A topicot azért nyitottam, mert abszolut kezdő révén, most jött el az az idő életemben, amikor szükségem lenne hegesztői tudásra és gyakorlatra.
Ebből eredően az az ötletem támadt, hogy ezen a fórumon on-line tárgyalhatnánk a hegesztést érintő kérdéseket, ötleteket, mindenféle témákat.
Ha arra a plazmás Tucanara gondolsz amilyen nekem is van, akkor Kb.25cm széles 45cm magas(fogantyúval) és kb 56 cm hosszal kell számolni. Megmértem +-1cm.
Tucana-ban eddig nem gondolkoztam, de nem kizárt, hogy érdekelhet. Már meghirdettem a gépet, ezért várnék néhány napot. Egy-az egyben cserére gondoltál?
De vigyük át ezt a témát a másik topikra, mert kikapunk.
Azért a két BLM többe lenne, mint a Kombi Stahlwerk.
De nem vagyok nagyon meggyőződve, hogy váltanom kellene. Nagyon jó gép a Smart AC/DC. Lehet, próbaképpen meghirdetem, ha lesz rá vevő, akkor eladom. Ha nem kapnék érte eleget, akkor megmarad. Beszámíttatni nem szeretném, mert olyan nevetséges árakat mondanak ilyenkor a kereskedők, hogy nem tudom, hogy sírjak, vagy nevessek. A Stahlwerk-et használják az ismeretségi körömben ipari körülmények között is, jól megállja a helyét.
És ott van még a spéci, méretre készült hegesztőkocsi is hozzá. Azt is sajnálnám elkótyavetyélni. A Stahlwerknek ez keskeny lenne.
Ja, szerintem hozaganyagnak tuti vastag lesz a szokásos 2-es awi pálca, én szereznék valahonnan (ismerős, vagy hegesztő műhely a környéken) 2-3m 1-es vagy 0,8-as co huzalt. Azt darabolnám olyan 50 centisre, és azt használnám. kevesebb hőbevitel .. kasztni azért vékony anyag, 1-es szokott lenni vagy 0,8-as, max 1,5-es ha valami tartóelem.
Rákeresel a Heg-Men Bt-re (ők csinálnak TÜV minősítést sok helyen országszerte) és megkérdezed hogy a következő minősítésükbe hol, és hogy tudnál beleférni.
Nem biztos hogy kell neked 1 hetes tanfolyam, ha megy az amire minősíttetni akarod magad.
Teljesen uj vagyok ezen a forumon. Nagyon sok jo es erdekes hozzaszolast olvastam. Tudna valaki az egy hetes minositett hegeszto tanfolyamokrol mondani valamit, hogy Bp hol van ilyen? Velemeny? Nekem 111 es 135 TUV kellenne.
Ezt szerintem nem nekem szántad, hanem egyel lejjebb. :)
Ma végre minden összeállt a hegesztőhöz, úgyhogy ki tudtam próbálni. 100A-nál még nem verte le a 16-os biztosítékot. Feljebb egyelőre nem akartam menni. Az első amit meg kéne oldanom az némi karosszéria munka az autómon. Azt hiszem nem lesz egyszerű dolgom a vékony lemezekkel így elsőre... Jövő héten megy fényezőhöz a kocsi, úgyhogy addig meg kell lennie. (karosszérialakatos elég hanyag munkát végzett)
Ezzel kapcsolatban minden tanácsot szívesen fogadok! :)
Jelenleg 2,4-es lila színjelölésű wolframelektródám 2-es pálcám és 9mm átmérőjű gázterelőm van, de ha jól gondolom nem ártana beszereznem egy 1,6-os wolframelektródát és 1,6-os vagy 1-es pálcát, valamint 6mm átmérőjű gázterelőt.
Majdnem egy éve írtam ide. Az óta nem nagyon volt előrelépés hegesztő ügyben. Anyagiak, időhiány stb... De mivel úgy alakultak a dolgok, hogy sürgősen kell egy gép és 1-2 héten belül meg kell oldanom vele a saját gondjaim, ezért múlt héten megrendeltem ezt:
Mikor ide írtam, ez volt az egyik, amit maseratisti ajanlott. Remélem nem döntöttem rosszul. :) Ma megyek érte. Az még kérdéses, hogy leveri-e a 16os automatát. Remélem nem...
A vezetőre (réz) értendő, csak nem átmérőben hanem területben. A körkeresztmetszetű vezető területe 16, vagy 25 mm2, azaz előbbi 4,5 mm, míg utóbbi 5,65 mm átérő. (csak a vezető) az hogy a szigetelés mekkora rajta az gyártónként eltérő.
Kis einhell trafómon elégett a vezeték a burkolat és a tekercs közt. Itt kapja a legnagyobb strapát azért éghetett el vagy számíthatok rá, hogy újra kötve is el fog égni-törni máshol is?
Milyen átmérőjü kábelt kell szereznem hozzá? Max 2,5ös pálcát visz el a trafó. Boltban kérdeztem 16.osat és 25öset emlegetnek. Ez teljes átmérőre értendő ugye? Nem a benti vezetőre.
És szerelnek (Mazda RX8). A probléma pont a tömítőéleknél adódik. Nem sikerül megoldani a tömítést az éleknél. A nagy nyomásnál kifúj mellette. Kvázi nagy fogyasztás.
mma inverter hegesztőt szeretnék vásárolni. Ház körüli munkákra kellene, max 50ezer forintig.
Láttam, hogy a blm 1600at részesítitek előnybe. A kérdésem az lenne, hogy mennyivel jobb, mivel tud többet mint egy alfaweld mma? Alfaweld kijelzős, 2 év garival adják és olcsóbb is valamennyivel. Megis inkább a blm 1600at válasszam?
