Üdv mindenkinek. Kérdésem érdekel -é valakit forgácsoláshoz eszköz anyag ami megmaradt.Pl: rapidkések(új) menetfúrók(új9 menetelő(új) gyorstokmányok,stb email publikus, ha érdekes lehet írj küldök képet .
Ha hatszög anyagból indulsz ki nem kell marógépezni. Egy befogásban elkészülhet a két menet metsző-fúró kombinációval, ha szükséges lehet beszúrást tenni a menet tövéhez. Utána le lehet szúrni, majd visszafogni a képen a hengeres résznél vagy a hatszögnél a lesimításhoz. Úgy gondolom így kellően hatékonyan el lehet készíteni az adott felhasználásra.
Én legalábbis így csinálnám, nem gondolom hogy ebben az esetben extra minőségi követelmény van a menet felületre meg a hatlapfej pontosságára. :)
Az esztergapadomon a cserekerekeket pár éve lecseréltem egy elektronikus léptetőmotororos vezérlésre(*), azzal ez gyerekjáték: be tudok állítani egy végállást bőven század alatti pontossággal(**), ahol szétkapcsol az előtolás.
Nagy fordulaton lehet vágni a menetet, nem kell beszúrást csinálni a menet végére, nem kell a kést "kikapni", nem kell a főorsót megállítani.
A menet végén magától kialakul egy menetprofil méretű és profilú beszúrás, amibe a menet belefut.
Ami még kell: egy jó menetkés, amivel közel lehet menni a vállhoz. A lapkás kések nagyjából ilyenek, de legjobb, ha magának köszörüli az ember.
Elektronikus vezérlés nélkül persze nagyobb kihívás a feladat. Amikor még nem volt ilyenem, így csináltam ugyanilyen menetet:
Először is belülről kifele kell vágni a menetet.
Ehhez a hátsó késtartóba kell befogni a menetkést, és visszafele forgatni a főorsót.
Fel kell szerelni egy ütközőt, amivel rá lehet állni a kezdőárokra.
Ezután a menetvágás úgy megy, hogy az ütközőig betolod a kést, fogást veszel, aztán kapcsolod a lakatanyát. Amikor kifut a kés, akkor meg oldod a lakatanyát.
Ez akkor működik, ha a vezérorsó menetemelkedése többszöröse a vágandó menetnek (pl. nekem 3mm-es a vezérorsóm, ezzel gondolkodás nélkül lehet vágni a 0.5mm, 0.75mm, 1mm, 1.5mm menetemelkedéseket).
Ha nem többszöröse, akkor a lakatanya zárásakor a menetórát is figyelni kell.
De mindenkinek csak ajánlani tudom ezt az elektronikus vezérlést. Annyival egyszerűbbé teszi a menetvágást, hogy azt nem lehet elmondani. Gyakorlatilag bármilyen esztergapadra adaptálni lehet.
Ami most van nekem, az egy eléggé barkács-prototípus megoldás: egy Arduino Unoból van összedobva.
Működik, de (már kb. két éve) dolgozgatok egy javított verzión nagyobb kijelzővel, egyszerűbb használattal, robusztusabb elektronikával. Közeledik a végéhez a projekt, be fogok számolni róla.
Némi támogatásra lenne szükségem, pontosabban egy gépkönyvre. hozzájutottam egy 1991-es gyártású orosz marógéphez, típusa: 6T80S. Ehhez lenn szükségem gépkönyvre vagy bármilyen dokumentációra. Csuhás gyűjteményét átnéztem, ott nem találtam. Hátha valakinek létezik róla leírás.
A Schaublin esztergák (is) a mai napig mennek. Nem kell tervezett avulás, ha minőséget állítasz elő. Ezek nem divatcikkek mint az autók, hogy hetente új pofázmánnyal jönnek ki, hogy pörgessék az eladásokat, ezeket a gépeket termelésre veszik, itt 1-2 mázsa nem számít.
Elképesztő gyűjtemény és nem csak amerikai ipar, hanem pl. svájci is. Amit láttam pl. Hauser, Aciera, Sip, Schaublin. Egy kis ország is tud nagy lenni.
Nem csak bevizsgálási papír kellett. Az órát ki kellett nyitni, hogy a vastagabb drótot bekösse és azt csak nekik szabad. De még nekik is körülményes: lefényképezte előtte, közben és utána és a képeket a dokumentumokkal együtt azonnal beküldte Interneten a Műveknek. Az egész után kijöttek a Művektől (szinte azonnal!), megnézték és leplombálták.
Végre van egy positívum a 3f bekötés mellett :) : nekem mehet mind a 4 lap egyszerre, a tűzhelyem 10 éves. Értem én, hogy miért kellett esetemben mind a 3 fázist használni, a 3f-t már az eloztó szekrényben is szétosztották a különböző fogyasztócsoportok között.
Imádom a regisztrált villanyszerelőket. :-( Hálózatfejlesztésnél nyilván ilyen szakembernek kellett hivatalos bevizsgálási papírt írnia, - gondolom - hogy tudja-e a rendszer a megemelt amperszámot. Bejött az ajtón, mutatom neki a villanyóraszekrényt, de legyint, kérte a papírt: aláírás, pecsét, pénz átadása, majd a hálózatra, villanyórákra egy pillantást se vetve távozott. :-O
A villanytűzhelyekre 6,5-7,5kW-ot adnak meg (ez szerintem abból jön össze, ha mind a négy lap egyszerre megy - de a modern tűzhelyek ezt nem is engedik meg). Ezért kell egy fázison 32-35 amperes óra. Nekem szerencsére az óráig már be volt huzalozva 35 amperre. A legnagyobb költség az volt persze, hogy regisztrált villanyszerelő kell hozzá - ők meg annyit kérnek, amennyit bírnak, hiszen nem lehet megkerülni őket, kartellban vannak egymással.
Alaposan nem néztem annó utána: a villanyszerelő mondta, hogy így kell csinálni, ezért így készült el, amikor a házat behuzalozta. De lehet, hogy azért mondta, mert 20A+2x16A-t igényeltem, így másképp nem is lehetett volna bekötni egy villanytűzhelyt.
Nálam van bent háromfázis, de néha kevés a 3x16A. Ezért is említettem meg a dízelt, mert alkalmanként 1-2 napra olcsóbb bérelni, mint hálózatot fejleszteni egy komolyabb csavarkomprihoz. (Jó szomszédaim vannak...) Látókörbe került egy iparibb CNC-gép vásárlása is, kellene vagy 3x40A hozzá, (a kompresszorhoz ez még nagyon kevés) de a per-pill. szomszédban dolgozó reg. villanyszerelő első látásra kb. 2MFt-ra saccolja az akciót. Ezért is bátorkodtam hozzászólni.
Nem ismerem a teljes választékukat, alapból úgy gondolom hogy egy 1F motor hajt egy 3F generátort és a föld közös csak. De most, hogy mondod valamelyik youtuber mesélte (talán Cough42), hogy az övé a meglévő 1F mellé kókányol még kettőt, eltolja a nulla pontot, nem tudom. Akkor értettem még. De at biztos hogy nem galvanikus leválasztás, igazad van.
Kis háttérinfó, az amerikai főnököm épp most építi a fém forgácsoló műhelyét. Nála is "rotary phase converter lesz", ugyanis kb. 5000$-t (Ez ugye közel van a 2 millió Ft-hoz) mondtak neki a három fázis bekötésére és nem a semmiközepén van a műhelye.
Jómagam 2020-ban emeltem 3x16-ról 3x25-re és lett földkábel 400.000Ft-ból kb. Szerintem ez az egyszer fáj, de utána nagyon jó tipikus esete.
Érdekes amiket írtok; nem tudom merre induljak. Az élet rákényszerített házat váltottam; az előző kéróban 3x16 A ,semmi gondom nem volt , ment eszterga , maró ,körfűrész ,hegesztő 300A .,hasitó...bakköszörű, minden.
Az új kéró 1x25 A+ 25 éccakai, de csomó gépem nem megy ,nem tudok barkácsolni, ezért vettem egy kicsi invverteres hegesztőt , legalább kerítést tudjak hegeszteni.
Van freki váltóm, de elnéztem, 3 f betápot igényel."" tehát nincs."
Gondolkodom a 3f bekötésen , szerintem az minden gondomat megoldaná.
"Érdekes, nálunk a villanytűzhelyet 3f nélkül be sem kötnék"
Ez így tudomásom szerint nem igaz. 35 amperes óra és a megszakítótól 6mm2-es, a tűzhelyig folyamatos vezeték (nem lehet toldva) kell hozzá. Nálam is így van bekötve.
Tudom én, hogy a frekiváltó jó dolog, amivel még 1f ről is lehet 3f gépet hajtani. A 3f pedig mégjobb. Nekem van frekiváltóm (3f--3f, több darab) és 3f hálózatom is. De olvastam sztorikat, hogy a 3f utólagos bekötése százezrekbe kerül. Ha valkinek több gépe van és anyagilag nem engedheti meg magának, akkor egy összebarkácsolt "rotay phase converter" jó megoldás. Egy 3kW motor nem egy nagy tétel kiindulásnak.
USA-ban pedig valahogy nem nagyon van a lakóövezetekben 3f. (Érdekes, nálunk a villanytűzhelyet 3f nélkül be sem kötnék). Valószínűleg emiatt annyira elterjedt arrafelé.
"kérsz, kapsz" Persze csak azután a járulékos költségekkel együtt nem kell megriadni a hét számjegyű végösszegtől... Nem viccből hallgatja egész nap a dolgozó, mint ahogy a dízelkompresszort sem!
Mozgó alkatrészek, csapágyak ezerrel és ahogy a videóban is hallani iszonyú hangos. Persze ha valaki így oldja meg a problémáját otthon abból ami van, azt csak tisztelni tudom de olyan teljesítményeletronikák vannak már aminek ez meg se kottyanna. Értem én, hogy galvanikus leválasztás meg minden de hogy egy ilyen ZIL t beállítsak a műhelybe nem tudom elképzelni. Magyarországon kérsz 3F t, kapsz, kész.
Azért jutott az eszembe, mert régen, egy időben csorgattam a nyálam a "List od small lathes" weboldal eladási listáján. A mi viszonyainkhoz képest igen olcsók voltak a kis angol gépek. De ez az orsó probléma visszatartott (pedig akkor még a britek benne voltak az EU-ban). A másik, ami visszatartott, az a szállítás költsége volt.
Valóban van ezeknek metrikus változata, ritka, mint a fehér holló.
"onnantól meg tök mindegy, hogy metrikus vagy colos."
Ezt nem egészen értem. Van még egy pár orsó (keresztszán, késszán, szegnyereg) - mind collos.
Elhangzik, hogy 10 évig küzdött rákkal, az tette ezt vele. Mindenesetre egy-két ház árát elvitte a dolog. Amilyen tisztaság meg kevés hely van ott szerintem kizárt hogy bármit is csinált volna mint h dédelgette a vasakat.
Használta? Esetleg kipróbálta őket. A bejáratnál a bridgeport jellegű marógép, még a kábelek is össze vannak kötözve rajta van rajta pár morzsányi forgács, a gyári hántolás az asztalán sértetlen, az esztergán is imitt- amott egy kis forgácska. Nem használt ez semmit, csak gyűjtötte.
,,Akkor én is defektes vagyok , habár mellette azért eltörpülök .''
Én is, csak nincs ennyi pénzem - meg időm.
,,De nagyon szép dolgok vannak ott .''
Nagyon! Mindjárt az a jig borer (mi ennek a magyar neve?) az elején, aztán meg az a Hardinge esztergapad. Ha választhatnék magamnak egy akármilyen esztergapadot, biztos, hogy ez lenne. És mennyi tartozék van hozzá, csak késbefogóból van vagy száz!
Ez a csávó nem szemetet gyűjtött. És úgy tűnik használta is, csak azt nem tudom, hogyan. Az órás szerszámokat még csak-csak értem, de az esztergapadot hogyan? Az látszik, hogy ott volt használva, ahol most van, de hova röpült a forgács?
Ha volna egészségem felmennék a padlásra, megkeresném a golyóscsapágyaimat, dobozban, újakat, és kínálnám. Generátorba, ebbe-abba. Vagy akár ingyen. De már járni sem tudok, nemhogy padlásra. Ott van egy Siesta kályhám, pl. az sem kell már soha. Majd a hagyatékin.
Akkor én is defektes vagyok , habár mellette azért eltörpülök .
De nagyon szép dolgok vannak ott .
Én már max egy kisebb vödör cuccot veszek ,egyszuszra :)
És még nem árulok semmit , de már beláttam hogy azért majdnem elég ami van .
Van még néhány kisgép ,segédeszköz amit azért befejeznék , de lassan feladom ,míg felemelt fejjel tehetem .
Tegnap még egy darab ötvenes csövet is kicseréltem ,ismerős vizsgáztatóknak egy kisteherautó alvázon a híd fölött , amit kivágtam azt érdemes lenne lefényképezni :)
Egyrészt súlyosan defektes lehetett a csávó, aki ezt összeszedte, másrészt meg szomorú, hogy ezt a kollekciót most meg darabokra szedve eladják-széthorják.
Egy nem szokványos Josh Topper videó. Mindig elképedek milyen hatalmas volt az amerikai gépipar. Magyarországon összesen nincs ennyi jo cucc amit ez a koma aukciókon összevásárolt. Kb 10 műhelyre való top cucc egy kis házban, ott állnak az aukciós pofák és azt se tudják hol kezdjenek hozzá, hogy árulni tudják:
Most épp a villamos részét borítottam szét az ME1000 marógépnek. Állt egy centi olaj a villamos panel alatt, ki is kellett pucolni, meg megnézni, hogy lehetne 240V ot csinálni a DRO nak az amúgy 24V vezérlésű 3F gépen. Szépen felcimkéztem mindent ahol szétbontottam de hát úgyis van rajzom hozzá, felesleges. A motorokat leválasztottam, a paneleket meg kitettem asztalra. Kijavítgatom 50 év tróger kókány villanyszerelését, félig meghúzott megégett kontaktusokat, saru nélkül begyűrt flexi drótokat. Aztán meg jól meglepődtem mert az egész bele 220V os vezérlésű, a mágneskapcsolók tekercsei, a trafó 380/220V, 24V ról csak a visszajelző lámpák meg a gépvilágitás megy. Az a rajz amit Csuhástól töltöttem le teljesen más, a kontaktusok számozása is más, az olajszivattyú áramkörei teljesen hiányoznak is rola.
Rendben van az, hogy a gép kezelőszervei is 220at kapcsolnak? Van esetleg rajzotol erről a verzióról? Ha nincs megcsinálom meg közzé is teszem majd
Találsz a lapka doboz hátán egy ilyen kis táblázatot, onnan neked a(z általában) zöld jel kell, ha az van jelölve és értékek vannak mellé írva, akkor az való alura. Az "N" az a non-ferrous rövidítése, azaz nem-vas fémek. Ez megy minden színesfémre, alumíniumra, műanyagokra. Kevésbé ismert trükk (de ehhez gép is kell), hogy az acélos lapkával ráhagynak 1-2 századot és alu lapkával simítják véglegesre. Nagyon szép felület lesz, de nem igazán kézi gépre való.
Szemre onnan ismerni meg az alu lapkát, hogy baromi éles és tükrösre van polírozva, de ezt jalpar is megírta lentebb. Párat látsz és felismered majd. Acél lapkával is mehetsz aluba, de nem lesz szép a felület. Viszont kis, gyenge kézi gépen tök mindegy, mert azon alu lapkával is nehéz jól dolgozni.
