó, hosszán, keresztszán, szegnyereg,ágy, stb. Vezérorsó: ekkora tokmánynál, min 40 cm csapágy távolság, az a 60 kb megfelel, üreges, jó minőségű acél. Pl : hidraulikus munkahengerből esztergálva. Orsóház: lehetőleg rezgés csillapító öntvény, aluöntvény stb, min 2 kúpgörgő, ill jó minőségű golyóscsapágy támcsapággyal megtámasztva, a legcsendesebb szorítógyűrűs siklócsapágy. ( nekem hengergörgős van a felület annyira nem számít.) Stb,stb,stb.
Menetes orsók: MÉH telepen tudtunk guberálni viszonylag jó minőségűeket, ma már egyre nehezebb . Legyártatni elég borsos. Fogaskerekekről ne is beszéljünk. Figyelemmel fogom kísérni a munkálkodásod, de tedd lejjebb a mércét mert drágább lesz mint egy gyári. Üdv ksanyi. Nézd meg még egyszer amit linkelek, a középső képek. Egy alapnak megfelel, és 100-150 ig kilehet jönni.
igen , a 100 cm az 1000 mm ,, kell hogy beferjen ekkora FA , hogy ahhoz ne keljen kulon gepet csinalni , de a Legfontosabb hogy lesznek felkoszorulni tengelyek, ami{k} 750 mm -nel hosszabbak .!.
Az ágyhoz annyit fűznék hogy hegesztett szerkezettel utánozni kell a gyári bordás kivitelt az sokat erősíthet .
Én is mezőgazdasági gép hajtóműházból csináltam az első "gépem" főorsóházát ,golyóscsapágyakkal ,komoly átmérővel , de látszott a remegés az anyagon , de nem számított . Vitte valamennyire a vasat ...
Az nagy élmény volt , már majdnem elfelejtettem :)
Villanyászként én sem szeretek mm-ben beszélni de egy mérnök, eszterga csúcstávolságot cm-ben..........
Nekem elég erős gépnek tűnik a leírtak alapján, de ha esztergát készítenék a gépágy anyaga,szerkezete lenne a legfontosabb. Ilyen csúcstávolsághoz kellő merevségű gépágy illene. Véleményem szerint a I , U , stb szelvényű bármekkora falvastagságú hengerelt acél termékek nem adnak kellő merevséget. (már ha azokban gondolkodsz)
Második gondolat a gépágy elkészítéséhez milyen szerszámgép áll rendelkezésre.
A tokmány mérete a géphez (ill a feladathoz) fog illeszkedni,de ez a tervezéskor már úgyis kiderül.
Magam is készítettem esztergát, de az igényeim szerényebbek voltak.
Lehet említetted csak nem olvastam ,milyen célra is akarod használni?
Igazad van. Azt kérdezte hogy mekkora átmérőt lehet átdugni a 125-ös tokmányon. 2,2 KW motorhoz én már nem adnám 160 tokmány alatt. És abban is igazad van hogy elárulhatná mekkora átmérőjű, hosszú, keménységű anyagot szeretne megmunkálni.
A főorsó kivitele , csapágyazása , tokmánytárcsa felfogatása az jó kiindulópont , arról kértem volna én is némi infót de már felvetette más .
Az eszterga azért legyen már legalább néhány száz kiló .
Nincsen hely mondjuk egy E2N számára , hát kell kialakítani .
Úgy érzem támadásnak érzed amit írtam , pedig nem volt ilyen szándékom , csak futottam már néhány kört a témában ,és egy kicsi MVE (340/1500 , ez ebben a legkisebb) padig eljutottam .
Én örömmel várom a fejleményeket , szívesen olvasom .
Amit most adnék gépért az maximum 120 forint per kg .
De nincsen már helyem ,csak minőségi cseréről lehetne szó ,de a daruzás szállítás is már kisebb vagyon önmagában . A gép mozgatással elbírok egyedül ,avval még nincsen probléma .
Lehet furcsa a stílusom ,de nincsen szándékomban senkit megsérteni .
A facés eszterga topikba egy ismerősöm betett ,de egy beszólás után kiléptem úgy hogy nem fognak tudni szándékom ellenére visszaléptetni .
Itt nem fogok besértődni :) ,legfeljebb csendben olvasok ...
Ebben is igazad van. Én sem tudok E400-at venni a tömege és a motorja miatt, a kolléga viszont csak a tokmány átmérőt írta le, ami ha jól emlékszem kb. 100-125, nem írt tengelyhosszt, mekkora átmérőt akar megmunkálni stb. Nem tudjuk, milyen főorsó, milyen ágy stb. lesz benne, sejtem, hogy nem órás esztergának vagy modellezni használja, de ez nem derült ki.
Nem mindenkinek van helye, lehetősége, stb, hogy egy több mázsás gépet telepítsen magának. Egy kis 40-80 kg-os gép meg nem elégít ki minden igényt. Kicsi az elforduló sugár, a befogható átmérő, hossz, stb. Régen még egy darab fagerendára is építettek esztergát,és működött. Most meg könnyebben beszerezhetők az alapanyagok.
nyilvan jobban meregi egy gyari gep , de egy jo allapotu Hasznaltat kifogni normalis aron? elegge ritkan sikerul !!
Vehetnek egy kis Uj Gyarit , de valahogy sajnalom ra' azt a 350-500 ezer forintot mikor Latom hogy 450 - 600 wattos motorral vannak felszerelve, meg olyan kis madzag szijjal mint a felesegem Varrogepe !! :)
.. a Tokmanyt meg kell vegyem + ezt-azt , de Motorom van, es az egesz projekt nem haladja meg a 200k forintot !! ugy hogy osszeall egy majdnem ipari Gepem.
Pedig leírta, csak nem figyeltél oda. "Hogy a független 4 pofás...stb." Nekem is van és örülök hogy megvettem, mert azzal szinte mindent meglehet fogni. De azt ráér megvenni amikor már a 3 pofással boldogul.
Szerintem itt senki nem kérdezte hogy kit mikor hogyan csavart fel az eszterga, ha tudtok arra feleljetek amit kérdezett a kérdező! Az egy más téma , munkavédelmi oktatás.
Ez kb. olyan kérdés, mint amikor itt BF20-as maróval megkérdezné valaki, hogy milyen marót vegyen alumíniumhoz, jó-e az SCT 4.000-ért a Fairtooltól vagy - látszólag - ugyanaz a maró 12.000-ért a Fraisától. Mindezt 3.000-es fordulaton kézi előtolásnál. Sajszegál, elkoptatja eltöri mindkettőt és egy csepp különbséget nem fog érezni a pénztárcáján kívül.
