Bemegy mondjuk 5-6 millimétert, ha nagyobb, akkor már úgyis olyan nehéz a munkadarab, hogy nagyobb csúcsot választunk.
Ergo minek ekkora bazi nagy csúcsfej erre? Már a benti csúcsaimmal is meg akartam csinálni azt, hogy lehúzom egy darabon vékonyabbra, mert nekem is sokszor útban van a kés hátának.
Olcsó volt eme forgócsúcs anno. Már ropogva járt,gondoltam szétszedem.Nem túl meggyőző a 6mm-es nyak rész.A csúcs anyaga is "puha". Van jobb csúcsom is de a kisebbnél jobban hozzáfértem a késsel, késtartóval,a szegnyereg is hátrébb kerülhet egy kevéssé.
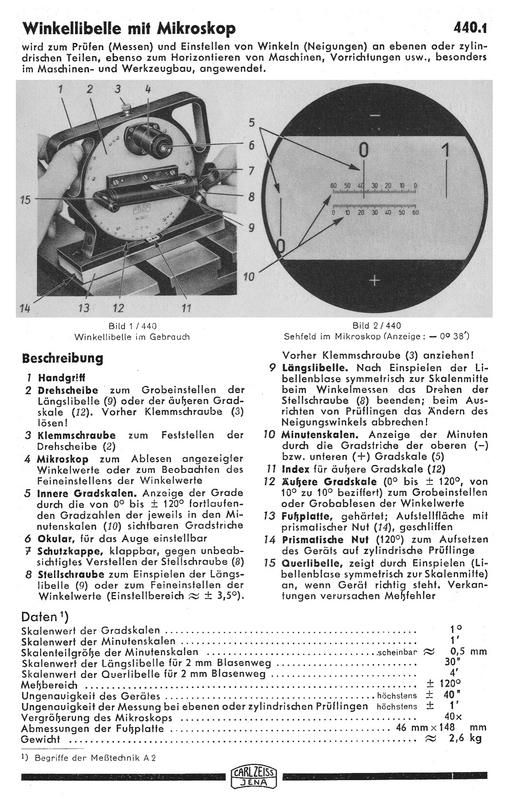
Ez egy nagy pontosságú szögmérő. Volt, amíg tönkre nem tették.
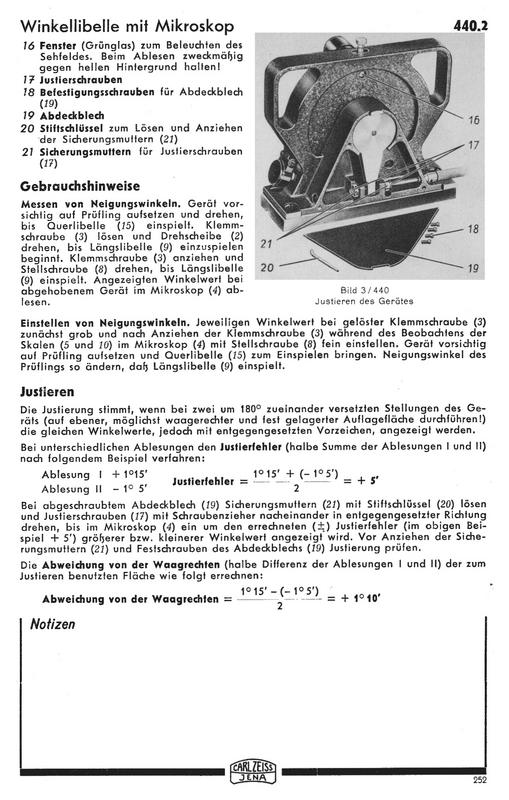
Felrakod a vizsgálandó felületre, és a nagy pontosságú libellával beállsz vízszintre. Ezután a hiányzó mikroszkópba benézve, a készüléket fény felé fordítva, hogy a hátán lévő zöld üveglap kapjon fényt, leolvasod szögperc pontossággal a dőlésszöget.
Ismerősömtől kaptam a képen látható eszközt. Arra rájöttem, hogy valószínűleg pl. a marógép asztalának a szögbeállítására szolgál. Van azonban benne egy üveglap is, ami zöldre van színezve, a kerek lyuk pedig kénlelőnyílásként szolgál. Ennek mi lehet a szerepe?
Nem tudom megérteni, hogy lehet valaki annyira igénytelen, hogy felrak eladni egy esztergát, és arra nem veszi a fáradságot, hogy a forgácsot letakarítsa.
"Egy csavarozott betéttel jobban járhatsz, ha van neki hely. Ha egyébként van anyagvastagság, akkor inlkább ne is bántsd. (Gondolom nem akarod iparszerűen üzemeltetni és a teljes gépteljesítményt kihasználni.)"
Ezt egy másik hozzászólásból másoltam , valahol osztom ezt a véleményt ...
