A körmökkel való szoritásnál nem mindegyik köröm szorult meg, csak akkor ha nagyobb erővel huztam meg. Valószínű okkor ment el a központtól mind a négy.
A körmök ki voltak fúrva és sliccelve, hogy a meghúzástól be tudjanak állni. (Ahogy az interneten láttam) Húzott anyagból készültek.
Csak a végén vetten ki a tárcsát a tokmányból. Közben elég sokszor forditgattam tokmányostól.
De mit szólsz a felfogó csavarok furatainak a szálkeresztjeihez amit lézerrel csináltattam (akkor még nem volt marógépem)
A pontozók K1-böl készültek. Nemcsak a hegye edzett.
A pancser megoldást én nagyon is jónak találom. Tokmányban M8 menetek vannak. Ha túlhatározott is, a perem tájol, onnan el nem húzza a három csavar. A tárcsában az átmenő furatok 9-esek. A 10-es csavaroké a főorsóban átmérő 11.
Miért baj ha túlhatározott, de pontosan van fúrva és sűlyesztve?
"A többi ok..." Még az is ahogy a hiányzó "tokm. diót" pótoltam?
Csepel FOo oszlopos fúrógép gépkönyvét keresem PDF-ben, de sehol nem találom a neten (FO-23-32, FO25-öt találtam csak). Tudnátok segíteni nekem, hogy honnan tudnám letölteni? Esetleg meg van valakinek? Előre is köszönök minden segítséget!
Szerintem ha jól értelmezem akkor jó fog lenni.A kopottabb vezetékű tokmányokat csak úgy érdemes szabályozni,ha a végén van a szorításkori támasztás.A felszabályozott pofa így egy gyenge szorításnál úgy viselkedik mintha a pofa belső részén, az átmérő nagyobb lenne,de rendesen meghúzva a tokmányt akkor a pofa végig fog fogni, így felszabályozott pofákat ki lehet próbálni egy pontos köracél befogásával,gyengén fogni,és hossz irányba betolni.Azt fogjuk észrevenni,hogy az elején szoros a beljebbi részen laza a szorítás.Az újszerű tokmány esetében a pofa szabályozásánál ahol a tokmányvezeték még pontos eredményes lehet az első pofa körömön való szorítás is.
Dehogy kicsi a forgalmi érték. Egy csomó nagy és kicsi antikvárius cégtől vettem már könyvet, melyben könyvtári pecsét van. A könyvtárak is sokat selejteznek a régi, nem kurrens (20 éve már nem kölcsönözte senki... ) könyveikből, mert kell a hely az újaknak.
A kikölcsönözhető könyvek fogyó cikknek számítanak a könyvtárakban.
A nagy részük tényleg elveszik, tönkremegy, de tartok tőle, hogy vannak aki visszaélnek ezzel.
Ilyenkor kártérítést kell fizetni. Nincs feljelentés, házkutatás meg pláne nincs. Jogilag ez nem lopás, hanem szerződésszegés - annak a megfelelő jogi következményeivel.
Persze a forgalmi értéke kicsi egy ilyen könyvnek, mert benne van a könyvtári pecsét.
16,5 ért ütötték le. Megneztem tegnap a liciteket, volt vagy nyolc max 4000 ert eztán a következő licit 12000. Lehet h siman maguk licitálnak. Figyelni fogom hogy lesz-e peldany náluk
Pár hete néztem, hogy több százezer forintra felverték az árát a Jávorka-Csapodi-féle Ikonográfiának. Értem én, hogy az tényleg ritka, meg tényleg olyan mű, amiből nincs másik, de több mint 240 000 forint azért túlzás.
Kettőt vettem már belőle az elmúlt 20 évben, 10000-ért magamnak, és 24000-ért a sógornak.
A képen látható kis marógépről szeretnék infókat kapni!Szerszámmaró,ha minden igaz,műszerész kivitelben.Eléggé kendácsolt a hajtása,de forog.Gépi előtolás nincs neki. Ha valaki többet tud róla,kérem, hogy ne tartsa magában:)Gépkönyv esetleg,stb.minden érdekel.Fateromé a gép,de jutányosan át fogom venni tőle.Köszönöm az infókat!
Furj mindkét végébe központ furatot mad két felöl telibe 10,2-re. Ehez viszont jól szaladó tokmány kell.
Ez is egy lehetséges megoldás.
De igazán a késes lenne a megoldás. Nehogy már ne tudj venni egy 6x6-os rapidot! A működö rész elég lenne 45-50 mm. És akkor kétfelöl egyböl méretre és a központfuratok sem kellenek.
Rögtönözz egy fúrórúd szerűt. A rúd végét átfúrod keresztben 3mm (vagy kisebb) fúróval,majd egy ugyan ilyen (már törött) fúró szárát rögzíted a furatban, természetesen rádiuszos élt köszörülve rá. Ezt rögzíted egy menettel a rúd vége felől. Műanyaghoz megfelelhet.
"a csúcs is szétnyomta"
És ha csapot tolnál a furatba megtámasztás gyanánt?
Szúrd méretre az alkatrészt! Befogva furjad 10,2-re.
15-10,2=4,8/2 falvastagság. Ennyi ki kell, hogy bírja a szoritást.
Mégiscsak vegyél egy szintén 15-ös sárgaréz rudat. Levágják akkorára amennyire kéred.
Befogod (a rezet), hogy kiálljon 25 mm-t. Feloldalazod simára. A végétől visszafele mérve 5 mm-t nyersen hagyod és egy beszúró késsel leesztergálod a tokmányig 10,15 átmérőre. Mielőtt leszúrnád fúrj egy központfuratot a leoldalazott végébe. Reszelővel törd le a sarkát, hogy ne legyen sorjás. Majd a tokmánynál szúrj be és itt kerekitsd le a 10,15-t is. Majd fejezd be a leszúrást. Így lesz egytengelyű a csaprész a központfurattal.
A másik (réz) darab legyen 60 mm hosszu. 30 mm hosszon esztergáld le 12-re. Forditsd meg és ütközésig fogd be a tokmányba.
15-20 mm hosszon esztergáld le 10,2-re de közben próbáld rányomni a már kifurt müanyagot. Passzentos legyen de le is tudd húzni. Az anyag másik végébe nyomd be a központfuratos csapot ütközésig. Itt nem kell, hogy szoruljon mert csak támaszt. No de ne is lógjon benne. Metámasztod forgócsúccsal s már lehet is esztergálni méretre. Mielőtt majd kivennéd a tüskét a tokmányból jelöld meg a helyzetét a 0-hoz képest. legközelebb ugyanide fogva nem fog ütni.
Nem olyan rossz a helyzet mert ha nem futok akkor se megy 6 fok alá a homerseklet mivel a garazs a hazon belul van. Meg persze szelloztetetek bar a garázsajtom se mondható hermetikusnak. PB gazban nem hiszem h annyi a viz mint a varosi gazban. A lenyeg, hogy nem tolom tul
Kutyacsont lerágva. Megadom a furatok tényleges helyét és az osztóköreit.
Mint korábban is,ez a kiindulási alap.
Ez csak annyiban változott, hogy berajzoltam a két furatot is. A3. nem az alsó csúcsban van ezért nem is került oda.
Itt látszik a harmadik furat távolsága pirossal a másik kettőtöl.
Na, itt csalás nélkül látszik a 3. furat helye és eltérései a 80-as osztókörtöl. 0,19 mmre jobbra és 0,64 mm-el feljebb. A beírt méretek alapján a szoftver ide helyezte a furat helyét. (A régebbi rajzokon a 0,19-et egy trükkel tüntettem el és ezért lett új méret a 0,64 is, de ez más téma)
És végül itt a 3 furat együtt. És a két osztókör. Az, hogy ez az egész együtt, hogy van elhelyezve a főorsó homlokára azt nem tudom megmondani mert ahhoz több adat kellene. De fenntartom a korábbi véleményemet, hogy ez a három furategyüttes excentrikusan van felfúrva a kup szimetria tengelyéhez képest. Még egyszer: a kapott méretek alapján ezt lehet kihozni.
Nekem szintén egy gázos szieszta fűtött de nagyon sűrű lett a levegő odabent. Szívtam elég cigerettafüstöt és hegesztő gázokat a volt m.helyemen a kollégáim jóvoltából és a főnök gyengesége miatt. Pedig ketten is belehaltak a nagy szivornyázásba. Máig is szívja a maradék.
Nem az átmérő, a homlok ütése volt annyi a tárcsa homlokán a legnagyobb átmérőn mérve. Ez a baj ha nem személyes a kapcsolat, félre lehet érteni. A tokmánynak is szintén a homlokán mérve, a legnagyobb átmérőnél. A központ ütését még nem is mértem, mert nem találtam olyan tengelyt aminek a felülete olyan sima lenne. De én is úgy vagyok vele mint te , hogy a fene fagyoskodjon a hideg műhelyben. Lesz még arra jó idő. Üdv.
Ha akarom harminc fok van a garázsban, vettem egy PB palackra szerelhető égófejet, tiz perc alatt csinal 8 fokbol 15 t. Mondjuk akkor meg oxigen nincs :D
Az igaz, a tavaszi karantén alatt hántoltam fel a keresztszánt, meg a magassagit is :)
Télen inkabb a mech szamologepekkel foglalkoztam, van már öt.
Off: Tenyleg, multkor mikor ezek szóba kerültek elhangzott hogy gyököt vontak vele. Nem úgy kell, hanem a Töpler módszerrel, zseniális. Off off.
A külső átmérő ütése most nem lényeges. A lényeg, hogy a hézagolás után a tokmányhátlap homloka mennyit ütött. (Kiváncsiságból!) Ha nem oldalaztad fel a furatig akkor még mindig leellenőrizheted. És mekkorát üt egy le és fölszerelés után? Így tudnád ellenőrizni, hogy a csavarok mindi ugyanoda huzzák-e a tárcsát. De egynlőre hagyd úgy ahogy van!
Dolgozz vele mig nem érzed, hogy elmozdult a tárcsa. A menetfúrással is várj még.
Lári-fári! A hátlapnak hántolás előtt is neki lehetne fogni. Az illesztőperem kivételével mindent meg kéne csinálni.
1-2 hónap és itt a tavasz. Akkor majd arra hivatkozol, hogy dolgozni kell a kertben meg eleget voltál már önkéntes karanténban ideje már egy kicsit kimozdulni. Mióta van meg az új tokmány?
És ezt pont én kérdezem? Az idén lessz 10 éve, hogy megvettem egy öreg esztergát és még mindig alkatrészeire szétszerelve hányodik a polcokon. Te legalább össze is szereled bontás után a dolgokat. Ezért jó ha csak egy esztergálya van az embernek. Nem három. Amiből egy azért működik. De hiába, ha egyszer hideg van a garázsban. Mi lesz a télen?!
Szia! Lehúzott csavaroknál úgy saccoltam, hogy 1,5-1,6 mm hézagoló szükséges. ( már ahogy lehetett) dugdostam be különböző lemezeket, s méregettem. 1,5 lemezből esztergáltam távtartót, és láss csodát felhúzta a kúpra és le is zárt. Mint írtam is hogy mérőórával csak pár század volt a külsőátmérőnél. Amikor felraktam a tokmányt valamennyivel több volt. Még ott a helyszínem meglehet érinteni. De nem akarom addig amíg egy kicsit nem nyüstölöm hogy lássam van e változás. a legegyszerűbb az lenne hogy most ahogy van egy 10,5 fúróval megközpontosítanám és átfúrnám 8,4-el a főorsón lévő tárcsát és fúrnék bele menetet, a másik 3 lyukba. A kúpon mérhető legkisebb, ill a legnagyobb átmérőt tudtam megadni, és a kettő között lévő távolságot de ott van még egy rádiusz a tövében, ami nem volt mérhető, úgy voltam vele hogy inkább hézagolom mint túl nagy legyen. Ja igen, én sem most kezdtem.
Nem tudom milyen géped van de a vas elég macerás. A réz meg drága. A műanyagot szerintem meg tudod esztergálni, még azt a 10,3 furatu 80mm hosszú kívűl 13-as anyagot is. KI kell kisérletezni melyik a jobb megoldás. A belsejével vagy a külsejével kezdeni. Én az elöbbit választanám. És nem tökölnék a fúróval. Egyböl, telibe méretre szedném ki egy 6x6-os gyorsacél hasábból kialakított furatkéssel, megszakított kézi előtolással. Sokszor teljesen kihozni a furatból. Ha fontos a belső felület akkor egy gépi előtolásos simítófogás a végén. Ezután csúccsal megtámasztva megcsinálni a külsejét. Ha van lehetőség a forgács elvezetésére, elszívására akkor gépi előtolás.
Ha jó a szegnyereg akkor meg lehet próbálni 10,2-es fúróval de elötte központozzad. A fúró jól köszörült, mindkét éle egformán vigyen. Ne legyen nagyon hátraköszörült. Itt is érvényes a sűrű ki-be járás.
Miért jobb a furatkéses?: A hosszánnal sokkal gyorsabban tudsz visszaálni és csak egy él dolgozik, jobban elfér a forgács is bent. Nem melegszik annyira mintha a fúróval csinálnád. De a darabszámtól is füg melyiket válasszad.
A fúró egyik hátránya, hogy tekerni kell a szegnyerget. Ada-vissza is. Itt nem érzed annyira a beragadó, fúróra rásülő anyagot. De egy pár darab után lehet dönteni, hogy melyiket hsználod.
Ez a kóró elringatta a kismadarat dolog. Kene hozzá tokmánytárcsàt csinálni. Ahhoz rendesen meg kéne hántolni a foorsocsapágyakat. Ahhoz kéne csinalni vmi forgatómechanizmust amivel kenyemesebb a hántolás. És persze mindig van ami miatt nem kéne szétszedni s gepet, ma pl a patronbehuzot fogom befejezni. Ja meg neha dolgozni is kéne.
Kihajitottam a 8db rugos feszítőt az E1N vonoorso végéről, raktam a helyere egy danamit gyűrűt. Igy nem mukodik a vegallas kikapcsolás de eddig se hasznaltam, sose biznék meg abban.
Igen, max. 30-as anyagból 25 mm körüli munkadarabok. A nehezebb, kell egy cső, ami belül 10-10,2, kívül meg 13, és 80 mm körüli hosszú. Lehet, nem is tudom megcsinálni műanyagból, akkor vasból kell, vagy talán rézből - de az meg drága ahhoz, hogy azzal kísérletezzek.
A rezet akkor veszem elő, ha lesz kis gyakorlatom :)
Én nem használok "holkert" a műanyaghoz. Egy kis ferdeséget köszörülök a felső síkba és a vágósarkot lekerekítem. Finom szemcséjű kővel. Meg még meg is fenem az éleket meg a lekerekítést is. Külső és belső átmérőnél és leszúrásnál is ugyanaz a módszerem. A fogásmélység meg a leesztergálandó mennyiségtől is füg. És megszakított forgácsleválasztást alkalmazok, hogy ne tekeredjen fel a hosszú forgács.
Ilyen szerkezettel találkozott-e valaki? Ez egy felületi minőség ellenőrző tárcsa lehet.azegyik oldalán a tükörfényestől a mattig terjedő körcikkekkel a hátlapon a számozás ugyanaz mint a polirozott oldalon.Átmérő kb 10 cm.
