Ha már cserekerék a téma, megmutatom a most elkészült cserekerék helyett használható csendes hajtásom E2N géphez. Felhasznált anyagok 3 db 24 fogú, egy 60, és egy 48 fogú bordás kerék és három szíj 370, 400, és 425 mm Ezekkel tudja az összes metrikus menetet, ha pedig valami egzotikus kell akkor mehet vissza a cserekerék. Az egész kb 15eFt volt.
Remek, akkor direktbe használhatod a korábban küldött kalkulátort, a te "leadscrew"-TPI, a fogasokat fel kell sorolni "my gears", aztán pedig szépen beirogatni a "target" mezőbe, hogy mekkora emelkedést szeretnél. minden megoldást közöl, ami közelében van a pontos értéknek, volt olyan, hogy 100-t is kiadott. Ez ezért is hasznosabb, mint az ideálisan számolt táblázat, mert nincs mindig pontos megoldás, de ha nem egy hosszú orsót, hanem csak 5-10 menetet esztergálsz egy csavarnak vagy abnyának, akkor 0.1% hiba nem lesz gond.
Annyira nem sok, de azért sok. A maga konkrétságában, ha 22 különbözö cserekerék van, akkor 22*21*21*19/4=43890 variáció van (azért per 4 mert az elsőt a harmadikkal ill. másodikat a negyedikkel megcserélve ugyanazt az áttételt kapjuk)
Ha a vezérorsón levő kerék nem cserélhető, akkor csak 22*21*20/2=4620 kombináció van, de még ehhez is jó nagy tábla kell, vagy igen apró betűk.
Igen, egy kis kombinatorikával ki is lehet számolni az elvi határt. De azért nem olyan sok, mint amit az egyszeri perzsa sakkmester kialkudott a sejktől...
Találtam egy jó kis progit, amivel ki lehet számoltatni, hogy adott fogaskerék szett mellett adott menetemelkedést/előtolást milyen fogaskerék kiosztással lehet közelíteni vagy pontosan megkapni. Ez jobb, mint a nyers adathalmaz, amit én tudnék generálni.
> Teszek egy képet az oldaláról itt jobban látszanak a cserekerekek így volt mikor vettem.
> Gondolom a 70 esre gondolsz? De azt is áttéttel hajtja a főorsó belűről az irány váltónál ott is 3 kerék van és nem egyformák vagy az nem számít?
> csináltam egy jobb képet.
Igen, számít az irányváltóban a főorsón lévő és a kihajtó fogaskerekeinek fogs-szám aránya, mert ezen nem tudsz változtatni, ez mindig ott van az osztási láncban. Ahogy előző posztomban leírtam, kérlek számold meg. Ha tolómérővel megméred az átmérőket és egyformák, akkor nem kell számolgatni, mert az arány 1:1. Ha nem azok, akkor viszont szükséges.
Nem jól kérdeztem: A főorsóról a hajtást a hátsó csapágy előtt közvetlenül elhelyezkedő fogas adja át a fogaskerék láncnak, amely a vezérorsót hajtja. Ennek első elemei ott vannak közvetlenül alatta, ezek az irányváltó fogaskerekek. Az irányváltó alsó fogaskereke egy olyan tengelyen van, amely hátrafelé ( a fotó előterébe) kilép az orsóházból és ettől kezdve lehet variálni a cserekerekeket. Ami kérdés még, hogy az irányváltó áttétele 1:1 vagy valami más. Ehhez össze kéne hasonlítani a főorsóra húzott fogaskerék és az irányváltó kilépő tengelyén lévő fogaskerék fogszámát. Ha egymás mellé teszed a két fogaskereket és egyforma nagyok, fedik egymást, akkor a fogszámtól függetlenül az arány 1:1. Ha különbözőek, akkor meg kéne számolni.
Jól látszik, köszönöm. Gondolom nincs rajta minden csap (rovid tengely). Mekkora a fogszáma a főorsón lévő fogaskeréknek, amely hátul van és a fotón látható fogasláncot hajtja ? Ha ezt megírod, akkor generáltatok egy táblázatot az összes kombinációval, amiből mejd ki tudod választani, hogy mi az ami ténylegesen felfér az ollóra.
Még nekem is csak távlati terv, csak tervezgetek, számolgatok nézelődök.:-) Még a műhelyem is romokban, lakásfestésben is vagyok, meg kinti tárolók meg betonozás meg még sok minden , több szálon futnak az események. Kicsit szét vagyok csúszva időben, főleg, hogy minden magam csinálok.
Hogy érted a hátsó oldalt? Szalagsebesség ha nem változtatható, mi az ami mondjuk általánosan jól használható? Milyen sebességek vannak általában a gyáriakon?
Esetleg egy kis frekiváltóval is lehetne variálni ha szükséges, talán még hűtése is maradna a motornak annyi, hogy ne kelljen más hűtés után nézni.
Megtudná valaki mondani, hogy a fémipari szalagfűrész kerekein van valamilyen bandázs? Feltételezem, hogy hasonló mint a faiparin.
Megfordult a fejemben, hogy kéne csinálni egy fémipari gépet a közeljövőben. Kis kacat gépeket is horror áron kínálják.:-(
Nézegetem a szöghajtóműveket, ki lehet fogni jó áron is, pl. gondoltam egy 0,55 kW-os és két 300-as kerék, masszív keretet én is tudok csinálni és jó kis lapvezetést is.
A variátoros hajtóművek már drágábbak, de amiket néztem fix volt és kb. kijönne olyan 40-60 m/s-ra.
Persze, lehet menettáblázatot csinálni. Pl. számítógéppel le lehet generálni, azonban valószínűleg nem lehet mindegyik áttétet felrakni az ollóra a fogaskerekek mérete miatt. Feltennél egy képet a gép hátsó részéről néhány fogassal?
Nem teljesen jól mérte, mert a trapéz jobb oldalától a trapéz bal oldaláig mért, tehát a trapéz tetejének szélessége még hiányzik. Azzal együtt 101,6mm a 16db 1/4" menet. Tehát ez alapján a mérés alapján is 1/4" a menetemelkedés.
Ma délután készítettem pár képet az orsóház aljáról, és a tusírléccel festett lin vezetékekről.
Az orsóház alja:
Kissé csalódás volt, a vízszintes felület alig ér az ágyhoz, a prizma rész lényegesen jobb.
Azy ágyon 4 egyszerre látható felületet festettem meg:
A következőket olvasom le a képekről:
A legkevésbé a szegnyereg alatti vezetékek vízszintes és prizmás részei kopottak. Viszont a vízszintes vezeték orsóház alatti része alig kapott festéket, tehát az ellentétes vége kissé kopott. Ide húzták a szegnyerget, ha nem kellett.
A hosszán prizma látszó oldalának orsóházhoz közeli rséze erősen kopott, csak ott nem az, ahova már nem lehetett mozgatni a szánt. A vízszintes része (leghátul) kisebb szakaszon kopott jelentősen, ott a legmélyebb részt hézagolóval megmértem, 0.05mm--0.1mm között van a mélyedés.
Ez a kopás nem tűnik vészesnek. A hántolásnál az a stratégia tűnik jónak, hogy a két vízszintes vezetéket tekintem referenciának. A hátsó eleje és vége nem kopott. ezeket kell lejjebb munkálni párhuzamosan a mostanival, és ezzel párhuzamosan, a szegyereg vízszintes vezetékét. A párhuzamosságot vízmértékkel folyamatosan ellenőrizni kell. Mit gondoltok ?
Köszönöm a részleteket! A vezérorsó menetemelkedése kissé soknak tűnik, de ha tényleg így van, akkor ez egy 4 menet/inch menet. Ha ez tényleg igaz, akkor a 127-es fogasod talán az egyik legértékesebb, mert azzal tudsz majd metrikus menetet vágni, legalábbis azt mindenképpen fel kell tenni a sorba.
A NET-en kinyomoztam, hogy tulajdonképpen milyen vésőfej kellene a koreai F1-250 marógépemre: TOS FA3. Egyet hirdettek is, de már eladták. Felteszem a képeket, hátha porosodik valakinél ilyen "csöppség" (99kg)?!
Nenetenelkedést lehet mérni pl úgy, hogy 20mm-n megszémolod a teljes menetek számát, avagy veszel 10 menetet és megméred, hogy ez mekkora elmozdulásnak felel meg. Egyébként gratula a géphez, szép darab.
Én az orsót nem vettem ki, még nem volt rá időm, csak a léceket vettem le, hogy lássam a "lötyögést".
De úgy láttam, hogy az alábbi sorrend kellene:
-Levenném a pofákat
-Kiütném az orsó négyszög végénél a stiftet, így levehető a támasztó alátét.
-Levenném a léceket
-Megnézném, hogy hová kell tekernem az orsót, hogy ki tudjam emelni előre a mozgó résszel együtt. Sajnos nálad ezzel gond van és azt gyanítom ,hogy emiatt szívás lesz, valószínűleg barmolni kell az orsót/diót. Áztatás valami kegyszerrel, hátha segítene.
Az orsó végén van egy kúposszeggel rögzített gyűrű, azt szedd le. Majd az orsót tekerd bele a mozgó pofába. Ha megszakadt a dióban a menet akkor persze nem egyszerű, de egy picit tekersz majd rákoppintasz az orsó végére módszerrel sikerülhet. Ha bent van az orsó a pofában akkor a pofa hátrahúzható, a csavarok kitekerhetők, és a pofa leemelhető.
Azt pedig hátra kell húzni, mert ha nem akkor valóban nem tudod kivenni a csavarokat. Ha végleg nem megy, akkor vágd le a csavar fejét és leveheted a lécet. Nem szép munka, de ha másként nem megy...
Van egy ilyen rendszerű satum, de valami történt vagy a dióval, vagy az orsóval, mert azt a jelenséget produkálja, hogy az orsót bármerre forgatom, nehezen forog, és semerre sem húzza a mozgó pofát.
És össze van csukva majdnem zártra, ebben az állásában sem az alsó léceket nem lehet levenni, mert a csavarok beakadnak a talpba, sem a mozgó pofa alsó feléhez nem férek hozzá alulról.
Ezeknek a satuknak függőlegesen gyakorlatilag egy hangyányit szorulniuk kell, míg oldalra kell egy kb 0.5 ..1mm közötti kotyogás. Nagyobb ne legyen mert beékelődik, és gyötri az oldalvezetés felületeit. Ha túl kicsi a kotyogás akkor ha valami anyagot fogsz be ami csak nagyolt és pár tizedre nem párhuzamos akkor nem lötyögős satu csak az egyik felét fogja meg. Ha pedig rövid darabot kell a szélére fogni akkor kell egy távtartót befogni a pofa másik végéhez.
Akkor azonban probléma,ha a satuban úgy akarunk befogni valamit amikor a satu pofái nem fognak végig csak egy bizonyos hosszon,akkor félrehúzza a pofákat és nem fog stabilan.
Igazad lehet nekem is megfordult ilyesmi a fejemben, azért is mert ugyan még csak kutyafuttában szedtem szét, de ekkora kopás nem látszik rajta, új korában sem lehetett precíziós, mérni még nem mértem semmit.
Tegnap hoztam, nem az enyém volt. Viszont van nekem hasonló új, ott minden illesztve van, így aztán kicsit megtévedtem.:-)
Meg van kopott is, de azt kis asztali fúrógépnél szoktam használni, azon is vannak bőven ilyen gondok, de eddig tette a dolgát, eszembe se jutott foglalkozni vele.:-)
Öreg leharcolt gépsatut szeretnék kicsit jobbá tenni. Az orsó és a dió még elmegy, nem annyira gáz.
Viszont a satu felső rész oldalirányú mozgása nagy. Ha a síkokat rendbe szedném valamivel ki lehetne hézagolni?
Bronzlemez ragasztva esetleg? Hogyan lehetne ezt kicsit elfogadhatóbbá tenni?
Két oldalt alulról van még a két léc csavarozva, függőleges kotyogást nem enged. Megnéztem egy jó gépsatumat, ott a léc is illesztve van oldalirányú mozgás ellen is.
Csináljak esetleg két új lécet és illesszem úgy, hogy a függőleges mellett az oldalirányú elmozdulást se engedje? Vagy/és még a satu felső részét is hézagoljam kis a lemezes módszerrel?
A fotón a satu felső része el van húzva egyoldalra azért látszanak ekkora hézagok, persze elég jól kopott.
"Az még az nem hangzott itt el, hogyha kiöntetik akkor valahogy feszutsegmentesiteni is kell, benne van az öntés árában az is vagy ki kel tenni az udvarra par honapig?"
Ahol a tokmánytárcsáimat öntettem, ott nem tudtak feszültségmentesíteni.
Viszont elvittem hőkezelő üzembe, és egész jutányos áron megcsinálták.
Az még az nem hangzott itt el, hogyha kiöntetik akkor valahogy feszutsegmentesiteni is kell, benne van az öntés árában az is vagy ki kel tenni az udvarra par honapig?
Nos, az olajproblémám ugyan nem oldódott meg, de kiderült, hogy a www.nilfisk.hu cégnél lehet kapni pótalkatrészeket, de konkrétan a szimmering-készletet vagy éppen a műanyag szelepeket is, teljesen baráti áron (567 + áfa illetve 683 + áfa áron), vagy akár a mosó fém szivattyúját (7823 + áfa - de abban minden benne van - bár akkor már határeset, hogy érdemes-e vele vacakolni).
Alapból az a baj hogy a köszörűkö nem fogható sikitóba.Nem a luk vagy az átmérő hanem a fordulat miatt.Egy kő nem foroghat10000 fordulattal.NAgyon max 2800,de inkább 1400.A szürke talán sziliciumkarbid kő jó keményfémhez.Ezt szakboltban tudják.Vegyél egy köszörűgépet,vagy fordulatszámszabályozós sikitót.Atöbbit a szakboltban.
Lehet azért nem mosták le a festéket, mert így konzerválták a felületet. Ha ez volt a cél, akkor maximálisan sikerült. Én is hagytam már így tudírlapot télire a műhelyben, és nem lett rozsdás tavaszra.
A mi gépünkön végigfut a hosszán alatti lin. vezeték az orsóház alatt. A hétvégén vettem le az orsóházat, érdekes a rögzítése: 2db excentrikus szárú tengely, mint a szegnyereg megszorítása. Az kissé meglepett, hogy nincs igazán precízen illesztve az orsóház alja a lin vezetékekhez. Látszólag csak pár bélyegnyi felületen ér hozzá, majd festéssel megnézem és rakok fe képet. Ja, és lin vezeték teljesen kék volt jó vastagon, mintha az ipari tanuló nem mosta volna le a festéket mielőtt felrakta az orsóházat. Csak terpentinnel tudtam leoldani. A hántolás nyomai tisztán látszanak, nyilván nem kopott semmit az elmúlt 50-60 évben.
Előnyösnek tartom, hogy az orsőház alá kifutnak a lin vezetékek, mert így ha az egész vezetéket végighántolom, akkor nem kell az új és régi hántolt felületek párhozamosságára annyira ügyelni, automatikusan párhuzamos marad a főorsó az új csúszófelülettel. Minden esetre, ha tényleg csak olyan kis felületen ér az orsóház talpa a lin vezetékhez, akkor kissé hántolni fogom azt is.
Igen tudom hogy ugrik a felület. De talán egy görbült síkkal egyszerűbb dolog van mint egy full rozsdás felülettel. Vagy nem . :)
De ami visszatart, hogy a boltív lefutása nem lenne meg, hiszen a két végéről le kéne szedni egy-egy bordaköznyit. Igaz a boltív utolsó bekötő bordája megmaradna ugye...
