A 2. táblázat ad irányértékeket rá, én ebből beszúráshoz a lágyabb acélhoz is a lll. csoportot részesíteném előnyben, azzal a különbséggel, hogy a homlokszöget 12fok körülire módosítanám. A túl meredek homlokszög a kés hossztengelyével párhuzamos erőkomponens irányát bizonytalanná teszi, ez által fokozza a rezgésre való hajlamosságot. (Még rezgés csökkentés szempontjából a fővágóél tájolásának helyes megválasztása és terelőszög alkalmazása jöhetne szóba, de beszúrás esetén ezek kötöttek.)
Értelmes forgácsolási paramétereket feltételezve számolgattam egy kicsit és annak eredménye, hogy önmagában a késed deformációja és az abból származó alaki eltérés nem összemérhető a forgácsvastagsággal. A kezdeti szakadozott vágás viszont jóval nagyobb deformációról tanúskodik. Minden O.K. azzal a géppel? Nem lóg semmije?
Olyasmire emlékszem (de csak irodalomból ) hogy a kés szára Z alakban van hátratörve .
A magyarázat az volt hogy a forgácsoló erő általi behajlás nem az anyagba befele emeli úgy a fogás mélységét ,hanem ellenkezőleg úgy csökken a fogásmélység a forgácsoló erő által okozott hátrahajlás miatt .
De rég olvastam ,és semmi gyakorlati tapasztalatom nincsen ebben a dologban .
Igen, gondoltam, hogy lesz ilyen válasz is. De mint ötlet, a többi spéci menethez adott megoldást! 30x1-es menetfúrót, tényleg kár venni egy projektre! És a többire is ;-)
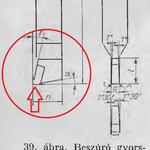
Próbáld meg az élét a késszár középvonala mögé tenni. Az ábrád szerinti helyzetben forgácsolás közben a kihajló késszár egyre nagyobb fogásba kényszeríti magát, egy darabig bírja, azután "kiugrik", majd kezdődik elölről és kész a remegés. Ha az él a késszár szimmetria tengelye mögött van, működés közben a forgácsoló erő a fogásból kifelé kényszeríti, beáll egyfajta egyensúlyi állapot, kevésbé hajlamos a remegésre. Ezt gyorsacél késsel a legegyszerűbb megoldani, az él kialakításánál egyszerűen elköszörülöd a felét. Forrasztottnál macerásabb, ott egyedi késszárba kell lapkát forrasztani.
Hasonló megfontolásból használnak még gyalugépeken hajlított késszárat, -nálad is az lenne az igazi.
Szintén zenész. Már volt olyan vasárnap, hogy jó pénzért az asztali köszörű baloldaláról kaptam le, másnap meg vettem egy félmarékkal a helyi Kertgép-ben... (Ők egyébként szezonban 0-24 aratási ügyeletet is adnak, de ha lehetséges, a jó kapcsolat érdekében nem élek vissza a jóindulatukkal.)
Lehet trükközni hátszög csökkentéssel, de nem csodaszer és nagyon érzékeny lesz a hátkopásra is.
Külső szabadon álló felületnél a késtartó merevségének növelése (ha lehet) és kevésbé merev hajlított szárú kés, mint a hosszgyaluknál. Ha a merevség nem növelhető, mert pl. furatban reteszpálya és nincs hely, akkor csak a szélesség csökkentésével érdemes kordában tartani a kedvezőtlen irányú kihajlást okozó erőket, mert a forgácsvastagság a gyakorlatban nem csökkenthető a végtelenségig. (Láttam már olyat is, hogy kínjában a szakerő befixálta a késtartót és "húzóra vágott", mert csak úgy tudta megoldani, hogy a "kitérő torzulás elve" érvényesüljön.)
Haránt gyalu beszúrókést hogyan kell köszörülni? 8mm szélességben ha az él egyenes, (párhuzamos a munkadarabbal) kell a nyomaték és a kést is igénybe veszi. Nekem legalább is berezgett, darabos, töredezett lett a forgács. Az áttételt tudtam csökkenteni így valamelyest javult a forgács de még mindig rezonál a gép.
Az első szembejövő, komolyabb, kötőelemekkel is foglalkozó üzletben szokott lenni (mezőgazdasági alkatrész bolt vagy SKF, stb.) - kb. 120Ft/db. Ha duplamagas, peremes vagy koronás kell, akkor van szitu, mert helyben nem lesz elérhető és a postaköltség vagy időfaktor miatt már megérheti csinálni 1...2 db-ot.
Akkor valamit rosszul értettem. Az volt a hozzászólásban, hogy egy darab anya kellene egy mákdarálóhoz. Én nem vennék ehhez egy 20000 forintos menetfúró készletet.
Ha ilyen kényes helyre kell menetet vágni, én egy megfelelő emelkedésű menetfúrót használok. Pl. 30x1-es menetnél egy 10x1-es menetfúrót. Nem szarakodok a késekkel, hanem 2-3 fogásból megvan a menet az anyában. A múltkor egy tengelyben megsérült a menet, mert megnyomták, és nem lehetett a menetes orsót belekapatni az anyába. Az ép részen beállítottam a kisebb menetfúrót az anyába, majd pár fogással a benyomódást kiigazítottam.
En inkabb ket dologra gondoltam, amikor azt mondtam, hogy nem lehet eladni: - nagy gepeket nem keresik a hobbistak, mert helyszukeben vannak,
- cegek meg inkabb mar a CNC-k fele fordulnak (johogy, nem hiszem, hogy hagyomanyos gepekkel termelekeny lenne a sorozatgyartas),
- az egyedi gyartas pedig gondolom egyre kisebb a piac es bar nem rendelkezek konkret statisztikakkal, de feltetelezem, hogy par even belul megszunnek a regi egy szemelyes muhelyek, hacsak nem tortent utodlas,
- es eros a gyanum, hogy egy egeszseges ipar, meg az egyedi gyartas eseten sem epitheto 50 eves gepekre es szerszamozottsagra.
Ezek miatt gondolom, hogy a tonna feletti hagyomanyos regi gepeknek nem lesz piaca, mert miert is lenne.