Nem a kézi szán lóg? A hossz szán az ül az ágyon, annak kicsi az esélye, hogy "kimozdul". A kés nagyon sokat befolyásol a minőségben, a nyeklő- nyakló kínai esztergákon nem is érdemes lapkás kést használni. Oda köszörült, tűéles kések kellenek. Az hogy visszafelé esztergál a legkevesebb (egyszerűen ki kell emelni visszahozáskor). Ahhoz hogy szép felülete legyen esetenként át kell dolgozni a szánrendszert, hogy az illesztési problémák eltűnjenek.
Azóta sokminden kiderült! A kúppal nincs gond. Hásítja a fát! Működik! Nem csúszik meg!
A felülettel viszont vannak gondok de nem a főorsó miatt. Már az előző tulaj is elég szorosra állította a csapágyakat! A gond ott lehet szerintem, hogy a hosszán " keresztben el tud állni"! Lóg! Visszafelé is esztergál! Nincs állítási lehetőség a keresztbe állás kiküszöbölésére!
Hogy lehetne ezt megszüntetni?
Egy orosznak is hasonló gépe van ami nagyon szép felületet munkál.
Szerintem egy menetfúró kioperálása végett nem érdemes belevágni egy házi szikraforgácsoló gép építésébe. Sokkal többe kerül és időben is hosszadalmasabb, mintha elvinnék egy szikraforgácsolóhoz. Ha valakinek komolyabb tervei vannak a szikraforgácsolással, akkor nem a mechanikai mozgatás lesz a komplikált, mivel kici occó elektronikai cuccokkal és hagyományos forgácsoló szaktudással össze lehet rakni egy hobbi vagy profi szintű mechanikát (szaktudás, idő, pénz... kérdése). A nagy kérdés a szikráztató elektronika előállítása. Ugye nem gondolod komolyan, hogy nulla felkészültséggel és műszerezettség nélkül meg lehet építeni egy ilyet? Ez ugyan úgy egy szakma, mint a forgácsolás. Még ha van egy tervrajzod is, gépek és szaktudás nélkül akkor sem tudsz legyártani mondjuk egy lépcsős szíjtárcsát sem. Nem szabad alábecsülni más területek nehézségét. Egy tanulságos video sorozat hobby huzalszikra építésről: https://www.youtube.com/watch?v=bMc4nFCcwGk&list=PLJUhqmh4IK_1KF5r6ypo9Vvl3BSkKVjtr
Most már saját honlapja is van a fickónak, baxedm.com címen. A vezérlő dobozt árulja is, ha valakinek nagyon kell othonra huzalszikra és nem ért az elektronikához, akkor inkább érdemes megvenni, mint belekezdeni házi fejlesztésbe.
A tömbszikra valószínűleg egyszerűbb, de ahogy fentebb írtam, ahhoz is kell szaktudás, ha pedig nagyon egyszerű a készülék, akkor meg nagyon korlátozott lesz a használata is, nagyrészt csak a helyet foglalja a hobby műhelyben.
Érdemes rákeresni a YT-on. Vannak amatőr és félprofi megoldások is, köztük olyanok, amiknél pl. 3D-nyomtató mechanikáját építenek apró tömbszikrát ("CNC"). Az iparban - bár a profi elektronikák nagyon ügyesek a barkács megoldásokhoz képest - jellemzően azért CNC alapú a szikraforgácsoló gép, mert ha már mikronos alak- és mérethűségű, holtjátékmentes mechanikára rakják, akkor már csak egy apró lépés innen, hogy ne körmönfont kézi tekergetések után lehessen csak kiforgácsolni valami bonyolult alkatrészt, sokszor egészen egzotikus anyagokból. Nem mellesleg ez az elektróda fogyásával is tud számolni, de ez egy menetfúró kioperálásához teljesen szükségtelen. A pálca vége fog erodálódni, szinte teljesen mindegy, hogy mennyire rövidül és kúposodik, hiszen egy hengeres testről van szó, és nincs semmi követelmény arra nézve, hogy a keletkező furat feneke milyen legyen. Ha tengelyirányban pontos a beállítása, jól fog működni.
A furat menetéhez nem megy olyan közel. Én már martam ki 2-es maróval beletört M3-as csavart esztergakésből, ott sem értem hozzá. Ráadásul a menetfúrónak ha a közepét eltünteted, a többi része gyakorlatilag kiesik.
Próbálta ezt valaki? A házi szikraforgácsolás szerintem amúgy is egy kérdéses művelet. A pálca fogyását, hegyesedését nehéz kiszámolni, pontosan nehéz dolgozni házi módszerekkel, a furat belsejében nehéz ellenőrizni a folyamatot. Az iparban CNC szabályozással csinálják már régóta. Szép az a kép a kiszedett menetfúróról, de biztos, hogy a furat menetét nem teszik közben tönkre?
Amúgy sok-sok évvel ezelőtt egy amerikai fórumon kaptam azt a tanácsot, hogy rézből, alumíniumból ki lehet maratni a menetfúrót alumínium-szulfát telített oldatával. Persze nem próbáltam meg, honnét a francból szereztem volna alumínium-szulfátot?
Ben Fleming könyve alapján bárki nekifuthat egy hasonlónak. A YT-on ügyes srácok huzalszikrát is építettek már. Egyébként meg teljesen igazad van, a grafit nem olyan drága ilyen mennyiségben.
Felső sor, balról a másodikat, Danuvia lendkeréklehúzónak gondolom, de ahhoz még jár egyéb kiegészítő és azzal talán a fogaskereket lehet lehúzatni a főtengely végéről?!
Például ahogy Nobody mondja, de rendes bringaboltosnak lehet ám hinni is. Vagy húsz éve vettem kétféle lehúzót, az egyik a hajtókarra, a másik a racsnira való, és volt a boltban vagy ötféle. De a boltos elmondta, szerinte melyiket kéne vigyem. És nem volt közöttük ötszörös árdifferencia. A racsni is fel tud szorulni mint állat - mármint nem az újfajta, "kazettás", hanem a menetes. És alig vannak körmei belül. Egy nyolcvan centis rúddal hajtottam a lehúzót, meg se kottyant neki.
Legutóbb pl hasonló volt a feladat küllőanya ügyben. Aztán a boltos előhúzott háromféle kulcsot, mint profi cuccot - ezeket meri ajánlani.
Nem nyalódnak el, és nem nyalják el a küllőanyát sem.
Sosem látott verziójúak- mind a négy oldalon fogják az anyát, a négyzetnek csak a negyedik sarka van kivágva, ott fűződik be a küllő.
Sokkal könnyebben dolgoztam velük, mint az általam eddig ismert, U profilúval.
Szerintem meg kell nézni az esztergált felületét és egy acéldarabbal - mondjuk egy csavarkulccsal rákoppintani a lehúzó menetére. Ebből már megállapítható a minőség és a keménység még boltban is...
Márpedig szarakodtam vele, ráadásul ebben a melegben. Az 1,25-el nem lett jó az 1, 20-al sem de még az 1,115-el sem. Az 1 mm-es ami végül is logikusnak tűnt a maga 21 mm-es magméretével, végül bevált de ebből csak egy rövid próbadarab készült. Mégiscsak jobb lett volna megvenni! Ezek az emelkedések megvannak a gépen.
Nem biztos, hogy metrikus. Az általad írt mérethez kb. passzol az UNF7/8"-20Tpi is. Ha a középtengelyre rögzítés és a pedál menete is colos, akkor kizártnak tartom, hogy pont a lehúzóé metrikus legyen.
Van lehúzóm,nem tudom bolti termék vagy apósom készítette de megmérhetem. "rferi"-nek igaza van a bolti sem drága bár az sem minőségi edzett kivitel mint általában az ilyen olcsó tucat termékek.
Amikor használom a behajtás előtt beleteszek egy megfelelő méretű csapágy golyót,igy nem forgácsolódik az orsó vége, könnyebb hajtani is.
Nem szarozz vele, egyszerűbb venni egy lehúzót egy bringaboltban.
Szórakozol a menettel, nem sikerül tökéletesen passzosra, ráadásul meg is kéne edzeni, mert ha rendesen ráhúzták a hajtókart a tengelyre, akkor az szomszédokat összehozó csattanással fog lerobbanni a tengelyről - és a vége az, hogy elnyalod a menetet a hajtókarban, utána meg csak a flex hozza le.
Hónapokig nem is esztergáltam, csak magamat meg nem szoktam locsolgatni vele. :-)
Nekem eddig pozitív a tapasztalatom, leszúrásnál, fúrásnál is nagyon jól megfelelt.
Persze nem úgy "okádja" rá a naftát mint egy CNC-n, de a halvány ráfolyatás eddig bevállt.
Valamivel több trutyival jár, de szerintem élhető, mivel nem folyik mindenfelé, és használat után törlöm.
Nekem kényelmes hogy nem kell pluszban nyomni egy külön flakonból, elfoglalva egy kezemet ami mondjuk éppen vészhelyzetben pont jól jönne. Lehet hogy hülye szempont de jobb készülni rá.
De a kérdésemre visszatérve, lehet az hogy az állásban pl. tekercszárlatos lett a "semmitől"?
Tudom, hogy ez nem segít rajtad, de ha hónapokig nem használod az emulziót, akkor valószínűleg nincs is rá szükséged.
Több vele a macera, mint a haszon. Az emulzió ipari termelésre való, bármit meg lehet nélküle csinálni. Kisebb fogásokkal, olajkenéssel(*). Lassabban, de cserébe nem úszik minden az emulzióban, nem büdösödik meg, nem kell takarítani, meg aggódni, hogy mit tesz tönkre.
(*) Én sűrű fúró-vágó-üregelő olajat (de bármilyen más olaj is megteszi) szoktam 1:3 arányban izopropil alkohollal(**) higítani és azt spriccelem egy vékony (kb. injekciós tű vastag) csövű flakonból. Ezt használom esztergálásra is és maráshoz is. Remekül hűt is és ken is. Az alkohol kipárolog és olaj marad. Nem pedig az a szappanos takony, mint az emulzió után.
(**) A denaturált szesz is jó, csak az egy kellemetlen anyag, marha keserű. Rámegy a kezedre, utána órákkal később véletlen megtörlöd a szád, aztán nem győzől köpködni. Az izopropil alkohol, ha elpárolog, az el van párologva, nem marad semmi a kezeden. És alig drágább. En már csak azt használom mindenre.
(Viszont egy kapcsolódó történet: Az öntödében használnak egy ,,fekecs'' nevű festékszerű valamit, ami tiszta alkohollal van higítva. A homokforma felületét stabilizálja. Kikenik vele a formát, aztán meggyújtják. Mondani se kell, a dolgozók dézsmálták a tisztaszeszt. Ezért áttértek a denaturált szeszre. Nem jött be. A formázók ugyanúgy itták ezt is, kávéba keverve. Úgyhogy végül áttértek ők is az izopropilra. Nem hiszitek el, de a keményebb csávók megisszák azt is! A múltkor mentőt kellett hívni, mert az egyik (azóta már csak volt) munkatárs úgy beállt tőle, hogy azt se tudta hol van. Kemény ipar ez a kohászat.)
Egy jó ideje (4-5 hónap) nem használtam a hűtő/kenő folyadék szivattyút de most hogy elindítottam volna, csak búg és nem nyom semmit.
Még nem szereltem ki, de a visszafolyóban van mágnes, és egy ülepítő rész is a tartályban, így nem gondolnám hogy megszorult valami a szivattyúban. Van benne folyadék rendesen, nem fut szárazon.
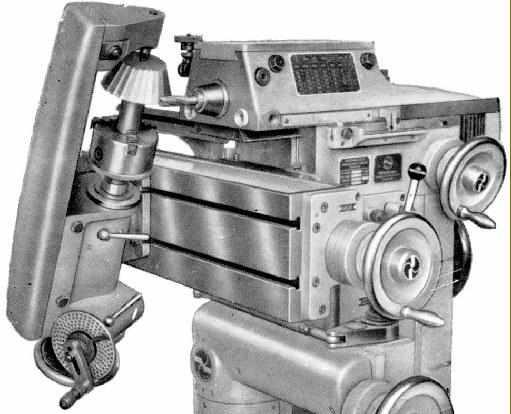
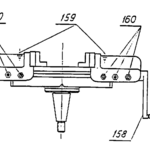
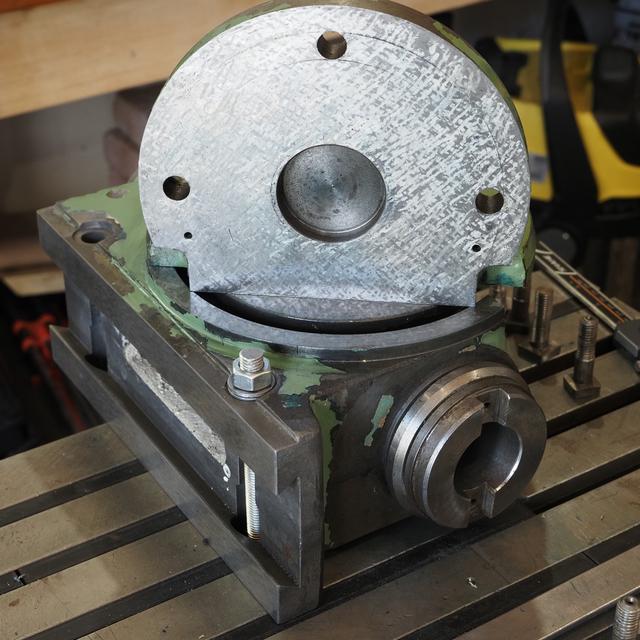
Az asztalt le kell szedni a marógépról. A képemen látható talpat kell függőlegesen felszerelni. Azon van elforgathatóan a derékszögű közdarab, annak a másik felén pedig - szintén elfirgathatóan pedig az osztófej.
Az osztófejen a szokásos 1:40-es áttételű osztótárcsa van, illetve a csiga bontásával 24 pozícióba közvetlen is indexelhető
Jó masszív darab egyébként. A tengely átm.50mm, bő 200mm hossxon megvezetve. Az elején egy meredek kúpban kiszélesedik 100mm-re, ami a házban levő negatív kúpra fekszik fel.
Egy baja van: marha nehéz. Daru nélkül kétemberes feladat mozgatni.
Huh, azok a reteszek tényleg olyanok, mint a régi szilvafánk belseje volt, mikor kidőlt. Vagy húsz évig a polcomon őriztem belőle egy darabot - még a színe is hasonló volt.
Olyan összeragadást én is megéltem már párszor,amikor voltam olyan hülye, hogy valamelyik mikroszkóp forgóasztalt összeraktam, mikor kivettem a petróleumból és még nedves volt tőle.
Baromi nehéz lesz szétszedni!
Viszont a rajzok alapján nem vágom,hogy mi és merre dől, kanyarodik, forog, oszt.
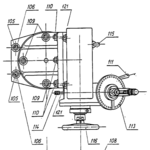
Egy Prvomajska ALG100-hoz való univerzális osztófejet újítgatok felfele apránként. Ahogy az egész marógép, ez a tartozék is a Deckel F1 gyakorlatilag egy-az-egyes koppintása. Így néz ki:
Igen praktikus jószág: Minden irányba dönthető és döntéskor a támasztócsúcs együtt mozog az egész fejjel. A tengely végén SK40-es befogó van, abba lehet patront tenni, vagy akár a képen látható satut is. De létezik hozzá csomó más is, pl. tokmány vagy két irányba mozgatható aszimmetrikus befogó is.
Az enyém egy elég viseltes darab. Rettentően szorult az orsó, ezért álltam neki szétszedni. Ahogy aztán lenni szokott, sorra hullottak ki a csontvázak a szekrényből.
A legnagyobb probléma, hogy kíméletlenül megette a rozsda. (Ez egy ismert hibája az eredeti Deckelnek is: az emulzió beszívárog a gépbe és szép lassan megesz mindent.
Szerencsére az orsó nagyjából megúszta, még csak nem is kopott, de a kerek csúszófelületek meg a T-hornyok, meg a ház belül tejlesen tropa.