Szerintem csak úgy működhet a dolog, hogy hegesztetsz rá merevítő bordákat, hasonlóan a rendes tusírhídhoz. léchez, mert köszörülni is csak így lehet normálisan.
Viszont ha hántolni is szeretnéd, nehezebb dolgod lesz mint az öntvényt.
Nem címzem konkrétan senkinek a választ mert sok válasz és gondolat jött.
Kis gépem van, nekem ahhoz egy 700-as léc is elég volna, szélességre meg 40-50mm.
Valahol el kell kezdeni, és kicsiben talán tényleg egyszerűbb. Így vettem a gépet is, mert ha úgy gondolom hogy ráérzek az ízére akkor majd lehet később nagyobb.
Felvetődik a kérdés így ha már vehetünk alapul egy felköszörult felületet is, hogy egy kellően nagy keresztmetszetű anyagot érdemes-e választani tusír referenica felületnek? Gondolok itt mondjuk egy 40x40-es négyzetacél keresztmetszetre, aminek egyik oldala fel van köszörültetve síkra.
Én már arra is rájöttem hogy el kell fogadni egy felületet referenciának és nem kell azon agyalni hogy mi van ha van benne egy század...
Én nemrég szereztem egy másfeles lécet, na az emberes már, patika hántolt felülettel. Valami műhelyből jött ahol ezzel is foglalkoztak, látszott a többin is hogy használatra készültek nem alibinek. Mondjuk attól hogy a felülete jó nem tudom áennyi alakhiba lehet benne.
Sajnos nekem 120 körüli hossz bőven elég lenne, illrtve nem bánnám ha picit keskenyebb lenne. És nem utolsó sorban könyebb vagy 10 kilóval legalább. De sajnálom elvagdosni...
Igen, elvileg lehet, hallottam olyan emberről, aki ismert valakit...
De komolyan, kezdőként még az is nagy dolog, ha jó feltételek mellett sikerül egy felületet jól megcsinálni. Én pont úgy álltam az 1000-es léchez, ahogy leírtad. A korábban köszörültetett 600mm-es marógép asztalt használtam referencia felületnek. Az 1000-es léc felülete rozsdás volt, nem csak úgy éppen csak, hanem rendesen. Tükrözte is az ára. Jó sokat lemunkáltam róla, de abban egyre kevésbé bíztam, hogy végig egyenes lesz. Végül is ez a leghosszabb referencia felületem, gondoltam legalább ez legyen tuti :). Tehát elvittem köszörültetni, most minden kisebbet hozzá tudok igazítani.
Szerintem ha egy kisebb lécet siketül behántolni (kisebb jó referenciát talán könyebb találni a hántoláshoz), megfelelő technikávan meg lehet vele csinálni a nagyot. Esetleg vízmértékkel ellenőrizni közben.
Némi megalkuvást követően magammal maradt a cucc. A forgalmazó kicserélte azt a 3 betétet aminek a fele nem feküdt fel. A többi betét körben így-úgy támaszkodik, jellemzően a bordák 1-1 oldala, tehát nem telibe. Kipróbáltam, eddig működik.
Viszont ami hiányzik az egész rendszer működéséből adódóan, hogy nem tudom "csak egy picit" kiforgatni a kést, csak bordányit tudom arrébb rakni ugyebár. Ez néha zavaró, pl a prizmás furatkést nem tudom a betétben ferdén befogni.
Számomra az is szokatlan ebből adódóan hogy ki kell vegyem a betétet ha el akarom fordítani a kést.
Fura hogy amíg nem próbálja az ember nem tudja mit is akar.
Én a nemtech.hu céggel köszörültettem tusírlécet, asztalt, marógép asztalt. Olyan 3m-es gépágyat is vállalnak, CNC gépeket visznek hozzájuk köszörültetni.
Összehántoláskor az egyik homorú, a másik domború lesz. Emellett spirálisan is torzulhat a sík felület.
Az első hibát még - igen macerásan ki - lehet mérni egy mérőórával(*) és korrigálni, a másodikat nem nagyon.
(*) Egymás mellé be kell fogni a két lécet, az egyiken csúsztatni a mérőórát és lemérni vele a másik felületét. De ehhez az kell, hogy igen precízen és finoman állíthatóan be tudjuk fogni egymás mellé a két lécet.
Valójában ezt egy léccel is meg lehet csinálni, ha van egy nagyjából sima felület (nem kell, hogy pontosan sík legyen), amihez hozzá lehet mérni a lécet talpával felfele és talpával lefele is.
Vagy, ha köszörültetés után elviszed egy mérős céghez, és felméreted velük, hol mennyit csal a síktól. Hosszúkás lécnél, amire itt nekünk leginkább szükségünk van, egy viszonylag könnyen megvan.
Ha van igazán jó referencia-felület, abból elég egy is.
Amiről itt szó volt, hogy 3 db lapot mindenféle referenciafelület nélkül is egymáshoz lehet tusírozni úgy, hogy mindhárom pontosan - nagyon pontosan - sík legyen.
A hosszúkás tusírléceknél ez talán kevésbé járható, de a négyzetes tusírlapoknál mindenképpen működik.
Hárman összeállnak, kiöntetnek 3 öntöttvas szépen bordázott lapot, valakivel megmunkáltatják felületét (gyalu vagy maró), aztán összetusírozva ezeket mindenkinek lesz egy pontos tusírlapja.
Irdatlan sok munkával és valamivel olcsóbban, mint egy gyári.
Mivel nincs referenciád, és kellő pontosságú gép sem áll rendelkezésre, ezért csak az marad, hogy veszel még két ütött kopott lécet, és egymáshoz hántolod őket. Más lehetőség nincs. Gyakorlod a hántolást, és a végén lesz két eladó pontos léced.
Simán fel lehet újítani, és annak célszerűen a legelső lépése a felköszörültetés.
A lényeg ekkor, hogy találj olyan gépet, ami nem agyonkopott, ha nem akarsz/tudsz hántolni utána.
Bár szerintem egy egyenletes áthántolás a köszörülés után mindenképpen kéne, akkor is, ha nem a pontosság növelése a cél. Mert szerintem kellenek azok a parányi mélyedések, hogy utána a léc tudjon dolgozni a mérendő felületen, tartsa meg, illetve adja át a festéket arra.
Szerintem biztosan lehet találni olyan céget, ahol a gép nincs elkopva. Csak a hosszméret növelésével egyre nehezebben, és egyre drágábban.
Nem kötekedésképpen, köszönöm a segítséget, de pont ezt hangsúlyozom hogy kb. nem található, legalábbis az én ismerettségemben megfelelően sűk felület amihez hozzá lehetne igazítani, nem hogy plusz egy, de plusz kettő sem.
Mivel az elérhető piacon lévő tusírlécek elég kétes minőségűek és állapotúak, azon gondolkoztam hogy fel lehet-e újítani egy tusírlécet hogy újra megfelelően használható legyen. A felfekvő felületet ha síkbaköszörülteti az emberfia az megfelelő pontosságot ad vagy annál jobb kellene?
Üdv Néktek ! Segítséget szeretnék kérni. Vásároltam régebben egy menetmaró/bordamaró gépet. Ehhez keresek gépkönyvet esetleg hozzáértő embert konzultáció céljából. A gép olasz gyártmány : Ezio Pensotti PW 10. Köszi előre is.
A szivárgást kell megszüntetni. Oda nem juthat be víz.
Persze. Elméletben.
Ezekben kettős szimmeringes tömítés van. Az egyik a vizet nem emngedi az olaj felé, a másik az olajat a víz felé.
Tökéletes tömítés viszont nincs.
Vagyis valamennyi használat után valemennyi víz bejut. Azt megtaláltam valami oldalon, hogy ezért kellene detergens-mentes olaj (az autók motorolajában mindig van detegens is). Egyébként a motorolaj is kap vizet - az égéstermékekből (lásd katergáz) lecsapódó vípára az bizony olaj. Csak éppen a motorolajból el is párolog üzem közben.
a PAO olaj a klímakompresszor alkatrészeit keni. Mitől lenne már aggresszív?! Azok nem rozsdamentes acélból vannak - a klíma hűtőközege - bizonyos esetben alakulhat HF (fluorsavvá), ami akár bonthatj a az olajat - de nem hiszem, hogy ez az olaj hibája.
Évek óta egy lomis Karcher HD555 mosót nyúzok, az is axiáldugattyús, hasonló mint a tiéd.
Én nem variálok sokat, 10-15W40-es ( ami éppen van )olajat töltök bele. Az enyém olyan, hogy a dugattyúknál alul van egy furat, ha a tömítések ( O gyűrű ) már kopottak, akkor csepeg. Időnként ha eszembe jut lecserélem az olajat.
"olyan kell, aminél nem baj, ha valamennyi vízzel találkozik, mert valamennyi beszivárog."
A szivárgást kell megszüntetni. Oda nem juthat be víz. Ha éppen áll egy hónapig a szerkezet,a víz kis mennyiségben is mit művel majd a csapággyal? Akár keveredik az az olajjal akár nem.
Igazából attól függ, hogy mennyi pénzt szánsz rá. Ha jól emlékszem, a Ruko-nak vannak olyan fúrói, amiket kézi fúrásra optimalizáltak, a zorex.hu oldalon nézz rá.
A 100 forintos fúróval nem fogsz normálisan fúrni. A kobaltos fúrók (pl. Co5) már igen komoly teljesítményűek, ha jól tartod a fúrógépet, annak nagyon kell vinnie.
Hosszú évek óta gyötrök egy Lidl áruházban vásárolt készletet. Szvsz meglepően jó minőségű, így vettem tartalékot is de még nem használtam. Fura bevonat van rajta mert az aranyszín helyett néhol zöldes árnyalata van.
Zártszelvényeket fúrok főleg. Kenésre figyelni szoktam, sebességre is próbálok. Előtolásnál van valami szabály amennyire nyomni kell? Mert azt elég nehéz meghatározni.
Élezőm pedig nincs. Néztem a videókat, de kétlem, hogy mindig tudnám ugyanolyan szögben. Egy ilyesmi gépet, ha veszek, az megoldhatja ezt?
Barkács célra a HSS kiválóan megfelel, havi 20-30 furat nem sok, évekig ki kellene tartania. (Ha tényleg HSS, van olyan menetfúróm, amire rá van írva, hogy HSS, de viszi a reszelő :-))
Kobaltost főként rozsdamentes acélhoz javasolják.
Ha ilyen gyakran elkopik, más probléma is lehet, nem csak a fúró anyaga. (Feltéve, hogy nem rozsdamentest fúrsz, mert az hamar elkoptatja a normál HSS-t)
Ha nem jó az éle, csak szenvedsz vele. Kopik, melegszik.
Ha túl gyors a fordulat, akkor is.
Ha revés a felület az rögtön lekoptatja az élét, lásd 1. pont.
Fúrás közben, ha van rá lehetőség, érdemes hűteni, kenni.
Arról érdeklődnék, hogy milyen fúrószár készletet érdemes venni? Nem találtam ilyesmi hozzászólást a keresésben.
Már több készletem is volt, valszeg mind HSS-R tipúsúak, és sokszor nagyon könnyen kicsorbultak, illetve vastagabb anyagot át sem vittek.
Halottam, hogy a HSS-CO, kobalt az jó minőségű, de nagyon eltérő árak vannak a piacon, és ahogy láttam eltérő százalékban is tartalmazzák ezt az anyagot.
Tudtok mondani egy olyan készletet, ami bevált és jó minőségű? Barkácscélra kell, de azért kéne vele havonta 20-30 lyukat fúrni, tehát lenne használva.
Egyébként én is használtam 250-100-as kínai késtartót nagy megelégedésemre.
Sajnos az E2-re kicsi. A 250-200 is nagyon haron van, ott a késtartó betét 7xmm szélessége a problémás számomra. Ugyanis a kéziszán 98mm körüli szélességű.
A 250-300-as méret meg már talán nagy is.
Tennék fel képeket, de telefonról nem tudok a méretkorlát miatt.
Ha valakinek kell egy ilyen műszer jutányos áron, épp rendelek a TME-től, egyelőre 2-t, de 3-nál jobb az ára. ha valakinek kell, jelezze itt, vagy ha tudja a koordinátáimat, akkor úgy.
Én is szemezgettem ezzel a fajta késtartóval, de aztán részben az ár, részben a róla olvasottak miatt a banggood-on vettem az itt már bemutatott DMC-250-000 sorozatú késtartót. Ez legalább őszinte és egyelőre elégedett is vagyok vele.
Strigon ME-250 marógépembe szeretnék olajat cserélni, valaki esetleg megtudná mondani mennyi olaj kell bele? Ami van hozzá gépkönyv nincs benne mennyiség. Köszönöm a segítséget! :-)
Itt fényrés csak az árkok alján van, az meg oké. Szvsz az összes oldal felfeküdt egymáson.
Közben én is keresgéltem erről videókat, és nagy kedvencem Abom79 is beszélt róla egy epizódban, és ugyn így nem világította át, de ami közelieket nála látni lehetett, ott is csontra zárt a rendszer.
Amúgy az eredeti rendszer svájci, de gondolom a pad olcsóbb, mint egy olyan késtartó lenne....
Valószínűleg ez egy ugyanolyan silány kínai minőség mint amit te vettél, csak arra mást gravíroztatott a megrendelő. (ha elküldöd én is tudok bármilyen márkát a felületére írni:), ha ettől nyugodtabban alszol) Én nem láttam még élőben ilyen késtartót, de feltételezem, hogy a fogazás oldalainak össze kellene feküdnie, különben miért az a sok fog?
Feltétlen kérje szakember segítségét, mert a kiegészítők árát csak ő fogja tudni belőni, és bizony lehet az annyi, mint maga az alapgép, és az többnyire nem megy el egyben.
A jofogas.hu-n a keresőbe beírja "ean" vagy "ean 1000", akkor látni fog árakat 370000-500000Ft. Az ár nagyon függ attól, hogy milyen állapotban van a gép, mennyire komplett, milyen a tokmány, és milyen extra tartozékok vannak. Itt például látni gyorsváltó késtartót. Még is csak az lenne a legjobb, hogy egy hozzáértő ember segítene eladni.
Üdvözlök mindenkit! Segítséget szeretnék kérni hozzáértő emberektől. A képen látható esztergagép típusát esetleg tudja valaki? Nem találom rajta csak ezt Nszg 13-12-25. Sajnos nőként nem értek hozzá. A gép a férjemé volt, de sajnos januárban elhunyt. Nem tudom mennyit érhet és nem találok róla semmit az internetet. Kislányommal szükségünk lenne a pénzre így vírus idején azért gondoltam megpróbálom eladni. Nagyon köszönöm a segítséget.
Igaz, hogy ez is sarokcsiszoló, de esetleg nézd meg a 3M cubitron csiszolóanyagokat, van sima és lamellás is. Én nem próbáltam még, de eléggé dicsérik.
Nem tudom mennyire illik a topikba, de hátha tudtok segíteni. Bontókalapács vésőszár élezés megkönnyítésére keresek megoldást. Eddig sarokcsiszoló +125mm tépőzáras tányér és P40-es körpapírral éleztem a hegyes vésőket, de már ki van a kezem. :)
Csiszolás közben vizes vödörbe hűtöm folyamatosan a szárakat. Igyekszem állandóan "élesen" tartani a szárakat, ezért az állandó kovácsoltatás nem megoldás, valamint nincs jó tapasztalatom a kovácsolt vésőszárakkal kapcsolatban, sokkal hamarabb törnek el utána. A csiszolás bejött, csak asztalibb, esetleg még gyorsabb és közben gazdaságos megoldásban gondolkodom.