Örülök, hogy tetszik. Annak kevésbé hogy meg se próbálod megérteni.
Még egy ábrát fölrakok a hétvégén hátha az áttekinthetöbb lesz.
Ez már kezd olyanná válni számomra mint a kutyának a kutyacsont. De nem adom fel mert én is kiváncsi vagyok arra, hogy mi a fenét baxtak el ezen a főorsón. De azt hiszem jó nyomon járok.
Kis Optimumon is rövid kúpos az orsóvég. Több tárcsát is megesztergáltam rajta. Volt selejt is köztük! Elég nehéz eltalálni, hogy a kup és a hátsó sík is egyszerre zárjon. No meg a kúpszög is jó legyen. De amig ki nem veszed addig lehet kúpolni vagy ha túlmentél vele, oldalazni. Nálam átmenő ászokcsavarok vannak a hátlapban. Amikor kezd a méret közeledni a készhez többször le kell venni a tokmányt az esztergálandó hátlappal együtt és megfordítva felpróbálni a főorsó végére. Ne mozogjon sugár irányban de a két sík is zárjon. Aztán visszaszerelni, és nehogy azt gondold hogy itt több hely van a 10-s alátétek és anyák visszarakására mit a te gépeden.
Nálad elöre kellett méretezni a szöget és meghatározni a legnagyobb átmérőt. Még ha a CNC-n is készűlt nem volt kontroll. Ezért kell a hézagolás ami jobb lenne ha nem lenne. A kontrollhoz vagy a gépet(!) vagy a kiszerelt főorsót kellett volna elvinni.
Ami a furatok helyzetét illeti nekem van egy módszerem amit te is tudnál alkalmazni a három furat helyének a jelölésére. Csak az a baj, hogy erröl a gépröl, pontosabban a fórumról nem tudom elérni a Google Fotóimat. A tablet meg pesten van még egy jó hétig. De elküldöm róla a fotókat meg a leírást ha visszakerül.
A te 3 furatodat meg újraszekesztem és nem csalok a szöggel hanem megmutatom a harmadik furat pontos helyét az általad megadott méretek alapján.
Legalább lesz egy hétvégi agytorna megint. Ráérünk, ahogy elnézem a nickneved te sem vagy mai gyerek.
45 fokos élszögű rapid kés rádiuszos heggyel-fontos a lekerekítés, úgy gondolkodj mintha éles bicskával fát faragnál karót hegyeznél.normál fordulaton mint fémeknél, fölösleges pörgetni a gépet és majd hosszú szalagforgácsot ad
Szaksegítsetek már lécci, ezt a műanyagot milyen formára köszörült késsel lehet szépen megmunkálni? És milyen sebességgel célszerű, meg mekkora fogással?
Nehogy nekem megsértődj! Nem sértésnek szántam. Mit értesz azon hogy a hézagolást újra kellene gondolni? Mérőórával mérve a tárcsa futása jobb mint a tokmányé. De az is csak néhány század.
Az eddigiek és főleg a skicc meg a kifelé való reszelés alapján az a véleményem, hogy egy 80 mm-es átmérőjű osztókörön lévő 3 furattal...
...a tárcsa könnyen felszerelhető lenne ha az orsón lévő menetes furatok osztóköre nem lenne excentrikusan elhelyezve a kúpra.
(A főorsó osztóköre üt a kuphoz képest, azzal nem egytenglyű.)
Ebből azt a következtetést is le lehet vonni, hogy a főorsó nem gyári (a német nem hülye!) hanem kókányolt. Ezt jó ha tudod ha mégiscsak egy másik tokmányt akarsz használni. Az emlitett hézagolást is újragondolnám a helyedben, hamár ezt a drága tokmányt tetted rá.
És elnézést, hogy többször rákérdeztem a méretekre. De csak igy lehet véleményt mondani.
Korábban írtam, vagy nem olvastad , vagy értelmezted ami írta, hogy hiába volt a furattávolság megfelelő, nem tudta ráhúzni a kúpra, megszorultak a csavarok. Tehát reszeltem a furatokat kifele is, meg befele is. Addig reszeltem míg felült a kúpra és a csavarok könnyen forogtak benne. De ne gondold hogy sokat, néhánytized mm. Ott amelyiknél a félig becsavart csavarnál még 1 mm hézag volt ott kifele kellett reszelni.
nem áthúzni hanem kitöröni kellett volna azt a szöveget amire válaszoltál. Így most újra kérdem, hogy a 3. furatot merre felé reszelted? mert korábban azt írtad hogy csak ez az furat nem stimmel. Most meg többes számot használsz az utolsó mondatnál!
Még az is lehet hogy 79 mm kellett volna megadni. De semmi támpontom nem volt , csak a kúp, és a kúptól lévő távolság. Ott azután igazán könnyű pár tizedet tévedni. Ha visszanézed a képeket ott a hátlapon lévő furatok igen csak központosak, tehát a marós nem hibáztatható. Lényeg hogy a kúp és a hozzátartozó tokmány menesztő, és a tokmány felfogató furatok pontosak. Az hogy a csavaroknál egy kicsit reszelni kellett elhanyagolható.
Vettem rendes orsóolajat a főorsómhoz. A régi olaj sima motorolaj de tiszta. Szerintetek kezdjem el hasznalni az ujat és majd lassan kikopik a regi vagy szedjem szét a foorsot es pucoljam ki tisztára elobb?
Továbbgondolva a problémát, ha kifele kellet reszelni a 3. furatot akkor ebből az adódik, hogy a 80-as osztókör excentrikusan helyezkedik el a kúp forgástengelyéhez képest. (Csak zárójelben, az is elképzelhető, hogy a hátlapon van excentrikusan elhelyezve az osztókör. De mi szólna ehhez a marós?!)
Amikor ezt olvastam akkor a tokmányhátlapon lévő furatokra gondoltam. Meg aztán legutóbbi hozzászolásodban is azt írod, hogy 80-as osztókört adtál meg.
Ezt a skiccet adtad meg. A főorsó végröl méretezted. Két furat közötti legnagyobb méret is csak éppen, hogy kiadja 80-at. Igaz csak 0,03 mm a különbség. A másik kettő egyértelműen kissebb tehát nem lehet nagyobb 80-nál. Ez jön ki a skiccböl!
Kérdésem: milyen irányba reszelted a 3. furatot? Befele vagy kifele?
Nem kell megköszönni mert ebben a hidegben nem igazán van kedvem lent lenni a csak langyosított garázsban. Igy legalább tornáztatom az agyam meg szakmaközelben maradok.
Köszönöm hogy ennyit foglalkoztál vele. " A két furat osztóköre 80 mm. A harmadiké 78,5 mm." Itt valami nem stimmel, mert ha megnézed a fotókat látható hogy a 3. furat kicsit kijjebb van. Tehát ha a másik 2 furat osztóköre 80, akkor a 3.-é picit több, kb 80.5. De mint látható a 3 közül 2 sincs egyforma. Annak örülök hogy így sikerült megsaccolni az osztókör átmérőt. 80-asnak adtam meg, így egy pici reszeléssel helyre jött. Azért kellett reszelni, mert hiába passzolt a furat a csavarral, nem tudta felhúzni a kúpra, megszorultak a csavarok. Most már ha a kúpon van akkor is könnyen mozognak benne a csavarok. A 3. csavarral meg majd a nyáron lehet hogy kezdek valamit, ha nem meg így marad. Van egy 3 dimenziós gépsatum, ha fel tudom aplikálni a másik esztergára akkor ki tudom marni a csavarfejét. Mindenkinek köszönöm a közreműködést.
Ha a hézagolással megoldódott a probléma akkor nagy baj nem lehet. De mégiscsak a helyére kellene tenni azt a 3. furatot. Annál is inkább mert az eltérés 0,75 mm. De ezt csak marógépen lehet megcsinálni. A két furat osztóköre 80 mm. A harmadiké 78,5 mm.
Ezt azért kellett így csinálni, hogy meg lehessen határozni a 2 furat osztókörét. A 3. furatot nem az ábra szerint kell fúrni.
V alakban 2-2 vonal van húzva. A méretezett az eltolt furatok távolsága amit megadtál. Kicsit zsúfolt de
itt még aszöget is bejelöltem, hogy lássuk mennyire tér el a 60 foktol. Ha az alsó részt kinagyítom
akkor látszik, hogy mennyivel kissebb ennek a furatnak osztósugara. Meg látszik az a kis csalás amit belevittem, hogy a furat pontosan a két felső közé essen. Ezt úgy értem el hogy a 60,45 fokot 0,1 fokkal kissebre vettem 60,35 fokra. De megtartottam a megadott méreteket.
A 0,75 mm reszelése még elmegy a 10,5 furatnál de mit kezdesz a csavarfej átmérőjével ami 15 mm? Ezért kell visszavinni a maróshoz. Ha ügyes akkor még osztókészülék nélkül is megoldja.
Jalpar úgy is megkifogásolja a csalásomat de akkor majd bővebben kifejtem, hogy miért vittem el balra 0,11 mmel a furatot.
A suliban vizsgaremekként egy sikattyút kellett készítenünk, és nem volt szabad csak fűrészt, fúrógépet, és reszelőt használjunk. Volt olyan is hogy az oktató megorrolt valamiért, és ide adott egy 100 X 100X200 mm sárgaréz tömböt, és azt mondta hogy 10 X 10 mm-es kockákat gyártsak, de az pontos legyen! Na mivel? Reszelni kell és az sem baj ha tud az ember reszelni. Annak is megvannak a maga fortélyai. Mihez kezdtem volna most reszelő nélkül.
Valóban nem kell nagy tudás ahhoz hogy egy sorját lereszeljünk, de a közbenső lehetőségeket átugorva, szélsőséges esetben akár művészi alkotások is készülhetnek reszelővel. Az sem tudás inkább kézügyesség,gyakorlat,és kitartás kérdése.
De nem is erről volt szó,hanem hogy a fiatalok nem kedvelik mert (feltételezem!) időigényes fizikai munka,és a siker nem garantált. Ha selejt lett a munkadarab,az idejét, hiábavaló fáradozását sajnálja.
De bizony fent ül a kúpon, nem tudom te milyen fényes valamit látsz, amit látsz az az M 8 csavar anyája. Még épp az a baj hogy attól féltem nem húzza fel a kúpra mert egy nagyon picit megbillent. Hézagolni kellett mert nem tudta felhúzni a tövig. Vagy azt látod? De az csak mérőórával volt látható.
"...elviekben a kúp megvezeti az egész tárcsát..."
Elviekben! Szerintem rövid az a hátlap. Ami azért nem kizárt hogy kúpos lehet,de a főorsón látszik egy kis fényes felület a kúp tövében,és nem a hátlap szélességében. Tehát szerintem nem vezeti meg a kúp.
Az is csak gányolás lenne. Most mi van? Fent ül a kúpon, 2 db 10 csavar és egy db 8.8-as M 8 csavar fogja, nem akar az szerintem lejönni onnan. De ha még is észre venném hogy engedne, még egy 0.5-1 mm-rt reszelek rajta. Így is már majdnem belekap a 10 menet, csak a csavarfejnél rondítanám el. Marad így.
Nem akarok belevaú, csak egy ötlet ötlött fel bennem: mondjuk olyan pasztával mint amivel tusíroznak vagy hasonlóval bekened a főorsót, hozzányomod a tárcsát, a közepét meg kifúrod a jelölésnek? úgysem kell passzosnak lennie, mert elviekben a kúp megvezeti az egész tárcsát Vagy egy kihegyezett csavart behajtasz, szegnyereggek a főorsóta nyomod a tárcsát, csavargatod a csavart és feljelöli a helyét a furatnak, továbbra sem kell szerintem tizedes pontosságnál több
csak annyi, hogy összejelölöd furkálás elött a főorsóval a tárcsát, nehogy belegabajodj Kifúrás után úgyis fel kell munkálni a felfogótárcsa tokmány felöli részét szerintem, főleg hogy ilyen helyzet állt elő De javítson ki valaki, ha nem jó a gondolatmenetem
Nem, a fiam azt mondta, ha nem boldogulok ezzel, akkor fúrjam hozzá a főorsón lévő tárcsát. Úgy néz ki hogy szerencsére nem kell. Akkor a keresztszánra kellene felfogatni valami fúróalkalmatosságot, és utána a helyszínen fúrni bele menetet, ha nem muszáj nem kísérleteznék vele. Hát ilyennek sikerült.
Igen, ez ilyen. Ez a kisebbik baj, a nagyobb hogy mind 3 furat egyedi, ha jól megnézzük mind a 3 különböző osztókörön van. Azért is fényképeztem le, hogy lássátok, az egyik csavarfejnél, középen még van 1 mm hézag, a másiknál alig van, a 3.- nál rá sem lép a kúpra. Na azután ehhez gyártsál tárcsát. Szerintem a tárcsát a kúphoz legyártották, és a helyszínen fúrták fel, ahogy sikerült.
Csináltam pár fotót. Túl nagy baj nincs. Egy kis reszelés már sokat javított. Egyelőre 2db M 10 csavarral, és egy 8.8-as M 8-as átmenőcsavarral raktam össze. Majd ha leszakad írok. Egyelőre csak próbálgatom.
Ki beszél itt tokmányról? A főorsón lévő tárcsáról van szó, amelyik a tokmányt felfogó hátlapot tartja. 3 db M 10 menettel ellátott furat, ezzel rögzítjük fel a tokmány tárcsát.
" Mekkorák a furatok a tokmánytartó lapon a 10 es csavarok részére ?"
Már korábban írtam: A csavaroknak 10.5, a csavarfejeknek 15 mm. De mindjárt csinálok is pár képet. Valami nagyon el van baQrintva.
Ha van egy tokmány ami gyári hibás mert az egyik furatot elfúrták, ez elég furcsa de végül is nem lehetetlen, akkor minek görcsölünk ennyit, vagy egy elfúrt tárcsát kell készíteni, vagy amit én tennék, fúrnék a tokmányra mondjuk 60 fokkal eltolva három pontos furatot, és ha nagyon ráérek akkor valami műanyag dugóval ledugóznám a rossz furatokat.
Szia! Csináltam egy Móricka rajzot. Az M 10 csavarokon mérve. De még az sem teljesen igaz, mert ez olyan AHS szabvány szerint készülhetett. De próbálj valamit kihozni belőle!
A méretekröl készitettem egy rajzot. Sokkal könnyebb mint kézzel skiccelni:
A furattávolságok közepét, abból is a kerek számot választottam. Látszik, hogy a szögfelezők metszéspontja az osztókör középpontja is.
A körben egy egyenlő oldalu háromszög van sarkára állítva. Ebbe bele lehet szerkeszteni 6 db egybevágó hármszöget. ezek mindegyikének az átlója az osztókör rádiusza is. A szögekkel ellátott egyikéből kell kiszámolni a rádiuszt.
A 60° legyen az Alfa, vele szemben lévő oldal az "a" ami 61,7 mm.
A 30° legyen a Béta, vele szemben lévő oldal a "b" amit nem ismerünk.
A 90° lesz a Gamma, vele szemben lévő oldal a "c" azaz az osztókör fele.
"Nagy részük ezek szerint ment a vasba:" 80-90 % igen. így is 2 lemezgarázst és még vagy 15 X 4,5 méteres melléképületet csináltam lemez, deszka, faház. Nagyjából minden tető alatt. De hogy mi, hol van azt soha sem tudom.