Igen! ez egy Savkel gyártmányú 440ccm 30 lóerős,belső olaj/lég hűtésű(a dugó belül üreges és ott is kering az olaj) wankel motor.Egy izraeli katonai kétéltűből(kroko) nyertem ki egy német bontóban.Egy kispolszkiba akartam belemókolni,ment is volna a dolog, de a beépítési,szerkezeti engedélyek, környezetvédelmi vizsgálatok(mert 2üteműnek számítanak) és egyéb bürokráciába belefáradtam, és ez lett belőle.
Hát azért van másnak is .( igaz csak a padláson.Szebb időkre vár)Őkelme ifjukorában Sachs néven fűnyiróként müködött.Később rájöhettek hogy életképtelen mert a vizszintes üzem miatt a háromszög nagy sulya miatt eszi a gyürüket.
A legbüszkébb viszont erre vagyok.Nagyon kevés autó és motorszerelőnek adatott meg ez a dolog hogy egy ilyen gépet lásson belülről, nemhogy átalakítson és felujítson kívül-belül üzemképessé téve.
A BME-en van kiállítva.Remélem kitaláljátok hogy mi ez?
az erdeti motor:
A másik fórumon rakok fel linket ahol a képek vannak a szerelésről ha valakit érdekel.
Az első tanult szakmám a Fűtésszerelő volt.Majd németben,és a kivárás közben Tengizben awiztam.
Otthon, fiatal koromtól motorkerékpárokat javítok,és közekedésgépészeti szakközepet is végeztem hogy neve legyen a gyereknek.Hobbi szinten vállalok sérült, vagy motorhibás motorkerékpárokat javítani havonta úgy 2-3 db-ot.Van egy elég jól felszerelt műhelyem.Főállásban egy erőműben dolgozok,de ott is a hegesztések és motorok közelében.
Pl:18 hengeres gázmotor ami hőt és áramot is szolgáltat.
Az új fajta vágópuska lehet hogy nem jól érintkezik a régebbi markolatokkal.Nálunk volt olyan probléma a melóhelyen hogy a hollandernél állandóan belobbant.másféle a tömítése.Az ujnak talánkúpos a régi meg gumi tömítéses.Lehet hogy ott lesz a bibi hogy nem ér be rendesen a markolatba.Vedd le a fejet hogy a fúvókához hozzáférjél fogd be a lukat rajta nyisd rá a vágóoxigént és nézd meg nem ereszt-e valahol.
Ha meg begyujtod az általad szerint beállítod(mert az úgy kell ahogy leírod) és rányitod a vágóoxigént a láng rőzsében látni kell a vágóoxigén sotétebb csőszerű fúvását.
Üdv !
Megnéztem a képeket ,olyan van amit újnak írsz ,tehát nem toldi,és nem is az amin van plusz oxigén tekerő.
Próbáltam úgy hogy nincs begyujtva:Ha kinyitom a vágó oxigén csapját érezni,hogy fúj jobban ,de ez begyújtva nagyon lagymatag ,nem süvít.
Tehát mégegyszer : A vágo oxigén csapja zárt állapotban ,begyujtom és a markolat oxigénnel semlegessé teszem ,ezek utan kinyitom a vágo oxigent teljesen es ismet semleges langot alitok ,majd elzarom a vago oxigent.
Ezek utan ha kinyitom a vago oxigent süvítenie kene ,pl 10 es lemezt max 10 mp hevites után szélétöl kezdve át kéne fújja simán de ez csak olvassza, miben lehet a baj?
1 es fuvoka van benne ami elvileg lv 30 ig jó
Nem is az a baj hogy ez ilyen, az a baj, hogy ezek az einhellek, TIP-ek, Güdék ugyanezzel az előtolóval ma 80-90-ért mennek, és használtan is ritkán mennek 50 alatt.
Gorillába, alfawelde meg valahogy ugyanebben a 90-es árba mégiscsak belefér egy tisztességesebb előtoló, méretesebb motorral.
Nem tudom, nekem valahol ez lenne a minimum egy einhellnél is, de úgy látszik ott nem fér az árba :-(
Nekem is csak ilyen kispalackos "riadó" autogén szerelésem van csak.Alkalmi fűtés átalakításokhoz ujkazán bekötéshez,valamit kimelegíteni dolgokat,rézzel forrasztani ahhoz jó.A töltése persze drágább ha átvetítjük az árát a nyagyobb palackra.De a kispolszkimba faszául belefér,egyszemélyes. meg oxigént tudok melóból átfejteni nagyobb palackból.Így csak jófomán a dissous a költség.Így is több évig kitart.
Nekem egyszerű van benne MM-101-es jelőlésű.Lehetne-e valami komolyabbat beletenni nagyobb átalakítás nélkül.Nem ponhegesztésre meg ilyen-olyan szakaszos hókuszpók hegesztésre gondolok, hanam pl:gáz elő-és utánfolyás, visszaégés hossz állítás, netán pulse az alu miatt.Mert alut nyomtam vele aztán mindig csonkra visszaégett az áramátadóba.
Nem értek hozzá azért kérdezem, de ezek a "Bakony művek"előtolók szénkefés kommutátoros állandó mágnesű motorok?Mert az esetleges szénkefe csere miatt igen csak szétkéne feszegetni ahogy megfigyeltem.
Milyen élettartalmú motorok ezek? Mert egy Zsigába a bontóig elmegy.
De azok nem a barkácsáruházas gépek voltak.Kifejezetten idézőjelbe tettem a barkács szót. Nyilván egy 30-40 ezres gép árába nem fér bele ennél drágább motor.
Nem vicc! A kinai alkatrészekből készült "barkácsgépben " ezek vannak.A magyar gyártók meg előszeretettel használták a Bakony Művek Zsiguli ablaktörlő motorját .Ez már nem a barkács kategória .De mindenki azt használja ami a piacon nagy tömegben beszerezhető. Kinában az ,nálunk ez.