Köszörű esetleg egy P36-os tárcsával "harapna" legalább akkorát mint a P40-es papír? Létezik amúgy ennél durvább köszörűtárcsa?
Amire én emlékszem még a hetvenes évekből ott a fogazás jobban hasonlított egy fogaskerékhez, volt ugyan hézag a fogtöveknél, de a fogak oldala szépen hosszan összesimult. Csodálkoztam is hogy mekkora pontossággal kell egy ilyen összetett felületet megmunkálni hogy egyszerre érintkezzen ennyi fog.
Rá van húzva a betét. Pont annyira mint normál használatkor. Nem hiszem hogy "idomulnia" kellene annak a vasdarabnak, megette a fene az egészet ha ennyitől alakváltozik.
Igazából én se tudom mi legyen, a műszaki szemem azt mondja hogy az összes borda oldalának találkoznia illene. Gyakorlati használatintapasztalatom nincs, lehet hogy így is elég....?
Én ugyan nem értek hozzá,és nincs is ilyen késtartóm,de úgy hiszem,kell oda az a "fényrés".
Ha a betétet belehúzod/rázárod/rögzíted/fixálod,akkor is megmarad a rés mérete?Olyankor nem feszül összébb a két bordázat?
Illetve,ha az a két ricni teljesen/hézagmentesen összeülne,akkor nem tudná tökéletesen mozgásmentesen megtartani a betétet az alaptesten.Főleg ha kopik is kicsikét a használat során.Így van neki valamennyi kopási lehetősége is.
Akinek van ilyenje rá tudna nézni erre ha nem dráma levenni az alaptestet?
Az eladó alapvetően normális hozzàllású a maga érdekeit védő módján, nyilván még nem volt panasz erre a fajtára. Jó lenne tudni vajon másnál mi a helyzet. Akár eredeti, akár kínai.
"Ilyen feltételek mellett teljesen legális, mivel nincs olyan cég (vagy nagyon kevés), aki gyártana kanócos fegyvereket."
Ilyen feltételek mellett teljesen illegális!
Régebben valóban úgy volt, hogy díszfegyvereket bárki gyárthatott, de ez szabályozva lett 2010 körül. A működő (hanghatást keltő) díszfegyvert is csak az erre szakosodott és jogosított cég gyárthat. A fegyverkategória neve: Szinházi fegyver. A rendőrség pedig csak az arra feljogosított fegyvergyártó cégnek (vállalkozónak) ad engedélyt, amely jogosításokat a kérelem benyújtásakor igazolni kell!
Cég, ahol foglalkoznak ezzel, Budapesten van. Ha megkeresed őket, akkor lehet, hogy elvállalják az elkészítését az egész fegyvernek, és akkor mindenki örül.
Igen, ehhez hasonló, csak manuális változat. Hagyományőrző egyesület keretein belül készül, és csak az ezzel összefüggésben lévő alkalommal használjuk. Ilyen feltételek mellett teljesen legális, mivel nincs olyan cég (vagy nagyon kevés), aki gyártana kanócos fegyvereket. Persze kötelező engedélyeztetni (a rendőrség által).
A lőporkamráknak van pereme, ami pont bele illik a csőbe, ebbe az állásba (egy középen lévő rugó ellenébe) egy a keretbe épitett karral lehet betoltani.
Az alkatrész egy kanócos puska forgótára. Nem igazi fegyver, hagyományörző célokra, illetve filmes kellékként fogjuk használni, valódi lövés leadására nem. Első sorban ausztenites acélban gondolkodunk, de gyakorlatilag bármilyen sav,- korrózióálló acél megfelel. Ha valaki el tudná késziteni az alkatrészt, irjon e-mailben, és a további részleteket is elküldöm.
Ha tényleg csak erre a célra használnád, egy pár száz forintos sűrített levegő spray életed végéig kiszolgálna. Alternatíve elég a dóznit megvenned, és mindig rá tudsz tölteni, amikor épp megy a kompresszorod.
Szeretnek szivárogni, ezért nálam a gyors csatlakozók előtt van egy csap. A levegő fújó viszont fixen van egy spiráltömlőre szerelve úgy hogy három gépet is kiszolgál.
Mivel a kompresszor be sincs általában kapcsolva, mert úgy kábé havonta egyszer kéne.... és mivel féktisztító meg egyáltalán nincs (de tudom, lehetne helyette más is) szóval ezek miatt mire felpörög a nyomás, addigra éppen ott vagyok. :)))))))))
Nem éri meg, és még kurva zajos is a levegőbeszerzés. :)))))))))))
Hát ezaz, hogy pont készletet vettem. Ráadásul hivatalos forgalmazótól.
Nem tudom, kicsit el vagyok keseredve, azért valahogy nem ezt vártam.
Közben sikerült megnézni a visszaállást az fél századon belül van, inkább csak mérési hibából adódóan.
Viszont ha a felfekvő felületek nagy része nem érintkezik, vajon a fennmaradó vonalszerű érintkezések mennyire lesznek stabilak?
Érdekes egyébként mert az alaptest szép kidolgozású, a köszörülésen látni némi hullámosságot (gondolom kiegyensúlyozatlan volt a kő), de rendben van. A betétek mindenhol köszörültek csak pont a hornyos részen nem...
Amire emlékszem ott igen precízen illeszkedtek a fogak. Te alighanem nem összetartozó alaptestet és betéteket vettél. Ez az átka annak hogy sokan koppintják ezt a megoldást.
Tudok.Járj többet muzeumba..Mert négyszögvégű csavart és kulcsot,dugokulcsot is a legszarabb falusi kovács is tud késziteni.Valamint a négyszögkulcs nagyobb pontatlanságot tud tolerárni mint egy hatszög vagy tizenkétszög kulcs.És szerintem nagyobb erőt is visz át.Patkóköröm nem véletlenül negyszögletes .Az egész dolog mikor kialakult ez volt a "top gear".Eszterga is van párszáz éve.Ez bizony semmi más mint hagyomány és évszázados tapasztalat.
Szvsz azért mert a négyzetes fejet elég hosszan lehet elkészíteni,és az arra illeszkedő kulcs nem tud lefordulni róla, illetve rajta is maradhat esztergálás közben.
Hatlapnál olyan hosszú kellene hogy legyen a kulcs mélysége mint a gyertya dugókulcsnak.
De lehet csak hagyománytiszteletből,anno egy közel szabályos négyszög fejet egy kovács is ki tudott alakítani.
Miért nem javallott a belső kulcsnyílású csavar? Én azt használok semmi problémám vele.
De van fordíts meg egy dugókulcsot, ott a négyszög, arra a méretre készítheted a csavart. ( Vagy egy dugókulcs hosszabbító már egy majdnem kész négyszög kulcs. )
Lehet hogy eretnekség de egy jó minőségű 12.9-es bkny csavar, a végén visszaesztergálva picivel magméret alá miért nem elég erre a célra? Ha kell szerintem annak is meg lehet edzeni és ereszteni a visszaesztergált részét.
Nekem az az ötlet tetszik nagyon, hogy szögletes befogó anyag adja az alakot, így tényleg gyorsan elkészíthető. Kulcsokat én is szoktam készíteni, az nem gond, csak fej legyen hozzá. Ahogy a négyszögletűhöz nincsen. Köszönöm az ötletet.
Ezek a csavarok is köranyagból készültek, egy pár centis hatszög anyag csak arra kell hogy egyszerűen lehessen léptetni amikor a késtartóba fogva rámarod a fejre a hatszöget. Keresel egy megfelelő dugókulcsot amire hegesztesz egy kart egy golyóval a végén, majd úgy készíted a hatszöget hogy pontosan illeszkedjen az elkészült késtartó kulcsodhoz. Így nem tudod túlhúzni, és nem is nyalódik le a fej, ezért szinte örök életű lesz a csavar. A képen látszik a kulcs. Nekem ugyanez a kulcs szolgál a szánrögzítéshez, és a késszán elforgatásához is.
Hobbi szinten az ember maga készít jó késtartó csavarokat. Kinagyolod majd egy négyszög vagy hatszög rúd végébe fúrt menetbe behajtod, ezután ütköztetve befogod a késtartóba ( elég egy csavarral ) és tokmányba fogott maróval lehet lemunkálni a fejet. Forgatva a tartóban gyorsan megvan a csavarfej. Ezután lehet edzeni egy gázos forrasztóval, végül visszaereszteni. Kb ilyen lehet az eredmény mint ami a késtartómban látszik.
Köszi. Eggyel jobb, nem százas, hanem ötvenes. :) De az is 10kHUF körül van.
Esetleg tudtok valami más szabványú csavart, ami jó lehet késtartóba? A lényeg, hogy M10 legyen és kis fejű, mert elég közel vannak egymáshoz, még a bkny sem fér el. A bkny hernyótól félek, hogy eltöröm, nagyon vékony az anyag a kulcsnyílás mellett. A négylapúhoz meg már kulcsot sem lehet szerezni.
www.conrad.hu, keresőbe beírni din 561, a találatok megjelenése után bal oldalon a szűrők között ki lehet választani a menet méretét. A legkisebb kiszerelés méretfüggő. Anyagminőség nincs megadva, gondolom 8.8, erre rá kell kérdezni.
Üdv. Sajnos képet nem tudok küldeni (nem igazán értek hozzá, meg nincs is mivel). De szivesen megmutatom, vagy elmondom ami érdekel, akár telefonon. A leirást nem vállalom mert abban kezdő vagyok.
Az enyém kb 40 éve müködik excenterrel (barkácsban) 2mm tartományban. Nagyon kell az állithatóság! ez még sosem mozdult el. Függölegesen mozog nem ferdén (sajnos).De igy is jól használható.
Én arra gondoltam hogyha beállítom akkor fogni kell a csövet hogy el ne mozduljon, mert az nem nyerő egy hosszabb munkadarabnál. Na jó addig nem tudom míg ki nem próbálom hogy elmozdul e vagy sem.
De nem ám! A kézi gyalugépeden is állítod a fogásmélységet, nem? Fafajtától, vagy a művelet fajtájától függően gyakran kell állítani a fogásmélységet. Amit én készítettem gyalugépet azon macerás volt, mert hézagoló lemezekkel lehetett az asztalmagasságot szabályozni. A Defémen pedig egy csavar tekerésével, ferde vezetőrudakon emelem-süllyesztem az asztalt. Sőt az asztala egy mozdulattal fel is nyitható. A te gépedet nem ismerem, de biztos jó az excenteres megoldás is, ha nem mozog/rázkódik el menet közben.
Végre írtál már valami biztatót is. Ma gondoltam hogy kipróbálom, de annyira fújt a szél hogy inkább nem hoztam elő. Van még egy kérdésem az asztal alján van egy csőtengely ami két végén 1-1 excenter csappal emeli ill süllyeszti az asztalt az nem rögzíthető. Nem kellene az asztalon fixre beállítani a fogásmélységet?
"Vannak kis 7-8 cm kézi gyaluim de ezt 26 cm pengével csak komolyabbnak gondolja az ember." Komolyabb is! Ha ez rendbe van rakva, nem mérhető hozzá egy kézi gyalugép! Én, régen, nagyon örültem volna egy ilyennek!
Vedd ki a késeket belőle, meg a késleszorítót is, pucold meg, és lássuk!
Akkor eldöntjük, mennyire gázos. Nem hinném, hogy baj lenne vele ettől.
A késeket újra kell élezni majd, ha nem nagyon korrodált el a lapja, hogy ne lehessen befogni jól, akkor az nem gond. Ha elkorrodált, akkor meg lehet bele venni új késeket a Boronkaynál.
Azért kérdeztem mert rozsdás benne a kés is a csavarok is és ha azt mondjátok hogy gagyi valami akkor hagyom az egészet. Vannak kis 7-8 cm kézi gyaluim de ezt 26 cm pengével csak komolyabbnak gondolja az ember. A tetején vannak furatok, akár egy továbbító hengert is rá lehet aplikálni.
Nekem is van ilyen fejem, én is a zsibiben vettem, csak nekem van hozzá kés is.
Az abrikter olyan amilyennek tapasztalod, próbáld ki! Nem igazán értem, miért tőlünk kérdezed ezt. Indítsd be, tolj végig rajta némi anyagot, és a tapasztalatod alapján eldöntheted kell-e.
Ezt még valamikor régen Debrecenben a zsibiben vettem, sok profilú garnitúra penge volt hozzá. Szerintem az Oroszok hozták annó. 3 fajtát vettem belőle, de sohasem volt használva. Most a költözéskor került elő, a pengék meg nem. Felsőmaróm is van 2 is, annyira nem fontos, lehet jobb lenne átalakítani ágdarálóvá. És a kis gyalugéphez mit szólsz? Érdemes foglalkozni vele? 380 Voltos,és körfűrésztárcsát is lehet rárakni. Bár nekem vannak fűrészeim, kézi is asztali is kicsi-nagy, gérvágó, stb.
Csináltatni én egy céget tudok mondani, Budapesten, az Iparművészeti múzeum melletti utcában, a pincében van egy kifejezetten faipari marókat gyártó vállalkozás. Ők tudnak talán segíteni. Hőgyes Endre utca, tök közel az Üllői sarkához. https://faipariszerszam.hu/index.php?page=home
Próbálkozhatsz még a Kisvakondban is, régebben láttam náluk külön magát a fejet, és szerintem fajtánként kapható hozzá kés is. A kérdés, van-e olyan gyártó, akinek háromkéses feje is van.
Sziasztok! Ide is berakom hátha tudtok segíteni, a hobbiasztalosban nem kaptam választ.
Sziasztok! Van egy békebeli marófejem. Láttam már szétrepülve alumíniumból készült hasonlót, ez nem az ,ez acél. Volt hozzá 3 különböző formájú pengém, de sajnos a költözéskor elkallódtak. Hol tudnék szerezni hozzá pengéket? A másik, hozzám került a képen látható gyalu. Zsákba macska ként vásároltam, képzeljétek fordítva volt beletéve a gyaluhenger. Szépen forog, és állítható a gyalulási vastagság. Még nem gyalultam vele. Az érdekelne hogy ismeri e valaki, és érdekelne a véleményetek róla.
Ma már a komoly faipari gyártók ilyen marófejeket nem használnak, ezért marókés köszörülésre már nem nagyon lehet embert találni! Én gyalukésből szoktam köszörülni magamnak.
Zalaegerszegen a Diamant Gépszerviz Kft.-nél készen lehet venni nagyon sokfajtát, ha távol laksz van NET boltjuk is.
A gyalugép képedet nem tudom megnézni, valahogy más formában tedd fel, vagy küld el az e-mail címemre. Nekem egy saját gyártású egyengető és vastagsági van, meg egy gyári (DEFÉM).
Nem titok a patron. :) Ami a fejemben van tudás az az igazi érték nekem persze a gépeim mellett!
A felfogó tengely is be van hasítva és azon keresztül megy a szorító rúd aminek a vége kúpos. A másik oldalon menetes a vége és azon keresztül lehet behúzva megfeszíteni az egészet. A patronok készítésénél a legkomplikáltabb a behasítás szokott lenni. Ha elkészültek soha nem szabad őket leejteni mert oda tud lenni a központosság! Ezt a rajzomat találtam csak meg hirtelen az elsőt amelyen még nem volt megadva a méretezés bár nem hiszem hogy itt bárkinek gyűrűhöz kellene patron. A tengelyhez és a tervezett alkatrészhez kell úgy is módosítani.
A forgácsot minden egyes gép esetén maximálisan össze kell gyűjteni a legkisebb zugból is. Azok a csiszoló gépeim amelyek gumikővel és 120/500/1000-re csiszolópapírral dolgoznak külön elszívó berendezéssel vannak ellátva + a kézmosóhoz is ülepítő rendszer van kitalálva.