Pijepapa: Direkt vettem nagyobbat, gyárilag is 200-as volt rajta, van is egy Magyar tokmányom pofák nélkül. A 160-as Emcot meghagyom szerelésre, fúrásra, stb-re. Majd jelentkezem hogy sikerült megoldani. Csak ilyen hidegben nincs kedvem kint fagyoskodni a műhelyben.
De nem ezt akartam, hanem azt, aminek értelme is lenne, ha ki tudnád számolni (és amit a következő hozzászólásodban mondasz): hogy az egyes furatok a középponttól milyen távol és milyen szögek alatt vannak. Ezt bajosan tudod megtenni, ha a középponthoz képest nem mérsz semmit.
Mi új házat építettünk, de inkább építettünk. Nagyon elegem lett a végére. Anyagot hajtani, alkudozni, szakikat keríteni, náluk is a lehető legjobb árat elérni.
Amikor kész lett, akkor kezdett nagyon hiányozni egy műhely vagy egy garázs. A cuccaim szép lassan el-eltünedeztek a szülői házból. Van amit én raktam el valahova, van amit öcsémék.
Vettem egy lemezgarázst, belülről körbeszigetelem, már nagy része kész. Ide fogok beköltözni.
Van egy nagy telkem, rajta két nagy ól, ott ugyanaz van, mint nálad volt, csak fedett helyen vannak a cuccok. Alig várom már, hogy minden gépen egy helyen legyen. Mostanában van, hogy egy darab csiszolópapír is kihívás, vagy irány a telek/szülői ház/bolt.
Cserébe érdekelne a fordított pofás tokmány. 160-as jó állapotút de csak normál pofákkal adnék cserébe. A fordított pofák nincsenek. Ha érdekel küldök képeket róla. (Jókor, amikor már vettél egyett. De ez legalább kissebb lenne.)
Az még a régi háznál volt. Sajnos már nagyon sok minden nincs meg. Elköltöztünk és azt mondják " az ember ahányszor költözik, annyiszor szegényedik" és ez valóban így van. Nagyon jó az a kis U gerendás gép, nagyon sok kistraktor kerékagyat, tengelyt esztergált, az annó. Nekem is az volt az első fémesztergám és nem volt szívem ott hagyni. Volt ott nem csak kuplungkosár, hanem sok más is. Nézd csak!
Ma voltam megnézni egy régi automata esztergagépet . Sajnos vannak hiányai . Orosz precíz szerkezet ... Vasba meg kb. egy hét múlva , ha nincsen rá vevő .
Jó feladat lehetett egy ilyen gépet beállítani , folyamatosan ellenőrizni . Szerintem kikoptak a tömegtermelő iparból az ilyen rendszerű gépek .
Pár lépéssel odébb meg ezt a kis fűrészgépet láttam ... Sajnos átalakították a szíjtárcsáját ékszíjasra .
Van rajta hűtőfolyadék szivattyú is , de sajnos a satupofák nincsenek meg .Öntvénytörést nem láttam rajta . Nekem már van hasonló gépem , ha valakit érdekel privátban megírom a címet ( Pest megye 4-es út környéke ) .
Többször írod az átmenő 8-as csavart. Ezt, hogy gondoltad? Felejtsd el!
Ha meglesznek a méretek vissza kell vinni a marósnak, hogy az eltolt harmadik furatot újjmarókkal átfúrni ill. sülyeszteni a méreteket. (Nem ő "tolta" el hanem a német bizonyos okok miatt!)
Azt a hétszázát! Pannónia váltókar a tekerő, a melsőmaró felaplikálva maróként. A gép alatt a kuplungkosarak talán Komáré. I gerendára van ráültetve a gép? Nekem is van egy ilyen, de nagyon pontatlan, pedig azon fecskefarks megvezetés is van a kézi és keresztszánnál. Ez volt az első "esztergám", aztán vettem egy TIP 250-est. Ez ugyanolyan, mint a legtöbb kínai, csak sajnos nem 300-as. Aztán nagyon jó áron vettem egy Emco Unimatot. A telekre egy 15.000 forintos "csapszeggyártót" és egy Einhell mini marógépet.
Otthon "elbohóckodni" megbocsátható hibákat elkövetni tökéletesek. Néha, pár órán át 100-200.000 forintért vannak fent nagyobb műszerészesztergák 500 és afeletti csúcstávval, egyszer egy olyanra kellene lecsapni, de ezek tényleg csak órákat vannak fent a hirdetési oldalakon.
2 furat osztóköre megegyezik, csak a 3. é tér el. Azért is írtam hogy a 2 db átmérő 10-es csavar pontosan illeszkedik. És a 3. is egyenlő távolságra van a másik kettőtől, csak 2 mm-rel kijjebb. Ezért tud a 8-as csavar bele menni.
Tokmány és tokmánytárcsa nélkül kaptam, és volt itthon egy 160-as EMCO tokmányom tokmánytárcsa nélkül. Ráadásul nem is tudtam kúpra illeszteni, csak addig szedtem a közepét ki, míg kottyanásmentesen felült a kúpra. Azután kezdtem kifúrni a menesztőre, több kevesebb sikerrel. Kis reszelgetéssel, kínlódással, végül is sikerült. Azután esztergáltam ki a tokmány menesztőjét. Elég pontos lett.
Pijepapa. Az első linken a 160-as van. A 200-as még a dobozában. A rajzon szereplő méretek lettek megadva az esztergályosnak, az alapján lett legyártva. A menesztő perem kis plusszal, a végső illesztéshez.
Nagyon egyszerűen! Először megmérni a magméretet! (M10-nél 8,5. De jobb megmérni!) Aztán ezt kivonod két furat legnagyobb mért távolságából. És ez a két furat központjának a távolsága.
A képen látszik a két méret de az nem, hogy mit mérsz. Bár leírod hogy a csavarfej távolságát. Lehet így is. De pontosabb méretet kapsz ha a hárm furat egymástól való távolságát méred. Furatmérő csőrrel két furat legnagyobb távolságát mérd! Ezt még kétszer ismételd meg a másik kettőnél. Írd le a mérateket és mindjárt látod, hogy melyik furat mennyire van eltolva a másik kettőtöl! A közpotok távolságát ki is számolhatod! Ezt nem írom le csak ha kéred!
Erről a gépről van szó. Ezt a menesztőtárcsát még én készítettem rá, ez még 160-as tokmányhoz van, de mivel nem tudtam hozzá szerezni normál pofát, vettem rá egy 200-as tokmányt. Nem volt itthon ekkora mérető " palacsintám" ezért a fiam készíttette el a cégnél. Már akkor is észre vettem hogy valami nem stimmel, mert sokat kellett reszelgetni mire jó lett, de sikerült. Nem gondoltam hogy az osztókör nem egyforma, azt hittem én fúrtam mellé.
Nem a tokmánytárcsa és a tokmány furataival van a probléma, hanem a tokmánytárcsát felfogó csavarokkal az esztergán lévő menesztő furataival. Új a tokmány 200-as, nem is nagy fordulatú. A tokmánytárcsa CNC esztergán készült, szerkezeti acél, a furatokat marógépen osztótárcsával fúrták. Nagyon szép, munka, sajnálom is össze hegesztgetni, azért is kérdeztem , hogy nem bírná e meg a 3. furatba egy 8-as csavar átmenősen.
Nem jól gondolod. M 10-es menet van mid 3 furatban. A központ is passzol, csak a 3. furatba nem megy bele csak a 8-as csavar. Az a gondom vele hogy imbusz fejű csavar és hiába reszelem ki a 10-es furatot oválisra, a fejrészének nem tudom kireszelni a helyét. Azért gondoltam oda becsípni egy 10-es csavart és akkor ki tudom fúrni a csavar fejének is a helyét. Vagy egy 8-as csavart tenni bele, átmenősen anyával.
Hozzajutottam egy ilyen gephez, es gondoltam megerdeklodom, hatha itt valaki felismeri milyen gyartmanyu / tipusu lehet ez? Gyakorlati jelentosege nincs sok, de azert erdekelne. Nagyresze vasontvenyekbol van, szoval nem hiszem hogy (teljesen) hazibarkacs geprol van szo.
Annyit tudok biztosra rola, hogy az elozo tulaj (fel)automata faeszterganak hasznalta.
Neten tobb oldalon fenn van most eg hasonlo "lyukas" gep (kicsit ivesebb a melyedes kulso felenel, norton szekrennyel, es orso helyett fogasleccel, de a meretei ugyanezek), amin egy Kart markajelzes is van, de ezen semmi nev nem szerepel.
Satu Tudom, hogy nem egy gépipari termék, de hátha másnak is ötletet ad: kisebb alkatrészek befogására (pl. vágótárcsás daraboláshoz, köszörüléshez, ahol nincs nagy frgácsolási erő) 6999 forintos ALDI satu, 2 szabadságfokkal, átalakítva, hogy a kis marógépre lehessen felfogni:
Biztos hogy a tokmánytárcsa osztóköre megegyezik a tokmány rögzítő csavarok osztókörével ? "Tanonc" koromban egyszer egy TOS helyére felpróbáltam egy magyar tokmányt akkor jártam így mert más az osztókör.
Semmiképpen se hegeszd, mert akkor az összes tokmánnyal csatalkozó részt újra kellene (illene) munkálni a hőbeviteli miatti vetemedéstől. Azt nem is mondom hogy ha öntvény a felfogótárcsa akkor még nyűgősebb a dolog.
Vagy kell készíteni 3 új furatot a megfelelő körön, eltolva a mostaniakhoz képest.
De én lehet hogy megpróbálnám hogy tűreszelóvel felbővítem kicsit a furatot amibe csak 8as csavar megy bele. 1mm-t le kell szedni a megfelelő oldalából és már bele is megy a 10-es csavar. Ez generálhat egy kis kiegyensúlyozatlanságot, ebből a szempontból lehet hogy nem ildomos. Ezzel kapcsolatban nincs tapasztalatom, lehet hogy ilyen mértékű hiba semmit nem befolyásol, a nem túl magas fordulatszám miatt.
Sziasztok! Tapasztaltatok már olyat, hogy a tokmánytárcsát felfogó 3 csavar nem egy osztókörön van? Az új tokmányomhoz elkészült a tokmánytárcsa, és amikor fel akartuk rakni akkor derült ki hogy 2 db 10 csavar szépen passzol a 3. pedig kakukk tojás. Csak egy 8-as csavar megy bele. A másik 2 csavarhoz képest azonos távolságra van, csak éppen 2 mm-el kijjebb. Gondoltam hegesztek bele egy 10-es csavart azután újra kifúrom. Vagy tegyem bele 8-as átmenő csavarral, mit szóltok hozzá?
De a csap központban marad az anyán,ha leesztergál belőle.Az öntvénybe kerül egy persely,amiben el van tolva a furat.Azt a perselyt meg be lehet ragasztani az öntvénybe.
Vagy,ha már kimar valamiből,akkor azt a szánból tenném.Azt a furatot marnám nagyobbra,az új/megfelelő helyre központozva.Akkor csak egy sima persely kell az anyán levő csapra.Nem kell eltolással vesződni.És maradhat az eredeti zárórész.
Kell ezekhez a melókhoz némi tömeg meg egy minimális erő amivel sokkal jobban halad. Tizenevesen en is utáltam reszelni a kis hetven kilommal a műhelyben. Most vagy negyvennel több vagyok, orakig birok hántolni. Más dolog, hogy pont olyan szarul mint 15 evesen :D
Az a csap az anyán nagyon jól áll, azt nagyon nem bolygatnám.
Az hogy kifurkálom az eredeti véglapot nem zavar, be tudom áldozni, és végső esetben egy új véglapot is tudok készíteni. Az anya módosításával, ha véletlenül nem válik be, több problémát generálok magamnak mint amennyit meg akartam oldani.
És az anyából kiálló csapot nem lehet vékonyabbra esztergálni?És arra csinálnál egy excenteres hüvelyt.Így az egész anyát el tudod tolni oldalra,és párhuzamos marad a csúszó felületekkel.Akkor nem kell a furatokat szétbarmolni.Vagy egy eltolt végű csapot csinálni ami illik a szán furatába,az anyába meg fúrsz egy lukat a csap helyére,és az eltolt csap másik végét abba illeszted.
Sokan figyelmen kívül hagyják, hogy a tokmány - és a bele fogott anyag - kétféleképpen is tud nem központos lenni.
- Egyrészt úgy, hogy a tokmány/tárgy forgástengelye párhuzamos a főorsóval, de nem esik egybe vele.
- Másrészt meg úgy, hogy ez a két tengely szöget zár be egymással.
Ez a módszer is, meg az elütögetős módszer is csak az elsőt tudja korrigálni.
Ha a tokmány kajla, vagy a tokmányhátlap síkja nem merőleges a főorsóra (pl. egy másik géphez illesztették), akkor ez se fogja kijavítani.
Vannak gyári központosítható tokmányok (pl. a TOS IUP(H)G), ezek közül a jobbak úgy vannak szerkesztve, hogy mindkét fajta központozatlanság korrigálható.
Valójában csak általánosségban kérdeztem, hogy ez egy jó megoldás-e vagy sem. Arra gondoltam, hogy biztos jobb, mint az elütés és arról meg itt azt olvastam a fórumban, hogy nem is olyan ritka beállítási mód.
Csinálnék tokmányba befogott valami vastagabb anyagon egy kiálló hengeres részt, amire pontosan illeszkedik a véglap furata, és rövidebb ez a hengeres rész, mint a véglap vastagsága. Bele végfurat, menettel, és felszorítanám rá egy csavarral azt a véglapot. A gallérját a rossz likakkal együtt ledrehálnám a francba, alakuljon ki egy hengeres rész, egy nyak, amire majd az új felerősítő lapot tudod rárakni.
Ezt az új lapot egy vastagabb laposvasból alakítanám ki, felesztergálnám bele a furatot akkorára, hogy az előbb elkészült véglapmaradék szorosan menjen bele, + némi loctite.
És onnantól lehet fúrni a véglapra a lukakat, ahova kell.
Csak ide válaszolok de ez mindenkinek szól aki a témában közreműködött.
Köszi a meglátásokat, én is arra hajazok leginkább hogy a jelenlegi furatokat felbővítem oválisra úgy hogy le lehessen fogatni. Aztán ha ez hosszútávon nem válik be akkor készítek egy új véglapot.
A véglap 3 furata enged annyit hogy kimard oválisra .
A negyedik kicsit szélre kerül de az sem tragédia .
Ha hibátlan , kereshetsz új helyet az illesztő szegeknek .
Ha elcsesznéd véletlenül akkor új hegesztett véglap .
Az sem egy emberfeletti munka .
A felfogó csavar helyeket átmásolod ,az illesztő szegek helyével együtt .
Utána felszerelve bejelölöd az anyán keresztül a mozgató orsó központját .
Én az utóbbi megoldást választanám !
De ha nem akarsz új véglapot , kifúrhatod az orsó helyét jóval nagyobbra ,
és kap egy tömör szorosan illesztett betétet .(ha nagyon precízkednél biztosíthatod egy hernyócsavarral elfordulás ellen ).
Az előzőleg említett jelölési metódussal bejelölöd az orsó tengelyvonalát .