Ez túl laza felfogás. Több tiszteletet várna az ember a társaival szemben. Az emberélet mindig többet ér, mint egy 400Ezres kínai vagy egy barkács eszterga. Nagyon sok baleset történik, csak amit a sajtó felkap kis hazánkban, az is durva pl. áramütés miatt ráesett és felcsavarta stb. Az egyik faluban egy flex ölt meg egy embert, mert a nyakába kötött befáslizott kézzel dolgozott, pillanatok alatt megfulladt. Nem véletlenül tanítanak munkavédelmet az iskolákban, persze unalmas száraz anyag, de hasznos. Ha Te állsz ott a gép mellett Te is így jártál?
Elméletileg igaz. Valójában két pofára szűkíted le a négypofás nyomatékátvitelét. A másik kettő csak központosít. (Vagyis visszafelé ők forgatnak és megfordulnak a szerepek.)
Az azért meg kell említeni, hogy a nyomatékátadásban dolgozó két pofa nem felületekkel, hanem élekkel viszi az anyagot. (Ha az egyik él valami miatt jobban belenyomódik az anyagba, már nincs meg a központosság. Ezért írtam az elején, hogy elméletileg igaz.
Hát szerintem egy gépész mérnök nem tesz fel olyan kérdéseket amit a fórumtárs feltett. És az az eszterga ami neki tetszik ha 400 ezer akkor a semmiből megépítve csak drágább lesz ha ugyanazt fogja tudni. - és ezt egy gépészmérnöknek szintén tudni kellene (kivéve a " kőleves" módszert :)
Egy jó lappal hihetetlen, de őrült mennyiségű vasat lehet darabolni. 80x80-as zártszelvényből 3 köteget vágtunk össze és nem csak félbe. Keményebb acélokkal is megbírkózik. Bár épp a héten vágtam volna egy tengelyt azt csak fényesítette.
Gondolom hogy egy gépészmérnök nem áll neki vasfűrésszel, reszelővel esztergát építeni. Ahhoz komoly forgácsoló háttér kell. De meg lehet csinálni. Marógépen mart távtartók, Szánok V csúszkái, komoly szakértelmet kívánnak. Nekem is forgácsoló műhely hátterem volt. Felvetitek hogy a derékszöget, párhuzamosságot hogy lehet beállítani? Egyszerűen mindent mozgathatóra kell csinálni, és csavarokkal, alátétlemezekkel minden beállítható. Tudom soha nem lesz olyan mint a gyári. Én mezőgazdasággal foglalkoztam, ott mindig tört-szakadt valami. A nóniusz nagyon hiányzik, de ma már digitális tolómérővel az is pótolható. Én kis traktorokhoz kis pótkocsikhoz csapágyházakat, tengelyeket,csapokat ezzel esztergáltam, és még ma is ezzel nagyolok, leszúrok, A kicsivel csak az utolsó mm -et, tizedeket készítem a szebb felület miatt. Érdekes módon nem rezeg, nem ugrik a plafonig,pedig csak két u gerenda a váza. Ésszel kell vele bánni.
Én sem akarnék a tervedbe beleszóli,fa esztergát még eltudok képzelni,hogy összelehet barkácsolni,de fém forgácsoláshoz preciz szánszerkezet,ezek meghajtása,az orsók emelkedésének megfelelő nóniusz beosztás,a szegnyereg pontos oldal,és magasság beállitása,az ágy végigmarása,végig köszörülése,végig hántolása,az ellen darabok legyártása,keresztszán,kéziszán. A nortonról már nemis beszélek,bár sokesetben,ha az ember csinál egy tengelyt,valamejik végére biztos,hogy menet is kell. Az egésznek a meghajtása,már a mai világban megoldható.
Csak érzékelésként mondom,ha egy főorsó picit is lóg,leszúráskor remegni fog még a plaponod is,feltéve,ha a szánszerkezeted erre képes lessz !! A gyári öntöttvas gépek,amik mázsákat,tonnákat nyomnak tömegileg,nos ezek is van úgy hogy nyűglódnek !!!!
Csak kérdezem,hogyfogod a főorsót úgy beállitani a szánhoz,hogy a levegőben forgó tengelyvég párhuzamot esztergáljon,akár furatban is !? A keresztszán hogyfog pont vinkiliben csúszni !?
Nemakartam a kedved elvenni,hisz van egy mondás (Hitler mondta) : a munka felszabadit (asszem ezvolt kiirva Ausvitsz boltives kapujára),megha az ember a plafon nézés helyett dolgozik,az idő jobban halad !!!
Tudom....................pénz az nagyúr,ha ez nincs neked,add el az autód,és vegyél pl E2N kisgépet. Én tudok is egy nagyon jó állapotban levőt !!!!
Úgyemlékszek,hogy 680 000ft,körül van az ára. Ez komoj kis gép,és akár munkát is vállalhatnál rá,bedolgozni valami cégnek,kisebb széria melókkal !!!
Mondom..................a gép szinte újszerű,én láttam közelről !!!
A jó szándék vezetett csupán de nem esztergálásról hanem fém eszterga készítésről van szó és már a tokmánynál elakadt . Mondjuk aki eleve "életművésznek" nevezi magát az lehet úgy gondolja mint a mesében ahogy a kőleves készült úgy esztergát is lehet csinálni. - Én mikor tanultam volt oktató mellettünk de lehet mostanság ez már nem divat. Végül is a youtubeon minden ott van csak meg kell nézni :) De felőlem mindenki azt csinál amit akar amíg nem én fizetem és nem nekem fáj :) Ha körül nézel a használt cikk piacokon meg a nyafogáson elég sok eszterga kezdeményt láthatsz mind mind 1-1 "sikertörténet" .
Másra való a 3 és a 4 pofás. 4 pofással kör keresztmetszetűt, azaz rúdanyagot nem tudsz rendesen befogni, ahogy hatszöget sem. Úgyhogy a félgyártmány szerint válassz pofaszámot.
A lengyel, cseh (TOS), magyar tokmányok jók, de még a kínaiaknál sem hiszem, hogy repedés történhetne. Az előbbiek többe kerülnek, ám kapsz hozzájuk pótalkatrészt.
Ne menj ki az utcára, mert elgázolnak a zebrán! Az én gyerekem még nem volt 10 éves amikor nagyon szép poharat, és gyertyatartót esztergált a tanító néninek. És akkor hogy engedsz egy első éves ipari tanulót az esztergához? Vagy ő csak sepregessen?