Ez az eszterga így néz ki kitakarítva! Erre a célra van egy csendes olajmentes kompresszor extra víz és olajszűrő rendszerrel. Ezzel ki lehet finoman fújni a forgácsot. A nagyobb kompresszorral azért nagyon komoly dolgok vannak csinálva! :)
Más kérdés: Nincs tapasztalatom a szakmával kapcsolatban túl nagy, ezért elnézést, ha rosszak a szakszavak. Sokszor gondolkodom az E2N mellé egy kis marógépen is, sokszor volna rá szükség, de nem akarok egy böhöm nagy dögöt, ami elfoglalja a műhelyt, nézegettem is gépeket, valami kisebb fúró maróműre gondoltam, gépi előtolás nem nagyon feltétel, de jó, ha van, egy kisebb asztal, úgy 400 mm hossz valószínűleg elég volna, értelemszerűen nem a forgácstermelés a cél, de ha kell csinálni egy hornyot, lapolást, síkbamarni vagy hasonló, akkor lehessen csinálni valamivel. Tudom, gyárilag lehet építeni függőleges szánt az E2N re, csak nem tudom, ez mekkora terhelést bírna el?
Esetleg nem tud valaki ajánlani pár kisebb fúró-maróművet, amin el lehet már kínlódni? Válaszokat előre is köszönöm
A "tokmány lötyögés" témát én hoztam elő. Nem értem, amit itt írsz:
"Az, hogy a tokmányon nagyobb a játék, nem abból adódik, hogy a tokmány "lötyög" a főorsón, hanem abból, hogy a hátsó csapágynak is van játéka. Ha az első csapágy közelében méred, akkor annak a hatása elhanyagolható, minél hosszabb karon, annál inkább."
A tokmányt emeléshez a tokmányhátlapon támasztom meg, még tokmány sem kell ehhez, csak a felfogó tárcsa. A mérésem szerint, ha az orsóvéget önmagában támasztom, az elmozdulás 0.02mm, nem olyan rossz, de kissé korrigálni fogom az első bronzcsapágyat és 0.01mm-re le akarom vinni. A kopottságot már megnéztem tusírfestékkel. Ha felrakom CSAK A TOKMÁNYTÁRCSÁT és annak a peremét támasztom és a peremen mérek, ami pont olyan messze van az első csapágytól, mint az orsó vége, akkor pedig 0.1mm lesz az elmozdulás. Ha a tomány felfogó tárcsa nyakába behajtok 3db rézcsavart 120 fokonként, óra segítségével centralizálom kissé a tárcsát, hogy minél kevésbé üssön, jól meghúzom a rézcsavarokat, akkor feszítésre a tárcsa elmozdulása feleződik 0.05mm-re. Ezt nem lehet megmagyarázni a hátsó csapágy lógásával. Ami egyébként egész jó állapotú, tusírfestékkel ellenőriztem, nomeg a csapágyanyák meghúzásával is minimalizáltam a kotyogását.
Tud-e valaki olyan helyet ahol V alakú golyópályát fel tudnának simítani kb 900mm hosszban? Szerintem egy ekkora löketet tudó síkköszörű egy kicsit rádiuszosra lehúzott koronggal alkalmas lehet a feladatra. Két pár sínről azaz 8 felületről lenne szó.
Alul van a főkapcsoló, és felette 2x2 nyomógomb. A külső pár a hajtás mágneskapcsolót kapcsolja, a másik a hűtővíz szivattyút. Ha megnyomod a hajtás gombját, akkor az olajszivattyú állandóan megy (zúg), és az olajat felnyomja a főorsóhoz. Ezt látni kellene abban az üveg buborékban. Nálad ezt nem hallom, lehet megállt az olajszivattyú, és szárazon járt. Vagy elfogyott az olaj. Vagy mindkettő.
Az olajtöltő nyílást a főorsó feletti bazi nagy csavar rejti.
Hát, ezt mindenképpen el kell kezdeni bontani, mert vagy az olajpumpa esett szét, vagy valamelyik cső csúszott ki/törött el. A csörgés azért van, mert nem olajban futnak a fogaskerekek. Ne is nagyon járassátok így.
Az olajpumpa a sebességváltónál szokott lenni, szóval a gép alsóbb részén.
Akörül a tálca körül, ahol most odafolyt az olaj, ott kéne bontani a burkolatot, és keresni az olajcsöveket. Ezek olyan 5mm körüli átmérőjű csövek, amik felviszik az olajat a felsőbb régióba. Annak alapján, amit ott láttok, már okosabbak lesztek. Lehet, hogy nem is az a cső ment tönkre, ami az olajablakra hordja az olajat, hanem valamelyik másik, de mivel így elfogy a nyomás, oda fentre sem jut fel. Erre is gondoljatok!
Elöljáróban el szeretném mondani, hogy én laikus vagyok. Viszont édesapámnak gondja akadt az esztergájával és segíteni szeretnék neki, mert nagyon elkeseredett miatta.
Egy E400-as esztergáról van szó (nem új vásárlás, már vagy 25-30 éve használja). Az esztergának rossz hangja van, az olajat nem köpi fel, a fenti kis ablak kupolában alig látható. Emellett az olajtálcánál illetve az eszterga bal oldalán ki van folyva elég sok olaj.
Én tömítésre tippelek de nem értek hozzá sajnos és nem tudom, hogy hol és mit kellene ellenőrizni a gépen, édesapám is tanácstalan.
Tudnátok segíteni a hiba beazonosításában?
Készítettem néhány képet és egy videót. Sajnos az a rész pont lemaradt mikor kapcsolgatta a végén nem tudom milyen állásba tette, de nagyon csúnya csörgő hangja volt a gépnek. Ha a diagnosztizáláshoz szükséges valamilyen állásban járatni vagy valahonnan még képet készíteni, csak kérjétek és készítek még anyagot.
A gyűrűpatronról mesélhetnél többet, ha publikus, mert érdekelne.
Nem vagyok konkurencia, csak sokszor kéne ilyen feszítős patronmegoldás, és kiváncsi lennék, hogyan csináltad meg. Én is megpróbálnék a gépemre gyártani egyet.
Sziasztok! Ide is berakom hátha tudtok segíteni, a hobbiasztalosban nem kaptam választ.
Sziasztok! Van egy békebeli marófejem. Láttam már szétrepülve alumíniumból készült hasonlót, ez nem az ,ez acél. Volt hozzá 3 különböző formájú pengém, de sajnos a költözéskor elkallódtak. Hol tudnék szerezni hozzá pengéket? A másik, hozzám került a képen látható gyalu. Zsákba macska ként vásároltam, képzeljétek fordítva volt beletéve a gyaluhenger. Szépen forog, és állítható a gyalulási vastagság. Még nem gyalultam vele. Az érdekelne hogy ismeri e valaki, és érdekelne a véleményetek róla.
Hú, nagyon örülök Neked! Nem gondoltam, hogy ennyire ritka ez a gép! Légy szíves, add meg az e-mail címed, az enyém nyilvános, a nevemre kattintva látható! Harminc-háromkilencvennégy-hetvenhat-52
Nem volt nagy dolog, csak késő este, sötétben (nincs az alsó rész megvilágítva), nem vettem észre, a norton sort mellé kapcsoltam és ezért nem hajtott semmit! Amúgy is nagyon nehéz a nortont kapcsolni rajt!
Szia! Ez a proxxon eszterga után a lehető legkisebb. Tokmány 90mm ,max fordulat 2500 stb.
Kapcsolható előtolás előre és hátra + sok féle menetemelkedés vágása. A tokmány forgás iránya változtatható és a sebessége fokozatmentes valamint külön 2 sebességhez váltókar. A vonóorsó kikapcsolható és ennél a modellné a fogaskerekek FÉMBŐL vannak!! :) Jól és precízen beállítható kotyogás mentesen minden szán.
Én terveztem rá egy rádiuszozó modult valamint a gyűrű patront tartó fejet + a hossz szán tekerőjét kisebbre és aluból + digitális tolómérőt a hossz szánhoz.
Nálunk a cégnél van egy Eu 215 ös, Ha tudok, segítek :) Ami biztos, úgy néz ki a gép alja, mintha folyamatosan dőlne belőle az olaj, egy tuningolt hardytárcsa hajt át a motor és a váltó közt. Még annó kerestem hozzá colos menettáblázatot, azóra kerülőúton hozzá sikerült jutni
Köszönöm a válaszokat a késtartóval kapcsolatban, igazából a kidolgozása az, amire azt mondtam hogy ez használható lehet, viszont az anyagminőséget nem nagyon lehet így megállapítani... bizonyára sokan találkoztak olyan csigafúróval és társaival, amik a normál felhasználást sem viselték még rövidtávon sem.
A TOS-MN80 kézikönyve azt írja, hogy a főorsó csonkján mérve a játék 0.01-0.015 között legyen. Ha hosszabb ideig a legmagasabb fordulat (2000RPM) járatjuk, akkor a játékot meg kell növelni 0.02-0.03mm-re.
Az, hogy a tokmányon nagyobb a játék, nem abból adódik, hogy a tokmány "lötyög" a főorsón, hanem abból, hogy a hátsó csapágynak is van játéka. Ha az első csapágy közelében méred, akkor annak a hatása elhanyagolható, minél hosszabb karon, annál inkább.
A hátsó csapágy játékát ugyanúgy kell beállítani, mint az elsőt, csak akkor a annak a csapágynak a közelében kell a mérőórával rátapintani a tengelyre.
"Azt vettem észre múltkori dreháláskor hogy 0,5mm fogásmélységnél nagyobbat nem szerette a 40mm-es ezüstacélon, a 0,5-el kényelmesen elvolt."
Nem rossz az szerintem.
"Először próbáltam mikronos órával csak a főorsót, de nem sikerült úgy megnyomnom hogy mindig visszaálljon a kiinduló értékre."
Szerintem nem a készülékben van a hiba. Miért is kéne annak pontosan ugyanoda visszaállni?
Nem tudom mi a szabvány előírás, nekem egy 400mm hosszú kar áll a rendelkezésemre aláfeszteni.
Így tokmány nélkül 0,01mm körüli elmozdulást tudok produkálni.
A legnagyobb és egyben jelenleg legpontosabb tokmányommal (125mm) attól függ mennyire kajakból nyomom le, erősen határozottan 0,05mm ha jobban megnyomom, de még nem csimpaszkodok rá akkor valahol 0,08mm körül van.
Azt vettem észre múltkori dreháláskor hogy 0,5mm fogásmélységnél nagyobbat nem szerette a 40mm-es ezüstacélon, a 0,5-el kényelmesen elvolt.
Először próbáltam mikronos órával csak a főorsót, de nem sikerült úgy megnyomnom hogy mindig visszaálljon a kiinduló értékre. Nem téptem halálra mondjuk a szorítóját. Kiscsikó vagyok még majd belejövök, belenövök.
Szép kis gépezet, esetleg mesélsz róla kicsit többet? Engem a vasútmodellezés miatt kifejezetten érdekelnek az ilyen kicsi, finom munkához alkalmas gépek.
A kommunista Kína annak idején ugyanúgy tudott pipec gépeket, pontos műszereket gyártani, mint mondjuk mi.
Csak aztán kialakították ezt a félig kapitalista rendszert, amiben mindenki azt csinál, amit akar és tud, mármint ahogy tud átverni vevőket a szar árujával. Azóta van pocsék termék. De van nem pocsék is, csak azt pont olyandrágán adják, mint a németet, meg angolt. Az összes Nikon fényképezőgépem Kínában készült, kifogádtalanok, de százezrekbe kerülnek, és nem pártíz ezresbe.
Van egy belső mikrométerkészletem, toldható fajta, 1000mm-ig mérhetek vele. Kommunista Kína terméke a hetvenes évekből, és pont olyan pontos, mint a német Zeiss.
És nem sorjás, nem görbe, nem vacak. Polírozott mérőfelületek, profi acálanyagok, szép galván....
Kína eljutott szerintem arra a szintre hogy annyi ideje gyártanak a világ minden tájára nagy multiknak hogy kinevelték magukat hogyan lehet jó dolgot készíteni. Ehhez mostmár megfelelő képzésük is van és képezik is a saját szakembereiket, saját véleményem szerint a multiktól lopott tudás farvizén felúszva.
Én egy dán cégnél dolgozom ott mondta a főnök hogy fordult a kocka, Kínában egy mérnököt felvenni lassan annyiba kerül mint egy dánt (5-6x-os mint a magyar fizetés).
"Keep me posted", ahogy a jólnevelt amerikai mondaná. Ha lesz új megoldás a tokmányok felfogatására vevő vagyok rá hogy beszálljak a buliba én is, növelve ezzel a darabszámot és tán csökkentve a darabárat.
Üdv! Ötvösként csupán műszerész esztergát használok mivel a karikagyűrűk készítésének egyik munkafázisához kell. Régen kb 25 évvel ezelőtt tanultam komoly esztergával is dolgozni. Tudom ez nem egy komoly darab de nekem jól kiegészíti a CNC gépeimet. Ma érkezett meg egy a hossz szánra felszerelhető külső kijelzős digitális hosszmérő + PDC gyémánt cserélhető lapkás kés. Szuper! Teljesen tükörfényes felületet készít. Rakok fel pár képet. (Bocs a zavarásért de nagyon örülök neki!)
M5 csavarokat raktam a nyakba, az öntvény falvastagsága 6-7mm. Egyelőre jól tart. Ma estefelé készítettem egy horonyanyát a kézi szánhoz, hogy annak segítségével le tudjam fogni a késtartót. A hétvégén elkezdem nagyolni az új tokmánytárcsát. Közben folyamatosan mérni fogom a beszorított hátlap mozgolódását az orsón. Ha úgy látom, hogy hajlamos az elmozdulásra, akkor be tudok rakni még három csavart, de remélem, hogy nem fog kelleni.
Simán lehet, hogy nem ugyanarról a késtartóról beszélünk akkor.
Ami nekem van, az kimondottam pontos (függőlegesen és fogásirányban is), és merev is.
Egyébként az a tapasztalatom, hogy Kínában is folyik a termékfejlesztés, az újabbak sokszor határozottan jobbak, szebb kidolgozásúak, mint a pár évvel régebbi hasonszőrű termékek.
Azt fontos megjegyezni, hogy ezek kétféle verzióban léteznek:
- a "wedge-type", ami egy ékkel szorít, erről volt itt most szó, és
- a "piston-type" aminél a kar egy kis dugattyú szerű valamit nyom ki, úgy feszíti egymásnak az anya fecskefarkat a fix bázisú apának.
Az a mondás, hogy a wedge-type pontosabb (és drágább), bár nem extrém nagy a különbség, se árban se minőségben.
Nekem a wedge-type szimpatikusabb, mert ott az ék a fecskefarok homlokfelületére húzza rá a késtartót és azon is felfekszik.