Én már csesztem el hasonló késszán orsó problémát más módszerrel , de ott az lett a megoldás hogy ismerős elnézte a mikrométert egy körrel a perselynél .
Az anya szimmetrikus? Az anyát megfordítva nem javul a helyzet? Mi volna ha véglap menne a helyére, majd az anya csapját leesztergálnád, ráforrasztanál egy gyűrűt, majd a gyűrűt leesztergálnád úgy hogy jó helyre kerüljön az anya?
Az alkatrészek: Talp öntvény (a hézagolóval), anya, menetes orsó, orsó véglap, felső öntvény (erről nincs teljes alakos kép)
Az orsót a másik irányból is be lehet rakni, de akkor az orsóvéglap lekerekített része nem a talpöntvény hornyában fut, és a szán mozgástartománya nagyjából a felére csökken, mivel a felső öntvény eleje felüzközik az anyán.
Tehát az orsó véglapnak a talpöntvény horony felőli oldalánkell lennie.
Az orsó véglapot az orsóra helyezve, a felső öntvényen homlokban felütköztetve így néz ki:
A furatok biztosan nem jó helyen vannak, mert az egyik oldalon 4mm-rel távolabb vannak a furatok mint a másikon, a felső öntvény oldalához képest.
Az excenter-perselyezés valószínűleg nem lesz megoldás mert az orsó véglap, bal odlalából is sokat kellene faragni ahhoz hogy ez így jó legyen a mostani furatkioszáthoz.
Az lehet a legegyszerűbb hogy két elősüllyesztést az orsó véglapon átalakítok úgy hogy passzoljon a furatkiosztáshoz, és akkor minden marad a régi, csak két csavarral rögzül.
Én vagyok az utolsó technikus, 1972. Szolnoki (akkor) Szamuely Általános és Gépipari technikum. Reszelés, fúrás, marás, esztergálás, marás, hajlítás, kovácsolás, edzés, szinkronrakapcsolás, autószerelés, motor-sebváltó szerelés, lineáris motor stb. Akkor kezdődött a CNC. Abba is belekóstoltunk. A BME közlekedésmérnöki karán a technológia szigorlaton utolsónak sorolt a tanár, a szóbelin. Húztam a tételt, elmondta. Csak ingatta a fejét. Újabb tételből kérdezett, újabb kérdéseket tett fel. Induktosin, inkrementális jeladó. A tanár le sem adta ezeket. Azt hitte, az írásbelin puskáztam. Aztán elkezdte lapozni a leckekönyv elejét. Gondoltam azért a 2-es megvan, mindent elmondtam, mindenre válaszoltam. Aztán felcsillant a szeme: én a szolnoki technikumban végeztem? Nem gimnáziumban. Akkor megadta az ötöst.
Nem, nem kell tudni reszelni. Én sem tudok verset írni. A költő meg nem tud reszelni, általában.
És bejártuk az országot, üzemlátogatás címén: Ganz, Ganz-Mávag, Beremend, Parádi üveggyár, LKM, Drótművek, Dunaújváros, Ózd, Gamma, Csepel Művek Hejőcsaba, Bélapátfalva, Győr, Zala-olajfúrás, stb.
Segítséget szeretnék kérni, van 3 db kisesztergám, de egyik sem olyan amilyet szeretnék, meg már nincs időn-kedvem foglalkozni velük... eladnám őket , persze nem mindenáron.
Milyen reális árat lehet ezekért kérni? Az öntvény 125 tokmány / 100mm befogható hossz, a Kékesszürke 80 tokmány/ 200 mm csúcstáv, az Alu 80 tokmány/160mm csúcstáv.
Az Alu működik, a másik kettőn nincs motor, stb ..
A hozzászólásokat szívesen fogadom, segítenének vele. Köszönöm
Nekem kúpos. Ez a video csak ugy szembejött és megnéztem.
Valójában azon gondolkodtam, hogy ha az ember meg nagyon béna, vagy egy kissé szar a tokmánya (mármint, ahol felül a tokmány) és a tokmánytársát nem tudja/lehet elkészíteni jóra, pontosra, akkor ott használná ezt a megoldást finombeállításra és utána húzza meg rendesen a felfogó csavarokat.
Véleményeteket szeretném kérni a linkelt videóban található tokmányillesztési és/vagy körfutás-pontosság beállító módszerről. Mit gondoltok róla? Partvonalról sokkal jobbnak tünik, mint a tokmány elütése, nem?
" Múltkor azon háborgott egy tanuló, hogy minek megtanulni reszelni, a mai világban?! Nálam a mai napig előkerül a reszelő!"
Szőrnyű hogy utálják a reszelőt,de amikor fűrészelnek na az is hajmeresztő! Azt sem szeretik , cibálják rángatják a fűrészt, szidják milyen szar a fűrészlap. Tocsognak az olajban mert nyomja neki az üregelő spray-t, mégis egyszer használatos lesz a kezükben a fűrészlap.
Nincs türelmük, de lehet nekem sem volt tizenévesen.
Ez elgondolkoztató. Van gépmúzeum? Ami pl az emúlt 100év ipari termelését mutatná be? Kutatja ezt valaki? Tkp ez valami néprajz-kulrúrantropológia és műszaki tudománytörténelem közti terület. Mint a csettegők pl.
"A készítő sokkal tobbet kért volna érte mert meg mindig abban elt hogy mennyi szivas volt vele, hany embert kellett megkérni, lefizetni hogy osszeszedje a cuccot."
Igen van ilyen ember is.... Ha én készítettem volna ezt a szerkezetet biztosan büszke lettem volna rá. Úgyis hogy ismerném a korlátait. Az évtizedek múlásával múlna a becsülete a szerkezetnek, és már csak érzelmileg kötődnék hozzá. Mikor belátnám hogy vége, szétbontanám és irány a MÉH! A villanymotor és a tokmány érhet valamit,de a többi még ócskavas árat sem, hiszen a vasúti sín forró anyag a telepeken!
Valami skanzenben mutatna jól mint valamikori a korra jellemző szükség megoldás.
Az alsó eredetileg egy TOS RT26 dobrevolver eszterga. Szerintem túl van árazva, 250e környékén mennek a hadra fogható állapotúak tokkal-vonóval együtt.
Nem nem vagyok fenn.Dunakeszin vagyok.Tanult szakmám hiradásipar.Ott mi 2 évig tanultunk mechanikát.Reszeltünk kalapácsot ,tanultunk esztergálni,marni.Szerettem.Aztán vénebb fejjel tellett esztergára,marógépre.Lassan én is adogatni kezdek,66 múltam.50 múltam amikor a MAMI szakmunkásképzőt is elvégeztem,mert érdekeltek a motorok,meg a csónakmotorok.Van 100 éves csónakmotorom.
Hát a szükség nagy úr, ahogy mondani szokták... én is esztergáltam már asztalra pillanatszorítókkal lefogott fúrógéppel, szán helyett feltámasztott reszelővel - és működött. Akkor az volt a lényeg...
Barkácsolni,vagy célfeladatra ez is megfelelt.Majd megmutatom,hogy az elmult 40 év alatt én mit suedtem össze MÉH telepeken.De most már sötét van,és a tabletemen nincs lámpa.
De lehet, még mások is mutatnak másik boltot. HA igen, nézze meg azok kínálatát is!
Én szeretem ezt a céget, de eddig mindig személyesen vásároltam tőlük, megelégedéssel. Viszont az árak terén lehet, hogy létezik olcsóbb is. Persze a minőséget is nézni kell
Segítséget szeretnék kérni. Fúrótokmányt keresek 0 tol 5 -6mm ig. Mely nem menetes hanem kúpos felfogással van. Lehetőleg olyan helyről ahol van csomag küldés és nem külföldi. Előre is köszönöm a szíves segítséget.
A készítő sokkal tobbet kért volna érte mert meg mindig abban elt hogy mennyi szivas volt vele, hany embert kellett megkérni, lefizetni hogy osszeszedje a cuccot. Ha megérte volna.
Talan meseltem azt a gépész hallgató sracot aki haverkodott egy oreggel akinek egy E3N je volt. 3M ra tartotta. Mikor korhazba kerult a rokonai szoba se alltak a sraccal. Biztos utana egy fel nap orditozas utan meggyőzte oket a kereskedő ur, hogy jol jartak a 300al.
Emellett meg mindig azt mondom, hogy annyiért arulja amennyiert csak akarja ha nem surgos neki. Akkor lenne igazi madár ha fél nap alatt elviszik mert akkor rosszul lőtte be az árat amikben a vevők gondolkodnak.
Gyerekkoromban voltam Azt hiszem Nagybányán, Erdélyben. Ott voltam egy bognárműhelyben. Akkora volt, hogy lóval a szekér megfordult benne. É minden ami köll volt benne. Kovácsműhely és körben a falon a szerszámok. Millió.
Szerintem semmi gond nincs azzal, ha valaki ilyet készít. Még akár ma is, ha nagyon eldugott, szegény helyen él, de "kitör belőle" a kreativitás. Itt és az ehhez hasonlóknál inkább a hirdetővel van a gond, hogy nem tájékozódik kissé a hirdetés feladása előtt, hogy mennyire reális a megadott ár. Nem hinném, hogy a készítő árazta be a művét, inkább az örökösök.
,,És volt olyan, aki fából oldotta meg! Igaz nem fémesztergát, csak faesztergát, de Cinkotán, a kollégám bognár apukája műhelye is egy csoda volt! Minden fából, és csak gyártotta szakmányban a kocsikereket, és még vagy három generációnyi felmenő előtte.''
Azért ez kicsit más, a bognárok valószínűleg évszázadok óta ilyen fából (saját maguk által) készített esztergán csinálták a kerekeket.
Direkt nem írtam le a véleményem, kíváncsi voltam mások mit mondanak.
De egyetértek veled - pontosan olyasmit éreztem, mint amit te írsz.
Egyrészt, ha az ember megnézi a képeket, nem tud betelni a hajmeresztőbbnél hajmeresztőbb megoldásokkal, az összevissza hegeszthetett dolgokkal. Nekem szegnyergen levő, felsliccelt és visszahegesztett csőből kialakított Morse-kúp a kedvencem.
Másrészt meg marhára becsülöm a készítő konokságát, hogy nem bírt belenyugodni abba, neki nem lehet egy rendes esztergapadja.
Szerintem a menetmetszők döntő részének mindegy, hogy melyik oldaláról indítjuk a menetmetszést.A két oldali lehetőség azért is jó mert ha az egyik oldalon kicsit megkopott a forgácsoló rész akkor a másik oldalát is tudjuk használni.
Nekem eddig úgy tűnt, hogy a metszőn a felirat oldala felől van egy kicsit hosszabb kúpos bevezető rész, tehát azt érdemes rátenni a rúdanyagra.
Ez logikusnak is tűnik, mivel így a metszőt a menethajtó vasba úgy rakod be, hogy a felirat olvasható legyen, tudd, mivel dolgozol.
És mivel a hajtóvasat pedig érdemes úgy használni, hogy a metszőt munka közben inkább befelé nyomd (ne essen ki belőle), ezért a nyitott oldala felől hajtasz rá a rúdanyagra, vagyis éppen a feliratos oldallal.
És volt olyan, aki fából oldotta meg! Igaz nem fémesztergát, csak faesztergát, de Cinkotán, a kollégám bognár apukája műhelye is egy csoda volt! Minden fából, és csak gyártotta szakmányban a kocsikereket, és még vagy három generációnyi felmenő előtte.
Valóban, a 80-as-90-es években még nem is álmodhattunk saját esztergáról. A kis faesztergára még reszelővel ,köszörűvel készítettem v "keresztszánt". Majd a 90-es években már a cégnél lévő tanműhelyben marógéppel gyártott az oktató úr némi pénzért. Azután a 2010-es években tudtam vásárolni egy kis Erba 300-as műszerész esztergát.
Valóban, akkoriban annyira nem lehetett semmi, se szétkopott eszterga mai áron 2 fizetésért, se új sok fizetésért se semmilyen..
Minden tiszteletem azok elött egyébként, akik egyes szakmák kitanulása nélkül megbecsülésnek örvendenek azon szakmában. Semmiről elindulni úgy, hogy csak hiányos ismeretek vannak, nem lehet egyszerű
Igen a mi, mai, elkényeztetett szemünknek talán sokkoló lehet, de ez a nincstelenség idején készült, most meg az unokának csak útban van! Valószínű az örökös se ezzel, se egy gyári paddal nem tudna kezdeni semmit!
Én láttam ilyen gépet! 6 általánost végzett parasztbácsi készítette. Ilyen gépen, Pannónia motor+UAZ hidak+a szokásos, amihez éppen hozzá lehetett férni, készített traktort magának és nagyon sok gépet! Tőle "loptam" a nagyteljesítményű kukorica morzsoló és a házi gyártású fejőgép ötletét! Az egész falú esztergályos munkáját "megoldotta"! Még nem is láttunk Magyarországon elektromos láncfűrészt, ő barkácsolt magának Niagara (szénkefés) hidrofol motorból! Csodákat tett a kis öreg! Istenem, ha ő tanulhatott volna!
Elnézést Jalpar nem akarlak téged megbántani! Ezt a pár mondatot nem is neked szántam igazán, hanem csak tisztelegni szeretnék a régi öreg "szakik" emlékének! Isten nyugosztalja őket! Egyre jobban hiányoznak a mai világunkból! Múltkor azon háborgott egy tanuló, hogy minek megtanulni reszelni, a mai világban?! Nálam a mai napig előkerül a reszelő!
Azért kíváncsi lennék, hogy a vasutas esztergapad mikor készült. Ha egyidős a manapság használtan kapható ipari, de gyári gépekkel, akkor teljesen érthető a megszületése. Akkor háztájiba nemigen engedhették meg maguknak az emberek, hogy 100 hónapnyi fizetésükért vegyenek gépet, mert hobbi gép az nem volt kapható, mint most (én még nem éltem akkor, szóval, ha mégsem igy volt, javítsatok ki)
Valószínűtlen hogy ennyi kopás legyen a szánon. ( Legfeljebb ha egy emberöltőt leszolgált három műszakban egy műkövesnél :- ) Szóval valami szerelési hiba lehet az ok. Ha nincs más megoldás akkor perselyeznék úgy ahogy te is írod. A jó csúszófelületeket nem érdemes megbolygatni.
Az anya jó állapotban van, igazából nem is látszik leharcoltnak a szán, mégis ennyi kopás már van benne.
Arro gondolsz hogy azt a betétet ami a be megy az orsó, felmunkálni excentrikusan, hogy jó pozícióban legyen a furat, aztán megperselyezni hogy akkora átmérőre ami az orsó csatlakozó átmérője?
Az alábbi problémával küzdök, mit gondoltok hogyan kellene megoldani?
Van egy magassági szánom, aminek a menetes orsója nincsen jó pozícióban a hézagolás miatt, a képek szerint el van tolódva a tengelyvonal:
Itt az orsót rögzítő betétet úgy pozicionáltam ahogy kellene lennie a szorulásmentes futáshoz.
Ez egészen addig nem okoz gondot míg a végálláshoz el nem kezdek közelíteni, mert az orsó ahogy a szöghiba elkezd egyre nagyobb lennia a közelítés miatt elkezd megszorulni az anyában. Orsó nélkül vajpuhán jár az egész kottyanásmentesen.