Én sem akarom a kedved elvenni, mindig jobb érzés, ha az ember maga csinálja, én is igyekszem mindent megoldani, amit tudok, de nem félnék annyira ezektől a "ceruzahegyezőktől", biztos sokkal pontosabbak, mint a házilag épített. Ezt a gépet ipari célra használják, igaz kis darabokhoz, kis szériákhoz. A srác 2 év után szétszedte, erről is van egy videó https://www.youtube.com/watch?v=vi0EvLzvzn4
Szia! Nem tudom mihez szeretnéd használni. Otthoni barkácsolás: apróbb tárgyak, vagy nagyobb darabok. Én 160- as tokmánnyal építettem 1100 W motorral. Azzal már nagyobb darabok is esztergálhatók. Vettem egy kis Erba 300-ast is de az csak modellezni való. A 125-ösbe kb 30 mm átmérőig lehet átdugni. Nekem olyan nincs.
Kezdésnek a 3 pofásat ajánlom, a 4 pofás macerásabb. Azt is vettem az Erbára 100-ast. Én egy kis faeszterga építéssel kezdtem Ami ez utolsó kockákon látható. Ha odafigyel az ember annyira nem veszélyes az. Senki nem tanulta az anyja hasában. https://photos.app.goo.gl/YmrCzF93MPHKNrLs5
>> neztem a Gyari muszeresz esztergakat (is) de nagyon ceruzahegyezonek vannak felszerelve !! .. ami meg mar tetszene az siman 400.000 kornyeken kezdodik !
csinaltam mar sokmindent , a szakmamon dr.) kivul van meg Gepeszmernok Diplomam is, epitettem mar ipari Kompresszort 15 Bar-ost, stb..
szoval hogy velemenyezitek a Tokmany temat !?? .. amit a kepeken kitettem elfogadhato kezdetnek ?? hogy ne usson/repedjen egy erosebb meghuzasnal !???
... Frekvencia Valtoval akarom megcsinalni, 2.2 Kw Motorral, ,, a gyari 500 wattos 'kis Mindene Fem Fogaskerek'' jatekgepeknel sokkal komolyabra..
Távol álljon tőlem, hogy életvezetési tanácsokat adjak, de ha még nem fogtál tokmányt a kezedben (mert a jelek szerint nem igazán), akkor ne kezdj bele házi gépépítésbe. Esztergából már egy egész kicsi darab is nyomorékot csinálhat belőled, egy kicsivel nagyobb pedig meg is ölhet. Vegyél egy kész gépet, árulgatnak Hyundai kis gépeket 150 körül, azzal el lehet mókolni, majd 2-3 év múlva amikor már érzed a csínját-bínját akkor nekiláthatsz. De mondom, ez csak egy vélemény, ha rám hallgatsz, azt csinálsz amit akarsz.
Nagyon kössz a számitási módot,tényleg nem bonyolult. Csak én belekeveredtem,mert azthittem,hogy a lapom hossza is kell a számitáshoz.
Meg én úgygondoltam,ha a szalagkerék hosszát szoroznám ennek fordulatával.................és ekkor jönne ki a 40m/perc vágósebesség. Eszerint ez mindegy ugye !?
Ami jelenleg működik több évtizedes gyártmány,de úgyemlékszem,hogy ez is vikus. 14mm-es a fogosztása,és a 40m/p esetén a zártszelvény alsó,felső sikján (kb 20mm hossz) nehézkesen vág. Gondoltam,hogy hozatok a linkbeni gyártmányból a 10mm-es osztásúból. Csak a kérdés az,hogyfog viselkedni a függőleges 2x2mm-es fal vágásakor? Nem-e kitörik majd a fog!? A baj ott kezdődik,hogy csak egész tekercset adnak.
Meg a jelenlegi lapom anyaga reszelhető,tehát rézzel tudom végteleniteni. Hogy a fenti lap hasonlóe.................nemtudni.
Van mégegy kérdésem : Szerinted a faipari fűrészlapnak mekkora a vágósebessége ? lehet,hogy ezzel is hibáztam,mert a 600-as gépem kb 500-at fordul.
Egy Hazilag epitett Eszterga epitesebe fogok hamarosan, es ebbe kerem szepen a hozzaertok tanacsait !
Eloszor is a Tokmany -ra kerdeznek ra' ; egy 125-os peldanyba mekkora a maximalis 'bedughato' meret ? ..jol gondolom hogy egy 125-os elegendo lessz kezdeshez . ??
talaltam a Neten ilyen KRAFTDELE // Lengyel ?? gyartmanyt , ez milyen minoseg ? ?
... az alabbi kepen lathatot nyugodtan megvehetem, nem hitvany ? ?
Én még láttam gyermek koromban a falu kovácsát fogat húzni! A "páciens" / egy helybeli csavargó/ húzás előtt kb. 20 perc-el kapott 1dl. pálinkát majd leültették az üllőre a két segéd lefogta, a MESTER egy kisebb fajta kovács tűzifogóval egy mozdulattal kihúzta a fájó fogat.
Utána töltött még egy felest majd egy széles mozdulattal hátba vágta és ennyit mondott " na takarodj!".
Bocs az OFF-ért csak azért írtam, hogy az eszköz az másodlagos, az elvégzett munka fontos.
Igen,ez valóban nekem is szemetszúrt,az utángyártottnak majdnem hegyesek a fogai,és a fogmélység mélyebb.
Én kb 0.2mm-ert számolok,vagyis ennyivel nagyobb az osztás,de mivel ez norton meghajtásának a harmadik kereke,ez állitható tengelytáva miatt minimális foghézaggal elnyelődött,vagyis a nemgyors fordulata lehetővétette a két kerék legördülését.
Ha beírod a Google keresőbe az Alte Zahnschlüssel szavakat, akkor találsz hiánytalanokat. (Az előbbi hozzászólásomban lévő fényképen most még hiányos állapotút látsz. Azért nem ismered fel.)
Ilyen kulcsokkal csavarták ki a doktorok meg a borbélyok a beteg fogakat.
Remélem egyikőtök sem találkozott ilyen szerszámmal. (Most két alkatrész hiányzik belőle, mindkét alkatrészt forgácsolással kéne pótolni. Vagyis az lenne az igazi.)
Köszönöm! Tehát most már rendben van a géped. Ez a fontos, igaz a megoldásban nekem nem volt részem, úgy értettem, hogy saját erőből oldottad meg. További pihentető forgácsolást neked is, mert nekem az. Szerencsére kaptam holnapra feladatot. Egy bonyolult kis alkatrészt kell pótolnom egy régi fogkulcshoz. Üdv!