Hűha, irigyellek, Alpár! Én is hasonlóképpen viseltetek (érzek) a CZJ termékei iránt! Ötletességben, sőt időnként zsenialitásban sőt precizitásban bizony lekörözték az Oberkocheni Zeisst, nem beszélve a brutáls termékválasztékukról. Ez a szögmérő nosztalgikus érzéseket támaszt bennem, hiszen anno, 1974-ben egy igen jól felszerelt, gépipari hosszméréstechnikai mérőszoba legifjabb alkalmazottjaként kezdtem "áldásos" tevékenységemet, és ha alkatrészkészítés közben szöget kellett mérni, bizony egy éppen ilyen műszert részesítettem előnyben! Komoly mérésekhez a nagy mérőmikroszkópot preferáltam (szintén CZJ, persze. Na, az mindent tudott. Pontosságban verte az akkori koordináta-mérőgépeket, csak kissé hosszadalmasabb volt rajta a mérés. Sajnos, csak majdnem jutottam hozzá egy igen jól felszerelt példányához az FMV felszámolásakor, mert átvertek. De az optikai "szegnyergét"- szintén 1'-es - azért megszereztem )
Most ilyen szögmérőm nincs (digitális szögmérőm sincs, csak a MOM Kalibergyár gyártotta rézskálás, nóniuszos univerzális szögmérővel rendelkezem), viszont van egy ugyanilyen leolvasási elven működő, szintén 1 perc felbontású libellás tüzérségi dőlésmérőm, Szgyelano v SzSzSzR...
Ha már a vonalzó szóba került, el kell dicsekedjek, tegnap ezt hozta a posta:
Már régóta szemezgettem a kínai a digitális szögmérőkkel, de amikor ez szembe jött az eBay-en, nem tudtam ellenállni neki. Eleve nagy rajongója és gyűjtője vagyok a Zeiss Jena eszközöknek (itt a topikban szerintem nekem van a második legtöbb Zeiss Jena mikroszkópom, ha csak a szép feketéket számoljuk, lehet, hogy vezetek).
A szöget a kallantyú feletti pici lukba benézve lehet leolvasni 5' osztással. Ezt látni a lukban (fény fele tartva):
Köszönöm a jó szándékot, de ahogy occseb írta, nagyobb a belső menet a kelleténél.
Viszont megvalósítottam Pijepapa ötletét, benn van három rézcsavar a tokmánytárcsa nyakában. Feszítésre az elmozdulás kb 0.05mm, azaz fele a korábbinak. Az orsó végen ez az érték levett tokmánytárcsa mellett olyan 0.02mm. A különbség abból eredhet, hogy a menet is laza illesztésű, ezért ha csak az illesztő nyakon fixálom az elmozdulást, a menetes részen még kissé mozoghat. Az új hátlapot első körben szürkeöntvényből készítem el, ehhez van anyagom, és nem kell ide-oda járkálni miatta. Ha az sikerül és jól tudom használni, akkor fontolóra veszem Csuhás ötletét. Mindenesetre már írtam egy hőkezeléssel foglalkozó cégnek és nem riadtak vissza attól, hogy csak pár darab alkatrészt vinnék.
Azt hiszem igen: A láncfeszítő görgő egyik csapágya volt berágódva így szerintem induláskor megcsúszott rajta a lánc. Most már elfogadhatóbb hangja van. A hátsó burkolat is segített a csendesítésben.
A karanténnak köszönhetően haladok a marógép helyreállításával. Látványos változás nincs, de rengeteg apróság készült. Cseréltem egy láncfeszítő csapágyat, és két kardáncsuklót. Mosógép csövekből kapott porvédőt. Új olajszemeket szereltem. A vízszintes orsó a szakadt bőr harmonika helyett egy szalagrugós védelmet kapott. Az eddigi 230V-os vezérlést 24V-ra cseréltem, és a főmotor lágyindítót kapott. A hátsó burkolatot kettévágtam hogy oldalról felrakható legyen ( hátulról a fal miatt nekem nem tehető fel ) Stb stb még vagy egy tucatnyi apróság. Képek itt: https://cnctar.hobbycnc.hu/Csuhas/marogep/
Ha már felhoztad a Multifix késtartót, akkor én is hozzátenném a tapasztalatomat. A 4 késes késtartó a maga nemében tökéletes, nem is fog kimenni a divatból. merevsége minden konstrukciónál jobb. Hibája az, hogy a vízszintes visszaállási pontossága nem teszi alkalmassá finomabb sorozatmunkára. Úgy értem, hogy késváltós műveletsorban. Így én akkor használom, amikor "marcona" leszúrást kell végeznem, vagy szívós anyagot nagyolok.
Minden gépemen Multifix késtartót használok alapesetben. Ezeknek a visszaállási pontossága megfelel az elvárásoknak (0,01) Van ezenkívül egy behozhatatlan előnyük, ha letöréseket kell rögtönözni, akkor a kés vízszintes szögét meg tudom változtatni, utána vissza állhatok az előző beállítási pontra. Nagyon sokan gyártják, ezért vigyázni kell, hogy az utólag beszerzett betétek lehetőleg azonos gyártásúak legyenek az alaptesttel. Szerencsétlen esetben a felhelyezett betét szögben fog állni a tokmányhomlok síkjához képest (5-10 fok).
A sokféle gyártású közül nekem van svájci, olasz, és kínai. Mind megfelelő működésű és visszaállási pontosságú, kellően szilárd szerkezet.
Különben éppen a marógéphez készítek speciális (de majd máshoz is jó lesz) szállítókerekeket, hogy könnyebben tudjam mozgatni. Sikerült az esztergát megoldanom, de azért továbbra is örülnék egy olyan embernek, akitől lehetne kérdezni! Nem gondoltam, hogy ennyire ritka az EU-215, hogy senki nem ismeri a fórumon?!
Nekem volt 250-100 méretű gyorváltósom, abba 12-es kés fért max. Cserébe 15-6 betétem volt, 8-9 betét aktív használatban volt, a többiben spéci kések. Nagyon szerettem, mert középen van a kioldó kar. Hobbiban nálam nem számított a visszaállási pontosság.
Most egy 250-300-as méretűt fogok kipróbálni, sajnos csak az alaptest van meg, az első betét úton. Szintén E2N.
Értem amit írtál és még talán meg is csinálom később. Viszont az utolső mondatod nem értem. Ahogy már korábban írtam, az orsó vég nem kopott, csak a tokmánytárcsa. Egy olyan kiszámíthatatlan eredményt adó gépen, mint az enyém most, hogyan lehetne elkészíteni a pontos tokmányhátlapot ? Nekem továbbra is szimpatkis Pijepapa javaslata a jelenlegi hátlap csavaros beállítására, és azzal elkészíteni az újat.
Az Aloris pedig elég komoly névnek számít ezen a piacon, nem a vicc kategória.
Ez pedig milliméterre megegyezik vele, a szerkezete tök ugyanaz, a késtartók kompatibilisek, ugyanúgy acélból van az egész.
Éles szemmel kell nézni a képet, hogy apró részletek alapján kiszúrd, hogy az eredetit nézed vagy a másolatot.
Merevség tekintetében nem lehet számottevő különbség.
Oké, ez nem ugyanaz a minőség, fogantyú megmunkálásánál pl. láthatóan takarékoskodtak. Lehet hogy a felhasznált acél minősége se ugyanaz.
Viszont köszörült felületek pl. meglepően szépek. A szorító elfogadhatóan mozog, kis erővel megfeszíthető, könnyen oldható - viszont nem rázódik ki. A visszaállási pontosság kimondottan jó.
Szerintem nem lehet lényegesen jobb az eredeti sem a használat tekintetében, hiába ötször drágább.
BC3-ból csinálnám. Lehet kapni mindenféle méretben. Betétben edzve kapna a kúp egy 0,6-1 mm-es edzett (akár 60HRc) kérget. Ahol nincs szükség kemény rétegre ill. edzés után kell esztergálni (pl. a felragasztott tájoló átmérő a menettel) ott kéregvastagságnyit ráhagynék és edzés előtt leesztergálnám róla a szénnel dúsított részt. Ezeken a részeken nem lenne kemény, de egy szívós 30-40 HRc keménység lenne edzés után.
Nekem volt ilyen (pl. 33513.hsz és 33402.hsz képein látod), aztán lecseréltem ugyanilyen típusból az kisebb méretre (250-000), mert túl nagy volt az én gépemre (l. 35216.hsz.).
A kínai viszonylatban kimondottan kulturált, precíz kidolgozás. Masszív és pontos, ez az ék-szorítós verzió mindenképpen. Szóval tudom ajánlani
Szerintem méretre elég nagy neked ez a 250-100 (250-111) sorozat, de nézd meg a dimenziókat, van ennél nagyobb is (250-200). Persze az drágább. A gyorscserélőt csak egyszer kell megvenni, de érdemes számolni a késtartókkal is, mert abból soha nincs elég.
Ja igen, azzal már jártam pórul, késtartóból sikerült vennem kettőt éppen az AliExpress-ről, ami nagyon durván félre volt köszörülve. És még a pénzt se voltak hajlandók visszafizetni, csak, ha visszapostázom.
Azóta nem veszek semmit az AliExpress-ről.
A Banggood-on még nem volt soha ilyen problémám, ha valami hibás volt vagy elveszett útközben, szó nélkül fizettek.
Pass a mostani anyagokat nem ismerem, én C45-ből készíteném de jobbnak mondták a 42CrMo4 anyagot. Praktikusan nem rúdanyagból készült pogácsát keresnék, hanem lángvágóval lemezből kivágott korongot. Hőkezelni szvsz minden hőkezelő műhelyben egy üveg borért hozzáteszik egy adaghoz, hiszen ez minden napos anyag. De egy kis faszénen hajszárítóval felszítva is elég kemény lehet az eredmény, azután egy sütőben vissza lehet ereszteni. A kész kúp CBN lapkával lesimítható, hiszen nem feltétlenül kell a szabványos méreteknek megfelelni ( ahhoz a szigorú tűrések miatt köszörű kellene ) Az esztergált eredmény is sokkal jobb lehet mint egy kopott menet akármilyen hernyócsavarokkal jusztírozva, nem beszélve a könnyű és pontos jövőbeli tokmánycseréről.
Ezzel a javaslatoddal már többször találkoztam itt a fórumon. Két kérdésem van:
1. milyen anyagot választanál a rövidkópos tárcsának (melyet az orsóra rögzítenél), és hol szereznél be belőle egy olyan 40mm hosszú D=100mm darabot ?
2. hogyan hőkezelnéd ?
Régebben felkuattam a neten profi hőkezelő cégeket, de ott ha jól emlékszem vannak minimál árak, amelyek kissé megdobnák a projekt költségvetését. Az ezüstacélról olvastam, hogy nagyon egyszerű hőkezelni, Ok. De hol adnak egy akkora darabot, ami egy ilyen projekthez elegendő ?
1. leveszem a tokmánytárcsát és közvetlenül az orsót feszítem. A mérs menete le van írba pl. az E1N gépkönyve végén. Ekkor kaptam olyan 0.02mm elmozdulást
2. felrakom a tokmánytárcsát (a tokmány is rajta lehet, ez szerintem mindegy) és a tárcsát/tokmányt támasztom meg és mérem a tárcsa/tokmány elmozdulását. Ha a tokmányt is bevonod, akkor annak az elmozdulása is hozzáadódik, ha az illsztése gyenge. Így kapok olyan 0.1mm elmozdulást.
Szerintem, ha valami piszok bekerül oda, akkor inkább a léc kopjon, mint a vezeték.
Meg, ha nem kerül be oda piszok, akkor is koptatja egymást a kettő, akkor is az kopjon inkább. Én bronzból csinálnám.
Tokmánytárcsa ügyben is azért (is) javasolják az öntöttvasat, mert az nem rágja meg a főorsó felfekvőfelületét fel- és levételkor. (Ez leginkább a régi menetes, hengeres illesztőfelületes főorsóknál számít)
A zöld felületre nyomó erő egyik eredője pl hogy a léc alul is támaszkodik. Ha a léc alja is fel volna hántolva, egy síkba a mozgórész talpával akkor merevebb tudna lenni az egész konstrukció. Délután kipróbálom a kontraanyás ötletet, abban az tetszik, hogy esetleg ezzel az ideiglenes megoldással is elérhető a helyes működés. Ha nem akkor meg okosabb leszek megint.
Léynegében neked csak a képemen zölddel jelölt rész fontos hogy sík és szögben megfelelő legyen, az is leginkább a csavarokhoz képest és nem a körülötte lévő felületekhez képest.
Ha máshol nem is érne semmihez csak a zöld felületen és a csavar rögzítésnél már akkor volna a legjobb szerintem. Rosszul látom?
Lágyított rugóacélra gondoltam, abba nem ragad a forgács vagyis kevésbé mint egy szerkezeti acélba ha nem valami keményebb szemcsék rágódnak közé. De jó a sziliciumbronz is, csak azt nehéz reszelni. A nem érintkező felületek nem mindegy hogy néznek ki, lehet az köszörült is nem befolyásol semmit. De mondjuk gömbgrafitos öntvényhez nem párosítanék laposvasat az biztos.
A satu környékén csak az asztal megvilágítása van a plafon világítás mellett. Ráadásul ha a fecskefarkat kaparászom akkor önmagára is árnyékol. Most szégyenszemre a kislétrára kötöztem rá a stecklámpát, akartam venni IKEA Jansjö lámpát (vagy ami van helyette) de már nem volt lehetséges rendelni se. A kápráztató fény az tényleg zavaró mert a halvány festéken átcsillog a fény.
Először úgy nézett, ki hogy túl magas a léc azért nem szorít rendesen. Akkor jobb híján kézből köszörültem le a magasságából 50fokos szögben, olyan is lett.
Az a léc ami most van benne annyira azért nem kemény, legalábbis hántolható.
Dolgozott valaki EU-215 esztergán? Használatával, az egyes kezelőszervekkel kapcsolatba lennének kérdéseim! Örülnék saját e-mail címnek, de akár ide a fórumra is feltehetem fényképekkel illusztrált kérdéseim. Viszonylag sürgős lenne a segítség, mert tegnap este sikerült "elvarázsolnom" a gépi előtolást!
Magam a menetes végződésű kopott főorsóvégre készítenék egy rövid kúpos bajonettes közdarabot, amit hőkezelnék, majd csapágy ragasztóval örökre felragasztanék az orsó végére. Végül a működő felületet felsimítanám. Így végleg meg lehet szabadulni menet lazítási nehézségektől, a lelazuló tokmánytól, és a centrírozási hibák nagy részétől. ( Ha a orsóvégi menet esztergálása gond akkor azt gátlástalanul leesztergálnám egy önzáró kúpos felületre, amit felragasztanék, majd keresztbe befúrt kettévágott kúpos szeggel biztosítanék ) Persze az egész eljárás feltétele hogy kiszerelhető maradjon a főorsó.
A bejegyzésed utolsó szakaszával kapsolatban írok. Még gondolkoztam kissé rferi: 36436 és Pijepapa: 36429 számú bejegyzéseiről a kopott illesztő furatú tokmánytárcsám cseréjével kapcsolatban. Rferi javaslata igazából akkor tud pontos eredményt adni, ha maga a gép is pontos, amin készítem az idpmszert. Ha jól értem, végeredményben az orsóvéget kell lemásolni, az az idomszer. Csakhogy pont az a gond, hogy lötyögős tokmánytárcsával semmit nem lehet pontosan megcsinálni. Már 30-40 mm-en is kúpos lesz az alkatrész, gondolom azért, mert ahogy fordul a munkadarab a forgácsoló kés előtt, úgy az el is tolja magától. Így végül Pijepapa megoldásának kivitelezésébe kezdtem bele. Ezzel kapcsolatban támadt egy ötletem. A kotyogást némiképp lehet csökkenteni úgy is, hogy a víz- és gázszerelés során használt teflon szalaggal tekerem be az orsóvéget a menetet és illesztő peremet egyaránt. Kipróbáltam és bevált, olyan felére csökkent a kotyogás. A csavaros centírozást is megcsinálom, vannak M5 sárgarés csavarjaim. Viszont ezeket meg fogom kontrázni anyacsavarokkal, hogy ne lazuljanak ki, miközben az új hátlapot esztergálom.
