Semmi kottyanása nincs a szerkezetednek?Melyik a motorR?A nagyobb fekete kocka? És mi a jeladó?Gondolom a fehér feliratos szerkezet.És az mi? A szelszin motoroknál elvesztettem a fonalat.Meg a nipkov tárcsánál.
Ehhez képest az a helyzet, hogy a fényképes beszámolómat 3 ill. 4 mínusszal díjazta a nyájas publikus, az erre érkező becsmérlő kritikát pedig 1 plusszal.
,,Nade pro és kontra odamondogatni egymásnak nagyon helytelen, ez nem fér össze a hobbista szellemiséggel.''
Ebben is igazad van, de van egy pont, amikor elszakad a cérna, amikor valaki állandóan, minden egyes hozzászólásomba beleköt, csak azért, hogy belekössön - ráadásul azzal a felhanggal, hogy "mit okoskodsz már megint". És még csak nincs is igaza.
No nem baj, ha az előbbi beszámolómra is megkapom a 3 mínuszt, akkor meghajlok a népakarat előtt és nem küldök több ilyet, csak "okoskodok" ezentúl. Az biztos, hogy rengeteg időt meg fogok spórolni vele.
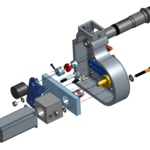
Végre elkészült az elektronikus vezérorsó (l. 45093.hsz.):
Azért kellett ennyi idő, mert először mindenképpen bordásszíjjal akartam a motort a tengelyhez kapcsolni, mert tartottam attól, hogy ennyire kilógjon a motor. Mint kiderült alaptalanul: nagyon merev lett a felfogatás is is.
Az alaplapon levő furat pontosan illeszkedik az esztergapadon levő vállra, a kockában levő pedig a motoron levőre. Az harmadik képen a kocka felett látszik egy gyűrű, az központozza az alaplapot a kockával. Minden alumínium - leszámítva az egyik furatba beletört menetfúrót - ezért rövidebb az egyik csavar.
A jeladó tartója 3D műanyag. A jeladó most az eredeti irányváltó fogaskerekébe kapaszkodik. Itt is bordásszíj kapcsolatot szerettem volna közvetlen a főorsóról, de azt sehogy se tudtam értelmesen megcsinálni.
Az eredmény pedig: egyszerűen szuper! A motor vajpuhán és pontosan viszi a szánt.
A lényeg persze a szoftver. A mozgatások lágyindítással mennek. A menetvágáshoz meg lehet adni egy kezdő és egy végpozíciót, tehát úgy lehet menetet vágni, hogy nem kell a kifutásnál beszúrást csinálni, ill. váll (vagy zsákmenet) esetén biztonsággal lehet egészen a vállig menetet vágni akár 1000-es fordulattal! A program tud bármilyen metrikus vagy colos menetemelkedést, jobbos és balos mentet, sőt több bekezdésűt is.
A menetemelkedést kicsire véve pedig remek gépi előtolás lesz (nagyon pontos végállással).
Tettem még bele egy harmadik megjegyezhető pozíciót is: egy gombnyomásra odaviszi a szánt (pl. amikor rápróbáljuk a menetet).
A szán pozícióját folyamatosan kijelzi, ezzel mérni is lehet.
De mind közül a több bekezdésű menetvágás legvagányabb: az egymás utáni vágásokkor sorban az egymás utáni menetárkokra áll rá anélkül, hogy bármit állítani kéne a szánon.
Kár, hogy még soha semmilyen valódi feladat nem jött szembe velem, ahol több bekezdésű menet kellett volna.
Én egy nagyon egyszerű módszerrel készítettem skálát a Proxxon eszterga forgatógomokra. Kiszámoltam a henger kerületét és számítógéppel készítettem egy skálát az adott hosszra. Először papírra nyomtattam ki és felpróbáltam a hengerre. Még egy igazítás után kinyomtattam öntapadós, nyomtatható fóliára. Van a végén 0,1-0,2mm eltérés, de az a kutyát nem érdekli. Tudom, hogy ez nem az örökkévalóságnak készült, 2-3 év után itt-ott elkezd feljönni a fólia sarka. De bármikor újat lehet nyomtatni.