Namost azt a motort nem kell szidni.Szinte minden hajszáritóban ,és noném akkus furógépben ez van. Egy barkácsgépben tökéletes. És van a MÉH telepeken kilószám.
"Van egy Varga vágó puskám(új) .Az a problémám,hogy begyújtom semlegessé teszem a lángot,ráadom a vágó oxigént gáz dús lesz ugye...ezt is beállítom semlegesre ,elzárom a vágó oxigént."
Igen ezt a varga pisztolynál így kell csinálni.
A Toldinál nem kell a vágóoxigén ráadásakor ujra semleges lángot állítani mert az más úton teszi rá a vágóoxigént.
Begyujtás nélkül próbáltad a vágóoxigént .hogy rendesen a középső fúvókán jön ki?Letekered a fejet és megnézed hogy a fúvóka kúpos tömítésénél enged-e.
A régi vargákon van vágóoxigén mennyiség változtató tekerőkerék, az is nézd meg.Az ujabb puskákon már csak egy talán 10 kulcsal kicsavarható tűszelep van.
Csak azért kérdezem mert nekem is tervben, hogy elvégzem a tanfolyamot, de iskolát még választottam. Az tény, hogy olyat kell választani ahol meg is tanulod és nem csak papírt kapsz.
Én tavaly mezőgazdasági képzést végeztem el úgy......szóval 1általán nem foglalkoztak vele, hogy mit tudsz vagy mit nem, még gyakorlati helyet sem biztosítottak jelszóval jobb neked ha magad oldod meg. :) Kicsengetted a pénzt, leigazoltad a gyakorlatot, a végén segítséggel (vagy volt aki helyett a gyakorlatot a vizsgáztató emberke végezte mintha oktatna) levizsgáztál és megkaptad a bizonyítványt. Oké, ahhoz egyébként is értettem csak kellett róla a papír, viszont voltak ott olyanok is akik azt se tudták eszik vagy isszák, de a végén a bizonyítvány a kezükbe került nekik is. Ha utána megpróbáltak elhelyezkedni akkor meg jött gondolom a felismerés, hogy mennyire hiányos is a tudásuk.
Nem nevezném meg az iskolát, de én hozzájuk biztos nem megyek többet. Közel 200ezerért kaptam egy OKJ-s bizonyítványt, de igazából tudást nem sokat, gyakorlatot pedig semmit.
Visszatérve a hegesztéshez....
Kár, hogy nem írnak árakat......egyébként melyik változattal könnyebb elhelyezkedni? (Bevont, fogyó vagy láng?)
Üdv. Van egy Varga vágó puskám(új) .Az a problémám,hogy begyújtom semlegessé teszem a lángot,ráadom a vágó oxigént gáz dús lesz ugye...ezt is beállítom semlegesre ,elzárom a vágó oxigént.Elkezdem melegíteni az anyagot rá nyitom a vágóoxigént de semmi se történik nem fújja át,sőt amikor rányitom a vágó oxigént mintha még lágyabb lenne a hangja nem süvít!
Én csinálok rosszul valamit vagy esetleg hibás a markolat reduktor... ?
Bocs hogy ide is kirakom de eladó az ESAB Caddy MIG c200i típusú inverteres hegesztőm aki esetleg érdekel az itt is megtalál.Tipp topp hibátlan állapotban van,akit érdekel annak tudok fényképeket küldeni.Nem boncolgatom hogy mit tud a gép aki itt olvasgat az tisztába van vele!
45 fokra célszeru mert magaba foglalja a harant,es fuggo poziciot,anyagvastagsagnal felfele 2 szerese lefele fele tehat : 8 as falvastagsag az 4-16mm ig jo ,de sztem ez az átmérőre is így van bar az nem 100% Tehat egy 120 as cső talan jo tartomanyba esik de azt az awisok jobban tudjak majd
Sziasztok! Meg szeretném csinálni a minősítést AWI-val csőre. Kérdésem lenne, hogy mindenhol ahol kérnek csőre minősítést, csakis 45 fokra kérnek, vagy ez változó? Vagy kimondottan csak 45 fokos cső minősítést lehet tenni? (mert ilyenről is allottam már). További kérdésem, hogy milyen átmérőre ill. anyagvastagságú csőre érdemes? Előre is köszönöm a válaszokat, ha kapnék rá, sokat segítenétek nekem.
Üdv.
Markolo kanál aljára kellene majd kopólemezt hegesztenem.Gondolom Hardoxot fognak hozni.
Kérdésem hogy a két lemez összehegesztésére akkor hardox huzal is kellene vagy jo a sima tömör huzal?Illetve jó hozzá a Co2 gáz? Előmelegítés anyagvastagság fügvényében úgy mint a szerkezeti acéloknál?
Ahogy maseratisti is írta, a sztávnál én minősítést csináltam monduk nem tanfolyamot, de jó fejek, jók a tanárok is. Ezt így előre amúgy elég nehéz megjósolni milyen lesz egy tanfolyam sajna. Én a kecskeméti fősulin csináltam a tanfolyamot, az szuper volt, de ma már úgy tudom megszűnt ez a lehetőség ott.
Illetve a http://gransol.hu/ - n van péntek délután és szombati nap. A péntek délutánt megtudom oldani szóval így szerinted megfelelő lenne? Mondjuk call centerben vagyok, tehát van lehetőség délután idő előtt lelépni és másnap bepótolni, akár a többi napon is, de ne szeretném túlvállalni magamat. :)
Az a baj, hogy dolgozok és nem tudok hét közben tanfolyamra járni. Honnan tudom, hogy lehúzós lesz a cég? Illetve ha szombaton van a tanfolyam, akkor semmi esély rá, hogy megtanuljam? Tudnál ajánlani olyan céget aki nem lehúzós? Köszi.