Kedves Fórumtársak! Előrebocsátom, hogy félig-meddig kívülálló vagyok, mert ugyan gépgyártástechnológus (forgácsoló) mérnökként végeztem 1974-ben, sohasem praktizáltam ezen a területen. Viszont előtte a szakközépiskolában mechanikai műszerész szakmát szereztem, és ott ismerkedtünk például az esztergálás, marás alapjaival is. Aztán közel 40 évig volt alkalmam bőven gyakorolni a szakma gépi forgácsoló szegmensét is a jól felszerelt gépműhelyben meg a saját fennhatóságom alatt álló profi műszerészesztergán - és szívesen tettem. Most már csak hobbiból szórakozom ezzel itthon a kis játékgépemen.
Nemrég olvasgatni kezdtem itt a korábbi bejegyzéseket és tanulságos dolgokkal ismerkedhettem meg. De olvastam olyasmiket is, amikkel nem feltétlenül értettem egyet. Itt van mindjárt a "hátlap" kifejezés. Először értetlenül álltam előtte. Mi van? Mit kell egy hátlap esetén századokkal szórakozni? Az eddigi fogalmaim szerint a hátlap például egy készülékdoboz, szerelvényszekrény hátsó lemezét jelenti. Aztán rájöttem, hogy a szaktársak a tokmánytárcsát értik alatta! Hát bizony, ilyen elnevezéssel, hogy "hátlap", sehol semelyik szakkönyvben, tankönyvben nem találkoztam vele, se a forgácsoló műhelyben sem hallottam így titulálni az évtizedek alatt!
Egy másik bejegyzés - ha jól emlékszem, Bíró Szabi volt kedves kollégám videójával kapcsolatban - kifogásolta, hogy micsoda szakszerűtlen dolog az aláesztergált tokmánytárcsa. Ez nem biztos! Régi esztergályos szakirodalomban előfordul: úszó tokmánynak nevezték az így felerősített tokmányt. Semmivel sem tartom szakszerűtlenebbnek, mintha például valaki "beilagot", "trombitalamezt", esetleg papírcsíkot tesz egy vagy két tokmánypofa és a munkadarab közé, hogy azt valamennyire kicentrírozza. (Én itthon gyakorta élek ezzel a kényszer szülte módszerrel, persze csak szigorúan a hárompofás tokmány esetén...) De a puhapofás tokmányt is megemlíthetném, holott az bevált, elfogadott befogókészülék. Már a kereskedelemben is kínálnak meglevő tokmányokhoz puhapofa-készletet, borsos áron...
Persze az úszó tokmány csak egy-két tized milliméterig megengedhető és csak akkor, ha kizárólag radiális ütés kiküszöbölése a célja. Azaz ha befogunk egy geometriailag szabatos hosszabb csapot a tokmányba, és megmérjük a radiális ütését a pofák közelében is meg a vége közelében is, és mindkét esetben ugyanabban a szöghelyzetben ugyanazt az ütést mérjük. Természetesen a fentiek szigorúan a magánvéleményeim, nem kötelező ezekkel egyetérteni!
Amúgy a tokmánytárcsa és esetleg a főorsó központosító felületének kopása (bár Feri ez utóbbit kétli, én nagyon is el tudom képzelni, de nemsokára megmérem) nálam is gondot okoz. Az UNIVERSZÁL-3 -nak menetes végződésű, hengeres központosítású főorsófeje van, hasonló, mint a nemrég szóba került KART esztergának. Megvizsgálom a dolgot, és beszámolok a tapasztalatokról - már ha jutok valamire. Ezt is meg kellene előbb-utóbb oldanom. Erőst gondolkodom azon, amit egy korábbi bejegyzésben olvastam, és lehet, hogy kipróbálom. A kommentelő lényegében 3 db, 120 fokban elhelyezett radiális menetes furatot javasol, amik a főorsófej hengeres központosító felületénél vannak. Ezekbe szorítócsavarok (persze hernyók) volnának, alumínium betétek közbeiktatásával. Én bronz hernyókkal kísérleteznék, betétek nélkül. Vagy az acél hernyók végébe ültetnék fejes bronz csapocskát. Vesztenivalóm nincs: a tokmánytárcsa ettől még olyan marad, amilyen volt, legfeljebb a módszer nem válik be. Ilyen kis gépen talán elfogadható ez az eljárás.
Rugóacélnál lejjebb ne add, ugyanis a puhább vasba berágódhatnak az öntvény és léc közötti forgácsdarabkák, ( laprugóból ). Mekkora a léc hossza és milyen keresztmetszetű kellene pontosan? És még valami, a lécnek csak a sík lapján szabad érintkeznie a csúszó prizmához máshol nem, így akár az 50fokos szöget reszelheted is.
Igen tudom, helyi világítás mindig kell. De azért nem rossz az ha az egész műhelyben egyenletes erős fény van (még ha "szakszolható" is).
Megkérdezhetem miféle megvilágítást használsz hántoláskor? Nekem a túlöerős koncentrált fény valahogy nem jött be ha halvány a festék, a fém csillogása elnyomja a festék láthatóságát. Olyankor viszem sötétebb szórt fénybe...
Jó lenne ha egy áramerősséget tudnál mérni, mert motorikus, elektronikus, hiba is lehet, és valami mechanikus szorulás is. Nekem is az van, én eddig nem tapasztaltam hasonlót.
Van egy Erba 300 tip. kis esztergám. Mostanában az a nyűgje, hogy kisebb fogásoknál is le tilt az elektronika. Régebben vasat , rezet is esztergáltam vele , most a metamid is sok neki. Van erre valami meg oldás?
Megint jövök az E1N keresztszán billegése témával. Ugy nez ki megis az a baj, hogy tul keskeny a betétléc, emiatt a csavarok amik nyomják nagyon hosszan kijonnek a menetből es a holtjatekuk miatt tud billegni a mozgoresz.
Szoval kene csinalni egy lecet ami csak egy tizeddel kisebb mint a rés. Rferi fel is ajánlotta, hogy csinaljuk meg ha már citokinvihar kokazata nelkul megtehetjuk.
Milyen anyagbol van egy ilyen léc? Gondolom nem tul kemeny, lehet hogy sima szerkezeti acél is megteszi?
Feri még azt dobta fel, hogy talaljam ki mibe tudjuk befogni marashoz 50 fokos szogben. Arra jutottam, hogy magat a felforditott mozgoreszt lehetne felhasznalni. A marogep asztalára a keziszan elforgatasahoz kialakitott kör alaku sik felulet tudna illeszkedni, a nyersanyagot a mozgoresz fecskefark ferde feluletehez csavaroznám.
Ez nem vertikálfej hanem egy kis szerszámmarógép asztalt tartó közdarabja, benne az asztal előtolás hajtásának kúpkerekei és az irányváltó kar ( a karhoz csatlakozó kétoldalt körmös persely hiányzik )
Tesvérem én Várpalotán élek már kb.1 éve, előtte 40 évig Berhidán családi házban, utána 13 évig Pétfürdőn panel. Most végre újra családi házban, de még sok tennivaló van. Nekem "első lenne a hobbi", de a családnak más a fontossági sorrend...:-)
Én is nemrég tettem tisztába kis hobbiműhelyem világítását.
Valóban az a helyes, ha van egy globális világítás a mennyezeten, de minden gép és munkahely lehetőleg beállítható irányú helyi világítással van felszerelve. Anno leselejteztek pár viszonylag jó állapotban levő paralelogrammás íróasztallámpát. Felszereltem egyet a kis esztergámra (a 36416. bejegyzés első fotóján látszik), egy másikat a kétkorongos köszörűre, egy harmadikat az asztali fúrógép mellé. A munkaasztalokon vannak rögzítve a többiek, összesen 7 db. Mindegyikbe 8 W-os spot LED-lámpát tettem; tökéletesen elegendőnek bizonyultak. A mennyezeten két 750 mm-es, 20 W-os fénycső van elektronikus ballaszttal. (Ezek nem vibrálnak, mert az elektronikák 10...20 kHz közötti frekivel hajtják meg a fénycsöveket.) A fogyasztás így csekély. Még akkor is az lenne, ha mindegyik lámpa egyszerre lenne bekapcsolva, de persze csak az világít, amelyikre éppen szükség van. A mennyezet és a falak fehérek (voltak?).
Valószínűleg ez így nem teljesen szabályos, legalább is a gépekre szerelt lámpák tekintetében. Azelőtt az ilyen "géplámpák" csak törpefeszültségről működhettek, jellemzően 24 V-os izzó volt bennük. A gépben pedig egy termetes 24 V-os biztonsági trafó. Jópofa volt, mert marha nagy áram miatt állandóan elégtek a - sokszor nem porcelán, csak bakelit - izzófoglalatok, és a nem erre méretezett kapcsolók.
Érdekelne, hogy mostanában mi a vonatkozó előírás?
3db fenycső armaturám volt, mindben két fazis, igy nem villogott es kb bevilagitott mindent. Helyi lampakra szukseg volt akkor is. Viszont a 3*40W soknak tűnt. Kihajitottam a fénycső panelokat és helyette 6x3db 7W 230V fehér G10 ledeket tettem.
Azert a helyi megvilágításokat igy se lehet mellőzni, pl mikor vezetéket hántolok es es halvány a festés.
"A gépet nem ismertem. A 2Hz frekvencia 2 pólusú motort feltételezve az adott fordulat majdnem annyi mint amit mért. Ezért nem gondoltam hogy a jeladó a főorsón lehet.
Megnéztem a géptípust, ezek szerint a közbenső áttételt kihagyva (ill azt csak feszítőként használva (?)) direktbe hajtja a motor az orsót.
Nem a legszerencsésebb így a kis tokmányfordulatot elérni, akár hűtjük a motort akár nem."
Bizony a jeladó - a 60 furatos lemeztárcsa - a FŐORSÓ ékszíjtárcsa-csoportjára van felcsavarozva, és valóban a főorsó percenkénti fordulatszámát mérem - másként mi értelme lenne?! A közbenső áttételt kihagytam. Sokat kísérleteztem ezzel, végül ez bizonyult a legcélszerűbbnek: a motor tárcsacsoportjának legkisebb átmérőjű eleméről hajtja meg a szíj a főorsó legnagyobb átmérőjűét. Eredetileg, a kondenzátorokkal megerőszakolt fázistolásos rendszerben 1200/min volt ekkor a névleges fordulatszám. A korrekt, 3 fázisú, 120 fokos fázisszöget garantáló rendszerben 50 Hz-en ez 1250/min. A frekvenciaváltó kimenete nem analóg: a szinuszjel lefutását PWM-el szintetizálja. A kimeneti feszültsége a "régi" 220 V-ra van beprogramozva. A PWM-nek köszönhetően a motor ezen a 60 rpm-es fordulaton is meglepően erős! Kis menetfúrók, metszők használata esetén optimális. Még kisebb fordulatot is tud, de pl. 30/mn-nél már szakaszos a forgása, és jóval kisebb a nyomatéka. (Az adott frekiváltó 0 Hz-ig tud lemenni, és elvileg 400 Hz a maximális frekvenciája, de én 100 Hz fölső határt programoztam be.)
Azért ritkán használom ilyen alacsony fordulatszám-tartományban a gépet.
A külső ventilátoron elmélkedtem. Mindegy hogy mi kapcsolja - akár Feri javaslata szerint a fázisváltó reléje is megtehetné, ha nem lennék lusta kívülről bevezetni a dobozba arról egy további kábelt -, nem ez a probléma. A baj az, hogy a motor hátsó része, amin az eredeti ventilátor van az ocsmány műanyag burkolatával, így is csúnyán belóg a munkatérbe. Ha még egy külső ventilátorral meghosszabbítanám, az bizony nem volna túl szerencsés. Annyira barbár meg nem vagyok (még), hogy a hátsó tengelyt levágjam...
Eddig néhányszor beszúrásokat, ill. leszúrást végeztem nem ennyire alacsony fordulaton, és közben kézrátéttel ellenőriztem a motor hőmérsékletét. Nem tűnt veszélyesnek. A motorvédő sem oldott le soha.
Én végigjátszottam ezt. Világítással foglalkozó ismerős a hagyományos fénycsövet javasolta, szimuláltunk, számoltunk. Normális 36w-os Osram csöveket raktam fel. Nekem fontos hogy ne legyen hideg fény és a színvisszaafás is jó legyen, ezért 3000k-es csöveket vettem.
Az eredmény lesújtó volt, gyakorlatilag 250 lux (de legalább egyenletesen) körül volt munkasíkban a 2x3 fénycső (3x5m helyiség, 2,5m belmagasság, nem tükrös armatúra). És ugye 6x36w fogyasztással. Bekapcsolás után kb 5-10 perc mire teljes fénnyel világítanak. Nekem használhatatlan...
Ekkor vettem bele 2200lumenes normális LED csöveket. Kihajítottam a gyújtókat az armatúrából és beraktam őket.
A fényerő 550 lux körülre váltotozott, és szemmel is brutál volt a különbség. Felkapcsolás után azonnal teljes fénnyel világít, a színvisszaadás jó (ismétlem, nem piacos gagyi cső!).
Próbáltam 60x60-as led panelt, de ekkora belmagasságnál szerintem túlságosan "pontszerűen" világít. Ha kell 4-6 db az árban is sok (én nem is biztos hogy egyenletes fényeloszlásod lesz), illetve szerintem az egycsöves led armatúrákat jobban el lehet osztani.
""A kèpen az látszik, hogy a főorsó fordulatàt méri! Ott van a jeladó tárcsa.""
A gépet nem ismertem. A 2Hz frekvencia 2 pólusú motort feltételezve az adott fordulat majdnem annyi mint amit mért. Ezért nem gondoltam hogy a jeladó a főorsón lehet.
Megnéztem a géptípust, ezek szerint a közbenső áttételt kihagyva (ill azt csak feszítőként használva (?)) direktbe hajtja a motor az orsót.
Nem a legszerencsésebb így a kis tokmányfordulatot elérni, akár hűtjük a motort akár nem.
Én a 3 csöves elektronikus gyújtású 3x36W fénycsőarmatúrákból dobálom ki szép sorban a fénycsöveket és a gyújtóelektronikát, és 18W-os LED csövet teszek a helyére (230V-ról megy, nem kell semmi hozzá, csak a drót). Fényáramban nem érzékelek különbséget, de fogyasztásban a fele (és talán élettartamban is jobb. Kicsit több, mint egy éve világítanak az első darabok, eddig hibátlanul)
40 négyzetméterre kell is ennyi minimum szerintem. Ez kb 10db régi 100wattos izzónak felel meg, azzal a különbséggel, hogy mivel nagy lap, lágy lesz az árnyékok széle, emiatt jobban lát mellette az ember.
Ez indulásnak jó, és ha ne adj isten kevés lenne, majd még pótolsz.
Kb 40 m2 a hely, akkor több kisebb kellene szerintem, pl. láttam a kínálatukban a 18W-os négyszögletes kivitelőeket, azok szimpatikusak.
Egy 10 db-ot felraknék elosztva, 150 fokos sugárzási szöggel bírnak, persze külön csoportonként kapcsolva is, ha az összes világít még akkor is "csak" 180 W és darabonként is 1140 lm.
Ami ott van panel a leddiszkont.hu oldalon, azokat építettem be több helyen. Nővéreméknél a konyhába. Szomszéd átjött, hogy mi világít náluk, mert éjjel a kertben nappali világos van, ha fel van kapcsolva.
