Ide írjon mindenki, akinek van valamilyen ötlete, hogy hogyan kell egy brikettálógépet megépíteni! Szerintem pár okos ötlettel közösen mindent meglehet valósítani! Hajrá!
A hidraulikus pumpa üresjáratban nem igényel nagy erőt. Azonban , ha sűríteni kell a forgácsot brikettnek, akkor bizony vissza tudja fogni a villanymotort.
valahol van egy furat, de lehet hogy a tengely másik végén, amin a ventillátor van
azzal kapcsolatban van tapasztalat, hogy gumitömlővel át lehet-e vinni ekkora erőt?
tehát valami vastag falú tömlőt veszek, és csőbilinccsel rögzítem, akkor ez a tengelykapcsoló nem játszik
a szivattyú saját tengelye kúpos, és sokkal keskenyebb, oda nehezen tudnék mindkét oldalra illeszkedő tömlőt találni, vagy egymásba kell tenni egy szűkebbet
A méreteket az ide küldött rajzod ( fekete kép) alapján mértem le kb.
A csonkban lenne egy furat ( a rajzomon alul) , ami központosítaná a lapolt tengelyt. Szerintem a villanymotor tengelyében van egy belső furat, menettel.
Segitene rajtad, ha műanyagból elkésziteném ezt a profilt 25-30 mm hosszúságban? Meglenne a rezgéscsillapitás a műanyag miatt, a gond csak az lenne, hogy lehet az éket letörné a motor hirtelen nyomatéka induláskor. Esetleg a negativját is ki tudnám nyomtatni, és abba beleöntenél kétkomponensű ragasztót, amiről kötés után lefejtenéd a műanyagot. Biztos kéne utánareszelni, mert a 3D nyomtató sem pontos századokra.
És akkor olyan anyag kéne kétkomponensű ragasztóként, ami fémként viselkedik. Nem rideg, nem puha.
Más: ha találok a cégben egy 24 mm-es tengely darabot ékpályával, akkor abba bele lehetne marógépen marni tengelyirányból a villanymotorod lapolásának megfelelő bemélyedést olyan 25 mm mélyen. Lehet meg tudom kérni a marós kollégát.
Ezekután még mindig megmaradna a fémes csatlakozás, ami a nem pontos központosítás miatt lehet gyorsan kikoptatná a pumpa csapágyazását.
Én ráhúznák a 20 mm-es villanymotor tengelyére egy kukázott szíjtárcsát, két csavarral megtámasztanám a lapolásnál a tárcsát a tengelyen, és valahogy megoldanám az erőátvitelt gumibakokkal. De ha semmi nincs kéznél, és idő sincs rá, akkor nehéz lesz.
Arra gondoltam, hogy a villanymotor tengelyére volt eredetileg rászerelve a kés, ami a füvet vágja. De ha a villanymotor fordulata nagyobb , akkor lehet, hogy egy fogasszíjas áttétel is van a motor és a kés között. Azért írtam, hogy kellene kukázni egy tárcsát, ami a tengelyre ráillik.
Nálam a két tengely ( villanymotor- hidr. pumpa) gumival van összefogva. A két tengelyen van két tárcsa, ami egy olyan gumival van összekötve, mint egy kerékpár külső, csak sokkal kisebb és vastagabb falú, kb. 10-12 cm átmérőjű.
Láttam már Ytubon olyan meghajtást, hogy a két szemben álló tárcsát átfúrkálták, és ívben meghajlított gumicsíkokkal csavarozták össze.
Nem tudom érthető-e így leírva.
De ha megvan a két szemben lévő tárcsa, akkor már lehetne vhogy összekötni.
Nem egy profi dolog, tudom.
Apropó, a motor fordulatszáma jó a hidraulikus pumpához?
Én a 3D nyomtatómnak Blenderben rajzolom a 3D testeket, de az ugye műanyag, nem bírna ki ekkora nyomást. Készitettem már ütvefúróba hajtórudat, előtte aluból volt, de nem bírta a gyűrődést, mert nagyon kemény volt a beton, és szünet nélkül nyomtam neki. A műanyaggal (T-PLA) is működik, de most vigyázok rá.
Szerintem nem annyira baj, ha kis méreteltérés lesz ( jobb lenne , ha nem lenne ) , nem lőnek ezzel -szokta mondani apám.
ezt sikerült megrajzolni, LibreCAD-el csináltam, és ebben valamiért nincs olyan opció, hogy méreteket gépeljek, az egérrel próbáltam kihúzkodni 7.8mm-et ami 7.78-nak sikerült kb
epokit műgyanta ragasztóval, történetesen most vettem is a Lidl-ben
...egy egyenes csiszolóval együtt, ami valószínűleg nem lesz jó arra, amire vettem
az jutott eszembe, hogy veszek nagyobb méretű alátétet, és megpróbálom abból kifaragni a fenti csiszolóval + köszörűvel ezt a formát, ha nem megy, akkor még mindig jöhet a lézer, de tényleg jó lenne tudni mennyibe kerül, mert 10k alatt azzal jobban járnék, eleve sokkal pontosabb, és ez a farigcsálás nagyon sok idő lesz, és kétes a végeredmény
a legutóbbi ötlet az volt, hogy .. mégis fizetek, a tengelykapcsoló, és a fűnyíró tengely kontúrját (tengely irányból nézve) valamilyen ingyenes CAD programmal egymásba rajzolom
majd ezt kivágatom lézerrel, 5mm-es lemezből 6 vagy 8 példányban, és ezeket ráhúzom a fűnyíró motor tengelyére, összeragasztva
nem derült ki mennyibe kerülhet, egyszer csináltak nekem kb promóanyagként egy táblát acélból, de azért nem kellett fizetnem
még mindig itt tartok, se időm se pénzem nincs vele foglalkozni
legutóbb sikerült a tengelyre felvinni a műgyantát, le is reszeltem, de az ék problémát már nem tudtam így megoldani
le kellett szerelni a fűnyírómotorról a féket, az pedig nem volt egyszerű, a végén meg kellett vennem a csapágylehúzot, meg körbeköszörülni a tengely végét, hogy lejöjjön a csapágy, a pajzs, és a végén a fék is
a másik oldalon meg le kellett szednem a műgyanta ráépítést, mert azt az oldalt is át kellett húzni a csapágyon, és a ráépítéssel ezt már nem lehet
Én simán átfúrnám a tengelyt , és az adaptert is meglehetősen pontosan középen , és egy 6 mm-es csavarral megfogatnám. Igaz, hogy lötyögne, de ha a pumpát , és a motort is le lehet rögzíteni, akkor megoldható. A résbe pedig gumiból tennék egy hézagpótlót.
Kicsit amatőr dolog, de a cél szentesiti az eszközt....
Nagyon régen, már van annak 20 éve is, nekem is ilyen gondjaim voltak.
Akkor nedves fűrészporba kevertem öreg, csomós lisztet.
Ez úgy történt, hogy a betonkeverő gépbe belelapátoltam a száraz fűrészport, utánaöntöttem vizet, és amikor a fűrészpor nedves lett, utánaküldtem a lisztet.
A massza a végén kézzel összenyomva összeállt, mintha az ember nedves földet nyomna össze a markában. Az arányokra nem emlékszem. Csak annyi liszt kell bele, hogy összeálljon. Próbálkozni kell.
A préselésre volt egy kis barkácsolt gépem, hidraulikus volt, de nagyon kezdetleges.
Azonban most már sűrített levegővel is el tudnám képzelni a préselést. Ahhoz nem kell erős áram.
Ez akkor nagyon kezdetleges, időigényes munka volt.
Szétrakva napok alatt száradt, ha nyirkos , nedves idő volt, meg is penészedett a liszt miatt.
A liszt akkor 50 kg zsákban lett beszerezve, a malomból, és az alja, az utolsó 5-10 kg bizony csomós volt. Azt akkor már nem használtuk konyhára.
ott akadtam el, hogy a hidraulika szivattyúhoz van egy adapter, ami a tengelyét fogja, és amivel összekapcsolható lenne egy talpas villanymotorral
fejből írom, 24mm az adapter motor oldalán a belső átmérő, és ezen van hely kialakítva az éknek is
én viszont nem ilyen motort szereztem, hanem egy aszinkron fűnyírómotort, amin kb 20mm-es átmérőjű, és kétoldalt lapolt a tengely
azt találtam ki, hogy veszek barkácsboltban gyurmázható kétkomponensű ragasztót
ezt rágyúrom a fűnyírómotor tengelyére, felesleggel, majd a motort megforgatva kézi reszelővel leesztergálom a kívánt 24mm-re, az ékkel meg majd lesz valami
a valóságban az történt, hogy a ragasztó nem tapadt fel egyáltalán a fém tengelyre, ennek ellenére felgyurmáztam, valamennyire kikeményedett, de az 'esztergálás' közben leröpült a tengelyről, ezt nem is találtam meg
a következő próbálkozásnál meg a ragasztó nem is állt össze rendesen, túl kis adagokkal próbálkoztam, de az hogy nem tapad a fémre az egész elképzelést zárójelbe teszi
van erre valamilyen egyéb ötlet? az adapterhez nem feltétlenül ragaszkodok, viszont pénz már nincs erre a projektre
közben gyűjtögetem az alkatrészeket a sajátomhoz (pár röpke év és kész lesz)
- szivattyú, van egy kisebb, ezzel fog a dolog menni, meg egy nagy, amit már árulok, az munkagéphez való, ez bolti
- munkahenger, sajnos keskeny, nem tud akkora erővel nyomni, de ezt majd meglátjuk, ez vaterás
- kétállású 24V-os mágnesszelep, ez is vaterás, a boltban azt mondta róla a szakeladó, hogy rugó van benne, ami az A/B irányok közül az egyik felé terel, és a mágnes behúzásával lehet a másik irányba
- a szivattyúhoz egy alaplap, amin a csatlakozásai lesznek, a dugók, és egy túlnyomás szelep van beépítve
- autós szervó olajtartály, ez lesz az olajtartály amiből a szivattyú szív, és ide nyomja vissza a munkahenger az olajat
- tengelykapcsoló, amivel talpas motorhoz kapcsolható (bolti, megvetették velem, ami miatt most a motornak illeszkednie kell majd ehhez)
kelleni fog:
- tömlők, és dugók amivel a szivattyú összekapcsolható az alaplappal
- alaplap és szivattyú között a csavarok ami egymáshoz rögzíti
- az a cső, ami majd felvágva kúposan tömöríteni fog, kb 40mm átmérőre, és 5mm falvastagságra keresek 60-70cm hosszban
- zártszelvény anyag amiből a váz létrejön
- kitalálni és megépíteni a vezérlés villamos részét, amivel alternálni tud, esetleg még a motort is le tudja állítani
- a vezérléshez megfelelő táp, nekem csak 12V-om van
- a villanymotor, ezt is a vateráról tervezem, illeszkednie kell a tengelykapcsolóhoz, vagy másképp lesznek kapcsolva
- hidralika olaj, ami részemről lehet használt is, bár lehet hogy naív vagyok, és erre érdemes inkább áldozni, szűrő egyelőre nincs a rendszerben
- dugattyú ami a csőhöz illeszkedik, és rá tudom szerelni a munkahenger végére, azon most egy gyűrű van
- fűrészpor adagoló tartály, esetleg rázással
első körben oda szeretnék eljutni, hogy asztalra kifektetve a munkahengert az megmozduljon, kézzel tudjak irány váltani stb
aztán jöhet hozzá asztal építése, alternáló mozgás vezérlése villamosan, a sajtoló henger, a dugattyú ami mozog benne, fűrészpor adagoló tartály
eddig van benne kb 120 ezer forint, abból 50e egy felesleges szivattyúban :(
lehet hogy rossz irányból közelítek, főleg hogy már ott áll az ágapríték zsákokban, lassan nem férek el tőle, és ebből nem mostanában lesz működő gép
hanem magát a sajtoló csövet, asztalt és dugattyút kellett volna elsőre megépíteni, és kézi erővel, csigával, akár olajos emelővel hajtani, hogy az a része előbb elkészüljön, akkor jobban láttam volna mihez kell a hidraulikát építeni, és az olcsóbb is, tehát nem akad el a projekt az alkatrészek költsége miatt
másfelől meg pont a hidraulikával való játszadozás a fő motiváció, ennyi pénzből a hétvégi házam tüzelő igényét 4 évre előre megvehettem volna már...
orosz bácsi, de nagyon ügyes, látszik a gép működés közben, mit kell rajta állítani, és szerintem magyar zsebből ez realistább mint a cseh/német
főleg ha az ember arra pályázik, hogy a veteráról/jófogásról szed össze bontott gépelemeket
már régen vettem egy szűkítőt vasboltban, hogy majd egyszer abba fogok belepréselni valamit, de itt látszik hogy egészen más a préselés aránya, néhány százalék csak
a hosszában felvágott 65-ös csövet szorítja kisebbre bilincsekkel, kb 65-ről 60-ra vagy még annyit sem
nálam ágapríték van, amit egyelőre a cserépkályhába lapátolok de ez nem túl kényelmes és jó megoldás, fojtja a tüzet, a rostélyon átesik, ezért csak fa parazsára tudom rászórni
Segítséget szeretnék kérni csigás brikettólával kapcsolatban. Ha volna valaki aki már épített és üzemel is annak a tanácsait nagyon megköszönném.
Volna egy pár alap kérdésem amire hátha megkapom itt a választ.
Adott egy 50 mm es csigás brikettáló prés, az mekkora fordulaton kell forogjon, mekkora motort érdemes rátenni, rá lehet közvetlen tenni vagy érdemes valami hajtóművet vagy oldható hajtást rátenni.
Csigás brikettálót szeretnék venni, vagy ha van valakinek olyan infója, hogy napraforgó pellet gyártásához hol lehet megfelelő csigát venni vagy készíteni.
Előre is köszönöm a segítséget.
Infókat és ajánlatokat a 0630 7248629 es számra várnék vagy a mihucz.lorand@gmail.com címre
Üdv mindenkinek....èrdekelne egy ilyesmi brikettàló vagy olyan valaki aki tudna csinálni.. Volna nekem egy 6,5 tonnás hasìtógêpem,azt kellene àt alakítani.. csatolok egy képet hogy milyenre gondoltam...
Üdv! Az lenne a kérdésem hogy Szalma/ széna egyéb biomassza brikettàlásàhoz hány tonnás nyomás kell hogy összeálljon kb 60mm átmérőjű? Köszönöm a válaszokat előre is.
Üdv.Valaki tudna esetleg segiteni.Valaki tudna mondani olyan receptet,összetételű briketett,ami megállja a helyét a kereskedelemben,vagy a forgalmazok saját maguk kisérletezik ki az összetételeket?
Egy pár szakmai tanácsot szeretnék kérni olyanoktól akik készitettek csigás brikettálót.
Van egy 50 mm átmérőjü 15 cm hosszú csigám, amelynek a vége sajnos nincs elvékonyitva ( lehet ez a baj? ).
A csiga egy 52 mm-es csőben dolgozik, majd lecsönkettentem ezt a csövet 35 mm-re. Tehát 35mm-es briketát gyártanék ezzel.
A problémám az, hogy bár működik és présel, de akkora nyomást hoz létre és annyira összenyomja a préselt anyagot a leszűkitésnél, hogy már nem képes kiüríteni. Mit tehetnék, hogy rendesen préseljen? Egy új csiga amely hosszabb és leszűkitett végü megoldaná a problémát?
Kicsit kihalt a forum, remélem azért még van valaki :) Adott egy elvileg cseh masina, azt kellene megfejteni, milyen trükköt használnak, hogy 8tonna elég a 60as brikett préseléséhez. Tetszik az ötlet mert elég mobil, nem robosztus, nem foglalja el a fél műhelyt. Valakinek ötlete esetleg?
Sziasztok! Egy szlovák csávó csinált egy fasza gépet, szerintem tök jó ötlet. Egy próbát megér. A nagy kérdés, szerintetek mekkora lehet a lyuk a csőbe vágva ahol az anyagot adagolja befele. Milyen átmérője lehet a csőnek? simán elnézem 50-60asnak. (Elég nagy briki jön ki belőle.) durván 4 és 7 tonna között lehet a gép présereje.
Üdvözlök mindenkit. Van nekem egy kis fölös faforgácsom és szeretnék belöle saját részre brikettet gyártani van esetleg vkinek elado használhato brikettprése brikettgyártoja nem kellene nagy kg/h teljesitményü csak jol müködjön. Köszönöm
Sziasztok, bizom benne, hogy tud valaki segiteni, évente több 100 m3 falevél es fűnyesedék keletkezik a területünkön. 2021 től nem lehet ugye égetni, komposztálás hosszadalmas, igy tömöríteni szeretnénk házilag. Erre van ötlet, hogy milyen géppel? Köszönöm.6
Valaki tudna adni pár tanácsot a hidraulikus birettálóról?
A hidraulikus szivattyúról és a hidraulikus hengeről?
Vissza olvasgattam jó pár hozzászólást és úgy vesszem ki hogy ha a Hidraulikus henger dugattyúja 100mm átmérőjű akkor azzal olyan 80mm átmérőjű brikettet lehet készíteni.
Kösz a videót már én is nézegettem ilyeneket leltem egy le írást is hogy a csigát hogy is kellene elkészíteni ha kicsit meg vannak döntve a lapátok rajta hamarabb ellehet érni vele azt a nyomást mint egy egyenessel.
Ha jól tudom olyan 250 300 fordulat kell a csigára.