Igen, a számokat, betűket valami kisnagyítású mikroszkóp (4-5x nagyítással max) alatt lehetne dremelezni. A jelzővonalat én vésném, ahogy írod- írjuk. Az a legfontosabb vonal, legyen határozott, egyenes.
Szerintem ezek sima acélfelületek, lepucoltad, attól, meg a kortól pácolódott, azért ilyen a kinézete.
Igazából a két fis rész az aminek az írása és a vonala is már szinte láthattlan (főleg a második képen szereplőé)
Ott lényegében egy fontos vonal van, az amelyikhez képest nézem a másikat.
A betűket, számokat kicsit dremellel (jó nem Dremel csak Parkside) mélyíteném. A vonalat is érdemes volna döntött osztófejbe fogva, valami tűéle szerszámmal vésni?
Ezek a tárcsák valamilyen matt króm bevonatúak. Vagy csak az elmúl 70 év mattította ki.
A lin skála pár évvel később gyalugépen készült, a maró skálái leélezett körfűrész tárcsákkal lettek marva. Jól mutatja, hogy stabilan vezetett egy élű szerszámmal szebben lehet dolgozni. ( A rövid lin skálára nem is ütöttem számokat mert féltem hogy csak elcsúfítom )
Valóban tucatnyi megoldást választhatsz, attól függően hogy milyen eszközeid vannak. A kézből való bármilyen matatás szerintem elfelejthető. Magam inkább gyártanék nagyobb átmérőjű skálát. Osztás osztófejen, vagy valami megfelelő fogszámú fogaskerék, vagy legalább arasznyi átmérőjű nyomtatott skála alapján magán a marógépen, a szerszám helyére befogott álló hegyes menetkés szerű szerszámmal karcolnám, majd régi toner festékét olvasztanám bele. A számokat vagy gravíroznám ha van lehetőség vagy befogóban vezetett számbeütővel készíteném. Kellő türelemmel jobb skála készíthető mint ami manapság a kínai masinákon szokott lenni, persze a svájciak nagy átmérőjű matt krómozott skáláinak minőségét nem lehet így sem megközelíteni.
Szemléltetésként egy gyalugépen kézzel tekerve készült lin skála, és a régi marógépem két felújított nóniusza
Szerintem ne kézből csináld! Elmosódik a vonal széle/éle, nehezebb lesz pontosan érzékelni, beállni rá. Pláne Dremellel.
Kéne csinálj egy egyszerű kalodát, amibe be tudod fogni a nóniusztárcsát (most tekintsünk el attól, hogy ennek hívjuk, de nem az, ne ezen vitatkozzunk), és abban forgatni tudod. Fölötte pedig a tengelyvonalával párhuzamosan lehessen egy rúdon tologatni a szerszámot, amivel mélyíteni akarsz. Szerintem egy jól köszörült HSS késsel is teljesen jó eredményt tudnál elérni, véséssel. Párszor áttolnád a hornyon a kést, és szépen kikaparná, kimélyítené.
Valami ideiglenesen összedobott cuccra gondolok.
Utána a festéshez simán használhatsz rendes festéket is, filcet is. Ha azonnal visszatörlöd egy gumilappal, akkor még tán csiszolni sem kell.
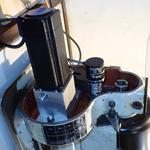
A kisRákosi felújítása/összeszerelés olyan stádiumban van amikor gondolkoznom kell rajta hogy a nóniuszokat hogyan lehetne felújítani. Készítek majd fényképet, bár nem vagyok jó fotós, de ami szóban is leírható az az hogy a jelölések nem elég mélyek. Dremellel gondoltam hogy óvastosan mélyítenék rajtuk hogy ne legyenek elmosódottak.
Esetleg ezután arra gondoltam hogy valami festékfilccel felfesteném a jelöléseket majd óvatosan visszacsiszolnám, így a mélyedésekben maradna csak festék.