Világítást kéne szerelnem a műhelybe, belmagasság nem nagy kb. max. 2,3 m. ( Géplámpák vannak, meg valamennyi fény is jön az abalakokon, de szürkületben és este már nagyon kevés )
Mint a 36416-os bejegyzés fotóin látszik is, a kijelződoboz egy külön egység LCD-vel, processzorral, elemekkel és kellően hosszú kábellel, ami összeköti a mérőléc letapogató dobozával. A kijelződoboz hátuljába két mágnest foglaltak be, ezáltal bármilyen ferromágneses felületre - praktice az öntvény géptest bármely részére - egyszerűen feltapasztható. Én nem ezt követtem, hanem egy hajlított acéllemezt fogtam fel két csavarral a hajtóműház fedélre, és arra tapasztom fel, hogy esztergálás közben szem előtt legyen.
Hát igen, de az ember logikasan azt gondolná, hogy a bronz (vagy sárgaréz, már nem tudom) gátkerék fog kopni, és nem a talán 65 HRc-re edzett acélfelületek. És mégis...
Pedig 60-at forog, másodpercenként 1-et. És mint az első képen látszik, 2 Hz körül van a frekvencia.
Hogy egy fotón mi látszik állni és mi nem, az a záridőtől is függ. A képeket vaku nélkül, és lustaságom miatt kézből (!) fényképeztem. A záridő 2 s körül volt, azaz közben a tokmány kettőt fordult!. Hogy mégis viszonylag élesek, az két dolognak köszönhető:
- a könyököm fel volt támasztva,
- be volt kapcsolva az objektív képstabilizátora.
Amúgy már gondoltam arra, hogy a motor eredeti ventilátorát leveszem, és a motor mögé felszerelek egy 220 V-os keretes műszerventilátort, egy kis "fazékkal" hozzátoldva a motortesthez. Ezt esetleg a kamrás kapcsoló kihasználatlanul maradt szektora kapcsolná a hálózatra, ha a motort elindítom.
Korrigáltam az eggyel későbbi bejegyzésemben: M9-es a külső menet. Nem menetjavító (nem én vagyok a máriáshuncut...), hanem saját készítésű külső-/belsőmenetes hüvelyek nagyszilárdságú acélból, amelyek külső menetét kétkomponensű fémragasztóval bekentem és, úgy csavartam be. Évek óta kifogástalan, pedig keményen meg szoktam húzni a csavarokat. Az eredeti, félre nyomott fejű orosz imbuszokat már ki kellett cserélnem jó minőségű, szintén nagy szilárdságú példányokra. Ahol lényegesnek látszott, ott a többit is kicseréltem.
A fenti eljárást korábban sok más helyen (pl. mosógépekben, ipari berendezésekben) követtem, és soha nem volt ezzel probléma.
Az orsó jó minőségű acélból van. Amikor először feltűnt, hogy valami nincs rendben, elvittem egy köszörűshöz. Megnézte, a csúszófelületek 1 századon belül hengeresek (én is ezt mértem), és nincs semilyen komojabb baj az orsóval. Az első siklócsapágy ugyan kissé kopott (festéssel látszik), de ez nem magyarázza meg, hogy az orsót emelve max 0,02mm az elmozdulás (tokmánytárcsa nélkül), a tokmányt emelve pedig több, min 0.1mm.
Most összehasonlítasz egy gátszerkezetet, ami másodpercenként akár többször is dolgozik egy tokmánytárcsával, amit azért átlag napi egyszer ha levettek a gép teljes élete alatt! :)))))))))))))))
Köszönöm a részletes tanácsokat Neked és Pijepapa-nak! A sablonos megoldás tetszik, mivel így arra is van lehetőség, hogy ideiglenesen felragsszam a mostani tokmánytárcsát, kissé megigazítom a felületet, amire felfekszik a tokmány, most az is üt 0.05-t. Amikor megcsinálta, nem ütött. Ez nem a radiális ilesztő perem, az jó.
Az én gépemen gyárilag ilyen szorítós: két, egymással szemben levő, befűrészeléssel kiképzett szegmenst lehet M6-os csavarokkal rászorítani a hengeres felületre. Szerintem - legalább is így - nem túl korrekt megoldás. Sokat kell a két csavarral vacakolni, hogy végül minimális ütés adódjon. Ráadásul az 1 mm emelkedésű menetek rendre kitöredeznek. Az én tokmánytárcsáimban már M8-as menetek vannak, azokba beragasztott M9/M6 acélhüvelyek, így már jónak tűnik. A beállítgatás továbbra is hosszadalmas. Nem kedvelem a tokmánycserét.
A főorsócsapágyazás viszont dicséretet érdemel! 2 db kúpgörgős csapággyal oldották meg, a játék beállítható. Magam nem nyúltam hozzá, nem cseréltem az orsóházban olajat (nem volt kedvem szétszedni), és 1991 óta - amikor újonnan vettem egy szovjet katonától - tökéletesen működik. Most már inkább csak cifrázom a gépet, de korábban, amikor éppen nem olyan munkahelyen dolgoztam, ahol hozzáférhettem szinte bármilyen szerszámgéphez - nagyon sokat strapáltam szegényt. Nyugdíjas koromra meg már minek erőltessem?
Bármi kophat! Anno rendbe tettem egy Graham gátszerkezetes ingaórát. A gátkerék bronzból, a két "Graham-karom" üvegkeményre edzett acélból készült. A működő felületei eredetileg tükrösítettek voltak. A gátkerék mégis szép kis árkokat mart beléjük az évtizedek során. Jó, karomból, ugye, kettő van, a keréknek meg van vagy 30 foga...
Nem kapható boltban, saját gyártmány. Talán a Rádiótechnika valamelyik nyári számában megjelenik majd az erről szóló részletes cikk.
Az útmérő egy "darabolható", kapacitív inkrementális rendszerű, nyákon kiképzett, alumínium sínbe ragasztott mérőlécből (mint a digitális tolómércéké), egy ezen elmozduló letapogató egységből és a fotón is látható digitális kijelzőből áll. Utóbbiban van a - sajnos 2 db - lítium-gombcella is, és mágneses felfogású. Természetesen kínai gyártmány.
A mérőléc eredetileg 300 mm-es volt. Ezt rövidebbre vágtam, és a géptest alsó síkjaira csavaroztam fel. A jobb oldali fatalpat meg kellet vésni. A szánra feltett mágnesállványos órákkal állítottam be, hogy az ágy tengelyével párhuzamos legyen. Sajnos így túlságosan távol kerül a szánszerkezettől, ezért ez a megoldás bizony rendesen sérti az Abbe-elvet. A szán elmozdulását két, egymáshoz csavarozott acéllemezből készített elem viszi át a letapogató egységre, amihez hozzá van csavarozva. A dobozka eredetileg tekintélyes súrlódással mozog a mérőlécen, ezért mindent kivettem belőle, ami ezt okozza. Sajnos, ezzel a tömítettsége megszűnt, bár szerencsére oda nemigen kerül forgács. (Murphy mégis becsempészi időnként...) A felfogó beállítható úgy, hogy végül is a két egymáson elmozduló elem nem érintkezik. Azóta hellyel-közzel jól működik.
Amikor a fenti eszközt vásároltam, vettem még egy 150 mm-est is, a szegnyereg mozgó része elmozdulásának mérésére, de hát annyira ormótlan, hogy oda nem tudtam felszerelni. Most azon gondolkodom, hogy talán a függőleges szánra jó lesz valahogy. Ha sikerül ráapplikálnom, arról is készítek fotót. A keresztszánra végképp reménytelem, ott mérőórát használok. Kívánságra az erre szolgáló szerkezetet is lefotózom.
Volt szerencsém látni azt a gépet, és akár ebben a pillanatban szívesen elcserélném az enyémmel! Legalább olyan színvonalú műszerészgép, mint az ExN sorozat bármely tagja.
Na szóval, a kis játékgépem főorsófejelése is éppen ilyen, de talán M27x2 menettel. (Bocsánat, ha rosszul emléxem.) A hengeres illesztőfelület is, meg a tokmánytárcsa furata nálam is szépen kopik. A főorsó viszont nem "lóg" 30 év után sem!
Fordulatszámmérőt ami nem fixen felszerelt ,modellező boltokban keress.Csak egy kétágu valamit kell befogni a tokmányba és az lesz a jeladó.Kb ugy néz ki mint egy infra hőmérő.Pisztolyszerű.
Pont ilyen a benti orosz gép orsója, csak más méretekkel.
Ahhoz olyanok a tokmánytárcsák, amelyeken réselt a hengeres rész, és van rajtuk egy kiegyensúlyozott szorítógyűrű, amivel rá kell szorítani a hengeres felületre a tárcsát. Ez nagyon jó,mert nem engedi, hogy a menet szoruljon meg irdatlan módon, hogy utána le sem lehet robbantani a tárcsát a gépről. (A roncsként vett EAN-omról azóta se tudtam levenni a rajta levő tárcsát)
Én úgy csinálnék erre új tokmánytárcsát, hogy először is készítenék egy ugyanilyen menetes idomszert, amivel majd ellenőrzöd a tokmánytárcsa anyamenetét.
Az idomszer pontosságát úgy mérném össze a gépen levőével, hogy két - megfelelő átmérőjű - hengeres rudat tennék be a menetekbe, és a külső méretüket mikrométerrel megmérném. Így ehhez nem kell majd próbálkozás, ugyanezzel a módszerrel és mikrométerrel mérhetsz a gépen menetvágás közben.
Amikor megvan az idomszer, azzal már a tokmánytárcsában meg tudod csinálni a menetet.
Aztán csinálnék egy hengeres idomszert is. Ezt azért, mert ugyanazzal a mikrométerrel mérhetnéd össze a gépen levő méretet az idomszerrel. Ez növeli a pontosságot. A megmunkálás végén a pontos méretet én bizony szalagcsiszolóval alakítanám ki. A gépen forgó alkatrészre egy megfelelően finom szalagcsiszolóval ráfogva szépen lehet mikronokat levenni. Azt az utolsó pár századot egy percen belül leszedheted.
Ha ez az idomszer is megvan, akkor azzal próbálhatod a tokmánytárcsán a méretet anélkül, hogy forgatni kéne az egész miskulanciát, levéve a tárcsát+tokmányt+munkadarabot a gépről. Ezek hárman lesznek vagy 10 kiló, azzal balancérozni egy ilyen finom méreten, és eldönteni, hogy jó-e, vagy sem, szerintem kutyanehéz!
Szerintem az idomszerrel látszólag tovább tart, de végülis ezek megmaradnak, és akár több tokmánytárcsát is szükséged lehet még csinálni arra a gépre, ha veszel még további tokmányokat, vagy síktárcsát akarsz csinálni/venni.
Az illesztő nyak átmérője 30.99mm, a menet 30mm, emelkédése 2.5mm. A tokmánytárcsán az illesztő furat átmérője legalább 31.13mm, tehát bő 0.1mm a hézag. Elég valószínű, hogy nem "profi" csinálta a tokmánytárcsát, mert sarkos derékszög a tárcsa és a nyak találkozása.
Tehetsz a furatokba al. alátéteteket ha engedi a falvastagság. Ìgy nem sérűl az orsó. De számíts arra, hogy az alátétek zömülnek. Ezt figyelembevéve válaszd az átnérőt!
Miután a régi hàtlapot úgyis le akarod cserélni akkor annak + 3 furat nem árt a hátsó palàstba ahol illeszkedik a főorsóra. Ide arányosan fúrsz 3 menetes furatot ès tompa végű csavarokkal rögzíted a hátlapot, hogy ne nagyon sérüljön az orsó!
Mindent visszavonok mert csak a második hozzászólásodat olvastam.
Az elsőt utólag olvasva értem a problémát de szerintem nem okozna gondot az új hátlap megesztergàlása a símító fogások sűritésével. Menetvágásnál, furatesztergálásná.
A 60 fordulat a motor fordulata 2Hz-en? Annak kijelzése miért érdekes? (Egy 50Hz-es villanymotort nem egészséges 5Hz alatt kényszerhűtés nélkűl járatni)
A főorsó fordulatát mérni hasznosabb lenne. Ha az forogna 60-at, egy fotón az állna.
Lehet, hogy abban is ilyen van, hiszen ez katalógustermék, több ezer féle típustársával együtt. Én történetesen egy nyomtatóroncsból (vagy talán másológépből? Nem emlékszem, régen volt) termeltem ki.
Mire jó egy fiókból elővett BRG mikrofon csati és zsinór.:-) De lehet tévedek. És mintha gyújtáselosztóból kiszerelt jeladó lenne a tárcsánál, olyan ismerős.:-)
Én készítenék egy vékony tárcsát,ami tökéletesen,passzosan illeszkedik a mostani tokmánytárcsára.És azon alakítanám ki a tokmánynak megfelelő felületet.
Köszönöm a tanácsokat, valóban a Firefox hülyéskedett, a Chrome-mal megy.
Tehát ezen a képen a villamos szekrényke végén levő frekvenciaváltó látszik az utólag beszerelt potméter gombjával, valamint az új géplámpa. Hátul, a főorsóház tetején kivehető az útadó kijelzőegysége, a fordulatszámmérő tuchelje és a feltapasztott piros fordulatszámmérő:
A következő képen a gép elölről, a fordulatszámmérővel (2 Hz; 60 ford/min):
Tanácsot szeretnék kérni. Az esztergámon a tokmányfelfogó tárcsa illesztő furata kissé bő, ennélfogva ha befogok egy 200-300mm-es rudat a vége már 1mm-is tud mozogni kis feszítésre. Ha leveszem a tokmányt és az ismert módon emelem az orsóvéget, akkor csak 1-2 század mm-el az elmozdulás vízszintesen és függőlegesen egyaránt. Az orső 2 cspágya közti távolság olyan 150mm, tehát ebből nem tud kijönni 1mm kitérés egy 200mm -es rudanyag végén.
Ezek után a kérdésem: hogyan tudnek ezen a gépen egy pontosan illszkedő tokmánytárcsát készíteni? Anyagom van hozzá (szürkeöntvény rúd). Attól tartok, hogy ha ezt így elkezdem esztergálni akkor nem egy egyenes hengert fogok kapni illesztőperemnek, hanem valami horő, vagy horpadt hordó alakot. Első gondolatom az volt, hogy lehetne ideiglenesen rögzíteni a mostani tokmánytárcsát, pl csapágyragasztóval. Igen ám, de akkor hogyan próbálom rá az új tárcsát (ezt jutúb videók alapján úgy tenném, hogy letekerem a tokmányt a befogott tárcsával és feltekerem a készülőt az orsóvégre (a tokmány ez alatt továbbra is fogja a készülő tárcsát. Ennél pontosabb módszert nem tudok elképzelni, ha csak egy gép van.)
Aztán nem nem volt kedvem kitalálni, hogy melyik beállítás okozza a problémát a Firefoxnál, régebbi firefoxnál nem volt gond, de mivel engedem a frissítést beállít pár dolgot, gondolom "védelemként". Mivel nem volt kedvem sem időm , ha fotót akarok feltölteni a fórumra, a Chrome-ot használom és nincs gond.
Nem tudom, hogy mi is van, de nálam is az történt, hogy IO hibát írt a képfeltöltésnél ha Firefoxot használtam, régebben nem volt probléma, ha más böngészőt használok, minden ok.
Bizonyára. De nagyon hiánypótlók. Magyar nyelvű, szintén gyakorlatorientált anyagok ritkák, mint a fehérholló (pl. jarpal posztjai, metalturning.hu). Sajnos.
Jó lenne, ha részletesebb anyagokat is készítenének a srácok, de ez a tananyag és a karanténnak köszönhető, hogy elkészültek, máskülönben szóban adták volna át a diákoknak. Szóval én köszönöm nekik, jó lenne, ha több ilyen készülne, vagy készült volna...