Szevatok,üdv az utánad iróknak is. Neked külön köszönet,amiért részletesen,hosszan válaszoltál. Itt megjegyzem,hogy itt a hegesztők topikjában is irogattam,kérdezősködtem,mert az újhullámos awi gépek,főképp az alu hegesztés picit kikezdett,de nemis ez a lényeg,hanem irtam a sódert (szerintük)hosszú gondolataimmal,némejik (úgyéreztem,hogy fiam lehetne) úr szivacsnak,kigyógyult strókbetegnek,meg egy harmadik külföldinek vélt !!! Szóval a lényeg,hogy szavakból,és mondatokból értünk.
Az utánad iró "bigyusz3" dilemmájába estem,és főképp ezért kérdeztem ezt itt meg,mert menetvágás sebességváltója"norton" nagyon nem mindegy,hogy mijen előtétkerekekkel van meghajtva. Az esetemben levő két kerék kerületi hossza,és külömbségük kb 20mm. Na ezt nemtudtam,hovatenni,mert nekem is az ékszijtárcsa átmérő külömbözetéből adódó módositás járt a fejemben.
Mivel ezt a gépet ijen hibával vettem (kb 30éve) ,vagyis a mm menetnél az 1.25,-1.75 emelkedést,még a witvortnál a 16menet/1"-tól sűrűbbeket nemtudtam állitani. Igy rászántam magam,és kivettem a nortont,és az egy fokozatát ami nemvolt,végülis megtaláltam. Sikerült a korábbi menet táblázatát áttirnom,úgyhogy most úgyműködik,mint eredetileg. Van 33 féle emelkedés,és ezt cserekerék áttrakás nélkül produkálja.
A gép tipusa: EU215.
Alapjában véve én lakatos vagyok,csak a forgácsolás is érdekelt,igy igaz betűből nemtanultam,hanem gyakorlatból,vagyis= munkahely.
Vidámságot kivánok,és köszönöm a meggyőző válaszodat,válaszotokat. Üdv Attila
Gondolj bele, hogy ha az egyik körülfordul egyet akkor mivel a fogszámok megegyeznek és össze is vannak akadva ezért a másik is egyet fordul, függetlenül attól hogy az átmérőt mennyivel rontották el. Szóval a helyes válasz a NEM.
Az elég primitív, lassan forgó szerkezetek esetében a tengelytáv növelése érdekében, lehet átmérőt növelni a fogszám meghagyása mellett,de akkor a fogaskerék modulja kis mértékben változni fog,ami a tökéletes legördülést akadályozza. Az áttétel viszony nem változik,mert a fogak száma megmaradt. Ilyen barbár megoldást kellett elkövetnem egy önjáró fűnyírón ,a különböző kopások miatt kellett a nagyobb átmérőjű fogaskerék.
Áttételben nincs különbség, mivel ahogyan CNC írta a fogak száma érdekes. Viszont - mivel - nem tudjuk, hogy az átmérő különbség miből ered, az utángyártott kerék használata különbözőképpen de problémás lehet.
Az elemi fogazás a legegyszerűbb - nem szeretném a történetet a cserépkályhánál kezdeni, ezért erről többet most nem írnék. Nagyon egyszerű képletekkel lehet dolgozni.
Mivel az evolvens profilú fogak többnyire gördülnek egymáson, azért van közöttük csúszás is. Így a kisebb (vagyis kevesebb fogú kerék) hamarabb kopik el. Ezt megelőzendő kitalálták a kompenzált fogazást. Sokkal többet most erről sem fogok írni, mert nem férne el a topikban. Csak annyit, hogy a tengelytáv nek kerek számú értékekkel megváltozik, ami sorozatgyártásoknál nem jó.
Ennek kiküszöbölésére találták ki az általános fogazást. (Ezt a legnehezebb számolni, de aki ezzel foglalkozik, annak a kisujjában van.) Az általános fogazással megválasztható egy kerek értékű tengelytáv és a kopással szembeni kompenzáció is megmarad.
Nem szokás a három-féle fogazású kerekeket egymással dolgoztatni, mert (elsősorban) tengelytáv probléma lesz, de ettől súlyosabb hibák is lehetnek. Illetve lennének.
A fentieken túl van még egy jelenség, amit úgy lehet nevezni, hogy kókler munka. Tehát vagy rosszul számítják ki, vagy rosszul állítják be a fogazógépet és nem a szabályos fogak képződnek. Ebben a topikban láttam pár hónapja, hogy egy eladó föltett eladásra több cserekereket. A fényképről is azonnal látható volt, hogy valóban van közöttük gyári (és így nyilván jó éspontos) valamint van közöttük olyan utángyártott, ami már nem nevezhető fogaskeréknek, csak éppen vannak valamilyen fogai. Nem eresztették bele a szerszámot megfelelő mélységben az anyagba. Láthatóan tömzsi alakúak voltak a fogak.
Hosszú voltam bocs! Nem tudtam rövidebben összefoglalni. Illetve tudom: az utángyártottat dobd el, vagy csinálj belőle valami mást.
A fogak száma a döntő. Az átmérő ha különbözik az más bajt okoz, vagy túl laza vagy összerakhatatlanul szoros lesz az illesztés, esetleg (pontosabban mindenképp) gyorsabban kopnak a kerekek. Ez attól függ, hogy hol "lopódott el " az átmérő, a fogak tetejéről, tövéről, közepéről.
Járok errefelé azért rendszeresen,de csak olvasgatni!Tavaly igazából szinte semmit nem csináltam a műhely körül,ami nem a ház felújítással kapcsolatos.
Amit a képen látsz kis faesztergát, 2 napi pakolás ( költözés) segítségért egy ismerősnek adtam. Én a korábban beígért összegért odaadnám. Ha neked úgy sincs rá szükséged.
nem értek az esztergákhoz, csak annyit, hogy láttam már esztergát, és esztergálást, abban kérném a tanácsotokat, hogy így ahogy látszik a képeken mennyi a reális ára? Külön köszönet toolontool fórumtársnak a beárazásért.
El kell ismerni hogy az ágy az vagány. A többi egy viszonylag jól sikerült barkács. Vasat esztergálni még agy lassítás sem ártana, mert azzal az ékszíjjal inkább fára vagy műanyagra való. Még azt sem tudjuk hogy mekkora lehet a befogható anyag hossza. 300 -350? Valamint a szegnyereg felfogatása is kétséges, esetleg a furatokon feldugott csavarral lehetséges vagy kétoldalt leszorítani? Nekem az a csapágy ház is bizonytalan.
A kérdésed nagyon jó és talán indokolt is. Nekem is feltűnt.
