Meg van döntve az asztallap, csak nem olyan nagy szögben. Az asztallap hosszával lehet megoldani azt, hogy ne kelljen " tuszkolni ". Ha a védő rajta lesz, akkor válik el, hogy jó-e az elképzelés. ( régi szecskavágó-feeling ) Ez sajnos így műxik akkor, ha nincs egy már kiforrott gépről műszaki rajz, mindent kisérletezéssel kell megoldani.
Tetszik, ez az orsós dolog jó ötlet. Volt szó olyanról, hogy az asztalt meg lesz döntve a késtengely felé, ez ideiglenesen maradt el, vagy más okból? Gondoltam rá én is, mert a rövidebb ágakat nem kellene a kések közelébe tuszkolni, a gravitáció elvégezné a dolgát.
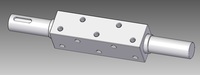
Megjött a fényképezőgépem, félkész állapotban felteszek pár képet. A védőket még azért nem készítettem el, mert esztergályozzák a 300 mm-es ( az is 15 kg ! ) ékszíjtárcsát. A hegesztéseken kéretik nem fikázni, olyan, mint a chokító. Nem szép, de finom ! ( nem vagyok szak )
Szerintem mindkettőnknek igaza lehet. Te ágaprítóról, én - mi - ágdarabolóról beszélünk.
Az aprítás jellemzően 1-2 cm, vagy annál kisebb végterméket eredményez, a darabolás pedig 5-10 cm, vagy annál nagyobb, de még kezelhető darabokat. Alapvetően mindkét művelet célja, hogy a nagy halom, nehezen kezelhető ág, rőzse kezelhetővé, szállíthatóvá, tárolhatóvá váljon.
A bolti ágaprítók 2 késsel ~2750 fordulattal mennek. Az első saját gyártmányú aprítóm 2 késsel 800 fordulattal vágott (jobb, mint a bolti). A második nagy (5,5 kW) három késsel ~1100 fordulattal dolgozik. Teljes megelégedésemre.
Ez a fordulatszám géppuska-jellegű. Szerintem max. 300-as a megfelelő. Ha vékony ágat - is - akarsz darabolni, felejtsd el a hézagot. Tizedre ne tudod állítani a késeket. A kés alá kopóbetétet korlátozott mennyiségben szivesen adok minden sorstársnak. Az én asztalom 1100 mm hosszú. Ahhoz, hogy megfelelő védelem legyen kialakítható, legalább ennyi kell.
Holnap megjön a fényképezőm, teszek fel képet a félkész darálómról.
A 4-500 is sok? Az én lehetőségeimet figyelembe véve, 140-es és 160-as szíjtárcsa és egy adott 540-es legkisebb kardán fordulat, ebből a legjobb esetben is 470 ford/perc a legkevesebb, amit kitudok hozni. Ez a műszaki müanyagos dolog jó ötlet, csak ekkorában én nem férek hozzá, még ha kopóbetétben gondolkodok a késtengely alatt, akkor sem. Nálam marad a 20-as lemez, 1-2 tized hézaggal. Annyit viszont kérdeznék, hogy kb. milyen hosszú adagoló asztalt érdemes csinálni? 200mm széles lesz a késtengelyem, én egy 400 mm-re gondoltam.
Az egytengelyesen én is így állítottam a késeket, szerintem fordítva nem jó.
Az első pörgetésig eljutottam, azok a - beállítási - hibák nálam is jelentkeztek, ami másoknál.
A fordulaton tovább kell csökkenteni. Most kb. 4-500 között pörög, sok. A 180-as, tengelyen lévő ékszíjtárcsa helyére 300-ast csináltatok.
Az asztalra kitaláltam a tutit. Az adagolóoldali felét fixálom, vagy vizszintesen forgótengelyre építem, a kések felőli végét orsóval állíthatóvá tettem, így akár menet közben nullára állítható. A vékony ágakat így szépen viszi. Ehhez az kellett, hogy az asztal nem vasból van, hanem keményfa palló műszaki műanyaglappal van burkolva, abba akár mínuszosra bele lehet vágatni a késeket.
A fényképezőm meghalt, a napokban veszek másikat, teszek fel képeket.
Igen,én is néztem de csak akkor van így a kés ha szemben is kés dolgozuik,amint "állókés"van kissé más a helyzet...más a behúzás és a vágás szöge is...ok.várom a fejleményeket....
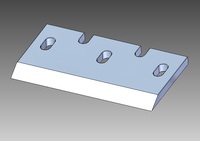
Gyalugépből indultam ki, de most, hogy kérdezed, megnéztem párat youtubeon, ott is így vannak. Mivel szimmetrikus lesz a furatkép a késen, kíváncsiságból majd megfordítom és akkor kiderül, hogy dolgozik szebben.
