Arra gondoltam, hogyha be lehet tanitani rá embereket, lehetne kisebb dolgokat sorozatban gyártani. Emellett van rá lehetőség egyedi darabokat megtervezni, legyártani. Kérdés, hogy mennyire pontos és megbizható vele dolgozni.
Igazából nem világos, hogy mit szeretnél. Egy CNC iparit venni és hajtani, vagy dolgozni ebben a környezetben?
Kis országunkban egy fura helyzet állott elő CNC ügyben. Kevesen értenek hozzá, és azok egy kasztot alkotva hihetetlenül drágán dolgoznak. (tisztelet a kivételnek), holott a rendszer azért jött létre, hogy növelje a termelékenységet és a pontosságot. Egyszóval olcsón jót faragjon. Amíg a szemlélet meg nem változik, addig csak foltokban terjed a technológia.
CNC esztergára gondoltam, erre látok egyretöbb álláshirdetést. Eddig csak a hobbicnc topikot találtam meg, melyik másikra gondoltál?
Másik oldalról pedig azt hallottam, hogy van jó pár budapesti vállalkozó, akinek komplett CNC gépparkja van kihasználatlanul.
Harmadik oldalról pedig azt hallottam, hogy egyre jobban kell vigyázni a gépekkel, az árverseny miatt állitólag egyre megbizhatatlanabbak. Volt, aki szerint pár év után tönkrement egy ismerösének gépe, mert valamelyik tengely gyenge minöségü anyagból készült.
Az árak tekintetében hihetetlen különbségeket hallottam, igy megintcsak ellenérzéseim vannak, hogy mi hiányozhat az olcsóbbakból, stb.
Jó hogy említetted a nyomtatót. Életre szóló élmény volt számomra, hogy amikor a kollegáim nyomtatót építettek ATARI-hoz, akkor derült ki, hogy a kocsi elindulásakor keskenyebb karaktereket ír, mert a rendszernek fel kell venni az állandó sebességet.
Vagy szinkronizálni kell útjeladóval. Ez a hatás is létezik CNC-nél.
Szerintem meg van. A golyós szán sokkal kisebb erővel tologatható, és irányváltáskor nem tapad. A tapadás jelentősen növeli a periodikus nem maradandó alakváltozást a hajtórenszerben. Ha a hagyományos asztal könnyen jár akkor szitál, ha meghúzom a csavarokat akkor tapad.
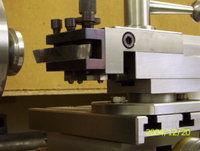
Harmadik kép:
A golyós orsónak azért persze van köze a kottyanámentes irányváltáshoz. Ha a Proxxon-ba beépítettek ilyen hajtást, akkor nem sokat kell izgulni a holtjáték miatt.
a helyzet meg ennel is bonyolultabb, ha szabad bonyolitani.
egyreszt holtjatek adodhat a szerkezet barmely elemenek a nem elegendo merevsegebol is. akar egy tengely torzios csavarodasa a meghajtasban okozhat holtjatekot. az egyik veget lehet hogy 1-2 fokkal is el kell tekerni hogy a masik vege elkezdjen tekeredni.
a golyosorso-anya megoldas mukodeseben olyan mint egy melyhornyu golyoscsapagy. de annak is van axialis jateka! persze a ferde hatasvonalunak nincs, de csak az egyik iranyba, ugyhoyg a csapagybol is meg az anyabol is ketto kell egymassal szemben. van olyan alternativ megoldas, hogy ha az orso es az anya is nagyonpontosan megmunkalt, es a hotagulas nem jelentos mondjuk olajos hutes miatt, akkor valogatott golyokkal toltve meg lehet fesziteni hogy holtjatekmentes legyen.
a legviccesebb: az egy dolog hogy a hajtas iranyvaltasakor kottyan, de a terheles iranyvaltasakor is kottyanhat! ezt meg nem lehet szoftverbol kikompenzalni. ha egy ajtot csuk mondjuk, es az ajto ellenall, akkor egyik iranyba feszul, ha en meg kezzel gyorsitom a csukodast akkor masikba. ha van holtjatek, rangathatom az ajtot oda vissza. mindenfele ferde keseknel egy eszterga pl amikor olyan reszhez er, atranthatja a kest a holtjatek masik oldalara...