Nem hinném hogy ilyen mértékű kopás van benne, lehet hogy nem teljesen eredeti a konstrukció.
Megoldásként az vagy a másik odlalról is hézagolásra gondoltam, esetleg arra hogy készítek egy új betétet, excentrikus furattal hogy az orsó jó pozícióban legyen.
Mit gondoltok melyik megoldás volna a célravezetőbb?
Én egy hasonló szettet vettem(16x16 ost) pár éve, meg kell mondjam teljesen megfelelt az igényeimnek az árához képest, bár egy részét az életben nem fogom használni kb meg az is biztos, hogy furatkésből rakhattak volna még hozzá mondjuk az orros helyett, ami kisebb gépeknél szinte nem is releváns, legalábbis az e2n tuti nem szereti, el is van kösörülve speciális formára, a balosokat se sokat használom, az egyik egy vékony beszúró lett seegernek :D A doboz elég fasza(nekem fából van) abban van a gyakran használt kések kupaca Összességében egy induló szettnek megteszi, úgyis felhasználásfüggő szerszámok lesznek vásárolva hozzá
Pl a tipikus használat: Befogsz egy vékony tárcsaszerű alkatrészt a tokmányba lazán. Ezután nem órázol, vagy alátétekhez igyekszel ütköztetni hanem nekitolod ezt a csapágyas szerszámot ami picit beljebb tolja a tokmányba és közben századra centrírozza. Ezután meghúzod a tokmányt és esztergálsz. Hasonlóan lehet hengeres darabokat is igazgatni. Valahogy így:
Jelenleg egy régi kövem van, amiről nem tudom pontosan, milyen, azért vennék másikat. Részlet a leírásából:
"Felhasználási területei: Az általános szerszámacélok megmunkálásához leggyakrabban használt korong. A kemény, rideg és törékeny szemcse biztosítja a kitűnő önéleződést. Ötvözetlen és ötvözött, edzetlen és edzett szerkezeti- és szerszámacélok, hőálló és korrózióálló acélok"
Kösz, ebből tanulhatok... egyelőre csak HSS oldalélű meg leszúróm van, meg néhány törött (amit meg fogok köszörülni)
Egy ilyen készletre benevezek, csak nem tudom, melyik az optimális nekem. A befogóm 15 mm távolságú, ezért gondoltam a 10-esre, remélem, az nem lesz magas...
Ezeken a késeken is kell igazítani szerintem ( pl holker ) Az esztergályos munka alapvető megkerülhetetlen része a kés köszörülés- Szóval kell köszörű, és kezdetben inkább sok HSS hasáb. Azután ha valaki segít akkor gyorsabban de idővel mindenhogy megtanulod a kés köszörülést. Tanulni itt egy remek oldal, ha esetleg nem ismernéd: http://metalturning.hu/szerszamok_1_10.html
Valóban jó,hogy egy helyen van ilyen táblázat,de azért a kezdő ne üljön fel teljesen neki.Csak példának említem az M10 menetet,az anya magfuratát a táblázat13,835mm-nek adja meg,de a szabvány enged 14,21 mm-ert is a felső határnak.Egy gyakorlott esztergályos a felső határ közelébe fúrja a menetalapot{magméret} .A két adatot nézve közel 0,4mm a különbség,és ez a gyártás során óriási könnyítés lehet,vannak olyan anyagok melyekbe lehetetlen menetet készíteni a táblázatban foglalt adatokkal.
Hát az M39 az biztosan nem passzol, mert a menetemelkedés csak 3 mm vagy valami közeli valamilyen " ban. Mert ez egy amerikai eszterga. Turkálom a netet eddig annyit találtam hogy van egy 1 1/2" os menet UNC 1 1/2" átmérője:38,039 mm menetsűrűség 6/"
Akármilyen vasból elkészítheted, az öntvény a könnyű, olcsó gyárthatóság miatt terjedt el. Viszont megfontolandó az orsóvég átalakítása rövid kúposra. Ez esetben acélból készíts egy menetes tárcsát lehetőleg cuppanós menettel amit örökre ragassz fel az orsóvégre és a ragasztás után munkálj készre. Ezután egyszerűbb, pontosabb lesz a tokmánycsere, és jóval egyszerűbbek lesznek a tokmánytárcsák.
Hát az öntvény ágy miatt nem gondolnám, hogy házi körülmények közt lehet ilyet gyártani. Pont, mint az igazi, csak kisebb :))
Bíztam benne, hogy itt lesz olyan, aki ismeri, én szeretem a régi gépeket, egy új praktikeresért biztos nem adnám oda! Kicsit foglalkozós lesz, mert kottyannak a szánok, de mind a működési irányában, mert amúgy lehet hézagolni állítással. A diók (vagy itt nem tudom, minek hívják) kottyannak a helyükön.
Az eredeti motor is vagy 50 éves ránézésre, 3x380 és kb. 500 W-os, az lehet, ki lesz cserélve egy kicsit nagyobbra.
ja igen, 80-ért hoztam el, ennyit beszéltünk meg telefonon. Mire odaértem 100 km-ről, mondta, hogy már 100-as ajánlatot is kapott közben, de már ugye megállapodtunk... manapság ritka az ilyen.
És mi volt a konszenzus eredménye nagy vonalakban? Mert mire hazaértem, a hirdető le is vette, azt mondta, annyian keresték... egyébként egy szimpatikus, idős mester volt, igazi régivágású...
Volt egy mini marógép is ott, az is elkelt, mire odaértem, az is nagyon ügyes kis masina volt.
Keress egy megfelelő méretű alu darabot amit hátul a gépágyra téve felütközik az egyik tokmány rögzítő csavar. Lehet az egyik csavart hosszabbra cserélve egy vasdarabot is felfogni, mert az határozottabb ütközést ad. ( Ha ótvar a tokmány akkor lehet úgy hogy egy pofát hagysz benne és ahhoz ütköztetsz. ) Azután a szíjat két kézzel fogva nagy lendülettel hátrafelé forgatva nekicsapod a csavart az alunak. Ha nincs nagyon összegyógyulva akkor meglazul. Ha igen akkor csavarlazító, esetleg óvatos melegítés, és nagy türelem meghozza az eredményt.
Üdv! Tudom nem éppen adásvételi fórum ez itt, remélem nem nagy gond
Marógép Eszterga patronok eladóak Nem szivesen bíbelődnék az egyenkénti postával, kérem ezt szem elött tartani A nagyobbak fő méretei Uag 20 Teljes hossz 77mm Kúp legnagyobb átmérője 42.5mm Köszörült palástfelület32 mm Méretek: 5 mm(2db) 8,5mm (3db) 12mm 15mm 16mm 17(2 db) 22 mm Hatlap: 14 (2 db) 17mm Hozzájuk tartozik egy átalakítóhüvely is
Kisebbek méretei 50-51mm hosszúak 27mm kúp nagyátmérő Palást 20 mm Méretek: 3 4.5 6 7 7.5 10 12 13.5 mm
Utolsó képen lévők Egy része már faragott!!! 73 mm hosszúak Kúp 38 mm 6,5 10 12 13 14,4 23mm És egy hatlap 20 mm
Továbbá eladó egy morse 5/4 kúpcsökkentő hüvely átmenő furatos Állapota új, sosem használt
Üdvözletem! Azt szeretném kérdezni, hogy a képen látható tokmány tárcsáját hogy tudom leszedni. A főorsó menetének a méretét szeretném megtudni,mert másik tokmányt akarok rászerelni. Ami nagyobb. Ha jól tudom ahoz másik tárcsa kell.
A gépet tavaj guberáltam. Talán most sikerül beüzemelni.
Akkor ötleteket kérnék, mi ez a gép... semmilyen felirat, tábla nincs rajta. A képen a tokmány és a szegnyereg hüvelye közt kb. 25 cm van (a gép mérete így jobban érzékelhető) Tokmány 80-as.
A főorsó házon volt egy óra, ami az asztalt tapintotta. Alatta tekertük az asztalt (Mintha marnánk ugye...).
Azt láttuk, hogy az oszlop felé haladva az asztallal emelkedik a sík. Kereszt irányba meg hupplit láttunk az asztal síkjában.
Technikai feltételek hiányában több "mérést" nem volt alkalmam csinálni. Valószínűleg nem is fogok, nem az enyémek a gépek....
Azt hogy a nevesebb gyártók mit csináltatnak meg a kínaival nem tudom, de valószínűsítem hogy ezekre azért talán figyelnek (pl homok ne legyen a nem látható részeken sem...). Nincs tapasztalatom sajnos.
Érdekes beszámoló. Sokkal informatívabb, mint a szokásos kínai=szar dekrétumok.
"Nagy" maró, Morze4, 1,2 vagy 1,5kW (hirtelen nem is tudom), 800-as asztalszélesség, 300+++ kg.
Az ALG100-on ugyanekkor motor, és kúp van (ISO40-es), az asztal csak 600-as, viszont 800kg.
Y irányba 5-6 század (200 széles talán az asztal, pontosan nem tudom, de ilyen nagyságrend), X irányba 2 (800 hosszon).
Ez a merőlegesség? X-irányban nem lehet állítani? (Bár pont arra tűnik jobbnak)
A festés igazolta a hiba irányát. Nincs kimérve ezen kívül semmi.
Milyen irányt igazol a festés? Nem azt kell látni, hogy hepepupás az asztal?
Tetszik az eszterga keresztszánján a "hántolás".
Összességében ezeket a gépeket nem javaslom szétszedés és takarítás nélkül használni.
Talán pont ez az, amit a jobb sajátmárkás eladók, (mint pl. a HBM) megcsinálnak, nem?
Bár azt se tartom kizártnak, hogy ők se csinálnak semmit, csak beírják a szerződésbe, hogy takarítsák ki postázás előtt a gépet. Elvégre egy kínai munkás nem csak a gépet gyártja le olcsóbban, mint egy holland, de olcsóbban ki is takarítja.
Ide is leírom, illetve próbálkozom a képek feltöltésével...
Új kínai vs használt gép témaköre... Mit válasszon az ember, ha gépet akar venni. Új "gagyi" kínait, vagy - ne legyünk naivak - használt "tökéletes állapotú" gépet (amit iparba terveztek, ennek megfelelően volt használva).
Jelenleg az új kínai vonalat érinteném. Ismerősöm gondolt egy merészet és kínából, közvetlenül a gyártótól rendelt/gyártatott/vett gépeket. Amennyire megállapítható egy normálisabb, "nevesebb" gyártótól, elvileg nem sufnidzsunka. "Nagy" maró, Morze4, 1,2 vagy 1,5kW (hirtelen nem is tudom), 800-as asztalszélesség, 300+++ kg. Z orsó előtolással, olajfürdős sebességváltóval. "Műszerész" eszterga, 250 elforduló, motor 750W, 500-as csúcstáv.
A gépek beüzemelés, helyrerakás alatt vannak, a marógép kb a helyén, az eszterga még raklapon. Általános tapasztalat: amolyan "kínai" összeszerelés: sok laza csavar, sok helyen sorjás élek, összeszerelés után festett (sok helyen rosszul maszkolt). Mire el tudtam menni beletettek pár munkaórát a takarításba, amit lehetett szétszedett (mert szét kellett). Az öntés után visszamaradt és lefestett (!) homokot kibányászta. Elmondása szerint az eszterga főorsó háza volt igen durván homokos... (sajnos képeket nem készített...)
Gyors megtekergettem, illetve a maró asztalára ráóráztam, festettem. Y irányba 5-6 század (200 széles talán az asztal, pontosan nem tudom, de ilyen nagyságrend), X irányba 2 (800 hosszon). A festés igazolta a hiba irányát. Nincs kimérve ezen kívül semmi. Általánosságban a maró elég csendes, induláskor nem "csattan", az utólagos asztal előtolás kicsit zörög, de marha jó a villámjárattal. A kezelőkarok pozíciói bizonytalanok vagy inkább picit lityi-lötyi. A szánokra rá lett állítva, érezni hogy a prizmák nincsenek párhuzamba, tipikus a "vége felé szorulós érzés. Nóniuszok kb negyed fordulatnyi kotyogással A főorsó kb félúttól már kottyan egy laza tizedet a házában. A Z oszlopot nem néztem/mértem.
Az eszterga. Húdekicsi az E2N után, azért ebbe csak annyi vas van amennyi feltétlenül kellett...
A főorsóház öntvényén tonnaszám a rajtamaradt és lefestett homok. Ráfestések itt-ott ahol nem kellene. A késtartó belső felülete az botrány. A tokmány viszont 16-os átmérőnél 2 századon van, ez egész jó a Sanyitól. Mivel raklapon van mérni nem sok értelmét láttam, de rátettem a lécet (természetesen meghúztam kővel előtte amit kellett). Hááát.... :D Pontosságról nem tudok nyilatkozni, de ezért fura a festési kép a prizmáknál. A keresztszánt tekerve szintén érződik hogy nem párhuzamosak a prizmák.... A kezelőszervek meglepően jók, a sebességváltás nehézkesebb picit talán, de az előtolás kapcsolók meg a lakatszekrény az jó. Sőt, lehet valami áttétel bent, mert a normál előtolás és menetvágás között egy kar vált, menet közben is lehet (ugye a vezérorsón végigfut egy horony, így egyben vonóorsó is), így egy kvázi "gyorsjáratként" lehet használni.
Összességében ezeket a gépeket nem javaslom szétszedés és takarítás nélkül használni.
Csúcs szakember ! A fogadott unokája viszi tovább a műhelyt , a papa meg a tanyáján kertészkedik , éli a világát . De a tanyán is van egy műhelye és még mindig köszörül , ha rá tudják beszélni . Én 1985 ben kezdtem járni hozzá , az utóbbi 8-10 évben meg gyógyfürdőzés közben folytatjuk a szakmai beszélgetést .
Olvasgatom már egy ideje a topicot, érdekel az esztergálás diák korom óta. Az alapokat tanultam is, de annak 40 éve már...
Most sikerült szert tennem egy jópofa kis műszerész esztergára, egyelőre takarítás, beállítás, motor felszerelés teendők vannak vele. Pár dolog kelleni is fog, pl. MK2 forgócsúcs, meg néhány jó kés (kaptam párat, de elhasználtak, töröttek) Később valszeg cserekerekek is kelleni fognak, hogy menetelni is tudjak, most csak egy előtolásom van.
Ez a jutyúb sorozatot, (amiből itt téma volt a köszörülős rész) végignéztem, az esztergás alapokat. Némi gépész és méréstechnikai tudásom van, mérőeszközök is.
"A szabályozó gyémánt az asztalon van, ergo felszabályozáskor a kő felületének az alkotóját az határozza meg, hogy éppen milyen szögben áll az asztal."
Palástköszörű gépeken ez nem így van.
A köszörű(kő) tengelye az asztal vezetékeivel PÁRHUZAMOS . (ezzel együtt az asztal mozgása is..)
A kúposság/hengeresség beállítása kb úgy működik mint pl. esztergán a szegnyereg elállítás módszere.
Amikor belevágtam a baltát a lábamba 2005-ben, egy szobába kerültem egy öreg szakival, Bori Jani bácsival, akinek kőbányán volt egy köszörűs műhelye. Amikor csak időnk engedte, mindenféle érdekes szakmai társalgást folytattunk.