Nekem is szimpatikusabb a 3 késes, az egy és kéttengelyes verziónál is, viszont ezt töredéke munkával és anyagköltséggel lehet megvalósítani. A 3 késes, két tengelyest elsősorban pont azért vetettem el, mert amire az való, én inkább koptatok egy szalagfűrész lapot, az lényegesen olcsóbb. Nekem ágfába nem való gallyakra, szőlővesszőre kell. A terveim szerint ilyen paraméterekkel fog rendelkezni:
Igen, ismerős a dolog. Sok emberrel beszéltem az aprítóval kapcsolatban, szinte mindenki azt mondja, milyen egyszerű megcsinálni, csak 1-2 tengely kell, meg valami kések rá. Aztán csak úgy repkednek a tízezrek, mikor valaki elkezd számolgatni, főleg a 2 tengelyesnél, ahol nem az van, hogy ide-oda fúrok néhyány furatot, beledobom a két késtengelyt és mehet is. Szóval valahol érthető az a fél milla felett kezdődő ár egy gyáriért. Egyszerű szerkezet, de ami munka van rajt, mind gépi forgácsolós, aminek van ára, főleg egyedi gyártásban.
Hát, ha marós vagy, akkor így készítsd el, a lehető legjobb. Én - mi - azért inkább szedegetjük a cuccokat, mert qrva drága a munkadíj, meg nincs idő kivárni, amíg besorolnak minket.
Árakat nem nagyon tudok mondani, CNC marós vagyok, megcsinálom magamnak. Annyit tudok mondani megközelítőleg, hogy a késtengely nyersanyaga kb. 3-3500 Ft lehet, a késekhez való pedig 1500/db. Szerintem 10-ből ki kell jönni a nyersanyagnak. Amint tárgyilagos lesz részemről a dolog, tudok mondani pontos árat, mennyi lesz. Csapágyakat még nem döntöttem el, van itthon 6007-es csapágyam, vagy csinálok annak házakat, vagy veszek UCP csapágyegységet, mert sima golyós csapágy nem tudom hoszabb távon mit bírna. Ezek az UCP csapágyak 3-3500 körül vannak, ebben a mérettartományban, amire ide szükség lehet.
58x58mm, mert 60-as lemezből lesz vágva, mindegyik oldala mart felület, így jön ki az 58. A menet M12, 30-35mm mélyen, az elosztást azért gondoltam ebben a formában, mert így nem szakadnak egymásba a furatok. Valószínűleg megfogná kevesebb csavar is, de szeretek mindent túlméretezni, végül is egyszer kell összerakni, de akkor normálisan.
Nútokra gondoltam a felfogatáshoz, az állíthatóság miatt. A késeket (is) én fogom legyártani, valami szerszámanyagból (1.2311, 1.2358) ami le lesz eddzve kb. 55-60 HRC-re.
Én most készítem a te recepted, ill. tapasztaladod alapján. Majdnem olyan lesz, az asztallap 65 mm.-es szilfából,( bármikor cserélhető ) 10 mm-es műanyaglap-borítással, a kések teljesen ráállítva az asztalra. A tanácsod szerint kissé döntve az asztalt a kések felé. Ott változtattam, hogy - a régi, szecskavágós formára hajazva - hosszabb a megvezetés és a védő - a késtengely pedig nem középen, hanem a másik végén. A félkész dolgokról rakok képeket.
Én a késkopást úgy oldottam meg hogy a csapágyházak amelyiken a kések vannak nost magassabra tettem hézagoló lemezekel amit majd ha kopik a kés kiszedegetek ahogy szülséges.
Szerintem az asztalt próbáld pár cm. állíthatóvá tenni mivel a kések élezése és a gallyak által koptatott asztal miatt előbb vagy utóbb csak a vastagabb lesz amit el is fog vágni.
Tervezem egy egy tengelyes aprító építését. Gyűjtöm az infókat mit, hogy, miért, stb. Első terv az két tengelyes volt, de lényegesen több meló van vele, meg nekem többnyire vékonyabb gallyakhoz kell, amire bőven elég az egy tengelyes is szerintem. Eddig ami körvonalazódni látszik az annyi, hogy lenne egy meghajtó tengely, 160-as dupla pályás szíjtárcsával, lenne a késtengely, 60x60-asanyagból, kb. 110mm széles késekkel (így a maximális vágási hossz 117,5mm), a végén pedig egy 140-es dupla pályás szíjtárcsa. Azért gondoltam a kicsit gyorsító áttételre, mert egy Kubota B7000-es traktor hajtaná, ne kelljen hengerfejesre ordíttatni szegény gépet. A késtengely szélességét nem tudom mennyi a célszerű. egyelőre behúzó henger nem lesz, majd kiderül mennyire eszi az anyagot magától. Az asztal szerintem 15-20 mm-es lemez lesz. Örülnék, ha valaki véleményezné az elképzelést, esetleg tudna adni ötletet ezen felül.