Pl. a (nagyjából jól kinéző) pozicionáló reteszekből ez maradt egy kiadós rozsdaoldó-kezelés után:
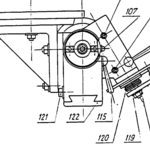
Szóval darabokra szedtem, és mindent lerozsdaoldóztam. A festéket szerencsére megkímélte a rozsdaoldó (RO55). Az újrafestésről lemondtam - használni akarom, nem eladni.
Az az érdekes, hogy a középső darab gyárilag be volt hántolva (de azt is megette a rozsda), viszont mindkét ellenoldal kimondottan silányul megmunkált mart vagy durván köszörült felület volt.
A marógépre illeszkedő talp köszörülve volt, de abban meg volt egy bő 5 százados teknő. Talán megvetemedett utóbbi 50 évben?
Szóval végighántoltam az összes felületet. Ez pl. a talp alja kb. 5-6 vakarászás után, itt még nagyon vastagon festékezve:
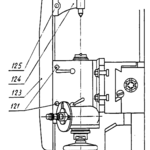
Utána jött a derékszög, azt tusírlaphoz lehetett hántolni. Kb. eddig hántoltam a felületeket - lehetett volna még, de meguntam. Így is jobb, mint volt, különösen az ellendaraboknál:
Az ellendarabokat viszont nem lehet laphoz hántolni, mert van egy bumszli középen. Nem is értem, miért nem kivehetőre csinálják. Szóval azokat a derékszöghöz kellett hántolni. Ez itt a talp:
A bumszli körül halványan még látszik az eredeti megmunkálás nyoma.
Aztán jött egy érdekes pillanat. Az orsóházat is hozzáhántoltam a derékszöghöz, aztán finoman beolajoztam és egymásra tettem...
... és nem tudom leszedni sehogy se! Vajpuhán forog körbe, de úgy rá van cuppanva, hogy leszedni nem tudom. Szóval itt tartok most.
Nyilván le fog jönni onnan valahogy, de azért elég vicces.
Főáramköri kapcsoló, valamelyik kisebb GanzKK - szerintem 0-ás. A DIL0 csak a vészkapcsolóhoz van (még hőkioldós motorvédelme sincs, csak diazed biztosíték).
Kb. 20 éve, hogy utoljára kapcsolót kellett hozzá barkácsolnom - azóta nincs a közelemben E3-as. Halványulnak az emlékek. Szétégni azért tud, mert a kar súlyát nem képes megtartani a kopott arretáló (a kapcsolóé meg önmagában kevés) és bizonytalan lesz a kapcsoló pozíciója. A kar-rudazat mechanikus hibája nélkül nem jellemző, hogy tönkremenjen.
Hát ez az,a kérdező máris kizárja azokat akik nem ismerik a gépet.Ellenben ha egy fotót is mellékelt volna az égett alkatrészről sokkal elöbbre lenne hisz azok segítségére is számíthatna akik csak az alkatrészt felismerik.
Fotókat nézve látható hogy a gép irányváltása egy rudazattal, karral történik.Feltehetőleg nem főáramköri kamrás kapcsolóval hanem végállás kapcsoló által, ami pedig mágneskapcsolót húzat meg.
Lehet hogy korhű alkatrész a kereskedelemben már nem kapható,de nem olyan régi a masina hogy 60'-as évek beli alkatrész keljen bele. Egy DIL mk.kapcsoló azért akad sok villanyszerelő fiókjában.
Én magam csak azért újítgatok fel ilyen alkatrészeket hogy a csere gyorsan el legyen végezve ilyen gépeken. A korszerű alkatrész vagy nem fér el vagy a felfogatása más, de hogy a vezetékek nem érnel el a megfelelő csavarok alá az biztos. Persze megoldható de mindig sűrgős a javítás mert a befogott mkdrb.-ot már vinnék... :)
Manapság a régi javítási módszerből, felhegesztésből egy mérnöki szakterület alakult ki. Additiv Engineering.
Az AUTOCAD hoz képest, ami csak egy rajztábla, óriási váltás volt
Inventor. Ezt kimaxolták. Ez a Vault.
Ezt arra csinálták, hogy gyorsan tudj módosítani 3D összeállításokat. Húzással, hozzáadással Stb. Ez ilyen gyors 3D k koncepció képzés. Az már régesrég megdölt egyébként, hogy a szakik 2D ben gondolkoznak. Nem nem. A mérnökök térben gondolkoznak. Ezért bátran tudom ajánlani: ennek egy kiterjesztett változata: az intuitiv tervezés. ( Szemben a módszeres tervezéssel.) Két modell közötti kapcsolat az I-logic.
Pl. Solid Works ből. Ügyes vagy. Csak ne ragadj le egyetlen megoldásnál.
Volt egy feladatom, hogy egy szem kapcsolóval a melegvíz-tárolót kapcsolni tudjam. Vagy elektromos, vagy gázkazán fűtse. Egy vészkapcsolóval oldottam meg. A hőérzékelőket is át kellett kapcsolni egybe, vagy a 230V-ot, vagy a kazán melegvíz érzékelőjét kapcsolni. Szétszedtem a kapcsoló, olyan piros nagy nyomógombos. És az olyan mint az öregasszony alsó hajszála az ördög kezében. Beraktam egy zacskóba, és kidobtam a kukába, vettem egy másikat. Ott már nem szedtem szét semmit, csak kitaláltam a bekötést, két nap alatt. Aludtam rá egyet. Mert ugye a 230V-ot nemigen szeretném a kazánérzékelőre kötni.
Valami miatt nekem úgy tűnik, hogy nem a kereskedelemben beszerezhető széria darab. Emlékeim szerint mintha egy kamrával több lenne (valami reteszelés miatt), mint a sima 1-0-2 irányváltó.
Van egy eladó pantográf rendszerű gravírozógépem, ha lesz rá érdeklődés, eladom. Holland gyártmány. 10 éve vettem használtan, de nem tudtam használni, ezért csak állt a garázs egyik szegletében. (Egyik-másik alkatrészét meg is kapta a rozsda, de nem eltávolíthatatlan.) Tartozik hozzá egy serlegforgató szerkezet. Nem tartozik hozzá, de van egy doboznyi betűkészletem is.
Az előző tulaj készített egy kerekeken ide-oda szállítható kis állványt, ami mellett széken ülve kényelmesen dolgozhatott.
Fogalmam sincs, hogy milyen értéke lehet. Jól működik, a szíjakat kicseréltem új szíjakra.
Az utolsó képsorozat eszembe juttatott egy hatvan éves sztorit.
Apám az ötvenes-hatvanas években plusz pénzszerzési célzattal gyártott mindenféle giccset, mert vették, mint a cukrot. Piacon árulták aztán.
Gyerekkoromban a padlásunk igazi kincsesbánya volt, mindig fellopóztam oda, és ott találtam egyszer egy dobozban hasonló szerszámokat, mint ez a tied.
Kérdeztem aput, mi az - nos izzólámpa foglalat gyártásához való szerszámok voltak.Aztán elővett még párat, amivel meg trafó csévetestet gyártott.
Annyira nem lehetett kapni semmit, és annyira kellett spórolni, hogy még a zseblámpa izzó edison foglalatát is maga gyártotta a fater ahhoz a cucchoz, ami egy világító szobadísz volt.
Egy barátjától összeszedte valami sportstadion kiégett reflektorait - ezek búráiból lett az üveggömb. Bakelitből kivágta - ilyen szerszámmal - az összepattintós csévetest darabjait. A trafólemezt kilóra vette a méh telepen, és kellett még hozzá művirág, amit egy fröccsöntőtől vásárolt. Ahol fémcsiszolóként dolgozott, ott meg a fémnyomók kinyomták az egész cuccot tartó alu serleget - ez lett a talp, ami a trafót rejtette.
Szóval egy alu serlegbe felülről beleragasztotta egy levágott izzólámpa gömbbúráját, amibe beletette a műanyag rózsákat, amiknek minden virágjában volt egy zseblámpaizzó, hogy világítson.
Amit én találtam szerszámot, azzal réz trombitalemezből a lámpafoglalat csúcsérintkezőjét vágta ki.
Gyerekként nagyon tetszett, ahogy egy kalapácsütéssel - nekünk nem volt présünk - kicsaptam a csepp formájú alkatrészt.
Igen, fedőkupak hogy a sörét ne tegyen kárt a jelen esetben siklócsapágy felületén.
Itt a képen már leszórva.
"A harmadik képsirizatnál a bélyeget csak átnyomod présseé a kis vágott tárcsán?"
Nem egészen,azért előtte kifúrtam így a szerszám jobbára csak a sarkokat csípte ki. Természetesen így ehhez meg kell vezetni a munkadarabot,szerszámot központosan. Természetesen gondoskodni kell hogy a kihulló anyag el tudjon távozni. Ehhez rögtönöztem egy szerszámot.Csak bélyeg van, matrica tulajdonképpen nincs csak alátámasztás.
"A hegesztési guga így is úgy is püfölni fogja egy darabig a gépet, szerszámot..."
Nekem a bevágás megléte is püföli. Előtte sarokcsiszolóval kipucolom a rést az némileg segít. Vagy úgy választom meg az átmérőt hogy a rés leforgácsolódjon, vagy hulladék anyagként kezelem (mert az) hogy nem kár érte címszóval nincs is jelentősége hogy rés van rajta. Kár lenne rúd anyagból leszeletelni.
A kis tárcsa is hulladék a "szerszám" is de nincs jelentősége. És szabályozás után a kész alkatrész...
Sörétezéshez vakdugó.... Csak annyi leszedve hogy a furatba illeszkejen.
Rögtönzött lyukasztó,törött menetfúró szár bélyeggel. (egy másik menetfúró menesztője lett volna)
Általában a vastag anyagoknál nagyobb a rés is és jellemzően revés.
Forrasztottlapkás (P30) egyre nagyobb kincs, kár pazarolni ilyenre, meg én nem nyugdíjas vagyok. :) Akad itt a célra megfelelő "ócó" váltólapka, aminek hat éle van.
Jól érzed, hazai pálya. :) A méhecskében is csak azért hajolok le, aminek ismert számomra az anyagminősége (vagy nagy valószínűséggel behatárolható tulajdonságú, pl. egyes gépjármű alkatrészek, mint a tgk. stabrúd, stb...). Mivel szinte már az összes környékbeli nagy vasakkal foglalkozó cégnél megfordultam a pályafutásom alatt, ezért ismerem a telepi felhozatal nagy részét - akadnak jellegzetes, számomra ismerős darabok, amiről tudom, hogy miből készült.
Ez is ismert származásilag, sima ötvözetlen szerkezeti ~D210 Lv30 S355.
Első munkafolyamat a belevágott kifújás tisztítása , a leendő varrat helyének V alakban történő kimunkálása ,vastagabb anyagnál két oldalról .a palást ezen részének tisztításával együtt . Ezt ugye sarokköszörűvel a legcélszerűbb .
Következő a hegesztés , nagy árammal ,zárvány mentesre ! Ezt is fontosnak tartom .
Ezután már csak hab a tortán hogy az ember felexel le is tisztítja .
A gép kímélése érdekében még célszerű körbe tisztítani is a vágott palástot .
Jobb anyagnál betud keményedni alaposan a vágott felület .
Csöves ,méhes anyagbeszerzési tapasztalom mondja ! :)
De forgácsoló műhelyben a kiszúrt hulladék darabok is félre rakandók , kevesebb vele a cumi :)
Értsd, hulladék. Az eredeti cél a külső darab hibátlansága, ezért természetesen a kieső darabból indítják a vágást. (Nincs nekem annyi pénzem - vagy sörre valóm, hogy pogácsát vágassak... :) )
Gondolom már megvannak a pogácsáid, így ez esetben nem számít, de legközelebb a vágósoknak lehetne mondani, hogy a kifújást a pogácsán kívül indítsák, majd lehet ráközelíteni az ívre - kívülről.
Üdv! Véleményeitekre lennék kíváncsi.. Amatőr viszonylatban gyakran előjön a lángvágási (lézer/plazmavágási) hulladékpogácsa, mint kör alapanyag. A forgácsolás része - fogjuk rá - , hogy tiszta sor. Amennyiben a kezdő vágás (átfújás) nem ejthető ki az excenteres befogás révén és ha a felhasználás szempontjából szükséges, akkor melyik stádiumban célszerű azt kihegesztéssel javítani? Jól gondolom, hogy egy előnagyolást követően? Mert kevesebbet kell köszörülni, kevesebbet kell hegeszteni, tisztább a felület, stb.? Vagy még mindenféle forgácsolást megelőzően? A hegesztési guga így is úgy is püfölni fogja egy darabig a gépet, szerszámot...
Olyan olajzó fejet kell készíteni amiben egy pici O gyűrű tömít, és egy kis pöcök benyomja a golyót. Nincs róla fotóm, de ha nagyon kell odahaza tudok kattintani egyet.
Az ipari gumitömítések anyagát úgy tesztelik, hogy az adott anyagot egy bizonyos időre bemerítik a vizsgálandó közegbe, majd megmérik, mennyit duzzadt az eredetihez képest. (Meglepődnél, hogy pl a Viton, ami minden szénhidrogént kibír, nem ellenálló pl az R134a hűtőközeggel szemben)
Szerintem ezt kellene tenned: megtölteni a tartályt, aztán valamennyi idő után megnézni a falak keménységét, változását.
De még mindig állítom, NEM forgácsolassal kellene kialakítani, hanem a gyárak által használt, minősített anyagú tartályt átalakítani.
Itt tették a bogarat a fülembe, hogy átereszthet! Természetesen nekem is logikusan a belső felének a kikenése jutott eszembe, de azt se tudom, a műgyanta megfelelően "ragaszkodik-e" a danamidhoz (azt se tudom, hogy danamid-e, fehér müa. rúd :-) és amennyiben nem, nem kerül-e belőle a kuplung/fékrendszerbe?! A műgyanta fékolajálló?
Még 2 éve vettem a Zolvik-tól egy jó adagot több fajtából hogy tudjak próbálkozni. Szánkenő részeknél használom őket, és most hogy szétdöntötem az E2N-t hogy kialakítsam rajta a lehúzókat és az olajzást, előjött megint ez a téma.
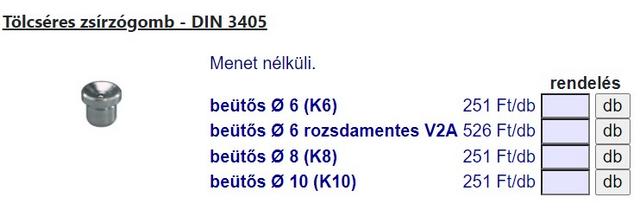
Anno nem rendeltem a tölcséres verzióból mert már kép alapján is úgy tűnt hogy a nagyobb golyóval rendelkező jobb lehet az olajzáshoz. Meg a neve is olajzó.
De valamiért nehezen megy át az olaj a beépített "nagygolyójú" olajzókon, ezért kipróbáltam hogy mit mutat ha nincs beszerelve. Úgy is elég nehezen megy át az olaj.
Nem egy márkás pumpás olajzóm van, lehet hogy az a gond, vagy el kell felejteni ezt a nagygolyós verizót?
"Repedés ellen körbe lehetne tekerni üvegszálszövettel, majd műgyantával bekenni." Tele vagy jó ötlettel :-) komolyan mondom! Van ami nem a palástján repedt el, hanem a palást és az alja találkozásánál, nem tudom ott is kellően megtudnám-e erősíteni, meg a gyári "rövidítése" házilag, nekem nehezen tűnik kivitelezhetőnek úgy, hogy a menetes rész ne sérüljön! Viszont adtál egy remek ötletet, hogy az esztergált tartályomat bekenjem kívülről műgyantával, mert elriogattatok, hogy esetleg átfog ereszteni. Metamidhoz ragad a műgyanta? Azért aggódok előre ennyit, mert pár autót már légtelenítettem, de ezzel a kombájnnal mindig megszenvedek! Acéltankot már 2db-ot, műgyantával+üvegszövettel megjavítottam! Kb. 20x10cm-es felületen a rozsdától, teljesen porózusak voltak a tankok!