Ő olyanokra is figyelt egy eddzett, hosszú, vékony hengeres munkadarabnál, hogy először felrakták a gépre, és lement rajta egy nagyolás. Ezután kivették, és fektették pár napig, ugyanis mivel ahonnan jött a munkadarab, ott az eddzéskor csak simán bebaszták a fürdőbe, és nem figyeltek arra, hogy függőlegesen merüljön bele. Ezáltal a hossztengelyével párhuzamosan nem egyformán eddződött be a két fele, hiszen a felső fél lassabb lehűlést szenved ilyenkor.
Ez nem egyenletes anyagszerkezetet okoz, és ezt a köszörű megbontja. Majd pár nap alatt el is húzza, kimegy a darab a tűrésből, és kifli alakja lesz.
Meg is látogattam többször is a műhelyben, legtöbbször hengerköszörülési munkáik voltak, több gépen is. Én olyan hengerköszörülést nem láttam, ahol a kő a paláston egy helyben állt volna. Állandóan tili-tulizott oldalra munka közben.
Köszörülésnél mikronos tűrésekről beszélt nekem. Végig is néztük az etalonjainak a szekrényét. Életemben annyi etalont nem láttam, mint nála. Ráadásul az etalonokra még az is rá volt írva, hogy hol áll a névleges mérethez képest, alatta pár ezreddel, vagy felette párral. Abszolut nullás etalon szinte nem is létezik. Azt mondta, szinte mindig kell minden méret, mert ahány munka, annyi méret, de ellenőrizni csak mikronos eszközökkel lehet. Ott a mikrométer tényleg mikrométer volt, vagyis mikronos osztású, nem százados, mint a hétköznapiak, amiket pl. én szoktam használni.
El nem tudom képzelni, hogy harminc mikronnal elmászik a méret, mert nekitámaszkodtam egy gépnek.
Szóval én sem értek a hengerköszörüléshez, de nekem is fura ez a film.
"Nem értek a köszörüléshez, de nekem az is furcsa, hogy a párhuzamosságot az egy helyben álló kő által köszörült felületen, annak a szélességén méri ill. állítja be, nem a teljes hosszon."
Nem csak neked furcsa, nekem is...
Egy fontos momentum kimaradt ebből a videóból, nevezetesen az hogy: Milyen asztal beállításnál szabályozta le a követ..
A videóban beszúró eljárással próbált köszörülni egy., - a kő szélességénél hosszabb felületet-
Nekem inkább úgy tűnik, hogy jó sokáig járatta ott a köszörűt, amíg beszélt úgy, hogy
- elég durva felületű volt a csúcsfurat,
- a köszörűn levő csúcsok is - amennyire a videón kivehető - vagy be vannak rágódva vagy koszosak. Mindenesetre meg se próbálta letörölni a munkadarab berakása előtt.
- és mintha az aszalt se rögzítette volna a párhuzamosság beállítása után.
Menet közben "mikron pontosságokról" beszél. A végén pedig leméri mérőállványon, mikrométerrel a munkadarab koncentrikusságát:
,,[...] A tengely köszörülés viszont sikerült. Itt ez az egy századnyi kitérés, ez lehet, hogy ennek a mérőrendszernek a hibája [...]''
Tényleg én vagyok a telhetetlen, hogy egy egyetemi oktató-anyagtól azért többet várnék?
Nem értek a köszörüléshez, de nekem az is furcsa, hogy a párhuzamosságot az egy helyben álló kő által köszörült felületen, annak a szélességén méri ill. állítja be, nem a teljes hosszon.
Igen, az egész asztal billen. Tanulságos dolog felrakni a gépre különböző helyekre mérőórát és megnézni hogy itt ott megnyomogatva mennyit lehet deformálni egy tonnás öntvényeket tartalmazó gépen is.
A digitális eszközöket általában akárhol lehet nullázni. Ez kényelmes, de sajnos némi tévedésre enged lehetőséget.
A másik két eset viszont bizony mérőszobai feladat, ha a műszerrel pontosan akarunk mérni, még ha egyszerű, akkor is. Általában se hiteles etalon, se temperált mérőszoba nem áll rendelkezésre. Ezek viszont már a mikrométerdob beállításához is elengedhetetlenek lennének...
Egy a lényeg, amit ebből ki akartam hozni:
A nullpont ellenőrzés nem azonos a nullázással.
Az egyszeri felhasználónak a nulla helyzet, vagy nullpont ellenőrzésén kívül semmi keresnivalója a műszer beállításai körül, mert általában több kárt csinál, mint hasznot.
Szerintetek az hihető, hogy a mester rákönyököl ennek a böszme gépnek az orsóházára, és pusztán ettől 3 századdal kisebb átmérőre köszörül a gép, ráadásul éppen az ellentétes oldalon, a szegnyeregnél?
"- Az összes digitális tolómérők és a mikrométeren van nullázó gomb. Ezeket nem lehet, hanem kell nullázni, mégpedig minden használat elején."
Ez sem igaz. A céges tolómérőmet utoljára valamikor augusztusban nulláztam le - akkor cseréltem benne elemet. Azóta, ha nem áll vissza nullára, TÖRÖLGETEM. Ritkaság számba megy, ha a művelet nem jár sikerrel és akkor sem nullázom ki első körben, hanem elkezdem rajta keresni a sérülést. A +1 századdal nem foglalkozok, azt általában csak az olajfilm okozza. Persze ez még nem jelenti azt, hogy nem ellenőrzöm rendszeresen - és a legkisebb gyanú esetén azonnal - idomszerrel.
Üdvözletem! Kezdő eszterga tulajdonos vagyok. Tavaj sikerült guberálnom egy 9" os South Bend esztergát. Talán most hozzájutok a beüzemeléshez. Az a kérdésem hogy a főorsóról a tokmánytárcsát könnyen le lehet e tekerni a menetről,mert a rajta lévő tokmány hibás. Viszont van egy használható tokmányom ami nagyobb és arra szeretném cserélni. Ha jól tudom a tárcsát is kell cserélni. Köszönöm előre is.
Egy megnyújtott, kopott mikrométerorsó is elég érdekesen tudja magát előadni, de ilyen szempontból nem különbek a görbe tengelyű indikátorórák, órás tolómérők sem. Sajnos elég sok időbe telik az ilyen jellegű hibát egyértelműen kiszűrni. Eleinte még bízunk benne, hogy csak szennyeződés a hiba okozója, utána ahogy egyre kisebb felbontással vizsgálódunk, jön a megvilágosodás, --> kuka.
Kedvencem idáig egy vadiúj kínai indikátoróra, mely fogaslécét vagy fogaskerekét? szerintem "elfogzták". Az első kb. 5mmm-ben pontos, a következőben is, de a két tartomány közt van egy bő egytizedes ugrás. :)
,,A műszer nullázását hagyjuk meg a kalibrálást végzőknek.
"Háztáji" körülmények között sem az eszközök, sem a feltételek nem adottak.''
Műszere válogatja:
- Az összes digitális tolómérők és a mikrométeren van nullázó gomb. Ezeket nem lehet, hanem kell nullázni, mégpedig minden használat elején.
- Vannak olyan hagyományos mikrométerek (nekem pl. egy Feinmess Suhl menetmikrométer), ahol az "álló mérőfelület" állítható. Ezt is nullázni kell minden használat előtt.
- Van egy olyan szovjet mikrométerem, azon a dob egy csavarral meglazítható és nullázható. Emiatt igazán kár elszaladni egy hivatásos kalibrátorhoz.
- Más mikrométereken ez macerásabb, azokon valóban egyszerűbb fejben korrigálni.
,,Biztosan mindenki tudja, de hagy jegyezzem meg, hogy egy műszernek nem csak nulla állásban lehet hibája, így az egy etalonnal végzett nullpont ellenőrzés tulajdonképpen semmit nem mond az állapotáról.''
Pont ezért írtam "nullázást" és nem kalibrálást. A nullpont ellenőrzés házilag megtehető, és - mint fentebb leírtam - sok műszer nullázható is, ami azt jelenti, hogy ez a hiba "kijavítható".
Ettől a konstans hibától eltekintve a többi (első vagy magasabb rendű) hiba tipikusan nem javítható.
Ezeket csak kimérik a kalibráláskor, és kalibrált műszerhez kapunk egy táblázatot, hogy a mérési tartományon belül hol mennyi a hiba.
Azután ezt interpolálva tudjuk a mérést korrigálni a megfelelő értékkel.
Ami persze igen keserves a gyakorlatban, ezért - a laboratóriumi műszerek kivételével - az van, hogy hogy olyan precízre csinálják a műszert, hogy ezek a hibák az elvárt tűrésen belülre essenek, és aztán elfelejtkezünk az egészről.
Biztosan mindenki tudja, de hagy jegyezzem meg, hogy egy műszernek nem csak nulla állásban lehet hibája, így az egy etalonnal végzett nullpont ellenőrzés tulajdonképpen semmit nem mond az állapotáról.
Szóval aki pontosabban dolgozik, nem érdemes a kalibráltatáson spórolnia.
A barkácsolóknak meg jó a kalibrálatlan "saccvas" is, ha nem sikerül valami, nem jár érte kötbér. :)
Hát én a használt tolómérőtől(150 es méretben legalábbis)kicsit tartok, meg amúgy a mitutolyoshopban sok akció van, akciósan elég jó árakkal vannak a tolómérők, úgy vettem én is
Ha a digitális kijelző 2 tizedest mutat, akkor elméletileg se lehet 1 század a pontossága, hiszen már a kijelzőnek van ekkora hibája és ehhez jön még hozzá a szenzor, és megvezetés hibája, na meg a hőtágulásból meg a rugalmasságból adó hiba.
Igen. A tanúsítvány öszességében két századról szól. Aztán minden képes egyszer elkopni. Az én cégesem furatmérőjéből kb. 3 század hiányzik - én ismerem, más meg ne mérjen vele. (Nem szívesen selejteztetek le egy AOS IP67-est , mert csak rosszabbat kapnék helyette.)
Ezt is bolhapiacon vettem ,régen ,de biztos hogy 5000huf alatt volt.Van valahp0ol vagy 20 éve a padláson egy hasábos raporterkészletem.Egyszerűen nem volt rá szükség.Egy 70 éves lityeg-lötyög géphez minek?
Az enyémet összecsukom,lenullázom,utána stabilan 3századdal kevesebbet mutat,bármit mérek.Rendszerint,hasonló méretű csapágyat kért,mint a mérendő cucc.
Az az 1 század ide/oda eddig nem volt probléma számomra.És nem is igen hiszem hogy mindig szükség van ekkora pontosságra.Szóval a csapágy, nekem/nekünk bevált eddig mindig.
"A pontossága is. Legalábbis az enyém raporterhez mérve az egész tartományban tudta az 0.01mm pontosságot. Meglepő módon a kínai gagyi is hozta ezt az eredményt, de ott jobban kellett figyelni az mérő erőre."
Azért ezzel vigyázni kell. Nagyon más egy raporteren való tesztelés, mint a valóság, amikor nem tudod előre, hogy milyen értéknek kell kijönnie, és nem párhuzamra köszörült, a mérőfelületre felfekvő felületeket kell mérni, hanem pl. hengerest.
Természetesen nem állítom, hogy egy mai csúcs tolómérő nem sokkal pontosabb, mint régen; de a százados pontosságú mérésre a tolómérő egyszerűen szerkezeti okokból nem alkalmas.
Századok méréséhez mikrométer kell.
Mikronok méréséhez pedig laboratóriumi körülmények és még komolyabb műszerek, mint pl az Abbe komparátor. (Sokan elfelejtik, hogy pl. baktériumok a mikronos mérettartományban mozognak. Próbáljon meg bárki baktériumot mérni kézi műszerrel)
Emellett pedig a kínait Mitutogo-nak hívják. (Nem mindet, van, amin Mitutoyo felirat van, de ezt azért csak a bátrabb kereskedők merik árulni, még interneten keresztül is)
A használhatóbb kínai cuccok manapság már saját márkanéven mennek, rendes weboldallal, dokumentátióval (pl. a SHAHE). Vannak annyira jók, hogy nem csak félreértésből/átverésből veszik meg.
A pontossága is. Legalábbis az enyém raporterhez mérve az egész tartományban tudta az 0.01mm pontosságot. Meglepő módon a kínai gagyi is hozta ezt az eredményt, de ott jobban kellett figyelni az mérő erőre.
"De minek? Nem a NASA bedolgozól vagyunk! Ezek a gépek amik nekünk vannak nem tudják azt a pontosságot mint amit a mérőeszközeink tudnak.Barkácsolunk ? Vagy nem?"
Pontosan.
(Illetve: melyik mérőeszköz és melyik gép? A mérőszalagnál - de még a tolóméternél is - tudok pontosabban esztergálni. Viszont ott van a mikrométer.)
"Ha a mozgó pofa jól kotyogásmentesen csúszik akkor a tolómérő jó."
Teljesen igaz, de vannak fokozatok.
Nekem 4 tolómérőm van:
- egy magyar ("Perfekt") nóniuszos zseb tolómérő.
- egy 20-25 éves de alig használt szép nóniuszos Mitutoyo.
- egy gagyi (Mitutogo) kínai digitális és
- egy jobb kínai (Shahe) digitális.
Mindegyik használható, csak nem ugyanarra.
A magyar leginkább arra, hogy bent van mindig a táskámban vagy a zsebemben, és elő tudom kapni, valamit gyorsan le akarok mérni vagy pl. egy fúrószárat kiválasztani.
A Mitutoyo a szobámban van. Ha valami kész holmit be akarok méretezni és lerajzolni, akkor ezt szoktam használni.
A két kínai pedig a műhelyben van. A gagyi mindig elől van, nem féltem, koszolódhat, akár jelölésre is használom. Durvább dolgokra jó. A jobbik a fiókban van, vigyázok rá. Akkor veszem elő, ha biztosra akarok menni.
De minek? Nem a NASA bedolgozól vagyunk! Ezek a gépek amik nekünk vannak nem tudják azt a pontosságot mint amit a mérőeszközeink tudnak.Barkácsolunk ? Vagy nem?
,,Vagy járni KGSTpiacra venni egy mikrométert amihez van etalon(3-5ezer Huf)''
Az etalon 1 ponton méri be a mikrométert.
A 0-25-ös mikrométerekhez nem adnak etalont, mert ott ez az egy pont a 0: összecsukod és nullát kell mutasson.
A nagyobbakhoz pedig mindig adnak etalont - pl. a 25-50-es mikrométerhez egy 25mm-est. Ilyenkor ehhez az etalonhoz kell "nullázni" a műszert.
Amikor méréstechnikát tanítanak, bele szokták verni az emberek fejébe: minden mérést úgy kezdünk, hogy lenullázzuk a műszert - akár analóg, akár digitális.
Ez igaz, de occseb kollága eleve a mikrométeréhez akarta kalibrálni a tolóméterét.
Ami a praktikus oldalát illeti, egy tolómérő nagyjából 50µm pontosságig használható, ekkora pontosságot pedig egy közepes vagy jobb mikrométertől elvárhatunk.
Egy tolomérő annyira pontos amennyire a gyártó megcsinálta.Ami nézhető,összezárt pofákkal feny felé nézve,nem lehet a pofák közt fényrés.Ha a mozgó pofa jól kotyogásmentesen csúszik akkor a tolómérő jó.Ez többnyire jusztirozható.Ha ennél pontosabbat akarsz hitelesíttesd.Vannak erre cégek,de akár azOMH is.Csak kicsit borsos,annyiért lehet venni egy rendes eszközt.Vagy járni KGSTpiacra venni egy mikrométert amihez van etalon(3-5ezer Huf),és a dolog egy életre le van tudva.