Neki bátran, csak arra készülj fel heti egy napban, 11 hónap alatt nagyon alapszint lesz a végére is, az édeskevés jo melohoz. De ha balszerencséd lesz és kifogsz egy lehúzós sulit, úgy fogsz járni mint innen is sajna jópáran, befizették a lovét, bejártak, aztán kilépve a piacra látván mire elég, ma már teljesen mást csinálnak. Szóval okosan.
Szeretnék elkezdeni egy OKJ-s tanfolyamot. Szombaton vannak az órák és 11 hónapig tart. 330 000 HUF az ára. Véleményeket és tanácsokat kérek, hogy 37 évesen - huszonévesnek nézek ki :) - nekivághatok ennek? Tetszik nagyon a szakma. Köszi.
Van egy ESAB Buddy ARC 180 hegesztom, iv hegeszteskor random elkezdi frocskolni a pacat, valamikor 3 cm varrat utan valamikor fel pacat elhegesztem utanna, nagyon valtozo. Probaltam mas anyaggal pacaval kb ugyanezt csinalja. Mi lehet a hiba?? Valaki talalkozot mar ezzel a problemaval? Udv
A leg alapabb Tip gépeket is 40-60 ezrekér akarják adni,akkor én már azt mondom hogy egy új garis magyar gépet kell választani,max egy jó állapotú használt ami jó áron van.
Faternak is Tip van de azért az már nem az alap hanem a 200-as.
Annó sokat hegesztettem vele,10-en éve megvan,nem volt még vele baj.
Nálam több mint 15 évet kihúzott egy Einhell co gép(a havaromnál még mindig megy)hiba nélkül.Szerintem abban is ilyen motor volt.A mostani formig gépem azért nagyságrendel jobb.
Nemrég hozzájutottam egy hobbi Co-s hegesztőhöz, szépen dolgoztam is vele, végre jól be tudtam lőni a huzaltolás sebességét, már nem gyűrte be a huzalt sem, mikor elkezdte azt játszani a hegesztő,hogy nem szép varratokat készít hanem "hólyagos varratokat". Furcsa a hangja is ekkor az ívnek, nem a megszokott szép szercsegő hang,hanem hangosabb, durvább. Holnap fotót is teszek fel róla. Én arra gondoltam,hogy valamilyen szabályzó adhatta be a kulcsot, mert számomra olyan tüneteket produkál,mintha túlzottan magas lenne az áramerősség.
Megjegyzés: nemrér (1 hónapja) cseréltem rajta áramátadó fúvokát. Csere után nem csinálta sokáig. Hegeszteni pedig úgy hegesztettem,hogy mindig hagytam szünetet két hegesztés között.
A lánghegesztéssel próbálkoznék. régebben tanultam, de már sok mindent felejtettem. A PB-vel való hegesztésről találnék valahol ismertetőt? A mostani kérdésem lenne, hogy az acetilén készlet alkalmas-e rá? Tudom, nyomás szabályzót a PB palackra vennem kell, de a többi cucc megfelel-e?
Üdv Urak. Ezt bedobtam a másik forumba is. Új vagyok itt. Hobbi masina iránt érdeklődők. Apám 80 kilós 320 as 30 éves trafojaval összeraktam egy hasító kúpos favágó gép állványát. Megszenvedtem vele, nem megy ez nekem. Nem rég vettem egy hobbi telket kis házzal, egyebek. Szóval van munka, ami kikapcsol. Ugyanakkor látom a neten, hogy ilyen vállra vehető masinakkal szinte rajzolnak. Minimális igenyeim vannak, csak a ház körüli melóra korlátozódik. Kérdésem : Kell e nekem inverteres 120as gorilla mobil trafó vagy elég egy szimpla a feléért? Kösz!
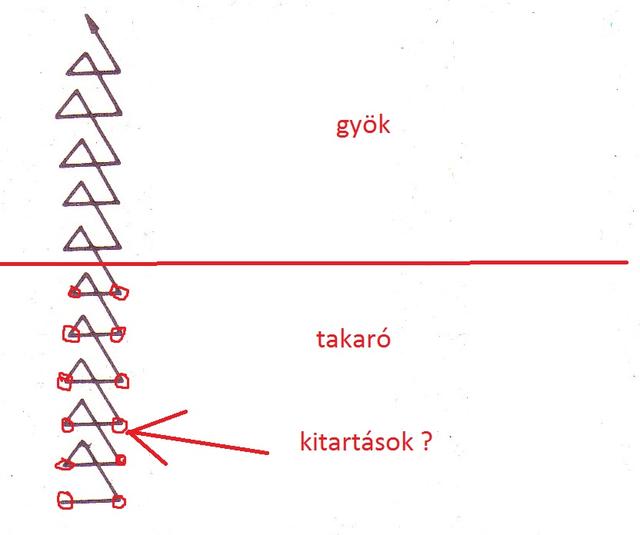
A gyököt így gondoltam, a takarónál meg csak jobbra balra boltívesen, mert ha azt is háromszögelve próbálod akkor nehezebb laposabb varratot.
A fej feletti saroknál én húzni szoktam a gyököt, de úgy mint elektródánál szokás kicsit meghúzom majd az ívvel vissza tolom a hegfürdőt. Persze itt elég kis mozdulatokra kell gondolni, amolyan pulzálás jellegű 1 mm előre hátra, miközben húzom. Na nem tudom ez érthető volt-e, de nem tudom jobban elmagyarázni. Nekem így sikerül egyenletes gyököt csinálnom. A takaró sorokat tolom. Ez meg kb olyan mint harántnál szépen lentről felfelé építem a sorokat 50% átfedéssel.
Én így csinálom, de lehet van valakinek tutibb tippje.