De a szűkítésbe nem vagyok biztos több helyen is olvastam hogy nem is kell vagy valaki 30-40mm szűkítést is tett rá és hogy milyen vastag legyen a cső fala.
Sima vegyes tüzelésű kazánban évtizedek óta fűtök fűrészporral, cirokmaggal, ágaprítékkal, ágdarálékkal úgy, hogy nem brikettálom, nem "öntöm" semmilyen formába, csak magába. Igaz, megvan a trükkje, hogyan lehet így fűteni, de működik (aki fűtött már fűrészporos kályhával, annak nem probléma...)
a csigas beadagoloban szepen elmegy, viszont felmerult bennem, hogy adnek belole a rokonaimnak is, akiknel viszont nincs lehetoseg beadagolora, normal vegyes tuzelesu kazanjuk van, szerencsesebb lenne valamilyen brikett formaban eltuzelni ezt.
Mivel ez jellemzoen porszáraz anyag, igy onmagaban a preseles szerintem nem lenne megoldas. Valaki javasolta regebben - meg az is lehet, hogy itt -, hogy valami csirizes anyaggal (pl rossz buzat ledaralva) keverve ragasszam ossze, de sajna ilyent nem tudok fellelni.
Mit javasolnatok, hogyan tudnam ezt ertelmesen formaban onteni? Gondolkodtam a papir briketttel valo keveressel is, hatha az megragasztana, de ahhoz meg rengeteg papirt kellene felhalmozzak + az is macera aztatni, szetszedni, stb
Egy házilag készült brikettáló, a felhasznált anyagok vashulladék kategória. Teljesítménye 25-30 kg/óra. Bemutatom kiterítve, ha valakit érdekel könnyen lemásolhatja.
Ejnye fórumtárs, sorra olyan hangnemet ütsz meg mely ezen a fórumon nem megengedett és kulturált ember szájából, tollából, klaviatúrájából még véletlenül se csusszan ki.
Folyamatosan mellé lövöldözöl, mert a Kékest (nagybetűvel írandó) éppen most 8-án másztam meg a Decathlon Mátra túra 50 kilométeres távján.
Téged viszont nem láttalak az indulók közt, de még az 1 km-es törpök távon se :-)
A brikett se nem segíti, se nem termeli ki a napelemrendszer árát.
Ilyen szinten akár azt is kamuzhatnád, hogy visszavitted az üres üvegeket és az árán vettél napelemet :-)
Az, hogy melyikünk ért hozzá, egyből lejön a személyeskedő fröcsögéseidből, hiszen szakmai szinten egy árva vakkantást nem tudtál produkálni. Nem csak itt és most, hanem az egész fórum pályafutásod alatt. Ami persze nem baj, mert aki nem tud az kérdezzen. Viszont ha a tudatlan elkezd nagyképűen okoskodni az már önmagát minősíti. Ha ez mellé még alpári jellegű személyeskedések is fűz, azzal már nem csupán önmagát, de környezetét és neveltetést is hűen bemutatja.
270-es panelt már évek óta nem is forgalmaznak, ami neked van ez évtől. 22 darabbal meg nem fűtöd ki tisztán a műanyag légtered :-D
Ezt megmondták neked mások és én is, mert fizikailag egyszerű kiszámolni. Sőt, eleve déli tájolást feltételeztünk, ami teljesen árnyékmentes, 35 fokos dőléssel.
Az, hogy újonnan vetted az aukciós oldalon a brikett nyomónak kinéző tárgyat senkit nem érdekel, de ha megnyugtatja kicsi lelked és az újrafestés számodra új terméket jelent akkor ám legyen hited szerint.
Ami lényeges, hogy ebben topikban érdeklődtél lázas tempóban, hogy megéri e. Nem éri meg.
Annyit viszont látom csak felfogtál tanácsaimból hiszen magad is tapasztaltad, hogy ez a brikettálló nem való semmire. Így most próbálsz valami átalakításra hivatkozni, ami nyilvánvaló, hogy nem történt meg.
Egyetlen átalakítási lehetőség ugyanis leadni a méh-be és súlyában olyan válogatott ócskavas alapanyagot cserébe elhozni, melyből összeállítható egy a gyakorlatban is működőképes prést.
Azt mondtam, hogy nem állok veled szóba, de két dolog bosszant a törpe felfogásodból. Az egyik: Senki sem mondta hogy ez termelte ki a napelem árát! (csak besegitett) Kettő: Olyan hülye vagy a napelemhez hogy az már fáj!!!!!! Majd ha gyakorlatban igazolod a bunkóságodat, és nem a fogásokat keresed esetleg szóba állok veled!! (de nem biztos) Egyébként ujonnan vattem a prést, amit te okosan kinyomoztál, csak ahhoz hülye vagy hogy némi alakitással csodákra képes!!!! Mint ahogy a hülyével is lehet okosan beszélni!! De ez egy ilyennek mint te olyan magas, mint a kékes!!!!!!!!!
Klíma amúgy is igen necces mínusz 5-10 és még hidegebb időben, mert csak langyosat fúj vagy be is fagy, amelyen a külső kondenzvíz fűtőszál se segít.
Ami bírja arra pedig még 10 évet kell spórolnod a briketten :-)
Ráadásul 270-es panelek már a múltszázadbeli technológiát képviselik, valami visszamaradott készletből sózták rád?
Ezzel nem fogod élhető komfortra felfűtene a 70 négyzetmétert, csak átmeneti időkben.
Szóval jobban jársz ha meghagyod a cserépkályhát és ennek a brikettállónak méh telepi árából összeraksz egy gyakorlatiasabb brikett nyomót.
Én orosz videók alatt találtam meg az ötletet adó ideált.
Egyszerre 12 darab 900x150 mm-es brikettet nyomok henger alakban, közepén 25-ös furattal.
A 90 centit nyilván harmadolom, így 12x3=36 darab van egyetlen töltéssel, miközben nincs mocsok, se csöpögő lé.
Magát a prést otthon fellelhető hulladék csövekből raktam össze, csak némi zártszelvényt vásároltam és kiegészítőt a mechanikához. Így az egész nem került 10 ezer forintba + némi sörbe, mert kör alakú lapokat plazmával vágattam ki 4-es anyagból.
Na látod ez csak arra való, hogy eladni, nem pedig használni. A gyártójával is konzultáltam már ez ügyben, nem azért csinálja, hogy brikettet készítsen, hanem eladásra.
Maga a konstrukció hibás, nem gyakorlati munkára lett tervezve hanem az olcsó kivitelezésre vagyis eladásra.
Te is használtan vetted, mert megunta a gazdája, most pedig te is szabadulnál tőle :-)
Persze, mert nem jó semmire..... ezen kár megsértődni és patkányozni, amúgy sem egy hirdetési oldalon vagy hanem valahol szakmain, ahol gyakorlott brikettezők vannak és nem dőlnek be látvány szerkezeteknek.
Ha zsíros koncot szeretnél belőle, akkor valami balek képző oldalon próbálkozz az eladással, ahol senki nem ért hozzá.
Semmi baj nincs, ha nem érdekel akkor ne kérdezz, ha igen akkor ne pocskondiázz! Én valakinek szerettem volna segiteni, de a HŐS MAGYAROK már csak ilyenek! Egyébbként az ára ha érdekel, ha nem edényekkel apritóval technológiával 50 körül lett volna, de igy megy a darálóba!!!!!!!!! Neked nem eladó, ne is reagálj, mert egy patkány féreg vagy!!!!!!!!!!!!!!!!!!!!!!!!!!!
Nem tudom hol laksz, de a szomszédomhoz se mennék át előzetes ár nélkül, nemhogy autózzak x 100 km-t, hogy majd személyesen elmond az árát ami nyilván olyan magas, hogy írásban szégyelled bevállalni :-)
Ha van érzelmi értéke akkor tartsd meg, mást ez nem érdekli és nem is fogja megfizetni.
De ennyi ködösítés után valszeg a működése se lehet valami fényes :-)
Képet tudok csinálni, de sokra nem lehet vele menni! 10 éve használom, napelem beépítés miatt válnék meg tőle! Az áráról személyesen beszélek, de nem az egekbe csak azt szeretném hogy valakinek ugyanolyan örömöt és megtakaritást hozzon mint nekem!
Nem mintha bármire is kaptam volna értelmes választ, de hátha lesz valaki, akinek sikerült és nem csak a gyári, meg csigás gépekről osztja az észt, hanem tényleg 1 olyan hidraulikusról amit "otthon összeszedett" dolgokból készített.
Kérdés még mindig ugyanaz, ki hogyan oldotta meg az adagolást? Több dolgot is már kipróbáltam, de az istenért se akar lemenni :(
Igaz mikor régen az Ősök csatába mentek és mellé nyúltak , bizony megsebesültek,esetleg meg is haltak!Hála a társadalomfejlődésnek, ha mellé is nyúltam de még is élek. Igaz nincs gyerekem mint algériai többasszonyos, több gyerekes arab artistának aki azt móda magárú hogy homokos, ezért diszidált, és kérem európai főkakast aki mágáról se tudja kukorékol vagy kotkodál, mentsél meg mert otthon ezért kivégeznek.
Netek nektek újdonsült filozófus , azért mert kitöröltétek a brikettálásról való Hargitahegyről , Csíkszeredáról való élménybeszámolómat!
Szarok ebbe a fórumba, leírtam fél oldalt, egy valamit mellé löktem és rögtön bejött német fórum, nem tudtam visszacsinálni, ha két kézzel , lábbal is nyomom a billentyűket akkor se jön be a német oldal!Pedig nagyon tanulságosat Írtam be!Majd ha a fórummotor helyre jön!
Már eladtam tizenvalahány csigás gépet, sajnos csak kettő ember tud rajta rendesen dolgozni.Volt hidraulikus automata is de az meg árához képest nemigen termelékeny.
Úgy döntöttem egyszerű csigás gépet nem adok többet, hanem kombinálom excenterrel, így kapacitása háromszorosra nő, könnyebb is vele dolgozni, nem kell túlfűteni, üzembiztosabb és megőrzi a csigásra jellemző pini-kay szintet ami a tűzön jobb mindegyiktől. Igaz ez többe kerül de nem kell szégyenkeznem érte ha netán a kezelője nem a legjobban ügyes. Kisebb gépem legalább 500kg/óra a nagyobb meg 1 tonna /óra.Kell hozzá rendes háromfázis 40 A minimum.
Igen, ezek is szétáznak. Én vegyesen szoktam áztatni, kartonpapír és más vékonyabb papír, vegyesen. 1 hét alatt szétázik, utána betonkeverő géppel össze keverem. Szép pappírpépet készít és nem fáradsz el.
Szia. Tudtommal használható, valahol azt olvastam. Én amúgy beleteszem és nem ég rosszul. Amúgy bár mit hozzá lehet tenni a papírhoz, csak arra kell figyelni hogy ne szennyezze jobban a környezetet a füstje. Amit a kazánban elégetsz az brikettálható gondolok itt forgács, biomassza, stb. Legalább is én így értettem. De például beleteszed a fűrészport a brikettbe simán elég, és nem kell vigyázni vele hogy robbanjon mert úgy már darab áruként üzemel. Ha brikettet veszel az is fűrészporból készül vagy egyébb hulladékból Üdv
Sziasztok! Elore is elnezest kerek de uj belepo vagyok igy nem tudom hogy volt e errol szo.....
kerdesem a kovetkezo...funyirasbol szarmazo funyesedeket miutan kiszaritom..esetleg jo lehet vegyitve papirral ill fureszporral brikettnek? - gondolok en itt arra hogy esetleg meg terhalositana is az anyagot? esetleg valakinek tapasztalat effelol? esetleg az egeserol?
Örülök, hogy van ilyen fórum, igaz még nem sokat olvastam rajta. De kezdetnek lenne 3 kérdésem.
1. Ilyen tömörítőcsigát hol lehetne kapni? Esetleg csináltatni.
2. Miért kell melegíteni a csövet és melyik részén?
3. Óránként hány kilógram brikett állítható elő egy csigás géppel?
Magamról: Mezőgazdasággal foglalkozunk. Évente több tonna gabona szalmát hagyunk a földeken, mivel nem nagy ára van és kereslet se helyileg, így nem nagyon éri meg bebálázni. Bebálázva is legjobb esetben szezonba 3000-ért ha elviszik, de lehet, hogy csak 2500, akkor meg már humusznak kint marad. Na már most ebből következne, hogy évente egy hektáron 100 mázsa szalmát tudnék 40 ezer költségből begyűjteni. Ennek a fele brikett is elég egy fűtési szezonra. (Részemről a bálázásért kell csak fizetni meg egy-két kanna üzemanyagból megvan a behordás.) És akkor még a kukorica szárról nem is beszéltünk, bár szerintem azt nehezebb lenne brikettálni. Egy szó mint száz, de alapanyag lenne hozzá.
Így most komolyan elgondolkodtam egy brikettáló építésén.
Gondolkodtunk szalmabálás kazánba is, de a vegyes tüzelés mellé most beépíteni még egy kazánt plusz puffert sem olcsó és macerás.
Olvastam lentebb a hidraulikus gépekről, de én szalmához szerintem lassúnak tartanám. Tudom egy daráló is kell hozzá.
Vastagfalú 60mm-es belső furatú hidraulika csövem már lenne hozzá. Hajtóműves motor is. A többit meg össze kéne szednem.
Szerintem Hegyes úr is hasonlót koppintott, csak adagoló szerkezet nélkül, ráadásul a konstrukciója is rossz (a vízszintes helyzethez képest túl kell húzni-tolni az erőkart).
Mindamellett adagoló tölcsérrel szerelve igen hatékonyan működhet papírbrikettre is, de hogy 8 ezerből kihozzad, az KIZÁRT !
Ha pedig a ráfordított munkaórát hozzáadod, akkor a Tshaba77 által megadott irányár sem mondható túlzottnak.
Az általad belinkelt autóemelős videóban szereplő gép sem magától készíti a brikettek, hajlongani, emelni, járkálni ott is kell. Viszont ez a karos fajta minimum 10 x hatékonyabb !
Mindenhez kell technologia az izé brikettáláshoz is, van gép ami ezt megvalósítja, gépeim már működnek Szerbiában , Magyarban, Romániában, a szalma meg hasonlók, nem dobható a kályhába csak akkor ha automata, ez se lesz egyhamar mint mikor a cigány lesz fátyollal veled a templomban!
Aki nem tudja magának megcsinálni MÉh vagy egyéb hulladék telepi anyagból az brikettet sem fog készíteni.
Ha mégis belefog gyorsan megfogja unni, ahogyan te is, aztán csak az udvaron ázik és még arra sem méltatod, hogy letakard.
Máskülönben azért sem éri meg, mert annyiért már megveszi magának fát.
Szóval nem ér többet mint 8 ezer forint vagyis a nem adagolható vas méh telepi ára.
Ezt a brikettezést amúgy se kell bonyolítani. Van aki csak használt diszperziós vödröt lyuggat ki, abba tesz az anyagot és egy másik vödörrel lesúlyozza. Másnap, bontja, szárítja majd fejszével könnyedén darabolja. Könnyen és gyorsan tölthető (nem úgy a te géped) 2x30 vödörrel heti 1 tonna brikett van, napi 1 óra időráfordítással.
De meglehet csinálni ugyanezt feldarabolt szennyvízcsővel vagy bármivel kinek mi van otthon ingyen.
Szóval az mókás, hogy ebből akarsz profitálni :-)
Az viszont már nem mókás, hogy az eladásra gyártott prés szerkénytyúk nem csak erősen túlárazottak, de funkciójukban használhatatlanak vagy csak nagy kínkeservesen.
Egységesen elmondható róluk, hogy ezek csak eladásra valók, de munkára alkalmatlanok.
Kedvencem az az olajemelővel működő prés, amiből a lé az emelőre folyik. Persze ez is eladásra gyártva, sorozatba, jó drágán.
A tiédnek csupán az ürítése látványos, de az összes többi folyamata, lassú, hajlongós, megerőltető.
Az ürítés is hiába látványos, hiszen a tálcáról csak elkell hordani a szárító helyre, tehát hiába löki ki, utána ugyanúgy megkell fogni és tenni a helyére, mintha egyből kézbe vennénk. Ami még gyorsabb is lenne 1 emberes munkavégzésnél, mint ez így.
Nem véletlenül untál bele a brikett készítésbe, ezek csak látvány prések, sok idő, sok munka.
Ez a gép 120-130 ezer forint jelenleg, ha valaki szeretné magának megcsináltatni. Természetesen ha valaki rendelkezik a megfelelő szakértelemmel, hogy magának elkészítse, akkor olcsóbban is előállítható, de azt gondolom, hogy a gép ér ennyit. Ahogy írtam, az ár irányár, de az Ön által írt összeg némileg mókás.
Az enyém 4 aknás. Két nyarat használtam, jelenleg idő hiányában nem tudok foglalkozni a brikett gyártással, ezért szeretném eladni.
Állapotát tekintve: mindene megvan, működik, de a gép az elmúlt időben kint állt, szóval egy festés egészen biztosan ráférne ( de jelenlegi állapotában is azonnal használatba lehet venni, bár a szezon kicsit még odébb van :D )
A gép helyileg Komáromban található, a szállításban nem tudok segíteni.
Mindenképp csak a személyes átvétel a megoldható, már csak a gép súlya miatt is.