Van egy régebbi kis harántgyalum ,ott is össze tud akadni a kulissza kő a kulisszával , figyelni kell a legnagyobb löketnél a beállításra .
"...kíváncsi vagyok más véleményére is..." Én is! Most, hogy mondod, el tudom képzelni, mintha a hasáb törte volna ki? Annyira rá lehet állítani, hogy a szó szoros értelmébe, ütközésig menjen? Este 10-kor nézegettem, stek lámpa fényénél fényképeztem, azóta csak számítógép előtt ülök/dolgozok, nem láttam! A többi kérdésemben is szívesen hallanám a véleményed!
Nem tudom mikor jutok el oda, hogy véshetek vele?! Nem iparszerű használat van tervezve! Csak saját magamnak fúrnék-faragnék, ha ráérnék :-) Nálam az "esztergagépes reteszhoronykészítést" váltaná ki, annál azért jobb mindenképpen :-)
Azt azért vésd az észbe , hogy egy marógép nem lesz attól vésőgép , hogy van rajta vésőfej .... Csak nagyon óvatosan használd . A Danuviában az F1-es gépen szerszámkeretek belső sarkait , meg belső furatok recézését készítettük marógépre szerelt vésőfejjel . 5-ösnél nagyobb ékpályát már nem véshettünk rajta . A szerszám marógépekhez direkt nem vettek vésőfejet !
Köszönöm szépen mindenkinek a hozzászólását, javaslatát! Nem is értem, hogy ezt a monstrum vésőfejet középen miért gyengítették el ennyire?! A vésési erőt felvevő (a főtengelyben lévő hasáb alatt) öntvény vastag és ki is van támasztva. Érdekes módon a felső fele is ilyen vastag és kitámasztott anyag, pedig felfelé üresen megy, vagy lehet olyan helyzet, művelet, amelynek során ellenirányban is vés? Az alsó és felső monstrumot viszont, csak ez a kis kitört darab, illetve a szorító lécek alatti kb. 20x10mm-es szán köti össze! Majd, ha ráérek, összepántolom a két részt illesztett csavarokkal, az öntvénybe meg menetet fúrva. Ma találtam a MÉH telepen 12mm-es lemezt és szintén 12mm vastag falú csőből hosszába vágott csíkot, úgyhogy ez még követni is fogja az eredeti íves oldalt. Nem csak jó, hanem szép is lesz :-) Itt olyan aggodalmam merült fel, hogy egy kicsit különbözik az öntöttvas és az acél hőtágulási együtthatója, szerintetek ez okozhat gondot kb. 120mm hossz esetén?
Ma elhoztam a korábban érdeklődött EVIG-es csiszoló gépet! Én becsültem meg jól a motor teljesítményét, bizony ez 6kW-os! A tengelye nem tűnik kicsavarhatónak. Valószínű ez megy végig a forgórészen, úgyhogy szét kell szednem és forgórésszel együtt kell használható méretre esztergálnom a végeit?! Csillag/deltába indul, nagyon szépen/csendesen fut! Óriási monstrum! Látott valaki ilyent, tud róla valamit, dolgozott vele?
Vettem kobalt os fúró szárat amit az üzletben el mondták hűtsek fúrás alatt ha más nem áll rendelkezésre sima vízzel, :-( Nem jött be azt is ki csorbította 2 lyuknál :-(
Így látatlanban: nem volt stabilan alátámasztva, sem pedig még stabilabban lefogatva a penge, emiatt berezonált vagy csak mozgott. Ez kinyír minden szerszámot. Én vídiával fúrnám, de nekem van hozzá szerszámozottságom. A kobaltos fúrónak jónak kéne lennie hozzá, bőséges vágóolajat neki és az előtolást stabilan tartani, azaz valami állványos fúrógéppel, mert ezt kézből elég nehéz. De mondom, már a lefogatással bajok lehetnek a műveletnél.
Még főiskolás gyakornok koromban a hegsztéstechnikában gázmotorok öntvény leömlő kipufogójának karimáját úgy hegesztettük hogy elő volt melegítve az egész kipufogó, a varrat készítése közben a varrat folyamatosan kalapálva volt, majd a hegesztés végeztével az egész leömlőt perlitbe raktuk hogy minél lassabban hűljön ki.
Itt szerintem nehezen megoldható a komplett gép felmelegítése
Rferi írja jól a 37727-ben. Elő kell melegíteni legalább 3-400 fokra és úgy hegeszteni - öntvény vagy esetleg rozsdamentes anyaggal.
Nekem a traktorom öntöttvas hengerfején a gátrepedéseket hegesztette meg így egy ismerősöm kb 15 éve és máig jó. Akkor elárulta "titkot" aminek a lényege, hogy a nagyobb darab hideg, ezért előmelegítés nélkül hegesztve az sokkal gyorsabban visszahűl és az egyenlőtlen zsugorodás megrepeszti a varratot.
Azóta más öntvényeken (pl asztali satu) én is kipróbáltam és tényleg működik a dolog...