Aki nem használ frisslevegős pajzsot (pld nekem sem telik rá pillanatnyilag) annak jó alternatíva az ESAB légzésvédői.
A szürke 8020CV-as széria P2-es védelmi szint, tehát a 3M 9925-ösnek megfelelő, viszont a narancssárga az még ennél is komolyabb P3 védelmi szinttel rendelkezik hegesztési gőzök ellen. Ez a 8030v széria. Én eddig a szürke 8020 CV Filtair Pro-t próbáltam (a 8030v P3-ból rendeltem a hatvani SKIZ-nél)
Bárhol nézed 13ezer körül van a hegesztős,építőipari nyíltlángos vizsga.Talán akkor lehet olcsóbban ha hozzácsapódsz valami csoporthoz, a nagyobb létszám miatt.Én is kb.2 hónapja csináltam.
Érdekese ez az impulz mód awinál,ahogy figyelem érdemes mindig a csúcsáramkor tolni a hozagot,majd bázisáramkor továbbhaladni majd ismét.(persze csak ha tudja követni az ember,ha olyan gyors akkor....)
A zöld WSM 200-on az első 3 potit eltaláltad, az utolsó viszont a lefutás ideje. Gondolom a gáz utánfúvás egy előre beállított 5 másodperc.
Az impulzus kitöltés itt nem állítható (előre belőtt gondolom 50-50%)
A rolwalnal meg rohadtul nem látszanak a feliratok. Szerintem írj a Kroweldnek hogy mik a potik, ők mint forgalmazó tuti tudják. Én meg csak találgatok, tudni meg találgatni meg marhára nem mindegy :-(
Sziasztok! a segítségeteket szeretném kérni, vagyis pontosabban érdeklődni szeretnék olyan képzési lehetőségről, ahol ingyenesen, vagy a képzés ledolgozásával szerezhetek AWI hegesztői képesítést, és mind ezt Pest megyében. Lehet hogy sokat kérek sőt... én igazság szerint nem találtam ilyet, de azért is kezdtem el dolgozni máshol hogy egy ilyen képzést tudjak finanszírozni legrosszabb esetben. fiatal vagyok, szóval a lehetőség ott van, már csak meg kell találni a legmegfelelőbbet. Segítségeteket, hozzászólásaitokat előre is köszönöm.
Értem. És mindig van nálluk meló?nekem leghamarabb okt 1től lenne aktuális. Addig ki kell termeljek egy befektetést. Mik az elérhetőségeik? Mailben is küldheted
Nem lesz az rossz! Amit elfelejtettem mondani, széndioxidnál vastagabb élszalag kell 1.5-2mmm. A másik dolog amit észrevettem, ha van rá lehetőséged, akkor ne a varratról indulj, hanem mindig rá fele haladj, akkor nem lesz puklisa két varrat találkozása, nem rossz az se, ha a varratról indulsz, a végén úgy is meg kell köszörülni a lezárásokat. Próbáld azt a sarokvarratnál, hogy a4-a5-ös sarokvarratokkal operálj, ne húzz vastagabb sorokat 1.2-es huzallal, 1.0-al meg inkább csak a4-es varratokat húzzál.
Vedd meg a Varmig-ot.Közel van a szerviz nem kell sokat húzni.Rettenetesen rossz semmirevaló gép.
Egy jó magyar trafós gépet vegyél oszt veled temetik el.Jófogáson van 110-ért Weldi minimig 160 teljesen felszerelve.Igaz használt,de az semmit nem jelent.
Nincs meg hirtelen a linkje,mert a cégesen találtam és ott van elmentve de holnap megyek éjszakára akkor berakom ide.
Azontúl némi tisztelet!Mi csak jót akarunk.De ha vadász vagy akkor ballagjál be az erdőbe.(remélem átjött)
Ha szeretnél egy kis pénzt keresni akkor ajánlom neked azt a kápolnásnyéki betonacél hegesztést, nem kell nagy gyakorlat és szinte mindenkit felvesznek mert kevés a melós, inkább fizikailag megterhelő, de tisztességesen kifizetnek, ez a mai világba nem egy elhanyagolható dolog. Én mikor az itthoni telephelyükön voltam 2009-be akkor kaptam 1000 nettót, szállást azt ők fizetik, intézik. Kezdésnek jó anyagilag is össze tudja magát szedni az ember. Azóta én is váltottam másik céget. Az az epehólyag eltávolítás nem egy egy egyszerű dolog! Próbáld meg azt a betonacélt, első hónap után egyenesbe tudod magad hozni!
Oké.ne is add el. Ami most van azt már én sem adom el alfaweld 185. Amióta megvetted tőlem azóta még mindig közmunkán vagyok. Túlvagyok azóta egy epehólyag eltávolitáson. Most novembertől váltanék .mennék Debrecenbe valahova. Ahol legalább 700 nettót adnak
"És ezt az 1mm-t hogyan tudod végig tartani mikor 1-2m hosszú varratokat kell húznod kinyújtott kézzel és örülsz ha azt látod, hogy nagyjából ott húzod a varratot ahol kell:D"
Sehogy, de ha lehet úgy a legoptimálisabb. Egyébként is az ív maga vastagabb 1mm-nél, így érzésre csinálja az ember. A lényeg az ív egy kicsit az alsó lemezre jobban ráérjen, mint az oldalsóra.
Szia. Ha jól emlékszem a te co géped trafós, de nincs rajta fokozatkapcsoló csak a huzalelőtolás. Jobb ez a megoldás gyakorlatban mintha fokozatkapcsolós lenne?
Pedig pont ugy tünt, hogy eppen te kerdeztel a topikon.
Ha azt varod, hogy a dontesedet megerositsek akkor ne kerdezz. Elmondtak, hogy nem vennek meg es kesz. Javasoltak mast ami jobban megerne,hasznalhato es hosszu tavon megbizhato.