Akit érdekelne, kérem a tshaba77@gmail.com címre dobjon nekem egy emailt ( ezt a fórumot nem nagyon látogatom )
A felesleges levélváltások miatt: az irányára 85.000 ft
Üdv! tanácsra lenne szükségem: 7,5kw 2880rpm motorral építettem újjá a szalmadarálót, a a rotort statikusan kiegyensúlyoztam, bárhol megállítom nem fordul el onnan az állványon, de a gépbe szerelve se.
Ha elindítom úgy rezonál, hogy szépen megy arrébb a betonon...
Köszönöm az információt, ez a rész tiszta sor is lett volna, de inkább úgy döntöttem nem abból lesz, inkább fordítva, külön gépet próbálok készíteni brikettálónak és ha nem működik, vagy ha működik is a dolog, a brikettáló rész, ha kell levehető lesz és hasítóként fog funkcionálni.
A fejrésznél átfúrtam, és egy ugyanolyan, ellenkező "u" profillal kötöttem össze, az a két furat az összekötő csavar helye. A közepébe volt rögzítve a rúd, nem fixen, hogy az esetleges feszüléseket kompenzálja, amikor nyom akkor betámaszkodik, amikor jön vissza, akkor csak a húzás volt a feladata. Mivel nem vagyok felszerelve profi szerszámokkal, a menetfúrás volt a rúd közepébe a legnagyobb gondom :D
Köszönöm hogy megtiszteltél! Elnézést hogy később válaszolok.
Sok igazságot mondtál, irtó nehéz a csigásat betörni, nekem 20 évbe került mert amikor kezdtem nem volt internet. Sok munkával , balsikerrel de betörtem. Ma már vannak igen jó keményfém bevonatok a csigára amivel tartósabbá válik. Az bizony tény hogy kevés embernek van hozzá türelme mert minden anyaghoz más-más beállítás kell, amint mondtad is.
Készítettem automata két irányba nyomó hidraulikus gépet is. Igen keményet nyomott hidraulikusan vezérelt 20 tonna szorítóerő alkalmazva mert nem formába nyomott hanem csőbe. Ott is érvényes volt az anyagfüggőség. Nádra készítettem és a próba alkalmával baromi csúszós (homokban termett nád) volt a nád , kicsi melegedés után már nem szorított, hűtőt kellett tennem. Mikor a tetthelyen dolgozott ott másféle nádat tettek bele , jóformán szorítás és hűtés nélkül is keményet nyomott.
Ha sikerül a csigásat behangolni akkor azonos költség melett 3 x többet ad mint hidraulikus. Viszont ha a hidraulikusat spéci módon csinálod nagy ráköltéssel hogy ne ragadjon be a szelep, se a villamos relé, meg hűtöd az olajat akkor az is termel annyit mint a csigás és esetleg még alszol is melette. A jelenlegi csigásak melett nem jó lenni mert sokat füstölnek, elszívó kell.
Tüzelési szempontból szerintem jobb a kemény csigás brikett mint a többi, mert a csigásnál ha igazi akkor lignin kötése van amit a többi gép nem tud teljesíteni. Nekem a csigás szójabrikett parazsa olyan tartós volt mint a szénparázs, ezt nem teljesíti a többi gép brikettje.
Én nem mondtam le a csigásról, továbbfejlesztettem , összekötöttem az excenteres géppel és a kettő előnyeit kívánom elérni. Elkezdtem egy komoly 800kg/ óra teljesítésű kombinált gépet . Most leálltam vele mert elfogytam , befektetőt keresek akinek van hozzá lelki , testi , anyagi ereje.
Egy kúpos csövet használni ellenálásként nem túl jó megoldás. Egy bizonyos szemcse méretű és fajtájú anyaghoz el lehet találni a kúp szögét és hosszát, de amint változik az anyag már jönnek is a gondok. Hasított cső amely merőlegesen hidraulikusan meg van fogva egy beállított nyomásig (ezt minden tömörítési ciklus végén egy megadott nyomásnál fel kell oldani hogy az anyagot simán pattogás nélkül ki tudja tolni a gép), vagy a zárt présterű megoldás.
Az írását olvasva akkor én nagyon messze állok a jó minőségű illetve keménységű brikettől...Van egy dugattyúm,ami 150bar nyomásra képes. A dugattyú külső átmérője 12,8 cm (kb). Ha a falvastagság 4mm akkor a nyomófelület cca 12 cm átmérőjű, a területe 113,04 négyzetcentiméter. A nyomásmérő beállítása szerint a munkahenger 150bar nyomásra tervezett, ha ennyivel meghajtom, a számítások szerint 17 tonna körüli nyomást tudok elérni. Nem akarok ipari mennyiséget, vagy RUF minőséget, csak hogy a kapott anyagból tartós, nem szétporladó brikettet készítsek saját részre. Arra gondoltam, hogy henger formájú lenne, az átmérőt olyan 6-7 cm-re terveztem, a tervezett cső végét szűkíteném 1-2 mm-t, hogy kellően meglegyen a tömörödése. Ön szerint ez egy járható út, vagy fix ellendarabra préselt brikettet tervezzek?
Ezt azért nem mondanám. Hidraulikus brikettáló (RUF) 11kW-os motor és 200-250kg/óra tégla kemény brikett. És mindezt fűtés nélkül, ami szintén egy jó néhány kilowatt lenne.
Már régóta olvasom a hozzászólásait. Szerintem hasonló nehézségeken mehettünk keresztül az évek folyamán. Én is csigás brikettáló gépekkel foglalkoztam, de már elengedtem ezt a dolgot. Tíz év ment el az életemből, és még sok minden más is. Saját elképzelés szerin készítettem a gépeket, saját tapasztalatok felhasználásával. Sokba kerültek ezek a tanuló évek. És persze mindenki "ingyen" szeretett volna gépet kapni. A csigás gép a kopások és a stabilitás hiánya miatt komoly folyamatos termelésre nem alkalmas. Ennyi idő kellett hogy én is elfogadjam ezt a tényt, pedig egy ismerősöm akinek brikettáló üzeme van évek óta próbált erről meggyőzni. Most már én is szemléletet váltottam. Jó minőségű brikett gyártása stabilan és nagy mennyiségben csak is hidraulikus géppel (1200-1800Kg/cm2 nyomáson) azon belül is RUF vagy POR gyármány. Köszönöm a barátomnak, hogy a jó irányba terelt! Ezek után már nem szeretnék csigás brikettálóval foglalkozni. Átadom a "lehetőséget" másnak. Sok sikert kívánok neki!
Nem ér az semmit, ott rostokolsz melette , mert nem automata , mennyi kw ami van , ha csak néhány pl. 3-4-5 Kw akkor csak fagyoskodsz hiába, ha nem a szobádban csinálod!
A végét, illetve kb a 2/3-ánál szűkítettem....le is tépte a hegesztést, és kilőtte mint a puskagolyót. A maradékot le tudom talán fotózni, ami maradt belőle.
Kérdésem lenne...van egy munkahengerem, ami kb 17 tonnás erőre képes 150 bar nyomásnál. Van valamilyen "szabály", hogy max mekkora brikett átmérővel kell próbálkozni, hogy jó legyen a tömörsége? Tudom, hogy a puding próbája az evés, de igazából azt sem tudom felfogni, hogy mit jelent ez a szám, majdnem 4x annyi mint a rönkhasítóm.....
Én egyszer vettem egy hasítót, és köré építettem brikettáló - felépítményt. Az volt a cél,hogy a hasító funkció is megmaradjon. Automatizáltam, de sajnos kicsit túlterveztem, mert a rönkhasító csak 4T tud, a brikett átmérő pedig 70mm volt. Az még nem is lett volna gond,kicsit "laza" lett a brikett, de szűkítettem raja 20 mm-t és széttépett mindent, még saját magát is.
Meg nem veszem, mert kb a negyedéből meglesz, de ugyanígy gondoltam, hogy nem rajt van, abból már sokat láttam, hanem elé, hogy megmaradjon a hasító funkció is.
Tegnap este elkezdtem olvasni az elejéről a fórumot, nemtom mire érek végig és találok-e benne amit keresek, de addig érdeklődök, hátha gyorsabban lesz segítség :)
Valaki készített már fekvő rönkhasítóból (4T) faforgács brikettálót?
Nekem háztartási méretű/kapacitásyú fa brikettálóra lenne szükségem, van és lesz pár mázsa brikettálható anyagom. Ipari méret már csak az ára és a mennyiség miatt sem kell.
Az Esab típusú felrakó elektroda magas króm tartalommal, wolfrámot meg nem tartalmaz. A csiga vége nagyon felmelegszik is még a felrakás is kilágyul. Csak a wolfrám (wolfrámkarbid) tűri a magas hőmérsékletet. Használtam Euweld Hard-ot de az méreg drága, van olcsóbb is , olyan üzletben vegyél elektródát ahol az eladó ért is hozzá. Most WC 600-at használok az olcsóbb meg tűrhetően lehet vele hegeszteni.
Élkefém az csak a kereskedő ház neve, meg tudod mondani miféle eladott elektródájával (a gyártó nevét és a termékének pontos leírását kérem) hegesztettél, tudod én tudnék segíteni mert tudok már wolfrámos elektródával is, nem tudom te tudod mi az?
Brikettálás közben elég intenzíven kopik a csiga, élkefém elektródával felrakva se bír sokkal többet. Egyik szaki javasolta, hogy k-s anyagból kellene készíteni, az bírná. neten nem találok róla semmi infót, mi lehet ennek a hivatalos jelölése, szerintetek érdemes vele foglalkozni? Ti mit javasolnátok alapanyagnak?
Én elkezdtem átalakítani a saját rönkhasítómat (4T), mert láttam, hogy másnak milyen szépen sikerül a brikett, de gyenge ahhoz az átmérőhöz,amit terveztem, és annyira túltoltam, hogy saját magát szedte szét, most erősebbet próbálok alkotni, csak pénzem nem sok van rá:(
ilyen brikettáló gépem van és egy olyan kérdésem lenne hogy egy fűrészpor szárítót szeretnék hozzá 50kg/h a gép teljesítménye tudna valaki ajánlani valamit hozzá?
Üdv! Nekem 60mm a brikett átmérő, a csiga eltörése előtt 20as lyukkal, most 25ös anyag lett ráhegesztve, így vissza kellett venni a fordulatot, mert annyi kormot termelt a furatba, hogy eltömődött és a gőz-füst keverék nagy durranás mellett tudott csak távozni. Akkor ezzel a motorral nem nagyon bővíthetem az átmérőt. Lassan odaérek, hogy teljesen új alappal kell indulnom és másik gépet kell építenem. Valószínű, hogy a mostani váz sem bírna ki nagyobb terhelést, mert amikor vizesebb picit és hallani hogy fogdossa a motort, a vázat is tekergeti becsülettel...
Az a csigavég igen erősen terhelődik, sokszor eltörik ha túl rideg az anyag.Én úgy oldottam meg hogy cserélhetőre készítem a végződését és szívós anyagból csinálom.
Most még mindig nem írtad mennyi a jelenlegi brikettátmérő. 70 mm átmérőhöz már 11 kw motort tettem és volt pillanat mikor még azt is megfogta.Számítani kell arra ha növeled a csövet ki kell bírni a csapágyazásnak , hajtóműnek.
Csőanyagot Röszkéről hozatok króm-molibdén ötvözettel ami nemesíthető legalább 55 Hrc-re. De lehet kisebb széntartalommal csak akkor cementálni (szénnel dúsítani kell legalább 1.5 mm mélységben) .Ezt ha megedzik 60 Hrc keménységet is elér , ilyenből csinálom a csigavéget.
A horony az nagyon lényeges, én is hegesztettem már keményfémmel de utána jó sokáig dörgöltem kézi lyukköszörűvel hogy síma legyen , belül meg gépi lyukköszörűvel adtam meg a méretet. Most azt nagyon különlegesre készítem ,ahhoz pedig komoly gép kell.
"Az anyag megforgását gátló hornyok készítéséhez nincs gépem, de arra gondoltam, hogy horony helyett belehúzok keményfém elektródával 6 csíkot. " nem egyértelmű, de a préselendő anyag csiga által a csőben való megforgását gátolni...
Üdv! Ma már volt olyan óra amikor csak tankolni és a kész anyagot kazalba rakni kellett, aztán bumm! Lövöldözésen kívül mást nem csinált a gép... szétszedés után a következő fogadott:
Letörte a csiga végét.... Kijavítottam, kapott másik végződést, működik megint, de még mindig nem az igazi. Miután apróbbra darálom a szalmát, már több készül óránként mint korábban, de azon töröm a fejem, hogy át kell alakítanom, hogy vastagabb legyen a késztermék. A préskúp is ki van öblösödve ahol a csiga utolsó levele van, azt is javítani kellene, arra gondoltam, hogy vastagabb csigát és vastagabb csövet készítek. 7,5kw-os a motor, ez milyen vastag brikettet tudna kinyomni? Milyen anyagot vegyek pl a csőnek, amit ki tudok esztergálni, majd edzeni? Az anyag megforgását gátló hornyok készítéséhez nincs gépem, de arra gondoltam, hogy horony helyett belehúzok keményfém elektródával 6 csíkot. mi a véleményed?
Régóta figyelemmel kísérem a bejegyzéseket,sok hasznos dolgot irtatok le.Új helyre költöztem és felhagytam a brikett készítéssel.A felszerelésemből meg maradt egy nedvesség mérő,ami nagy segítség volt. .Eladnám ha valakit érdekel.Fotót privátba küldök.
Igen, akkor is kell piszkálgatni, szorítani-tágítani de ha összejönnek a szerencsés dolgok mint anyagfajta, nedvesség , csiga fordulat , csőhőmérséklet akkor néha fél -1 órán át nem kell piszkálni.
Az állandó rugóerő stabilizálja valamennyire? vagy akkor ott a rugó szorítását kellene állítgatni? Bocsi hogy ennyit kérdezek, de nem teljesen világos a dolog, mert ha szerelek rá rugós szorítást, az is egy bizonyos mértékben szorítja, de ha engedni kellene akkor csak a csavarok visszaeresztésével tudnék engedni rajta.
Úgy van ahogy írod, zárt helyen csakis füstelszívóval lehet, ez a rosz a csigásnál.Ha alkalmaznál cső után egy stabilizáló csövet ami be van vágva 3 vagy 4 részben és szorítható erős rúgóval akkor stabilabban dolgozik a gép.
A napraforgóocsú olajos és csúszik, abba a csőbe beszorul a szalma is a fűrészpor pedig még jobban.Hidraulikusnál esetleg szalmára lehet kicsi és rövid kúposág, de az értékét úgy kell kikísérletezni .Én nádat nyomtam és az sem egyforma volt nem mindegy hogy egy éves vagy két éves az anyag meg az is számít hogy milyen földben termett.
Üdv! Eddig kb 1 tonna normális brikett készült, meg még legalább ennyi selejt is. :D Gyűlnek a tapasztalatok, de ami elszomorít, hogy egy percre se lehet otthagyni a gépet, örökké babrálni kell, lazul, szorítok, feketedik eresztek...
Ahogy végigolvastam a fórumot, nem sok szó esett a fordulatszám fontosságáról, csak hoyg 200-250 körül legyen és jónapot. Nálam egy frekvenciaváltó lett felszerelve, és ha vizesebb anyag kerül a gépbe, 250es fordulat körül lövöldöz, de ha leveszem 210re, minden gond nélkül készíti a brikettet, de a szárazabb anyaggal már ez a fordulat nem jó, szétesik az anyag ahogy kiér a szorításból. Nagyon finom beállításokon múlik a boldogság, azt tapasztalom. Csináltam komoly füst és gőz elvezetést, mert az asszony már nem akart beengedni a lakásba, olyan füstszagú voltam. :D
lehet én irtam rosszul mert ebböl kiszedhető, én azt gondoltam magának a fejnek, de állítható is 15 századot de ettöl függetlenül a fürészport ugy kellett kifurni belöle
nádnak, szalmának kb mekkora szükítés kell kisebb v nagyobb mint a napraocsunak
Azt a fejet úgy kell megkonstruálni hogy lehessen cserélni benne betétet, ha az egész fejet cserélni kell akkor kókler volt a gyártó. Már többször mondtam automata szorító nélkül nem profi a hidraulikus gép.
valaki tudna nekem abban segiteni akinek már van tapasztalata hogy hidraulikus brikett gépre szeretnék fejegységet szalmára és fürészporra. jelenleg ami van az napraforgo ocsura tökéletes, azzal lett kiprobálva de azt szépen viszi pont el lett találva, viszont a fürészpor ugy betömödött, hogy ki kellett furni belöle.
kérdezgettem a témában és azt mondták elméletileg elég a fejet lecserélni, hogy jol müködjön
esetleg valakinek tapasztalata ezzel kapcsolatban hány tizedes v százados szükités kell hozzá
várom válaszaitokat további szép estét mindenkinek!
Nálam a vill. motor az utolsó de tudni kell mennyi a max motor amit tudsz meghajtatni.Most betegség miatt nem tudok kész gépet esetleg egy-két alkatrészt.Hidraulikust már nem készítek ,hidraulikus ami komoly gép az sokba kerül.
Jelenleg fel tudok kínálni nálatok hozzáférhető csigásat 11 kw motorral teljesen üzemképes ,én készítettem hozzá szerszámot nádra és fűrészporra.Egy kisebb cső hozzáadásával szalmára is jó. Nem én vagyok a gazdája , ha érdekel megadom a tel számát, biztosan nem kerül 3 millába. Rákattintasz a nick nevemre és megkapod az adatokat.