Nagy mágus a cimborád. Ha legközelebb találkozol vele, akkor kérdezd meg tőle, pontosan hogyan is kalkulálta ezt a korrekciót. Hozzáadta a mért értékhez? (Ha igen, akkor miért nem simán összecsukta a tolómérődet és megnézte, hogy 0-t mutat-e?) Vagy hányadost számolt?
Az pedig, hogy a "csapágy nullás", vagy nem igaz, vagy nem tudom mi az, hogy "nullás". Valószínűleg az utóbbi, mert szerintem olyan nincs, hogy "nullás tűrés". Pl. most megnéztem egy SKF katalógust és abban azt látom, hogy egy belül 25mm-es, kívül 50mm-es egysoros görgős csapágynál a belső méret tűrése -12+0µm a külsőé pedig -11+0µm (vagyis a mérete 24.88mm és 25mm illetve 49.89mm és 50mm között van).
Emellett meg az a tapasztalatom, hogy egy "gagyi tolómérő" tipikusan nem "valamerre csal valahány századot", hanem összevissza mér. Egy tolómérő/mikrométer attól lesz jó/drága, hogy masszív a felépítése (nem hajlik) és pontosak a csúszófelületei, a felfekvések, a vezetékek, ergo nincs játéka.
Van egy forgácsoló cimborám.Mikor nem volt esztergám,de valamit csinálni kellett,ő csinálta meg a linamárnál.
Mikor jött felvenni a méreteket,az én gagyi tolómérőmet használta.De az alkatrész mindig pontos volt,pedig nyilván a cégnél másikkal mérte.
Kérdeztem tőle,hogy a pöcsbe csinálja.Azt mondta erre kell neki a csapágy mindig mikor jön lemérni valamit.Azt mondta a csapágy mindig nullás.Lemér egy csapágyat a tolómérőmmel,és látja azonnal merre csal és hány századot.Ezt mindig belekalkulálja a méretbe.Gyártásnál is mér egy csapágyat,és azt az eltérést is beszámolja.Így mindegy neki hol és milyen tolómérőt használ,a lényeg hogy legyen egy csapágy,amit etalonnak használhat.
Tolómérő pontosság ellenőrzésére milyen bevett módszeretek van?
Nincsenek hozzá etalonjaim, így arra gondoltam hogy a külső átmérő mérőpofákhoz egy olyan darabot választanék aminek leellenőrzöm az átmérőjét/hosszát mikrométerrel. Egy fúró vagy maró szára, egy darab gyorsacél hasáb magassága, ilyesmi.
Ellenben a belső átmérő mérésnél meg vagyok lőve mert a furatmikróm nincs, így az előző módszert nem tudom alkalmazni. És pont ez az amit gyanítok hogy nem teljesen pontos, talán már meg vannak kopva a tapintó felületei.
Youtube kereső: drill sharpener test. American general 825 .Nekem ilyen van használható.1mmre nem ,de 2,4 től felfele használható. Koppintani is érdemes. Egyébbként sem drága..Hobbyra kitünő.Egy cnc furó már más kategória.
Az említett célszerszámot otthon meg lehet használhatóra csinálni egy rossz forgócsúcsból esetleg?Vagy valami hasonló kialakítással?A befogószerszám még az alin is nagyon drága.Fejek 10 ezer körül vannak,de a befogó 150-től van.
Bevallom töredelmesen, megtetszett ez a kinézetű masina, maró élezéshez kiváló lenne, a következő vásárlási cél egy ilyen vagy hasonló volna valami emberi(kisipari) áron, de lehet addig összeütök valami mókolmányt, ha tudnál közelebbi képeket küldeni a szerszámmozgató részről, azt megköszönném
Arra próbáltam utalni, hogy szerintem ezek a cuccok nem igazán alkalmasak vékonyabb fúrók élezésére.
Szépen megcsinálják a legördülő kúpot, ezzel kialakítják a hátszöget és kúpos geometria biztosítja, hogy a vágóél háta ne túrjon bele az anyagba.
De emellett még az is kell, hogy a fúró két éle pontosan szimmetrikus legyen. Ha nem az, akkor aszimmetrikusan fog dolgozni a fúró.
Én egyébként nem kúpos (vagy hengeres) felületet szoktam köszörülni, hanem egy nagyobb szögű másodlagos hátlapot. Az elsődleges élszalag akkora, mint a keresztél, így az egy egyenes lesz.
(A kúposra-hengeresre köszörülteknél az keresztél (=a két felület metszete) íves)
Egyébként a TORMEK is ugyanígy két síklapot köszörül, csak az elsődleges élszalag fele szélességű, a keresztél feléig ér, vagyis az az elsődleges és a hátraköszörülés találkozása pont a középpontba fut be.
Így a keresztél nem egyenes lesz, hanem egy nagyon lapos háztető.
Próbálkoztam ezzel is, de nem tapasztaltam semmi előnyét.
A négyszög kulcsot úgy készítetted hogy az előfúrt anyagba először a lekerekített majd a sarkos szerszámokat áttoltad, mondjuk késtartóba fogott szerszámmal és tokmányba fogott munkadarabbal?
Akkor tanulmányozd a TORMEK videókat, van belőlük rengeteg. Arra két csapon kell feltolni az adaptert, amit elég jól le lehet szerintem utánozni. És akkor arra átalakítod valamelyik asztali köszörűdet.
Tegyük fel hogy nem találsz kész táblázatot (nem fogsz). Akkor nekiállsz megméred pontosan a vezérorsó menetemelkedését ( colos vagy metrikus ) megszámolgatod a fogaskerekek fogszámát, majd előveszel egy esztergályos szakkönyvet vagy csak a józan eszedet és elkészíted a menettáblázatodat magadnak. Hamar kijön mi az a néhány kerék ami kell a gyakori menetemelkedésekhez.
Látom, egy ideje az élezőkről megy a diskurzus, tavaly a birtokomba került egy ilyen svájci műszer, sajnos még nem nagyon volt időm foglalkozni vele, szíjat kell cserélnem a főorsón, a csapágyak olajban futnak, oda is szereznem kell olajat, köveket rá de igazából ami a legnagyobb "gond", hogy a fúró-marószár feltét nincsen meg hozzá. Találtam a neten gyárit de horror ár, nézegettem mivel lehetne kiváltani, elvileg a lentebb említett HBM élező is egy U2 fantázianevű csájna termék saját márkanévvel amihez lehet külön kapni a komplett patronbefogó részt. Aki látott már ilyet élőben, attól kérdezném, hogy nagyon bóvli kivitel ez a gép vagy érdemes lehet vele foglalkozni?
Ez a Strigon utódja volt . Én Dofém ként ismertem . A karrendszer csapágyazása spéci Ina csapágyakkal volt szerelve , mint az utolsó szériás Strigon pantográfokon . De viszont sokkal nehézkesebb - ügyetlenebb gépek voltak a Dofém gépek . Én nem tudtam megszokni , hamar túladtam rajta . A köszörűn viszont semmit sem változtattak Az jó volt ....
A Dofémhez vitettük a Strigon karrendszerét rendszeresen karbantartatni - felújíttatni . Volt nekik egy tusírplatnijuk , amit átalakítottak " fűzőasztalnak " , ezen fűzték be a karrendszer csapjait .Mindegyik csaphoz volt egy csapszeg be és kipréselő adapter . A régi Strigon karrendszerben még tűgörgők voltak + axiális csapágyak . Ezt rémálom volt összerakni - hézagolni . Ezért készítették a fűzőasztalt . Mérőhasábokkal ki volt mérve , hogy melyik csaphoz milyen vastag hézagoló kell . Összerakáskor semmi sem feszült . Ha jól köszörült késnél is kezdet rezonálni és csúnya volt a megmunkált felület már tudtuk , hogy karbantartást igényel a karrendszer . Minden csapágya száraz volt .
Én egyszer elkísértem az anyagbeszerzőt , le volt beszélve , hogy megvárhatjuk a karbantartást . Azóta Én csinálom magamnak . Azért mentek ezek hamar szét , mert nem volt kiépítve kenőrendszer . Minden csapágyhoz raktam zsírzószemet . 1989 óta még nem kellett szétszedni , a rendszeres zsírozásnak köszönhetően . De már szerintem sosem fog kelleni , mert a CNC gravir átvette a hatalmat . A gyárban 6 gravírozó volt egyszerre a műhelyben .
Nálam is bújkál egy megszólalásig hasonló tmp 200; csak az a Budapesti Szerszámgépgyár terméke.Csak hiányzik a teljes billegő cucc.Hátha valakinál meg az bújkál, feleslegesen ,átvenném.
De mindegyik ajánlat más tartozékokat hoz . Van ahol 5-6 patront adnak , máshol meg a teljes sorozatot . A többi kiegészítőről nem is beszélve . Ezt figyelembe kell venni .
De ha rendelsz és megérkezik akkor óvatosan csomagold ki , mert ha meglátod a minőségét akkor azonnal visszaküldöd .
A Magyar Strigon pantográfé a leghasználhatóbbak . Ezeknek a gyengéjük a patron főorsójának a csapágyazatlansága . Öntöttvas házban fut az orsó . Hamar kikopik , míg lehetett venni újat addig cserélgettem a házakat , de már a régieket perselyezem . Sajnos nem lehet állítani a szorosságát , rezonanciából adódó csúnya felületek előfordulnak .
A köszörű főorsójának csapágyazása viszont szuper . Rugóval van előfeszítve a csapágyazása .
A jófogáson októberben volt egy 80e ft-ért 4 , 5 , 6 , 8-as patronnal .
Dózsa Mgtsz? Ez érdekes. Édesanyám ott dolgozott, amikor kisgyerek voltam. Nem sokat tudtam a cégről, de teljesen más profilúnak gondoltam. (Ő építőipari árszakértőként dolgozott ott.)
Van ez a "D-bit grinder"-nek nevezett valami, pl. a Deckel S0. Ennek a kínai másolata nálunk is kapható újonnan, néha használtan is látni. Nekem ilyen van, és nagyon szeretem.
Magyarok is gyártották, a pantográf marónak volt tartozéka.
A kínaihoz adnak fúróélező tartozékot is. Ez nagyjából használhatatlan, viszont ha megérted a fúró geometriáját, akkor enélkül is tudsz vele fúrót élezni, pontosan beállítható élszögekkel.
Ez az eszköz valahol félúton van a bakköszörű és a minden hájjal megkent szerszámköszörű között. Az utóbbinál olcsóbb és sokkal kisebb, az előbbinél pedig sokkal több mindenre használható.
Én az esztergakéseket is ezen köszörülöm. Pontos élszögeket lehet kialakítani vele, egy mozdulattal lehet a követ cserélni stb.
Például ilyeneket lehet csinálni vele:
Rádiuszos kés:
4mm-es karbid furatkés:
Aláköszörült furat élletörő kés:
4x4mm-es gyorsacélból 1mm-es beszúrókés, menetkések és 0.5mm-es beszúrókés:
Furat menetkés 10mm-es gyorsacélból:
Mikroszkópokon vannak 3x3mm-es négyszög-fejű csavarok. Az ehhez való kulcs készítéséhez egy két fokozatú tüske (baloldalt az előfúrt kulcs ezüstacélból, középen a két gyorsacél tüske, jobboldalt a kész szögletes furat):
Azt nem tudom, hogy az alapgépből hányféle létezik, de ez egy új verzió az biztos, mert T3 és T4 tuti létezett. Lehet, hogy van alaptípus,ami ennél olcsóbb.
Alacsony fordulatú gép, vizes is, aki ismerősömnek van, az nagyon dicséri.
Én is ezen a dolgon dilemmáztam eddig, bár én az ujjmaró élezéssel kapcsolatban törtem a fejem valami megoldáson A holtzmann masinákhoz volt szerencsém, vagy én voltam suta hozzá vagy nemtudom, az biztos, hogy azokat a fúrókat a masina fordítva élezte meg szinte , nem is vitt semmit sem. a keresztél is olyan volt, semmilyen, a két vágóél sem volt egyforma hosszú
Összességében (nem magam akarom dícsérni)gyorsabban és jobban élezek kézből egy megszokott gépen. Naggyából a sarokcsiszolón történő élezéshez hasonlítanám kint a tajga közepén, azzal is átrágok egy laposvasat, ezzel is, ezzel sem lesz szebb :D Találtam egy pár komolyabbnak tűnő gépet, azoknak megvan az áruk, nekem ahhoz az irtózatos használathoz túl drágák Utóvégtére arra jutottam, hogy adott egy orosz kisköszörű, naggyából 6-700 as fordulattal, arra dobok egy elkopott korongot egyszer, az lesz a szerszámélezős, egyenlőre a güde köszörű+A7 korong kombó van használatban. Nem halad úgy a forgácsleválasztás, viszont amíg nem nagyon kaka a fúró, addig bőven jó A güdét azért nem szeretem csak, mert egyrész leálláskor olyan a hangja mint egy felszálló repülőnek, másrészt ha ottfelejtem a fúrót, vége is Valami forgató felépítményt gyártok a marókhoz ha ki sikerül találni hogy jó legyen
Attól függ, mit nevezünk normális árnak... Nem rég járt a melóhelyemen egy ügynök, hozott egy asztali masinát 1...13mm mérettartományhoz (gyorsacél vagy keményfém csak köszörűkorong minőség függvénye) , rögtönzött bemutatót is tartott. Nem csak a 900euros árral nem voltunk megelégedve. (Teszteltük, mértük az eredményt. A szabadkézitől jobb, egyenletesebb, könnyen betanulható mozdulatsor - szinte el sem lehet rontani.)
Nekünk igazából 6...20(25)-ig lenne jó, de az a méret már bőven millió felett van. (és akkor még lemondtunk a bevonatról...) Itt már meggondolandó egy használt univerzális szerszámköszörű - akár állandóra, kifejezetten csigafúró élezéshez készülékezve - igaz ennek használata szakértelmet is kíván.
Ha ezek hengeres dörzsárak akár az esztergán csúcsok közt rögzítve ,szánköszörűvel.De guggli barátunk biztos hoz fel találatot ahol bérmunkában megcsinálják.
Sziasztok! Az utóbbi napok helyzetjelentéseként írok. Akik figyelemmel kísérik az üzeneteket, azok emlékezhetnek, hogy egy marógépen ügyködöm. A héten kicseréltem a főorsócsapágyak utolját is, egy része a csapágyazásnak számomra kissé logikátlan, alkalmatlan volt a pontos beállításra és az utána következő használatra. Ez a probléma orvosolva lett, a főorsót megtisztítottam, visszaépítettem, fogaskerekek beállítva. Eközben a villamos szekrény is kész lett, a gép a helyére is bekerült gumilapokra Olajszivattyúval van ellátva a szerkezet, de nem fogaskerék szivattyú, hanem csak egy kis hengertesten van egy spirális elmunkálás, az a forgásból adódóan valamennyi olajat feljuttat felülre, és így keni a rendszert.