Azok kozul akik valaszoltak neked legalabb ketten tobb huzalt elolvasztottak mint amennyit te lattal.
Tehat ha nem erdekel masok velemenye,csak megerositest akartal akkor felesleges volt kerdezned..
Szlovén meg kínai gari se jelent sokkal többet:D Csak viccelek de ha veszel egy jó használtat és elromlik akkor szerelő és megcsinálja, ha kínai garis elromlik postára adod és vársz mire visszajön az addig kiesett munkád ugyanaz mintha itthon kifizeted a javítási költséget. Szlovént is csak akkor vennék ha ott vagyok a határnál és személyesen tudom intézni a garit.
Láttam már gyönyörű varratokat, amiket ki kellet faragni mert végig hiba volt benne, meg láttam okádék varratokat amik kötés szempontjából tökéletesek volta:D Ezzel nem azt mondom, hogy hegesztünk okádékul, csak azt hogy nem minden a szépség. Volt olyan is, hogy szép volt UT-re is jó volt, törésnél meg elbukott :D De egyébként engem is zavarni szokott, ha valamelyik varratom nem úgy sikerül. És ezt az 1mm-t hogyan tudod végig tartani mikor 1-2m hosszú varratokat kell húznod kinyújtott kézzel és örülsz ha azt látod, hogy nagyjából ott húzod a varratot ahol kell:D
Nézd meg a varstrojt közelről. Azon tényleg csak azért van varstroj logó mert kellett valami a tremékskála azon részére is, kidolgozottság, és a teljesítmény szintjén kb mint az einhellek, csak egy jobb anyaghasználattal.
Felhajtod a tetejét elsírod magad a műanyag huzaltoló szerkezeten. 3 éve majdnem ezt vettem mert le volt akciózva 89-re a helyi Szatmárinál (épületgépészeti szakáruház) 70-ért elhoztam volna, de annyiért nem adták pedig 5 éve a polcon porosodott. 91.200-ért házhoz jött a gorilla 165.
Valóban Kínában gyártották, de magyar cég gyártatja, és eléggé odafigyelnek a minőségre (mint ahogyan aBLM, és az alfaweld is)
Varstroj adatok:
-hálózati feszültség 230V vagy 400V (választható az elején kapcsolóval) -biztosíték lomha: 16A -hegesztőparaméterek választása: 230V-nál 6 fokban 400V-nál 2x6 fokban -15% ED-nél 190A megterhelés
-BI: 15% 150A/190A; 60% 70A/94A; 100% 58A/73A (az első érték egy fázis/második 3 fázison) -hegesztőhuzal átmérő: 0,6-0,8 mm 0,9 mm (probeles huzal) -PAG 180 hegesztőpisztoly -manométer -súly: 34 kg -méretek: 600x300x420 mm
Mindezek ellenére 3,4,5 mm-ig tehát lemez, zártszelvény, 40x40-es szögvas, tehát ami a ház körül általában előfordul arra alkalmas.
Térjünk át az iweldre 165/185
11 kg tud mma-t is a 165-ös 100%-on tud 125A-t, 60%-on meg 140-et, tehát van benne erő rendesen, kb dupla teljesítmény (már ha ez számít, és vastagabbat is kéne hegeszteni)
Öntvény huzaltoló, korrekt erős motor.
és akkor itt az iweld helyett a javaslat az alfaweld 185!
belül ugyanaz a gép, ugyanúgy magyar vállalkozás gyártatja Kínában, sokan használják ezt is mint az iweldeket. Nem nagyon van rá panasz, ha mégis előfordul valami a korrekt szervíz háttér mindent megold.
Bónusz: az alfára ugyanúgy 2 év gari van 98.000!!!
"folyamatosan,vagy mindig meg állsz egy kicsit tölteni ?"
Tanuld meg mind a kettőt. Szerkezetileg nincs jelentősége, de van ahol a "pikkelyezett" varratot kérik.
Szépen egyenletesen húzni szerintem nehezebb. Így olyan lesz a varrat, mint a lentebbi képen vagy mint a hegesztőroboté. Amikor "pikkelyezed" előrelépsz-visszahúz, előrelépsz visszahúz. Tehát nem csak megállsz, hanem visszább is húzod az ívet az ömledékbe. Ez ad egyfajta ütemet és egyenletesebben tudja teríteni az ember a varratot, aki esetleg folyamatosan húzva nem tudná hozni a varrat szélességét, vastagságát.
Úgy van ahogy az oktató mondta. 1mm-re a saroktól a vízszintes lemez irányába. A hő felfelé áramlik és így lesz a legjobb a beolvadás.
Azt hiszem ezen a fórumon írta valaki, hogy ő az oktatójától a következőket hallotta: " A varrat a fémszerkezet éke!"
És ez nekem nagyon tetszik.
A szép varrat sok mindent elárul, ezt nézik elsőként mindig. Aztán jöhetnek a különböző vizsgálatok, hogy megfelel-e a követelményeknek. Egy külsőre csúnya varrat nagy valószínűséggel belső hibákat is fog tartalmazni.
A legapróbb műveleteket is az életben a tökéletesség irányába lehet (kell) gyakorolni. És az a jó, ha az ember folyamatosan erre törekszik. Minden egyes mozdulattal, amit az adott tevékenységével végez. Ez által születnek majd olyan varratok (például), amire igen büszke lesz az ember.