Azonban - mivel az ágy és a bakok egy anyagból készültnek látszanak, nehezen tudtam volna elképzelni, hogy a csapágyházak hogyan lehettek volna ott eredetileg. Más választ nem találván elfogadtam ezt a megoldást eredetinek. De továbbra is bizonytalan vagyok. Azt tudom, a gép születésének korában a hegesztés már nem volt ritka technológiai megoldás. Mindenesetre az ágy elég szép.
Jó. Látom, hogy kezdő fórumozó vagy, ezért megérdemelsz egy kis segítséget. Ha a nicknevére klikkelsz, feljön egy adatlap, ahol megjelenik egy link "küld" szóval. Erre klikkeljél és már küldheted is az email-edet neki.
Remélem sikerül, vegyétek föl a kapcsolatot. Egyébként - kérdés - van-e neked esztergályos múltad? Ha van, ha nincs, kapcsolódj be ide ebbe a társaságba, sokat lehet itt tanulni.
Köszi a korrekt őszinteséget! Én akár le is tudnék menni érte, de motorral együtt 40 ezernél többet nem szeretnék érte adni. (Nem mondom, hogy szegnyereg nélkül nehéz lesz eladni, mert rontanám a piaci esélyeidet, de sajnos a szegnyereg hiánya elég nagy gond.)
Én tehát lemondok róla, és köszi, hogy tudtunk normálisan társalogni, de ez köztünk (régi iskolatársak) egyébként is természetes.
Szállításban sajnos nem tudok segíteni, személyes átvételt preferálnám, és az 50 alá nem mennék árban, akkor inkább megtartanám. Akkor még őrzöm további 20 évet, és akkor újra megpróbálom eladni.
Milyen kicsi a világ! Most itt hárman is összejöttünk.
Occseb! Tiéd az elsőbbség. Ha látsz fantáziát a kis gépben, jelezd, és egyezzél meg kunbercivel. Tudom, hogy a szegnyereg hiánya elég nagy gond, ez engem annyira nem zavarna, mert én nem használnám, én a régi szép gépeket szeretem.
Viszont ha most lemondasz róla - amit meg lehet érteni - hiszen neked nehezebb lenne szegnyerget találni hozzá, - én talán tennék rá ajánlatot. Azután én a gépecskét rendbetenném rozsdamentesre és őrizgetném. Ha találnék hozzá szegnyerget (nem nagyon esélyes) ugrana az értéke.
Az alkutokat annyival segíteném, hogy én kérném a gép Budapestre szállítását - mondjuk Budaörsig. Nem kérném az asztalt, viszont a motort is csak úgy kérném, hogy az általam írt árban.
Addig nem szólok bele, amíg ti ketten mindent le nem rendeztek.
Egyben szeretném eladni. Itt a topikban felbecsülték az árát. Mindenestül is elég nehéz, sacc 50-60kg. Vasanyagban is jó lehet. 55000Ft, és 5000-et lehet alkudni.
Egyébként kösz az adatokat, amiket szintén olvastam. Nincs esetleg a gép ágyán valami gyártói jelzés?
Székesfehérvár egy jó nagy területű város. Kelettől nyugatig is sok kilométer. Melyik részen vagy? Csak nagyjából ismerem a várost. Mozik, táncpalota, vidámpark, pályaudvar, de ennél azért több.
Székesfehérvár egyik kedvenc városom, ott voltam középiskolás. Ott használtam először EMU-200-as esztergát a középiskolában. Akkor még a forgácsoló műhelyben ott voltak az iskola nyitása óta (kb. 1918) a régi kecskelábúak, de már nem használatban. Amikor sok évvel később meglátogattam a műhelyt, a kecskelábúak már nem voltak ott. Sőt az EMU-k sem.
Amíg fel nem fedezik az érdeklődők, kérdezek tőled néhányat. A te egyik képedet felhasználva beteszek ide egy képet, amin piros, zöld, és kék vonallal megjelöltem egy-egy tekerőt. Mit tapasztalsz, ha valamelyik tekerőt használod? Szakkifejezéseket nem kell használnunk, mert írtad, hogy nem értesz hozzá.
Másik kérdés: a tokmány átmérőjét mennyinek méred? (Elég csak mérőszalaggal mérni.)
Igen, fedett helyen volt tárolva, de kint a fészerben állt. Amikor megvettem, még nem volt rozsdás, akkor még fémszínű volt. Van még hozzá egy csomó eszterga kés is.
Sürgősnek nem sürgős, már régóta nálam van, de gondoltam egyet és eladnám, ha tudja valaki valamire még használni. Akit érdekel, az email-en keressen meg.
Tedd be mégegyszer (vagy akár többször is) a gépről való képeket, mert a topik továbbgördül és már nem lesz könnyen észrevehető. Annak drukkolok, hogy a gép itt találjon vevőre.
A motort én 10 ezerbe számoltam, mivel ilyen áron szoktak árulni a piacokon. Ha kevésnek tartod én megértem, de hallgass meg másokat is. Itt a topikban többen is keresnek kis műszerészesztergát. Gondolom fognak jelentkezni.
Köszi a segítséget, de éppen, hogy eladni szeretném a gépet, hosszú ideje áll nálam, ami az állapotán is látszik már. Régóta megvan, de sohasem esztergáltam vele. A motor az biztos, hogy jó, az ki lett próbálva. Nem tudom, hogy mi az a szegnyereg, de azt írtam, hogy nem értek hozzá, a villamos részen kívül.
Szép kis gép, de a szegnyereg hiánya sokat ront. Szegnyerget pótolni, csak házilagos készítéssel lehet.
Így, hogy motor is van, max 40 ezret adnék érte, ha kellene. Ne ijedj meg a vételtől, mert a topik társaságától sok segítséget kaphatsz ahhoz, hogy legyen egy szép régi és használható gépecskéd.
Egy kis eszterga beárazásában szeretném kérni a segítségeteket. Mivel nem vagyok jártas az esztergálásban, ezért nem tudom megbecsülni a szerkezet árát. Előre is köszönöm a segítséget, aki érdemben tud segíteni, hogy mennyiért tudnám eladni ezt a kis esztergát?
Van egy kis MN80-am ami eladósorba került és ezek biztosan nincsenek meg hozzá, lehet, hogy jobban felszerelt lenne így a kis gép. De nem idegeskedek rajta, csak olyan komikusra sikeredett az egész így, hogyha szakmai tudás kell, rögtön az Index fórum kerül elő, a fész pedig olyan amilyen. Feltéve ha a béka segge is érdeklődik... és ez nem a kollégának szól hanem a helynek.
gondolom azért, mert ideírta, hogy lehet hogy eladó lesz, erre cncguru azt gondolta, hogy ha eladó lesz, akkor ő lehet megvenné. aztán kiderült, hogy miközben ő várja hogy eladó legyen tényleg, már rég eladó, és lehet el is vitték előle. de reméljük, hogy még nem.