Önmagában a csigás gépet nehéz olyanná tenni mint automata hidraulikusat.A csigának nincs akkora nyomóképessége mint excenteres vagy hidraulikus dugattyúnak,mégis tud keményebb brikettet készíteni mint excenteres gép,köszönve a lignin kötésnek. Minden gyártó más-más megoldást ad hogy a csiga" kapaszkodni" tudjon.A kínai Zbj gépnek ez nem az erőssége, a cseh gép kapaszkodó fogai is betömődnek, az ukrán profi jellegű Eb 350-es gép nyomócsöve 8 összetett részből áll ami négyszögű brikettet nyom és még se jó minden fűrészporra (itt nálunk egy vállalkozónál csak lövöldözött mint az ágyú), pedig az 35000 euróba kerül. Nekem is saját megoldásom van,aki vesz tőlem gépet az meglátja.
A hővezérlés is probléma mert elsősorban a csiga végződésének hőmérséklete a lényeges, ezt meg rettentően nehéz mérni mivel forog és eldugva van.A cső csak másodlagos, akárhová teszed is az érzékelőt mindig becsap és elkésik. Én ezért egy speciális programot használok vezérlésre, úgy kisebbek a késések.Javítottam kínai másolatú gépet 60 mm-es csigával, ledobtam a szerszámját, kicseréltem. viszont nem pénzelték a programvezérlésű hőszabályzómat ami pedig nem jelentős összeg.A gép elég stabilan működik fűrészporral, de mire a csőből kijön a túl barna brikett már elkéstem a tágítással is meg a hőfok változtatással is. Ha meg túl fehér a brikett mire meglátom már szintén elkéstem.A programomat egyszerűen csak több időrelé összekapcsolásával érem el.
Átjavítottam egy cseh gépet is, annak is ledobtam a szerszámját, 100 mm-es csigája volt és szalmával elég jól működött.
Az érdekes az hogy 8 évvel ezelőtt 62 mm-es forgácsbrikettet nyomtam fűtés nélkül.Olyan stabilan dolgozott hogy ott hagyhattam fél-egy órára is , elmentem kávét főzni.A forgács egy bútorüzemből ragasztott elemek utómunkájából jött a forgács, még ma is ugyanolyan kemény mint akkor volt pedig nyitott fészerben van, erről teszek fel képet:
A kép túl nagy és nem veszi be a fórum, majd kicsinyítek rajta.
Hogy lehet profibbá tenni? Ha pl a 60-as csigám helyett 100as lenne, akkor a nagyobb tömeg miatt lassabb lenne a hőfok ingadozása? A fűtés hőérzékelőjét hova lenne a legjobb tenni? Eddig kb a csiga utolsó levelének irányába bilincseltem meg a csövön az érzékelőt, utána a 2 fűtőbetétet, Érdemesebb lenne a 2 betét közé tenni?
Összetett a dolog de látom kezded érteni.Csigásnál döntő dolog hogy a csiga nyomóképessége egyenletesen erős legyen , ne lazuljon meg a nyomása és ne is keménykedjen túl, ekkor keletkezik a lignin ragasztóanyag.Ha meglazul nem termel lignint és nem lesz ragasztás, ha túlkeménykedik , bemelegszik, beég a csőre , még robban is.A melegítés arra szolgál hogy a csőből könnyebben kijőjön az anyag és segítse a lignin képződését.Viszont ha túlmelegszik akkor fordítva sül el a dolog, ráég a csőre és fékezi az egyenletes anyagkiáramlást, önmagát gerjeszti a rosszra és ugyanúgy a lazulás is önmagát gerjeszti a rosszra, ezért nehéz vele.
Tudni kell hogy szalma és szalma között is és forgács-forgács között is nagy a különbség. Én minden anyaghoz speciális beömlő és főnyomó csövet használok, a baj akkor van ha nádra rendelik és azután nádja nincs csak szalmája és nem akar rendelni szalmára való szerszámot.
Jól gondoltad, ha lassul és keményedik, melegszik, akkor segít a gyorsabb kiáramlás, csak bírja a motorod mert ilyenkor rendesen megfogja.(Ha van stabilizáló cső akkor tágítani kell.) Ha meg veszik a hőfok és lazul is akkor lassítani kell az adagolást, esetleg szorítani kicsit a stabilizáló csövön hogy felvegye a hőmérsékletet.Sajnos a nem elég profi gépeknél csak az ilyen játszadozás segít.
Kifejtenéd ezt, hogy mit takar az hogy csak pár ember tud dolgozni vele , kevergeti az anyagokat? Pl ha látom hogy túlmelegszik, akkor apróbb szalmát próbálok rakni bele, hogy azt gyorsabban eszi és a gyorsabb anyagáramlás visszahűti kicsit? Vannak gyártók akik csak megoldják hogy folyamatos működésre alkalmas gépet adjonak át a vevőnek, ott mi lehet a titok? Egyenletes etetés? Vagy ott gyengébb, puhább anyag készül és nem áll fent a túlmelegedés veszélye?
Tizenvalahány gépem közül csak két-három ember tud igazából dolgozni vele, azok tudnak anyagokat kevergetni, tudják mikor mit kell csinálni.
Ezért terveztem egy kombinált excenteres-csigás gépet ami egyesíti az előnyöket, egyenletesebben dolgozik amelyet nem kell mindig piszkálni hogy beálljon az egyensúly.Kicsit nagyra sikerült , 700-800 kg/órát várok , nagy darab vasak kellenek de jóval kisebbek mint egy tiszta excenteres géphez, így is nagyon komoly pénzbe kerül.
Nagyon nehéz stabil üzemre bírni a csigás gépet, mindennek összhangban kell lenni, érzékeny hővezérlés , behangolt csövek. Nem árt utólag egy szétvágott stabilizáló csövet is tenni amelyet erős rúgóval lehet szabályozni.
Hidraulikus gépet könnyebb szabályozni csak legyen rendes nyomóereje a hidraulikának.
ugyanaz a mese nalam is,vagy tul puhan nyomja ki vagy annyira tomor,hogy ki se birja nyomni,ezert nincs rajta a csoszorito.arra gondolok,hogy vastagabb falu csovet kellene beszereznem mert lehet,hogy amivel most probalkozom valamerre eldeformalodik es amiatt nem muk rendesen
Üdv! A hajlítást ugyan kibírták a fűtőszálak, de kb fél óra működés után nem bírták a strapát. Szereztem a korábbival megegyező méretű fűtőtestet, le is szigeteltem. Sikerült szép brikettet készíteni, nem töredezik,de az a bajom, hogy hullámzik a folyamat, először lazább anyag jön, majd egyre keményedik, sötétedik, felengedem a hűtősínen a szorítások egy részét, de fekete lesz füstöl mint az őrült, van hogy meg is fogja a motort, ilyenkor várok kicsit, újraindítom ekkor felpuhul, repedezett szétesős vacak jön, kézzel rátartok megint kezd keményedni egy darabig elfogadható anyagot készít majd újra jön a feketedés és füst. Hőfok 260-ra van állítva, a hőfokvezérlőn próbáltam ezt a pid funkciót működésre bírni, addig jutottam hogy 255-265 között ingadozik. Kezd az agyamra menni :)
Automata csőszorítót alkalmaznak a komolyabb gépeken, nálad éppen az nem látszik a képen hogy van-e szorítód, helyette igen hosszú stabilizáló csövet alkalmazol ami segít a tömörödésben.
helo fiuk,tenyleg kell melegiteni a csvet?nem termel eleg hot uzem kozben? mert beszeltem egy emberkevel aki ausztriaban dolgozik egy brikigyarban, o azt mondja,hogy ok hutik a csovet mivel nagy hot termel a gep amint nyomja ki az anyagot,az igaz,hogy ipari mennyisegrol beszelt. en hidraulikussal kiserletezek,meg nem az igazi de a remeny meg el.
BUÉK! Délután nem bírtam már magammal, nekiestem a csigának.
Ilyen lett, kipróbálni még nem tudtam, mert összeszerelés után azt tapasztaltam, hogy nem működik a csőfűtés. Szétszedtem, valahol a csempék között megszakadt az áramkör.
Szereztem 2db 2Kw-os mosógép fűtőszálat, azokat fogom a cső köré tekerni, remélem kibírják.
Nem gondolom hogy sokat segítene a levelek leköszörülése mert eleve kicsi a menetek közti hézag ,esetleg ha apróra darálsz.
100-as csiga esetén csak a behordó rész nagyobb , az utolsó 3 menet az 60-70-es brikettnek legyen megfelelő.
Nekem van most egy félkész csigám, mutatok hasonlóról egy korábbi képet.Ez elég nagy 68mm megy bele a főtengelybe, annak is kellő nagynak kell lenni. 11-15 kw motorhoz való.
ha így haladok, az eredeti csigából nem sok marad, mindent át kell alakítani. Foglalkoztat a gondolat, hogy 100-as csigát kellene csinálni / beszerezni és ahhoz csövet készíteni... 7,5 kw motor annak már kevés lenne nem? Brikigép, neked van eladó csigád ami megfelelne a célnak?
Mai nap elékszült a csillag alakú keverő, ami kb duplájára növelte a termelékenységet, de még mindig nagyon lassú a dolog, a motor többet is bírna, a megadott 7,5kw helyett csak kb 3kw-ot fogyaszt óránként. Azon agyalok, hogy a motor felőli első két menetet leesztergálom a csigáról és laposvasból hajtok rá a két menet helyére csak egyet így jobban tudna harapni. Vélemény?
Úgy nézem valami bangladesi-kínai konstrukció másolata lehet.Már sokan panaszkodtak ezekre, ritkán válik be itt nálunk.
A csiga átmérője kb 60-70 mm lehet ami inkább fűrészpor befogadására elég ,vagy nagyon apró rizsszalmára. Búza, szója szalmára legalább 100 mm átmérőjű csiga kell ami kb 80 mm átmérőjű brikettet nyom. Az enyémen 120 mm a befogadó rész és 84 mm vagy 80 mm a brikett szalmára , így is felakad a durvábbra darált.
A csőszerkezet külön tanulmány, nálam három szétszedhető , változtatható egységből áll , mégis ha új anyagról van szó akkor meg kell kínlódni vele.
A csiga a másik tanulmány , ha nem rendelkezik öntágító-szorító tulajdonsággal nem működik stabilan, mellé még kopik is ha nem javítsák időben ,lehet dobni a kukába.
A cső fűtése is nagyon érzékeny , nagyon gyors reagálású vezérlőrendszer kell.
A csigás gép a legegyszerűbb brikettáló de igaz ami igaz nehéz vele dolgozni, nagyon ügyesnek kell lenni vagy nagy szerencsének.
Azért látom némi használható brikett kijött, sok türelmet kíván mire jó lesz.
Nekem azért volt szerencsém hozzá mert saját magam tudtam esztergálni, marni köszörülni , hegeszteni az alkatrészeket.
Arra gondoltam, hogy a csiga meghajtás felőli végén leszedek egy menetet, hogy jobban tudjon "harapni", de mielőtt szétbarmolnám, kipróbálok egy neten látott ötletet. Csiga megforgatja a csillagkereket, az pedig a megfelelő helyre piszkálja az anyagot. Holnap beszámolok a fejleményekről. :)
Üdv! Esztergáltam, majd köszörültem. A csiga hegyét felhegesztettem, hogy ha vastagabb akkor a brikett közepén is nagyobb lyukat hagy ahol a gőz el tud távozni. ez újabb problémát okoz, mert ha folyamatosan jön ki az anyag akkor oké minden, de ha picit lassul az anyag áramlása, akkor a csiga hegyénél beizzik az anyag, füstölni kezd. Ez a jelenség akkor jön létre ha a szalma nincs olyan apróra darálva és a csiga nem tudja megfelelő tempóban "enni".
Évek óta nem jártam ezen az oldalon és úgy tűnik történt egy kis változás! Mármint potitív irányban,úgy tűnik közlékenyebbek lettek az emberek,talán nem féltik annyira saját dolgaikat,ötleteiket,megszerzett tapasztalataikat!!
Ez nagyon jó dolog!!!!!😁
El kell mondjam,hogy nem csak olvasgattam korábban ezt a fórumot,hanem cimborák segítségével össze is raktunk egy házi készítésű csigás gépet.
Közel egy évig "játszottunk" mire nagyjából összeállt a szerkezet!
Kitaláltuk mekkora és mennyire stabil lábak-állvány kellene a gépnek!(elméletben😁)Honnan szerezzünk meghajtást,lassítóművet??!!Ezt tűnt a legnagyobb feladatnak és végül ez lett meg a legkönnyebben😁!!Ugyanis megkérdeztem a szomszédom nem tud e egy lassitóművet ? Erre Ő most akarják kidobni a régi alig használt lassítóműveket a cégétől!! Pár nap és közölte van egy 7.5Kw-os Made in Czeshlovakia gyártmányú lassítómű potom75.000eFt ért!
Rábólintottunk és megvettük,csak azt nem mondták,hogy két és fél mázsa!!😁
Esztergáltassunk- marassunk egy csigát!!! A környékünkön egy ember mondta ,ha van pontos rajz méret stb meg tudja csinálni. Nagy nehezen megszereztük,majd azt mondta nem rizikózik és mégsem csinálja meg!!! Köszi!! Elcsesztünk 1hónapot!!!
Honnan vegyünk CSIGÁT???!!
Aztán itt a fórumon olvastam egy dabasi cégről aki a kínai Zbj gépeket forgalmazza és alkatrészeket is forgalmaz. Hívjuk fel,de melyik csigát rendeljük meg???? Summa summárum megrendeltük
kiderült nem Kínából jön a cucc,hanem egy Magyar !!!!! ceg csinálja !!! A pénzt előre el kellett utalni (115.000eFt) két hét és kész!!!! Nagy lófaszt!!
Három és fél hónap várakozás után és 200 telefonálás után,úgy hogy a pénzünket sem akarták visszaadni,egyszercsak megjött a csiga!!! Hurrá!! Pár nap múlva meglátogatott az esztergályos és amikor meglátta egyből mondta:ilyet én is tudok!!! Itt konkrétan elfüstölt az agyam!!!!!
Haladjunk!!! Csiga ,kúp megvan állvány készül,lassitómű van,márcsak pár palástfűtés ill annak az automatikája kell! Ujjabb egy hónap elteltével a villanyszerelő összerakta a kapcsolószekrényt és picsarészegen bekötötte a dolgokat!!! Igen majdnem sikerült agyonvágatni magunkat a 380V-al!!!
És akkor több hónap tanulmányozás ,utánajárás,megrendelés és egyéb szakmunkák után,ill: 600.000eFt elköltése után kipróbálhattuk a gépet!!
Három hét állítgatás és különböző anyagok kipróbálása után ahol a gép volt,közölték mennünk kell!!
A gép kb.50-70kg brikettet készít óránként és kb 5 éve áll egy harázsban ahol éppen elfér. De legalább van!!😑😐
A csövet esztergáltad vagy köszörülted? Az esztergálás nem ad megfelelő felületet.A kúposság meg kényes dolog , néha ötször kell igazítani hogy jó legyen.
Üdv! Birtokomba került egy csigás gép, amivel szalmát szeretnék préselni, de nem nagyon akar sikerülni.Régi gazdája napraforgó héjat nyomott vele, azt vitte. 7,5kw villanymotor hajtja, kb 250-es fordulaton. Első próbálkozások alkalmával beleszorult a csőbe az anyag, a fórumon olvasottak alapján tettem hozzá szappant, hogy bejáródjon, de úgy sem bírta kinyomni. A csövön rövidítettem, majd a kúpolásból esztergáltam ki, mivel 67-ről 52mm-re szűkült a cső, így már kijött az anyag, de így meg intenzív lövöldözésbe kezdett. A préselendő szalma és a kilőtt darab is 14%-os nedvességtartalommal bír. A netes videókon azt látom, hogy intenzíven gőzöl a brikett közepén lévő lyuk, de az enyémen semmi se jön, mivel a brikett közepén alig van lyuk. Kérdésem az lenne, hogy a mellékelt képen lévő csigámon hogyan változtassak? Túl vékony a hegye ?
Miért nem tüzeled el? Én hosszú évek óta fűrészporral-forgáccsal (is) fűtök, sima, hagyományos (TOTYA) kazánban. Ha érdekel a "tüzelés technikám", keress telefonon, telszámom publikus. Üdvözlettel: GV.