És ez sem kottyanásmentes az irányváltás szempontjából, mert a golyók közt mindig van rés, és amíg az át nem "vándorol" a menetirányváltáskor a "sor" egyik végéről a másikra, bizony addig a kocsi nem indul meg.Ilyen precíz szerkezeteknél ez igen kicsi, de ott van, és a használattal csak növekszik.
Még a feszített acéldrótos húzású kocsiknál is beépítik a szoftverbe a kotyogáskompenzáló lépéseket, lásd nyomtatók!
Csak ott nem kell erre figyelni, ahol az elmozduló elem valamilyen elmozdulásérzékelővel kapcsolatban áll.
Például egy kapacitív, vagy optikai elven működő szondával, de ez is csak akkor igaz, ha a szonda közvetlenül az elmozdulást méri és nem a motor tengelyére van felszerelve.
De sajnos nem kottyanásmentes az irányváltás az eredeti keresztasztalon. Golyós hajtóművet kell beépíteni, akkor nagyon jó lehet. Ezzel akkor valszeg jobb anyagot is lehet faragni. A felső része az nagyon profi, úgy hirdetik, hogy a surrogó erő.
Kérdésedből nem derül ki, hogy esztergát vagy marógépet szeretnél-e ?
Van egy CNC topik ott sok tapasztalat halmozódott fel. A vége felé az egyik hozzászóló hivatkozik egy Weboldalra, ahol eszetlen mennyiségű CNC található.
Ha venni akarsz akkor ott érdemes. Ha magad akarod megcsinálni, akkor tőlük lehet kulcsalkatrészeket beszerezni.
A használata a gépeknek nem túl bonyolult, jó kis szoftvert lehet venni a vezérlőjükhöz. Leszögezem azoban, hogy főleg gravírozási és jellegében hasonló munkákat lehet velük elvégezni. Ha nem ilyen munkához akarod, akkor EMCO !!!
Szerintetek hol és milyen "hobbi CNC" gépet érdemes beszerezni és mennyire nehéz megtanulni használni? Azaz, betanítással megoldható, vagy minimum programozni tudó gépészmérnök kell hozzá?
Ezt úgy érted, hogy szilíciumkarbid meg cerox is akad otthon ? Én is szeretek optikával foglalkozni, de a csiszolást azt nem vállalom be. Jobbat bütykölnek Jena-ban. A távcső topikban egyébként van kép egy szögtávcsövemről.
A szemuveglencsen kivul szinte mindennel, de egy ideje nem uzom, itthon nem nagyon lehet csinalni :(((
off:Sajnos az optika nagyon piszkos melo itthon lakasban gyakorlatilag nem lehet csinalni. A forgacsolas még asszonyi tolerancikuszobon hatarain van de az uvegezes mar nem (sajna muhelyem/garazsom nincs).
Ha rendelkezel gépi háttérrel, akkor azt is megoldhatod, hogy síktárcsa készítésben segítesz a rászorulóknak. Senki nem fogja elhinni, de igaz, hogy akár az alumínium is megfelelő anyag erre a célra. Az otthoni kisgépek nem tépik szét.
Ez meg egy Orosz gyártmányú, az anyaga acél. De hangsúlyozom, hogy az alu könnyen elkészíthető és használható!
Ha valaki sehogyan sem tudja megoldani a lukas tárcsára a lukak elkészítését, budapesten tudok segíteni -korlátozottan.
Vagyis nem azonnalra, meg tegnapra, meg nem végtelen mennyiségben, meg nem eszetlen nagy méretben, de ha hozza a kész tárcsát, amire csaka lukak kellenek, én osztófejen lefúrom rá a lukakat.
Természetesen a fogaskerék nagyon jó megoldás, csak sajnos egy darab nem elég abból sem, mert páros és páratlan osztásra egyaránt szükség van. Az első tárcsát nem olyan nehéz megcsinálni. Alulemezre tűhegyű körzővel nagyon jól lehet szerkeszteni. Én egy 100 mm-es tárcsára rajzoltam fel az első osztásomat, amit ideiglenes jelleggel használtam. Ezzel készítettem el a képen látható alkatrészeket.
Példaként az alkalmazásra: Optika foglalatán beállító bordák marása.



 A kézikrikszkraksz az egy húzórugó akar lenni
A kézikrikszkraksz az egy húzórugó akar lenni