A POM sokkal jobban hőálló, nehezebben olvad. Ezért jó forgácsolni - nagy vágósebesség mellett, nagy előtolással, meg is lehet töretni a forgácsát. Kifejezetten az acélokhoz való szerszámokkal történő forgácsilásra van kitalálva (nem UV álló, de élelmiszerhez mehet, aránylag mérettartó).
az egyik gyártó szerint (https://spiratex.com/wp-content/uploads/2022/10/Chemical-Resistance.pdf) az UHMW (HD 1000) PE állja a fékfolyadékot... Fehérben biztos lehet kapni, átlátszóban még nem nagyon találkoztam vele, de a natúr alighanem elég átlátszó hozzá, hogy a fékfolyadék szintjét meg lehessen állapítani. Ja, és földi halandó számára is kapható, akár rövidebb darabokban is (Szegeden az SKF-nél centire adnak, igaz, náluk talán fehéret láttam). A quattroplast-nál vettem már méterre natúrat.
Nevetni fogsz, de nálam szinte minden hasznosul :-) Én nem dumálok "lábnyomról", "fenntarthatóságról", "környezetvédelemről", meg hasonló baromságokról (mert ami ezen címek alatt folyik, tudatos népbutítás!), hanem csinálom! Az ilyen merev falú gumik, például nagyon jók szabadban lévő munkagépek alá.
Ami kis mérvű szálszakadásos, az pick-up gumi, amit a kő kibökött, egyelőre bírja. Ezt nincs az a kő, ami kibökje, de nyilván szálszakadás történt, csak azt furcsállom, hogy álló helyben, mert utak mellett látni szétszakadt gumikat. Eddig álló helyben, csak belső gumiim repedtek el, az is hogy??? Megfelelő méretű belső gumik voltak!
Nálam, a szabadban álló gépek kerekei le vannak takarva, fehér műtrágyás BB zsákokkal, tehát a közvetlen napsugárzás nem éri. A nagy meleg okozta hőmérséklet emelkedést ki kellett volna bírnia, hisz én csak 6 barra pumpálom és ezeket jóval többön lehet használni. Érdekes, hogy a sokkal öregebb gumik jók, ezt pár éve kaptam autóbuszról.
Hát én álmomban se gondoltam arra, hogy ezzel gond lehet. Most már mindegy, felszerelem és kiderül. Ha átereszt, megcsinálom alu rúdból, csak azzal az a baj, hogy nem látszik át!
Amikor én régen vásároltam, akkor nem tudtak készletet adni, sőt pár hónapja voltam náluk, akkor se volt náluk kis kiszerelésű ragasztó és akkor ajánlották, hogy a hagyományos ragasztót használjam, bevált! A giliszta sose döglik be, az enyém már biztos több, mint 10-éves!
Én megse tudom különböztetni a poliamidot a fehér POM-tól, amúgy, hogy lehet? Fehér rudam volt otthon, hát megcsináltam abból, mert ez legalább nem zárványos. A sárga színű, általam danamid néven ismert anyagban, viszont már sokszor találkoztam zárvánnyal!
Szerintem részben azért csinálják polietilénből, mert azt meg nagyon jól lehet fröccsönteni, és jók a mechanikai tulajdonsága erre a célra (rugalmas).
A POM biztos sokkal jobb anyag, mint a poliamid, de a POM-ra is azt írja a wikipédia, hogy pl.:
"Acetal resins are sensitive to acid hydrolysis and oxidation by agents such as mineral acid and chlorine. POM homopolymer is also susceptible to alkaline attack [...]"
A fékfolyadék eleve nem olaj, glikolok és egyéb adalékok vannak benne. Szerintem a poliamidok nem jók erre. Ezt a műanyagos szakemberektől kellene megkérdezned, pl. Quattroplast. Ezek az edények egyébként polietilénből készülnek, de fröccsöntéssel, forgácsolni a legszutyokabb melók egyike.
Nem kapható, megfelelően alacsony fékfolyadék tartály (a nagyon régi Moszkvicsokon volt ilyen).
Amit eddig használtam (egykörös UAZ vagy utánfutó fékhengerként ismert), abból is már 2db elrepedt és ráadásul belógtak a kabinba (Szk-5). Úgyhogy, úgy gondoltam jobbat csinálok, mint a gyáriak :-) Metamid (poliamid) rúdból esztergáltam, 4mm-es falvastagsággal, remélem örökké fog tartani?!
"A gumis mint biztonságtechnikai szaktanácsadó :)" Én sem tartom biztonságtechnikai szaktanácsadónak, de azt el kell ismerni, hogy van gyakorlata gumijavítás terén.
"Szerintem az a gumikukacot kizárólag szúrt sérülésre találták ki, ahol nincs szálszakadás." És ahogy írtam is, ideiglenes javításnak, de tudod, én a létező szocializmusban szocializálódtam és a hiánygazdaságban is megoldottunk mindent! A kuplerájt leszámítva, "pakisztáni módra" dolgozok :-)
"És az sem válasz, hogy egy darab, valaha javított gumi bírta." Nekem eddig, mindegyik bevált és nem fogok kidobni egy 60.000Ft-os gumit, ha kukaccal kitudom javítani!
Hány, de hány rémtörténetet tudnék még mesélni, pl. 70km a Zalai dombságban, teljesen fék nélküli (és egyéb dolgokkal "fűszerezett") kombájnnal :-)
"Na pont ma megyek gumijavító kukacot venni , valahol ,csak lesz .. azt is megpróbálom..."
Nagyon kevés dolog van a mai világban, ami tetszik, a gumijavító kukac köztük van :-)
Ha adhatok gyakorlati tanácsot: Az ehhez való ragasztó csak tégelyes kiszerelésben van és gyorsan bedöglik, nem érdemes otthoni használatra megvenni! Raktam be kukacot ragasztó nélkül is és jó lett. Újabban, gumis tanácsára, a folthoz való ragasztót használom, bevált. Legutóbb (1 éve) bazaltkő vágta ki, egy héten belül, két gumimat is. Akkora lyukak voltak, hogy az egyiket 2db, a másikat 3db kukaccal sikerült csak eltömítenem! Kicsit izgultam, mert több kukacos megoldást, addig nem alkalmaztam. Utána gumis ismerőssel beszéltem, hogy nem kellene-e rendesen befoltozni belülről a külsőt, azt mondta, ha jó, akkor ne foglalkozzak vele. Az első "kukacozásom" talán több. mint 10 éve történt, azóta is tart, pedig csak ideiglenes javítási módnak ajánlja a használati útmutatója :-)
Saját részre készült volna , szerintem valami rövidzárlatom volt , de azért csak beugrott ,nem kellett senkit kérdeznem .
És még fel is vállalom hogy béna voltam .
Mint írtam , viszonylag modern ,gép ,még hossz gyorsjárata is van , nem sűrűn használtam az utóbbi években .
Majd , megnézem azért konkrétan ,mit is csesztem el .
Gumisokat hagyjuk inkább .
A Petőfi mozi bejáratában szinte , lazítottam oxigénnel kerékcsavarokat ..... Kb 30 éve .
Nem volt baja , csak a balmenetet annyira ráhúzta a gumis amennyire csak bírta ,légkulccsal ,és mégsem lazult ...
A másik ilyen ,mikor le is téptek egy csavart .
Ott elég volt csak megpróbálni hátha mégis csak balmenet ...
Én is teremtetem már le embereket egetverő marhaságok miatt , de ha lenyugszom ,segítek és elmagyarázom mit nézett be .
Na pont ma megyek gumijavító kukacot venni , valahol ,csak lesz .. azt is megpróbálom , találtam pénteken egy csavart ...az a baj hogy a kerékben . Vagy kiszedem egy felni közepét ,, nyomi opel muszáj volt neki kicsit kisebb lukat kitalálni .
Nem dolgozom legalább szeptemberig , putri rendezés a kítűzött cél .
Akkor itt mi a buktató? A lustaság, vagy a nem meglévő cserekerék, és CSAK ennyi! A majdnem olyan menet az amikor pl egy gumijavító egy amerikai autón az UNF 9/16-18 méretű tőcsavarokat átvágta 14x1.5-ös metszővel, majdnem olyan.... igaz, hogy az anyagi kár jelentős lett, de ügyesen megcsinálta. Hagyjuk már a nem tanulhatta mindenki iskolában dumát, akkor meg kell tanulni! Ha nincs ismeretem, és lusta vagyok utánanézni valaminek, akkor ne is kezdjek bele! Nincs olyan, hogy nem szakmám, és a csapágyméret az majdnem csapágyméret, a menetemelkedés az majdnem annyi, de mégsem.... én pl nem akarok tölgyfa bútorokat készíteni, mert se megfelelő ismereteim, se eszközöm hozzá.
Nem veszek faesztergát , van bőven ,böszme egyetemes gép ....
Én eddig úgy gondoltam mindent meg kell tanulni...
De nem fogok ezen balhézni , de felesleges leszólni azt aki tényleg hobbista , és szereti csinálni , de nem tanulta legalább középiskolai szinten .
Volt végzett forgácsoló ismerősöm , aki inkább óvóbácsinak volt való . De nem csesztettem ezért , tévedett , nincs abban semmi .
Na , nem bírtam ki , kell ahhoz tapasztalat hogy ne szóljon le az ember kapásból másokat , ezt is tanulni kell .
De ha ez valakinek jólesik hát elmondom hogy még mindig bent van egy gépben egy 4 TPI-s csiga kezdemény , amit nagyon elcsesztem .
Nem volt jó még a cserekerék beállítás sem , , de elkezdtem , addig variáltam míg majdnem lett hasonló emelkedés :)
Az acél anyagot sajnálom , egy lefejtő szerszám lett volna , és akkor sem veszem meg készen a csigakereket ,csak azért sem :)
Harántgyaluba csináltam kétbekezdésú csigát (asztalemelő) , kiszámolni volt inkább a kihívás . És csak másodikra sikerült , de nem vállalta senki , nem is erőltettem megértem , nem kívánhatom ,mástól .
:) Nem vicc, mert sajnos boronált már össze a szél olyan esztergával, aminek a cserekerékkészlete ránézésre is nagyobb értéket képviselt, mint maga a gép. Bár, ha belegondolok, hogy annak már nem a TMK-ban, hanem a múzeumban lett volna a helye... :)
Az ME 1000 vertikálfejében (FM 200) az orsó eltávolításakor milyen módszerrel érdemes megakadályozni a főorsón levő kúpfogaskerék felütközését az öntvényre? Két fadarabot tervezek a kúpkerék és a vertikálfej öntvénye belső üregének az alja közé tenni, majd úgy folytatni a manővert, de valaki legyen szíves, világosítson már fel, hogy van-e ennek értelmesebb módja.
Milyen szerszám kell egy collos menet vágásához esztergagépen ami nem megfizethető? Egy menetfésű, egy- egy k/b menetkés 55fokra köszörülve, vagy váltólapkásba 55 fokos lapkák, az UNC/UNF meg ugyanúgy 60 fokos mint a metrikus.
Nemrég beruháztam 3db BSW menetfúró-vágó készletbe: 1/2"-12, 7/16"-14, és 3/8"-16. Ezek 55 fokos szögű menetet vágnak. Sajnos nem lettek jók, rosszul becsültem meg a menetprofil szögét. Ali-s készket, tehát inkább hobbizásra alkalmasak. Ha valakinek pont ilyen menet kell eljöhet hozzám vágni nem túl szívos vasra vagy szinesfémre.
Az alap finommenet az 14 TPI-s ebben az átmérőben, illetve UNEF van 20 TPI-vel. Emellett lehet (van is) több finommenet még, de a Filetorban nekem például csak a 14-es van benne.
De ismétlem, egy picit ferdén fogod be a tokmányba, rögtön kúpos lesz a furatod. Úgy állítsd be, hogy 0,15-öt üssön. Menetvágás közben pedig többször is ellenőrizd bepróbálással.
Rakjál bele Loctite 55-öt eleget. Lesz egy pár menetnyi szakasz, ami tömíteni fog. Eleve erre találták ki, mert kúpos apamenetet könnyű csinálni szegnyereg eltolással, így a pontatlanságokat is kiegyenlíti (máshol lesz az a pár menet ami fog, feljebb-lejjebb), szóval jó ez így. Ha megnézed, nem nagy az átmérő változás, bátran csináld meg.
Ezeket leginkább menetfúróval illetve metszővel készítik. Gépen kúpvonalzóval.
A BSPT-nél lehet párhuzamos is az anyamenet, a kúpos apa bele fog menni. Viszont nagy erővel meghúzni csak akkor lehet, ha mindkettő kúpos.
Ha muszáj kúposra csinálnod, fog be a tokmányba csálén és kúp fog bele esztergálódni. Hasonlóan ahhoz, hogy szegnyereg eltolással kúpot lehet esztergálni.
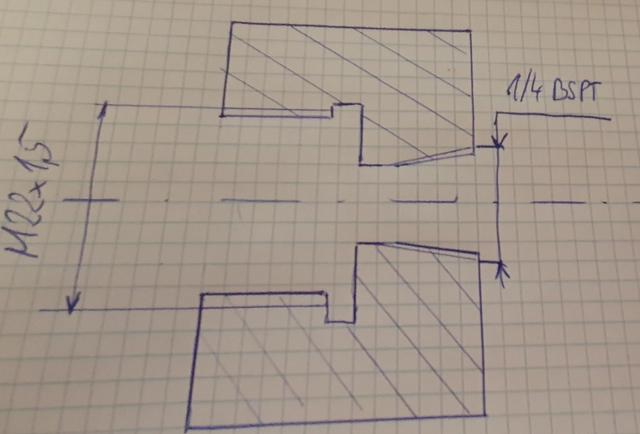
Apósomnak kell egy átalakítót készítenem egy Karcher nagynomású mosó csöve és a gép közé.
Az átalakító egyik felén egy M22x1,5 anya menet, a másik felén egy 1/4 BSPT (legalábbis ennek tudtam beazonosítani) anya menet kell.
Meg tudja valamelyikőtök mondani hogy a kúpos menetnél az anya menetnek is kúposnak kell lennie? Egyáltalán hogy a túróban lehet ilyen menetet készíteni?
Viszont ennek ellenére igen sok kéziszerszámon alkalmazzák a menetes -hengeres főorsó csatlakozást .
Kézifúrógépeken például kiszorította a rövidkúpos csatlakozást pár évtizede ,szinte .
Az összes kézi sarokcsiszoló is ezt az elvet alkalmazza. Fűrésztárcsa felfogatása is szinte csak ezen az elven készül ,az iparban is .
Talán az egyszerű ,könnyen elkészíthető kivitel az oka .
A főorsó kikapcsoláskori kényszer fékezését ,az én aktívabb időmben vezették be , ott tényleg balesetveszélyes is lehet egy jól sikerült kifutás gátlás .
Szóval bárhonnét is nézem a mai napig általánosan alkalmazott megoldás .
Nem hogy "önmagában", semmilyen formában nem illene menetet menesztésre használni. Se vállal, se mással, a menet nem nyomaték átvivő kötés.
Azt tudom, hogy minek van a váll meg a központosító átmérő a főorsón, köszönöm. Nyilván a vállon megszorul, és forogni fog, de ettől még ez nem egy normális kötés, és a menet nem erre való.