Nagyon szívesen fogadnám, ha tudnám hová tenni, mert gépem nincs, csak anyagom egyre több, ezért szeretnék minél hamarabb egy működő képes gépet építeni :)
Helo, szerintem, ha tevedek kerlek javitsatok ki mert en is amator vagyok, tehat szerintem a fi 70 es cso kisse vastag minek koszonhetoen nagy a kerulete a csonek ezert nagy feluleten surlodik a tomitett fureszpor ezert tudja nehezen kinyomni a brikettat, a masik ami helytelen az , hogy ha a fi 70es csovet leszukited fi50 re nincs az a pres ami azon keresztul nyomja a tomott fogacsot, hagyd a csovet 70 re hasitsd be kb hosszanak feleig es egy bilinccsel nagyon keveset 2-3 mm szoritsd ossze, kezd el nyomatni az anyagot elobb lagyan fog kijonni a csobol aztan kezd tomottodni vegul lehet hogy ki sem tudja nyomni, turelmesen ki kell varni es beallitani a cso szukiteset, melegiteni nem kell, o termel annyi hot, hogy a celluloz kicsapodjon az majd osszeragasztja a forgacsodat, a vat ne csinald ilyen olyan vasakbol, egy vasuti sinre vagy ahoz hasonlora epitsd fel, egyebkent szetbarmol mindent es kezdheted elolrol, en mar vegigmente ezen
Szia, ugyanabban a hajoban utazom mint te, jo ideje kinlodok egy brikettalo gep megepitesevel , tudok egy ket tanacsot meg fenykepet adni, keress meg a facebookon szathmari csaba egy gazalarcos kepem van
Érdekelne egy komolyabb brikettáló gép készítése házilag. Kapok elég sok forgácsot, fűrészport, és mivel vegyes tüzelésűek vagyunk, gondoltam magamnak gyártok tüzelőanyagot. Pár éve vettem egy 4T-s rönkhasítót, és az volt a koncepció, hogy mindkettő (présként és hasítóként is) működjön. A munkahenger végére tettem egy házi készítésű dugattyút, kb 7 cm átmérővel, amit szűkítettem 5 cm-re. Építettem köré egy keretet zártszelvényből, mert az első próbálkozásoknál széttépett minden hegesztést. Az irányváltást, (hogy ne kelljen ott állnom )a kézi váltóra szerelt trabant ablaktörlő motorral és mágneskapcsolóval oldottam meg. Az volt a gond, hogy hiába fűtöttem, vagy a motor nem bírta a terhelést,és megállt a prés, vagy letépte a szűkítést. Egyszer annyira megterheltem, hogy elkezdett folyni a hidraulika olaj, saját magát nyomta szét, tömítést kellett cserélnem benne. Rájöttem, hogy a 4T kevés, mert amit csinált brikettet, az könnyedén morzsolható, én pedig egy kemény brikettet szeretnék. Melyik a "könnyebb" megoldás? a csigás vagy a hidraulikus prés megépítése? Láttam olyan videót, hogy házi préssel megcsinálták a brikettet, és beverték vele a szöget... valami hasonlót szeretnék építeni. Milyen paraméterű eszközök kellenek hozzá, hogy 7-10 cm átmérőjű, kellő keménységű brikettet tudjak gyártani? Venni kevés dolgot tudok, mert pénzem az nem nagyon van :( tudtam már szerezni motort, kaptam ígéretet olajpumpára, dugattyúra.
Én is hasonló cipőben járok,félig megcsináltam egy kombinált excenteres gépet.
Ez 0.7-1 tonna/óra kapacitású lenne.A befektető becsődölt , nekem meg nincs elég tőkém hozzá, sajnos hogy ilyen helyzetek tudnak ezen a vidéken érvényesülni.
Külön szeretném üdvözölni Brikigép-et, akitől évekkel ezelőtt rengeteg segítséget, tanácsot, támogatást kaptam.
Jó látni, hogy azóta kiérdemelte a fórum veteránja címet.
Én a mechanikus brikettálók hatása alá kerültem és Brikigép tanácsai alapján készítettem is egy prototípust.
Az akkor még iskolai feladatként készített géppel elértem az elvárt sikereket, de értékelve a hiányosságokat elhatároztam, hogy egyszer készítek egy nagyobb, erősebb gépet, ami akár bérbrikettáláshoz is megfelelő lehet.
"A lendkerekesnek a lendkerék a lelke. Az akkor ad le energiát mikor kell és annyit amennyi kell , ha több energiát nyomsz bele elraktározza ezért jó..."
Ezt az elvet követve szereztem 1 pár vonatkereket a maguk körülbelül 180 kg-os darabonkénti tömegével és termetes méreteivel. Úgy gondoltam, ezek a kész szerkezetek megfelelő alternatívaként szolgálnak lendkerék készítéshez.
Mára már be kell sajnos látnom, hogy sosem lesz elég időm ahhoz, hogy a gépet megépítsem, ráadásul most hozzáadódik a dologhoz az is, hogy költöznöm kell és a megszerzett kerekeket, csapágyakat nem tudom magammal vinni.
Gondoltam visszatérek a kezdőponthoz, hátha valaki hasonló gép építésébe vágja a fejszéjét és hasznát veszi a terveimnek és a megszerzett alkatrészeimnek.
Így hát eladásra kínálom mechanikus brikketálómhoz rendelkezésre álló fő alkatrészeimet és természetesen az elkészített terveket.
E-mail címem publikus, azon keresztül is szívesen válaszolok.
Remélem senki sem veszi tolakodásnak hozzászólásomat, mert őszintén remélem, hogy olyan valaki olvassa majd soraimat, aki alkalmas a feladat befejezésére.
Kb. 1 jól megrakott vödör (12L-es) papírt kisebb adagokban beledobálom a betonkeverőbe és szépen pépesre szedi, csak sok víz kell hozzá. A végén hozzáöntöm a 8L forgácsot és a szükséges vizet, jól átkeverem és kész.
20-as műanyag ládába szedem és a nagyja vizet téglák rápakolásával kipréselem. Aztán mehet a présbe.
Egy ideje olvasgatom a fórumot, sok érdekesség van. :) Csigás brikettáló gépet keresek , megvételre lehetőleg újat. Az olvasottak alapján Brikigép gépe tűnik a legjobbnak. Tud valaki esetleg elérhetőséget?
Mondani tudok rá de hogy beválik-e nem tudom pontosan.Szerintem a napraforgó ocsú csúszós anyagnak számít és ehhez szorosabb cső kellene aminek elég nagy kúpolása van, vagy keverni kellene fűrészporral úgy hogy a fűrészpor legyen többségben.
Én eddig olyan préssel dolgoztam amiben egyszerre 3 db tégla nyomható alulról hidrás autóemelővel. Most viszont jobban ráállnék a termelésre és készítenék olyan prést aminek egy karja van és azzal tudok préselni és kinyomni a végén a kész téglát. Honnan tudnék ilyenhez rajzot találni? Olyat ami rendesen működik. Köszönöm.
Nem tudom hol jársz mennyiségben, én 5000 db- nál tartok! jó kis szórakozás és meg is éri!!!!!!!!!! emellett pecázni is járok majdnem napi szinten!!!!!! Tehát megéri anyagilag is!!
Tudok rá megoldást az Eb 500 meg 350 -re de nem akarom megmutatni csak akkor ha elfogad engemet mint szerb és ukrán a magyart !Értettitek ezt ti Népeek ? Itten a Kárpát medencében?
Köszi, ha van kérdésed akkor válaszolok.Általában jobb egy kipróbált géppel dolgozni mint kínlódni saját konstrukcióval ami egyből ritkán sikerül. A 400 bár nyomást az olajban vagy a brikettnél mérted?
Nemrég sikerült egy komoly feladatot kapnom.Egy fatelepet működtetö cég vett egy EB-350 típúsú ukrán csigás gépet ami nem gyerekjáték.Sehogyan se tudták brikettálásra bírni csak lövöldözött mint az ágyú.Mondták javítsam meg. Megnéztem a belsejét hát az olyan fölöslegesen elbonyolított szerszámot használ hogy lemondtam a javítgatását.Helyette töredék áron felkínáltam az én gépemet akár több szerszámmal is ami még akkor is jóval egyszerűbb és a szerszámja könnyen alakítható.
Köszönöm mindenkinek a segítséget! Jól körbejártam a témát aztán rá kellett bíznom a nagyokra a pelletálást.. Igaz hogy így 2x annyiba kerül, de egyenlőre belefér.
A hidraulikus brikettálásba belekezdtem, hála a fórumnak, így vettem egy működő gépet ~25kg/óra, 200ezer, 80%-on 400bar-t tud a végén nyomni.. Szálas takarmányhoz éppen elég, meg persze megismerni a technológiát. Egyébként jó látni ahogy működik. Van hozzá egy 13le-s kalapácsos mobil ágdarálóm 25mm-es rostával (az 260 volt, de ledarálja a 9 centis ágakat is mint a huzat). Száraz lucernából, szénából 200kg-t tud óránként (meg ahogy birom etetni) csak kicsit porol:).
Na sziasztok, jövök még!
Köszi Brikigép, Naox és akik passzívan segítettek!
Szia. Én most kezdtem bele, ez a második évem.Tavaly auto emelős kütyüvel pogácsákat csináltam, de nem voltam megelégedve a tempóval. Idén tégla alaku a termék, és egy kézi karos préssel csinálom. Aki most kezdené, annak egy néhány tanács. A gazdaságossággal kezdi mindenki, hát ez nem az. Rengeteg munka van vele, és ez csak a sok szabadidővel rendelkezőknek megy. Én nyugger vagyok, tehát van időm a kertben gépészkedni. A dobozokat ingyen kapom, körfűrésszel 10 cm csikokra vágom. Utána egy befenekelt és átalakitott fűnyiroval felapritom. Ezután jön a viz, és a keverés egy házi keverővel. Ha mindez megvan lehet préselni. Ezután a száritás, rakosgatás az eső elől. Szóval van vele munka, de amikor télen a kandallóban izzanak a téglák, az azért kárpótol.
Egyèb elfoglaltság miatt nem fogtam hozzá eddig. Persze az idő sem volt annyira jó, hogy kint tudjam csinálni. Nekem speciel bejött a dolog, ha jól emlékszem most lesz ötödik ève, hogy csinálom.
Sziasztok! Csak véletlenül keveredtem ide,tök más dologra kerestem rá,aztán itt olvasgattam és elég sok minden felkeltette az érdeklődésem.Pár dolgot kérdeznék is! Csigás tömörítő téma. -Valaki szerelt e már a tömörítő fejbe ahol a brikett ténylegesen tömörödik nyomásmérőt?Ha igen mekkora nyomást mért ott? -van e bevált szűkítő arány?Ha igen mekkora méretű pl. (most hasraütés szerűen mondok egy számot) 60 mm átmérőről 40-re 15 cm hosszan,ilyen van e? - a kimenő ccsövet mekkora hőfokra kell/érdemes előmelegíteni? -általánosságban a csiga fordulata kb mekkora? -törőtárcsát használ e valaki a gépbe (csiga után egy tárcsa ami kúpos lyukakkal van tele a nagyobbik átmérő menetiránynak néz,feladata,hogy az áramoltatni kívánt anyag homogénen "folyjon" tovább)?
8 évig extrudáltam,kb 6 különböző extruderen,a legnagyobbnak a csiga átmérője 140-150 mm volt :-),csak a hajtóműnél volt alátámasztva a csiga,ami temperált,tehát 2m hosszú és végig "a levegőben" lógott,a külső zónák is fűthetőek voltak 5 C° pontossággal.110 Le-s villanymotor max. 50-es fordulatot tudott és a kereszt fejben a nyomás 560 bar volt. Így némi fogalmam van a dologról,viszont teljesen más anyagot nyomtunk ki mint pl. fűrészpor :-) ...
Lehet belefogok egy gép építésebe.A meghajtó motor elég erős 10kw körüli,kb 5-6 cm átmérőjű brikettet szeretnék készíteni. Tapasztaltaktól mindenféle tanácsot szívesen veszek! Előre is köszönöm szépen a segítséget!
Én tavaly elkezdtem készíteni egy csigás pelletálót ami aprítékégető kályhába való pelletszerű tüzelőt is tud készíteni.Nem kicsi méretben 1 tonna/óra kapacitással és a szalmaféleségeket darálás nélkül befogadja.Takarmányból lehet a dupláját is kinyomná.
Ezenkívül elkezdtem még egy kombinált excenteres- csigás brikettálót is kb 800kg/óra kapacitással.Úgy vagyok már ha bukok velük, akkor bukjak rendeset és felejtsem el a brikettálást.
Teljes bizonyossággal nem állítom hogy nem nyomja keresztül ,megérzésem szerint ez a keverék hasonlóan viselkedik mint szalmafélék brikettálása. Úgy gondolom tömörítéskor az anyagdugó szilárd halmazállapotúként viselkedik , a matrica pedig mint fal .A képlékeny anyag keresztül menne, a csiga azért tudja átnyomni mert közvetlen a lyukak előtt nyom és némileg pépesíti is az anyagot.
Ennek a gépnek a matricája kb 70-80 mm átmérőjű. Szerintetek egy sima hidraulikus brikettáló mondjuk 1200bar-ral átbírja-e nyomni a lentebb említett anyagokat, annak ellenére hogy a matricán 8 lyuk van, nem pedig 1? Arra gondolok hogy a gátaknál a furatok között feltorlódó anyagok mennyire növelhetik az ellenállást? Ha mondjuk préselés történik nem pedig ciklikus ütögetés..
Hát tanulságos volt a videó, megkapó volt a zene. Az olajtartalom 3-3.5% fölé nem mehet szigorúan. Persze értem a pelletálás, brikettálás hőmérséklet körüli lényegét, amit már a fórumon is többször olvastam, a brikettek felszínének fényesedése természetes jelenség és vele járója is a technológiának, ebben az esetben is megengedett ennyi hő képződés de a felszín megégése már károsítaná a beltartalmi értéket és lehet hogy káros anyagok is képződnének amellett hogy elpusztulna egy csomó hasznos is. A jellemző páratartalmat (12-15%) nem növelném ha csak a technológia nem kívánja meg. A kritikus hőmérséklet nyilván mint minden fehérjét tartalmazó anyagnál a 72°c. De persze belefér (sőt kívánatos) a pasztőrözés, ultrapasztőrözés is.. Nyilván nem sokmilliós gépekkel akarom megoldani, úgyhogy a nagylényeg az lenne hogyha százegynéhány °c fok fölé megy is a hőmérséklet, gyorsan lehüljön (talán ha eleve kevés benne a nedvesség). A végén pedig tényleg valóban kemény produktumra van szükségem, mint pl. a szögbeverős brikettednél, hogy később se morzsálódjon és ha kihül nehezen vagy ne lehessen eltörni kézzel. Továbbra sem elmélet, meg kell csinálnom egy ilyen gépet, mert a hiánya minden nap veszteséget termel.. Nem kutyáknak lessz.
A szálas összetevő 40-60% körüli de az a darától egészen a lisztig (lucerna,széna,lucernaliszt, korpa stb.). Ebben az esetben nem befolyásolja az emészthetőséget a takarmány nedvességtartalma.
Motorok azok találomra is vannak egy 10kw-s 1440-es egy 4hp-s 700-as fordulattal. Nyilván olyat veszek amilyen kell.
A duplacsigás gépemmel készítettem kutyatápot próbára. Ha van némi zsírosság-olajosság a keverékben akkor nem melegszik és könnyen kinyomja a 100 kg/ó értéket is egy 3-4 kw-os motor.Érdekes hogy a takarmánypelletálásnál előnynek értékelték a gyártók a felmelegedést mert segíti az emészthetőséget többek között. Én eddig csak tésztanyomó extrudert és kukorica pehely készítő extrudert láttam rozsdamentes kivitelben de az takarmány célra gyenge lenne.
Csigás kivitelben a matricát könnyű megcsinálni, bár mire sikerül beállítani a kellő keménységet valószínű többféle lyukhosszúságút kell kipróbálni.Ha a szálasösszetevő nagy arányban van a keményítő részhez képest akkor nagy arányban növekszik a kinyomási erő így a hőmérséklet is.
Gondolom azok közül a gépeid közül csináltad valamelyikkel amiket ide is feltöltöttél. Nem mélyültem még el a csigás gépekben, más okok miatt inkább a hidraulikusokat nézegettem. Gondolom a csigás végén is lehet matricát cserélni, vagy levenni. A motor, a hajtómű, a csatlakozások, az asztal, elektromosság nem nagy kunszt, de a csiga, a persely, a matrica, magassága, keresztmetszete, furatok, teljesítmény stb méretezése nem tünik egyszerűnek. Olyan gépre lenne szükségem amivel teljes keresztmetszetben szintén viszonylag alacsony hőmérsékleten, lehetne szálastakarmányt is brikettálni (5-7cm magas és széles pogácsákat), szintén takarmányozási célokra..
Ha esetleg részben vagy egészben vannak terveid, gépeid, azok darabjai, részegységek és esetleg eladó és jól használható, lehet hogy az lenne a legegyszerűbb. Ha nem találok valamilyen kutyatáp extrúdert.. Köszi a segítséget!
Köszönöm, hálás vagyok hogy segítetek, a pénz az beleférne a keretbe, esetleg ha még egy kicsit tudnátok terelgetni pl.: márkákkal, tipusokkal, méretekkel, teljesítményekkel. De azért már ez is megnyugtató, hogy van kiút.
Erre a célra egy használt extruder tökéletesen megfelelhet. 2 éve kerestem ilyen gépet, meg is néztem vagy 3-4 félét, mindegyikkel tápot gyártottak korábban. Normális, rozsdamentes gépek voltak talán 0.4-0.7M közötti árban. Alighanem megérné egy ilyet venned, és esetleg az igényeidre igazítani, mint nulláról felépíteni egyet.
Gratulálok, szerkezetileg valamivel összetettebb mint mikor a csőben szorítás alatt préselődik az anyag, de egyenletesebb terméket ad .Ezért is választotta a német RUF cég ezt a megoldást, itt nem kell fűteni meg hűteni se.
Azonban találtam a némettől is nagyon profi csigás gépet:
Bocs, hogy kiakasztottalak. De az anyagi körülmények miatt csak egyszer van lehetőségem megépíteni. A gépnek elsőre működnie kell, vagy neki sem szabad àllnom. :(
Kicsit kiakadtam, a cső (mert olyanra kérdeztél) alap alkatrész a brikettálón. Valóban azért igazad van mert van formába nyomó hidraulikus( RUF ) és mechanikus (Távolkeleti szénpréselők) gép is. Ezeknél nem kell csőszorulással vesződni .Úgy emlékszem itt a fórumozók közül is készítettek formába nyomó hidraulikus gépet.