Ezt az 1mm-es dolgot nem tudom. Én, ha van rá lehetőség, akkor mindig letámasztom a gázterelőt és azon tolom húzom, nagyon ritkán pikkelyezem csak a varratot, van aki arra esküszik, én csak akkor csinálom, ha vastagabb sort akarok húzni, vagy gyök utáni első sort szoktam még. Szerintem annak az 1mm-ernek nem sok jelentősége van, de biztos úgy van ha az oktató azt mondta, egyébként amikor a valós életben a lakatos összeállít valamit az soha nem lesz úgy, ahogy azt a hegesztő elvárná, mivel a lakatosnak is abból az anyagból kell dolgoznia, amit a vágós oda rak neki, a vágós meg azzal a programmal dolgozik amit a programozó megír és akkor még az anyagminőségről nem is beszéltünk. Szóval mire odakerül hozzád azt az 1mm-t te is le fogod szarni majd:D Mikor hidat hegesztettem UT-s varrat PE pozícióba, fogyóval, gyökmegtámasztással, csak a gyök 8 sorból állt, mert akkora volt a hézag "távolság":D Termelésben minden más, mint a vizsgabázison, UT-s varratnál se szoktunk minden sort megköszörülni, vagy tűveretővel leveretni, felesleges. De szerintem attól is függ, hogy hova tartasz rá, hogy hogy van beállítva gép, milyen meleg az anyag stb. de ezek csak nüansznyi dolgok. Egy varratnak nem kell minden esetben szépnek lenni, szokták mondani, hogy nem díszítő elem, hanem kötő elem a munkadarabon:D
Felsliccelném és ezekkel a fülekkel szorítanám kicsit össze. Egy asztali fúró csúszó főorsójának a fészke lenne, megszüntetendő a kotyogását. De azóta eszembe jutott egy másik megoldás, ezzel nem kellene hegeszteni az öntvényt.
Öntvényt hegeszteni (awi) nagyon nem amatőrnek (nekem) való dolog? Az asztali fúróm öntvényházára csinálnék rá két szorítófület 8-as laposvasból. Az öntvény változó falvastagságú, 5-8 mm vastag.
Azzal nem lesz ilyen egyenletes a varrat és lehet majd kapargatni a sok kis cundert a környékről.
Ezt nagy áramerősséggel csinálták a rövidzárlatmentes cseppátmeneti tartományban sima CO2-vel viszont nem lehet rövidzárlatmentes cseppátmenetet kialakítani.
Miért kell neki terülnie? A sarokvarrat az 45°-os, akkor szokták lefektetni, ha nem lehet hozzáférni, vagy ha valamilyen leélezés van. Egyébként ha visszaveszel az előtolásból és nagyobb feszültséggel hegesztesz, akkor szokott elfeküdni a sarokvarrat, de akkor nincs is jól beolvadva! Széndioxiddal már régen hegesztettem, egy biztos, hogy széndioxidban soha nem lesz szórt íved, a varrat felülete soha nem lesz olyan sima, mintha kevert gázzal hegesztenél!
Ez így ránézésre egy picit mintha feküdne. Egyébként a helyes pisztolytartás: 1sor 45°, 2sor 70°, 3sor 45°, a második sornál az első sor alsó széle lesz, a második sor közepe, a harmadik sornak pedig meg lesz a helye, ha jól csináltad az első kettőt:D Így ránézésre vagy nem 45°-ba tartod a pisztolyt vagy túl sok a feszültség. Ha a van lehetőség csiszolatra, akkor látni fogod a hőhatási övezetből, hogy jó e a pisztolytartásod. Próbáld meg keményebb ívvel, recsegjen az az áram 280-320A közt próbáld meg. Ha fröcsköl az nem baj, drótot adj többet.
A több soros sarok varratról valaki tudna tippeket adni ?Tudom hogy ami a képen van egy soros de ilyen terített varrat lenne a cél.A problémám az hogy az első sor sem terül el így pedig próbáltam nagyon nagy áram erősséggel is,lehet az az oka hogy 100% Co2 vel csinálom ?
Ami még problémám vele,hogy amikor ráhúzok egy új sort nagyon tülemkedik a varrat alja ,mint ha csak rá hűlne.
Technikám a következő: 1.sor 45 fokban tartok a két anyagra és kb 1mm-el kijövök a közepétől .
2.sor egy kicsit jobban az alsóra tartok mint 45 fok
3.sor egy kcisit jobban a fölsőre tartok mint 45 fok
Kifelejtettem hogy "házi" a főző / saját készítés /, szóval ha egy kis ausztenit kiég az még nem para, de azért a forró cefre se egye meg :) 1-es lemez lesz a célszemély, 0.8-as 308LSI huzallal (az már megvan, csak az argon palack nincs, azon vacillálok ugye éppen). Köszi!
Sziasztok. Érdeklődnék valaki nem-e tud ajánlani valami magyar-német szószedetet ami tartalmazza a német hegesztői munkához szükséges fontosabb szavakat? Köszi előre is.
Sziasztok, Saválló (azaz inkább csak rozsdamentes) lemezt/csövet hegesztenék 308-as huzallal. Jelenleg C18-as mixem van - ezzel szoktam dolgozni karosszérián pl. 5%-os mixet nem árulnak Szegeden, tiszta Argon viszont van, de ahogy olvastam az sem lenne tökéletes a rozsdamenteshez. Kérdés, hogy nem-e jobban járok a C18-val mint a tiszta argonnal? Nagy igénybevételnek nem lesz kitéve, pálinkafőző tetejét fogom toldani vele illetve javítani (korábban elektródásan hegesztettem - na annak a korszaknak hálistennek vége...) Mit Javasoltok? Tapasztalatok? Mennyire oxidál C18-val vajon? (nyilván nem lesz extrém savterhelésnek kitéve ahogy írtam). Köszi!
A legfontosabb az, hogy ne legyen benne gázzárvány, az amikor felhabzik az ömledék, van hogy a felületen avatatlan szem nem veszi észre, de ha megköszörülöd, akkor ott vannak a gázbuborékok. A másik az, hogy nem olyan fényes a felület. Amikor figyeled a hegfürdőt, akkor lehet látni, hogy elég a gáz vagy kevés.