Nagyon régen jelentkeztem, a személyes problémáimmal most ne foglalkozzunk. Megígértem, hogy ha készen leszek az UNIVERSZAL-3 típusú kis barkácsesztergám "frekvenciaváltózásával", akkor jelentkezem. Készen lettem, sőt...
Először is, nem a kis OMRON frekvenciaváltót szereltem fel, mert nem bírta volna a terhelést. Helyette egy 750 W-os FUJI-t szereztem be, amit felszereltem a villamos szekrény véglapjára erősített lemezre. Az OMRON-ban nem volt poti, ezért egy ősi, 1 kohmos precíziós REMIX huzalpotmétert építettem be az előlapja mögötti szabad helyre. A fordulatszám-tartományt úgy programoztam, hogy 2 - 100 Hz között legyen a potival beállítható.
A villamos szekrényben levő szerelvényt eltávolítottam, a csak a brutális kamrás kapcsoló maradt. Ezzel a frekiváltót tudom vezérelni, így a motor indítása a kívánt forgásirányba a megszokott módon, a gép kapcsolókarjával történik. A dobozba egy 3 fázisú motorvédőt, két zavarszűrő egységet, egy háromáramkörös főrelét (ezt működteti az eredeti piros/fekete gombpáros) építettem be. A dobozka túloldalára a hálózati biztosítók aljzatait és egy kettős dugaljat szereltem. Utóbbiba dugaszolható a motor felőli fatalpra szerelt csuklós íróasztallámpa 8 W-os LED spottal, ill. a digitális főorsó-fordularszámmérő tápegysége (kis telefontöltő).
Utóbbi rendszer saját fejlesztésű és készítésű: a 4 digites mikrokontrolleres műszer a főorsóházra tapasztható a hátuljára erősített hangszórómágnessel, a jeladó pedig a főorsóra ékelt hármas ékszíjtárcsa belső síkjára szerelt 60 furatos lemeztárcsa, egy optovillás jeladóval. A műszer 4 digites, a fordulatszám RPM-ben olvasható le. A frekvenciaváltót 2 Hz-re állítva 60/min fordulatszám adódik, meglepően nagy nyomaték mellett. Ez bizonyára a frekiváltó PWM kimenetei miatt alakul így.
A gépre - a gépágy alsó síkjaira - egy 0,01 mm felbontású olcsó kínai inkrementális mérőlécet is felerősítettem, ami a hosszán elmozdulását méri, és bárhol nullázható. A működési elve megegyezik a kapacitív digitális tolómércékével. A kijelzője szintén mágneses rögzítésű: a főorsóház tetejére szerelt acéllemez tartóra van felhelyezve.
A keresztszán elmozdulását egy szükség esetén felhelyezhető 0,001 mm/13 mm-es digitális mérőórával (vagy bármilyen más órával) tudom mérni. Ehhez speciális szerkezetet alakítottam ki, hogy az a 13 mm - vagy más típusú mérőeszköznél más méréstartomány - a keresztszán elmozdulási tartományán belül bárhol elhelyezkedhessen. Korábban egy kis, 30 mm átmérőjű orosz mérőórát használtam, amit egy hangszórómágnesre applikáltam fel. Ezt a szánrendszerre vagy az ágy síkjára bárhol feltapaszthattam. Sajnos, csak 2 mm volt a méréstartománya.
Kúpvonalzóval is szeretném kiegészíteni gépecskét, ami helyszűke miatt nem látszik túlságosan egyszerűnek. Bizonyára annak is leszerelhetőnek kell majd lennie. Még az is lehet, hogy a szokással ellentétben a vonalzó lesz a keresztszánon, és a letapogató rész lesz az ágyhoz rögzítve. Nem túl jó ötlet, még gondolkodom. Ui. szinuszvonalzóként alakítanám ki, beépíthető mikrométerrel beállíthatóan. A keresztorsó nem kioldható, de két csavarral a pajzsa levehető, az orsó kicsavarható, ettől kezdve a szán szabadon elmozdulhat. A fogásvétel a keresztirányban feltett kéziszánnal történhetne.
Egyelőre ennyi. Fotókat is szerettem volna feltenni, de valamiért nem engedi. (IO hiba. Talán túlságosan terjedelmesek?)
Valóban szép kerek számok, bárhonnan is nézzük. Nekem az a 239/64 méret tetszik különösen.
Még a témához annyit tennék, ezekre válaszul ott a metrikus kúp 1:20 aránnyal. Önzáró és ennek is megvannak a lépcsői, a kúposság pedig mindegyiknél egyforma. Szerintem az valószínű, hogy az akkori kor technikai színvonalán kicsit ahogy esik úgy puffan alapon elkészültek a kúpok, és úgy maradtak. Mi az SI -t szoktuk meg mert abban nőttünk fel, az angolok meg nem engednék a lehetetlen mértékegységeiket semmiért.
Vannak olyan egyfázisú motorok /jellemzően a régi automata mosógép motorok/, amikből nem hozták ki az összes tekercsvéget, belül elkötötték a forgásirányt. Eredeti felhasználásuknál nem is szempont, olcsóbb így gyártani. Ezeknél a motoroknál legegyszerűbben úgy lehet forgásirányt váltani, ha megfordítjuk a forgórészt a motorban. Ezeknél találkoztam először azzal, hogy a lemeztest nincs középen, de simán átsajtolható a másik oldalra.
A forgórész azelejéhez képest jó helyzetben van de lehet hogy az állórész van fordítva.Én is úgy tudom hogy az állórész végéig kell érnie a forgórésznek.Most szétszedem megint és megvizsgálom.
Látom senki nem válaszol. Nehéz is mit mondani, tudom nincs helyed, de esetleg nem jöhetne számításba egy Einhell? Csak elférne valahogyan és szerintem fényévekkel jobb mit az a Lidl-is cucc.
Viszont erről jut eszembe: Neten van egy képsorozat egy ilyen marógép felújításáról. Ott a jóember gyárt két olajfelverő tárcsát, mert a régi hibás. Nem értettem mi lehet rossz egy szimpla tárcsában. Nos ha az el van szabadulva a tengelyen akkor az felfutó fordulat hatására berezeghet, kb ilyen hangon. A tárcsák a behajtó tengelyen vannak azt hiszem szimpla hernyó csavarral rögzítve. Hmm a jelek szerint nem úszom meg a váltó kiszerelését, és megbontását...
Itt a kibontott váltó, a behajtó tengelyen alul ott a két új olajszóró tárcsa:
Ez olyan érdekes ötlet volt hogy kiszaladtam megnézni. Nos gyors egymás utáni indításnál is megvan a hang. A kuplung egyébként a váltó öntvény házában van, egy cirka 120mm-es kocka alakú térben, az nem igazán hajlamos rezegni. Ma megnézem a motorcsapágyakat hátha ott van valami gubanc. De az is lehet hogy ez a normális hang, nagy motorok szoktak hasonló hanggal indulni, pl ipari ventilátoroknál lehet hallani ilyesmit.
Nem lehet hogy a kuplung olaja csapódik neki az oldalfalnak? Próbálj egy olyan tesztet is hogy leállítás után, amikor még nem nyugodott le az olaj, de még forognak a dolgok indíts rá megint, ha lehet. Ugyanilyen a hangja akkor is?
Megkérdezem ezen a fórumon is hátha itt akad jó ötlet: "Mellékelek egy videót a marógépem indításáról. Tanácsot kérnék hogy mi lehet az a hang ami az indítás közben hallatszik? Eredetileg is hangosan indult ezt próbáltam lágy indítóval csökkenteni. A gépen a motor egy lemezes kuplungon keresztül csatlakozik a váltóra. A kuplung jó, de viszonylag sűrű olaj van a gépben ezért nyitott kuplung esetén is forgatja a motor a gépet ( persze nem terhelhető ) Tettem egy próbát nyitott kuplungnál fékezési helyzetben indítva a motort szintén megvan ez a hang. A motoron látszik egy légterelő lemez burkolat, azt levéve valamivel halkabb lett."
Nem biztos, hogy Dahlander. Létezik több fordulatszámú motor, egymástól független tekercseléssel.
A Dahlandernek 6 kivezetése van, ez nekem úgy tűnik, hogy 2 egymástól független tekercsű motor.
A Dahlander 1:2 fordulatszámot tud, a független tekercselésű bármilyen lehet. (pl 1450/960 1/min)
Egy adattábla sokat segítene.
Jó, hogy kimérted a csatlakozásokat, szerintem 4-5-6 csillagpont (rövidzár), és vagy 1-2-3, vagy 7-8-9 a betáp. Vagy egyik, vagy másik, attól függ, melyik fordulatszámon akarod járatni.
(Fordítva is lehet, 4-5-6 a betáp, és vagy 1-2-3 a rövidzár, vagy 7-8-9. Lehet eredetileg így volt, könnyebb lehetett a mágneskapcsolót huzalozni.)
Deltába ne kapcsold (sztem),ha nem tudod biztosan, hogy elbírja-e, mert leég.
Teszteléshez köss elé fázisonként egy-egy fűtőbetétet (vasaló, bojler, mindegy, csak egyforma legyen), ha zárlatos, nem lesz baj, a fűtőbetét fog melegedni, de nem ég le a motor, és nem veri le a kismegszakítót. Esetleg kiderül, zárlatos-e.
Van egy olyan sejtésem, hogy ez a kapocsléc előkészített cucc egy úgynevezett dahlander kapcsolóhoz, és ha olyat kötnél rá, menne azonnal mindkét fordulat.
Nekem is ráz, a főorso tud mozogni 0.1 et felfele, a kes hegye akár 0.2t is, nem csoda. Órázd ki mi mozog, vszeg neked is minden. Regi gepek ezek, hatvan év beleszarás van mögöttük.
Köszi a segítséget rferinek is. Képet sajnos nem tudok feltenni. Azt hiszem szétszedem, mert látok rajta egy hernyócsavart , talán az valami zárást biztosít a szétesés ellen. Öreg cucc e minden nap nem volt használva és amikor igen akkor sem órákon keresztül.
Rágnia nem szabad szaladnia kell még homlokterhelésnél is, szerintem 2-es kúpod van. Nekem van néhány különböző, de ha feldobsz egy képet többet mondana.
Ez a forgócsúcs több mint 40 éve van nálam és van rajta egy MSZ felirat, lehet ez azt jelenti, hogy magyar szabvány szerint készült? Valószínű ,hogy nem csúcs kategóriás. Amikor kézzel forgatom kicsit rág ( nem fut simán mint mondjuk egy golyóscsapágy) ezért gondoltam a csapágycserére. Egy 400mm csúcstávolságú esztergagépen (ben) van használva. A morsekúp kb 8cm hosszú a hivatalos méretét nem tudom MK 1,2,3,? egy új 20 000 -nél is több ahogy látom, ez a másik amiért cserélném a csapágyat (csapágyakat).
A gépen nem mutat sehogy ,merthogy nincs felszerelve.Nekem egy ismeretlen tipusu vizszintes marógépem van amit konkréten fürészként használt egy bedolgozó.Sárgarézrugót csináltak esztergán egy tüskére,amit a marógépenfelvágtak,igy lett belőle függönykarika.A marógéphez nem volt semmi csak egy morse szár rajta egy fűrész.Nagysoká lett hozzá egy gerenda,ami persze nem jó rá.Ebbe kellene egy prizmát marni.Szóval van még mit csinálni rajta.De azért mutatom majd amit tudok.
Szerintem ez egy hattekercses motor, ami jó eséllyel vagy egy igazi Dahlander, aminek kihozták az összes kivezetését, vagy két külön fordulatszámra van benne két külön garnitúra tekercselés.
Én inkább a Dahlanderre tippelnék, és most sorbakötött csillagban van a hat tekercs



































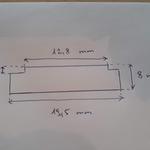
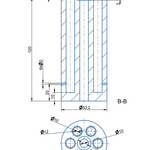







































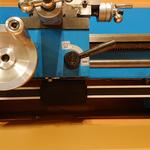




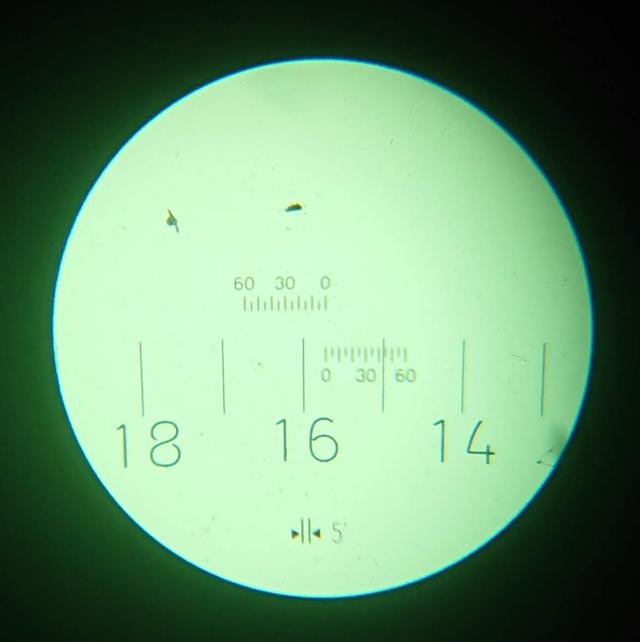










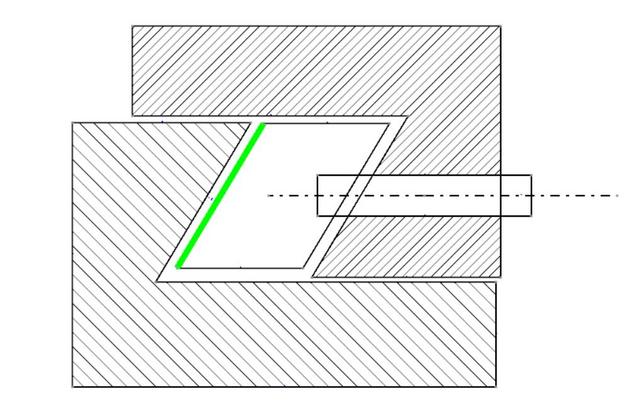















 Következő lépés,megpróbálom deltába kötni.
Következő lépés,megpróbálom deltába kötni.

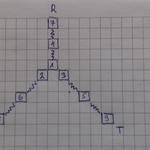 ez soros csillag kapcsolás.
ez soros csillag kapcsolás.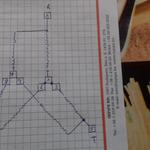 ami párhuzamos csillagnak látszik inkább mint deltának.
ami párhuzamos csillagnak látszik inkább mint deltának.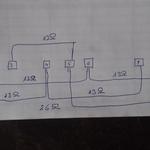 Az erdeti átkötés az 1-2-3 kapcsokon volt. A három fázis pedig a 7-8-9 en.
Az erdeti átkötés az 1-2-3 kapcsokon volt. A három fázis pedig a 7-8-9 en.




![https://i.imgur.com/RQbOIMi.jpg[/img]](https://i.imgur.com/RQbOIMi.jpg[/img]){kind=link}
![https://i.imgur.com/P22qsLF.jpg[/img]](https://i.imgur.com/P22qsLF.jpg[/img]){kind=link}
![https://i.imgur.com/fEDKz9z.jpg[/img]](https://i.imgur.com/fEDKz9z.jpg[/img]){kind=link}