(Az már egy másik kérdés, hogy a menetes vég pl. főorsón - azon túl hogy a menesztés szempontjából elvi hibás - lassan szerelhető, pontatlan és kiegészítő biztosítás nélkül még balesetveszélyes is.)
"Ha még van egy illeszkedő palástfelület is, akkor központosít is." A palástfelület valóban, de a menet sosem. (Sőt, nem megfelelően választott tűrés és helyzethiba esetén a menet a hengerpalásttal együtt akár túlhatározottságot is okozhat, szerelhetetlen lehet.)
Az én esztergapadom kézikönyvében is j5-ös tűrés van a főorsóra illesztő palástjára megadva.
De ez kevésbé releváns szerintem, mert (1) az esztergapadnál a század alatti központozás a cél és (2) az 5-ös tűrés már nem az otthoni esztergályozás kategória - ahhoz már köszörű kell.
Érdemesebb az pl. az Andó-féle könyvben levő táblázatból egy alkalmas tűrést kiválasztani
,,A főorsó végződéshez: A menetes főorsóvéget is lecserélték az idők folyamán. Vajon miért?''
Nem ezért.
A tételmondatod kicsit korrektebbül így hangzik: Alaptétel, hogy a menet önmagában nem központosít, és nem meneszt.
Például, ha van egy váll az orsón, amire ráül az ellendarab, akkor máris meneszt a menet. Ha még van egy illeszkedő palástfelület is, akkor központosít is.
A menetes főorsóvég pont ezzel a két "aprósággal" biztosítja a menesztést és a központosítást.
"Miért nem javasolt a két menet együtt?" Crosspisti leírta.
"A hasító kúp cseh gyártmányú! Ők nem értenek hozzá? A válasz: Nem. Az indoklást korábban leírtam.
A főorsó végződéshez:
A menetes főorsóvéget is lecserélték az idők folyamán. Vajon miért?
A tűzifához és a központossághoz: Elvből nem csinálok ilyet. Alaptétel, pont.
(A hasító kúpok menesztésére használt megoldásoktól néha égnek áll a hajam. Már mindenki ért a géptervezéshez aki hasítókúpot gyárt, csak senki nem számol. Pedig... Ott kiderülne minden hiba. Tisztelet a kivételnek.)
Sokan nem tudnak kúpos menetet vágni a hasító kúpra ezért inkább készen vesznek egyett! Amiben már benne van a menet: M27x2, meg a tehermentesítő ø 30-as furat. Meghúzáshoz/lazításhoz a hengeres részén van egy átmenő furat keresztbe. A csatlakozó tengelyre meg lehet hatszöget marni!
Miért nem javasolt a két menet együtt? A hasító kúp cseh gyártmányú! Ők nem értenek hozzá?
Az emulzióra érdemes úgy tekinteni, mint egy élőflórás tejtermékre. Hasonló gondozást igényel - olyan mintha kefírgombát nevelgetnél... :)
Ha steril a rendszer és tiszta marad a lötty, akkor sokáig eltartható, de ilyen a gyakorlatban csak közvetlenül a feltöltést követően van. Normál esetben öt fajta szennyeződéssel kell kalkulálni. A koszolódási folyamat nem kerülhető el, max. lassítható és kezeléssel kordában tartható egy - a dolgozó számára is - többé-kevésbé egészséges szinten.
2 Anarerob baktériumok (ezek levegőtől elzárva szaporodnak, leginkább felelősek a szagosodásért),
3. Gombák (mindenféle formában száműzendőek),
4. Olajkiválás, idegen eredetű olaj, (felületről el kell különíteni, távolítani),
5. Szilárd szervetlen szennyeződés, (forgács, fémoxid, szórószemcse, stb. - a térfogat csökkenésen kívül nem sok vizet zavar, de - főleg a 2. csoportba tartozó - bacik életteréül szolgálhat.. Az emulzió tönkretétele nélkül nem egyszerű eltávolítani.)
A kétfajta baci az élettérkiszorítás elvén öli egymást. A kezelés célja az egyensúly hosszútávú megtartása. Mit tehetünk?
- steril állapot minél további megtartása: Feltöltést megelőzően rendszer-fertőtlenítés, vízminőségre ügyelni!
- későbbiekben állagmegóvás: Lehetőség szerint tiszta kéz, tiszta alapanyag, külső szennyeződés kerülése. A rajta úszó olaj/gomba rendszeres eltávolítása. Rendszeres napi szintű átszellőztetés, mozgatás. (Olcsó trükk: rézforgács képes megkötni a kénes vegyületeket és a gombák sem komálják.)
(Nem érdemes elbagatelizálni a dolgot, mert a döglött emulzió elég súlyos egészségügyi kockázatot hordozhat magában - én el szoktam magam mellől marni azt a kollégát, aki belehajigálja a cigicsikket, meg a taknyos papírzsebkendőt - még azon az áron is, hogy utána én vagyok a szemétláda...
Most, melóhelyen, ami gépen dolgozom csak 900liter emulziót forgat, egy szimpla csere is 3 napba telik, szigorú koreográfia szerint és az anyagi vonzata is számottevő...) :)
Nálam is előfordul, hogy fél évig nincs valamelyik beindítva. Lehet, hogy megköveztek érte, de én ülepített, fáradt motorolajat használok. Garantáltan nem rozsdásít :-), igen fröcsköl és füstölni is tud :-) de ingyen van és nincs jobb ötletem. Fúrógépeknél is fáradt motorolaj, sőt még a gépszínek fakapui is azzal vannak lekenve :-) Nincs az a fakonzerváló szer, ami jobb lenne nála :-)
Nem írtad, milyen gép. Ha ennyire hézagosan használod, akkor ha látod, hogy legalább egy hétig nem fog menni, szivattyúzd le marmonkannába az emulziót.
A hagyományos esztergánál nem valószínű,hogy jó megoldás a hidralika olaj használata hűtés-kenésre.Igen nagy mennyiségbe kellene a munkadarabhoz juttatni,különben füstölne,gázosodna,és szétfröcsögne nyakig olaj lenne minden.Ellenben automatáknál ahol jól záródik a burkolat és nagy mennyiséget képes a szivattyú nyomni ott megfelelő a hidralika olaj(én is használom).
A hasítókúp és a tengely kapcsolódásának a legegyszerűbb módja a hasítókúp keresztbe fúrása és abban menet.A tengelybe csak kicsit kell befúrni.Két ilyen megfelelő imbusz acélcsavar bőven át viszi a nyomatékot. Olyan megoldás,hogy a tengelyre menet ás a hasítókúpba is nem javasolt,két okból sem,az egyik,hogy nagyon megszorulna és nehezen lehetne leszerelni,a másik ok,amikor megszorul a fába a kúp az ellenjárat hatására lecsavarodna a tengelyről.
Nemcsak az első hanem az ø30 is minusz 2 százados tűrésű! Szerintem ezekkel nem lesz gond.
Kritikus hely a menetbekezdés beszúrása. A gépen nincs hátsó késtartó. Balmenet miatt kell a beszúrás! A fordított kés nem az esetem de nem is alkalmaztam eddig! A csapágyazásnál sem látok gondokat. Az ø400-as ékszíjtárcsa (a tulaj szerint lendítőkerék!) is okozhat gondokat.
Ezért írtam, itt amúgy sem szabad a menetet, illesztőfelületet századra készíteni, az első göcsörtnél lehet feszít egy akkorát, hogy az életben nem jön szét.
Leírtam, hogy ment bele! Miután kézzel kitekertem, megmértem. Én is látom, hogy képlékeny alakítás történt. A gép barkács, kínai, a lapka is az. Én meg 81+. Azért 0,8 mert ennyit számoltam. Kialakításra van 2 mm átmérőben a tengelyen (29,98-28)/2L. Majd kocogtatom a kéziszánt. A kúpos illesztést meg csinálni kell mert az van az ékszíjtárcsában. Onnan mértem. A retesszel egyetértek. A gazdája majd eldönti.
A menet 100% hogy nem jó, egy 2-es emelkedésű menet nem így néz ki. Azért nem ment be a menetes furatba, mert valami nem smakkol. A főorsód lóg, látszik a megmunkált felületeken, leírva szépen hangzik a -2 század, jobban jársz pluszosra készíted, és csiszolópapírral méretre húzod (ha sikerül), használhatóbb felületet kapsz. Miért kell 0,8° félkúpszög, akkor már miért nem 1? Ilyen felületi minőség mellett nem erőltetném a kúpos illesztést, -ahhoz hogy érjen valamit, köszörült felületek kellenének- inkább minimum egy retesz a tengelybe, mert ekkora átmérőn nem fog egy kúp elég erőt átvinni a tengelyre.
Bár nem találtam adatokat a menetes tokmányhátlapra de csináltam egy próbadarabot -2, -3 századdal az ø-knél. (Ø30,00 és ø25,30)A menetvágás végefelé jártam de nem tudtam becsavarni a csapot csak keveset. Erre leesztergáltam a 25,3-at ø23-ra, így sem ment tovább. De a tokmánykulcs szárával végig "erőszakoltam" ütközésig!
(Azt már írtam, hogy a magméretet 9 századdal nagyobbra esztergálták.) A csapot visszafelé már kézzel ki tudtam csavarni és mérés után megállapítottam, hogy a menetet a kúpban csak ø26,70-ig vágták "fel", hajszállal a legalsó méretig! A csap külső ø-jét 26,85-re esztergáltam és erre vágtam a menetet. A hosszabbítónak is köszönhetően a kúp menetmérete szépen levasalta a csap menetes tetejét. Az egyk képen ez látható is.
Elkészültek a tengely csapágyrészei és a 2 századdal könnyített méretek két csúcs között. Az ékszíjtárcsa kúpja még hiányzik a végéről! Félkúpszög 0,8°!
Tettem föl képeket a korábbi linkre de ide is felteszem.
Egy kérdésem lenne, az INA csapágy házának palástjába bele van csavarva/verve egy db műanyag ami le is van vágva fűrésszel. Mi célt szolgált a furat? Mindkét házon így van.
Rákerestem a neten, a legnagyobb Mitutoyo, amit találtam 2x1m-es. Az 780kg és 4.7mFt. Ez az asztal 4x nagyobb, és értelemszerűen sokkal húsosabb is, van vagy 4-5 tonna. Ez hulladékvas árban is cca 300eFt.
Ha ilyet 1.2m-ért árulnak újonnan valahol, akkor mindenképp szólj!
,,Orosz/szovjet cucc, ezek elég jók, pontosak''
Ez olyannyira ruszki, hogy a KGB csinálta! A ,,Rübenach Beuel-Rh.'' feliratot pedig direkt az ellenség megtévesztésére öntötték bele. Azon se lepődnék meg, ha lenne egy homorulat is benne, hogy jól megszívják a felhasználók a német hadiüzemben.
Akkor legyen cuzammen 5 m2, egy 1.000 m2-es csarnokban.:-)
A fészen most van egy eladó szöghasáb készlet, ki sem írja az ember az árat mert rögtön ugrana rá mindenki. A "boltban" 1.2 millió egy ilyen, ő ezért nagylelkűen 500-ért adná. Orosz/szovjet cucc, ezek elég jók, pontosak, de ő gondolom kinézte a Mitutoyo katalógusból a "bolti" árat. Miközben ennek az ára 60 és 100 közt van reálisan, 60-ért gyorsan elmegy, 100-ért már kell egy darabig petrezselymet árulni.
Pontosan ez lehet a helyzet, de innentől csak 2 m2 helyfoglalás a "költség", s miután nagy csarnokaik vannak, s erre még pakolni is lehet, így az gyakorlatilag nulla. Ha meg elviszik pár millióért (ami amúgy nem sok érte), az tiszta profit.
A csapda benne csak az, hogy ide települő multi cégnek eszébe sem jut vastelepről venni ilyet, hozzák otthonról, feltörekvő hazai cég meg szemközt röhögi őket egy olyan árral, ami egy nagyságrendben van az új holmival. Ráadásul ezt 5 mikronra síkba tenni (ez lenne az 1 százados pontosság !!!), hogy valóban mérőasztal legyen, nos itthon már talán cég sincs rá aki értene hozzá, ha meg külföldről kell, már többe jön ki az egész mint ha újat rendelne.
Ha lenne rá helyem, ~2 M Ft-ot ajánlanék érte, de ez a vasár 2-3-szorosa, azzal meg ők röhögnének ki. Így nekik van ingyen egy ilyen asztaluk, nekem meg nincs reális áron.:-)
Én egy kicsit megengedőbb vagyok. Szerintem pont ez volt a bukó része az üzletnek.
Értelmes vállalkozó nem szereti, ha pénze áll pénzt nem termelő vasban. Ha még helyet is foglal, annál rosszabb.
Amikor egy céget felszámolnak, általában nem egyesével árulják az eszközöket, hanem csomagban (mert gyorsan el akarnak adni mindent, az nem jó nekik, ha a nepperek kimazsolázzák az értéket, a szemét meg ott marad a nyakukon).
Az a tippem, hogy a cég egy ilyen pakkot vett meg - tehát nem ennek az asztalnak volt ára, hanem az összesnek együtt. A többi cuccot már rég eladták, ez meg ottmaradt a nyakukon.
Lehet, hogy ha megtehette volna, akkor meg se veszi ezt az asztalt.
Akkor valószínű tényleg fillérekért szerezték meg, így akár 20 évig is árulgathatják, csak pár négyzetméter kell neki a csarnokban. Ha bejön az üzlet, akkor gennyesre keresték magukat.
De a vevőtől sok függ. Ha fillérekért megszerezték egy apeh aukción, vagy egy gyárbezáráson, onnantól mindenképpen keresnek rajta, csak nem mindegy, milyen a vevő. Ha valami menőbb cégnek akarja megszerezni, vastagabb lesz a ceruza.
Köszönöm, hogy próbáltál segíteni, de nem lettem sokkal okosabb tőle :-( Ezek alapján egy járatos csomagot nem lehet összeállítani. Hétvégén találkozok a gyerekeimmel (Ők beszélnek idegen nyelveket), majd megpróbálunk guglizni valamit!
Már ezzel is segítettél! A külső átmérőt is add meg légy szíves, ami mm-ben ~14.
"De így nehéz lesz, mert nem lehet tudni, hogy a metrikus közeli méret van-e a collos sorban." Nem kell, hogy minden metrikus közelében legyen collos! Ami metrikus sort írtam az egy kapható készlet. Azért lenne jó collosban is készletet találni, mert az általad meghatározott 3/8 colloson kívül, most nem tudom milyen méret kellene?! Ki tudja melyik gépemet kell holnap szétszedni és mi kell hozzá?! Gondolom a collos készlet is, valami gyakori méretsor szerint van összeállítva?!
"Ha adsz angol kifejezéseket, rákeresek szívesen guglival, hátha kiad egy ilyen táblázatot." Köszönöm, de sajnos nem tudok angolul, úgyhogy valaki legyen szíves segíteni!
Itt nagyon okos emberek vannak, biztos tud valaki nekem segíteni!
Megfogok vásárolni egy metrikus, fíber tömítés szortimentet, ezek vannak benn:
6x12x2,0 20 db
8x13x1,0 20 db
8x14x2,0 20 db
10x15x2,0 20 db
10x16x2,0 20 db
12x18,5x2,0 20 db
13x19x2,0 20 db
14x18x2,0 20 db
14x20x2,0 20 db
16x24x2,0 10 db
18x24x2,0 10 db
20x26x2,0 10 db
Elsősorban, benzinmotoros porlasztók javításához lenne rá szükségem, ezek nagy része viszont, sajnos colos! Abban kérnék segítséget, hogy a fenti metrikus listához hasonló, colos listát össze tudna állítani nekem valaki, vagy NET-en találnátok nekem? A gyár most minden plusz pénz nélkül legyártaná nekem, ha egy colos listát a kezébe adnék! Sőt örülnének, ha egy jó colos készlettel bővíthetnék a kínálatukat! Sajnos én nagyon nem vagyok képbe a colos méretekkel! Ami miatt, most elsősorban felmerült ez a probléma az ~9,5x14x1mm-es tömítés, én ezt se tudom colban megadni!