Ma estére végeztem a norton csavargatásával,vagyis összes 33 féle emelkedést jegyeztem le. Van minden bizonnyal több is,de a java megvan. Métermenetet 1-4.5 ig , a Witvotot 9- 32 menet /1" ig sikerült kiforgatni. És mindezt táblázat nélkül.
A cserekereket a géppel együtt kaptam,csak valószinű,hogy a Józska azért is nemhasználta,mert a furata 2mm-el nagyobb volt,és azthitte,hogy nem ez való a gépjéhez. Ja..............ezt a gépet bontva vette meg,drabjaira bontott állapotban,ő újjitotta,hántolta,és kompletten ő rakta össze.
Holnap,úgyis megyek be a városba,és az autószerelőtől rákérdezek,hogy van e menettáblázata. Mostmár mindegy,csak a magam megnyugtatása miatt.
Találsz a gépemről egy avétos fotót 29843-as beirásomban. Ez csak illusztráció,az enyém ettől jóval szebb darab.
Józska jóember volt,egy cégnél voltam inas,ő tanitott többek közt(1973-1976) a szakma rejtelmeire.
A nortont illetően,ott tévedhetett,hogy a kulisszahenger azonos időben két külön mozgású léptetővillát mozgat,és valószinű,hogy a leglassab kijövő fordulat kapcsolása igy kerülte el a figyelmét. Ő a maga módján ettől függetlenül csinált hozzá cserekereket. Működött is,hisz csak én dolgozok vele közel 30 éve. Csak az 1.25-1-75-2.25-2.75 emelkedések hiányoztak,meg a 16menet/1"-tól fölfele. Ezek mondjuk ritka előfordulású menetek,és épp ezért hanyagoltam a nortonba való betekintésemet. Ijen tájt sajnos nincs munka,igy kihasználtam a nyugis időszakom. Még a lakatszekrénybe fogok belenézni,ott is van némi javitani való.
Én nagyon élveztem a stílusodat, a hibakeresési módszeredet.
A gépkönyv hiánya miatt csak tapogatózni lehetet.
A kapott cserekerék még ha kölcsönben is van nagy segítség. De ha már ott voltál, akkor a táblázatokat is lefényképezhetted volna magadnak.
Nem beszélve arról, hogy a gépedről is csak Norton képet raktál fel. Ami igazán jól sikerült. Magáról az esztergáról is ilyen jót tudnál csinálni. Remélem ha megtalálod a colos emelkedéseket is, pótolod a hiányt.
Jóska a maga szintjén megoldott egy problémát. Egy cserekerékkel előtolást és több menetvágási lehetőséget is biztosított neked.
Sokatkínlódtam a Sieg 2XL mini marógépemen a kooedináta fúrásoknál.Számold hányat fordult az orsó +hányszor kétszázad.Megajándékoztam magam-a kis marógépet-az igaging.com oldalról három DRO-val-"Olcsó" tipusokat választottam15,200,300 mm-eseket.EZ-View DRO+ALU .Azűk a hely a 20 mm széles síneknek és az olvasófejnek.Így fértek el.Az Y iránynál hátul megrövídítettem a védőgumit,még épp elég hely maradt.Nem minden eladó szállít Magyarországra,az Amazonon szűk két hét alatt megjött.Íg néz ki:
Az utóbbi beirásom valóban csak mese,vagy gyakorlati fégkifejlet,vagy tapasztalat.
Csupán arra lettem volna kiváncsi a norton kihajtását illetően,ha ennek kifele irányban gyorsitó az áttétele,ez mijen értéket határoz meg a beállitási táblázatban. Azért mertem ijet kérdezni,mert szerintem a nortonok efajta funkciója nem tipusfüggő. Arra gondoltam,hogy esetleg van itt valaki,aki forgácsoló gépek javitásában jártas,és kapásból tud válaszolni.
Nincs semmi gond,mert a kijelzőkerekem római számozása igaz forditott,de ezt az előző tulaj mókulta,vagyis esetmeben a menettáblázatot újra irom,és mindegy,hogy a négyes számot , vagy egyes számot irok a táblázatban.
Az előtolást meg beállitani.................az ember ugyis szemmel látja,hogy a meghajtó orsó mijen gyosann forog. Nomeg az állitókerék fölé filccel kiirtam,hogy a négyes római szám valójában egyest jelent.
Nem értem, miért gondolod, hogy én tudnék neked válaszolni ezügyben, semmi közöm az EU esztergához, életemben se láttam még olyat :))))
Illetve, hát leginkább úgy tűnt nekem, hogy nem kérdezel, inkább elmeséled, mi is van a gépeddel!
Ezt nagy köszönettel vesszük, a fotókat szintén, hiszen bármikor meg tudja majd nézni más is, hogy mit tapasztaltál, hogyan néz ki a gép belülről, és ez sokat segíthet másokon.
Nem nyirtad ki,csak vártam,hátha tudsz a kétnappal korábbi kérdésemre válaszolni.
Lehet,hogy én tettem fel hibásan,vagy körülményesen a kérdésem.
Tegnap estére forgott a norton a helyén.
Ahogy tegnapelőtt kérdeztem,úgy állt be a váltórész,ha a rugózott gólyó mind a négy fogaskerék kapcsolattal a kulisszahüvej furataiba kattant. Igy megvan a hiányzó leglassab fokozat is.
Ahogy irtam a kimenő tengelycsonk(ez hajtja a menetorsót) 4-et fordul,még a vátószakasz bemeneti kereke egyet. Ebben az állásban a kijelző egyes jelet mutat. Én úgyvéltem,hogy a rendszer működése ebben az esetben , egyes fokozatban lessz a leglassúbb. Tévedtem,ez az állás a 4 fokozatnak felel meg,vagyis a leg gyorsabb állás.
Mivel a cserekerék sor legnagyobb kereke sem passzolt,igy nincs gond a táblázatot illetőenn,mert ezt áttkell irnom.
Gondolom,hogy Józska azért csinált másik norton bemeneti nagykereket,mert a váltóból hiányzott az egyes fokozat.
Van a közeli városomban egy ijen gép,ami még érintetlen,vagyis kontárok még nemnyúlkáltak bele. Nos innét tudtam meg,hogy a cserekerekem nem a gyári méret. Mivel ezt akkor megkaptam,igy kapásból ezt raktam be.