Lassacskán csak villapos javítanivaló akad a gépen, illetve az egész kapcsolószekrény új, be kell kötögetni a motort, szekrényt felrakni miegymás. Sajnos fotó nincs, de a végeredményről lőhetek pár képet, ha valakit érdekel
Az állítható dörzsár témához: hogyan szokták a pengéket élezni?
A csuhás módszere nekem bejött 12eshez, a dugó anyagba negy kis furat a sarkoknál, egy ötös középen, kireszeled. Ha van olyan atpreselsz egy 5os nyers kest rajta.
Kérdéssel fordulok az ide látogató urakhoz. Van egy E1N típusú gépem, szeretnék rá szupport köszörűt, ha lehet eredetit. Úgy tudom a TSK 45 a rá való eredeti tartozék. Gyakran futok bele a TSK 60-80 típusba is, kérdésem, hogy ezek jók-e rá, és mi hátrányuk lehet? Esetleg, ha valakinek van ötlete ezzel kapcsolatban az kérem ossza meg velem!
Így van, amit Te készítesz az elsősorban gömb esztergáló. Rádiuszra a késtartó betét függőleges mozgása korlátozza. A függőleges tengelyű kivitel rádiuszra jobb mert a szánokkal jóval nagyobb a mozgástered.
1/4 es crova? Nekem a késtartó csavarok kulcsa van belőle(3/8), kissé formázandó a négyszög szerintem, a terhelést biztosan kibírja, ha nem nagyon van szétfaragva viszonylag szép is, egy t szár, egy kistoldó, ráhegesztesz egy dugókulcsot fejjel lefelé Vagy ha találsz véletlen 12 szögű dugókulcsot ami passzol, az is fasza, bár gyengébb
Bár egy vékony falú csövet(egyes teherautók hidraulika csövének belső átmérője 7 körül lehet emlékezetem szerint) sem tart sokáig elzuholni, kifúrni a másik oldalát, aztán egy darab köracél bele, hét pöttyel vagy elzömítéssal biztosítani :)
Olyan síktárcsám van aminek a pofa szorító csavarjainak 5x5ős négyszög a feje. Nincs hozzá kulcsom. Van valami tippetek mi van aminek ilyen kulcsa van és tudnám pótolni, vagy hogy miből lehetne masszív kulcsot készíteni egyszerűen?
Egészen biztos, hogy egy D=50-es rúdra R5 rádiuszt csak és kizárólag úgy tudsz valami gömbesztergálóval készíteni, ha a szerszám forgatási tengelye ott van, ahol írod.
Azért ne temessétek ezt a céget, mert ez az oldal úgy szar, ahogy van. Én szoktam náluk vásárolni, nem ilyen a szitu. Ezen az oldalon gyak meg sem tudod, mi a fenére írta azt az árat. A szöveg szerint például egy szerelt menetkésről van szó. Méretek sincsenek, a kép sem oda tartozik, szóval lehet, hogy ez valami bazinagy, kurvadrága cucchoz tartozó ár.
A karmantyú amit vettem hozzá, szerintem csillagos ötös.
A kis munkahengernek lehet hogy kellett volna egy dörzsárazás/hónolás mert egy picit folyat, persze úgy hogy a kis furat ki van takarítva, visszafolyik az olajtérbe, tehát nem akkora gond.
A funkcióváltó kúpja már biztosan nem tökéletesen passzos mert nagyon picit engedi lefelé a vágórészt, "áll" üzemmódban is.
Igazából a legjobban az előtolásállítás lesz a kérdés, nekem úgy tűnik nem nagyon reagál a kar állásásra az előtolás mértéke.
Lehet hogy egy komplett hidraulikus szétszedés sokat segítene a helyzeten, de azt egyedül, emelő nélkül nem tudom megcsinálni. Így is jól lefárasztott mire a 4 görgőt alá tudtam rakni.
Hát röviden ennyi.
Ha esetleg dolgozol vele készíthetnél egy videót amin látszódik hogy mennyire látszódik az előtolások közötti különbség.
Bejgiltől mámoros éjjelen döbbentem rá hogy ezzel a gömbesztergálóval mondjuk egy d=50-es rúdra nem tudok R5 rádiuszt készíteni, csak akkor ha a a gömbesztergáló forgáspontját ki tudom emelni a h = rúdátmérő/2 - kívánt rádiusz magasságra. Lényegében, nagy átmérőre nem tudok kis rádiusz készíteni
Üdvözletem Egy kis segítséget kérnék, adott egy pár állítható dörzsár,amit a marógéppel vettem, naggyából 10 db, egy részének csereérett lennének az "élei" Lehet ilyesmit beszerezni úgy, hogy ne kerüljön egy másik olyan dörzsár árába, vagy engedjem el?
Igazából nem értem, hogy honnan jönnek ezek a számok... Biztos a nagycégek közül van, aki egyet vesz egyszer(mutyiból), de azt sem hiszem. Gyémántberakással sem kerülne többe :D
Én is ott vettem egy szettet, 7-es furatmérettől használható talán 5 db befogó Kissé igénytelen a kialakítás, néhol nem úgy passzol a lapka a kimart helyére, ahogy kellene, de belemegy, kissé sorjás itt-ott, adnak 10 lapkát is, kulcsot is jobb esetben A lapkáról nem tudok sokat mondani, viszi-viszi, de nem volt olyan éltartó(de lehet hogy én csesztem el)... igazából csak a vékonyát használom, aztán ahol lehet, ott már forrasztottat, de ezt inkább csak a spórolás miatt :D Meg valahogy jobban szeretem a forrasztottat
A jófogáson van egy Törökszentmiklósi eladó, sok cuccot árul, furatkést is , és természetesen alul felül lapolt.
De ha szeretsz barkácsolni; akkor a késtartóba fogott tömbbe belefursz akkora furóval amekkora a hengeres kés átmérője,egy oldalon felhasítod , és már kész is.
"Biztosan nincsen meglapolva az alsó fele annak a kör keresztmetszetű késszárnak?"
Nekem mindegyik felül lapolt. Kell hozzá egy kiegészítő:
30-as négyszöganyag a késtartóba. (2-3mm hézagolót alátenni) Tokmányba fogott fúróval hosszában felfúrni, majd a felső síkról 3 db M6-M8 menetes furat a hernyócsavarnak a kés rögzítéséhez...
Tudnátok segíteni? Hol lehetne venni olcsón esztergakést (furatkés).
Valami cserélhetőlapkás.(valami megbízható bolt)
Amit találok az mind kör keresztmetszetű. Nekem meg egy EAN 1000 esztergám van. Amibe nem tudom, hogy lehet befogni. Nem vagyok esztergályos csak szeretek bütykölni.
Küzdök mèg a hűtőfolyadék szivattyu kerdessel. Egyelőre egy regi Opel membranszivattyu a kiszemelt, csak kellene hozza gyartanom egy excenteres tengelyt.
Hát, lehet, hogy rosszul láttam, de azon a kúpon középtől kicsit a fej felé mintha lett volna egy csúnya berágódás, vagy mi, körben.... Szóval szerintem az a kúp eléggé nem kúp volt már...
Rohadt makacs vagyok, és lehet hogy hülye is, de levágtam a kúpot és kapni fog egy új tengely a kiesztergáló. Majd beszámolok róla amikor kész lesz az egész szerkezet.
Egy 100-120 oldalt végignéztem, kerestem emu meg olajzás kulcsszóval is, sikertelenül, ha megleltem volna a választ nem tettem volna fel a kérdést, ámbár szabadjon megjegyeznem 38 ezer hozzászólás nem kis terjedelem.





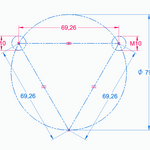
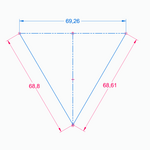
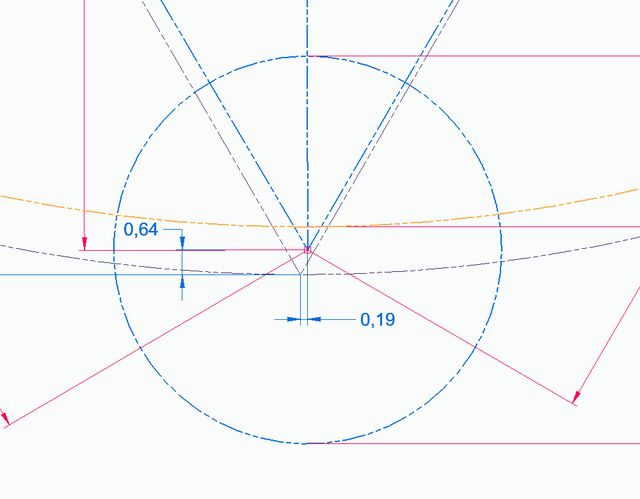
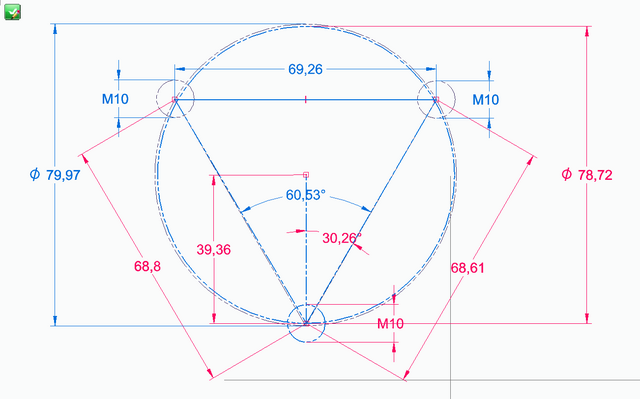






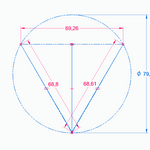
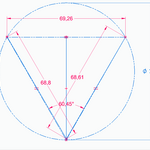
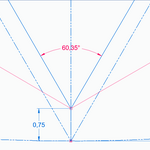



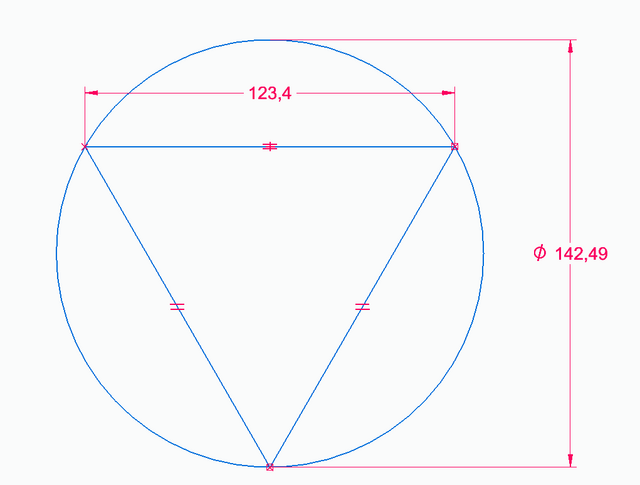
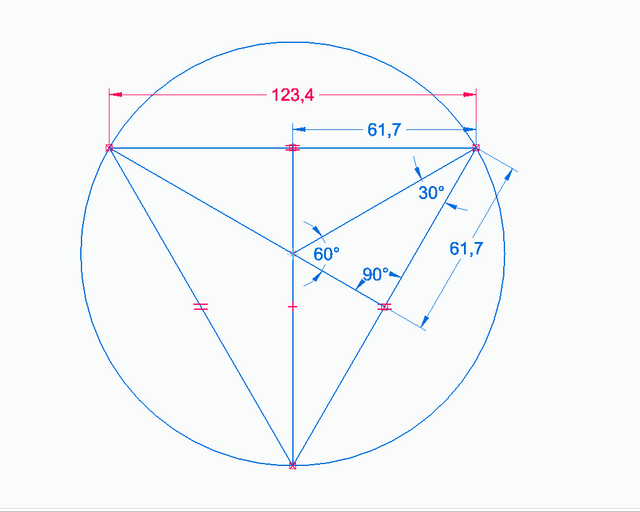
















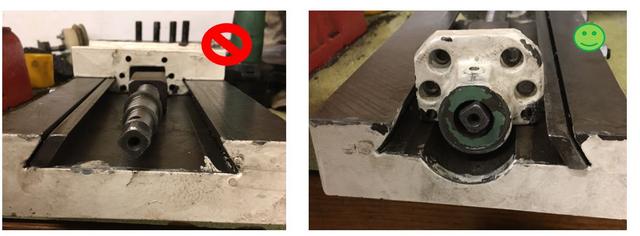

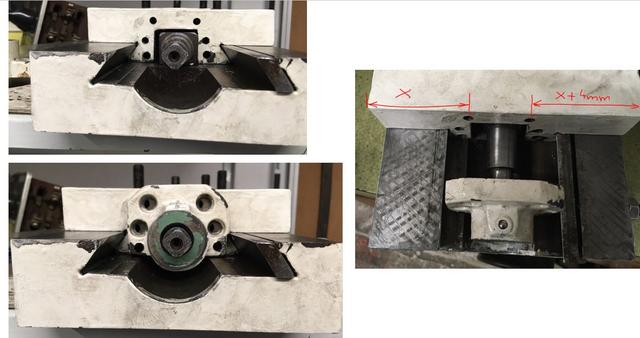






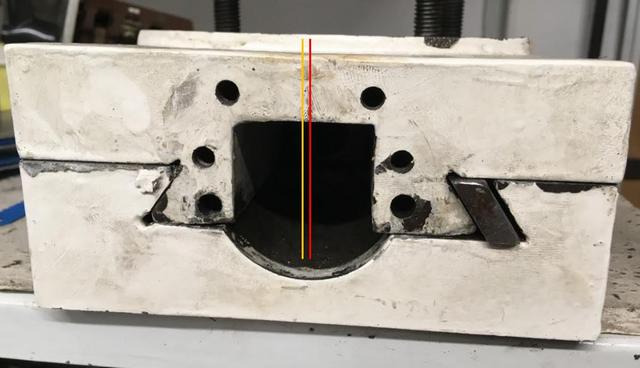





































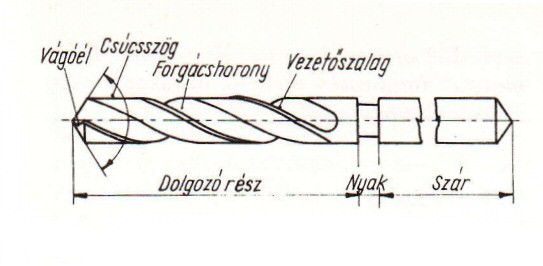
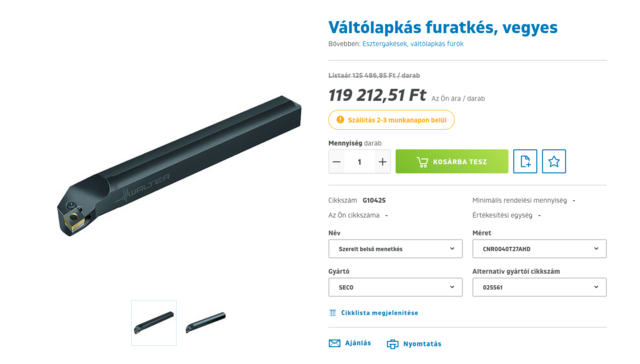
{kind=link}