Szóval, egy járatos colos listát szeretnék, sürgősen, tőletek!
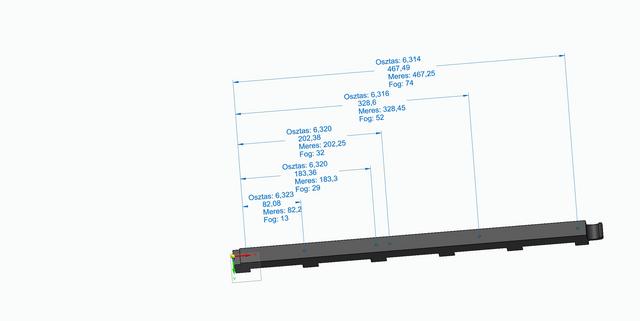
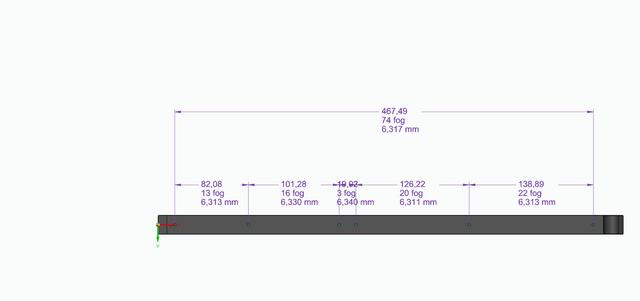
A mondokamnak az a lenyege, hogy vagy nem 6,32mm a fogtav, vagy nem a fog arkok kozepere esnek a furatok. A mellekelt abra a furatok helyet mutatja, a szamolt kulonbseg pontos, viszont ellentmond a fenti ket allitas egyikenek.
Ha ez igy van, akkor nem jön ki a 6.32mm fogtav, mivel ket csavar poziciojat leolvasva es a kulonbseget 6,32-vel osztva ez jon ki: (747,5-47,8)/6,32=110,712. Ez nyilvan nem lehetseges. Viszont ha 111-el osztjuk a zaroljelben allo kulonbseget, akkor 6,3036 jon ki, mely egyenlo pi*2,0065-el, aza egesz jo kozelitessel m2 jon ki. Mi nem stimmel a fenti szamolgatasban?
Egyrészt ezen a holmin feszesebbek az illesztések.
Másrészt nem egy fogat mértem, hanem közel 80-at. És ha 80 fognál van egy tized eltérés, akkor az foganként már mikronos tartomány.:-)
Úgyhogy ez bizony 6,32 mm, mert ha akár 6,35 lenne (ami látszólag a legközelebb van hozzá), akkor a teljes tartományon, azaz a 80 fognál már 2 mm körüli eltérést adna, de nem ad.
Ha valaki tényleg ért hozzá, annak szívesen a kezébe is adom.
Csinálok róla közeli képeket, akkor megérted. Minden csavar a fogvölgy közepén van. Az nem vélelmezés, az tény.:-) Onnantól a fogtávolságok mérhetőek, hol 3, hol 10, hol 22 fog, de pontosan mérhetőek. Kb. 15 éve szenvedek ezzel, néhány évente a kezembe kerül egy ilyen, megcsinálom a meglévő furatmezővel, de szeretném tudni is, hogy mit csinálok.
Mintatartó alaplap, én meg nézem, hogy mi olyan furcsa rajta. Hááááát... a 8-as alu lemezt nem marták körbe, csak pontossági fűrészelést kértek rá és a fűrésznyomok is ott vannak körben. Persze a sarkok a terven még le voltak kerekítve (a függőleges, Z irányúak), így a felület éleinek a letörése árulkodott a sarkoknál, azt vettem észre, hogy mókolt a cucc. Ugyanis a kúpmaró (a letörő maró) ott követte az eredeti pályát, csak ugye nem volt lemarva a pár tized a széléről és kb. fél milliméter a sarkokról.
Aztán ugyanígy csak fűrészelt és nem körbemart alkatrészek az egész műszer testében.
Echte eredeti svájci holmi. Én akarnám utángyártani...:-)))
Újabban elég szar munkát végeznek Svájcban (is), de ilyen méretpontossági hibát egyrészt nem csinálnak, másrészt egy rakás tároló alján nem stimmelnének a furatok. Tehát a 6,32 mm az pontos.
Szerintem az ismeretlen szabványméret lehetősége mellett van még néhány elképzelhető megoldás:
- nem ismerjük az ÖSSZES példányt - lehet, hogy ez egy kisszériás darab, és egyszerűen rosszul állították be a gépet a gyártáshoz, ez az egy lett ilyen
- nem eredeti alkatrész, és aki utólag legyártotta, ennyire pontatlanul mérte meg, majd annak megfelelően gyártotta le - működni meg így is tud, főként ha esetleg lehet állítani a fogaskerék távolságát
Az egész folyamatban semmi kritikus nincsen, egy edénytartót tol be a műszerbe így és van végállás kapcsolója is. Én már gondoltam arra is, hogy így kottyanás mentesre lehet csinálni, de igazából annak se lenne jelentősége.
Ha szerzek ilyen fogaskereket, akkor majd elviszem mérőgépre fogaskerekes céghez, hogy mondjanak rá valamit.
Lenne egy első látásra hülye kérdésem: A fogasléchez kapcsolódó fogaskerék kapcsolódik-e közvetlenül másik fogaskerékkel vagy van-e valami, ami indokolná egy kötött, de idétlen tengelytávolság miatti általános fogazattól való eltérést? A fogasléchez kapcsolódó kerék mennyire kritikus vagy az alatti fogszámú (,mert, ha nem akarjuk alávágni a fogtövet, akkor valami mással kell trükközni...)?
Nos... átlagban 6,32 mm-re jön ki a fogosztás, ami látszólag "nagyon közel" van a negyed collhoz, csak éppen 70 fognál már milliméteres eltérést okozna.
A fogasléc az POM, pár tized zsugorodás még éppenséggel beleférne, no de a csavarok alumínium blokkba vannak belefúrva, azok nem mászkálnak sehova.
Az is látszik, hogy a tolómérős mérés 0,2 mm körüli pontosságú és ez is nagyon messze van a milliméteres nagyságrendű eltéréstől.
Tehát a fog osztás 6,32 mm.
Nem 6,283 (2 Pi) és nem 6,35 (1/4 "), hanem 6,32. -0,01 és +0,01 tűréssel. Nem egy fog alapján hanem sokszor 10 és nem egy mérésből hanem 4-5-ből.
Bármilyen ötletre vevő vagyok, persze próbálok beszerezni hozzávaló fogaskereket is.
Visszamértem a gépen, a pontok továbbra is a fogasléc völgyeiben fekvő csavarok pozíciói, vélelmezvén, hogy a svájci mérnök nem akkora barom (de amúgy igen, azok, főleg a gyártásban), hogy nem a fogosztásnak megfelelően helyezi el a csavarokat.
Köszönöm a hozzászólást. Ebben a melegben legfeljebb az esztergályos teszi a dolgát a "jó hűvös garázsban".
AS-el is lehetne. Az "alapok" meg is vannak hozzá: tengely, csapágyak, lendkerék és a kúp. Üveges barátom ezeket hozta, ezeken nem akar változtatni! Nem pénzért csinálom. Ráér őszig. Ezért is van ez a tesze-tosza variálás.
Jó lenne ha nem rágna be de ne is "lötyögjön"!
Sok igazság van abban amit leírsz de ez van. Lásd az "alapokat"!
Úgy őszintén, egy fahasító kúpnál mit számítanak a század milliméterek. Ennyi idő alatt már rég forognia kellene a kész tengelynek.... AS szabvány szerinti tűréssel el lehet készíteni. A menet ne lógjon, de kézzel lazán lehessen végigtekerni, akkor megvezeti a kúpot egész a felfekvő vállig, és mivel egy menetben készülnek, így merőleges lesz a felfekvés. Természetesen nem ütköztetve a menet végét. Én rátettem volna egy 50-es, nemesített crmo tengelyre, vagy a C45 nemesítve. Számtalan probléma adódik a hasonló alkalmazásoknál a bilivas alkalmazásakor, felverődés, kelleténél nagyobb nyúlás, nem várt elhajlás, stb. Minél nagyobb váll vegye fel a terhelést. A menet mögötti csaprész 1-2 tized milliméterrel mindenképp legyen kisebb, nem köszörült illesztő felületekről van, ha összerág akkor a büdös életben nem jön szét. Szvsz, nem mesterlövész fegyver készül....
Köszönöm, hogy leírtad még egyszer a menetes tokmányrögzítést. Első alkalommal elsiklottam felette. Utánanézek.
A menetkifutás furata igaz, hogy technológiai furat de ha már ott van miért ne használjuk ki?
CNC-n készülhetett mert nagyon jók a méretek meg a felületet. Igaz, a magméret 9 századdal nagyobb a maximumnál. A menethossz 40 mm általam mérve. A gurut akartam kérdezni mennyivel legyen rövidebb a tengelyen a menethossz.
Én nem beszúrásos menetkifutásra hanem az ø30 hossz rovására egy hosszabb menetre, hogy ne gyengüljön a tengely.
"Egyébként meg jó az ötlet, hogy 40-es a tengely és egy vállra ül fel a kúp"
Felülni csak az ø30 csapra tudna ha megadtad volna annak tűrését és hosszát! A 40-es tengely síkjára csak támaszt!
Ugyanijen adatokat várnék a magméretes csapra is. (Ami túlnyúlik a meneten, hogy arra is "felüljön"!)
És a jól megválasztott tűrésekkel össze is tudjam csavarni!
Ha tényleg elolvastad volna amit írtam akkor nem hitetlenkednél! Még a mérőeszköz pofáinak a hosszát és szélességét is megadtam! (A műszer leolvasási pontossága 2 ezred mm. (0,002):)
Na, de ez nem a hernyócsavaros rögzítés miatt van, hanem amit régóta hangoztatok: ipari szintű hulladékgyártás folyik!
Hajdu Energomat vs. mai mosógépek (dob tengelycsonkot megeszi a mosószeres víz, előtöltős üstházat szét kell vágni dobcsapágy cseréhez), autó központizár motorok elvileg nem javíthatók, de én megcsinálom :-) faipari gyalugép (ipari!) zártszelvény vázzal, beton súllyal, 45 éves MZ-m krómozása különbül néz ki, mint a Praktikerek előtt 1 évig rohadó robogóké, most vásárolt 2db hosszabbító gyerekzárja olyan volt, hogy felnőtt se tudott beledugni semmit, stb. stb.
"Azt nem mondom hogy használnék effélét , de ez csak személyes ódzkodás." Több munkagépemen van gyárilag ilyen, eddig nem volt velük probléma, jobban mondva, ami volt, az nem a hernyócsavaros rögzítés miatt :-)
"Régebben Mérnökferinek szoktam házi feladatotokat adni bár nem nagyon szerette!"
Valóban nem szerettem, mert én ehhez se értek!- meg időm sincs megfelelően elmélyedni/utána olvasni. Ennek ellenére, én a magam módján, úgy ahogy tudom, meg ahogy sikerül, megszoktam oldani a problémáim! Azért szeretem ezt a fórumot, mert itt az ember felteheti a legalapvetőbb kérdéseket is, anélkül, hogy kioktatnák vagy leszólnák a tudatlansága miatt! Lehet, hogy én is tudnék, a szakmámmal kapcsolatban kérdést feltenni, pedig még abban is nagyon sokszor segítségre szorulok!-ezt se szégyellem!
De azért mint CNC-stől megkérdezném, hogy Te mennyire esztergálnád az ø30,00 furathoz a tengelyt és milyen hosszon?
Aztán milyen hosszú lenne a menetes rész? Mennyivel vegyem rövidebbre 40 mm-nél? Ha a végre egy csap is kerülne a magméretbe akkor annak mennyi lenne az ø-je és a hossza? Egy kicsit jobban nézd meg az irományomat amiből 2 is van a linken! Ebben tudnál segíteni.
A hasitó darabot feltehetően CNC-n gyártották. Mennyire megbízható a 40 mm-es menethossz ami elég nehezen mérhető/ellenőrizhető?
Ezek a csapágyak valóban jobbak lennének mint amik megvannak.
De a kettőt együtt egy rövidebb és rozsdás tengellyel együtt 3000-ért már megvette. Alig tudtam rábeszélni, hogy a 30-as helyett legalább 40-es tengelyt vegyen. Mert erre a kúp hengeres végét ütköztetni lehet. Nemcsak a menet terhelődik hasításkor!
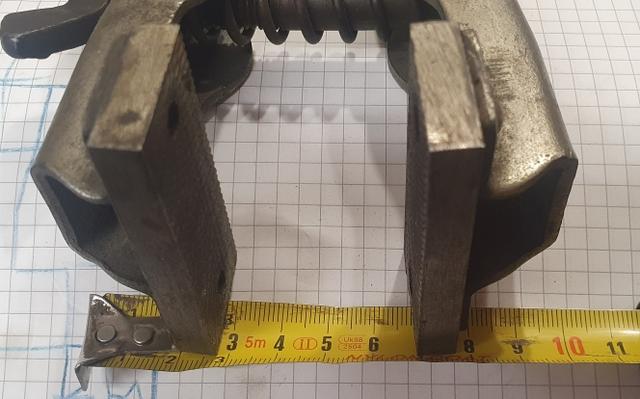
Vannak helyzetek, hogy egy sima, egyenes tengelyre kell a csapágyat meghatározott helyre, elmozdulás biztosan szerelni. Ez csak egy kiegészítő szerelő elemmel lehetséges és ez a szorítóhüvely. Tengelyirányban hasítva van. Belső furata egyenes, külső palástja kúpos. Tartozék a biztosítólemez és a csapágyanya. Az anya meghúzásával tudjuk rögzíteni a szorítóhüvelyt és a csapágyat.
Ha már ezt a fajta csapágyat alkalmazná a megrendelő , akkor legalább az egyiket , a fenti megoldással ajánlanám .
Most kerestem rá .
Gondolom ez a húzott tengelyhez való .
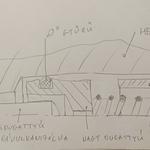
Maga a hasítókúp rögzítését szerintem a menetes tokmánytárcsa illesztéséhez hasonlóan kellene kialakítani .
Másnak ,pénzért , nem hinném hogy recézünk illesztő felületet :)
Régebben Mérnökferinek szoktam házi feladatotokat adni bár nem nagyon szerette!
Most viszont a Ti segítségeteket én szeretném kérni! Egyik ismerősöm idehozott egy fahasogató kúpot, egy 30-as húzott tengelyt két önbeálló INA csapággyal.
(Na gyorsan bebizonyítottam, hogy ez így nem lesz jó. A csapágy vígan szánkózott a tengelyen.)
Erre hozott egy ø 40-est. Ez van mondta. Erre kell felszerelni a kúpot és a lendkerékként is működő ø400-as ékszíjtárcsát. No meg a csapágyakat. (A motorra szerelt ékszíjtárcsát már megesztergáltam.)
A kérésem az lenne, hogy hogyan alakítsam ki a tengelyvégződést ahova a Csehországban igényesen legyártott kúpot felcsavarozom. A kúphoz nem adtak dokumentációt. Véletlenül derült ki, hogy kint készült.
Ne vegyétek házi feladatnak de több szem többet lát. Persze nekem is van elképzelésem de ilyet még nem csináltam. Minden ötletet szívesen veszek.