Nem építettem még. De szeretném magamnak megépíteni ( gazdasági okokból). Nád fűrészpor és gally amihez értelmesen hozzá tudok jutni. Mielőtt nekiállok szeretnék minél többet megtudni róla.
Ne haragudjgy má készítettél mán hidrapolikus gépet?
Tudod hogy a cső vagy szorul vagy enged? Geometia és esztergaképeség(köszörűképeség!!!!!!!).A csőben meg vagy megszorul , vagy normálisan megy , vagy enged, rajtatok múlik!
A brikettálásra szolgáló bioanyagok rendkívül széleskörűen viselkednek préselésre, hőhatásra. Megszenvednek evvel minden típusú gépen ,a lendkerekessel is ahol bődületes nyomások érhetők el viszont a lignint mint ragasztót csak a csigás gép tudja kellő mértékben előcsalni.
Nekem volt hidraulikus gépem komoly nyomóképeséggel. Nádat kellett préselnem , mondtam olyan nádat hozzanak próbára amivel tartósan dolgozni fognak. Hoztak nádat többször, mikor felmelegedett a cső 55 C fok fölé a 20 tonnás szorítóm se tudta megfogni. Szereltem rá vízhűtést és utánna nem csúszott meg a brikett. Mit ád a sors átadtam a gépet , a tetthelyen valami más nádat adtak , más földben termett meg régebbi is volt. Minimális szorítónyomással is és hűtés nélkül is jól megfogta a brikettet ,jól bekeményült.Megálláskor kikapcsoltam a szorítónyomást és alig akart feltágulni a brikett hogy újrakezdésnél laza szerkezetről indulhassak. Ennyit az én tapasztalatomról.
Kínai gépeken 15 kw motor van alapban ami egyáltalán tud olyan brikettet ami nem tágul égés közben.
Én 11 kw motorral szereltem fel és nem fúlik le ha netán megerőlködik.
Ez a gép nem az én konstrukcióm , csak kínai, kézzel 80kg , adagolóval 120kg , valami spéci vezérlővel 130kg.
Én ilyet nem készítek , az enyém minimum 200kg /óra.
Nekem van megoldásom biobrikettre, aprítéktűzelésre, legalább 1 vagy több tonna / óra készítésére képes rendszerre , még ha kicsit nedvesebb is a kelleténél !!!, gondolom ezt érted ?
Most teszek fel képeket újból és újból , nem tudom mi lesz az elég?
Ez a kettő gép bangladesi-kínai keverék , szerbiában másolták és nem sikerült.
Ledobtam a szerszámjukat és feltettem az enyémet, sajnos hogy itt Szerbiában és Magyarban
nem lehet olyan könnyen "atesztálni"mint kínában.
Az egyik gép 60 mm készít a másik 70 mm . Ha a megtermelt brikettet tűzre teszem az nem dagad meg, nem foszlik szét , megőrzi a parazsat. Higgyétek el ami ilyet tud készíteni az a gép csak nagyon komoly szakműhelyben készíthető el.
,Szia. ha képet ha tudsz róla küldeni azt meg köszönném meg elérhetőséget a "brikigép" nek! Meg hogy meg éri e csinálni meg hogy vissza hozza e az árát ha lehet érdeklődni? Van e kereslet a brikettre?
A csigás gép olcsóbb,és jobb minőségű brikettet csinál mint a hidraulikus,viszont a hidraulikusnál mindegy,hogy fenyőfa forgácsot,tölgyfa fűrészport,vagy mezőgazdasági hulladékot raksz bele,vagy ezek keverékét.
A Jófogáson is van eladó,de nem tudom milyen minőségbe.
Ha jól tudom "brikigép" is csinál csigás brikettáló gépet eladásra.
Nekem hidraulikus van,kb 1 millióba van (a ráfordított munkát nem számoltam) ,és 85-90 kg-ot nyom óránként.
Ugyanezen gondolkodok én is, hogy van elég sok fűrészporom (szalagfűrészelélsből), de akár más hulladékanyagot is brikettálnék. Gépészmérnökként állnék a dolgokhoz, akár utána is számolnék, viszont én csak fémekben vagyok jártas, mint technológus, ezért is kérem itt a segítségeteket. Én azt is szívesen látnám, ha valaki akár idegen de főként magyar nyelvű könyvet tudna linkelni, vagy nevet mondani.
Eddigi tapasztalataim: elve a működési elv vagy hidraulikus vagy csigás megoldás láttam a legtöbb helyen. Utóbbinál például sok helyen látom, hogy fűtik a folyatócsövet (utóbbit legalábbis fémeknél így hívják) amit meg tudna valaki mondani mért van így? A csigás nekem jobban tetszik, a folyamatos üzem mellett, de kérdés, hogy a befektetett hőenergia mennyi plusz pénzbe kerül, hisz szerintem ezen megy el a legtöbb pénz. A másik dolog eleve nem mindegy, hogy mekkora szemcséjű anyagot akarunk préselni. Ami még feltűnt a videók alapján, hogy senki nem próbál kevert alapanyagból dolgozni ez miért van?
értem. Tud valaki nekem javaslatot adni, és hol lehet ilyen brikett gyártó gépet vásárolni vagy az előállításához szükséges alkatrészeket beszerezni valahol???!! viszonylag meg fizethető áron. Köszönöm.
Van több fajta is. A legegyszerűbb talán a sima hidraulikus emelővel ellátott brikettálló. A papírra jó. Fára nem tudom. A lent látható présen talán annyit változtatnék hogy a nyomó kart kicsit vastagabbra venném. És a záró-nyitó kulcsot fixen odarögzíteném. Hogy ne essen le vagy elvesszen. Az asztal tartó rudakat cserélném egyből. A formát már rádlizom tégla lap és jó pár lyuk. Természetesen valami vízelvezetőt is kell rá szerkeszteni ami nem engedi elfolyni a vizet a lábadra. A papír keverése a legegyszerűbben betonkeverőben lehet. Előtte pár napig áztatni kell hogy jó lazák legyenek a rostok.
Kipréseled szárítás kíméletesen kell. Erről sokat lehet olvasni.
Sajnos a nyomás erősségét még én sem tudom. De gondolom a 6 tonna elég.
Sziasztok. Én is új vagyok itt. Segítséget szeretnék kérni brikettáló géppel kapcsolatban hogy hogy is müködik hogy kell valójában ezt meg építeni?! ha valaki tud nekem ebbe segiteni azt meg köszönném. lehet privátban vagy itt a forumon is írni.
Új vagyok itt a fórumon. Foglalkoztat a brikett készítés. Szeretnék tudni pár adatot. Egyenlőre egy ágaprító és valami prés kombó a gondolatom nádbrikett készítéséhez.
A présben sajnos csak hidraulikus emelő vagy szőlőprés az elgondolás. a szerszámot lakatosként megpróbálom megalkotni.
Kérdéseim lennének:
A présekhez elég e a hidraulikus emelő vagy a szőlőprés?
Az ágaprító elég -e egyenlőre?
Mi a lényege a szerszám fűtésnek? enélkül is lehet jó prés?
gazdagsági okokból nem szeretnék kész gépet, nem ipari mennyiséget szeretnék előállítani.
Szeretném csökkenteni a fűtési költségeimet, egyedüli keresőként több eltartottal.
Így talán a nyáron elő tudom állítani a téli tüzelőm egy részét.
Alkatrészt keresek ZBJ II tip csigás brikettálóhoz (csiga, fűtőszál, préskúp).
Meglátásom szerint kopott a csiga, vagy a préskúp(esetleg mindkettő, de a csigán látszik is kopás), mert ugyan készít brikettet, de nem igazán tömör.
Nem csak a nedvesség miatt, mert már szárítottam is anyagot, de akkor sem lesz igazán tömör a belső része, és repedezett kívül.
Ami szerintem furcsa, hogy nem igazán erőlködik, a gép, meglehetősen gyorsan jön ki a brikett.
Szerintem nincs megfelelő tömörítés.
Vagy az lehet hiba, hogy mivel csak két fűtőszál működik, és hiába fűtöm fel akár 300 fok fölé is indulásra, visszahűl, és nem tud tartani csak 20-220 fokot menet közben.
Használtan vettem, tudtok segíteni, mi lehet az oka ennek, és, hogy hol kaphatok hozzá alkatrészt?
A préskúp az döntő dolog a csigásnál mert ott kapaszkodik a csiga. Ha nem tud eléggé kapaszkodni akkor a nyomása megsemmisül.Én ebben láttam a csigás gép lelkét és sikerült olyan préskúpot kifejlesztenem ami jól működik.
A préskúp eleje általában vastagabb mint a vége, a préscső kezdete nem lehet kisebb mint a préskúp végének mérete. A préscső is egy enyhe kúpolású cső, ez a kúpolás anyagfüggő, más kúpolás kell szalmafélékre, más kell különböző fafélékre. Ezért nem jó egybeépíteni a préskúpot a préscsővel, mert nem tudod behangolni a préscsövet.Szalmaféléknél nálam elment a 6 mm kúpolás a préscsőben , faféléknél ez csak 2-4 mm lehet 200-300 mm hosszú csőben.Nálam az a helyzet hogy bükkre kell behangolni, ha ezt behangolom más anyaggal nem túl jó , viszont ha más anyaggal jó akkor a bükk beszorul, ezért kell többféle csövet bekészíteni. Lendkerekes géphez is 5-6 féle előtömörítő csövet ajánlanak, pedig annak a nyomóereje többszöröse a csiga nyomóképeségének.A csigásnál döntő dolog hogy felmelegedjen a csiga annyira hogy kicsalja a lignint az anyagból ami ragasztóként működik és keményebb kötés alakul ki mint lendkerekes gép ad. Működés közben lényeges hogy a csiga stabilan őrizze hőmérsékletét, ne melegedjen túl és ne hűljön le gyorsan.Én vaskos nagy csigát alkalmazok ami stabilan őrzi hőmérsékletét , de ehhez legalább 11-15 kw motor kell.
Most részletezd már jobban a kérdésed mert így ezt nem értem mire gondolsz.
A csigás gépen minden méret rendkívül érzékeny és egy adott szerszám ritkán alkalmas többféle anyagot rendesen brikettálni. Most szenvedek egy kínai gép átalakításával , saját szerszámomat tettem rá , bükkfával jó de a többivel nem. A szerszámom (csőszerkezet ) 3 szétszedhető részből áll és mindegyik külön alakítható, módosítható, mégis sokat kínlódok mire eltalálom.
Olvastam hogy neked sikerült megcsinálni a géped, nekem is ugyan azt produkálja hasonlóan mint neked. Olyan mintha egy dugót képezne és onnantól kezdve nem nyomja tovább. Én is ki próbáltam már mindent de még a csigához és a hüvelyhez nem nyúltam. Szépen kérlek próbálj meg nekem segíteni. Kíváncsi vagyok hogy te mit alakítottál a gépeden.
Úgy nézem Banglades-i gép , van nálam most is kettő ami nem működik itt nálunk. Lehet hogy ott rizs szalmával működött de liszt fűrészporral akarják és nem megy. Én ledobtam a szerszámját és az enyémet tukmáltam rá a megbízóra.Már megmondtam hogy ne üljetek fel olcsó keleti gépeknek mert nem a mi anyagunkkal dolgoznak.Sok ilyen képet kaptam már, ez rizs szalmával megy de faforgáccsal nem.
Általában azért mindenféle rossz konstrukció előjön , mert számolási tudomány nélkül kidobják gépeiket, és akkor nem elég a vill. mot. teljesítmény, megcsúszik a szíj, rossz helyre teszik a melegítést, és mellé nem jó a vezérlése, hőfokmérése, rossz a csiga meg a cső is . Ezeket nagyon nehéz átkonstruálni rendesnek mert valószínű megmarad a gyenge csapágyazás, ha ráadom a teljesítményt akkor meggörbül az egész csapágyház. Fogom a fejem ha ilyet hoznak javításra.
Igen a kép tényleg lemaradt, nem engedte fel tölteni csak indafotóra. Hogyan tudnám neked elküldeni? Hátha találkoztál már ilyen jelenséggel. Válaszod előre is köszi.
Sajnos a kép lemaradt. Nekem sikerült profi csigásat kifejlesztenem, tapasztalatom az hogy nem tudnak jó szerszámot készíteni, nehéz összehangolni jó csigát és csőszerkezetet.Én minden anyaghoz más-más csövet ajánlok , sajnos azt kívánják hogy egy csővel lehessen mindent, ez pedig tévedés.
Még az igen erős nyomóerejű lendkerekes gépekhez is csupán faforgácsra 5-6 féle csövet rendelnek hogy optimális legyen a felhasznált energia és brikettkeménység.
Ezt a képet a Balaton környékén készítették a gépemről.
Egy csigás brikettalóval küzdök, eddigi legjobb eredményem a mellékelt képen látható.
Fel fűtöttem 275C fokig a prés fejet amint a képen is látszik el kezdte csinálni de meg ált, a motor csiga ment. Kérdésem az lenne hogy mi lehet a baj?
Helló Tud esetleg valaki olyan eladó pellet gépet ami kis áramfelvételű esetleg 220V ról működik? Nem baj ha nem tud tonnákat! Ja és nem árt ha megfizethető! Ha valakinek van eladó vagy tud szerezni záros határidőn belül kérem jelentkezzen: varga.istvan@gmail.com Köszönöm
Írd meg kérdéseidet természetesen segítek ezért van a fórum.Sajnos nyári időszakban megyek mint a mérgezett egér, így ilyenkor ősszel jutok a présgéphez. Én Ceglédbercelen vagyok itt tudod megnézni élőben, de hamarosan tervbe akarok iktatni egy videót a préselésről.
A brikettáló építése során figyelemmel követtelek, szeretnék én is csinálni egy brikettálót, nálam is nagyon összegyűlt a forgásc az utóbbi időben, eért egy más megoldás kell a tárolásra. Télen amúgy is azzal fűtöm a műhely és a házat is. Tudnál nekem segíteni tanácsokkal, képekkel, maygarázattal, esetleg el lehet menni megnézni a szerkezetet?
Tervezek építeni egy kisebb fajta mechanikus présgépet én is.
Most tartok a tervezési fázisban, elsőnek arra gondoltam, hogy egy téglát préselek egyszerre egy hidraulikus kézi emelővel. Szerintem lassú lesz, de próbának jó lenne.
Aztán a kézi autóemelő jutott eszembe, egy menetes szár feszíti a két végét, így már két tégla is menne egyszerre, csak tekerni kell. Aztán lehet több is egyszerre, elsőnek elég egy-kettő :)
Brikett tégla méretre mi az ideális? Vékonyat szeretnék, hogy gyorsabban száradjon, mondjuk 5 vagy 7cm-es négyzetes hasáb, ami 30-40 cm hosszú. Vagy jobb a kisméretű tömör tégla formájú?
Melyik a legjobban bevált gép, van valaki aki többet is letesztelt?
Helo, az átnyomási képesség nem csak a motorerőtől függ, hanem a csőszerkezet és csiga konstrukciótól és az anyagtól amit használsz. Pl. a faforgács jobban szorul mint a szalma ezeknek jobb ha külön csöveket használsz.
Ha megadod a csigavég átmérőt, csőátmérőt, anyagot amivel dolgozol, nagyjából meg tudom mondani mekkora fordulat és motorerő kell. De ha a csöved rosszul van kiképezve akkor vagy beszorul vagy lazán jön ki az anyag, és 5-10 % nedveségtartalom a jó.
A kérdésem a következő. Ki milyen villanymotorral használja csigás Brikettalóját? Kw, fordulat, ezekre az adatokra lenne szükségem. Minden választ előre köszönök.
Szia. Én vastag karton dobozokat kapok "lapra szerelve", azt darabolom. Két db. 40-50 cm. szögvas sarkát kicsit megcsiszoltam, és egy csavarral összefogtam. Így az egyiket a satuba befogva lett egy olló szerű szerkezet belőle. Kézi munka rendesen, úgyhogy tervezem gépesíteni valami egyszerű masinával (Pl. régi fűnyírót átalakítva). Szép napot.
Most találtam rá erre a csoportra és már most tanultam is valamit.
Józsi vagyok 27 éves Pusztaszabolcson lakom és 1 éve csinálom a brikettezést.
Jelenleg egy falra szerelhető 1 db-os brikettálom van (nem akartam elsőnek több darabost mert csak próbának szántam, de idén bővítem a gépparkomat) és én is a keverőszáras tépkedős megoldással dolgozom, mondjuk van egy aprítóm most félkész állapotban van, de nem fűzök hozzá nagy reményt, ezért tervezem egy aprító vásárlást is.
Röviden tömören ennyi, és még olvasgatok hátha okosodom még.
Kartont én vékony, kb. 2-3 cm-es csíkokra vágom tapétavágóval. A többit elintézi az áztatás. Ez a lényeg, hogy jól átázzon. Nem kell sajnálni az időt, 2-3 nap is ázzon. A többit elvégzi a keverőszár. Én simát használok.
A színes papír cumi, azzal sajnos "tépelődni" kell.