Tegnap estére a métermeneteit 1-5-ig mindet megtaláltam.
Most jön a witvort,vagy az angol hüvelyk táblázat újrairása,vagy ennek emelkedéseinek a kikeresése,kimérése.
Csuhás, kérlek rakd fel a tárhelyre, és utána leveszem a dropboxról.
Tanulmányoznivaló, összesen volt vagy 14-15 féle üveglemez, 1957-ben 12 féle a szögmérővel együtt, de ekkor már elvileg nem volt újonnan kapható a BSV-BSF (F jelű), és az UNC-UNF (G jelű), viszont később két új tipus biztosan bejött, csak azokról nincs katalógusom,így nem tudom, mi lehetett bennük, talán új ábrával mégiscsak visszahozták a két colos menetszabványt?
A két legfontosabb egyébként a W2, és a szögmérő tipus, és ezek a leggyakoribbak is.
Meg kell kérni az eladót, hogy vagy mondja meg mit lát benne, vagy fotózzon egyet szemből is.
Azt azért el kell mondani, hogy ilyen tárcsás okulárokból szokott lenni eladó külön is.
Elég sokáig volt egy fickónak hat különböző tipus fadobozos verzióban, csak az okulárja, volt ott minden, és igazából egy ideális világban lenne a mikroszkóptesthez mindenféle okulárod, hogy ha éppen az kell, csak azt kapnád elő.
Kicsit magas az ára, de hátha nem kel el,és lejjebb viszi az eladó a második fordulóban.
Az a levett tárcsa (okulár) tartalmazza a mérőüveget, amit forgatni lehet benn.
Külön bekémlelő ablak nincs, ez tehát nem a szögmérőokulár, hanem valamelyik alakos fajta, menetmérő, vagy furatmérő, ívmérő lehet.
Sajnos az ealdó csak az okulár felső lapjáról nem közölt fotót, oda volna felírva egy batűjel, ami kódolja, hogy melyik okulártipusról van szó, így ezért nem tudom megmondani.
Ez olyan fajta volt,hogy illesztett nyaka van a megfogáshoz, a tartót a műhelyben mindenkinek magának kellett megoldania, ha nem vette meg a 25 kilós állványt hozzá.
Viszont ezt fel lehet tenni esztergára, maróra, stb.
Köszönöm mindenkinek a választ. Én is elvégeztem a hazi feladatom és egy picit utána olvastam a hántolásnak némi youtube videóval megspékelve. Számomra is kiderült, hogy nem hátrány a puha hántolt ágy, csak más és igen, akár otthoni modszerekkel is megoldható a felújítás nagy rákészüléssel (gyakorlás) és k.sok munkával. De ez is lehet egy hobbista cél :) belefér
Azt hiszem mindkét gépből készült az idők során edzett ágyas kivitel is. Gondolom ilyenkor maga az öntvény is más összetételű, amit egy spéci gépen induktívan vagy lánggal felhevítenek majd rögtön a hevítő után mozgó vízfúvókákkal lehűtenek. Ez nem házilagos technológia. Ráadásul ezután gondolom az egész öntvényt újra feszültségmentesíteni kell. Viszont a puha ágyas kivitel nem feltétlenül rosszabb. Ezek a gépek simán elmennek egy kis odafigyeléssel termelésben felújítás nélkül 15..20 évet. Magyarán az edzetlen kivitelt használhatja egy hobby esztergályos egy életen át, nem fog szétkopni. Illetve az edzetlen ágy házilag kéziszerszámokkal sok munkával felújítható, míg az edzettel el kell menni köszörültetni. Sőt az edzetlen kivitelű gép már lehet hogy átesett egy felújításon, így pontosabb lehet mint egy hasonló korú edzett ágyas.
A későbbi gyártású gépeken,itt is keményített ágyat használtak. Szerintem nem is ez a léneg egy barkács felhasználó számára,a gép legyen jó állapotban,előfordulhat olyan eset is amikor a gép keményített ágyas,az ágy még elfogadható,de a többi rész szétkopott,és van még ugyan elég ritkán, puhaágyas megkímélt gép is,ami teljesen rendben van. Az utólagos ágy keményítésre is van lehetőség,de ezt egy teljes körű gépfelújításkor érdemes bevállalni.
Köszönöm. Ha jól tudom, akkor mindkét gép puha ágyas, nem? Legalabbis a gépkönyvekben az van, hogy hántolt, az meg a puha ágyra utal, ha jól értettem meg.
Hogy tetézzem a bajt, egy új kérdés: van olyan, hogy egy puha ágyból utólag (magánszorgalomból) edzett legyen? Bocsánat, de ebbe a fémipar dologba most kostolok bele és hát hosszú még az út.
Ma kivettem a nortont,és megtaláltam az első fokozatot is,legalábbis remélem. Vagyis az eddigi 3 helyett most négy van
A fotóm jobb aljánál látsz egy piros 1 számot egy kerékenn. Balra fent egy 2-es számot,ez a kimenő tengely,ami hajtja a menetes órsót. Az 1 szám irányából jön a váltórész bemenete,vagyis a norton cserekerekek felőli bemenete. Nemtudom eldönteni,hogy pl a római 4 es sorhoz tartózó fordulatkülömbség gyorsitó,vagy lassitó. Vagyis a baloldali számsor a 2-es,kimenő négyet fordul,még a meghajtó 1-es keréktengelye egyet. Ha ez működni kezd,akkor a négyes,vagy egyes fokozatot fog ez jelenteni ? A gép számkijelző kis tárcsája házilagos gyártmány,és attól tartok,hogy a Józska ezt forditva számozta be.
Megirtam mind a négy fordulat külömbséget,krétával. Felül kék (1) filc,jobb oldali számsor a meghajtókeréké,a baloldali 2-es száozású oszlop a kimenő tengely fordulatszámai. Szerinted a római számokat helyesn irtam e ?
Az utángyártokk számot kijelző kerék elrakása volt a hiba. Ez egy negyed ivben mart kisfogaskerék. Ez itt most nemlátszik.
Ha mindkét gép rendben van akkor nagyjából egyformák, kinek mi tetszik. Egyéb szempontok segíthetnek a döntésben, kivehető ágy, edzett ágy, magasított kivitel, új típusú lakatszekrény, tartozékok mennyisége stb.
Ha dönthetnétek E2N és EMU-250 között (most tekintsünk el attól, hogy az E2N 500 és 750 mm-es csúcstávú is lehet), akkor melyiket választanűtok és miért?
Ez egy magyar gép,asszem az E400 elődje. A fotón levő gép EU215.A kép csak ilusztráció,a nettről bugáztam.