2.A sebességes példa azért nem jó analógia, mert míg ott valóban ugyanannak a mozgásnak az 1 kilométeres hosszának a megtételéhez szükséges időről beszélünk, a te definíciód egy hipotetikus, 1 hüvelykes osztókörű fogaskereket igényelne, amire az egeszet vonatkoztatnád. Szerintem ez nem logikus. Lehet persze, hogy ezt mégis így használjuk magyarul kétszáz éve.
Szerintem ezt én írtam, a DP esetében abból indultam ki mint a modulnál, hogy az osztókör hosszára, kerületére --- ami angolul perimeter --- vonatkozik a számolás, de nem. Nem az a baj, hogy ezt félreértettem, hanem hogy semmilyen módon nem jön ki a matek a fogaslécre.
Visszamérem a gépen, csak az egy kicsit macerás lesz, de megcsinálom. Ha megnézed az adatokat, következetesen 6,35 mm alatt van minden mérés.
Ahol a fogak számát mérem, ott egy-egy csavar van, az fogja a fogaslécet az eszközhöz. Azoknak a csavaroknak a helyét én kifúrom és működik. Ha hibázok a mérésben, 2-3 tized milliméter hibát viselne el, mert különben nem megy bele a csavar a helyére.
A méréseket is eredetileg úgy kezdtem (ezért van századra mérve), hogy becsavartam a csavarokat a fogasléc nélkül, és a fej átmérővel korrigálva (digiten ez pofon egyszerű) mértem a távolságot. Ott 2-3 századot lehet hibázni, de legyek bőkezű, 1-2 tizedet. De nem 4 tizedet, az már sok. Viszont nem tudnám összerakni. Ehelyett össze tudom.
Diametral Pitch is the Number of Teeth to each Inch of the Pitch Diameter.
A DP az a fogak száma inchenként az osztókörön.
Fogaslécen ugye megmérek mondjuk 20 fogat (ugyanazon pontjaik közt, ez felel meg az osztókörnek), és inchben számolok. 20 fogra a 4-es DP 5 inch, azaz 127 mm. Nos... nálam nem ennyi.
,,A DP tudtommal (de fenntartom, hogy tévedek), az inchenkénti fogszámot jelenti, azaz 25,4 mm-en 4 fog = 6,35 mm. Hasonló mint a TPI a meneteknél.''
Rosszul tudod. A DP azt mondja meg, hogy egy 1 inch (osztókör) méretű fogaskeréken hány fog van.
Vagyis a fogosztás π/DP inch, azaz 25.4*π/DP mm.
Muszáj hogy a πbenne legyen a képletben, különben egész DP esetén a tengelyek távolsága lenne valamiszer 1/π, aminek a technológusok nem nagyon ürülnének. Jobban szeretik, ha a tengelytáv a kerek érték.
Modulos kerekek esetén a tengelytáv (z1+z2)*m milliméter, a angoloknál pedig (z1+z2)/DP inch, ahol z1 és z2 a két kerék fogszáma.
,,De a negyed inch sem jön ki, mert 74 fognál már ~2,5 mm az eltérés ami szerintem sok.''
Nem tudom, ez a 2.5mm hogy' jött ki.
A te mérésed szerint a 74 fog 126.6/20*74=468.42mm
1/4 inches fogosztással pedig 25.4/4*74=469.9mm
A kettő különbsége 1.48mm, de csak akkor, ha pontosan mérted le a 20 fogat. Pár tizedet nem nehéz tévedni, és a tévedés felszorzódik majdnem 4-gyel a teljes hosszra nézve.
Illetve, még nem volt időm feltenni a 3018 as kis cnc ből készült mérőmikroszkópot, amit te két perc alatt összeraksz, ha a marótengely helyére beszerelsz egy USB mikroszkópot, azokon van szálkereszt , azzal nagyon pontosan tudsz fogosztást mérni, meg profilszöget is.
Az a 4-es diametral pitch, de annak is van kb. egy tized coll (~2,5 mm) hibája 500 mm hosszon, az nekem soknak tűnik. A jövő hétre szerzek megint ilyen fogaslécet és üljünk le. Hátha csak én kaffantom el a mérést, de nem hinném.
A fogasléc fel van csavarozva egy tartó aljára, az egyes csavarozás pontok a fogak közti részbe esnek, pontosan a fog mélyedés közepére, tehát kiadják a fogtávolságot valami egész számmal (a köztük lévő fogak számával) szorozva.
Ha tolómérővel mérem magukat a fogakat, 20 fog 126,6 mm, azaz 6,33 mm egy fog.
Visszarajzoltam CAD-ben, ott az összes csavarhelyet felvettem, nyilván a mérési hiba 0,1 körül van, de ez csak szórást kell, hogy belevigyen, berakom a rajzot. Erre kéne valami okosat mondani, a 2 PI az 6,283 lenne, az a teljes hosszon 0,05x74 = 3,7 mm, az látványosan sok lenne. Diametral pitch-ben 4,02-re jön ki, ott szintén van hiba, 2,5 mm körül lenne a teljes hosszon, ha 4-es Dp-vel számolok.
Baromira nincs ötletem. Sajnos tolómérőből nincs 250 fölötti, de itt 20 fognál is már pontosnak kellene lennie, ellenőrzött digit tolómérővel mértem. Egy sörre a vendégem aki megfejti.:-)))
Lehet, hogy egyedi gyártású nem-metrikus, de metrikus gépen készítve, és egyszerűen így jött ki, vagy elszámolta magát a gyártója. A párban lévő fogaskerékkel mi a helyzet? Jól kapcsolódnak?
Viszont ha mégis akarsz foglalkozni a fogmarással, akkor itt van egy kalkulátor, amibe csak a fogszámot és a modult beírod, és kiszámolja a fejkört is, amire neked előesztegáláskor szükséged van.
Ha ezekből választasz, akkor arra készülni kell, hogy a te tengelyed méretéhez illesztéskor ne a furatra, hanem a fejkörre központozz, mert néha nem eléggé pontos a furat pozíciója gyárilag.
Sziasztok! Vettem kis esztergát Asist /Ferm/ sajnos cserekerekek nincsenek. Kettő van ami meghajtja az előtolást, készítenék de nem tudom a méreteket csak ezeket: a fogszám és modul Milyen képlettel tudom kiszámítani / ha ebből lehet/ pl: 49 fogszám és 1 modul mennyi lehet ennek az átmérője? Ami adott 85,95 az átmérő fogtő 82.76 1 modul és 84 a fogszám 11 db hiányzik ha megtudom az átmérőket majd elszórakozom a marással a nyugger időből kitelik Megköszönöm a szívességet,
Gyártass teljesen újat! A régi átalakítása nem megoldás, mert azon kívül, hogy a 10 fogú nem adja ki a kilenc fogút, egy oda-vissza hőkezeléssel is (vagy keménymarás CNC-én) kell számolni, ami miatt nem úsznád meg olcsóbban. Új esetében viszont a tengely furat (ricnyi vagy D-alak) elkészítése jelenthet otthon problémát.
Amennyiben mindenáron barkácsolni szeretnél; helyedben szereznék egy kilencfogú előgyártmányt, amibe beleültetném a tízfogú agyrészét...
lánckereket szeretnék, gyártani, vagy gyártatni, akár több darabot is. marogép adott, osztofej adott, de nem tudom hogyan kezdjek neki? nagyobb lánckerékből, kellene, csinálni kisebbet, gyári 10 fogasbol kellene 8-9 fogast, gondolom, ki kellene számolni, a kiosztást, amire szükség lenne. na ez nekem nem fog menni, mert ehhez tul proli vagyok. a lánckerék kismotorra kellene.
Ha elmész a Bauhaus áruházba, ott találsz készen lyuggatott, vagy expandált alumínium lemezeket körülbelül a te általad elgondolt méretekben. Sok egyebet találsz még, csak nézegetni kell. A komplettírozáshoz pedig egy szomszédbeli lakatosmester is meg tud felelni.
Sok kérdés megválaszolása rajtad múlna ám. Nem tudom mi a szakmád, de talán ötletelhetsz magad is, (bármi is a szakmád), hogy olcsón és könnyedén megúszd. Én elmennék az OBi, a Praktiker és a Bauhaus áruházakba körülnézni. Az ott található félkész termékekből mit lehetne összehozni. Olcsón és célszerűen.
Köszönöm, de ezeket az információkat nem nekem kellene tudnom, hanem annak, aki vállalkozna az elkészítésére. Azért írom úgy hogy ennek az elkészítésére valakinek vállalkoznia kellene, mert nehezen képzelem, hogy készen kapható lenne.
Semennyit, a keretnek kell elbírnia a háló súlyát, ellenállni a deformálódásnak és a szét-összeszereléseknek.
"magam sem értem mit akarsz csináltatni."
Színpadon lesz térelválasztó, semmit se akarunk csináltatni, azt keressük, milyen kb. fél méter hosszú, boltban kapható műanyag vagy könnyű fém vagy egyéb rudakból lehet összerakni és szétszedni gyorsan és kis helyen tárolni, biztonságosan szállítani.
Kulcskérdés, hogy idomok legyenek hozzá.
Egy kb. 2m magas és kb. 3m hosszú keret kell, első ötletként az alsó két sarokhoz tett kb. fél méteres talpat középen is kiegészítjük egy talppal és a két felső sarokból kap merevítő rudakat, hogy ne csavarodjon meg.
A toldók vagy idomok megléte, a rudakhoz pontos illeszkedése és biztos tartása a kulcs az eddigi elképzelések szerint,hogy a színpadon ne deformálódjon, csavarodjon meg a keret.
Valószínűleg gépészeti tapasztalattal rendelkezők ezt másként látják, pláne, hogy legalább két évet ki kell bírnia kb. ötven szét- és összeszerelési ciklussal.
Elsőnek sátor vázakat néztünk, de a könnyű és rövid alumínium vázakhoz nincs megfelelő toldó vagy sarokidom, az erős és jó idomok családi sátrakhoz készülnek, hosszú és nehéz sátorrudak tartoznak hozzá.
Leszedni a régi festéket fémtisztára, zsírtalanítani, alapozni, glettelni, csiszolni, glettelni, csiszolni, festeni.
Irigyellek, ha ez neked pikkpakk megy.
Egy csomó anyag meg eszköz kell hozzá, ami nekem nincs (pl. egy jó minőségű festékszóró), meg legalábbis az utóbbihoz a tippem szerint komoly gyakorlat is kell, hogy vállalható legyen az eredmény.
Nem találtam fórumot, de talán itt gyorsan kapok választ profiktól összecsukható, de erős vázra.
Egy 3x2 méteres fél centis lukú, hordozható hálót kell csinálni, ideális esetben a keretet 40-50 cm-es részekre lehessen szétszedni vagy hajtogatni, talán V alakú erősítéssel a biztonság kedvéért. (Két felső sarokból középre az alsó vízszintes csőhöz.)
Csövek és a merevítés is problémásnak tűnik, L és T idomokkal kellene őket összedugni az eddigi ötletek szerint.
Első javaslat 32mm-es PVC cső volt, hogy az mindent kibír, de mégse, a másik véglet, a sátortartó idomok nagyon drágák és speciális vágatú csöveket igényelnek, amik nehezek és hossszúak.
Hozzájutottam egy remek univerzális osztófejhez, sajnos elég ramaty állípotban van, be van állva rajta minden. Nagy nehezen sikerült szétszednem, szerencsére a kritikus részek rendben vannak, alig van kopás, de a házat több helyen durván kikezdte a rozsda. Jó lenne rozsdátlanítani, de újrafesteni nem akartam.
Helló! Vettem ASIST (FERM) asztali esztergát ,nagyobb tokmányt akarok rá tenni de nem jön le a régi! Esetleg van valami trükk? Lehet együtt van a főorsó a menesztő tárcsával? Ami nem hiszek mert ha csapágyat kell cserélni le kell venni a tárcsát! Kösz
Azt próbáljuk javasolni, hogy a menettel ne foglalkozz, hanem keress bármilyet, aminek a minősége jó, és aztán ha nem megfelelő a menet benne, hát alakítsd át, és kész.
Pneumatikához valókat, ami jó is lesz kenési pontokhoz menő csövekhez, ott gyakorlatilag nincs nyomás. Viszont a szivattyútól az elosztóig alighanem kicserélem rézcsőre és vágógyűrűs könyökökre, csak még találnom kell beszerzési helyet. ( Ki is durrantottam a hatos csövet az első próbán, mert nem vártam meg a dugattyúk visszatérését, és túl vadul pumpáltam. )
Nyomásfokozás szerintem itt nincs. Viszont az a cél, hogy gyors nyomáslökésre mozogjon mindkét dugattyú azaz menjen az olaj, míg a hullám után idővel álljon vissza a kiindulási helyzet. Ehhez valami kis áteresztésű rés kell, ami lehetővé teszi a lassú kiegyenlítődést eldugulás nélkül. Nos erre szolgálhat ez a "prellező" kis dugattyú.
Pontosan. Még annyi hogy a működéshez legalább 15 bar nyomás kell, a tehermentesítés az 0.7 bar ( bármit is jelent ) és valahol írták még, hogy két injektálás között legalább 1 percnek kell eltelni hogy vissza tudjanak állni az adagolók.
Nincs kar, az csak a szivattyún van. ( A szögletes doboz a karral. ) Ilyen dugattyús adagoló szerkezet az elosztó mindegyik ágában van, ezzel lehet egyedileg beállítani az olaj mennyiséget kenési pontonként.
Szerintem tud, máshogy nem tudna bejönni olaj. Viszont ha a rugó tolja a nagy dugattyút az nekiütközik a kis dugattyú végének és elzáródik a nagy furata, ezért nem jut olaj a nagy másik oldalára.
Azaz várjunk csak, ha elzáródik a furat, akkor menő a nyomás és eltolja a kis dugattyút, akkor kinyílik a furat és megszűnik a nyomás, és ez ismétlődik. Ez akár jó is lehetne, csak a kis dugattyú nem tolható nyomással vissza mert a másik oldalán is nyomás van. Az csak mechanikusan mozdítható, akkor viszont elzáródik a nagy furata... szóval még mindig nem értem.
Megnyomod a kart, összepréselődik odabent, majd elengeded a kart, a rugó odabent visszanyom mindent, ettől lecsökken odabent a nyomás, és az ajakos tömítés kinyílik, és maga mellett átengedi az olajat. Odabent megint lesz olaj, ami a következő pumpálásra megy ki.
Rejtvény: Központi olajozást szerelgetek a marógépemre, ahol Delimon zem 533 adagoló szelepeket használok (azt tudtam venni). Viszont nem bírtam rájönni a szelep működésére. Amit tudok: Elvileg az ütköző határozza meg az egy pumpálásra adagolt mennyiséget, azzal hogy mennyit engedi előre tolni a nagy dugattyút. Ezt még érteni vélem, megnyomom a pumpát, a bejövő olaj nyomása előre tolja a rugó ellenében mindkét dugattyút, és kimegy a kívánt mennyiségű olaj. Ezután mi történik? Lecsökken, vagy megszűnik a bemeneti nyomás, és a rugó visszatolja a dugattyúkat valahogy. Ok de hogyan? Hogy kerül a hengerbe egy új adag olaj, és az miért nem megy el a kimenetek felé? A pumpálás után a szivattyú felé nem megy olaj egy visszacsapó szelep miatt. Nem értem a kis gumi ajakos tömítés szerepét, és a két dugattyú közötti "szelep" szerepét. Lehet hogy ezen a szelepen szivárog át az olaj szép lassan?
A szerkezetről most csak külső képem van, illetve leskicceltem a belső felépítés lényegi részét.
Ezek a karboncsövek erősebbek mint az acél, de drágábbak mint az arany. Nyilván egy versenyautó más liga, a hétköznapi életben nem alternatíva teherviselő elemnek.