Én "kicsiben" nyomom, egyelőre nem látom értelmét egy vagyon kiadására. Prést vettem 17-ért (3 fakkos), a többit összehozom otthon talált edényben gagyi, semmi másra nem alkalmas fúróval. És meglepődtem mennyi nem lyukas vödröm van :)
Az öt nap alatt nem szárad ki! Törd ketté és mérd meg a nedvességét a közepén. Meg fogs lepődni! Én napos időben is két hétig száritom, 10% nedvesség alatt nem pakolom raklapra mert megpenészedik! A kazánházban tárolom raklapon hézagmentesen és soha semmi baja . Egy raklapon kb 1000db van!
Értem, köszi az infót. Én idén kezdek el nagyobb mennyiséget gyártani, ezért próbálom belőni, hogy ekkora mennyiség elkészítése mennyi időbe telik.
Jelenleg a papírt aprítom, hogy ezzel már gyorsítsak a folyamaton, szerintem kb 3-400 kg papírom van aprítva.
A szárítóval még picit gondban vagyok, van egy állványom, de arra 80 db fér csak :( igaz, 5 nap alatt kiszáradtak a napon. még a tavasszal csinálok állványt, de helyhiány miatt max 200 db-ot tudok egy időben szárítani.
A munka miatt idővel én is vacakul állok, max napi 1,5-2 órám van rá. az sem minden nap..
Kb 6q papir fogy el ehhez jön a forgács fürészpor keverék! Nem tudom mennyi, de egy brikett kb 40dkg, A 6000db kb 24-25q ! Amikor időm és kedvem van 2-300db-ot nyomok ki. erre egy szük nap rámegy, ugy hogy minden nap 10-ig dolgozok! Van egy száritóm , amibeolyan 800 db fér, amikor megtelik és még az eleje nem száraz akkor horgászok!
Vagy ha van valami kis maszek,akkor fürészelek gyalulok!
Nekem lenne egy eladó papírbrikett készítő présem.
Egyszerre 4 papírbrikett készíthető vele, különálló fakkokkal a legjobb préselés érdekében. Hosszú erőkar segíti elő a legnagyobb hatékonysággal való összepréselést. A kész papírbriketteket egy tálcára nyomja ki, ami megkönnyíti a szállítást a szárításhoz. Harkányban nézhető meg, a szállításban nem tudok segíteni. 24000Ft-ért vihető. Érd.: 30/2374394
Szép napot szia. Igazad lehet marad a keverőszár, amit csináltam, egyedi 8 vágó kés van rajta. Ilyen régi mosógépem sincs, azt is venni kéne hozzá. A napszám forintosítása nem érdekes most megyek nyugdíjba, és egy pár dologgal szeretnék foglalkozni, ha már van időm. Ez a kiindulási alap. Eddig kamionoztam, tehát jó ha a hétvégét otthon töltöttem most tobzódom. :))
Szia! Olvasok itt betonkeverőt most a mosógépet, de vedd figyelembe az elhasznált energiát is mert egy kg brikett max ugyanannyi fát vált ki, és ha sok a bekerülési költség már a munkád fölösleges! Egy jó erős furógép házilag készitett keverőszárral a leggazdaságosabb! Igy durván egy átlag napszámot tudsz keresni rajta! Ez az én tapasztalatom öt év után! De próba szerencse!!!!!!!!!!
Sziasztok. Belefogtam én is a papír brikettálásba mert megnőtt a szabadidőm. A pépesítéssel (házi keverőszárral) egyenlőre nem vagyok megelégedve. Valaki próbálta már keverőtárcsás mosógéppel ? Hülye ötlet ? Köszi.
Én már három éve fúróval pépesitek! Igaz a furószárat én csináltam, a gépet egyszer kell megvenni! nem holmi gagyit . Legyen teljesitmény min.1600w és keveset forogjon igy nem terheled annyira! A papirt bő vizbe kell szétveretni ugy szaporább és nem öli a gépet!Utána már gyerekjáték a fürészpor-forgács hozzáadása! Egyébként 6000db gyártok egy szezonra!!!!! 25x12x6-7cm-es
Nekem az a tapasztalatom, hogy a fúrószáras megoldás nem az igazi. Aki nagy mennyiségben szeretné gyártani a kockát, annak gépekbe is fektetnie kell valamennyi összeget: normális prés, valamilyen papír aprító gép, betonkeverő. Minden más megoldást időmilliomosoknak ajánlott.
Nekem tavaly két fúrógép füstölt el, annak az árából megvan a betonkeverő.
Én 200 l-es hordóban csináltam a pépesítést. Belecsíkoztam a papírt a hordóba. Az A/4 lapot 2 felé, a kartont is kb. ilyen szélesre vágtam. Ezt délután csináltam, másnap reggel kezdtem sima keverő szárral a pépesítést. Ahogy fogyott a papírt tovább pépesítettem és a kipréselt vizet visszaöntöttem a hordóba. Így több lett a víz és jobban megforgatta a fúró a masszát. Úgy gondolom, hogy a papír, főleg a karton előbb-utóbb szétázik a vízben. Délután amikor befejeztem a préselést feltöltöttem a hordót papírral és egy kevés vízzel estére.
Szerintem ágaprítóval nem lehet, viszont kimondottan papíraprítóval (30 x 30 mm-es darabokra aprít, akár 5-6 réteg hullámkartont is) igen, olyannal, mint ami a 6608 sz hozzászólásomnál lévő képen látható. Üdv: GV.
Helló én vettem egy prést a vaterán , kidobtam az olajemelőt megcsináltam hosszu erőkarral kézire igy a feleségem is tudja csinálni! Az arányt hosszu ideig kisérleteztem ki , Egy 60 literes hordóba keverem az anyagot . Csak a papirt mérem !!!!!!!!!!!!!!!!!!!!!2kg papir ehhez teszek kb 25l vizet összevágom a géppel és addig hizlalom fürészpor és forgács keverékkel amig a hordó tele
nincs és az állaga olyan mint egy vakoló malter!
Ebből van 11-12db brikett 25x12x5-6cm-es Kiszáradva kb 40 dkg/db.
Van egy ismerősöm aki igy próbál füteni! Ő esküszik hogy jó megoldás és olcsó!!!! Kezdjük a géppel 80000 igaz csak egyszer kell kiadni! Ágat szerezni sem olyan könnyü ,látom mennyi üzemanyagot jár el mire beszerzi! Az apritó fogyasztása sem elhanyagolható és sok kell belőle! Ezzel szemben én összegyüjtöm a reklám ujságtól kezdve heti napilapokon keresztül mindent! Egy szezonra kb 5q papir kell! Igaz ehhez kb 4-5ször annyi faforgács és fürészpor szükséges amit én kitermelek otthon! Fával dolgozok! Tehát eddig nulla ft-nál tartunk! Saját kutból veszem a vizet egy nagyteljesitményü furógéppel pépesitek ennyi az energia fogyasztásom! Kézi erővel préselek! Egy brikett kb 40 dkg és kb annyit ér mint 40dkg akácfa 120m2-es családi házat kb 25q fával és 4-5000 brikettel kifütök átlag 23fok!
1q akácfa 2000ft Akkor lehet matekozni! Igaz nem kell alapanyag után szaladgálni ez mellettem szól!
a papírbrikett "levegős", amikor elpárolog a víz, egy laza habos szerkezetet hagy hátra. Olyasmi, mint a régi tojástartó anyaga volt. A könyv sokkal tömörebb, zártabb szerkezetű anyag. A másik nagy különbség, hogy a papír felületét kezelik, hogy simább legyen, kb. kőporral. Ezért a lapok felülete kb. lángmentes, nehezen ég. HA elásztatod, akkor ez a lángmentesítő hatás eloszlik, és így sokkal könnyebben ég az egész, szép parazsat ad.
Most van a baj! Elfogyott a szar papirbrikettem, és dupla mennyiségü fa kell! Nem is olyan rossz az a papirbrikett! Ingyen van és egy tisztességes napszámot keresek vele játszva! Aki nem hiszi vitázhatunk róla!
A véleményeteket szeretném kérni. Szerintetek, egy nagyjából ilyen papírdarálóhoz milyen teljesítményű villanymotor kell ? Nyilván sima és kartonpapír darálásra használnám.
Átépítettem a présemet és úgy néz ki sikerült megoldanom a csőszorulást. Sajnos én követtem el azt a hibát, hogy az előtömörítőben a cső falvastagságát meghagytam, ezért keletkezett egy lépcső amin feltorlódott az anyag és megfogta a munkahengert.
Átalakítás után a bútorlap porát is szorulás nélkül sikerült préselni. Az automata csőszorító munkahengert kell nagyobbra cserélnem mert maximum 90-100 bárnál kiengedi a brikettet, amit kb.:130-160 bar közé kellene belőnöm.
nem tudom mennyire illik ideírni a mailcímemet, ha tévednék, akkor Mindenkitől elnézést kérve töröltessétek.
Köszönöm!
maklekvar@freemail.hu
(ment mail is!)
Szép napot!
L.
u.i.:
Esetleg van még eladó 380V, 0,75kW motorral hidraulika szivattyúm is, sajna ismeretlen paraméterekkel, mailben küldök árat+képet.(Tudom, tudom, nem adok-veszek fórum, csak hátha van akit érdekel.)
Sikerült egy 500 W-os fűtést szerkesztenem a csőre nagy nehezen kitoltam a beragadt brikettet. Utána 6 töltést toltam ki eléggé silány brikett lett,mert a csőszorítóval sem tudtam csak 90 bárig megfogni a tömörítést, aminek tapasztalatom szerint kb.: 130-150 bar-nal kellene kezdődni. A fűtés kikapcsolása után ismét megszorult.Bele kell bújnom és megnézni,kitalálni mi lehet a szorulás oka. Szerintem az előtömörítőből a préscsőbe lépésnél van a probléma.
Úgy döntöttem építek egy 15 cm- es előtömörítőt és csak egy csöves lesz a gép. A másik feléből ahogy időm engedi építek egy RUF típusú gépet és meglátom melyik lesz a befutó számomra.
Köszönöm válaszod.Időközben azon gondolkodtam, hogy 15 cm-re rövidítem az előtömörítőt és a sliccelt csövet külön egy karimával csavarokkal rögzítem az előtömörítőhöz. A megoldást egy gyári készítésű gépről néztem le, amit sikerült megnéznem nem csak messziről.
Ezen azért agyalok mert folyamatosan voltak megszorulásaim. Az előtömörítőben kb.2cm anyag felgyűrődött ami miatt nem tudta kitolni a rúd a brikettet.
Megtisztelsz kérdéseddel! A képek mellé leírok egy-két paramétert. Az előtömörítőm 20 cm ezután 10 cm a cső a bevágás kezdéséig és innen 35 cm a sliccelt csőhossz. A csövem 50 mm átmérőjű 5 mm falvastagságú. A nyomó munkahengeremnek 125 mm a dugattyúja.
Ezt igy nehéz megmondani, mert sokmindentől függ! MIlyen a papir (ujság, karton stb) milyen a fürészpor-forgács (nedves szemcsenagyság stb) Én 2kg papirból 4.5-5kg száraz brikettet gyártok! Ha több fürészpor-fogács van benne úgyis szétesik még nedvesen! Szerintem kisérletezd ki, hogy mennyit bir szétesés nélkül!
Az ünnepek között sikerült kipróbálnom a második nekifutásra épített kétcsöves brikettálóm.
A gép adatai a következők.:
villanymotor: 5,5 Kw 955/n
hidraulikaszivattyú: 12 ccm
munkahengerek: 125 mm dugattyú/100 mm szár és 37 cm munkaút, vastagfalú 500 bárosak
előtömöritő hengerek 60 mm dugattyú/30 mm szár 15 cm munkaút
préscső 50 mm belső átmérőjű/20 cm előtömörités+40 cm,ami kb.32 cm-en van kétoldalt sliccelve
csőszoritónak 40 mm dugattyús henger van felrakva,ezek az előtömöritővel vannak eggyütt csövezve.
A gépen száraz fenyőfa forgácsot kevertem bútorlap fűrészporral 2/1 arányban.A gép a következőket csinálta: miután felkeményedett a csőben az anyag megközelitőleg 10-15 perc 130-150 bár közötti nyomással szépen működik a gép,majd megszorul és 210 bárral lassan pattogva nagynehezen kiszenvedek 4-5 töltést majd ismét 130-150 báron szépen működik.
Az elkészitett brikett kb.7-8 cm hosszú.Egy óra alatt a szorulással együtt megközelitőleg 10 kg-ot tudok csinálni.
a brikett egyébként 670g / dm3 súlyú lessz.
Tudnátok segíteni mi okozza a szorulást? Majd elfelejtettem: a csőszoritást vissza kellett húznom a cső nyakához( az előtömöritőhöz) így müködik a fent leírtak alapján. Még annyit a gép egy egyoldalon nyitott fészerben van.Ezt az időjárás hidraulika kapcsolatára értem.
Sziasztok! Szeretnék venni egy pelletáló gépet . Leginkább valami házit ami tudja a dolgát is. Esetleg van olyan forumozó aki tud nekem ebben segíteni?
Tisztelt fórumozó társak sajnos meg kell válnom a papír brikettálló gépeimtől egességi okokból. Itt hirdetem először eladásra mert itt szereztem jó ötleteket a készítéséhez. Hat darabos a sajtoló, amit egy 20 t emelő nyom. A pumpálást tekeréssel akár fúró géppel is lehet működtetni. Van hozzá egy daráló és egy karton papír szeletelő.
Fényképeket ide nem enged feltölteni mert nagyobb mint 2,5 M byte. De akit érdekel a dolog írjon az email címemre ott fény képet is tudok feltenni.
Sikerült pár éve szert tennem egy Ed Johnson típusú rönkhasítóra, ( amit két idényben is mindenféle hiba nélkül sikerült működtetnem ) és egy videót látva a youtube- on úgy gondoltam, mivel van nem kevés forgácsom, és papírom, készítek vele egy brikettálót is, persze a rönkhasító módot megőrizve. Jelen pillanatban az az egyik gondom, hogy a rönkhasító elvileg 4T nyomásra képes, de szeretném valamilyen (nem túl költséges) megoldással a hatékonyságát (vagy inkább az erejét) növelni. Van valakinek valamilyen 5lete?
Köszöntök minden fórumozót! Szeretnék csigás brikettálót építeni szalma és napraforgó ocsúra mondjuk MTZ tlt ről meghajtva, szerintem hármat is elbírna párhuzamosan direkt hajtással. Először persze csak egy csigával próbálkoznék.SZeretném kikérni véleményeiteket ill segitséget szeretnék,hogy hol tudnék minőségi csigát beszerezni.
Nekem kb. 8x8-as darabokra volt a papír összevágva (az újság összetépve, karton vágva), beáztatva 2 éjszaka + 1 nap. Utána bele a keverőbe ami percek alatt összekavarta. Olyan volt mintha malter lett volna. 3100 db-t csináltam a nyáron ami kb. 16-17q.
Nagyon szépen köszönöm a választ, így már van elképzelésem a folyamatról. Sajnos még nincs betonkeverőm, idén szerettem volna egyet kölcsönkérni kipróbálás céljából, sajnos nem jött össze.
A fúrós megoldás nem alternatíva ha egy egész szezonra gyárt az ember kockát, nekem két fúró le is égett. Amellett nagyon lassú is.
Ezek szerint nem is áztatod be előtte a papírokat?
Én idén áttértem a betonkeverős megoldásra, mert a kézifúrós megoldás hatványokkal lassabb. Nekem úgy jött be a betonverő, hogy az újságot nem aprítom hanem laponként kicsit összegyűrve bedobálom az üstbe mőködés közben. Mikor már nem igazáb fér bele lazán akkor öntök rá egy vödör vizet amitől összeesik. Ezt követően működés közben dobálom a gyűrt papírt és öntöm hozzá a vizet. Ha beáztatva vagy szárazon bedobálta az összehatogatott újságot akkor összeragadt mintha könyv lenne. kb fél óra alatt tudok bedobálni annyi papírt mint előtte a fúróval 1 óra alatt daráltam le. Miután megvan a mennyiség az üstben hagyom keverni. Több víz kell így de gyorsabb és kényelmesebb.
Még annyit szeretnék kérdezni, hogy a betonkeverőhöz kell valamennyire aprítani a papírt? Én 80%-ban az újságpapírt használom a kockákhoz, mert ebből tudok nagyobb mennyiséget olcsón ( ingyen :) ) beszerezni. Ha csak beáztatom, majd bedobálom a betonkeverőbe, az megfelelően feldarabolja?
A terménydarálóhoz nem nagyon tudok hozzászólni, azt nem próbáltam. Nem tudom, hogy mekkora a betöltő nyílása, mekkora papírt tudsz bele tenni. Illetve nem fogja az nagyon apróra darálni (már ha működik egyáltalán) a papírt ?
A betonkeverő az jó, én azzal pépesítettem tavaly és az idén is. Nálam fóliasátorban száradtak a kész téglák (ajtók nyitva, időkapcsolóval egy sima ventilátor ment benne).
Olyan kérdésem lenne, hogy papír aprításához egy terménydaráló mennyire használható alternatíva? érdemes lenne beszerezni egyet? Gondolkozom egy betonkeverő beszerzésén is. Ez a két eszköz mennyire gyorsítja fel a massza elkészítését? Présem van ( hegyesi féle ), idén a legtöbb időm a massza készítésre ment el ( fúróval ), ezt szeretném kicsit gyorsítani. Ha volna valakinek gyakorlati tapasztalata, megköszönném ha leírná.