A nortonom 4 állásos kapcslásából hiányzik az 1-es fokozat. Ennek hiánya a mm menetek közül az 1-25,és az 1.75-ős emelkedést nemtudja. A witvort meneteknél a 14"-ig jó,a 16"-emelkedésállitás ugyancsak az 1-es fokozatot kéri,igy ettől sűrűbb menetek nem állithatóak.Tehát a csrekerekes összeállitás jó kell hogy legyen. De ez a tipus sem,és az E400-as esetében sem kellett cserélgetni az átthajtó kerekeket witvort vágáshoz.
Ezt a gépet igy vettem,hogy az előző tulaj összerakási hibája e ez,nemtudom. Azért próbáltam meg itt,hátha tud valaki jótanáccsal szolgálni. De úgyérzem,hogy a nortont kikell vennem,hogy lássam a kerekek kacsolódását,de az is lehet,hogy ezek léptetőrendszere van hibásan elrakva. Lehet,hogy fogasléc tol,ésha itt egy fog eltérés van,máris hibalehetőség lehet. Sokévig nemfoglalkoztam ezzel,mert ritka az 1.25-ös menet,ráadásul létezik ijenbe metsző,és menetfúró is. A witvort már nagyobb gond,mert egy 19,vagy 20 menet egy colon levő menetfúrót meghozatni egy vágáshoz,túl gazdaságtalan.
Irtam a moderátornak,ő is az adatlapjában látható,és élő emailt javasolta,de sajnos nemlátható.
Sajnos a táblázat szerinti első fokozat hiánya a hunyó,mert a többi menetemelkedés működik,ahol nincs az egyes fokozat igény. Úgyhogy vagy kerékhiba van,vagy ennek kapcsolati hiánya.
Kb 25éve igy használom,lehet nem bontom szétt.
Bugáztam itt a netten gépkönyv után.................á még gépet is csak egy avét romhalmazt láttam.Ha sikerül idemásolom,hátha valaki itt összefutott ijen gép nortonjával .
Munkatársamnak van onnan fúrója (BNV) ott vette és lelkére kötötték, hogy hasonló keménységű anyagot tegyen alátétnek mint amit fúr mert kipattan a fúró éle mikor átér.
Szeva. Na én is erre számitottam,úgyhogy marad a sokéve halogatott bontási funkció,vagyis kifogom venni a nortont. Az is lehet,hogy a léptető villa mehanizmusa szorul valahol,és ez gátolja meg az egyes fokozat elérését. Sajnos a Józska (volt munkatársam) meghat,ő újjitotta ezt a gépet,ő rakta össze,ő hántolta a szánjait,jó munkát végzett,lehet,hogy a nortont is lehet kapcsolni,de én még nemtudom,hogy hogyan.
Egyébként a witvort menetemelkedéseket is megtaláltam,csak nem a táblázat szerinti állitásokkal. És ezek az emelkedések is hibásak,mert 1-3 század/ford eltéréssel vágja a menetet. Vagyis rövid mentenél picit alávágva,működik,de pl 10menet hosszon,már 2-3 tized emelkedési hiba adódik. És itt a baj.
Szia! Nekem működött. Egy ágvágó pengéjét kellett átfúrni, a kobaltos HSS fúró csak nyiszogott. Vettem egy kőzetfúrót (nem SDS szárral, de az most nem is érdekes), némi köszörülés után szép forgácsot sikerült leválasztani. Abból főzünk, amink van.
Az email címe nem publikus, az oldal pedig szerződésben vállalta, hogy harmadik félnek nem adja ki senki személyes adatait (természetesen, ezt el is várjuk tőle), így tőlük nem kaphatod meg.
Vajon hogylehetne ezt az Ákost elérnem ? Esetleg a moderátor tudna e segiteni ?
Nem a váltóm eladása a fő ok,főképp azért mert Ákosnak nemhinném,hogy kellene. Tudnék neki segiteni,egyetlen fotómmal,bár szerintem ő maga is rájöhetett a kérdésére. Van viszont nekem is némi gondom,ez nem más mint a cserekerék fogszámozások. Kiváncsi lennék,hogy az ő gépje mijen fogszámokkal működik,mármint a menetvágást illetően ? Ez a géptipus úgyemlékszem,hogy az E400 elődje. Az e400-nál nemkellett cserélgetni a kerekeit,ha witvor menetet akartam vágni. Úgyvélném,hogy az EU-nál sem kell,mégis van gondom. PL .: a római 1-4 fokozat állitásnál az egyes állitás nálam nincs. Ha a római egyre állitom,ez ugyanaz,mintha a négyesre állitanám. Ezmiatt igaz................a mm menetnél csak az 1.25-ös emelkedés a hibás,de witvort esetében csak 14"/ford. - ig tudom a táblázata szerint állitani. Ettől sűrűbb emelkedéseket nem. pl.:16-19-24menet /col. Ezek nemállithatóak.
Szóval,valamijen formában ezt az Ákost elkéne érnem ezmiatt.
Itt hogy tudnék,ezügyben kutakodni ? Mármint az Index vezetősége felé?
Kössz a filmbeli tanácsodat...............lám a jópap is holtáig tanul. Ez csak egy mondás volt. Egyébként az orosz nemköszörülte meg a falfúrót,mégis vágott rendesen !! Lehet,hogy ez igy helyes,mert a fémfúró formátum éle áttéréskor esetemben többesetben kitöredezett. Lám..................a jópap,vagy lakatos is a holtáig tanul.Kössz! Egyébként nembirtam most aludni,és ezmiatt keltem fel,hogy megirjam a gyalukéses barátunknak,hogy a BNV vásárban láttam,hogy vidámann fúrták a reszelőt is !! Egyébként itt megjegyzem,hogy valószinű,hogy az ijen keménylapkás fúrást lehet pörgetni legalább ezres fordulattal,mert kicsi a kerületi sebesség(vidia birja a meleget) a szokványos 350-500körüli fordulathoz képest !!!







 Ez az öreg masinám,nagyon szeretem,nemrég a nortonjába bújtam bele.
Ez az öreg masinám,nagyon szeretem,nemrég a nortonjába bújtam bele.









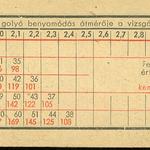





















 vannak?
vannak?






 minoseg ? ?
minoseg ? ? 

 ny?
ny?
















 Ijen a gépem,csak jobb ,szebb a külleme.
Ijen a gépem,csak jobb ,szebb a külleme.