Üdv! Állást ajánlanék AWI-soknak. Keresek magam mellé főként Pécsről Kaposvárra műhelymunkára. Feladat: saválló lemez eesztés. Minősítés nem feltétel. Korrekt fizetés, napi bejárás Pécsről saját autómmal. Az utat a munkáltató fizeti teljes összegben.
Remélem olvassák ezt az írást pécsi, nagyon fontos lenne nekem. Érdeklődni az email címemen lehet, utána telefonon is megbeszélünk mindent. email: kremi1@freemail.hu
És egy picit azzal is tudsz játszani, hogy vagy leszorítod az ívet, vagy távolítod egy picit a pisztoly a munkadarabtól. Így ha közelíted, akkor nagyobb lesz az áramerősség, ha távolítod akkor csökken.
A feszültség kapcsolóval konkrétan a feszültséget állítod:D de a viccet félretéve ott úgy néz ki a dolog hogy beállítasz egy feszültség értéket (valamelyik fokozatban) és az előtolást hozzáállítod az fogja az áramerősséget adni. Egyrészt azért húzzuk a gyököt mert úgy biztosabb hogy a gyök átmegy, de a drótot nem lövöd át mert rá tudsz tartani az ömledékre. Takaróvarratnál kisebb áramot használsz mint töltésnél, letörés széléig lehet nagy árammal dolgozni mert addig van ami megtartja az ömledéket én a takarónak kb1mm szoktam elhagyni. Ha vizsgamunka és törni fogják akkor mindig meg szoktam köszörülni a sorokat az a biztos egyébként munkába tűveretőt használjuk legtöbbet, köszörűt max akkor ha valami egyenetlenséget vagy újrakezdés kell eltüntetni takaróvarrat előtt aztán takaróvarratnál az újrakezdéseket lezárásokat szoktuk megköszörülni. Még egy fontos dolog a vizsga munkát nem kell elkapkodni ha nagyon meleg az anyag 150C°-nál több, akkor várni kell hogy visszahűljön és az anyagot nem árt 100C° előmelegíteni. De próbamunkánál ezzel nem szoktak foglalkozni ott csak azt nézik hogy megy vagy nem azt meg lehet látni akkor is ha nincs előmelegítve az anyag:D lehet van valahol egy WPS-em a vizsgamunkáról.
Nem a legjobb képek, az első két kép az vizsgamunka 15mm lemez tompa V PC helyzetben. a többi az fél V varratok. az első 5 az NiMoCr huzal az utolsó kettő az esab 12.50-es huzallal készült. Nem a legszebbek, de szét nem fog esni egyik se:D A felső daru az alsó híd elem. Harántot a gyököt úgy szeretik, ha húzod, 15mmlemeznél, én hozzávetőlegesen 3mm gyökhézagot szoktam hagyni, egy nagyon minimális élszalagot és kb. 150A, feszültség értéket most nem tudok mondani, töltő soroknál anyagvastagságtól, anyagminőségtől függően 270-320A takaró varratnál értelem szerűen kevesebb ott is anyagminőség anyagvastagságtól függően 220-300A-ig és takaróvarratnál és vékonyabb jó ha impulz is van a gépen mert azzal szebb fröcskölésmentes lesz a felület. pl 15mm lemeznél gyök 150A töltő sorokban felmegyek 270A-ig, takaró impulz 220A. Ha húzod akkor biztosabb a varrat egy kicsit magasabb szokott lenni. Én általában csak a gyököt húzom. Ha van még kérdés ami nem tiszta akkor megpróbálom leírni.
Két gép között (MMA/DC AWI) milyen hatással van ha az egyiknek a üresjárati feszültsége 60V a másiké pedig 80V?
Ha jól tudom MMA-nál előnyt jelenet a nagyobb üresjárati feszültség,vagy ez nem igazán számit mert attól az üzem közbeni fesz lehet egyforma mind két gépnél?
Dc Awi-nál hátány vagy előny lehet a nagyobb feszültség?
Az ívfény az már csak ilyen:D egy munkáskabát az azét megfogja, vagy ha nincs sok hegeszteni való akkor egy vastagabb hosszú ujjú póló, esetleg bőr karvédővel, ha többet kell hegeszteni meg, ha a nyakadat is félted a leégéstől, akkor nagyon jó, akár tescoba is kapató bukósisak alá való maszk. Ha nem akarsz automata pajzsot venni akkor az is megoldás lehet, hogy veszel egy din5-ös üveget is amiből vágsz egy csíkot 10-15mm széleset és ugyanennyit levágsz a din12-es tükrös üvegből is úgy rakod be a pajzsba, hogy a világosat alulra rakod, majd azon keresztül nézel ki ívgyújtásnál, utána pedig a 12-esen nézed tovább a hegesztést.
Igen az probléma, én 12-es üveget ajánlom, hagyományos pajzsot használsz akkor lehetőleg tükrös üveget vegyél, mert abban jobban lehet látni a varrat környezetét is. Gyakorolni kell és menni fog:D Én fogyóelektródás hegesztő vagyok awi-zni csak otthon szoktam hobbi szinten 100 bár argon elpocsékolása után már ott tartok az awi-zásba, hogy lemezeket meg tudok vele hegeszteni, de csövet azt nem:D
Konkrét méretet nem tudok mondani, mert látni kell. Az ívhosszal tudsz játszani, ha egy picit sok az áramerősség, akkor egy picit távolítod, ha kevés, akkor próbálod leszorítani. Én olyan 2-3mm közt szoktam tartani. Bevontelektródánál van olyan, hogy az elektróda magjához viszonyítva van egy ökölszabály az ívhosszra, de az is csak iránymutató, nincs két egyforma hegesztő szakember, és nincs két egyforma varrat se!
















 --
--