Továbbá még egy kérdés: a kertem nagyon árnyékos, a szomszédnál szoktam szárítani. A padlásom viszont hatalmas. Eszembe jutott hogy a nagy hő miatt akár ott is lehetne szárítani a kockákat, de kipróbálni már nem tudtam. Az ilyen jellegű tapasztalatokat is szívesen fogadom, már ha van valakinek.
Idáig Terményes zsákba tároltam, és pár hónap alatt kiszáradt. Igaz, ez a megoldás a leg költség takarékosabb, viszont nagyon lassú,és sok helyet igényel.
Ezért gondolkozom egy gyorsabb megoldásba.
Egy ismerősöm említette,hogy próbáljam meg fólia sátorba szárítani.
Ismét egy kéréssel-kérdéssel fordulnék hozzátok. Lassan itt a rossz idő és a nap ereje kevés lesz ahhoz, hogy több tonna fűrészport megszárítsak vele. Fűrészpor szárító építésén töröm a fejem, de nagyjából semmi elképzelésem, illetve ötletem sincs a nekikezdéséhez. Valakinek valami rajza, illetve képe egy jól működő olcsó fűrészpor szárítóról??
Igen, így van, megnagyobbítanám a hajtóművet is, nagyobb fordulat reményében. A lényeg tehát az, hogy arányosan növeljem a fordulatot és a motor teljesítményét, a jelenlegiével és nem lesz törésveszély!? Ebben az esetben talán bátrabban merek kísérletezni. Sajnos eddig, csak hidraulikus brikettállókhoz volt szerencsém, a csigással most ismerkedem.
Egyébként úgy általában mennyire van kitéve a csiga törésveszélynek, úgy értem, nagyobb szemcseméret mint mondjuk apró darab fa, netán kavics, okozhatja a csiga megszorulását, ez által eltörését is, vagy ez is csak egy nálam berögződött paranoia? Választ előre is köszönöm.
Mivel fordulat növekedést is említettél igy gondolom nem csak a motort akarod lecserélni hanem hajtóművel együtt!
Mivel növeled a fordulatszámot is a jelenlegi 150 fordulatról 250-re így nem lesz nagyobb forgatónyomatéka az 5.5 KW teljesítményű motornak sem (legalábbis nem sokkal) mint a jelenlegi hajtásodnak tehát töréstől nem igen kell tartanod.
Egy két kérdésem lenne, csigás brikettállóval kapcsolatban.
Nemrég vásároltam egy házilag készített gépet. Extrán működik, meg vagyok elégedve vele, ám az előállított brikett mennyiségét keveslem, 50-60kg/h. Szénporból csinálom, illetve keményfafűrészporból, hol-hogy. Az eladó szerint a hatásfokát simán növelhetem, ha a rajta lévő 3kw motrot (ami egyébként picit erőkszik és előfordul, hogy hidegen lefogja a massza ) és a kb 150 fordulatot lecserélem egy legalább 5,5kw motorra és 220-250 fordulatra. Ez mind szép és jó, egy napi munkával ezt meg is oldanám, de attól félek, ha túl nagy motort teszek rá, nem szorul meg mikor ez a kis 3kw- os és inkább eltör valamit. Szóval akik ismerik a csigás brikettállók működési elvét, azoktól kérdezném, nem bír belőle baj lenni ha felturbózom picit?? Eltörhet elpattanhat benne a csiga, vagy nyugodtan próbálkozzak!? Válaszokat előre is köszönöm.
Házi készítésű présgép kétféle méretű briketthez. a nagyméretű brikett 31 cm átmérőjű a kicsi 11 cm-es. 1/4 papír 3/4 forgács. Kandallóban 4db brikett 30-40-ig ég fafajtától függően. Ezekben nyárfa forgács van de keményfa forgáccsal ez az érték jelentősen növelhető.
Házi készítésű présgép kétféle méretű briketthez. a nagyméretű brikett 31 cm átmérőjű a kicsi 11 cm-es. 1/4 papír 3/4 forgács. Kandallóban 4db brikett 30-40-ig ég fafajtától függően. Ezekben nyárfa forgács van de keményfa forgáccsal ez az érték jelentősen növelhető.
A nagyméretű brikett 90 percig is bírja nyárfával.
Azelőtt én öreg, megcsomósodott liszttel kevertem össze a nedves fűrészport. 1 rész liszt, 7-8 rész nedves fűrészpor. Ezt jól összekeverni. Mivel a liszt drága, próbálj búzát ledarálni apró lyukú - 1-2mm - szitán.
Milyen cső kellene akkor nekem? tudok ilyet itthon beszerezni valahol? Az alapanyagom teljesen vegyes bükk, tölgy, akác. Esetleg tudnál nekem csövet készíteni? Itt van pár kép a mostani csőröl csigáról és hogy milyen anyagot add ki, maga az anyag jó lenne csak nagyon nehezen tolja ki, és még a 11 KW os motort is megterheli...
5 cm átmérőhöz elégnek kell lenni a 11 kw motornak.Nálad valószínű hogy szalmafélének van készítve a cső,ezért megy ki rajta nehezebben a faforgács.De a faforgácsok között is kicsúszásban nagy különbségek vannak.A bükk általában elég jól kijön.
A cseh gépnél is tologatják a csigát ,de az szerintem felesleges.A gép tulajdonosa ledobta a cseh szerszámot és megcsináltam neki úgy mint az enyém.
A cső kezdete az döntő,(ott ahol belóg a csiga) sokféle módon készítik és nem mindig sikerül.És a cső teljes hosszán levő kúpolás az anyagfüggő.Minden anyag kicsit másképpen szorul meg és másképpen ragad a lignintől függően.Ha a gép szépen kicsalja a lignint -megolvasztja és nem égeti meg akkor az kitűnő brikettet eredményez.
Hogy érted hogy minden anyaghoz beállítani a szerszámot? a csigát kell előrébb vagy hátrébb tolni? Vagy minden anyaghoz más cső kell mármint átmérőre? nekem sajnos csak 5 cm es átmérőjű csövem van... lehet hogy ezért erőlködik még? keményfaforgácshoz nagyobb kell? 11 Kw os motor van most a gépen.
A nedveségmérő villát a kinyomott brikettbe tegyed úgy pontosabb mint ha a léha anyagot méred.Faforgács félékkel legalább 1.5 x több erőt kíván a gép mint szalmafélékkel, és célszerű minden anyaghoz beállítani a szerszámot.És az a szerszám a jó amit könnyen be lehet állítani,vagy többféle csövet kell használni.A gépemhez már sokkal jobb szerszámokat tudok készíteni mint a kínai gépeken van ,de sajnos ritkán vesznek 2-3 féle szerszámot.
Ha elég sok féle anyag áll rendelkezésedre akkor anyagkeverékkel elérhető olyan gépműködés ami nem terheli túl és jó brikettet is ad.
Nem tudom mekkora nálad a brikett átmérő, de ha az 80 mm körüli akkor faforgácshoz 15 kw motort javasolok.
Igen csigás gépem van, viszont nagyon erőlködik. Már azon is gondolkoztam hogy lehet azért mert csak keményfaforgácsot használok és túl kemény a fa a gépnek, ez a kínai ZBJ1 gépem van vagy valami ilyesmi a neve most nem jut pontosan eszembe. Ha a nedvességmérő 8% körül mutatja akkor is repedezik szét mikor jön ki könnyen nyomja akkor nem erőlködik viszont mikor a 0% at rakom bele akkor erőlködik lehet hogy valahogy olyan 5% körülire kell pontosan belőni a nedvességet? vagy keverni kellene valami lágyszárúval...?
Szerintem a párologtatós nedveségmérő a pontos,viszont elég drága, de házilag is össze lehet ütni,csak egy tál kell,pontos mérleg és villanytűzhely.Utána csak el kell osztani a kiinduló súlyt a kiszárított anyag súlyával.
Valószínű csigás géped van, ott elméletileg 8-10%-os felel meg.A tiszta száraz anyag nem is köt össze rendesen meg könnyebben átcsúszik.
sajnos nekem 8%-nál lejjebb nem mutat és amit 8%-nak mutat az repedezik amikor jön ki...
8% után már rögtön 0%-ot mutat, az jól jön ki csak nagyon erőlködik a gép. Eddig egy 7,5 KW os motor volt rajta az nem bírta melegedet leverte a biztit most rátettem egy 11 KW os motort az bírja de még mindig erőlködik. Valakinek tapasztalat a nedvességgel kapcsolatban?
Prést készíteni sajnos nem tudok Neked, több okból sem. Az első és legfontosabb dolog, hogy nincs rá időm. Most pár napig szabadságot adtam magamnak, kicsit pihenek. Ha úgy megfelel a jövő héten megkereslek e-mailben és természetesen megadom a méreteket. A prés készítésekor csináltam pár képet is az alkatrészekről, ha szükséged van rá küldöm azokat is.
Tudna segíteni nekem valaki abban hogy van egy kínai brikettállóm, 7,5 KW os ami elvileg 15,6 A áramot szabadna hogy felvegyen. Nos a gyári motor le volt égve fel lett újítva új tekercsek csapágyak, a forgó résznél is az összes csapágy azaz két sima és egy nyomó csapágy ki lett cserélve, viszont a gondom hogy így 30 A áramot vesz fel a motor, kimértünk mindent mindenhol megkapja a kellő áramot, csak amikor el kezd dolgozni a gép akkor a 15 helyett 30 A vesz fel. Esetleg valami jó tanács? gondoltuk hogy a motort csinálták meg rosszul de ennyire nem szúrhatták el, max még ami eszünkbe jutott hogy a nyomó csapágy lett rosszul berakva mert amikor el kezd dolgozni akkor ugrik fel nagyon, addig viszont a papírforma szerinti 7 A veszi fel... megköszönném ha valaki tudna esetleg segíteni.
Vajon a ledarált száraz papírhoz is kell ekkora nyomás v. kevesebb is elég?
A Nemzeti bank által készített papír brikettet (le darált bakjegyekből van) szárazon préselik, de az nem annyira szilárd mint a fa brikett. Bár kétségtelen a célnak megfelel.
Igaz csak egy db. hoz jutottam hozzá, valószínű a tárolást is jól bírja és nem esik szét.
Ezek szerint ha jól számolok egy 30mm belső átmérőjű csőben száraz forgácsot 3 t-val préselek (3t-ás hidraulikus préssel) akkor megfelelő szilárdságú fa brikett lesz belőle?
Köszönöm a válaszod, igen még jobban ki kellett szárítani így már jó :)... esetleg abban tudnál még segíteni hogy egy idő után nem tömörít a csiga hanem ott ahol bevinné az anyagot a hüvelybe felgyülemlik, gondolom a csiga van elkopva, van valami méretezés vagy sablon ami alapján fel lehet hegeszteni vagy hegesszem fel és köszörüljem meg annyira hogy épp hogy ne érjen bele a hüvelybe? Köszi a választ
Segítséget kérnék tanácsot olyantól aki rendelkezik csigás brikettlóval... egy 7,5 KW os gépet szereztem (kínai) az alapanyagom keményfaforgács favágóktól, nedvességtartalma 12%. Ami a gondom hogy viszi a gép viszont olyan 1 m kitolt brikett után leáll, (mármint azért mert beszereltem a hőkapcsolót a motor védelme érdekében, nos azt 17 A állítottam be) és ez az ami leállítja a gépet, és meleg is a motor. Esetleg valami tanács? gondoltam hogy a csiga lehet a hibás esetleg állítanom kellene előtolassál, van két gyűrűm amit a csiga végére tehetek és akkor egy 5 mm vagy 10 mm előrébb lenne a csiga... vagy mi lehet a baja miért szív ennyit a motor. Ja és a motort teljesen fel újíttattam mert az le volt égve, jól megcsinálták új tekercsek új csapágyak... a hőfokot 270 fokra állítottam be. Előre is köszönöm a válaszokat.



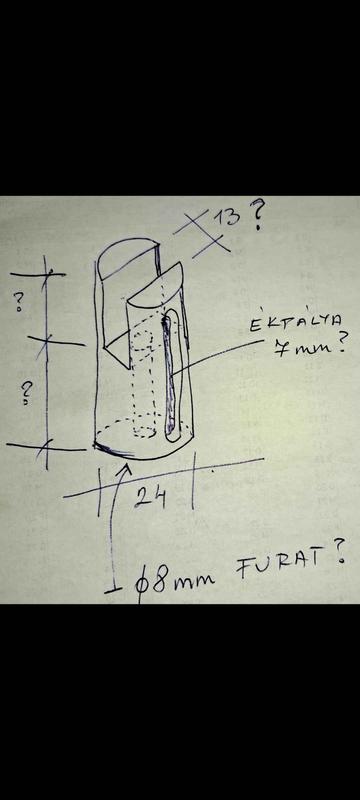


































 nem töredezik,
nem töredezik, de az a bajom, hogy hullámzik a folyamat, először lazább anyag jön, majd egyre keményedik, sötétedik, felengedem a hűtősínen a szorítások egy részét, de fekete lesz füstöl mint az őrült, van hogy meg is fogja a motort, ilyenkor várok kicsit, újraindítom ekkor felpuhul, repedezett szétesős vacak jön, kézzel rátartok megint kezd keményedni egy darabig elfogadható anyagot készít majd újra jön a feketedés és füst. Hőfok 260-ra van állítva, a hőfokvezérlőn próbáltam ezt a pid funkciót működésre bírni, addig jutottam hogy 255-265 között ingadozik. Kezd az agyamra menni :)
de az a bajom, hogy hullámzik a folyamat, először lazább anyag jön, majd egyre keményedik, sötétedik, felengedem a hűtősínen a szorítások egy részét, de fekete lesz füstöl mint az őrült, van hogy meg is fogja a motort, ilyenkor várok kicsit, újraindítom ekkor felpuhul, repedezett szétesős vacak jön, kézzel rátartok megint kezd keményedni egy darabig elfogadható anyagot készít majd újra jön a feketedés és füst. Hőfok 260-ra van állítva, a hőfokvezérlőn próbáltam ezt a pid funkciót működésre bírni, addig jutottam hogy 255-265 között ingadozik. Kezd az agyamra menni :)







 Ilyen lett, kipróbálni még nem tudtam, mert összeszerelés után azt tapasztaltam, hogy nem működik a csőfűtés. Szétszedtem,
Ilyen lett, kipróbálni még nem tudtam, mert összeszerelés után azt tapasztaltam, hogy nem működik a csőfűtés. Szétszedtem,  valahol a csempék között megszakadt az áramkör.
valahol a csempék között megszakadt az áramkör.

 Mai nap elékszült a csillag alakú keverő, ami kb duplájára növelte a termelékenységet, de még mindig nagyon lassú a dolog, a motor többet is bírna, a megadott 7,5kw helyett csak kb 3kw-ot fogyaszt óránként. Azon agyalok, hogy a motor felőli első két menetet leesztergálom a csigáról és laposvasból hajtok rá a két menet helyére csak egyet így jobban tudna harapni. Vélemény?
Mai nap elékszült a csillag alakú keverő, ami kb duplájára növelte a termelékenységet, de még mindig nagyon lassú a dolog, a motor többet is bírna, a megadott 7,5kw helyett csak kb 3kw-ot fogyaszt óránként. Azon agyalok, hogy a motor felőli első két menetet leesztergálom a csigáról és laposvasból hajtok rá a két menet helyére csak egyet így jobban tudna harapni. Vélemény? A termés...
A termés... 



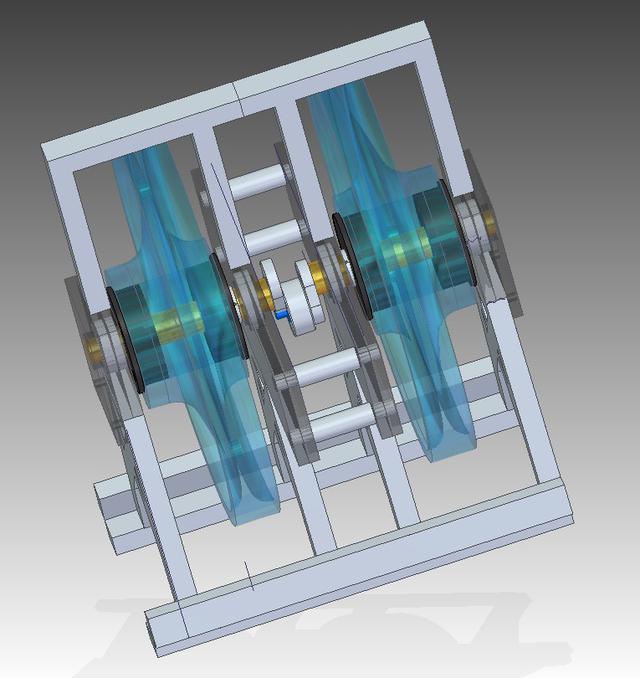
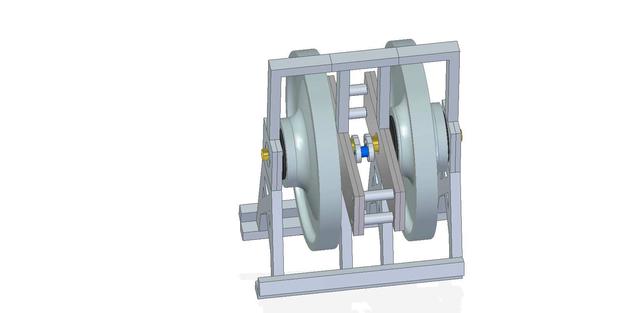
 Udv !
Udv !