Ezek csak az elképzeléseim, még sosem csináltam ilyet. Valakinek van tapasztalata/javaslata ezügyben?
Én is úgy tudom ,hogy a páratlanok a precizebbek,bár ez lehet átmérő függő, nekem a hetes ha jól emlékszem 55-től.
Ami érték növelő még egy állítható dörzsárnál, a működő ,aktiv rész hossza. minnél hosszabb , annál hosszabb perselyt lfuratot lehet dörzsölni.Van olyan 37 mm -töl állítható , amin a megtámasztott rész nincs 30 mm-nél több.Viszont van olyan 38-tól felfelé , amelyen 60 mm a megtámasztott rész.
Sajnos a kúpszöget már elfelejtettem,(de a hatkésesnél mérető egy fordulatra, )az emelkedés adott;Misi Bácsi , a régi barátom mindig fél, harmad, negyed ,hatod,nyolcad fordulattal számolt . Ez nem egy fogásvétel volt ,hanem meddig kell eljutni egy csapszeg perselynél.azon viszont el kell gondolkodjam mi volt a mérőeszköz, amivel mérte és kiszámolta a szükséges méretet.
Így is lehet, de ;volt egy kedves szerelő barátom (már régen nincs közöttünk), nagyon sokat tanultam töle .Pl. azt is hogy az állítható dörzsárnak van kúpszöge ,és egy menet fordulatra mennyit növekszik az átmérő!Ez számítható!
Nem kell tullihegni az állítható dörzsár dolgot.70 es években sok kismotor dugattyú csapszeg perselye volt bronzból a hajtókarokon.Lehetett kapni csapszegperselyeket ,fillérekért.Pár csavarral csődarabbal kisajtoltuk.Csak 2 kulcs kellett hozzá.Besajtoltuk az újat,majd állítható dörzsárral méretre munkáltuk.Főtengőt ki se kellett venni.Senkit nem érdekelt a méret,hiszen megvolt az uj csapszeg.Mindez csak türelemjáték,mert az állitható dörzsár átmérő nem mérhető mert 5 penge van benne.Szóval,szép lassan addig állítgattuk amig jó nem lett.Állít ,dörzsöl ,próbál.A csapszeg meg a persely közti hézag az érzésre ment.Lehet érezni!
Köszönöm! Valami olyasmira tippeltem én is, hogy próbálgatni kell a méretet az elkészült furat, illetve a furatba kerülő csap illeszkedése alapján. Na de akkor miért írják a terméklapra a tűréstartományt? A próbálgatásos módszerrel, kontrollálatlanul, akármilyen tűrést el lehet érni, vagy tévedek? Vagy a tűréstartomány azt akarja kifejezni, hogy ha beállítóm a dörzsárat a jelölés alapján, akkor a furat tűrése a megadott tartományba fog esni? Persze csak addig, amíg újra nem kell fenni a vágóéleket. Utána már csak tájékoztató jellegű lesz a jelölés a dörzsáron, vagy próbákkal ki kell mérni, hogy mennyivel lesz kisebb a furat a jelölt értéknél.
Én sorozatot nem fogok gyártani, csak egyedi darabokat, ezért is lenne vonzó az állítható dörzsár a mindenféle méretű és tűrésű fix dörzsárszett vásárlása helyett.
Én úgy gondolom hogy ezek egyedi gyártásban ,különféle szerelési munkáknál használhatóak .
Szerintem ezek próbálgatással állíthatóak , méretre . De nem is az a feladata hogy a pontos illesztési tűrésre legyen állítva , hanem több fogással tudom elérni a méretet ,egy másik alkatrészhez illesztve .
Magyar és orosz régi darabjaim vannak .
Néhány hónapja keményfémmel "fel" is "húztam" egynek az éleit mert nem vitte a műanyagot .
Létezik másfajta is ,ami kis mértékben állítható , csavaros belső feszítéssel , az inkább lehet sorozatmunkára való .
De ha tévednék ,én is kíváncsi lennék a szakszerű használatára .