,,Hűha! Magam gyáva vagyok, nagyon nem mernék használni autó kormányműben, alu fogaskereket, ragasztott karbon csövet, és pláne nem alu bordás tengelyt. Ne vedd kötekedésnek, de szerintem ez veszélyes dolog.''
Pedig lehet ezt fokozni, az egész kerékfelfüggesztés ragaszott karbon csövekből van.
A második képen a felfele álló rúd végén (bent a kasztniban) van egyébként az az állítható titán stabilizátor rugó, amit az 51233.hsz.-ban mutattam.
Nem tudom hogy gyártják az alu rudakat. Alu rúdanyagból (60mm) levágott anyag. Online "vasudvarban" vettem. Meg is reklamáltam (kapok helyette másikat).
Nekem is nyeklett amíg sima karos volt. ( Ha megfordítottam a recézés előtolási irányát akkor vagy egy ujjnyit lemaradt a kar ) Ezért készítettem két támasztó lapot amik oldalról vezetik a karokat, nos azóta jobban használható a recézőm.
Ilyennel találkozott már valaki? Esztergáltam egy alu alkatrészt, és az utolsó simításoknál vettem észre, hogy belül el van repedve az anyag. Már plusz 1mm-t kiszedtem, de nem tűnt el a repedés. A külső átmérőn nem látszik semmi.
Az érdekes még, hogy a repedés szabályosnak tűnik. Olyan parabola alakú.
Tényleg nagyon igényes, de szerintem nem olyan jó konstrukció, kicsit túl van gondolva. Ennek önbeállónal kéne lennie, de nehezen tudom elképzelni, hogy az a fecskefarkas vezeték nem feszül be. A szokásos csuklós mechanizmus nem csak egyszerűbb, de jobb is.
Nem én vagyok a legélesebb kés a fiókban, de esetleg az nem megoldható hogy ezt a háromszög hasábot esztergába fogod, és a végét leesztergálod egy akkora átmérőre ami még éppen kitisztul (legkisebb beírható kör), aztán fordítás, és a frissen esztergált felületet fogod be a tokmányba.
Ezzel így magában nem a súlypontban lesz a forgáspont, de nem is biztos hogy az szükséges?
Egyszerű szíjhajtásos köszörű 300W-os ipari varrógépmotorral - fix. Csinált elé egy szánszerkezetet full keményfából, amire szögben felfogatható a kés. A keresztirányú pozíció támasztócsavarokkal finoman beállítható - egyébként ez is fix (durván azért egyben állítható a köszörűhöz képest a cucc, hogy a kő kopásának utána lehessen menni). Elég nagy, de jól definiált (kb. 3...4 tized) keresztirányú kotyogása van a szánnak. A kőtől elfele feszítve a kocsit a támasztócsavarokkal be kell állítani, hogy majdnem vigyen a késből (érintő), utána a kő felé terelve, lehetőleg egyenletes hosszirányú mozgatással amíg visz... Egy késgarnitúrán belül a támasztó csavarokhoz nincs hozzányúlva. Keresztirányban palásttal köszörül, ezért a hátlap kicsit íves, de ez a használat során nem zavaró (legalább könnyebb lefenni a sorját).
Egy a háromszög sarkaira passzoló kétoldalas "sapkát" esztergálnék valami vaspogácsából. A "válaszfalába" valahova közel a kerülethez tennék egy átmenő furatot, amiben egy behelyezett csappal lehet a háromszög oldalára tájolni, valamint egy másik átmenőt is a pozícióba, ami későbbiekben mint fúrópersely funkcionálna. Gyk. egy szimmetrikus kétoldalas fúrókészülék.
Csakhogy a gyűrű nem köré írt kör hanem a legkisebb gyűrű aminek jó helyen van a közepe, ahogy írtam kell egy pár hernyócsavar meg betét vas darabok amivel jusztírozni kell.
Köszönöm a figyelem felhívást, de erre én is gondoltam. A csuszkához rögzített, félbevágott PVC csővel takarnám a sínt. A köszörűmhöz használok porelszívást amúgy is. A legutolsó érvem: talán 5 éve is van, hogy kést köszörültettem, szóval normál esetben nem sokat lesz használva :-) Az ilyenkor szokásosan felmerülő kérdésre, hogy akkor meg minek?- mert szeretek mindent magam megoldani :-)
Köszönöm a jó ötleteket, majd kibontom/megnézem otthon a vasamat.
Mit szóltok a szerszámköszörű munkaútjának, lineáris sínnel való hosszabbításához és tulajdonképpen nem is kéne túlbonyolítani ezt a háromszög állíthatóságot, hanem csak megfelelő szögben rögzíteni a csuszkákhoz?!
Ti hogy köszörültök otthon gyalukést?
Én egy asztalosnál olyant is láttam, hogy egy leharcolt esztergagép késtartója helyére rögzítette a gyalukést, egy Tescos asztali köszörű rögzítve a gépágyhoz.
Mi lenne, ha nem gyűrűt, hanem egy "sapkát" tehát befenekelt gyűrűt esztergálnék. Mint a svájci sapka bóbitája, csappal a végén. Ezt rádugni a hasábra, a végéhez hozzá lehetne csavarozni és utána a gyűrű részét leesztergálni, mert az útba lenne. Ezzel az a baj, hogy ez csak egyenlő oldalú háromszög esetén működik, az enyém meg szerintem nem az?!
Én először felszerkeszteném a két végén a furatok helyét rajztűvel, bepontoznám, majd mindkét végére fúrnék a fúrógépen egy-egy, mondjuk 2 mm átmérőjű központosító furatot (a hengeres rész lenne 2 mm), a lehetőségekhez mérten az élekkel párhuzamos tengely mentén.
Ez után az esztergába befognék két csúcsot (egy forgót a szegnyeregbe, egy fixet a tokmányba), közé pedig a háromszög alakú rudat. Ez után a keresztszánra feltennék egy függőleges T-hornyú lapot, pl a magassági szánt, a háromszög egyik oldalához közelíteném (a tokmányhoz minél közelebb), majd a hasábot hozzáfognám a marógépen használt kengyelekkel.
Kilazítanám a szegnyereg rögzítő csavarját, a hosszanti szánnal eltolnám az egészet a szegnyereggel együtt, befognám a fúrót a tokmányba, majd a hosszanti szánt és a már rögzített szegnyereg orsóját EGYSZERRE működtetve fúrnék.
Amikor kész, akkor megismételném az egészet (a a központba állítással együtt), a már kialakított furatot használva a szegnyeregnél központosításra.
Köszönöm! Megfelelő oszlopos fúrógép lenne hozzá, de a megfelelő/merev megtámasztást azért sok munkának érzem. Megmérem majd milyen a hasábom, mert ma nem fértem hozzá, csak ránéztem.
Faipari gyalugép kés lenne hozzácsavarozva élezés céljából. Fordítani a megfelelő szögbeállítás miatt kéne. Ez az egész a szerszámköszörű asztalához lenne hozzáfogatva. A szerszámköszörű feje nem dönthető, tehát a köszörülendő tárgyat kell megfelelő szögbe beállítanom. Hogy tovább bonyolítsam a helyzetet. A szerszámköszörűn csak 300mm-t lehet köszörülni, a gyalukés 400mm. Ma bontottam a MÉH telepen, elég nagy keresztmetszetű lineáris sínt 2db csuszkával (elnézést, de nem tudom mi ennek a rendes neve) és erre fogatnám fel a gyalukést tartó hasábot és akkor már "akármilyen" hosszú kést megtudnék köszörülni rajt. Ha viszont ezt továbbgondolom, akkor nem is kellene az állíthatósággal foglalkoznom, hisz csak egyszer kellene megfelelő szögbe (pl. alátétlemezekkel) felcsavarozni a hasábot a lineáris sín csuszkáira. A gyalukés élszöge adott.
Hát, nekem van egy oszlopos fúrógépem, a földön áll, és a gép maga normál emberi magasságban van, szerintem minimum 1200mm-t alá lehetne tenni egy ilyennek. Ez tök alap ezeknél.
A megtámasztásnál pedig egyszer alkalmaznék ütközőt a gép asztalán/lábán, és még egyet a felső vég közelében, olyat, ami a géposzlophoz van rögzítve. Ez így elég merev tudhat lenni, de komoly figyelmet kell rá fordítani.
Első ötletem: esztergálnék két gyűrűt amik illeszkednek a hasábod két végére. ( Esetleg ha lehet akkor két tárcsát is fel lehet csavarozni a végére). A gyűrűket hernyócsavarokkal fa ékkel stb lehet rögzíteni és pozícionálni. Majd egyik végét tokmánnyal megfogni és bábbal megtámasztani a másik végét. azután lehet fúrni, majd átfordítani.
Második: Szánra átéttel és mindenféle ideiglenes bigyóval ( menetes szárak, vasdarabok, asztalos szorító, biciklilánc stb ) pozícióba felfogni, majd esztergatokmányba fogott fúróval megfúrni. Ezután egy acél tüske a furatba, majd azt megfogva óvatosan megforgatva lehet központozni és megfúrni a szabad véget.
A fúrógép gondolom oszlopos. Legalábbis az kéne hozzá.
Felállítod alá a hasábot, és a pozícióhoz a hasáb két függőleges lapját megtámasztod stabilan az oszlopos fúrógépen valamilyen merev készülékkel.
Különös gondot kell fordítani a merevségre, merőlegességre, és arra, hogy ha egy általános háromszög a hasáb keresztmetszete, akkor hova pozicionálod a furatot.
Ha legalább egyenlő szárú a háromszög, akkor a két egyforma oldalt kell megtámasztani, és akkor a hasáb hosszanti átfordításakor (amikor a másik véget akarod megfúrni) nincs gondod.
Az igazán komoly gond akkor van, ha a keresztmetszeted teljesen általános háromszög, mert akkor a furat pozicionálása tükörkép kell legyen a két végen, amit nagyon nehéz lesz pontosan pozicionálni. Ahhoz egy olyan támasztókészülék kell, ami két, egymásba támaszkodó darabból áll, és amikor a hasábot fejre fordítod, akkor a támasztó belső darabját is fejre fordítod, így átpozicionálja a furatot az előzővel egy tengelybe.
Ez az átforduló támaszték kell hozza az aszimmetrikus támasztást belül, és egy szimmetrikus támasztást kívül.
~600mm hosszú, ~70mm oldalú háromszög (de nem egyenlő oldalú) öntvény hasáb két végébe kellene, átm.~14mm-es csapot tenni. A két csapnak vonalban kéne lenni és ezen csapok körül forgatva, kellene a háromszög hasábot különböző szögekben beállítani. Rendelkezésre álló eszközök: eszterga, fúrógép.
Bocs, valóban. Van egy másik ugyanilyen videó, azon nincs ez a fícsör.
Ettől függetlenül, ez az eszköz nem csinál semmit a lakatanyával - szóval jó ez az E2N-re is.
Szerintem egy olyasmi elektronikus vezérorsója lehet neki is, mint amit én is mutattam egyszer itt korábban. Az biztos, hogy nem egy CNC eszterga ez, mert ahhoz felesleges ilyet használni.
Itt jobban látszik, nem könyökemelő hanem egy bütyök tolja előre a kést. Tök egyszerű megoldás, kicsi, kompakt, és elég stabilnak látszik. https://www.youtube.com/watch?v=MIc10jhrc-A
Szvsz egy könyök emelővel tolja előre kézzel a kést, és alul az ütköző billenti vissza az emelőt, és rugó rántja vissza a kést. A szán vagy lakat anya oldással, menetórával jön vissza, vagy van vezérorsó irányváltás ahogy ez egyes TOS esztergákon is van.
Igen. Ez az ELADÁSRA készült tervezés/gyártás. A röngengépeim még 25 év után is működnek, onnan tudom, hogy tanácsot kérnek korszerűsítésre. Vegyen újat, digitális detektort adunk hozzá. Érdekes, a röntgencső olyan mint amikor feltalálták. Mint a csokifagyi. Már fordulok is ki, ha meglátom a színét. Kérem, az kakaós fagyi, nem csoki.
Erről jut eszembe, kb 20 éve már, vizsgára vittem az MTZ-50-est. Meg volt a vizsga, minden rendben, indulok haza és a kormány a kezemben maradt. Egy csillagkulccsal kormányoztam haza az MTZ-t. Azután visszahegesztettem a kormánykerék küllőit, és ronggyal jól betekertem. Úgy adtam el 7 éve.
A tervezésről. És a túlméretezésről. Pl. egy szék esetében mi lehet a gond. a gond az, ha pl. elosztod a kb. 150 kilót négy lábra. És ha billeg az illető, akkor összerogyhat? NEM. 1 lábra legalább 120kg tömeg! Ha tartósat akarsz.
Én se tartanám jó ötletnek, ha nem számítana minden gramm.
És nem veszem kötekedésnek, nem én terveztem.
De azért ez nem egy sufnituning. Van egy sok-sok száz oldalas szabálykönyv, hogy mit szabad és mit nem, részletes tervezési és tesztelési előírásokkal, amit szigorúan ellenőriznek. Az alkatrészek pontosan méretezve, a terhelések számítógépen szimulálva vannak. A kész alkatrészek méréses stresszteszten esnek át stb stb.
Hűha! Magam gyáva vagyok, nagyon nem mernék használni autó kormányműben, alu fogaskereket, ragasztott karbon csövet, és pláne nem alu bordás tengelyt. Ne vedd kötekedésnek, de szerintem ez veszélyes dolog.
Köszi, de ahogy mondtam, csak a bordázás (javítása), amit mi csináltunk.
,,Jönnének a kérdések , anyag ,hőkezelés ,van e hőkezelés utáni megmunkálás .''
Alumínium, nincs hőkezelés.
,,De szép munka , egyedi ? Nem kapható készen ?''
Egyedi tervezés, nem kapható. Egy autó kormánymechanizmus része. Egy karbon csőbe lesz (jelen idő szerint: van) beragasztva, azért van homokszórva a két illesztőperem közötti rész. A cső másik végén van a kormánykerék. (Legalábbis azt hiszem).
Elsőre valóban ezt mondaná az elmélet, de a gyakorlat az, hogy az átmérő mindegy, a recéző beletalál az előző kör rovátkáiba és szépen kiegyenlíti az átmérő különbséget. Le tudomnám számolásokkal is vezetni, hogy miért van ez így, de inkább eltekintek ettől.
Ne tekintsünk el, mert ez az igazán érdekes a dologban. Ugyanis ez rokon helyzet a fogaskerék modullal. A "beletalál" egy esetben képzelhető el, ha kicsi a "modul" különbség, azaz 1 tized körül kell beletalálni, akkor elhiszem. De akkor is lesz egy rece, ami nagyobb méretű, mert nem az összes rece lesz 1-2%-kal kisebb/nagyobb, hanem csak az utolsó. Ha fél fogtávolság van, akkor ott nem fogsz beletalálni.
Az általad leírt jelenség inkább az lehet, hogy a sok rece miatt egy rakás átmérőre pontos a recéző, jóval többre nagyon kicsi eltéréssel jó -- és ilyenkor "talál bele" --, de lesz egy rakás átmérő, mondjuk 11,75 mm, amire piszokul nem jó. (Az érték csak ex-has, példaképp említve)
Némileg kapcsolódik, hogy épp a múlt héten kellett egy ilyet csinálnunk - pontosabban javítanunk a fiammal:
A CNC-s szakember megcsinálta szépen a bordástengelyt, csak éppen rövidek lettek a bordák, és a mélységet se sikerült eltalálni, egyáltalán nem ment rá a fogaskerék.
Ilyenkor az ember előveszi az 50 éves technológiát és kijavítja amit a CNCs guru (ez nem a CNC guru!!!) elcseszett.
Kicsit egyszerűbb lett volna, ha nem javítani kell, hanem nulláról megcsinálni. Marha keserves volt a marógép asztalán feküdve nagyítóval ráálni a már meglévő barázdára.